presentation on company profile “conversion of stoker ... · pdf fileretrofitting of...
TRANSCRIPT

1
PRESENTATION ON
“CONVERSION OF STOKER FIRED BOILERS TOFLUIDISED BED BOILERS”
CII
NATIONAL SEMINAR ON BOILER & STEAM SYSTEMS
BY: MR.M.MURUGANANTHAM
M/s CETHAR VESSELS LIMITED - TRICHY
12 & 13 MARCH - 2008
THE ACCORD METROPOLITAN CHENNAI
? INCORPORATED IN THE YEAR 1981.
? COMMENCED MANUFACTURING IN 1984.
? 973 BOILERS AND 11 POWER PLANTS WERE COMMISSIONED SO FOR.
? LAST FINANCEIAL YEAR TURNOVER 2006-2007 USD 273MILLION
? EMPLOYEES :2341
? OVERSEAS OFFICES : 2, BRANCH OFFICES :7 (INDIA).
? THE COMPANY’S VISION IS TO MANUFACTURE AND SELL ANY BOILER,ANY CAPACITY AND POWER PLANTS UPTO 125 MWANYWHERE IN THE WORLD AND TO ENGINEERING AND EXECUTE POWER PLANT UPTO 800 MW IN INDIA.
? INFRASTRUCTURETOTAL LAND AREA –8,47,363 m²TOTAL COVERED PRODUCTION SHOP AREA –89,148 m²
? ANNUAL TONNAGE CAPACITY IN METRIC TONNES 97800 (PRESSURE PARTS)
COMPANY PROFILE
? ATMOSPHERIC FLUIDISED BED COMBUSTION BOILERS
? CIRCULATING FLUIDISED BED COMBUSTION BOILERS.
? TRAVELLING GRATE BOILERS
? OIL/GAS FIRED BOILERS
? HEAT RECOVERY STEAM GENERATORS.(HRSG)
? WASTE HEAT RECOVERY BOILERS.(WHRB)
? FIXED GRATE BOILERS.
? SHELL TYPE BOILERS.
? RETROFITTING OF EXISTING BOILERS INTO FBC SYSTEM
? CENTRIFUGAL FANS
? ELECTRO STATIC PRECIPITATOR
? MCC & CONTROL PANELS
? EPC CONTRACT FOR POWER PLANTS.
ABOUT CVL PRODUCTS
? M/s CVL COMMISSIONED SO FOR 973 BOILERS
? TOTAL NO OF BOILERS CONVERTED TO FBC =106 NOS.
? TRAVELLING GRATE CONVERTED TO FBC = 56 NOS
? M/s CVL CONVERTED VARIOUS MAKES OF TRAVELLING GRATE BOILERS WITH DIFFERENT CAPACITY INTO FLUIDISED BED COMBUSTION SYSTEM
CONVERSION BOILER DETAILS
TEMP.
(°C)PRESSURE
(kg/cm² )CAPACITY
(TPH)CUSTOMER
4203250M/s RAYALASEEMA
4806575M/s ACC
3302815M/s BIRLA CORPORATION
51010590M/s GHCL
36018.522M/s BIRLA CORPORATION
4102825M/s BIRLA CORPORATION
4806245M/s RAYALASEEMA
4856666M/s ACC
49661.590M/s CHATTISGARH
TOTAL NUMBER OF STOKER CONVERTED TO FBC = 56 NOS SOME OF THEM ARE AS FOLLOWS
TEMP.
(°C)PRESSURE
(kg/cm² )CAPACITY
(TPH)CUSTOMER
4003335M/s VAM ORGANIC CHEMICALS LTD
4956580M/S.AMBUJA CEMENTS LTD
4604536.280M/S.BALLARPUR INDUSTRIES LTD
48084.00107M/S.RAMA NEWS PRINT AND PAPERS LTD
4153040M/S.DIAMOND CEMENTS LTD
49661.5081.70M/S.SHRIRAM FERTILIZERS & CHEMICALS LTD
4303033M/S.APPM LTD
4253040.835M/S.TATA CHEMICALS LTD
51584105M/S.BINANI CEMENT LTD
TOTAL NO OF OTHER BOILERS CONVERTED TO FBC = 50 NOS SOME OF THEM ARE AS FOLLOWS

2
? MANY TECHNOLOGIES HAVE EVOLVED TO CONVERT A WIDE VARIETY OF FUELS TO ALTERNATIVE FORM OF ENERGY.
