printing on plastics and composites - willkommen | … · processes | practices ... kba has done...
TRANSCRIPT

www.kba.com
5P R O C E S S E S | P R AC T I C E S | P E R S P E C T I V E S
Process technologies, consumables and applications for sheetfed offset printing on plastic substrates
as a corona tower (as to be seen below on a Rapida105) or substrate-friendly inert UV interdeck dryers.Several Metronic solutions, furthermore, permitdirect printing on products such as plastic cards, CDs,DVDs and Blu-ray Discs, even in non-standard shapesand formats. KBA offers by far the broadest range ofpresses and machines for offset printing on filmsubstrates and data storage media.The term “plastics” covers a whole group ofindividual materials with the most varied printabilityand process properties. Only certain polymers areproperly suitable for any given application, forexample banners, signs, logos, lenticular images,cards, in-mould labels or folding boxes and displays.Against this background, this brochure is intended asboth inspiration and a decision aid for usersconsidering an investment in this exciting branch ofthe print industry.The authors include KBA partners with specialexpertise in the fields of polymer films, UV inks andcoatings, in-mould labels, antistatic systems andsurface treatment. We have dispensed with detailedarticles on the more general aspects of waterlessoffset, UV curing or photoinitiators, as they werealready topics in previous issues of KBA Process.These earlier issues are unfortunately out of print,but can be downloaded in five languages from the
KBA web site under News & Press\PressService\KBA Process. As in all previous
publications, KBA has done its bestto present an objective
overview of the processes,their potential, qualitydemands and possibleapplications.
Whether in advertising or magazine printing, in thedisplay sector or packaging, end customers andagencies alike are constantly in search of that specialextra which will enable their product to stand outabove the crowds. In response, more and moreprinters are looking beyond traditional papers andboard stocks and are discovering the possibilities forprinting on plastic films and synthetic papers, orcomposites of paper, plastic film and aluminiumcoating. Once domains of screen printers and narrowweb presses, these markets are today interestingprospects for sheetfed offset, with its weightyarguments of optimum quality and cost-effectiveness.Koenig & Bauer and KBA-Metronic are long-standingpioneers in the fields of UV and waterless offsetprint, and are now able to play out their great know-how lead to promote printing on non-absorbentsubstrates such as plastic film and aluminium. Incooperation with selected, and in some casesexclusive partners, innovative solutions have beendeveloped for this booming market segment. Theplastics equipment package for KBA Rapida pressescomprises special components toensure smooth sheet travel, andcan be complemented withunique options such
Printing on plastics andcomposites
Issue 1/2008
Contents
KBA
Editorial 2
Plastics
Modern substrates with greatpotential: PVC, PE, PP, PET 3
The making of plastic webs: RigidPVC and its properties 5
Versatile polyester 8
In-mould labels based on PP film 10
Printability
Simple determination of surfacetension on plastic films 12
Raising surface tension with a corona tower 14
Sheet travel
Antistatic systemson sheetfed offset presses 16
Inks and coatings
Oil-based and UV-cured inks for printing on plastics 18
Finishing of plastic films with UV-cured coating systems in sheetfed offset 21
Applications
KBA users hold the key to newfields of business: Examples 23
Lenticular film: Special effects for future-oriented niche markets 27
Glossary 29Resources and partners 30
Contacts 31

2 Process 5 | 2008
Editorial
Dear customers and friends of KBA,
The issues of KBA Process to date have documented Koenig & Bauer’spioneering work in the most varied fields of offset printing: Direct sheetfedoffset on corrugated board, ecological waterless and keyless offset print,product refinement with hybrid finishing and economical inline coating.This latest issue of KBA Process is now to take a look at a rather lesswidespread sheetfed offset application for which KBA again has plenty tooffer in the way of technology and experience: Printing on non-absorbentsubstrates.
This is as always a topic with potential for the future. After all, theextraordinary look, feel and utility value of plastics, composites and syntheticpapers expand the repertoire of innovative, open-minded print businessesand represent an outstanding opportunity to break out from the often purelyprice-driven standard market. “Plastics printing” offers interestingpossibilities to establish a regular base of discerning customers. And it is nosecret: If you can build up a reputation for high-quality speciality productsin a small, future-oriented market segment, then it is much easier to generatecomfortable margins. A well-prepared entry into the world of film andplastics printing, whether with an individually tailored press configurationor a dedicated system for direct printing on CDs, DVDs and plastic cards, isan investment with a promising future.
KBA can point to numerous installations and excellent references for plasticsprinting in all format classes. And we confidently bring the full weight ofour expertise to bear in championing the high productivity, quality andformat flexibility of sheetfed offset compared to conventional processes forprinting on plastics. No other press manufacturer is able to present such abroad product range with so many innovations for this fast-growing segment.It is already several years ago that KBA adapted two previous narrow-websolutions for sheetfed applications, namely inline corona treatment and inertUV interdeck drying. In both cases, our design engineers in Radebeulmastered the challenge of achieving the desired effects despite the presenceof gripper systems. Such brilliant coups are of course only possible whenworking hand in hand with exceptional partners. Many of these partnershave contributed to this issue of KBA Process, and all have earned ourboundless gratitude for their long-standing cooperation.
Once more with the proven support of trade journalist Dieter Kleeberg, theauthors have, I believe, succeeded admirably in identifying the applicationdiversity of plastics printing, while at the same time presenting the unfamiliarmaterial properties and processes in a manner immediately understandable
also to those readers with no previous experience in this field. We would bedelighted if KBA Process No. 5 is able to provide a valuable tip here andthere, whether for your first steps in plastics printing or the furtherexpansion of existing activities; and when all's said and done, that is actuallythe whole idea behind this series of publications from KBA.
Hoping that we can in this way contribute to your business success, we willcontinue to do all we can to pinpoint attractive business ideas and to openup new avenues for you, our customer. Because in the end, we all benefittogether from the strengthening of print in its countless facets.
Yours,
Ralf SammeckExecutive Vice-President Sheetfed Sales
Ralf Sammeck, Executive Vice-President Sheetfed Sales, Koenig & Bauer AG

3Process 5 | 2008
Plastics | Substrates
It is by no means the case thatpolymers are always modern syn-thetic products. In fact we havealready been using naturally occur-ring biopolymers, such as asphaltor tree resins, for many thousandsof years. When we speak of ‘plas-tics’, however, we usually meanthe range of synthetic polymersencountered in practically everysphere of daily life, e.g. PVC,polypropylene, polyethylene orpolyester (see box).
Changed demands on the print and
packaging industry
New colourings, surfaces andprocessing options have madeplastics an increasingly popularmedium for designers, and thusalso a relevant concern for theprint industry. Experts estimatethat the use of synthetic materialsrose by 10 to 15% between 2005and 2006.Where paper and board were oncethe principal vehicles for informa-
tion, further industrial develop-ments have in the meantime led toan elementary shift in interests.Even more specific demands arebeing raised regarding the pack -aging, protection, transport andpresentation of goods. Conse-quently, the demands to be metby the print substrate have alsogained in complexity:• Labels are to be tear- and water-
proof, but nevertheless simpleto print or write on.
• Reference works are to be moredurable and must not tear evenwhen subjected to heavy use.
• Transparent packaging is viewedas necessary to enhance thepresentation of goods.
• Presentation possibilities at thepoint of sale are to beimproved.
In such a situation, conventionalpapers and boards soon reach thelimits of their performance capa-bilities – but the chemicals indus-try is on hand to save the day.
Plastics change the world
The discovery and further devel -opment of the most varied plasticshas changed the world likepractically no other technical
advance before. The spiral ofinnovation is turning ever faster.New plastics have inspired newideas for potential uses, newprinting inks, new processingmachines and techniques, andnew demands to be satisfied bythe material. And this in turntriggers desires for new possi -bilities and thus new materials …Whereas the packaging sector haspaid most attention to trans-parency and stability, the printindustry was naturally forced toconsider above all printabilityissues. It is not long ago that“flaming” was the only possibilityto enable printing on polypropy-lene. To activate the surface and toimprove ink adhesion, the sheetwas heated momentarily with a gasflame, but without allowing theplastic to melt. Not surprisingly,many companies shied this compli-cated and expensive process.Even so, polypropylene continuedto stimulate the imagination ofdesigners; after all, practically noother synthetic material is asversatile and – despite being aplastic – as environment-friendlyas polypropylene. Consequently,some manufacturers began totreat the surface in a specialfactory process to facilitate later
Modern medium with great potentialPlastics – in modern common usage, that is the general term for a wide range of so-called polymers, i.e. organic
macromolecules composed from simpler hydrocarbon molecules (monomers). The chaining, branching or cross-linking
of these monomers determines the individual structure of the molecule group. Polymers are today used in many ways
as packaging and print substrates.
Slipcase printed with a floral design in sheetfed offset on PriPlak, a corona-treated polypropylene film produced by ArjoWiggins anddistributed by Papier Union
Synthetic polymers in daily life
Polyvinyl chloride (PVC) is the most widely used chlororganic plastic. According to Federal
Environment Office figures, approx. 1.5 million tonnes of PVC were being produced and
processed in Germany at the end of the 1990s. Some 10 to 20% of the PVC is used for
packaging, and a further 20 to 30% for a diversity of articles for daily use.
Polypropylene (PP) is the overall designation for a series of weldable thermoplastic
polymers which stand out by way of their great hardness, rigidity and heat resistance. PP is
processed, for example, in sheets, buckets and bottles, and its pollutant-free incineration
permits ecologically compatible disposal. According to Wikipedia, 30 million tonnes of PP
were produced worldwide in 2001.
Polyethylene (PE) is easily recognised by way of its soft, wax-like surface with pronounced
non-stick properties. It displays a low density, but at the same time high strength, hardness
and resistance to chemicals. PE is used, for example, for environment-friendly self-adhesive
foils and extremely tear-resistant sheet and roll materials, such as the fabric-like DuPont
Tyvek.
Polyethylene terephthalate (PET) is a thermoplastic polymer of the polyester family. Its
high tear strength makes PET an ideal material for film sheets of all thicknesses, from an
ultrathin 1 μm up to 500 μm. Applications range from aroma-tight food packaging to
coloured sun-protection films and test strips for the pharmaceuticals industry. It is today
almost impossible to imagine the soft drinks industry without PET bottles. Further uses are
to be found in textile fibres, e.g. for sportswear, and in many other spheres of daily life.

4 Process 5 | 2008
Plastics | Substrates
printing. In conjunction with specialinks and the corresponding technol -ogy, this so-called corona treatmenttoday permits relatively trouble-freeprinting of this once “difficult”material.At the same time, other syntheticprint substrates – such as polystyrene,rigid PVC and self-adhesive foils –were developed further and are in themeantime in daily use in many printcompanies.
New materials, techniques and markets
While plastics remained rigid materi-als, they were a safe domain for screenprinters. Only their machines wereable to handle such “unwieldy” media.But then films and other flexible syn-thetics came onto the market. Andmore and more companies began toaddress a completely new challenge:Offset printing on flexible plastics.Plastics up to a thickness of 1 mm arealready no longer a problem forspecialised offset printers, and thecombination with UV-cured inks liftsall previous restrictions on creativity.Waterless offset and the hybridtechnology – each also thanks to thepioneering work of KBA – havesimilarly played an important role inpromoting the use of plasticsubstrates.A relatively new product class on themarket is that of digital flat-bed print-ing systems operating with solvent-based or UV inks. With these systems,the printing of synthetics can behandled cost-effectively also for veryshort runs.The most interesting market segmentfor plastics printing – and currentlythe fastest-growing – is advertising.There is no overlooking the colourfulpackaging, signs, posters and displayswherever we go. But plastics are alsofinding their way increasingly into theoffice sector. So-called permanentpaper can first be printed in a classicoffset process, and subsequently sentthrough the office laser printer –preprinting for synthetics.
Prospects
In future, too, there will still be count-less fields of application for classicboard materials, especially where itcan be further refined by way ofcoating, embossing and lamination,etc. But the use of plastics for the
most varied products will continueto increase. Wholesalers such asPapier Union have already reactedto this trend by establishing inde-pendent sales departments withspecifically trained specialists forthe new synthetic materials.It remains to be seen whether theusers of synthetic substrates willin future have to or choose to relyfurther on the “tried and trusted”materials of the past. Heateddiscussions are almost certain.Most likely, however, is that newdevelopments will emerge, withplastics on the basis of renewableraw materials rather than thelimited resource mineral oil.This development will requirenew printing inks, presses andtechniques. And it will triggernew desires. Service providershoping to gain a share of thisinteresting market are advised notto wait too long before jumpingon the bandwagon – because it isalready moving faster and faster.
Klaus Fischer (Papier Union GmbH),
Cornelia Lillelund
Conference clipboard printed onto Lucprint rigid PVC
Food-safe Lucprint PVC filmsare used, among other things, for
exclusive packaging
PowerJet Texpo banner of polyester fabricTrevira CS B1, printed in a digital inkjetprocess

