processing food for consumption and controlling ...nfscfaculty.tamu.edu/talcott/courses/fstc311/fstc...
TRANSCRIPT

Processing Food for Consumption and Controlling
Microorganisms by ProcessingMatthew Taylor
FSTC 311, Fall 2015 Texas A&M University
Objectives of Lectures• Identify factors relevant to food processing systems impacting
the microbiota in the processed food
• Describe impacts of processing on the numbers and types of microbes surviving processing
• Describe some methods to assess the efficacy of processing to control microorganisms
• Identify key characteristics of selected non-thermal processing technologies impacting microbial survival
• Discuss some examples of the intersection of food regulations, processing and microbiology of foods

Key Definitions
• See handout for key definitions of importance.
Thermal Processing of Food
(Chapter 2, course textbook)
Image: www.tcal.com (Used w/o permission)

Differing Intensities of Thermal Processes
• Blanching: Designed to inactivate enzymes in plant-derived foods (not nuts), but some microbial inactivation achieved (1.0-2.0 log10-cycles)
• Low heat-tolerant microbes reduced
• Psychrotolerant LAB, psychrotrophs
• Hot-Filling: Filling of an unsterilized container with a food product sufficiently heated to render the final product in container commercially sterile.
• Pasteurization: Process, treatment of food that reduces microorganism in the food of public health concern that is most resistant to the process to a level not likely to cause harm/public health risk (NACMCF, 2004)
• Cells of other contaminating microbes are also destroyed during process
• Thermal, non-thermal, chemical
• Commercial Sterility: Produces shelf-stable product through inactivation of all microbes (including spores) capable of growth during normal non-refrigerated post-process handling (FDA: 21 CFR 110, 113)
• May indicate destruction of all cells of public health concern
Factors Impacting the Selection and Design of a Thermal Process
• Intrinsic
• Food physical state
• Composition, water content/activity, pH
• Antimicrobial presence, types
• Extrinsic
• Cooking method (direct, indirect)
• Temperature/heat gradient of heating medium and food
• Cook in package? Heat transfer kinetics of package, package dimensions, material
• Size of food unit (mass, volume)
• Microbiological
• Numbers, types of cells likely ingoing in raw food
• Age of microbes, prior exposure to sub-lethal heating, potential for injury
• Identification of pathogen of concern and process resistance
• Defined process lethality targets

Physical State of Food• Physical state: solid, liquid, mixed components
• Liquid foods generally require less intense process for heating versus solids
• Must cook food to ingredient/component with slowest heat absorption properties
• Heat transfer method through food
• Conductive: heat transfer inter-molecularly within food product
• Convective: heat transfer from fluid to fluid or fluid to solid (molecules giving up heating during movement)
• Radiative: Energy absorption from EM waves dissipated as heat
Composition of Food• Highly complex foods tend to provide
thermo-insulatory protection to microorganisms
• Polysaccharides, proteins
• Lipids
• Product acidity, pH: Greater acidity reduces needs for higher process intensity
• High water-containing: Greater process efficacy
• Reduced aw: reduced microbial destruction
• Water is a heating medium
• Antimicrobial presence, typeswww.dicksfoodmarket.com (Used w/o permission)

Product Acidity• Low-acid canned foods (LACF)
• Equilibrium pH >4.6
• aw >0.85
• Acid canned foods (ACF)
• Natural pH < 4.6
• Acidified canned foods
• Low-acid foods to which acid or acid foods are added
• Equilibrium pH < 4.6
• aw >0.85
www.nchfp.uga.edu
Defining LACF from Acidified Canned Foods (www.fda.gov)
Final Equilibrium pH
Water Activity (aw)
LACF (21 CFR 108.35/113)
Acidified (21 CFR 108.25/114)
< 4.6 < 0.85 No No
< 4.6 > 0.85 No Yes
> 4.6 < 0.85 No No
> 4.6 > 0.85 Yes No

