president message - pakistan foundry association · president message sikandar mustafa khan...
TRANSCRIPT



President Message
Sikandar Mustafa KhanPresident – PFA
Chief EditorMr. Fahad IqbalJoint Secretary - PFA
EditorMr. Abdul WaheedG.M. FoundryPakistan Engineering Company Limited(PECO)Kot Lakhpat, LahorePh: +92 42 35880071-4 Cell: 92 321 4989797Email: [email protected]
CoordinatorMr. Abdul RashidSecretary - PFA93-B, Hali Road, Gulberg-II, Lahore PakistanPh: +92 42 35023525, 35753619 Fax: 92 42 35755743Cell: +92 322 8487873Email: [email protected]@gmail.comURL: www.pfa.org.pk
Contents
2
5
16
20
24
I am pleased to convey that (PFA) has again become a member of World Foundry Organization (WFO) in the hope that this will help in the development and assistance to the Foundry Industry in Pakistan.
We acknowledge the support of Mr.Vinod Kapur of Gargi Huttens Albertus Pvt. Ltd, India for his personal efforts in bridging the gap between WFO and PFA. We look forward to a fruitful and valuable relation with them in the future.
Our student's internship program is beginning to bear fruits for both industry and academia. Our summer internship program for students of B.Sc Metallurgical & Material Engineering began with University of Engineering & Technology in Lahore and NED University in Karachi in 2009, but now it is extended to Punjab University, NUST University, GIKI University, Dawood College of Engineering & Material Sciences University, and Baha-u-din Zakariya University in Multan. I feel in the current scenario of rapid technology upgradation industry and education institutional collaboration is essential to enhance the product quality and encourage research for technology enhancement in the engineering sector.
It is encouraging to see more than 20 Pakistani foundries visiting 12th International Foundry Trade Fair, GIFA being held in Dusseldorf, Germany from June 28 to July 02-2011. I am sure they will benefit from this trip.
I appreciate our member's interest in this technology show and wish them success in correlating the foundry industries of Pakistan with the latest international manufacturing practices, which will open new avenues in foundry technology in future casting trends in Pakistan.
Strategic Directions For Pakistan Foundry Industry
GREEN SAND MOULDING AMOULDING PROCESS FORPRODUCING QUALITY CASTINGS
INTERNSHIP CERTIFICATEDISTRIBUTION CEREMONY
Casting Fascination
Quality Management in SMEs

2 3
Strategic Directions For Pakistan Foundry Industry
Pakistan is undergoing a big communications revolution. With 1.8 million motor bikes being manufactured in Pakistan, about 225,000 new and used vehicles being registered, there is now an entry level motorization of more than 2 million vehicles coming on to our roads. The Government of Pakistan and the provincial governments are to be congratulated that the road infrastructure has almost kept pace with this growth in vehicle population. Roads, ring roads and motorways are springing up all over the country, just in time to attend to this influx of motorization in Pakistan.
Costal highways are coming up. Car, truck and bus production has taken off. This level of motorization will have a high multiplier effect and is expected to start it own economic revolution by way of springing small businesses which are the result of cheap communication and easy mobility.
Pakistan's metropolitan town centers are expected to experience congestion in the large towns and because of this, we expect to see a shift from towns to as for away as 50 km away from the metropolitan areas. This relocation will be assisted by the availability of transport, roads, telephone and other service industry which would also start to locate in the suburbs of the big towns as we have seen, classically, in the case of European and advanced countries in all over North America and south East Asia. This centrifugal activity bordering large towns will create mega opportunities in the suburbs and it will fuel the demand for more cars and more automotive equipment.
Despite current economic situation, Pakistan is set to become a market for at 500,000 cars and 2.5 Million Motor Cycles in addition to bus, truck and farm machinery sectors. The demand expected from the car sector alone would look like this:
Imtiaz Rastgar
Process/Product Annual Required Capacity
Process Annual Required Capacity
Water Pump 500,000 nos Machining (Al. Parts) 40,000 tons
Interiors / trims 300,000 sets Machining (cast parts) 65,000 tons
Forgings 15,000 tons Radiators 300,000 sets
Plastic parts 60,000 tons Lights 300,000 sets
Rubber 32,000 tons Silencers 300,000 units
Fasteners
1,589 million nos.
Door Hardware
300,000 sets
Castings
65,000 tons
Glass
1.25 million m2
AC
500,000 units
Machining (Forged Parts)
15,000 tons
Wire Harness
300,000 sets
Batteries
500,000 units
Shock absorbers
2.0 million units
Friction material
300,000 sets
Ball Bearing
61.5 million Units.
Audio Systems
500,000 units
Aluminum Castings
40,000 tons
Speedometers
500,000 nos.
Starter Motor
500,000 units
Alternator
500,000 units
Fuel Pump
500,000 units
Seat Recliner
400,000 units
Fuel Filter
500,000 units
Air Cleaner
500,000 units
McPherson
250,000 sets
Power Steering
400,000 Units
Sheet Metal Parts
250,000 tons
Steering Column
500,000 sets
Engines
500,000 units
Gear Box / Transmission
500,000 Units
The farm sector is also undergoing a slow but sure change and intensive farming based on mechanization and new technologies will replace the traditional methods. Traditional farming and farmers are bound to lose ground to modern methods as well as well groomed and active farmer managers. Agricultural machinery sector will also be the engine of growth here and abroad as more and more Pakistani farm machinery begins to be exported. The big growth in this sector will create an ever increasing demand on vendor industries and particularly on foundries.
With an ever growing housing sector and even bigger backlog, the housing sector and construction industry is booming all over the country. It is expected that the construction bonanza will last well toward the end of present century if other things remain the same. Construction industry excites the growth of at least forty different types of industries. So this means that with growing construction, agriculture ever growing population, it is expected that the machinery building sector will also flourish and machine tools builders will be locating in Pakistan as well as also be other machinery builders; and as this happens, the demand for castings is going to multiply many folds.
It is going to be far beyond the capacity of our present foundries to be able to fulfill this demand. Also, it seems that at present the companies which run foundries in Pakistan do not have the management expertise and the financial capabilities for creating the kind of foundries which would be needed to fulfill the future demands of casting in Pakistan as well as for export destinations.
In view of this, several scenarios come to mind.
First of all, the Japanese auto giants, with their strong foot print in Pakistan, or their overseas vendors may invest in the foundry sector in Pakistan in order to reap the profits of the rising demand in Pakistan.
A second prospect is that the non-traditional investors in Pakistan or even outside Pakistan may jump into the foundry trade to cash in the opportunity which the present foundries and the companies running the foundries and owner managers may not be capable of encashing, because of their paradigms, training and managerial capacity.
The third prospect, which is very likely to happen is that the current foundry companies could transform into some very large scale producers of castings and create an oligopoly of very large scale companies who could be fulfilling the demand for all kind of castings. In which case, the present foundries may be completely left out in the cold even with the expanded demand, and they may even find difficult to carry on their trade because of outdated methods and management.
The balance sheets of multinationals which are already operating in Pakistan for five to six decades by now bear testimony to the fact that there is large potential for profits to be made in Pakistan and virtually every multinational operating in Pakistan is a blue chip company. With its very deep and large amount of capital and management expertise, it is quit possible that a situation arises where the foundry industry itself is targeted for investment by such a multinationals. Such an initiative will change the game for all the present players in the foundry industry in Pakistan.
So, what is the way forward? It is felt that consultants can create win-win situations and if proper consultants are hired by the managements of foundries in Pakistan they can help create the kind of foundries which could become the vendor base for European multinationals looking to source from low cost countries, as it is happening at present in the case of India and China. There has been large scale investment in very good foundries mainly guided by European consultants and now virtually every large multinational from Europe and America is trying to setup a vendor base in India and China. Pakistan is part of the same geographical theater and very likely to lose the opportunity by not deciding fast enough on which way to go as far as foundry expansions and bold investments in this sector are concerned.

GREEN SAND MOULDING AMOULDING PROCESS FORPRODUCING QUALITY CASTINGS
ENGINEER JAVAID ASHRAFFoundry Consultant
4 5
It would be interesting to mention here that there is also an opportunity for service providers in Pakistani foundry scenario as the investments in foundries start to gather speed. Specialist foundries will start to look for specialist service providers and raw material providers and this is a chance for enterprising businessmen in Pakistan to start investing their time and money in the foundry service sector.
As the national demands and productions for casting continues to grow, the need for modern machine shops, having capacities commensurate with the casting production, will appear.
Large scale investments in machines shops and the foundry and machinery industry will become inter dependent for the success of high quality machine shops with capacities to cater to local and global demands. This is also another opportunity area for enterprising Pakistani businessmen to make sound investments in engine and machinery manufacture.
