preparation and properties of ductile ~itdum.library.aimehq.org/library/books/metals technology...
TRANSCRIPT

AMERICAN INSTITUTE OF MINING AND METALLURGICAL ENGrNEERS Technical Publication No. 1961
(CLASS E. INSTINTE OF METALS DIVISION. NO. 491) DISCUSSTON OF THIS PAPER IS INVITED. It should preferably be presented b the contributqr in
person a t the Ch~cago Meetin . February 1946, when an abstract of the aper will be read. !f this is impossible. dlrusaon 1n writing ( a co ie$ ma be sent to the Secretary. ~me+canPnstitute of Mining and Me.tallurg.lc*l Enmeers. ag West 39th gtreet. &w Yqrk 18. N. Y. Unless s eclal arrangement is made. diruss~on of this paper will close May I. 1946. Any drscuss~on offered thereafter slould preferably be in the form of a new paper.
Preparation and Properties of Ductile ~ i t d u m .
(Chicago Meeting. February 1946)
TITANIUM has been estimated to com- they really had produced various mixtures prise about 0.65 per cent of the earth's of carbides and nitrides that have a metallic crust and ranks fourth in abundance among appearance but are brittle, hard, 'and the metallic elements suitable for engineer- unworkable. The first metallic titanium ing uses. I n spite of this, applications of pure enough to be malleable when cold was titanium for structural purposes have not produced by Hunter' in the early part of as yet been developed. I t s commercial ex- the twentieth century. Kroll,¶ van Arkel,a ploitation has been largely confined to the and Fast,4 subsequently confirmed the chemical industries and the production of facts that pure titanium is a ductile metal paints and pigments; no doubt because of and that small amounts of impurities the difficulties that lie in the way of pre- were responsible for previous reports of paring the pure ductile metal. Published brittleness. reports, however, indicate that ductile When heated, titanium reacts ,chemic- titanium can be prepared and possesses ally with various gases, such as hydrogen, some unique properties. This, together oxygen and nitrogen; if the volume of gas with the occurrence in this country of thus absorbed is too great, the metal be- several important titaniferous deposits, has comes brittle and unworkable. The prin- led the Bureau of Mines to investigate cipal difficulty in, making ductile titanium processes for the production of metallic is prevention of such contamination, and titanium, 'methods required for its fabri- cation, and the properties that may be pro- duced in this interesting metal.
Many early investigators claimed to have isolated metallic titanium;.but in the light of present knowledge, it seems that
Manuscript received a t t h e office of t h e Inst i tute July 215, 194j .
Published b y permission of t h e Director. Bureau of Mines. U. S. Department of t h e Interior.
Assistant Director. ~ u r e a u of Mines. U. S. Department of the Interior. Washington. D. C.
t Metallurgist. Bureau of Mines. Sal t Lake City Division. Metallurgical Branch. Salt Lake City. Utah.
f Metallurgist and Chemist, respectively. Bureau of Mines. Boulder City Division, Metallurnical Branch. Boulder City. Nevada.
the success of a given process may be judged by the completeness with which it ,
solves this difficulty in a practical manner. Of the gases mentioned, hydrogen is the
least objectionable, since its absorption by the metal is completely reversible and, al- though dimensional changes occur and absorption of hydrogen embrittles the metal, the gas may be removed readily by heating in a high vacuum for a short time.
On the other hand, the absorption of oxygen or nitrogen results in the formation of permanent solid solutions of the oxide and nitride, which cannot be decomposed by the strongest reducing agents2 with sufficient completeness to restore the in- herent ductility of the metal. Because of
1 .References are a t the 'end of the paper.
Copykht. 1946. by the American Institute of Mining and Metallurgical Engineers. Inc. M s r f i s TECHNOLOGY. February 1946. Printed in U. 9. A.

2 . PREPARATION AND PROPERTIES OF DUCTILE TITANIUM
this, it has thus far been possible to prepare ductile titanium only in an environment substantially free from nitrogen, oxygen and the compounds of either.
Two methods of producing metallic titanium pure enough to be ductile a t room temperature are available a t present. One, developed by Van Arkel and c o - w ~ r k e r s ~ . ~ . ~ a t the Philips' works in Holland, involves thermal decomposition of titanium iodide on a heated surface, whereby metallic titanium is deposited on the surface and iodine is liberated as a gas. This technique gives titanium that contains a minimum of dissolved gas and is therefore quite ductile, but it suffers from three defects. In the first place, it is essentially a method of purifi- cation rather than production, since low- grade metallic titanium is required as a raw material; second, it would be quite difficult to adapt the technique to large- scale production; and third, the metal is produced in pencil-shaped rods, which cannot be melted into larger lots without contamination.
