polymeric corrosion inhibitors for the oil and gas industry: design
TRANSCRIPT

Reactive and Functional Polymers 95 (2015) 25–45
Contents lists available at ScienceDirect
Reactive and Functional Polymers
j ourna l homepage: www.e lsev ie r .com/ locate / react
Review
Polymeric corrosion inhibitors for the oil and gas industry: Designprinciples and mechanism
Brylee David B. Tiu, Rigoberto C. Advincula ⁎Department ofMacromolecular Science and Engineering and Polymers for Energy and Transformative Research in Oil and Gas (PETRO), CaseWestern Reserve University, Cleveland, OH44106, USA
⁎ Corresponding author at: Department of MacromolecUSA.
E-mail address: [email protected] (R.C. Advincula).
http://dx.doi.org/10.1016/j.reactfunctpolym.2015.08.0061381-5148/© 2015 Elsevier B.V. All rights reserved.
a b s t r a c t
a r t i c l e i n f oArticle history:Received 9 December 2014Received in revised form 2 June 2015Accepted 13 August 2015Available online 21 August 2015
Keywords:PolymerInhibitorOilGasCorrosion
This work provides an overview of themost common polymeric corrosion inhibitors for the oil and gas industry.Exploration, production and transportation of petroleum and natural gas products constantly deal with highlycorrosive environments due to oxygen, acid stimulation, CO2 and H2S contamination. Therefore, versatile mate-rials are required in order to keep corrosion rates in control. Unlike smallmolecule corrosion inhibitors, polymerspossess multi-functionality and better film-forming capabilities, which could significantly improve protectivebarrier properties. In this article, polymeric architectures tested in relevant oil and gas media are compiled inorder to highlight certainmoieties capable of complex formationwith themetal surface or chelation on corrosiveagents resulting to improved corrosion inhibition.
© 2015 Elsevier B.V. All rights reserved.
Contents
1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 262. Fundamental concepts of corrosion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 263. External and internal corrosion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 274. Corrosion in the oil industry . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 275. Corrosion inhibitors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 276. Evaluation of corrosion inhibitors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
6.1. Metal sample preparation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 286.2. Test solutions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 286.3. Weight loss measurements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 286.4. Polarization measurements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 296.5. Electrochemical impedance spectroscopy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 296.6. Laboratory setups . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 296.7. Adsorption isotherm and thermodynamic considerations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
7. Common Polymeric corrosion inhibitors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 307.1. Polyamine derivatives . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 307.2. Polyvinylamide derivatives . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 327.3. Polyaspartates and other polyaminoacids . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 347.4. Polyanilines . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 367.5. Adducts of heterocyclic functional groups and polymers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 377.6. Polycarboxylates/polycarboxylic acids . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 387.7. Phosphate esters of polymeric corrosion inhibitors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 397.8. Polysulfides . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 407.9. Polysaccharides . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
ular Science and Engineering, CaseWestern Reserve University, 2100 Adelbert Rd., Kent Hale Smith Bldg., Cleveland, OH 44106,

26 B.D.B. Tiu, R.C. Advincula / Reactive and Functional Polymers 95 (2015) 25–45
7.10. Gelled systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 438. Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
1. Introduction
Corrosion is a major economic problem for most industrializedcountries. It affects all segments of production, processing, and trans-portation of many commercial products and equipment. A break-through 2-year study in 2002 by the U.S. Federal HighwayAdministration (FHWA), with the support of the National Associationof Corrosion Engineers (NACE) as mandated by the US congress, re-vealed that $276 billion, corresponding to 3.1% of the US gross domesticproduct (GDP) was the annual estimated direct cost of corrosion in thecountry [1]. Almost half of this cost totaling to $121 billion (1.38% USGDP) is allotted to various time-proven methods for corrosionmitigation such as the development of protective coatings, selection ofcorrosion-resistant alloys and mechanically resistant plastics, cathodicprotectors and corrosion inhibitors. As one of the leading energysources, oil and gas production contributes a significant portion in thedirect costs for corrosion [2–4]. Oil and gas exploration and productionamount to $1.4 billion; petroleum refining contributes $3.7 billion andpetrochemical/chemical manufacturing is $1.7 billion [1]. Majority ofthese costs is rooted from recurring shutdowns in which certain sec-tions of the process are being replaced. With these numbers, there isnoquestion that significantly improving corrosion inhibition techniquesis vital in maximizing the economic viability of the oil and gas industryeven if it is impossible to completely eradicate corrosion [4]. In the oiland gas production and chemical refining industry, this is magnifieddue to highly corrosive materials and environmental conditions oftendealt with. Every single stage and equipment from exploration, drilling,transportation, refinement and storage of petrochemical products can-not escape both internal and external corrosion [5,6]. These not onlymean deterioration andwastage of metallic parts but will also ultimate-ly lead to equipment failure and at times, catastrophic failure. Factors in-cluding dissolved oxygen, acids in the form of CO2, SOx, HCl, amongothers, and water are the main corrosive agents that should be ad-dressed in varying degrees depending on their concentration and theprocessing conditions at several locations in the process stream.Hence, this review aims to revisit the mechanism of corrosion in differ-ent stages of the production stream and identify the most common andstate-of-the-art polymeric inhibitors in order to improve corrosion pro-tection efficiency in the oil and gas industry.
Scheme 1. Relevant chemical equations to corrosion investigation.
2. Fundamental concepts of corrosion
Prior to the discussion of various corrosion mitigation techniques, itis important to understand the underlying principles of corrosion,which is commonly regarded as the degradation of metals in aqueousmedia. In a more technical sense, corrosion is a localized electrochemi-cal reduction–oxidation (redox) reaction occurring on a surface of amaterial, usually metals, wherein electrons are released due to thedissolution of the metal and transferred to a different location on thesurface to reduce hydrogen ions or oxygenated water causing a slowdegradation and eventual failure of the host material [7]. The overallchemical reaction can be summarized as shown in Scheme 1.
The corrosion process can be broken down into two main halfelectrochemical reactions [4,7]. The first one is the metallic oxidation orthe anodic reaction. Due to exposure to a corrosive solution, all metals(i.e. iron) tend to dissolve and lose positive metal ions to the electrolyte,which simultaneously produce free electrons that can travel through themetal. On the other hand, the electric potential caused by the accumula-tion of excess electrons generated in the anode will be absorbed and
neutralized at the cathodic site by the reduction of hydrogen ions(from an acidic corrodant) to form hydrogen gas. Aside from the anodicand cathodic sites, which are located separately on themetal surface, thepresence of the electrolyte is also significant, as it will serve as themedi-um for ion transport. The free electrons travel through the metal but theions require an electrolyte (i.e., water) to do so and complete the electri-cal circuit between anode and cathode.Moreover, in neutral or basic con-ditions or due to oxygen contamination, the current produced due to theoxidation process at the anodic site will also reduce the oxygenatedwater to from hydroxyl ions. As the cathodic sites are connected to theanode through the electrolyte, these ions are capable of travelingthrough the electrolytic medium and reacting with dissolved iron (II)ions to form insoluble iron (II) hydroxide deposits.
Meanwhile, the presence of carbon dioxide and hydrogen sulfide,which are characteristic problems of the oil and gas industry, also causessevere corrosive damage to the system as these materials encouragehydrogen production (reduction process) [8–10]. As a weak acid, H2Scan easily become a source of hydrogen ions particularly if it is presentat very deep wells wherein the pressure decreases the pH. H2S corro-sion, also known as “sour” corrosion can lead to the generation of vari-ous types of iron sulfides FeSx [11].
If the temperature is kept low and no traces of chloride salts andoxygen are present, H2S corrosion products can serve as a protectionbarrier for the metal surface. However, at higher temperatures, theiron sulfide scales are more cathodic than the casing, which results togalvanic corrosion [4]. H2S can easily enter the system from the forma-tion or mud products, sulfate-reducing bacteria (SRB), and makeupwater [4]. It can also cause sulfide stress corrosion (SSC) as the corrosionin H2S produces a thin layer of FeS, which hinders the escape of H2 out-side the system and pushes it through the metal. As a result, pressurebuilds up especially at imperfections and with high internal stresses,the metal may crack and break down. Furthermore, hydrogen penetra-tion can also lead to blistering [12].
Meanwhile, dry CO2 in itself is not corrosive at oil and industry con-ditions but once dissolved, it can form theweak acidH2CO3which formsiron carbonate (FeCO3) or siderite on the metal surface [13]. Like FeS, italso has the potential to be a protective barrier although only in highertemperatures, increased pH, and non-turbulent process streams since

Scheme 2.Mechanism of the scavenging action by sodium sulfite and hydrazine.
27B.D.B. Tiu, R.C. Advincula / Reactive and Functional Polymers 95 (2015) 25–45
siderite can easily be wiped off from the surface [14]. Once formed, CO2
corrosion or “sweet” corrosion canmanifest in crevice and pitting corro-sion [15].
3. External and internal corrosion
It is possible to classify corrosion mainly as external or internal [16].External refers to environmental effects on the metallic part, which isoften associated with the use of the right metal alloy versus hightemperature, high salt, high humidity, and highly acidic environments.The most susceptible of course is carbon steel while many alloys andstainless steel are rated for particular environments or contacting fluids[17]. The use of polymer-based coatings that adhere on steel and func-tion as a barrier layer and insulation material is another corrosion miti-gation technique for external corrosion. Examples include epoxy,polyurethanes, polyacrylates, polyesters, alkyds, and other resin orpaintmaterials that surround the external surface of steel pipes or struc-tures. Internal corrosion, on the other hand, is the type of corrosion in-volved with transported or stored liquids or gases [18]. It is caused bya continuous exposure to thefluid,which can either be aerobic or anaer-obic [19]. Water is the most common liquid that comes into contactwith severely corroded metallic surfaces. Meanwhile, even though oilis not corrosive, most hydrocarbon phases are complex emulsions con-tainingwater, oxygen, and other dissolved corrosive gases. As applied ingeothermal operation, steam is particularly corrosive due to the pres-ence of various corrosive gases and acids. Therefore, integrating corro-sion inhibitors and additives into the process stream is a morepractical solution to address these issues although coatings and linerscan also be applied internally.
4. Corrosion in the oil industry
Due to the complex demands of the oil industry, several aspects inthewhole process stream are continuously being attacked by corrosion.Brondel et al. from Schlumberger have enumerated these points and de-scribed the most probable corrosion causes [4]. The offshore structures,which are always exposed to rain, condensation, and seawater, are con-stantly exposed to severe corrosion. In order to address this, these partsare coated with zinc primers, which act as sacrificial anodes. Further-more, cathodic protection is also employed when an opposite currentto the corrosion is applied in the system. On the other hand, the drillpipe equipment, which introduces formation fluids and drilling muds,has resin/baked coatings for protection. Drillingmuds, which can eitherbe water- or oil-based, also play a significant role in corrosion preven-tion [20]. Oil-based drilling muds are non-corrosive, but most of thetime, polymer-based viscosity modifiers and some other additives arebeing introduced in the system that decreases the pH and makes thematerial corrosive. Moreover, drilling muds also introduce oxygen andacid gas contaminants entering from mixing and storage tanks. Hence,maintaining the pH is crucial to prevent corrosion-related concerns.
Completion processes are also a nest of several corrosion problemsespecially acid stimulation programs wherein highly corrosive hydro-chloric acid with hydrofluoric acid is employed to improve the perme-ability of the well and remove scaling on the casing [21–23].
In addition, corrosion persists throughout the casings and pipelinesin the distribution and refining of the hydrocarbon process stream.Aside from oxygen, CO2, and H2S contaminations, downstream process-es also encounter corrosion due to naphthenic acids and aromaticcarboxylic acids, in very high temperatures. In addition, certain unitsthat absorb and strip the hydrocarbon stream with corrosive agentsface the effects of concentrated corrodants, which should also be a keyissue to address [24,25].
With these problems, aside from cathodic protection and applicationof high performance coatings, the use of corrosion inhibitors proves tobe one of the most straightforward and economically viable solutionsfor corrosion-related problems in the oil and gas industry.
5. Corrosion inhibitors
Treatment using appropriate corrosion inhibitors (additives) is amajor solution in dealing with corrosion-related problems triggeredby widely varying processing conditions and concentrations of saltsandwater at different stages of the oil and gas production processes. De-pending on their mechanism of action or composition, these chemicalsubstances can be classified as barrier or film-forming, neutralizing,scavenging and other miscellaneous inhibitors [16].
Particularly in refinery classified corrosion, concentrated acids such ashydrochloric acid (HCl), carbonic acid and the numerous SOx acids,whichinclude sulfuric (H2SO4), sulfurous (H2SO3), thiosulfurous, among otherscause a large fraction of corrosion cases [10]. Usually, these acids arefound in dilute concentrations across the process stream but because ofcertain equipment such as heat exchangers and distillation equipment,these substances get concentrated in condensates and can cause signifi-cant damage to the system [26]. In order to manage the corrosive actionof these acids, neutralizing inhibitors are added to the system to decreasethe concentration of the hydrogen ion in the environment.Most commonneutralizers include ammonia, sodium hydroxide, morpholine and sever-al amines, alkylamines, and polyamines [27]. In using these inhibitors, it issignificant to consider the physical conditions of thematerial tomaximizeits purpose. The neutralizers should have a similar condensation profile asthe acid so that it is available whenever and wherever the acid forms inthe system. Ammonia, for example, is an inexpensive neutralizer but itis not soluble in the condensate and evaporates quickly which compro-mises its effectiveness [28,29].
Scavenger systems are also being used in oil and gas production inorder to remove corrosive agents. Dissolved oxygen, usually found inboilers, is one of the most common targets [30]. Companies usuallyinstall a steam stripping system, which is incapable of completely re-moving all traces of oxygen. Hence, synthetic scavenging inhibitors areincorporated. Hydrazine and sodium sulfite arewell-known scavenginginhibitors through the equations defined in Scheme 2.
As compared to neutralizers and even scavengers, film forming cor-rosion inhibitors,which are also known as barrier or interface inhibitors,are more proactive since these chemical substances do not need tointeract with acids or corrosive agents to be effective [31]. Instead,these inhibitors form a protective barrier on the metal surface throughstrong interactions such as electrostatic adsorption, chemisorption andπ-orbital adsorption that significantly reduce penetration of corrosivesubstances [32]. As a typical example, these materials are composed ofpolar head, which is responsible for interacting with the metal surfaceand a hydrophobic group that extends away from the surface. Thehydrophobic part also provides an additional protective layer againstaqueous species as it interacts with the hydrocarbon molecules of thestream. In terms of application, it would be recommended if thesematerials could be combined well with hydrocarbon stream, whichwould provide the materials access to all parts of the process streamand ensure wider contact and subsequent coverage. One particularproblem successfully addressed by film forming corrosion inhibitors isnaphthenic acid corrosion, which usually occurs at high temperatures(N205 °C or 400 °F) [26]. Even though film-forming corrosion inhibitorsare quite common and effective, some harder to reach points in the pro-cess are still left unprotected. In these cases, adding neutralizers to theformulation will provide the necessary protection.
These film-forming or interface inhibitors can be further classifieddepending on which electrochemical reaction is being blocked: anodic,

28 B.D.B. Tiu, R.C. Advincula / Reactive and Functional Polymers 95 (2015) 25–45
cathodic or mixed-type [33,34]. Since the anodic reaction involves thedissolution of the metal to metal cations, most anodic inhibitors arethose materials that can form sparingly soluble deposits which includeoxides, hydroxides, or salts in close to neutral conditions [33]. These de-posits can also be referred to as passivating films thus anodic inhibitorsare sometimes called passivators. In handling these materials, the criti-cal inhibitor concentration should be determined because below thislimit, corrosion can actually be accelerated. Meanwhile, cathodic inhib-itors usually decelerate the reduction reactions by forming protectivelayers on cathodic areas against hydrogen in acidic conditions or oxygenin alkaline solutions. These cathodic poisons result to hydrogen blister-ing or sulfide-stress cracking [33]. Hence, once the material has beenclassified as a cathodic inhibitor, most studies perform hydrogenpermeation tests to determine the effectiveness of the inhibitor [35].The last category is themixed-type inhibitor inwhich 80% of organic in-hibitors fall into. Formation of a protective layer can be due to eitherphysical adsorption (due to ionic or electrostatic interactions) or themore specific chemisorption. A typical situation involving physisorptioniswhen anions attach to positively chargedmetal substrates and cation-ic corrosion inhibitors attach on the surface. These interactions formrapidly but can easily be broken by increasing the temperature.Chemisorption, on the other hand, forms more slowly and increaseswith temperature. Classifying inhibitors based on their corrosionprotectionmechanism can easily be determined using Tafel polarizationcurves, which will be discussed further in the next section.
In thiswork, special attentionwill be directed to polymeric corrosioninhibitors. A polymer is made up of long chains of repeating units calledmonomers which can result to various architectures such as linearchains, branched, hyperbranched, comb-like, rotaxanes, cross-links,and dendrimeric. These materials need not be very high in molecularweight, often oligomeric of less than 10 repeat units are sufficient fortheir desired function. As compared to themorewidely-used smallmol-ecule corrosion inhibitors, polymers have the advantages of better film-forming capabilities, multi-functionality, flexible viscosity, solubility,and increased number of attachment points to metal surfaces, amongothers [36]. Repeating functional groups in the polymer backbone canbe designed to incorporate moieties capable of forming complexeswith metals. Due to the size of the material, these complexes cancover larger surface areas, which might suggest better protectionagainst the corrosive media. Furthermore, small molecule corrosioninhibitors tend to degrade at higher temperatures, which result to thecontamination of the hydrocarbon stream due to the volatile productsthat emerge [37]. This review will highlight some of the classes ofpolymeric inhibitors and their specific function (advantages anddisadvantages) in actual applications.
6. Evaluation of corrosion inhibitors
Before going through the list of polymeric corrosion inhibitors, it isimportant to have knowledge on the most common methods used inevaluating corrosion inhibitor performance that are typically adoptedby relevant patent literature and corrosion research articles. Since cor-rosion cases entail different conditions starting from the type of metalused, electrolyte solution involved, and corrodants encountered, nouniversal standard is set for the laboratory setups and corrosion test-ing methods [38]. Nevertheless, it would be beneficial to know whatproperties to look for in order to have an idea of the inhibitor perfor-mance in a setting as close to the corrosion problems encountered ina particular industry.
6.1. Metal sample preparation
Choosing themetal specimens for corrosion testing is very importantsince little changes in the composition of themetal or any impurities thatmay be present from its fabrication cause significant effects for corrosionresults [39]. As much as possible, the metal composition should be as
close to the metals relevant to the corrosion problem. For the oil andgas industry, low carbon steel also known as mild steel with a samplechemical composition of 0.16% C, 0.53% Mn, 0.3% Si, 0.055% S, 0.045% P,and Fe balance [40] is used. It is advised to use hardened steel stencilstamps to mark the metal samples for easy referencing [39]. If theintended corrosion damage is severe, edge notching or drilling holesmight bemore appropriate. Once themetal samples have been appropri-ately cut, these substrates should be degreased using an organic solventlike acetone and ethanol or hot alkaline cleaner. Afterwards, the sub-strates should be abraded using commercial emery papers preferablystarting from a lower girt (coarser) then gradually increasing to finergrit. Most research articles begin with 200–400 grit emery papers to re-move deep scratches and rough spots on the metal substrate [40]. Oncethemetal surface looks somehowmore homogeneous, the grits reachingup to 1200–1500 grit should be used to achieve a mirror finish. Finally,these metals should then be degreased, rinsed thoroughly and driedprior to use [39].
