producción biotecnológica de biodiésel a partir de...
TRANSCRIPT

Universidad de Costa Rica Facultad de Ciencias Escuela de Química
"Producción biotecnológica de biodiésel a partir de rastrojo de piña"
Trabajo Final de Graduación presentado como requisito para optar por el grado de Licenciatura en Química
Anthony Marchena Mora
Ciudad Universitaria Rodrigo Facio
San Pedro. Montes de Oca
2019
El presente Trabajo Final de Graduación ha sido aceptado por la Escuela de Química de la Facultad de Ciencias de la Universidad de Costa Rica, como requisito parcial para optar por el grado de Licenciatura en Química
:::¡if~t-1 (,¡ i ( \ M.Sc. Paola Fuentes & Í1weizer
Directora de Tesis
'
-~/( , ' Dr. Carlos León Rojas
Asesor de Tesis
aja García Asesora de Tesis
~ ~~/ Ph.D- . -C-n-.s~rb1-p-h-er Camacho Leandro
Miembro del Tribunal
B.Q. Anthony Marchena Mora Postulante
¡¡

Índice
Portada .................................................................................................................................................... i
Hoja de aprobación ............................................................................................................................... .ii
Índice .................................................................................................................................................... iii
Agradecimientos ................................................................................................................................... vi
Lista de cuadros ................................................................................................................................... vii
Lista de figuras ................................................................................................................................... viii
Lista de ilustraciones .............................................................................................................................. x
Lista de abreviaturas ......... .................................................................................................................... xi
Resumen ............................................................................................................................................... 12
Justificación .................. ...... ................................................................. ..... .. ......................................... 13
Capítulo 1 ............................................................................................................................................. 17
Estado de la cuestión ............................................................................................................................ 1 7
1.1. Biodiésel ................................................................................................................................ 17
1.1.1. Aspectos generales ......................................................................................................... 1 7
1.1.2. Especificaciones del biodiésel ....................................................................................... 19
1.1.3. Proceso de obtención de biodiésel ........................................ ............ ............................. 22
1.1.4. Catalizadores y mecanismo de reacción . ....................................................................... 24
1.1.5. Biodegrabilidad del biodiésel ........................................................................................ 26
1.1.6. Biomasa en la producción de biodiésel. ......................................................................... 28
1.1.6.1. Piña .............................................................................................................................. 28
1.1 . 7. Pretratamiento ................................................................................................................ 29
1.2. Situación energética a nivel mundial .................................................................................... 31
1.3. Situación energética de Costa Rica ....................................................................................... 33
Capítulo 2 ......................... .................................................................................................................... 35
Sección experimental ..... .... ................................................................................................................ 3 5
2.1. Tratamiento de la biomasa .................................................................................................... 36
2.1.1. Pretratamiento de la fracción sólida de la ñonga ........................................................... 36
2.1 .1.1. Equipo y materiales ...................................................................................................... 36
2.1.1.2. Procedimiento .................. .... ........................................................................................ 3 7
¡¡¡

2.1.2. Cosecha del hidrolizado y preparación del medio de cultivo ........................................ 37
2.1.2.1. Equipo y materiales ...................................................................................................... 38
2.1.2.2. Procedimiento .............................................................................................................. 38
2.1.3. Preparación de la suspensión de esporas ....................................................................... 39
2.1.3.1. Equipos y materiales .................................................................................................... 39
2.1.3.2. Procedimiento .............................................................................................................. 39
2.1.4. Preparación de la semilla, fermentación y análisis de azúcares en la fermentación ...... 40
2.1.4.1. Equipos materiales ....................................................................................................... 40
2.1.4.2. Procedimiento .............................................................................................................. 40
2.1.5. Cosecha de la biomasa del hongo .................................................................................. 41
2.1.5.1. Equipo y materiales ...................................................................................................... 42
2.1.5.2. Procedimiento .............................................................................................................. 42
2.2. Extracción de lípidos ............................................................................................................. 43
2.2.1. Equipo y materiales ........................................................................................................ 43
2.2.2. Procedimiento ................................................................................................................ 43
2.2.3. Cromatografia de capa fina y en columna .................................................................... .44
2.3. Transesterificación ................................................................................................................ 44
2.3.1. Equipo y materiales ........................................................................................................ 44
2.3.2. Procedimiento ................................................................................................................ 45
2.4. Purificación ........................................................................................................................... 45
2.4.1. Equipo y materiales ........................................................................................................ 45
2.4.2. Procedimiento ................................................................................................................ 46
2.4.2.1. Separación de glicerina y eliminación de agua ........................................................... .46
2.5. Caracterización (UNE-EN-14103, 2013)(Fuentes & Monge, 2015) .................................... 47
2.5.1. Equipo y materiales ........................................................................................................ 47
2.5.2. Procedimiento ................................................................................................................ 47
2.6. Pruebas de calidad ................................................................................................................. 48
2.6.1. Determinación de glicerina libre y total (D6584-00, 2014)(Fuentes & Monge, 2015) .48
2.6.1.1. Equipo y materiales ...................................................................................................... 48
2.6.1.2. Procedimiento .............................................................................................................. 49
2.6.2. Determinación del porcentaje de agua (ASTM D6304, 2016) ...................................... 49
2.6.2.1. Equipo y materiales ...................................................................................................... 49
2.6.2.2. Procedimiento .............................................................................................................. 50
iv

2.6.3. Determinación de Ja estabilidad a la oxidación (UNE-EN-14112, 2003) ..................... 50
2.6.3.1. Equipo y materiales ...................................................................................................... 50
2.6.3.2. Procedimiento .............................................................................................................. 51
Capítulo 3 ............................................................................................................................................. 52
Resultados y discusión ......................................................................................................................... 52
3.1. Prensado del sólido e hidrólisis enzimática ........................................................................... 52
3.2. Fermentación ......................................................................................................................... 54
3.3. Extracción de lípidos ............................................................................................................. 57
3.4. Proceso de esterificación ....................................................................................................... 58
3.4.J. Acidezyhumedad .......................................................................................................... 58
3.5. Purificación ........................................................................................................................... 61
3.6. Caracterización ...................................................................................................................... 65
3. 7. Parámetros de calidad ............................................................................................................ 68
3. 7 .1. Glicerina ......................................................................................................................... 69
3.7.2. Contenido de agua .......................................................................................................... 70
3.7.3. Estabilidad de oxidación ............................................................................................... 71
Capítulo 4 ............................................................................................................................................. 72
Conclusiones ........................................................................................................................................ 72
Recomendaciones ................................................................................................................................ 73
Capítulo 5 ............................................................................................................................................. 74
Bibliografía .......................................................................................................................................... 74
Capítulo 6 ............................................................................................................................................. 81
Anexos ................................................................................................................................................. 81
Apartado l. ........................................................................................................................................... 81
Apartado 11 ........................................................................................................................................... 82
Apartado 111. ......................................................................................................................................... 83
Apartado IV ......................................................................................................................................... 85
V
Agradecimientos
En primera instancia, a mi mamá, mi hermana, mi tío, mi abuela, mi abuelo ( q.e.d.p ), mi primo, por
todo el apoyo constante e incondicional durante todo mi proceso educativo. Por brindarme educación
y todo lo necesario en mi vida, por siempre estar presentes, cuando los necesito. Sin ellos, no podría
ser Ja persona que soy hoy en día.
A mi directora de tesis Paola Fuentes S, por toda su dedicación y su guía, por brindarme los
conocimientos necesarios para terminar este proyecto de investigación. Por siempre estar pendiente
del avance del proyecto y disponible ante cualquier duda sobre el proyecto. Por permitirme ser parte
de este proyecto.
A mi asesora María Elena Sibaja, por siempre estar anuente ayudarme en lo que necesitara, porque
siempre que le solicité ayuda, ella estuvo ahí para colaborarme, y, además, por todos los conocimientos
que me brindó durante mi etapa de asistente en el CELEQ, los cuales fueron pieza clave para terminar
este proyecto.
A mi asesor Carlos León, por permitirme realizar este proyecto en el Centro de Investigaciones en
Electroquímica y Energía Química.
A todo el personal de laboratorio del Centro de Investigaciones Agronómicas, especialmente a Mariana
Murillo, por ayudarme durante el desarrollo de este proyecto.
A las profesoras Irene Jiménez y Susana Rodríguez, por los conocimientos que me brindaron durante
los cursos de química analítica, tanto como estudiante como asistente, Jos cuales fueron de suma
importancia para mi educación, para Ja realización de este proyecto y para mi vida profesional.
A Martín e Ignacio de la sección de química analítica, por prestarme el equipo necesario para realizar
el proceso de transesterificación. A don Giovanni del laboratorio de química de alimentos de la Escuela
de Tecnología de Alimentos, por prestarme el equipo necesario para realizar Ja extracción de lípidos.
A todos mis profesores de Ja Universidad de Costa Rica, por su dedicación, por formarme como
profesional.
A todos, muchas gracias.
vi

Lista de cuadros
Cuadro l. Ventajas de la producción de biodiésel (Avellaneda, 20 l 0) .............. ..... ......... .................... 18 Cuadro 11. Especificaciones de la calidad del biodiésel. Obtenido de (Flores, Gallegos, Morales, & Morales, 20 l 7b ) .. ........... ... ........... ..................................... ........................... .... ...... .. .. .. ...... ....... ...... ..... 21 Cuadro III. Composición química de una muestra de rastrojo de piña. (Irías & Lutz, 2014) .. .... ..... .. 29 Cuadro IV. Nutrientes necesarios para preparar el medio de cultivo ...... ..... .. .......... ...... ... ...... .. .......... 38 Cuadro V. Características Fisicoquímicas de la planta entera de piña ... ... ....................... .. ... ....... ...... 52 Cuadro VI. Rendimientos de las hidrólisis realizadas para la obtención de biodiésel. ... ... ..... .. ... ....... 53 Cuadro VII. Contenido de Fames obtenido para dos sistemas de disolventes estudiados .. ... .. ............ 65
Cuadro VIII. Contenido de Fames utilizando una preesterificación como fase previa a la transesterificación. La extracción se realizó utilizando cloroformo y agua como disolventes . ........... 66 Cuadro IX. Contenido de Fames utilizando como fase previa una purificación en columna .............. 66 Cuadro X. Resultados de los análisis de calidad del biodiésel de rastrojo de piña .... ... ... .. ... ............... 68 Cuadro XI. Tiempos de retención relativos para la identificación de picos en la muestra de biodiésel. ... .... ..... ...... ... .. .. ...... ... ... ... .... .... ...... ..... ......... ..... .. ..... .... ... .. ... ... ....... ............ ...... .. ... .... ... .. .. ... .... ... ....... .... . 69 Cuadro XII. Tiempos de retención de los ésteres metílicos ..... ................. ......... ............ ... .......... .... ..... 84 Cuadro XIII. Volúmenes de las respectivas disoluciones estándares para realizar la curva de calibración para la determinación de glicerina. (Anayansi & Douglas, 2015) ....... ....... ... ........ .. ....... .. 85
vii

Lista de figuras
Figura 1. Reacción de transesterificación para la producción de biodiésel utilizando metano\ e hidróxido de potasio como catalizador ................................................................................................ 23 Figura 2. Mecanismo de reacción utilizando metano! como alcohol y un catalizador básico homogéneo. (a) Formación del metóxido; (b) Secuencia de pasos al atacar el metóxido al grupo carbonilo del triglicérido. (Parte b obtenida de: Li y Guo, 2017) ........................................................ 25 Figura 3. (A) Biodegrabilidad del biodiésel a 20 ºC utilizando como microorganismos: Bacillus sp., Proteus sp., Pseudomonas sp., Citrobacter sp. and Enterobacter sp. (B) biodegrabilidad del diésel a 20 ° C utilizando como microorganismos: Bacillus sp, Proteus . Obtenido de (Lutz, Chavarría, Arias,
& Mata-Segreda, 2006) ........................................................................................................................ 27 Figura 4. Estructura de biomasa lignocelulósica. Obtenido de (Morales, 2015) ................................. 30 Figura 5. Consumo de fuentes de energías primarias a nivel mundial en el año 2017. Datos obtenidos de ("Statistical Review of World Energy 1Home1BP,"2018) .......................................................... 31 Figura 6. Consumo mundial de energía primaria desde el año 1992 hasta el 2017. Datos obtenidos de ('"lnternational Energy Agency,'" 2018) ............................................................................................... 32 Figura 7. Reservas de petróleo registradas en el año 2017. Datos obtenidos de ("Statistical Review of World Energy 1Home1BP,"2018) ................................................................................................. 32 Figura 8. Emisiones de C02 generadas por el consumo de petróleo. Datos obtenidos de ("Statistical
Review of World Energy 1Home1BP,"2018) .................................................................................... 33 Figura 9. Producción de Energía primaria en Costa Rica en el año 2017. Datos obtenidos de (ICE, 2017) .................................................................................................................................................... 34
Figura 1 O. Metodología empleada para la obtención biotecnológica de biodiésel a partir de rastrojo de piña .................................................................................................................................................. 36 Figura 11. Liberación de azúcares y ácido acético a través del tiempo en hojas de piña expuestas a un pretratamiento de 15 min a 121 ºC, seguido por cinco días de hidrólisis enzimática ( 17 FPU/g celulasa y 37 U/g xilanasa) a 50 ºC y 180 rpm .................................................................................... 53 Figura 12. Esquema simplificado del metabolismo del hongo Umbelopsis lsabellina. Adaptado de
(Meeuwse et al., 2012) ......................................................................................................................... 54 Figura 13. Metabolismo para la generación de xilitol en el hongo Umbelopsis lsabellina. Imagen obtenida de (Rojas, 2013) .................................................................................................................... 56 Figura 14. Consumo de glucosa a través del tiempo durante la etapa de fermentación. Condiciones: 180 rpm, 27 ºC durante 5 días. Coeficiente de variación de los datos: 5% ......................................... 56 Figura 15. Porcentaje de lípidos extraídos utilizando dos sistemas de disolventes diferentes. Sistema 1 metano!: cloroformo: agua (2:2: 1 ). Sistema 2 cloroformo: agua (2: 1 ) ............................................. 57 Figura 16. Reacción de saponificación ................................................................................................ 59 Figura 17. Reacción de neutralización de los ácidos grasos ................................................................ 59 Figura 18. Reacción de preesterificación utilizando metano! y KOH ................................................. 60 Figura 19. Porcentaje de conversión utilizando preesterificación y aceite sin preesterificar utilizando cloroformo y agua como disolventes en la extracción ......................................................................... 60 Figura 20. Espectro RMN-H 1 de una muestra patrón de triglicéridos. Obtenido de ("SciELO Scientific Electronic Library Online," 2018) ....................................................................................... 62 Figura 21. Espectro RMN-H 1 de la muestra extraída .......................................................................... 62
viii

Figura 22. Compuesto Ergosterol. ....................................................................................................... 64 Figura 23. Cromatograma obtenido para el biodiésel producido con un contenido de FAMES de ( 45,8± O, l) % analizado mediante cromatografía de gases. Véase sección experimental para la condiciones y equipo utilizado ............................................................................................................. 67
Figura 24. Cromatograma para la determinación del contenido de glicerina en el biodiésel producido analizado mediante cromatografia de gases. Véase sección experimental para las condiciones y
equipo utilizados .................................................................................................................................. 70 Figura 25. Reacción de transesterificación .......................................................................................... 81 Figura 26. Cromatograma experimental para realizar la identificación de las señales en el cromatograma del biodiésel (Anayansi & Douglas, 2015) .................................................................. 83
ix

Lista de ilustraciones
Ilustración 1. (a) Ñonga mezclada con agua antes de iniciar el pretratamiento; (b) proceso de incubación ............................................................................................................................................ 3 7 Ilustración 2. Cosecha del hidrolizado una vez transcurrido el proceso de incubación ...................... 39 Ilustración 3. Crecimiento del hongo Umbelopsis isabellina . ............................................................ .40 Ilustración 4. Hidrolizado en el biorreactor a 27 ºC y 180 rpm .......................................................... .41 Ilustración 5. Proceso de molienda de la biomasa. (a) antes de moler la muestra; (b) después de moler la muestra ............................................................................................................................................. 42 Ilustración 6. (a) Equipo Ultraturrex utilizado para la extracción; (b) etapa de extracción ................ .44 Ilustración 7. Etapa de transesterificación .......................................................................................... .45 Ilustración 8. Etapa de purificación del biodiésel. (a) Separación de la glicerina; (b) separación del jabón. En ambos casos, la glicerina y el jabón corresponden a la capa inferior ................................. .46 Ilustración 9. Cromatógrafo de gases utilizado para la caracterización del biodiésel y para la determinación de glicerina ................................................................................................................... 48 Ilustración 1 O. Equipo utilizado en la medición del porcentaje de agua presente en la muestra de biodiésel. .............................................................................................................................................. 50 Ilustración 11. Equipo utilizado en la medición de la estabilidad a la oxidación ................................ 51 Ilustración 12. (a) Biodiésel a partir de aceite sin preesterificar. (b) Biodiésel a partir de aceite preesterificado ...................................................................................................................................... 60 Ilustración 13. TCD para identificar impurezas en la muestra debido al hongo Umhelopsis /sahellina. Mezcla de disolvente: Hexano:acetato de etilo (7:3). El punto identificado como A es el desplazamiento para Ergosterol. La línea negra muestra el desplazamiento del Ergosterol desde su punto de aplicación hasta su corrimiento final. La línea azul muestra el desplazamiento del disolvente ............................................................................................................................................. 63 Ilustración 14. Cromatografía de columna para eliminar Ergosterol de la muestra de biodiésel. Mezcla de disolventes: Hexano: acetato de etilo (7:3) ........................................................................ 65

Lista de abreviaturas
F AME, Ésteres metílicos de ácidos grasos
MSTF A, N-metil-N-trimetilsilil-trifluoroacetamida
ASTM, American Society for Testing and Materials
EN, Comité europeo de normalización
xi