The other method involves reduction of titanium tetrachloride by a more active metal and yields titanium in a granular or powdered form more readily adapted to subsequent consolidation. The Hunter' process uses sodium and the Krolld process fused magnesium. After considering vir- tually every process proposed for the production of metallic titanium and inves- tigating the Van Arkel, Kroll, electrolytic, and several other processes, it was con- cluded that the Kroll process was the most practical for large-scale operations.
Briefly, this process consists of the re- duction of titanium tetrachloride with magnesium a t a temperature of about 800°C. The reaction mixture, consisting of titanium, magnesium chloride, and un- reacted magnesium, after cooling, is crushed and leached. The resulting granular titanium is ground wet, releached to remove the magnesium, dried, and con-
solidated by powder methods or by aspecial arc process.
A diagrammatic sketch of the apparatus used in the preliminary studies is shown in Fig. I ; the details, functions, and its various parts are self-explanatory.
The weight of titanium produced per batch is determined by the size of the reduction pot, which a t &st was about 1% in. in diameter and a in. high. This, although small, was sufficient for the initial purpose. The Kroll technique was followed, except for the method of cleaning and preparing the reduction chamber for each run. This procedure consisted of heat- ing the reduction chamber to a temperature ofztbout 5o0°C. in an atmosphere of hydro- gen, completely reducing any iron oxide present, then replacing the hydrogen with helium that had been purified previously by passing over activated charcoal cooled with liquid air.
The chamber was then loaded with care- fully cleaned pieces of magnesium, evacu- ated, sled with purified helium, and heated to about 750°C. by induction. After reach- ing the proper temperature, the titanium tetrachloride was allowed to drip onto the molten magnesium in the reaction chamber. During the addition of titanium tetra- chloride, the temperature was allowed to rise gradually to about looo°C., usually reaching this point a t the time that all of the titanium tetrachloride had been added. On completion of the run, the pot was allowed to cool with its contents protected from oxidation by the helium atmosphere. The reaction mass was then dug out of the pot, mixed with cold dilute hydrochtori~ acid, ground, and releached to obtain a minimum of residual magnesium. On this Srst apparatus, the titanium yield was about 70 per cent and the magnesium efficiency about 60 per cent.
The titanium powder produced was com- pacted into small pellets a t a pressure of

B. S. DEAN, J. B. LONG, F. S. WARTMAN AND E. L. ANDERSON 3
roo tons per square inch and sintered a t found both necessary and desirable. One rooo°C. in a high vacuum. After this treat- of these was the use oi an unlined iron pot ment the compacts were usually malleable instead of the molybdenum-lined pot enough to withstand considerable cold initially used. Difficulties caused by molten
deformation. Some of these pellets were rolled into strips 0.027 in. thick with inter- mediate annealing after about 2 0 per cent reduction in thickness with a final cold re- duction of 50 per cent. The cold-worked strip was found to have a tensile strength of IOI,OOO Ib. per sq. in. and a Rockwell hardness of 85 on the go-T scale. When fully annealed, the strength dropped to 81,500 lb. per sq. in. and the hardness to 68.
These preliminary tests on the properties, combined with amenability to cold defor- mation, were sufficiently encouraging to justify considerable expansion in the scale of the work, and the size of the reductibn apparatus was increased stepwise to a pot size capable of producing 15 Ib,of titanium per batch.
In the course of this expansion, various changes in apparatus and technique were
material getting between the pot and the lining, and the lack of a satisfactory means of lining the larger pots, led to trial runs without the lining. The titanium produced in these runs was found to be quite satis- factory, and as,long as the temperature did not rise much above gm°C. in the course of the run, the finished powder could be held to less than 0.1 per cent iron. Higher re- action temperatures resulted in a decided increase in the iron content of the final powder. This use of unlined pots accord- ingly restricted temperature to the nar- rower range of 750' to gm°C. Purification of tank helium also became impracticable for the large apparatus and, although tank helium contains about 1.5 per cent nitrogen, it was possible to use it directly without purification, since the helium atmosphere in the reduction chamber is static and the

4 PREPARATION .' AND PROPERTIES OF DUCTILE TITANIUM
limited quantities of nitrogen thus intro- hydrogen, to reduce the oxide f6rmed on duced with the helium would not be the interior surfaces by the welding. After enough to cause appreciable harm to the cooling, 20 lb. of carefully cleaned mag- titanium. nesium ingots was introduced through the
MERCURY SEALEO WBBW
I _ I I
FURNPCE
FIG. ~.-REDUCIION UNIT FOR 15-POUND RUNS.
