planta de producción de mcb - ddd.uab.cat · la variable manipulada para minimizar la diferencia...
TRANSCRIPT

Universitat Autònoma de Barcelona
Escola d’enginyeria
Junio de 2017
Planta de producción de
MCB Proyecto final de grado
Grado en ingeniería química
Tutor: Marc Peris
Noemí Collado
Andreu García
Marc Janer
Diego Quezada
Rafael Parra

Capítulo 3.
Instrumentación y control Planta de producción de MCB
MCB Industries
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
2
CONTENIDO CAPÍTULO 3. INSTRUMENTACIÓN Y CONTROL
3.1. SISTEMA DE CONTROL DE LA PLANTA ............................................................................ 4
3.1.1. Lazos de control de la planta........................................................................................... 4
3.1.2. Arquitectura del sistema de control ............................................................................... 7
3.1.3. Nomenclatura.................................................................................................................. 9
3.1.3.1. Nomenclatura de los lazos de control ...................................................................... 9
3.1.3.2. Nomenclatura de la instrumentación..................................................................... 10
3.2. INSTRUMENTACIÓN .................................................................................................... 11
3.2.1. Elementos primarios ..................................................................................................... 12
3.2.1.1. Medidores de temperatura .................................................................................... 12
3.2.1.2. Medidores de nivel ................................................................................................. 13
3.2.1.3. Medidores de presión ............................................................................................. 15
3.2.1.4. Medidores de caudal .............................................................................................. 16
3.2.2. Elementos finales .......................................................................................................... 19
3.2.3. Hojas de especificaciones de la instrumentación ......................................................... 19
3.3. LISTADO DE INSTRUMENTOS Y LAZOS DE CONTROL ..................................................... 40
3.3.1. Área 100 ........................................................................................................................ 40
3.3.2. Área 200 ........................................................................................................................ 45
3.3.3. Área 300 ........................................................................................................................ 50
3.3.4. Área 400 ........................................................................................................................ 54
3.3.5. Área 500 ........................................................................................................................ 56
3.3.6. Área 600 ........................................................................................................................ 59
3.4. DESCRIPCIÓN Y DIAGRAMAS DE LOS LAZOS DE CONTROL ............................................. 61
3.4.1. Área 100 ........................................................................................................................ 61
3.4.1.1. Tanques de almacenaje de materias primas .......................................................... 61
3.4.1.2. Tanques de almacenaje de productos .................................................................... 71
3.4.1.3. Intercambiadores de calor...................................................................................... 75
3.4.2. Área 200 ........................................................................................................................ 75
3.4.2.1. Intercambiadores de calor...................................................................................... 75
3.4.2.2. Reactores de producción de MCB ........................................................................... 78
3.4.2.3. Columnas de destilación ......................................................................................... 90
3.4.2.4. Compresor ............................................................................................................ 104

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
3
3.4.3. Área 300 ...................................................................................................................... 106
3.4.3.1. Intercambiadores de calor.................................................................................... 106
3.4.3.2. Columnas de destilación ....................................................................................... 106
3.4.4. Área 400 ...................................................................................................................... 106
3.4.4.1. Tanques de almacenaje de productos .................................................................. 106
3.4.5. Área 500 ...................................................................................................................... 107
3.4.5.1. Torres de absorción .............................................................................................. 107
3.4.5.2. Scrubber ............................................................................................................... 116
3.4.6. Área 600 ...................................................................................................................... 118
3.4.6.1. Tanques de almacenaje de HCl ............................................................................ 118
3.4.6.2. Reactor R03 .......................................................................................................... 118
3.4.7. Manómetros locales .................................................................................................... 120
3.4.8. Indicadores de temperatura locales ........................................................................... 120
3.5. DIMENSIONADO DEL SISTEMA DE CONTROL .............................................................. 120
3.5.1. Recuento de señales ................................................................................................... 120
3.5.2. Tarjetas de adquisición de datos ................................................................................. 129
3.5.2.1. Área 100 ............................................................................................................... 130
3.5.2.2. Área 200 ............................................................................................................... 132
3.5.2.3. Área 300 ............................................................................................................... 133
3.5.2.4. Área 400 ............................................................................................................... 134
3.5.2.5. Área 500 ............................................................................................................... 135
3.5.2.6. Área 600 ............................................................................................................... 136
3.5.2.7. Recuento de tarjetas ............................................................................................ 137
3.6. BIBLIOGRAFÍA ........................................................................................................... 138
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
4
3. INSTRUMENTACIÓN Y CONTROL
3.1. SISTEMA DE CONTROL DE LA PLANTA
La implementación de un sistema automático de control es imprescindible en la
operación de una planta química para garantizar tanto la calidad y cantidad de
producción, como la seguridad y el cumplimiento de las regulaciones
medioambientales. El sistema de control deberá estar operativo en todo momento,
desde el momento de la puesta en marcha hasta las paradas de la planta.
Así pues, el principal objetivo del sistema de control será corregir las perturbaciones
que puedan afectar las condiciones de operación normales de la planta para lograr la
estabilidad de ésta. En caso contrario no sólo se podrían ocasionar situaciones de
peligro, sino que la producción también se vería afectada.
3.1.1. Lazos de control de la planta
En primer lugar, se describirán brevemente los conceptos básicos de control a los que
se hará referencia en los siguientes apartados.
Variable controlada (VC): variable del proceso que se debe mantener estable
para mantener las condiciones de operación normales. Su monitoreo a través
de un sensor es una condición importante para dar inicio al control.
Punto de consigna (SP): valor en el cual se desea mantener la VC.
Perturbación: variable no manipulada que modifica la VC.
Variable manipulada (VM): variable que se modifica para corregir la
desviación provocada por una perturbación. Puede ser ajustada por un
operador o mecanismo de control.
A continuación, se describirán los tipos de lazos de control utilizados en la planta.
Todos los sistemas de control de la planta serán de lazo cerrado; por lo tanto, el
sistema se controla tanto por la entrada como por la salida. De este modo, el sistema
resulta capaz de reaccionar si no se obtiene el punto de consigna deseado. Los tipos
de lazos de control utilizados en la planta diseñada, son los siguientes:

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
5
Control por retroalimentación (Feedback): Este tipo de control consiste en
medir la variable controlada, comprarla con el punto de consigna y actuar sobre
la variable manipulada para minimizar la diferencia entre ellos. En la Figura 3.1
se muestra un esquema del control Feedback:
Figura 3.1. Esquema del control Feedback
Control anticipado (Feedforward): Este tipo de control consiste en medir la
perturbación antes de entrar en el sistema, para así intentar regular cualquier
fluctuación antes de que afecte a la variable de salida. Su esquema se muestra
en la Figura 3.2:
Figura 3.2. Esquema del control Feedforward
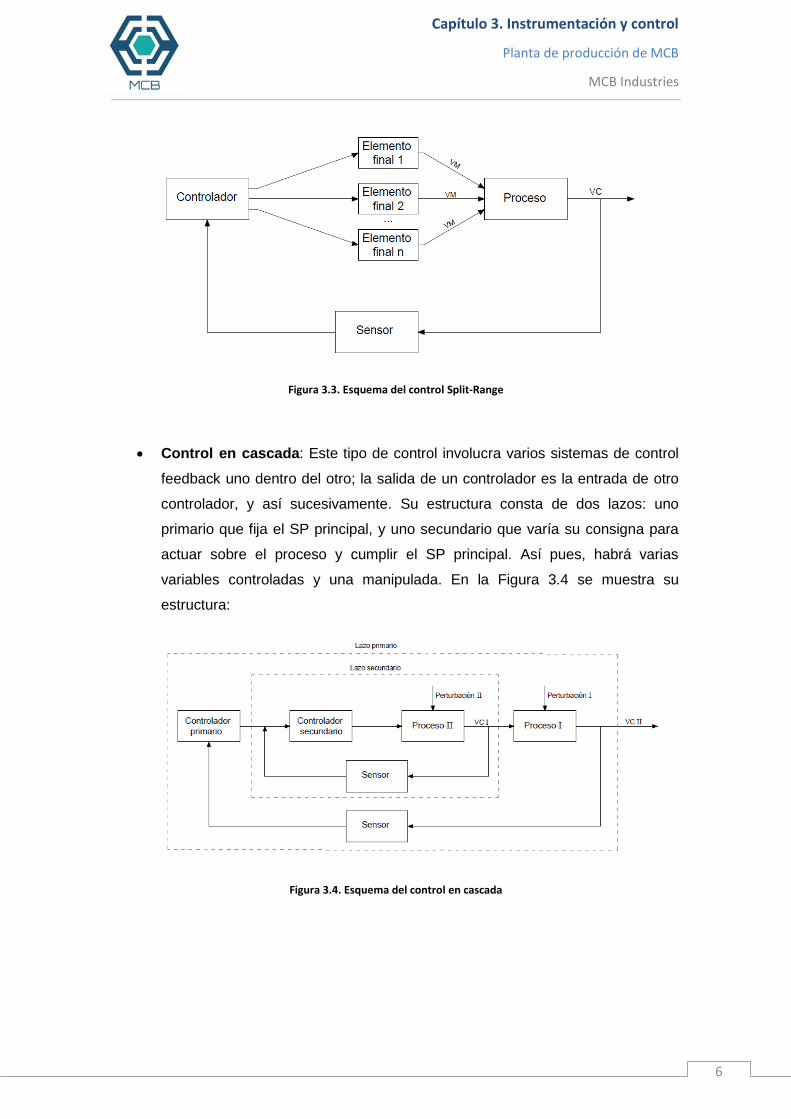
Control de rango partido (Split-Range): Este tipo de control consiste en
medir una sola variable controlada y actuar sobre varias variables manipuladas.
Por lo tanto, un parámetro se regulará por medio de dos o más variables. Su
esquema se muestra en la Figura 3.3:
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
6
Figura 3.3. Esquema del control Split-Range
Control en cascada: Este tipo de control involucra varios sistemas de control
feedback uno dentro del otro; la salida de un controlador es la entrada de otro
controlador, y así sucesivamente. Su estructura consta de dos lazos: uno
primario que fija el SP principal, y uno secundario que varía su consigna para
actuar sobre el proceso y cumplir el SP principal. Así pues, habrá varias
variables controladas y una manipulada. En la Figura 3.4 se muestra su
estructura:
Figura 3.4. Esquema del control en cascada
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
7
3.1.2. Arquitectura del sistema de control
El sistema de control elegido para esta planta es un sistema de control distribuido, a
partir de ahora designado como DCS (del inglés, Distributed Control System). Los
sistemas DCS tienen una estructura jerarquizada piramidal; los controladores
autónomos se distribuyen por todo el sistema, pero la herramienta de ingeniería para
programar el sistema es sólo una y opera de forma centralizada.
Este sistema también se caracteriza por su robustez y fiabilidad, ya que dispone de
redundancia en los controladores: si un controlador falla se transfieren todas sus
tareas a otra unidad de control, evitando así que el control de la planta se detenga.
Además, su plataforma de programación permite que varios programadores puedan
trabajar simultáneamente sobre el sistema, ya que todos los equipos del sistema están
sincronizados con un mismo reloj patrón. Esto facilitará mucho el trabajo a los
programadores de control y evitará conflictos de versiones.
Antes de proceder al dimensionado del sistema de control de la planta, debe tenerse
en cuenta qué componentes funcionales lo conformarán. El sistema DCS consta de
varios componentes funcionales que conformarán su estructura, que tal y como se ha
comentado es piramidal. Estos se explican a continuación, en orden de menor a mayor
jerarquía.
En primer lugar se encuentran los dispositivos de campo (instrumentación), que se
encargan de recolectar los valores de las variables de planta y enviar señales digitales
o analógicas según el caso. En campo también se encuentran los elementos finales,
que se encargarán de recibir las señales del sistema de control y actuar sobre el
proceso.
Estas señales de campo pasan a las tarjetas I/O (también llamadas módulos de
entrada/salida), que se encargan de la intercomunicación entre los dispositivos de
campo y los controladores lógicos programables (en adelante PLC, del inglés,
Programmable Logic Controller). Principalmente se encargan de adecuar los niveles
eléctricos de los dispositivos de campo a los valores de voltaje que emplea el PLC.
Existen dos tipos de tarjetas I/O:
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
8
- Tarjetas I/O de datos digitales: Estas tarjetas manejan sólo señales digitales, por lo
tanto responden solo a dos valores diferentes de una señal, generando un 0 o un 1
lógico que se envía al PLC.
- Tarjetas I/O de datos analógicos: Estas tarjetas manejan sólo las señales
analógicas. Debido a que al PLC solo se pueden enviar señales digitales, estas
cuentan con un convertidor analógico-digital (o a la inversa en caso de tratarse de un
módulo de salida). El convertidor interpreta las distintas magnitudes de la variable
física y las digitaliza, para que posteriormente estos datos puedan ser enviados al PLC.
Seguidamente, los datos de las tarjetas I/O pasan a los PLC. En ellos se encuentra la
CPU que se encarga de ejecutar la lógica de control y enviar señales de vuelta hacia
las tarjetas, que a su vez las enviarán hacia campo para actuar sobre los elementos
finales. Esta secuencia se ejecuta continuamente para conseguir un control
actualizado del proceso.
En esta planta los PLC se encontrarán distribuidos por la instalación en lugar de ser
centralizados en un solo punto físico, hecho que reducirá el coste del cableado. Los
PLC estarán conectados entre sí y con las estaciones de operación mediante redes de
comunicación.
Por último se encuentran las estaciones de trabajo, que permiten la interacción del
sistema con los operadores de planta. Esto es posible gracias a la red de control, que
contiene todos los datos mencionados anteriormente y hace que estos estén
disponibles para las diferentes estaciones o servidores que existirán en la planta:
estaciones de operación, de ingeniería, bases de datos, etc. Estas, se explican a
continuación:
- Estación de ingeniería: desde esta estación se configuran las CPU; es decir, la
lógica de control. Esta será única, y operará de forma centralizada.
- Estación de operación: en esta estación no solo se monitoriza el proceso, sino que
también se puede actuar sobre él. Para poder visualizar las variables y modificarlas se
utilizará el software SCADA (en inglés, Supervisory Control and Adquisition Data).
Cabe tener en cuenta que dentro de este software existirán diferentes entornos, que
se asignarán a cada trabajador en función de su responsabilidad dentro de la empresa.
De esta forma todos los trabajadores podrán visualizar todas las variables, pero sólo
podrán modificar aquellas para las que estén autorizados.

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
9
- Base de datos: La base de datos se encarga de almacenar toda la información
obtenida a tiempo real y transformarla en datos históricos que se utilizarán en análisis
posteriores en caso de ser necesario.
Una vez explicados los componentes funcionales que conformarán el sistema de
control de la planta, se procederá al dimensionado del sistema de control; es decir, a la
especificación de cada uno de ellos. Antes de hacerlo, es necesario analizar el
proceso y fijar las variables a controlar y manipular. Esto, se realizará en los siguientes
apartados.
3.1.3. Nomenclatura
Para poder caracterizar todos los lazos de control de la planta, así como los elementos
que los conforman, debe establecerse una nomenclatura. Así pues, se definirán dos
formatos de nomenclatura según correspondan a lazos de control o a instrumentación,
de acuerdo con la normativa internacional ISA (Instrument Society of America).
3.1.3.1. Nomenclatura de los lazos de control
La nomenclatura de los lazos de control consiste en tres términos separados por
guiones, siguiendo la forma A-B-C. Estos términos, que ubican e identifican las
propiedades del lazo, se explican a continuación:
A: Indica la variable controlada. Las abreviaciones utilizadas para caracterizar
las variables controladas del presente proyecto se muestran en la Tabla 3.1:
Tabla 3.1. Abreviaciones de las variables controladas
Abreviación Variable
A Análisis
F Flujo
J Potencia
L Nivel
P Presión
T Temperatura
Z Posición
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
10
B: Designa el equipo donde se realiza el control.
C: Hace referencia al área a la que pertenece el lazo y al número del lazo en el
área correspondiente. Este a su vez está compuesto por tres dígitos: el primero
corresponde al área de la planta en la que se encuentra, mientras que los dos
siguientes asignan el número concreto del lazo de control.
A continuación, se muestra un ejemplo de nomenclatura de un lazo de control:
T-R01-202
Este nombre haría referencia a un lazo de control de temperatura del reactor R01,
siendo el lazo número 2 del área 200.
3.1.3.2. Nomenclatura de la instrumentación
Para la nomenclatura de la instrumentación de control se utilizará la forma A-B. A
continuación, se explica a qué corresponden dichos términos:
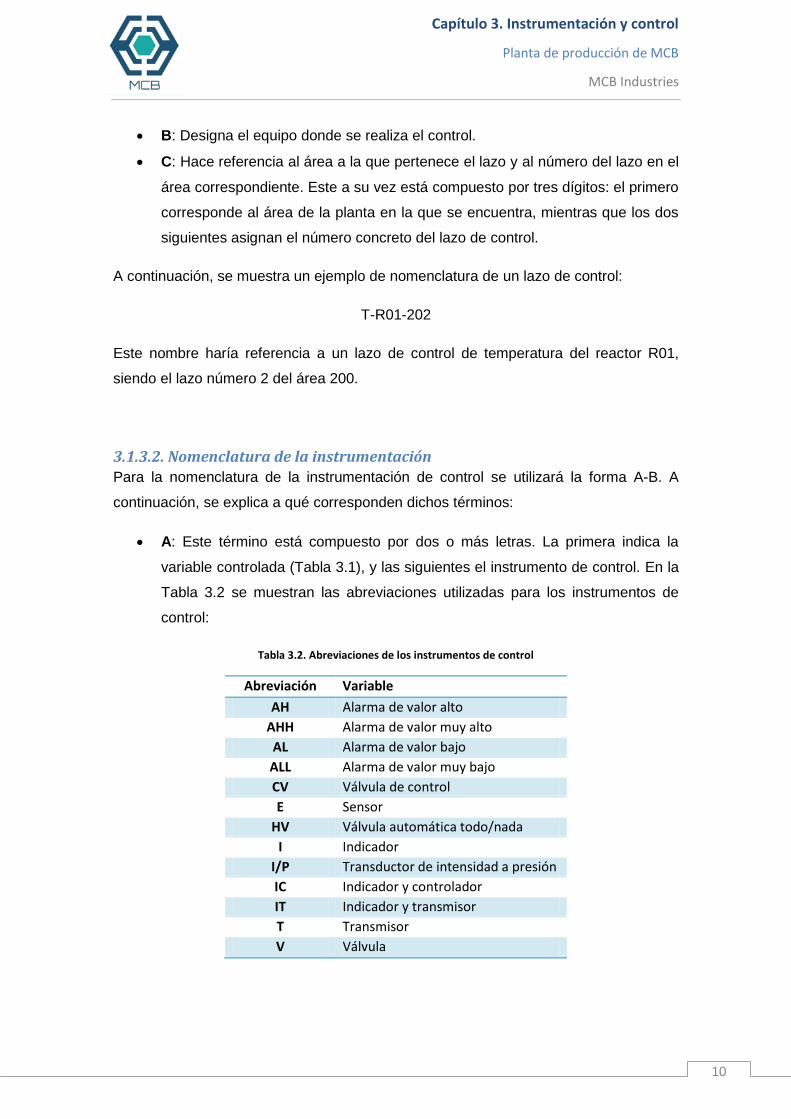
A: Este término está compuesto por dos o más letras. La primera indica la
variable controlada (Tabla 3.1), y las siguientes el instrumento de control. En la
Tabla 3.2 se muestran las abreviaciones utilizadas para los instrumentos de
control:
Tabla 3.2. Abreviaciones de los instrumentos de control
Abreviación Variable
AH Alarma de valor alto
AHH Alarma de valor muy alto
AL Alarma de valor bajo
ALL Alarma de valor muy bajo
CV Válvula de control
E Sensor
HV Válvula automática todo/nada
I Indicador
I/P Transductor de intensidad a presión
IC Indicador y controlador
IT Indicador y transmisor
T Transmisor
V Válvula
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
11
B: Este término hace referencia al número del lazo de control al que pertenece
el instrumento (es decir, corresponde al término C establecido en la
nomenclatura de lazos de control). De esta forma todos los instrumentos que
conformen el lazo de control tendrán el mismo término B, facilitando la
comprensión de los lazos de control de la planta.
A continuación, se muestra un ejemplo de nomenclatura de un instrumento de control:
TT-202
Este nombre haría referencia al transmisor de temperatura del lazo de control T-R01-
202, el segundo lazo del área 200 de la planta.
3.2. INSTRUMENTACIÓN
Sea cual sea la estrategia de control seleccionada, para implementar físicamente el
sistema de control se deberán medir las variables de proceso, determinar las acciones
de control correspondientes y manipular las variables de entrada necesarias. La
instrumentación se requiere para llevar a cabo cada una de dichas funciones.
La instrumentación de un lazo de control se puede dividir en dos grupos:
Elementos primarios: Son aquellos instrumentos que se encargan de medir
las variables controladas u otras variables necesarias para el sistema de
control y transmitirlas. Por lo tanto, se puede decir que los equipos que
corresponden a este grupo son los sensores y los transmisores.
Actuadores o elementos finales: Son aquellos que reciben la señal del
controlador y actúan sobre las variables manipuladas del proceso.
A continuación, se especificarán los elementos primarios y finales utilizados en la
planta de producción de MCB.

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
12
3.2.1. Elementos primarios
Los elementos primarios son aquellos destinados a medir las variables de campo con
un elemento de medida o sonda y transmitir los valores del proceso al controlador. En
esta planta se utilizarán diferentes tipos de medidores, que se explicarán a
continuación.
3.2.1.1. Medidores de temperatura
La temperatura es una de las principales variables que afectan el curso del proceso de
la planta, y por lo tanto esta variable debe ser medida con gran exactitud para poder
ser controlada adecuadamente. En el presente proyecto se utilizarán dos tipos de
sensores de temperatura: los termopares y las termorresistencias. Estos, son los más
utilizados en procesos químicos industriales.
Termopar:
Los termopares son transductores formados por la unión de dos metales distintos que
producen una diferencia de potencial del orden de milivoltios. Esta, es función de la
diferencia de temperatura entre sus dos extremos. Existen varios tipos de termopares,
pero en este caso se utilizarán los de tipo K ya que son de bajo coste, un rango de
temperatura de -200 a +1375ºC, y poseen buena resistencia a la oxidación. Estos
pueden ser de cromel (aleación de Ni-Cr) o de alumel (aleación de Ni-Al). En la Figura
3.5 se muestra un termopar tipo K:
Figura 3.5. Termopar tipo K

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
13
Termorresistencia:
Las termorresistencias (o termómetros de resistencia) se basan en el hecho de que los
metales cambian su resistencia eléctrica cuando se someten a un cambio de
temperatura. Las más utilizadas son las de platino (Pt-100) debido a su resistencia a la
corrosión y a su linealidad en un amplio rango de temperaturas (de -270 a 650ºC). Por
lo tanto, estas sondas se utilizarán en los ambientes corrosivos presentes en la planta.
Además, las termoresistencias de platino son los sensores comerciales más precisos
que puedan encontrarse en el mercado. En la Figura 3.6 se muestra una sonda tipo
Pt-100:
Figura 3.6. Sonda Pt-100
3.2.1.2. Medidores de nivel
El nivel alcanzado por un líquido en un tanque o depósito también representa una de
las variables más importantes a medir. El nivel se puede medir con diferentes métodos,
que pueden ser directos o indirectos: los primeros miden el desplazamiento de la
superficie del líquido, mientras que los segundos miden otras variables que están
relacionadas intrínsecamente con el nivel (como por ejemplo la presión). Los
medidores de nivel que se utilizarán en la planta de MCB, son los siguientes:
Medidores todo-nada:
Este tipo de medidor permite determinar si el nivel supera o no un determinado valor.
Por lo tanto no proporcionan el valor de la variable, sino una información digital de tipo
todo-nada. Para medidas en líquidos, como es el caso de esta planta, es frecuente
emplear flotadores con un contacto de mercurio o horquillas vibrantes. También puede
realizarse mediante una barrera óptica, que es interrumpida cuando el producto la
sobrepasa.

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
14
Concretamente, en esta planta se utilizarán horquillas vibrantes para las alarmas de
nivel máximo. Estos funcionan a partir del principio de vibración, que establece una
correlación entre la oscilación y el amortiguamiento del medio. Son excitados hasta su
frecuencia de resonancia, y cuando un líquido entra en contacto con ellos, se produce
una atenuación de la frecuencia de oscilación que permite determinar que el líquido ha
alcanzado cierto nivel (Figura 3.7).
Figura 3.7. Principio de funcionamiento de un sistema de horquillas vibrantes (Fuente: Endress+Hauser)
Medidor basado en la presión (medidor hidrostático):
Este tipo de medidor se basa en la medida de la presión: la presión en el fondo de un
recipiente que contenga un líquido está directamente relacionada con el nivel de dicho
líquido. Por lo tanto, a medida que el nivel de líquido en el tanque aumente, la
gravedad hará que la presión aumente de forma proporcional. En la Figura 3.9 se
muestra este tipo de medidor:
Figura 3.8. Medidor de nivel basado en la presión (Fuente: Endress+Hauser)

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
15
Cabe destacar que estos medidores sí que proporcionan el valor del nivel; es decir,
permiten conocer la medida de la altura de líquido.
3.2.1.3. Medidores de presión La presión es otro de los parámetros más importantes a controlar en la planta. En esta
planta se utilizarán dos tipos de instrumentos para medirla, en función de si la
medición se realiza en una tubería o en un tanque. A continuación, se explican las dos
alternativas elegidas:
Tubo de Bourdon:
Para medir la presión de las tuberías del proceso que se encuentren a presión y de las
cuales se quiera conocer el valor en campo, se ha decidido utilizar el tubo de Bourdon
(también llamado manómetro de Bourdon), un elemento de medida elástico: éste, se
desplaza proporcionalmente a la fuerza de la presión. Su funcionamiento consiste en
que a medida que la presión en el interior de los tubos aumenta, el tubo tiende a
enderezarse produciendo un desplazamiento al extremo, que se traduce en un
movimiento de una aguja sobre una escala o sobre una señal eléctrica o neumática.
La principal utilización en esta planta, será la de indicar la presión después de las
bombas. En la Figura 3.9 se muestra el funcionamiento y un modelo de manómetro de
Bourdon:
.
Figura 3.9. Funcionamiento y manómetro de Bourdon

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
16
Celda cerámica:
Para medir la presión en los equipos, se ha optado por utilizar un sensor con celda
cerámica. Ésta también se utilizará para calcular el nivel de líquido, ya que como se ha
comentado anteriormente, el nivel se medirá a partir de la presión.
Su funcionamiento se basa en una Celda cerámica en la que se adhiere un material
conductor de la electricidad. Al aplicar presión el diafragma se deforma, causando un
cambio de capacitancia. En la Figura 3.10 se muestra su funcionamiento, y el modelo
elegido:
Figura 3.10. Funcionamiento y celda cerámica (Fuente: Endress+Hauser)
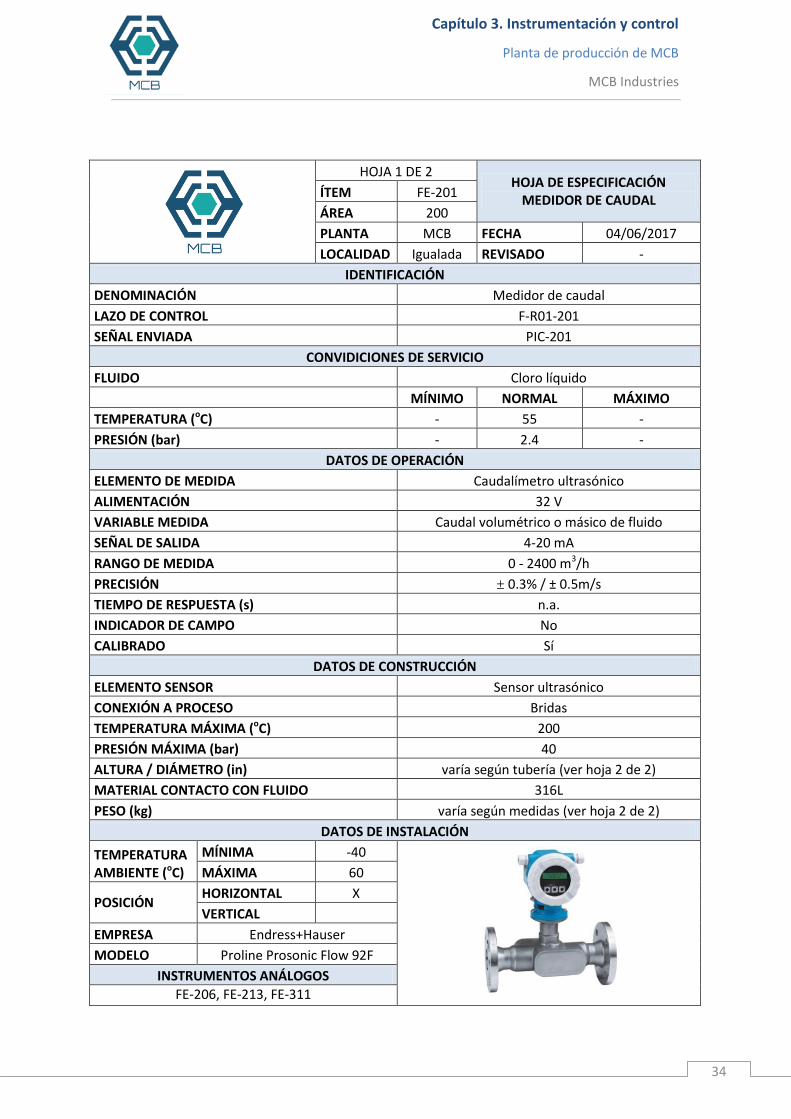
3.2.1.4. Medidores de caudal Para medir el caudal se ha optado por utilizar tres tipos diferentes de caudalímetros,
según si el fluido del cual debe medirse el caudal es conductor o no, y según si es
líquido o gas. Las alternativas elegidas, se explican a continuación:
Caudalímetro electromagnético:
En caso de ser conductor se utilizarán caudalímetros electromagnéticos. Estos, se
basan en la ley de Faraday: dos bobinas situadas a ambos lado del tubo de medición
generan un campo magnético de intensidad constante, mientras que dos electrodos en
la pared interior de la tubería detectan la tensión inducida por el fluido en movimiento
al circular en el seno del campo magnético. Esta tensión es proporcional a la velocidad
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
17
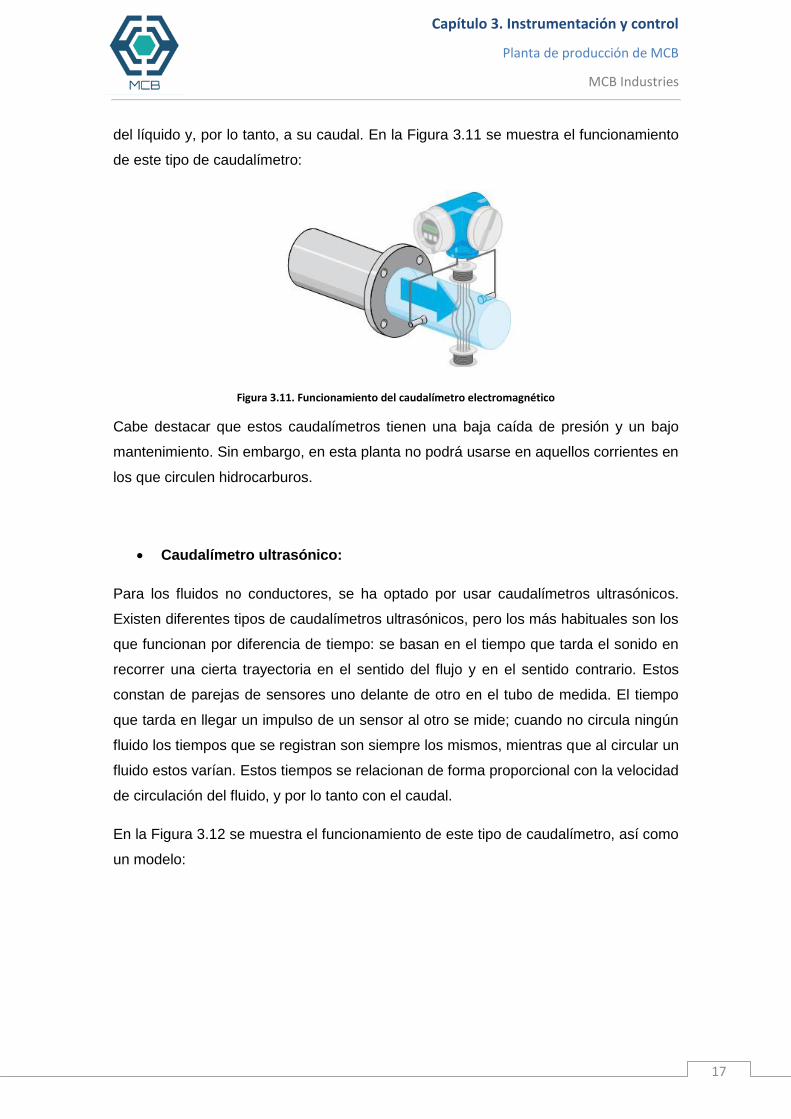
del líquido y, por lo tanto, a su caudal. En la Figura 3.11 se muestra el funcionamiento
de este tipo de caudalímetro:
Figura 3.11. Funcionamiento del caudalímetro electromagnético
Cabe destacar que estos caudalímetros tienen una baja caída de presión y un bajo
mantenimiento. Sin embargo, en esta planta no podrá usarse en aquellos corrientes en
los que circulen hidrocarburos.
Caudalímetro ultrasónico:
Para los fluidos no conductores, se ha optado por usar caudalímetros ultrasónicos.
Existen diferentes tipos de caudalímetros ultrasónicos, pero los más habituales son los
que funcionan por diferencia de tiempo: se basan en el tiempo que tarda el sonido en
recorrer una cierta trayectoria en el sentido del flujo y en el sentido contrario. Estos
constan de parejas de sensores uno delante de otro en el tubo de medida. El tiempo
que tarda en llegar un impulso de un sensor al otro se mide; cuando no circula ningún
fluido los tiempos que se registran son siempre los mismos, mientras que al circular un
fluido estos varían. Estos tiempos se relacionan de forma proporcional con la velocidad
de circulación del fluido, y por lo tanto con el caudal.
En la Figura 3.12 se muestra el funcionamiento de este tipo de caudalímetro, así como
un modelo:

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
18
Figura 3.12. Funcionamiento y modelo de caudalímetro ultrasónico (Fuente: Endress+Hauser)
Caudalímetro de Coriolis:
Este caudalímetro se utilizará para calcular el caudal de un corriente gaseoso, ya que
los dos caudalímetros explicados anteriormente no pueden utilizarse en gases. Su
principio de medición se basa en el efecto Coriolis, en el que un tubo se mueve a
oscilaciones constantes cuando no circula fluido, mientras que sus oscilaciones
aumentan al aumentar el caudal de fluido. Los sensores miden dichas oscilaciones, y
permiten conocer el caudal en cada momento.
En la Figura 3.13 se muestra su funcionamiento y el modelo elegido de caudalímetro
de Coriolis:
Figura 3.13. Funcionamiento y modelo de caudalímetro de Coriolis (Fuente: Endress+Hauser)

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
19
3.2.1.5. Medidores de conductividad
En esta planta se utilizan medidores de conductividad en la zona de tratamiento de
gases, para asegurar que el HCl se elimina correctamente antes de verter el gas a la
atmósfera. Un punto clave en la elección de los medidores de conductividad es su
rango; en ésta planta, las conductividades medidas serán aproximadamente de
700µS/cm. Por lo tanto, se ha elegido un medidor de conductividad que trabaje en éste
rango (concretamente, su rango es de 10 µS/cm – 20 mS/cm). Éste, se muestra en la
Figura 3.14:
Figura 3.14. Sensor de conductividad (Fuente: Endress+Hauser)
3.2.2. Elementos finales
Tal y como se ha comentado, los elementos finales de control son aquellos que
reciben la señal del controlador y actúan sobre el proceso. El elemento final de control
puede ser una válvula de control, un motor eléctrico o un relé. En esta planta la
mayoría de ellos serán válvulas de control, que podrán ser de diferentes tipos. Estas,
se explican en el Capítulo 4.TUBERÍAS, VÁLVULAS Y ACCESORIOS.
3.2.3. Hojas de especificaciones de la instrumentación
A continuación, se presentarán las hojas de especificaciones de la instrumentación; es
decir, de los elementos primarios control empleados en la planta. Solo se especificará
un elemento de cada tipo, y se indicará el número total de instrumentos análogos que
existen en la planta. Las hojas se ordenarán según el orden seguido en el apartado
3.2.1. Elementos primarios.