5Process 5 | 2008
20
%
15
10
5
01 2 3 4 5 6 7 8 9 10 11 12 13
19.6
900 000 t15.0
8.4
3.7
8.4
3.7 2.8
8.4
4.7
9.38.4
2.84.7
The production of film materials isan established field of polymerprocessing, as such films can beused in an endless diversity ofapplications. Whether as semi-fin-ished or end products, their broadrange of modification possibilitieshelps meet the prerequisites ofthe most varied branches of indus-try. Several differing process tech-nologies have been developed forthe production of plastic webs,and together permit suitable filmsto be made available economicallyfor a comprehensive spectrum ofuses. These technologies areextrusion with slot-die or blow
forming, spreading, casting andcalendering.
Calendering of unplasticised PVC
films
Calendering is the process bywhich high-viscosity polymer for-mulations are moulded into anendless web under pressure and ata defined processing temperaturein the gap between two or morerolls. The set width of the gapdetermines the thickness of theresulting film. The arising gappressure is derived from the gapgeometry and the rheologicalproperties of the mass to be calen-
dered. A calender is thus to betreated as a processing machinepurely for forming purposes.The first calender-like machineswere already designed before1800 for the smoothing of textilesurfaces. In 1836, the firstpatents were granted for calendermachines for rubberising and forthe application of rubber totextiles. Demands for higherproduction speeds and closertolerances promoted furtherdevel opment of the calender andexpansion of its range of appli -cations to include the processingof polyvinyl chloride (plasticisedand unplasticised PVC) in additionto rubber. The first calender forunplasticised PVC, introduced in1937, was designed to be heatedto 220°C. Once highly activestabilisers became available fromaround 1960, it was possible tosupplement the previously usedlow-temperature process (LT) witha high-temperature process (HT)based on modified recipes andhigher temperatures within thecalender.The technical configurations andimplementations have remainedpractically unchanged over thepast decades. The only real vari -ation has been to widen thecalender rolls to increase outputor to facilitate avenues of spe -cialisation in film production. Theestablished technology for theproduction of unplasticised PVCfilms is based on the HT processand four- or five-roll calenders inwidths between 1,800 and
3,000 mm. The advantages of theHT process are to be seen in thebroader options for modificationof the film properties and thegreater production output onsignificantly wider machines. Thematerials used are mainly S-PVCand M-PVC with K values (degreeof polymerisation) around 58 to63, which produce films with hightransparency, good deep-drawingproperties and appreciably greaterthickness.
Unplasticised PVC
In terms of production capacityand consumption, PVC occupiesthird place in the list of most com-monly used standard polymerswith 28.6 million tonnes per year,after polyethylene (57 milliontonnes) and polypropylene (35million tonnes). The constantlyincreasing consumption over thepast 60 years or so, from initiallyaround 10,000 tonnes to nowalmost 30 million tonnes per year,is indicative of the continuedindustrial significance of PVC.Thanks to its compatibility with awhole range of auxiliaries andmedia, PVC has built up and main-tained a very broad range of appli-cations, from window frames andfilms to pastes and coatings.In Germany and the rest ofEurope, the processing volume ofunplasticised PVC is arounddouble that of plasticised PVC.Unplasticised PVC films accountfor an approx. 15% share of thetotal consumption of PVC. Pack -aging films make up some 60% ofthe total film production. Furtherimportant applications are tech -nical films and films for printing.20% of the unplasticised PVC iscalendered, with the mostimportant market segmentsbeing packaging and technicalapplications.Vinyl chloride was first producedby Henri Victor Regnault in 1835.The first industrial-scale pro-duction began at IG Farben inGermany in 1938, and at almostthe same time at Union Carbide
Fields of application for PVC
An analysis of product quantities and costs over the past few years illustrates how the
market development for PVC has been influenced by four principal factors: Economic
recessions, the introduction of restrictive packaging legislation, several anti-PVC campaigns
and improved substitute films (polypropylene, polyester or polystyrene). Contrary to the
forecasts of wide-scale replacement by the above-mentioned substitutes, PVC has actually
maintained a relatively constant market share, especially in the market segments
packaging and technical products. Reasons can be seen in the inexpensive production
and modification of PVC and in the generally good processability of the semi-finished
and end products.
The West European market for rigid PVC films accounts for a consumption of 900,000tonnes. Of this, 60% is used for packaging (1 Foods, 2 Non-foods, 3 PVC composites, 4 Boxlids, 5 Pharmaceuticals, 6 Oriented films, 7 Others) and 40% in technical applications (8 Adhesive tapes, 9 Office films, 10 Furniture and frames, 11 Offset/screen/digital printing,12 Construction, 13 Others).
Plastics | Manufacturing process
The making of plastic websPlastic films are produced by completely different technologies to papers and boards. The example of unplasticised
or rigid PVC production at Klöckner Pentaplast illustrates how the later film properties are set on the high-temperature
calender machines.
1 Schematic representation of a calender machine

6 Process 5 | 2008
Plastics | Manufacturing process
Limit values for thickness deviation
Film thickness Maximum thickness fluctuation for
packaging films films for customer and credit cards
Below 100 μm ± 10% ± 7%
Below 200 μm ± 10% ± 5%
Below 400 μm ± 7% ± 3%
Below 400 μm ± 5% ± 3%
2 Comparison of material properties offour different polymers: GB = Gas barrier,WB = Water vapour barrier, Mi = Migration,Mo = Modification, Tr = Transparency, EM = Elastic modulus, HR = Heat resistance,SpW = Specific weight
3 Comparison of processing properties offour different polymers: Pr = Printability, Th = Thermoforming, Fo = Folding, Se = Sealing, AS = Antistatic properties, En = Process energy, Gl = Gluing, Sc =Scratch resistance
and DuPont in the USA. Nowa-days, it is produced by way ofa single- or two-stage reactioninvolving chlorine and ethylene.PVC, with a chlorine content of57%, requires less mineral oil thanany other polymer and is producedindustrially by one of threemethods:• Emulsion polymerisation (E-
PVC) – for pastes and filmapplications;
• Suspension polymerisation (S-PVC) – the main process, for allapplications;
• Mass polymerisation (M-PVC) –primarily for rigid PVCapplications.
The choice of a particular PVCtype is governed by the demandsof further processing and thepurchasing price. S-PVC and M-PVC are very versatile andmutually exchangeable. M-PVC,due to its purity, is preferred fortransparent products.
Film properties
PVC can be distinguished not onlyby its production process, but alsoby its material and processingproperties (Figs. 2 and 3). Thestandard international designa-tions are PVC-U (for unplasticisedor rigid PVC) and PVC-P (for plas-ticised PVC). Rigid PVC, as thevariant suitable for printable films,
displays the following selectedproperties:• High mechanical strength, rigid-
ity and hardness,• Impact-sensitive at low temper-
ature in unmodified form,• Varying degrees of trans-
parency,• Good electrical properties in
the low-voltage and low-fre-quency ranges,
• High resistance to chemicalattack,
• Self-extinguishing upon removalof the ignition source.
These properties are only to asmall degree attributable to theproduction process. A greaterrole is played by the additives
introduced during furtherprocessing, such as stabilisers, slipagents, pigments, fillers and staticeliminators (Fig. 4).
Film thickness and thickness
fluctuation
The film thickness is set by way ofthe calender roll adjustment. Forpackaging films, the thicknessnormally lies within the rangefrom 100 to 800 μm. It ismeasured radiometrically duringthe production process, butchecked mechanically in thelaboratory between two gaugesurfaces subjected to a specifiedpressure. Thickness deviations canoccur in both the lengthwise andcrosswise directions, as well asdiagonally.Fluctuations in the crosswisedirections are essentially over -come by the compensationsystems of the calender. Thethickness profile can be improvedby measures such as crowning,bending or skewing of the rolls,with blower systems providing forzonal thickness corrections.Lengthwise deviations aregenerally the result of excessiveplay in the bearings of thecalender rolls, out-of-true runningor speed fluctuations after thefinal calender roll. Fluctuatingloads in the roll gap are similarlya possible cause.Another source of annoyance isthe formation of so-called flowlines oblique to the running direc -tion. The varying light refractionresulting from the approx. 10 μm
elevations influences the opticalquality of the film. Flow lines arecaused by inhomogeneities inthe kneaded polymer melts fedto the rolls, the reasons for which,in turn, may lie in throughputfluctuations or temperaturedifferences.The current limit values forthickness fluctuation for differentapplications lie between 3 and10% for rigid PVC films (seetable). Own research has demon -strated that thickness deviationsare rarely recipe-dependent.
Surface properties for the printing
process
Rigid PVC films are produced witha choice of glossy, matt andembossed surfaces. The individualfilm surface is achieved by way ofa corresponding matt or glossy rollsurface, or else with a separatestamping module, dulling agentsin the recipe or temperaturecontrol at the final calender rollsand delivery.For printing films, in particular,the homogeneity of the surface isa decisive factor, as the surface isrequired to display specificproperties appropriate to thesubsequent print process. Glossy,matt and embossed films are allsuitable for screen-printing andUV offset. For conventional offset,matt films are the most commonlyused substrates, while glossyfilms are preferred for gravureapplications.
Film shrinkage
Shrinkage refers to the changes inlength and width of a film whenexposed to heat. Shrinkage can beinfluenced by • the temperature and speed
control after the calender,• additives influencing the glass
transition temperature,• additives influencing
stretching,• design measures to reduce
relaxation.The cause for this shrinkage liesin the expansion of the film abovethe so-called glass transitiontemperature, which marks therelatively narrow transition rangebetween hardness and elasticity.
Processing improvement
Thermo-stabilisers
Internally and externally effective slip agents
Calendering aids
Film recipe
PVC S, M, E
Application improvement
UV stabilisers
Impact strength enhancers
Pigments
Static eliminators
Anti-blocking, dulling, flameproofing agents
High-temperature modifiers SAN and ABS
4 Composition of a PVC-U recipe

7Process 5 | 2008
Plastics | Manufacturing process
5 Transparency (%) of different plasticfilms, relative to PMMA (100%): 1 PPrandom copolymer, 2 High-impact modifiedPVC, 3 PETG, 4 Rigid PVC, 5 PC, 6 PS (Styrolux), 7 High-impact modified PMMA, 8 PMMA
6 Temperature stability of differentpolymers on the basis of their Vicatsoftening temperature (°C): 1 PP, 2 APET, 3 PETG, 4 High-impact modifiedPVC, 5 Rigid PVC, 6 PS, 7 PMMA, 8 PC
The expansion leads to orientationof the molecule chains, which arethen “frozen” in their new stateupon subsequent cooling. Laterreheating to a temperature abovethe glass transition temperaturereleases the frozen stresses andthe molecules return to theiroriginal configuration. The arisingrestoration forces reverse theoriginal deformation and producethe shrinkage.
Transparency
One important optical property ofa film is its transparency (Fig. 5),i.e. the extent to which contoursbehind the film, e.g. packagedgoods or lettering, remain visibleand accurately recognisable. Thetransparency is influenced by therecipe, the surfaces of the lastcalender roll and the first deliveryroll, and the temperature controlat these two rolls.Film defects affecting transparencyinclude, among others, the above-described flow lines, whosethickness fluctuations lead tooptical distortions.
Film homogeneity and flatness
Film homogeneity can be under-stood as the regularity of certainoptical and mechanical film prop-erties which are of particularimportance for downstreamprocesses such as stretching,printing or deep-drawing.Temperature differences, whetherover the roll width or around theroll circumference, cause thick -ness deviations in the form of
flatness defects, with the resultthat sheets refuse to lie flat andreels deviate from their truerunning direction when unwound.Such temperature differences mayalso be the cause of expansionover the film width, in exactly thesame way as various expansionproblems arising from out-of-parallel roll settings or true-running errors. Such defects arenoticeable above all at the edgesof the film web, and in extremecases may mean that these edgesare no longer suitable for furtherprocessing.Excessive dwell times due tounfavourable flow processes inthe plasticiser or the first roll gapalso lead to variations in thethermal loads acting on the filmand consequently to varyingthermal degradation. The result -ant inhomogeneities in themolecular structure are mani -fested as strength fluctuationswhen the film is stretched orflexed. This may lead, forexample, to tears or holes in thefilm during crosswise stretching.
Impact strength and rigidity
Films are often exposed tomechanical impact stresses duringfurther processing or later use.Their ability to withstand suchstresses is known as impactstrength, and is classified on ascale from brittle to high impactstrength.The impact strength can bevaried by way of suitable modi-fiers such as MBS, CPE, ABS or
acrylate. Their effect is greater,the higher the K value of the PVCconcerned. Optimum setting ofthe plasticising and calenderingprocesses in respect of homo-geneity and temperature controlis similarly significant for attain-ment of a particular impactstrength.The rigidity of a film is dependenton its modulus of elasticity and itsthickness. For example, a PP filmwould have to be 1.3 times thethickness of a PVC film to obtainthe same flexural rigidity.
Temperature stability (Vicat)
Where films are intended forfurther processing or use in thefood and pharmaceuticals indus -tries, one critical property istemperature stability, e.g. topermit heating in a microwaveoven or sterilisation process.Figure 6 shows the so-calledVicat softening temperatures of
various polymers. Polycarbonatesare excellently suited where suchdemand profiles apply.
Barrier properties
The higher the barrier effect of afilm (Fig. 7), the lower its perme-ability for certain media. Thebarrier properties are quantifiedby the extent of permeation (Fig.8) of a volume or amount of gas(“gas permeation”) or vapour (e.g.“water vapour permeation”)through one square metre of afilm of a specified thickness at adefined gas or vapour pressuredifference over the period of oneday.Frank Waßmann (Klöckner Pentaplast
GmbH, Montabaur)
7 Oxygen and water vapour barrier properties of different plastics, relative to rigid PVC = 1
8 Permeation coefficients of polymers for oxygen permeation [cm3 μm m–2 d–1 bar–1] andwater vapour permeation [g μm m–2 d–1]
100
%
75
50
25
01 2 3 4 5 6 7 8
160
˚C
120
80
40
01 2 3 4 5 6 7 8

8 Process 5 | 2008
Plastics | Versatility
Polyester – The epitomeof versatilityThe polyester family of plastics has gained a foothold in many areas of
packaging, advertising and CD/DVD printing in recent years. Contrary to the
most frequently used PVC and polypropylene substrates, polyester attracts
attention through the possibilities for modification and a very broad
suitability for different print and packaging applications – and even as a
substrate for electrically conducting inks.
A selection of polycarbonate CDs and DVDs, printed in six-colour waterless UV offset on aKBA-Metronic CD-Print
Soft drinks bottles and their labels are todayoften made from PET or PEN
The term “ester” derives from theGerman “Essig-Äther” (literally:vinegar ether), which is an oldname for ethyl acetate. Polyestersare thermoplastic polymers withthe ester functional group–[–CO–O–]– in their main chain.“Thermoplastic” means that thesepolymers can be formed at highertemperatures and then maintaintheir new form after cooling.Polyesters are produced by vari-ous polycondensation processes,depending on their chemicalcomposition.
Polyethylene terephthalate (PET, PETB)
The best-known and mostversatile polyester is PET, which isobtained through the reaction ofthe monomers terephthalic acidand ethylene glycol. Semi-crystalline PET molecules (CPET)are linear chains without lateralbranches – ideal for crease-, tear-and weather-resistant fabrics such
as Trevira or fleece, or equally fortennis racquet strings. Colourless-transparent amorphous PET(APET) is processed into films inthicknesses from 1 μm up to thatof cinematic film stock; PET is nolonger interesting as a material formagnetic tapes. APET can also beused to form injection- or stretch-blown bottles, e.g. disposablebottles for soft drinks, but is inthis field gradually being replacedby polyethylene naphthalate(PEN).The high tensile strength,athermanous properties, and gasand water impermeability of eventhin films serve to identify APETas an ideal barrier in compositefilms for aroma-sealed foodpackaging, which can then beprinted quite easily in a flexoprocess. Biaxially oriented APETfilms (boPET, DuPont Mylar) areeven used as insulation for spacesuits.
APET film sheets, insome cases with dif-ferent levels of glossi-ness for the top andreverse surfaces, arewell suited for laserand digital inkjetprinting, e.g. for pro-jection foils and point-of-sale advertising.They are also inincreasing use in UVoffset (wet and water-less). APET, or betterstill glycol-modifiedPET (PETG), is fur-thermore the basis forlenticular substrates.In this case, the topside is formed withthe narrow lensstripes, while thereverse accommodateshigh-precision printingin sheetfed offset withwaterless, UV orwaterless UV inks.The ability to print onboth smooth PET and lenticularfilms has enabled users of theKBA Rapida 74 UV and 105 UV,Rapida 74 G, 74 Karat and KBA-
Metronic Genius 52UV pressesto capture considerable marketshares. For the booming produc-tion of bank and customer loyaltycards – a domain of the KBA-Metronic presses – APET is usedfor the lamination.
Mini-movie on PET lenticular film, printed in waterlesssheetfed offset on a 74 Karat press from KBA