It is a well known fact that European agriculture machinery sector has already taken Pakistan into there sights, on the basis of our success in producing large volumes of farm tractors; and inquiries are being received from large tractor manufacturers looking for parts to source in this part of the world. It is now for the Pakistan foundry industry to respond by making the bold investments which are needed to fulfill this kind of demand.
Now, some thoughts for how to “jump the curve”. Pakistan's Foundry Industry needs to create global focus for marketing its products. Foundries must have the kind of technology and potential where they can export part of their production to create balance between local and foreign customers and create an element of recession proofing. Also the foundry industry may need to make joint ventures with the established companies for the Pakistani market. It also needs the right kind of manpower, which unfortunately our universities have not produced so far. Key people for the Pakistani foundry industry probably would need to be hired internationally. This could bring the cultural changes, technology, quality assurance, process control, modern business and production practises needed for becoming world class players.
All this is a wake up call to Pakistani businessmen. It is important that while planning growth, Pakistani foundries do not put all there eggs in the Pakistani basket. They must start to look at the export market and aim for a divided sales pie-chart in the international market, so that they are able to recession proof their companies.
Sand Moulding Processes
Moulding with Molasses Sand:
Advantages of Molasses Sand Moulding
Disadvantages of Molasses Sand Moulding
There are several process for making Sand moulds some of them are listed below:
1 Green Sand moulding.
2 Dry-Sand moulding.
3 Natural Bonded Sand moulding.
4 Molasses Sand moulding.
5 No bake — Sand moulding.
6 Co Silicate Sand moulding.2
This process of mould making is in practice many Pakistani foundries particularly in unorganized sector. Although it is in practice for centuries, yet its demerits are more in number than its merits. Due to this reason one does't find any noticeable research work for upgrading the quality of castings by adopting this process.
1 Low capital intensive.
2 Castings with smooth surface can be obtained by employing highly skilled manpower.
3 A small foundry may operate even on a covered area of 5002000 Sq.ft.
4 Works well in good weather conditions for pouring non ferrous and grey cast irons.
5 It is Useful especially for small castings of intricate shape.
1 Due to poor compactibility of molasses sand, desired mould hardness can never be achieved, as such casting weight may vary from mould to mould ranging from 10% to 50% especially in rainy weather.
2 The above mentioned scenario immediately increases the cost of molten mete! from 10% to 50% plus bearing an additional expense of grinding oversized compontnts for machining.
3 Proper baking of cores made out o mo asses sand is very difficult. Excess baking burns the cores and with less baking, they remain soft, he baked cores not or bend but also evolve excessive gasses harmful or casting quality.
4 Due to weak core prints, moulds tend to break while placing cores.
5 Vent rig is again a problem. Venting spike when poked into copes, damages mould cavity.
6 Following problems can also be encountered while pouring molten metal into these moulds thus increasing rate of rejection;
i Metal stream washes sand.
ii Moulds erupt due to excessive pressure of gases.
iii Scabbing takes place.
7 Delay in stripping, burns the sand around the castings. Some sand also adheres with castings thus incurring additional fettling costs.
To enhance the corporate image of your Companyand to grow your business
Advertise in
ELEMENTFoundery Magazine
Rate for Local Companies: Rs. 20,000Rate for Foreign Companies: $ 400
For Contact: Abdul Rasheed Secretary-PFA93-B, Hali Road, Gulberg-II, Lahore PakistanPh: +92 42 35023525, 35753619 Fax: 92 42 35755743 Cell: +92 322 8487873Email: [email protected]: www.pfa.org.pk
6 7
Alumina — 4% max.
Iron oxide — 1% max.
Loss on ignition — 0.5% max.
It contains sufficient amount of clay as such no bonding materiall is added to it except water. T ley are cheap, time for mixing the binder is saved and no extra equipment is required for mixing the sand with any binder.
However, “Illite" type of clay in this sand produces lown green compression strength and requires fairly high moisture to develop the bond. The clay loses its binding power after being heated to some 45°C and this associated with low refractoriness of sand and clay and the finieness of the actual sand grains in natural bonded sand means that they are mainly suitable for non-ferrous metals, giving good surface finish.
Preparation of synthetic sand is therefore necessary to get full! Benefits of Green Sane moulding process.
The synthetic sand is prepared in sand plant of a foundry shop by mixing clay-free sand as far as possible with desirable amount of clay binder, such as bentonite and water. For iron castings coal dust is also added to avoid oxidation of iron improve surface finish of castings and making easier the finishing process.
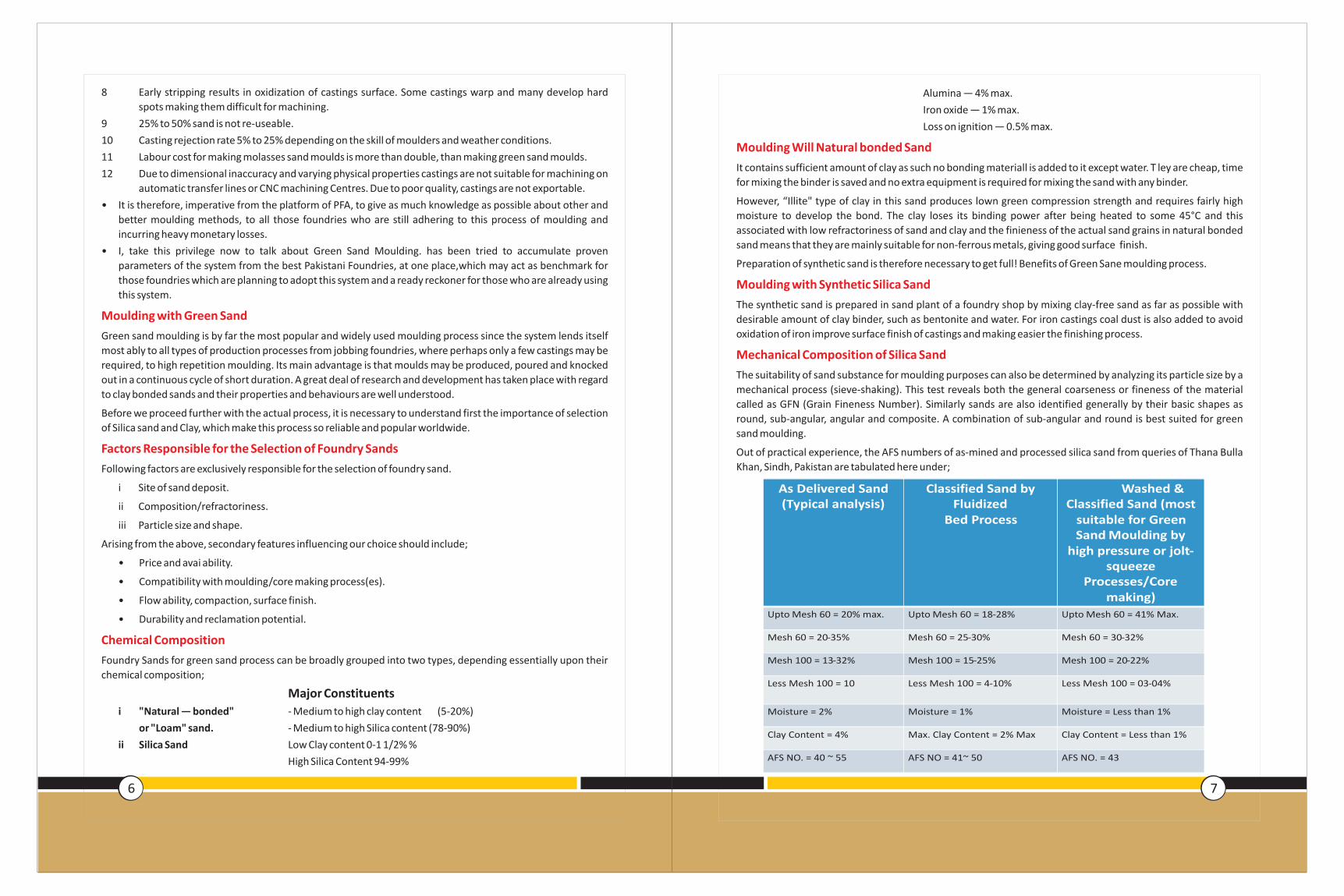
The suitability of sand substance for moulding purposes can also be determined by analyzing its particle size by a mechanical process (sieve-shaking). This test reveals both the general coarseness or fineness of the material called as GFN (Grain Fineness Number). Similarly sands are also identified generally by their basic shapes as round, sub-angular, angular and composite. A combination of sub-angular and round is best suited for green sand moulding.