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
20
HOJA 1 DE 2 HOJA DE ESPECIFICACIÓN
SENSOR DE TEMPERATURA ÍTEM TE-211
ÁREA 200
PLANTA MCB FECHA 03/06/2017
LOCALIDAD Igualada REVISADO -
IDENTIFICACIÓN
DENOMINACIÓN Sonda de temperatura TE-211
LAZO DE CONTROL T-E01-211
SEÑAL ENVIADA Controlador TIC-211
CONVIDICIONES DE SERVICIO
FLUIDO Benceno líquido
MÍNIMO NORMAL MÁXIMO
TEMPERATURA (OC) - 55 -
PRESIÓN (bar) - 2.4 -
DATOS DE OPERACIÓN
ELEMENTO DE MEDIDA Termopar
ALIMENTACIÓN 24 V
VARIABLE MEDIDA Temperatura de salida E01
SEÑAL DE SALIDA 4-20 mA
RANGO DE MEDIDA "-270ºC – 1150 ºC
PRECISIÓN ± 0.1ºC
TIEMPO DE RESPUESTA (s) 0.3
INDICADOR DE CAMPO No
CALIBRADO Sí
DATOS DE CONSTRUCCIÓN
ELEMENTO SENSOR Sonda tipo K
CONEXIÓN A PROCESO NPT 1/2"
TEMPERATURA MÁXIMA (oC) 1150ºC
PRESIÓN MÁXIMA (bar) 250
ALTURA / DIÁMETRO (in) 4/(1/8)
MATERIAL CONTACTO CON FLUIDO Cromel (10% Níquel, 90% Cromo)
PESO (kg) 0.5-2.5
DATOS DE INSTALACIÓN
TEMPERATURA AMBIENTE (oC)
MÍNIMA -40
MÁXIMA 85
POSICIÓN HORIZONTAL
VERTICAL X
EMPRESA Endress+Hauser
MODELO TH51
INSTRUMENTOS ANÁLOGOS
TE-217, TE-304, TE-310, TE-313, TE-321, TE-610, TI-611, TI-612

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
21
HOJA 2 DE 2 HOJA DE ESPECIFICACIÓN
SENSOR DE TEMPERATURA ÍTEM TE-211
ÁREA 200
PLANTA MCB FECHA 03/06/2017
LOCALIDAD Igualada REVISADO -
DIMENSIONES

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
22
HOJA 1 DE 2 HOJA DE ESPECIFICACIÓN
SENSOR DE TEMPERATURA ÍTEM TE-131
ÁREA 100
PLANTA MCB FECHA 03/06/2017
LOCALIDAD Igualada REVISADO -
IDENTIFICACIÓN
DENOMINACIÓN Sonda de temperatura TE-131
LAZO DE CONTROL T-E06-131
SEÑAL ENVIADA Controlador TIC-131
CONVIDICIONES DE SERVICIO
FLUIDO Cloro gaseoso
MÍNIMO NORMAL MÁXIMO
TEMPERATURA (oC) - 55 -
PRESIÓN (bar) - 2.4 -
DATOS DE OPERACIÓN
ELEMENTO DE MEDIDA Termorresistencia
ALIMENTACIÓN 24 V
VARIABLE MEDIDA Temperatura de salida E06
SEÑAL DE SALIDA 4-20 mA
RANGO DE MEDIDA "-200 - 600 ºC
PRECISIÓN ± 0.1ºC
TIEMPO DE RESPUESTA (s) 7.5
INDICADOR DE CAMPO No
CALIBRADO Sí
DATOS DE CONSTRUCCIÓN
ELEMENTO SENSOR Pt-100
CONEXIÓN A PROCESO NPT 1/2"
TEMPERATURA MÁXIMA (oC) 600
PRESIÓN MÁXIMA (bar) 75
ALTURA / DIÁMETRO (in) 2.76/0.12
MATERIAL CONTACTO CON FLUIDO Platino
PESO (kg) 0.5-2.5 kg
DATOS DE INSTALACIÓN
TEMPERATURA AMBIENTE (oC)
MÍNIMA -40
MÁXIMA 85
POSICIÓN HORIZONTAL
VERTICAL X
EMPRESA Endress+Hauser
MODELO Omingrad M TR10
INSTRUMENTOS ANÁLOGOS
TE-132, TE-202, TE-207, TE-215, TE-302, TE-315, TE-501, TE-506, TE-611

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
23
HOJA 2 DE 2 HOJA DE ESPECIFICACIÓN
SENSOR DE TEMPERATURA ÍTEM TE-131
ÁREA 100
PLANTA MCB FECHA 03/06/2017
LOCALIDAD Igualada REVISADO -
DIMENSIONES

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
24
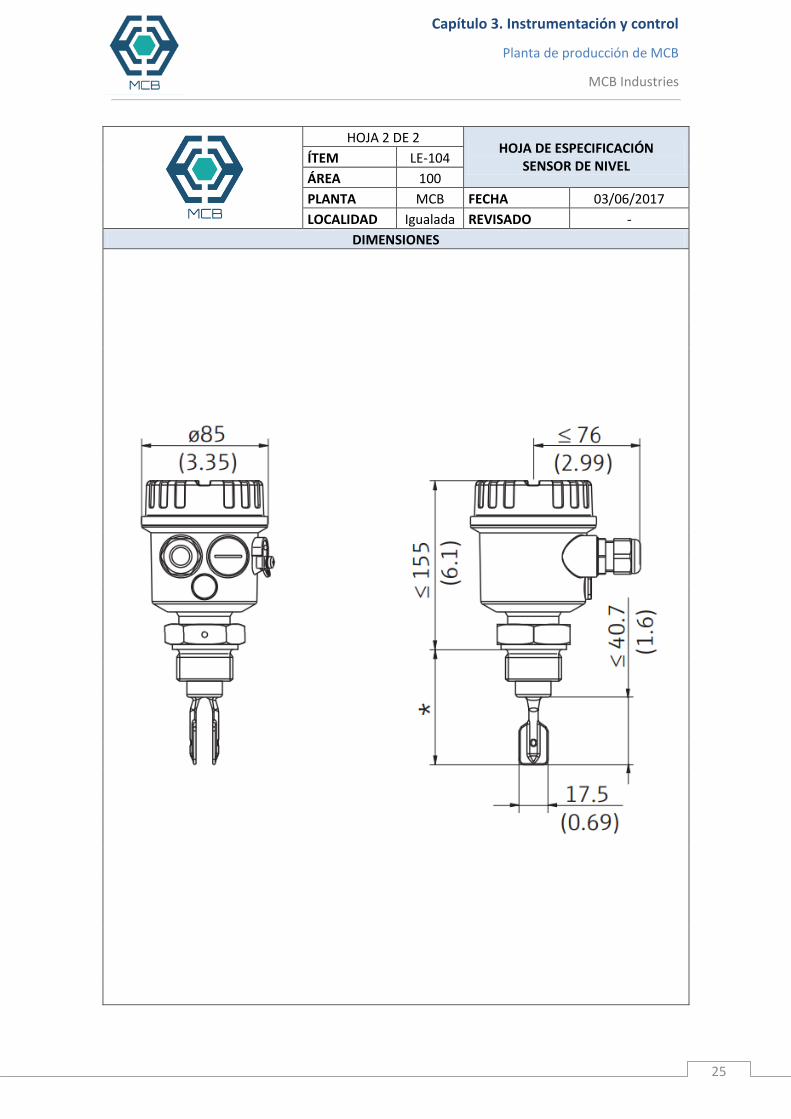
HOJA 1 DE 2 HOJA DE ESPECIFICACIÓN
SENSOR DE NIVEL ÍTEM LE-104
ÁREA 100
PLANTA MCB FECHA 03/06/2017
LOCALIDAD Igualada REVISADO -
IDENTIFICACIÓN
DENOMINACIÓN Sensor de nivel LE-104
LAZO DE CONTROL n.a.
SEÑAL ENVIADA Sala de control
CONVIDICIONES DE SERVICIO
FLUIDO Cloro líquido
MÍNIMO NORMAL MÁXIMO
TEMPERATURA (oC) - 25 -
PRESIÓN (bar) 9.9 10 12
DATOS DE OPERACIÓN
ELEMENTO DE MEDIDA Horquilla vibrante
ALIMENTACIÓN 24 V
VARIABLE MEDIDA Nivel de líquido en un punto
SEÑAL DE SALIDA Pulso
RANGO DE MEDIDA "-1 - 64 bar
PRECISIÓN n.a.
TIEMPO DE RESPUESTA (s) n.a.
INDICADOR DE CAMPO No
CALIBRADO Sí
DATOS DE CONSTRUCCIÓN
ELEMENTO SENSOR Horquilla vibrante
CONEXIÓN A PROCESO Brida DN25-DN100
TEMPERATURA MÁXIMA (oC) 150 ºC
PRESIÓN MÁXIMA (bar) 64 bar
ALTURA / DIÁMETRO (in) 6.54/0.69
MATERIAL CONTACTO CON FLUIDO 316L
PESO (kg) 0.6
DATOS DE INSTALACIÓN
TEMPERATURA AMBIENTE (oC)
MÍNIMA -50
MÁXIMA 80
POSICIÓN HORIZONTAL X
VERTICAL
EMPRESA Endress+Hauser
MODELO Liquiphant FTL50
INSTRUMENTOS ANÁLOGOS
LE-107, LE-113, LE-114, LE-125, LE-129, LE-404, LE-408, LE-602, LE-606
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
25
HOJA 2 DE 2 HOJA DE ESPECIFICACIÓN
SENSOR DE NIVEL ÍTEM LE-104
ÁREA 100
PLANTA MCB FECHA 03/06/2017
LOCALIDAD Igualada REVISADO -
DIMENSIONES

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
26
HOJA 1 DE 2 HOJA DE ESPECIFICACIÓN
MEDIDOR DE NIVEL ÍTEM LE-103
ÁREA 100
PLANTA MCB FECHA 03/06/2017
LOCALIDAD Igualada REVISADO -
IDENTIFICACIÓN
DENOMINACIÓN Medidor de nivel LE-103
LAZO DE CONTROL L-T011-103
SEÑAL ENVIADA TIC-103
CONVIDICIONES DE SERVICIO
FLUIDO Cloro líquido
MÍNIMO NORMAL MÁXIMO
TEMPERATURA (oC) - 25 -
PRESIÓN (bar) 9.9 10 12
DATOS DE OPERACIÓN
ELEMENTO DE MEDIDA Celda cerámica
ALIMENTACIÓN 11.5-45 V DC
VARIABLE MEDIDA Nivel de líquido en el tanque
SEÑAL DE SALIDA 4-20 mA
RANGO DE MEDIDA 0-40 bar
PRECISIÓN ± 0.15%
TIEMPO DE RESPUESTA (s) 0.6
INDICADOR DE CAMPO Sí
CALIBRADO Sí
DATOS DE CONSTRUCCIÓN
ELEMENTO SENSOR Celda cerámica
CONEXIÓN A PROCESO Cuerdas bridadas
TEMPERATURA MÁXIMA (oC) 125
PRESIÓN MÁXIMA (bar) 60
ALTURA / DIÁMETRO (in) 1.2/0.12
MATERIAL CONTACTO CON FLUIDO 316L-Hastelloy C276 (según punto del proceso)
PESO (kg) 1.1
DATOS DE INSTALACIÓN
TEMPERATURA AMBIENTE (oC)
MÍNIMA -40
MÁXIMA 85
POSICIÓN HORIZONTAL X
VERTICAL
EMPRESA Endress+Hauser
MODELO Cerabar PMC51
INSTRUMENTOS ANÁLOGOS
LE-106, LE-111, LE-112, LE-122, LE-204, LE-209, LE-212, LE-214, LE-216, LE-218, LE-301, LE-303, LE-305, LE-312, LE-314, LE-316, LE-401, LE-405,
LE-502, LE-504, LE-510, LE-601, LE-605

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
27
HOJA 2 DE 2 HOJA DE ESPECIFICACIÓN
MEDIDOR DE NIVEL ÍTEM LE-103
ÁREA 100
PLANTA MCB FECHA 03/06/2017
LOCALIDAD Igualada REVISADO -
DIMENSIONES
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
28
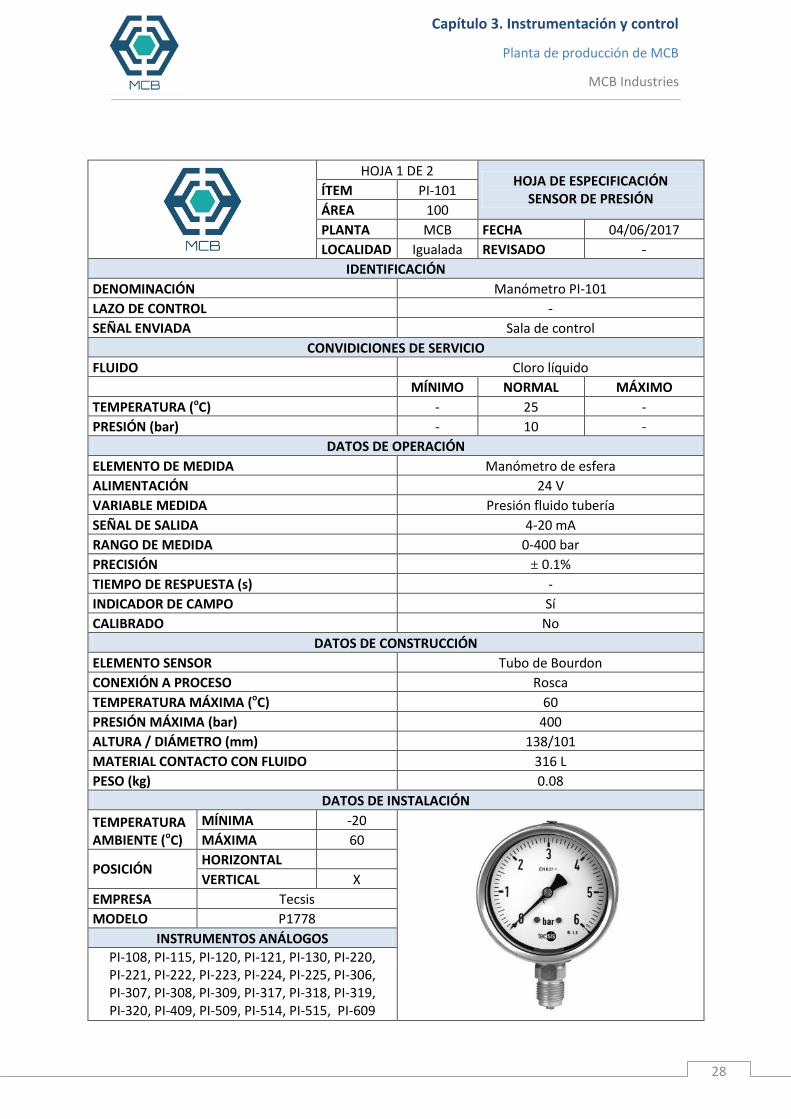
HOJA 1 DE 2 HOJA DE ESPECIFICACIÓN
SENSOR DE PRESIÓN ÍTEM PI-101
ÁREA 100
PLANTA MCB FECHA 04/06/2017
LOCALIDAD Igualada REVISADO -
IDENTIFICACIÓN
DENOMINACIÓN Manómetro PI-101
LAZO DE CONTROL -
SEÑAL ENVIADA Sala de control
CONVIDICIONES DE SERVICIO
FLUIDO Cloro líquido
MÍNIMO NORMAL MÁXIMO
TEMPERATURA (oC) - 25 -
PRESIÓN (bar) - 10 -
DATOS DE OPERACIÓN
ELEMENTO DE MEDIDA Manómetro de esfera
ALIMENTACIÓN 24 V
VARIABLE MEDIDA Presión fluido tubería
SEÑAL DE SALIDA 4-20 mA
RANGO DE MEDIDA 0-400 bar
PRECISIÓN ± 0.1%
TIEMPO DE RESPUESTA (s) -
INDICADOR DE CAMPO Sí
CALIBRADO No
DATOS DE CONSTRUCCIÓN
ELEMENTO SENSOR Tubo de Bourdon
CONEXIÓN A PROCESO Rosca
TEMPERATURA MÁXIMA (oC) 60
PRESIÓN MÁXIMA (bar) 400
ALTURA / DIÁMETRO (mm) 138/101
MATERIAL CONTACTO CON FLUIDO 316 L
PESO (kg) 0.08
DATOS DE INSTALACIÓN
TEMPERATURA AMBIENTE (oC)
MÍNIMA -20
MÁXIMA 60
POSICIÓN HORIZONTAL
VERTICAL X
EMPRESA Tecsis
MODELO P1778
INSTRUMENTOS ANÁLOGOS
PI-108, PI-115, PI-120, PI-121, PI-130, PI-220, PI-221, PI-222, PI-223, PI-224, PI-225, PI-306, PI-307, PI-308, PI-309, PI-317, PI-318, PI-319, PI-320, PI-409, PI-509, PI-514, PI-515, PI-609

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
29
HOJA 2 DE 2 HOJA DE ESPECIFICACIÓN
SENSOR DE PRESIÓN ÍTEM PI-101
ÁREA 100
PLANTA MCB FECHA 04/06/2017
LOCALIDAD Igualada REVISADO -
DIMENSIONES

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
30
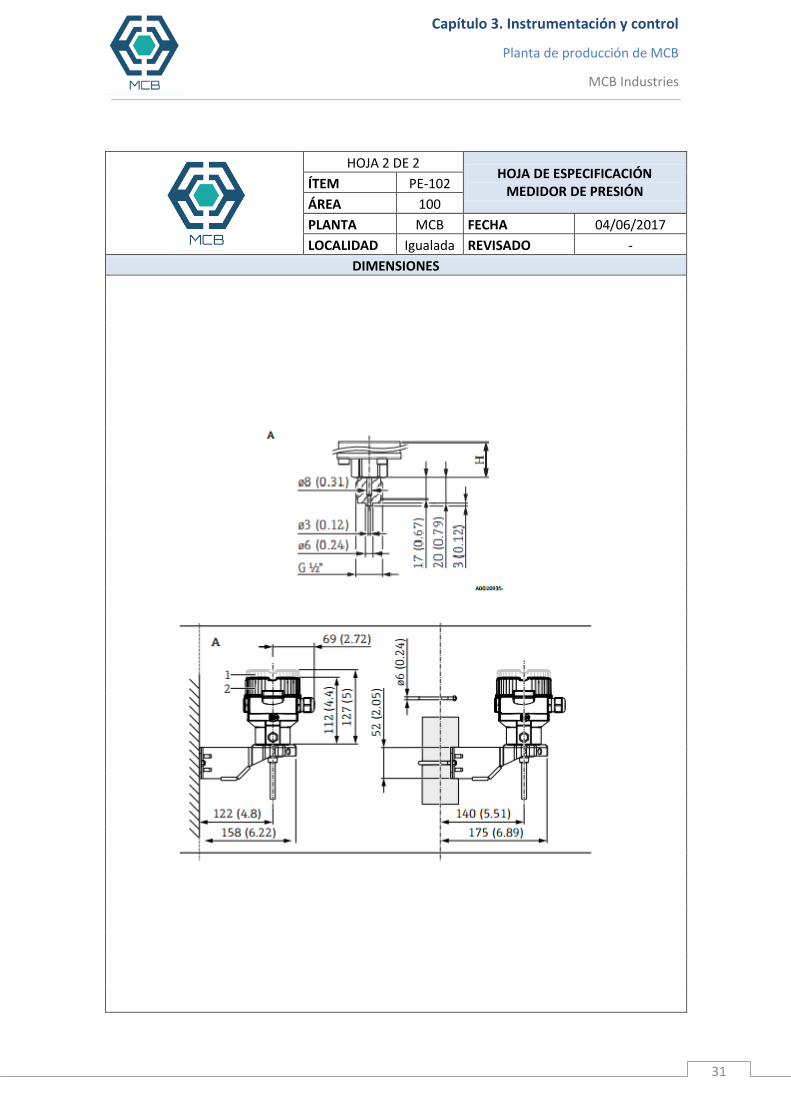
HOJA 1 DE 2 HOJA DE ESPECIFICACIÓN
MEDIDOR DE PRESIÓN ÍTEM PE-102
ÁREA 100
PLANTA MCB FECHA 04/06/2017
LOCALIDAD Igualada REVISADO -
IDENTIFICACIÓN
DENOMINACIÓN Medidor de presión PE-102
LAZO DE CONTROL P-T011-102
SEÑAL ENVIADA PIC-102
CONVIDICIONES DE SERVICIO
FLUIDO Cloro líquido
MÍNIMO NORMAL MÁXIMO
TEMPERATURA (oC) - 25 -
PRESIÓN (bar) 9.9 10 12
DATOS DE OPERACIÓN
ELEMENTO DE MEDIDA Celda cerámica
ALIMENTACIÓN 11.5-45 V DC
VARIABLE MEDIDA Presión en el tanque
SEÑAL DE SALIDA 4-20 mA
RANGO DE MEDIDA 0-40 bar
PRECISIÓN ± 0.15%
TIEMPO DE RESPUESTA (s) 0.6
INDICADOR DE CAMPO Sí
CALIBRADO Sí
DATOS DE CONSTRUCCIÓN
ELEMENTO SENSOR Celda cerámica
CONEXIÓN A PROCESO Cuerdas bridadas
TEMPERATURA MÁXIMA (oC) 125
PRESIÓN MÁXIMA (bar) 60
ALTURA / DIÁMETRO (in) 1.2/0.12
MATERIAL CONTACTO CON FLUIDO 316L-Hastelloy C276 (según punto del proceso)
PESO (kg) 1.1
DATOS DE INSTALACIÓN
TEMPERATURA AMBIENTE (oC)
MÍNIMA -40
MÁXIMA 85
POSICIÓN HORIZONTAL X
VERTICAL
EMPRESA Endress+Hauser
MODELO Cerabar PMC51
INSTRUMENTOS ANÁLOGOS PE-105, PE-116, PE-117, PE-123, PE-127, PE-203, PE-208, PE-219, PE-402, PE-406, PE-503, PE-505, PE-511
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
31
HOJA 2 DE 2 HOJA DE ESPECIFICACIÓN
MEDIDOR DE PRESIÓN ÍTEM PE-102
ÁREA 100
PLANTA MCB FECHA 04/06/2017
LOCALIDAD Igualada REVISADO -
DIMENSIONES
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
32
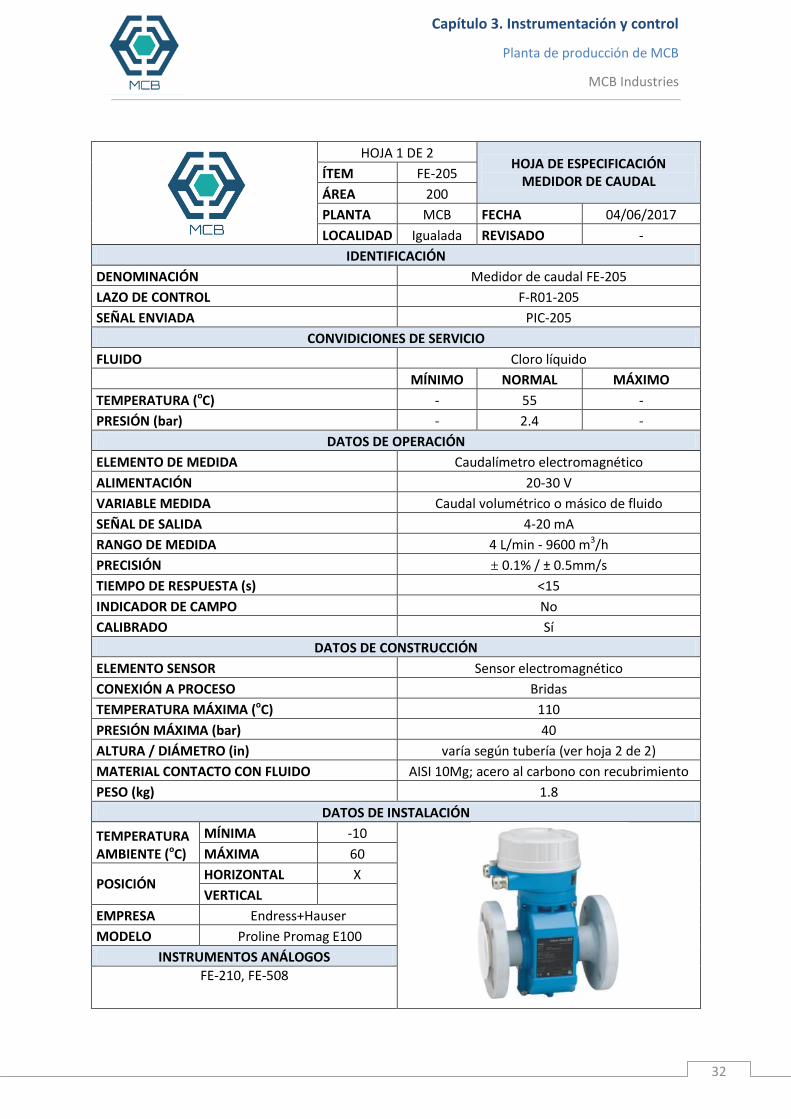
HOJA 1 DE 2 HOJA DE ESPECIFICACIÓN
MEDIDOR DE CAUDAL ÍTEM FE-205
ÁREA 200
PLANTA MCB FECHA 04/06/2017
LOCALIDAD Igualada REVISADO -
IDENTIFICACIÓN
DENOMINACIÓN Medidor de caudal FE-205
LAZO DE CONTROL F-R01-205
SEÑAL ENVIADA PIC-205
CONVIDICIONES DE SERVICIO
FLUIDO Cloro líquido
MÍNIMO NORMAL MÁXIMO
TEMPERATURA (oC) - 55 -
PRESIÓN (bar) - 2.4 -
DATOS DE OPERACIÓN
ELEMENTO DE MEDIDA Caudalímetro electromagnético
ALIMENTACIÓN 20-30 V
VARIABLE MEDIDA Caudal volumétrico o másico de fluido
SEÑAL DE SALIDA 4-20 mA
RANGO DE MEDIDA 4 L/min - 9600 m3/h
PRECISIÓN ± 0.1% / ± 0.5mm/s
TIEMPO DE RESPUESTA (s) <15
INDICADOR DE CAMPO No
CALIBRADO Sí
DATOS DE CONSTRUCCIÓN
ELEMENTO SENSOR Sensor electromagnético
CONEXIÓN A PROCESO Bridas
TEMPERATURA MÁXIMA (oC) 110
PRESIÓN MÁXIMA (bar) 40
ALTURA / DIÁMETRO (in) varía según tubería (ver hoja 2 de 2)
MATERIAL CONTACTO CON FLUIDO AISI 10Mg; acero al carbono con recubrimiento
PESO (kg) 1.8
DATOS DE INSTALACIÓN
TEMPERATURA AMBIENTE (oC)
MÍNIMA -10
MÁXIMA 60
POSICIÓN HORIZONTAL X
VERTICAL
EMPRESA Endress+Hauser
MODELO Proline Promag E100
INSTRUMENTOS ANÁLOGOS
FE-210, FE-508

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
33
HOJA 2 DE 2 HOJA DE ESPECIFICACIÓN
MEDIDOR DE CAUDAL ÍTEM FE-205
ÁREA 200
PLANTA MCB FECHA 04/06/2017
LOCALIDAD Igualada REVISADO -
DIMENSIONES
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
34
HOJA 1 DE 2 HOJA DE ESPECIFICACIÓN
MEDIDOR DE CAUDAL ÍTEM FE-201
ÁREA 200
PLANTA MCB FECHA 04/06/2017
LOCALIDAD Igualada REVISADO -
IDENTIFICACIÓN
DENOMINACIÓN Medidor de caudal
LAZO DE CONTROL F-R01-201
SEÑAL ENVIADA PIC-201
CONVIDICIONES DE SERVICIO
FLUIDO Cloro líquido
MÍNIMO NORMAL MÁXIMO
TEMPERATURA (oC) - 55 -
PRESIÓN (bar) - 2.4 -
DATOS DE OPERACIÓN
ELEMENTO DE MEDIDA Caudalímetro ultrasónico
ALIMENTACIÓN 32 V
VARIABLE MEDIDA Caudal volumétrico o másico de fluido
SEÑAL DE SALIDA 4-20 mA
RANGO DE MEDIDA 0 - 2400 m3/h
PRECISIÓN ± 0.3% / ± 0.5m/s
TIEMPO DE RESPUESTA (s) n.a.
INDICADOR DE CAMPO No
CALIBRADO Sí
DATOS DE CONSTRUCCIÓN
ELEMENTO SENSOR Sensor ultrasónico
CONEXIÓN A PROCESO Bridas
TEMPERATURA MÁXIMA (oC) 200
PRESIÓN MÁXIMA (bar) 40
ALTURA / DIÁMETRO (in) varía según tubería (ver hoja 2 de 2)
MATERIAL CONTACTO CON FLUIDO 316L
PESO (kg) varía según medidas (ver hoja 2 de 2)
DATOS DE INSTALACIÓN
TEMPERATURA AMBIENTE (oC)
MÍNIMA -40
MÁXIMA 60
POSICIÓN HORIZONTAL X
VERTICAL
EMPRESA Endress+Hauser
MODELO Proline Prosonic Flow 92F
INSTRUMENTOS ANÁLOGOS
FE-206, FE-213, FE-311

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
35
HOJA 2 DE 2 HOJA DE ESPECIFICACIÓN
MEDIDOR DE CAUDAL ÍTEM FE-201
ÁREA 200
PLANTA MCB FECHA 04/06/2017
LOCALIDAD Igualada REVISADO -
DIMENSIONES

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
36
HOJA 1 DE 2 HOJA DE ESPECIFICACIÓN
MEDIDOR DE CAUDAL ÍTEM FE-513
ÁREA 500
PLANTA MCB FECHA 04/06/2017
LOCALIDAD Igualada REVISADO -
IDENTIFICACIÓN
DENOMINACIÓN Medidor de caudal
LAZO DE CONTROL C-SC01-512/513
SEÑAL ENVIADA FIC-513
CONVIDICIONES DE SERVICIO
FLUIDO Gas entrada SC01
MÍNIMO NORMAL MÁXIMO
TEMPERATURA (oC) - 42 -
PRESIÓN (bar) - 1.01 -
DATOS DE OPERACIÓN
ELEMENTO DE MEDIDA Caudalímetro coriolis
ALIMENTACIÓN 18-35 V
VARIABLE MEDIDA Flujo másico o volumétrico del gas
SEÑAL DE SALIDA 4-20 mA
RANGO DE MEDIDA 0-70000 kg/h
PRECISIÓN ± 0.75% (en gases)
TIEMPO DE RESPUESTA (s) Depende de la configuración
INDICADOR DE CAMPO Sí
CALIBRADO Sí
DATOS DE CONSTRUCCIÓN
ELEMENTO SENSOR Sensor efecto coriolis
CONEXIÓN A PROCESO Bridas
TEMPERATURA MÁXIMA (oC) 150
PRESIÓN MÁXIMA (bar) 100
ALTURA / DIÁMETRO (in) varía según tubería (ver hoja 2 de 2)
MATERIAL CONTACTO CON FLUIDO AISI 10Mg
PESO (kg) varía según medidas (ver hoja 2 de 2)
DATOS DE INSTALACIÓN
TEMPERATURA AMBIENTE (oC)
MÍNIMA -40
MÁXIMA 60
POSICIÓN HORIZONTAL X
VERTICAL
EMPRESA Endress+Hauser
MODELO Coriolis Proline Promass E200
INSTRUMENTOS ANÁLOGOS
-

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
37
HOJA 2 DE 2 HOJA DE ESPECIFICACIÓN
MEDIDOR DE CAUDAL ÍTEM FE-513
ÁREA 500
PLANTA MCB FECHA 04/06/2017
LOCALIDAD Igualada REVISADO -
DIMENSIONES

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
38
HOJA 1 DE 2 HOJA DE ESPECIFICACIÓN
SENSOR DE CONDUCTIVIDAD ÍTEM CE-507
ÁREA 500
PLANTA MCB FECHA 04/06/2017
LOCALIDAD Igualada REVISADO -
IDENTIFICACIÓN
DENOMINACIÓN Conductímetro CE-507
LAZO DE CONTROL C-AB02-507/508
SEÑAL ENVIADA FIC-508
CONVIDICIONES DE SERVICIO
FLUIDO HCl 30% líquido
MÍNIMO NORMAL MÁXIMO
TEMPERATURA (oC) - 61.4ºC -
PRESIÓN (bar) - 2.4 bar -
DATOS DE OPERACIÓN
ELEMENTO DE MEDIDA Celda de conductividad
ALIMENTACIÓN 24 V
VARIABLE MEDIDA Conductividad del fluido
SEÑAL DE SALIDA 4-20 mA
RANGO DE MEDIDA 10 µS/cm-20 mS/cm
PRECISIÓN ± 0.2%
TIEMPO DE RESPUESTA (s) <3 s
INDICADOR DE CAMPO No
CALIBRADO Sí
DATOS DE CONSTRUCCIÓN
ELEMENTO SENSOR Celda de conductividad
CONEXIÓN A PROCESO DN25/ DN40/G1"
TEMPERATURA MÁXIMA (oC) 150
PRESIÓN MÁXIMA (bar) 16
ALTURA / DIÁMETRO (mm) 61/24
MATERIAL CONTACTO CON FLUIDO Grafito (electrodos)
PESO (kg) 0.3
DATOS DE INSTALACIÓN
TEMPERATURA AMBIENTE (oC)
MÍNIMA -20
MÁXIMA 135
POSICIÓN HORIZONTAL
VERTICAL X
EMPRESA Endress+Hauser
MODELO Condumax CLS21
INSTRUMENTOS ANÁLOGOS
CE-512