6.2. Test solutions
It would be best to use the actual field solution for corrosion testing[41]. However, if these solutions are not available, then synthetic solu-tions can be prepared from analytical grade reagents. Several recipesare defined by various standards including the ocean water solution,as defined byASTMD1141. A 10-L solution can be prepared by combin-ing 245.34 g NaCl, 40.94 g Na2SO4, 77.8 g MgCl2·6H2O, 8.112 g anhy-drous CaCl2, 0.296 g SrCl2·6H2O, 4.862 g KCl, 1.407 g NaHCO3, 0.704 gKBr, 0.19 g H3BO3 and 0.021 g NaF [42]. For heavy metal contami-nated substitute ocean water, add 0.994 mg Ba(NO3)2, 0.546 mgMn(NO3)2·6H2O, and 0.396 mg Cu(NO3)2·3H2O. Most of the corrosioninhibitors included here are either tested in 3.5% NaCl or in the NACEdefined brine solution with the following composition: 3.5% NaCl,0.305% CaCl2, and 0.186%MgCl2·6H2O [43]. Furthermore, test solutionswith high concentrations of HCl and H2SO4 are also used as these envi-ronments simulate acid oil well completion to increase oil production[44]. These solutions should then be deaerated with nitrogen and satu-ratedwith CO2 and/or H2S to closely simulate sweet and sour corrosion.For the petrochemical industry, it is also important to analyze the parti-tion properties of the inhibitors to determine how much will go to thehydrocarbon phase or the aqueous phase. The aqueous brine phase isthe part that causes corrosion hence the inhibitor has to be able to par-tition to the brine solution to be effective [41]. In the partition method,the hydrocarbon part is dozed with corrosion inhibitor. Then, the oil–brinemixture is mixed thoroughly. Corrosion testing is to be performedin the separated corrosion-causing brine phase.
6.3. Weight loss measurements
Corrosion inhibition efficiency can be calculated based from themass of the metal substrate lost due to corrosion. Metal samples arecleaned and weighed prior to immersion. After a defined time period,corroded metal samples are rinsed thoroughly and weighed onceagain. The corrosion rate, surface coverage θ, and percent corrosion inhi-bition efficiency η% can be calculated using Eqs. (1)–(3) wheremI is theweight of the metal sample before immersion,mF is the mass after im-mersion, S is the total exposed area, ρ is the density of the specimen,and t is the immersion time [45].
Corrosion Ratemmyear
� �¼ 8:76 � 103
mI−mF
Sρt
� �ð1Þ
θ ¼ CR0−CRCR0
ð2Þ
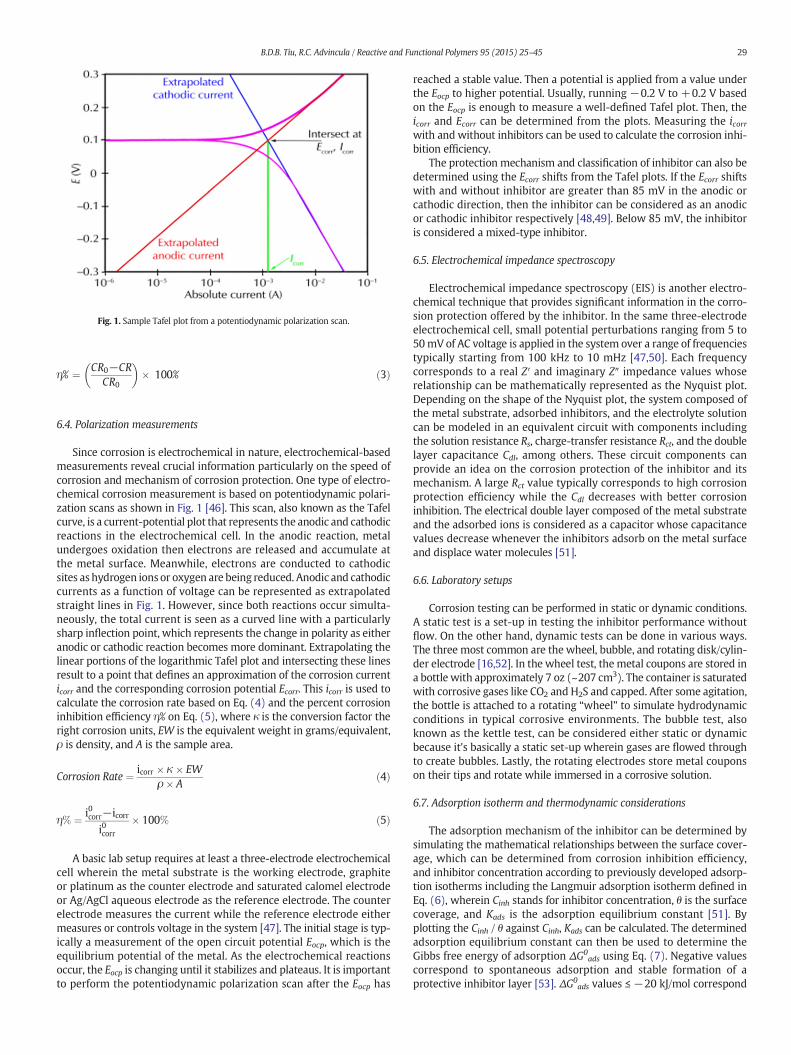
Fig. 1. Sample Tafel plot from a potentiodynamic polarization scan.
29B.D.B. Tiu, R.C. Advincula / Reactive and Functional Polymers 95 (2015) 25–45
η% ¼ CR0−CRCR0
� �� 100% ð3Þ
6.4. Polarization measurements
Since corrosion is electrochemical in nature, electrochemical-basedmeasurements reveal crucial information particularly on the speed ofcorrosion and mechanism of corrosion protection. One type of electro-chemical corrosion measurement is based on potentiodynamic polari-zation scans as shown in Fig. 1 [46]. This scan, also known as the Tafelcurve, is a current-potential plot that represents the anodic and cathodicreactions in the electrochemical cell. In the anodic reaction, metalundergoes oxidation then electrons are released and accumulate atthe metal surface. Meanwhile, electrons are conducted to cathodicsites as hydrogen ions or oxygen are being reduced. Anodic and cathodiccurrents as a function of voltage can be represented as extrapolatedstraight lines in Fig. 1. However, since both reactions occur simulta-neously, the total current is seen as a curved line with a particularlysharp inflection point, which represents the change in polarity as eitheranodic or cathodic reaction becomes more dominant. Extrapolating thelinear portions of the logarithmic Tafel plot and intersecting these linesresult to a point that defines an approximation of the corrosion currenticorr and the corresponding corrosion potential Ecorr. This icorr is used tocalculate the corrosion rate based on Eq. (4) and the percent corrosioninhibition efficiency η% on Eq. (5), where κ is the conversion factor theright corrosion units, EW is the equivalent weight in grams/equivalent,ρ is density, and A is the sample area.
Corrosion Rate ¼ icorr � κ � EWρ� A
ð4Þ
η% ¼ i0corr−icorri0corr
� 100% ð5Þ
A basic lab setup requires at least a three-electrode electrochemicalcell wherein the metal substrate is the working electrode, graphiteor platinum as the counter electrode and saturated calomel electrodeor Ag/AgCl aqueous electrode as the reference electrode. The counterelectrode measures the current while the reference electrode eithermeasures or controls voltage in the system [47]. The initial stage is typ-ically a measurement of the open circuit potential Eocp, which is theequilibrium potential of the metal. As the electrochemical reactionsoccur, the Eocp is changing until it stabilizes and plateaus. It is importantto perform the potentiodynamic polarization scan after the Eocp has
reached a stable value. Then a potential is applied from a value underthe Eocp to higher potential. Usually, running −0.2 V to +0.2 V basedon the Eocp is enough to measure a well-defined Tafel plot. Then, theicorr and Ecorr can be determined from the plots. Measuring the icorrwith and without inhibitors can be used to calculate the corrosion inhi-bition efficiency.
The protection mechanism and classification of inhibitor can also bedetermined using the Ecorr shifts from the Tafel plots. If the Ecorr shiftswith and without inhibitor are greater than 85 mV in the anodic orcathodic direction, then the inhibitor can be considered as an anodicor cathodic inhibitor respectively [48,49]. Below 85 mV, the inhibitoris considered a mixed-type inhibitor.
6.5. Electrochemical impedance spectroscopy
Electrochemical impedance spectroscopy (EIS) is another electro-chemical technique that provides significant information in the corro-sion protection offered by the inhibitor. In the same three-electrodeelectrochemical cell, small potential perturbations ranging from 5 to50mV of AC voltage is applied in the system over a range of frequenciestypically starting from 100 kHz to 10 mHz [47,50]. Each frequencycorresponds to a real Z′ and imaginary Z″ impedance values whoserelationship can be mathematically represented as the Nyquist plot.Depending on the shape of the Nyquist plot, the system composed ofthe metal substrate, adsorbed inhibitors, and the electrolyte solutioncan be modeled in an equivalent circuit with components includingthe solution resistance Rs, charge-transfer resistance Rct, and the doublelayer capacitance Cdl, among others. These circuit components canprovide an idea on the corrosion protection of the inhibitor and itsmechanism. A large Rct value typically corresponds to high corrosionprotection efficiency while the Cdl decreases with better corrosioninhibition. The electrical double layer composed of the metal substrateand the adsorbed ions is considered as a capacitor whose capacitancevalues decrease whenever the inhibitors adsorb on the metal surfaceand displace water molecules [51].
6.6. Laboratory setups
Corrosion testing can be performed in static or dynamic conditions.A static test is a set-up in testing the inhibitor performance withoutflow. On the other hand, dynamic tests can be done in various ways.The three most common are the wheel, bubble, and rotating disk/cylin-der electrode [16,52]. In the wheel test, the metal coupons are stored ina bottle with approximately 7 oz (~207 cm3). The container is saturatedwith corrosive gases like CO2 and H2S and capped. After some agitation,the bottle is attached to a rotating “wheel” to simulate hydrodynamicconditions in typical corrosive environments. The bubble test, alsoknown as the kettle test, can be considered either static or dynamicbecause it's basically a static set-up wherein gases are flowed throughto create bubbles. Lastly, the rotating electrodes store metal couponson their tips and rotate while immersed in a corrosive solution.
6.7. Adsorption isotherm and thermodynamic considerations
The adsorption mechanism of the inhibitor can be determined bysimulating the mathematical relationships between the surface cover-age, which can be determined from corrosion inhibition efficiency,and inhibitor concentration according to previously developed adsorp-tion isotherms including the Langmuir adsorption isotherm defined inEq. (6), wherein Cinh stands for inhibitor concentration, θ is the surfacecoverage, and Kads is the adsorption equilibrium constant [51]. Byplotting the Cinh / θ against Cinh, Kads can be calculated. The determinedadsorption equilibrium constant can then be used to determine theGibbs free energy of adsorption ΔG0
ads using Eq. (7). Negative valuescorrespond to spontaneous adsorption and stable formation of aprotective inhibitor layer [53]. ΔG0
ads values ≤ −20 kJ/mol correspond

30 B.D.B. Tiu, R.C. Advincula / Reactive and Functional Polymers 95 (2015) 25–45
to physisorptionwhile values ranging ≤−40 kJ/mol suggest chemisorp-tion [51,54]. Accordingly, ΔH0
ads and ΔS0ads can be calculated. By plot-ting the log icorr / T against 1 / T, ΔH0
ads can be calculated from theslope of the transition state equation as defined by Eq. (8) where N isthe Avogadro’s number and h is the Plank's constant [55]. ΔS0ads canthen be determined from the basic thermodynamic equation definedby Eq. (9). Lastly, for most corrosion cases, corrosion increases withtemperature. This behavior can be represented by the Arrhenius rela-tionship as depicted by Eq. (10) [55].
Cinh
θ¼ 1
Kadsþ Cinh ð6Þ
ΔG0ads ¼ −RT ln 55:5 Kadsð Þ ð7Þ
logicorrT
� �¼ log
RNh
þ ΔS0ads2:303 R
−ΔH0
ads
2:303 RTð8Þ
ΔG0ads ¼ ΔH0
ads−TΔS0ads ð9Þ
icorr ¼ Ae−Ea=RT ð10Þ
7. Common Polymeric corrosion inhibitors
7.1. Polyamine derivatives
Long chain polyamines, especially those derived from long fattyacids, are standard examples for a film-forming corrosion inhibitor[56]. Several studies have also supported the fact that amines having acertain chain length and substitution are required in order to achievethe corrosion protection properties of themolecule. Hence, several pat-ents [27,57,58] have enumerated various derivations of the polyaminechemistry to achieve adequate corrosion-inhibiting action.
One of the earlier reports for a typical polyamine with fatty chaincorrosion inhibitor is synthesized using equimolar quantities of apolyalkylene amine, an unsaturated diol, and an organic acid, asshown in Fig. 2 [57]. The organic acid is composed of two main parts:the carboxylic acid, which participates in the reaction and the lipophilicgroup, which imparts oil solubility to the inhibitor to create the second-ary protective layer for the metal. For this purpose, the preferredcarboxylic acids are monocarboxylic acid containing 5–20 carbonatoms [57]. Having less will limit the lipophilicity of the material.These acids include substituted acrylic acids and other unsaturatedacids such as naphthylpropiolic, pentynoic, hexynoic, octynoic, andlinoleic acids. Certain polycarboxylic acids may be used however thelength of the carbon chains should be controlled for certain instanceswhen solidification of the product is undesired. The corrosion inhibitorsbased on these matrix can be formed by reacting the polyalkyleneamine and unsaturated diol in the presence of a metal catalyst such asCu(C2H3O2)2, CuCl2, CoCl2, TiCl4 and SnCl2. Afterwards, the organicacid is added to the amine-diol product. The resulting film-formingcorrosion inhibitor can be dissolved in hydrocarbon-based solventsand be directly added to the well fluid or pumped through a pipe witha smaller diameter and released at the very bottom of the well whereinthe pressure of the fluid should be sufficient in carrying the materialthroughout the tube. Furthermore, this type of inhibitor also has
Fig. 2. Components of a typical film-forming corrosion inhibitor: (A)
high water dispersibility. 2-Butyne-1,4-diol or 2-butene-1,4-diol,tetraethylene pentamine or pentaethylene pentamine, and oleic acidas the unsaturated diol, polyalkylene amine and organic acid producehigh molecular weight corrosion inhibitors. In a 5% NaCl/Kerosene(3:1) corrosion testing environment consistently bubbled with CO2
(1.2 L/min) and H2S (0.5 L/min), these highmolecular weight inhibitorshave been tested to reach 90% corrosion protection at 5 ppm and 95%corrosion protection at 50 ppm concentrations based on kerosenecontent. On the other hand, substituting ethylene diamine for thepolyalkylene polyamine results to a lower molecular weight inhibitorthat can achieve 90% corrosion protection at 100 ppm in the sameenvironment. Hence, the higher molecular weight polymer corrosioninhibitor is much preferred due to its effectiveness at lowerconcentrations.
The mixture or reaction product of an unsaturated diol such as1,4-butynediol and a polyalkylene amine like tetraethylene pentaminecan be combined with a hydroxyl amine of the form R1R2OH to form acorrosion inhibiting material used in alkanol amine aqueous regenera-tive absorbent units [59]. This equipment, which is composed of col-umns with trays and/or other packing materials, plays an integral rolein removing acid forming contaminants including CO2, H2S, CH3SH,and HCl in the hydrocarbon feedstocks by forced contacting the streamwith alkanol amine absorbents. These parts are also equippedwith heatexchangers for energy conservation and regeneration of absorbents.Corrosion is a major issue for these regenerative units particularly instagnant areas where iron oxides, sulfides and carbonates are formed.Heat-stable salts are also formed from the reaction of the acid forminggases and amine groups of the absorbent forming deposits on theequipment. Furthermore, oxygen contamination is also an issue sincerelevant petrochemical feedstocks usually contain unsaturated hydro-carbons that undergo thermal polymerization and form fouling depositsin the process stream. In order to address these issues, a blend com-posed of a hydroxyl amine, which has been studied to have oxygen-scavenging properties [60], and the corrosion-inhibiting product of anunsaturated diol and a polyalkylene polyamine has been demonstrated.In an experiment, diethylhydroxylamine was added to the reactionproduct of tetraethylenepentamine and 1,4-butynediol (3:1) and usedto treat an alkanol amine regenerative unit. Average metal loss de-creased from 12–15 mils per year (mpy) to about 4 mpy. Moreover, inorder to maintain the amount of heat stable salt content to 1.5–2%,NaOH treatment is employed. Based on 6 months of using, NaOH need-ed tomaintain the same amount of heat stable salt was reduced by 67%.
Fig. 3 defines a variation of a versatile polyamine corrosion inhibitorresulting from the reaction of amines of the structure in Fig. 3A andpoly-C7–C18-aralkyl halide in Fig. 3B [61]. An effective corrosioninhibitor in anHCl environment can be synthesized from the polybenzylcondensation reaction of benzoyl chloride and Zn stearate, thecondensation agent resulting to a poly-C7–C18-aralkyl halide whichwas then reacted to triethylenetetramine or tetraethylenepentamineafter stripping off 30–40% HCl. Following the similar chemical syntheticprocedure and structure, refinery corrosion inhibitors for ST 37 steelhave also been developed. The testing environment is composed ofapproximately 1 L of aromatic and aliphatic hydrocarbons (includingdiesel oil, kerosene and petrol) and 100 mL of H2S-saturated waterand 20 mL of 30% HCl solution. A pair of metal coupons is exposed tothe gas phase and another pair for the liquid phase. The inhibitorconcentrations were kept between 50–1000 ppm and injected to the
unsaturated diol, (B) polyalkylene amine, (C) a carboxylic acid.

Fig. 3. Structure of polyaralkylamine corrosion inhibitors (A) in which Rsmay correspondto hydrogens or structure (B).
31B.D.B. Tiu, R.C. Advincula / Reactive and Functional Polymers 95 (2015) 25–45
mixture at 0.4 mL/min. The following inhibitors had 75–90% corrosionprotection efficiency after 4 h exposure: pentabenzyldiethylenetriamine,hexabenzyltriethylenetetramine, tribenzyl-bis-(3-aminopropyl)-amine,tetrabenzyl-bis-(3-aminopropyl)-amine, and tetrabenzyl-bis-(3-aminopropyl)-methylamine. This type of corrosion inhibitors canalso be used for protecting copper and iron from reacting polybenzylcondensation products of benzyl chloride and Zn stearate with poly-amines such as pentaethylenehexamine and triethylenetetraminewith varying amounts of strippedoff HCl. Lastly, these polyaralkylamineshave also high corrosion protection efficiencies against aqueous environ-ments with 10% HCl and 10% H2SO4. The resulting inhibitors can be usedeither on their own or with other corrosion additives such as fattyamines, quaternary ammonium salts, hetero: imidazolines, imazoles,thiazoles and triazoles, alkynols, propargyl alcohol, and phosphonicacids. These structures are recommended to be used for the followingcorrosive environments: heat transfer media (cooling and heatingfluids), hydraulic fluids, petroleum (fractions), propellants and fuels,metal-working fluids or emulsions, acids for purifying, pickling andacidizing bore holes in the upstream, metal coating agents and plastics.