? ONE IMPORTANT TECHNOLOGY IS THE MECHANICAL STOKER.
? ALL STOKER ARE DESIGNED TO FEED FUEL ONTO THE GRATE WHEN IT BURNS WITH UNDER GRATE AIR (UGA) PASSING UP THROUGH IT AND OVER FIRING AIR (OFA) PASSING OVER IT.
? THE GRATE IS LOCATED WITHIN THE LOWER FURNACE AND IS DESIGNED TO REMOVE THE ASH RESIDUE AFTER COMBUSTION.
? EVOLVING FROM THE HAND FIRED BOILER ERA, MECHANICAL STOKER / GRATE SYSTEM DESIGN ARE AVAILABLE TO BURN WIDE RANGE OF FUELS FOR INDUSTRIES,SMALL UTILITY AND COGENERATION APPLICATION.
? IN ADDITION TO BURNING ALL FORM OF COAL,OTHER FUELS BURNED INCLUDE SLUDGE,WOOD WASTE AND BIOMASS (e.g. WOOD, BARK, STRAW, BAGASSE, RICE HUSKS, ALMOND SHELL, COFFEE GROUNDS)AS WELL AS RESIDENTIAL , AGRICULTUREAL AND COMMERCIAL REFUSE
INTRODUCTION ABOUT STOKER
? FLUIDISED BED COMBUSTION TECHNOLOGY WAS APPLIED TOLARGE SCALE UTILITY BOILER UNITS TO EXPLORE NEW WAY OF BURNING SOLID FUELS,ESPECIALLY HIGH SULPHUR COAL IN AN ENVIRONMENTALLY ACCEPATBLE AND EFFICICENT MANNER.
? IN CONCEPTOF FLUIDISED BED, BURN FUEL IN AN AIR SUSPENDED MASS OF PARTICLES.BY CONTROLLING BED TEMPERATURE AND USING RENGENTS SUCH AS LIMESTONE TO CAPTURE SULPHUR IN BED
? EMISSION OF NITORGEN OXIDE (NOx) AND SULPHUR DIOXIDE(SO2) CAN BE CONTROLLED DUE TO LOW COMBUSTION TEMPERATURE