9Process 5 | 2008
Plastics | Versatility
AttoP-Check is a prefabricated PET tag whichis applied to transparent packaging films. Thenano-ink reacts with distinct discoloration assoon as the underlying package contentsbecome even slightly discoloured. Papersupplier Mondi produces and uses such tags –calibrated for the correct paper moisture level– to monitor larger batches.
(photos: Attophotonics.com)
An HDTV flat-panel display from Samsung,using not liquid crystal polymers but insteadactive-matrix OLEDs on PET carriers – afuture prospect for sheetfed offset?
(photo: Aving.net)
Another field of application forPETG is shrink labels. OrientedPETG permits the full envelopingof containers of any given form,e.g. wine bottle necks or preservejars, with film labels printed onthe reverse in flexo (full bodysleeves, wrap-around labels,shrink sleeves).Like PVC and polypropylene,APET or an APET composite withpolyethylene can also be used fordeep-drawn packaging compo-nents. The coextrusion sequencePETG–APET–PETG producesGAG-PET, which forms theblister cavities for press-outpackaging, e.g. for tablets or forappro priately small products. Thelidding then comprises a 4/1-printed Chromolux card finishedwith a heat-sealing blister coatingon the front.The coextrusion of APET with aPET modified with isophthalic acid(PETIP) achieves sealable filmswhich are then usually bondedinto metallised composites, e.g.for aroma-safe coffee packaging.
Polybutylene terephthalate (PBT)
PBT is used for injection-mouldedparts requiring high dimensionalstability and minimal abrasionwear, e.g. operating elements forvehicle interiors or electricalcomponents. Its heat-shock resist -ance renders PBT a material ofchoice for coffee machines andsteam irons. In fibre form, wecome across PBT as the bristles oftoothbrushes or sheathing forfibre-optic cables – and thus alsoin cables for networking onprinting presses – and incoextrusion with CPET as stretchcord for trousers.More recently, PBT has been usedas a nano-filler. In transparentfilms which are to be stretched tobecome opaque, the nano-particles support the process ofcavitation. They fill the formingvoids and prevent these voidsleading to a loss of materialstrength. Many an opaque film forUV offset, therefore, containsPBT. In injection-moulded parts,the PBT nano-particles act asflow enhancers for heatedthermoplastics, enabling moreintricate and pliable parts to beprocessed.
Polycarbonate (PC)
PC is the most expensivepolyester. It is produced fromtoxic carbonyl chloride (phosgene)and a glycol. All CDs, DVDs andBlu-ray discs are made from PC,because this polyester is highlytransparent and also permitserror-free writing of the data layerthrough the polymer.
The fastest decoration method forthese discs is waterless UV offset,which at the same time achieves aphoto-realistic image quality. Withits keyless machines CD-Print(6,000 six-colour discs per hour)and Premius (7,200 four-colourdiscs per hour), KBA-Metronicoffers two optimum solutions forthis market. It is true that photo-realistic results could also beachieved by thermal retransferprinting, but this process is tooslow. The screen and inkjetprocesses, on the other hand, lagbehind waterless UV offset interms of both speed and quality.Polycarbonate is well known inprepress departments from thetransparent and coloured housingsof Apple computers. On accountof its perfect transparency, PC hasreplaced the polymer polymethylmethacrylate (PMMA, Plexiglas)in many applications.
Printing with electrically conducting
polymers
Depending on the intendedpurpose, polyesters – namelyflexible PET and PEN and rigidPA – are alongside paper thepreferred substrates for anotherfast-emerging technology: Indus -trial printing with electricallyconducting inks. These “printinginks” are themselves actuallyspecial polymers, whose partiallyionised structures provide for theelectron transport – hence theusual terms “ionomers” or“organic electronics”.One such highly promisingcopolymer is PEDOT:PSS, whichcomprises the two ionomerspolyethylene dioxythiophene andpolystyrene sulfonate. PEDOT:PSScurrently appears to be the mostsuitable choice for printing insheetfed or narrow web offset, asit can be applied reliably andcorrectly reproduces even finestructures, despite the lower tackthan a pasty offset ink. Successfultests have already been completedwith PEDOT:PSS added to thedampening solution and theinking units left unused. Here,the aluminium oxide non-image
areas of the printing platesuddenly become the image areas,where after the PEDOT:PSS istrans ferred fully to the substratevia a special blanket.The general goal of printed elec-tronics is a drastic cost reductioncompared to silicon wafers andliquid crystal polymers. To date,for example, it has been above allthe costs for production andapplication which have preventedthe wide-scale introduction ofRFID tags (Radio Frequency IDen-tification). It is still the case thatonly the trivial RFID components– electrodes and bipolar antenna– are printed. More complicatedelectronic components, such astransistors, diodes, capacitors,oscillators, integrated circuits,power sources and light-emitting(OLED: Organic Light-EmittingDiodes, e.g. for logos, letteringor displays) or light-absorbingstructures (OPV: Organic Photo -Voltaics, i.e. photocells) need tobe built up in several layers whenprinted.
Dieter Kleeberg
It is not yet possible to print all componentsof an RFID transponder
(photo: Infineon)

10 Process 5 | 2008
Plastics | Substrates
Polypropylene in-mould labels in sheetfed offsetIn-mould labels (IML) represent a cost-effective alternative for the decoration of packaging containers and lids. Unlike
self-adhesive labels, they are integrated inseparably into the surface of the product. In most cases, in-mould labels are
printed in sheetfed offset, ensuring maximum print quality also for this segment of the labels market. The production
process and selection criteria for IML films are here explained by supplier Treofan GmbH.
Most injection-moulded packaging for ice cream and salads is decorated with the IML film Treofan Decor EUH. The five-layer film with a density of amere 0.55 g/cm3 is corona-treated on both sides and displays very good antistatic properties. Its behaviour in connection with injection mouldingvaries. The cellular core is embedded in two white OPP intermediate layers.
In-mould labelling is generallyunderstood as a process by which aninjection-moulded, blow-mouldedor thermoformed product is alreadyprovided with its label in its finalmould. The special surface proper-ties of the IML film cause it to bondpermanently with the product. It isthus normally no longer removable.
Label printing
In-mould labels can be printed invarious processes:• Sheetfed offset with oxidativelydrying or UV-cured inks,• Gravure,• Narrow web offset with UV inks,• Flexo with UV inks,• Letterpress with photopolymerplates and oxidatively drying or UV-cured inks.The order of the list above corre-sponds more or less to the popular-ity of the individual processes.Sheetfed offset is a frequent choiceon account of the possibilities tocombine various images on a singlesheet, as well as the excellent detailreproduction in its photorealisticprinted images. Given thefavourable price of reel supplies, it isalso useful to configure a sheeterunit ahead of the press feeder whenplanning to work with IML films.
Gravure is preferred for high-vol-ume production, e.g. labels for mar-garine tubs. Medium runs are oftenentrusted to web offset printers.Die-cutting is performed eitherinline or offline, depending on theprint process.
Film manufacturing
The use of polypropylene films – orto be more precise: OPP (oriented,i.e. stretched PP) and CPP (cast PP)films – for the decoration of injec-tion-moulded packaging has seenenormous growth over the past 15years. The substrates used aremostly OPP films, in some cases alsofor particularly large labels, e.g. forpaint buckets.To manufacture a CPP film, a single-or multilayer PP film is extrudedthrough a slit die. The film is thentrimmed and usually also pretreatedwith a corona discharge ready forprinting. Finally, the film is wound
onto a reel and later cut to the widthrequested by the customer. Typicalfilm thicknesses lie between 80 and100 μm.The manufacturing of an OPP film ismuch more complex. First of all, inthe same way as for a CPP film, amultilayer PP film is extruded. ForIML films, it is usual to coextrudethree to five layers. The differentmelt flows are already combined inthe die and are deposited togetheronto the chilling roller. After this so-called pre-film has cooled and set, itis heated once more to a defined
temperature and stretched in itslengthwise direction. The stretchingis accomplished by rollers rotatingwith different surface speeds. Thenormal procedure is to stretch thefilm by a factor of four to five. Thefilm thickness is reduced corre-spondingly.After lengthwise stretching, the filmis also stretched in its crosswisedirection. To this end, the film isinserted into a so-called stenter,where it is held along its two edgesby a chain of clips. The film is nowheated once more, and stretchedcrosswise by a factor of eight to tenonce the defined constant tempera-ture is reached. At Treofan, IMLfilms are usually produced in widthsup to seven metres.After stretching, the film is sta-bilised to eliminate any stresses inthe material, and cooled, as it thenimmediately comes into contactwith rollers.To guarantee printability, the filmsurface is treated with a corona dis-charge to raise the surface tensionto approx. 40 mN/m. To complete
Typical products sold in IML-decorated packaging
Forming method Food products Non-food products
Injection moulding Margarine, butter, cheese, yoghurt, Paints,ice cream, salads, desserts, detergents,dried soups garden products
Blow-moulding — Fabric softeners, cosmetics,car care products
Thermoforming Yoghurt, cheese (under development) —
Relevance of interactions of IML films and inks
Between film and forming
• Product application
• Form
• Cooling
Between film and printing
• Register
• Flatness
• Temperature
• Chemical compatibility
Between printing and forming
• Sheet/label separation
• Electrostatic charging
• Heat resistance
• Design

11Process 5 | 2008
Plastics | Substrates
These injection-moulded containers and lids for ice cream were decorated with the IML filmTreofan Decor ETR. The three-layer film with a density of 0.91 g/cm3 is corona-treated on both sidesand possesses a transparent OPP core.
Composition of a five-layer IML film: The top surface (1) is responsible for the glossiness, the antistatic properties and – following corona discharge treatment – for the bonding of the inks and a possible metallising coating. The two intermediate layers (2, 4), together with the core (3), determine the whiteness, opacity and density, and thus also the strength and flexural rigidityof the film. The bottom layer (5) provides for bonding to the moulded product.
the process, the film is wound ontoa machine reel and passed on forcutting down to the widths requiredfor printing or sheeting.
Properties of films for IML
applications
OPP films for IML applications placeparticular demands on the materialproperties. Unlike the OPP filmsused as packaging materials, IMLfilms are often required in trimmedform (sheets) or even as singlelabels. Consequently, IML films areusually thicker than typical OPPpackaging films (57 to 90 μm). It isfurthermore important that the IMLsheets and labels can be separatedeasily. This is normally achieved bydesigning the IML film with a glossysurface on one side and a matt sur-face on the other. The matt surfaceenables air to penetrate betterbetween the sheets and facilitates
removal from the pile. In combina-tion with special additives, the mattlayer is also able to reduce the elec-trostatic charging arising from sepa-ration of the two surfaces.The demand for labels which lie asflat as possible, i.e. with only mini-mal tendency to curl, calls for care-ful selection of the raw materials forthe various layers, as well as precisematching of the individual layerthicknesses. In this connection, it isalso necessary to ensure that theprint process and ink systems usedsimilarly exclude unwanted curling.
Choice of IML film
The selection of a suitable IML filmis to a large extent dependent on theprocess used for moulding of thefinal product.In the case of injection-mouldedproducts, the essential influencingfactors are the required appearance
of the label surface (glossy or matt)and the product form. Products withhigh-gloss labels can only be pro-duced with a heavy OPP film (e.g.EWR, ETR) or a CPP film (CWD,CTD). One undesirable side-effectmanifested with OPP films, in partic-ular, is a strong tendency to distor-tion after injection moulding whenapplied to thin-walled, non-symmet-rical products. This could be avoidedby choosing a film with a cellularstructure (EUH). The trade-off here,however, is that it is not possible tocreate high-gloss labels. For the mar-keting specialists, on the otherhand, it is a simple matter to turnthe necessity of a matt surface intoa virtue and to sell the orange-peeleffect as a “soft-touch” finish.Cast PP films display practically noinfluence with regard to distortionof an injection-moulded product.Due to their greater thickness andthus greater weight, however, theyare more likely to be used for verylarge items, such as 5 or 25-litrepaint buckets, than for food pack-ages.As the pressures involved are lowerwhen forming blow-moulded prod-ucts, such as HDPE or PP bottles, thematerials used are mostly films witha specific sealing coating. This seal-ing coating is furthermore appliedwith a certain pattern to promotethe escaping of the air between theproduct and the label. Tests aimingto achieve this same effect with anOPP or CPP film designed for injec-tion moulding have not yet pro-duced reliable solutions. With thefilm type UND, however, TreofanGmbH is developing an alternativewhich permits the air to escapethrough a permeable film. At thesame time, this film requires nocoating.Thermoformed products are subjectto similar problems to those faced
when blow-moulding. In the past, itproved very difficult to displace theair from between the moulded prod-uct and the label surface. Earliertests sought a solution by perforat-ing the labels. This approach, how-ever, demanded an additionalprocess step, and also brought thedisadvantage that the perforationremained visible later.Since 2006, new progress has beenmade in this field. Through optimi-sation of the deep-drawing process,use of a foil with a cellular structureand modification of the sealing, ithas become possible to producebubble-free IML labels. The labelsurface, on the other hand, is oncemore a matt orange-peel finish. If abreathable film such as TreofanUND is used, however, it is also fea-sible to produce a gloss label in con-junction with suitable coatings.
Wilfrid Tews (Treofan GmbH,
Neunkirchen and Raunheim)
Treofan Decor IML film range for PP and PE injection-moulded packaging
Product Appearance Film thickness Weight
OPP films
EUH* opaque/white, glossy/matt 50 μm to 90 μm 27.5 to 49.5 g/m2
EWR white, glossy/matt 57 μm 54.7 g/m2
ETR glossy, translucent 57 μm 54.7 g/m2
CPP films
CWD white 80 μm and 100 μm 74.2 and 92.8 g/m2
CTD transparent 82 μm 72.2 g/m2