Method of Cooking• Direct versus indirect heating technologies
• Direct: Contact of food with heating medium
• Indirect: No contact; separation of medium with food
• Temperature gradient
• Food packaging
• Plastic versus metal, rigid versus flexible
• Heat transfer kinetics of package
• Size of individual food unit or bulk processing with post-process packaging
Microbiological Factors• Numbers of microbes at heating/processing
• Higher initial microbiological load requires longer process time to target lethality
• Higher ingoing load may allow for greater opportunity for persister cells
• Types
• Gram-positives more heat resistant versus Gram-negatives
• Spores (bacterial, fungal) more thermo-tolerant versus vegetative cells
• Thermoduric, thermophilic
• Age of cells, prior history
• Exponentially growing cells more heat susceptible versus resting/stationary phase
• Prior sub-lethal heating impacts:
• Injury: inability to be recovered on organism-appropriate plating media (selective)
• Adaptation: increased survival to subsequent heating
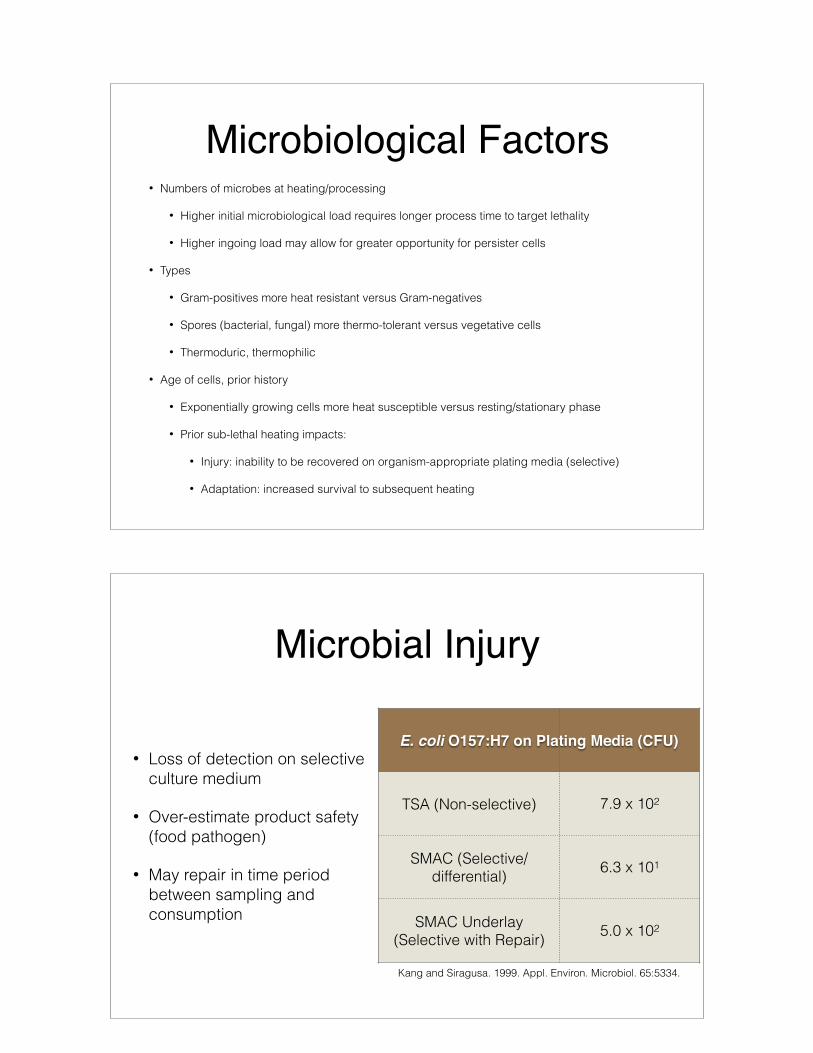
Microbial Injury
• Loss of detection on selective culture medium
• Over-estimate product safety (food pathogen)
• May repair in time period between sampling and consumption
E. coli O157:H7 on Plating Media (CFU)
TSA (Non-selective) 7.9 x 102
SMAC (Selective/differential) 6.3 x 101
SMAC Underlay (Selective with Repair) 5.0 x 102
Kang and Siragusa. 1999. Appl. Environ. Microbiol. 65:5334.

Food-Specific Pathogen of Concern
• Most process-tolerant pathogen likely to occur with history of disease
• Typically defined by supervising regulatory agency
• Fully cooked meat, poultry: Salmonella
• LACF: Clostridium botulinum
• Smoked, salted seafood: Staphylococcus aureus
• Pasteurized fruit juice: E. coli O157:H7, Salmonella
Process Lethality Targets• May be defined by:
• Regulatory agency (e.g., FSIS performance standards for meat; pasteurized fluid milk and FDA/states)
• Desired food safety need: performance criteria
• FSO: Food Safety Objective
• Gives measurable targets for pathogen control during process or at consumption
Hol
d Pe
riod
at D
esig
nate
d Te
mpe
ratu
re
(min
)
0
35
70
105
140
Minimum Internal Product Cook Temperature
54.4°C 58.4°C 62.8°C 67.2°C 70.0°C
6.5 log (Meat) 7.0 log (Poultry)
USDA-FSIS. 1999. Fed. Reg. 64:732-749.

Impacts of Heat Application on Microbial Cells
• Reduction, halting of microbial replication (heating temperature exceeds optimal growth temperature)
• Denaturation of enzymes, DNA (uncoiling, separation of double strand)
• Reduced permeability of membrane, LPS release
• Ribosome degradation
• Inactivation of components, systems needed for spore germination
Stress Adaptation of Sub-Lethally Heated Microbes
• Induction of heat-shock proteins and stress response operon (rpoS)
• Protection against irreversible DNA uncoiling, membrane protein release
• Exchange of membrane lipids to higher heat tolerant lipids
• Potential cross-protection against acid application (non-specific adaptation responses lead to tolerance enhancement against stressors with similar antimicrobial attack points)

Predicting the Inactivation of Microbes by Heat Application
• Typically assumed to adhere to 1st order kinetics at constant temperature (constant death rate)
• Rate of microbial death changes as heating temperature raised, lowered
• Can be mathematically predicted for process design
-t / D = log [N / N0]
N: Microbe’s population at time t
N0: Microbe’s population at process start
D: Decimal reduction time (time at constant temperature required for 1.0 log10-cycle reduction;
D = 2.303 / KT (KT : process rate constant [1/s])