Out of practical experience, the AFS numbers of as-mined and processed silica sand from queries of Thana Bulla Khan, Sindh, Pakistan are tabulated here under;
Moulding Will Natural bonded Sand
Moulding with Synthetic Silica Sand
Mechanical Composition of Silica Sand
8 Early stripping results in oxidization of castings surface. Some castings warp and many develop hard spots making them difficult for machining.
9 25% to 50% sand is not re-useable.
10 Casting rejection rate 5% to 25% depending on the skill of moulders and weather conditions.
11 Labour cost for making molasses sand moulds is more than double, than making green sand moulds.
12 Due to dimensional inaccuracy and varying physical properties castings are not suitable for machining on automatic transfer lines or CNC machining Centres. Due to poor quality, castings are not exportable.
• It is therefore, imperative from the platform of PFA, to give as much knowledge as possible about other and better moulding methods, to all those foundries who are still adhering to this process of moulding and incurring heavy monetary losses.
• I, take this privilege now to talk about Green Sand Moulding. has been tried to accumulate proven parameters of the system from the best Pakistani Foundries, at one place,which may act as benchmark for those foundries which are planning to adopt this system and a ready reckoner for those who are already using this system.
Green sand moulding is by far the most popular and widely used moulding process since the system lends itself most ably to all types of production processes from jobbing foundries, where perhaps only a few castings may be required, to high repetition moulding. Its main advantage is that moulds may be produced, poured and knocked out in a continuous cycle of short duration. A great deal of research and development has taken place with regard to clay bonded sands and their properties and behaviours are well understood.
Before we proceed further with the actual process, it is necessary to understand first the importance of selection of Silica sand and Clay, which make this process so reliable and popular worldwide.
Following factors are exclusively responsible for the selection of foundry sand.
i Site of sand deposit.
ii Composition/refractoriness.
iii Particle size and shape.
Arising from the above, secondary features influencing our choice should include;
• Price and avai ability.
• Compatibility with moulding/core making process(es).
• Flow ability, compaction, surface finish.
• Durability and reclamation potential.
Foundry Sands for green sand process can be broadly grouped into two types, depending essentially upon their chemical composition;
Major Constituents i "Natural — bonded" - Medium to high clay content (5-20%)
or "Loam" sand. - Medium to high Silica content (78-90%)
ii Silica Sand Low Clay content 0-1 1/2% %
High Silica Content 94-99%
Moulding with Green Sand
Factors Responsible for the Selection of Foundry Sands
Chemical Composition
As Delivered Sand(Typical analysis)
Classified Sand by Fluidized
Bed Process
Washed & Classified Sand (most
suitable for Green Sand Moulding by
high pressure or jolt-squeeze
Processes/Coremaking)
Upto Mesh 60 = 20% max. Upto Mesh 60 = 18-28% Upto Mesh 60 = 41% Max.
Mesh 60 = 20-35% Mesh 60 = 25-30% Mesh 60 = 30-32%
Mesh 100 = 13-32% Mesh 100 = 15-25% Mesh 100 = 20-22%
Less Mesh 100 = 10 Less Mesh 100 = 4-10% Less Mesh 100 = 03-04%
Moisture = 2% Moisture = 1% Moisture = Less than 1%
Clay Content = 4% Max. Clay Content = 2% Max Clay Content = Less than 1%
AFS NO. = 40 ~ 55 AFS NO = 41~ 50 AFS NO. = 43

8 9
Binders for Green Sand
Preparation of Green Sand
Preparation 'of Green an in Vacuum Mixers
Any material which holds sand grains together could be classed as a binder. Binders suitable for foundry use must not only hold sand grains together but also be sufficiently resistant to temperature so as
not to collapse before the metal has solidified. But after solidification and cooling they must completely collapse to allow the sand to be easily removed from the casting leaving its surface smooth. This ability of the binder to collapse on cooling is known as breakdown and this property is very important for easy fettling. A blend of 20% sodium and 80% calcium bentonite with following chemical composition is ideally suitable for either jolt squeeze or high pressure green sand moulding.
Silica (Si 02) 55-65%
Alumina (Al2 03) 16-20%
Iron Oxide (Fe2 03) 3.5 — 4.5%
Sodium Oxide (Na2O) 1.75-2.5%
Magnesium Oxide (Mgo) 1.50-3.0%
Calcium Oxide (Cao) 0.92-2.0%
Montmorillo-nite type clays (sodium & calcium bentonites) used for synthetic moulding develop higher strengths in green, dry and hot states. They are high in refractoriness, allow the use of lower water contents, hold their strengths after being heated to higher temperatures, have higher shatter index and hay^. higher permeabilities than illite clay as found in Natural bonded sands.
Green sand consists of silica sand bonded with clay and water. However, other additions may be used, for example, in iron foundries coal dust or an equivalent replacement is added to o impart a good surface finish to the castings.
The dispersion of water in the clay and the coating of the sand grains with this clay/water mixture are carried out normally in an appropriately designed sand mill where is these processes are greatly assisted by the mechanical
mixing which break up the aggregates of clay flakes and roll them out to ensure that the plane top and bottom surfaces become exposed to the water for the bond to be developed. The maximum bond in such mills is developed in some 3-4 minutes, water being added before the clay to prevent segregation. The prepared sand, called green sand is then carried manually or through conveyor belts to the moulding machine(s) for making moulds. Maximum care is taken to contain the temperature of the sand below 40°c before it enters moulding machine to avoid excessive mould breakage.
There are various types of I Intensive Sand Mixers in the world market for preparing Green Sand, but the latest work on the technology o' Green Sand preparation process Europe and Japan may be or- particular ar interest for many bfoundrymen. This vacuum mixing process takes place En a mixer cooler with n initial sand moisture content of t Deast 5.5%. At atmospheric pressure, at sea level, weer begins to boil at about 100°c. the a; ambient pressure Es reduced to just be ow 0.1 bar, water a ready starts broiling at 40°c. Fir return sand to be cooled from 8000 to 40°c, the steam volume amounts to approximately 32m3/t \Mt aft cooling, but it '75 ,3/t when using. vacuum technology! The parameters of the process are set in such
a manner that the water required to moisten the moulding sand to the desired moisture level remains in the sand and excess moisture vaporizes after cooling the sand.
Under vacuum, water (steam) penetrates uniformly into the deeper layers of sand mix, thus ensuring its better homogenizing, cooling, dispersion and mixing, resulting in enhanced.
1 Green compression strength by 12%
2 Tensile strength by 19% and
3 Gas permeability by 18%
1 The conventional air coolers including steel structures, electric motors, water dosing system etc. become unnecessary.
2 Only few bucket elevators are needed.
3 The storage silos and equipment for the incoming/exhaust air supply to the sand cooler and the filter dust feeding back system are no longer necessary.
4 The size and energy consumption of the central dust extraction filter can be reduced to 50%.
5 Costs of steel structures and foundations can be reduced up to 35%, the necessary ground area up to 40%.
Other major benefits of the vacuum process
GREEN SAND MIX COMPOSTION
Following are the recipes for ensuring batch to batch consistencies in green sand moulding.1) Sand preparation for the 1st time Silica Sand = 100 Kgs.Bentonite = 7 — 8%Coal Dust = 7%Moisture = 3.00 3.25%2) For Regular Sand preparation: Return sand = 95 — 96%

Sr.# Properties Desirable limits Descriptions
5 Total Clay 12.00 — 13.50%-
4 Dead Clay 1.0 — 2.0% This is the inert material present in the sand which is produced between 450°c to 700°c on coming in contact with molten metal. It does not take part in the bonding of sand grains. Presenceof dead clay in access of desirable limit, requires additional amount of water for getting desired compatibility, however permeability and shatter index are dropped making the mould brittle.Therefore, instead of adding more moisture and bentonite , new washed dry silica sand should be added in the mill. Continuous extraction of dead clay & spent coal dust in also desired.