12 Process 5 | 2008
Plastics | Surface tension
Simple determination of surface tension on plastic filmsThe printability of a plastic film is essentially dependent on its surface tension. To enable the ink to adhere, the
surface tension of the film must be higher than that of the ink. Simple methods permit fast checking of whether or
not the surface tension of a plastic substrate is sufficiently high.
The cohesive forces between the molecules establish a state of energyequilibrium in the bulk of a liquid, but not at the surface
(illustration: Schmid Rhyner)
Young’s equation permits the surface tension of a solid to be calculatedfrom the cosine of the contact angle
For an unformed liquid L to be able to spread and wet the formed surface of a solid S, thesurface tension of the solid must be greater than that of the liquid (bottom example), otherwiseit will be repelled in beads (top example)
(illustration: Weilburger Graphics)
Surface tension characterises thebehaviour of an interface betweena liquid (e.g. water) or solid (e.g.film) and a gas (e.g. air), and isthus also referred to as interfacialtension. This phenomenon is mani -fested, for example, in the way aliquid naturally seeks to minimiseits surface area. Consequently, adroplet of liquid which is notsubject to external forces – in freefall, for instance – will alwaysassume a near-spherical shape.
Molecular interactions
Neighbouring molecules are sub-ject to attractive and repulsiveforces, so-called cohesive forces.In the bulk of a liquid, theseforces are able to interact equallyin all directions. This is not truefor the molecules at the surface,however, as they possess fewerneighbours than the interior mole-cules. Within the liquid, themotions of the individual mole-cules exist in state of energy equi-librium, whereas motion at thesurface requires energy to beexpended to break molecularbonds.If the surface of a liquid is to beincreased, therefore, a certain
quantity of work must be done.The work required to enlarge thesurface is dependent on thesurface tension of the liquid. Theratio between the work done andthe resultant surface enlargementis the surface tension (representedby the symbol “sigma”)
σ = ΔW / ΔAwhich is usually expressed in theunit mN/m (millinewtons permetre), corresponding to the SIunits 0.001 kg m/s2 or mJ/m2
(millijoules per square metre).Water at 20°C displays a surfacetension of 72.8 mN/m, comparedto 484 mN/m for mercury or 21.7mN/m for isopropanol.Surface tension is temperature-dependent and generally decreasesas the temperature rises. Surfactantsubstances, such as the tensides indampening solution additives,reduce the surface tension of theliquid to improve the wetting of anoffset printing plate.
Measuring methods for liquids
In most cases, the surface tensionof a liquid is measured byincreasing the surface area of theliquid in a defined manner andthen determining the quantity of
work done to achieve this.Examples are the ring methoddeveloped by Pierre Lecomte duNoüy, the Wilhelmy plate methodand the frame method afterPhilipp Lenard.In all three methods, a solid body(ring, plate or frame) is immersedin the liquid, and then drawn backout such that a film of liquid
remains adhered to the body. Thetensile force is gradually increaseduntil the film of liquid tears. Thesurface tension can then becalculated from the maximumtensile force, the dimensions ofthe immersed body and thedensity of the liquid.
Measuring methods for solids
The surface tension of solids cansimilarly only be measured indi-rectly. When using the contactangle method, a solid is wettedwith two different liquids with aknown surface tension. The cho-sen liquids are frequently waterand diiodomethane. In Young’sequation, to be seen alongside, theindices S and L stand for “Solid”and “Liquid”; the symbols σS andσL describe the surface tensioncomponents of the two phases;
YSL represents the interfacial ten-sion between the two phases, andθ stands for the contact angle, cor-

13Process 5 | 2008
Plastics | Surface tension
responding to the angle betweenthe vectors σL and YSL. To deter-mine the surface energy, variousinitial equations for YSL are com-bined with Young’s equation, withcosθ representing a function ofthe phase surface tensions. Withthis system of equations, it is pos-sible to calculate the surface ten-sion of the solid.The market offers a range ofinstruments for the fast andsimple determination of contactangles. Such goniometers com-prise a system to inject a testliquid and a camera to measure thebead cross-section. This mea sure -ment is then used to calculatethe corresponding contact anglevalues. A contact angle of 0°results if the liquid spreads, i.e. ifthe solid is completely wetted. Acontact angle between 0° and 90°is considered to represent goodwetting, while a contact anglebetween 90° and 180° is treated
as poor wetting. A contact angle of180° means that the liquid isrepelled in the form of sphericalbeads. This phenomenon is com-monly referred to as the “lotuseffect”, after the correspondingproperties exhibited by leaves ofthe lotus plant.Another typical method to deter-mine the surface tension of solidsis to use test inks. An ink with aknown surface tension is appliedto the material to be tested with abrush. If the test ink wets thesurface, then the surface tensionof the material is equal to orhigher than that of the ink. On theother hand, if the test ink retractsinto a bead within 3 seconds, thenthe surface tension of the solid islower than that of the test ink.
Test inks ideal for plastics
The test ink method is based onthe knowledge that liquids achievegood wetting of a solid if their
surface tension is lower than thatof the solid in question. This isalso why it is problematical toprint on substrates with a lowsurface tension. To guarantee suf-ficient wetting of the substrate by
the printing inks, it is necessary toensure that its surface tension ishigher than that of the inks, eitherthrough appropriate selection orpretreatment, etc. A set of testinks is thus a very convenientmeans to check the properties ofa particular plastic substrate.
Beatrix Genest (SID Sächsisches Institut
für die Druckindustrie GmbH, Leipzig)
One commercially available camera contact angle measuring device is the pocket goniometerPG-2 from Swedish manufacturer Fibro Systems
Test inks in use: On the left, the ink has spread, i.e. this full wetting shows that the surfacetension of the film is at least as high as the known surface tension of the test ink. On the right,there is no wetting, i.e. the surface tension of the film is lower than the known surface tensionof the test ink
With a set of test inks, the surface tension of a film substrate can be determined iteratively
PC monitor image from the camera of agoniometer. The contact angle is clearlygreater than 90°, indicating that the wettingof the surface is poor
Surface tension of different plastic substrates Source: Fraunhofer IGB
Material
PTFE (polytetrafluoroethylene, “Teflon”
PE (polyethylene)
PE (polyethylene) after corona treatment
PVC (polyvinyl chloride)
PS (polystyrene)
PET (polyethylene terephthalate, “polyester”)
PMMA (polymethyl methacrylate)
PC (polycarbonate)
Surface tension
22.5 mN/m
36.1 mN/m
38 … 44 mN/m
38.4 mN/m
43.5 mN/m
47.0 mN/m
49.0 mN/m
46.7 mN/m

14 Process 5 | 2008
Printability | Corona treatment
Raising surface tensionwith a corona towerCorona treatment is an effective method to raise the surface tension not only of plastic films and metallised substrates,
but also of non-absorbent paper and board surfaces. It is only above approx. 38 mN/m that the surface tension is
sufficient to enable an ink to bond. Since the corona effect on factory-treated films diminishes over the course of
storage, many plastics printers use inline corona systems. KBA’s partner in this field is Ahlbrandt System GmbH.
View into the corona tower of a KBA Rapida 74:The blue shine around the activated quartzelectrode can be seen behind the white sheetguide rollers. The chrome-plated back cylinderin the foreground is effectively a double-sizeimpression cylinder.
The keyless and waterless KBA Rapida 74 G in the customer demonstration centre at KBA inRadebeul incorporates a corona tower ahead of the first printing unit (right-hand arrow) and directozone extraction (left-hand arrow). In this particular configuration, it is already able to printselected film types. The Rapida 74 G can also be supplied with UV equipment, in which case it isable to process all types of plastic substrate.
How corona treatment functions
Corona treatment is the mostfrequently used method to improvethe printability of film surfaces.Raising the surface tensionprovides for better bonding notonly for UV inks and coatings orwaterless offset inks, but also foradhesives.The Latin word ‘corona’ refers to acrown or garland. If high voltage isapplied to an electrode,uncontrolled discharge produces abluish, luminous corona aroundthat electrode – the surrounding airis “ionised”. More properlyspeaking, the high-frequencycurrent is breaking down theoxygen and nitrogen molecules in
the air to form radicals. In thecorona treatment system, these
radicals are channelled from aquartz electrode to a ceramic-coated back roller or – in the caseof the KBA Rapida – to the chrome-plated impression cylinder. In theprocess, they are accelerated alongthe field lines and penetrate up to0.1 nanometres into the filmsurface, hurling hydrogen atomsout of the polymer chains as theydo so. Atoms are also released insimilar fashion from the surface ofa metallised substrate. Within justa few milliseconds, gaps are left inthe surface cross-linking structure;this effect is also referred to as“roughening”. The cylinder herefunctions as the counter-electrode,i.e. it dissipates the charge, and atthe same time provides for thecorrect clearance between film andcorona electrode.
Adaptation for sheetfed offset
printing
KBA offers a corona option forRapida presses from a formatwidth of 74 cm. Its partner for suchinstallations is Ahlbrandt SystemGmbH, based in Lauterbach/Hessen, which supplies coronasystems specially adapted forsheetfed offset printing exclusivelyto KBA.The AS Corona Star series wasoriginally developed for use onflexo and narrow web presses andfor film manufacturers. In theseapplications, the film passes thequartz electrode at a clearance ofonly 2 mm. On a sheetfed press,however, it is impossible to workwith such a small clearancebecause of the grippers. Thealternative of shifting the coronadischarge to the feed table issimilarly impracticable due to theoverlapping sheet stream and thesheet deceleration.Consequently, only one possibilityremains: The corona system mustbe accommodated in a separatetower ahead of the first printing

15Process 5 | 2008
Printability | Corona treatment
unit. In such a corona tower, it is necessaryto increase the clearance between electrodeand film sheet to approx. 5 mm – and with italso the discharge power. Depending on theformat width, and thus the available space inthe corona tower, up to three 15 kV elec-trodes are installed, each with a power ratingof 3 kW or more. At full discharge power, the surface tension israised to the desired degree even at maximumproduction speed. One important factorcontributing to uniform surface roughening isthe full-area contact between the film sheetand the back cylinder, which thus takes theform and dimensions of an impressioncylinder. There is no need to adjust theelectrode length for different film widths. Theozone arising in the dielectric is extracteddirectly.
Corona tower liberates the printer from
restrictions
The principal advantage of an inline coronasystem is that printers are no longercompelled to use up pretreated substratesbefore the “expiry date” of the corona effect.In fact, they can simply purchase untreatedmaterials as and when needed, and thesematerials are naturally less expensive thanpretreated film. Or else they could build up astock of different substrates, so as to be ableto react flexibly to customer wishes, butwithout having to worry about a loss ofprintability over time.Another point is that the corona effect onfactory-treated sheets may be quite literallyrubbed away during separation from the pileand transport of the sheet stream on the feedtable. Even if a surface tension measurement(with test inks) indicates that sufficient effectremains, this does not necessarily mean thatthis surface tension will actually survivethrough to the printing units.Printers working on a press with corona towermust still always test the surface tension ofthe untreated substrates. After all, they needto know which discharge power is required towork at the maximum possible productionspeed. And furthermore, it is beneficial forboth profits and the environment not todischarge energy unnecessarily and to keepthe amount of ozone produced to a minimum.
Alternative methods
Factory-treated substrates have not alwaysbeen processed in a corona discharge system.But there are no cost advantages to be derivedfrom alternative treatment methods.Film manufacturer Klöckner Pentaplast, forexample, has developed the so-called Dynoxprocess, which is used at least for rigid PVC
films. This treatment raisesthe surface tension to over45 mN/m. In contrast tocorona treatment, the surfaceeffect lasts for more than ayear, and is also not destroyedon the feeder.Another method is plasmatreatment. The desired effect ishere achieved by bombardingthe surface with ions. And onceagain, the effect remains stablefor longer than with coronadischarge.
A third alternative is for thefilm manufacturer to finish thematerial with a special primer,a so-called “top coat” whichpreserves the corona effect.The Ciba Prime IT technologyis a similar method.
Summary
Printers working with plasticsubstrates on a regular basiscan easily calculate whether itmakes sense to purchase aninline corona unit and to use
less expensive untreatedmaterials. And if they do so,they can at the same time besure that the printability ofthe chosen sheets isabsolutely reproducible.
Dieter Kleeberg
Matthias Lange (KBA Radebeul)
In the tower frame designed by KBA, the Ahlbrandt corona unit is mounted with optimum clearance to the back cylinder(top photo). All three electrodes of this corona unit possess individual hoses for ozone extraction (bottom photo)

16 Process 5 | 2008
Sheet travel | Static elimination
Antistatic systems on sheetfed offset pressesThe prevention of electrostatic charging is already of great general significance for smooth sheet travel through a sheetfed
offset press. But because the electrostatic tendency of plastic films is so incomparably greater than that of paper sheets,
it is here absolutely imperative to provide antistatic systems at the feeder and infeed.
Principle of electrostatic charging through electron transfer
Principle of electrostatic charging (voltage U > 0) at sheet separation
What is static electricity?
All matter comprises individualatoms. These atoms, in turn, eachcomprise a positively chargednucleus and orbiting negative elec-trons. Any single nucleus possessesexactly as many negative electronsas the number of positive charges(protons) expressed by its atomicnumber. Overall, therefore, thecharges cancel each other, and allmatter is thus in its original naturalstate electrically neutral – we canspeak of “uncharged” matter.This natural equilibrium of positiveand negative charges, however, canbe disturbed if objects are broughtinto contact, pressed together orrubbed against each other and thenseparated once more. Negative par-ticles (electrons) are effectively tornout mechanically from the surface ofone object and passed by this fric-tion to that of the other object. Inthe resulting charge imbalance, oneobject now possesses too few elec-trons to compensate all the positivecharges of its protons, and is thus“positively charged”. The otherobject, at the same time, now pos-sesses too many electrons, and isconsequently “negatively charged”.Objects with like charges – irrespec-
tive of whether positive or negative– repel each other, whereas differ-ently charged objects are attractedto each other.
Static electricity on sheetfed presses
This phenomenon also affects aprinting press in various ways. Theattraction forces between appropri-ately charged sheets can even bringthe whole production process to ahalt. At the feeder, for example, thismay be manifested in blocking ofthe pile, poor separation, doublesheets and waviness on the feedtable, and crooked arrival at thefront lays. In the delivery, the sheetsare not straightened up properlywhen dropped from the gripper car-riages and thus form a disorderlypile. That, in turn, restricts furtherprocessing of the printed sheets. Inthe case of very sensitive materials,the ink application may also beimpaired.The tendency of a material to buildup electrostatic charges is depend-ent not just on its physical proper-ties, but also on its handling and theambient conditions in the pressroom. While paper is subject tocharging at low humidities, it isabove all friction during transport
which is responsible for the charg-ing of plastic films.
Factory-installed antistatic systems
To combat the problems of electro-static charging, KBA sheetfed offsetpresses can already be fitted withvarious configurations of antistaticequipment from KERSTEN Elektro-statik GmbH, Freiburg im Breisgau,before they leave the factory. Theessential requirements for thin orcoated papers and boards are han-dled by a relatively simple basicpackage. Corresponding upgradelevels expand the range of potentialapplications and cover also the sig-nificantly higher demands of plasticsubstrates.The fully plastics-capable equipmentpackage on the Rapida 106 pressinstalled in the KBA test print centreenables us to identify the individualcomponents and to briefly describetheir purpose.
Antistatic systems on the feeder
All the antistatic systems at the pileedges serve to support separation ofthe sheets and are thus essential fortrouble-free functioning of thefeeder. Six antistatic heads areinstalled across the rear width of the
feeder. The two central componentsare DK 106 antistatic heads, whichare mounted on the KBA separatingair nozzles (1.1) and thus use the airof the separation burst for staticelimination. Alongside, four DD 406antistatic nozzles are used to blow avariable volume of antistatic air intothe top of the pile as loosening air(1.2 and 1.3). Two further staticeliminators are mounted at the pileside edges. Here, too, the antistaticheads are fitted to the KBA air noz-zles. On the feed table, a DE 206 elec-trode (4) is used to treat the top sur-face of the sheet, a DR 106-8 elec-trode array (5) takes care of theunderside, and a DR 206-6 array (7)helps to lift the first sheet.
Antistatic systems in the delivery
The antistatic systems for the deliv-ery are exclusively DE 206 elec-trodes, which eliminate the electro-static charges over the full formatwidth. The underside of the sheet istreated at the decurler (8.2) andafter the sheet brake (8.1), the topsurface at the powder sprayer (9.1)and with three electrodes above thepile (50.1 to 50.3). The objective ofthese systems is to enable smooth