Resumen
En este trabajo se llevó a cabo la producción de biodiésel utilizando como materia prima residuos
de piña, específicamente el rastrojo piña. La parte del rastrojo de piña que se utilizó fue la ñonga, es
decir el tallo del fruto.
Para ello, se realizó una hidrólisis enzimática a los residuos sólidos cortados, utilizando celulasa y
xilanasa, posteriormente el material hidrolizado se empleó como sustrato en la fermentación con el
hongo Umbe/opsis lsabellina con el fin de incrementar el acceso a los compuestos fermentables de los
compuestos lignocelulósicos y acumular lípidos. Los lípidos acumulados fueron extraídos utilizando
dos sistemas de disolventes, metano}: cloroformo: agua (2:2:1) y cloroformo: agua (2:1), donde se
obtuvo que la segunda mezcla fue la mejor al obtenerse un rendimiento de (40±1) % mientras que el
primer sistema se obtuvo ~n porcentaje del (32±1) %.
La transesterificación de los triglicéridos se efectuó utilizando alcohol metílico y como catalizador
hidróxido de potasio. Se pudo observar que resulta necesario realizar una preesterificación utilizando
ácido sulfúrico al 0,6% y metano!. Al utilizar esta etapa previa se obtuvo un contenido de ésteres
metílicos de ácidos grasos, (FAMES, por sus siglas en inglés) de (33,6 ±0,1) % en masa y sin realizar
esta etapa el porcentaje de FAMES fue de (2,9±0,l) % en masa.
Con el fin de aumentar la pureza del biodiésel, se procedió a realizar un análisis mediante RMN-
1 H, lo que indicó la presencia de impurezas en la mezcla extraída, por ende, se efectuó una
cromatografía por capa fina para identificar la sustancia, la cual resultó ser Ergosterol.
Se realizó la purificación por cromatografía de columna utilizando como fase estacionar gel sílice
y como fase móvil hexano: acetato de etilo 7:3 para eliminar dicha impureza. Con este procedimiento
se obtuvo un porcentaje de FAMES del (45,8 ±0,1) % en masa en el biodiésel. El rendimiento final
del proceso de obtención de biodiesel a partir de la biomasa seca del hongo Umbelopsis Isabellina fue
del (14±1) %.
Se comprobó que el uso de rastrojo de piña para la obtención de biodiésel resulta ser viable y que
tiene propiedades adecuadas, sin embargo, es conveniente seguir investigando para mejorar los
rendimientos en la producción de biodiésel.
12
Justificación
La presente investigación se refiere a la producción biotecnológica de biodiésel a partir de rastrojo
de piña, que se puede definir como un proceso que permite la conversión de materia biomásica en un
biocombustible de alta calidad.
Biocombustible es un término con el cual se denomina a cualquier tipo de combustible que se
derive de biomasa. Es una fuente de energía renovable a diferencia de otros recursos naturales como
el petróleo y combustibles nucleares.
Los biocombustibles conocidos hasta ahora son el biodiésel, biogás, el bioetanol y el gas de
síntesis. El biogás es una mezcla gaseosa compuesta principalmente por metano y dióxido de carbono,
que se produce mediante la digestión de materia orgánica por acción microbiana. Por su parte, el
bioetanol es un alcohol proveniente de la fermentación enzimática de azúcares (Cortes, 2013). El gas
de síntesis, conocido como syngas es un combustible gaseoso que contiene mayoritariamente
hidrógeno y monóxido de carbono, y en cantidades minoritarias dióxido de carbono, agua y metano.
Este combustible se obtiene a partir de sustancias con un alto contenido de carbono, tales como hulla,
carbón, biomasa entre otras (Drift & Boerrigter, 2006)
En el caso del biodiésel se refiere a ésteres monoalquílicos de ácidos grasos, que se producen a
partir de aceite vegetal, grasa animal o restos de aceite de cocina mediante una reacción llamada
transesterificación. En los Estados Unidos, el aceite de soja es la principal materia prima, mientras que
el aceite de colza se utiliza en Europa y el aceite de palma juega un gran papel en países tropicales
como Malasia, Indonesia, Colombia, Ecuador y Costa Rica (Gil, 2017).
La motivación para realizar esta investigación es que en Costa Rica existen 44 500 hectáreas
dedicadas al cultivo de la piña, las cuales se distribuyen principalmente en la Zona Norte, con 56 %
del área cultivada y la zona Atlántica que representa el 25%. El ciclo de producción de la piña tiene
una duración de 27 meses, una vez transcurrido este periodo, se debe eliminar los desechos para
preparar el suelo para un nuevo ciclo de producción. Estos desechos reciben el nombre de rastrojo, y
actualmente el método convencional para la degradación del rastrojo de piña involucra la aplicación
de herbicidas como desecantes en la planta, seguido de su incorporación al campo. Desde el punto de
vista ambiental, esta práctica no resulta eficiente ya que la aplicación de herbicidas podría generar una
13
afectación al ambiente. El empleo de rastrojo como materia prima para la producción de fuentes de
energías renovables es una alternativa a los métodos de degradación de este residuo (MINAE, MAG,
2009), (CANAPEP, 2018)
Asimismo, se estima que por cada hectárea se produce alrededor de 200 y 250 toneladas por
hectárea de residuos de piña anuales, es decir, existen más de 7 millones de toneladas de residuo de
piña que se podrían aprovechar en la producción de energía renovable, específicamente con esta
investigación se utilizan esos residuos para la elaboración de biodiésel.
Otra de las motivaciones de realizar este proyecto radica en que el biodiésel tiene diversas ventajas,
entre las cuales se destaca que la generación de C02 al producir este biocombustible a partir de residuos
agrícolas es menor que el dióxido de carbono generado por combustibles fósiles, por lo tanto, la huella
de carbono es menor y colaboraría con el compromiso internacional que tiene nuestro país desde el
2009 ante la Cumbre de las Naciones Unidas para convertirse un país carbono neutral en el año 2021
(Chen et al., 2015), (Gobierno de Costa Rica, n.d.). Sin embargo, en la administración Solís, se
estableció un nuevo programa país sobre carbono neutralidad en donde se buscar descarbonizar la
economía en tres tractos: uno en el 2030, otro en el 2050 y finalmente en el 21 OO.
Con el fin de aprovechar la energía proveniente de desechos agrícolas, se han realizado algunas
investigaciones en Costa Rica, entre las cuales se destaca la investigación de la Facultad de Ingeniería,
el Instituto de Investigaciones en Ingeniería (INII) de la Universidad de Costa Rica y la Red
Centroamericana de Instituciones de Ingeniería (REDICA) los cuales se unieron para generar
electricidad a partir del rastrojo de piña, en un proyecto denominado Gasificación a partir de Desechos
Agrícolas para la Producción de Energía. Este trabajo de investigación tiene como objetivo ampliar
la experiencia en gasificación de desechos para la producción de energía. El proyecto presta atención
a los residuos de piña y su misión es procurar un uso eficiente de los recursos y una reducción en los
costos de producción (REDICA-UCR, n.d.).
Otra investigación es el proyecto titulado Evaluación del Impacto Ambiental Generado por la
Eliminación del Rastrojo de Piña a través de su Incorporación al Suelo presentado en el 2009 por el
Ministerio de Ambiente y Energía de Costa Rica (MINAE) y el Ministerio de Agricultura y Ganadería
(MAG) (MINAE, MAG, 2009). Ese proyecto brinda una perspectiva de la problemática del manejo
convencional para la eliminación del rastrojo y, además, ayuda a comprender la importancia de la
utilización de residuos agrícolas en la producción de energía desde el punto de vista económico y
ambiental.
14

Con respecto al uso específico de biodiésel, en el Plan Nacional de Desarrollo 2006-2010 (PND),
se crearon una serie de pasos para promover el desarrollo de biocombustibles en Costa Rica, para lo
cual en el año 2008 el MINAE y el MAG presentaron el plan conocido como Programa Nacional de
Biocombustibles (PNB). El programa tiene como objetivos propiciar el desarrollo social en zonas de
alta vulnerabilidad a partir del desarrollo del sector de biocombustibles, desarrollar la industria de
biocombustibles la cual sea competitiva y eficiente, entre otros (MINAE, 2008). Además, en el Plan
Nacional de Energía 2015-2030 se implementaron políticas sobre la energía nacional, con el fin de
lograr un desarrollo energético sostenible y bajo en emisiones de gases de efecto invernadero (MINAE,
2015).
A nivel mundial, el área de investigación en Jos biocombustibJes adquirió re]evancia a partir de Ja
crisis energética que comenzó en 1973, cuando se disminuyó la venta del petróleo y aumentó su precio
y se estableció una campaña para la racionalización y uso eficiente de combustibles (García, 2013).
Se planteó la necesidad de encontrar nuevas fuentes de energía alternativa, tales como otros
combustibles fósiles (carbón, gas), energía nuclear y energía renovable (M. Chaves, 2003).
Entre estas fuentes de energía alternativas que surgió para garantizar la seguridad energética, el
precio en los combustibles y proteger el medio ambiente se encuentra la utilización de utilización de
biomasa para producir biocombustible (García, 2008)
Desde 1973, los precios en los combustibles han tenido una gran volatilidad y recientemente en los
últimos años han experimentado una tendencia oscilante en los precios de los mismos. Aunado a esto,
debido a la explotación de combustibles fósiles que producen una alta cantidad de gases de efecto
invernadero, como por ejemplo C02, han ocasionado un aumento en la temperatura media, que según
varias investigaciones podría alcanzar 1 ºC para el 2020, inclusive 2 ºC para el 2050, lo que provocaría
un impacto negativo en el planeta que se vería reflejado en la aparición de sequías y lluvias
devastadoras (MINAE, 2008) (British Petroleum, 2017) (lnternational Energy Agency,2018)
Debido a lo anterior, las investigaciones relacionadas con el desarrollo de nuevas tecnologías en la
producción de biocombustibles se han incrementado a nivel mundial. Un aspecto importante en la
obtención de biocombustibles es que debido a la complejidad de los compuestos lignocelulósicos que
se utilizan como fuente de materia prima es imprescindible un pretratamiento de estos sustratos para
incrementar el acceso a los compuestos fermentables (hemicelulosa y celulosa) (Morales, 2015)
Para este fin, se han reportado diversos tratamientos, tales como hidrotermólisis, ozonólisis,
oxidación, hidrólisis ácida o básica, tratamientos enzimáticos, entre otros. Por otro lado, la biomasa
15

debe ser tratada para facilitar su degradación biológica, para esto se inocula con microorganismos con
la habilidad de degradar monosacáridos y acumular lípidos. Entre esos microrganismos se destaca el
hongo Umbelopsis isabellina el cual tiene capacidad para crecer en sustratos sólidos de baja actividad
de agua y, además, tiene habilidad para acumular lípidos. En el caso de la producción de biodiésel,
estos lípidos posteriormente son extraídos y esterificados (García, 2008), (Meeuwse, K.lok, Haemers,
Tramper, & Rinzema, 2012).
En este trabajo se desarrolló una metodología para la producción biotecnológica de biodiésel a
partir de rastrojo de piña, específicamente a partir de ñonga de piña la cual incluye el tallo y raíces de
la planta de la fruta. Además, se evaluó la calidad del biodiésel obtenido por medio de la determinación
de parámetros de desempeño tales como estabilidad a la oxidación, contenido de agua y glicerina.
El presente trabajo, además, es parte de un macroproyecto aprobado por el Ministerio de Ciencia,
Tecnología y Telecomunicación llamado Aprovechamiento del rastrojo de piña para la producción de
energía el cual contempla tanto la producción de biodiésel a partir de la fase sólida del rastrojo como
la producción de biogás a partir de la fracción líquida.
Los objetivos del presente trabajo son los siguientes:
General: Establecer una metodología de obtención de biodiésel de Umbelopsis isabellina alimentado
con rastrojo de piña.
Específicos
l. Extraer los lípidos contenidos en el material lignocelulósico del hongo Umbelopsis isabellina para
su posterior transesterificación.
2. Efectuar la transesterificación de los lípidos extraídos para la obtención de biodiésel.
3. Purificar el producto obtenido para eliminar excesos de reactivo y subproductos de reacción.
4. Evaluar la calidad del biodiésel obtenido.
16

Capítulo l
Estado de la cuestión
1.1. Biodiésel
l. l. l. Aspectos generales
El biodiésel es definido como "ésteres monoalquílicos de ácidos grasos de cadena larga derivados
de aceites 11ege1ales o grasas animales, para uso en motores de diésel" (ASTM D6751-15, 2015)
En general, este biocombustible es biodegradable, renovable, posee baja toxicidad, tiene un punto
de inflamación relativamente alto, es un combustible seguro y fácil de manipular debido a que posee
un punto de ignición alto (Knothe, 2010). Asimismo, es una alternativa de combustible que reduce las
emisiones de dióxido de azufre, monóxido de carbono e hidrocarburos aromáticos policíclicos
(Quintero, Carvajal, & Aldunce, 2012), (Gil, 2017).
A continuación, en el cuadro 1 se detallan las ventajas del biodiésel, clasificadas en tres tipos:
ambientales, técnicas y sociales
17

Cuadro l. Ventajas de la producción de biodiésel (Avellaneda, 2010).
Tipo
Ambiental
Técnica
Social
Ventajas
);;- Se puede obtener a partir de residuos
agrícolas, por lo tanto, su elaboración es
una alternativa al tratamiento de estos
residuos.
~ Es un combustible renovable.
~ El contenido de azufre es bajo, por ende,
no contribuye a la lluvia ácida.
~ Es biodegradable, por lo cual en caso de
derrame se previene la contaminación al
medio.
);;- Contribuye a disminuir las emisiones de
C02.
>-- No es nocivo para la salud humana,
vegetación y animales.
);;- Tiene buena lubricidad, por lo cual
facilita su empleo en el pistón del motor
);;- Minimiza el desgaste del motor.
);;- Se puede obtener mezclas con diésel en
cualquier proporción, aumentando de
esta manera el rendimiento en el motor.
~ Tiene una combustión limpia debido a
que se encuentra oxigenado lo cual
facilita la oxidación.
);;- Fomenta un desarrollo sostenible.
);;- Fortalece la agroindustria.
1 );;- Es una fuente de empleo en zonas rurales.
-~~~-J
18
Entre las desventajas, se encuentra que presenta una alta viscosidad lo que hace que tenga
problemas de fluidez a bajas temperatura, su combustión puede contribuir a un aumento de óxidos de
nitrógeno y su costo de producción es alto, ya que algunas materias primas tienen precios elevados y
se requiere de una inversión para llevar a cabo las etapas de pretratamiento, extracción,
transesterificación y purificación (Mittelbach & Remschmidt, 2004). Empero, se pueden reducir estos
costos operando continuamente y recuperando la glicerina para su posterior comercialización (Gil,
2017).
1.1.2. Especificaciones del biodiésel
Hay varios factores que afectan la calidad del biodiésel. Un factor está asociado con la reacción
de transesterificación, proceso en el cual quedan algunas impurezas tales como alcohol utilizado en el
proceso de obtención de biodiésel, glicerina generada como subproducto de reacción, materia prima
no convertida o parcialmente convertida y el catalizador utilizado. El alcohol es incompatible con
algunos elastómeros y metales en los sistemas de combustible de automóviles. Por su lado, la glicerina
es un líquido viscoso que puede separarse del biodiésel y formar depósitos en el fondo de los tanques
de almacenaje de combustible ocasionando una obstrucción en los filtros del combustible (Tyson,
Bozell, Wallace, Petersen, & Moens, 2004).
Los altos niveles de materia prima no convertida o parcialmente convertida provocan un
deterioro en el inyector de combustible y además generan depósitos en los cilindros en motores de
diésel, reduciendo la vida del motor. Asimismo pueden causar problemas operativos a corto plazo, a
bajas temperaturas, tanto en motores de combustión de diésel como en calderas (Sheehan, Camobreco,
Duffield, Grabosk, & Shapouri, 1998).
El catalizador, usualmente KOH o NaOH, debe eliminarse para evitar el desgaste del sistema
de inyección de combustible, la generación de depósitos, o bien la contaminación del lubricante del
motor (Tyson et al., 2004). También pueden presentarse impurezas debido a las condiciones de
almacenamiento del biocombustible (Knothe, 2010).
Debido a todo lo anterior, el biodiésel dispone de una serie de especificaciones que garantizan
su calidad. En Costa Rica, el reglamento vigente donde se indican las especificaciones que debe tener
el biodiésel para poder ser comercializado como combustible es el Reglamento Técnico
Centroamericano (RTCA) en su versión 75.02.43.07, el cual es una adaptación de las especificaciones
que aparecen en las normas ASTM D 6751-07 y EN 14214:2003. Además, en nuestro país existe el
Instituto de Normas Técnicas de Costa Rica, INTECO, que es el ente nacional de normalización según
19

la ley Nº 8279 del año 2002, que publicó la norma INTE E44: 2017 donde se especifican los requisitos
y los métodos de ensayo de los ésteres metílicos de ácidos grasos suministrados y comercializados
para emplearse como combustibles en motores diésel. Las especificaciones establecidas en dicha
norma se muestran en el cuadro 11.
20

Cuadro II. Especificaciones de la calidad del biodiésel. Obtenido de (lnteco, 2017).
Característica Unidades Método de ensayo Parámetro
Contenido de Ésteres % masa EN 14103 96,5 mínimo
Contenido de metano! o etanol % masa EN 14110 0,20 máximo ----f-ASTM 01298
Densidad a 15 ºC kg/m3 , g/ml ASTM 04052
Reportar ISO 3675
ISO 12185 ------ -·
Estabilidad a la oxidación, 11 O ºC h EN 14112
6,0 mínimo EN 15751
Punto de Inflamación ("Flash ASTM 093
(Je ISO 2719 101,0 mínimo point")
ISO 3679 Agua y sedimentos % volumen ASTM 02709 0,05 máximo
Viscosidad cinemática a 40 ºC mm2/s ASTM 0445 (1,9 a 6,5)
ISO 3104
Ceniza sulfatada %masa ASTM 0874
0,020 máximo ISO 3987
ASTM 05453 ASTM 02622
Contenido de azufre total mg/kg ASTM 04294
10 máximo ISO 20846 ISO 20884 ISO 13032
Corrosión tira de Cobre, 3h. 50 ASTM 0130 Nº 3 máximo
ºC --
ISO 2160
Número de Cetano ASTM 0613
51 mínimo ------ ISO 5165 Punto de enturbamiento •JC ASTM 02500 Reportar
Residuo de carbón %masa ASTM 04530
0,050 máximo ISO 10370 -
ASTM 0664 Número ácido mg KOH/g ASTM 0974 0,50 máximo
ISO 6618 ASTM 06584
Glicerina libre %masa EN 14105 0,020 máximo EN 14106
Glicerina T atal % masa ASTM 06584
0,240 máximo EN 14105
ASTM 04951 Contenido de fósforo mg/kg EN 14107 4.0 máximo
EN 16294 Temperatura de destilación,
temperatura equivalente ºC ASTM 01160 360 máximo atmosférica, 90 % recup erado
Sodio (Na) y potasio (K) EN 14108
mg/kg EN 14109 5 máximo combinados
EN 14538 ~lcio (Ca) y magnesio (Mg) -- ·~
combinados mg/kg EN 14538 5 máximo
21