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
39
HOJA 2 DE 2 HOJA DE ESPECIFICACIÓN
SENSOR DE CONDUCTIVIDAD ÍTEM CE-507
ÁREA 500
PLANTA MCB FECHA 04/06/2017
LOCALIDAD Igualada REVISADO -
DIMENSIONES

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
40
3.3. LISTADO DE INSTRUMENTOS Y LAZOS DE CONTROL
En este apartado se adjunta el listado de todos los lazos de control e instrumentos de la planta, ordenados por áreas y dentro de éstas, por
número de lazo o instrumento.
3.3.1. Área 100
Tabla 3.3. Listado de lazos de control Área 100
LISTADO DE LAZOS DE CONTROL HOJA 1 DE 2 Planta de producción de MCB
A-100: ALMACENAJE DE MATERIAS PRIMAS Fecha: 02/06/2017 Localidad: Igualada
Equipo Lazo de control Tipo Variable
controlada Variable manipulada Elem. Primario Ítem Elem. Final Ítem Set point
T01/01 P-T011-102 Split-Range Presión tanque Caudal entrada N2 /
Venteo Celda de medición
cerámica PE-102
Válvula de control autoregulable
PCV-102A PCV-102B
10 bar
T01/01 L-T011-103 Feedback Nivel tanque Caudal de salida Medidor
hidrostático LE-103 Válvula todo/nada LV-103 0.5 m
T01/02 P-T012-105 Split-Range Presión tanque Caudal entrada N2 /
Venteo Celda de medición
cerámica PE-105
Válvula de control autoregulable
PCV-105A PCV-105B
10 bar
T01/02 L-T012-106 Feedback Nivel tanque Caudal de salida Medidor
hidrostático LE-106 Válvula todo/nada LV-106 0.5 m

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
41
LISTADO DE LAZOS DE CONTROL HOJA 2 DE 2 Planta de producción de MCB
A-100: ALMACENAJE DE MATERIAS PRIMAS Fecha: 02/06/2017 Localidad: Igualada
Equipo Lazo de control Tipo Variable
controlada Variable manipulada Elem. Primario Ítem Elem. Final Ítem Set point
T02/01 L-T021-111 Feedback Nivel tanque Caudal de salida Medidor
hidrostático LE-111 Válvula todo/nada LV-111 0.5 m
T02/02 L-T021-112 Feedback Nivel tanque Caudal de salida Medidor
hidrostático LE-112 Válvula todo/nada LV-112 0.5 m
T02/01 P-T021-116 Feedback Presión tanque Caudal entrada N2 Celda de medición
cerámica PE-116
Válvula de control autoregulable
PCV-116 1.01 bar
T02/02 P-T022-117 Feedback Presión tanque Caudal entrada N2 Celda de medición
cerámica PE-117
Válvula de control autoregulable
PCV-117 1.01 bar
T04/01 T-T041-122 Feedback Nivel tanque Caudal de entrada Medidor
hidrostático LE-122 Válvula todo/nada LV-122 5.5 m
T04/01 P-T041-123 Feedback Presión tanque Caudal entrada N2 Celda de medición
cerámica PE-123
Válvula de control autoregulable
PCV-123 1.01 bar
T04/02 T-T042-126 Feedback Nivel tanque Caudal de entrada Medidor
hidrostático LE-122 Válvula todo/nada LV-126 5.5 m
T04/02 P-T042-127 Feedback Presión tanque Caudal entrada N2 Celda de medición
cerámica PE-127
Válvula de control autoregulable
PCV-127 1.01 bar
E06 T-E06-131 Feedback Temperatura
corriente salida Caudal entrada fluido servicio
Termorresistencia Pt-100
TE-131 Válvula de control
autoregulable TCV-131 55 ºC
E05 T-E05-132 Feedback Temperatura
corriente salida Caudal entrada fluido servicio
Termorresistencia Pt-100
TE-132 Válvula de control
autoregulable TCV-131 25 ºC

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
42
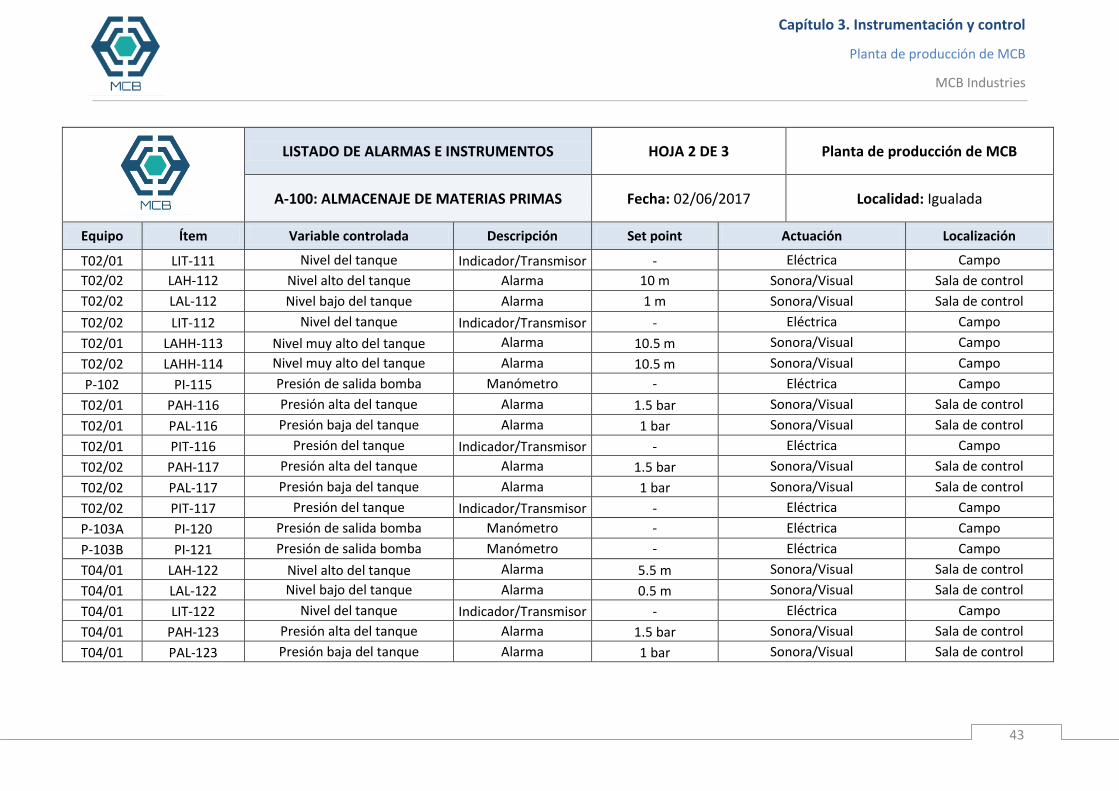
Tabla 3.4. Listado de alarmas e instrumentos Área 100
LISTADO DE ALARMAS E INSTRUMENTOS HOJA 1 DE 3 Planta de producción de MCB
A-100: ALMACENAJE DE MATERIAS PRIMAS Fecha: 02/06/2017 Localidad: Igualada
Equipo Ítem Variable controlada Descripción Set point Actuación Localización
P-101 PI-101 Presión de salida bomba Manómetro - Eléctrica Campo
T01/01 PAH-102 Presión alta del tanque Alarma 10.1 bar Sonora/Visual Sala de control
T01/01 PAHH-102 Presión muy alta del tanque Alarma 12 bar Sonora/Visual Sala de control
T01/01 PAL-102 Presión baja del tanque Alarma 9.9 bar Sonora/Visual Sala de control
T01/01 LAH-103 Nivel alto del tanque Alarma 10 m Sonora/Visual Sala de control
T01/01 LAL-103 Nivel bajo del tanque Alarma 1 m Sonora/Visual Sala de control
T01/01 LIT-103 Nivel del tanque Indicador/Transmisor - Eléctrica Campo
T01/01 LAHH-104 Nivel muy alto del tanque Alarma 10.5 m Sonora/Visual Campo
T01/02 PAH-105 Presión alta del tanque Alarma 10.1 bar Sonora/Visual Sala de control
T01/02 PAHH-105 Presión muy alta del tanque Alarma 12 bar Sonora/Visual Sala de control
T01/02 PAL-105 Presión baja del tanque Alarma 9.9 bar Sonora/Visual Sala de control
T01/02 LAH-106 Nivel alto del tanque Alarma 10 m Sonora/Visual Sala de control
T01/02 LAL-106 Nivel bajo del tanque Alarma 1 m Sonora/Visual Sala de control
T01/02 LIT-106 Nivel del tanque Indicador/Transmisor - Eléctrica Campo
T01/02 LAHH-107 Nivel muy alto del tanque Alarma 10.5 m Sonora/Visual Campo
RV-108A/B PI-108 Presión de salida válvula de
expansión Manómetro - Eléctrica Campo
T02/01 LAH-111 Nivel alto del tanque Alarma 10 m Sonora/Visual Sala de control
T02/01 LAL-111 Nivel bajo del tanque Alarma 1 m Sonora/Visual Sala de control
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
43
LISTADO DE ALARMAS E INSTRUMENTOS HOJA 2 DE 3 Planta de producción de MCB
A-100: ALMACENAJE DE MATERIAS PRIMAS Fecha: 02/06/2017 Localidad: Igualada
Equipo Ítem Variable controlada Descripción Set point Actuación Localización
T02/01 LIT-111 Nivel del tanque Indicador/Transmisor - Eléctrica Campo
T02/02 LAH-112 Nivel alto del tanque Alarma 10 m Sonora/Visual Sala de control
T02/02 LAL-112 Nivel bajo del tanque Alarma 1 m Sonora/Visual Sala de control
T02/02 LIT-112 Nivel del tanque Indicador/Transmisor - Eléctrica Campo
T02/01 LAHH-113 Nivel muy alto del tanque Alarma 10.5 m Sonora/Visual Campo
T02/02 LAHH-114 Nivel muy alto del tanque Alarma 10.5 m Sonora/Visual Campo
P-102 PI-115 Presión de salida bomba Manómetro - Eléctrica Campo
T02/01 PAH-116 Presión alta del tanque Alarma 1.5 bar Sonora/Visual Sala de control
T02/01 PAL-116 Presión baja del tanque Alarma 1 bar Sonora/Visual Sala de control
T02/01 PIT-116 Presión del tanque Indicador/Transmisor - Eléctrica Campo
T02/02 PAH-117 Presión alta del tanque Alarma 1.5 bar Sonora/Visual Sala de control
T02/02 PAL-117 Presión baja del tanque Alarma 1 bar Sonora/Visual Sala de control
T02/02 PIT-117 Presión del tanque Indicador/Transmisor - Eléctrica Campo
P-103A PI-120 Presión de salida bomba Manómetro - Eléctrica Campo
P-103B PI-121 Presión de salida bomba Manómetro - Eléctrica Campo
T04/01 LAH-122 Nivel alto del tanque Alarma 5.5 m Sonora/Visual Sala de control
T04/01 LAL-122 Nivel bajo del tanque Alarma 0.5 m Sonora/Visual Sala de control
T04/01 LIT-122 Nivel del tanque Indicador/Transmisor - Eléctrica Campo
T04/01 PAH-123 Presión alta del tanque Alarma 1.5 bar Sonora/Visual Sala de control
T04/01 PAL-123 Presión baja del tanque Alarma 1 bar Sonora/Visual Sala de control

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
44
LISTADO DE ALARMAS E INSTRUMENTOS HOJA 3 DE 3 Planta de producción de MCB
A-100: ALMACENAJE DE MATERIAS PRIMAS Fecha: 02/06/2017 Localidad: Igualada
Equipo Ítem Variable controlada Descripción Set point Actuación Localización
T04/01 PIT-123 Presión del tanque Indicador/Transmisor - Eléctrica Campo
T04/01 LAHH-125 Nivel muy alto del tanque Alarma 6 m Sonora/Visual Campo
T04/02 LAH-126 Nivel alto del tanque Alarma 5.5 m Sonora/Visual Sala de control
T04/02 LAL-126 Nivel bajo del tanque Alarma 0.5 m Sonora/Visual Sala de control
T04/02 LIT-126 Nivel del tanque Indicador/Transmisor - Eléctrica Campo
T04/02 PAH-127 Presión alta del tanque Alarma 1.5 bar Sonora/Visual Sala de control
T04/02 PAL-127 Presión baja del tanque Alarma 1 bar Sonora/Visual Sala de control
T04/02 PIT-127 Presión del tanque Indicador/Transmisor - Eléctrica Campo
T04/02 LAHH-129 Nivel muy alto del tanque Alarma 6 m Sonora/Visual Campo
P-104 PI-130 Presión de salida bomba Manómetro - Eléctrica Campo
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
45
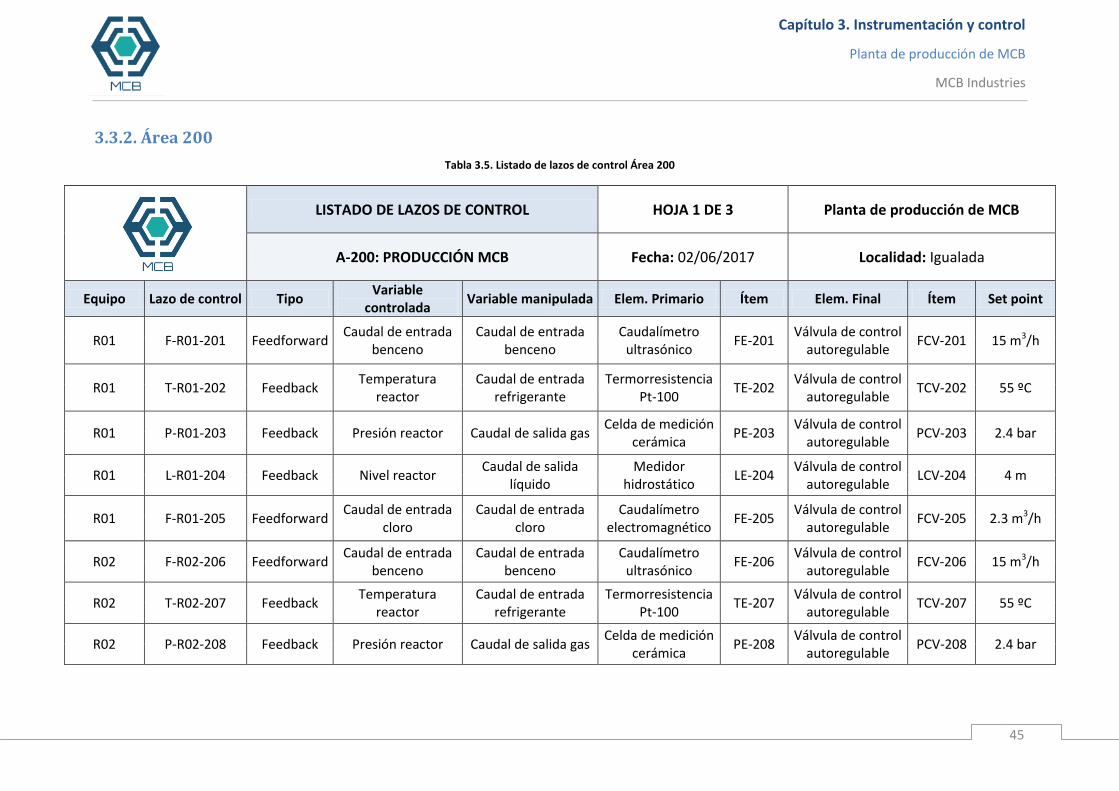
3.3.2. Área 200
Tabla 3.5. Listado de lazos de control Área 200
LISTADO DE LAZOS DE CONTROL HOJA 1 DE 3 Planta de producción de MCB
A-200: PRODUCCIÓN MCB Fecha: 02/06/2017 Localidad: Igualada
Equipo Lazo de control Tipo Variable
controlada Variable manipulada Elem. Primario Ítem Elem. Final Ítem Set point
R01 F-R01-201 Feedforward Caudal de entrada
benceno Caudal de entrada
benceno Caudalímetro
ultrasónico FE-201
Válvula de control autoregulable
FCV-201 15 m3/h
R01 T-R01-202 Feedback Temperatura
reactor Caudal de entrada
refrigerante Termorresistencia
Pt-100 TE-202
Válvula de control autoregulable
TCV-202 55 ºC
R01 P-R01-203 Feedback Presión reactor Caudal de salida gas Celda de medición
cerámica PE-203
Válvula de control autoregulable
PCV-203 2.4 bar
R01 L-R01-204 Feedback Nivel reactor Caudal de salida
líquido Medidor
hidrostático LE-204
Válvula de control autoregulable
LCV-204 4 m
R01 F-R01-205 Feedforward Caudal de entrada
cloro Caudal de entrada
cloro Caudalímetro
electromagnético FE-205
Válvula de control autoregulable
FCV-205 2.3 m3/h
R02 F-R02-206 Feedforward Caudal de entrada
benceno Caudal de entrada
benceno Caudalímetro
ultrasónico FE-206
Válvula de control autoregulable
FCV-206 15 m3/h
R02 T-R02-207 Feedback Temperatura
reactor Caudal de entrada
refrigerante Termorresistencia
Pt-100 TE-207
Válvula de control autoregulable
TCV-207 55 ºC
R02 P-R02-208 Feedback Presión reactor Caudal de salida gas Celda de medición
cerámica PE-208
Válvula de control autoregulable
PCV-208 2.4 bar
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
46
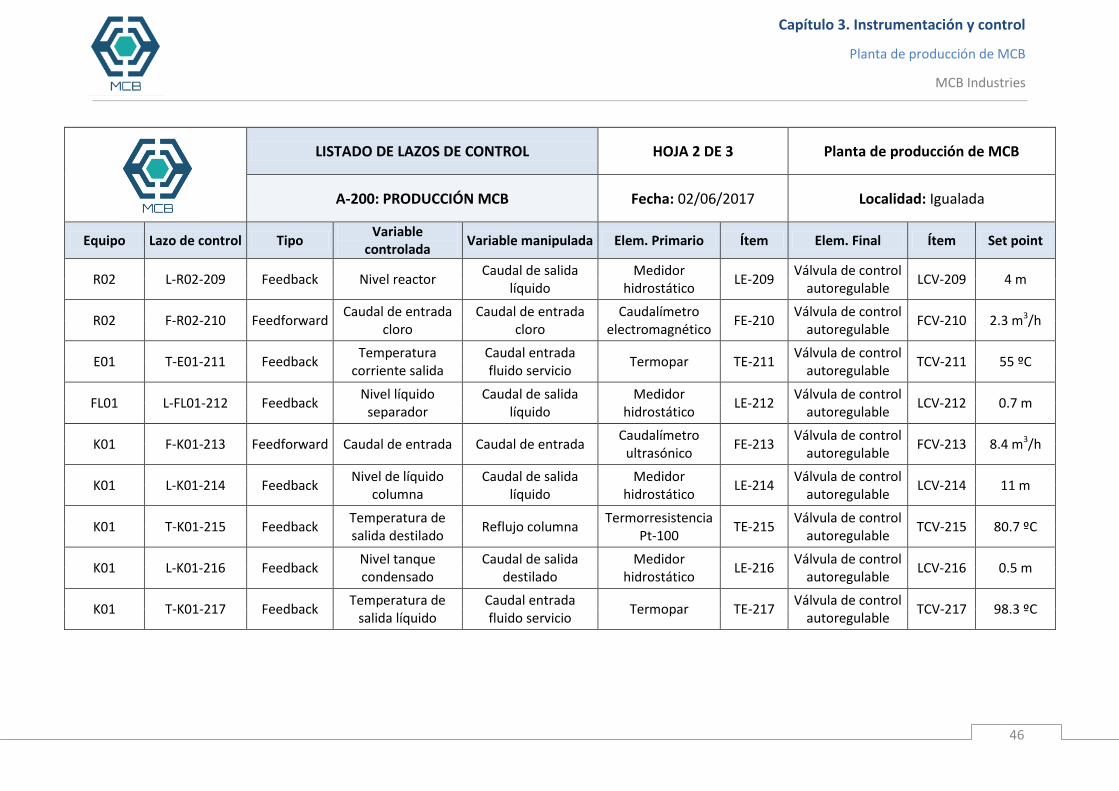
LISTADO DE LAZOS DE CONTROL HOJA 2 DE 3 Planta de producción de MCB
A-200: PRODUCCIÓN MCB Fecha: 02/06/2017 Localidad: Igualada
Equipo Lazo de control Tipo Variable
controlada Variable manipulada Elem. Primario Ítem Elem. Final Ítem Set point
R02 L-R02-209 Feedback Nivel reactor Caudal de salida
líquido Medidor
hidrostático LE-209
Válvula de control autoregulable
LCV-209 4 m
R02 F-R02-210 Feedforward Caudal de entrada
cloro Caudal de entrada
cloro Caudalímetro
electromagnético FE-210
Válvula de control autoregulable
FCV-210 2.3 m3/h
E01 T-E01-211 Feedback Temperatura
corriente salida Caudal entrada fluido servicio
Termopar TE-211 Válvula de control
autoregulable TCV-211 55 ºC
FL01 L-FL01-212 Feedback Nivel líquido
separador Caudal de salida
líquido Medidor
hidrostático LE-212
Válvula de control autoregulable
LCV-212 0.7 m
K01 F-K01-213 Feedforward Caudal de entrada Caudal de entrada Caudalímetro
ultrasónico FE-213
Válvula de control autoregulable
FCV-213 8.4 m3/h
K01 L-K01-214 Feedback Nivel de líquido
columna Caudal de salida
líquido Medidor
hidrostático LE-214
Válvula de control autoregulable
LCV-214 11 m
K01 T-K01-215 Feedback Temperatura de salida destilado
Reflujo columna Termorresistencia
Pt-100 TE-215
Válvula de control autoregulable
TCV-215 80.7 ºC
K01 L-K01-216 Feedback Nivel tanque condensado
Caudal de salida destilado
Medidor hidrostático
LE-216 Válvula de control
autoregulable LCV-216 0.5 m
K01 T-K01-217 Feedback Temperatura de
salida líquido Caudal entrada fluido servicio
Termopar TE-217 Válvula de control
autoregulable TCV-217 98.3 ºC
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
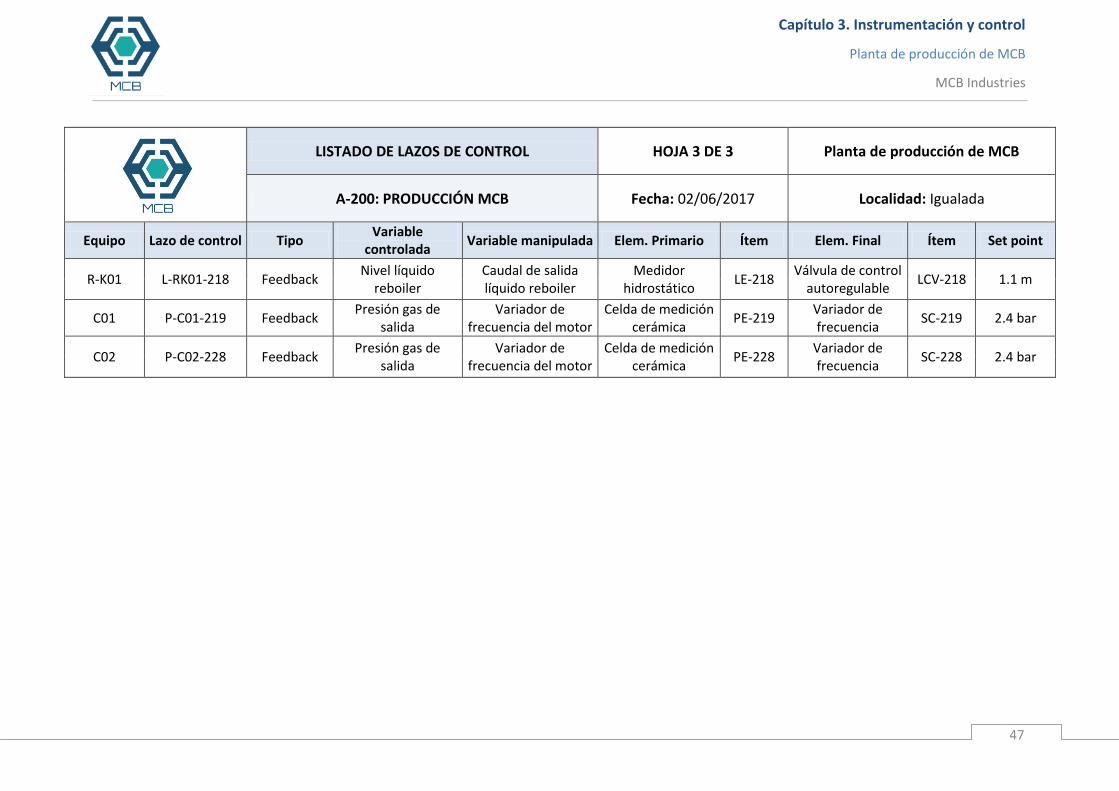
47
LISTADO DE LAZOS DE CONTROL HOJA 3 DE 3 Planta de producción de MCB
A-200: PRODUCCIÓN MCB Fecha: 02/06/2017 Localidad: Igualada
Equipo Lazo de control Tipo Variable
controlada Variable manipulada Elem. Primario Ítem Elem. Final Ítem Set point
R-K01 L-RK01-218 Feedback Nivel líquido
reboiler Caudal de salida líquido reboiler
Medidor hidrostático
LE-218 Válvula de control
autoregulable LCV-218 1.1 m
C01 P-C01-219 Feedback Presión gas de
salida Variador de
frecuencia del motor Celda de medición
cerámica PE-219
Variador de frecuencia
SC-219 2.4 bar
C02 P-C02-228 Feedback Presión gas de
salida Variador de
frecuencia del motor Celda de medición
cerámica PE-228
Variador de frecuencia
SC-228 2.4 bar
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
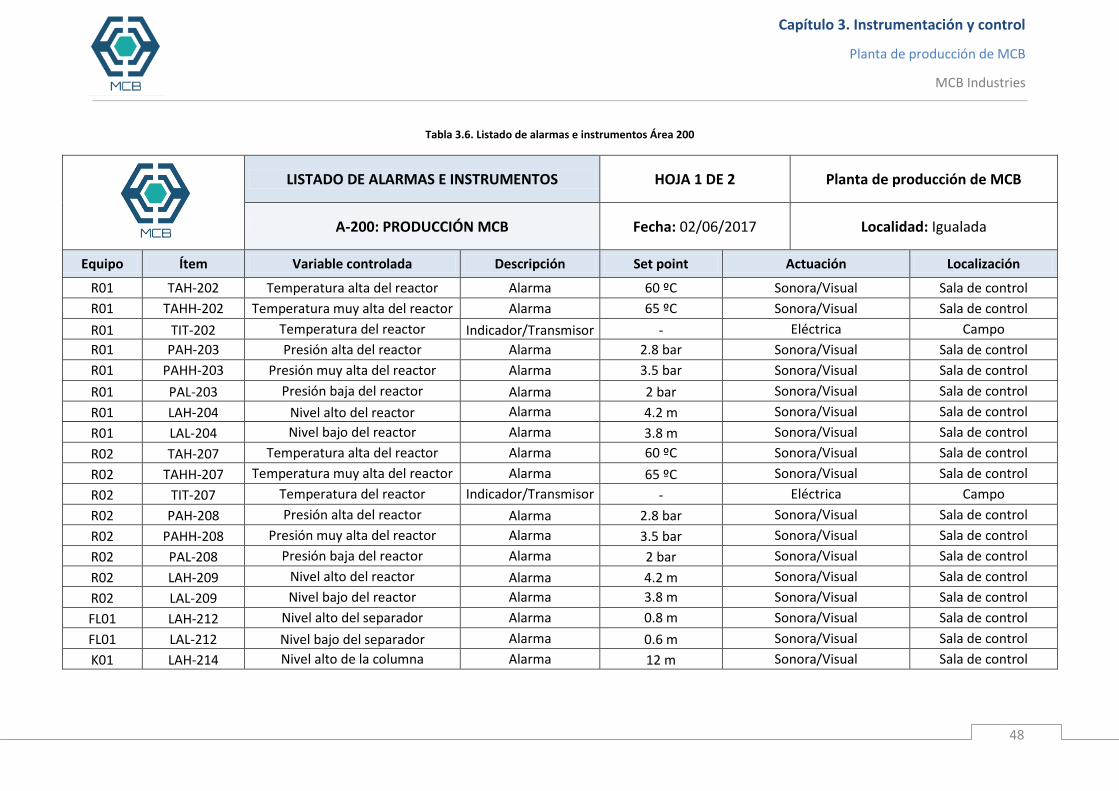
48
Tabla 3.6. Listado de alarmas e instrumentos Área 200
LISTADO DE ALARMAS E INSTRUMENTOS HOJA 1 DE 2 Planta de producción de MCB
A-200: PRODUCCIÓN MCB Fecha: 02/06/2017 Localidad: Igualada
Equipo Ítem Variable controlada Descripción Set point Actuación Localización
R01 TAH-202 Temperatura alta del reactor Alarma 60 ºC Sonora/Visual Sala de control
R01 TAHH-202 Temperatura muy alta del reactor Alarma 65 ºC Sonora/Visual Sala de control
R01 TIT-202 Temperatura del reactor Indicador/Transmisor - Eléctrica Campo
R01 PAH-203 Presión alta del reactor Alarma 2.8 bar Sonora/Visual Sala de control
R01 PAHH-203 Presión muy alta del reactor Alarma 3.5 bar Sonora/Visual Sala de control
R01 PAL-203 Presión baja del reactor Alarma 2 bar Sonora/Visual Sala de control
R01 LAH-204 Nivel alto del reactor Alarma 4.2 m Sonora/Visual Sala de control
R01 LAL-204 Nivel bajo del reactor Alarma 3.8 m Sonora/Visual Sala de control
R02 TAH-207 Temperatura alta del reactor Alarma 60 ºC Sonora/Visual Sala de control
R02 TAHH-207 Temperatura muy alta del reactor Alarma 65 ºC Sonora/Visual Sala de control
R02 TIT-207 Temperatura del reactor Indicador/Transmisor - Eléctrica Campo
R02 PAH-208 Presión alta del reactor Alarma 2.8 bar Sonora/Visual Sala de control
R02 PAHH-208 Presión muy alta del reactor Alarma 3.5 bar Sonora/Visual Sala de control
R02 PAL-208 Presión baja del reactor Alarma 2 bar Sonora/Visual Sala de control
R02 LAH-209 Nivel alto del reactor Alarma 4.2 m Sonora/Visual Sala de control
R02 LAL-209 Nivel bajo del reactor Alarma 3.8 m Sonora/Visual Sala de control
FL01 LAH-212 Nivel alto del separador Alarma 0.8 m Sonora/Visual Sala de control
FL01 LAL-212 Nivel bajo del separador Alarma 0.6 m Sonora/Visual Sala de control
K01 LAH-214 Nivel alto de la columna Alarma 12 m Sonora/Visual Sala de control
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
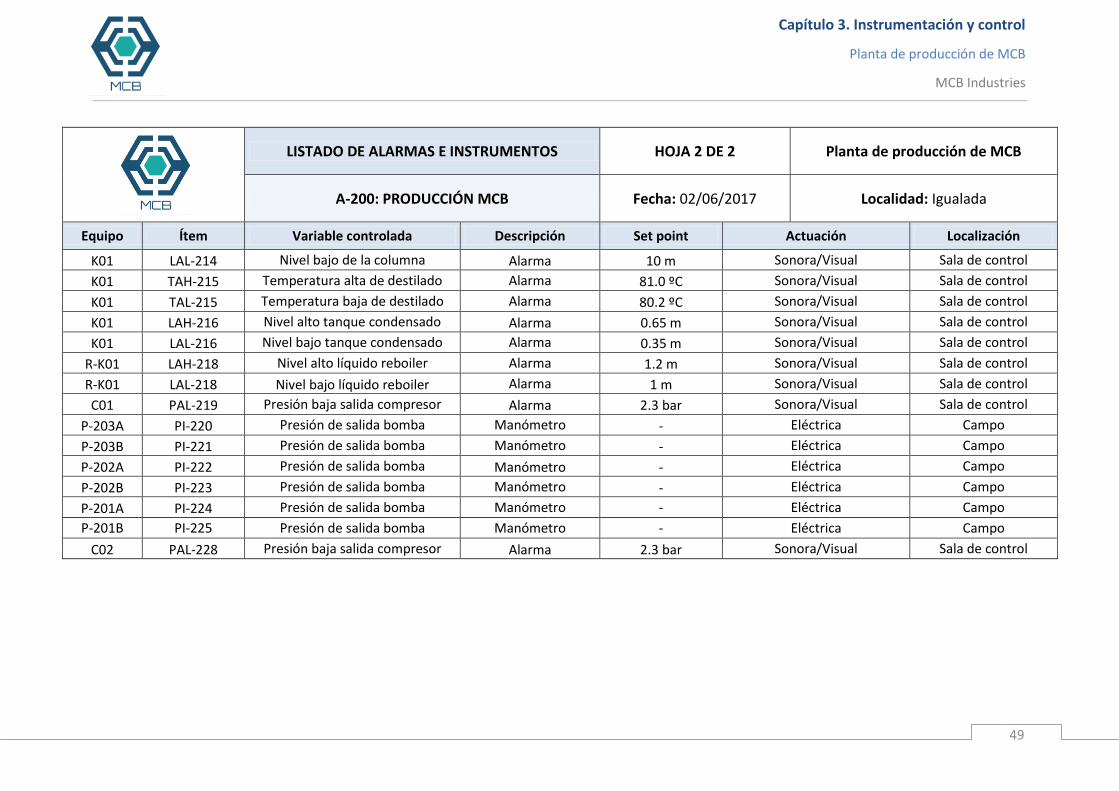
49
LISTADO DE ALARMAS E INSTRUMENTOS HOJA 2 DE 2 Planta de producción de MCB
A-200: PRODUCCIÓN MCB Fecha: 02/06/2017 Localidad: Igualada
Equipo Ítem Variable controlada Descripción Set point Actuación Localización
K01 LAL-214 Nivel bajo de la columna Alarma 10 m Sonora/Visual Sala de control
K01 TAH-215 Temperatura alta de destilado Alarma 81.0 ºC Sonora/Visual Sala de control
K01 TAL-215 Temperatura baja de destilado Alarma 80.2 ºC Sonora/Visual Sala de control
K01 LAH-216 Nivel alto tanque condensado Alarma 0.65 m Sonora/Visual Sala de control
K01 LAL-216 Nivel bajo tanque condensado Alarma 0.35 m Sonora/Visual Sala de control
R-K01 LAH-218 Nivel alto líquido reboiler Alarma 1.2 m Sonora/Visual Sala de control
R-K01 LAL-218 Nivel bajo líquido reboiler Alarma 1 m Sonora/Visual Sala de control
C01 PAL-219 Presión baja salida compresor Alarma 2.3 bar Sonora/Visual Sala de control
P-203A PI-220 Presión de salida bomba Manómetro - Eléctrica Campo
P-203B PI-221 Presión de salida bomba Manómetro - Eléctrica Campo
P-202A PI-222 Presión de salida bomba Manómetro - Eléctrica Campo
P-202B PI-223 Presión de salida bomba Manómetro - Eléctrica Campo
P-201A PI-224 Presión de salida bomba Manómetro - Eléctrica Campo
P-201B PI-225 Presión de salida bomba Manómetro - Eléctrica Campo
C02 PAL-228 Presión baja salida compresor Alarma 2.3 bar Sonora/Visual Sala de control
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
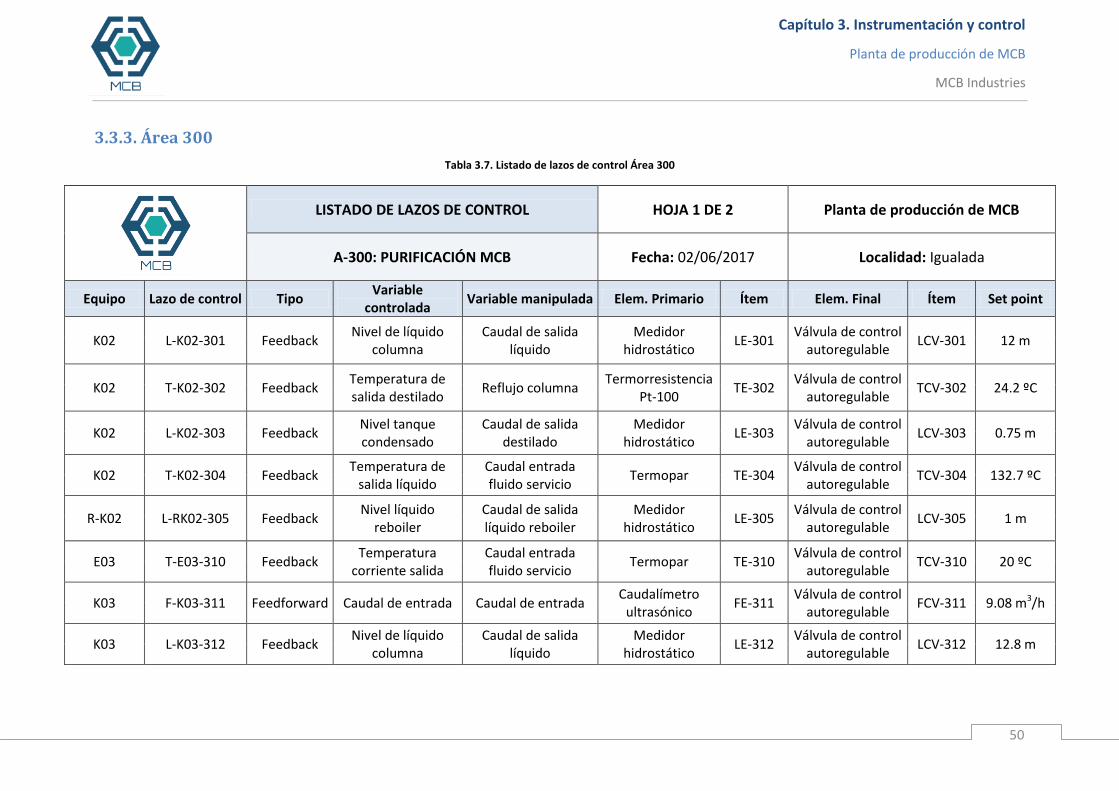
50
3.3.3. Área 300
Tabla 3.7. Listado de lazos de control Área 300
LISTADO DE LAZOS DE CONTROL HOJA 1 DE 2 Planta de producción de MCB
A-300: PURIFICACIÓN MCB Fecha: 02/06/2017 Localidad: Igualada
Equipo Lazo de control Tipo Variable
controlada Variable manipulada Elem. Primario Ítem Elem. Final Ítem Set point
K02 L-K02-301 Feedback Nivel de líquido
columna Caudal de salida
líquido Medidor
hidrostático LE-301
Válvula de control autoregulable
LCV-301 12 m
K02 T-K02-302 Feedback Temperatura de salida destilado
Reflujo columna Termorresistencia
Pt-100 TE-302
Válvula de control autoregulable
TCV-302 24.2 ºC
K02 L-K02-303 Feedback Nivel tanque condensado
Caudal de salida destilado
Medidor hidrostático
LE-303 Válvula de control
autoregulable LCV-303 0.75 m
K02 T-K02-304 Feedback Temperatura de
salida líquido Caudal entrada fluido servicio
Termopar TE-304 Válvula de control
autoregulable TCV-304 132.7 ºC
R-K02 L-RK02-305 Feedback Nivel líquido
reboiler Caudal de salida líquido reboiler
Medidor hidrostático
LE-305 Válvula de control
autoregulable LCV-305 1 m
E03 T-E03-310 Feedback Temperatura
corriente salida Caudal entrada fluido servicio
Termopar TE-310 Válvula de control
autoregulable TCV-310 20 ºC
K03 F-K03-311 Feedforward Caudal de entrada Caudal de entrada Caudalímetro
ultrasónico FE-311
Válvula de control autoregulable
FCV-311 9.08 m3/h
K03 L-K03-312 Feedback Nivel de líquido
columna Caudal de salida
líquido Medidor
hidrostático LE-312
Válvula de control autoregulable
LCV-312 12.8 m
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
51
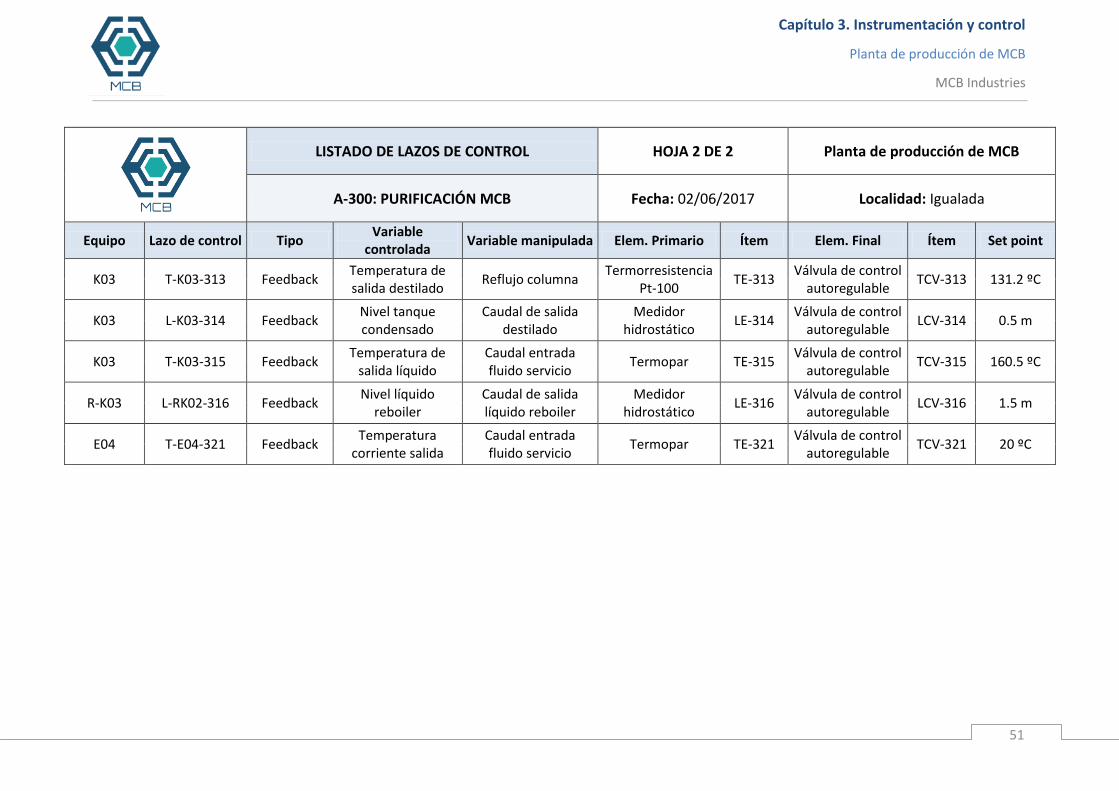
LISTADO DE LAZOS DE CONTROL HOJA 2 DE 2 Planta de producción de MCB
A-300: PURIFICACIÓN MCB Fecha: 02/06/2017 Localidad: Igualada
Equipo Lazo de control Tipo Variable
controlada Variable manipulada Elem. Primario Ítem Elem. Final Ítem Set point
K03 T-K03-313 Feedback Temperatura de salida destilado
Reflujo columna Termorresistencia
Pt-100 TE-313
Válvula de control autoregulable
TCV-313 131.2 ºC
K03 L-K03-314 Feedback Nivel tanque condensado
Caudal de salida destilado
Medidor hidrostático
LE-314 Válvula de control
autoregulable LCV-314 0.5 m
K03 T-K03-315 Feedback Temperatura de
salida líquido Caudal entrada fluido servicio
Termopar TE-315 Válvula de control
autoregulable TCV-315 160.5 ºC
R-K03 L-RK02-316 Feedback Nivel líquido
reboiler Caudal de salida líquido reboiler
Medidor hidrostático
LE-316 Válvula de control
autoregulable LCV-316 1.5 m
E04 T-E04-321 Feedback Temperatura
corriente salida Caudal entrada fluido servicio
Termopar TE-321 Válvula de control
autoregulable TCV-321 20 ºC
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
52
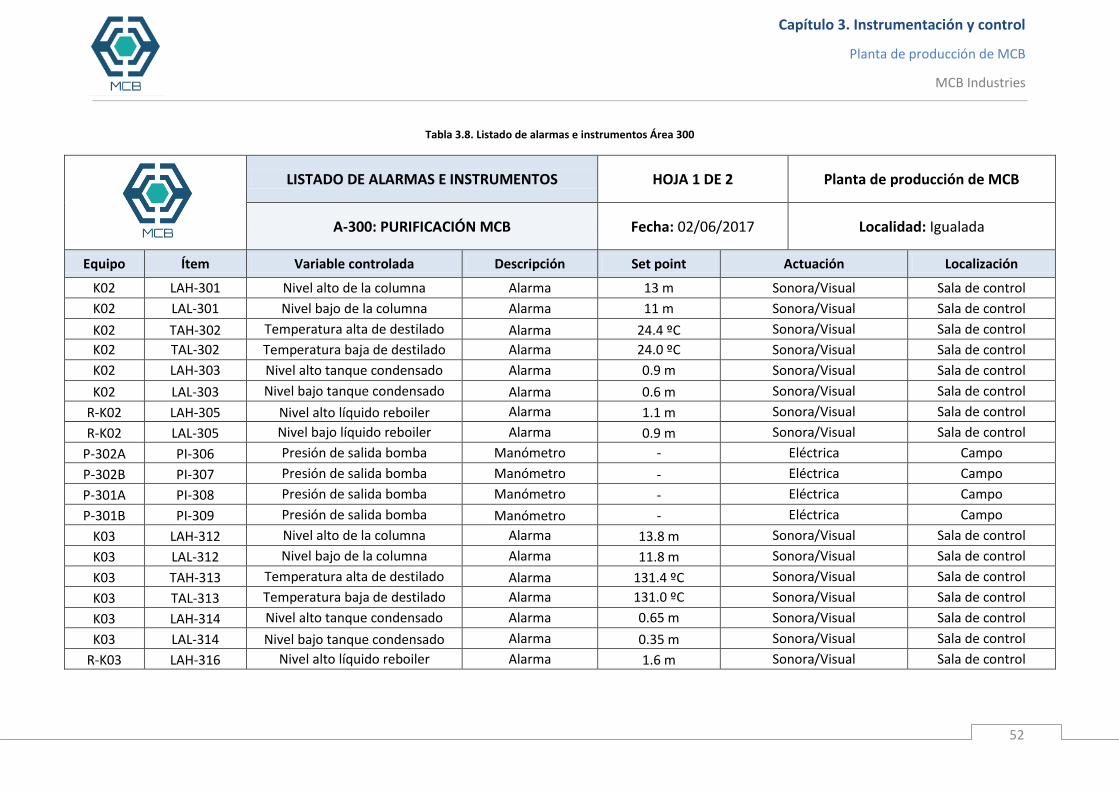
Tabla 3.8. Listado de alarmas e instrumentos Área 300
LISTADO DE ALARMAS E INSTRUMENTOS HOJA 1 DE 2 Planta de producción de MCB
A-300: PURIFICACIÓN MCB Fecha: 02/06/2017 Localidad: Igualada
Equipo Ítem Variable controlada Descripción Set point Actuación Localización
K02 LAH-301 Nivel alto de la columna Alarma 13 m Sonora/Visual Sala de control
K02 LAL-301 Nivel bajo de la columna Alarma 11 m Sonora/Visual Sala de control
K02 TAH-302 Temperatura alta de destilado Alarma 24.4 ºC Sonora/Visual Sala de control
K02 TAL-302 Temperatura baja de destilado Alarma 24.0 ºC Sonora/Visual Sala de control
K02 LAH-303 Nivel alto tanque condensado Alarma 0.9 m Sonora/Visual Sala de control
K02 LAL-303 Nivel bajo tanque condensado Alarma 0.6 m Sonora/Visual Sala de control
R-K02 LAH-305 Nivel alto líquido reboiler Alarma 1.1 m Sonora/Visual Sala de control
R-K02 LAL-305 Nivel bajo líquido reboiler Alarma 0.9 m Sonora/Visual Sala de control
P-302A PI-306 Presión de salida bomba Manómetro - Eléctrica Campo
P-302B PI-307 Presión de salida bomba Manómetro - Eléctrica Campo
P-301A PI-308 Presión de salida bomba Manómetro - Eléctrica Campo
P-301B PI-309 Presión de salida bomba Manómetro - Eléctrica Campo
K03 LAH-312 Nivel alto de la columna Alarma 13.8 m Sonora/Visual Sala de control
K03 LAL-312 Nivel bajo de la columna Alarma 11.8 m Sonora/Visual Sala de control
K03 TAH-313 Temperatura alta de destilado Alarma 131.4 ºC Sonora/Visual Sala de control
K03 TAL-313 Temperatura baja de destilado Alarma 131.0 ºC Sonora/Visual Sala de control
K03 LAH-314 Nivel alto tanque condensado Alarma 0.65 m Sonora/Visual Sala de control
K03 LAL-314 Nivel bajo tanque condensado Alarma 0.35 m Sonora/Visual Sala de control
R-K03 LAH-316 Nivel alto líquido reboiler Alarma 1.6 m Sonora/Visual Sala de control