10 11
New sand = 2.0 — 2.5Bentonite = 0.8 —1.00%Coal dust = 0.4 — 0.5%Moisture = 3.25 3.35%
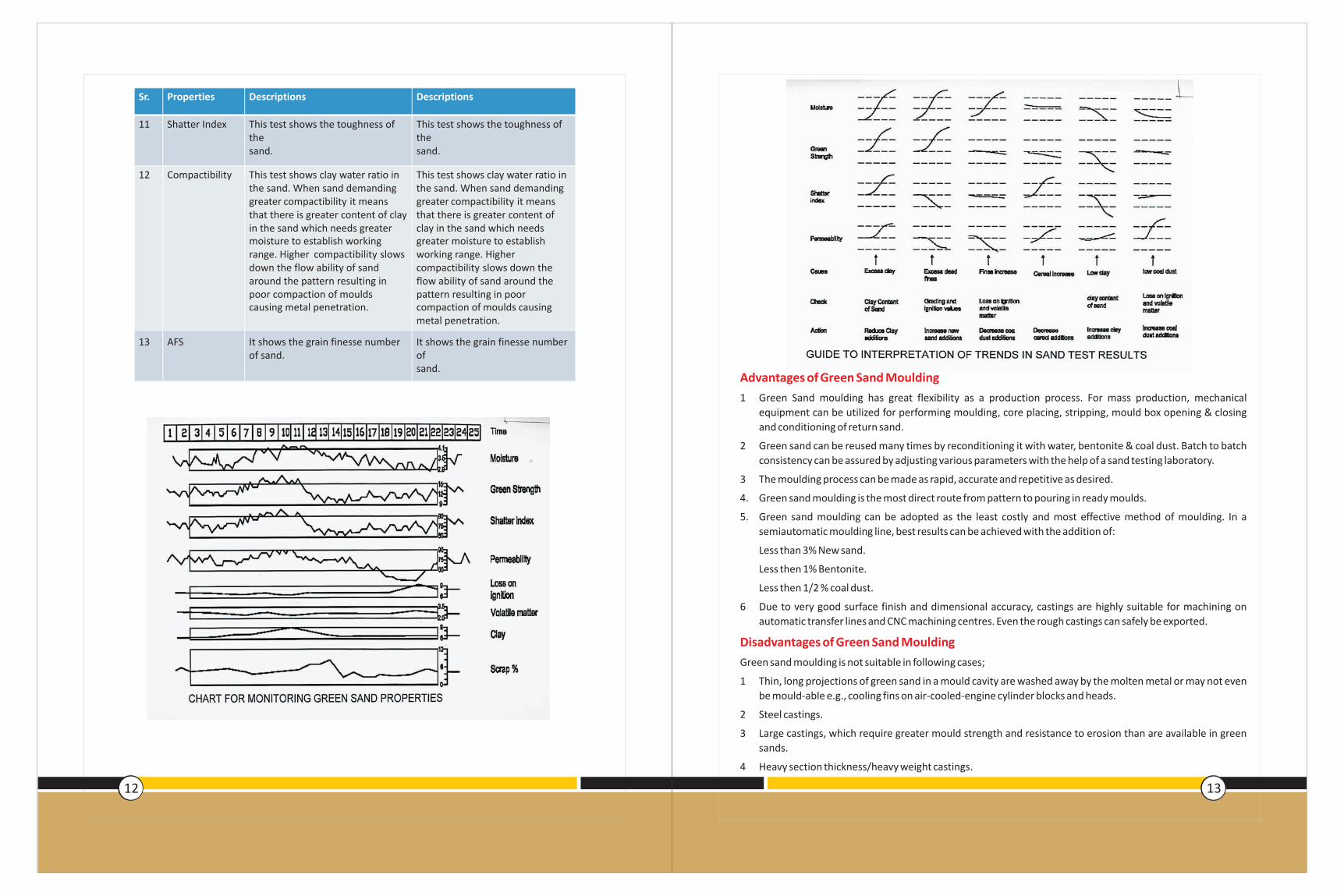
Because green sand is re-used continually, it requires regular additions of moisture, new sand, clay and coal dust to make good the losses and to prevent build up of spent materials. A control chart is therefore, essential for control of following properties within the ranges specified and to indicate trends towards the development of poor sand quality. Such trends cannot readily be detected when test results are recorded only in a laboratory register. The daily scrap figures should also be entered at the bottom of the chart to relate trends in sand properties to causes of scrap.
Maintaining Green sand Quality
Sr.# Properties Desirable limits Descriptions
1 Loss of volatile 2.50 — 3.0% The test of volatile indicates how much volatile matter is present in the sand. Volatile matter is essential for surface finish of the castings. Good quality of coal dust must have 33% volatile matter (minimum).
2 Loss on ignition 5.50 — 7.5% Loss on ignition test indicateshow much combustible material is present in the sand. On the basis of this test, addition of new sand is decided.
3 Active Clay 9.50 — 11.0% This test shows how much bentonite ispresent in active form which can takespart in bonding sand grains. Excessiveamount of clay reduces permeability ofsand and make the mould difficult forstripping.
Sr.# Properties Desirable limits Descriptions
6 Active Coal Dust 3.50 — 3.6% This test indicates the amount of carboncontent present in the sand which producesCoe gas to prevent oxidation of castings.Excessive amounts of coal dust producemixtures of flammable gases inside themould which ignite with an explosion oncoming in contact with molten metal. Thusmolten metal penetrates in to the mouldsand making the castings defective. One ofthe reason of scabbing in castings is alsothe presence of excessive coal dust.
7 Spent Coal Dust Less than 1.00% This test indicates harmful matter built up inthe sand. This material is brittle in natureand offers difficulties in the stripping ofmoulds when it is higher than the specifiedlimit.
Sr.# Properties Desirable limits Descriptions
8 Moisture 3.25 — 3.35% Moisture is an essential element of green sand. All physical properties of green sand are dependent on moisture. However it should be in certain specified range.
9 Permeability 90 — 120% To provide a path for free escape of the gases, the moulding sand should be permeable or porous. Sands which are coarse or have rounded grains exhibit more permeability. Soft ramming and clay addition in appropriate amounts also improve permeability.
10 Green Sand Comp. Strength
140 —175 KN/m2 It is the strength of the sand in the green or moist state. A mold having adequate green strength will retain its shape, will not distort, will not collapse. In order tocontain mould dilation and to produce castings suitable for machining on automatic transfer lines, batch to batch consistency of green compression strength is most important.
12 13
Sr. Properties Descriptions Descriptions
11 Shatter Index This test shows the toughness of thesand.
This test shows the toughness of thesand.
12 Compactibility This test shows clay water ratio in the sand. When sand demanding greater compactibility it means that there is greater content of clay in the sand which needs greater moisture to establish working range. Higher compactibility slows down the flow ability of sand around the pattern resulting in poor compaction of mouldscausing metal penetration.
This test shows clay water ratio in the sand. When sand demanding greater compactibility it means that there is greater content of clay in the sand which needs greater moisture to establish working range. Higher compactibility slows down the flow ability of sand around the pattern resulting in poor compaction of moulds causing metal penetration.
13 AFS It shows the grain finesse number of sand.
It shows the grain finesse number ofsand.
Advantages of Green Sand Moulding
Disadvantages of Green Sand Moulding
1 Green Sand moulding has great flexibility as a production process. For mass production, mechanical equipment can be utilized for performing moulding, core placing, stripping, mould box opening & closing and conditioning of return sand.
2 Green sand can be reused many times by reconditioning it with water, bentonite & coal dust. Batch to batch consistency can be assured by adjusting various parameters with the help of a sand testing laboratory.
3 The moulding process can be made as rapid, accurate and repetitive as desired.
4. Green sand moulding is the most direct route from pattern to pouring in ready moulds.
5. Green sand moulding can be adopted as the least costly and most effective method of moulding. In a semiautomatic moulding line, best results can be achieved with the addition of:
Less than 3% New sand.
Less then 1% Bentonite.
Less then 1/2 % coal dust.
6 Due to very good surface finish and dimensional accuracy, castings are highly suitable for machining on automatic transfer lines and CNC machining centres. Even the rough castings can safely be exported.
Green sand moulding is not suitable in following cases;
1 Thin, long projections of green sand in a mould cavity are washed away by the molten metal or may not even be mould-able e.g., cooling fins on air-cooled-engine cylinder blocks and heads.