The apparatus finally adopted for the 15-lb. runs is shown diagrammatically in Fig.'2. The pot, 12 in. in diameter and 14 in. high, was made from 12-in. pipe with 96-in. plates welded on the ends. The in- side surfaces of the pot were carefully cleaned by pickling in dilute HCl, scraping, and finally polishing with an emery cloth. The cover was then welded on and the assembly heated to 500°C. while filled with
inlet tube and the assembly heated to r50°C., evacuating to a pressure of about o:oo5 mm. mercury to remove absorbed gas from the walls of the chamber and the magnesium charge. Tank helium was next introduced, allowing the pressure to build up to slightly above atmospheric, and the temperature raised to about 750°C. The liquid TiCI, was run into the reaction chamber, slowly a t Srst and then as
R. S. DEAN, J. R. LONG, P. S. WARTMAN AND ,E. L. ANDERSON 5
rapidly as the reaction would permit. The reaction of the TiCl, with the molten magnesium is exothermic, evolving about 2780 B.t.u. for each pound of titanium produced. This evolution of heat was sufficient, after the reaction got under way, to maintain the temperature of the cham- ber a t the desired point without external heating for about twe thirds of the run. In the latter portion of the run, no doubt because of the lack of magnesium available a t the reaction surface, the rate of reaction decreased, reducing the rate at which TiC14 could be added; external heating then be- came necessary. The normal practice was to allow the temperature to rise gradually from an initial value of 750°C. to a h a 1 value of goo°C. and to maintain this tem- perature for about hr. after all the Tic14 had bekn added. Maintaining the temper- ature for this time a t the end of the run was found to increase the size and toughness of the titanium particles in the reaction mass and this in turn reduced the proportion of very h e material in the product after leaqhing and grinding. During the entire run, a slight positive pressure of helium was maintained in the reaction chamber by means of the mercury valve indicated in Fig. 2.
After the reaction chamber had cooled it was opened by cutting through the welded joint between the wall and the top of the pot. The charge was removed in the form of chips by a boring operation on a lathe. The greater portion of the magne- sium chloride and excess magnesium was then removed from the chips by leaching with cold HC1. The leaching vessel was fitted with an agitator and coolingdevice, and the reaction chips were added at such a rate that the temperature of the leaching liquor did not exceed 2s°C. Higher tem- peratures appeared to favor the formation (of an undesirable f lm of oxidized material on the titanium and produced
hard metal with greatly reduced malle- ability. After the first leaching the chips were washed, dried, ground to the desired size, given a second leaching in 10 per cent HCl, and then carefully washed and dried a t room temperature.
Several methods of grindipg were tried., The material was easily ground notwith- standing the ductility of pure titanium; probably because of the absorption of hydrogen.during the leaching. Initial lots from the smaller equipment were ground by hand in the steel mortar; later lots were ground in a small hammer mill, operating in the atmosphere of helium to prevent oxidation of the titanium particles. The heat generated by grinding was sufficient to set fire to the titanium when ground in air. Although the hammer mill worked well on this powder, wear was excessive, requiring frequent renewal of the screens. The final grinding method adopted was
.that of wet grinding in a small ball mill with frequent screening to remove the undersize particles and reduce the pro- portion of minus 200-mesh material pro- duced. Although some iron was introduced by the grinding, it was readily removed by magnetic separation along with that picked up while the reaction mass was being bored out of the chamber.
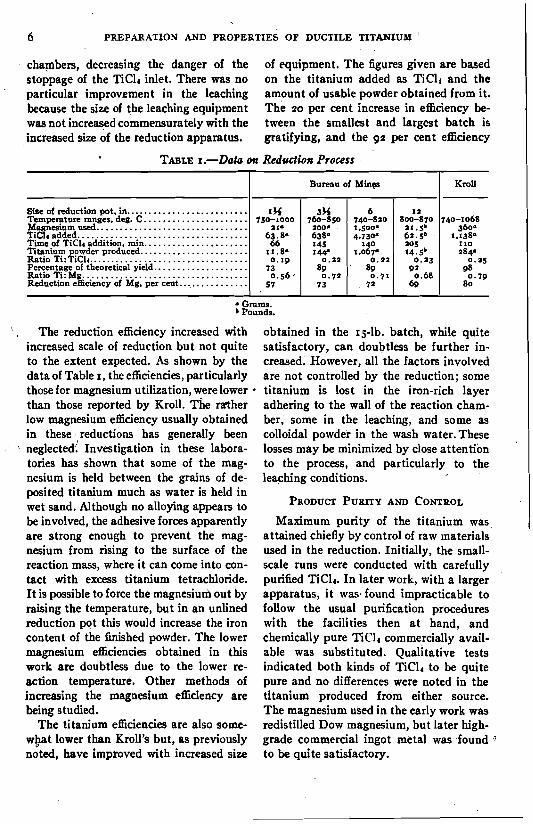
The steps ,through which the size of equipment was increased up to that capable of producing 15 lb. of finished powder are indicated in Table I, where the pertinent data characteristic of each stage are given. In general, very little difficulty was expe- rienced in increasing the size of equipment; in fact, a number of advantages were ob- tained. Handling and measuring larger amounts of TiC14 were more convenient; the larger inlet tubes decreased the labor involved in cleaning the surface of the magnesium by permitting the use of larger pieces, and there was less spattering of the reaction mixture on the lids of the larg;r
6 PREPARATION AND PROPERTIES OF DUCTILE TITANIUM '
chambers, decreasing the danger of the of equipment. The figures given are based stoppage of the Tic14 inlet. There was no on the titanium added as Tic14 and the particular improvement in the leaching amount of usable powder obtained from it. because the size of the leaching equipment he 20 pcr cent increase in efficiency be- was not increased commensurately with the tween the smallest and largest batch is increased size of the reduction apparatus. gratifying, and the 92 per cent effiaency
TABLE I.-Data on Reduction Process
I Bureau of Minw I KmU
......................... Size of reduction pot. in.. Temperature ranges. deg. C . . .................... Magnesium used.. .............................. T~Cltadded .................................... .................... Time of Tic14 addition, min.. Titanium owder produced.. ..................... Ratio ~ i : f i ~ 1 , . ................................. Percentage of theoretical yield.. .................. Ratio Ti: Mg.. ................................. Reduction efficiency of Mg, per cent. ..............