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
53
LISTADO DE ALARMAS E INSTRUMENTOS HOJA 2 DE 2 Planta de producción de MCB
A-300: PURIFICACIÓN MCB Fecha: 02/06/2017 Localidad: Igualada
Equipo Ítem Variable controlada Descripción Set point Actuación Localización
R-K03 LAL-316 Nivel bajo líquido reboiler Alarma 1.4 m Sonora/Visual Sala de control
P-304A PI-317 Presión de salida bomba Manómetro - Eléctrica Campo
P-304B PI-318 Presión de salida bomba Manómetro - Eléctrica Campo
P-303A PI-319 Presión de salida bomba Manómetro - Eléctrica Campo
P-303B PI-320 Presión de salida bomba Manómetro - Eléctrica Campo

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
54
3.3.4. Área 400
Tabla 3.9. Listado de lazos de control Área 400
LISTADO DE LAZOS DE CONTROL HOJA 1 DE 1 Planta de producción de MCB
A-400: ALMACENAJE DE PRODUCTOS Fecha: 02/06/2017 Localidad: Igualada
Equipo Lazo de control Tipo Variable
controlada Variable manipulada Elem. Primario Ítem Elem. Final Ítem Set point
T03/01 L-T031-401 Feedback Nivel tanque Caudal de entrada Medidor
hidrostático LE-401 Válvula todo/nada LV-401 10.5 m
T03/01 P-T031-402 Feedback Presión tanque Caudal entrada N2 Celda de medición
cerámica PE-402
Válvula de control autoregulable
PCV-402 1.01 bar
T03/02 L-T032-405 Feedback Nivel tanque Caudal de entrada Medidor
hidrostático LE-405 Válvula todo/nada LV-405 10.5 m
T03/02 P-T032-406 Feedback Presión tanque Caudal entrada N2 Celda de medición
cerámica PE-406
Válvula de control autoregulable
PCV-406 1.01 bar

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
55
Tabla 3.10. Listado de alarmas e instrumentos Área 400
LISTADO DE ALARMAS E INSTRUMENTOS HOJA 1 DE 1 Planta de producción de MCB
A-400: ALMACENAJE DE PRODUCTOS Fecha: 02/06/2017 Localidad: Igualada
Equipo Ítem Variable controlada Descripción Set point Actuación Localización
T03/01 LAH-401 Nivel alto del tanque Alarma 10.5 m Sonora/Visual Sala de control
T03/01 LAL-401 Nivel bajo del tanque Alarma 1 m Sonora/Visual Sala de control
T03/01 LIT-401 Nivel del tanque Indicador/Transmisor - Eléctrica Campo
T03/01 PAH-402 Presión alta del tanque Alarma 1.5 bar Sonora/Visual Sala de control
T03/01 PAL-402 Presión baja del tanque Alarma 1 bar Sonora/Visual Sala de control
T03/01 PIT-402 Presión del tanque Indicador/Transmisor - Eléctrica Campo
T03/01 LAHH-404 Nivel muy alto del tanque Alarma 10.5 m Sonora/Visual Campo
T03/02 LAH-405 Nivel alto del tanque Alarma 10.5 m Sonora/Visual Sala de control
T03/02 LAL-405 Nivel bajo del tanque Alarma 1 m Sonora/Visual Sala de control
T03/02 LIT-405 Nivel del tanque Indicador/Transmisor - Eléctrica Campo
T03/02 PAH-406 Presión alta del tanque Alarma 1.5 bar Sonora/Visual Sala de control
T03/02 PAL-406 Presión baja del tanque Alarma 1 bar Sonora/Visual Sala de control
T03/02 PIT-406 Presión del tanque Indicador/Transmisor - Eléctrica Campo
T03/02 LAHH-408 Nivel muy alto del tanque Alarma 10.5 m Sonora/Visual Campo
P-401 PI-409 Presión de salida bomba Manómetro - Eléctrica Campo

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
56
3.3.5. Área 500
Tabla 3.11. Listado de lazos de control Área 500
LISTADO DE LAZOS DE CONTROL HOJA 1 DE 2 Planta de producción de MCB
A-500: TRATAMIENTO DE GASES Fecha: 02/06/2017 Localidad: Igualada
Equipo Lazo de control Tipo Variable
controlada Variable manipulada Elem. Primario Ítem Elem. Final Ítem Set point
E02 T-E02-501 Feedback Temperatura
corriente salida Caudal entrada fluido servicio
Termorresistencia Pt-100
TE-501 Válvula de control
autoregulable TCV-501 35 ºC
AB01 L-AB01-502 Feedback Nivel del líquido
torre de absorción Caudal de salida
líquido Medidor
hidrostático LE-502
Válvula de control autoregulable
LCV-502 1.5 m
AB01 P-AB01-503 Feedback Presión torre de
absorción Caudal de salida gas
Celda de medición cerámica
PE-503 Válvula de control
autoregulable PCV-503 2.4 bar
AB02 L-AB02-504 Feedback Nivel del líquido
torre de absorción Caudal de salida
líquido Medidor
hidrostático LE-504
Válvula de control autoregulable
LCV-504 7 m
AB02 P-AB02-505 Feedback Presión torre de
absorción Caudal de salida gas
Celda de medición cerámica
PE-505 Válvula de control
autoregulable PCV-505 2.4 bar
AB02 T-AB02-506 Feedback Temperatura torre
de absorción Caudal de entrada
refrigerante Termorresistencia
Pt-100 TE-506
Válvula de control autoregulable
TCV-506 61.4 ºC
AB02 C-AB02-507/508
Cascada Conductividad
salida HCl / Caudal entrada agua
Caudal de entrada agua
Conductímetro / Caudalímetro
electromagnético
CE-507 FE-508
Válvula de control autoregulable
FCV-508 700 µS/cm

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
57
LISTADO DE LAZOS DE CONTROL HOJA 2 DE 2 Planta de producción de MCB
A-500: TRATAMIENTO DE GASES Fecha: 02/06/2017 Localidad: Igualada
Equipo Lazo de control Tipo Variable
controlada Variable manipulada Elem. Primario Ítem Elem. Final Ítem Set point
SC01 L-SC01-510 Feedback Nivel del líquido
torre de absorción Caudal de salida
líquido Medidor
hidrostático LE-510
Válvula de control autoregulable
LCV-510 1.5 m
SC01 P-SC01-511 Feedback Presión torre de
absorción Caudal de salida gas
Celda de medición cerámica
PE-511 Válvula de control
autoregulable PCV-511 1.01 bar
SC01 C-SC01-512/513
Cascada Conductividad
salida gas / Caudal entrada gas
Caudal de entrada NaOH
Conductímetro / Caudalímetro de
Coriolis
CE-512 FE-513
Válvula de control autoregulable
FCV-13 0 µS/cm

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
58
Tabla 3.12. Listado de alarmas e instrumentos Área 500
LISTADO DE ALARMAS E INSTRUMENTOS HOJA 1 DE 1 Planta de producción de MCB
A-500: TRATAMIENTO DE GASES Fecha: 02/06/2017 Localidad: Igualada
Equipo Ítem Variable controlada Descripción Set point Actuación Localización
AB01 LAH-502 Nivel alto torre de absorción Alarma 1.7 m Sonora/Visual Sala de control
AB01 LAL-502 Nivel bajo torre de absorción Alarma 1.3 m Sonora/Visual Sala de control
AB01 PAH-503 Presión alta torre de absorción Alarma 2.5 bar Sonora/Visual Sala de control
AB01 PAL-503 Presión baja torre de absorción Alarma 2.3 bar Sonora/Visual Sala de control
AB02 LAH-504 Nivel alto torre de absorción Alarma 7.5 m Sonora/Visual Sala de control
AB02 LAL-504 Nivel bajo torre de absorción Alarma 6.5 m Sonora/Visual Sala de control
AB02 PAH-505 Presión alta torre de absorción Alarma 2.5 bar Sonora/Visual Sala de control
AB02 PAL-505 Presión baja torre de absorción Alarma 2.3 bar Sonora/Visual Sala de control
AB02 TAH-506 Temp. alta torre de absorción Alarma 62 ºC Sonora/Visual Sala de control
AB02 TAL-506 Temp. baja torre de absorción Alarma 61 ºC Sonora/Visual Sala de control
RV-509A/B PI-509 Presión de salida válvula de
expanxión Manómetro
- Eléctrica Campo
SC01 LAH-510 Nivel alto scrubber Alarma 1.7 m Sonora/Visual Sala de control
SC01 LAL-510 Nivel bajo scrubber Alarma 1.3 m Sonora/Visual Sala de control
SC01 PAH-511 Presión alta torre de absorción Alarma 1.2 bar Sonora/Visual Sala de control
SC01 PAL-511 Presión baja torre de absorción Alarma 1 bar Sonora/Visual Sala de control
P-501 PI-514 Presión de salida bomba Manómetro - Eléctrica Campo
P-502 PI-515 Presión de salida bomba Manómetro - Eléctrica Campo
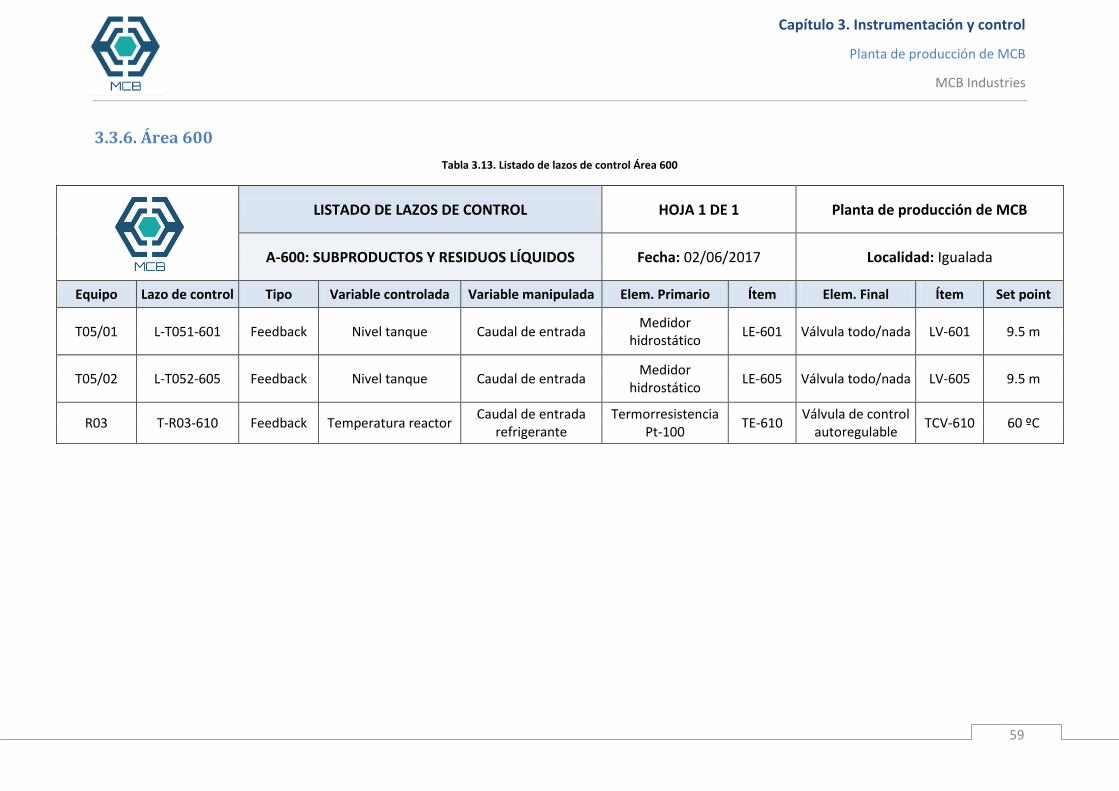
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
59
3.3.6. Área 600
Tabla 3.13. Listado de lazos de control Área 600
LISTADO DE LAZOS DE CONTROL HOJA 1 DE 1 Planta de producción de MCB
A-600: SUBPRODUCTOS Y RESIDUOS LÍQUIDOS Fecha: 02/06/2017 Localidad: Igualada
Equipo Lazo de control Tipo Variable controlada Variable manipulada Elem. Primario Ítem Elem. Final Ítem Set point
T05/01 L-T051-601 Feedback Nivel tanque Caudal de entrada Medidor
hidrostático LE-601 Válvula todo/nada LV-601 9.5 m
T05/02 L-T052-605 Feedback Nivel tanque Caudal de entrada Medidor
hidrostático LE-605 Válvula todo/nada LV-605 9.5 m
R03 T-R03-610 Feedback Temperatura reactor Caudal de entrada
refrigerante Termorresistencia
Pt-100 TE-610
Válvula de control autoregulable
TCV-610 60 ºC

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
60
Tabla 3.14. Listado de alarmas e instrumentos Área 600
LISTADO DE ALARMAS E INSTRUMENTOS HOJA 1 DE 1 Planta de producción de MCB
A-600: SUBPRODUCTOS Y RESIDUOS LÍQUIDOS Fecha: 02/06/2017 Localidad: Igualada
Equipo Ítem Variable controlada Descripción Set point Actuación Localización
T05/01 LAH-601 Nivel alto del tanque Alarma 9.5 m Sonora/Visual Sala de control
T05/01 LAL-601 Nivel bajo del tanque Alarma 0.5 m Sonora/Visual Sala de control
T05/01 LIT-601 Nivel del tanque Indicador/Transmisor - Eléctrica Campo
T05/01 LAHH-602 Nivel muy alto del tanque Alarma 10 m Sonora/Visual Campo
T05/01 PI-603 Presión del tanque Manómetro - Eléctrica Campo
T05/02 LAH-605 Nivel alto del tanque Alarma 9.5 m Sonora/Visual Sala de control
T05/02 LAL-605 Nivel bajo del tanque Alarma 0.5 m Sonora/Visual Sala de control
T05/02 LIT-605 Nivel del tanque Indicador/Transmisor - Eléctrica Campo
T05/02 LAHH-606 Nivel muy alto del tanque Alarma 10 m Sonora/Visual Campo
T05/02 PI-607 Presión del tanque Manómetro - Eléctrica Campo
P-601 PI-609 Presión de salida bomba Manómetro - Eléctrica Campo
R03 TAH-610 Temperatura alta del reactor Alarma 63 ºC Sonora/Visual Sala de control
R03 TAL-610 Temperatura baja del reactor Alarma 58 ºC Sonora/Visual Sala de control
R03 TAHH-610 Temperatura muy alta del reactor Alarma 65 ºC Sonora/Visual Sala de control
R03 TIT-610 Temperatura del reactor Indicador/Transmisor - Eléctrica Campo
CN01 TI-611 Indicador de temperatura CN01 Sonda de temperatura - Eléctrica Campo
S01 TI-612 Indicador de temperatura S01 Sonda de temperatura - Eléctrica Campo

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
61
3.4. DESCRIPCIÓN Y DIAGRAMAS DE LOS LAZOS DE CONTROL
En el presente apartado se describirán todos los lazos de control de la planta; es decir,
se explicará la función de cada uno, los elementos que lo conforman y su
funcionamiento. Los lazos siguen la nomenclatura explicada en el apartado 3.1.3.
Nomenclatura, y se han ordenado por áreas y dentro de estas, por equipos. Para
evitar repeticiones, en cada lazo explicado se especifican todos sus lazos análogos.
3.4.1. Área 100
3.4.1.1. Tanques de almacenaje de materias primas
Lazo P-T011-102
Este lazo se utilizará sólo en los tanques de Cl2, en los que el almacenaje se realiza a
presión (10 bar). El objetivo de este lazo es mantener constante la presión del tanque
de almacenamiento de Cl2. Es importante mantener la presión del tanque a 10 bar
para asegurar que el Cl2 de su interior se encuentre en forma líquida. En caso de que
ésta disminuyera el Cl2 podría gasificarse, mientras que si aumentara podría causar la
explosión del tanque.
Para ello se utiliza un control split-range, que mide la presión del tanque y realiza dos
acciones diferentes en función de si ésta es superior o inferior al set point (en este
caso 10 bar): si la presión es superior a la que marca el set point abrirá la válvula de
venteo, mientras que si es inferior abrirá la válvula de introducción de nitrógeno.
Debido a la importancia de este control se instalarán dos alarmas, una de presión alta
(PAH) y una de presión baja (PAL), para alertar a los operarios en caso de alteración
de la presión y así poder evitar cualquier accidente. Además, también se instalará una
alarma de presión muy alta (PAHH) a 12 bar.
Además, aunque no forme parte del lazo en sí, cabe destacar que se instalará una
válvula de seguridad en cada tanque, ya que en caso de fallo en el control explicado
no debe existir nada que obstruya la salida de gas para evitar accidentes. Teniendo en
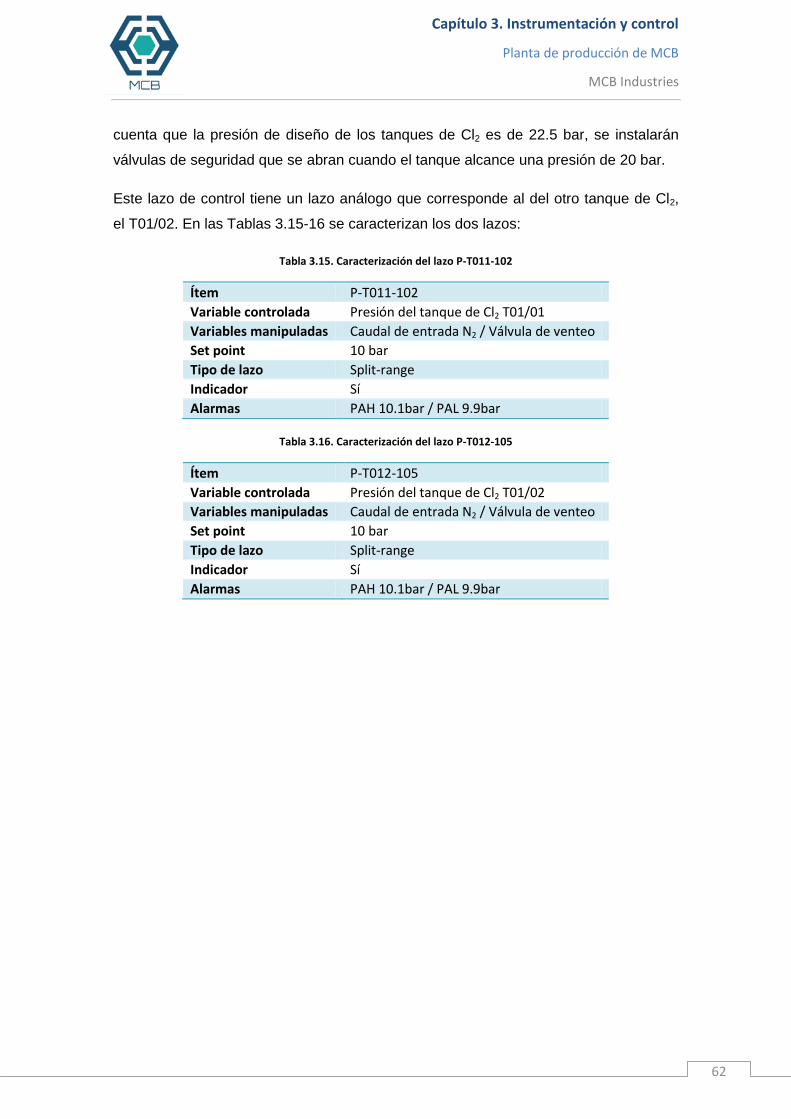
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
62
cuenta que la presión de diseño de los tanques de Cl2 es de 22.5 bar, se instalarán
válvulas de seguridad que se abran cuando el tanque alcance una presión de 20 bar.
Este lazo de control tiene un lazo análogo que corresponde al del otro tanque de Cl2,
el T01/02. En las Tablas 3.15-16 se caracterizan los dos lazos:
Tabla 3.15. Caracterización del lazo P-T011-102
Ítem P-T011-102
Variable controlada Presión del tanque de Cl2 T01/01
Variables manipuladas Caudal de entrada N2 / Válvula de venteo
Set point 10 bar
Tipo de lazo Split-range
Indicador Sí
Alarmas PAH 10.1bar / PAL 9.9bar
Tabla 3.16. Caracterización del lazo P-T012-105
Ítem P-T012-105
Variable controlada Presión del tanque de Cl2 T01/02
Variables manipuladas Caudal de entrada N2 / Válvula de venteo
Set point 10 bar
Tipo de lazo Split-range
Indicador Sí
Alarmas PAH 10.1bar / PAL 9.9bar