1
10
100
1000
10000
100000
1000000
10000000
0 5 10 15 20 25
Decimal Reduction Time (D-value)• Time at constant temperature required
to achieve 1.0 log10-cycle inactivation of microbe
• D-value changes as a function of process temperature
• Can compare D-values of differing microbes at same temperature to understand relative heat resistances
• D = -(1/m) [m = slope of best fit line])
D = (ti - t0) / (log0 - logi)
t = time of process
log = log10 of plated survivor counts
D-value
0.00 0.25 0.5 0.75 1.00 5.0 10 150
2
4
6
8
LOD
Time (min)
Mea
n Sa
lmon
ella
(log
10 C
FU/g
)
150 F
155 F
160 F
Salmonella Project and D-value Calculation
• Cocktailed Salmonella serovars
• S. Enteritidis
• S. Senftenberg (heat resistant serovar)
• Heated at differing temperatures
• Differing survival curves as function of temperature

Salmonella Project and D-value Calculation
• Survivor curve visually inspected for minimum of three points demonstrating good linearity (R2 > 0.9)
• Using linear regression tool in plotting software (e.g., MS Excel), obtain the equation for the best fit line
• y = mx + b (m = slope)
• D = -(1/m)
Salmonella Project and D-value Calculation
Replicate 150°F (65.6°C) 155°F (68.3°C) 160°F (71.1°C)
Best Fit Line Slopes
1 -4.42 -5.69 -11.02
2 -3.26 -6.29 -12.0
3 -4.35 -5.52 -11.84
Calculated D-values
1 0.23 0.18 0.09
2 0.31 0.16 0.08
3 0.23 0.18 0.08
Mean + SD 0.25 + 0.05 0.17 + 0.01 0.09 + 0.00
Z-Value• Thermal process constant
• Larger z-values indicate greater microbial resistance to process variability
• Temperature difference (°F) producing a 10-fold change in the microbe’s D-value
Z = ΔT / (logDT2 - logDT1)
ΔT: change in processing temperatures
logDT: log10 of D-value at process temperature
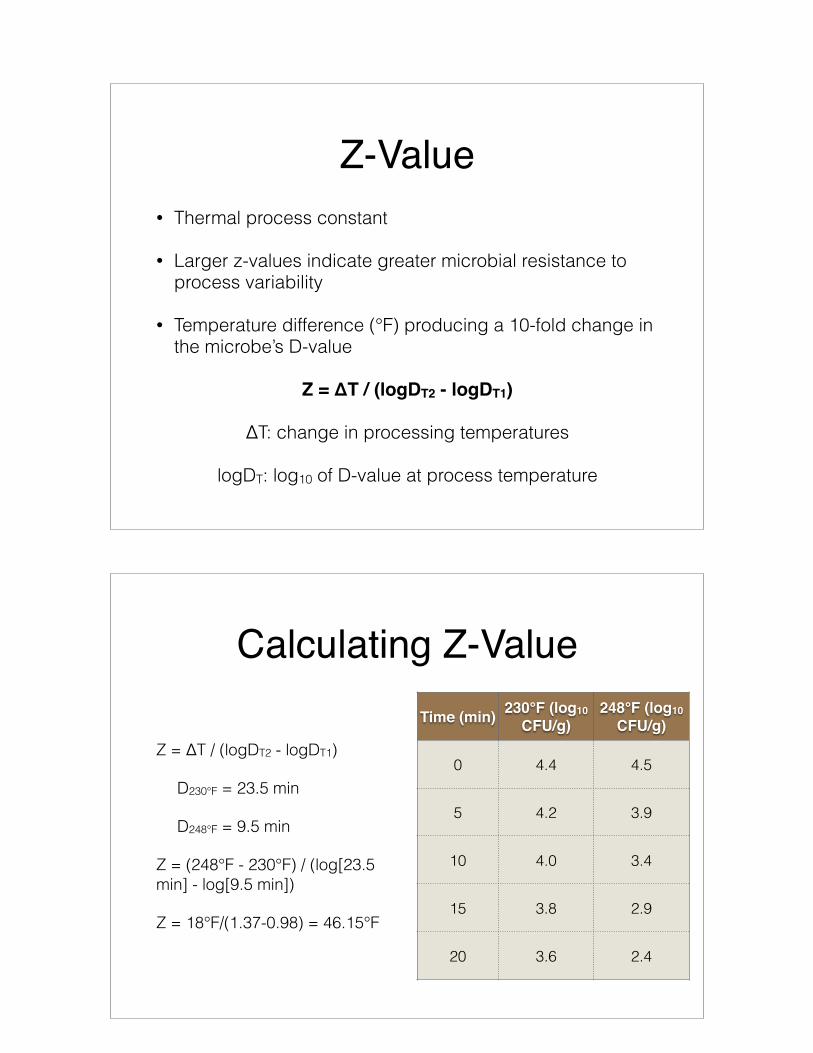
Calculating Z-Value
Z = ΔT / (logDT2 - logDT1)
D230°F = 23.5 min
D248°F = 9.5 min
Z = (248°F - 230°F) / (log[23.5 min] - log[9.5 min])
Z = 18°F/(1.37-0.98) = 46.15°F
Time (min) 230°F (log10 CFU/g)
248°F (log10 CFU/g)
0 4.4 4.5
5 4.2 3.9
10 4.0 3.4
15 3.8 2.9
20 3.6 2.4