1.1.3. Proceso de obtención de biodiésel
El proceso utilizado para la elaboración de biodiésel es la transesterificación, la cual comprende
una secuencia de tres reacciones, donde una molécula de triacilglicérido contenida en el aceite vegetal
o en la grasa animal reacciona con tres moléculas de un alcohol de bajo peso molecular como metano},
etanol, propano} y butano}, para degradarse primero a diacilglicérido, luego a monoacilglicérido y
finalmente en glicerina; en cada una de estas etapas se genera una molécula de éster alquílico
(biodiésel) (Ruiz, 2016). Esta reacción se produce en presencia de un catalizador con el fin de mejorar
la velocidad de reacción y el rendimiento final. Los catalizadores pueden ser ácidos homogéneos,
ácidos heterogéneos, enzimáticos, básicos heterogéneos y básicos homogéneos, siendo estos los más
utilizados ya que actúan mucho más rápido y permiten operar en condiciones moderadas (García,
2006), por ejemplo, entre estos catalizadores se encuentran el hidróxido de sodio o hidróxido de
potasio, cuya reacción que tiene lugar a presión atmosférica y a una temperatura comprendida entre
60 - 70ºC (Gracia, 2004).
El proceso para la elaboración de biodiésel utilizando metanol en presencia de KOH como
catalizador se muestra en la figura 1.
22

CH2 - O - CO - R1 CH 2 -0-CO-R1
CH2 - O - CO - R1
KOH CH-0-CO Rz + CH30H CH3 - o - ca - R3 + CH -O-CO-R2
CH 2 - O - CO - R3 CH2 - OH
Triacilglicérido Diacilglicérido
CH2 o co Ri CH2 - OH
KOH CH - O - CO - R2 + CH30H CH3-0-CO-R1 + CH-O - CO - R2
CH 2 - OH CH 2 - OH
Diacilglicérido Monoacilglicérido
CH2 OH CH 2 - OH
KOH CH o CO-R2 CH30H CH3 - o - ca - Rz + CH OH
CH 2 - OH Ésteres metílicos CH 2 - OH
(Biodiésel)
Monoacilglicérido Glicerina Libre
Figura l. Reacción de transesterificación para la producción de biodiésel utilizando metano! e hidróxido de potasio como catalizador.
Es importante mencionar que el comportamiento de los ésteres metílicos y los demás grupos
alquilo es muy similar, sin embargo, se ha demostrado que los metílicos generan una potencia mayor
y, además, poseen una menor viscosidad. Por otro lado, el metano! tiene un menor costo comparado
con los otros alcoholes y reacciona rápido a una baja temperatura (Barros, 2015). Por todo esto, es el
alcohol más utilizado en el proceso de obtención de biodiésel tal y como se muestra en la figura 1.
23
1.1.4. Catalizadores y mecanismo de reacción.
Tal y como se mencionó anteriormente, los catalizadores empleados para la reacción de
transesterificación pueden clasificarse en diferentes tipos a saber, enzimáticos, entre los cuales se
encuentran las lipasas tales como candida, penicillium y pseudomonas; ácidos homogéneos tales como
H2S04, H3PÜ4 y HCl; ácidos heterogéneos como por ejemplo zeolitas y resinas sulfónicas; alcalinos
heterogéneos, MgO, CaO NaOH/Na/ Al203 y alcalino homogéneos, KOH y NaOH. Generalmente se
usan catalizadores básicos homogéneos debido a que proporcionan mayor velocidad de reacción
comparada con la velocidad de los otros catalizadores {Quintero et al., 2012).
En la catálisis homogénea básica, el factor determinante para que la reacción se produzca es
producir el alcóxido nucleofilico a partir del alcohol, que posteriormente ataca la región electrofilica
del grupo carbonilo. Desde el punto de vista mecanístico, la transesterificación consiste en tres pasos;
en el primer paso se forma un intermediario tetraédrico debido al ataque nucleofilico del alcóxido al
carbono del grupo carbonilo del triacilglicérido. En el segundo paso, la molécula generada se reordena
y produce un éster alquílico y un diacilglicérido iónico. Seguidamente, en el tercer paso se da la
protonación de esta molécula iónica por acción del alcohol produciendo un diacilglicérido y el ion
alcóxido. El nucleófilo ataca al grupo carbonilo del diacilglicérido ocasionado que este se degrade a
monoacilglicérido y finalmente a glicerina; en cada una de estas etapas se genera una molécula de
éster alquílico (biodiésel) (Li & Guo, 2017) .
24

MeOH +Off ---(a)
(b)
Meo·+ füO
o R,_lLO- \k
Figura 2. Mecanismo de reacción utilizando metanol como alcohol y un catalizador básico homogéneo. (a) Formación del metóxido; (b) Secuencia de pasos al atacar el metóxido al grupo carbonilo del triglicérido. (Parte b obtenida de: Li y Guo, 2017).
En la catálisis homogénea ácida, el grupo carbonilo del triglicérido se protona debido al
catalizador ácido, posteriormente, una molécula del alcohol ataca a este grupo carbonilo, formándose
un intermediario tetraédrico. Este intermediario es inestable, por lo tanto se reordena en el éster del
ácido graso y el ion diacilglicérido. La secuencia se repite hasta la formación del éster alquílico
(Castellar, Angulo, & Cardozo, 2014).
El mecanismo de reacción por catálisis heterogénea usando ácidos o bases es similar al
mecanismo por catálisis homogénea, el cual se basa en las propiedades nucleofilicas y electrofilicas
25

del triglicérido y el alcohol. En ambos casos, ya sea ácido o base la reacción puede ocurrir un uno o
dos sitios activos del catalizador (Endalew, Kiros, & Zanzi, 2011).
1.1.5. Biodcgrabilidad del biodiéscl
Entre las ventajas del biodiésel sobre el diésel, se encuentra que el primero se ajusta a los
principios de la química verde, específicamente al principio de biodegrabilidad. Si bien es cierto, el
biodiésel es más caro que el diésel, los biocombustibles tienen mayor compatibilidad ambiental.
Los microorganismos son capaces de degradar el biodiésel, no obstante, con el diésel la
biodegrabilidad bacteriana no es completa, tal y como se demostró en el estudio realizado por Giselle
Lutz, et al, 2005 A continuación, en la figura 3 se adjuntan los resultados obte.nidos en dicho estudio.
26

8 :?: 7
-5 6
~ 5 ' g. 4
~ 3 ~2 ;.-: 1 o
O ·
D 100 200 300 400 500 600 700
time/h
(A)
·5
4 :a E ,, 3 3
1 o.. ::>
~ 2 "° .... "" o
1 •
o Q 100 200 300 400 500
timclh
(B)
Figura 3. (A) Biodegrabilidad del biodiésel a 20 ºC utilizando como microorganismos: Bacillus sp., Proteus sp., Pseudomonas sp., Citrobacter sp. and Enterobacter sp. (B) biodegrabilidad del diésel a 20 º C utilizando como microorganismos: Bacillus sp, Proteus . Obtenido de (Lutz, Chavarría, Arias, & Mata-Segreda, 2006)
Como se puede observar en la figura 3, la biodegrabilidad del diésel no realiza de manera
completa, esto se debe a que la composición del diésel es alrededor 50% hidrocarburos alifáticos y
50% hidrocarburos aromáticos y cíclicos no aromáticos (Lutz et al., 2006). Los microorganismos solo
pueden degradar los hidrocarburos alifáticos, por consiguiente, la biodegrabilidad se queda a la mitad,
tal y como se puede observar en la figura 3.
27

1.1.6. Biomasa en la producción de biodiésel
La biomasa es definida como toda materia orgánica que proviene de árboles, plantas y desechos
de animales, residuos agrícolas y urbanos que pueden ser convertidos en energía. Las fuentes más
importantes de biomasa son los campos forestales y agrícolas ya que en ellos se produce gran cantidad
de residuos (rastrojos). Por lo general, solo un bajo porcentaje de ellos son utilizados con fines
energéticos (Biomass Users Network, 2002).
La biomasa se puede emplear como materia prima para la producción de biodiésel. La
generación de este biocombustible, a partir de biomasa lignocelulósica se le denomina biocombustibles
de segunda generación. Estos residuos provienen de agroindustrias, los cuales son materias en estados
sólido o líquido que se generan a partir del consumo directo de productos primarios. Estos no son de
utilidad para el proceso en los que se generaron, pero pueden ser aprovechados en la obtención de otro
producto con valor económico.
1.1.6.1. Piña
Entre los residuos agroindustriales con un valor agregado se encuentran los residuos de piña,
la cual es un fruto tropical de la familia de las Bromeliáceas, originaria de América del Sur; se estima
que en el mundo existen más de l 400 especies, específicamente en Paraguay, Brasil y Argentina. La
piña es la tercera fruta tropical de importancia económica en el mundo, su producción a nivel mundial,
entre los años 2006 y 2010, fue de alrededor de 17,5 y 18 millones de toneladas de fruta, siendo
Filipinas, Brasil, Tailandia, China y Costa Rica los principales productores, los cuales representan el
55% del total de la producción (Acuña, 2006).
En Costa Rica se ha producido piña desde hace mucho tiempo y hasta hace unas pocas décadas
la producción estaba homogéneamente distribuida por todo el país debido a que el proceso era natural
y no necesitaba el uso de tecnología ni de procesos químicos para acelerar la producción de la fruta.
No obstante, con la aparición desde hace 20 años de la empresa Piñas de Costa Rica (Pindeco ), una de
las primeras empresas en incursionar en la producción de piña para la exportación, se produjo una serie
de cambios en el proceso productivo de la piña en el país (Acuña, 2006).
Actualmente, esta empresa controla el 50% de la producción de piñera en C.R, con unas 15
000 hectáreas de la producción total. Pindeco introdujo paquetes tecnológicos para acceder a nuevos
mercados, además, provocó una expansión horizontal de la producción e introdujo una nueva variedad
de piña para la exportación.
28
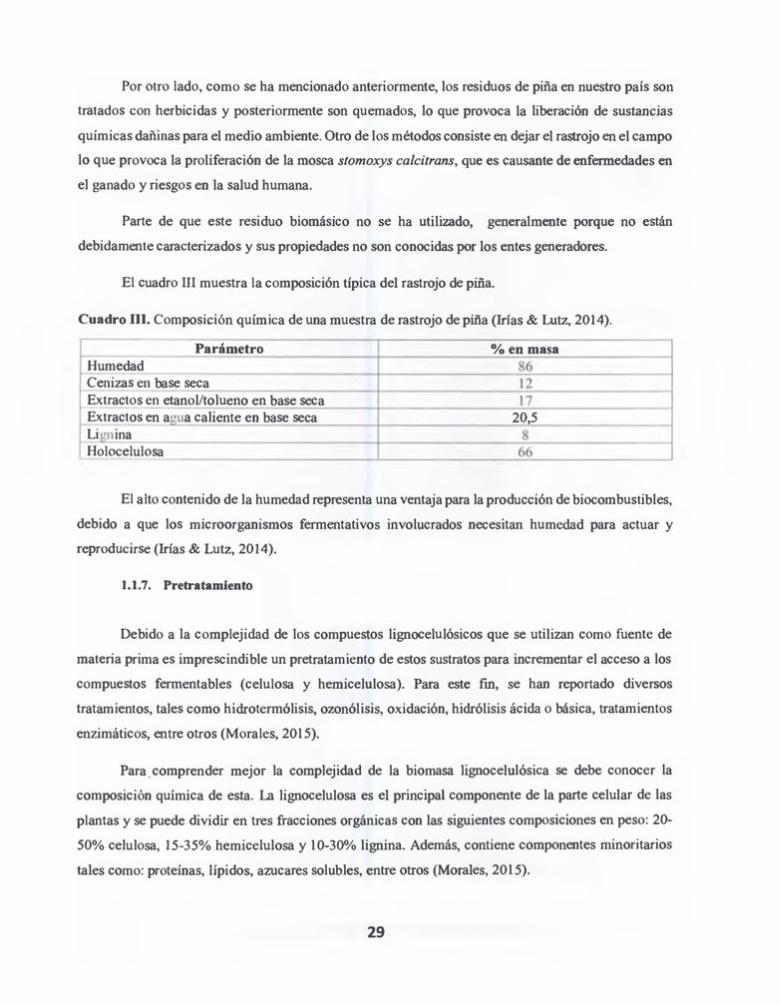
Por otro lado, como se ha mencionado anteriormente, los residuos de piña en nuestro país son
tratados con herbicidas y posteriormente son quemados, lo que provoca la liberación de sustancfas
químicas dañinas para el medio ambiente. Otro de los métodos consiste en dejar el rastrojo en el campo
lo que provoca la proliferación de la mosca stomoxys calcitrans, que es causante de enfermedades en
el ganado y riesgos en la salud humana.
Parte de que este residuo biomásico no se ha utilizado, generalmente porque no están
debidamente caracterizados y sus propiedades no son conocidas por los entes generadores.
El cuadro III muestra la composición típica del rastrojo de piña.
Cuadro 111. Composición química de una muestra de rastrojo de piña (Irías & Lutz, 2014).
Parámetro ºlo en masa Humedad 86 --Cenizas en base seca 12 ... Extractos en etanol/tolueno en base seca i7
... Extractos en ai.,'ll a caliente en base seca 20,5 Li !-111 ina 8 Holocelulosa 66
El alto contenido de la humedad representa una ventaja para la producción de biocombustibles,
debido a que los microorganismos fermentativos involucrados necesitan humedad para actuar y
reproducirse (Irías & Lutz, 2014).
1.1.7. Pretratamiento
Debido a la complejidad de los compuestos lignocelulósicos que se utilizan como fuente de
materia prima es imprescindible un pretratamiento de estos sustratos para incrementar el acceso a los
compuestos fermentables (celulosa y hemicelulosa). Para este fin, se han reportado diversos
tratamientos, tales como hidrotermólisis, ozonólisis, oxidación, hidrólisis ácida o básica, tratamientos
enzimáticos, entre otros (Morales, 2015).
Para. comprender mejor la complejidad de la biomasa lignocelulósica se debe conocer la
composición química de esta. La lignocelulosa es el principal componente de la parte celular de las
plantas y se puede dividir en tres fracciones orgánicas con las siguientes composiciones en peso: 20-
50% celulosa, 15-35% hemicelulosa y 10-30% lignina. Además, contiene componentes minoritarios
tales como: proteínas, lípidos, azucares solubles, entre otros (Morales, 2015).
29

ó OH
AICOllol p..curunnco AICoftol con11er1r::o A1eono1 ~111411J1•co
llhcrofibr;i
Ll(lnlna
ttemiceluk>M - 10.20 MI
Figura 4. Estructura de biomasa lignocelulósica. Obtenido de (Morales, 2015).
La celulosa es un polímero de O-glucosa unida por enlaces glucosídicos B-1,4 que tiene una
estructura en cadenas largas lineales unidas por puentes de hidrógeno y fuerzas de van der Waals,
formando de esta manera una estructura cristalina resistente a la hidrólisis y regiones amorfas
susceptibles a la degradación enzimática (Cuervo, Folch, & Quiroz, 2009).
La hemicelulosa está compuesta por polímeros de diferentes azúcares de cadenas cortas y
ramificadas, lo que la hace más amorfa y por consiguiente más fácil de hidrolizar que la celulosa. Por
otro lado, la lignina es un heteropolímero amorfo, tridimensional y ramificado formado por alcoholes
aromáticos que da soporte estructural, rigidez, impermeabilidad y protección a los polisacáridos
estructurales (celulosa y hemicelulosa) y es altamente resistente a la degradación química y biológica
(Morales, 2015).
Debido a toda esta complejidad, la biomasa lignocelulósica debe ser tratada para facilitar su
degradación biológica, para esto es necesario realizar una hidrólisis. El objetivo de esta etapa es reducir
30

la cristalinidad de la celulosa, aumentar la porosidad de los materiales lignocelulósicos, además de
eliminar la lignina. Como se mencionó previamente, existen varios tipos de hidrólisis, una de ellas es
la enzimática, en la cual se elimina la lignina y la hemicelulosa se degrada a xilosa y la celulosa a
glucosa (Morales, 2015).
1.2. Situación energética a nivel mundial
Para el año 2017 la dependencia del petróleo a nivel mundial fue del 34,2%, siendo todavía la .. . principal fuente de energía primaria que se consume. Por su parte, la energía proveniente de fuentes
renovables fue la de menor consumo, tal y como se muestra en la figura 5.
• petróleo
• gas natural
•carbón
•energía nuclear
• Hidroeléctrica
• renOYable
Figura 5. Consumo de fuentes de energías primarias a nivel mundial en el afio 2017. Datos obtenidos de ("Statistical Review of World Energy 1Home1BP,"2018).
Sin embargo, el petróleo fue el combustible de menor crecimiento en la última década; caso
contrario a la energía renovables que en los últimos años su consumo ha sido el de mayor crecimiento.
Por su parte, la energía nuclear tuvo un descenso en el consumo desde 2007 hasta el 2013, y a partir
de ese año su consumo ha vuelto a aumentar.
31
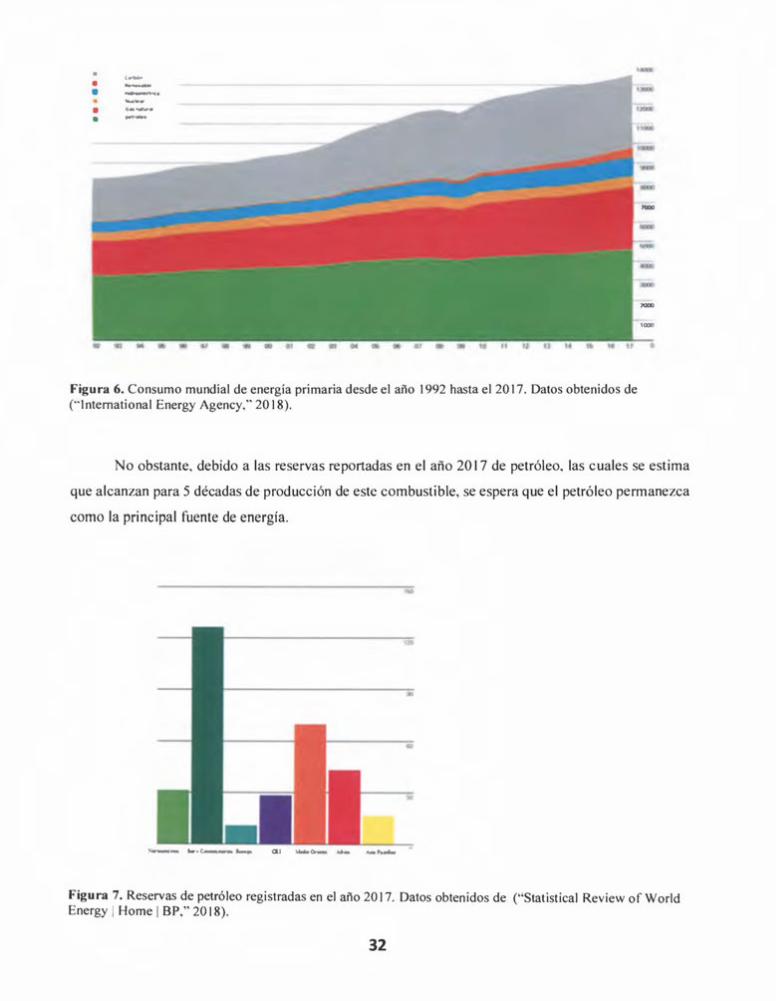
Figura 6. Consumo mundial de energía primaria desde el año 1992 hasta el 2017. Datos obtenidos de ( .. lntemational Energy Agency,'' 2018).
No obstante, debido a las reservas reportadas en el año 2017 de petróleo, las cuales se estima
que alcanzan para 5 décadas de producción de este combustible, se espera que el petróleo permanezca
como la principal fuente de energía.
Figura 7. Reservas de petróleo registradas en el año 2017. Datos obtenidos de ("Statistical Review of World Energy 1 Home 1 BP,'' 2018).
32