2 Steel castings.
3 Large castings, which require greater mould strength and resistance to erosion than are available in green sands.
4 Heavy section thickness/heavy weight castings.
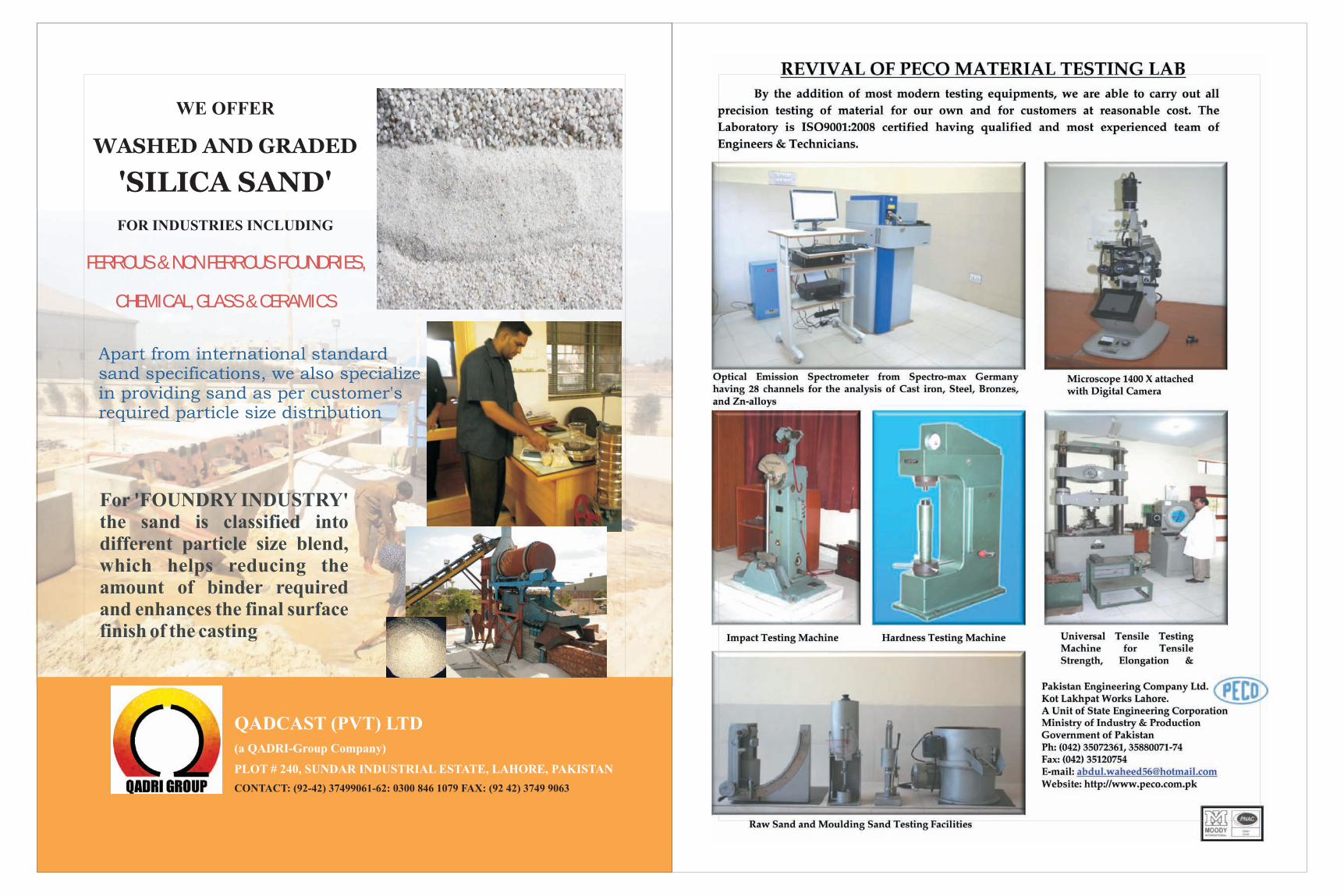
QADCAST (PVT) LTD(a QADRI-Group Company)
PLOT # 240, SUNDAR INDUSTRIAL ESTATE, LAHORE, PAKISTAN
CONTACT: (92-42) 37499061-62: 0300 846 1079 FAX: (92 42) 3749 9063
WE OFFER
WASHED AND GRADED
'SILICA SAND'FOR INDUSTRIES INCLUDING
FERROUS & NON FOUNDRIES,
CHEMICAL, GLASS & CERAMICS
FERROUS
Apart from international standardsand specifications, we also specializein providing sand as per customer'srequired particle size distribution
For 'FOUNDRY INDUSTRY' the sand is classified into different particle size blend, which helps reducing the amount of binder required and enhances the final surface finish of the casting

16 17
Mr. S.M. Khan added, in the current scenario of rapid technology up gradation, it is believed that industry / university collaboration contribute to enhance the product quality and provides encouragement to research institutions for technology enhancement in engineering sector. In order to build this industry / university relationship, Millat Tractors have started various projects with NUST. They have successfully developed a blow by meter for measurement of blow by gases coming out of the engines. This project includes design, development, testing, and installation of the equipment.
Now they are working on two other projects simultaneously. Both parties are enjoying this joint activity and MTL intend to do more engineering projects with NUST in particular and other universities in general. I offer the similar projects to U.E.T & Punjab Universities which can be initiated in the supervision of learned teaching staff. I feel it will benefit students and the Industry both.
Prof. A.R. Saleemi – Dean Faculty of Chemical, Mineral & Metallurgical Engineering: Chaired the certificate distribution ceremony. He talked about the importance of Industrial Training and accentuated on the coordination between academia and industry. He welcomed and appreciated the collaboration between the Metallurgy and Materials Departments with the foundry industry. Due to this cooperation, industry can solve
their problems on the research oriented platform of university and university students can be benefitted by the industry to learn practically.
Professor Dr. Rafique Ahmed: said I am very much pleased to be invited in this prestigious ceremony of internship certificate awarding and feel pride to be among a respectable group of participant and pay my tribute to them who have proved excellence in their profession.
The foundry practice is known as the second oldest industry which phenomenally contributes to make up 90% of the all manufactured goods. Sadly, this industry is observed to be stepping in a state of dilemma since the end of 20th century.
Investment trends in production are changing their direction to other sectors. European and American societies have almost given up their foundry practice. At the same time, it's China and only a few developing countries which are struggling to keep up with foundry manufacturing activities.
I would like to briefly express my observations about the challenges faced by today's foundries and also would present few suggestions to address these problems. My focus is on the developing countries with Pakistan at the center point.
Foundry practice in Pakistan is badly hit by such problems like energy and economic crisis, rapidly rising costs of labor and raw material, decline in related engineering and scientific research and development and if immediate and realistic planning followed by a prompt implementation is not triggered, severe consequences are not far away to bear.
Pakistan Foundry Association (PFA) members continued to provide an opportunity of Internship to the students of B.Sc Metallurgical and Materials Engineering, U.E.T & Punjab University Lahore. These students have successfully completed their four weeks internship, on the job training in different Foundries of Pakistan, organized by PFA. These students are now exposed to the shop floor working of foundry essentials for their future working.
To motivate and recognize the interest and effort of these students PFA organized a certificate distribution ceremony at Metal + Metallurgy Department, U.E.T, Lahore.
The ceremony was started with the recitation of the Holy Quran. Mr. Bilal Saleem – Assistant Professor invited the Chairman to welcome the distinguished guests.
Professor Dr. Muhamamd Ajmal: welcomed Prof. A.R. Saleemi – Dean Faculty of Chemical, Mineral & Metallurgical Engineering, Mr. Sikandar Mustafa Khan –President PFA and Prof. Dr. Rafique Ahmad - Chairman metallurgical engineering PU, Members of PFA, U.E.T, P.U faculty and participants,
I am pleased to say that this year the faculty and students from PU are also participating in this ceremony. Their anticipation indicates the continuing expansion and success on this internship program.
I extend my thanks to the PFA members who provided this internship opportunity for the students of UET and PU. The efforts of the PFA to train and motivate the students in various industries are remarkably commendable. The contribution made by them is quite visible in the successful completion of internship. The continuous efforts by the PFA will improve the quality of undergraduate program and also develop the culture of research in the foundry industry.
Finally he thanked Mr. A. R. Saleemi for presiding this ceremony. He thanked Chairman Metallurgical Engineering PU, respected guests from foundry industry, Executive Members of PFA specially the President-PFA Mr. Sikandar Mustafa Khan for gracing this occasion.
Mr. Sikandar Mustafa Khan – President Pakistan Foundry Association: said PFA's major objective is up gradation of technology and skills development. We started our journey to provide Internship to the students of Metallurgical & Material Engineering departments of various universities in all over Pakistan including U.E.T, P.U, NED, Dawood, NUST since last two years. I feel it was a successful experience as our objective is to promote the progress & prosperity of Foundries in Pakistan as well as students of MME Universities. I feel pleasure to welcome Baha-u-din Zakariya University - Multan and GIKI to be added in 2011 session in this pool.
INTERNSHIP CERTIFICATE DISTRIBUTION CEREMONY(Metallurgical & Material students of Punjab University & U.E.T Lahore) Abdul Rasheed
Secretary PFA
18
I present few suggestions to face and to resolve the challenges we need volunteers with commensurate financial commitments from both public and private sectors. The stake holders should realize the importance of “COOPS” for revival and survival of our foundry industry which is now in a state of shock. Let the provincial and federal governments play their part and undertake their role with responsibility. There should be University Industry and Research tripartite linkage to undertake this assignment for short term and long term solution of the problems without prejudices as it is a matter of survival of our country.
Technical colleges and universities should realize their responsibility to serve and support the industry and industrial development organizations in terms of their faculty knowledge, libraries, research, laboratories and training for the professional skills and I offer all the facilities of my department to all concerned.