1
10
100
1000
100 110 120 130
Determination of Z-Value
• Z is the negative inverse of slope of best fit line for temperature vs. TDT curve
• Z = -(1/m)
• For experimental Z determination, a minimum of three process temperatures should be used to determine Z
Z-value
Z-Value Regression Determination
log(
D)
-1.1
-0.825
-0.55
-0.275
0
Process Temperature (°F)
150 152.5 155 157.5 160
Best Fit Line Rep. 1 Rep. 2 Rep. 3
Slope (m) -0.0397 -0.0566 -0.0435
R2 0.94 0.99 0.92
Z (-[1/m]) 25.19 17.67 22.99
Mean Z + SD (°F) 21.95 + 3.87

Thermal Death Time (F-Value)
• Process time at a given temperature required to gain desired/required lethality to POC or other microbe.
• Multiple of D-value assuming 1st order kinetic of microbial death
• FX°F = DX°F (Δlog) = Dreflog(N/N0)
• Often expressed as FzTref
• Can be expressed as Flog lethalityTref (e.g., F5.0150°F)
F0 and the Botulinum Cook• Low acid canned foods POC: C. botulinum
• FDA mandatory 12 log10-cycle inactivation of the pathogen (reduction of risk to safe level)
• 12-D process
• Effectively reduces to 1 spore of C. botulinum in 1012 cans
• D250°F = 0.21 min; Z = 18°F
• F0 = 0.21 x 12 = 2.52 min
• Processed beyond minimum requirements for spoilage anaerobic sporeformer destruction

Process Lethality and Microbiological Spoilage
• Thermal processing (canning) has both food safety and quality preservation impacts
• Differing lethality targets for spoilage microbes versus pathogens in LACF
• 12-D: C. botulinum
• 5-D: C. sporogenes PA3679 (spoilage anaerobe), G. stearothermophilus (aerobic thermophile)
Canned Food Spoilage• Enzymatic: Hydrogen swells, excess CO2 release, product
browning, can corrosion (acidic foods), product discoloration, softening, or gelation
• Microbiological
• Inadequate heating (Spores germinating with post-germination cooling)
• Post-heat cooling that is too slow (thermophile germination)
• Leakers (can integrity broken)

Spoilage Microbiota: Inadequate Heating, Slow Cooling
• Flat sour: Aerobic sporeformers (Bacillus, Geobacillus spp.)
• Thermophilic, mesophilic anaerobic spoilage (Clostridium spp.)
• Sulfur-stinker spoilage: D. nigrificans
• Gram-negative anaerobic sporeformer
• Flat can with H2S production and leaching of iron from can - FeS2 precipitate (black speck spoilage)
Leaker Cans
• Mold growth, LAB growth/fermentation
• Vegetative spoilage microbiota growth
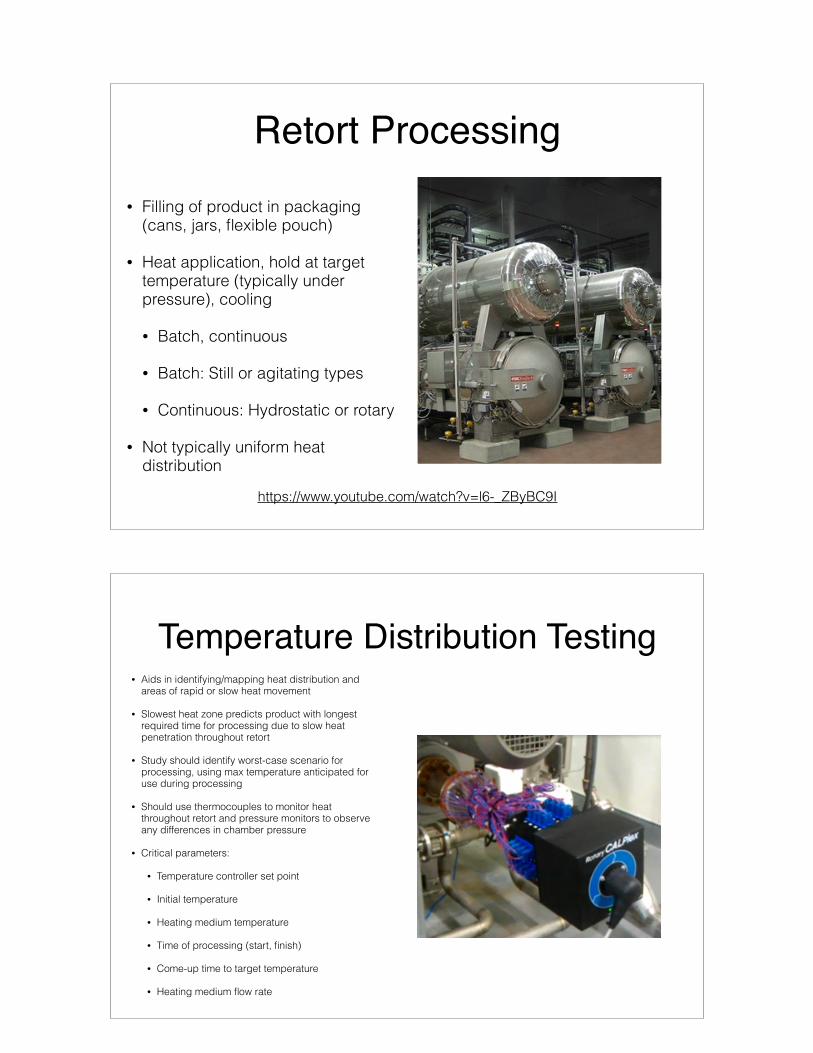
Retort Processing• Filling of product in packaging
(cans, jars, flexible pouch)
• Heat application, hold at target temperature (typically under pressure), cooling
• Batch, continuous
• Batch: Still or agitating types
• Continuous: Hydrostatic or rotary
• Not typically uniform heat distribution
https://www.youtube.com/watch?v=l6-_ZByBC9I
Temperature Distribution Testing• Aids in identifying/mapping heat distribution and
areas of rapid or slow heat movement
• Slowest heat zone predicts product with longest required time for processing due to slow heat penetration throughout retort
• Study should identify worst-case scenario for processing, using max temperature anticipated for use during processing
• Should use thermocouples to monitor heat throughout retort and pressure monitors to observe any differences in chamber pressure
• Critical parameters:
• Temperature controller set point
• Initial temperature
• Heating medium temperature
• Time of processing (start, finish)
• Come-up time to target temperature
• Heating medium flow rate

