plastics and elastomers -...
TRANSCRIPT

PLASTICS AND ELASTOMERS

Application Examples
• Household appliances• For packing, containers• For housing & bodies of machines• Insulator for electrical devices• Fillers – foams• Household articles, furniture• Composites for aircraft body parts (boats, cars, toys, etc.)
• Optical fibers
• Plastic conductors
• Plastic computer chips
• Nanotechnology
• Plastic MEMS

Plastics:
• Cover a wide range of materials
• They are neither ceramics nor metals
• Usually made from hydrocarbons; also, made from natural or synthetic resins or
their compounds NATURAL or SYNTHETIC
NATURAL PLASTICS: Shellac & cellulosics-known for long time
SYNTHETIC PLASTICS: plenty are around and new are emerging
Material of the future, Emerged over last 50 years
Definition: Group of engineered materials characterized by large
molecules that are built by joining smaller molecules.

Molecular structure of plastics – usually – hydrocarbon origin
C atoms with free links (un-saturated covalent bonds) can make long chains
having the tendency to the polymerisation process :
i.e. joining together in large molecules
the molecular weight increases as a result of polymerisation

Principle of polymerisation
- By addition or condensation mechanism
• For polymerisation heat + pressure + catalysts (to accelerate the transformation)
are required
• Polymerisation – helped by adding special substrates (hardeners) having catalytic
effect
MER: The basic repetitive unit of polymer
Degree of polymerisation: The number of MERS, 75-750 typical
In addition, number of basic units (Monomers) are added:
Ethylene (Monomer) Polyethylene (Polymer)
In condensation, reactive molecules combine to form polymers:

Two types of plastic (Based on response to Temperature):
Thermoplastic plastics (thermoplasts)
-Softens when heated. Can be molded into shapes
-Recyclable
Thermosetting plastics (thermosets)
-Hardens when heated. Burn or char on further heating.
-Stronger
The different temperature behaviour of these two groups of plastics affects the
manufacturing process

Bonding
• Stronger Co-Valent bonding between atoms and monomers in chain (primary bonds)
• Weaker van der Waals forces between chains (secondary bonds)
• Thermoplastics: Strength is determined by secondary bonds
• Thermosets: Strength is determined by primary bonds

Thermoplasts:
•Addition polymers
• Contain molecules of different sizes range of melting temperature
• Weaker secondary bonds become softer with increasing temperature
• Become harder and stronger at lower temperature
• Do not undergo chemical changes – with the change of temperature (when
molded ) has only physical changes.
• Large plastic deformation is possible suitable for molding and extrusion
•Possible to recycle

Thermosetting Plastics (thermosets)
• Condensation polymers
• Stronger and more rigid than thermoplasts
• Material can become one large molecule can be formed and kept in shape using
heat/ sometimes pressure)
result a permanently hard material as a result of chemical changes (when
reheated remains hard )
• The heat first softens the material but, as additional heat or other chemicals
(hardeners) are added, the plastic is hardened by a chemical reaction polymerisation
• The material is not anymore temperature dependant

GENERAL PROPERTIES OF PLASTICS
Advantages Disadvantages
Easily Producible Low strength and hardness
Low cost Less heat dissipation
Low Density Low dimensional stability
Electric Insulators (not all) Thicker walls than metals
Good heat insulators
Colorable
Good surface finish (easy to
achieve)


TYPES OF THERMOPLASTICS
•ABS- Acrylonitrile + Butadiene + Styrene
•Cellulosics - natural from wood & cotton fibers
Helmets, tubes, laminates, construction materials
•Acrylics – Plexiglas (light transmitting – auto parts)
•Nylon – strong fibers (fabrics, valves, bearings)
•Teflon – high temperature resistant, low friction, chemicals resistant
(gaskets, bearings, pans)
•Polyethylene – kitchen ware, electric wire insulators
•Vinyls – rubbery, tear resistant (floor/wall coverings, gloves)

THERMOSETTING PLASTICS
Used mainly as binders in composite materials
1. Phenol Resins
• Filters
• Insulators
• Impregnation
• Fiberglas fillers
2. Epoxy Resins (adhere to glass & metal – adhesive, glues)
Electrical insulator parts
3. Silicones (expensive) – base polymers – good properties as addition for oils,
greases, rubbers, resins
Resistant to high temperature, humidity
Sealants.
4. Polyesters – Boat/car bodies, textiles, adhesives.
5. Urea-formaldehyde – lighting fixtures, containers.