17Process 5 | 2008
Sheet travel | Static elimination
sheet transport, an even powderapplication and precise pile forma-tion.
Function principle
As already explained above, electro-static charging is the expression ofan imbalance in the charges atatomic or molecular level. To elimi-
nate the disturbing effect, thisimbalance must be neutralised, i.e.the positive charges must be com-pensated with an appropriate num-ber of negative inputs, and viceversa. The result is then once morea neutral charge distribution.Antistatic systems draw the neces-sary compensating charges from the
molecules of the surrounding air. Tothis end, a voltage of at least 2,500 Vis applied to needle-point elec-trodes, producing charged particles(ions) in the immediate vicinity ofthe needle points. These ions cancarry either a positive or negativecharge, depending on the polarity ofthe applied voltage.
An antistatic system for a printingpress provides for a constant ade-quate supply of both negative andpositive ions. With the neXt® sys-tems from KERSTEN, this is ensuredby using a stabilised bipolar DC volt-age. Both polarities are present atthe electrodes at the same time.Consequently, a maximum availabil-ity of both positive and negativecharge carriers can be maintainedconstantly. This technology also pro-duces significantly more ions thanthe previously used AC systems.An electrical field provides forhomogeneous distribution of theions over a wide surrounding area.The relevant law of physics statesthat opposite charges are alwaysattracted to each other. The chargedsheet thus “soaks up” preciselythose ions which are required toneutralise its surface. If sufficientions are made available, the electro-static charging of the sheet will beeliminated completely. Any excessions are taken back by the antistaticsystem itself.
The KERSTEN antistatic systems (depicted in yellow) on the feeder of the KBA Rapida 106 in the test print centre: Two DK 106 antistatic heads (photo top left, component 1.1, on the separating air nozzles), one of four DD 406 antistatic nozzles (top right, components 1.2 and 1.3, as loosening blowers), and for the feed table a DE 206 antistatic electrode (bottom left, component 4, for the top sheet surface) and a DR 206-6 array (top centre, component 7, to lift the first sheet). As can be recognised from the schematic drawing, the DR 106-8 array (component 5, for the underside of the sheet) is not visible.
The KERSTEN DE 206 antistatic electrodes in the delivery of the KBA Rapida 106 in the test print centre: Static elimination for the underside at thesheet decurler (component 8.2) and after the sheet brake (component 8.1), and for the top surface of the sheet at the powder sprayer (component 9.1)and above the pile (components 50.1 to 50.3).
8.2
9.150.1–3
8.1

18 Process 5 | 2008
Oil-based and UV-curing Inks for film and foil printingIn the past, offset printing on plastic film mainly used inks with mineral-oil
based binding vehicles. With printers, converters and end customers having
been demanding better performance systems over the past few years, the
conclusion has been reached that UV technology is the best alternative to oil-
based inks. This article is to present in more detail the status and innovations
of the two ink systems—from the perspective of ink manufacturer Siegwerk.
Special requirements for printing on
film and foils
Synthetic substrates such asplastic film and other non-absorbent printing substrates arebecoming more and more frequentin the printing sector, and particu-larly in offset printing.
The challenge to find a suitableoffset ink system for these applica-tions include• good printability,• improved running characteris-
tics on increasingly fasterpresses,
1 The torque (y axis) of a rotation viscosimeter mapped against the water content (x axis) ofthe ink permits conclusions on how the ink-water balance influences the printability of inks. Themore water an ink can absorb, the greater the margin for problem-free printing of films andfoils. Here a higher torque denotes a lower influence of the dampening ratio. Older types of UVinks (1 and 2) did not absorb enough water. Latest-generation UV inks (3) exhibit an equallysuitable behaviour as oil-based inks (4)
Inks and coatings | Offset inks
Results and benefits for the user
With such antistatic systems, it ispossible to handle even difficultprint substrates without problems,as the neutralisation is performed atprecisely those points on the presswhere electrostatic charging is rele-vant. Given the high purchase pricesfor plastic substrates, the invest-ment in antistatic equipment is usu-ally already returned after only a fewweeks.
The most important and above alltangible effects for the user at aglance: • Improved sheet separation at thefeeder;• Fewer double sheets and pressstoppages;• Reduced non-productive times;• More exact alignment at thefront lays;• Enhanced productivity throughhigher production speeds;
Function principle of the KERSTEN antistatic systems: An electrical field provides for homogeneousdistribution of the ions and full charge compensation (electrical charge Q = 0).
• Handling of substrates for whichstatic elimination is imperative (plas-tic films);• Neutral delivery piles with tidypile edges;• Better and faster further process-ing of the printed sheets;• Fast return of investment;• Greater operator satisfaction.
Operation and maintenance
Antistatic systems are easy to carefor and practically maintenance-free. From the electrical side, thesystem is fully self-regulated, i.e. itrequires no special user settings.The needle points of the electrodesare the parts responsible for the pro-duction of the compensating ions.To ensure the full static eliminationperformance, therefore, they mustbe cleaned at regular intervals asdemanded by the level of contami-nation (usually once a week).A certain amount of experience isalso necessary for correct position-ing and setting of the antistatic airnozzles, particularly in respect ofthe air blown into the feeder pile.
Wolfgang Zierhut
(KERSTEN Elektrostatik GmbH)

19Process 5 | 2008
Inks and coatings | Offset inks
• secure adhesion and scratchresistance on non-absorbentsubstrates.
In contrast to most paper andcarton substrates, the surfacestructure of typical plastic filmdoes not allow the ink to set.Drying and adhesion support byfiltration into the substrate is notpossible. Additionally, the pres-ence of fount solution in oil-basedink offset generally impairs thedrying process. Therefore, a goodink-water balance is a key factor ininfluencing the drying process.Special oil-based inks have beendeveloped for synthetic substratesto accommodate special technicalrequirements concerning thequality of the printed product.However, a good compromisebetween fast drying, safe piling,adhesion and abrasion resistanceremains a difficult thing to achievewith oil-based inks (see Table 1).
Here the advantages of UV curingtechnology should be used,including• immediate hardening of the ink
layer,• low influence of the amount of
fount solution, and• fast readiness for further
processing.
Development of modified
radiation-curing printing inksWhen UV ink systems were firstintroduced in the printingindustry, they were criticised fortheir problematic printingbehaviour in offset presses and foradhesion problems. Theseproblematic characteristics havebeen successfully overcome bynew raw materials and innovativeink formulations.
Printability of UV inks
In non-absorbent substrates suchas plastic film, thefount solutioncannot filter into thesurface. The firstgeneration of UVinks tended to buildup on rollers, platesand/or blankets dueto excessive fountsolution absorptionand the resulting lossof tack. Here, anoptimized ink-waterbalance improvedprintability. New inkgenerations withoptimized absorptionand release of fount
2 Ink-water balance profile in the production run. The wettack of the ink changes over time because of alternatingdowntimes (make-ready, pile change, intermediate washing)and optimum production speed. Recent UV inks (green)retain the set ink-water balance while former-generation UVinks get increasingly out of control
solution exhibit a much greatermargin between over and under-damping. For some years now, alcohol-freeprinting has been on the increase.Especially in film and foil printing,however, the use of isopropanol hasproved to be the better choice,with reduced surface tension of thefount solution for optimal printingand a good ink-water balance.Instead of IPA, alcohol substitutesmight be used depending on pressconfiguration, plates etc.
Adhesion of UV inks
In the past, UV inks showedrestricted adhesion on foils andfilms, but these issues have beenovercome by newly developedspecial ingredients and optimizedink formulas.An essential condition is, however,that the substrate such as PVC doesnot contain any plasticizers, staticinhibitors and other substancesthat might diminish adhesion.The recommended surface tensionfor PVC is 35 mN/m. For sub-strates made of ABS, PP, PET, PEand PS, a surface tension of over40 mN/m is essential. These sub-strates should also be free of prob-lematic additives like staticinhibitors, which might impedeuniform ink adhesion due to theirseparating effects. The correctsurface tension in a synthetic sub-strate lies in the material formula-tion and thus with themanufacturer of the substrate.Manufacturers also sometimes useso-called corona discharge technol-ogy to electrically treat the surfaceof films. The surface tension mightfall during longer storage of thesubstrate, and the corona pre-treatment must be repeateddirectly in the web or sheet-fedpress. This option is also advisableif non pre-treated substrates areused for economical reasons. Moreover, the molecular structureof the cured ink layer widely influ-ences adhesive characteristics,flexibility and scratch resistance.
Flexibility of UV-cured layers
UV inks and coatings generallytend to shrink during curing. Thethicker the layer of the ink, and
especially of the UV coating, themore volume is there to shrink.One result is reduced adhesion. Especially in the crosscut test, theadhesive force of the adhesivetape can exceed the bonding forcebetween the ink/coating and theprinting substrate, causing the ink-coating layer to lift off from thesubstrate. Adhesion quality alsodepends strongly on the use ofhighly flexible ink/coating/bindingvehicle systems that reduceshrinking.
Curing of UV inks
Differing curing characteristics canalso influence the adhesion of theink/coating layer. If the ink doesnot cure completely, adhesionmight be diminished by insuffi-cient cross-linking of the ink/coating layer. In rare cases, anover-cured ink/coating layer mightshrink strongly and becomebrittle, which results in lower flex-ibility and adhesion.
Versatility of UV inks
In the early days of UV technology,it was rarely possible to use inksspecially formulated for film andfoil printing also for printing onpaper and carton due to the hightackiness of the oligomers, whichensure adhesion. Today, optimizedqualities allow the use of UV filmprinting inks on paper-based sub-strates in many cases.
Requirements on UV systems
in film printing
The filming quality of UV inks canbe markedly improved by the useof doped lamps or in a nitrogenatmosphere (inert UV). So-calledcold UV systems reduce theemitted heat and the piletemperature, preventing dimen -sional changes in the films andfoils; however, it also slows downthe polymerization of the UV inksand coatings. If the molecularcross-linking process takes placein the presence of nitrogen,polymerization is faster, permittinghigher printing speeds. It isessential to test the adhesion ofinks and coatings on the substratein all jobs. Unlike scratchresistance, generally adhesion
*) Higher fount solution acidity slows drying down; **) Up to 12% recommended for printing with smallest possible amount of fount solution;***) To prevent blocking and set-off; ****) Do not over-ink, coating if scratch resistance is too low
Table 1: Criteria in film printing with oil-based inks
Criterion Parameter Level
Fount solution pH value > 5 *IPA content 3 … 12% **Water feed As low as possible
Piling Pile height restricted ***Pile temperature < 40 °C ***
Powder Powder quantity specified
Waiting time **** Period between printing < 48 hand post-press

20 Process 5 | 2008
Farben und Lacke | Offset inks
3 Characteristics of the UV offset ink series developed by Siegwerk for printing on plastics:Pr = printability, Mi = low migration, Ad = adhesion, Ve = versatility, Od = low odour
does not improve any further after12 hours from printing.
Sensory and migration properties
Printed films are used as wraps,shrink film, cosmetics packaging,labels and much more. Some ofthese applications require particu-lar specifications in UV inks andcoatings, such as • low odour,• no influence on the taste of the
packaged goods,• no migration into the packaged
goods.
Against the background ofconstantly increasing demands byconsumers, legislation and betteranalyses, ink manufacturers mustsatisfy new require ments everyday. Ink quali ties are formu lated
with special materials thatminimize the organoleptic effects,e.g. the excitation of sensitivereceptors such as olfactory andgustatory nerves in the mucousmembranes, and reduce molec -ular migration. Optimized photo
initiator systems, the use of ultra-pure monomers and oligomers ofhigh molecular weights andadapted formulations result invery low migration and thus helpto meet new demands.With all the high purity ofmaterials and sophisticatedmanufacturing technology, usersstill should check and coordinatethe qualities recommended by theink supplier with the technicalenvironment in the printing shop(press, UV system, printing speed,etc.) according to the legalregulations. Apart from ink andcoating, organoleptic and
migration data can be influencedby many other parameters beyondthe influence of the inkmanufacturer. This applies inparticular to suitable cleaners anddampening additives. Printingsubstrates also might develop an
inherent odour after UV radiation.Careful handling and storage ofthe printed run is anotherimportant factor. For questionsor special jobs, especially in thesensitive area of food packaging,it is always advisable to contactthe local representative of the inkand coating manufacturer in orderto receive the best possibletechnical support and advice.
Resume
Printing on increasingly demand-ing substrates with impenetrablesurfaces – from plastic films tometalized substrates or even sheetmetal – requires ink manufac-turers to constantly develop theirproducts. Increasing press speedsand the resulting shorter dryingtimes present a particular chal-lenge.Due to their absence of shrinking,oil-based systems continue to beused for special applications.However, UV technology willcontinue to occupy an everincreasing place in the graphicindustry, with constantlyimproving ink formulations andmanu facture (in particular withregard to organoleptic qualities),tonal value control in pre-pressand physical properties ofradiation equipment.
Peter Psotta and Walter J. Bolliger
(Siegwerk Backnang GmbH),
Marc Larvor and Olivier Deage
(Siegwerk France S.A.)
Table 2: UV litho printing inks of Siegwerk Druckfarben AG for film printing
Substrates Non-absorbent Paper/Board
Printing ink series Sicura Plast SP Sicura Plast LO Sicura Plast LM Sicura Litho Sicura LM
Folding boxes for primary food packagings X X *** X ***
Folding boxes for secondary food packagings ** *** ** ** ***
Folding boxes for cosmetics, pharmaceuticals, tobacco *** ** * *** *
Folding boxes for chemicals *** * * *** *
Labels & tags *** ** * *** *
IML X * *** X ***
Display *** * * *** *
Brochures, leaflets *** * * *** *
Metal Dec 3P *** *** * X X
4 For the testing of printing inks, a liquid chromatograph/massspectrometer (LC/MS) system may be used to measure impurities,which might migrate in very small amounts
*) Not fit to purpose but can be used; **) Recommended; ***) Highly recommended; X) No possible use