Some patents also discuss how the corrosion inhibiting properties ofpolyamines can be improved by blending it with other materials [58].For example, an alkylene polyamine combined with a polymeric reac-tion product of epihalohydrin and an aliphatic amine [58]. The latterpolymeric product does not have corrosion inhibition properties but itmight be possible that it extracts the amine parts of the other polymer,which makes it more accessible to metallic surfaces. A particular exam-ple of this polymeric corrosion inhibitor is the blend of 95% N1–N3-di-(1-ethyl-3-methylpentyl)-diethylene triamine and 5% of the polymericreaction product of “Duomeen T” and epichlorohydrin, which achieved100% corrosion protection efficiency in a mixture of toluene and waterwith 0.0056 N ammonium chloride. Without the polymeric reactionproduct, the corrosion protection efficiency reduced to 93%. This matrixalso inhibited corrosion of the piping, heat exchangers, coolers and re-ceivers in the overhead line of a crude column. Another iteration uses10 ppm of 90% N1–N3-di-(1-methylheptyl)-diethylene triamine and10% polymeric reaction product of hydrogenated tallow amine and epi-chlorohydrin whichwas incorporated in pipeline fuel oil. Mixing 80% ofN,N′-dicyclohexyl-ethylene diamine and 20% byweight of the polymer-ic reaction product of oleyl amine and epichlorohydrin resulted to a cor-rosion inhibiting package for a kerosene storage tank.
Inevitably, organic polyamines can be easily derivatized to form im-proved corrosion inhibitors. An example would be the synthesis of alkylbenzene sulfonic acid salts of a polymeric reaction product of an organicpolyamine and acyclic carboxylic acids or polycarboxylic acids [62,63]. Asimilar system but with slight changes on composition can also makethe resulting inhibitor for brine water with dissolved oxygen. Preferably,the organic polyamine should contain up to 48 carbon atoms and itsratio with the polycarboxylic acid should be 1:3 [64]. Effective blends fol-lowing this format enlist crude tall oil and either diethylene triamine orpolyethylene polyamines of homologs of and higher than tetraethylenepentamine with an addition of isopropanol, dodecylbenzene sulfonicacid, methanol, an emulsion breaker and a highmolecularweight organicacid (either Empol 1040 acid or 1041 acid). This blend reached 99% corro-sion protection efficiency at 10 ppm in a kerosene/5% NaCl (1:1)
environment with CO2 at 160 °F after 23 h of exposure. In an H2S saturat-ed environment, the blend was able to achieve 80% in a 40/160 oil waterratio and 88% in 10/190 oil/water testing solution. The blends were alsotested against produced crude from Victoria, Kanasa with excellent (90%and above) results.
Polyamines have also been reacted with diones to synthesize awater-soluble (at least dispersible) corrosion inhibitor suitable forbrine-hydrocarbon environments [65]. The reaction product, whichmay be composed of hemiaminals, aminals, enamines, and imines,contains about 10 ppm to70% by volumeof effective corrosion inhibitor.The hemiaminals and imines were particularly more effective ascompared to the other groups. Effective concentrations range from10–250 ppm of the process stream in a continuous exposure treatment.It has also been claimed that the polymeric reaction product can reactwith hydrogen sulfide and form a derivative as effective in protectingmetals for corrosion. Points of application include downhole piping,subsurfacewater injection for pressuremaintenance or disposal, or dril-ling and production applications, also above-ground flow lines. Inhibi-tors of this type can also be applied in batch treatments preferablyusing the thick film formulation, which can be achieved using an aro-matic hydrocarbon solvent. Surfactants may also be added to improvedispersion and filming properties. General corrosion tests were per-formed using different water cuts of oil–water mixtures containingTexaco EDM lube oil fluid and synthetic brine composed of 10% NaCland 0.5% CaCl2. Among all the matrices tested, the combination of 2,5-hexanedione and 1,8-diaminoctane and the mixture's H2S derivativeworked best in the testing environment at a low 10 ppm concentration.
In order to improve the performance of polyamine or amino-containing corrosion inhibitors, mercaptans or thiols can be incorporat-ed to the chemical structure through a number of ways. Thiols can bereacted with unsaturated carboxylic acids, epichlorohydrin or acryloni-trile derivatives to form thioester bonds. The resulting molecule can re-sult to effective corrosion inhibitors with polyamines. On the otherhand, glycolic acid derivatives can be directly reacted with polyaminesto form inhibitors [66]. Representative structures can be seen in Fig. 4.As an example, the polymeric reaction product of octyl thiol or dodecylthiol, methyl methacrylate and diethylene triamine tested to have 85–90% corrosion protection efficiency in 2% NaCl brine saturated withCO2. Another variation is composed of decylthioacetic acid andaminoethylethanolamine. Not only do these corrosion inhibitors proveto be effective in normal operations in oil and gas wells, they can alsobe used for other applications such as corrosion prevention in enhancedoil recovery by water flooding and wastewater disposal. Furthermore,they have also been used for “pickling” of ferrous metals in which theinitially formed passive oxide layer is removed before actually usingthe metal. These formulations have also been claimed to be effectivein acidifying operations of earth formations and deep wells with signif-icantly more extreme conditions.
Polyamines containing primary and secondary amines can also bereacted with alkyl or cycloalkyl phenols and an aldehyde via a“Mannich” type condensation process to form a corrosion inhibitor ofthe type shown in Fig. 5 [67] with at least 2 or more amines of the pri-mary or secondary type. These molecules can be further reacted withalkylene oxides such as ethylene or propylene oxide to from tertiaryamines. Another variation is to produce organic acid esters of thealkylene oxide adducts of the polyamine condensation products. Thequantities of the effective corrosion inhibitor are about 10–200 ppmbased on the total amount of production stream. For application, thecorrosion inhibitor has been introduced via “squeeze” treatments or in-cluded in the drilling fluids.
Another interesting variation is the combination of a polyamineand aldehyde or ketone with an aromatic heterocyclic material hav-ing one or more rings, at least one nitrogen atom and a substituentgroup for corrosion protection from downhole well fluids. Examplesof heterocyclic functionalities that can be used for this purpose areshown in Fig. 6. These heterocyclics have been successfully attached
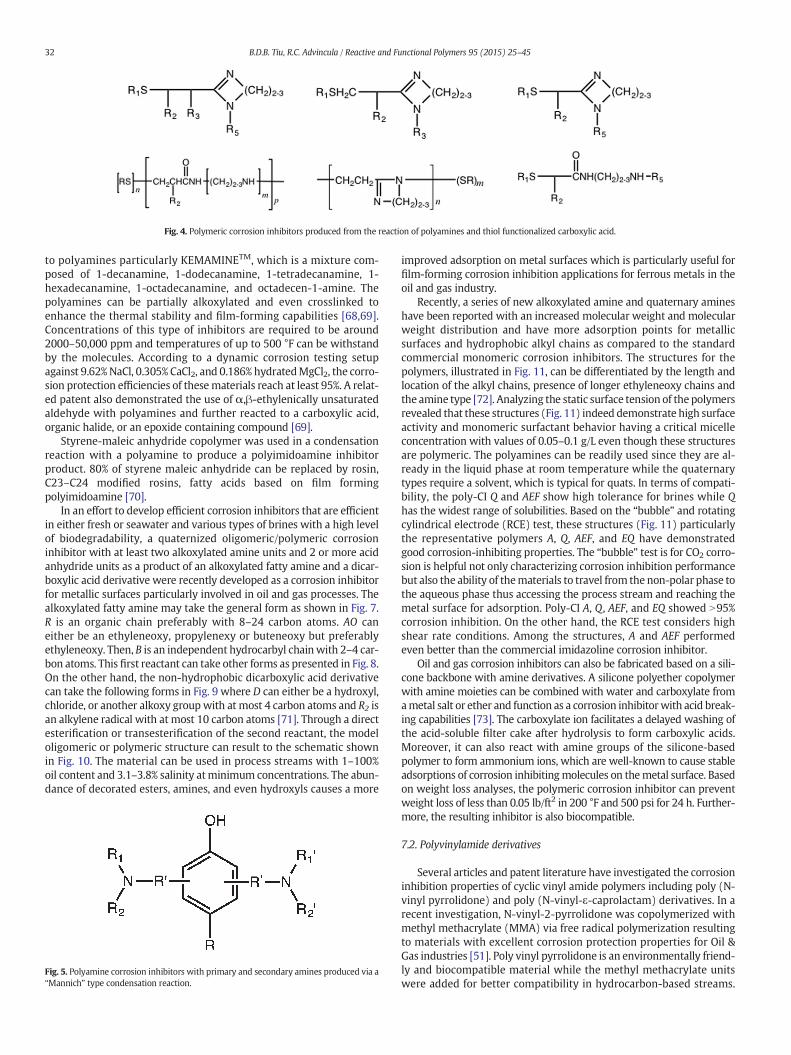
Fig. 4. Polymeric corrosion inhibitors produced from the reaction of polyamines and thiol functionalized carboxylic acid.
32 B.D.B. Tiu, R.C. Advincula / Reactive and Functional Polymers 95 (2015) 25–45
to polyamines particularly KEMAMINETM, which is a mixture com-posed of 1-decanamine, 1-dodecanamine, 1-tetradecanamine, 1-hexadecanamine, 1-octadecanamine, and octadecen-1-amine. Thepolyamines can be partially alkoxylated and even crosslinked toenhance the thermal stability and film-forming capabilities [68,69].Concentrations of this type of inhibitors are required to be around2000–50,000 ppm and temperatures of up to 500 °F can be withstandby the molecules. According to a dynamic corrosion testing setupagainst 9.62%NaCl, 0.305% CaCl2, and 0.186% hydratedMgCl2, the corro-sion protection efficiencies of thesematerials reach at least 95%. A relat-ed patent also demonstrated the use of α,β-ethylenically unsaturatedaldehyde with polyamines and further reacted to a carboxylic acid,organic halide, or an epoxide containing compound [69].
Styrene-maleic anhydride copolymer was used in a condensationreaction with a polyamine to produce a polyimidoamine inhibitorproduct. 80% of styrene maleic anhydride can be replaced by rosin,C23–C24 modified rosins, fatty acids based on film formingpolyimidoamine [70].
In an effort to develop efficient corrosion inhibitors that are efficientin either fresh or seawater and various types of brines with a high levelof biodegradability, a quaternized oligomeric/polymeric corrosioninhibitor with at least two alkoxylated amine units and 2 or more acidanhydride units as a product of an alkoxylated fatty amine and a dicar-boxylic acid derivative were recently developed as a corrosion inhibitorfor metallic surfaces particularly involved in oil and gas processes. Thealkoxylated fatty amine may take the general form as shown in Fig. 7.R is an organic chain preferably with 8–24 carbon atoms. AO caneither be an ethyleneoxy, propylenexy or buteneoxy but preferablyethyleneoxy. Then, B is an independent hydrocarbyl chainwith 2–4 car-bon atoms. This first reactant can take other forms as presented in Fig. 8.On the other hand, the non-hydrophobic dicarboxylic acid derivativecan take the following forms in Fig. 9 where D can either be a hydroxyl,chloride, or another alkoxy groupwith at most 4 carbon atoms and R2 isan alkylene radical with at most 10 carbon atoms [71]. Through a directesterification or transesterification of the second reactant, the modeloligomeric or polymeric structure can result to the schematic shownin Fig. 10. The material can be used in process streams with 1–100%oil content and 3.1–3.8% salinity atminimum concentrations. The abun-dance of decorated esters, amines, and even hydroxyls causes a more
Fig. 5. Polyamine corrosion inhibitors with primary and secondary amines produced via a“Mannich” type condensation reaction.
improved adsorption on metal surfaces which is particularly useful forfilm-forming corrosion inhibition applications for ferrous metals in theoil and gas industry.
Recently, a series of new alkoxylated amine and quaternary amineshave been reported with an increased molecular weight and molecularweight distribution and have more adsorption points for metallicsurfaces and hydrophobic alkyl chains as compared to the standardcommercial monomeric corrosion inhibitors. The structures for thepolymers, illustrated in Fig. 11, can be differentiated by the length andlocation of the alkyl chains, presence of longer ethyleneoxy chains andthe amine type [72]. Analyzing the static surface tension of the polymersrevealed that these structures (Fig. 11) indeed demonstrate high surfaceactivity and monomeric surfactant behavior having a critical micelleconcentration with values of 0.05–0.1 g/L even though these structuresare polymeric. The polyamines can be readily used since they are al-ready in the liquid phase at room temperature while the quaternarytypes require a solvent, which is typical for quats. In terms of compati-bility, the poly-CI Q and AEF show high tolerance for brines while Qhas the widest range of solubilities. Based on the “bubble” and rotatingcylindrical electrode (RCE) test, these structures (Fig. 11) particularlythe representative polymers A, Q, AEF, and EQ have demonstratedgood corrosion-inhibiting properties. The “bubble” test is for CO2 corro-sion is helpful not only characterizing corrosion inhibition performancebut also the ability of thematerials to travel from the non-polar phase tothe aqueous phase thus accessing the process stream and reaching themetal surface for adsorption. Poly-CI A, Q, AEF, and EQ showed N95%corrosion inhibition. On the other hand, the RCE test considers highshear rate conditions. Among the structures, A and AEF performedeven better than the commercial imidazoline corrosion inhibitor.
Oil and gas corrosion inhibitors can also be fabricated based on a sili-cone backbone with amine derivatives. A silicone polyether copolymerwith amine moieties can be combined with water and carboxylate fromametal salt or ether and function as a corrosion inhibitorwith acid break-ing capabilities [73]. The carboxylate ion facilitates a delayed washing ofthe acid-soluble filter cake after hydrolysis to form carboxylic acids.Moreover, it can also react with amine groups of the silicone-basedpolymer to form ammonium ions, which are well-known to cause stableadsorptions of corrosion inhibitingmolecules on themetal surface. Basedon weight loss analyses, the polymeric corrosion inhibitor can preventweight loss of less than 0.05 lb/ft2 in 200 °F and 500 psi for 24 h. Further-more, the resulting inhibitor is also biocompatible.
7.2. Polyvinylamide derivatives
Several articles and patent literature have investigated the corrosioninhibition properties of cyclic vinyl amide polymers including poly (N-vinyl pyrrolidone) and poly (N-vinyl-ε-caprolactam) derivatives. In arecent investigation, N-vinyl-2-pyrrolidone was copolymerized withmethyl methacrylate (MMA) via free radical polymerization resultingto materials with excellent corrosion protection properties for Oil &Gas industries [51]. Poly vinyl pyrrolidone is an environmentally friend-ly and biocompatible material while the methyl methacrylate unitswere added for better compatibility in hydrocarbon-based streams.
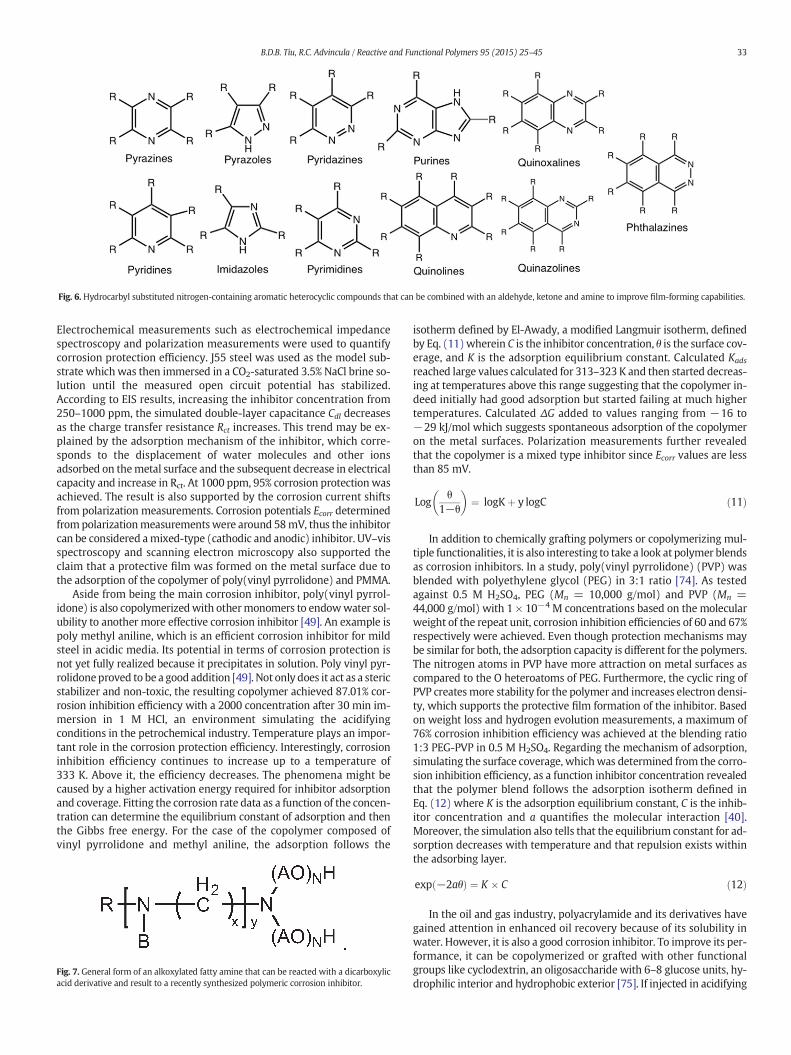
Fig. 6. Hydrocarbyl substituted nitrogen-containing aromatic heterocyclic compounds that can be combined with an aldehyde, ketone and amine to improve film-forming capabilities.
33B.D.B. Tiu, R.C. Advincula / Reactive and Functional Polymers 95 (2015) 25–45
Electrochemical measurements such as electrochemical impedancespectroscopy and polarization measurements were used to quantifycorrosion protection efficiency. J55 steel was used as the model sub-strate which was then immersed in a CO2-saturated 3.5% NaCl brine so-lution until the measured open circuit potential has stabilized.According to EIS results, increasing the inhibitor concentration from250–1000 ppm, the simulated double-layer capacitance Cdl decreasesas the charge transfer resistance Rct increases. This trend may be ex-plained by the adsorption mechanism of the inhibitor, which corre-sponds to the displacement of water molecules and other ionsadsorbed on themetal surface and the subsequent decrease in electricalcapacity and increase in Rct. At 1000 ppm, 95% corrosion protection wasachieved. The result is also supported by the corrosion current shiftsfrom polarization measurements. Corrosion potentials Ecorr determinedfrompolarizationmeasurementswere around 58mV, thus the inhibitorcan be considered amixed-type (cathodic and anodic) inhibitor. UV–visspectroscopy and scanning electron microscopy also supported theclaim that a protective film was formed on the metal surface due tothe adsorption of the copolymer of poly(vinyl pyrrolidone) and PMMA.