Uno de los principales problemas de la utilización de combustibles no renovables es la
generación de emisiones de C02 tal y como se explicó anteriormente. Durante el año 2016 y 2017 las
emisiones de carbono producto al consumo de energía se incrementaron en 1,6% (British Petroleum,
2017)
N o u e¡¡
"C
"' e¡¡ e o
·¡;; .E w
34000
33000
32000
31000
30000
29000
28000
27000 2007 2008 2009 2010 2011 2012 2013 2014 2015 2016 2017
Años
J Figura 8. Emisiones de C02 generadas por el consumo de petróleo. Datos obtenidos de ("Statistical Review ofWorld Energy 1Home1BP,"2018).
Debido al impacto ambiental negativo que genera el consumo de combustibles fósiles en
diversos países, incluido Costa Rica, es que se ha fomentado el uso de fuentes de energías renovables
y de ahí el incremento en su utilización como se pudo observar previamente en la figura 6.
1.3. Situación energética de Costa Rica
Para el año 2017, el país tuvo una producción de energía primaria de 11 0192 GWh, donde las
contribuciones más significativas son la hidráulica y la eólica que representan una producción de
77,40% y 11,49% respectivamente.
33

0,78% bagazo
0,02% solar
0,33% Térmico
• Hidráulica
• Térmico
• Geotérmico
•Solar
• Bagazo
Eólico
Figura 9. Producción de energía primaria en Costa Rica en el año 2017. Datos obtenidos de (ICE, 2017).
Como se puede apreciar en la figura 9, en Costa Rica no se dispone del petróleo y sus derivados
para la producción de energía primaria y eso justifica el hecho de que la infraestructura para la
explotación esté dirigida a la producción y distribución de energía primaria y al almacenamiento,
procesamiento y distribución del petróleo y sus derivados (Zárate & Ramírez, 2016).
La energía primaria necesita ser transformada para ser aprovechada, a este tipo de energía se le
denomina energía secundaria, entre las cuales se distinguen la electricidad y los derivados de petróleo
(nafta, diesel, etc.) (Herrera, 2017). En el caso específico de Costa Rica la energía primaria es
transformada en energía eléctrica, lo que conlleva a que se consuma una gran cantidad de terajulios en
producirla. Por ejemplo, entre los años 2005 y 2015 entre el 40% y 55% de la energía primaria fue
transformada en electricidad (Zárate & Ramírez, 2016). Aun así, el país ha sido noticia mundialmente
porque ha logrado durante meses producir gran parte de la energía eléctrica a partir de fuentes
renovables. Por ejemplo, según datos del Centro Nacional de Control de Energía, Costa Rica produjo
el 99,06% de su electricidad a partir de cinco fuentes renovables (agua, viento, geotermia, biomasa y
solar). (Instituto Costarricense de Electricidad, n.d.)
No obstante, es importante señalar que la principal fuente de energía en Costa Rica, considerando
la producción de energía primaria y la importación, fueron los derivados del petróleo. Es decir, la
energía primaria en Costa Rica es proveniente de fuentes renovables, pero la energía secundaria
proviene de fuentes no renovables (73%). Del mismo modo, el sector transporte consume más del 80%
de toda la energía proveniente del petróleo.
34

Capítulo 2
Sección experimental
El proceso de obtención de biodiésel a partir del rastrojo de piña requirió de las siguientes etapas:
prensado del residuo sólido de la planta entera de la piña, tratamiento de la biomasa mediante una
hidrólisis enzimática, fermentación con el hongo Umbelopsis isabelina, extracción de los lípidos
acumulados, proceso de esterificación de los triglicéridos y purificación del biodiésel obtenido. El
biodiésel obtenido se caracterizó mediante cromatografia de gases y además se evaluaron los siguientes
parámetros para determinar la calidad del biodiésel producido: glicerina libre y total, estabilidad a la
oxidación y cantidad de agua.
La primera etapa de este proyecto consistió en una serie de pasos de hidrólisis enzimática para
incrementar el acceso a los compuestos fermentables de los compuestos lignocelulósicos.
Seguidamente, se procedió a realizar el tratamiento biológico utilizando el hongo Umbelopsis
isabellina (Liao, 2015). Esta parte del proyecto se realizó en el Centro de Investigaciones
Agronómicas (CIA) de la Universidad de Costa Rica
Los lípidos acumulados en la etapa anterior fueron extraídos utilizando como disolventes agua y
cloroformo (1 :2) (Bligh & Dyer, 1959). Esta etapa se realizó en el laboratorio de alimentos de la
escuela de Tecnología de Alimentos de la Universidad de Costa Rica
Una vez concluida la etapa anterior se procedió a realizar la transesterificación utilizando KOH
como catalizador al 1 % en masa-volumen, una temperatura de 65 ºC y una relación de aceite: metanol
de 1:7 con agitación constante por 4 h (Chen et al., 2015). Seguidamente, se efectuó una destilación
simple con el fin de purificar el biodiésel producido. El proceso anterior se realizó en los laboratorios
de química analítica de la Escuela de Química de la UCR
Finalmente, se evaluaron los parámetros indicados anteriormente Esta evaluación se realizó en
las instalaciones del Centro de Investigación en Electroquímica y Energía Química de la UCR.
El resumen de la metodología utilizada se muestra en la figura 10
35

Residuos de piña
Hidrólisis enzimática
Sólido 11-1 -------~ Sustrato
Biomasa
Fermentación con U. isabellina
-------
Extraccion lipidos y
proceso de esterificadón
Biodiesel
Figura 10. Metodología empleada para la obtención biotecnológica de biodiésel a partir de rastrojo de piña.
A continuación, se detalla el equipo y materiales y el procedimiento utilizado en cada etapa del
proceso.
2.1. Tratamiento de la biomasa
El material del cual se obtiene el biodiésel es a partir de ñonga (tallo) de piña de la empresa Valle del
Tarso ubicada en Upala.
2.1.1. Prctratamiento de la fracción sólida de la ñonga
El objetivo es tratar la mayor cantidad de residuos para obtener un hidrolizado con una alta cantidad
de azúcares fermentables, pero sin generar sustancias que inhiban el crecimiento del hongo.
2.1.1.1. Equipo y materiales
• Celulasa.
• Xilanasa.
• Incubadora.
• Hidróxido de sodio marca Merck lote 106462.
• Equipo de autoclave.
• Frascos de vidrio de capacidad de 400 g.
• Papel de pH universal.
• Espátulas.
36

2.1.1.2. Procedimiento
1. En frascos de vidrio, colocar aproximadamente 190 g de ñonga y 200 g de agua desionizada.
2. Preparar un amortiguador de citrato de sodio e hidróxido de sodio 1 mol/ L.
3. Autoclavar la mezcla preparada en el punto 1, junto con el NaOH y el amortiguador de citrato
de sodio. Además, autoclavar una botella de volumen suficiente para preparar el coctel
enzimático de celulasa y xilanasa. El tiempo del autoclave es por 1 hora.
4. Una vez transcurrido el tiempo y estando a temperatura ambiente, ajustar el pH de la ñonga a
4,5 con NaOH 1 mol/L. Agregar el amortiguador de citrato de sodio y el coctel enzimático
según el volumen requerido.
S. Agitar hasta que la celulasa se disuelva.
6. Todo el proceso se realiza dentro de una cámara de transferencia para mantener las condiciones
estériles.
7. Colocar los frascos en una incubadora con agitación a 50 ºC y 170 rpm por cinco días.
(a) (b)
Ilustración 1. (a) Ñonga mezclada con agua antes de iniciar el pretratamiento; (b) proceso de incubación.
2.1.2. Cosecha del hidrolizado y preparación del medio de cultivo
Una vez que hayan transcurrido los cinco días de hidrólisis, el material líquido o hidrolizado se deberá
separar de las fibras que no se degradaron. El hidrolizado constituye el medio de cultivo para el hongo
Umbelopsis isabellina.
37

2. 1.2. J. Equipo y materiales
• Incubadora.
• Centrifuga marca Eppendorf, modelo: Centrifuge 5810 R.
• Congelador.
• Autoclave.
• Balanza granataria.
• Nutrientes.
• Hidróxido de sodio Merck lote 106462.
2.1.2.2. Procedimiento
1. Sacar los frascos de la incubadora, y transferir todo el material a botellas de 750 mL para
centrífuga.
2. Centrifugar a 3000 rpm por 20 mio.
3. Decantar el líquido de cada frasco en un envase tarado para registrar la masa de líquido
obtenida y poder calcular el rendimiento de la hidrólisis.
4. Almacenar el hidrolizado en el congelador.
5. Preparar el medio de cultivo, agregando las siguientes sales:
Cuadro IV. Nutrientes necesarios para preparar el medio de cultivo.
g/L en el Concentración del stock Reactivo
medio g/L
KH2P04 1,0 Afiadir directamente el reactivo
MgC'2*6H20 0,50 Afiadir directamente el reactivo
ZnS04*7H20 0,0014 1,4
MnS04 0,0016 1,3
CoC'2*2Hi0 0,0036 3,6
FeS04*7H20 0,0028 7,8
38

6. Ajustar el pH a 6,0 utilizando NaOH ( l mol/L).
7. Preparar una disolución (50 g/L) de extracto de levadura.
8. Autoclavar a 121 ºC el recipiente con el medio de cultivo (hidrolizado +sales) y el recipiente
con el extracto de levadura. Tiempo de autoclavado depende del volumen de los recipientes.
Ilustración 2. Cosecha del hidrolizado una vez transcurrido el proceso de incubación.
2.1.3. Preparación de la suspensión de esporas
Este paso se debe realizar manteniendo las condiciones estériles. Es recomendable mantener un
respaldo del hongo en platos de PDA en la refrigeradora, a temperatura ambiente y varias suspensiones
de esporas.
2.1.3.l. Equipos y materiales
• Incubadora.
• Hisopos.
• cámara de Neubauer.
2.1.3.2. Procedimiento
1. Poner a crecer el hongo en platos de PDA + ácido. Incubar a 25 ºC en oscuridad por al menos
1 semana.
2. Una vez que haya crecido y esporulado suficiente, recolectar con un hisopo estéril las esporas
y colocar en un criovial con agua estéril.
39

3. Usando la cámara de Neubauer, contabilizar la concentración de esporas. Para tener una
suspensión con una concentración de 1 x 107, se debe usar aproximadamente 2 platos en 5 mL
de agua estéril.
4. Almacenar dentro de una caja bien cerrada y limpia a 4 ºC.
Ilustración 3. Crecimiento del hongo Umbelopsis isabellina.
2.1.4. Preparación de la semilla, fermentación y análisis de azúcares en la fermentación
2.1.4.1. Equipos materiales
• Botellas de plástico.
• Incubadora.
• Placas Petri.
• Levadura.
• Biorreactor marca Eppendorf, modelo New Brunswick, serie número: B l l 5DN80314 l.
• Cromatógrafo de alta resolución marca agilent 1260 infinity.
2.1.4.2. Procedimiento
l. Calcular cuánta semilla se requiere, considerando que la inoculación se hace al 10% v/v de
medio; por ejemplo, si se quiere inocular 2 L de medio, se debe preparar 200 mL de semilla.
40

No es recomendable preparar toda la semilla junta, sino en varios recipientes, esto para evitar
contaminación de la semilla.
2. Preparar PDB con 8 g/L de extracto de levadura, dejando un espacio aéreo del 80%.
3. Inocular la mezcla preparada en el punto anterior con un 1 % de suspensión de esporas.
4. Colocar las botellas inoculadas en una incubadora a 180 rpm y 27 ºC por 48 horas.
5. Después de 48 horas, tomar una pequeña muestra (dentro de la cámara de transferencia) para
verificar que no haya contaminación.
6. Manteniendo las condiciones estériles, añadir al hidrolizado con sales (medio de cultivo), el
volumen de la disolución de extracto de levadura correspondiente y la semilla.
7. Colocar el hidrolizado inoculado en el biorreactor a 27 ºC y 180 rpm durante 5 días.
8. Analizar el contenido de azúcares durante la etapa de la fermentación según el procedimiento
de azúcares por HPLC del Centro Nacional de Ciencia y Tecnología de Alimentos (CITA) de
la Universidad de Costa Rica (Artavia, 2018).
Ilustración 4. Hidrolizado en el biorreactor a 27 ºC y 180 rpm.
2.1.5. Cosecha de la biomasa del hongo
Para poder extraer los lípidos del hongo, éste deberá ser separado del medio de cultivo. Además, para
determinar el consumo de azúcares, se deberá tomar una muestra de al menos 1 mL y almacenar en el
congelador hasta su análisis.
41

2.1.5.1. Equipo y materiales
• Centrifuga marca Eppendorf, modelo: Centrifuge 581 O R.
• Equipo de filtración al vacío.
• Estufa.
• Congelador.
• Moledor de café marca Cusinart, modelo: DCG-20.
2.1.5.2. Procedimiento
1. Al finalizar los 5 días de fermentación, el líquido de la biomasa a recipientes de centrífuga.
2. Centrifugar a 3000 rpm por 1 O minutos.
3. Decantar y descartar el sobrenadante, lavar con agua, volver a centrifugar. Repetir este proceso
al menos dos veces para eliminar la máxima cantidad de hidrolizado.
4. Pesar cuántos papeles filtros se considere necesario para filtrar toda la biomasa.
5. Filtrar al vacío.
6. Colocar los papeles con la biomasa en una estufa a 40 ºC hasta que se haya secado.
7. Remover la biomasa del papel con cuidado y moler la biomasa hasta obtener un sólido fino con
el moledor de café.
8. Almacenar en refrigeración hasta que se vaya a realizar la extracción de lípidos.
(a) (b)
Ilustración 5. Proceso de molienda de la biomasa. (a) antes de moler la muestra; (b) después de moler la muestra.
42

2.2. Extracción de lípidos
Mediante una extracción con agua y cloroformo se busca separar la fracción lipídica. Además,
posteriormente a la extracción se realiza una purificación con el fin de eliminar las impurezas del
hongo contenidas en el biodiésel mediante una purificación en columna.
2.2.1. Equipo y materiales
• Cloroformo marcaJ.T. Barker, lote: 9180-03.
• Ultraturrex marca Tissue Tearor, modelo: 985370-395.
• Pipetas Pasteur.
• Embudos.
• Viales.
2.2.2. Procedimiento
1. Pesar 0,5 g de biomasa molida.
2. Agregar 2,5 mL de cloroformo y agitar por 3 min con el Ultraturrax.
3. Añadir otros 2,5 mL de cloroformo y agitar por 1 minuto.
4. Agregar 2,5 mL de agua desionizada y agitar por 1 minuto.
5. Con una pipeta de plástico, remover y descartar fracción superior correspondiente a fase
acuosa.
6. Filtrar para obtener la fase orgánica la cual contiene el material lipídico.
7. Eliminar el cloroformo y pesar el material obtenido.
43

(a) (b)
Ilustración 6. (a) Equipo Ultraturrex utilizado para la extracción; (b) etapa de extracción.
2.2.3. Cromatografía de capa fina y en columna.
1. Usar sílica gel 40 como fase estacionaria y hexano: acetato de etilo 7:3 como fase móvil. 2. Aplicar la muestra en la placa cromatográfica y eluir con la mezcla de disolventes.
3. Poner a secar la placa y medir el corrimiento de las muestras con una regla.
4. Una vez identificada las impurezas, proceder con la cromatografía en columna.
5. Empacar la columna con sílica gel 40 y agregar la mezcla de disolventes hexano: acetato de
etilo 7:3.
6. Agregar la muestra y diluirla con los disolventes hasta separarla en fracciones.
7. Recolectar las fracciones y guardarlas para su posterior análisis.
2.3. Transesterificación
2.3.1. Equipo y materiales
• Equipo para reflujo 24/40.
• Hidróxido de potasio marca Technompey, Lote: 161.
• Metanol marca J.T. Baker, lote: E48B28.
• Plantillas de calentamiento.
44
2.3.2. Procedimiento
1. Pesar la cantidad de biomasa que se desea pre-transesterificar y agregar metano) muy
lentamente hasta obtener una relación molar 7: 1 metano): aceite utilizando ácido sulfúrico
como catalizador al 0,6%. La reacción se lleva a cabo de una temperatura de 60 ºC durante 60
minutos con agitación constante.
2. Después del transcurrido el tiempo de reacción, se deja decantar la mezcla de reacción en un
embudo separador. Se retira la fase superior y la fase inferior se lava con agua destilada.
Después del proceso de lavado se coloca la mezcla en una estufa a 11 O ºC por 60 minutos.
3. Una vez terminado el proceso anterior, se procede con la etapa de transesterificación, para esto
se mezcla el aceite tratado previamente con KOH al 1 % con respecto al aceite y con metano(
con una relación molar 7: 1 metano): aceite (véase sección de anexos, apartado 1).
4. Se pone la mezcla en un reflujo por 4 ha 65 ºC con agitación constante.
5. Dejar reposar la mezcla de reacción por 48 h en un embudo separador.
Ilustración 7. Etapa de transesterificación.
2.4. Purificación
El objetivo de esta etapa es eliminar la glicerina que se forma como subproducto de reacción, el
catalizador y metano) remanente, así como el agua que se utiliza en los lavados del biodiésel producido.
2.4.1. Equipo y materiales
• Embudo separador.
• Plantilla de calentamiento.
45