COMMON ADDITIVES – fillers, lubricants, coloring agents, antioxidants, etc.
Fillers:
• wood flour
• cloth fibers
• glass fibers
• mica, asbestos
composites

PLASTIC PRODUCTION PROCESS
Plastic compounds differ greatly from each other different methods of
processing
Thermoplasts:
Heated to become formable solid or liquid cast or injection molded or
extruded
Thermosets:
Polymerization and forming have to occur simultaneously
Process: Casting,
Blow-Molding, Compression Molding, Transfer Molding
Cold Molding, Injection Molding, reaction injection molding,
rotational molding, foam molding,
Extrusion and thermoforming
• Raw material for processing is usually in powder or in granular form,
sometimes in sheets or as liquids
• Desired to transform material into product in a single process
• FIRST OPERATION compounding and pre-forming, i.e.,
the ingredients have to be mixed before molding
-
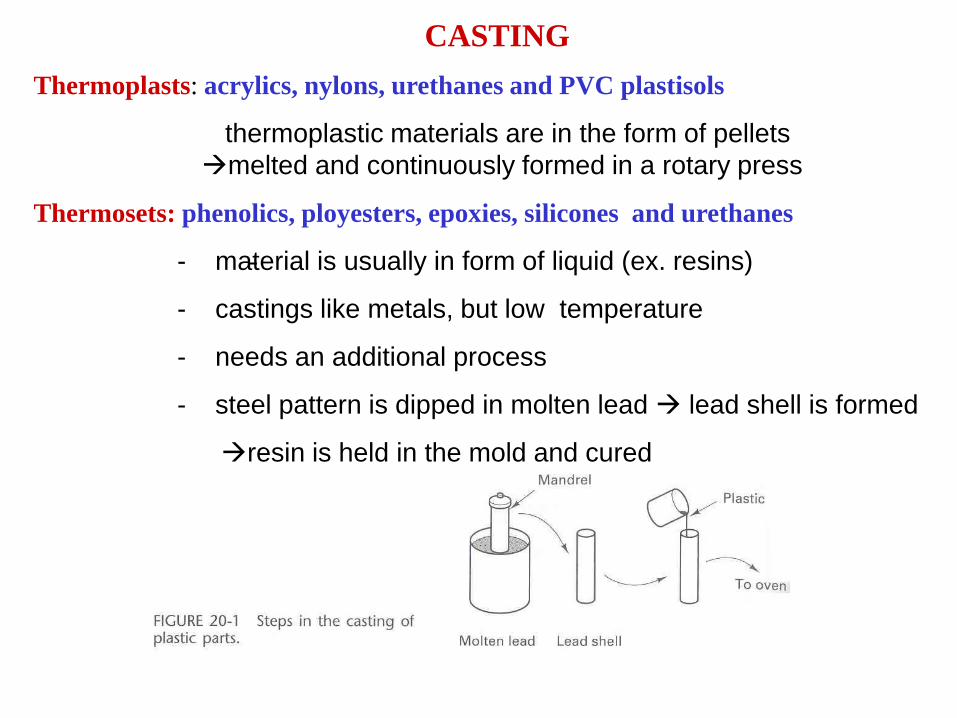
CASTING
-
Thermoplasts: acrylics, nylons, urethanes and PVC plastisols
thermoplastic materials are in the form of pellets
melted and continuously formed in a rotary press
Thermosets: phenolics, ployesters, epoxies, silicones and urethanes
- material is usually in form of liquid (ex. resins)
- castings like metals, but low temperature
- needs an additional process
- steel pattern is dipped in molten lead lead shell is formed
resin is held in the mold and cured

BLOW MOLDING
Typical plastic parts production (eg. soda bottles)
Thermoplastic polyethylene, PVC, polypropylene
bottles and hollow containers
Produces thin – wall hollow containers from thermoplastic resins
A two step process:
• first – a parison (preform) is formed – hollow tube with solid bottom
• the parison is placed in form die when is still hot
• then, expanded by air pressure (forcing the material against the mold surfaces)
• after cooling, the product is removed from the mold