Grams. b Pounds.
The reduction e5ciency increased with obtained in the IS-lb. batch, while quite increased scale of reduction but not quite satisfactory, can doubtless be further in- to the extent expected. As shown by the creased; However, all the factors involved data of Table I, the efficiencies, particularly are not controlled by the reduction; some those for magnesium utilization, were lower . titanium is lost in the iron-rich layer than those reported by Kroll. he mther adhering to the wall of the reaction cham- low magnesium effiaency usually obtained ber, some in the leaching, and some as in these (reductions has generally been colloidal powder in the wash water.These neglected! Investigation in these labora- losses may be minimized by close attention tories has shown that some of the mag- to the process, and particularly to the nesium is held between the grains of de- leaching conditions. posited tita*um much as water is held in wet sand. Although no alloying appean to P a o ~ u c r P U ~ Y AND CONTROL
be involved, the adhesive forces apparently Maximum purity of the titanium was are strong enough to prevent the mag- attained chiefly by control of raw materials nesium from rising to the surface of the used in the reduction. Initially, the small- reaction mass, where it can come into con- scale runs were conducted with carefully tact with excess titanium tetrachloride. purified TiCl4. In later work, with a larger I t is possible to force the magnesiuni out by apparatus, i t was. found impracticable to raising the temperature, but in an unlined follow the usual purification procedures reduction pot this would increase the iron with the facilities then a t hand, and content of the finished powder. The lower chemically pure Tic14 commercially avail- magnesium efficiencies obtained in this able was substituted. Qualitative tests work are doubtless due to the lower re- indicated both kinds of TiCI4 to be quite action temperature. Other methods of pure and no differences were noted in the increasing the magnesium efficiency are titanium produced from either source. being studied. The magnesium used in the early work was
The titanium efficiencies are also some- redistilled Dow magnesium, but later high- wbat lower than Kroll's but, as previously grade commercial ingot metal was ,found ,] noted, have improved with increased size to be quite satisfactory.

R. S. DEAN, J. R. LONG, P. S. *
The finished powder produced by this technique is very similar in appearance to iron powder of a like size. Although it is somewhat sensitive to temperature during the leaching, apparently it is quite stable once the leaching process has been com-
' pleted. Moist powder, if dried a t high temperatures, will oxidize rapidly, covering the particles with a visible coating of the oxide. However, a sample of powder boiled for a n , hour in distilled water and then carefully dried produced metal that was essentially the same as a control sample made from the original powder. Other samples aged for several weeks in the laboratory atmosphere gave normal iesults when finally consolidated into metal strip. The fine, dry powder is inflammable and presents the same hazards as finely divided magnesium and other pyrophoric powders.
Precise analytical methods for deter- mining small amounts of all of the impuri- ties in titanium are not yet available, so it is not possible a t this time to determine accurately the purity of the material pro- duced. However, qualitative spectrographic examination permits some estimation of the metallic impurities present. I n general, the same impurities found in tuagnesium were also present in the titanium. The chief impurities are iron, silicon, magnesium, oxygen, nitrogen, and hydrogen. The presence of the magnesium, as previously noted, is due to entrapment in the reaction mixture; although most of the unused magnesium can be removed by leaching, about 0.5 per cent escapes reaction with the leaching agent even after fine grinding, and remains in the finished powder. I t is removed when the titanium is sintered a t high temperatures and very low pressure; its presence in the powder is therefore not considered significant.
The iron is introduced by contamination in the reaction chamber, in boring the mix from the chamber and grinding of the final product. The free iron can be removed by magnetic separation, as can the major por-
W A R T W AND E. L. ANDERSON 7
tion of the titanium-iron alloy formed on the walls of the reaction pot. Complete
'removal is not attained, however, and some iron was found in all the powder produced. A reasonably accurate colorimetric method has been developed for determining this iron content. Briefly, the method consists of dissolving the sample in boiling sul- phuric acid, oxidizing it to the quadrivalent form by the addition of nitric acid, and forming a colored iron complex by the addition of NH4CNS. This complex is ex- tracted with ether to avoid interference by the. titanium, and the concentration of iron in the ether solution is estimated by comparison with appropriate standards in a suitable colorimeter. According to the' ' results given by this method, the iron con- tent of the titanium powder can be held easily below 0.1 per cent, and by,very careful operation may be reduced to 0.03 per cent.