• Probetas.
• Columna de separación.
• Acetato de etilo marca Merck lote 9061702.
• Hexano marca Merck lote 77895423.
• Sílice gel marca Merck lote 5 l 7TA 753430.
2.4.2. Procedimiento
2.4.2.1. Sepuraciún de glicerina y eliminación de agua.
1. Separar la glicerina que se forma después de 48 horas.
2. Agregar 15 mL de agua destilada al biodiésel contenido en el embudo separador, agitar y dejar
reposar hasta que se dé la formación de dos capas: biodiésel y jabón.
3. Separar el jabón formado y realizar lavados con agua acidulada hasta alcanzar un pH
comprendido entre 6,5 - 7,0.
4. El biodiésel se seca durante 120 minutos en una estufa a 11 O ºC, luego se enfría a temperatura
ambiente y se almacena en frasco de vidrio ámbar para su posterior análisis.
(a) (b)
Ilustración 8. Etapa de purificación del biodiésel. (a) Separación de la glicerina; (b) separación del jabón. En ambos casos, la glicerina y el jabón corresponden a la capa inferior.
46
2.5. Caracterización (UNE-EN-14103, 2013)(Fuentes & Monge, 2015)
El propósito de esta etapa es determinar el contenido de F AME del biodiésel producido.
2.5.1. Equipo y materiales
• Cromatógrafo de gases marca HP 6890 serie 11. Columna capilar marca Supe leo (EQUITY-1) de
sílice fundida, de 30 m de longitud, con un diámetro interno de 0,25 mm y 0,25 µm de espesor de
película, con fase estacionaria de poli(dimetil siloxano), que funciona con una temperatura
máxima de 350 ºC, con inyector split/splitless y detector de ionización de llama FID.
• Patrón FAME mix C8-C24 marca Supelco, lote: XA24588V.
• Patrón Nonadecanoato metílico marca Sigma, Lote: BCBV8809.
• Tolueno.
• Balanza analítica de 5 decimales.
• Pipeta Pasteur.
• Probetas de 1 O mL.
2.5.2. Procedimiento
l. Pesar con precisión unos 100 mg (precisión± O, 1 mg) de la muestra de biodiésel purificada
en un vial de 1 O mL.
2. Pesar con precisión unos 100 mg (precisión± O, 1 mg) del nonadecanoato metílico en el vial
que contiene la muestra de biodiésel.
3. Diluir con 1 O mL de tolueno.
4. Analizar 1 µL de esta disolución mediante cromatografía de gases de acuerdo con las
condiciones descritas en el apartado 11 de los anexos
5. Realizar la identificación de picos en la muestra utilizando la información brindada en los
anexos, apartado 111
47

Ilustración 9. Cromatógrafo de gases utilizado para la caracterización del biodiésel y para la determinación de glicerina.
2.6. Pruebas de calidad.
2.6.1. Determinación de glicerina libre y total (06584-00, 2014)(Fuentes & Monge, 2015)
2.6. J. J. Equipo y materiales
• Cromatógrafo de gases marca HP 6890 serie 11. Columna capilar marca Agilent, modelo BD
ASTM 06584, de 15 m de longitud con un diámetro interno de 0,32 mm y O, 1 µm de espesor
de película, que funciona a altas temperaturas (hasta 400 ºC), con inyector cool on column.
• Balanza analítica con resolución de O, 1 mg.
• Balones aforados de l 0,00 mi, 25,00 mi y 50 mi.
• Capilla extractora de gases.
• Cronómetros.
• Jeringa de 10,00 µI para inyección en cool on column.
• Jeringas de 100,00 µI y 250,00 µl.
• Viales de vidrio de 1 O mi con septum de PTFE.
• Heptano grado reactivo.
• N-metil-N-trimetilsilil-tritluoroacetamida (MSTFA) grado reactivo.
• Piridina grado reactivo.
48
2.6.1.2. Procedimiento
1. Pesar con precisión 100 mg de la muestra de biodiésel (precisión± O, 1 mg) y agregar 100 µL
de cada estándar interno (butanotriol y tricaprin) y 100 µL de MSTFA.
2. Agitar por 3 min y dejar reposar por 15 min.
3. Añadir 8 mL de heptano.
4. Preparar la curva de calibración de patrones de glicerina, monoleína, dioleína, trioleína,
butanotriol, tricaprin.
5. En un vial, colocar la alícuota indicada de cada patrón (véase apartado IV de los anexos) y
agregar 100 µL de cada estándar interno ( butanotriol y tricaprin) y 100 µL de MSTFA.
6. Se repiten los pasos 2 y 3 de este apartado.
7. Analizar 1 µL de esta disolución mediante cromatografia de gases.
2.6.2. Determinación del porcentaje de agua (ASTM 06304, 2016)
2.6.2. J. Equipo y materiales
• Jeringa de vidrio o plástico.
• Equipo Metrohm 852 de Karl Fischer provisto con un stand coulombimétrico, un stand
volumétrico y un controlador digital (touch control).
• Papel toalla o absorbente.
• Balanza analítica.
• Dosinos:buretas automáticas.
• Hydranal coulomat CG: reactivo utilizado en el método de análisis Coulombimétrico como
cato lito.
• Hydranal coulomat AG-H o AG:reactivo utilizado en el método de análisis
Coulombimétrico como anolito, se recomienda utilizar el anolito Coulomat Oíl si la muestra
que se va a analizar es un aceite.
• Composite 5: reactivo utilizado para el método volumétrico. Es el valorante que contiene
yodo en metanol.
• Metanol: reactivo utilizado para el método volumétrico. Contiene dióxido de azufre disuelto
en metanol.
49

2.6.2.2. Procedimiento
1. Extraer con una jeringa aproximadamente 4 mL del biodiésel, eliminar las burbujas, y secar
cuidadosamente la punta de la jeringa
2. Colocar en una balanza analítica y pulsar el botón ''tarar".
3. Inyectar aproximadamente entre 0,5 y 2 g de la muestra en el equipo Karl Fisher.
4. Colocar nuevamente la jeringa en la balanza previamente tarada y obtener por diferencia la
masa de muestra analizada.
5. Digitar el valor anterior de masa en el equipo y permitir que el equipo automáticamente
determine la cantidad de agua en la muestra.
Ilustración 10. Equipo utilizado en la medición del porcentaje de agua presente en la muestra de biodiésel.
2.6.3. Determinación de la estabilidad a la oxidación (UNE-EN-14112, 2003)
2.6.3./. Equipo y materiales
• Filtro de aire.
• Bomba de gases de diafragma.
• Viales de reacción.
• Electrodos.
• Aparato de medida y registro que incluye un amplificador y un registrador.
• Termómetro de contacto.
50

• Bloque calefactor.
• Pipetas de 50,00 mL.
• Horno.
2. 6.3.2. Procedimiento
1. Pesar con precisión 3 g de la muestra (precisión ± 0,0001 g) en el vial de reacción.
2. Llenar las cubetas de medida con 50 mL de agua destilada.
3. Encender la bomba de gases de diafragma y fijar el flujo de exactamente 10 l/h. Conectar los
tubos de entrada y salida de aire con los viales de reacción y las cu betas de medición, utilizando
las gomas de conexión
4. Introducir el vial de reacción con el tapón de sellado en el baño calefactor.
5. Dejar que el equipo en funcionamiento hasta alcanzar el l 00% de la escala de registro.
Ilustración 11. Equipo utilizado en la medición de la estabilidad a la oxidación.
51

Capítulo 3
Resultados y discusión
3.1. Prensado del sólido e hidrólisis enzimática
El primer paso para la obtención de biodiésel consiste en triturar y prensar el rastrojo de piña, con
el fin de aumentar el área de contacto, facilitando el acceso de las enzimas a las fibras de la celulosa y
hemicelulosa y aumentado de esta manera el rendimiento de la hidrólisis (Morales, 2015),(Rinaldi &
Schuth, 2009).
En el cuadro V se muestran las características químicas de la piña triturada antes de realizar el proceso de hidrólisis enzimática.
Cuadro V. Características fisicoquímicas de la planta entera de piña .
Sólidos
29± 1 42 ± 1 4,7 ±0,2 45 ± 1 0,8 ± O,,,_l ___ -1
55 ± 1 Sólidos totales % 27 ± 1 Sólidos volátiles (% 26±1
Como se puede ver en el cuadro V el material lignocelulósico es complejo, donde contiene altas
cantidades de hemicelulosa, celulosa y lignina tal y como se mencionó previamente en el estado de la
cuestión. Por esta razón, el material prensado y cortado de la ñonga se sometió a hidrólisis enzimática
con el fin de romper las estructuras de celulosa y hemicelulosa y generar más azúcares sencillos como
glucosa y xilosa. Estos monosacáridos son un sustrato adecuado para la etapa de fermentación.
Con el objetivo evaluar el proceso de hidrólisis, se procedió a realizar un análisis de azúcares
reductoras mediante HPLC. Los datos se muestran en la figura 11.
52

12,0 24,0 36,0 48,0 60,0 72,0 84,0 120.0 Tiempo (horas)
-+-Glucosa ...,._ Xjl()~ª -+-Acido ª-~~ticQ_
Figura 11. Liberación de azúcares y ácido acético a través del tiempo en hojas de piña expuestas a un pretratamiento de 15 min a 121 ºC, seguido por cinco días de hidrólisis enzimática ( l 7 FPU/g celulasa y 37 U/g xilanasa) a 50 ºC y 180 rpm.
En la figura 11 se puede observar que la concentración de glucosa y xilosa aumentan con el
transcurso del proceso de hidrólisis. Es decir, con este análisis se puede comprobar, que esta etapa fue
adecuada y se pudo realizar la transformación de polisacáridos (celulosa y hemicelulosa) a
monosacáridos de cinco y seis átomos, como xilosa y glucosa. Además, en la figura 11 se muestra la
producción de ácido acético, que surge de la degradación de la glucosa. La cantidad de este ácido
orgánico se mantiene constante y a una baja concentración, lo que quiere decir que la degradación de
la glucosa fue baja, lo cual resulta adecuado ya que la glucosa y la xilosa como se mencionó
anteriormente son los sustratos que se requieren para la etapa de fermentación.
En el Cuadro VI se detallan los rendimientos obtenidos de las hidrólisis realizadas en el presente
trabajo final de graduación con sus respectivos porcentajes de rendimiento.
Cuadro VI. Rendimientos de las hidrólisis realizadas para la obtención de biodiésel.
Hidrólisis Masa del líquido Masa FSf;i inicial diluida Masa coctél enzimático añadido Rendimiento
l 1445,5 4000 225,1 38,3
2 1259,5 3600 136,0 36,4
3 2069,8 4000 277,3 55,6
4 1162,4 3200 194,5 38,7 - 1 -
-
5 852,1 3200 191,8 28,3
6 1876,2 6000 235,0 32,5
7 1479,9 4000 211,1 39,1
Como se observa en el cuadro VI, se realizaron varias etapas de hidrólisis y en promedio se obtuvo
un porcentaje de rendimiento del 38,4% de hidrolizado, lo que representa la cantidad fermentable en
la biomasa del rastrojo de piña.
53

La cantidad total de hidrolizado producida es aproximadamente 2 L por cada 4 kg de ñanga.
3.2. Fermentación
El siguiente paso en la metodología necesario para producir biodiésel, consiste en inocular el
sustrato generado en la etapa anterior con microorganismos con la habilidad de degradar
monosacáridos y acumular lípidos. Entre esos microrganismos se destaca el hongo Umbelopsis
isabel/ina el cual tiene capacidad para crecer en sustratos sólidos de baja actividad de agua y, además,
tiene habilidad para acumular lípidos (García, 2008).
Para este proyecto se escogió este hongo debido a sus altos niveles de acumulación de
triacilglicéridos intracelulares, donde acumula lípidos en más del 40% de su biomasa, además, de su
versatilidad en la utilización de nutrientes y alta tasa de crecimiento (Takeda et al., 2014),(Rosi,
Arnaretti, & Leonardi, 2004),(Anastasiou, Lorentz, Stein, & Mitchell, 2014)
La figura 12 muestra un esquema simplificado del metabolismo de un organismo oleaginoso. El
organismo usa una fuente de carbono, que en el caso específico de este proyecto son los azúcares de
la ñonga, una fuente de nitrógeno (levadura) y oxígeno para producir material celular, lípidos,
carbohidratos, C02, agua y material libre de lípidos.
Figura 12. Esquema simplificado del metabolismo del hongo U mbelopsis lsabellina. Adaptado de (Meeuwse et al., 2012).
Una fuente de nitrógeno en la producción de lípidos microbianos es muy importante, ya que
los lípidos se producen principalmente cuando se agota la fuente de nitrógeno. Cuando la fuente de
carbono y nitrógeno se agotan casi simultáneamente se limita la producción de lípidos. Asimismo, la
difusión de oxígeno en la biopelícula también afecta esta producción (Meeuwse et al., 2012).
54
En el cuadro V se puede apreciar que la relación carbono/nitrógeno es alta, por ende, se tiene una
influencia significativa en el crecimiento y esporulación del hongo, lo que favorece el proceso de
fermentación, tal y como se puedo observar experimentalmente, donde se pudo observar un
crecimiento alto (véase ilustración 3). Por otro lado, debido al alto contenido de nitrógeno presente en
la biomasa de la piña tal y como se detalla en el cuadro V, no se requirió de una fuente adicional de
nitrógeno, como levadura, para realizar esta etapa.
Con este tratamiento se obtuvo un rendimiento de 30% en masa de lípidos. Según lo reportado en
la literatura, el rendimiento de la fermentación utilizando Umbe/opsis isabellina varía dependiendo de
las condiciones de esta etapa, especialmente de la concentración de la fuente de carbono (Gardeli et
al., 2017), (Batrakov, Konova, & Sheichenko, 2004).
En la investigación de (Gardeli et al., 2017) se reportó que el máximo rendimiento de producción
de lípidos fue de 61 %; esto cuando la glucosa fue la única fuente de carbono empleada, mientras que
el rendimiento más bajo (3 7%) fue cuando se utilizó xilosa como fuente de carbono. La concentración
de xilosa en el medio de crecimiento se correlacionó a la inversa con la acumulación de lípidos. Al
aumentar las concentraciones de xilosa en la mezcla, el almacenamiento de lípidos disminuyó,
mientras que se produjo xilitol en concentraciones significativas.
Como se puede apreciar en la figura 11 (véase página 53), el hidrolizado contiene 14,0 g/L de
xilosa y 28,5 g/L de glucosa como fuentes de carbono, por lo cual, la concentración de xilosa es
probablemente la que esté afectando el rendimiento en la fermentación. Esta correlación, que entre
mayor sea la concentración de xi losa menor es el rendimiento en la fermentación se debe a que durante
el catabolismo de la xilosa por levaduras o cepas de hongos, la xilosa se reduce inicialmente a xilitol
por el NADH y, posteriormente, se secreta el xilitol de la célula (para los microorganismos
productores de xilitol) o se oxida a xilulosa por una xilitol deshidrogenasa dependiente de NAO o
NADP, seguida de su fosforilación para producir la síntesis de xilulosa-5-P (Zikou, Chatzifragkou,
Koutinas, Papanikolaou, & S., 2013).
Las enzimas implicadas con el metabolismo de la xilulosa-5-P están saturadas y no pueden
canalizar aún más el flujo de carbono hacia la síntesis de aceti!CoA, o falta NADPH intracelular
indispensable para la síntesis de lípidos microbianos, y por esta razón se produce el cambio metabólico
y la producción de xilitol (Zikou et al., 2013). Los pasos metabólicos y de regeneración de cofactores
en la conversión de xilosa en xilitol se muestran en la figura 13.
SS

Figura 13. Metabolismo para la generación de xilitol en el hongo Umbelopsis lsabellina. Imagen obtenida de (Rojas, 2013 ).
Por otro lado, para verificar el proceso de fermentación se realizó el estudio de consumo de
azúcares reductores, tal y como se muestra en la figura 14 que muestra la variación de la concentración
de la glucosa en función del tiempo de fermentación.
30 ::;-..... ..!!!! 25 • "' "' 8 20 ::::1
Do Cll
"C 15 e:
·O • • ·¡:¡
10 "' ... • .... e: Cll u 5 e: o • u
o o 1 2 3 4 5 6
1 Tiempo de la fermentación (días)
-- --
Figura 14. Consumo de glucosa a través del tiempo durante la etapa de fermentación. Condiciones: 180 rpm, 27 ºC durante 5 días. Coeficiente de variación de los datos: 5%.
Como se aprecia en la figura anterior, la concentración de la glucosa disminuye con el transcurso
de la fermentación, debido que el hongo Umbelopsis isabellina tiene la habilidad de degradar
monosacáridos como la glucosa y acumular lípidos.
56

3.3. Extracción de lípidos
El primero paso de la extracción consiste en moler la biomasa utilizando el equipo
Ultraturrex®. Esto se debe a que el tamaño de la partícula determina cuanto material se extrae y a que
velocidad se realiza la extracción. Cuanto se tiene una molienda más fina, el flujo de disolventes es
más lento, por lo cual, el tiempo de contacto es mayor y se favorece la extracción de los lípidos. Entre
mayor sea el grado de trituración se favorece la disolución y menor es el tiempo necesario para alcanzar
el equilibrio de concentraciones y, por ende, menor es el tiempo de extracción (Wankat, 2006)
El siguiente paso consiste en una extracción líquido-líquido, la cual se lleva a cabo entre dos
líquidos inmiscibles entre sí. El compuesto de interés, en este caso los lípidos se reparten entre ambos
disolventes hasta llegar a un punto de equilibrio.
En el presente proyecto, la extracción de lípidos contenidos en el material lignocelulósico del
hongo Umbelopsis isabellina se realizó utilizando dos sistemas de disolventes, metano!: cloroformo:
agua (2:2: 1) y cloroformo: agua (2: 1 ).
45 ~ o 1
~ 40 QI ·e 35
~ 30 ~ 25 QI
~ 20 1
-~ 15 i ~ 10 ' QI u :s 5 i o. o _,
40%
• Sistema 1
• Sistema 2
1
Sistemas de disolventes _ _J
Figura 15. Porcentaje de lípidos extraídos utilizando dos sistemas de disolventes diferentes. Sistema 1 metano!: cloroformo: agua (2:2: 1 ). Sistema 2 cloroformo: agua (2: 1 ).
El éxito de una extracción depende de la relación de las concentraciones del compuesto a
extraer en cada disolvente a una temperatura dada. Esa relación es llamada coeficiente de reparto, K,
la cual depende de la temperatura del par de disolventes considerados (Wells, 2003)
K = (Alz (A]¡
57
( 1)

Donde [Alz representa la concentración en el equilibrio del compuesto a extraer en el disolvente 2
y [A] 1 la concentración en el equilibrio en el disolvente 1. Además, la solubilidad del extracto en el
disolvente 2 es mayor que en disolvente 1.
Dichas concentraciones en el equilibrio se pueden relacionar con la solubilidad del extracto en cada
disolvente puro, por consiguiente, el rendimiento de una extracción se correlaciona con la solubilidad
relativa del compuesto a extraer en el par de disolventes elegidos (Wells, 2003)
Es decir, los lípidos tienen una mejor solubilidad relativa en el sistema 2 que con respecto al sistema
1. Esto se debe a que existe mayor semejanza entre las propiedades eléctricas de los lípidos y el sistema
2, por lo cual, las fuerzas intermoleculares son mayores, propiciando la disolución de una en la otra.
Por otro lado, en esta etapa se obtuvo un porcentaje de rendimiento del 40%, lo cual resulta alto
con respecto a lo reportado en algunos artículos (Plata, Kafarov, & Moreno, 2009), donde se reporta
que los rendimientos en este proceso son menores al 30%
3.4. Proceso de esterificación
Existen diferentes variables que afectan la conversión completa de triglicéridos en ésteres alquílicos, entre las cuales se destaca la siguiente.
3.4.1. Acidez y humedad Para tener una reacción con una conversión alta es necesario que la materia prima posea un
contenido de ácidos grasos libres menor al 3% ya que cuanta más alta sea la acidez en el aceite, se
obtendrán porcentajes de conversión más bajos. Del mismo modo entre mayor sea la proporción de
ácidos grasos libres y humedad, se disminuye el rendimiento ya que se produce como reacción
secundaria la reacción entre los triglicéridos y el catalizador para producir jabones (García, 2006). Esta
reacción se llama saponificación.
58