Heat Penetration Testing• Design to determine the cold spit in batch
processing for retort
• Completed after process change, equipment change, should be done to validate proper heat processing
• Key factors to consider in design:
• Product-related factors (composition, fill, weight, viscosity, heat transfer)
• Container factors (geometry, type of packaging material, heat transfer, headspace, orientation, stacking/arrangements)
• Seal integrity
• Retort: Size, heating medium, rotation rate, rack and dividing systems
www.ubc.ca
Thermal Process Validation
• Microbiological testing
• Temperature measurement
• Time/temperature integrator

Microbiological Plating Validation
• A direct validation method
• Utilizes pathogen or spoiler surrogate microbe previously tested for equivalent or greater heat resistance
• Relies upon determination of microbiological load reduction following heating
• Reduction: Inoculated system of organism with elevated heat resistance. Know ingoing load and survivors to calculate log10-reductions achieved
• Endpoint: Inoculate with organism and test for evidence of survival or no survival. Lack of survival evidence indicates complete kill of inoculum
Temperature Measure
• Process TDT can be determined (F-value)
• Knowledge of time/temperature history/evolution must be known at cold-spot
• Can also be determined through placement and multi-data return thermocouples/data loggers
Time/Temperature Integrators
• Non-biological indicators with similar inactivation/destruction kinetics as microorganism of interest
• Molecule, enzyme (e.g., alkaline phosphatase used as pasteurization process completion in fluid milk pasteurization)
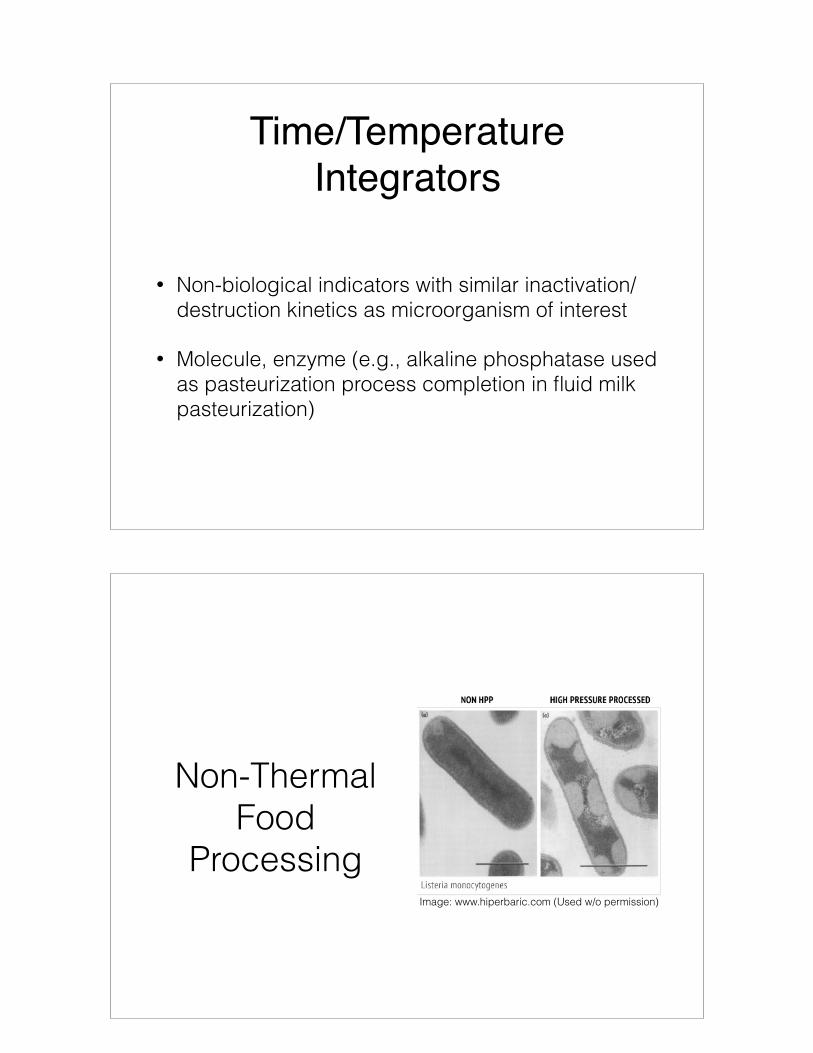
Non-Thermal Food
ProcessingImage: www.hiperbaric.com (Used w/o permission)