Aside from being the main corrosion inhibitor, poly(vinyl pyrrol-idone) is also copolymerizedwith othermonomers to endowwater sol-ubility to another more effective corrosion inhibitor [49]. An example ispoly methyl aniline, which is an efficient corrosion inhibitor for mildsteel in acidic media. Its potential in terms of corrosion protection isnot yet fully realized because it precipitates in solution. Poly vinyl pyr-rolidoneproved to be a good addition [49]. Not only does it act as a stericstabilizer and non-toxic, the resulting copolymer achieved 87.01% cor-rosion inhibition efficiency with a 2000 concentration after 30 min im-mersion in 1 M HCl, an environment simulating the acidifyingconditions in the petrochemical industry. Temperature plays an impor-tant role in the corrosion protection efficiency. Interestingly, corrosioninhibition efficiency continues to increase up to a temperature of333 K. Above it, the efficiency decreases. The phenomena might becaused by a higher activation energy required for inhibitor adsorptionand coverage. Fitting the corrosion rate data as a function of the concen-tration can determine the equilibrium constant of adsorption and thenthe Gibbs free energy. For the case of the copolymer composed ofvinyl pyrrolidone and methyl aniline, the adsorption follows the
Fig. 7. General form of an alkoxylated fatty amine that can be reacted with a dicarboxylicacid derivative and result to a recently synthesized polymeric corrosion inhibitor.
isotherm defined by El-Awady, a modified Langmuir isotherm, definedby Eq. (11)wherein C is the inhibitor concentration, θ is the surface cov-erage, and K is the adsorption equilibrium constant. Calculated Kads
reached large values calculated for 313–323 K and then started decreas-ing at temperatures above this range suggesting that the copolymer in-deed initially had good adsorption but started failing at much highertemperatures. Calculated ΔG added to values ranging from −16 to−29 kJ/mol which suggests spontaneous adsorption of the copolymeron the metal surfaces. Polarization measurements further revealedthat the copolymer is a mixed type inhibitor since Ecorr values are lessthan 85 mV.
Logθ
1−θ
� �¼ logKþ y logC ð11Þ
In addition to chemically grafting polymers or copolymerizing mul-tiple functionalities, it is also interesting to take a look at polymer blendsas corrosion inhibitors. In a study, poly(vinyl pyrrolidone) (PVP) wasblended with polyethylene glycol (PEG) in 3:1 ratio [74]. As testedagainst 0.5 M H2SO4, PEG (Mn = 10,000 g/mol) and PVP (Mn =44,000 g/mol) with 1 × 10−4 M concentrations based on the molecularweight of the repeat unit, corrosion inhibition efficiencies of 60 and 67%respectively were achieved. Even though protection mechanisms maybe similar for both, the adsorption capacity is different for the polymers.The nitrogen atoms in PVP have more attraction on metal surfaces ascompared to the O heteroatoms of PEG. Furthermore, the cyclic ring ofPVP createsmore stability for the polymer and increases electron densi-ty, which supports the protective film formation of the inhibitor. Basedon weight loss and hydrogen evolution measurements, a maximum of76% corrosion inhibition efficiency was achieved at the blending ratio1:3 PEG-PVP in 0.5 M H2SO4. Regarding the mechanism of adsorption,simulating the surface coverage, whichwas determined from the corro-sion inhibition efficiency, as a function inhibitor concentration revealedthat the polymer blend follows the adsorption isotherm defined inEq. (12) where K is the adsorption equilibrium constant, C is the inhib-itor concentration and a quantifies the molecular interaction [40].Moreover, the simulation also tells that the equilibrium constant for ad-sorption decreases with temperature and that repulsion exists withinthe adsorbing layer.
exp −2aθð Þ ¼ K � C ð12Þ
In the oil and gas industry, polyacrylamide and its derivatives havegained attention in enhanced oil recovery because of its solubility inwater. However, it is also a good corrosion inhibitor. To improve its per-formance, it can be copolymerized or grafted with other functionalgroups like cyclodextrin, an oligosaccharide with 6–8 glucose units, hy-drophilic interior and hydrophobic exterior [75]. If injected in acidifying

Fig. 8. Other formats of the base alkoxylated amines.
34 B.D.B. Tiu, R.C. Advincula / Reactive and Functional Polymers 95 (2015) 25–45
conditions such as 0.5 M H2SO4, corrosion protection efficiency reached88.4% at 150 ppm of the copolymer based on weight loss experimentswith X70 steel as the model substrate. Polarization measurementsreveal that an insignificant change in Ecorr was observed making thepolymer a mixed-type inhibitor. Corrosion current gradually decreasesand the polarization resistance increases with increasing inhibitorconcentration suggesting the adsorption mechanism for the corrosioninhibitor. Strategic location of electron-donating N and O atoms causesthis adsorption and may have blocked anodic sites while cationic func-tional groups might have also blocked cathodic sites across the metalsubstrate. In addition, EIS provides more information regarding corro-sion events particularly the Nyquist diagrams. Nyquist plots showedthe similar semicircle with and without corrosion inhibitors suggestingthat metal corrosion mechanism is the samewith or without the copol-ymer. Furthermore, a capacitive loopwas observed in the high frequen-cy and an inductive loop at low frequencies. The capacitive loop couldsuggest that the resulting oxide film could be considered as a parallelcircuit of a capacitor due to its ionic conductivity.
In an effort to design green corrosion inhibitors to substitute forsynthetic inhibitors, naturally occurring materials have also beengrafted with polyacrylamide forming polymeric corrosion inhibitorsthat can be used for thepetrochemical-relevant environments. As anex-ample, acrylamide units have been reactedwith pectin, whichwas thenpolymerized via free radical polymerization [76]. Based on electrochem-ical corrosion testing in 3.5% NaCl, EIS results reveal that charge transferresistance increases and capacitance of the electrical double layer de-creases as inhibitor concentration varies from 300–800 ppm suggestingadsorption of protective inhibitor layer. Maximum corrosion protectionefficiency of 90% was achieved at 800 ppm. According to polarizationmeasurements, Ecorr values were shifting to more anodic directions asthe corrosion current density decreases. Since Ecorr shifts N 85 mV, thepolyacrylamide-grafted pectin corrosion inhibitor is an anodic corrosioninhibitor. Corrosion protection efficiency values fared much better ascompared to polyacrylamide homopolymer.
Ideal properties of copolymers, as shown in Fig. 12, made from var-ious acrylamide monomers N-vinyl formamide, N-vinyl-2-pyrrolidone,andN-vinyl-ε-pyrrolidone for oilfield applications have been investigat-ed [77]. Not only do the resulting polymers have corrosion inhibitionproperties against oilfield-relevant systems, they also have a highcloud point and gas hydrate inhibition properties. Having a high cloudpoint temperature, at least 66 °C, is significant in the process stream toavoid the possibility of phase separating of certain materials whichwill then result to more fouling or formation of unwanted solid forma-tion. It might be argued that the cloud point increase is due to the pres-ence of N-vinyl formamide whose homopolymer has a cloud point of99 °C. However, the copolymers with the highest cloud point tempera-ture are comprised of no more than 50% of the monomer. Furthermore,the cloud point temperature is also not a function of the molecularweight. It turns out that the increase of more hydrophilic monomersinto the polymer backbone is the main cause. Preferred molecular
Fig. 9. General structures of the dicarboxylic acid derivative.
weights should range from 500–5,000,000 amu and the polymers caneither be random, alternating or block.
Copolymers composed of N-vinyl-ε-caprolactam and N-vinyl-form-amide were synthesized using Trigonox ® 121 initiator in ethylene gly-col. Corrosion inhibition properties were analyzed in a 100 mL-jackettest vessel with 3% NaCl. Metal coupons were installed in a rotatingcylinder electrode, which was rotated at 1000 rpm for a total test timeof 2 h. Corrosion rate was measured using the linear polarization resis-tance technique. Copolymers with 95:5 and 50:50 ratios of N-vinyl-ε-caprolactam and N-vinyl-formamide were able to reach 82% and 92%corrosion protection efficiency.
Other variations of a poly vinyl amide type of corrosion inhibitor areby co-polymerizing N-vinyl-ε-caprolactam with other vinyl monomerscontaining acid functionalities or their corresponding salts includingvinyl sulfonic acid, phosphonic acid, acrylamide hydrocarbyl sulfonicacids, and acrylamide hydrocarbyl phosphonic acids [78]. These mate-rials can be polymerized by free radical, emulsion, ionic chain, livingor precipitation polymerization. The molecular weight of the resultingpolymer ranges from 500 to 15,000Da.Moreover, in an effort to employenvironmentally friendlymaterials, the vinyl amides or N-vinyl-lactamscan be copolymerized with acrylates (Fig. 13 (III)) and subsequentlyderivatized with a hydroxyl group, which should contribute to the de-gradability of polymers in marine and/or soil environments [79]. Asidefrom kinetic hydrate and corrosion inhibitors, these materials can alsobe used as anti-agglomerants, emulsifiers, demulsifiers, swelling inhib-itors and/or scale inhibitors [77–79].
7.3. Polyaspartates and other polyaminoacids
Polyaminoacids, which include polymers of amino acids like asparticacid and glutamic acid, have also been used as a scale and corrosion in-hibitor for various applications. These properties are also carried over bytheir corresponding salts, which can either be alkali metal salts, ammo-nium salts, alkyl ammonium salts and aryl ammonium salts.
A polymeric corrosion inhibitor of this type is polyaspartic acid(PASP). It is a water-soluble, biodegradable copolymer of acetoacetamideand 3-carboxypropionamide, the α- and β-forms of L-aspartic acid, andoccasionally containing cyclic imide (succinimide)moieties and glutamicacid [80,81]. It can be synthesized through thermal polymerization pro-cess from a hydrolyzed polysuccinimide, hydrolysis of polysuccinimideor thermal polymerization of aspartic acid. In the industry, it has alreadygained attention as an effective inhibitor for scale formation includingcalcium sulfate and barium sulfate. Furthermore, several researchershave investigated the corrosion inhibiting properties on steel coupons.More recently, the anticorrosion properties of the material in carbon di-oxide filled environment having a substantially acidic pH have alsobeen demonstrated [82]. More specifically, the biodegradable polypep-tide was able to inhibit sweet corrosion of mild steel in a simulatedbrine solutionwith no dissolved oxygen. The preferredmolecular weightshould range fromabout 1000 to 10,000 and thefinal composition shouldhave at least 50% of the β-form of the polyaspartic acid. Effective
Fig. 10. General structure of a polyalkoxyamine based corrosion inhibitor for oil and gasapplications.
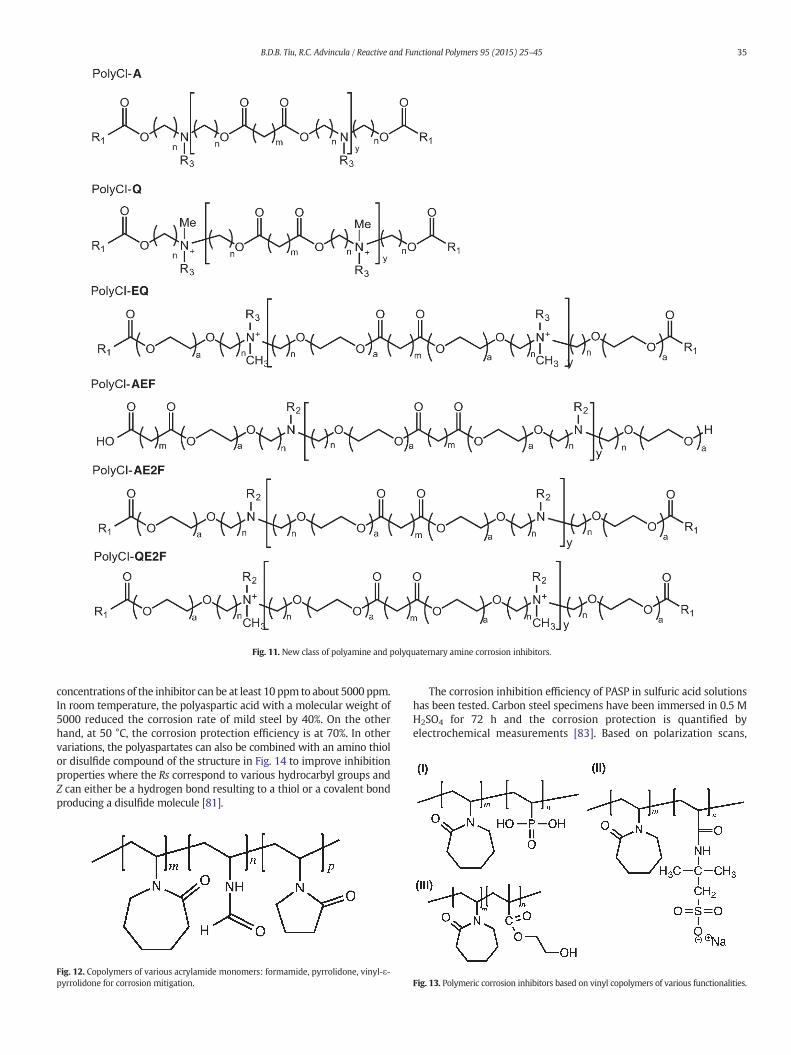
Fig. 11. New class of polyamine and polyquaternary amine corrosion inhibitors.
35B.D.B. Tiu, R.C. Advincula / Reactive and Functional Polymers 95 (2015) 25–45
concentrations of the inhibitor can be at least 10 ppm to about 5000 ppm.In room temperature, the polyaspartic acid with a molecular weight of5000 reduced the corrosion rate of mild steel by 40%. On the otherhand, at 50 °C, the corrosion protection efficiency is at 70%. In othervariations, the polyaspartates can also be combined with an amino thiolor disulfide compound of the structure in Fig. 14 to improve inhibitionproperties where the Rs correspond to various hydrocarbyl groups andZ can either be a hydrogen bond resulting to a thiol or a covalent bondproducing a disulfide molecule [81].
Fig. 12. Copolymers of various acrylamide monomers: formamide, pyrrolidone, vinyl-ε-pyrrolidone for corrosion mitigation.
The corrosion inhibition efficiency of PASP in sulfuric acid solutionshas been tested. Carbon steel specimens have been immersed in 0.5 MH2SO4 for 72 h and the corrosion protection is quantified byelectrochemical measurements [83]. Based on polarization scans,
Fig. 13. Polymeric corrosion inhibitors based on vinyl copolymers of various functionalities.

Fig. 14. Polyaspartate-based corrosion inhibitor with thiol and disulfide functionalities.
36 B.D.B. Tiu, R.C. Advincula / Reactive and Functional Polymers 95 (2015) 25–45
anodic inhibition mechanism is observed in the presence of PASP. Max-imum corrosion protection efficiency calculated is 80.33% at 10 °C usinga concentration of 6 g/L. Increasing polarization resistance as a functionof inhibitor concentration also supports this corrosion protection of-fered by PASP. It has also been determined that the inhibitor demon-strates a Freundlich isotherm behavior as it adsorbs and protects themetal surface.
In order to improve the adsorption and subsequent corrosion pro-tection of the inhibitor, halide ions can be added to the inhibitor asthese materials create interconnecting bridges between the negativelycharged metal surface and the cationic polymers. Based on size and po-larizability, halides can be arranged in the following order with decreas-ing effectiveness in the role: I− N Br− N Cl−. With these, I− was addedwith polyaspartic acid and tested in a 0.5 M H2SO4 if it can inhibit thecorrosion of mild steel. Based on weight loss measurements, 87.9% cor-rosion protection was achieved with 2 g/L PASP. The result increased to96.3% with the addition of 1 mM KI after 0.5 h immersion at 303 K. Po-larization measurements reveal that the inhibitor matrix decreases thecathodic current and inhibits the cathodic hydrogen evolution thus itcan be considered as a cathodic inhibitor. On the other hand, 2 time con-stants can be seen from the high and low frequency range of the EISNyquist plots. The high frequency capacitive loop corresponds to theelectrical double layer in parallel with the charge transfer resistance.The low frequency inductive loop suggests that ions such as H+ andSO4
2− might have adsorbed on the metal substrate surface. It can alsobe concluded that the inhibitors formed a protective layer due to the in-crease in Rct and decrease in Cdl as water molecules and ions have beendisplaced by the inhibitor matrix. Based from XPS results, the improvedcorrosion protection of combined PASP and KI is due to the cooperativeco-adsorption of both materials.
PASP graft copolymers have also been employed as biodegradablescale-corrosion inhibitors in replacement of polyphosphate salts. PASPwith 5-aminoorotic acid (5-AOA) grafts have been synthesized byadding 5-AOA in the hydrolysis of polysuccinimide [84]. After 72 h im-mersion in a brine solution containing 1.11 g CaCl2, 0.896 g MgSO4,0.336 g NaCl and 0.336 g NaOH, the copolymer showed a respectable60.9% corrosion inhibition efficiency at 12 mg/L.
7.4. Polyanilines
Due to the π-electrons in the benzene rings and abundance of nitro-gen atoms in the chemical structure, polyaniline (PANI) closely resem-bles an ideal corrosion inhibitor. True enough, its corrosion protectionefficiency has been demonstrated against 0.5 M H2SO4 to simulate in-dustrial operations including pickling, cleaning, and descaling [36].Most importantly, it also demonstrates the advantage of polymeric cor-rosion inhibitors over its monomeric counterparts. Based on polariza-tion measurements for 30 min immersions of pure Fe samples in0.5 M H2SO4, adding 100–200 ppm of aniline resulted to 7–23% inhibi-tion efficiency. For higher concentrations, the corrosion current startsto increase. Polarization resistance from steady state corrosion potentialin η–I plots, Rp values decrease from 34 to 20Ω cm2.Moreover, EISmea-surements reveal the Rct decrease and the Cdl decrease, which suggest afailing corrosion inhibitor. This has been explained by the delocalizationof N's electron pair density caused by the presence of the phenyl group.Hence, the adsorption of the aniline monomer on the metal surface is
unlikely since the electron donating property of N has been decreased.In fact, other studies have functionalized anilinemonomerswithmethylor additional amine [85], which resulted to better corrosion inhibitorsfor acidic environments. On the other hand, high molecular weightPANI indeed showed much better corrosion protection in comparisonto aniline. As determined from the Tafel polarization curves, the corro-sion current density decreased from 410 to 67 μA cm−2 at 75 ppmPANI, which is much less to the 569 μA cm−2 obtained from1000 ppm aniline. Linear polarization resistance values improved from34 to 125Ω cm2. Rct increases and Cdl decreases according to EIS resultssuggesting successful adsorption of the inhibitor on the metal surface.Surface coverage and the adsorption isotherm can be calculated fromcorrosion inhibition efficiency values. It turns out the PANI closely fol-lows the Temkin adsorption behavior and that the inhibitor undergoesphysical adsorption caused by the electrostatic interaction betweenthe cationic characteristics and the negatively charged metal surface.In addition to using PANI as a corrosion inhibitor, the conducting poly-mer retains its corrosion protection properties as a thin conductingpolymer coating [86] and as anadditive for paint [87]. Dopingpropertiesof PANI prove to be useful for compatibilizing with various paintadditives that are pH sensitive. For example, Zn3(PO4)2·xH2O is acidicwhile Ca3(BO3)2 basic and SrCrO4 is neutral. PANI can be doped in anyof the pH values from which the corrosion inhibition efficiency ismaximized [88].