Plastic bottles are produced by continuous blowing
in a pinch – tube process
Tube of thermoplastic material is extruded from a plasticiser
into an open mold
Each end of the tube is pinched –by closing of the mold
The air pressure forms the plastic bottle

COMPRESSION MOLDING – for thermosets
• Heated metal mold is used
• Pellet/Granules are heated in die
• Compression – in hydraulic presses
the press applies pressure and also introduces
heat to the molded material.
• pressures between 10 and 5000 bars
(150 to 7500 psi)
• temperature 1200 – 2000 C
• IMPORTANT!
Mainly for thermosetting materials
Thermosets: Compressed and heated
Thermoplasts: Melted, formed, cooled

TRANSFER MOLDING – for THERMOSETS
The thermosetting materials – placed into separate pressure chamber above the mold
cavity material is plasticised (molten) by heat and pressure and is injected into the cavities
of mold as a hot liquid
•After curing & hardening, the part is removed from the mold
• The preheating time & the curing time is shorter than in compression molding.
• This process is convenient for parts with metal inserts
• Mold cost is higher than for compression molding
• Complicated and larger parts

COLDMOLDING PROCESS
• Raw material is first pre-formed while cold
• then is cured in an oven
• low quality finish surface
• not expensive
• specially good for thermosets

INJECTION MOLDING
• For thermoplastics – rather than thermosets
• Plunger type injection molding machine– similar to die casting machine
• material is changed from solid to liquid phase by heating, then,
it is injected into the mold, where it solidifies
• injection molding machines are developed to produce large plastic parts
• size designation the closing force of the die (50-2500 tons) the amount of plastic
injected per cycle up to 10Kg
• Heating chamber has a torpedo
Spreader to keep the incoming
material in a layer thin enough
to be heated uniformly and
instantly
• Temp: 1200 –2600 C reached by
means of electrical resistance coil
• injection pressure reaches 2000 bars
to speed up the solidification of
pieces


ADVANTAGES OF INJECTION MOLDING
much faster than compression molding (prod. Cycle 2-6 injections/min)
Ready to use – very fine pieces can be produced by injection molding
practical only for thermoplasts
Injection molding for the thermosets
• Called jet molding
• For jet molding, every injection – molding machine can be converted
• process requires: both cooling & heating of the nozzle during the molding cycle
• heating, to make the material plastic (not to polymerise it) injected
into the mold and heated to complete polymerisation
• reciprocating screw injection machine can be also used as shown previously
similar to transfer molding
• Because thermosets require more time to cure the product,
not much injection time slow process

Reaction Injection Moulding
No heat is required for polymerization
Polymerization is due to chemical reaction
Different chemicals are mixed by the impingement liquid streams
The mixture polymerizes in the mold
Large parts can be made due to no-heating
Easier for thermosets

EXTRUSION – continuous process
• some thermoplastics – have to be made as bars or profiles
• a screw mixes heated plastic first, to become a thick viscous mass
• extruded through dies into simple shapes of any length
• melted polymer is pushed through the die
• after leaving the die it is cooled on the conveyor to solidify
• similar machines for thermosets utilised a rod instead of a screw and
a heated conveyor instead of a cooling one.
• sectional tolerances (0.5 %) are obtained

THERMOFORMING
• Single cavity mold; less expensive
• Thermoplastic sheet metal is heated to working temp. and formed into shapes
by heat, pressure or vaccum
• Can be discrete sheet or continuous sheets
• used mainly for heated thermoplastic sheets and can be divided into:
Free forming – no mold required (just pattern)
Vacuum forming – with help of heat
Positive pressure molding