Equating Thermal and Non-Thermal Pasteurization
• Key definitions Handout.
• NACMCF (2004) proposed definition:
“process, treatment, or combination thereof, that is applied to food to reduce the most resistant microorganism(s) of public health significance to a level that is not likely to present a public health risk under normal conditions of
distribution and storage.”
• Needed to allow processors to demonstrate process efficacy if choosing to use non-thermal process for foods manufacture
Key Considerations in Alternative Pasteurization Development
1. What scientific criteria should be used to determine the process efficacy and whether alternate process is equivalent to conventional pasteurization?
2. Is there further research needed to determine such criteria?
3. What is/are the most resistant microorganism(s) of public health significance for each process?
4. What data are needed and how to go about capturing scientific data for process validation/verification? How much data? What use are models?
5. What hazards may be created by the use of the alternative process?
NACMCF (2004)
Scientific Criteria to Consider• Differing foods have unique food safety targets based on risk evaluation and
performance standards
• Roast beefs (Salmonella, 6.5 log10-cycles)
• Milk (Coxiella, 100,000 Guinea Pig units [6.0 log10-cycles])
• Juice (E. coli O157:H7, 5.0 log10-cycles)
• Food Safety Objective (FSO): Useful to assess appropriate public health impact of process for food
• Hazard analysis and HACCP
• Pathogens of greatest concern that may resist process
• Must validate process for process control and hazard reduction/removal
• Capacity of alternative process to reduce pathogenic and non-pathogenic microorganisms

Additional Research Needs• Identification of process pathogen surrogates (appropriate for
alternative process)
• Useful surrogates must be validated against pathogen(s) for alternate process
• Non-pathogenic organisms
• Useful in HACCP verification documentation/procedures
• Identify appropriate process safety/quality indicators
• Develop predictive models for pathogens subjected to process interventions (process, preservatives) added alone or in combination
Identify the Most Process-Resistant Microbe(s)
• Dependent upon the food product and the process intended
• The pathogen of greatest concern differs for each process
• Pathogen of greatest concern may be present only in low numbers
• Becomes dominant pathogen by reduction of others
• Is post-process handling insufficient to control its growth/food safety loss risk?

Process Validation Data Needs?
• Validation: Collection of scientific information demonstrating effective hazard control by process
• Considerations: product/process variability, variation between batches, influence of product characteristics on process design, size of product, packaging impacts
• Can use safe harbor approach (process identified that can be employed without need of further validation)
• Predictive models and scientific papers are useful but cannot replace inoculated product challenge trials
• A valid process should not produce need for extensive sampling of finished product (won’t do you much good anyways, so validate!)
Does Process Application Produce New Biological Hazard?• Microbial competition removal: conventional process removes
spoilage and pathogenic microbes; does alternate process do the same?
• Poorly competitive microbes (e.g., S. aureus) controlled via pasteurization-surviving microbes
• Removal of microbial competitors removes control factor
• Pathogens susceptible to one process may be tolerant to alternative process (e.g., sporeformers) and cause post-process food safety loss threat
• Injury: Alternate process produces injury and loss of detection by sampling/testing to identify pathogen survival

Process CoefficientsThermal High Pressure Electric Field
log(D/DR) = -ΔT/Z log(D/DR) = -ΔP/Z log(D/DR) = -ΔE/Z
DR: D-value at reference Temp (TR)
DR: D-value at reference pressure (PR)
DR: D-value at reference EF field intensity (ER)
Z: Process temp. change needed for 10-fold D-
value change
Z: Pressure increase producing 10-fold D-
value change
Z: Electric field intensity increase producing 10-fold D-value change at
constant temp., pressure
F: Time at constant temperature needed to
gain desired microbial kill
F: Time at constant pressure to achieve desired microbial
inactivation.
F: Time at constant field intensity condition for necessary microbial
inactivation
FDA (2000)
High Pressure Processing of Foods
• Described as achieving near-instantaneous uniform pressure distribution throughout food in chamber
• Independent of food product geometry, volume/mass
• Pressurizing fluid (water)
• Some foods useful for packaging pre-processing (prevents post-process contamination) in hermetic pouch
• Threshold pressure (critical pressure): Processing below this pressure does not produce any microbial inactivation

Pressure and Thermal Effects During HHP Process
• Increase in pressure produces increase in temperature
• Adiabatic system: No heat or matter exchange during the process
• HHP systems can be made near adiabatic
• Heat exchanger/jacket add-on to keep chamber near isothermal
HHP Processing
• Single vs. multi-cycle processing
• Cyclical: Increase in chamber pressure, decrease in pressure cycles
• Increase, hold, decrease, increase, hold, decrease
• Batch/semi-continuous
www.avure-hpp-
foods.com