CH 2 - O - CD - R1
CH 2 - 0 - CO - R1
CH - O - CO - R2
CH2 - O - CO -R3
Triacilglicérido
+ KOH
Figura 16. Reacción de saponificación.
Jabón potásico
CH 2 - OH
+ CH - OH
CH2 - OH
Glicerina Libre
Para prevenir esta reacción se debe controlar la cantidad del catalizador, ya que un exceso de
este ocasiona que de la formación del jabón. Además, se debe utilizar aceites y alcoholes anhidros
porque el agua favorece la saponificación. Al mismo tiempo se debe eliminar los ácidos grasos libres
presentes en el aceite ya que estos pueden reaccionar con el catalizador en presencia de agua
produciendo de igual manera jabón (García, 2006). Para eliminar los ácidos grasos libres se utiliza una
neutralización, en la cual se calienta el aceite a 75 ºC y se añade una base, en la mayoría de los casos
hidróxido de sodio, en una cantidad tal que neutralice los ácidos grasos libres en el aceite y con un
exceso de manera que favorezca la separación de jabones (Avellaneda, 2010).
"20 R-COOH + KOH
Ácido graso Jabón potásico
Figura 17. Reacción de neutralización de los ácidos grasos.
Otro proceso que se puede utilizar cuando se tiene un aceite con alta acidez es una
preesterificación. En este caso los ácidos grasos libres se convierten en alquil éster por acción del
alcohol.
R - COOH Ácido graso
+ CH3 0H KOH• Metano!
59
R - COO - CH3
Metil ester

Figura 18. Reacción de preesterificación utilizando metanol y KOH.
La preesterificación debe ser completada con una catálisis alcalina para terminar de convertir
los triglicéridos remanentes y debe esta manera aumentar el porcentaje de conversión.
Experimentalmente, se obtuvo que el porcentaje de acidez fue del 5%, por lo cual se realizó
una preesterificación como fase previa con el fin de mejorar el porcentaje de conversión de triglicéridos
a biodiésel. El porcentaje de conversión a F AMES sin y con preesterificación se muestra en la figura
19.
..... 35,0 o ~ 30,0 e: :~ 25,0 (¡j ~ 20,0 o ~ 15,0
"O QJ 10,0 -~ .... ~ 5,0 u
o 0,0 c..
33.6
• Sin preesterificación
• Con preesterificación
2,9
1
Biodiesel
Figura 19. Porcentaje de conversión utilizando preesterificación y aceite sin preesterificar utilizando cloroformo y agua como disolventes en la extracción.
Podemos observar que con el aceite preesterificado se favorece la contenido de metil ésteres
(33,6±0, 1 %) en masa, debido a que con el aceite utilizado tiene una alta acidez y al utilizar esta fase
previa se convierte los ácidos grasos libres en metil ésteres y posteriormente con la transesterificación
los triglicéridos remantes se transforman en biodiésel.
(a) (b)
Ilustración 12. (a) Biodiésel a partir de aceite sin preesterificar. (b) Biodiésel a partir de aceite preesteri ficado.
60

Por último, el rendimiento del proceso de esterificación fue del (80± 1) % en masa, antes de la
purificación el resultado acorde para una transesterificación utilizando catalizadores básicos como
KOH, según lo indicado en la literatura (Li & Guo, 2017)
3.5. Purificación
Una vez finalizada la reacción de transesterificación y de dejar reposar la mezcla de reacción se da
una separación de fases debido a la inmiscibilidad de las mismas; la glicerina y el biodiésel. La primera
(fase inferior) debe separarse por medio de decantación o centrifugación y puede ser utilizado en otras
aplicaciones, como por ejemplo en la elaboración de productos cosméticos.
Después de la separación de la glicerina, el biodiésel debe lavarse con agua para eliminar restos de
metanol y KOH remanentes y glicerina, los cuales afectan la calidad del biodiesel como se detallará
más adelante. Utilizar agua acidula es recomendable para neutralizar los jabones que se puedan formar
y eliminar trazas de glicerina (Avellaneda, 2010). Posteriormente el biodiésel debe ser secado para
eliminar el agua remanente.
Debido a que el análisis cromatográfico de gases mostraba un porcentaje de conversión a Fames
muy bajo (33,6±0, 1) % en masa (vease sección 3.6 caracterización), se procedió a realizar una revisión
bibliografica de posibles compuestos contenidos en el hongo, los cuales posteriormente podrían quedar
en el biodiésel como impurezas, y de esta manera causar interferencias en la determinación del
contenido de Fames.
Con la revisión de literatura se encontró que los hongos contienen en su membrana celular
esteroles, siendo el ergosterol el componente principal (Gardeli et al., 2017) (Takeda et al., 2014), por
lo cual, se procedió a realizar un análisis a la muestra extraída mediante RMN-Hl para confimar si
contenía ergosterol como contaminante. La muestra analizada mediante esta técnica instrumental fue
la muestra extraída con el sistema de dislventes agua-cloroformo ( 1 :2). A continuacion, en la figura
20 y 21 se muestra respectivamente un espectro patrón para una muestra típica de triglicéridos y el
espectro obtenido experimentalmente.
61
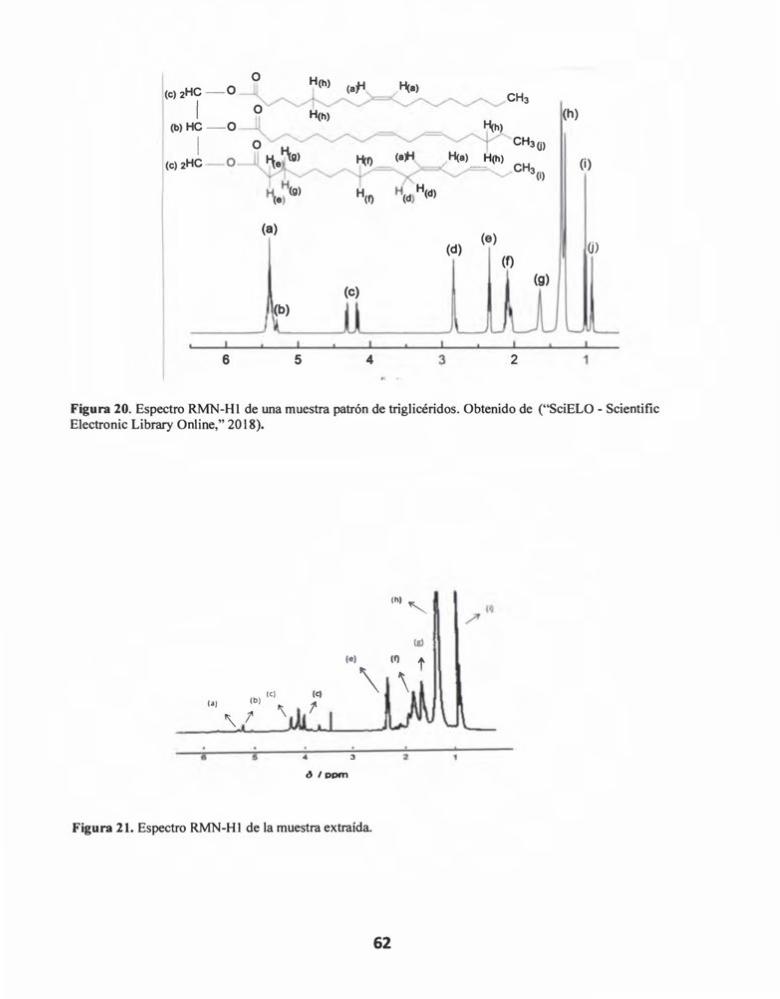
o H(h) (c)2HC - O (af'i H(a)
1
_.............._,,,.... CH3 o H(h) (h)
(b)HC - 0 u ':f(h) _,,. = 1 o CH30>
(c)2HC - O - ~ 'ie';\g) ~f) (a ji H(a) H(h) (i) -......,,.,,,. - CH3(i) "' H H(g)
H(f) H(dl H(d) (e)
(a) (e)
(d) (j) (f)
(g) (e)
(b)
6 5 4 3 2 11
Figura 20. Espectro RMN-Hl de una muestra patrón de triglicéridos. Obtenido de ("SciELO - Scientific Electronic Library Online," 2018).
lhl' 11
1
/'
111
lb) (e)
'\
l•I lf) t \
l•l
i5 4 3 2
6 /ppm
Figura 21. Espectro RMN-Hl de la muestra extraída.
62
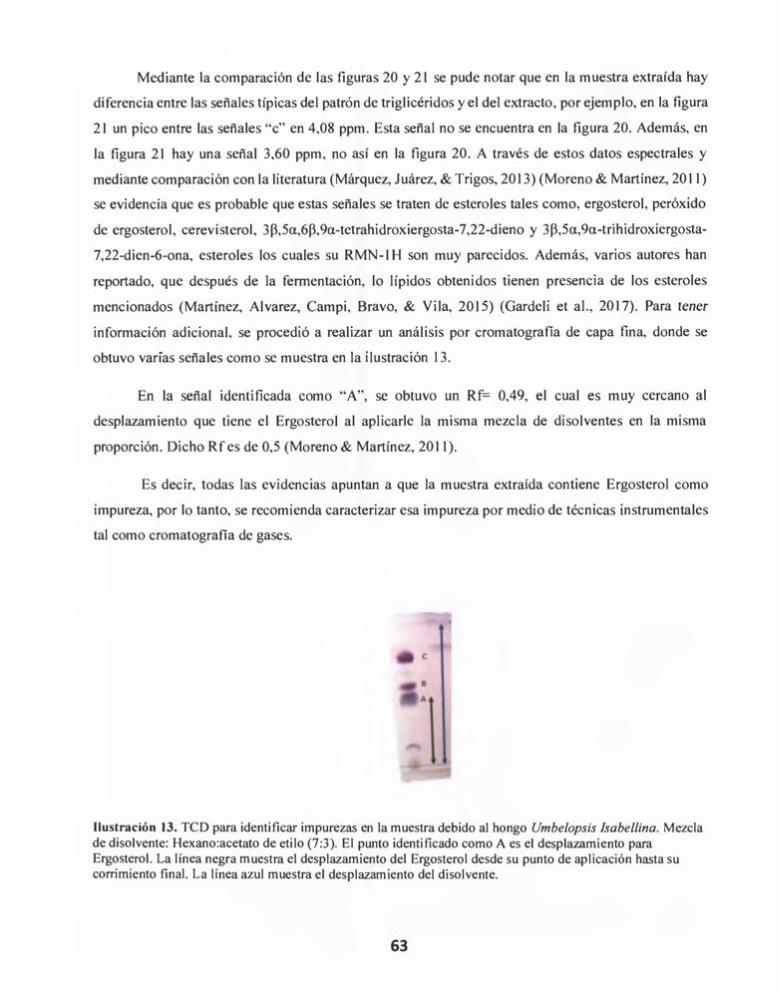
Mediante la comparación de las figuras 20 y 21 se pude notar que en la muestra extraída hay
diferencia entre las señales típicas del patrón de triglicéridos y el del extracto, por ejemplo, en la figura
21 un pico entre las señales "c" en 4,08 ppm. Esta señal no se encuentra en la figura 20. Además, en
la figura 21 hay una señal 3,60 ppm, no así en la figura 20. A través de estos datos espectrales y
mediante comparación con la literatura (Márquez, Juárez, & Trigos, 2013) (Moreno & Martínez, 2011)
se evidencia que es probable que estas señales se traten de esteroles tales como, ergosterol, peróxido
de ergosterol, cerevisterol, 3p,5a,6p, 9a-tetrahidroxiergosta-7,22-dieno y 3p,5a, 9a-trihidroxiergosta-
7,22-dien-6-ona, esteroles los cuales su RMN-1 H son muy parecidos. Además, varios autores han
reportado, que después de la fermentación, lo lípidos obtenidos tienen presencia de los esteroles
mencionados (Martínez, Alvarez, Campi, Bravo, & Vila, 2015) (Gardeli et al., 2017). Para tener
información adicional, se procedió a realizar un análisis por cromatografia de capa fina, donde se
obtuvo varias señales como se muestra en la ilustración 13.
En la señal identificada como "A", se obtuvo un Rf= 0,49, el cual es muy cercano al
desplazamiento que tiene el Ergosterol al aplicarle la misma mezcla de disolventes en la misma
proporción. Dicho Rf es de 0,5 (Moreno & Martínez, 2011 ).
Es decir, todas las evidencias apuntan a que la muestra extraída contiene Ergosterol como
impureza, por lo tanto, se recomienda caracterizar esa impureza por medio de técnicas instrumentales
tal como cromatografia de gases.
1
Ilustración 13. TCD para identificar impurezas en la muestra debido al hongo Umbelopsis lsabellina. Mezcla de disolvente: Hexano:acetato de etilo (7:3). El punto identificado como A es el desplazamiento para Ergosterol. La línea negra muestra el desplazamiento del Ergosterol desde su punto de aplicación hasta su corrimiento final. La línea azul muestra el desplazamiento del disolvente.
63

Figura 22. Compuesto Ergosterol.
Una vez identificado el compuesto se realizó una purificación en columna utilizando sílica gel
40 como fase estacionaria y hexano: acetato de etilo 7:3 como fase móvil (Martínez et al., 2015)
(Márquez et al., 2013). En la cromatografia de columna, se establece un equilibro entre la muestra
absorbida en la fase estacionaria (Si02) y la fase móvil que fluye por la columna. Como cada uno de
los componentes de la mezcla interactúan de manera diferente con la fase móvil y estacionaria, estos
eluyen a diferentes velocidades lográndose la separación.
La fase estacionaria (sílica gel) tiene un carácter polar, mientras que el sistema de disolventes
empleados (hexano/acetato de etilo) son no polares, por lo tanto, los compuestos con menor polaridad
van a eluir primero y los compuestos afines a la fase estacionario (mayor polaridad) serán retenidos
mayor tiempo y su tiempo de elución será mayor.
Comparando las figuras 1 y 22, se puede apreciar los triglicéridos tienen mayor cantidad de
grupos polares que el ergosterol, es decir, el ergosterol es más afina la fase móvil y sus fracciones son
las primeras en eluir de la columna cromatográfica.
64

Ilustración 14. Cromatografia de columna para eliminar Ergosterol de la muestra de biodiésel. Mezcla de disolventes: Hexano: acetato de etilo (7:3).
3.6. Caracterización
A continuación, en el cuadro VII se muestra los resultados obtenidos de F AMES para los dos
sistemas de extracción empleados.
Cuadro VII. Contenido de Fames obtenido para dos sistemas de disolventes estudiados.
metano!: cloroformo: agua cloroformo: agua (2:1). (2:2:1 )
Sustancia {±0,1%) en masa (±0,1%) en masa C16:0 0,5 0,4
C18:3n6 0,3 0,3 C20:0 0,4 1,0 C22:0 1,1 1,2
Contenido de Fames 2,9 (±0.1%) en masa 2,3
Tal como se puede observar en el cuadro VII, el contenido de Fames es bajo. Esta baja pureza
en el biodiésel obtenido se puede deber a que el aceite obtenido tiene una alta acidez, por esta razón se
procedió a realizar la determinación del porcentaje de acidez en el aceite.
Como se mencionó en la sección 3.4 de proceso de esterificación, el resultado obtenido fue de
5% de acidez, por lo cual se realizó una preesterificación como fase previa con el fin de mejorar el
porcentaje de conversión de triglicéridos a biodiésel.
65
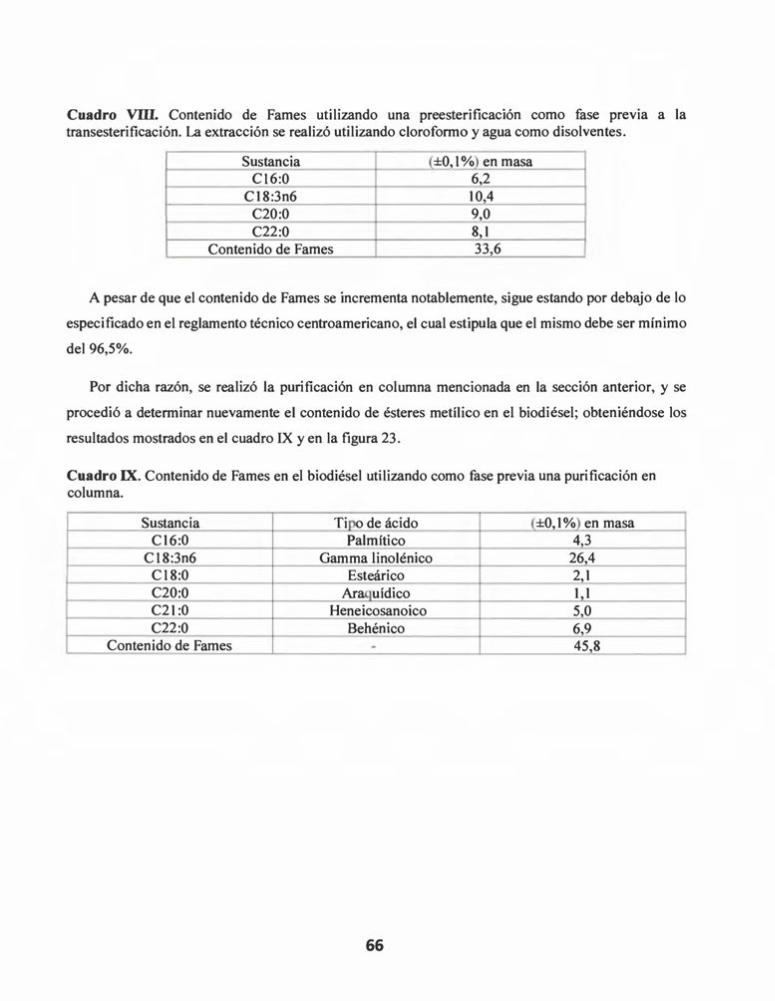
Cuadro VIII. Contenido de Fames utilizando una preesterificación como fase previa a la transesterificación. La extracción se realizó utilizando cloroformo y agua como disolventes.
Sustancia {±0,1%) en masa Cl6:0 6,2
Cl8:3n6 10,4 C20:0 9,0 C22:0 8, 1
Contenido de Fames 33,6
A pesar de que el contenido de Fames se incrementa notablemente, sigue estando por debajo de lo
especificado en el reglamento técnico centroamericano, el cual estipula que el mismo debe ser mínimo
del 96,5%.
Por dicha razón, se realizó la purificación en columna mencionada en la sección anterior, y se
procedió a determinar nuevamente el contenido de ésteres metílico en el biodiésel; obteniéndose los
resultados mostrados en el cuadro IX y en la figura 23.
Cuadro IX. Contenido de Fames en el biodiésel utilizando como fase previa una purificación en columna.
Sustancia Tino de ácido (±0, 1 % ) en masa Cl6:0 Palmítico 4,3
Cl8:3n6 Gamma linolénico 26,4 Cl8:0 Esteárico 2,1 C20:0 Araouídico 1,1 C21:0 Heneicosanoico 5,0 C22:0 Behénico 6,9
Contenido de Fames - 45,8
66