21Process 5 | 2008
Printability | UV coating
Finishing of plastic films with UV-cured coating systems in sheetfed offsetApart from the fact that UV gloss coatings require a certain time to spread before the UV radiation is applied, the curing
mechanisms for UV inks and UV coatings are basically identical. The point calling for attention is the different behaviour
of a plastic substrate compared to paper or board stocks. This contribution from coating supplier ACTEGA Terra describes
some of the special considerations.
UV-coated plastic labels Photo: ACTEGA Terra
Chemical curing by way of UV radi-ation is one of the most innovativetechnologies used in the printindustry for the drying of inks andcoatings. With the aid of the UVtechnology, it is also possible toprint on a diversity of non-absorbent substrates. The firstapplications in the early 1970salready exploited the same processbenefits as remain valid today(Table 1). In the narrow-web sector,
UV curing has in the meantimesecured a share of over 90%. UV sys-tems are also gaining in popularityamong packaging printers, wheresheetfed offset is increasingly theprocess of choice for printing andcoating.Intensive research and developmentconcerning both raw materials onthe one hand, and the inks and coat-ings on the other, has promoted evermore widespread use of the technol-
ogy in many areas of the modernprint industry – also for the printingof plastic films. When compared topaper and board applications, how-ever, there are various special pointsto be taken into account whenapplying coatings to plastic films(Table 2).
Heat sensitivity of the film
UV lamps always release also a cer-tain amount of IR radiation, i.e. heat.
This heat is by all means welcome tosupport the curing process, but caneasily lead to curling of the sheets iftoo intense. The resultant problemsare reduced register accuracy andundesirably high pile temperatures.It is thus important to use only asmuch UV radiation as is actuallyrequired to cure the inks and coatingapplied. Adaptation of the processparameters can help to eliminateunnecessary heat input.Normally, UV curing takes placeunder the influence of the ambientair. However, as the oxygen mole-cules in the air also strive to reactwith constituents of the ink or coat-ing, this competitive reaction mustbe compensated by raising the lamppower, which naturally also placesunwanted heat loads on the sub-strate. With the inert UV technology,a long-established technology inwebfed applications, a solution is alsoon hand for sheetfed offset. Thespace between the UV lamp and thesubstrate is rendered inert by flush-ing with nitrogen to displace the par-asitic oxygen. The competitive reac-tion with the atmospheric oxygen isprevented, with the result that thelamp power can be reduced signifi-cantly, and thus less heat is intro-duced into the substrate. A furtheradvantage is that the necessaryphotoinitiator content of the UV inksand coatings is lower, as a prerequi-site for low-odour UV systems.
Table 1: Benefits of UV coating
Criterion Quality
VOC emissions None (solvent-free)
Content of solid matter 100%
Productivity Immediate further processing
Gloss Very high (up to 100 points)
Chemical resistance High
Mechanical resistance High
Cleaning Simple (does not dry)
Table 2: Special considerations when coating on plastic films
Properties Consequences
Heat sensitivity of the film Shrinking, swelling or curling of the film(thermoplasticity)
Polymerisation shrinking of the coating Curling of the film
Surface tension of the film Bonding of the coating to smooth, non-absorbent film surfaces
Electrostatic charging of the film Repulsion of the coating, glass plate effect
Smoothness of the film or coating Glass plate effect

22 Process 5 | 2008
Printability | UV coating
Bonding of the coating
to the substrate
Numerous factors determine thebonding to a plastic substrate. Asthis bonding is actually always aprocess of mechanical adhesion, sur-face tension plays an important role.To achieve good bonding of the inkor coating, the surface tension ofpolyolefin substrates, e.g.polypropylene (PP) and polyethylene(PE) films, should be at least 38mN/m, and preferably 40 mN/m. Inmost cases, the surface of the film isalready corona-treated by the indi-vidual supplier.It is nevertheless recommended tocheck the surface tension beforeuse, as the positive effects of pre-treatment diminish over time andare lost after at most six months,and often significantly earlier (fordetails of test methods, see the arti-cle on surface tension). If the meas-ured surface tension is too low, itcan be raised once more by coronatreatment immediately prior toprinting. Particularly for PP and PE,this has been shown to be a veryexpedient provision. With PVC, PETand PS substrates, on the otherhand, corona treatment is not usu-
ally necessary, but may still proveuseful if adhesion problems areencountered. KBA offers coronamodules for inline pre-treatmentahead of the first printing unit.
Curling of the substrate
after printing and coating
The heat input is not the only factorwhich can lead to curling of the sub-strate. The same effect is producedby so-called polymerisation shrink-ing. The curing of the UV inks andcoatings reduces their volume by 2to 10%, depending on the quality ofthe individual product. This alsocauses the surface area of the ink orcoating film to contract, resulting incurling of the plastic film.The effect can be reduced or at leastinfluenced significantly by selectinga non-shrinking UV coating. It is sim-ilarly important to ensure that thecoating application is not unneces-sarily thick.
Electrostatic charging
and glass plate effect
All plastic films – irrespective ofwhether in web or sheet form – arein general highly susceptible to elec-trostatic charging. In the case of
sheets, this leads to problems withseparation at the press feeder andduring downstream further process-ing. Besides installation of antistaticsystems on the presses and finishingmachines (see the article on antista-tic systems by Kersten), correct stor-age is also able to reduce charging.To permit proper acclimatisation,the films should be kept at temper-atures between 20 and 22°C and arelative humidity of 55% for threedays before printing.Especially in the case of very thinfilms, poor separation of the printedfilm is almost to be expected. Forthis reason, it may be useful to usea coating with a static eliminatorcomponent to avoid the so-called“glass plate effect”, where themutual attraction of the sheets isfurther enhanced by the air beingforced out from between the sheetsand by the very smooth film andcoating surfaces.
Coatings for plastic films
in sheetfed offset
To obtain optimum results, the rawmaterial formulation of UV coatingsfor plastic films differs from that ofUV coatings for paper and board. UV
film coatings thus possess very goodbinding properties, and the flexibil-ity of the final coating on the sheetis enhanced.In addition to the standard high-gloss and matt coating types, variousgold and silver effects, pearlescentfinishes and opaque white gradesare similarly available for use onplastic film. UV film coatings canalso be tailored to provide individualfunctions, such as chemical resist-ance to the most varied solvents,acids and alkalis. Special formula-tions, furthermore, are able to influ-ence the mechanical properties ofthe result. High rub resistance andfriction values across the wholerange from antislip to instant releaseeffect are possible. Further optionsare heat-resistant UV coatings for in-mould labels or low-odour and low-migration UV systems for food pack-aging.The printing and coating of plasticsubstrates places particulardemands on all those contributing tothe process: the press manufacturer,the film, ink and coating suppliers,and not least the printer at the endof the chain. It is thus indispensablefor the user to maintain intensivedialogue with all partners, as only inthis way is it truly feasible tobecome a successful player in thisinteresting and innovative marketsegment.
Mark Fregin (ACTEGA Terra GmbH, Lehrte)
Table 4: Formulation differences between UV coatings for paper/board and for plastic films
Component UV coating for paper/board UV coating for plastic films
Binder Epoxyacrylates: Modified epoxyacrylates: Flexibilised,(high-viscosity pre-polymers) Hard, brittle, high gloss, good gloss, improved bonding properties;
average bonding Urethane acrylates: Flexible, good bonding
Reactive thinner, Di-tetrafunctional, average bonding, Mono- to trifunctional, good bonding,monomers/polyether medium to high low polymerisation shrinking (low to medium viscosity) polymerisation shrinking
Photoinitators Diverse Diverse; no significant differences
Additives Flow-control agent, foam inhibitor, stabilisers Flow-control agent, foam inhibitor, stabilisers,static eliminator
Table 3: Phases of coating on plastic films
Application phase Spreading phase Curing phase and possible results thereafter
Bonding problems Curling/shrinking Optimum result
The coating is applied to the
plastic film
The liquid coating spreads to form
an homogeneous surface
Excessive shrinking within the
coating prevents proper bonding
to the substrate
The bonding is good, but the
coating contracts due to
polymerisation shrinking and
causes the plastic film to curl
A matched coating with the
correct polarity and reduced
polymerisation shrinking provides
for optimum bonding without
curling

23Process 5 | 2008
Applications | Examples
KBA users hold the key to new fields of businessNo other manufacturer is able to match KBA’s comprehensive portfolio of press configurations for plastics printing, water-
less and UV equipment, and special machines for printing on films, cards and data storage media. KBA users can be sure of
a tailored solution as the key to new fields of business. That also becomes clearly evident from the following cross-section
of recent application examples.
KBA-Metronic: Direct printing on
cards and data storage media
KBA-Metronic AG has already beenhighly successful on these two spe-cialist markets for many years. In thedata media segment, the Blu-rayDisc is set to ensure order continu-ity when CDs and DVDs approachthe ends of their product life cycles.
The discs can be printed in optimumwaterless offset quality with themachines CD-Print and Premius.The latter also handles mini-discsand digital business cards of deviat-ing sizes and shapes.The KBA-Metronic OC200 is theworld’s most widely used machinefor direct printing on ISO-format
plastic cards (both with andwithout cavities to accom-modate a chip). A turningfacility at the end of theprint section permits imme-diate printing of the cardreverse. Subsequently, it ispossible to personalise thecards in an inkjet process onthe KBA-Metronic universys,or to add scratch-off patchesor labels. As an alternativeminimalist solution, thescratch-off moduleUDA150-S can be combined
with up to two alphaJET C inkjetprinting heads.
KBA Rapida 74 and 74G:
Strong with plastics
The Rapida 74 has built up a signifi-cant share of the market for theprinting of plastics. Rudolf Berle, theowner of berle:druck in Kaarst-Büttgen, invested in a five-colourcoater press with UV equipment in2004. He prints above all lenticularfilm, the same specialisation as fam-ily printers Staffner in St. Johann in
Film and plastics printing package
for KBA sheetfed offset presses
Applications: Non-absorbent surfaces
(glossy coated board, films/composites
with board-like flexural rigidity)
Infeed/feeder*: Antistatic systems, coat-
ings (e.g. chrome), timed guide shaft
with rollers, rollers above front lays,
timed sheet guide with rollers, blower
air support
Printing units/coating units*: Sheet guid-
ing with mechanical board guides and
blower air support, sheet travel sensors,
modified grippers, antistatic systems,
preparations for UV (ink agitators,
rollers, washing systems, UV interdeck
drying, coating supply)
Delivery*: Sheet guide plates with con-
trolled air, switching between suction
and blowing, sheet brake, antistatic
systems, extraction system, extended
delivery with UV final dryers
*) The available features vary according to
press type and format, and are matched
to individual customer requirements.
KBA-Metronic OC200 for direct printing on ISO-format plastic cards
Personalisation, labelling and scratch-off patches for plastic cards on the KBA-Metronic universys Standard discs, mini-discs and digital business cards printed on the KBA-Metronic Premius
The waterless Rapida 74 at Roldán Gráficas prints PVC, PETG and PS cards

24 Process 5 | 2008
Applications | Examples
Model Max. format Possibilities for plastics printing Inks Finishing options Corona option
KBA-Metronic CD-Print CD, DVD, Blu-ray Special machine for rigid data storage media Waterless UV UV screen-printing or noflexo primer
KBA-Metronic Premius CD, DVD, Blu-ray Special machine for rigid data storage media Waterless UV UV screen-printing primer, noUV coating
KBA-Metronic OC100/200 8.6 x 5.4 cm x2 ABS, PC, PET, PS, PVC cards up to 1.2 mm, Waterless UV UV primer, UV coating nowith cavity
KBA-Metronic universys 8.6 x 5.4 cm Personalisation of ABS, PC, PET, PS, Inkjet inks Scratch-off hot-foil stamping, noPVC cards up to 0.8 mm labelling
KBA-Metronic UDA150-S “Scratch-off” 8.6 x 5.4 cm Personalisation of ABS, PC, PET, PS, Inkjet inks Scratch-off hot-foil stamping, noPVC cards up to 0.8 mm labelling
KBA-Metronic Genius 52UV 36 x 52 cm Approx. 0.1 to 0.8 mm, depending on polymer Waterless UV UV coating no
KBA Performa 74 UV 52 x 74 cm Films from 0.05 to 0.6 mm UV UV coating no
KBA Rapida 74 UV 52 x 74 cm Option for films up to 1.0 mm UV, waterless UV UV coating realised
KBA Rapida 74G 52 x 74 cm Option for ABS, PC, PET, PS, PVC films Waterless (Zeller+ Dispersion coating realisedup to 1.0 mm Gmelin Toracard TF) (Tippl Tipadur P-1203 B3)
KBA Rapida 74G UV 52 x 74 cm Option for films up to 1.0 mm Waterless UV UV coating possible
NEW: KBA Rapida 75 UV 52/60.5 x 75 cm Option for films up to 1.0 mm UV, waterless UV UV coating possible
KBA Rapida 105 74 x 105 cm Option for films up to 1.2 mm UV, waterless UV UV coating realised
NEW: KBA Rapida 105 (previously universal) 74 x 105 cm Option for films up to 1.2 mm UV, waterless UV UV coating realised
NEW: KBA Rapida 106 74 x 106 cm Option for films up to 1.2 mm UV, waterless UV UV coating possible
KBA Rapida 130 91 x 130 cm Option for films up to 1.2 mm UV, waterless UV UV coating upon request
KBA Rapida 130a 96.5 x 130 cm Option for films up to 1.2 mm UV, waterless UV UV coating upon request
KBA Rapida 142 102 x 142 cm Option for films up to 1.2 mm UV, waterless UV UV coating upon request
KBA Rapida 162 112 x 162 cm Option for films up to 1.2 mm UV, waterless UV UV coating upon request
KBA Rapida 162a 120 x 162 cm Option for films up to 1.2 mm UV, waterless UV UV coating upon request
KBA Rapida 185 130 x 185 cm Option for films up to 1.2 mm UV, waterless UV UV coating upon request
KBA Rapida 205 151 x 205 cm Option for films up to 1.2 mm UV, waterless UV UV coating upon request
All KBA presses and machines on which films and plastic substrates can be printed (subject to further changes)
Tirol (Austria), whose five-colourRapida 74 with coater, extendeddelivery, hybrid and UV equipmentand plastics package was started upat the beginning of 2008.The first waterless Rapida 74 inSpain was delivered to Roldán Gráfi-cas, a member of the EuropeanWaterless Printing Association basedin Terrasa near Barcelona, in 2007.It is equipped with four UV inter-deck modules and UV final drying,and handles above all PVC, PETG
and PS cards.At Güse Verlag GmbH in Karbennear Frankfurt am Main, the firstRapida 74G installed in Germanyhas been in use since November2005. The waterless offset presswith its keyless Gravuflow inkingunits is configured for alternatingproduction with oxidatively driedand UV-cured inks. Specialities ofthe company are plastic markers,labels and tags for plant and garden-ing suppliers.
At Güse in Karben near Frankfurt, the Rapida 74 G is used to print plastic markers and tags for gardening suppliers in waterless UV
Rudolf Berle, berle:druck, with a lenticular sheet from his Rapida 74 UV Markus Staffner prints primarily lenticular substrates on this raised-pile Rapida 74