Adding halide ions [89] ormetal cations particularly Cu2+, Ni2+, andLa3+ [90] are known to enhance corrosion protection of various inhibi-tors. Synergistic corrosion protection of PANI mixed with Ce2+ wasdemonstrated for Fe in 0.5 M HsSO4. Cerium ions have been incorporat-ed in coatings [91] and inhibitors [92] and caused a delay in corrosionfor non-ferrous alloys. Based on EIS and LPR measurements, 90% corro-sion protection efficiencywas achieved at 10 × 10−3MCe4+ concentra-tion. In order to investigate the synergistic effect of PANI and Ce4+, theconcentration of the metal cation was kept at 1 × 10−3 M, which haspoor inhibition performance. On the other hand, PANI, which wasdoped with sodium salt of dodecyl benzene sulfonic acid and polymer-ized using ammonium persulfate, can reach 70% inhibition at 100 ppm.Adding 1 × 10−3 M Ce4+, increased the performance to 90% protection.The synergistic inhibition performance can be attributed to the forma-tion of metal–amine complex with more quinoid functional groupsthat enabled better adsorption on the metal surface.
In order to improve compatibility in awider range of brine solutions,water-soluble sulfonated PANI has been developed and tested againstacidic and saline water media [93]. The resulting polymer is thermallystable up to 320 °C. The material is synthesized by reacting theemeraldine base form of PANI and oleum,whichwas then compensatedby NaOH treatment. Due to the presence of quaternary ammonium ni-trogen and pi-electrons from the aromatic nucleus, the functionalizedpolymer has strong adsorption on iron surfaces with maximum cover-age. Based on immersion testing in 1 N HCl for 30min, the corrosion in-hibition efficiency is determined to be 98.42% at 500 ppm inhibitorconcentration. Other compensating agents such as KOH and LiOH, thecorrosion protection efficiency values are still excellent although slight-ly decreased. The sulfonated group is also claimed to be sticking outsidefacing the electrolyte, which can prevent corroding ions from reachingthe surface. In addition to the typical inhibitor as the main mechanismfor corrosion protection, van der waals repulsion between neighboringmonomeric units has also been reduced thus improving the surface cov-erage of the protective layer. In a similar note, PANI can also be dopedwith polystyrene sulfonate and the resulting material offers excellentcorrosion protection for mild steel in 1 M HCl [94]. After a 2 h immer-sion, weight loss measurements reveal 90% corrosion inhibitionefficiency at 70 ppm. Tafel polarization curves also reveal that themate-rial is a mixed type inhibitor but leaning towards an anodic inhibitor. Ithas also been determined that the protective film based on the inhibitoracts as a barrier for hydrogen and that the material adsorption can besimulated by the Temkin adsorption isotherm (Eq. (12)).

Fig. 16. Variation of polymeric corrosion inhibitor with cyclic amidine functionality.
37B.D.B. Tiu, R.C. Advincula / Reactive and Functional Polymers 95 (2015) 25–45
Otherworks have alsomodified the polymer backbone of polyaniline.As an example, corrosion protection properties of linear aniline-formaldehyde, o-toluidene-formaldehyde, and p-chloroaniline-formal-dehyde copolymers have been investigated in 0.5MH2SO4 [95]. After im-mersing mild steel samples for 3 h, maximum corrosion inhibitionefficiency for the aniline-formaldehyde copolymer is 93.2% achieved at15 mg/L; for the o-toluidene-formaldehyde, 95.7% at 10 mg/L, andp-chloroaniline-formaldehyde, 95.9% at 10 mg/L. Varying the immersiontimes reveals that the inhibition efficiency increases until it plateaus aftersome time which suggests that it take some time for the film adsorptionto fully realize. Polarization scans reveal that these inhibitors are mixed-type inhibitors and the decreasing order of inhibition efficiency is asfollows: p-chloroaniline-formaldehyde N o-toluidene-formaldehyde N
aniline-formaldehyde. Inhibitor adsorption is due to the protonation ofthe N atoms, which cause blockage of the cathodic sites while the p-electrons and electron donating property of N atoms inhibit the dissolu-tion of the metal ions of the substrate. Poly (aniline-formaldehyde) hasalso been tested against 1 N HCl [96]. Electrochemical results obtainedshow that at 1 ppm inhibitor concentration, 90% inhibition efficiencycanbe achieved.Maximumcorrosionprotection of 98.75% canbe reachedat 10 ppm. Inhibition mechanism is based on the material adsorption onthe metal surface, which follows the Langmuir adsorption isotherm.Furthermore, Tafel polarization curves also show that it is a mixedtype-inhibitor.
Copolymers of aniline and o-toluidine have also been synthesizedand used as corrosion inhibitors against 3% NaCl [97]. In comparisonto other water-soluble PANI-based inhibitors, the material can only befully dissolved in N,N-dimethylformamide (DMF). Cathodic and anodicpolarization scans prove that DMF does not affect the properties of thebrine solution. Electrochemical measurements reveal that the materialis a mixed-type inhibitor reaching 70% corrosion inhibition at100 ppm due to the adsorption on metal substrate. Longer immersiontimes also result to better corrosion protection efficiencies. Unlike itshomopolymers, the copolymer is much more thermal stable based onthermogravimetric analysis.
7.5. Adducts of heterocyclic functional groups and polymers
Instead of having pendant aromatic heterocyclic groups in the back-bone, certain polymeric corrosion inhibitors with cyclic amidineforming amine groups have been reported [98,99]. These moleculeshave been formed as a result of the reaction of a cyanohydrin with1mol of cyclic amidine-forming polyaminewith the final polymer char-acterized by a nitrile group and cyclic amidine-forming moiety. Fig. 15shows some examples of this typewherein A stands for alkylene groupsand Z stands for alkyl amino groups. Other variations of thematerial canbe as shown in Fig. 16 [100]. Corrosion inhibition properties of thesemolecules have been tested against acid and acid-forming species par-ticularly H2S. In fact, some studies claim that amidines are useful forscavenging H2S species [101]. Furthermore, they also have capabilitiesto break water-in-oil emulsions particularly in salt water-in-oilemulsions.
In other patents [101], it is preferred to keep a partial positive chargein the carbonbetween the two nitrogens of the amidine. Hence, the sub-stituent attached to the said carbon is recommended to either be hydro-gen or an aryl groupwith an electron-withdrawing group. Furthermore,
Fig. 15. Polymeric corrosion inhibitors der
it is also preferred tomaintain the basicity of the nitrogens and keep thepKa at least 7 or higher.
Polyolefins, such as polyethylene, polypropylene, and polybutylene,that are functionalized with aromatic groups, heterocyclic nitrogen-containing functional groups (pyridines, diazines, triazines, hexazines)and sulfur-containing groups (i.e., thiophene and benzothiazole) canalso be used not only as corrosion inhibitors for the oil and gas industrybut also for lubricating oil compositions and antiwear additives [102].The long hydrocarbon chains are responsible for the compatibilizationwith oil-rich process streams while the polar functional groups enablethe materials to adsorb on metallic surfaces and even lower the frictionand wear resistance. Sample structures for these polymers are present-ed in Fig. 17 wherein R1 corresponds to the polyolefin chain while R2
and R3 can either be a hydrogen atom or any member of elementalgroups 13–17 of the periodic table.
Treatment fluids with corrosion mitigating and filter cake removaltendencies can be formulated by combining a carboxylate and asilicone-based polymer with amine and ether moieties in an aqueoussolution. The resulting composite material is capable of preventing cor-rosion weight loss above 0.05 lb/ft2 with testing conditions of 200 °F,500 psi for 24 h in seawater with varying degrees of salinity [103].
Since most of the crude process streams in the oil and gas industryare contaminated with acid gases CO2 and H2S, it has been a commonpractice to install acid gas removal units to absorb and remove thesecorrosive agents from process flow. This can be achieved using acidgas removal amine system (amine units), which are typically construct-ed of carbon steel and operate at temperatures between 100°–300 °F atpressures between 10–500 psig. These units usually use alkanolaminessuch as monoethanolamine, diethanolamine, methyldiethanolamine,diisopropylamine and diglycolamine in aqueous solutions in a tray orpacked absorberswhere the amine neutralizes the acid gases and there-by removing them from the hydrocarbon stream. Corrosion inevitablyattacks these units especially when oxygen enters the amine unitsthrough storage tanks, pumps, and surge vessels. Oxygen can alsocause the degradation of alkanolamine species, which also contributeto more corrosion problems. Usual techniques to resolve the problemare using acid gas flashing, filtration, stress relieving, process controls,and corrosion inhibitors. An effective corrosion inhibitor design to ad-dress these concerns is using polymeric thiacrown ether compoundshaving from 4 to about 10 sulfur atoms [104]. Each of the crown ringsis substituted with polymers. The linkage M can either be an oxygen,COO, or alkyl substituted or unsubstituted linear or branched alkylene.Several variations of these structures have been demonstrated effectivefor this purpose.
ivatized with cyclic amidine moieties.
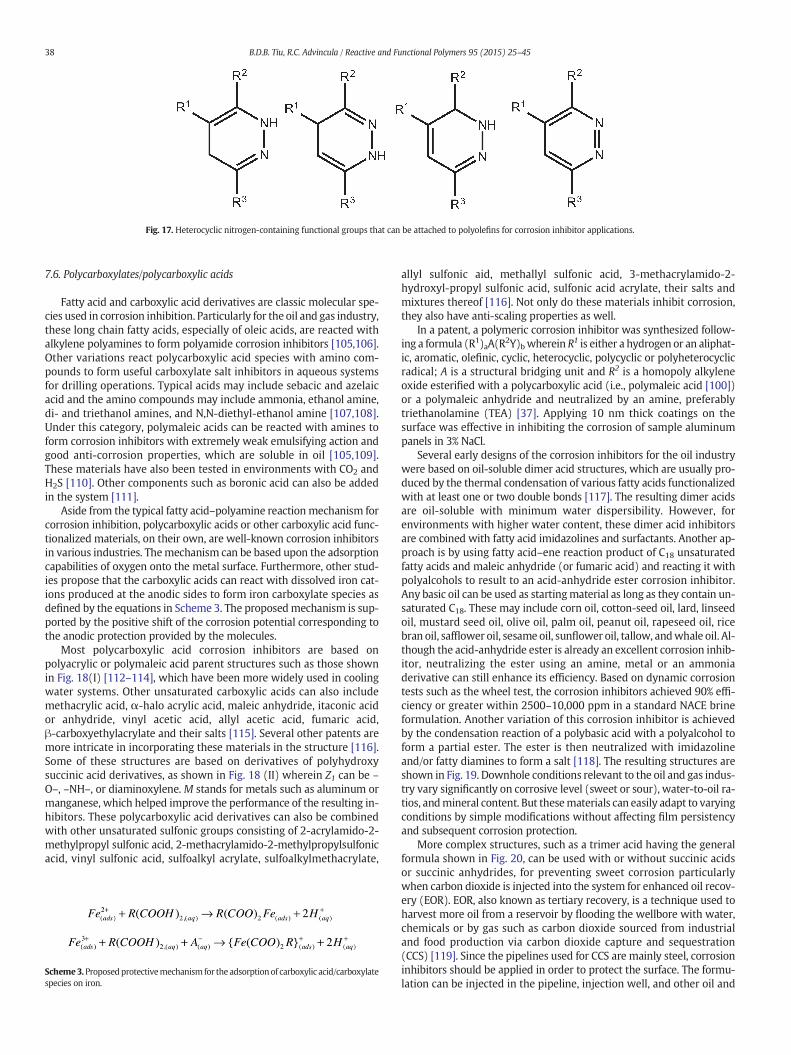
Fig. 17. Heterocyclic nitrogen-containing functional groups that can be attached to polyolefins for corrosion inhibitor applications.
38 B.D.B. Tiu, R.C. Advincula / Reactive and Functional Polymers 95 (2015) 25–45
7.6. Polycarboxylates/polycarboxylic acids
Fatty acid and carboxylic acid derivatives are classic molecular spe-cies used in corrosion inhibition. Particularly for the oil and gas industry,these long chain fatty acids, especially of oleic acids, are reacted withalkylene polyamines to form polyamide corrosion inhibitors [105,106].Other variations react polycarboxylic acid species with amino com-pounds to form useful carboxylate salt inhibitors in aqueous systemsfor drilling operations. Typical acids may include sebacic and azelaicacid and the amino compounds may include ammonia, ethanol amine,di- and triethanol amines, and N,N-diethyl-ethanol amine [107,108].Under this category, polymaleic acids can be reacted with amines toform corrosion inhibitors with extremely weak emulsifying action andgood anti-corrosion properties, which are soluble in oil [105,109].These materials have also been tested in environments with CO2 andH2S [110]. Other components such as boronic acid can also be addedin the system [111].
Aside from the typical fatty acid–polyamine reaction mechanism forcorrosion inhibition, polycarboxylic acids or other carboxylic acid func-tionalized materials, on their own, are well-known corrosion inhibitorsin various industries. Themechanism can be based upon the adsorptioncapabilities of oxygen onto the metal surface. Furthermore, other stud-ies propose that the carboxylic acids can react with dissolved iron cat-ions produced at the anodic sides to form iron carboxylate species asdefined by the equations in Scheme 3. The proposedmechanism is sup-ported by the positive shift of the corrosion potential corresponding tothe anodic protection provided by the molecules.
Most polycarboxylic acid corrosion inhibitors are based onpolyacrylic or polymaleic acid parent structures such as those shownin Fig. 18(I) [112–114], which have been more widely used in coolingwater systems. Other unsaturated carboxylic acids can also includemethacrylic acid, α-halo acrylic acid, maleic anhydride, itaconic acidor anhydride, vinyl acetic acid, allyl acetic acid, fumaric acid,β-carboxyethylacrylate and their salts [115]. Several other patents aremore intricate in incorporating these materials in the structure [116].Some of these structures are based on derivatives of polyhydroxysuccinic acid derivatives, as shown in Fig. 18 (II) wherein Z1 can be –O–, –NH–, or diaminoxylene. M stands for metals such as aluminum ormanganese, which helped improve the performance of the resulting in-hibitors. These polycarboxylic acid derivatives can also be combinedwith other unsaturated sulfonic groups consisting of 2-acrylamido-2-methylpropyl sulfonic acid, 2-methacrylamido-2-methylpropylsulfonicacid, vinyl sulfonic acid, sulfoalkyl acrylate, sulfoalkylmethacrylate,
Scheme3. Proposedprotectivemechanism for the adsorptionof carboxylic acid/carboxylatespecies on iron.
allyl sulfonic aid, methallyl sulfonic acid, 3-methacrylamido-2-hydroxyl-propyl sulfonic acid, sulfonic acid acrylate, their salts andmixtures thereof [116]. Not only do these materials inhibit corrosion,they also have anti-scaling properties as well.
In a patent, a polymeric corrosion inhibitor was synthesized follow-ing a formula (R1)aA(R2Y)bwherein R1 is either a hydrogen or an aliphat-ic, aromatic, olefinic, cyclic, heterocyclic, polycyclic or polyheterocyclicradical; A is a structural bridging unit and R2 is a homopoly alkyleneoxide esterified with a polycarboxylic acid (i.e., polymaleic acid [100])or a polymaleic anhydride and neutralized by an amine, preferablytriethanolamine (TEA) [37]. Applying 10 nm thick coatings on thesurface was effective in inhibiting the corrosion of sample aluminumpanels in 3% NaCl.
Several early designs of the corrosion inhibitors for the oil industrywere based on oil-soluble dimer acid structures, which are usually pro-duced by the thermal condensation of various fatty acids functionalizedwith at least one or two double bonds [117]. The resulting dimer acidsare oil-soluble with minimum water dispersibility. However, forenvironments with higher water content, these dimer acid inhibitorsare combined with fatty acid imidazolines and surfactants. Another ap-proach is by using fatty acid–ene reaction product of C18 unsaturatedfatty acids and maleic anhydride (or fumaric acid) and reacting it withpolyalcohols to result to an acid-anhydride ester corrosion inhibitor.Any basic oil can be used as startingmaterial as long as they contain un-saturated C18. These may include corn oil, cotton-seed oil, lard, linseedoil, mustard seed oil, olive oil, palm oil, peanut oil, rapeseed oil, ricebran oil, safflower oil, sesame oil, sunflower oil, tallow, andwhale oil. Al-though the acid-anhydride ester is already an excellent corrosion inhib-itor, neutralizing the ester using an amine, metal or an ammoniaderivative can still enhance its efficiency. Based on dynamic corrosiontests such as the wheel test, the corrosion inhibitors achieved 90% effi-ciency or greater within 2500–10,000 ppm in a standard NACE brineformulation. Another variation of this corrosion inhibitor is achievedby the condensation reaction of a polybasic acid with a polyalcohol toform a partial ester. The ester is then neutralized with imidazolineand/or fatty diamines to form a salt [118]. The resulting structures areshown in Fig. 19. Downhole conditions relevant to the oil and gas indus-try vary significantly on corrosive level (sweet or sour), water-to-oil ra-tios, andmineral content. But thesematerials can easily adapt to varyingconditions by simple modifications without affecting film persistencyand subsequent corrosion protection.