Silicon, while shown to be present spectrographically, did not appear to interfere with the malleability; therefore control of the silicon content was largely centered on preventing its introduction by the use of chemically pure Tic14 and high- grade magnesium. Preparation of spectro- scopic standards for a determination of silicon is not yet complete. I t is estimated that not more than 0.1 per cent silicon can be present in the finished metal.
In addition to the metallic impurities, the activity of the titanium with the various gases introduces a certain amount of the hydride, oxide and nitride. The hydride, as previously noted, is the least ' harmful, since the embrittlement produced by it is not permanent. The hydrides are decomposed and the hydrogen removed when the metal is heated in a vacuum. Measurement of the volume of gas thus evolved indicates that under the best con- ditions the powdered titanium contains 25
or 30 C.C. of hydrogen, a t standard temper- ature and pressure, per gram of powder. It is absorbed as "nascent" hydrogen

evolved by action of the HCl on the excess , magnesium. The hydrogen content of the
powder may be greatly increased in the leaching if the temperature rises much above 25OC. or the acid concentration is too high.
Oxides and nitrides may be introduced a t many points in the process even though special care is taken to exclude them. There are no direct methods for determining the amount of these constituents present, but their effects on the finished metal may be used as a means of control. Several experi- ments in which controlled amounts of
'
oxygen were added to the powder in the form of TiOz showed that the pressed and sintered compacts increased in hardness in a regular and consistent manner with the increase of oxygen. Similar experiments with the nitride did not give conclusive results because of the slow diffusion of the nitride in titanium. /However, comparison of the hardness of these compacts with the hardness of the metal produced by the Van Arkel process, under oxygen-free and nitrogen-free ,conditions, indicates that metal produced under normal conditions in these laboratories cont%ined considerably less than 0.1 per cent combined oxygen and nitrogen.
Since the product of this reduction tech- nique was granular, i t had to be consoli- dated before the metal could be utilized. Melting and casting of titanium presents many difficult problems; the metal has a high melting point and when molten reacts ividly with virtually everything with which it comes in contact. Available re- fractories are reduced by contact with the metal, which is then contaminated by both the oxide and the metallic element, and is embrittled. Kroll was able to melt the material on a s m d scale in a controlled atmosphere by a special arc melting proc- ess, which did not permit the molten metal to come in contact with anything but
titanium powder. His method, however, did not seem to be adaptable to the expanded operation contemplated. The methods of powder metallurgy, so successful with similar high-melting and active metals, were therefore employed.
The technique finally established in- volves the use of coarrer metal powder and somewhat higher pressures than normally are used in powder metallurgy. Thesefac- tors appear to be interrelated and con- trolled by the active nature of titanium. The fine powder, with its large surface area, becomes coated with a thin film of oxide upon exposure to the air, and the finer the particle size, the greater amount of oxide and hence the more brittle the com- pact formed from it. How much of this surface oxidation takes place in the leach- ing and how much in the drying is not yet clear. Fine powder, with its larger surface, produces unsatisfactory metal, and there- fore is avoided as much as possible. Some fines, however, are necessary for proper compacting, in order to control the void space. Powder having a maximum particle size of 30 mesh with not more than 15 or 20
per cent minus 200-mesh was found to be a satisfactory comproinise between the re- quirements of powder metallurgy and the great sensitivity of titanium to oxygen.
Titanium powder may be characterized as a soft powder. It presses well and the compacts may be handled freely: without danger of breakage. The relationship be- tween density of the green compact and the pressure is shown in Fig. 3, which gives data on compacts pressed up to approxi- mately roo tons per square inch. The in- crease in density with pressure is quite rapid up to 50 tons per square inch. Be- yond this the rate of increase is consider- ably reduced. Since the gain in density with greater pressure did not appear to compensate for the disadvantages that the use of higher pressures involved, almost all of the compacts were pressed a t 50 tons per square inch. At this pressure the com-

R. S. DEAN, J. R. LONG, P. S. WARTMAN,.AND E. L. ANDERSON 9
pression ratio of the powder is about 3Jfi to this presents difficult problems in con- I. Some fragmentary data on the effect'of tinuous purification of the helium. For lower compacting pressures on the proper- work on a larger scale in the future, these ties of the finished metal indicate that the ' problems may have to be solved, since
best properties are obtained on compacts pressed a t 50 tons per square inch. I t is possible that lower pressures can be used when means of preparing finer powders without excessive oxidation are perfected, o r whhn working schedules have been more -fully developed for handling material with greater void space.