As Chairman, Department of Metallurgy and Materials Engineering, College of Engineering and Emerging Technologies, University of the Punjab, I offer all the facilities we have to all concerned. I appreciate the persistent efforts of Pakistan Foundry Association in building a bridge among the government, universities and industries. Let's stay united and may God bless us all.
After his address, internship certificates were distributed among the students by the Chief Guest Prof. A.R. Saleemi – Dean Faculty of Chemical, Mineral & Metallurgical Engineering.
Pakistan Foundry Association appreciates the efforts and services rendered by Mr. Abdul Rashid – Secretary PFA in organizing this Internship Program with the support of Mr. Bilal Saleem – UET and Professor Dr. Kamran – PU.
20 21
MAGMA presents the economic benefits of casting process simulation at GIFA 2011Aachen, April 2011. MAGMA GmbH will present its new software generation for casting process simulation, MAGMA5, at the 12th International Foundry Trade Fair GIFA (28.06. – 02.07.2011). On the 300 sq. m stand 12A16, the company will demonstrate how casting process simulation with MAGMA5 can be used for optimization at all stages of casting manufacturing to contribute to foundry profitability. MAGMA will show the newest version MAGMA5 5.2 with extended capabilities for all cast materials and processes, introduce its new software MAGMA C+M for the simulation of the core production processes, and provide a view into the future of autonomous optimization of casting processes. Additionally, MAGMA is participating in the initiative “ecoMetals" from the Messe Düsseldorf, which supports companies who develop innovative products and processes leading to a more efficient use of energy. MAGMA will demonstrate, using practical examples, how the consequent application of casting process simulation considerably increases a foundry's energy and resource efficiency.
5MAGMA 5.2 introduces several new simulation capabilities: new process modes for permanent mold, low pressure sand and low pressure die casting, as well both hot-chamber and cold-chamber die casting allow for detailed process-specific definitions. The software also supports process design by controlling process parameters during a simulation run. For gravity casters, process modules for DISAMATIC and investment casting are now available. At GIFA, MAGMA will also present its newest developments for the quantitative prediction of as-cast and heat treated local microstructures and properties in aluminum, iron and steel castings. MAGMA5 simulates sand and reoxidation inclusions during mold filling and predicts defects related to molding materials. MAGMAnonferrous calculates the final microstructure and mechanical properties for aluminum alloys considering the metallurgy, inoculation, and hydrogen content of the melt. MAGMAiron predicts local microstructures for iron materials from graphite growth through to the distribution of phases making up the matrix. MAGMAsteel calculates macrosegregation in steel castings and the local microstructure resulting from heat treatment. The stress module MAGMAstress for the first time offers the option to calculate thermally induced casting stresses in permanent molds for all manufacturing steps, including heat treatment and finishing, in order to predict casting crack problems and distortion. The simulated distortion results can be evaluated just as on a coordinate measuring machine and compared directly with real measurements. For the first time, the new module MAGMAdielife facilitates the evaluation of the effects of tooling design and thermal stresses on the durability of permanent molds.
With MAGMA C+M, MAGMA introduces an integrated tool for the simulation of core production processes. MAGMA C+M simulates core shooting, blowing, and hardening of organic and inorganic cores. Processes where binder hardening is driven by a catalyst gas as well as core production with tempered core boxes are supported.MAGMA C+M considers all aspects of core production starting from the core shooter, in order to calculate the flow of the air-sand mixture based on the real shot parameters. An integrated database provides the ability to specify the characteristics of the sand and the binder system as well as core box vents and blow tubes. The program simulates gassing, purging and the curing reaction of gas-hardened cores. The design and control of core box tempering for heat-cured cores (hotbox, croning, inorganic) is effectively supported by modeling of
5MAGMA - optimized reality
MAGMA Core+Mold – transparency in core production
Casting Fascination
heating cartridges and oil channels. For inorganic cores, MAGMA C+M calculates the drying of the core in the heated core box as well as due to transport of water vapor by hot air during gassing. MAGMA C+M takes advantage of all the functionality of MAGMA5 and is available as an add-on module to MAGMA5 or as a stand-alone product.
With autonomous optimization, foundrymen can make use of simulation in order to pursue their objectives for quality and costs. Autonomous optimization makes proposals for the right casting layout or the optimum process parameters. The virtual test foundry in the computer enables variation of parameters and systematic examination of influencing variables leading up to the optimum configuration. Based on the fundamental physics embedded in MAGMA5, the program finds the best possible dimensions and positions of ingates, as well as the location of feeders and chills including their optimum size. Using industrial examples, MAGMA will present state-of-the-art capabilities and provide a view into the future of optimization.
At the accompanying WFO Technical Forum, MAGMA will give presentations on the topics of aluminum casting, core production, and optimization. At the NewCast exhibition, which takes place in parallel to GIFA, simulation specialists will discuss the prediction of residual stresses and distortion in cast iron components. MAGMA also has a further exhibition stand (12A15) as part of the “Get-In-Form” project “Youth-Technology-Future” (“Jugend-Technik-Zukunft“). Here, the attractiveness of work as a professional or specialist in the metal casting industry will be illustrated to students and apprentices in an entertaining and interactive manner.
Casting process simulation software considers the complete casting process including mold filling, solidification and cooling, and provides the quantitative prediction of mechanical properties, thermally induced casting stresses and the distortion of cast components. Simulation accurately describes a cast component's quality up-front before production starts, and the casting layout can be designed with respect to the required component properties. This results in a reduction in pre-production sampling, but also the precise layout of the complete casting system leads to energy, material, and tooling savings.The range of application of MAGMA solutions comprises all cast alloys, from cast iron to aluminum sand casting, permanent mold and die casting up to large steel castings. The software supports the user in component design, the determination of melting practice and casting methoding through to mold making, heat treatment, and finishing. This saves costs consequently along the entire casting manufacturing route. During the last 10 years, the use of casting process simulation has become obligatory for many foundries. MAGMA5 now expands the capabilities of casting process simulation and will further accelerate the acceptance of this technology.
MAGMA offers comprehensive solutions to the metal casting industry, casting buyers and casting designers world-wide. MAGMA's product and service portfolio includes the powerful modular simulation software MAGMASOFT®, with the newest release MAGMA5, as well as engineering services for casting design and optimization. Today MAGMASOFT® is used throughout metal casting industry, especially for the optimization of cast components in automotive and heavy industry applications. MAGMA Giessereitechnologie GmbH was founded in 1988 and is headquartered in Aachen, Germany. A global presence and support are guaranteed by offices and subsidiaries in the USA, Singapore, Brazil, Korea, Turkey, India and China. Additionally, more than 30 qualified partners represent MAGMA around the world.
Autonomous optimization is the future
MAGMA – very involved
About software for casting process simulation
About MAGMA

22
Image 1:
The process orientation of MAGMA5 illustrated using die casting
Image 2:
With MAGMA C+M, the simulation of the core shooting process is possible for complex tools, shown here forthree cores including blow tubes in a single core box.
Image 3:
Autonomous optimization of casting processes and layouts, shown here for gating optimization in die casting,is the future of casting process simulation.

2524
Muhammad Ovais MustafaMVRDE, Ministry of Defense Production
[email protected] Management in SMEs
Abstract. Products of 'Small and Medium' sized manufacturing units are entirely local needs based and their processes are derived from the logic of hands on practical experience rather than formal training. The units also figure significantly in supply chains of government departments and large scale manufacturing units and as such the quality of their products effect the entire productive chain. Existing quality levels are however much lower than contemporary organizations in other countries and need substantial improvement for realizing the country's technological potential.
Despite inconsistent quality these organizations cling to dated production methodologies. They need support but industry leaders, professional forums despite professing adoption of best practices remain indifferent to the plight of these organizations. Government organizations also display limitations in evolving well informed initiatives for promoting this vital industrial segment. The overall environment belies existence of culturally imbedded prejudices suffered by all stakeholders.