More complex structures, such as a trimer acid having the generalformula shown in Fig. 20, can be used with or without succinic acidsor succinic anhydrides, for preventing sweet corrosion particularlywhen carbon dioxide is injected into the system for enhanced oil recov-ery (EOR). EOR, also known as tertiary recovery, is a technique used toharvest more oil from a reservoir by flooding the wellbore with water,chemicals or by gas such as carbon dioxide sourced from industrialand food production via carbon dioxide capture and sequestration(CCS) [119]. Since the pipelines used for CCS are mainly steel, corrosioninhibitors should be applied in order to protect the surface. The formu-lation can be injected in the pipeline, injection well, and other oil and
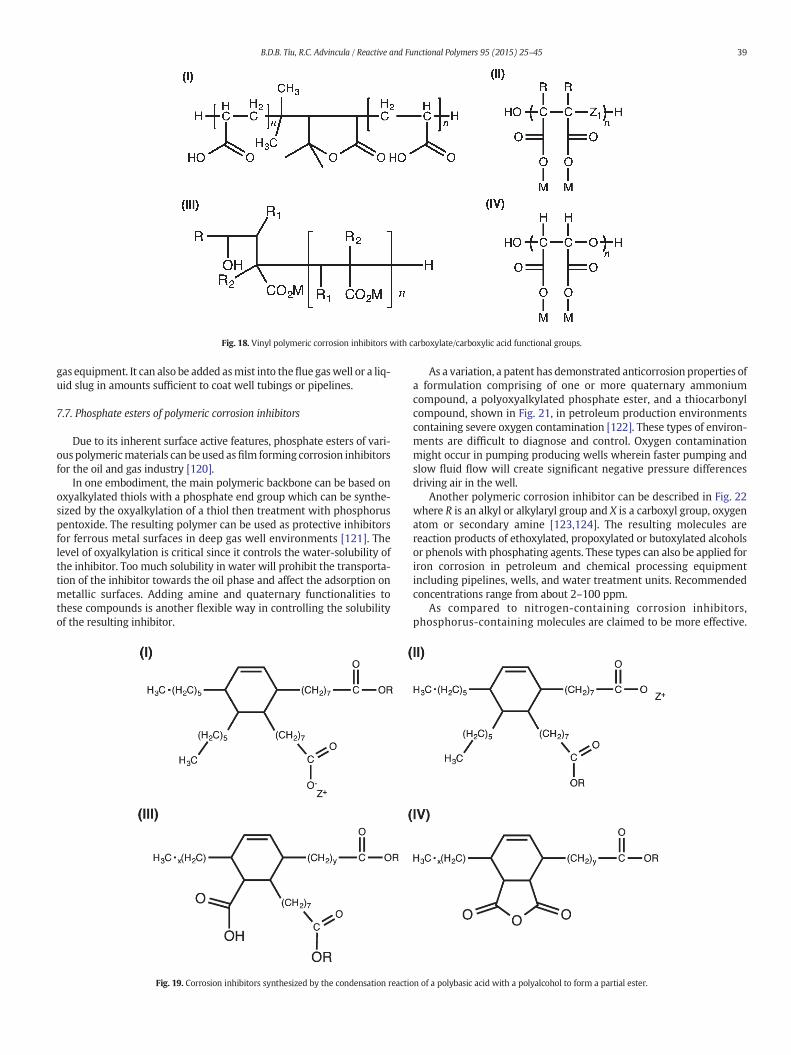
Fig. 18. Vinyl polymeric corrosion inhibitors with carboxylate/carboxylic acid functional groups.
39B.D.B. Tiu, R.C. Advincula / Reactive and Functional Polymers 95 (2015) 25–45
gas equipment. It can also be added asmist into theflue gaswell or a liq-uid slug in amounts sufficient to coat well tubings or pipelines.
7.7. Phosphate esters of polymeric corrosion inhibitors
Due to its inherent surface active features, phosphate esters of vari-ous polymericmaterials can beused asfilm forming corrosion inhibitorsfor the oil and gas industry [120].
In one embodiment, the main polymeric backbone can be based onoxyalkylated thiols with a phosphate end group which can be synthe-sized by the oxyalkylation of a thiol then treatment with phosphoruspentoxide. The resulting polymer can be used as protective inhibitorsfor ferrous metal surfaces in deep gas well environments [121]. Thelevel of oxyalkylation is critical since it controls the water-solubility ofthe inhibitor. Too much solubility in water will prohibit the transporta-tion of the inhibitor towards the oil phase and affect the adsorption onmetallic surfaces. Adding amine and quaternary functionalities tothese compounds is another flexible way in controlling the solubilityof the resulting inhibitor.
Fig. 19. Corrosion inhibitors synthesized by the condensation reactio
As a variation, a patent has demonstrated anticorrosion properties ofa formulation comprising of one or more quaternary ammoniumcompound, a polyoxyalkylated phosphate ester, and a thiocarbonylcompound, shown in Fig. 21, in petroleum production environmentscontaining severe oxygen contamination [122]. These types of environ-ments are difficult to diagnose and control. Oxygen contaminationmight occur in pumping producing wells wherein faster pumping andslow fluid flow will create significant negative pressure differencesdriving air in the well.
Another polymeric corrosion inhibitor can be described in Fig. 22where R is an alkyl or alkylaryl group and X is a carboxyl group, oxygenatom or secondary amine [123,124]. The resulting molecules arereaction products of ethoxylated, propoxylated or butoxylated alcoholsor phenols with phosphating agents. These types can also be applied foriron corrosion in petroleum and chemical processing equipmentincluding pipelines, wells, and water treatment units. Recommendedconcentrations range from about 2–100 ppm.
As compared to nitrogen-containing corrosion inhibitors,phosphorus-containing molecules are claimed to be more effective.
n of a polybasic acid with a polyalcohol to form a partial ester.
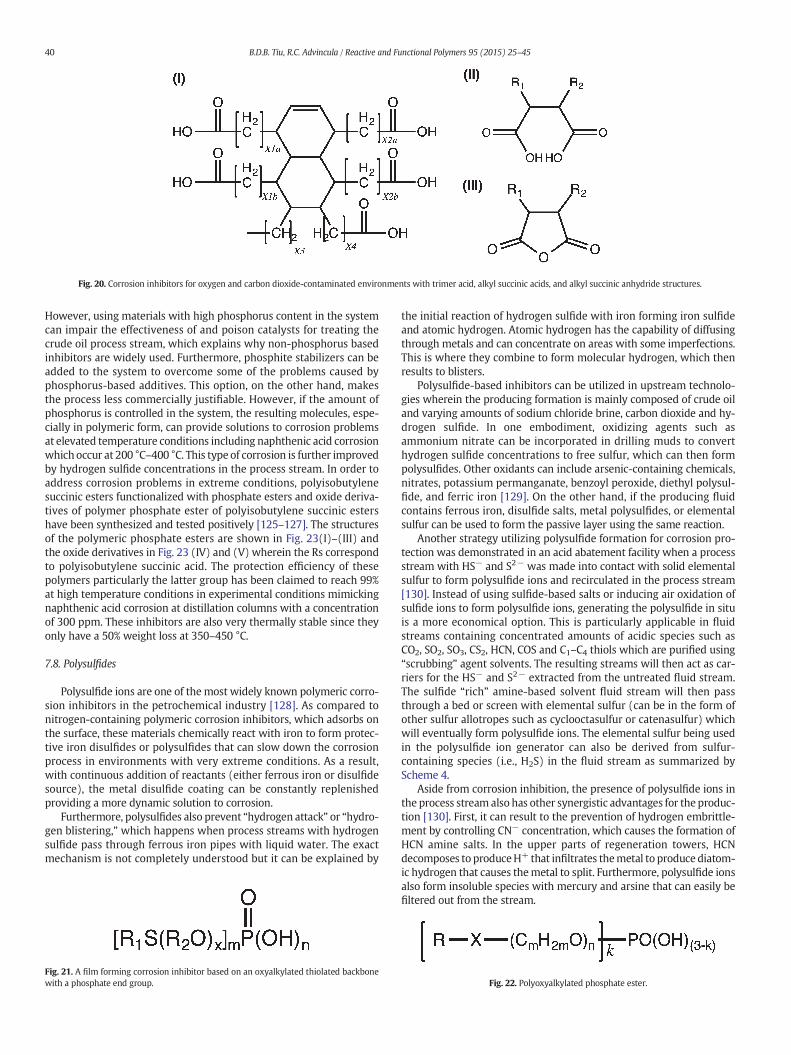
Fig. 20. Corrosion inhibitors for oxygen and carbon dioxide-contaminated environments with trimer acid, alkyl succinic acids, and alkyl succinic anhydride structures.
40 B.D.B. Tiu, R.C. Advincula / Reactive and Functional Polymers 95 (2015) 25–45
However, using materials with high phosphorus content in the systemcan impair the effectiveness of and poison catalysts for treating thecrude oil process stream, which explains why non-phosphorus basedinhibitors are widely used. Furthermore, phosphite stabilizers can beadded to the system to overcome some of the problems caused byphosphorus-based additives. This option, on the other hand, makesthe process less commercially justifiable. However, if the amount ofphosphorus is controlled in the system, the resulting molecules, espe-cially in polymeric form, can provide solutions to corrosion problemsat elevated temperature conditions including naphthenic acid corrosionwhich occur at 200 °C–400 °C. This type of corrosion is further improvedby hydrogen sulfide concentrations in the process stream. In order toaddress corrosion problems in extreme conditions, polyisobutylenesuccinic esters functionalized with phosphate esters and oxide deriva-tives of polymer phosphate ester of polyisobutylene succinic estershave been synthesized and tested positively [125–127]. The structuresof the polymeric phosphate esters are shown in Fig. 23(I)–(III) andthe oxide derivatives in Fig. 23 (IV) and (V) wherein the Rs correspondto polyisobutylene succinic acid. The protection efficiency of thesepolymers particularly the latter group has been claimed to reach 99%at high temperature conditions in experimental conditions mimickingnaphthenic acid corrosion at distillation columns with a concentrationof 300 ppm. These inhibitors are also very thermally stable since theyonly have a 50% weight loss at 350–450 °C.
7.8. Polysulfides
Polysulfide ions are one of themost widely known polymeric corro-sion inhibitors in the petrochemical industry [128]. As compared tonitrogen-containing polymeric corrosion inhibitors, which adsorbs onthe surface, these materials chemically react with iron to form protec-tive iron disulfides or polysulfides that can slow down the corrosionprocess in environments with very extreme conditions. As a result,with continuous addition of reactants (either ferrous iron or disulfidesource), the metal disulfide coating can be constantly replenishedproviding a more dynamic solution to corrosion.
Furthermore, polysulfides also prevent “hydrogen attack” or “hydro-gen blistering,” which happens when process streams with hydrogensulfide pass through ferrous iron pipes with liquid water. The exactmechanism is not completely understood but it can be explained by
Fig. 21. A film forming corrosion inhibitor based on an oxyalkylated thiolated backbonewith a phosphate end group.
the initial reaction of hydrogen sulfide with iron forming iron sulfideand atomic hydrogen. Atomic hydrogen has the capability of diffusingthrough metals and can concentrate on areas with some imperfections.This is where they combine to form molecular hydrogen, which thenresults to blisters.
Polysulfide-based inhibitors can be utilized in upstream technolo-gies wherein the producing formation is mainly composed of crude oiland varying amounts of sodium chloride brine, carbon dioxide and hy-drogen sulfide. In one embodiment, oxidizing agents such asammonium nitrate can be incorporated in drilling muds to converthydrogen sulfide concentrations to free sulfur, which can then formpolysulfides. Other oxidants can include arsenic-containing chemicals,nitrates, potassium permanganate, benzoyl peroxide, diethyl polysul-fide, and ferric iron [129]. On the other hand, if the producing fluidcontains ferrous iron, disulfide salts, metal polysulfides, or elementalsulfur can be used to form the passive layer using the same reaction.
Another strategy utilizing polysulfide formation for corrosion pro-tection was demonstrated in an acid abatement facility when a processstream with HS− and S2− was made into contact with solid elementalsulfur to form polysulfide ions and recirculated in the process stream[130]. Instead of using sulfide-based salts or inducing air oxidation ofsulfide ions to form polysulfide ions, generating the polysulfide in situis a more economical option. This is particularly applicable in fluidstreams containing concentrated amounts of acidic species such asCO2, SO2, SO3, CS2, HCN, COS and C1–C4 thiols which are purified using“scrubbing” agent solvents. The resulting streams will then act as car-riers for the HS− and S2− extracted from the untreated fluid stream.The sulfide “rich” amine-based solvent fluid stream will then passthrough a bed or screen with elemental sulfur (can be in the form ofother sulfur allotropes such as cyclooctasulfur or catenasulfur) whichwill eventually form polysulfide ions. The elemental sulfur being usedin the polysulfide ion generator can also be derived from sulfur-containing species (i.e., H2S) in the fluid stream as summarized byScheme 4.
Aside from corrosion inhibition, the presence of polysulfide ions inthe process stream also has other synergistic advantages for the produc-tion [130]. First, it can result to the prevention of hydrogen embrittle-ment by controlling CN− concentration, which causes the formation ofHCN amine salts. In the upper parts of regeneration towers, HCNdecomposes to produceH+ that infiltrates themetal to produce diatom-ic hydrogen that causes themetal to split. Furthermore, polysulfide ionsalso form insoluble species with mercury and arsine that can easily befiltered out from the stream.
Fig. 22. Polyoxyalkylated phosphate ester.

Fig. 23. Corrosion inhibitors made of polyisobutylene succinic esters functionalized withphosphate esters and oxide derivatives of polymer phosphate ester of polyisobutylenesuccinic esters.
Scheme5.Decomposition of polysulfides leading to free sulfur andmonoor hydrosulfides.
41B.D.B. Tiu, R.C. Advincula / Reactive and Functional Polymers 95 (2015) 25–45
On the other hand, corrosion protection properties of organicpolysulfides of the type R-(S)x-R′ against naphthenic acids at veryhigh temperatures have also been demonstrated [131–133]. Naphthen-ic acids aremono and/or bicyclic carboxylic acids that cause several cor-rosion problems in the refining distillation units at temperaturesranging from 400 °F–790 °F. These acids, which compose at least 50%of the total acid content of crude oil, usually concentrate in the heavierfractions during crude distillation. Usual amine and amide based corro-sion inhibitors are determined ineffective against these acids but severalpatents have claimed that organic polysulfides perform well in theseconditions. Organic polysulfides can be introduced right before the fur-naces to protect the furnace tubes and the distillation tower with con-centrations between 10–5000 ppm. Concentrations higher than thesewill make the polysulfide a corrodant. In terms of composition, R andR′ are recommended to either be alkyl or cycloalkyl groups and thetotal sulfur content should be between 25–50% by weight. Usefulpolysulfides should also have molecular weights from 200–800. Pre-ferred solvents include oils, xylene and heavy aromatic naphtha sothese can be included in an oil soluble corrosion-inhibiting package. Or-ganic polysulfides can also be combined with phosphate esters to for-mulate more stable film-forming corrosion inhibitors.
Even though polysulfides have several synergistic advantages interms of corrosion protection, excessive amounts of polysulfides willdecompose to free sulfur and mono or hydrosulfides, especially athigher temperatures, as enumerated by the reactions in Scheme 5. Theresulting sulfur can result to the formation of mercaptans that are diffi-cult to remove even by caustic washing. Moreover, these species canalso react with other olefins at temperatures higher than 325 °F. Inorder to address the issue, active agent such as lead salts of the loweralkyl mercaptans, lead oxide, sodium polysulfide, or any other reagenteffective for combining with sulfur can be used to wash or adsorb theprocess stream. The free sulfur can react to form an organic disulfideas defined by Scheme 6. The produced disulfides can combine withthe hydrocarbon stream and are not as detrimental as the free sulfur.In one variation, these lead mercaptides can even be manufactured as
Scheme 4. Production of elemental sulfur in the polysulfide ion generator as derived fromsulfur-containing species (H2S).
a bed with adsorbent clays like fullers earth, bauxite, and bentonite,which can then contain the organic disulfides.
7.9. Polysaccharides
There's a huge interest in employing polysaccharides for corrosioninhibition in order to developmore environmentally friendly and biode-gradablematerials. These inhibitors can be included in a treatment fluidwith water and carboxylate, which can be a carboxylic acid in water.Specifically, the corrosion inhibitor is a polymer with carbohydratebackbone and quaternary amine functionalities. Based on a weightloss test, the corrosion inhibitor formulation was able to provide a cor-rosion weight loss of less than 0.05 lb/ft2 under testing conditions of200 °F, a pressure of 500 psi, after 24 h [73]. The carboxylate can bepart of an acid breaking system as it hydrolyzes with water and formscarboxylic acid, which has the capability of dissolving filter cakes inthewell. On the other hand, the polymer, as shown in Fig. 24 is a cationicsurfactant and comprised of a carbohydrate backbone, which can eitherbe sugar or cellulose. The polysaccharide with a sugar backbone can besynthesized through the polymerization reaction of quaternized alkylpolyglucosides or polyquaternized alkyl polyglucosides. The polysac-charide with a cellulose backbone can be formed from the polymeriza-tion of quaternized polycelluloses or polyquaternized polycelluloses.The resulting polymers are environmentally friendly, biodegradableand non-bioaccumulative.
A relatively cheap and biocompatible material, hydroxyethylcellulose(HEC) is an important material for the food, paper, and pharmaceuticalindustry. Due to its large molecular size and several electron-donatingsites, HEC is a good potential candidate as a corrosion inhibitor for theoil and gas industry. Indeed, it possesses good corrosion protection prop-erties for 1018 carbon steel based on tests against 3.5% NaCl [134]. Basedon the Tafel polarization curves measured after a 30 min immersion, theslopes of the anodic and cathodic Tafel lines are almost similar with vary-ing inhibitor concentrations and the Ecorr did not significantly change,hence HEC can be considered as amixed-type inhibitor with amaximuminhibition efficiency of 96.7% at 0.5 mM concentration. This result issupported by electrochemical frequency modulation (EFM), a rapidnon-destructive technique. Simulating EIS measurements reveal thatthe charge transfer resistance increases and the double layer capacitancedecreases as a function of increasing HEC concentration. Based oncorrosion inhibition efficiency values and concentration, the adsorptionof the inhibitor was determined to follow a Langmuir isotherm. Accord-ingly, the Gibbs free energy was calculated to be −19.9 kJ/mol whichsuggests a physical adsorption mechanism for the formation of theprotective inhibitor layer on the metal substrate. The interaction of theunshared electron pairs of O atoms and the d-orbitals of Fe should haveplayed a significant role in the adsorption as supported by DMol3
quantum chemical calculations.Another polysaccharide that is gaining huge attention in the oil and
gas industry particularly in enhanced oil recovery is guar gum (GG), ahigh molecular weight material with (1–4)-linked β-D-mannopyranosebackbone and attached α-D-galactose from their 6-positions [135].In a recent article, GG has been derivatized with polyacrylamide unitsto form a corrosion inhibitor for mild steel in 1 M HCl. The
Scheme 6. Caustic washing of excess mercaptans for easy removal.
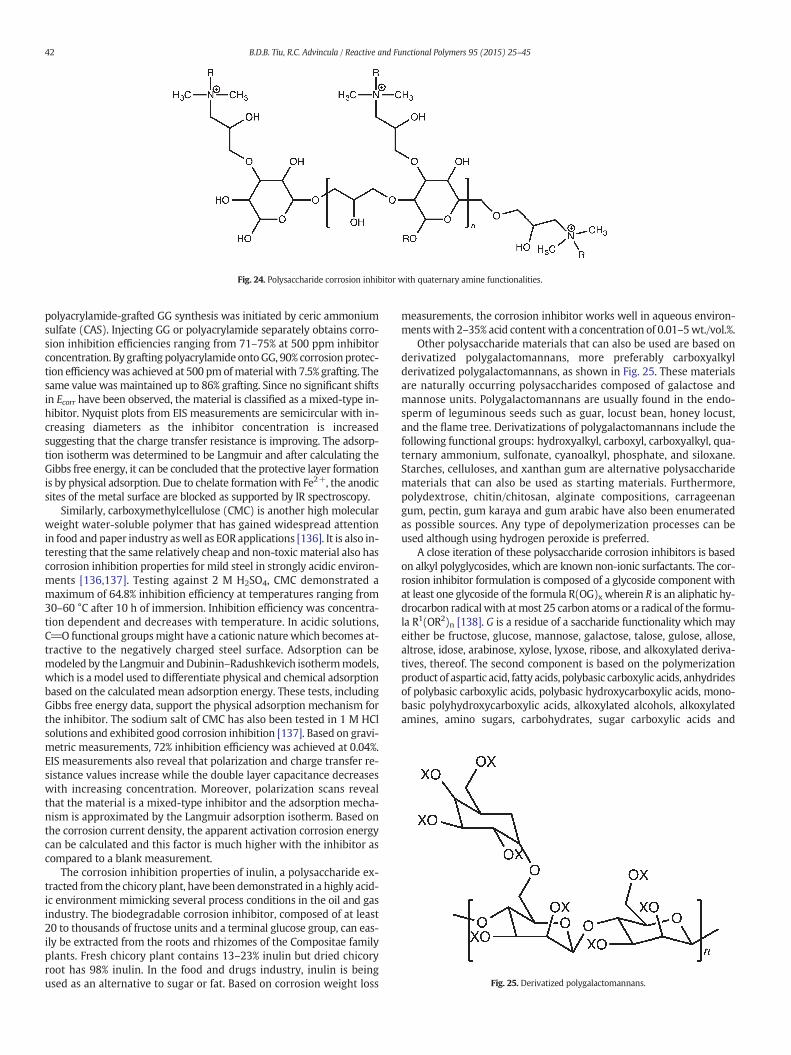
Fig. 24. Polysaccharide corrosion inhibitor with quaternary amine functionalities.