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
63
HOJA 1 DE 1
ESPECIFICACIÓN DEL LAZO DE CONTROL P-T011-102
LAZO P-T011-102
ÁREA 100
PLANTA MCB
LOCALIDAD Igualada FECHA 24/05/2017
LAZOS ANÁLOGOS COMPONENTES DEL LAZO
P-T012-105 PE-102 Sensor de presión
PT-102 Transmisor de presión
PIC-102 Controlador de presión
I/P-102 (A/B) Transductores intensidad/presión
PCV-102A Válvula de control de presión (entrada N2)
PCV-102B Válvula de control de presión (venteo)
PAH-102 Alarma de presión alta
PAL-102 Alarma de presión baja
PAHH-102 Alarma de presión muy alta
CA
MP
O
PR
OC
ESO
UN
IDA
D D
E C
ON
TRO
L
CO
ND
UC
CIÓ
N
CA
MP
O-P
AN
EL
PLC
/SC
AD
A

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
64
Lazo L-T011-103
Este lazo se utilizará en todos los tanques de materias primas; es decir, en los de Cl2 y
benceno 97%. El objetivo de este lazo es asegurar que la descarga de los dos tanques
se realiza correctamente, ya que estos se descargan alternativamente (es decir, uno
se vacía mientras se llena el otro, y así sucesivamente). Se ha optado por realizarlo de
forma automática para evitar posibles errores humanos, ya que un solo retraso en el
cambio de tanque podría ocasionar graves problemas al proceso.
Para hacerlo se utiliza un control feedback, que mide el nivel del tanque y abre o cierra
la válvula todo/nada del corriente de salida. Se ha instalado una válvula todo/nada, ya
que el caudal de éste corriente se controla más adelante en la entrada de la zona de
reacción. Para asegurar que los tanques se descarguen alternativamente, se
programará el control de tal forma que se active un lazo mientras se vacía un tanque, y
pase automáticamente al otro cuando se llegue al nivel mínimo de dicho tanque.
Además, se instalará una alarma de nivel alto (LAH) y una de nivel bajo (LAL), que
alertará a los operarios del momento del cambio de tanque (que como se ha
comentado se realizará al llegar a éste nivel).
Por lo tanto, este lazo tiene tres lazos análogos que corresponden al del otro tanque
de Cl2, y a los dos tanques de benceno 97%. En las Tablas 3.17-20 se caracterizan los
cuatro lazos:
Tabla 3.17. Caracterización del lazo L-T011-103
Ítem L-T011-103
Variable controlada Nivel del tanque de Cl2 T01/01
Variable manipulada Caudal de salida
Set point 0.5 m
Tipo de lazo Feedback
Indicador Sí
Alarmas LAH 10m / LAL 1m
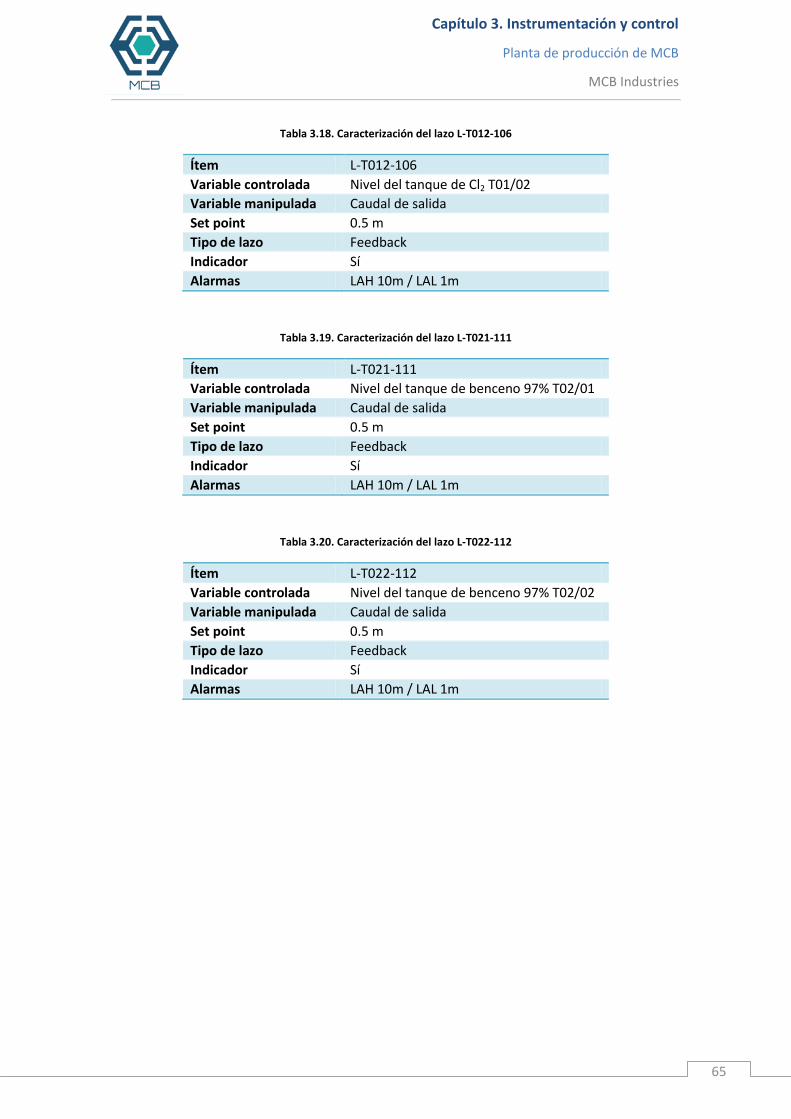
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
65
Tabla 3.18. Caracterización del lazo L-T012-106
Ítem L-T012-106
Variable controlada Nivel del tanque de Cl2 T01/02
Variable manipulada Caudal de salida
Set point 0.5 m
Tipo de lazo Feedback
Indicador Sí
Alarmas LAH 10m / LAL 1m
Tabla 3.19. Caracterización del lazo L-T021-111
Ítem L-T021-111
Variable controlada Nivel del tanque de benceno 97% T02/01
Variable manipulada Caudal de salida
Set point 0.5 m
Tipo de lazo Feedback
Indicador Sí
Alarmas LAH 10m / LAL 1m
Tabla 3.20. Caracterización del lazo L-T022-112
Ítem L-T022-112
Variable controlada Nivel del tanque de benceno 97% T02/02
Variable manipulada Caudal de salida
Set point 0.5 m
Tipo de lazo Feedback
Indicador Sí
Alarmas LAH 10m / LAL 1m
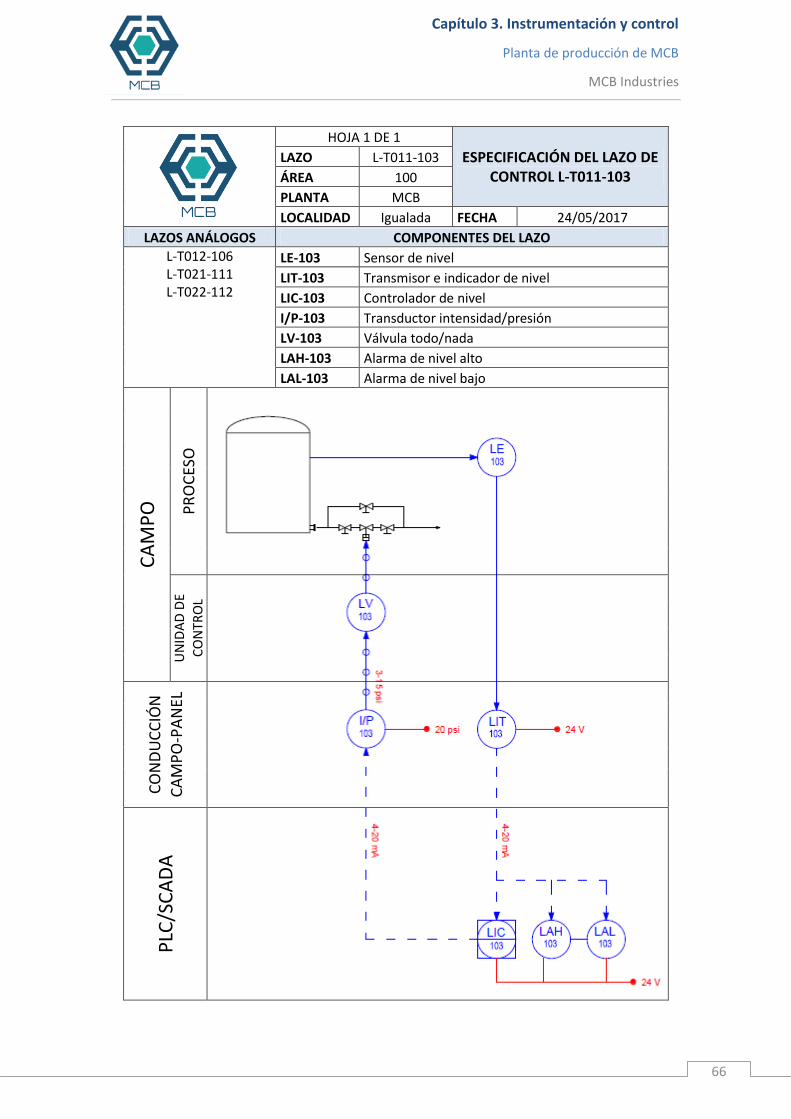
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
66
HOJA 1 DE 1
ESPECIFICACIÓN DEL LAZO DE CONTROL L-T011-103
LAZO L-T011-103
ÁREA 100
PLANTA MCB
LOCALIDAD Igualada FECHA 24/05/2017
LAZOS ANÁLOGOS COMPONENTES DEL LAZO
L-T012-106 L-T021-111 L-T022-112
LE-103 Sensor de nivel
LIT-103 Transmisor e indicador de nivel
LIC-103 Controlador de nivel
I/P-103 Transductor intensidad/presión
LV-103 Válvula todo/nada
LAH-103 Alarma de nivel alto
LAL-103 Alarma de nivel bajo
CA
MP
O
PR
OC
ESO
UN
IDA
D D
E C
ON
TRO
L
CO
ND
UC
CIÓ
N
CA
MP
O-P
AN
EL
PLC
/SC
AD
A
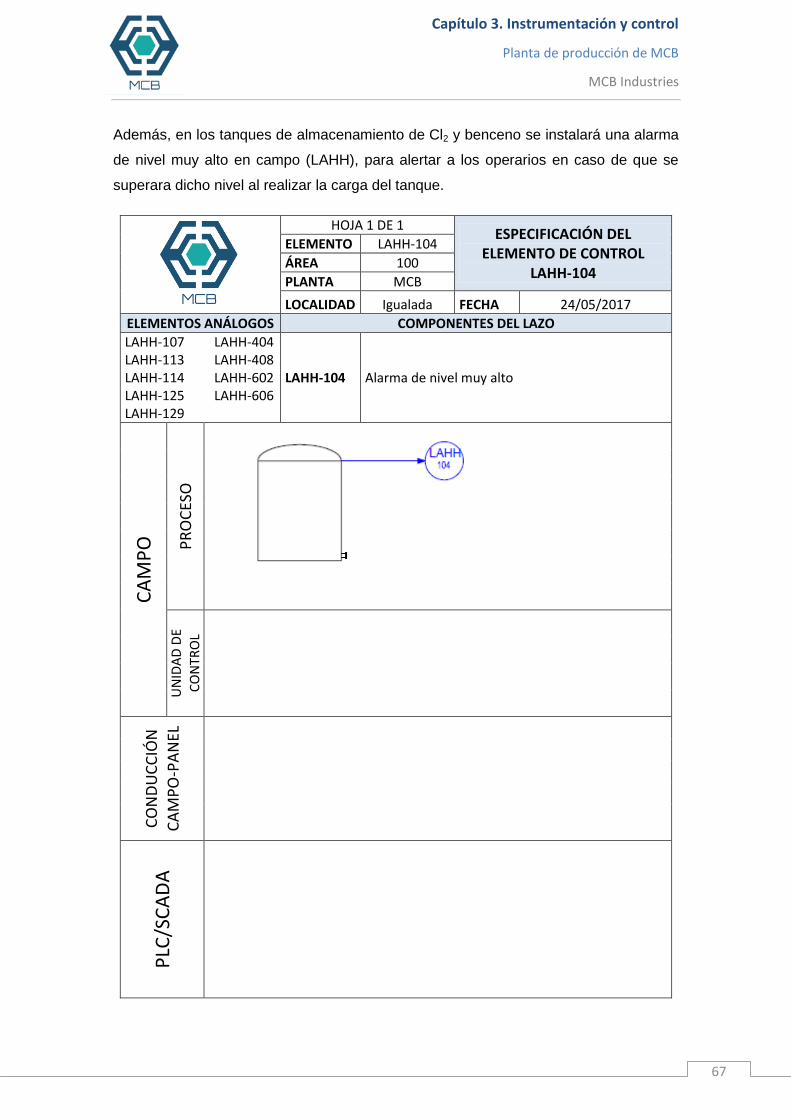
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
67
Además, en los tanques de almacenamiento de Cl2 y benceno se instalará una alarma
de nivel muy alto en campo (LAHH), para alertar a los operarios en caso de que se
superara dicho nivel al realizar la carga del tanque.
HOJA 1 DE 1 ESPECIFICACIÓN DEL
ELEMENTO DE CONTROL LAHH-104
ELEMENTO LAHH-104
ÁREA 100
PLANTA MCB
LOCALIDAD Igualada FECHA 24/05/2017
ELEMENTOS ANÁLOGOS COMPONENTES DEL LAZO
LAHH-107 LAHH-404 LAHH-113 LAHH-408 LAHH-114 LAHH-602 LAHH-125 LAHH-606 LAHH-129
LAHH-104 Alarma de nivel muy alto
CA
MP
O
PR
OC
ESO
UN
IDA
D D
E
CO
NTR
OL
CO
ND
UC
CIÓ
N
CA
MP
O-P
AN
EL
PLC
/SC
AD
A
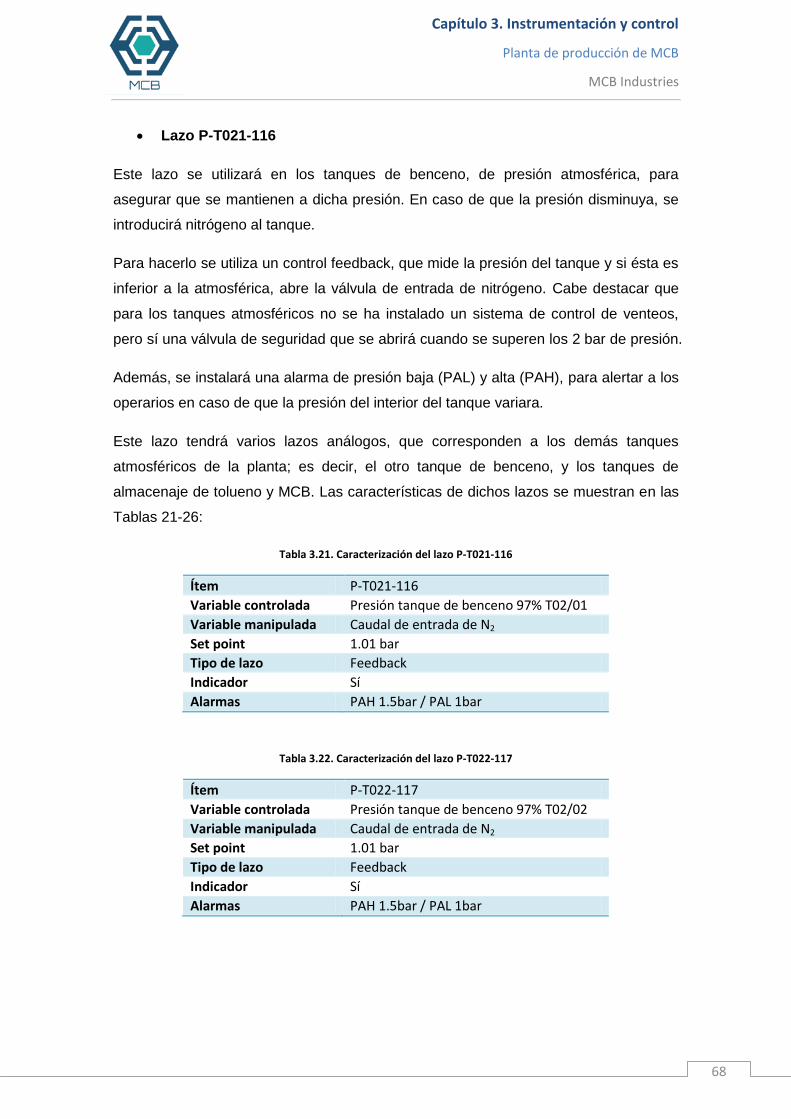
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
68
Lazo P-T021-116
Este lazo se utilizará en los tanques de benceno, de presión atmosférica, para
asegurar que se mantienen a dicha presión. En caso de que la presión disminuya, se
introducirá nitrógeno al tanque.
Para hacerlo se utiliza un control feedback, que mide la presión del tanque y si ésta es
inferior a la atmosférica, abre la válvula de entrada de nitrógeno. Cabe destacar que
para los tanques atmosféricos no se ha instalado un sistema de control de venteos,
pero sí una válvula de seguridad que se abrirá cuando se superen los 2 bar de presión.
Además, se instalará una alarma de presión baja (PAL) y alta (PAH), para alertar a los
operarios en caso de que la presión del interior del tanque variara.
Este lazo tendrá varios lazos análogos, que corresponden a los demás tanques
atmosféricos de la planta; es decir, el otro tanque de benceno, y los tanques de
almacenaje de tolueno y MCB. Las características de dichos lazos se muestran en las
Tablas 21-26:
Tabla 3.21. Caracterización del lazo P-T021-116
Ítem P-T021-116
Variable controlada Presión tanque de benceno 97% T02/01
Variable manipulada Caudal de entrada de N2
Set point 1.01 bar
Tipo de lazo Feedback
Indicador Sí
Alarmas PAH 1.5bar / PAL 1bar
Tabla 3.22. Caracterización del lazo P-T022-117
Ítem P-T022-117
Variable controlada Presión tanque de benceno 97% T02/02
Variable manipulada Caudal de entrada de N2
Set point 1.01 bar
Tipo de lazo Feedback
Indicador Sí
Alarmas PAH 1.5bar / PAL 1bar
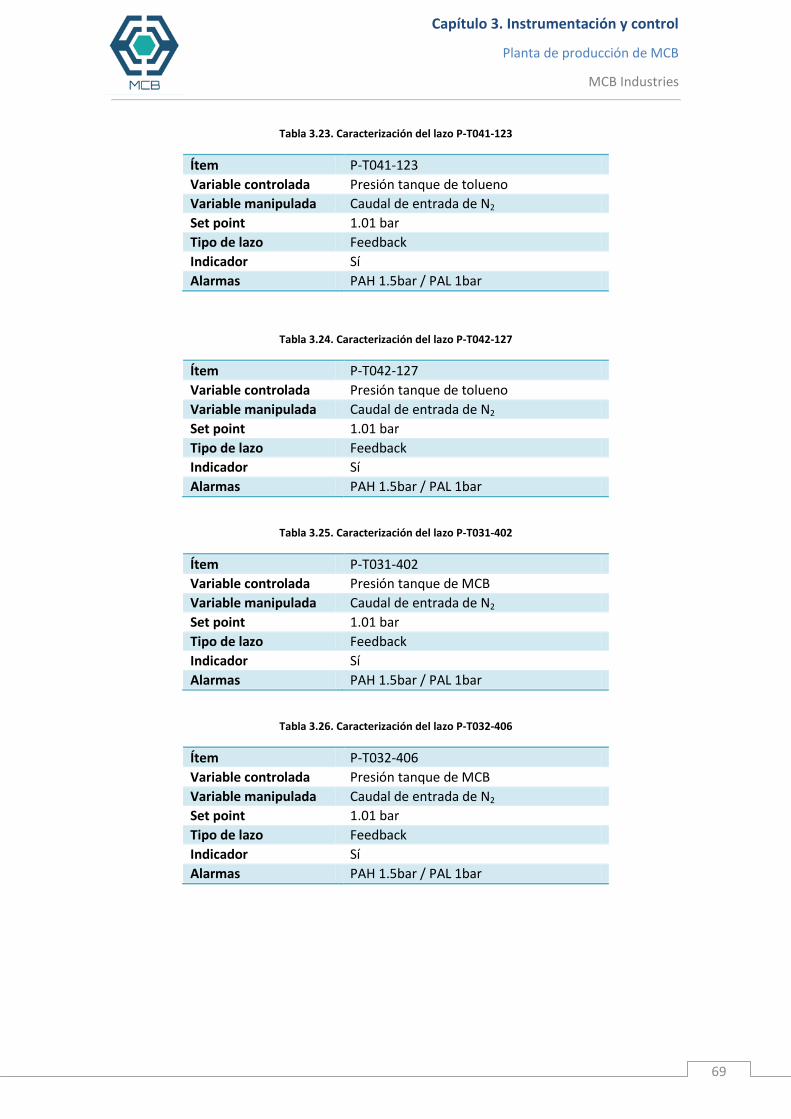
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
69
Tabla 3.23. Caracterización del lazo P-T041-123
Ítem P-T041-123
Variable controlada Presión tanque de tolueno
Variable manipulada Caudal de entrada de N2
Set point 1.01 bar
Tipo de lazo Feedback
Indicador Sí
Alarmas PAH 1.5bar / PAL 1bar
Tabla 3.24. Caracterización del lazo P-T042-127
Ítem P-T042-127
Variable controlada Presión tanque de tolueno
Variable manipulada Caudal de entrada de N2
Set point 1.01 bar
Tipo de lazo Feedback
Indicador Sí
Alarmas PAH 1.5bar / PAL 1bar
Tabla 3.25. Caracterización del lazo P-T031-402
Ítem P-T031-402
Variable controlada Presión tanque de MCB
Variable manipulada Caudal de entrada de N2
Set point 1.01 bar
Tipo de lazo Feedback
Indicador Sí
Alarmas PAH 1.5bar / PAL 1bar
Tabla 3.26. Caracterización del lazo P-T032-406
Ítem P-T032-406
Variable controlada Presión tanque de MCB
Variable manipulada Caudal de entrada de N2
Set point 1.01 bar
Tipo de lazo Feedback
Indicador Sí
Alarmas PAH 1.5bar / PAL 1bar
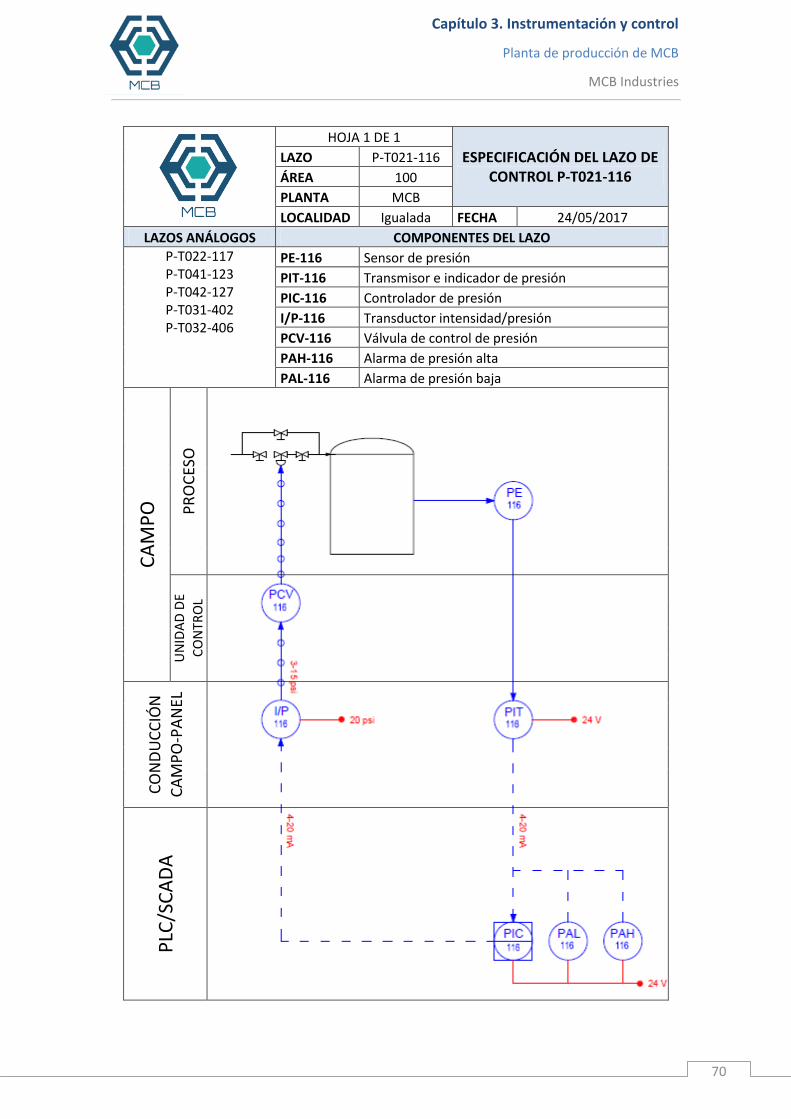
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
70
HOJA 1 DE 1
ESPECIFICACIÓN DEL LAZO DE CONTROL P-T021-116
LAZO P-T021-116
ÁREA 100
PLANTA MCB
LOCALIDAD Igualada FECHA 24/05/2017
LAZOS ANÁLOGOS COMPONENTES DEL LAZO
P-T022-117 P-T041-123 P-T042-127 P-T031-402 P-T032-406
PE-116 Sensor de presión
PIT-116 Transmisor e indicador de presión
PIC-116 Controlador de presión
I/P-116 Transductor intensidad/presión
PCV-116 Válvula de control de presión
PAH-116 Alarma de presión alta
PAL-116 Alarma de presión baja
CA
MP
O
PR
OC
ESO
UN
IDA
D D
E C
ON
TRO
L
CO
ND
UC
CIÓ
N
CA
MP
O-P
AN
EL
PLC
/SC
AD
A

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
71
3.4.1.2. Tanques de almacenaje de productos
Tal y como se ha comentado en el apartado 3.4.1.1. Tanques de almacenaje de
materias primas, los tanques de almacenaje de MCB y tolueno dispondrán de lazos
análogos al lazo P-T021-116 explicado en dicho apartado.
A continuación, se explican los lazos de control que se encuentran exclusivamente en
los tanques de almacenaje de productos.
Lazo L-T041-122
Este lazo se utilizará en todos los tanques de almacenaje de productos, de los cuales
se disponen dos para cada producto producido en la planta. El objetivo de este lazo es
asegurar que el llenado de los dos tanques se realiza correctamente, ya que estos se
llenan alternativamente (es decir, uno se llena mientras se vacía el otro, y así
sucesivamente). Se ha optado por realizarlo de forma automática para evitar posibles
errores humanos, ya que un solo retraso en el cambio de tanque podría ocasionar
graves problemas al proceso.
Para hacerlo se utiliza un control feedback, que mide el nivel del tanque y abre o cierra
la válvula todo/nada del corriente de entrada. Para asegurar que los tanques se llenen
alternativamente, se programará el control de tal forma que se active un lazo mientras
se llena un tanque, y pase automáticamente al otro cuando se llegue al nivel máximo
de dicho tanque.
Además, se instalará una alarma de nivel bajo (LAL) y una de nivel alto (LAH), que
alertará a los operarios del momento del cambio de tanque (que como se ha
comentado se realizará al llegar a éste nivel).
Por lo tanto, este lazo tiene varios lazos análogos que corresponden al resto de
tanques de productos de la planta (el otro de tolueno, los de MCB y los de HCl). En las
Tablas 3.27-32 se caracterizan dichos lazos:

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
72
Tabla 3.27. Caracterización del lazo L-T041-122
Ítem L-T041-122
Variable controlada Nivel del tanque de tolueno T04/01
Variable manipulada Caudal de entrada
Set point 5.5 m
Tipo de lazo Feedback
Indicador Sí
Alarmas LAH 5.5m / LAL 0.5m
Tabla 3.28 Caracterización del lazo L-T042-126
Ítem L-T042-126
Variable controlada Nivel del tanque de tolueno T04/02
Variable manipulada Caudal de entrada
Set point 5.5 m
Tipo de lazo Feedback
Indicador Sí
Alarmas LAH 5.5m / LAL 0.5m
Tabla 3.29. Caracterización del lazo L-T031-401
Ítem L-T031-401
Variable controlada Nivel del tanque de MCB T03/01
Variable manipulada Caudal de entrada
Set point 10.5 m
Tipo de lazo Feedback
Indicador Sí
Alarmas LAH 10.5m / LAL 1m
Tabla 3.30. Caracterización del lazo L-T032-405
Ítem L-T032-405
Variable controlada Nivel del tanque de MCB T03/02
Variable manipulada Caudal de entrada
Set point 10.5 m
Tipo de lazo Feedback
Indicador Sí
Alarmas LAH 10.5m / LAL 1m
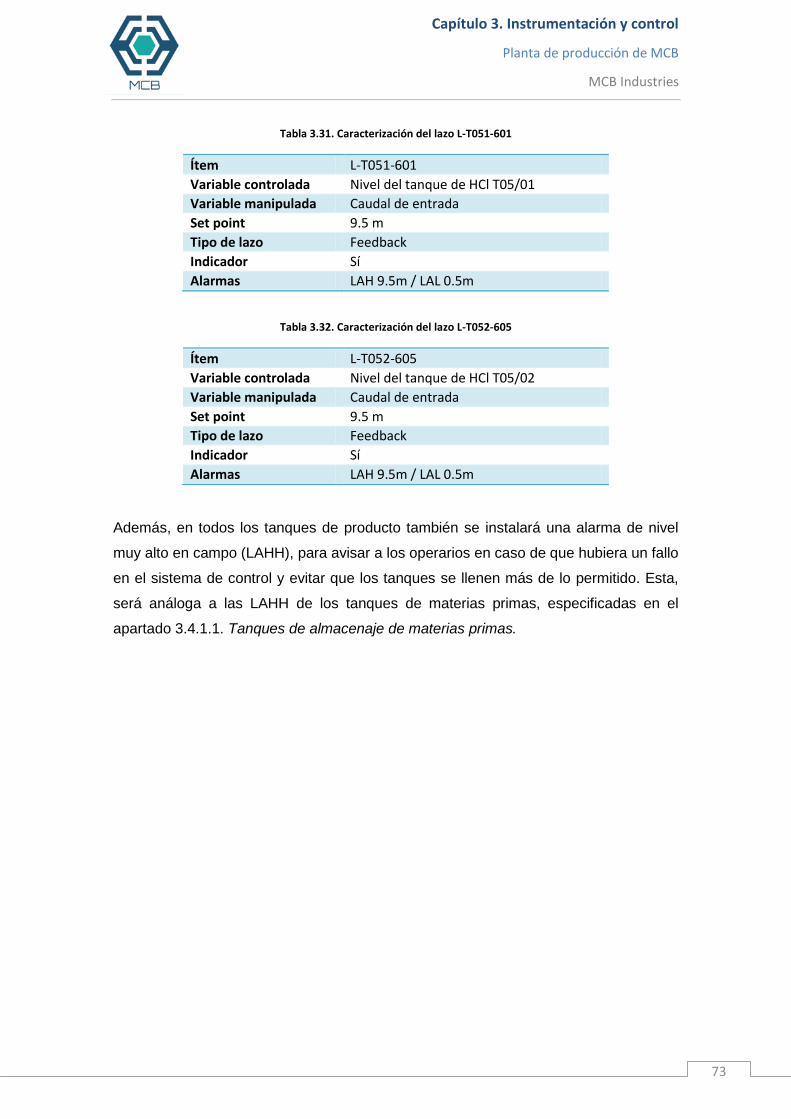
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
73
Tabla 3.31. Caracterización del lazo L-T051-601
Ítem L-T051-601
Variable controlada Nivel del tanque de HCl T05/01
Variable manipulada Caudal de entrada
Set point 9.5 m
Tipo de lazo Feedback
Indicador Sí
Alarmas LAH 9.5m / LAL 0.5m
Tabla 3.32. Caracterización del lazo L-T052-605
Ítem L-T052-605
Variable controlada Nivel del tanque de HCl T05/02
Variable manipulada Caudal de entrada
Set point 9.5 m
Tipo de lazo Feedback
Indicador Sí
Alarmas LAH 9.5m / LAL 0.5m
Además, en todos los tanques de producto también se instalará una alarma de nivel
muy alto en campo (LAHH), para avisar a los operarios en caso de que hubiera un fallo
en el sistema de control y evitar que los tanques se llenen más de lo permitido. Esta,
será análoga a las LAHH de los tanques de materias primas, especificadas en el
apartado 3.4.1.1. Tanques de almacenaje de materias primas.