This paper asserts that SME quality management systems will not improve unless a cultural transformation takes place amongst all stakeholders. The starting point has to the elite group whereby the culture of aloofness has to convert to that of involvement. It is only then that awareness levels will rise to give impetus to efforts for continual improvement in quality management systems of SMEs. The observations are based on first hand personal experiences in dealing with these organizations and as such largely informal. The paper encompasses following areas:-
Perspective of indigenous equipment development
Peculiarities of small and medium sized vendors in Pakistan
Quality Management Aspects
Improvements Measures
The Quality perspective is very much a part of the universal human tradition as observed by a noted scholar Harry Emerson Fosdick who said, 'there are extraordinary possibilities in ordinary people'. Human nature yearns for 'continual improvement' which in essence is 'quality'. Behavior patterns of societies that do not strive for continual improvement in all facets of life therefore can be said to be not in consonance with human nature. The reasons for such deviation then have to be found in circumstances that nudge people to act against naturally endowed instincts. Since 'comfort in status quos' is an undisputed trait of our SMEs, so is the need for a review of the circumstances which make it so. A paper pertaining to quality management in SMEs with focus on vendors participating in indigenous technology development programs was presented in the ICQI seminar 2011 at Lahore. A brief highlighting selected points is presented here. The aim is to highlight areas needing involvement by government departments, industry leaders and professional bodies so as to promote a cultural transformation amongst stakeholders for internalizing better quality management practices amongst SMEs. The brief is sequenced as follows:-
Quality Management in Government Organizations and the SMEs
The Challenge and the Way Forward
Quality Management in SMEs
1 Introduction
2 Quality Management in Government Organizations
2.1 Relevance of Government Organizations to Technological Development
2.2 Government Department – SME Relationships
Government departments are responsible for policy and plan formulation for achieving objectives. They are compartmentalized according to specific areas of responsibility and while individually the establishments have narrow mandates but cumulatively the infra-structure is quite significant and maintained at heavy cost. Typical organizational characteristics of government departments dealing with SMEs in the technological domain include, organizational structure still based on colonial concepts of administrative control, resource availability dependent on politics driven government policy and viewed as strategic assets for realizing the strategic goal of self reliance. A few essential considerations need to be emphasized with respect to technological self reliance are:-
A vibrant SME base is the best way to achieve 'self reliance'.
'Self reliance' is more dependent on 'knowledge base' than 'physical infrastructure' as availability of knowledge imparts ability to 'create' non available infrastructure but not vice versa.
'Knowledge Base' cannot be created in isolation. It needs both, the theoretical endeavor that involves research and academic activities and the practical experience vital to translate acquired knowledge into practice.
In a developing country a vibrant SME base cannot be created and sustained by the private sector only and government departments have to co-exist so as to acts as conduits for technology diffusion amongst SMEs.
With afore mentioned essentials in background, a brief overview of government organizations and processes peculiarities would be appropriate to contextualize quality management matters in SMEs. Aspects like relevance of government departments for indigenous technological development, government–SME relationships, the capability and leverage for setting directions for development, the resource allocation and tasking methodologies, the control and oversight mechanisms and the mechanics of setting priorities for resource utilization etc. In view of space limitations only a few are discussed here.
Three aspects of government departments are relevant to evaluate their outcomes. Their effect on availability of related infrastructure, the levels of technological sophistication achieved and rate of increase of indigenization. The first provides some measure of satisfaction as government departments have been instrumental in raising an adequate base in terms of infrastructure and skills. The second and third aspects should be cause of concern as the leverage that that base offers for progressively higher levels of development has not been exploited. Investments have not been made to count, a situation typical of public sector organizations where initial enthusiasms peter out due to weak follow up.
The strategic objective of the establishment has to be 'creation and sustenance of an environment so as to enable executive action without hindrance'. Two imperatives need to be addressed in this regard. The 'creation of capability and capacity' to work towards the strategic objectives, and the 'achievement of minimum essential quality of outcome' that can enable competitive sustenance of SMEs. Whereas it is the government departments that bear the onus of being the lead agency for the first imperative, it is the SMEs performance that actually achieves quality. This de-facto responsibility distribution in turn suggests two management requirements. One, the need for appropriate control by the government departments for corrective intervention in SMEs the and the second suggests that government interventions must be objective so as to not place demands on SMEs which divert attention from critical processes and not expend their energies in dealing with non-essentials.
The correct notion of objectivity in control is therefore very important. However a dichotomy exists between the provisions for oversight, these being inherently restrictive, and the need for work without hindrance, that demanding freedom of action. Since government departments intrinsically tend to err on the side of caution, the

26 27
oversight processes are almost always premised on the maxim that loop holes will always be exploited. Resultantly SMEs usually confront elaborate regulatory requirements which claim a major part of effort and resources and divert attention from essential activities. Quality management is one area which suffers.
A 'systems view' would suggest that giving space to vendors actually cuts out non productive activities within the government departments themselves also. It is thus quite difficult for government departments to maintain the correct depth of involvement and oversight so that the earnest prosper but the unscrupulous get found out. Quality management in and by government departments is therefore much more challenging than generally appreciated.
Technical control over SMEs is applied by government departments through after event inspections which are premised on the notion that increasing the layers of inspections will enhance effectiveness of quality management. Extensive intrusiveness in SME processes can however be counterproductive for the sense of responsibility and ownership at SME end. The more the layers of checks the more liable they are to be circumvented by those inclined to do so. On the other hand, those who religiously implement the envisaged checks waste numerous work hours just to meet the 'checks' requirements without tangible improvement in process efficacy. Psychologically the focus shifts to projections instead of actual improvements and non conformities remain obscure.
Almost all studies on the subject point out weak quality management skills and commitment of the top and middle management to quality in Pakistani SMEs. The causes can be traced to our peculiar technological culture and in this context an understanding of the characteristics of our SMEs is essential. While many culturally induced peculiarities impact quality management in SMEs the discussion will have to be restricted to a few selected ones to save space. Aspects left out here are by no means less important and can be accessed in the full text available elsewhere. These include the overbearing influence of semi literate elders of family owned SMEs, the obliviousness to clutter in work premises, the effect of circular debts on improvement efforts, the tendency to follow rather than create trends, the treatment of HR as expense rather than as resource and the existence of islands of innovation within the same cultural milieu. Some other significant aspects are discussed in following paragraphs.
Most SMEs have a culturally ingrained relaxed attitude towards need for change. This can be best described as the 'just enough' syndrome which is a common characteristic of our SME. Most of our legacy SMEs remain content with inherited processes and exhibit limited inclination to change. The general tendency is to survive rather than growth which unwittingly puts a cap on performance. Aspirations and organizational aims remain modest and so does the effort for improvement.
SMEs in general view documentation as more of a nuisance rather than a necessity for quality management. Two factors are relevant in this regard; the language barrier and the practicality of documentation requirements. The first needs no elaboration. Less than adequate education levels make the prospects of creating documents in English daunting. I will mention this aspect again when I talk about 'influences'. But the next factor is more problematic. Government documentation requirements tend to be over elaborate and present complexities which the SME HR finds challenging to handle. In addition SMEs which resort to documentation in spirit do not
2.5 Control Mechanisms
3 Quality Management in SMEs
3.1 The Environment
3.2 Peculiarities of SMEs
3.2.1 Aspiration levels
3.2.3 Fear of Documentation
experience many positives out of the exercise, while those who resort to cosmetics do not experience any negatives. The tacit message to the SMEs is that documentation is for presentation rather than process or product improvements.
For SME development especially, a clear distinction has to be made between requirements of general literacy, technical knowledge and motor skills. The prevalent staffing trend at our SMEs is that most of them bank one or two old practical hands with rest of the HR being temporary and maintained at the subsistence level. In fact higher education levels are generally thought to be a handicap for hands on practical work and SMEs treat work force as an expense instead of resource. Such lack of conviction about paybacks on investments on education hinders HRD. Preferences for staffing therefore not only compromise improvement potential and but also reduce incentives for new entrants to the SME job market and by consequence reduce HR options for SMEs themselves. While recruitment and HRD of employees is the responsibility of respective organizations, the creation of bench strength for employment options is the responsibility of institutions, both in the public and private sector.
Like all other groups SMEs get influenced by and at the same time exert influence on their environment. Out of the many the negative influences the two that lead to peculiar cultural outlooks need to be highlighted. The dominating effect is that of need to use the English language for conduct of business. The influence of a foreign language on SMEs is always much more profound than generally appreciated. Whenever the language of thought processes is different than that of execution, understanding of finer points becomes a struggle. The 'language induced compromised ability' to think through issues makes it challenging to correctly identify root causes. Use of English then naturally inhibits self confidence of those not very well versed with the language. The other influence needing cognizance is the relative importance of 'measures of effectiveness' for organizational success. Originality, innovation, creativity etc., are considered key determinants of success in most cultures, but undermined in ours. Not surprisingly majority of the SMEs base their business activities on the premise that it is more beneficial to 'portray' quality rather than actually achieve it. Such conclusions are continually reinforced when organizations are seen to thrive despite inefficient practices and less than adequate attention to process improvements. The unintended and unrealized consequence of the enforcement of English as official business language is the stifling of the will to evolve indigenously. The incorrect prioritization of measures of success on the other hand promotes the acceptance of mediocrity over excellence.