Fig. 25. Derivatized polygalactomannans.
42 B.D.B. Tiu, R.C. Advincula / Reactive and Functional Polymers 95 (2015) 25–45
polyacrylamide-grafted GG synthesis was initiated by ceric ammoniumsulfate (CAS). Injecting GG or polyacrylamide separately obtains corro-sion inhibition efficiencies ranging from 71–75% at 500 ppm inhibitorconcentration. By grafting polyacrylamide ontoGG, 90% corrosion protec-tion efficiencywas achieved at 500 pmofmaterial with 7.5% grafting. Thesame value was maintained up to 86% grafting. Since no significant shiftsin Ecorr have been observed, the material is classified as a mixed-type in-hibitor. Nyquist plots from EIS measurements are semicircular with in-creasing diameters as the inhibitor concentration is increasedsuggesting that the charge transfer resistance is improving. The adsorp-tion isotherm was determined to be Langmuir and after calculating theGibbs free energy, it can be concluded that the protective layer formationis by physical adsorption. Due to chelate formationwith Fe2+, the anodicsites of the metal surface are blocked as supported by IR spectroscopy.
Similarly, carboxymethylcellulose (CMC) is another high molecularweight water-soluble polymer that has gained widespread attentionin food and paper industry aswell as EOR applications [136]. It is also in-teresting that the same relatively cheap and non-toxic material also hascorrosion inhibition properties for mild steel in strongly acidic environ-ments [136,137]. Testing against 2 M H2SO4, CMC demonstrated amaximum of 64.8% inhibition efficiency at temperatures ranging from30–60 °C after 10 h of immersion. Inhibition efficiency was concentra-tion dependent and decreases with temperature. In acidic solutions,C_O functional groupsmight have a cationic naturewhich becomes at-tractive to the negatively charged steel surface. Adsorption can bemodeled by the Langmuir andDubinin–Radushkevich isothermmodels,which is a model used to differentiate physical and chemical adsorptionbased on the calculated mean adsorption energy. These tests, includingGibbs free energy data, support the physical adsorption mechanism forthe inhibitor. The sodium salt of CMC has also been tested in 1 M HClsolutions and exhibited good corrosion inhibition [137]. Based on gravi-metric measurements, 72% inhibition efficiency was achieved at 0.04%.EIS measurements also reveal that polarization and charge transfer re-sistance values increase while the double layer capacitance decreaseswith increasing concentration. Moreover, polarization scans revealthat the material is a mixed-type inhibitor and the adsorption mecha-nism is approximated by the Langmuir adsorption isotherm. Based onthe corrosion current density, the apparent activation corrosion energycan be calculated and this factor is much higher with the inhibitor ascompared to a blank measurement.
The corrosion inhibition properties of inulin, a polysaccharide ex-tracted from the chicory plant, have been demonstrated in a highly acid-ic environment mimicking several process conditions in the oil and gasindustry. The biodegradable corrosion inhibitor, composed of at least20 to thousands of fructose units and a terminal glucose group, can eas-ily be extracted from the roots and rhizomes of the Compositae familyplants. Fresh chicory plant contains 13–23% inulin but dried chicoryroot has 98% inulin. In the food and drugs industry, inulin is beingused as an alternative to sugar or fat. Based on corrosion weight loss
measurements, the corrosion inhibitor works well in aqueous environ-mentswith 2–35% acid contentwith a concentration of 0.01–5wt./vol.%.
Other polysaccharide materials that can also be used are based onderivatized polygalactomannans, more preferably carboxyalkylderivatized polygalactomannans, as shown in Fig. 25. These materialsare naturally occurring polysaccharides composed of galactose andmannose units. Polygalactomannans are usually found in the endo-sperm of leguminous seeds such as guar, locust bean, honey locust,and the flame tree. Derivatizations of polygalactomannans include thefollowing functional groups: hydroxyalkyl, carboxyl, carboxyalkyl, qua-ternary ammonium, sulfonate, cyanoalkyl, phosphate, and siloxane.Starches, celluloses, and xanthan gum are alternative polysaccharidematerials that can also be used as starting materials. Furthermore,polydextrose, chitin/chitosan, alginate compositions, carrageenangum, pectin, gum karaya and gum arabic have also been enumeratedas possible sources. Any type of depolymerization processes can beused although using hydrogen peroxide is preferred.
A close iteration of these polysaccharide corrosion inhibitors is basedon alkyl polyglycosides, which are known non-ionic surfactants. The cor-rosion inhibitor formulation is composed of a glycoside component withat least one glycoside of the formula R(OG)x wherein R is an aliphatic hy-drocarbon radicalwith atmost 25 carbon atoms or a radical of the formu-la R1(OR2)n [138]. G is a residue of a saccharide functionality which mayeither be fructose, glucose, mannose, galactose, talose, gulose, allose,altrose, idose, arabinose, xylose, lyxose, ribose, and alkoxylated deriva-tives, thereof. The second component is based on the polymerizationproduct of aspartic acid, fatty acids, polybasic carboxylic acids, anhydridesof polybasic carboxylic acids, polybasic hydroxycarboxylic acids, mono-basic polyhydroxycarboxylic acids, alkoxylated alcohols, alkoxylatedamines, amino sugars, carbohydrates, sugar carboxylic acids and

43B.D.B. Tiu, R.C. Advincula / Reactive and Functional Polymers 95 (2015) 25–45
polymers thereof [138]. It turns out that combinations of both compo-nents are much more effective as compared to either one on its own.
7.10. Gelled systems
Particularly useful for difficult-to-reach underground or buried pipe-line systems, pumping highly viscous polymeric systems to build agelled-type coating is another useful corrosion protection strategy[139]. Initially, a gelled fuel oil system containing a gelling agent andpH control agent, has already been demonstrated as an effective corro-sion barrier coating. However, this system has several disadvantages in-cluding the difficulty in pumping the material through pipes, highenvironmental risks of oil-based fluids, and the difficulty in removaljust in case it has to be disposed. Instead of using gelled fuel systems,a hydrogel-based polymeric slurry can be used as an alternative [139].The polymer to be used is based on natural hydrogels such as gelatin,polysaccharides (i.e., galactomannan gums, glucomannan gums), andcellulose derivatives. On the other hand, it is also preferred to use syn-thetic hydrogels made of lightly crosslinked, substantially water insolu-ble acrylic polymer including acrylic, methacrylic acids, discarboxylicacids, and maleic anhydrides. Several polyamines can be used ascrosslinkers for the formulation. The resulting gelled corrosion inhibi-tion system can also be considered as a housing mechanism for otheradditives including other corrosion inhibitors, neutralizer, and biocides.
8. Conclusions
This review enumerated the most common polymeric structuresused as corrosion inhibitors for different stages of the oil and gas explo-ration, production and transportation industries. Among corrosion mit-igation techniques, the use of corrosion inhibitors still remains to be oneof the most economically viable methods in controlling the corrosionrate since these materials can easily be applied through batch and/orcontinuous treatments with minimum amounts of material with theaim ofminimizing partial or complete shutdowns in the plants. Howev-er, as compared to small molecule inhibitors, polymeric materials arenot yet aswidely used. But, with the innate features of thesemacromol-ecules such as better film forming agents, several possible attachmentpoints, highly versatile derivatization, polymers have a great potentialin surpassing the performance of small molecule inhibitors while keep-ing the concentration down to aminimum.Most of the corrosion inhib-itors enumerated in the work are based on polyamine corrosioninhibitors modified with carboxylic acid, heterocyclic moieties, thiols,disulfides and phosphorus-containing functional groups which are ca-pable of attaching on themetal surfaces of various equipment and trans-mission pipelines commonly used. As polymerization techniquesbecomemore controlled, other architectures, branched, hyperbranched,dendrimeric, etc., may be more appropriate in addressing the highlycorrosive media encountered in the oil and gas industry.
References
[1] G.H. Koch, M.P. Brongers, N.G. Thompson, Y.P. Virmani, J.H. Payer, Corrosion costand preventive strategies in the United States, 2002, http://trid.trb.org/view.aspx?id=707382 (accessed September 2, 2014).
[2] L.T. Popoola, A.S. Grema, G.K. Latinwo, B. Gutti, A.S. Balogun, Corrosion problemsduring oil and gas production and its mitigation, Int. J. Ind. Chem. 4 (2013) 35.
[3] M. Finšgar, J. Jackson, Application of corrosion inhibitors for steels in acidic mediafor the oil and gas industry: a review, Corros. Sci. 86 (2014) 17–41.
[4] D. Brondel, R. Edwards, A. Hayman, D. Hill, S. Mehta, T. Semerad, Corrosion in theoil industry, Oilfield Rev. 6 (1994) 4–18.
[5] A. Groysman, D. Street, Corrosion in systems for storage and transportation of petro-leumproducts and biofuels, Corros, NACE International, 2015, 2015 (http://engineers.org.il/_Uploads/12214AlecGroysmanNACE2015.pdf (accessed June 1, 2015)).
[6] W.Wu, G. Cheng, H. Hu, Q. Zhou, Risk analysis of corrosion failures of equipment inrefining and petrochemical plants based on fuzzy set theory, Eng. Fail. Anal. 32(2013) 23–34.
[7] P. Marcus, Corrosion Mechanisms in Theory and Practice, Third edition CRC Press,2011.
[8] S. Srinivasan, R.D. Kane, Critical issues in the application and evaluation of a corro-sion prediction model for oil and gas systems, NACE International, 2003, 2003(https://www.onepetro.org/conference-paper/NACE-03640 (accessed June 1,2015)).
[9] B. Hedges, H.J. Chen, T.H. Bieri, K. Sprague, A review of monitoring and inspectiontechniques for CO2 and H2S corrosion in oil & gas production facilities: location,location, location, NACE International, 2006, 2006 (https://www.onepetro.org/conference-paper/NACE-06120 (accessed June 1, 2015)).
[10] M.B. Kermani, A. Morshed, Carbon dioxide corrosion in oil and gas production—acompendium, Corrosion 59 (2003) 659–683.
[11] W. Sun, S. Nesic, et al., A Mechanistic Model of H2S Corrosion of Mild Steel, Corros.Colo, NACE Int, 2007 (http://www.corrosioncenter.ohiou.edu/nesic/papers/FullText/conference-91.pdf (accessed October 7, 2014)).
[12] W. Beck, J.O. Bockris, J. McBreen, L. Nanis, Hydrogen permeation in metals as afunction of stress, temperature and dissolved hydrogen concentration, Proc. R.Soc. Lond. Math. Phys. Eng. Sci. 290 (1966) 220–235.
[13] Y.-S. Choi, S. Nesic, Corrosion Behavior of Carbon Steel in Supercritical CO2–WaterEnvironments, National Association of Corrosion Engineers, P. O. Box 218340Houston TX 77084 USA, 2009 (http://www.corrosioncenter.ohiou.edu/docu-ments/publications/8153.pdf (accessed June 1, 2015)).
[14] F. de Moraes, J.R. Shadley, J. Chen, E.F. Rybicki, Characterization of CO2 corrosionproduct scales related to environmental conditions, NACE International, 2000,2000 (https://www.onepetro.org/conference-paper/NACE-00030 (accessed June1, 2015)).
[15] S.M. Sharland, A review of the theoretical modelling of crevice and pitting corro-sion, Corros. Sci. 27 (1987) 289–323.
[16] L. Garverick, Corrosion in the Petrochemical Industry, ASM international, 1994(http://books.google.com/books?hl=en&lr=&id=qTfNZZRO758C&oi=fnd&pg=PA3&dq=corrosion+in+the+petrochemical+industry&ots=8-kHqdoOSR&sig=7XWP2U4bDvsUR7RiKzpEAXSnPoA (accessed October 7, 2014)).
[17] I.A. Chaves, R.E. Melchers, et al., External corrosion of carbon steel pipeline weldzones, Rhodes Greece, https://www.onepetro.org/download/conference-paper/ISOPE-I-12-302?id=conference-paper%2FISOPE-I-12-302, 2012 (accessed June 1,2015).
[18] S. Nešić, Key issues related to modelling of internal corrosion of oil and gas pipe-lines — a review, Corros. Sci. 49 (2007) 4308–4338.
[19] W.A. Hamilton, Sulphate-reducing bacteria and anaerobic corrosion, Annu. Rev.Microbiol. 39 (1985) 195–217.
[20] Z. Jiashen, Z. Jingmao, Control of corrosion by inhibitors in drillingmuds containinghigh concentration of H2S, Corrosion 49 (1993) 170–174.
[21] F.N. Harris, Applications of acetic acid to well completion, stimulation andreconditioning, J. Pet. Technol. 13 (1961) 637–639.
[22] L.W. Gatlin, K.A. Shah, Corrosion Inhibitor Systems for Low,Moderate andHigh Tem-perature Fluids and Methods for Making and Using Same, US8563481 B2, 2013.
[23] A.R. Sinclair, S.B. Smith, For treatingwell bores, US6279656 B1, http://www.google.com/patents/US6279656, 2001 (accessed September 1, 2014).
[24] E. Babaian-Kibala, Naphthenic acid corrosion inhibitor, CA2112513 A1, http://www.google.com/patents/CA2112513A1, 1994 (accessed August 15, 2014).
[25] X. Huang, A.L. Elias, Surface modified polymer thin films with enhanced sensitivityto a naphthenic acid model compound: a study by quartz crystal microbalance,Sensors Actuators B Chem. 198 (2014) 7–14.
[26] W.A. Derungs, Naphthenic acid corrosion—an old enemy of the petroleum indus-try, Corrosion 12 (1956) 41–46.
[27] T. Go, Use of alkylene polyamines in distillation columns to control corrosion,US3819328 A, http://www.google.com/patents/US3819328, 1974 (accessed June1, 2015).
[28] D.R. Watkins, Steam injection method, US4572296 A, http://www.google.com/patents/US45722961986 (accessed June 1, 2015).
[29] E.Q. Camp, C. Phillips, Neutralization as a means of controlling corrosion of refineryequipment, Corrosion 6 (1950) 39–46.
[30] R.W. Revie, Corrosion and Corrosion Control, JohnWiley & Sons, 2008 (https://books.google.com/books?hl=en&lr=&id=HJHMhOgrEiwC&oi=fnd&pg=PR5&dq=dissolved+oxygen+boiler+corrosion&ots=vtoez5wyt1&sig=vUDwiATPEzp-KW-vBnsTFmujVVw (accessed June 1, 2015)).
[31] A. Larsen, Film Forming Hydrazine-containing Corrosion Inhibitor, US3770055 A,1973.
[32] M.A. Kelland, Production Chemicals for the Oil and Gas Industry, Second editionCRC Press, 2014.
[33] S. Papavinasam, Corrosion inhibitors, in: R.W. Revie (Ed.), Uhligs Corros. Handb.John Wiley & Sons, Inc. 2011, pp. 1021–1032 (http://onlinelibrary.wiley.com/doi/10.1002/9780470872864.ch71/summary (accessed May 30, 2015)).
[34] C.G. Dariva, A.F. Galio, Corrosion Inhibitors—Principles, Mechanisms and Applica-tions, http://cdn.intechopen.com/pdfs/46243.pdf, 2014 (accessed May 30, 2015).
[35] S.A. Umoren, M.M. Solomon, I.I. Udosoro, A.P. Udoh, Synergistic and antagonisticeffects between halide ions and carboxymethyl cellulose for the corrosion inhibi-tion of mild steel in sulphuric acid solution, Cellulose 17 (2010) 635–648.
[36] C. Jeyaprabha, S. Sathiyanarayanan, G. Venkatachari, Polyaniline as corrosion inhib-itor for iron in acid solutions, J. Appl. Polym. Sci. 101 (2006) 2144–2153.
[37] U. Straetmans, M. Soltau, F. Straetmans, Polymeric corrosion inhibiter for metalsurfaces and the production thereof, US20130330564 A1, 2013 (http://www.goo-gle.com/patents/US20130330564 (accessed August 19, 2014)).
[38] Corrosion Tests and Standards, ASTM International, 1995.[39] A. G1-03, Standard Practice for Preparing, Cleaning, and Evaluating Corrosion Test
Specimens, 2003.[40] B. Qian, J.Wang, M. Zheng, B. Hou, Synergistic effect of polyaspartic acid and iodide
ion on corrosion inhibition of mild steel in H2SO4, Corros. Sci. 75 (2013) 184–192.
44 B.D.B. Tiu, R.C. Advincula / Reactive and Functional Polymers 95 (2015) 25–45
[41] G. ASTM, 170-01a, Standard Guide for Evaluating and Qualifying Oilfield and Refin-ery Corrosion Inhibitors in the Laboratory, 2001 (Curr. Ed. Approv. Oct. 10).
[42] A. D1141-98, Standard Practice for the Preparation of Substitute Ocean Water,ASTM International, West Conshohocken, PA, 2008.
[43] M. Vakili Azghandi, A. Davoodi, G.A. Farzi, A. Kosari, Water-base acrylic terpolymeras a corrosion inhibitor for SAE1018 in simulated sour petroleum solution in stag-nant and hydrodynamic conditions, Corros. Sci. 64 (2012) 44–54.
[44] B.W. Surles, M.D. Looney, Preventing Iron Precipitation by Injecting Acidified Sur-factant Solution to Form Protective Film on Tubing Surface Before Injecting Acidi-fying Solution, US5520251 A, 1996.
[45] M.N. El-Haddad, Chitosan as a green inhibitor for copper corrosion in acidic medi-um, Int. J. Biol. Macromol. 55 (2013) 142–149.
[46] Electrochemical corrosion measurements, http://www.gamry.com/application-notes/corrosion-coatings/basics-of-electrochemical-corrosion-measurements/(accessed May 30, 2015).
[47] A. Ramanavicius, A. Finkelsteinas, H. Cesiulis, A. Ramanaviciene, Electrochemicalimpedance spectroscopy of polypyrrole based electrochemical immunosensor,Bioelectrochemistry 79 (2010) 11–16.
[48] E.S. Ferreira, C. Giacomelli, F.C. Giacomelli, A. Spinelli, Evaluation of the inhibitor ef-fect of l-ascorbic acid on the corrosion of mild steel, Mater. Chem. Phys. 83 (2004)129–134.