CLOSED MOLD PROCESS
• Two parts mold – more expensive – for machine housings
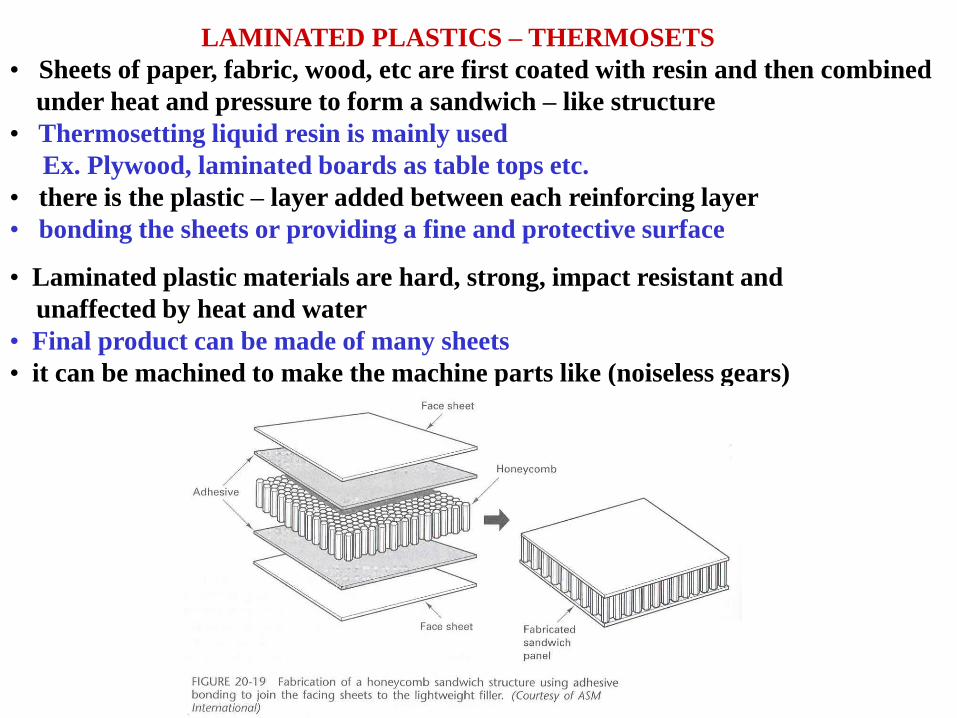
LAMINATED PLASTICS – THERMOSETS
• Sheets of paper, fabric, wood, etc are first coated with resin and then combined
under heat and pressure to form a sandwich – like structure
• Thermosetting liquid resin is mainly used
Ex. Plywood, laminated boards as table tops etc.
• there is the plastic – layer added between each reinforcing layer
• bonding the sheets or providing a fine and protective surface
• Laminated plastic materials are hard, strong, impact resistant and
unaffected by heat and water
• Final product can be made of many sheets
• it can be machined to make the machine parts like (noiseless gears)

Manufacturing processes of
composite laminates
• Resin material is dissolved and
coverted into Liquid in a bath through
which the strips of paper or fabric are
passing
• They are next processed together in a
molding press and then they are cured
laminated
• plastic tubes can be also
produced in a tube mold.
- Ex. Plywood – for construction
- laminated plates for machine parts
- safety glass – for windshields
- curved surface bodies – boats and
car bodies
REINFORCED PLASTICS
• Made from thermosetting resins with fibers of glass, cotton or synthetic fibers
• fiber – glass is a known example.

• single threads or fibers are fed through a bath of resin and wound on a mandrel
to make pressure vessels and also missile bodies, with exceptional strength to
weight ratios
• large objects can be produced with unique shape
• do not require molds
• can be machined (resin bath) expensive
FILAMENT WINDING – very flexible process

• Plastic material is mixed with foaming agent which releases gas when being heated
during molding
• product of very low density
• rigid for structural applications
• flexible for cushioning, insulation
• thermosetting and thermoplastic materials are used
• rigid foam core can be produced
• Foaming agent used (CFCs and more recently, H20)
Foam Molding

MOLD FOR PLASTICS
• For injection and compression processes, the dies are made of heat treated steel –
(as for pressure die casting)
• allowance for shrinking along with the draft
• for compression molding, the molds are heated or cooled by adjacent plates
• for injection molding, the molds have cooling channels in both parts of the mold
• the molding process has to take in to consideration:
• right filling of the mold with material
• evacuation of air (a problem)
• removal of parts from the mold
• the material selection is related to the function of the produced part
the technology
• Fillets – to reduce stress concentration
• wall thickness controls the curing time
• 1.5 – 2 mm usually wall thickness
• tolerances max 0.2 mm