Sintering of titanium compacts requires a vacuum of the order of I X 10-' mm. of mercury to remove the hydrogen absorbed during the leaching, to distill off residual magnesium, and to protect the metal from oxygen and nitrogen. An atmosphere of purified helium is not satisfactory because it does not permit the hydrogen and mag- nesium to be removed and the sintered compact is therefore brittle. While a cur- rent of purified helium a t a few millimeters -
pressure would no doubt be satisfactory,
vacuum work at the required sintering temperature is also quite troublesome.
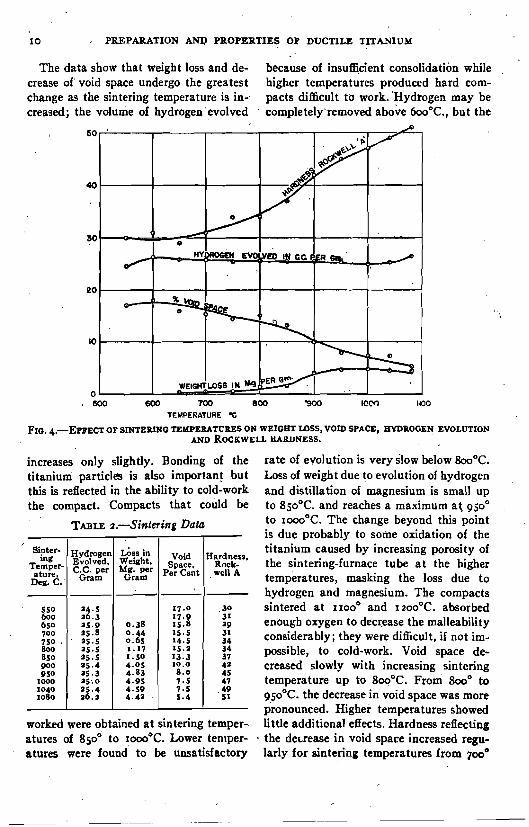
In sintering, the loss .of hydrogen and magnesium .give rise to a loss in weight, the void space is greatly reduced and the hardness of the com~act increases. The effects of sintering temperatures from 600' to 1o8oOC. on these changes are given in Table 2 and plotted in Fig. 4. The data are based on a sinterina time of 16 hr. at - temperature. This sintering time was used as a standard, after a few trial runs a t somewhat shorter and longcr times were found to produce no significant differences in the sintered compact. This choice fitted the heating and cooling cycles of the sinter- ing apparatus and permit tcd charging ,on one day, sintering overnight, and recharg- ing the next day. Although this time was satisfactory for the immediate purposes, '
additional work will-be necessary to estab- lish the minimum sintering time.
I 0 , PREPARATION ANP PROPERTIES OP DUCTILE TITANlUM
The data show that weight loss and de- because of insuffi,cient consolidation while crease of' void space undergo the greatest higher temperatures produced hard com- change as the sintering temperature is in-. pacts difficult to work. 'Hydrogen may be creased; the volume of hydrogen'evolved . completely'removed above 600°C., but the
8 500 600 , 700 800 900 I O M 1100 TEMPERATURE. T;
FIG. ~.-EPPECT OF SINTEEING TEHPERATCRES ON WEIGHT LOSS, VOID SPACE, HYDROGEN EVOLUTION AND ROCKWELL WBDNESS. . .
increases only slightly. Bonding of the rate of evolution is very slow below 800°C. titanium' particles is also important but Loss of weight due to evolution of hydrogen this is reflected in the ability to cold-work and distillation of magnesium is small up the compact. Compacts that could be to 850°C. and reaches a maximum a t 950'
TABLE 2.-Sintering Data to IOOOOC. The change beyond this point is due probably to some oxidation of the titanium caused by increasing porosity of the sintenng-furnace tube a t the higher temperatures, masking the loss due to hydrogen and magnesium. The compacts sintered a t I 100' and I zoo°C. absorbed enough oxygen to decrease the malleability considerably; they were difficult, if not im- possible, to cold-work. Void space de- creased slowly with increasing sintering temperature up to 8o0°C. From 800' to 950°C. the decrease in void space was more pronounced. Higher temperatures showed
worked were obtained a t sintering temper- little additional effects. Hardness reflecting atures of 850"o rooo°C. Lower temper- - the derrease in void space increased r e p - atures were found to be unsatisfactory larly for sintering temperatures from 700'

E. S. DEAN, J. E. LONG, F. S.
to ro80°C. From these data it is apparent that the optimum range in sintering tem- perature is 9j0° to, 1ooo0C. Compacts sintered a t these temperatures were ductile and could be readily cold-worked into thin strip.
The main purpose of fabricating the pressed and sintered compacts was to check the amenability of the metal to plastic deformation; the hardness and ability to withstand cold-working by roll- ing and forging were the chief criteria. The working schedule was established early in the investigation and maintained through- out, so that the effect of changes in the process could be quickly evaluated.