HHP and Microorganism Sensitivity Differences
• Factors impacting microbial sensitivity
• Age of cells/population
• Gram-status
• Spore formation capacity
• Bacteria typically most process tolerant
• Presence of other antimicrobial compounds in food can accelerate microbial destruction
HHP Antimicrobial Mechanisms
• Enzyme denaturation
• Ribosome destruction
• Membrane degradation, LPS release, permeability increase
• Macromolecule leakage (DNA, protein
• Cell compression and decompression during single, multi-cycle processing

Foodborne Pathogen Pressure Tolerance
• Influenced by pressure and heat; allowance of heating in system during pressurization can achieve synergistic impacts on inactivation
• Some organisms are highly bark-tolerant (e.g., S. aureus DMPa 15 min at 400 MPa and 7.1 min at 600 MPa)
• DMPa: time at constant pressure needed for 90% destruction of target microbe in medium, food
• Negatively influenced by removal of water, lowering of aw (pressure transmission within food product)
Baro-Tolerance of Microbial Populations
• Similar to thermal processing, some members of a microbe’s population will be more HHP tolerant than others
• Produces non-linear death kinetic curves
• Shoulders
• Tailing Mic
robi
al D
estru
ctio
n (lo
g[N
/N0]
)
-8
-6
-4
-2
0
Time (min)
0 5 10 15 20 25
300 MPa 350 MPa 400 MPa

Pulsed Electric Field (PEF) Processing
• Food is passed through electrical field, producing an electrical potential across the microbial membrane due to water/ion trans-membrane gradients
• Microbial membranes become more permeable and intracellular contents leak (cell death)
• PEF can be tuned for critical parameters:
• Pulse count
• Width/duration of pulses
• Rate of pulsation
• Environmental temperature controlPEF, Courtesy OSU
Microwave Processing• Excitation of water molecules in
food (harnessing dielectric properties of water) to push them to vibrate and alter orientation repeatedly
• Non-ionizing form of irradiation processing
• Heat is generated by molecular realignment with electric field, molecular collision and agitation
• Current USDA multistate project determining microwave pasteurization for foods (WSU)

Microwave Basics• EM wave (300 MHz - 300 GHz), but wavelength (λ) in food is dependent upon food
chemistry
• Federally regulated to not interfere with other EM wavelengths/frequencies used for telecom purposes
• 433 MHz, 915 MHz
• 2450 MHz (home microwaves)
• Food permittivity/dielectric: interaction of wave non-conducting matter with electric field
• Dielectric constant: capacity of food molecule to absorb and store wave energy (ε’)
• Dielectric loss: capacity to dissipate energy absorbed as heat (ε’’)
• Foods are essentially non-magnetic, and hence in an electric field the dissipation of power throughout the food will be completed as the dissipation of heat (cooking of food)
Dielectric Properties of Selected Foods
Item T (°C) Frequency (MHz) ε’ ε’’
Apple 24 915 52.2 6.2
Lean beef 23 2450 43.7 13.7
Bread dough 23 2450 21 9.2
Chicken breast
23 2450 49 16.1
Whole egg 20 915 56.4 16.3
Milk 22 2450 65.9 14.3
Red wine 20 3000 66.6 19.9Sumnu and Sahin (2012)
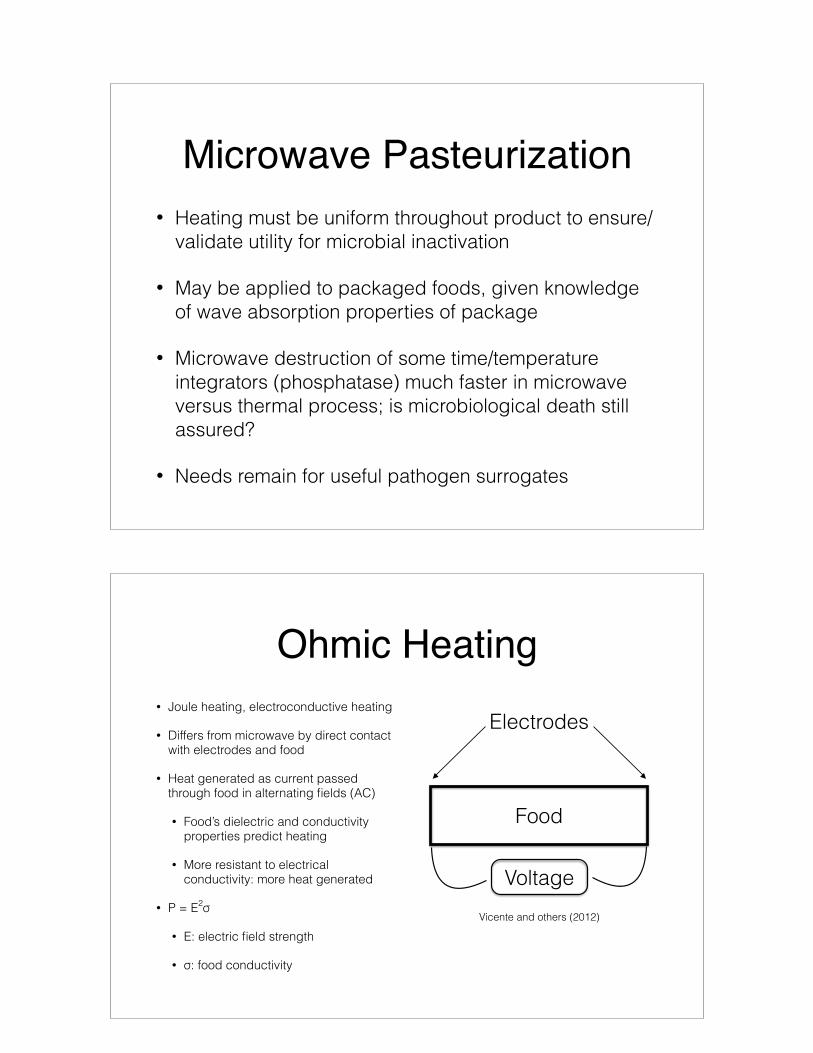
Microwave Pasteurization• Heating must be uniform throughout product to ensure/
validate utility for microbial inactivation
• May be applied to packaged foods, given knowledge of wave absorption properties of package
• Microwave destruction of some time/temperature integrators (phosphatase) much faster in microwave versus thermal process; is microbiological death still assured?
• Needs remain for useful pathogen surrogates
Ohmic Heating• Joule heating, electroconductive heating
• Differs from microwave by direct contact with electrodes and food
• Heat generated as current passed through food in alternating fields (AC)
• Food’s dielectric and conductivity properties predict heating
• More resistant to electrical conductivity: more heat generated
• P = E2σ
• E: electric field strength
• σ: food conductivity
Food
Electrodes
VoltageVicente and others (2012)