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
74
HOJA 1 DE 1
ESPECIFICACIÓN DEL LAZO DE CONTROL L-T041-122
LAZO L-T041-122
ÁREA 100
PLANTA MCB
LOCALIDAD Igualada FECHA 24/05/2017
LAZOS ANÁLOGOS COMPONENTES DEL LAZO
L-T042-126 L-T031-401 L-T032-405 L-T051-601 L-T052-605
LE-122 Sensor de nivel
LIT-122 Transmisor e indicador de nivel
LIC-122 Controlador de nivel
I/P-122 Transductor intensidad/presión
LV-122 Válvula todo/nada
LAH-122 Alarma de nivel alto
LAL-122 Alarma de nivel bajo
CA
MP
O
PR
OC
ESO
UN
IDA
D D
E C
ON
TRO
L
CO
ND
UC
CIÓ
N
CA
MP
O-P
AN
EL
PLC
/SC
AD
A
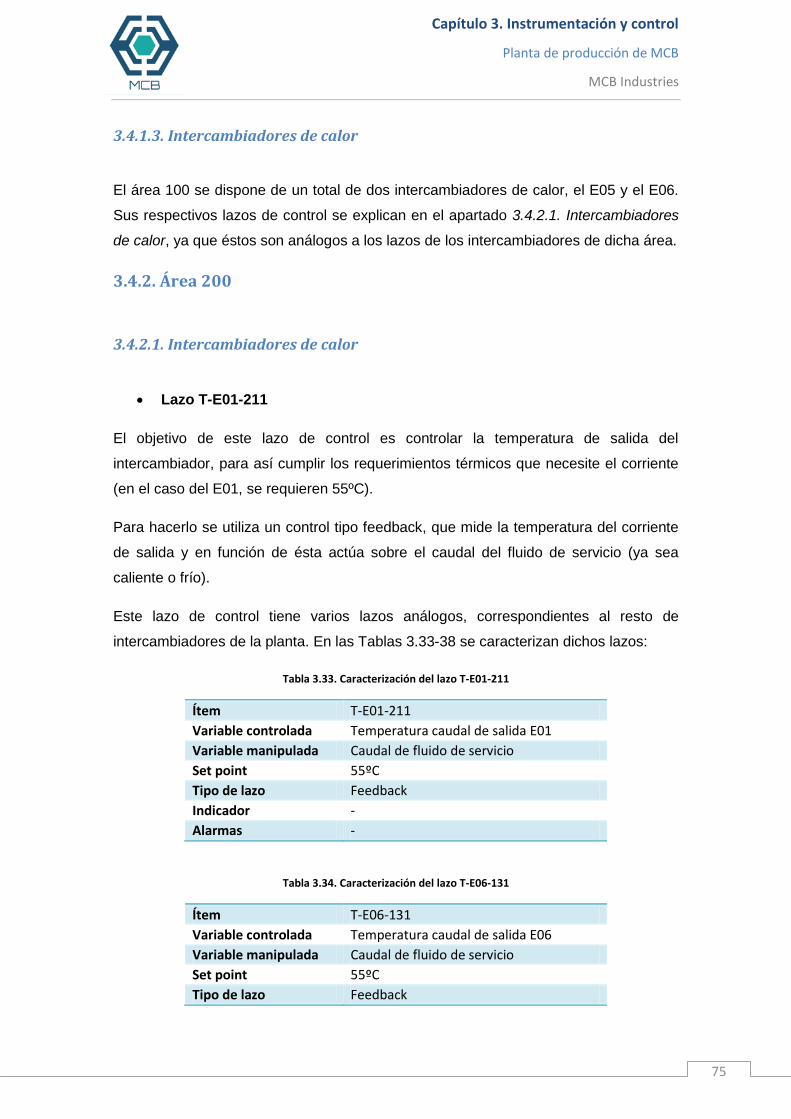
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
75
3.4.1.3. Intercambiadores de calor
El área 100 se dispone de un total de dos intercambiadores de calor, el E05 y el E06.
Sus respectivos lazos de control se explican en el apartado 3.4.2.1. Intercambiadores
de calor, ya que éstos son análogos a los lazos de los intercambiadores de dicha área.
3.4.2. Área 200
3.4.2.1. Intercambiadores de calor
Lazo T-E01-211
El objetivo de este lazo de control es controlar la temperatura de salida del
intercambiador, para así cumplir los requerimientos térmicos que necesite el corriente
(en el caso del E01, se requieren 55ºC).
Para hacerlo se utiliza un control tipo feedback, que mide la temperatura del corriente
de salida y en función de ésta actúa sobre el caudal del fluido de servicio (ya sea
caliente o frío).
Este lazo de control tiene varios lazos análogos, correspondientes al resto de
intercambiadores de la planta. En las Tablas 3.33-38 se caracterizan dichos lazos:
Tabla 3.33. Caracterización del lazo T-E01-211
Ítem T-E01-211
Variable controlada Temperatura caudal de salida E01
Variable manipulada Caudal de fluido de servicio
Set point 55ºC
Tipo de lazo Feedback
Indicador -
Alarmas -
Tabla 3.34. Caracterización del lazo T-E06-131
Ítem T-E06-131
Variable controlada Temperatura caudal de salida E06
Variable manipulada Caudal de fluido de servicio
Set point 55ºC
Tipo de lazo Feedback

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
76
Indicador -
Alarmas -
Tabla 3.35. Caracterización del lazo T-E05-132
Ítem T-E05-132
Variable controlada Temperatura caudal de salida E06
Variable manipulada Caudal de fluido de servicio
Set point 25ºC
Tipo de lazo Feedback
Indicador -
Alarmas -
Tabla 3.36. Caracterización del lazo T-E03-310
Ítem T-E03-310
Variable controlada Temperatura caudal de salida E03
Variable manipulada Caudal de fluido de servicio
Set point 20ºC
Tipo de lazo Feedback
Indicador -
Alarmas -
Tabla 3.37. Caracterización del lazo T-E04-321
Ítem T-E04-321
Variable controlada Temperatura caudal de salida E04
Variable manipulada Caudal de fluido de servicio
Set point 20ºC
Tipo de lazo Feedback
Indicador -
Alarmas -
Tabla 3.38. Caracterización del lazo T-E02-501
Ítem T-E02-501
Variable controlada Temperatura caudal de salida E02
Variable manipulada Caudal de fluido de servicio
Set point 35ºC
Tipo de lazo Feedback
Indicador -
Alarmas -

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
77
HOJA 1 DE 1
ESPECIFICACIÓN DEL LAZO DE CONTROL T-E01-211
LAZO T-E01-211
ÁREA 200
PLANTA MCB
LOCALIDAD Igualada FECHA 24/05/2017
LAZOS ANÁLOGOS COMPONENTES DEL LAZO
T-E03-310 T-E06-131 T-E05-132 T-E03-310 T-E04-321 T-E02-501
TE-211 Sensor de temperatura
TT-211 Transmisor de temperatura
FIC-211 Controlador de temperatura
I/P-201 Transductor intensidad/presión
FCV-211 Válvula de control de temperatura
CA
MP
O
PR
OC
ESO
UN
IDA
D D
E
CO
NTR
OL
CO
ND
UC
CIÓ
N
CA
MP
O-P
AN
EL
PLC
/SC
AD
A
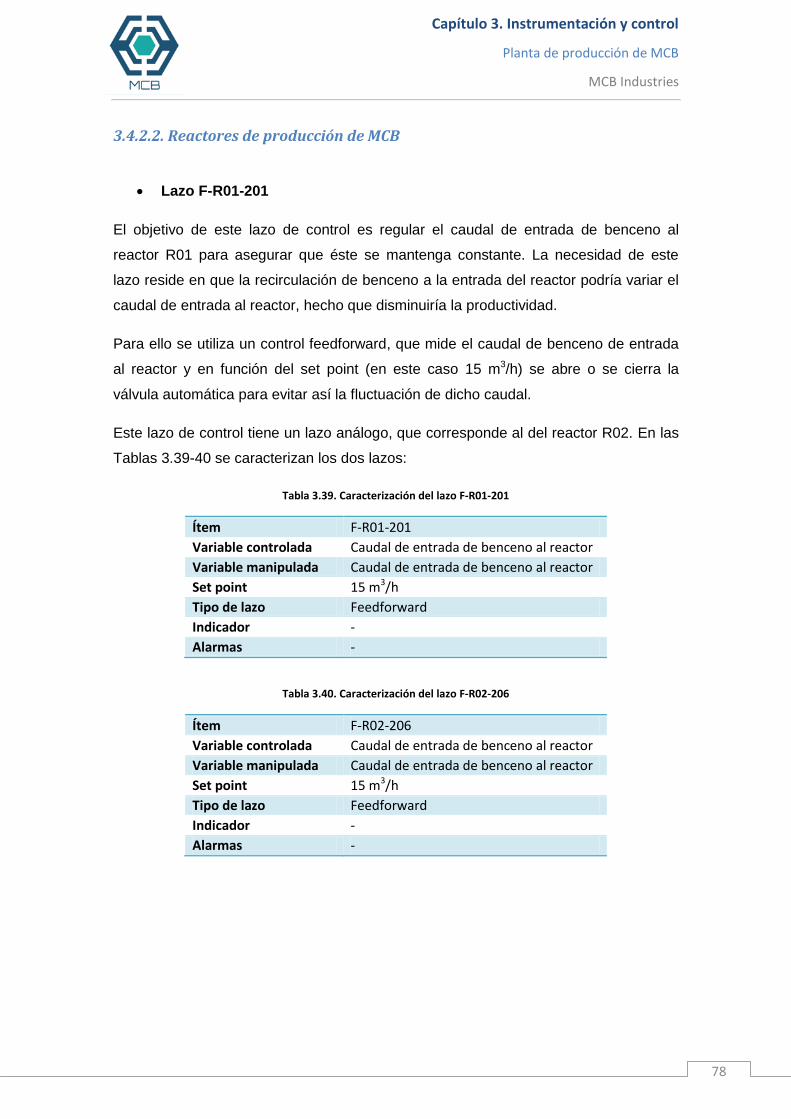
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
78
3.4.2.2. Reactores de producción de MCB
Lazo F-R01-201
El objetivo de este lazo de control es regular el caudal de entrada de benceno al
reactor R01 para asegurar que éste se mantenga constante. La necesidad de este
lazo reside en que la recirculación de benceno a la entrada del reactor podría variar el
caudal de entrada al reactor, hecho que disminuiría la productividad.
Para ello se utiliza un control feedforward, que mide el caudal de benceno de entrada
al reactor y en función del set point (en este caso 15 m3/h) se abre o se cierra la
válvula automática para evitar así la fluctuación de dicho caudal.
Este lazo de control tiene un lazo análogo, que corresponde al del reactor R02. En las
Tablas 3.39-40 se caracterizan los dos lazos:
Tabla 3.39. Caracterización del lazo F-R01-201
Ítem F-R01-201
Variable controlada Caudal de entrada de benceno al reactor
Variable manipulada Caudal de entrada de benceno al reactor
Set point 15 m3/h
Tipo de lazo Feedforward
Indicador -
Alarmas -
Tabla 3.40. Caracterización del lazo F-R02-206
Ítem F-R02-206
Variable controlada Caudal de entrada de benceno al reactor
Variable manipulada Caudal de entrada de benceno al reactor
Set point 15 m3/h
Tipo de lazo Feedforward
Indicador -
Alarmas -