Most of the working tests were run on small compacts I in. in diameter and about W in. thick, although a number of 134 by 3 by %-in., 135 by 3 by %-in., and M by f i by 6-in. compacts were also made and worked. The compacts usually were rolled into 0.025 to 0.030-in. strips, 8 to ro in. long. Initial rolling reductions were care- fully made at a rate of about 0.0015 in. per pass, the total reduction not exceeding 2 0 per cent before the first anneal. This anneal of 16 hr. a t IOOOOC. was in effect a second sintering and, like all of the anneal- ing, was run in a high vacuum. On subse- quent working the reductions per pass were tripled and the reduction between an- nealing increased to 30 or 40 per cent. The annealing temperature was lowered to 800°C. and the time to 2 hours.
Compacts were considered satisfactory if they could be finished into 0.025 to 0.030-in. strip with 50 per cent cold reduc- tion without. excessive edge cracking and without visible surface defects.
This fabricating schedule was quite effective as a means of checking the effects of the many variables in the process on the finished powder, and was used as a means of establishing the proper controls. All lots of powder produced and all variations in-
troduced in the process were checked by the results of the fabrication tests. The grinding, leaching, and drying techniques, in particular, were established on this basis, since excessive oxidation of the powder in these steps invariably produced hard com- pacts difficult to work. Oxidized powders usually could be salvaged by releaching and drying under proper conditions.
' The density and hardness were deter- mined on these compacts a t all stages of fabrication in order to follow the changes that resulted from the working. The void , space was about 14 per cent in the pressed compact, 7 per cent as sintered, 2 per ceni after the initial working, and approached zero after the compact had been reduced to about 50 per cent o f the as-sintered thickness. Normal cold-worked metal had a hardness of 60 to 70 on the Rockwell A scale and on annealing this dropped to 50 to 55. The as-sintcred hardness was much lower, because of the high void space, and generally ran from A-40 to A-45.
TABLE 3.-Properties of Metallic Titanium
Tensile properties were determined on standard tensile specimens of 4-in. gauge length, cut from some of the strips. The values obtained were surprisingly con- sistent, considering that 'each specimen was made from a separate compact. However, there were significant differences from one lot of powder to the next as a
.. Tensile stren h. lb. per sg. in. .... Yield s t fengtg lb. per sq. In. Proportronal lrmit. lb. per sg. in . . Elongation. per cent rn a in. ..... Young's modulus. Ib. per sg. in. ...................... X roc.. ......... Hardness. Rockwell A . Mdti?g p?int: deg. C . . ......... Electrrcal res~~t iv i ty . ohms per ................ c u cm. X 108 ........ Density. grams per c.c.. Crystal structure up to 880' ............. f a o ° C . h e x . C . P ........ Above 880°C. B.C.C
1a6.000 roo.ooo 71.ooo
4
1 5 . 4 65
8a.ooo. 6a.000 55.000
28
16 .8 55
1.725
56 4 . 5
a 3 a . 9 5 c - 4 . 7 3 a = 3.32

I 2 PREPARATION AND PROPERTIES OF DUCTILE TITANIUM
result of differences in the technique of RESISTANCE TO CORROSION processing, chiefly leaching and drying. Oxidized powders generally had higher tensile strength and lower elongation. Average properties representative of the usual run of the powder are given in Table 3. Some additional data on the melting point, transition temperature, and X-ray parameters as reported by Fast are also given. The cold-worked properties were obtained on strip reduced 50 per cent by cold-rolling after the last anneal; data for the annealed state were obtained on strips made from the same lot of powder similarly treated and annealed for a hr. a t 8o0°C. after the cold-working.
The corrosion resistance of titanium is very similar to that of 18-8 stainless steel. Ccrrosion tests on small strips with an area about 20 sq. cm. exposed to various cor- roding agents were conducted for two four- week periods to determine the rate of attack. The tests were run in tightly corked test tubes, to prevent loss of solu- tion by evaporation, and the solutions were changed each week to ensure proper strength. Concentrated HtSOd and HCl rapidly attacked the titanium but a 5 per cent HsS04 produced a weight loss corre- sponding to only 0.40 mg. per sq. dm. per
TABLE 4.-Physical Properties afkr 30-day Salf-spray Test
Condition
- - ~ - ~ - - ~ ~ - = - - - - - -~
Annealed ................................ 73.400 5o.pno 44.400 13 .5 25 .9 Cold-worked.. ........................... 115.500 ro4.000 80.800 13.7 7 .O
Exposed specimens: Annealed Cold-worked.. .......................... ........................... 118.000 ",SO0 1 105.100 ~ 3 . ~ 0 ( 48,900 71.500 1 :::: 1 1 5 . 3
5 . 4
Ultimate
SLrn?;. Sq. fn.