-" •
..
Figura 23. Cromatograma obtenido para el biodiésel producido con un contenido de FAMES de (45,8± 0,1) % analiz.ado mediante cromatografía de gases. Véase sección experimental para las condiciones y equipo utiliz.ado.
Como se observa en el cuadro IX, el biodiésel de rastrojo de piña está constituido
mayoritariamente por triglicéridos formados por ácido gamma linolénico, el cual es un ácido
poliinsaturado, que se encuentra presente en el aceite de onagra, en aceites vegetales como el girasol,
uva, lácteos, grasas animales y semillas (bibliografía). Por otro lado, la composición de ácidos grasos
de los lípidos celulares totales de Umpelobsis isabellina obtenidos durante el crecimiento a base de
glucosa y xilosa, son similares a los reportados en otras investigaciones (Gardeli et al., 2017)
Por otra parte, al purificar la muestra de biodiésel, se elimina la impureza del Ergosterol, por
consiguiente, la masa del biodiésel ya no contempla esa masa generando que el contenido de Fames
en el biodiésel se incremente. Para poder alcanzar la especificación de la pureza de biodiésel indicado
en el reglamento técnico centroamericano, es ineludible seguir purificando la muestra y mantener
controlado rigorosamente todo el proceso con el fin de eliminar humedad, impurezas, materia no
convertida o cualquier otra afectación que provoque bajos porcentajes de pureza de Fames.
67

3.7. Parámetros de calidad
En el cuadro X se muestran los resultados obtenidos para lo parámetros de calidad analizados en
la muestra de biodiésel. Dichos parámetros fueron Glicerina libre y total, contenido de agua y
estabilidad a la oxidación.
Cuadro X. Resultados de los análisis de calidad del biodiésel de rastrojo de piña.
Análisis Método Resultado 1 nccrtidumbrc
Unidades Normativa Cumplimiento ±
Contenido de ASTM 0,03 () .() 1
%en Máximo 06304 volumen 0,05
SI agua
Glicerina ASTM 0,02 (l.(ll %masa
Máximo si
libre 06584 0,020
Estabilidad a EN 14112 0,3 IU hora
Mínimo ó la oxidación h
no
FAMES EN 14103 45,8 1,1 %masa Mínimo
96,5 no
El no cumplimiento del parámetro de estabilidad a la oxidación debe a que el biodiésel
producido contiene ácidos grasos poliinsaturados y probablemente impurezas de esteroles que también
poseen insaturaciones, lo que provoca que el biodiésel tenga una baja resistencia a cambios fisicos y
químicos debido a la interacción con el medioambiente y por consiguiente sea más propenso a la
oxidación (Ahmad, Khan, Zafar, & Sultana, 2012),(Aguilar, Rodríguez, González, & Ríos, 2015).
El bajo contenido de agua significa que el proceso de purificación es altamente eficiente. El
bajo contenido de agua se asegura que este biocombustible producido no cause corrosión en los
componentes del motor y, además, se evita un ambiente apto para la propagación de microorganismos.
68
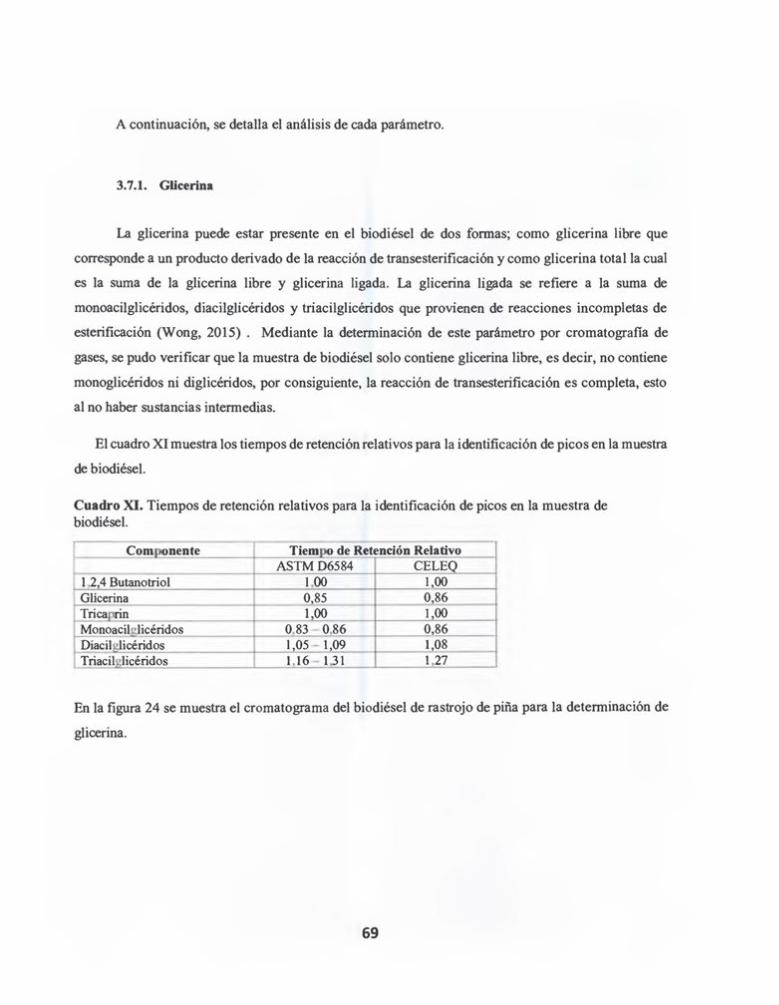
A continuación, se detalla el análisis de cada parámetro.
3.7.1. Glicerina
La glicerina puede estar presente en el biodiésel de dos formas; como glicerina libre que
corresponde a un producto derivado de la reacción de transesterificación y como glicerina total la cual
es la suma de la glicerina libre y glicerina ligada. La glicerina ligada se refiere a la suma de
monoacilglicéridos, diacilglicéridos y triacilglicéridos que provienen de reacciones incompletas de
esterificación (W ong, 2015) . Mediante la determinación de este parámetro por cromatografia de
gases, se pudo verificar que la muestra de biodiésel solo contiene glicerina libre, es decir, no contiene
monoglicéridos ni diglicéridos, por consiguiente, la reacción de transesterificación es completa, esto
al no haber sustancias intermedias.
El cuadro XI muestra los tiempos de retención relativos para la identificación de picos en la muestra
de biodiésel.
Cuadro XI. Tiempos de retención relativos para la identificación de picos en la muestra de biodiésel.
1 ---Comoonente Tiemoo de Retención Relativo
ASTMD6584 CELEQ 1 12,4 Butanotriol 1.00 l ,00
Glicerina 0,85 0,86 TricaPrin 1,00 l 00 Monoacil t!licéridos 0.83 - 0.86 0,86 Diacil1d icéridos l,05 - 1,09 1,08 Triacili;:licéridos 116 - 1.31 1,27
En la figura 24 se muestra el cromatograma del biodiésel de rastrojo de piña para la determinación de
glicerina.
69

1 1
1
Butanotriol ( Sl}
1/ Tricaprin (52)
t1l / e ¡: Q¡
Metil ésteres (FAMES) .~
~. l3
f.Ll -J l -
~· ~ .
;
10 20
Minutos
Figura 24. Cromatograma para la detenninación del contenido de glicerina en el biodiésel producido analizado mediante cromatografía de gases. Véase sección experimental para las condiciones y equipo utilizados.
Una alta conversión de esteres alquílicos aseguran una baja concentración de glicerina total,
por su lado la glicerina libre depende del proceso de producción, donde un valor alto indica una mala
purificación del biodiésel y provoca una incrementos en las emisiones de aldehídos y acroleínas que
provocan perjuicios en la salud humana y animal (Chaves & Espinoza, 2013) (Ruiz, 2016). Por esta
razón se recomienda lavar el biocombustible con agua caliente o con agua acidulada.
A nivel mecánico, una alta concentración de glicerina aumenta la viscosidad del biodiésel,
generando problemas de depósitos en el inyector, obstrucción de los filtros, daños en los sistemas de
inyección debido a la presencia de compuestos inorgánicos y jabones que se acumulan en la glicerina
y una mala combustión a altas temperaturas (Chaves & Espinoza, 2013).
3.7.2. Contenido de agua
El biodiésel es una sustancia higroscópica y absorbe 40 veces más agua que el diésel. La
presencia del agua en este biocombustible causa corrosión en los componentes del motor y bajo
condiciones ácidas genera daños en los tanques de almacenamiento. Otra problemática es que el agua
crea un ambiente apto para propagación de microorganismos, los cuales provocan la formación de
lodos que pueden obstruir los filtros. Por otro lado, algunos microorganismos tienen la capacidad de
convertir el azufre contenido en el biodiésel en ácido sulfúrico que causa corrosión en los tanques de
almacenamiento (Avellaneda, 2010). El biodiésel generado tiene un (0,03±0,01) % en volumen, por
70
consiguiente, cumple con el contenido máximo de agua permitido (0,05% en volumen), y no se tiene
la problemática de un ambiente húmedo que cause la propagación de microorganismos.
3.7.3. Estabilidad de oxidación
Cuando ocurre la oxidación del biodiésel ocurren cambios en las propiedades del mismo tales
como un aumento en el índice de acidez, en la viscosidad y en el índice de peróxido y una disminución
en el índice de yodo y en el contenido de alquilesteres. Todos estos cambios afectan adversamente la
calidad del biodiésel, por lo cual los estudios de estabilidad a la oxidación son de suma importancia
(Zuleta, Ríos, & Calderón, 2012).
La estabilidad a la oxidación se define como la resistencia a cambios fisicos y químicos debido
a la interacción con el medio. Este parámetro es útil para determinar el tiempo de almacenamiento y
la degradación del combustible durante su almacenamiento (Avellaneda, 201 O).
La estabilidad obtenida en el biodiésel fue de (0,3±0,3) h, por lo cual este parámetro no cumple
con la especificación. Esto se puede se debe a que el biodiésel de rastrojo de piña contiene
mayoritariamente ácido gamma linolénico, el cual es un ácido poliinsaturado y por tal razón, al
contener instauraciones es más propenso a oxidarse lo que genera una baja estabilidad a la oxidación
(Aguilar et al., 2015),(Rodríguez, Villanueva, Glorio, & Baquerizo, 2015),(Ahmad et al., 2012).
Asimismo, las posibles impurezas del biodiésel, como esteroles, contienen insaturaciones lo que
contribuye al no cumplimiento en este parámetro.
Para solucionar el no cumplimiento en esta propiedad, varios autores han sugerido utilizar
antioxidantes sintéticos ascorbil palmitato y propil galato o bien, realizar mezclas binarias con otros
tipos de biodiésel, como, por ejemplo, biodiésel de aceite de palma cuya composición en ácidos grasos
saturados es alta, confiriéndole una buena estabilidad oxidativa (Aguilar et al., 2015).
71

Capítulo 4
Conclusiones
El uso de rastrojo de piña para producir biodiésel es un método verde para el tratamiento de estos
residuos. El método actual para la degradación del rastrojo de piña involucra la aplicación de herbicidas
como desecantes en la planta, posterionnente de su incorporación al campo, lo que resulta una práctica
muy ineficiente ya que podría ocasionar problemas al medioambiente, por consiguiente, el uso de
rastrojo en la producción de biodiésel es una alternativa al método actual, sin embargo, es necesario
mejorar el proceso para obtener un biodiésel con mayor pureza.
Los compuestos lignocelulósicos utilizados como sustrato para la producción de biocombustibles tiene
una elevada complejidad por lo cual es necesario utilizar un pretratamiento para incrementar la
accesibilidad a los compuestos fermentables, como la celulosa. Esta etapa se logró utilizando una
hidrólisis enzimática y una fermentación con el hongo Umbelopsis Jsabellina. A través de un análisis
de azucares reductores se pudo verificar que la concentración de la glucosa disminuye con el avance
de la fermentación, lo cual es indicativo que se está degradando este monosacárido y se está
acumulando lípidos. En el presente proyecto, además, se determinó que es necesario realizar una
purificación en columna con el propósito de eliminar las impurezas impregnadas en la etapa de
fermentación, esto es, eliminar el Ergosterol que surge como contaminante el cual causa una
disminución en el contenido de FAMES.
Se determinó que la mezcla de disolventes cloroformo: agua (2: 1) resultó más eficiente que el
sistema metanol: cloroformo: agua (2:2: 1) al obtenerse porcentajes de extracción de 40 y 32%
respectivamente. Esto se debe a que el rendimiento de una extracción es directamente proporcional a
la solubilidad relativa del compuesto a extraer, es decir, la solubilidad relativa los lípidos de la biomasa
son más solubles en el sistema de cloroformo: agua.
72
Durante la etapa de la transesterificación existen varias variables que afectan la conversión de
triglicéridos a biodiésel, por lo cual es importante tener un control riguroso durante el desarrollo de
este proceso. Se debe controlar la cantidad del catalizador ya que un exceso de este ocasiona que se dé
la formación de jabones. Además, se debe utilizar alcoholes anhidros porque el agua favorece la
saponificación. Paralelo a esto, se debe eliminar los ácidos grasos libres, ya que cuanto más alto sea la
acidez en el aceite, la cantidad de F AMES será menor. Para esto, se utilizó una pretransesterificación
donde los ácidos grasos libres se convierten en alquil éster por acción del alcohol.
Se comprobó que el uso de rastrojo de piña para la obtención de biodiésel resulta ser viable y
que tiene propiedades adecuadas. Tiene un bajo porcentaje de agua, por lo tanto, se evita la
propagación de lodos los cuales causan obstrucción en los filtros del sistema de almacenamiento. Por
otro lado, se tiene un bajo porcentaje de glicerina, por consiguiente, se tiene una menor viscosidad y
una mejor combustión.
Recomendaciones
Es necesario aumentar esfuerzos en investigación y desarrollo con el fin de mejor los rendimientos en
la producción de biodiésel y su posterior purificación.
Se debe mantener un control riguroso en las condiciones de producción del biodiésel para asegurarse
que el biocombustible tiene las propiedades adecuadas y de esta manera cumpla con las
especificaciones del reglamento técnico centroamericano de biocombustibles.
Se debe trabajar e investigar en encontrar disolventes para la etapa de extracción de lípidos que
cumplan con los principios de la química verde.
73

Capítulo 5
Bibliografía
Acuña, G. (2006). Piña en Costa Rica:Producción y Ambiente. Revista Mensual Sobre La Actualidad
Ambienta/, 158, 3-14.
Aguilar, C. A., Rodríguez, K., González, S. C., & Ríos, L. A. (2015). Evaluación de la estabilidad
oxidativa del biodiesel de jatropha (Jatropha curcas L) mediante el uso de antioxidantes sintéticos
y biodiesel de palma. lnformacion Tecnologica, 26(2), 51-60. https://doi.org/10.4067/S0718-
07642015000200007
Ahmad, M., Khan, M., Zafar, M., & Sultana, S. (2012). Practica/ Handbook on Biodiese/ Production
. a nd Properties. doi.org/1O.1201lb12719
Anastasiou, E., Lorentz, K. O., Stein, G. J., & Mitchell, P. D. (2014). Prehistoric schistosomiasis
parasite found in the Middle East. The Lancet lnfectious Diseases, 14(7), 553-554.
doi.org/10.1016/sl 473-3099( 14)70794-7
Anayansi, W., & Douglas, O. (2015). Proyecto de biocombustibles método evaluación de ésteres
metílicos de ácidos grasos (fame) reporte de validación.Centro de Investigación en
Electroquímica y Energía Química. San José, Costa Rica.
Artavia, G. (2018). Instructivo técnico de Azúcares por HPLC. Centro Nacional de Ciencia y
Tecnología de Alimentos.San José, Costa Rica.
ASTM D6304. (2016). Standard Test Method for Determination of Water in Petro/eum Products,
Lubricating Oils, and Additives by Coulometric Kar/ Fischer Titration. doi: 1O.l520/D6304-
16E01
ASTM D6751-15. (2015). Standard Specification for Biodiesel Fue! Blend Stock.
doi:org/1O.l520/D6751-12.2
ASTM D 6584. (2014).Test Method for Determination ofFree and Total Glycerin in B-100 Biodicsel
Methyl Esters By Gas Chromatography. doi:org/10.1520/D6584-13E01.2
ASTM D 6751-07. (2007). Standard Specification for Biodiesel Fuel Blend Stock (BlOO) for Middle
Distillate Fuels.doi: 1O.l520/D6751-07B.
74
Avellaneda, F. (2010). Producción y caracterización de biodiesel de palma y de aceite reclicado
mediante un proceso batch y un proceso continuo con un reactor helicoidal (Tesis de doctorado).
Universidad Rovira 1 Virgili, España.
Barros, X. (2015). Obtención de biodiesel a partir de aceite de cocina usado de la ENM (Tesis de
grado). Universidad de Vigo, España.
Batrakov, S., Konova, l., & Sheichenko, V. (2004). Lipids ofthe zygomycete Ahsidia corymbifera.
Biomass Users Network. (2002). Manuales sobre energía renovable: Biomasa. Fortalecimiento de la
capacidad en energía renovable para América central.
doi:org/10.1017/CB09781107415324.004
Bligh, E. G., & Dyer, W. J. (1959). Canadian Joumal of Biochemistry and Physiology. Canadian
Journal of Biochemistry and Physiology, 37(8), 911-917. doi: org/dx.doi.org/10,l 139/cjm2014-
0700
British Petroleum. (2017). Annual report 1 Results and reporting 1Investors1 BP. Retrieved October 5,
2018. Recuperado de https://www.bp.com/en/global/corporate/investors/results-and-
reporting/annual-report.html
CANAPEP. (2018). CANAPEP 1 Cámara Nacional de Productores y Exportadores de Piña.
Recuperado de https://canapep.com/
Castellar, G., Angulo, E., & Cardozo, B. (2014). Transesterificación de aceites vegetales empleando
catalizadores heterogéneos. Prospect, J 2(2), 90-104. https://doi.org/10.1007Is11746-016-2798-
5
Chaves, D., & Espinoza, J. (2013). Purificación y cuantificación de glicerina cruda y adaptación del
método ASTM D6584 para la determinación de glicerina en biodiesel. Revista de Ciencia y
Tecnología, 29(2), 17-29. Retrieved from
http://www.revistas.ucr.ac .cr/index.php/cienc iaytecnologia/article/view/ 15215
Chaves, M. (2003). Producción de Alcohol Carburante ( Etanol ) en Costa Rica : Consideraciones
Sobre su Potencial Real de Uso. XV Congreso ATACORI, (506), 1-17.
Chen, C. L, Huang, C. C., Ho, K. C., Hsiao, P. X., Wu, M. S., & Chang, J. S. (2015). Biodiesel
75