Applications• Has been reported to produce foods with superior
organoleptic properties versus thermally processed foods
• Can be particularly useful in high particulate-containing foods
• Near uniform heating in liquid and solid fractions
• No need to continue pumping heat to core of largest, slowest heating particulate
• Useful for some foods sensitive to high shearing given slow flow
Food Electrical Conductivity (σ)• Key parameter to understand
and control for effective processing
• Highly dependent upon temperature of system
• As T increases, so does σ
• If non-conductive materials are introduced into aqueous foods, the σ will decrease
• Ionic content increases will drive σ up
Temperature
σ
Increasing solids content in food
Vicente and others (2012)
Antimicrobial Mechanisms• Thermal effects of heat generation via passage of
electrical current
• Mechanisms of microbial inactivation still not well understood
• Electroporation and membrane degradation leading to intracellular content leakage
• Impacts of electrical field/current absent of the thermal effects?
Ultra-Sonication• >20,000 waves generated per second
• Inactivation/reduction of microorganisms by intra-cellular cavitation effects
• Cavitation: Rapid formation, growth and eventual implosion of bubbles in a fluid/liquid food
• Cavitation can be enhanced by either increasing the numbers of bubbles susceptible to cavitation
• Use of pressure to force greater bubble implosion force and consequent impact on surrounding food/microbe

Key Process Factors• Microbes, pathogen(s) of concern
and inherent resistance
• Gram-negatives more susceptible versus Gram-positives, spores
• Can be enhanced with tandem pressure, thermal process
• Food product (volume, type, homogeneity)
• Time of processing, temperature of system
• Wave amplitude (energy carriage)
www.ecowater.com
Other Non-Thermal Processes• Discharge arc
• Pulsed light and UV
• Oscillating magnetic fields
• Learn more about these at:http://www.fda.gov/Food/FoodScienceResearch/SafePracticesforFoodProcesses/ucm100158.htm
Okay, that’s it.• Questions?
• We’ll go into lab next and discuss/work to determine the thermal-based death kinetic properties of a microorganism under a high level of control.
• Lastly, we’ll re-visit the Rosenthal MSTC with Dr. Osburn to discuss meat cooking, heat flow in a smokehouse and heating control, and problems that may be encountered when products are improperly heated.
References• FDA. 2000. Kinetics of microbial inactivation for alternative food processing
technologies. Available at: http://www.fda.gov/food/foodscienceresearch/safepracticesforfoodprocesses/ucm100158.htm.
• Kumar P, Sandeep KP. 2014. Ch. 2 In: Food processing: principles and applications. Clark S, Jung S, Lamsal B (eds). 2nd edt. John Wiley and Sons, Ltd: New York, NY.
• NACMCF. 2004. Requisite scientific parameters for establishing the equivalence of alternative methods of pasteurization. Available at: www.fda.gov.
• Regier M, Schubert H. 2005. Ch. 1 In: The microwave processing o foods. Schubert H, Regier M (eds.). Woodhead Publishing Ltd.: Boca Raton, FL.
• Sumnu SG, Sahin S. 2012. Ch. 21 In: Thermal food processing: new technologies and quality issues. Sun D-W (ed.). 2nd edt. CRC Press: Boca Raton, FL.
• Vicente AA, de Castro I, Teixeira JA, Pereira RN. 2012. Ch. 18 In: Thermal food processing: new technologies and quality issues. Sun D-W (ed.). 2nd edt. CRC Press: Boca Raton, FL.