These are excellent physical properties and place titanium high in the list of strong, light metals. The yield strength and pro- portional limits are unusually high for an ultimate strength of 82,000 Ib. per sq. in. and the 28 per cent elongation is indicative of good working qualities. Cold-working increased the tensile and yield strengths more than 50 per cent without complete destruction of the ductility. While this increase is not unusual for common metals, it is significant that titanium, with its hexagonal structure, can be worked to this extent a t room temperature, and that such working produces large permanent in- creases in the tensile properties. The modulus of elasticity was determined by dynamic methods, which gave more con- sistent results than those obtaincd from tensile data.
day. Concentrated HNOa and 5 per cent solutions of HNOs HCl, acetic acid, NH40H, and NaOH did not cause losses in excess of 0.05 mg. per sq. dm. per day. Another specimen in a dilute solution of sodium sulphide showed no weight change and was not discolored. Such resistance to chemical attack is quite surprising, con- sidering the active nature of the metal, but probably is due to a protective film of the oxide, like those found on aluminum and chromium.
Exposure of both cold-worked and an- nealed specimens to salt spray for 30 days gave no visible sign of attack; the tensile properties remained essentially the same as those of control specimens made from the same lot of powder. Tensileproperties obtained in this test are given in Table 4. These are average values. for three speci-
StEzldh, o.l O&t,
fz esf ig: f::
M O ~ U I U S x 10-0, Lb. er ~ q . fn.
WOU- getion. Per Cent in 1 ~ n .

R. 5. DEAN, J. R. LONG, P. S. ,
WARTMAN AND E. L. ANDERSON 13
mens in each condition and show no sig- nificant di5erence attributable to the exposure to salt spray.
Although linely divided metal is pyro- phoric, the minus 35-mesh powder used in these investigations is quite stable. I t may be ignited deliberately but does not ignite spontaneously. Titanium wire in sizes under 0.010 in. can be ignited in a Bunsen burner but in larger sizes it simply under- goes surface oxidation, coating the metal with an oxide scale. At higher temperatures some nitride is also formed.
Laboratory investigation of the,prepara- tion of ductile titanium by reduction of Tic14 with magnesium has progressed satis- factorily up to the production of IS-lb. batches of titanium powder without en- countering any technical difficulties that would prevent theexpansion and use of this process on a large scale. The granular metal product is produced in a high state of purity, containing about 25 C.C. of hydro- gen per gram of metal and 0.50 per cent magnesium, both of which are completely removed by sintering a t IOOO'C. in tigh vacuum. The powder may contain up to 0.1 per cent iron and a few tenths of oxygen as the oxide. No information is available on the silicon content, but it is believed to be less than 0.1 per cent. These latter impurities are not present in sufficient amounts to interfere with the ductility of the metal.
The powder has been consolidated by pressing into compacts a t a pressure of, so tons per square inch and sintcring a t ~ooo"C. in a vacuum of I X 10-4 mm. Hg.
These sintercd compacts are ductile, lend themselves .readily to cold deformation, and have been b d e into sheet and bar by normal fabricating methods. Annealed - material has a tensile' strength of about 82,000 lb. per sq. in. with 28 per cent elongation and a hardness of 5s on the Rockwell A scale. I t is hardened by cold- working; tensile strength for so per cent reduction by cold-work is about 126,000 lb. per sq. in. with 4 per cent elongation and a Rockwell hardness of A-65.
The metal has excellent corrosion re- sistance, being very similar to the 18-8 stainless steels in this respect. I t is rapidly attacked by sulphuricacid and hydrochloric acid; dilute sulphuric acid attacks the metal slowly but concentrated and dilute nitric acid haye no appreciable effect. The metal does not tarnish on exposure to laboratory atmospheres or during a 30-day exposure to the salt-spray tcsts. Physical properties arc' also unaffected by salt-spray corrosion tcsts. The consolidated material is quite stable. I t may be-heated to a t least 800°C. in air without taking fire.
REFERENCES I. M. A. Hunter: Metallic Titanium. Jnl.
Amer. Chem. Soc. (1910) 32, 330-336. a. W. Kroll: Einige Eigenschnften des reinen
Titans. Mctallwissmschaft (1939) 18 (4). 7 SO.
3. A. 8: van Arkel: Ueber die Herstellung voo hochcchmelzenden Metallen.durch Therm- ische Dissoziation ihrer Verbindungen. Me;allwirtsrh~tf~ (1934) 13 (22). 405~408.
4. J. D. Fast: Spanlose Formung von Zirkon und Titan. Mctallwirtscltaft (1038) 17 (17). . - - . . . . . 459-462.
5. J. D. Fact: Urber dir D~rstellung dcr reinen Meta!le dcr Titanaruppe dnrch Therm- ische Zersetzuna ihrer Jodide. V Titan. Zlsrh, anorg. allgcm. Chcm. (1939) 241, 42-56.
6. W. Kroll: Prnduction of Ductile Titanium. Trans. Electrochem. Soc. (1940) 178, 35-47.