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
79
HOJA 1 DE 1
ESPECIFICACIÓN DEL LAZO DE CONTROL F-R01-201
LAZO F-R01-201
ÁREA 200
PLANTA MCB
LOCALIDAD Igualada FECHA 24/05/2017
LAZOS ANÁLOGOS COMPONENTES DEL LAZO
F-R02-206 FE-201 Sensor de caudal
FT-201 Transmisor de caudal
FIC-201 Controlador de caudal
I/P-201 Transductor intensidad/presión
FCV-201 Válvula de control de caudal
CA
MP
O
PR
OC
ESO
UN
IDA
D D
E
CO
NTR
OL
CO
ND
UC
CIÓ
N
CA
MP
O-P
AN
EL
PLC
/SC
AD
A
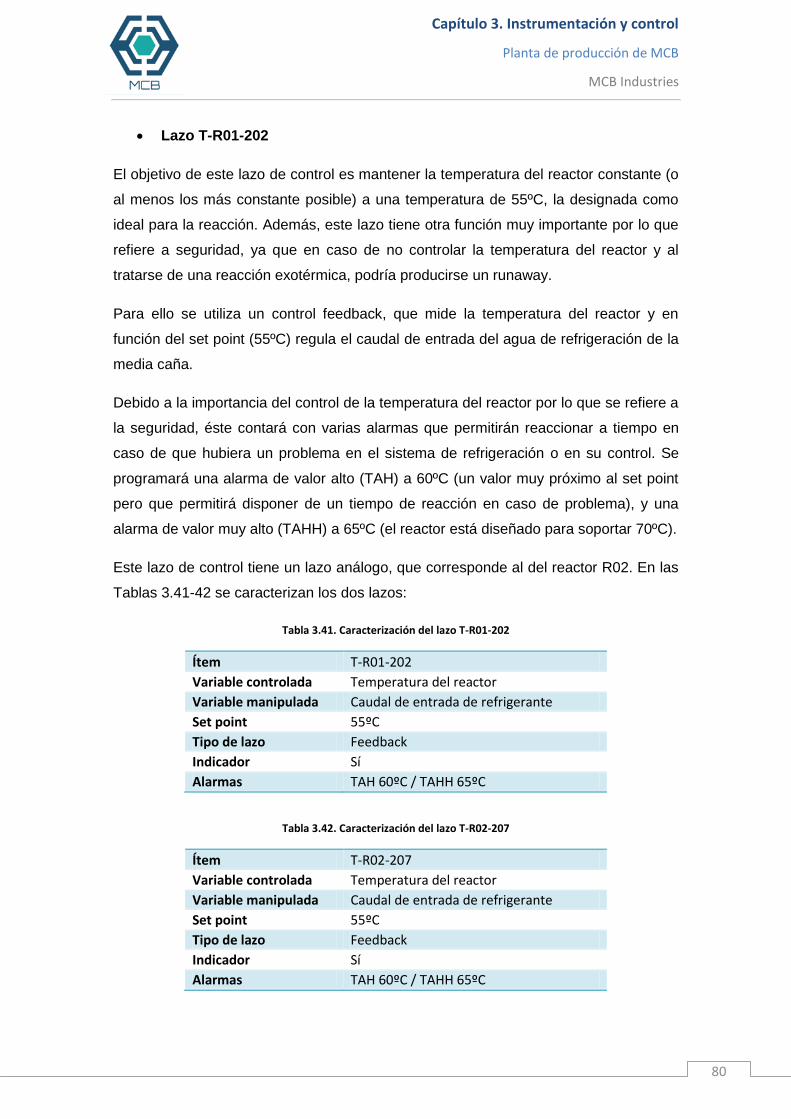
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
80
Lazo T-R01-202
El objetivo de este lazo de control es mantener la temperatura del reactor constante (o
al menos los más constante posible) a una temperatura de 55ºC, la designada como
ideal para la reacción. Además, este lazo tiene otra función muy importante por lo que
refiere a seguridad, ya que en caso de no controlar la temperatura del reactor y al
tratarse de una reacción exotérmica, podría producirse un runaway.
Para ello se utiliza un control feedback, que mide la temperatura del reactor y en
función del set point (55ºC) regula el caudal de entrada del agua de refrigeración de la
media caña.
Debido a la importancia del control de la temperatura del reactor por lo que se refiere a
la seguridad, éste contará con varias alarmas que permitirán reaccionar a tiempo en
caso de que hubiera un problema en el sistema de refrigeración o en su control. Se
programará una alarma de valor alto (TAH) a 60ºC (un valor muy próximo al set point
pero que permitirá disponer de un tiempo de reacción en caso de problema), y una
alarma de valor muy alto (TAHH) a 65ºC (el reactor está diseñado para soportar 70ºC).
Este lazo de control tiene un lazo análogo, que corresponde al del reactor R02. En las
Tablas 3.41-42 se caracterizan los dos lazos:
Tabla 3.41. Caracterización del lazo T-R01-202
Ítem T-R01-202
Variable controlada Temperatura del reactor
Variable manipulada Caudal de entrada de refrigerante
Set point 55ºC
Tipo de lazo Feedback
Indicador Sí
Alarmas TAH 60ºC / TAHH 65ºC
Tabla 3.42. Caracterización del lazo T-R02-207
Ítem T-R02-207
Variable controlada Temperatura del reactor
Variable manipulada Caudal de entrada de refrigerante
Set point 55ºC
Tipo de lazo Feedback
Indicador Sí
Alarmas TAH 60ºC / TAHH 65ºC
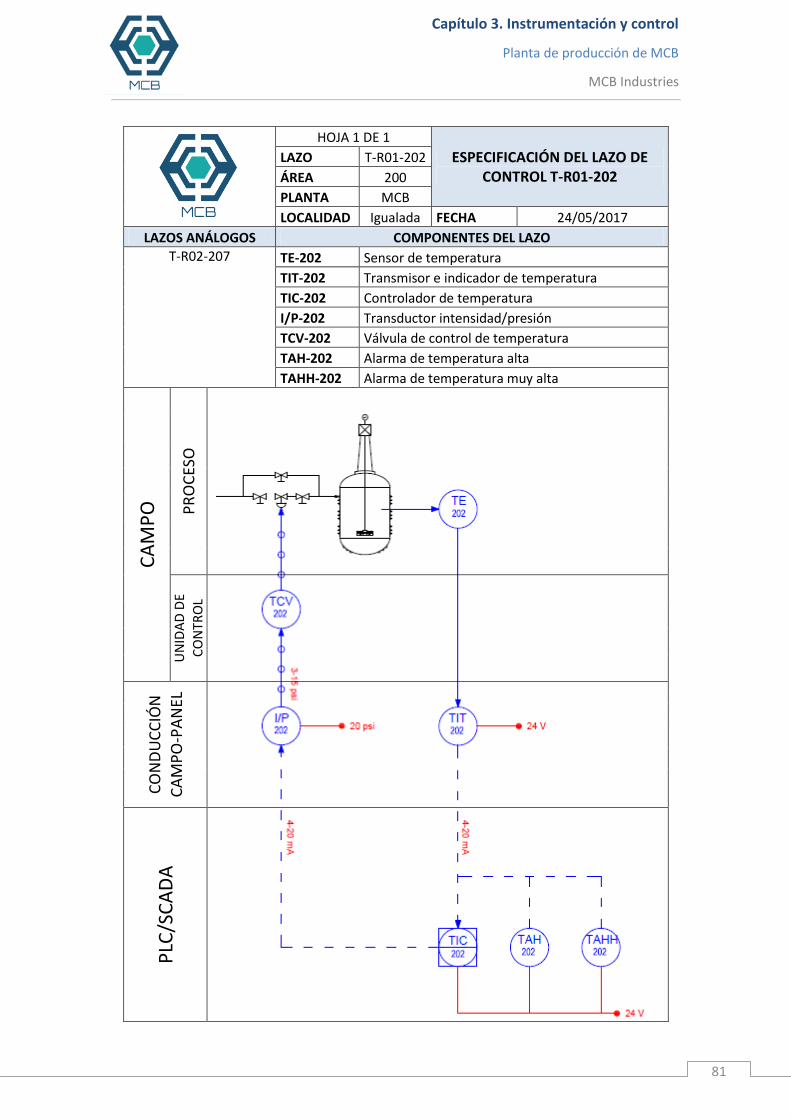
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
81
HOJA 1 DE 1
ESPECIFICACIÓN DEL LAZO DE CONTROL T-R01-202
LAZO T-R01-202
ÁREA 200
PLANTA MCB
LOCALIDAD Igualada FECHA 24/05/2017
LAZOS ANÁLOGOS COMPONENTES DEL LAZO
T-R02-207 TE-202 Sensor de temperatura
TIT-202 Transmisor e indicador de temperatura
TIC-202 Controlador de temperatura
I/P-202 Transductor intensidad/presión
TCV-202 Válvula de control de temperatura
TAH-202 Alarma de temperatura alta
TAHH-202 Alarma de temperatura muy alta
CA
MP
O
PR
OC
ESO
UN
IDA
D D
E C
ON
TRO
L
CO
ND
UC
CIÓ
N
CA
MP
O-P
AN
EL
PLC
/SC
AD
A
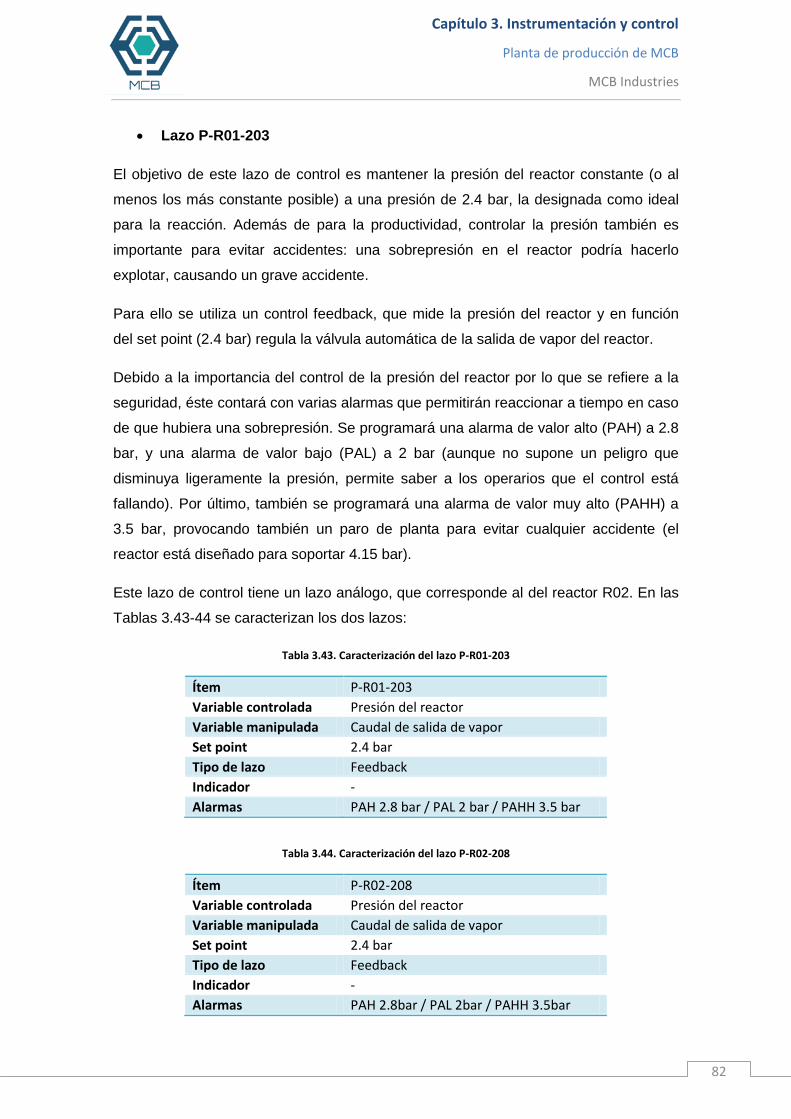
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
82
Lazo P-R01-203
El objetivo de este lazo de control es mantener la presión del reactor constante (o al
menos los más constante posible) a una presión de 2.4 bar, la designada como ideal
para la reacción. Además de para la productividad, controlar la presión también es
importante para evitar accidentes: una sobrepresión en el reactor podría hacerlo
explotar, causando un grave accidente.
Para ello se utiliza un control feedback, que mide la presión del reactor y en función
del set point (2.4 bar) regula la válvula automática de la salida de vapor del reactor.
Debido a la importancia del control de la presión del reactor por lo que se refiere a la
seguridad, éste contará con varias alarmas que permitirán reaccionar a tiempo en caso
de que hubiera una sobrepresión. Se programará una alarma de valor alto (PAH) a 2.8
bar, y una alarma de valor bajo (PAL) a 2 bar (aunque no supone un peligro que
disminuya ligeramente la presión, permite saber a los operarios que el control está
fallando). Por último, también se programará una alarma de valor muy alto (PAHH) a
3.5 bar, provocando también un paro de planta para evitar cualquier accidente (el
reactor está diseñado para soportar 4.15 bar).
Este lazo de control tiene un lazo análogo, que corresponde al del reactor R02. En las
Tablas 3.43-44 se caracterizan los dos lazos:
Tabla 3.43. Caracterización del lazo P-R01-203
Ítem P-R01-203
Variable controlada Presión del reactor
Variable manipulada Caudal de salida de vapor
Set point 2.4 bar
Tipo de lazo Feedback
Indicador -
Alarmas PAH 2.8 bar / PAL 2 bar / PAHH 3.5 bar
Tabla 3.44. Caracterización del lazo P-R02-208
Ítem P-R02-208
Variable controlada Presión del reactor
Variable manipulada Caudal de salida de vapor
Set point 2.4 bar
Tipo de lazo Feedback
Indicador -
Alarmas PAH 2.8bar / PAL 2bar / PAHH 3.5bar
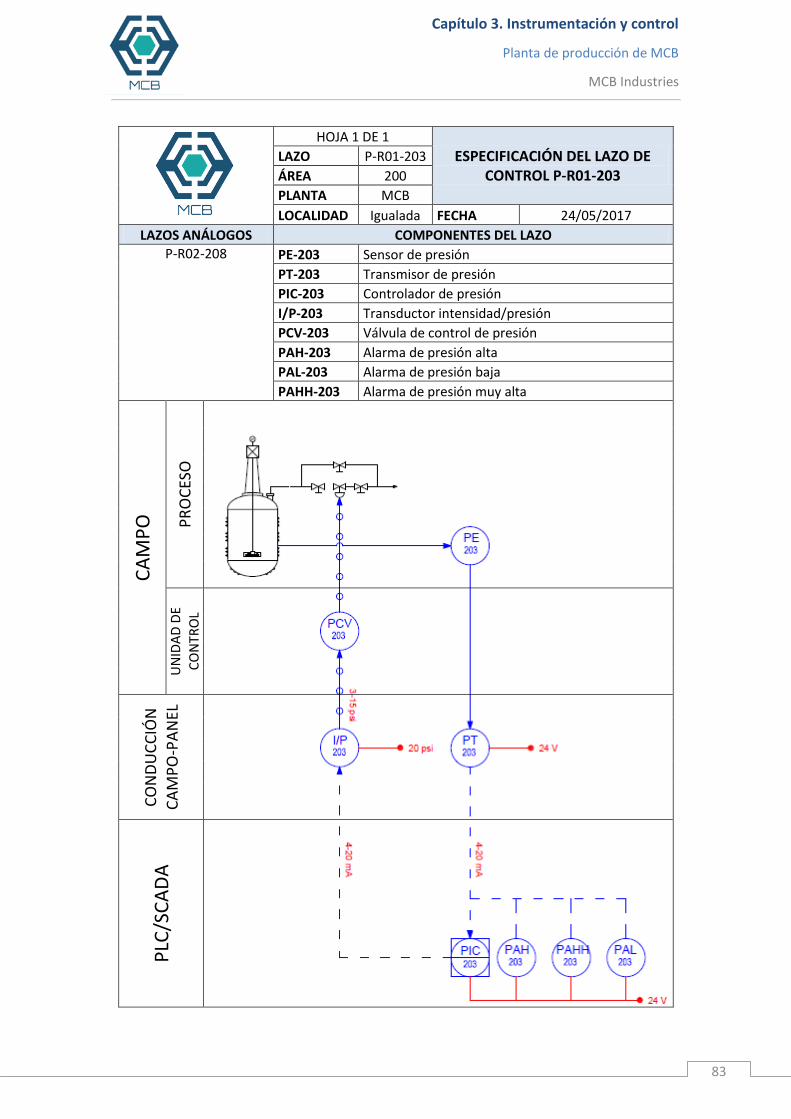
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
83
HOJA 1 DE 1
ESPECIFICACIÓN DEL LAZO DE CONTROL P-R01-203
LAZO P-R01-203
ÁREA 200
PLANTA MCB
LOCALIDAD Igualada FECHA 24/05/2017
LAZOS ANÁLOGOS COMPONENTES DEL LAZO
P-R02-208 PE-203 Sensor de presión
PT-203 Transmisor de presión
PIC-203 Controlador de presión
I/P-203 Transductor intensidad/presión
PCV-203 Válvula de control de presión
PAH-203 Alarma de presión alta
PAL-203 Alarma de presión baja
PAHH-203 Alarma de presión muy alta
CA
MP
O
PR
OC
ESO
UN
IDA
D D
E C
ON
TRO
L
CO
ND
UC
CIÓ
N
CA
MP
O-P
AN
EL
PLC
/SC
AD
A
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
84
Lazo L-R01-204
El objetivo de este lazo es mantener el nivel de líquido del tanque de reacción
constante (a 4 m). Este control es importante para asegurar el correcto funcionamiento
del reactor, y asegurar la productividad.
Para ello se utiliza un control feedback, que mide el nivel del tanque y en función de
éste regula la válvula de salida de líquido del reactor.
Además, se instalará una alarma de nivel alto (LAH) a 4.2 m y una de nivel bajo (LAL)
a 3.8 m, que permitirán alertar a los operarios en caso de que existiera un problema.
Este lazo de control tiene un lazo análogo, que corresponde al del reactor R02. En las
Tablas 3.45-46 se caracterizan los dos lazos:
Tabla 3.45. Caracterización del lazo L-R01-204
Ítem L-R01-204
Variable controlada Nivel de líquido del reactor
Variable manipulada Caudal de salida de líquido
Set point 4 m
Tipo de lazo Feedback
Indicador -
Alarmas LAH 4.2m / LAL 3.8m
Tabla 3.46. Caracterización del lazo L-R02-209
Ítem L-R02-209
Variable controlada Nivel de líquido del reactor
Variable manipulada Caudal de salida de líquido
Set point 4 m
Tipo de lazo Feedback
Indicador -
Alarmas LAH 4.2m / LAL 3.8m
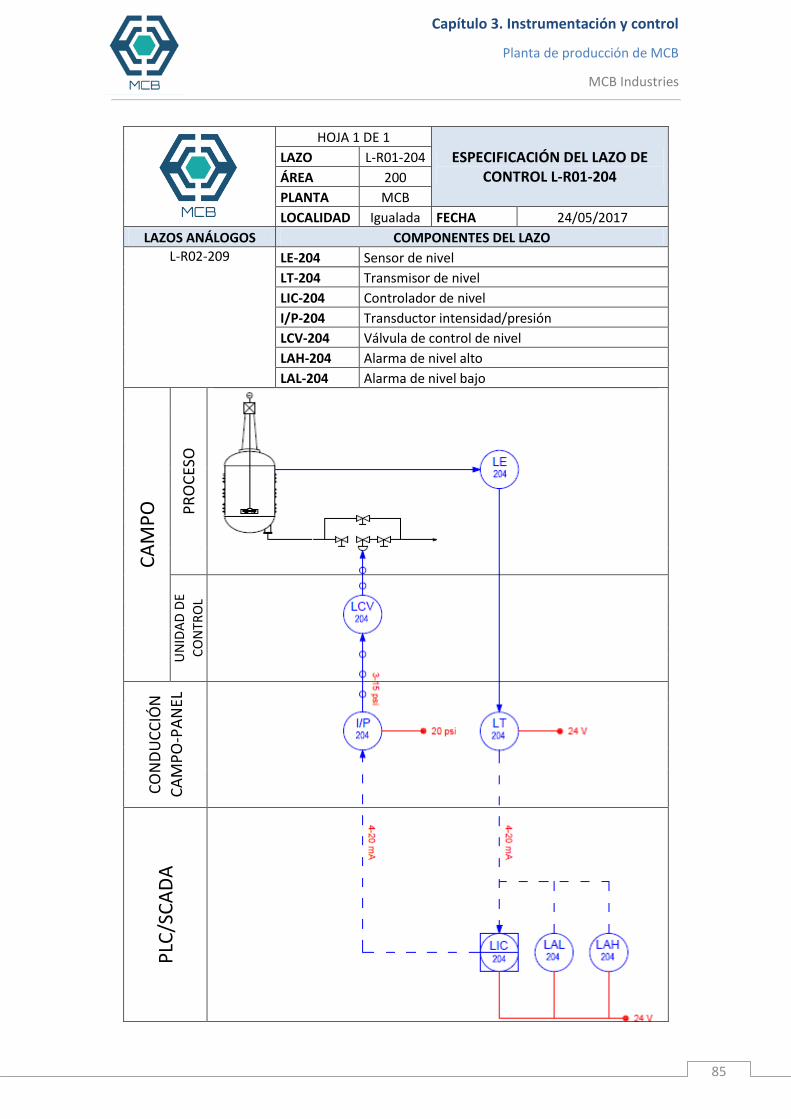
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
85
HOJA 1 DE 1
ESPECIFICACIÓN DEL LAZO DE CONTROL L-R01-204
LAZO L-R01-204
ÁREA 200
PLANTA MCB
LOCALIDAD Igualada FECHA 24/05/2017
LAZOS ANÁLOGOS COMPONENTES DEL LAZO
L-R02-209 LE-204 Sensor de nivel
LT-204 Transmisor de nivel
LIC-204 Controlador de nivel
I/P-204 Transductor intensidad/presión
LCV-204 Válvula de control de nivel
LAH-204 Alarma de nivel alto
LAL-204 Alarma de nivel bajo
CA
MP
O
PR
OC
ESO
UN
IDA
D D
E C
ON
TRO
L
CO
ND
UC
CIÓ
N
CA
MP
O-P
AN
EL
PLC
/SC
AD
A
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
86
Lazo F-R01-205
El objetivo de este lazo de control es regular el caudal de entrada de Cl2 al reactor R01
para asegurar que éste se mantenga constante. La importancia de mantener el caudal
de Cl2 constante reside en que éste es el reactivo limitante de la reacción, y por lo
tanto si no entra la cantidad suficiente la reacción se vería afectada y la productividad
disminuiría. Además, si entrara más Cl2 del necesario no reaccionaría y saldría junto
con el corriente gaseoso de salida, aumentando notablemente la contaminación de
dicho corriente y dificultando su tratamiento posterior.
Para ello se utiliza un control feedforward, que mide el caudal de Cl2 de entrada al
reactor y en función del set point (en este caso 2.3 m3/h) se abre o se cierra la válvula
automática para evitar así la fluctuación de dicho caudal.
Este lazo de control tiene un lazo análogo, que corresponde al del reactor R02. En las
Tablas 3.47-48 se caracterizan los dos lazos:
Tabla 3.47. Caracterización del lazo F-R01-205
Ítem F-R01-205
Variable controlada Caudal de entrada de Cl2 al reactor
Variable manipulada Caudal de entrada de Cl2 al reactor
Set point 2.3 m3/h
Tipo de lazo Feedforward
Indicador -
Alarmas -
Tabla 3.48. Caracterización del lazo F-R02-210
Ítem F-R02-210
Variable controlada Caudal de entrada de Cl2 al reactor
Variable manipulada Caudal de entrada de Cl2 al reactor
Set point 2.3 m3/h
Tipo de lazo Feedforward
Indicador -
Alarmas -
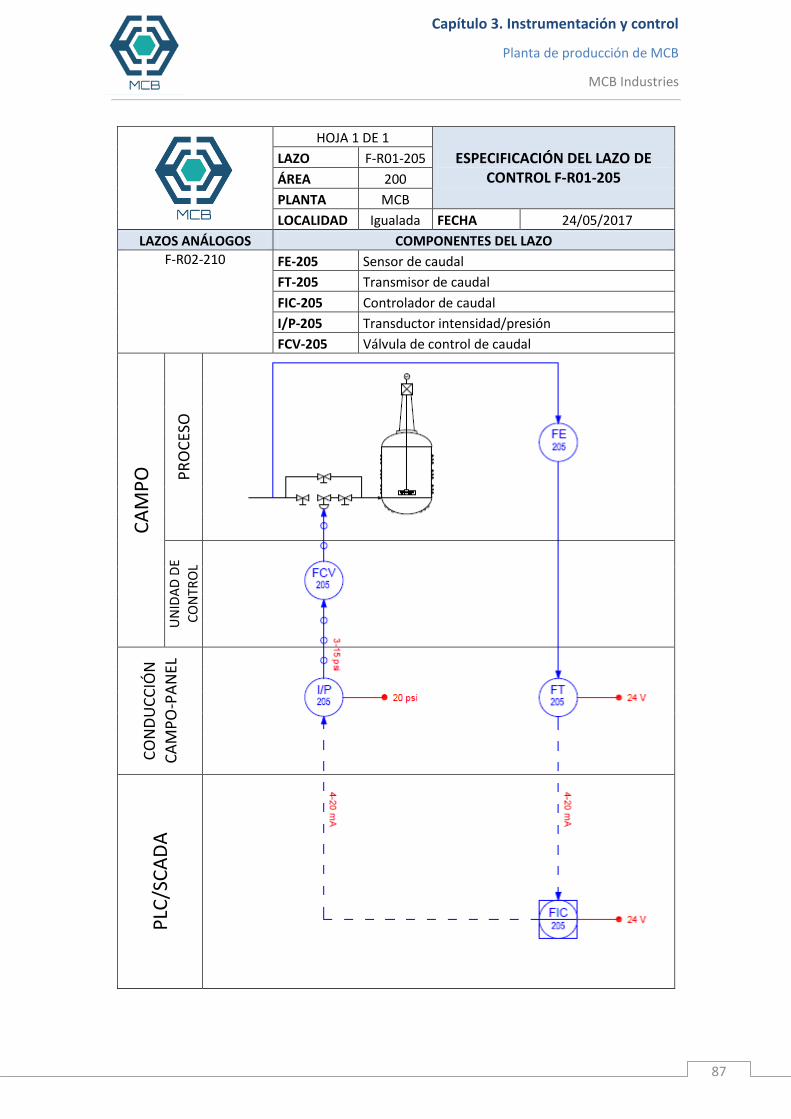
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
87
HOJA 1 DE 1
ESPECIFICACIÓN DEL LAZO DE CONTROL F-R01-205
LAZO F-R01-205
ÁREA 200
PLANTA MCB
LOCALIDAD Igualada FECHA 24/05/2017
LAZOS ANÁLOGOS COMPONENTES DEL LAZO
F-R02-210 FE-205 Sensor de caudal
FT-205 Transmisor de caudal
FIC-205 Controlador de caudal
I/P-205 Transductor intensidad/presión
FCV-205 Válvula de control de caudal
CA
MP
O
PR
OC
ESO
UN
IDA
D D
E
CO
NTR
OL
CO
ND
UC
CIÓ
N
CA
MP
O-P
AN
EL
PLC
/SC
AD
A
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
88
3.4.2.3. Separador vapor-líquido
Lazo L-FL01-212
El objetivo de este lazo es mantener un control sobre el nivel de líquido del separador
vapor-líquido, de manera que éste nunca exceda la altura permitida ni tampoco baje
demasiado. En caso de que esto se diera podría entrar vapor en la línea de líquido y
viceversa, lo que provocaría graves problemas en el proceso.
Para ello se utiliza un control feedback, que mide el nivel de líquido en el separador, lo
compara con el set point (0.7 m) y en función de éste regula la válvula de salida de
líquido.
Además, se instalará una alarma de nivel alto (LAH) a 0.8 m y una de nivel bajo (LAL)
a 0.6 m, que permitirán alertar a los operarios en caso de que existiera un problema.
Este lazo de control no dispone de lazos análogos. Sus características se muestran en
la Tabla 3.49:
Tabla 3.49. Caracterización del lazo L-FL01-212
Ítem L-FL01-212
Variable controlada Nivel de líquido del flash
Variable manipulada Caudal de salida de líquido
Set point 0.7 m
Tipo de lazo Feedback
Indicador -
Alarmas LAH 0.8m / LAL 0.6m
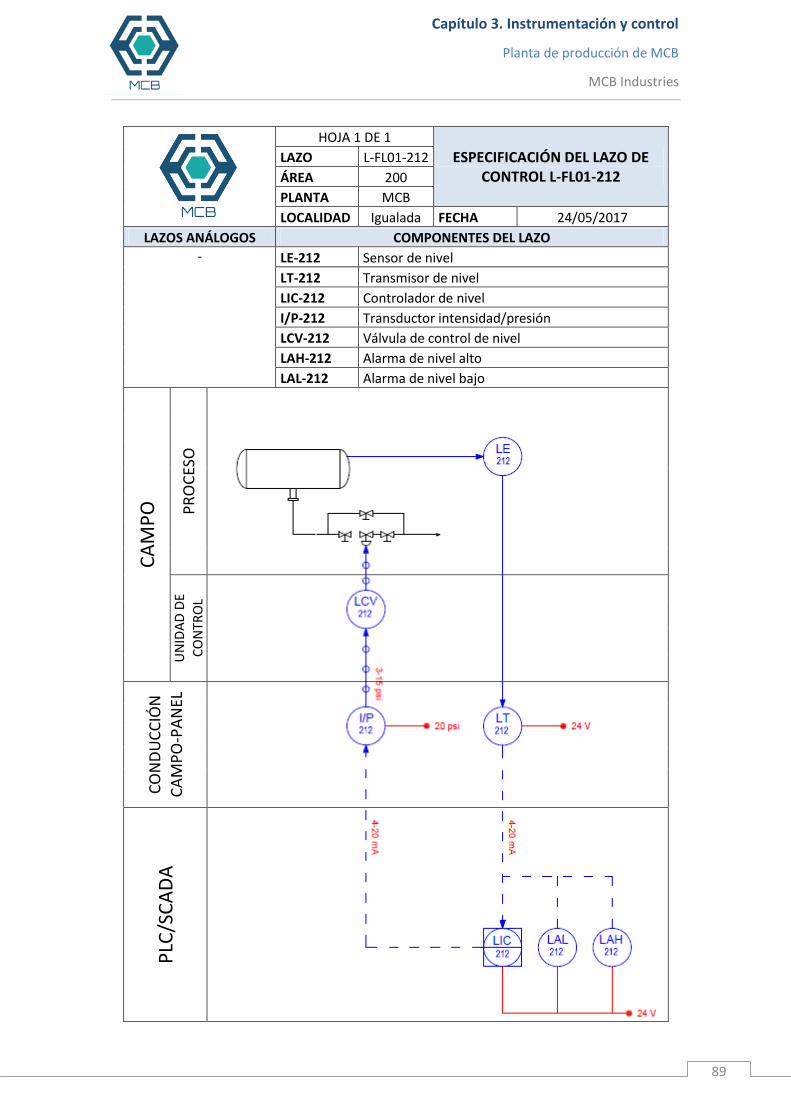
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
89
HOJA 1 DE 1
ESPECIFICACIÓN DEL LAZO DE CONTROL L-FL01-212
LAZO L-FL01-212
ÁREA 200
PLANTA MCB
LOCALIDAD Igualada FECHA 24/05/2017
LAZOS ANÁLOGOS COMPONENTES DEL LAZO
- LE-212 Sensor de nivel
LT-212 Transmisor de nivel
LIC-212 Controlador de nivel
I/P-212 Transductor intensidad/presión
LCV-212 Válvula de control de nivel
LAH-212 Alarma de nivel alto
LAL-212 Alarma de nivel bajo
CA
MP
O
PR
OC
ESO
UN
IDA
D D
E C
ON
TRO
L
CO
ND
UC
CIÓ
N
CA
MP
O-P
AN
EL
PLC
/SC
AD
A
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
90
3.4.2.3. Columnas de destilación
Lazo F-K01-213
El objetivo de este lazo de control es regular el caudal de entrada de benceno con
tolueno a la columna K01 para asegurar que éste se mantenga constante. Este control
permitirá regular cualquier perturbación causada por las bombas de impulsión de los
tanques a la columna.
Para ello se utiliza un control feedforward, que mide el caudal de entrada a la columna
y en función del set point (en este caso 8.4 m3/h) se abre o se cierra la válvula
automática para evitar así la fluctuación de dicho caudal.
Este lazo de control no se utilizará en todas las columnas de la planta, ya que debe
tenerse en cuenta que en algunas los caudales de entrada ya estarán controlados por
otros lazos anteriores. De esta forma, se evitarán conflictos entre bloques de control.
En este caso solo tendrá un lazo análogo, el de la columna K03, que se utilizará para
asegurar que el caudal se bifurca correctamente antes de su entrada. Este lazo, es de
gran importancia para asegurar que se produzca la cantidad de MCB necesaria. Las
características de estos dos lazos, se muestran en las Tablas 3.50-51:
Tabla 3.50. Caracterización del lazo F-K01-213
Ítem F-K01-213
Variable controlada Caudal de entrada columna K01
Variable manipulada Caudal de entrada columna K01
Set point 8.4 m3/h
Tipo de lazo Feedforward
Indicador -
Alarmas -
Tabla 3.51. Caracterización del lazo F-K03-311
Ítem F-K03-311
Variable controlada Caudal de entrada columna K03
Variable manipulada Caudal de entrada columna K03
Set point 9.08 m3/h
Tipo de lazo Feedforward
Indicador -
Alarmas -
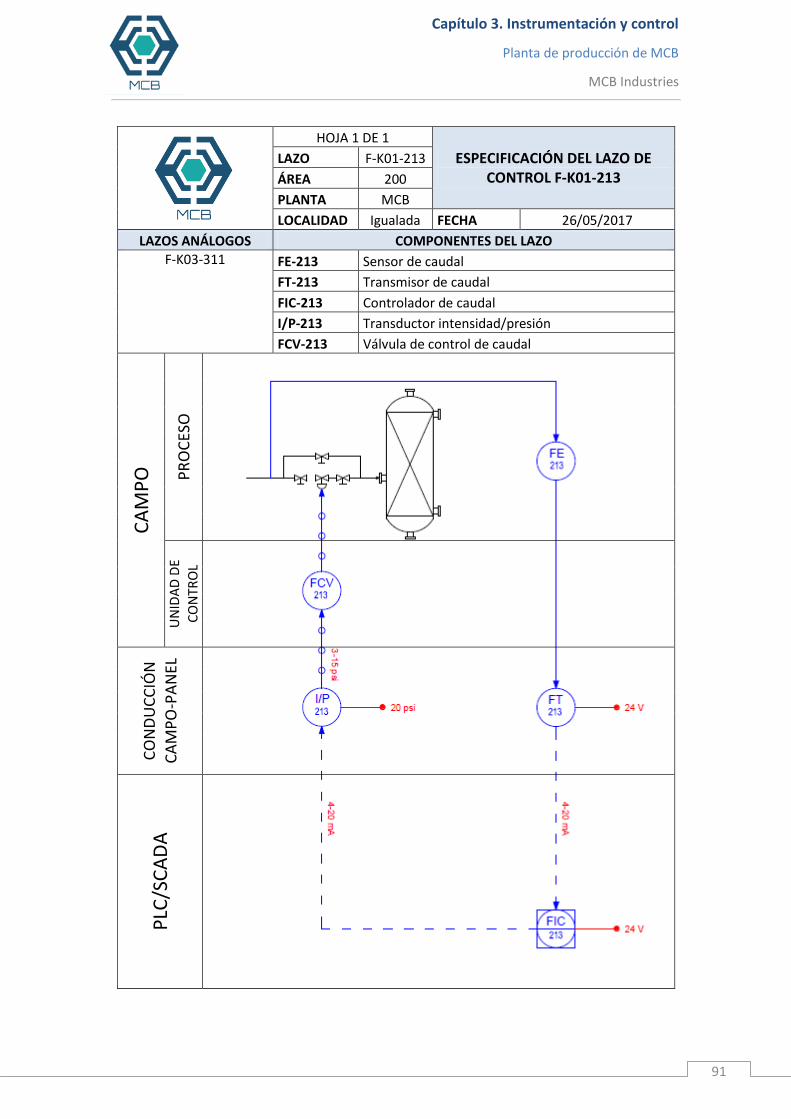
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
91
HOJA 1 DE 1
ESPECIFICACIÓN DEL LAZO DE CONTROL F-K01-213
LAZO F-K01-213
ÁREA 200
PLANTA MCB
LOCALIDAD Igualada FECHA 26/05/2017
LAZOS ANÁLOGOS COMPONENTES DEL LAZO
F-K03-311 FE-213 Sensor de caudal
FT-213 Transmisor de caudal
FIC-213 Controlador de caudal
I/P-213 Transductor intensidad/presión
FCV-213 Válvula de control de caudal
CA
MP
O
PR
OC
ESO
UN
IDA
D D
E
CO
NTR
OL
CO
ND
UC
CIÓ
N
CA
MP
O-P
AN
EL
PLC
/SC
AD
A
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
92
Lazo L-K01-214
El objetivo de este lazo es mantener un control sobre el nivel de líquido de la columna
empacada K01, de manera que éste nunca exceda la altura permitida ni tampoco baje
demasiado. Este control es importante para evitar la inundación de la columna (hecho
que conllevaría muchos problemas) y para asegurar que la separación se realiza
correctamente.
Para ello se utiliza un control feedback, que mide el nivel de líquido en la columna, lo
compara con el set point (en el caso de la columna K01, 11 m) y en función de éste
regula la válvula de salida de líquido.
Además, se instalará una alarma de nivel alto (LAH) a 12 m y una de nivel bajo (LAL) a
10 m. La alarma LAH permitirá alertar de un posible riesgo de inundación de la
columna, mientras que la LAL permitirá detectar posibles fallos en la válvula de salida
del líquido.
Este lazo de control tiene dos lazos análogos, que corresponden a las columnas K02 y
K03. En las Tablas 3.52-54 se caracterizan los tres lazos:
Tabla 3.52. Caracterización del lazo L-K01-214
Ítem L-K01-214
Variable controlada Nivel de líquido de la columna K01
Variable manipulada Caudal de salida de líquido
Set point 11 m
Tipo de lazo Feedback
Indicador -
Alarmas LAH 12m / LAL 10m
Tabla 3.53. Caracterización del lazo L-K02-301
Ítem L-K02-301
Variable controlada Nivel de líquido de la columna K02
Variable manipulada Caudal de salida de líquido
Set point 12 m
Tipo de lazo Feedback
Indicador -
Alarmas LAH 13m / LAL 11m
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
93
Tabla 3.54. Caracterización del lazo L-K03-312
Ítem L-K03-312
Variable controlada Nivel de líquido de la columna K03
Variable manipulada Caudal de salida de líquido
Set point 12.8 m
Tipo de lazo Feedback
Indicador -
Alarmas LAH 13.8m / LAL 11.8m
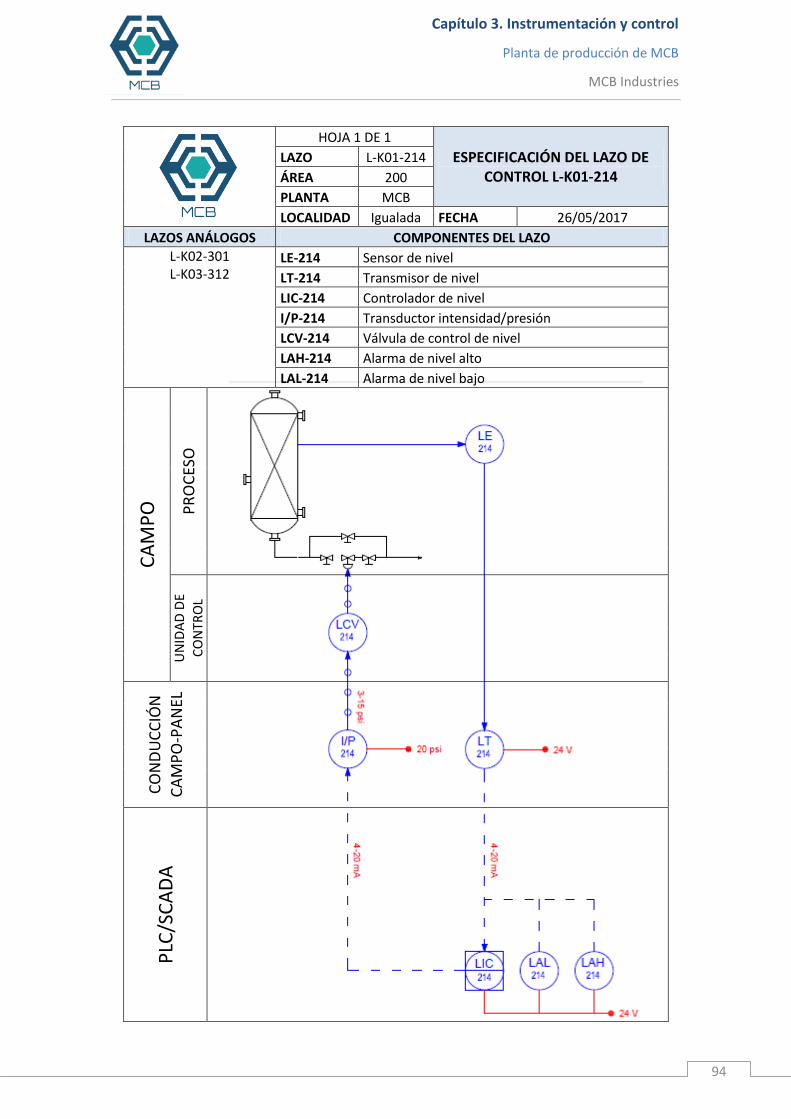
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
94
HOJA 1 DE 1
ESPECIFICACIÓN DEL LAZO DE CONTROL L-K01-214
LAZO L-K01-214
ÁREA 200
PLANTA MCB
LOCALIDAD Igualada FECHA 26/05/2017
LAZOS ANÁLOGOS COMPONENTES DEL LAZO
L-K02-301 L-K03-312
LE-214 Sensor de nivel
LT-214 Transmisor de nivel
LIC-214 Controlador de nivel
I/P-214 Transductor intensidad/presión
LCV-214 Válvula de control de nivel
LAH-214 Alarma de nivel alto
LAL-214 Alarma de nivel bajo
CA
MP
O
PR
OC
ESO
UN
IDA
D D
E C
ON
TRO
L
CO
ND
UC
CIÓ
N
CA
MP
O-P
AN
EL
PLC
/SC
AD
A
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
95
Lazo T-K01-215
El objetivo de este lazo es controlar la composición del corriente de salida de destilado
de la columna. Para hacerlo se controlará la temperatura de dicho corriente, ya que
ésta está directamente relacionada con la composición: cada uno de los componentes
presentes en la columna tiene su punto de ebullición; por lo tanto, la temperatura de
salida de destilado deberá ser igual o superior a la de ebullición del compuesto que se
desee obtener como destilado. Si fuera diferente, significaría que la composición no
sería igual a la deseada.
Para ello se utiliza un control feedback, que mide la temperatura del corriente de salida
de destilado y en función de ésta varía el reflujo.
Este lazo se utilizará en todas las columnas de la planta, pero para dos de ellas éste
deberá ser muy preciso debido a su importancia para el proceso:
· K01: Mediante esta columna se debe obtener benceno puro (sin tolueno) para ser
entrado en el proceso. La temperatura de ebullición del benceno es de 80.1ºC, y el
destilado deberá salir a 80.7ºC para asegurar que no entre tolueno en el proceso.
· K03: Mediante esta columna se obtendrá el producto de la planta, el MCB. Su punto
de ebullición es de 131ºC, pero se estipula un set point de 131.2ºC para evitar que
salga con menos pureza de la permitida.
Además, se instalarán alarmas de valor alto (TAH) y bajo (TAL) para alertar a los
operarios en caso de que la temperatura (y por tanto la composición) de salida de
destilado no es la correcta.
Tal y como se ha comentado este lazo de control tiene dos lazos análogos, que
corresponden a las columnas K02 y K03. En las Tablas 3.55-57 se caracterizan los
tres lazos:
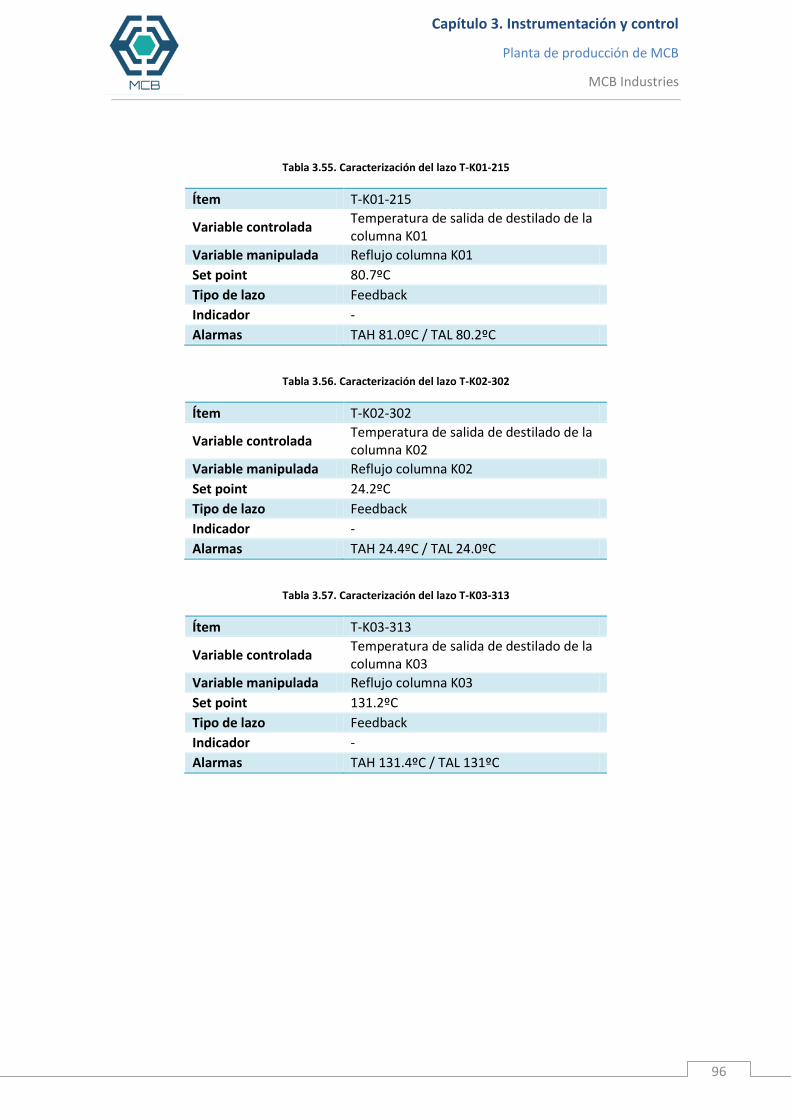
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
96
Tabla 3.55. Caracterización del lazo T-K01-215
Ítem T-K01-215
Variable controlada Temperatura de salida de destilado de la columna K01
Variable manipulada Reflujo columna K01
Set point 80.7ºC
Tipo de lazo Feedback
Indicador -
Alarmas TAH 81.0ºC / TAL 80.2ºC
Tabla 3.56. Caracterización del lazo T-K02-302
Ítem T-K02-302
Variable controlada Temperatura de salida de destilado de la columna K02
Variable manipulada Reflujo columna K02
Set point 24.2ºC
Tipo de lazo Feedback
Indicador -
Alarmas TAH 24.4ºC / TAL 24.0ºC
Tabla 3.57. Caracterización del lazo T-K03-313
Ítem T-K03-313
Variable controlada Temperatura de salida de destilado de la columna K03
Variable manipulada Reflujo columna K03
Set point 131.2ºC
Tipo de lazo Feedback
Indicador -
Alarmas TAH 131.4ºC / TAL 131ºC
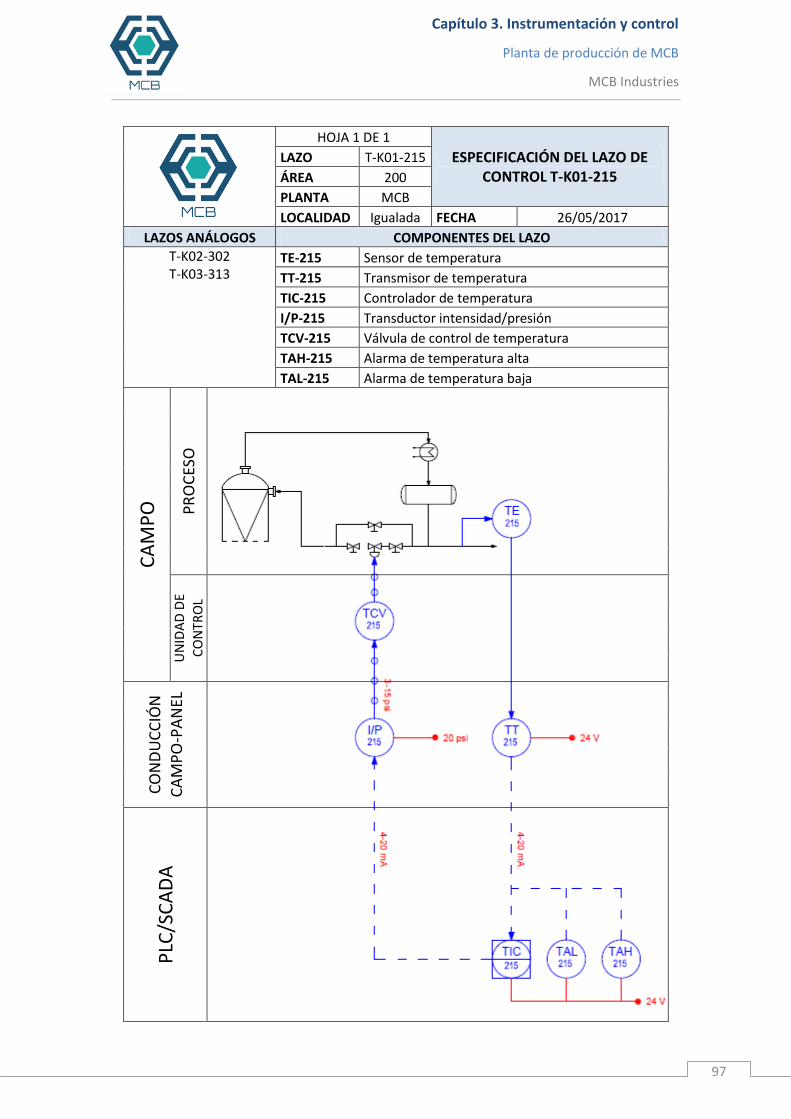
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
97
HOJA 1 DE 1
ESPECIFICACIÓN DEL LAZO DE CONTROL T-K01-215
LAZO T-K01-215
ÁREA 200
PLANTA MCB
LOCALIDAD Igualada FECHA 26/05/2017
LAZOS ANÁLOGOS COMPONENTES DEL LAZO
T-K02-302 T-K03-313
TE-215 Sensor de temperatura
TT-215 Transmisor de temperatura
TIC-215 Controlador de temperatura
I/P-215 Transductor intensidad/presión
TCV-215 Válvula de control de temperatura
TAH-215 Alarma de temperatura alta
TAL-215 Alarma de temperatura baja
CA
MP
O
PR
OC
ESO
UN
IDA
D D
E C
ON
TRO
L
CO
ND
UC
CIÓ
N
CA
MP
O-P
AN
EL
PLC
/SC
AD
A
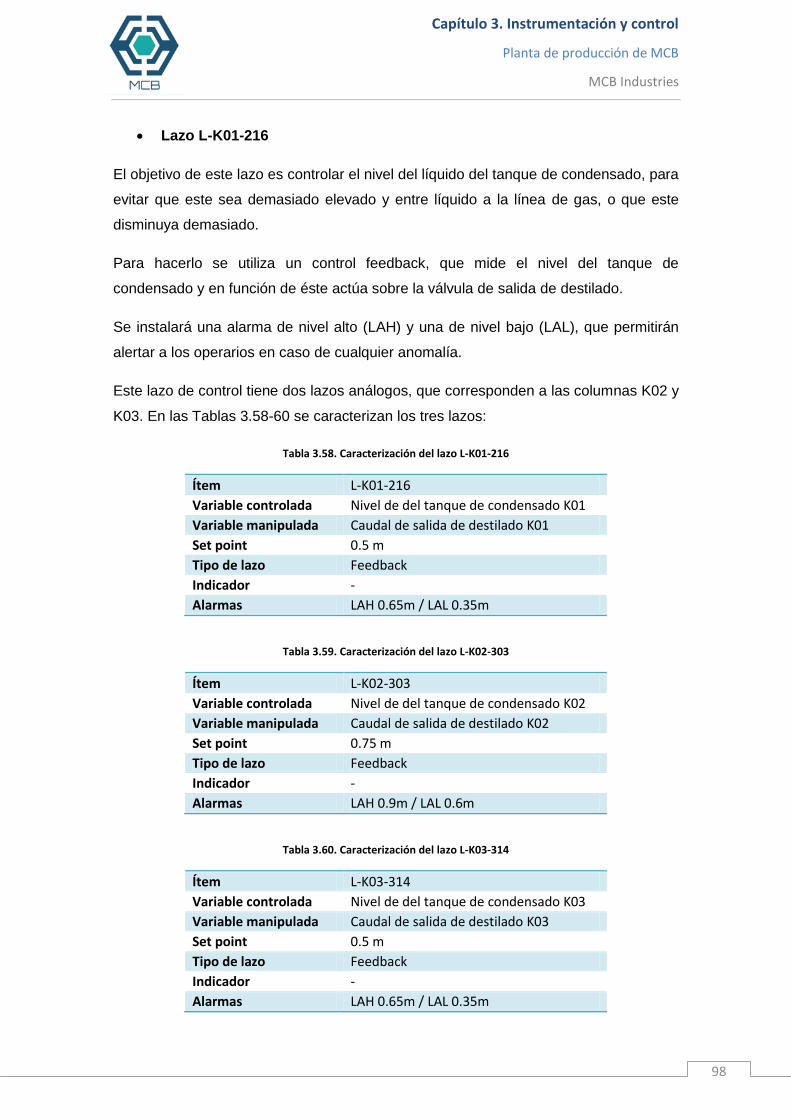
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
98
Lazo L-K01-216
El objetivo de este lazo es controlar el nivel del líquido del tanque de condensado, para
evitar que este sea demasiado elevado y entre líquido a la línea de gas, o que este
disminuya demasiado.
Para hacerlo se utiliza un control feedback, que mide el nivel del tanque de
condensado y en función de éste actúa sobre la válvula de salida de destilado.
Se instalará una alarma de nivel alto (LAH) y una de nivel bajo (LAL), que permitirán
alertar a los operarios en caso de cualquier anomalía.
Este lazo de control tiene dos lazos análogos, que corresponden a las columnas K02 y
K03. En las Tablas 3.58-60 se caracterizan los tres lazos:
Tabla 3.58. Caracterización del lazo L-K01-216
Ítem L-K01-216
Variable controlada Nivel de del tanque de condensado K01
Variable manipulada Caudal de salida de destilado K01
Set point 0.5 m
Tipo de lazo Feedback
Indicador -
Alarmas LAH 0.65m / LAL 0.35m
Tabla 3.59. Caracterización del lazo L-K02-303
Ítem L-K02-303
Variable controlada Nivel de del tanque de condensado K02
Variable manipulada Caudal de salida de destilado K02
Set point 0.75 m
Tipo de lazo Feedback
Indicador -
Alarmas LAH 0.9m / LAL 0.6m
Tabla 3.60. Caracterización del lazo L-K03-314
Ítem L-K03-314
Variable controlada Nivel de del tanque de condensado K03
Variable manipulada Caudal de salida de destilado K03
Set point 0.5 m
Tipo de lazo Feedback
Indicador -
Alarmas LAH 0.65m / LAL 0.35m