? ADDITIONAL BENEFIT OF FBC INCLUDES WIDE FUEL FLEXIBILITY AND ABILITY TO COMBUST FUELS SUCH AS BIO MASS OR WASTE FUEL, WHICH ARE DIFFICULT TO BURN IN CONVENTIONAL SYSTEM BECAUSE OF THE LOW HEATING VALUE,LOW VOLATILE MATTER,HIGH MOISTURE CONTENT OR OTHER CHALLENGING CHARACTERISTICS.
INTRODUCTION ABOUT FLUIDISED BED COMBUSTION
? THE EXISTING GRATE WILL BE REPLACED BY FLUIDISING BED
? THE EXISTING OVER BED FEEDING WITH STOKER WILL BE REPLACED BY UNDER BED PNEUMATIC FEEDING SYSTEM
? BED EVAPORATOR ADDED
? SUPER HEATER SHALL BE INTRODUCED IF REQUIRED
? ASH HANDLING BELOW FURNACE WILL BE REPLACED WITH SIMPLE SYSTEM
COMPONENT REPLACED FOR CONVERTING STOKER FIRED TO FLUIDISED BED COMBUSTION
COMPARISON BETWEEN STOKER AND FLUIDISED BED COMBUSTION
PRIMARY AIR SYSTEM IS REQUIRED FOR FUEL TRANSPORTION IN TO BED
PRIMARY AIR SYSTEM NOT APPLICABLE
06
BED ASH DRAIN WITH COOLER AND PNEUMATIC / MECHANICAL CONVEYING SYSTEM
BED ASH HOPPER WITH SUBMERGE BELT CONVEYOR
05
UNDER/OVER BED FEEDING SYSTEM IS POSSIBLE
ONLY OVER BED FEEDING SYSTEM
04
BED SUPER HEATER SHALL BE INTRODUCED
BED SUPER HEATER IS NOT APPLICABLE
03
BED EVAPORATER WILL BE INTRODUCED
BED EVAPORATER IS NOT APPLICABLE
02
FLUIDISED BED WITH AIR BOX SYSTEM
TRAVELLING/FIXED GRATE
01
FLUIDISED BED COMBUSTIONSTOKERS.NO
DESIGN PARAMETERS COMPARISON BEFORE AND AFTER MODIFICATION
4566.514194.50m²HEAT TRANSFER AREA05
150150ºCFLUE GAS OUTLET TEMP04
ºCKg/cm²
TPH
UNITS
505 ± 10105
70
BEFORE
510 ± 5TEMPERTAURE03105PRESSURE02
90CAPACITY01
AFTERDESCRIPTIONS.NO
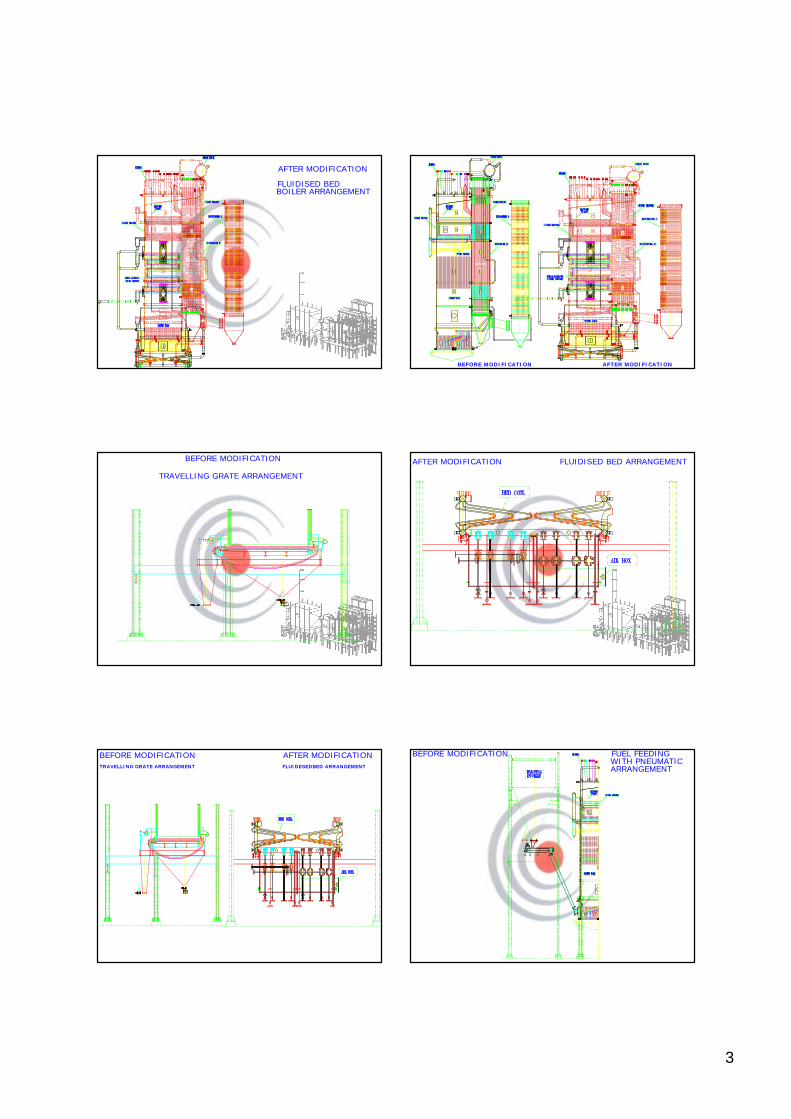