• Surface finish in order to avoid machining of plastics as bodies
• parting surfaces (lines) – problem
• flat surface should be stiffened using ribs or by dooming
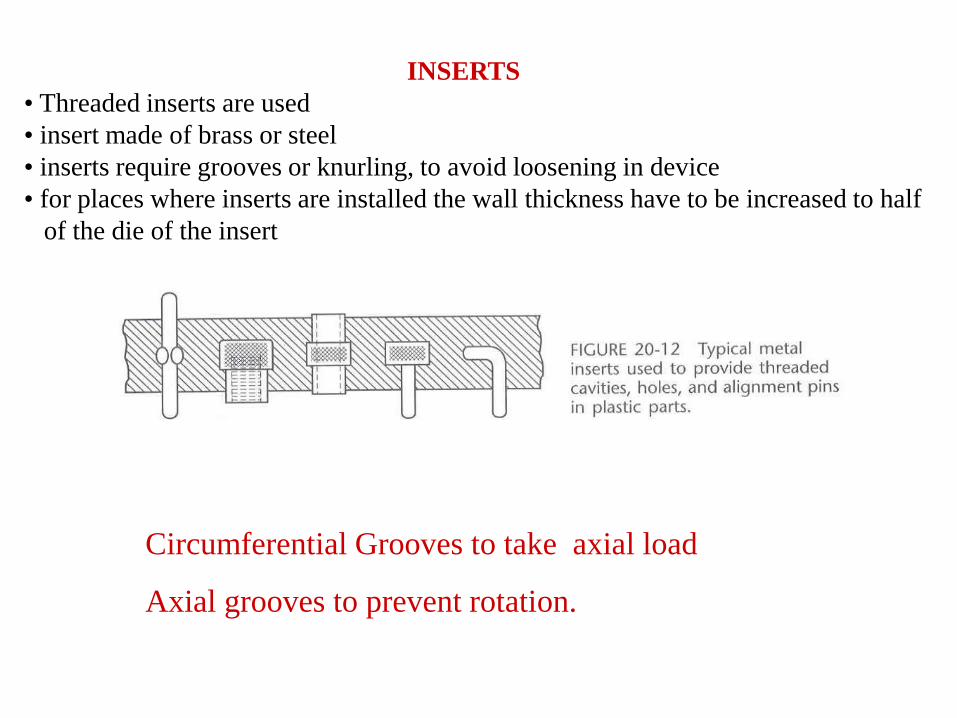
INSERTS
• Threaded inserts are used
• insert made of brass or steel
• inserts require grooves or knurling, to avoid loosening in device
• for places where inserts are installed the wall thickness have to be increased to half
of the die of the insert
Circumferential Grooves to take axial load
Axial grooves to prevent rotation.

RUBBER & ARTIFICIAL ELASTOMERS
Elastomers are elastic over a wide range of deformation and this is related to their
structure
• They can store energy (but they not very compressible)
• natural rubber still very much used obtained as latex from trees
• after drying it is formed into sheets of crude rubber
• crude rubber is mixed with additives (mainly sulphur)
• depending on additives, rubber can be soft or very hard
• when reinforced by textile and fabrics, very high strength can be obtained (tires)
• steel wires are used for reinforcement of rubber tires and conveyor belts
• Natural rubber does not resist petroleum products and temp.

ARTIFICIAL ELASTOMERS
Synthetic Rubber – form of them are superior than
Natural rubber (BUNA – invented in 1942)
• Can have very good resistance to the petroleum products and to
• temperature – specially with silicone additives
Production processing – two procedures for elastomers
• FOR LATEX: from liquid crude two ways;
• Immersion – form immersed into latex compound repeatedly with the latex film
drying after every immersion – cyclic process
• latex can be applied by anodic process which deposits latex particles on the form, It is a
continuous process (like galvanising or metal plating)
FOR RUBBER SHEET PRODUCTS- from solid
• Mix all the additives with elastomers into a mixer
• the mixture is put in a mill (roll in opposite directions) than, on calenders – where
the rubber is formed into sheets
• also, in calenders the fabric tapes or sheets are covered with rubber as shown. Some
rubber products are made by extrusion (tubes and hoses)

Rubber Processing
Dipping – eg. Boots, gloves
Natural rubber, Neoprene, Silicone
Sheets using calenders