production from wet microalgae feedstock using sequential wet extraction/transesterification and
direct transesterification processes. Bioresource Technology, 194, 179-186.
doi:org/10.1016/j.biortech.2015.07 .021
Cortés, T. (2013). Evaluación de Pretratamiento con Líquidos Jónicos Próticos para la Producción
de Bioetanol de Segunda Generación (Tesis de grado). Universidad de Chile, Chile.
Cuervo, L., Folch, J., & Quiroz, R. (2009). Lignocelulosa como fuente de azúcares para la producción
de etanol. Bio Tecnología, 13(3), 11-25. Retrieved from
http://www.smbb.com.mx/revista/Revista_2009 _3/Lignocelulosa.pdf
Drift, A. Van Der, & Boerrigter, H. (2006). Synthesis gas from biomass for fuels and chemicals.
Energy research Centre of the Netherlands ECN. Amsterdam, Holanda. Recuperado de
https://publicaties.ecn.nl/PdfFetch.aspx?nr=ECN-C--06-001
Endalew, A. K., Kiros, Y., & Zanzi, R. (2011). Inorganic heterogeneous· catalysts for biodiesel
production from vegetable oils. Biomass and Bioenergy, 35(9), 3787-3809.
doi:org/10.1016/j.biombioe.2011.06.011
Inteco. (2017). Inte E44:2017. Combustibles. Biodiésel para motores y equipos industriales.
Recuperado de https://www .inteco.org/shop/product/inte-e44-2017-combustibles-biodiesel
para-motores-y-equipos-industriales-especificacion-751 ?variant=726
Fuentes, P., & Monge, A. (2015). Determinación de ácidos grasos, glicerina libre y glicerina total en
biodiésel. Revista de Ciencia y Tecnología, 31(2), 52--65.
García, A. (2013). Estimación del potencial de producción de biocombustibles en Costa Rica a partir
de cultivos energéticos , agroenergéticos y aceites usados , al 2021, 1-196.
García, J. M. (2006). Biocarburantes Líquidos: Biodiésel Y Bioetanol. Fundación para el crecimiento
de Madrid CEIM. Recuperado de
http://www.madrimasd.org/uploads/informacionidi/biblioteca/publicacion/docNT/vt4_biocarbu
rantes _liquidos _ biodiesel__y _ bioetanol.pdf
García, M. C. (2008). Producción de biodiesel mediante fermentación en estado sólido de compuestos
lignocelulósicos derivados del bagazo de remolacha. Revista Corpoica - Ciencia y Tecnología
Agropecuaria, 9, 66-72.
Gardeli, C., Athenaki, M., Xenopoulos, E., Mallouchos, A., Koutinas, A. A., Aggelis, G., &
76

Papanikolaou, S. (2017). Lipid production and characterization by Mortierella (Umbelopsis)
isabellina cultivated on lignocellulosic sugars. Journal of Applied Microbiology, 123(6), 1461-
1477. doi: org/10.1111/jam.13587
Gil, M. R. (2017). Producción de biodiésel a partir de aceite de girasol en una planta piloto de
reacción por cavilación (Tesis de grado). Universidad de Valladolid, España.
Gobierno de Costa Rica. (n.d.). País afina su camino a la carbono neutralidad con nuevo Programa
País. Recuperado de https://presidencia.go.cr/
Gracia, C. (2004). Biodiesel. Biocombustibles: ¿energía o alimento?. Recuperado de
https:/ ldocplayer. es/ 13 69 5 667-4-bioetanol-c-wacia-biocombustibles-enerf!ia-o-alimento-4-
bioetanol-77.html
Herrera, J. (2017). Informe Estado de la Nación en Desarrollo Humano Sostenible 2017. Estado de La
Nación, 65. Recuperado de
https://estadonacion.or.cr/files/biblioteca _ virtual/023/ Ambientales/Herrera _J _ 20 l 7a.pdf
ICE. (2017). Generación y Demanda Informe Anual Centro Nacional de Control de Energía.
Recuperado de
https://apps.grupoice.corn/CenceWeb/CenceDescargaArchivos.jsf?ini t=true&categoria=3&codi
goTipoArchivo=3008
Instituto Costarricense de Electricidad. (n.d.). Centro Nacional de Control de Energía Costa Rica -
CENCE. Retrieved March 29, 2019, from https://apps.grupoice.corn/CenceWeb/CenceMain.jsf
lntemational Energy Agency. (2018). Fuels and technologies. Recuperado de https://www.iea.org.
Irías, A., & Lutz, G. (2014). Composición química de la biomasa residual de la planta de piña. Ciencia
y Tecnología, 30, 27-34.
Knothe, G. (2010). Calidad del combustible biodiésel y la norma astm Biodiesel fuel quality and the
astm standard. Progress in Energy and Combustion Science, 31, 162-171.
Li, J., & Guo, Z. (2017). Structure evolution of synthetic amino acids-derived basic ionic liquids for
catalytic production ofbiodiesel. ACS Sustainable Chemistry and Engineering, 5(1), 1237-1247.
do:.org/10.1021 /acssuschemeng.6b02732
77

Liao, W. (2015). Effects of protein and lignin on cellulose and xylan analyses of lignocellulosic
biomass. Joumal of lntegrative Agriculture, /6(6), 1268-1275.
Lutz, G., Chavarría, M., Arias, M. L., & Mata-Segreda, J. F. (2006). Microbial degradation of palm
(Elaeis guineensis) biodiesel. Revista de Biologia Tropical, 54(1), 59-63. Recuperado de
http://www.scopus.com/inward/record.url?eid=2-s2.0-
33847 639427 &partnerID=40&md5=cc8f8b4c9eee4l6fa4e40d65e1 790c5 l
Márquez, O., Juárez, L., & Trigos, A. (2013). Aislamíento e identificación de esteroles de una cepa
comercial de Pleurotus sp. doi: org/l 0.5154/r.rchscfa.2013.12.044.
Martínez, M., Álvarez, S. T., Campi, M. G., Bravo, J. A., & Vila, J. L. (2015). Ergosterol from the
mushroom laetiporus sp, isolation and structural characterization. Revista Boliviana de química,
32, 90-94. Recuperado de https://www.redalyc.org/pdf/4263/426342647004.pdf
Meeuwse, P., Klok, A. J., Haemers, S., Tramper, J., & Rinzema, A. (2012). Growth and lipid
production of Umbelopsis isabellina on a so lid substrate - Mechanistic modeling and validation.
Process Biochemistry, 47(8), 1228-1242. https://doi.org/10.1016/j.procbio.2012.04.017
MINAE, MAG, P. (2009). Informe del proyecto "Reduciendo el escurrimiento de plaguicidas al mar
caribe. " San José, Costa Rica.
MINAE. (2008). Programa Nacional de Biocombustibles. San José, Costa Rica.
MINAE. (2015). Plan Nacional de Energía 2015-2030. San José, Costa Rica.
Míttelbach, M., & Remschmidt, C. (2004). Biodiesel. The comprenhensive handbook. Recuperado de
https://www.worldcat.org/title/biodiesel-the-comprehensive-handbook/oclc/5 7564284
Morales, S. (2015). Hidrólisis ácida de celulosa y biomasa lignocelulósica asistida con líquidos
iónicos (Tesis de doctorado). Universidad Autónoma de Madrid, España.
Moreno, P., & Martínez, M. (2011). Un triterpenoide del cuerpo fructífero de Ganodenna lucidum
cultivado en Colombia.Vitae, 18(1), 11-15.
Plata, V., Kafarov, V., & Moreno, N. (2009). Desarrollo de una metodología de transesterificación de
aceite en la cadena de producción de biodiesel a partir de microalgas. Prospect., 7(2), 35-41.
doi.org/l 0.1590/S 1413-70542008000400032
78

Quintero, M., Carvajal, Y., & Aldunce, P. (2012). Adaptación a la variabilidad y el cambio climático:
intersecciones con la gestión del riesgo. Luna Azul, 34, 240-256.
doi.org/l O. l 715 l/luaz.2015.40.14.
REDICA-UCR. (n.d.). Gasificación de desechos agrícolas para la producción de energías. Retrieved
July 16, 2018, from http://proyectogasificacion.strikingly.com/
Rinaldi, R .. & Schuth, F. (2009). Design of solid catalysts for the conversion of biomass, Energy.
Environ. Sci, 3(3), 290-296.
Rodríguez, G., Villanueva, E., Glorio, P., & Baquerizo, M. (2015). Oxidative stability and estimate of
the shelf life of sacha inchi (Plukenetia volubilis L.) oil. Scientia Agropecuaria, 6(3), 155-163.
https://doi.org/l O. l 7268/sci.agropecu.2015.03.02
Rojas, M. B. (2013). Esquema simplificado del metabolismo del hongo U/sabellina (tesis de grado).
Universidad de Costa Rica, Costa Rica.
Rosi, M., Arnaretti, A., & Leonardi, A. (2004). Getting lipids biodiesel from oleaginous fungí.
Biodiesel- Feedstocks and Processing Technologies., 71-92.
Ruiz, M. (2016). Metodología de purificación del biodiesel producido en la planta experimental de
ECOPE, utilizando resinas de intercambio iónico (Tesis de grado). Universidad de Costa Rica,
Costa Rica.
SciELO - Scientific Electronic Library Online. (2018). Espectro de Triglicéridos. Recuperado de
http://www. scielo. br/img/revistas/jbchs/v26n7/O103-5053-jbchs-26-07-l 43 l -gfD2 .jpg
Sheehan, J., Camobreco, V., Duffield, J., Grabosk, M., & Shapouri, H. (1998). An Overview of
Biodiesel and Petroleum Diesel Life Cycle. Recuperado de
https://www.nrel.gov/docs/legosti/fy98/24772.pdf
Statistical Review of World Energy Home BP. (2018). Recuperado de
https://www.bp.com/en/globaVcorporate/energy-economics/statistical-review-of-world
energy.html
Takeda, l., Tamano, K., Yamane, N., Ishii, T., Miura, A., Umemura, M., ... Machida, M. (2014).
Genome Sequence of the Mucoromycotina Fungus, 2(1), 1-2.
https://doi.org/I O. l 128/genomeA.00071-14.Copyright
79

Tyson, K., Bozell, J., Wallace, R., Petersen, E., & Moens, L. (2004). Biomass Oil Analysis: Research
Needs and Recommendations. doi: l 0.2172115009676.
UNE-EN-14103. (2013). Determinación del contenido de éster y del éster metílico del ácido linoleíco.
doi.orgll 0.1039/cOcpO 1060j
UNE-EN-14112. (2003). Standard Test Method for Determination of Water in Petroleum Products,
Lubricating Oils, and Additives by Coulometric Karl Fischer Titration. Recuperado de
https://pentasflora.com/wp-content/uploads/2014/02/06304. pdf.
Wankat, P. (2006). Separation Process Engineering. Massachusetts, Estado Unidos: Prentice Hall.
Wells, M. J. M. (2003). Principies of extraction and the extraction of semivolatile organics from
liquids. Recuperado de http://www2.sci.u
szeged.hu/inorg!Sample%20prep%20for°/o20organics.pdf.
Wong, A. (2015). Instructivo técnico de determinación de glicerina libre y total en biodiese/. Centro
de Investigación en Electroquímica y Energía Química. San José, Costa Rica.
Zárate, D., & Ramírez, R. (2016). Matriz energética de Costa Rica - Renovabilidad de las fuentes y
reversibilidad de los usos de energía. Friedrich Ebert Stiftun, 4, 28. Retrieved from
http://library.fes.de/pdf-files/bueros/fesamcentraV 12979. pdf
Zikou, E., Chatzifragkou, A., Koutinas, A.., Papanikolaou, & S. (2013). Evaluating glucose and xylose
as cosubstrates for lipid accumulation and y-linolenic acid biosynthesis of Thamnidium elegans.
J Appl Microbio/, 114(4), 1020-1032.
Zuleta, E., Ríos, L., & Calderón, J. (2012). Estudio de la estabilidad oxidativa de biodiésel de aceite
de palma en contacto con materiales metálicos y poliméricos automotrices Revista Ingeniería y
Competitividad, 90(2), 83-90.
80

Capítulo 6
Anexos
Apartado l. Determinación de la cantidad de metano! necesaria para realizar la
transesterificación.
CH - 0 - COR2
CH2 - COR3
Triglicéridos
Figura 25. Reacción de transesterificación
KOH
CH3 - O - CO - R1
CH3 - O - CO - R2
CH3 - O - CO - R 3
Ésteres metílicos
(Biodiésel)
La reacción se puede representar de la siguiente manera
Triglicéridos + 3 MeOH < > 3 biodiésel + glicerina
+
El grupo R de los triglicéridos en general está formado por 17-18 átomos de carbono.
Siendo R= 18 entonces se tiene que: CnH2n+ 1= C1sH37
CH 2 - OH
CH - OH
CH 2 - OH
Glicerina Libre
En total se tiene 3 grupos R (R1, R2 y R3) además adicionalmente la molécula contiene 6 carbonos, 6
oxígenos y 5 hidrógenos, por consiguiente, la masa molecular del triglicérido es:
60 Carbonos= 12 gimo! * 60= 720 glmol
116 hidrógenos= 1 glmol* 116= 116 glmol
6 oxígenos= 16 g/mol * 6= 96 g/mol
Masa molar= 932 gimo!
Suponiendo que se quieren transesterificar l 00 g de aceite:
81

n aceite= 100 g/932 g/mol= O, 107 mol
por la estequiometría de la reacción se sabe que 3n aceite= n MeOH, sin embargo como se detalló en
la discusión se requiere que 7n aceite= n MeOH, por lo tanto
7*0,107 mol aceite= 0,749 mol de MeOH.
Por lo tanto la cantidad de metanol que se requiere en mL es:
0,749*32 g/mol
0,79 g/ml 30 mL MeOH
Apartado II. Condiciones cromatográficas para realizar la caracterización del biodiésel de rastrojo
de piña.
Columna
Presión= 15,7 psi flujo=l,2 ml/min velocidad promedio=32 cm/s modo=presión cte
Inyector
T=250
Hold time= O min
Run time= 28,667
Horno
Ti - 100 hold time min= O run time=O
Rampa 1 = flujo= 15 C/min Ti=200 hold=O run time= 6,66
Rampa 2= flujo=5 T=300 hold time=2 min run time=28,6667
Post run= 300
Post run time= O
Detector (FID)
Heater= 300
H2 flow= 40 mUmin
82

Air flow= 400 mL/min
Make up flow(N2)= 28,8 mL/min
Const col+ makeup= 30 mL/min
Lit offset= 1 pA
Si goal
Data rate/ mínimum peak width= 1 O Hz/ .02 Min
Apartado 111. Datos experimentales para realizar la identificación de los esteres metílicos
contenidos en el biodiésel de pifia.
4,
• !i)
l"I :11
"' 1
11'1 'J. f .- ....
•
• ti
JJll 41!1
•
.. _,_
:i
Jiríl d ..
Figura 26. Cromatograma experimental para realizar la identificación de las seíiales en el cromatograma del biodiésel (Anayansi & Douglas, 2015).
83

Cuadro XII. Tiempos de retención de los ésteres metílicos.
Número Ester Metílico Tiempo de Número Ester Metílico Tiempo de de Ácido Retención de Ácido Retención
(mio) {mio} (1) Butírico (C4:0) 2.472 (20) Linoleaídico -
CC18:2n60 1 Capróico (C6:0) 2.596 (21) y-linolénico 12.388
(C18:3n6) 3 Caprílico (C8:0) 3.700 (22) a-linolénico -
(C18:3n3 ) 4 Cáprico (Cl 0:0) 5.211 23 Araquídico ( C20:0) 15.800
(5) Undecanóico (Cl 1:0) 6.009 (24) cis-11-eicosenóico 15.398 (C20:ln9)
6 Láurico (Cl2:0) 6.800 (25) cis-11, 14- -
eicosenóico (C20:2> (7) Tridecanóico (Cl 3:0) 7.619 (26) cis-8, 11, 14- 15.021
eicosenóico (C20:3n6)
Mirístico (C14:0) 8.517 (27) cis-11, 14, 17- -eicosenóico (C20:3n3 )
(9) Miristoléico (Cl4:1) 8.368 (28) Araquidónico 14.764 (C20:4n6)
(10) Pentadecanóico 9.506 (29) Cis-5,8,11,14,17- -(C15:0) eicosapentanóico
(C20:5n3) (I 1) cis-10- 9.368 (30) Heneicosanóico 17.198
pentadecanóico (C21:0) (Cl5: 1)
l 2 Palmítico (C16:0 ) 10.604 31 Behénicol C22:0) 18.600 (13) Palmitoléico (Cl 6:1 ) 10.350 (32) Eúrico (C22:ln9) 18.211 14 Heptadecanóico 11.794 (33) Cis-13,16- 18.118
tCl 7:0 1 docoseinóico (C22:2) (15) cis-10-heptadecanóico l l.521 (34) Cis-4,7, 10, 13,16,19- 17.359
(C17:1) docosahexanóico 1
(C22:6n3) 16 Esteárico (C18:0) 13.076 (35) Tricosanóico (C23:0) 19.984
(17) Oléico (C18:ln9c) 12.716 36 Lim1océrico (C24:0) 21.353 t
' ( 1 ~) Eláidico ( C 18: 1 n9t) (37) Nervónico C24:ln9'1 20.985 t -- -
(19) Linoléico IC18:2n6c ) -
84

Apartado IV. Preparación de la curva de calibración para la determinación de la cantidad de
glicerina en el biodiésel.
Cuadro XIII. Volúmenes de las respectivas disoluciones estándares para realizar la curva de calibración para la determinación de glicerina. (Anayansi & Douglas, 2015).
Disolución Estándar Volumen Adicionado, V (µ,I)
1 2 3 4 5 Glicerina 10 30 50 70 100
Monoleína 20 50 100 150 200
Di oleína JO 20 40 70 100
Tri oleína 10 20 4D 70 100
Butanotriol 100 100 100 100 100
Tricaprin 100 100 100 100 100
85