CUSTOMER: M/S.GHCL LTD
STOKER FIRED BOILER
ARRANGEMENT
BEFORE MODIFICATION
3
FLUIDISED BED BOILER ARRANGEMENT
AFTER MODIFICATION
AFTER MODIFICATIONBEFORE MODIFICATION
TRAVELLING GRATE ARRANGEMENT
BEFORE MODIFICATION FLUIDISED BED ARRANGEMENTAFTER MODIFICATION
FLUIDESEDBED ARRANGEMENT
AFTER MODIFICATIONTRAVELLING GRATE ARRANGEMENT
BEFORE MODIFICATION BEFORE MODIFICATION FUEL FEEDING WITH PNEUMATIC ARRANGEMENT
4
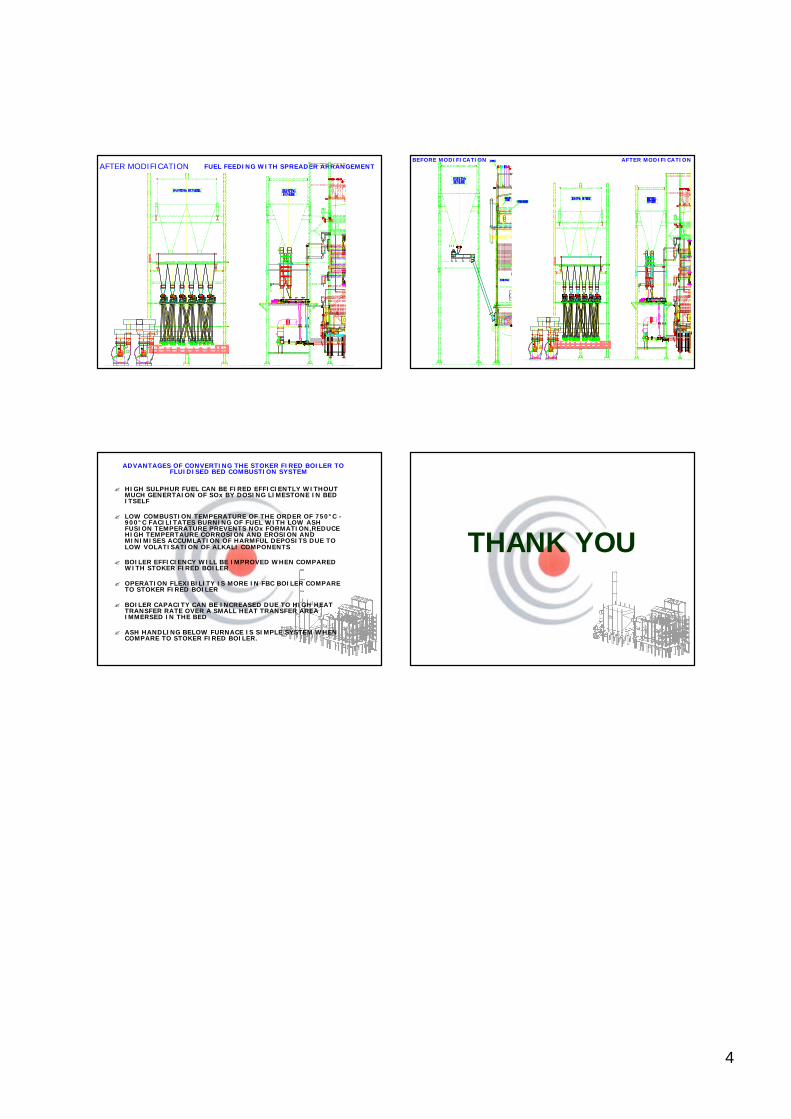
AFTER MODIFICATION FUEL FEEDING WITH SPREADER ARRANGEMENTAFTER MODIFICATIONBEFORE MODIFICATION
? HIGH SULPHUR FUEL CAN BE FIRED EFFICIENTLY WITHOUT MUCH GENERTAION OF SOx BY DOSING LIMESTONE IN BED ITSELF
? LOW COMBUSTION TEMPERATURE OF THE ORDER OF 750°C -900°C FACILITATES BURNING OF FUEL WITH LOW ASH FUSION TEMPERATURE PREVENTS NOx FORMATION,REDUCE HIGH TEMPERTAURE CORROSION AND EROSION AND MINIMISES ACCUMLATION OF HARMFUL DEPOSITS DUE TO LOW VOLATISATION OF ALKALI COMPONENTS
? BOILER EFFICIENCY WILL BE IMPROVED WHEN COMPARED WITH STOKER FIRED BOILER
? OPERATION FLEXIBILITY IS MORE IN FBC BOILER COMPARE TO STOKER FIRED BOILER
? BOILER CAPACITY CAN BE INCREASED DUE TO HIGH HEAT TRANSFER RATE OVER A SMALL HEAT TRANSFER AREA IMMERSED IN THE BED
? ASH HANDLING BELOW FURNACE IS SIMPLE SYSTEM WHEN COMPARE TO STOKER FIRED BOILER.
ADVANTAGES OF CONVERTING THE STOKER FIRED BOILER TO FLUIDISED BED COMBUSTION SYSTEM
THANK YOU