25Process 5 | 2008
Applications | Examples
The first unit of the 30-metre Rapida 105 at Graf-Poz in Poznan (Poland) is a corona tower
The world’s first inline corona tower for sheetfed offset at Etna in Nantua (France) One of the two inert UV interdeck dryers on the six-colour Rapida 105 at Crea
The first sheetfed offset press withan inline corona tower went intoproduction at Etna in Nantua(France) in April 2003. The six-colour Rapida 74 is also able to pre-treat films for later printing on otherpresses without corona facilities.
KBA Rapida 105:
Also with Inert dryers
A corona tower also belongs to theconfiguration of the 15-unit Rapida105 at Graf-Poz in Poznan (Poland) –at 30 metres the longest Rapida inEurope. Already ahead of the sevenprinting units, the film surface isroughened with a corona dischargeand primed with a metallic coatingor opaque white. This primer is thendried in the two subsequent inter-mediate dryer towers. At the end ofthe press, which is also equippedwith special board-handling fea-tures, a double-coating configura-tion allows for the application of
Crea Printing Industries recently received anRTE Award for Innovation in the categoryPrinting & Packaging for a biodegradablelenticular presentation box. Further productexamples from the company: 1 Advertising displays with flip-image effect; 2 Floor graphics; 3 PET presentation box forbottles; 4 Transparent inserts for books andmagazines; 5 School utensils with advertisingdesigns; 6 PET packaging for underwear; 7 Medical info posters; 8 Table-talkers; 9 Ring folders; 10 Place mats
high-gloss or effect coatings.The company Serigraph in WestBend, Illinois, is one of the largestfilm printing specialists in the USA.The screen printing activities whichlent the company its name werealready complemented with offsetcapabilities some years ago. Seri-graph has owned a six-colour KBARapida 105 UV coater press since2000.Crea Printing Industries in Roese-lare near Bruges (Belgium) was in2002 the first user in the world toinstall the inert UV technology insheetfed offset. Two of the dryermodules developed by SID Leipzigin cooperation with Eltosch are pro-vided as interdeck units on the six-colour KBA Rapida 105 with coater.Crea is thus able to print also thinPVC films without curling, becausethe heat input can be significantlyreduced.

26 Process 5 | 2008
Applications | Examples
Product examples from Serigraph in West Bend, Illinois (USA): 1 Ceiling hanger printed on both sides; 2 Vacuum-formed company logo as badging;3 Lenticular film as wrapping band; 4 Shelf wobbler with lenticular effects; 5 Lenticular inlay for DVD packaging; 6 Wall display; 7 Vacuum-formed walldisplay; 8 Place-mat for restaurant chain with “Micromotion” effect (Serigraph technology producing a flash effect as the viewing angle changes);9 Micromotion adhesive label for a film packaging; 10 Floor graphics; 11+15 Vacuum-formed retail displays; 13 Treadmill control panel; 14 In-mould labels on golf clubs; 16 Vacuum-formed elements for a plastic shelf display
Mercurius in Zaanstad prints films in four and five colours on the Genius 52UV The KBA-Metronic Genius 52UV at Inplastor is used to print bank cards
KBA Rapida 205:
Plastics in superlarge format
Capital Print, London, installed afour-colour Rapida 205 with coater,dryer and the special equipmentpackages for board handling andplastics in 2005. In addition to theprinting of mass articles, the inten-tion is to produce also large-formatadvertising materials much morecost-effectively than in screen print-ing.
KBA-Metronic Genius 52UV:
Versatility in B3 format
What the big Rapidas can do, that isalso no problem for the small-format
waterless UV press Genius 52UV.The most prominent user is theSwedish Inplastor Group, wherebank cards are printed and lami-nated under strict security precau-tions. The press installed inSträngnäs possesses a separatecoater and an extended delivery.
Ultimate quality is also the image ofKunstdrukkerij Mercurius inZaanstad (Netherlands), whoreceived a five-colour Genius 52UVat the end of 2006. The press is usedprimarily for printing on plastics.The fifth unit is required for coat-ings and varnishes. A separate UV
Capital Print, London, uses a Rapida 205 forlarge-format plastic advertising materials
coater with UV dryer and extendeddelivery is also available.
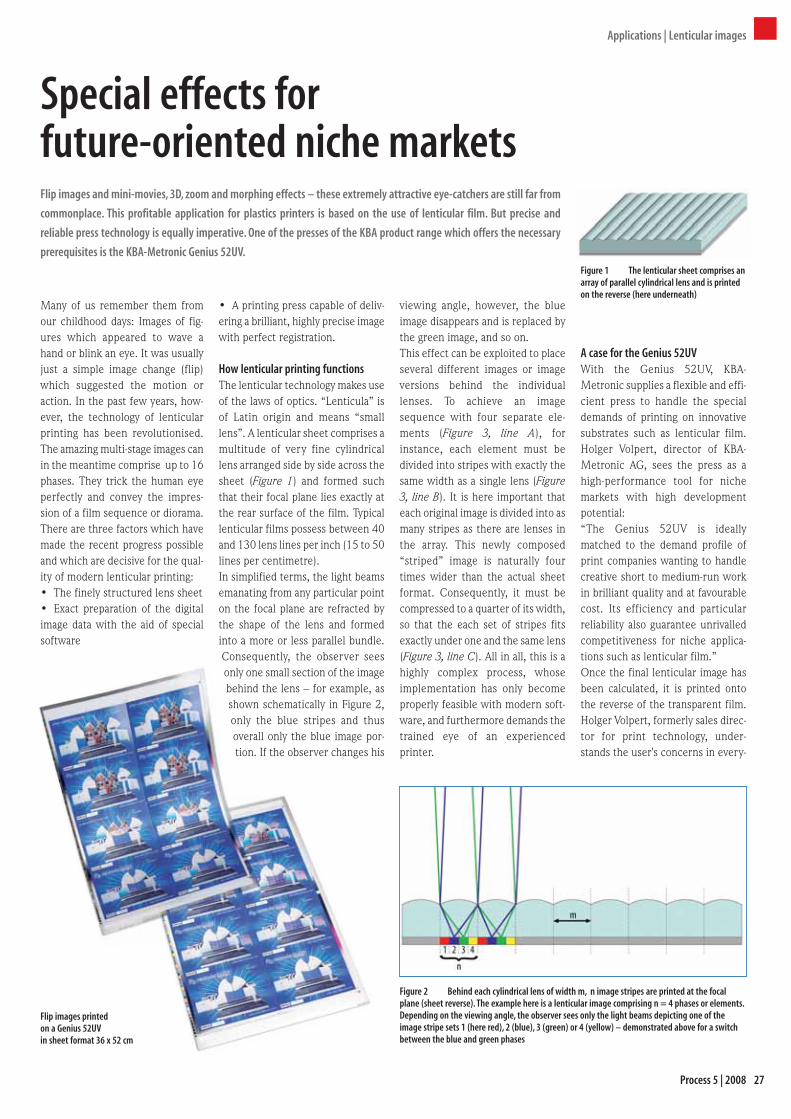
27Process 5 | 2008
Applications | Lenticular images
Special effects for future-oriented niche marketsFlip images and mini-movies, 3D, zoom and morphing effects – these extremely attractive eye-catchers are still far from
commonplace. This profitable application for plastics printers is based on the use of lenticular film. But precise and
reliable press technology is equally imperative. One of the presses of the KBA product range which offers the necessary
prerequisites is the KBA-Metronic Genius 52UV.
Many of us remember them fromour childhood days: Images of fig-ures which appeared to wave ahand or blink an eye. It was usuallyjust a simple image change (flip)which suggested the motion oraction. In the past few years, how-ever, the technology of lenticularprinting has been revolutionised.The amazing multi-stage images canin the meantime comprise up to 16phases. They trick the human eyeperfectly and convey the impres-sion of a film sequence or diorama.There are three factors which havemade the recent progress possibleand which are decisive for the qual-ity of modern lenticular printing:• The finely structured lens sheet• Exact preparation of the digitalimage data with the aid of specialsoftware
• A printing press capable of deliv-ering a brilliant, highly precise imagewith perfect registration.
How lenticular printing functions
The lenticular technology makes useof the laws of optics. “Lenticula” isof Latin origin and means “smalllens”. A lenticular sheet comprises amultitude of very fine cylindricallens arranged side by side across thesheet (Figure 1) and formed suchthat their focal plane lies exactly atthe rear surface of the film. Typicallenticular films possess between 40and 130 lens lines per inch (15 to 50lines per centimetre).In simplified terms, the light beamsemanating from any particular pointon the focal plane are refracted bythe shape of the lens and formedinto a more or less parallel bundle.Consequently, the observer seesonly one small section of the imagebehind the lens – for example, asshown schematically in Figure 2,only the blue stripes and thusoverall only the blue image por-tion. If the observer changes his
A case for the Genius 52UV
With the Genius 52UV, KBA-Metronic supplies a flexible and effi-cient press to handle the specialdemands of printing on innovativesubstrates such as lenticular film.Holger Volpert, director of KBA-Metronic AG, sees the press as ahigh-performance tool for nichemarkets with high developmentpotential:“The Genius 52UV is ideallymatched to the demand profile ofprint companies wanting to handlecreative short to medium-run workin brilliant quality and at favourablecost. Its efficiency and particularreliability also guarantee unrivalledcompetitiveness for niche applica-tions such as lenticular film.”Once the final lenticular image hasbeen calculated, it is printed ontothe reverse of the transparent film.Holger Volpert, formerly sales direc-tor for print technology, under-stands the user's concerns in every-
viewing angle, however, the blueimage disappears and is replaced bythe green image, and so on.This effect can be exploited to placeseveral different images or imageversions behind the individuallenses. To achieve an imagesequence with four separate ele-ments (Figure 3, line A), forinstance, each element must bedivided into stripes with exactly thesame width as a single lens (Figure3, line B). It is here important thateach original image is divided into asmany stripes as there are lenses inthe array. This newly composed“striped” image is naturally fourtimes wider than the actual sheetformat. Consequently, it must becompressed to a quarter of its width,so that the each set of stripes fitsexactly under one and the same lens(Figure 3, line C). All in all, this is ahighly complex process, whoseimplementation has only becomeproperly feasible with modern soft-ware, and furthermore demands thetrained eye of an experiencedprinter.
Flip images printed on a Genius 52UV in sheet format 36 x 52 cm
Figure 1 The lenticular sheet comprises anarray of parallel cylindrical lens and is printedon the reverse (here underneath)
Figure 2 Behind each cylindrical lens of width m, n image stripes are printed at the focalplane (sheet reverse). The example here is a lenticular image comprising n = 4 phases or elements.Depending on the viewing angle, the observer sees only the light beams depicting one of theimage stripe sets 1 (here red), 2 (blue), 3 (green) or 4 (yellow) – demonstrated above for a switchbetween the blue and green phases

28 Process 5 | 2008
Applications | Lenticular images
day practice: “For lenticular print-ing, absolute precision is decisive.As there are no ink keys in the ink-ing units of the Genius 52UV, theinking is consistently stable. On topof that, the register system guaran-
footprint of just 12 m2, promises cost-effective waterless offset printingwith UV-cured inks, for outstandingprint quality on the most varied non-absorbent substrates in thicknessesfrom 0.1 to 0.8 mm.
Attractive new markets
Lenticular printing lends imagesdepth and motion. In this way, printedproducts using lenticular film achievesomething which is becoming evermore valuable nowadays: They grabthe attention. Whether for advertis-ing, fairs or merchandising – the list ofpossible applications is sheer endless.Lenticular images are particularlyeffective for labels, displays,brochures, packaging, decoration andmany other products, drawing posi-tive reactions from the most variedtarget groups with their eye-catchingspecial effects. But such dynamicimages are more than just vehicles fordecorative impressions – it is also pos-sible to fit multiple information, func-tion descriptions, detail views, etc.into a lenticular image.Holger Volpert is convinced: “Technol-ogy made in Germany has enjoyed anexcellent standing over manydecades, but this position must nowbe consolidated in a globalised mar-ket. This will only be successful if weremain permanently and closely intouch with the demands of the mar-ket, and if we employ our innovativestrengths to develop sustainablepotential – ideas and visionary strate-gies are what we need. With theGenius 52UV, we open up a broadspectrum of opportunities and furtherstrengthen the reputation of KBA-Metronic as a strong and committedpartner to the print industry.”
Birgit Grosse, Dipl.-Phys. Peter Schmidt
(Innovations & Patents Dept.,
KBA-Metronic AG, Veitshöchheim)
tees exact automatic plate mount-ing. As a result, the start-up wasteis minimal. And that is an importantargument when using expensivematerials such as lenticular film.”As runs are often particularly short
in the small-format sector, low con-sumption and fast makeready areimperative. On the Genius 52UV, asingle operator can complete a jobchangeover in only seven minutes.The compact Genius 52UV, with a
Figure 3 For an image sequence with four elements (line A; here, as in Figure 2, colouredred, blue, green and yellow to aid understanding), each element is divided into stripes whichare exactly the width of a single lens (line B). There must be exactly the same number ofstripes as there are lenses in the array. As our sequence comprises four elements, the com-bined image is now four times the width of the lens array. Consequently, the overall imagemust be compressed to a quarter of its original width (line C), so that one stripe of each imageelement fits under each lens.
All figures © KBA-Metronic AG/Peter Schmitt
With its waterless and keyless offset process, the Genius 52UV from KBA-Metronic sets new standards in respect of quality and cost-effectiveness for the printing of flexible and rigid films (e.g. PVC, PET, ABS) in substrate-dependent thicknesses between 0.1 and 0.8 mm