The weak SME structure notwithstanding there are a number, although few, SMEs working at very high technological levels. The defining characteristics of such organizations include a youngish highly qualified management, strong design capabilities and global outlook. Such SMEs are technologically advanced and leaders in innovation. They however have to put in extraordinary efforts in competing with imports due to our national trait of fascination with everything imported. Confronted with lack of support and resources constraints, their efforts on quality management take a back seat and do not get the necessary intensity of attention. In addition the limited business opportunities imposes a 'prisoner's dilemma' and inhibits their will to support other SMEs.
These include established business houses. Very few of such organizations however have original products and largely bank on licensed brand names. Their association with global organizations has nevertheless enabled
3.3.8 HR
3.3.9 Influences
3.3.10 Islands of Innovation
4 Other Stake Holders
4.1 Industry Leaders

28 29
them to adopt best practices and refined their quality management. The trend in such organizations is to insulate their systems lest they get corrupted from outside local influences. The best practices thus remain internal to the organization and their interaction with SMEs in the supply chain is more predatory than supportive.
Limited in number these forums predominantly focus business activities. This business oriented approach results in two effects. One, consultations for quality management go out of reach of most SMEs and two, SMEs are provided the easier option to buy certifications rather earn them through genuine effort, of-course not by all. Paradoxically therefore the very organizations whose professed objective is to motivate and guide others to achieve excellence in quality management in effect become catalysts for spreading pessimism. They also tend to transpose foreign concepts without regard to the local environment and create tensions amongst the earnest learners.
Having discussed the environmental peculiarities we can discuss the challenge in improving quality management in SMEs.
The peculiarities of SMEs suggest existence of an unsupportive environment where most of these organizations are destined to continue present states and improvements in quality management are likely to be slow moving. SMEs are yet at the preliminary stage of quality consciousness, the stage where quality matters are considered as more of an imposed and tiresome requirement rather than a critical need. 'Lack of awareness' therefore stands out as the fundamental reason for the weak conviction about investing in quality management.
The situation begs the question as to why be it so? Is 'lack of awareness' the cause or the effect? The SMEs themselves can be absolved of this responsibility as they have little control over the environment.
The government departments obviously carry responsibility but are limited due to their own peculiarities. The inspector inspected relationship with SMEs limits their ability to generate the feeling of partnership. That leaves the industry leaders and the professional forums who need to be the drivers for enhancing awareness. Are they doing enough?
The industry leaders have the wherewithal and leverage for creating the appropriate environment for continual improvement of SMEs. The slow progress however infers insufficient efforts to address the 'awareness' issue. The industry feels no obligation to help educate the weak SMEs. Their prevailing view is that lack of quality consciousness amongst SMEs is a culturally ingrained disregard for improvement efforts about which not much can be done. An attitude of 'we versus them' gets ingrained and is almost always present in any interaction between the established corporate sector and most SMEs.
The other major stakeholders, the professional forums, do their bit to enhance quality management practices in national organizations but their services come at cost. An average one week training charges in the range of ten thousand rupees. Even if the financially constrained SMEs somehow manage to afford such training, the payback is limited due to non-standardized courses, dubious quality of some of them and their foreign context etc. The expertise of the professional forums generally remains out of reach of SMEs.
A review of Institutional Contributions therefore indicates that those organizations that have the wherewithal to change attitudes are themselves slaves of their own peculiar outlooks while SMEs who need the change remain oblivious for the need of it. The leaders tend to type-cast the SMEs as 'not interested and hence unable' to change and thus absolve themselves for any need for introspection. But do they gain or lose by not getting involved?
The questions are:-
Can the industry leaders be rated at a higher scale in cultural correctness? Is the deliberate insulation in interest of the leaders themselves? If not, then can it be said that the industry leaders also exhibit a 'lack of awareness' about benefits foregone by them by not reaching out to raise quality standards in their supply chain? While the
4.2 Professional Forums
4 The Challenge
lack of awareness in SMEs can be attributed to inadequate knowledge, to what factor would the lack of awareness amongst the elite be attributable to? Do the industry leaders get implicated due to to their hands off approach towards SME matters. Is this apparent strategic inadequacy due to their inability to transcend narrow group interests for the collective benefit? Does the corporate culture mirror a classed society where the elite remain ensconced in their own worlds and do not contribute for general uplift.
It can be observed that answers to these questions would explain the simultaneous existence of the 'aware' and the 'ignorant' in the same society? Despite adoption of best practices internally, societal cultural traits remain embedded in the elite organizations and retain the stronger influence in external dealings. Their inability to establish the adverse linkage of a weak supply chain to their own strategic interests is quite apparent. The point then actually turns on its head in that lack of awareness about quality management amongst SMEs, the fundamental reason for inadequate quality, is due to the 'lack of awareness' amongst the leaders about the effect of their attitudes on SMEs. It is actually the elite group that needs a cultural transformation to move from an attitude of aloofness to that of involvement.
A reference to the 'Baldridge Awards' would be appropriate to clarify the point. The awards are also a vehicle for helping the weak performers to improve. Industry leaders reach out voluntarily and invest substantial time and finances to help and guide others. Stakeholders feel responsible for and help others not as a favor but on the conviction that such reaching out will payback strategically. The spirit needs to be emulated.
The starting-point for improvement in quality management in SMEs has to be the realization that without continual improvement they are likely to perish. That starting point however is some distance away and all stakeholders who will have to facilitate that journey. Attitudes and cultural outlooks will need a transformation to shake off the notion that the elite can prosper without quality improvements in SMEs. The approach needs to be:
The imperatives for effective quality management in government departments are, the 'capability' to accurately identify issues hindering continual improvement and the 'capacity' for unobtrusive monitoring over the SMEs. The strategic aim has to be the creation of an enabling environment whereby related knowledge and skills can be created and sustained. The policy framework needs to encompass allocation of resources, investment priorities and progressive capability enhancement.
Unlike the government departments where focus is on HR, the industrial elite need a correction in orientation and open up to SMEs. Two broad action streams, resource need and knowledge need based should follow. The first stream should encompass programs to assist SMEs in enhancing their facilities while the second address knowledge and skill gaps.
The focus on business interests and dependence on tools and techniques acquired from foreign environments dilute the effect of efforts of the professional forums. These aspects need to be addressed in a manner that while their contributions get enhanced their core interests remain protected. Some specific steps that can be undertaken are listed in following paragraphs.
HR policies must be revamped to ensure that organizational posts are tenable by specialists in relevant field. HRD programs must also be tailored to ensure appropriate competence.
5 Way Forward
5.1.1 Government Departments
5.1.2 Industry Leaders
5.1.3 Professional Forums
6 Specific Steps
6.1.1 Government Departments
30
Designate a few key organizational slots for individuals from the private sector. These slots may be tenable for limited periods and have regular turn over.
Create and sustain advisory centers which should be available for free consultation on quality management. SMEDA capabilities for guidance on quality management should be substantially strengthened.
Create and sustain programs with existing technical institutes and academia for provision of engineering drawing and designs analysis services to SMEs at nominal costs.
Coordinate and arrange mandatory contributions by industry leaders for sponsored training for SME HR in selected fields.
Institute awards on the concept of 'Baldridge Awards'.
Facilitate quality management system certifications through arranging sponsorships within respective supply chains. Tax breaks, special facilities etc., in proportion to contributions may be incorporated in policies to provide incentives.
Formation of clusters of SMEs earmarked for support by industry leaders. The logical clusters would comprise SMEs in respective supply chains but there must be a certain minimum number of SMEs to be sponsored by each leader, the numbers being in accordance with size of the lead organization. Support steps can include:
Facilitate SMEs for HRD through training programs and using SMEs as conduit for own HR. Training programs could be formal courses organized at SME premises and on job training in the leader industry itself.
Facilitate qualification for quality management certifications.
Help including financial assistance in acquiring machinery and other facilities required by SME.
Acquire partnerships in SME.
Make own specialists available to SMEs to provide guidance for process improvements.
Offer facilities for drawing, design and material testing to SMEs at nominal costs.
Linkages with academia to promote indigenous research and analysis so as to better understand local problems and develop homegrown tools and techniques.
Institution of quality awards emulating the concepts of 'Baldridge Awards'.
Quality management publications in local languages.
Standardization and certifications of training programs run by various organizations.
Coordination with international bodies for sponsored study programs and internships.
Design element specific certifications to facilitate assimilation of quality management system requirements.
Reduce certifications cost.
To conclude we may revisit the statement that 'there are extraordinary possibilities in ordinary people'. Those extra ordinary possibilities of ordinary people need to be allowed to blossom and any thought processes that ignores this potential will not lead to correct conclusions. There is no disagreement about quality consciousness being a cultural attribute but the usual spotlight on reforming weak quality management in SMEs tantamount to focus on effects instead of causes. It is the leaders that need a change in outlook.
6.1.2 Industry Leaders
6.1.3 Professional Bodies
7 Conclusion