[49] R. Karthikaiselvi, S. Subhashini, The water soluble composite poly(vinylpyrroli-done–methylaniline): a new class of corrosion inhibitors of mild steel in hydro-chloric acid media, Arab. J. Chem. 2012.
[50] Electrochemical impedance spectroscopy, http://corrosion-doctors.org/Electrochem/EIS.htm (accessed May 31, 2015).
[51] Y. Lin, A. Singh, E.E. Ebenso, Y. Wu, C. Zhu, H. Zhu, Effect of poly(methylmethacrylate-co-N-vinyl-2-pyrrolidone) polymer on J55 steel corrosion in 3.5%NaCl solution saturated with CO2, J. Taiwan Inst. Chem. Eng. 46 (2015) 214–222.
[52] S. Papavinasam, 67: Evaluation and Selection of Corrosion Inhibitors, Uhlig'sCorros. Handb. Second ed. John Wiley Sons Inc, N. Y. USA, 2000 1169–1178.
[53] H. Keleş, M. Keleş, İ. Dehri, O. Serindağ, Adsorption and inhibitive properties ofaminobiphenyl and its Schiff base on mild steel corrosion in 0.5 M HCl medium,Colloids Surf. A Physicochem. Eng. Asp. 320 (2008) 138–145.
[54] F. Bentiss, C. Jama, B. Mernari, H.E. Attari, L.E. Kadi, M. Lebrini, et al., Corrosion con-trol of mild steel using 3,5-bis(4-methoxyphenyl)-4-amino-1,2,4-triazole in nor-mal hydrochloric acid medium, Corros. Sci. 51 (2009) 1628–1635.
[55] A.M. Fekry, R.R. Mohamed, Acetyl thiourea chitosan as an eco-friendly inhibitor formild steel in sulphuric acid medium, Electrochim. Acta 55 (2010) 1933–1939.
[56] J.C.M. Blair,W.F. Gross, Processes for preventing corrosion and corrosion inhibitors,US2468163 A, http://www.google.com/patents/US24681631949 (accessed June 2,2015).
[57] J.O.L. Riggs, Process of Reacting Equimolar Amounts of a Monounsaturated Diol, aPolyalkylene Polyamine, and a Monocarboxylic Acid and Product, US3282970 A,1966.
[58] R. Hausler, Alkylene Polyamine Polymeric Reaction Product Corrosion Inhibitor,US3790496 A, 1974.
[59] R.F. Miller, J. Petersen, Mixture of a Hydroxylamine and Reaction Product of aPolyalkylenediamine and an Alkyenediol; For Alkanolamine Acid-scrubbing Aque-ous Systems in Petroleum Refining, US5173213 A, 1992.
[60] R.F.Miller, Process for removing hydrogen sulfidewith reduced fouling, US4575455A, http://www.google.com/patents/US45754551986 (accessed May 25, 2015).
[61] A. Botta, C. Wegner, H.-J. Rother, Use of Polyaralkylamines as Corrosion Inhibitors,US5059391 A, 1991.
[62] J.R. Stanford, Inhibition of Corrosion of Metals, US3412024 A, 1968.[63] J.R. Stanford, G.D. Chappell, High Temperature Corrosion Inhibitor for Gas and Oil
Wells, US3959158 A, 1976.[64] G.D. Chappell, J.R. Stanford, Corrosion Inhibitor Used in Brines Containing Oxygen,
US4010111 A, 1977.[65] M.J. Incorvia, Reaction Product of Hydrogen SulfideWith the Reaction Product of a
Dione and a Primary Polyamine, US4663124 A, 1987.[66] N.E.S. Thompson, D. Redmore, B.A.O. Alink, B.T. Outlaw, Process of Corrosion Inhibi-
tion Using Compounds Containing Sulfur and Amino Groups, US4684507 A, 1987.[67] A. Cizek, Corrosion Inhibitors, US3280097 A, 1966.[68] D.S. Treybig, R.G. Martinez, Process for Preventing Corrosion of a Metal in Contact
With a Well Fluid, US4740320 A, 1988.[69] T.W. Glass, D.S. Treybig, Corrosion Inhibitors, CA1255307 A1, 1989.[70] P. Schilling, P.E. Brown, Cationic and Anionic Lignin Amines Corrosion Inhibitors,
US4789523 A, 1988.[71] P.-E. Hellberg, N. Gorochovceva, W.C.A. De, A.J.M. Bouwman, H. Nasr-El-Din, Com-
positions Comprising Polyester Polyamine and Polyester Polyquaternary Ammoni-um Corrosion Inhibitors and Chelating Agents, WO2013092440 A1, 2013.
[72] P.-E. Hellberg, A. Zuberbuehler, Polymeric corrosion inhibitors — a new class ofversatile oilfield formulation bases, International Petroleum Technology Confer-ence, 2014.
[73] G. MISRA, A. Kumar, Treatment Fluid Containing a Corrosion Inhibitor Polymer of aCarbohydrate and Quaternary Amine, US20140200168 A1, 2014.
[74] S.A. Umoren, Synergistic inhibition effect of polyethylene glycol–polyvinyl pyrrol-idone blends for mild steel corrosion in sulphuric acid medium, J. Appl. Polym. Sci.119 (2011) 2072–2084.
[75] X. Yan, C. Zou, Y. Qin, A New Sight of Water-Soluble Polyacrylamide Modified byβ-`cyclodextrin as Corrosion Inhibitor for X70 Steel, Starch - Stärke, 2014 (n/a–n/a).
[76] R. Geethanjali, A.A.F. Sabirneeza, S. Subhashini, Water-soluble and biodegradablepectin-grafted polyacrylamide and pectin-grafted polyacrylic acid: electrochemicalinvestigation of corrosion-inhibition behaviour on mild steel in 3.5% NaCl media,Indian J. Mater. Sci. 2014 (2014) e356075.
[77] O.M. Musa, L. Cuiyue, K.S. Narayanan, Polymers Derived From N-vinyl Formamide,Vinyl Amides or Acrylamides, and Reaction Solvent, and the Uses Thereof,EP2346909 A1, 2011.
[78] O.M. Musa, C.C. Lei, Polymers having acid and amide moieties, and uses thereof,US20130123147 A1, http://www.google.com/patents/US201301231472013(accessed August 18, 2014).
[79] O.M. Musa, C. Lei, Polymers having N-vinyl amide and hydroxyl moieties, theircompositions and the uses thereof, US20120077717 A1, http://www.google.com/patents/US20120077717, 2012 (accessed August 18, 2014).
[80] S. Roweton, S.J. Huang, G. Swift, Poly(aspartic acid): synthesis, biodegradation, andcurrent applications, J. Environ. Polym. Degr. 5 (1997) 175–181.
[81] J.C. Fan, L.-D.G. Fan, J. Mazo, Composition for Inhibition of Metal Corrosion,US6620338 B2, 2003.
[82] W.J. Benton, L.P. Koskan, Inhibition of Carbon Dioxide Corrosion of Metals,US5607623 A, 1997.
[83] R. Cui, N. Gu, C. Li, Polyaspartic acid as a green corrosion inhibitor for carbon steel,Mater. Corros. 62 (2011) 362–369.
[84] Y. Xu, B. Zhang, L. Zhao, Y. Cui, Synthesis of polyaspartic acid/5-aminoorotic acidgraft copolymer and evaluation of its scale inhibition and corrosion inhibition per-formance, Desalination 311 (2013) 156–161.
[85] B. Ramesh Babu, R. Holze, Corrosion and hydrogen permeation inhibition for mildsteel in HCl by isomers of organic compounds, Br. Corros. J. 35 (2000) 204–209.
[86] A. Cook, A. Gabriel, D. Siew, N. Laycock, Corrosion protection of low carbon steelwith polyaniline: passivation or inhibition? Curr. Appl. Phys. 4 (2004) 133–136.
[87] E. Armelin, R. Pla, F. Liesa, X. Ramis, J.I. Iribarren, C. Alemán, Corrosion protectionwith polyaniline and polypyrrole as anticorrosive additives for epoxy paint, Corros.Sci. 50 (2008) 721–728.
[88] A. Kalendová, D. Veselý, J. Stejskal, Organic coatings containing polyaniline andinorganic pigments as corrosion inhibitors, Prog. Org. Coat. 62 (2008) 105–116.
[89] N. Hackerman, E.S. Snavely, J.S. Payne, Effects of anions on corrosion inhibition byorganic compounds, J. Electrochem. Soc. 113 (1966) 677–681.
[90] G.N. Mu, T.P. Zhao, M. Liu, T. Gu, Effect of metallic cations on corrosion inhibition ofan anionic surfactant for mild steel, Corrosion 52 (1996) 853–856.
[91] B.R.W. Hinton, Corrosion inhibition with rare earth metal salts, J. Alloys Compd.180 (1992) 15–25.
[92] A.J. Aldykewicz, H.S. Isaacs, A.J. Davenport, The investigation of cerium as acathodic inhibitor for aluminum–copper alloys, J. Electrochem. Soc. 142(1995) 3342–3350.
[93] S. Koul, S.K. Dhawan, S. Chandra, R. Chandra, Compensated SulphonatedPolyaniline and a Process for the Preparation Thereof, US6326441 B1, 2001.
[94] R. Manickavasagam, K. Jeya Karthik, M. Paramasivam, S. Venkatakrishna Iyer,Poly(styrene sulphonic acid)‐doped polyaniline as an inhibitor for the corro-sion of mild steel in hydrochloric acid, Anti-Corros. Methods Mater. 49(2002) 19–26.
[95] S.K. Shukla, M.A. Quraishi, Effect of some substituted anilines-formaldehyde poly-mers on mild steel corrosion in hydrochloric acid medium, J. Appl. Polym. Sci. 124(2012) 5130–5137.
[96] M.A. Quraishi, S.K. Shukla, Poly(aniline-formaldehyde): a new and effectivecorrosion inhibitor for mild steel in hydrochloric acid, Mater. Chem. Phys. 113(2009) 685–689.
[97] A. Benchikh, R. Aitout, L. Makhloufi, L. Benhaddad, B. Saidani, Soluble conductingpoly(aniline-co-orthotoluidine) copolymer as corrosion inhibitor for carbon steelin 3% NaCl solution, Desalination 249 (2009) 466–474.
[98] R.R. Annand, B.M. Rushton, Cyclic Amidine Polymers, US3531496 A, 1970.[99] R.R. Annand, D. Redmore, B.M. Rushton, Use of Cyclic Amidine Polymers as
Corrosion Inhibitors, US3669612 A, 1972.[100] K. Oppenlaender, K. Stork, K. Barthold, Carbon Dioxide, Hydrogen Sulfide,
US4388213 A, 1983.[101] J.J. Weers, C.E. Thomasson, Hydrogen Sulfide Scavengers in Fuels, Hydrocarbons
and Water Using Amidines and Polyamidines, US5223127 A, 1993.[102] T. Haque, A.H. Tsou, P.W. Jacobs, R.R. Kulkarni, D.J. Crowther, Functionalized
Polymers and Oligomers as Corrosion Inhibitors and Antiwear Additives,WO2014066444 A1, 2014.
[103] G. MISRA, A. Kumar, Treatment Fluid Containing a Corrosion Inhibitor of a PolymerIncluding a Silicone and Amine Group, US20140087975 A1, 2014.
[104] L.V. Minevski, J.A. Gaboury, Thiacrown Ether Compound Corrosion Inhibitors forAlkanolamine Units, US6187227 B1, 2001.
[105] K. Oppenlaender, K. Stork, H.-H. Vogel, E. Schwartz, C.P. Jakob, Ammonium saltsof polymaleic acids, and their use as corrosion inhibitors in mineral oils,US4435298A, http://www.google.com/patents/US4435298, 1984 (accessed August19, 2014).
[106] R.G. Martinez, D.S. Treybig, T.W. Glass, Corrosion Inhibitors, US4762627 A, 1988.[107] W.A. Higgins, Ammonium or amine salts of polycarboxylic acids such as sebacic or
azelaic, US4250042 A, http://www.google.com/patents/US4250042, 1981 (accessedSeptember 1, 2014).
[108] W.A. Higgins, Corrosion inhibition in well-drilling operations using aqueous sys-tems containing ammonium carboxylates, CA1142337 A1, http://www.google.com/patents/CA1142337A11983 (accessed September 1, 2014).
[109] K. Oppenlaender, K. Stork, H.-H. Vogel, E. Schwartz, C.P. Jakob, Amine salts ofpolymaleic acids as corrosion inhibitors, CA1180031 A, http://www.google.com/patents/CA1180031A, 1984 (accessed August 19, 2014).
[110] K. Oppenlaender, K. Stork, K. Barthold, Corrosion resistance, US4436639 A, http://www.google.com/patents/US4436639, 1984 (accessed August 19, 2014).
[111] R.W. Jahnke, Polycarboxylic acid/boric acid/amine salts and aqueous systems con-taining same, US4533481 A, http://www.google.com/patents/US4533481, 1985(accessed September 1, 2014).
45B.D.B. Tiu, R.C. Advincula / Reactive and Functional Polymers 95 (2015) 25–45
[112] R. Crovetto, C.C. Pierce, P.D. Deck, Compositions and methods for inhibiting corro-sion in aqueous media, US8025840 B2, http://www.google.com/patents/US8025840, 2011 (accessed September 1, 2014).
[113] P. Baum, E. Lutz, M. Guzmann, K.-H. Buechner, G. Brodt, Scale Inhibition in MineralOil Extraction, Corrosion Inhibition in Aqueous Systems; Greater Inhibition TowardCalcium Phosphate and Phosphonate; Polymerizing Methacrylic Acid in the Pres-ence of Isopropanol to Modify, Then Amidating With an Aminoalkylsulfonic AcidSuch as Taurine, US7405263 B2, 2008.
[114] D.C. Parker, B.G. Clubley, Corrosion inhibitor, US4898687 A, http://www.google.com/patents/US4898687, 1990 (accessed August 19, 2014).
[115] T. Tsuneki, S. Ano, T. Uchida, T. Imai, M. Okamoto, H. Ohtaka, et al., Maleic Acid orAnhydride Polymer and (Meth) Acrylamide Polymer, US4666609 A, 1987.
[116] L.J. Persinski, J.L. Walker, B.P. Boffardi, Synergistic Scale and Corrosion InhibitingAdmixtures Containing Carboxylic Acid/Sulfonic Acid Polymers, US4640793 A,1987.
[117] E.R. Fischer, J.A. Alford, P.G. Boyd, Acid-anhydride esters as oil field corrosioninhibitors, US5292480 A, http://www.google.com/patents/US5292480, 1994(accessed August 20, 2014).
[118] J.A. Alford, P.G. Boyd, E.R. Fischer, Polybasic Acid Esters as Oil Field CorrosionInhibitors, US5174913 A, 1992.
[119] S. Ramachandran, V. Jovancicevic, K. Babic-Samardzija, H.M. Nguyen, Prevention ormitigation of steel corrosion caused by combustion gas, US8776901 B2, http://www.google.com/patents/US8776901, 2014 (accessed September 1, 2014).
[120] D.D. McSherry, G.J. Wei, Fatty Amide Ethoxylate Phosphate Ester Conveyor Lubri-cant, US5925601 A, 1999.
[121] B.T. Outlaw, B.A.O. Alink, J.A. Kelley, C.S. Claywell, Corrosion Inhibition in Deep GasWells by Phosphate Esters of Poly-oxyalkylated Thiols, US4511480 A, 1985.
[122] R.L. Martin, G.F. Brock, J.B. Dobbs, Corrosion Inhibitors and Methods of Use,US6866797 B1, 2005.
[123] A. Naraghi, Oil Field Use, US5611991 A, 1997.[124] A. Naraghi, N. Grahmann, Anaerobic Process for Oil Field Corrosion Resistance,
US5611992 A, 1997.[125] M. Subramaniyam, An Effective Novel Polymeric Additive for Inhibiting Napthenic
Acid Corrosion and Method of Using the Same, WO2010023628 A1, 2010.[126] M. Subramaniyam, A New Additive for Inhibiting Acid Corrosion and Method of
Using the New Additive, EP2340296 A2, 2011.
[127] M. Subramaniyam, High Temperature Naphthenic Acid Corrosion Inhibition UsingOrganophosphorous Sulphur Compounds and Combinations Thereof, EP2132281A2, 2009.
[128] W. Howland Ward, Process for Preventing Corrosion in Ferrous Systems,US2973316 A, 1961.
[129] R.J. Gay, C.C. Gay, V.M. Matthews, F.E.M. Gay, V. Chase, Oxidizing Hydrogen Sulfideto Polysulfides Which React With Free Iron to Precipitate Iron Disulfide;Continuous Processing, US5188179 A, 1993.
[130] G.B. McGARVEY, R.J. Falkiner, D.R. Slim, B.M. Knickerbocker, In Situ Generation ofPolysulfide Ions Using Elemental Sulfur for Improved Corrosion Control, CyanideManagement, Mercury Management, Arsine Management and Performance andReliability of Acid Gas Removal Equipment, US8668887 B2, 2014.
[131] E. Babaian-Kibala, J.G. Hyatt, T.J. Rose, Use of Sulfiding Agents for Enhancing theEfficacy of Phosphorus in Controlling High Temperature Corrosion Attack,US5630964 A, 1997.
[132] P.R. Petersen, F.P.R. III, W.G. Winston, Organic Polysulfides, US5182013 A, 1993.[133] F. Humblot, Use of Organic Polysulfides Against Corrosion by Acid Crudes,
WO2005103208 A1, 2005.[134] M.N. EL-Haddad, Hydroxyethylcellulose used as an eco-friendly inhibitor for 1018
c-steel corrosion in 3.5% NaCl solution, Carbohydr. Polym. 112 (2014) 595–602.[135] P. Roy, P. Karfa, U. Adhikari, D. Sukul, Corrosion inhibition of mild steel in acidic
medium by polyacrylamide grafted Guar gum with various grafting percentage:effect of intramolecular synergism, Corros. Sci. 88 (2014) 246–253.
[136] M.M. Solomon, S.A. Umoren, I.I. Udosoro, A.P. Udoh, Inhibitive and adsorptionbehaviour of carboxymethyl cellulose on mild steel corrosion in sulphuric acidsolution, Corros. Sci. 52 (2010) 1317–1325.
[137] E. Bayol, A.A. Gürten, M. Dursun, K. Kayakirilmaz, Adsorption behavior andinhibition corrosion effect of sodium carboxymethyl cellulose on mild steel inacidic medium, Acta Phys.-Chim. Sin. 24 (2008) 2236–2243.
[138] M. Guzmann, U. Ossmer, H. Craddock, Utilizing synergistic combination of alkylpolyglycoside and polyaspartic acid component; superior environmental categori-zation; offshore oil and gas industry, heating and cooling circuits, water treatment,US8246857 B2, http://www.google.com/patents/US8246857, 2012 (accessedSeptember 1, 2014).
[139] J.D. Johnson,Mixing Hydrogel-forming PolymerWith Pumpable Oil to Form Slurry;Gelling Corrosion Inhibitor Solution, US5275760 A, 1994.