29Process 5 | 2008
Glossary
The most important plasticsat a glanceIn the plastics industry, the long names of the individual chemical compounds have thankfully been reduced to manage-
able proportions in the form of internationally standard abbreviations. This glossary provides an overview of the abbrevi-
ations and common names for the most important polymers, including all those compounds mentioned in the articles of
this brochure.
ABS: Acrylonitrile-butadienestyrene; films suitable for printingwith UV-cured and waterless offsetinksAcrylic glass: see PMMAAPET, A-PET, PET-A: AmorphousPET; for highly transparent, highlyglossy printable PET films and thinplastic card laminationsBOPET: Biaxially oriented APETfilm (i.e. stretched in both length-wise and crosswise directions), e.g.DuPont MylarBOPP: Biaxially oriented polypropy-lene filmCA: Cellulose acetate; highly trans-parent, highly glossy and highly rigidnatural polymerCAP: Cellulose acetopropionateCOC: Cyclic olefin copolymer,TopasCoextruded film: Film compositeproduced by extruding melts of twoidentical or different polymersComposites: Print substrates andpacking materials in which severalidentical or different material layersare bonded or welded together.CPET, C-PET: Semi-crystalline PETCPO: Cyclic polyolefins
Extruder
EVOH, EVAL: Ethylene vinyl alco-holExtrusion: Manufacturing processin which a plastic film is produced byforcing one or more polymer meltsthrough nozzles (dies)GAG-PET: Coextruded PET com-posite (PETG–APET–PETG); for blis-ter and deep-drawn packaging com-ponentsGPPS: General-purpose polystyreneHDPE: High-density polyethyleneHIPS, PS-I: High-impact poly-styreneHTR, PHEMA: Hard tissue replace-ment, polyhydroxylethylmethacry-late; extremely tear- and UV-resist-ant films for flexo and offset print-ing; good deep-drawing andlamination propertiesIML: In-mould label; usually ori-ented multilayer PP films, integratedinto the surface of a plastic packageas pre-printed labels during themoulding processLDPE: Low-density polyethyleneLenticular film: Plastic film compris-ing a fine array of parallel, cylindri-cal lensesLLDPE: Isotactically linear LDPEMonofilm: Plastic film producedfrom a single polymer; compare:Coextruded film.Mylar: Trademark of DuPont; syn-onym for oriented PET filmsOLED: Organic light-emittingdiode; printable, electrically con-ducting polymer which emits lightwhen a voltage is appliedOPET-A: Oriented (i.e. stretched)PET-A film; high transparency, highglossiness, high rigidityOPP: Oriented (i.e. stretched)polypropyleneOPV: Organic photovoltaic; photo-cell comprising a printable, electri-cally conducting polymer
OPVC-P: Oriented (i.e. stretched)plasticised PVC filmPA: Polyamide; condensation poly-mer with low transparency, but goodglossiness and rigidity; thermoplas-tic whose rigid variant is alsoprocessed into films for offset print-ing; often found in composites withPE for food bags; as PA 6.6 fibres forsynthetic papersPAN: Polyacrylonitrile; highly trans-parent, highly glossy and highly rigidpolymerPBN: Polybutylene naphthalatePBT: Polybutylene terephthalate;polyester for heat- and wear-resist-ant injection-moulded parts, sheath-ings and nano-fillersPC: Polycarbonate; the most expen-sive polyester; highly transparent,highly glossy and highly rigid con-densation polymer used for CDs,DVDs, Blu-ray Discs and transparentdevice housingsPE: Polyethylene, polythene; poly-olefin polymer with average to goodtransparency, wax-like, low gloss,average rigidityPEDOT:PSS: Copolymer of polyeth-ylene dioxythiophene and poly-styrene sulfonate; printable, electri-cally conducting copolymerPEEK: PolyetheretherketonePEN: Polyethylene naphthalate;condensation polymer with goodtransparency and high glossinessand rigidity; replacement for PET inmany applicationsPET, PETB: Polyethylene terephtha-late; most important polyester mate-rial; highly crease-resistant conden-sation polymerPET-A: APET, amorphous PETPETB: PETPETG, PET-G: Glycol-modified PET;rigid film with good transparency asbase carrier for lenticular films and
shrink-sleeve labelsPETIP: Coextrusion of APET with aPET modified with isophthalic acid;for sealable films in metallised com-positesPHEMA: Polyhydroxylethyl-methacrylate; see HTRPK: PolyketonePLA: Polylactic acid; degradable“bio-polyester” produced fromrenewable raw materials; can alsobe printed in offset as a rigid filmwith high gloss and high strengthPlastic: Trivial designation for syn-thetic and semi-synthetic polymers;distinction is made between ther-moplastics (can be formed whenheated, e.g. PVC, PP), thermosetplastics (cannot be re-formed, e.g.PUR, hardened epoxides) and elas-tomers (all cold-formed rubbers);generally speaking, only films pro-duced from thermoplastics are suit-able for printing; also processed intoblow-moulded packing materials.Plastic films: Polymer webs pro-duced by way of injection mouldingor extrusion, processed into sub-strates and composites with thick-nesses between 20 and 150 μm(typically 50 to 100 μm) and sold insheet or reel form; available in clear-transparent to opaque white andcoloured grades, with glossy, semi-matt and matt surfaces, or alterna-tively structured with patterns or aslenticular film; effectively any plasticfilm can be printed using UV-curedinks; conventional and waterlessinks can also be used in sheetfedoffset, or solvent- and water-basedinks in flexo and gravure applica-tions; processed for use as foldingboxes, flexible packaging, cards andadvertising materialsPlexiglas: PMMAPMMA: Polymethyl methacrylate,

30 Process 5 | 2008
Glossary | Resources and partners
polymethacrylate; known as Plexi-glas or acrylic glass, usually onlyprocessed in screen printingPolyester: Ethyl acetate; polymerswith the ester functional group, e.g.PET, PEN, PCPolymer: Organic macromoleculeon the basis of simple hydrocarbonmolecules (monomers), whose highstrength and other properties aredetermined by the chaining, branch-ing or cross-linking of these
Resources and partnersAt this point we would like to thank all cooperation partners whose products, solutions and
equipment enable our customers to print on plastic substrates on KBA sheetfed offset
presses.
Advice, certification
Berufsgenossenschaft Druck und Papierverarbeitung, Wiesbaden (www.bgdp.de)
Druck & Beratung D. Braun, Mülheim/Ruhr (www.wluv.de)
fogra Forschungsgesellschaft Druck e.V., Munich (www.fogra.org)
Inks, coatings, additives and cleaning solvents
ACTEGA Terra Lacke GmbH, Lehrte (www.actega.com/terra/)
DS Druckerei Service, Reutlingen (www.dsgroup.de, www.fujihunt.com)
Eckart GmbH & Co. KG, Fürth (www.eckart.de)
Epple Druckfarben AG, Neusäß (www.epple-druckfarben.de)
Flint Group Germany GmbH, Stuttgart; Day International GmbH/Varn Products GmbH,
Reutlingen (www.flintgrp.com, www.dayintl.com)
Huber Group, Munich; Hostmann-Steinberg GmbH, Celle (www.mhm.de,
www.hostmann-steinberg.de)
Jänecke+Schneemann Druckfarben GmbH, Hannover (www.js-druckfarben.de)
Merck KGaA, Darmstadt (www.merck-pigments.com)
SunChemical Hartmann Druckfarben GmbH, Frankfurt am Main (www.sunchemical.com)
Schmid Rhyner AG Print Finishing, Adliswil/Switzerland (www.schmid-rhyner.ch)
Siegwerk Group, Siegburg, Backnang, Annemasse/France (www.siegwerk-group.com,
www.sicpa.com)
Dipl.Ing. Werner Tippl, Vienna/Austria ([email protected])
VEGRA GmbH, Aschau am Inn (www.vegra.de)
Weilburger Graphics GmbH, Gerhardshofen (www.weilburger-graphics.de)
Zeller+Gmelin GmbH & Co. KG, Eislingen (www.zeller-gmelin.de)
monomers; homopolymers (com-prising a single monomer type): PE,PP, PVC; copolymers (comprising dif-ferent monomers): ABSPOM: Polyoxymethylene, polyacetalresin, polyformaldehydePP: Polypropylene, polypropene;average to good transparency, glossy,wax-like, rigidPS: Polystyrene; clear-transparent,rigid; can be foamed (then no longersuitable for printing)
PSU: PolysulphonePTT: Polytrimethylene naphthalatePUR: Polyurethane; basis formoulded parts and adhesivesPVC: Polyvinyl chloride; average togood transparency, rigidPVC-P: Plasticised PVCPVC-U: Unplasticised PVCPVDC: Polyvinylidene chloride, apolyolefin polymerPVOH: Polyvinyl alcohol; antistatic,weldable, water-soluble, bio-degrad-
able, high-strength barrier filmTacticity: Preferred alignment ofpolymer molecules; isotactic poly-mers (i.e. polymers with identicallyaligned molecules, e.g. PP) are par-ticularly easy to stretchTPE: Thermoplastic elastomers
Dieter Kleeberg
Dryer systems
Adphos Vertriebs GmbH, Hamburg (www.adphos.de, www.eltosch.de)
Grafix GmbH Zerstäubungstechnik, Stuttgart (www.grafix-online.de)
Heraeus Noblelight GmbH, Hanau (www.heraeus-noblelight.com)
Kühnast Strahlungstechnik GmbH, Wächtersbach (www.uv-technology.de)
Dr. Hönle AG UV Technology, Gräfelfing (www.hoenle.de)
IST Metz GmbH, Nürtingen (www.ist-uv.com)
RadTech Europe, Den Haag/Netherlands (www.radtech-europe.com)
Sächsisches Institut für die Druckindustrie (SID), Leipzig (www.sidleipzig.de)
Corona and antistatic systems
Ahlbrandt System GmbH, Lauterbach/Hessen (www.ahlbrandt.de)
KERSTEN Elektrostatik GmbH, Freiburg im Breisgau (www.kersten.de)
Plastic films, metal foils, lenticular sheets
DPLenticular Ltd, Dublin (www.dplenticular.com, www.lenticular-folien.com)
Folienwerk Wolfen GmbH, Wolfen-Thalheim (www.folienwerk-wolfen.de)
Klöckner Pentaplast GmbH & Co. KG, Montabaur (www.kpfilms.com)
Leonhard Kurz Stiftung & CO. KG, Fürth (www.kurz.de)
Papier Union GmbH, Hamburg (www.papierunion.de)
Priplak SAS, Neuilly-en-Thelle/France (www.priplak.com, www.arjowiggins.com)
Schneidersöhne Unternehmensgruppe, Ettlingen (www.schneidersoehne.de)
Treofan Germany GmbH & Co KG, Neunkirchen, Raunheim (www.treofan.com)
3D software
Digi-Art Neue Visuelle Medien Elmar Spreer, Apen (www.lenticularsoftware.de)
HumanEyes Technologies Ltd, The Hebrew University, Jerusalem (www.humaneyes.com,
www.dispro.at)

31Process 5 | 2008
KBA Process 5
Koenig & Bauer AGWürzburg FacilityFriedrich-Koenig-Str. 497080 WürzburgGermanyTel.: +49 931 909-0Fax: +49 931 909-4101Web: www.kba.comE-mail: [email protected]
Koenig & Bauer AGRadebeul FacilityFriedrich-List-Str. 4701445 RadebeulGermanyTel.: +49 351 833-0Fax: +49 351 833-1001Web: www.kba.comE-mail: [email protected]
KBA-Metronic AGBenzstr. 1197209 VeitshöchheimGermanyTel.: +49 931 9085-0Fax: +49 931 9085-100Web: www.kba-metronic.comE-mail: [email protected]
KBA Processis a technically oriented publication created to facilitate strategic investmentplanning by providing detailed, practical information on the current statusand future prospects of new technologies and advances.
Publications to date:KBA Process No. 1 “Focus: Direct Offset Printing on Corrugated Board”
(2002)KBA Process No. 2 “Waterless and Keyless” (2005)KBA Process No. 3 “Quality Enhancement with Hybrid Production”
(2006)KBA Process No. 4 “Inline Coating” (2007)
Publisher:Koenig & Bauer Group (www.kba.com)
Editors:Jürgen Veil KBA, head of sheetfed offset marketing, responsible
for the content, [email protected] Schmidt KBA, marketing director, [email protected] Kleeberg Trade journalist/PR service provider to the print
industry, [email protected]
Authors and contributors:Walter J.Bolliger Siegwerk Backnang GmbH, BacknangMartin Dähnhardt KBA RadebeulOlivier Deage Siegwerk France S.A., AnnemasseKlaus Fischer Papier Union GmbH, HamburgMark Fregin ACTEGA Terra GmbH, LehrteBeatrix Genest SID Sächsisches Institut für die Druckindustrie
GmbH, LeipzigAnne-Kathrin Gerlach KBA RadebeulBirgit Grosse KBA-Metronic AG, VeitshöchheimDieter Kleeberg Dipl.-Ing. D. Kleeberg, NidderauIzabella Kwiatkowska European Media Group, PoznanMatthias Lange KBA RadebeulMarc Lavor Siegwerk France S.A., AnnemasseCornelia Lillelund Freelance journalist (for Papier Union)Peter Psotta Siegwerk Backnang GmbH, BacknangPeter Schmidt KBA-Metronic AG, VeitshöchheimWilfrid Tews Treofan GmbH, Neunkirchen and RaunheimJürgen Veil KBA RadebeulFrank Waßmann Klöckner Pentaplast GmbH, MontabaurWolfgang Zierhut KERSTEN Elektrostatik GmbH, Freiburg im Breisgau
Layout:Katrin Jeroch KBA Radebeul
Product specifications and features may be changed without prior notice.No part of this publication may be reproduced in any way without the pub-lisher’s permission and without source data. Although registered trademarksand copyrighted or patented products are not specified as such, this doesnot mean that they are or may be treated as public domain.
Printed in the Federal Republic of Germany
If you wish to receive our freecustomer magazine “KBA-Report”,but are not yet a subscriber, pleasecontact Anja Enders in our market-ing department:
E-mail: [email protected].: +49 931 909-4518Fax: +49 931 909-6015

KBA Sheetfed Offset
KBA Rapida 106Your innovative makeready champion
KBA.
P.61
6.e
Ever since Drupa 2004 our high-tech Rapida 105 has been defining thebenchmarks for medium-format offset in terms of automation, performance,flexibility and innovation. At Drupa 2008 our new Rapida 106 took make-ready efficiency, quality management, ease of operation, waste reductionand cost-effective printing one step further. The new-generation Rapida106: all you'll ever need, all you've ever wanted, and all in one press. Comeand see for yourself.
Koenig & Bauer AG, Sheetfed Offset Presses, Radebeulphone: +49 351 833-0, [email protected], www.kba.com