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
99
HOJA 1 DE 1
ESPECIFICACIÓN DEL LAZO DE CONTROL L-K01-216
LAZO L-K01-216
ÁREA 200
PLANTA MCB
LOCALIDAD Igualada FECHA 26/05/2017
LAZOS ANÁLOGOS COMPONENTES DEL LAZO
L-K02-303 L-K03-314
LE-216 Sensor de nivel
LT-216 Transmisor de nivel
LIC-216 Controlador de nivel
I/P-216 Transductor intensidad/presión
LCV-216 Válvula de control de nivel
LAH-216 Alarma de nivel alto
LAL-216 Alarma de nivel bajo
CA
MP
O
PR
OC
ESO
UN
IDA
D D
E C
ON
TRO
L
CO
ND
UC
CIÓ
N
CA
MP
O-P
AN
EL
PLC
/SC
AD
A
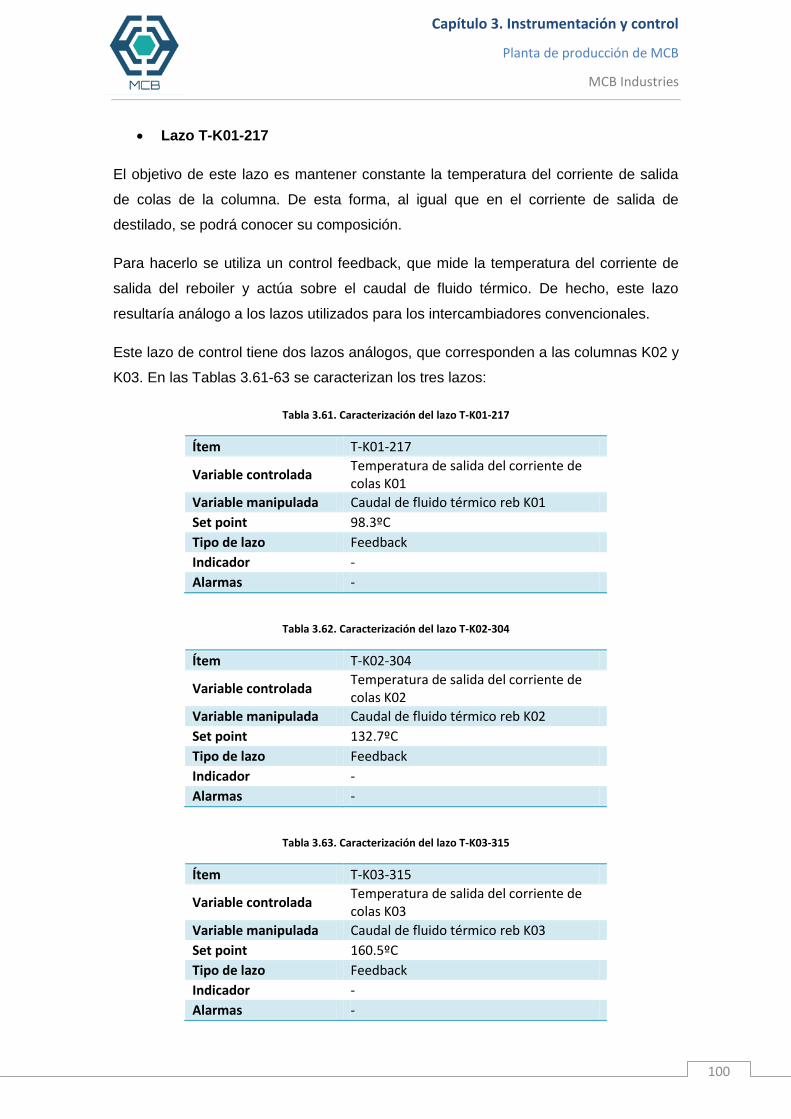
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
100
Lazo T-K01-217
El objetivo de este lazo es mantener constante la temperatura del corriente de salida
de colas de la columna. De esta forma, al igual que en el corriente de salida de
destilado, se podrá conocer su composición.
Para hacerlo se utiliza un control feedback, que mide la temperatura del corriente de
salida del reboiler y actúa sobre el caudal de fluido térmico. De hecho, este lazo
resultaría análogo a los lazos utilizados para los intercambiadores convencionales.
Este lazo de control tiene dos lazos análogos, que corresponden a las columnas K02 y
K03. En las Tablas 3.61-63 se caracterizan los tres lazos:
Tabla 3.61. Caracterización del lazo T-K01-217
Ítem T-K01-217
Variable controlada Temperatura de salida del corriente de colas K01
Variable manipulada Caudal de fluido térmico reb K01
Set point 98.3ºC
Tipo de lazo Feedback
Indicador -
Alarmas -
Tabla 3.62. Caracterización del lazo T-K02-304
Ítem T-K02-304
Variable controlada Temperatura de salida del corriente de colas K02
Variable manipulada Caudal de fluido térmico reb K02
Set point 132.7ºC
Tipo de lazo Feedback
Indicador -
Alarmas -
Tabla 3.63. Caracterización del lazo T-K03-315
Ítem T-K03-315
Variable controlada Temperatura de salida del corriente de colas K03
Variable manipulada Caudal de fluido térmico reb K03
Set point 160.5ºC
Tipo de lazo Feedback
Indicador -
Alarmas -
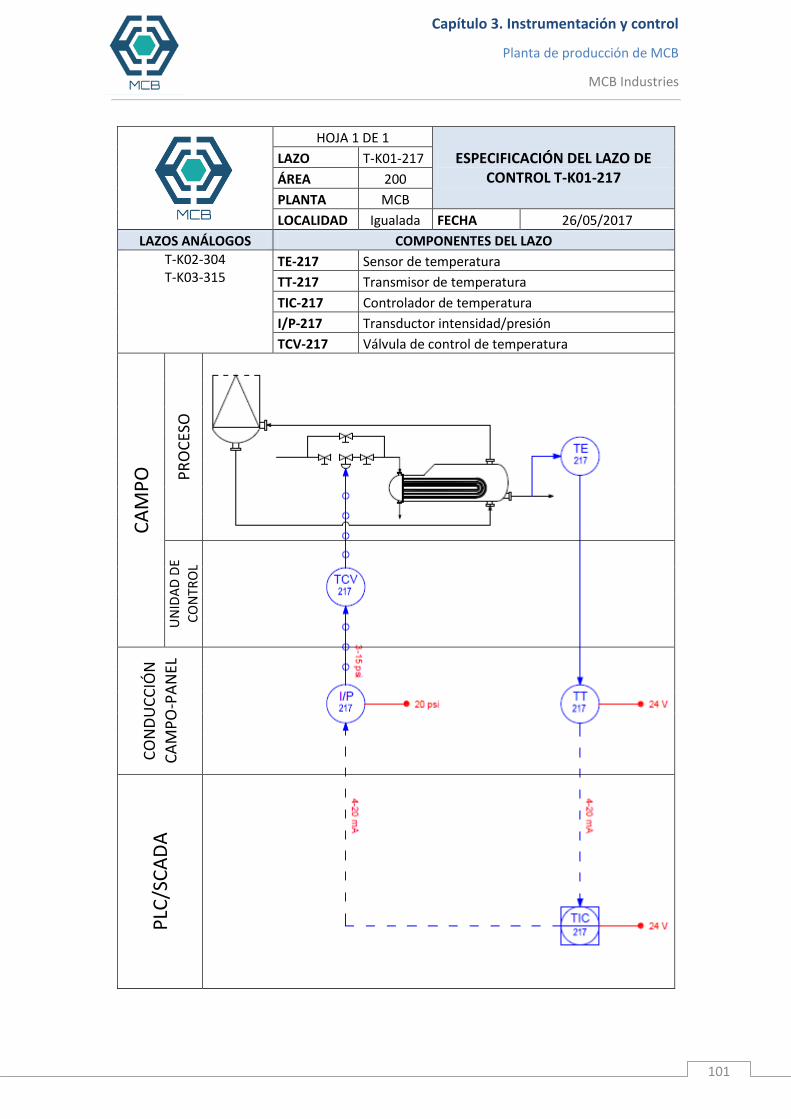
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
101
HOJA 1 DE 1
ESPECIFICACIÓN DEL LAZO DE CONTROL T-K01-217
LAZO T-K01-217
ÁREA 200
PLANTA MCB
LOCALIDAD Igualada FECHA 26/05/2017
LAZOS ANÁLOGOS COMPONENTES DEL LAZO
T-K02-304 T-K03-315
TE-217 Sensor de temperatura
TT-217 Transmisor de temperatura
TIC-217 Controlador de temperatura
I/P-217 Transductor intensidad/presión
TCV-217 Válvula de control de temperatura
CA
MP
O
PR
OC
ESO
UN
IDA
D D
E
CO
NTR
OL
CO
ND
UC
CIÓ
N
CA
MP
O-P
AN
EL
PLC
/SC
AD
A
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
102
Lazo L-RK01-218
El objetivo de este lazo de control es que el nivel del líquido que se acumula en el
reboiler nunca exceda ni esté por debajo del set point fijado. Si el nivel subiese
demasiado el líquido podría llegar a la línea de gas, mientras que si el reboiler se
quedara sin líquido podría producirse un sobrecalentamiento de éste.
Para ello se utiliza un control feedback, que mide el nivel de líquido en el reboiler y en
función de éste abre o cierra la válvula de salida de líquido del reboiler.
Además, se instalarán alarmas de nivel alto (LAH) y bajo (LAL), para alertar a los
operarios en caso de existir un problema.
Este lazo de control tiene dos lazos análogos, que corresponden a las columnas K02 y
K03. En las Tablas 3.64-66 se caracterizan los tres lazos:
Tabla 3.64. Caracterización del lazo L-RK01-218
Ítem L-RK01-218
Variable controlada Nivel de líquido en el reboiler K01
Variable manipulada Caudal de salida de líquido del reboiler
Set point 1.1 m
Tipo de lazo Feedback
Indicador -
Alarmas LAH 1.2m / LAL 1m
Tabla 3.65. Caracterización del lazo L-RK02-305
Ítem L-RK02-305
Variable controlada Nivel de líquido en el reboiler K02
Variable manipulada Caudal de salida de líquido del reboiler
Set point 1 m
Tipo de lazo Feedback
Indicador -
Alarmas LAH 1.1m / LAL 0.9m
Tabla 3.66. Caracterización del lazo L-RK03-316
Ítem L-RK03-316
Variable controlada Nivel de líquido en el reboiler K03
Variable manipulada Caudal de salida de líquido del reboiler
Set point 1.5 m
Tipo de lazo Feedback
Indicador -
Alarmas LAH 1.6m / LAL 1.4m

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
103
HOJA 1 DE 1
ESPECIFICACIÓN DEL LAZO DE CONTROL L-RK01-218
LAZO L-RK01-218
ÁREA 200
PLANTA MCB
LOCALIDAD Igualada FECHA 26/05/2017
LAZOS ANÁLOGOS COMPONENTES DEL LAZO
L-RK02-305 L-RK03-316
LE-218 Sensor de nivel
LT-218 Transmisor de nivel
LIC-218 Controlador de nivel
I/P-218 Transductor intensidad/presión
LCV-218 Válvula de control de nivel
LAH-218 Alarma de nivel alto
LAL-218 Alarma de nivel bajo
CA
MP
O
PR
OC
ESO
UN
IDA
D D
E C
ON
TRO
L
CO
ND
UC
CIÓ
N
CA
MP
O-P
AN
EL
PLC
/SC
AD
A

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
104
3.4.2.4. Compresor
Lazo P-C01-219
El objetivo de este lazo de control es asegurar que la presión del gas a la salida del
compresor C01 sea siempre de 2.4 bar. En caso de que fallara el compresor y la
presión fuera inferior el gas no entraría a la línea de tratamiento de gases, en la cual
los gases circulan a 2.4 bar.
Para hacerlo se utiliza un control feedback, que mide la presión del gas de salida del
compresor y en función de ésta actúa sobre el variador de velocidad del motor del
compresor.
Debido a la importancia que tiene el hecho de que esta presión no disminuya de 2.4
bar, se instalará una alarma de valor bajo (PAL) para alertar a los operarios en caso de
fallo del compresor.
Este lazo dispone de un lazo análogo, el del compresor C02. En la Tabla 3.67-68 se
muestran las características de los dos lazos:
Tabla 3.67. Caracterización del lazo P-C01-219
Ítem P-C01-219
Variable controlada Presión del gas de salida
Variable manipulada Variador de frecuencia motor
Set point 2.4 bar
Tipo de lazo Feedback
Indicador -
Alarmas PAL 2.3 bar
Tabla 3.68. Caracterización del lazo P-C02-228
Ítem P-C02-228
Variable controlada Presión del gas de salida
Variable manipulada Variador de frecuencia motor
Set point 2.4 bar
Tipo de lazo Feedback
Indicador -
Alarmas PAL 2.3 bar
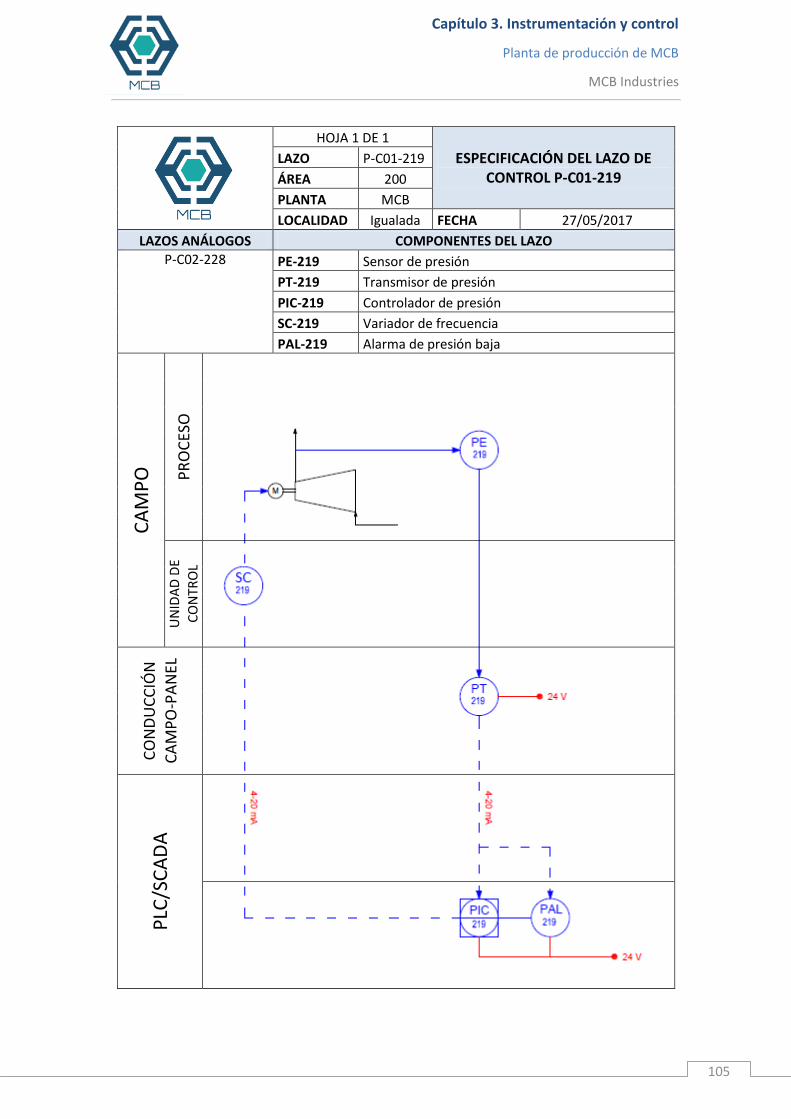
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
105
HOJA 1 DE 1
ESPECIFICACIÓN DEL LAZO DE CONTROL P-C01-219
LAZO P-C01-219
ÁREA 200
PLANTA MCB
LOCALIDAD Igualada FECHA 27/05/2017
LAZOS ANÁLOGOS COMPONENTES DEL LAZO
P-C02-228 PE-219 Sensor de presión
PT-219 Transmisor de presión
PIC-219 Controlador de presión
SC-219 Variador de frecuencia
PAL-219 Alarma de presión baja
CA
MP
O
PR
OC
ESO
UN
IDA
D D
E
CO
NTR
OL
CO
ND
UC
CIÓ
N
CA
MP
O-P
AN
EL
PLC
/SC
AD
A
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
106
3.4.3. Área 300
3.4.3.1. Intercambiadores de calor
El área 300 se dispone de un total de dos intercambiadores de calor, el E03 y el E04.
Sus respectivos lazos de control se explican en el apartado 3.4.2.1.Intercambiadores
de calor, ya que éstos son análogos a los lazos de los intercambiadores de dicha área.
3.4.3.2. Columnas de destilación
En el área 300 se encuentran dos columnas de destilación, la K02 y la K03. Sus
respectivos lazos de control se explican en el apartado 3.4.2.4.Columnas de
destilación, ya que éstos son análogos a los lazos de las columnas de destilación de
dicha área.
3.4.4. Área 400
3.4.4.1. Tanques de almacenaje de productos
En el área 400 se encuentran los tanques de almacenaje del producto principal de la
planta, el MCB. Sus respectivos lazos de control se explican en el apartado 3.4.1.2.
Tanques de almacenaje de productos, ya que éstos son análogos a los lazos de los
tanques de almacenaje atmosféricos de dicha área.
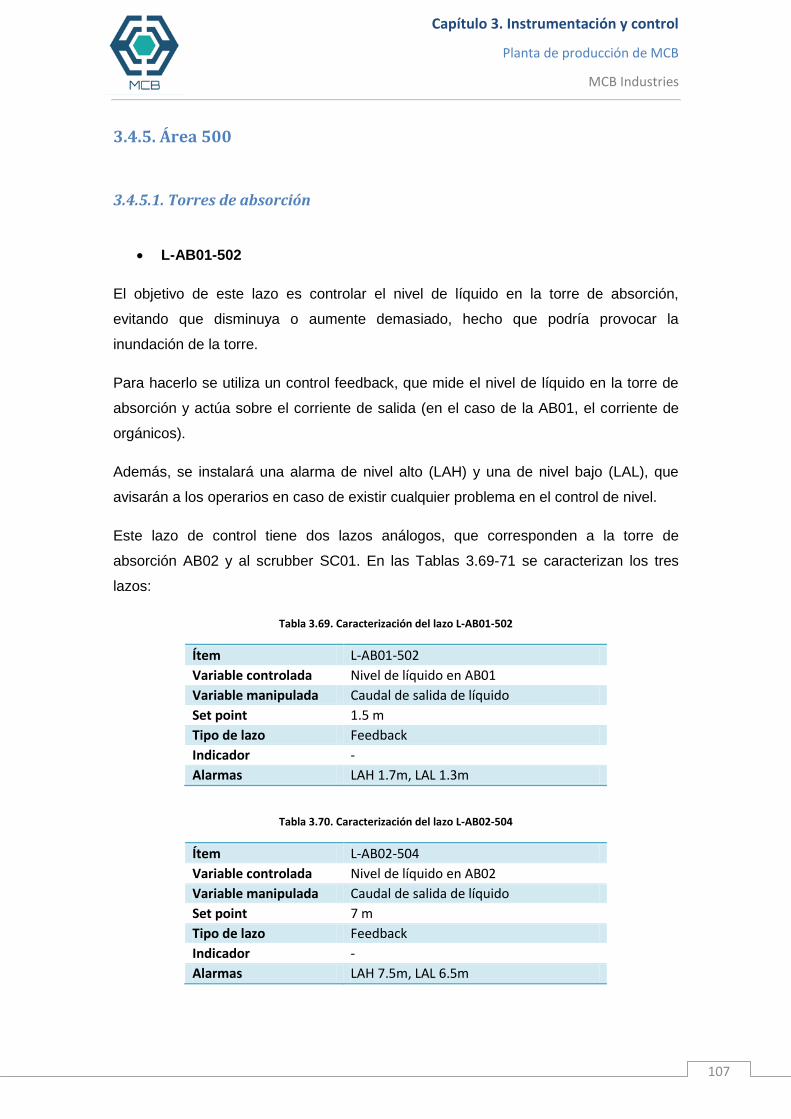
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
107
3.4.5. Área 500
3.4.5.1. Torres de absorción
L-AB01-502
El objetivo de este lazo es controlar el nivel de líquido en la torre de absorción,
evitando que disminuya o aumente demasiado, hecho que podría provocar la
inundación de la torre.
Para hacerlo se utiliza un control feedback, que mide el nivel de líquido en la torre de
absorción y actúa sobre el corriente de salida (en el caso de la AB01, el corriente de
orgánicos).
Además, se instalará una alarma de nivel alto (LAH) y una de nivel bajo (LAL), que
avisarán a los operarios en caso de existir cualquier problema en el control de nivel.
Este lazo de control tiene dos lazos análogos, que corresponden a la torre de
absorción AB02 y al scrubber SC01. En las Tablas 3.69-71 se caracterizan los tres
lazos:
Tabla 3.69. Caracterización del lazo L-AB01-502
Ítem L-AB01-502
Variable controlada Nivel de líquido en AB01
Variable manipulada Caudal de salida de líquido
Set point 1.5 m
Tipo de lazo Feedback
Indicador -
Alarmas LAH 1.7m, LAL 1.3m
Tabla 3.70. Caracterización del lazo L-AB02-504
Ítem L-AB02-504
Variable controlada Nivel de líquido en AB02
Variable manipulada Caudal de salida de líquido
Set point 7 m
Tipo de lazo Feedback
Indicador -
Alarmas LAH 7.5m, LAL 6.5m
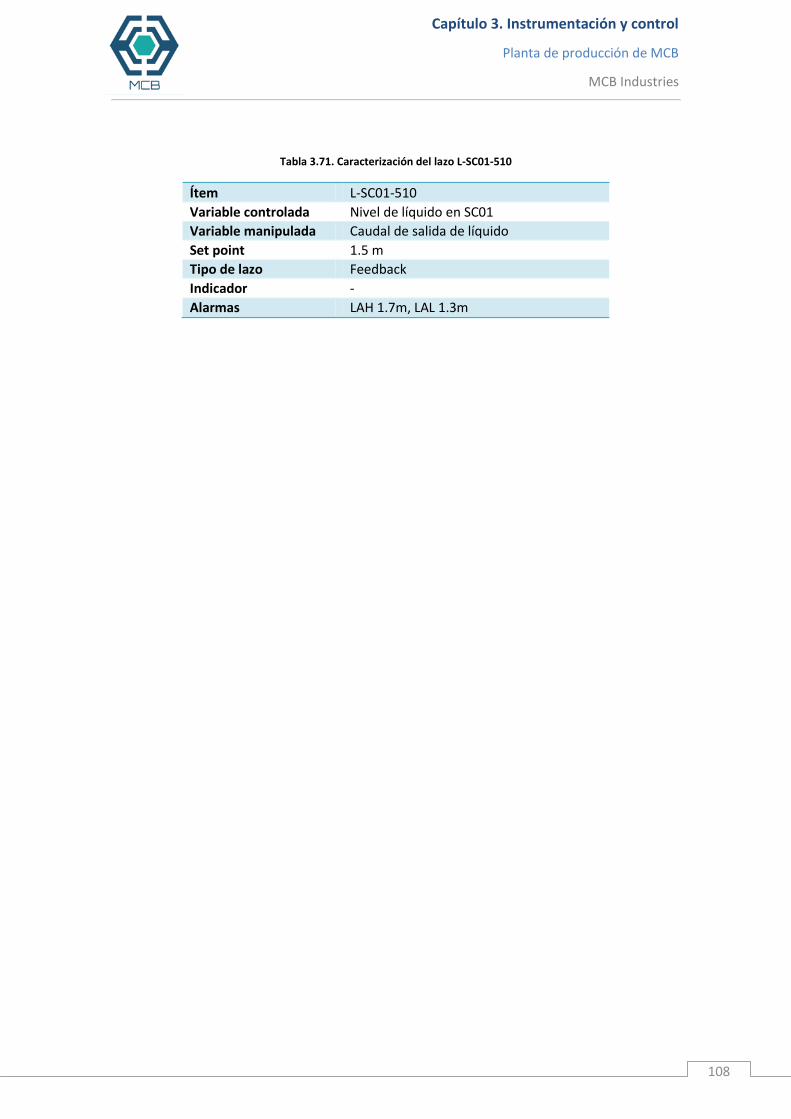
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
108
Tabla 3.71. Caracterización del lazo L-SC01-510
Ítem L-SC01-510
Variable controlada Nivel de líquido en SC01
Variable manipulada Caudal de salida de líquido
Set point 1.5 m
Tipo de lazo Feedback
Indicador -
Alarmas LAH 1.7m, LAL 1.3m
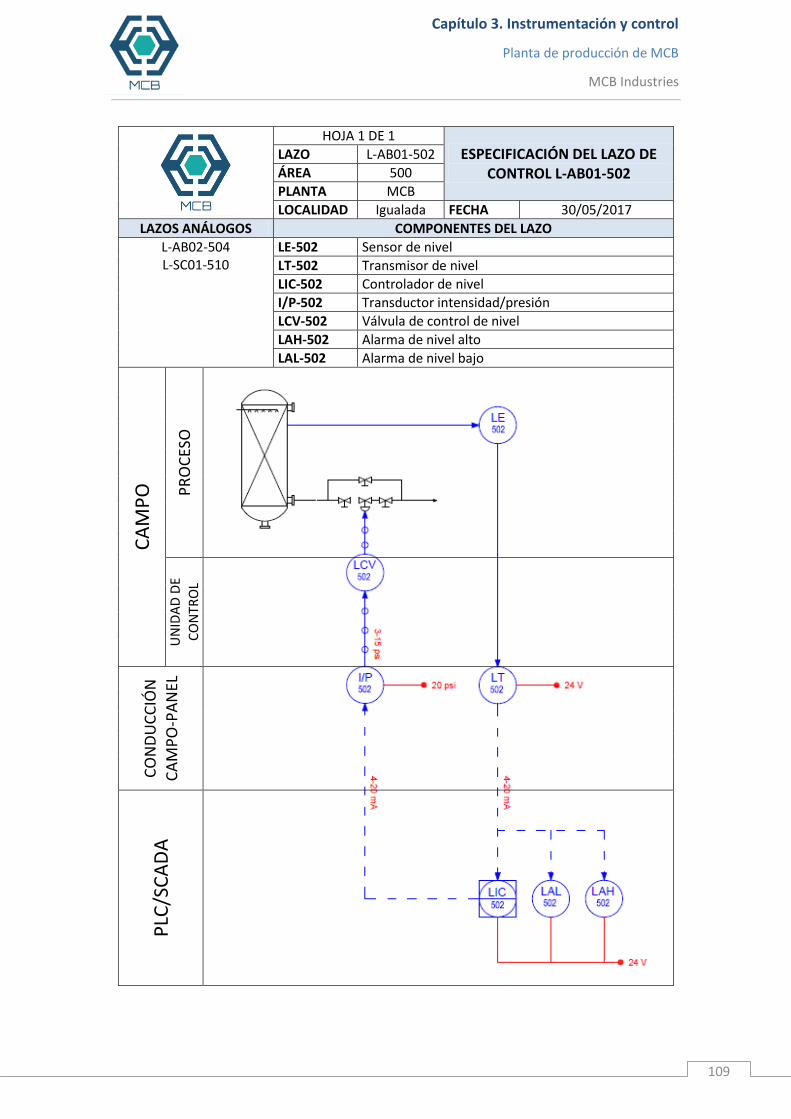
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
109
HOJA 1 DE 1
ESPECIFICACIÓN DEL LAZO DE CONTROL L-AB01-502
LAZO L-AB01-502
ÁREA 500
PLANTA MCB
LOCALIDAD Igualada FECHA 30/05/2017
LAZOS ANÁLOGOS COMPONENTES DEL LAZO
L-AB02-504 L-SC01-510
LE-502 Sensor de nivel
LT-502 Transmisor de nivel
LIC-502 Controlador de nivel
I/P-502 Transductor intensidad/presión
LCV-502 Válvula de control de nivel
LAH-502 Alarma de nivel alto
LAL-502 Alarma de nivel bajo
CA
MP
O
PR
OC
ESO
UN
IDA
D D
E C
ON
TRO
L
CO
ND
UC
CIÓ
N
CA
MP
O-P
AN
EL
PLC
/SC
AD
A
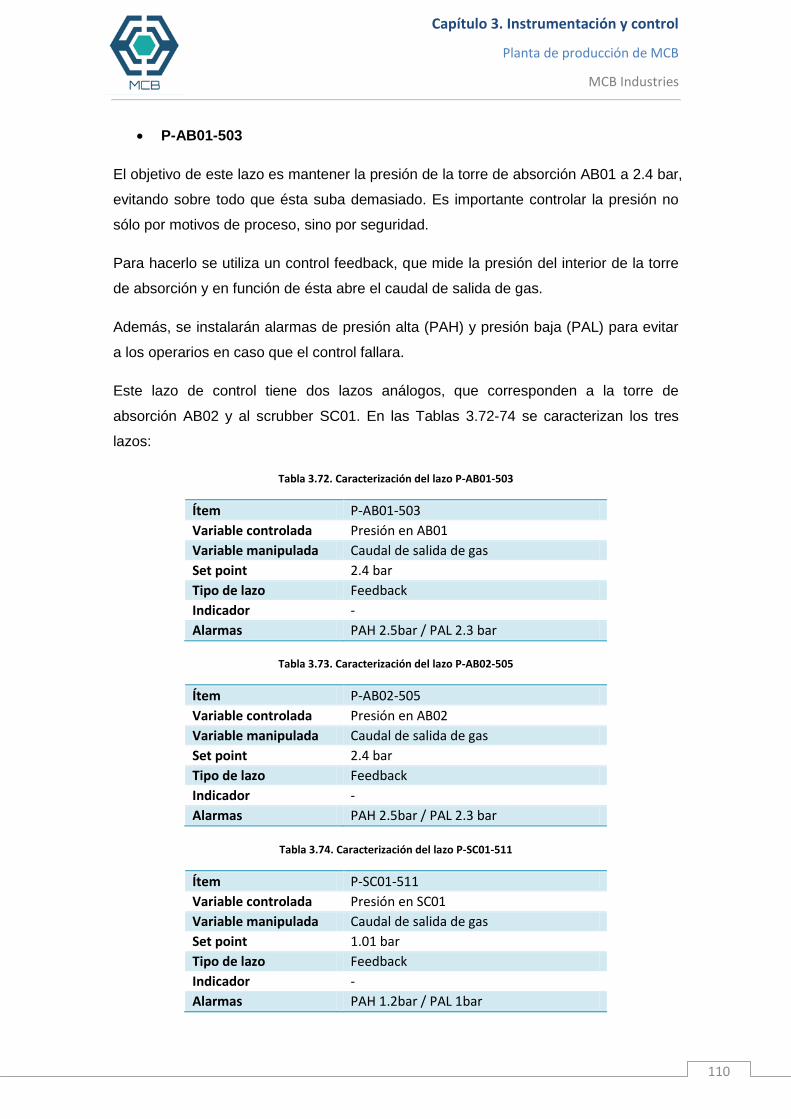
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
110
P-AB01-503
El objetivo de este lazo es mantener la presión de la torre de absorción AB01 a 2.4 bar,
evitando sobre todo que ésta suba demasiado. Es importante controlar la presión no
sólo por motivos de proceso, sino por seguridad.
Para hacerlo se utiliza un control feedback, que mide la presión del interior de la torre
de absorción y en función de ésta abre el caudal de salida de gas.
Además, se instalarán alarmas de presión alta (PAH) y presión baja (PAL) para evitar
a los operarios en caso que el control fallara.
Este lazo de control tiene dos lazos análogos, que corresponden a la torre de
absorción AB02 y al scrubber SC01. En las Tablas 3.72-74 se caracterizan los tres
lazos:
Tabla 3.72. Caracterización del lazo P-AB01-503
Ítem P-AB01-503
Variable controlada Presión en AB01
Variable manipulada Caudal de salida de gas
Set point 2.4 bar
Tipo de lazo Feedback
Indicador -
Alarmas PAH 2.5bar / PAL 2.3 bar
Tabla 3.73. Caracterización del lazo P-AB02-505
Ítem P-AB02-505
Variable controlada Presión en AB02
Variable manipulada Caudal de salida de gas
Set point 2.4 bar
Tipo de lazo Feedback
Indicador -
Alarmas PAH 2.5bar / PAL 2.3 bar
Tabla 3.74. Caracterización del lazo P-SC01-511
Ítem P-SC01-511
Variable controlada Presión en SC01
Variable manipulada Caudal de salida de gas
Set point 1.01 bar
Tipo de lazo Feedback
Indicador -
Alarmas PAH 1.2bar / PAL 1bar
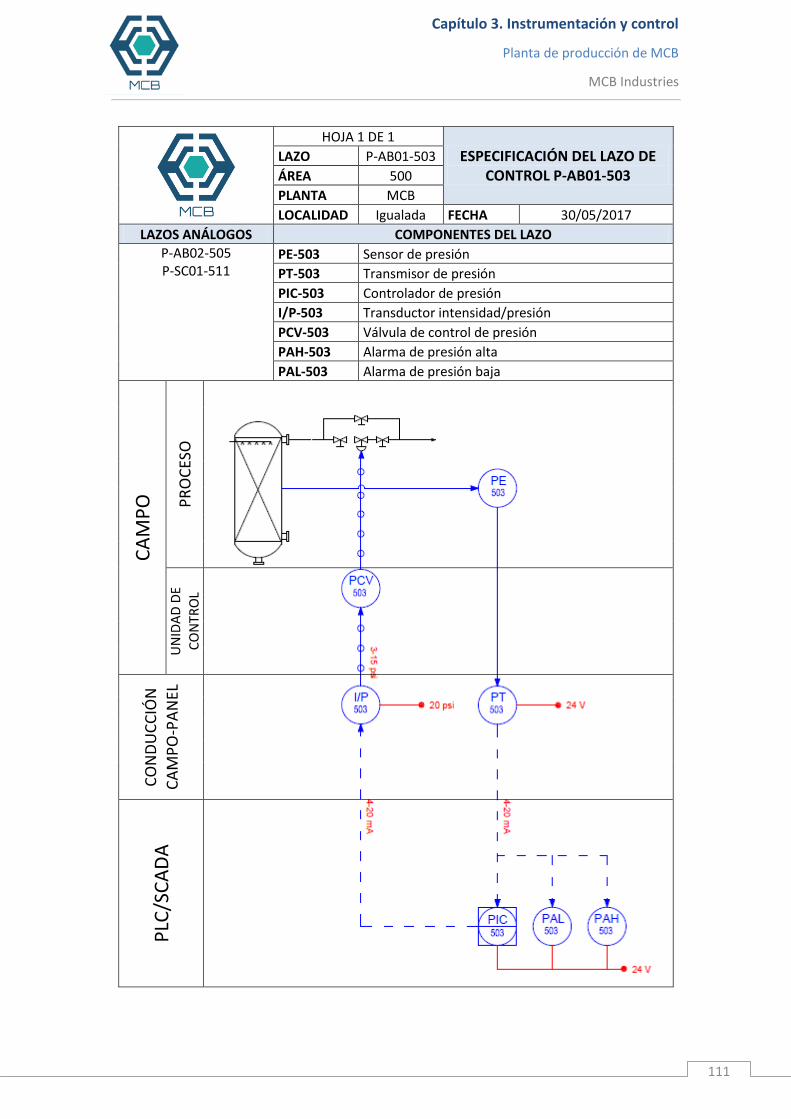
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
111
HOJA 1 DE 1
ESPECIFICACIÓN DEL LAZO DE CONTROL P-AB01-503
LAZO P-AB01-503
ÁREA 500
PLANTA MCB
LOCALIDAD Igualada FECHA 30/05/2017
LAZOS ANÁLOGOS COMPONENTES DEL LAZO
P-AB02-505 P-SC01-511
PE-503 Sensor de presión
PT-503 Transmisor de presión
PIC-503 Controlador de presión
I/P-503 Transductor intensidad/presión
PCV-503 Válvula de control de presión
PAH-503 Alarma de presión alta
PAL-503 Alarma de presión baja
CA
MP
O
PR
OC
ESO
UN
IDA
D D
E C
ON
TRO
L
CO
ND
UC
CIÓ
N
CA
MP
O-P
AN
EL
PLC
/SC
AD
A
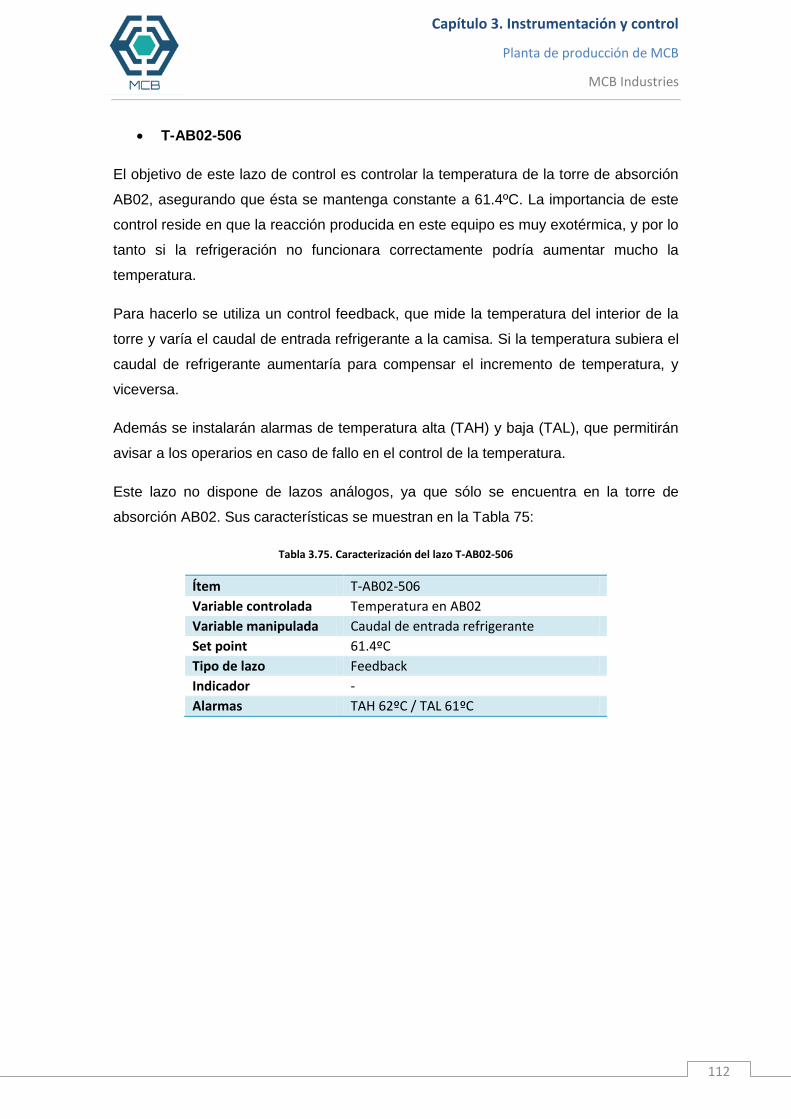
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
112
T-AB02-506
El objetivo de este lazo de control es controlar la temperatura de la torre de absorción
AB02, asegurando que ésta se mantenga constante a 61.4ºC. La importancia de este
control reside en que la reacción producida en este equipo es muy exotérmica, y por lo
tanto si la refrigeración no funcionara correctamente podría aumentar mucho la
temperatura.
Para hacerlo se utiliza un control feedback, que mide la temperatura del interior de la
torre y varía el caudal de entrada refrigerante a la camisa. Si la temperatura subiera el
caudal de refrigerante aumentaría para compensar el incremento de temperatura, y
viceversa.
Además se instalarán alarmas de temperatura alta (TAH) y baja (TAL), que permitirán
avisar a los operarios en caso de fallo en el control de la temperatura.
Este lazo no dispone de lazos análogos, ya que sólo se encuentra en la torre de
absorción AB02. Sus características se muestran en la Tabla 75:
Tabla 3.75. Caracterización del lazo T-AB02-506
Ítem T-AB02-506
Variable controlada Temperatura en AB02
Variable manipulada Caudal de entrada refrigerante
Set point 61.4ºC
Tipo de lazo Feedback
Indicador -
Alarmas TAH 62ºC / TAL 61ºC
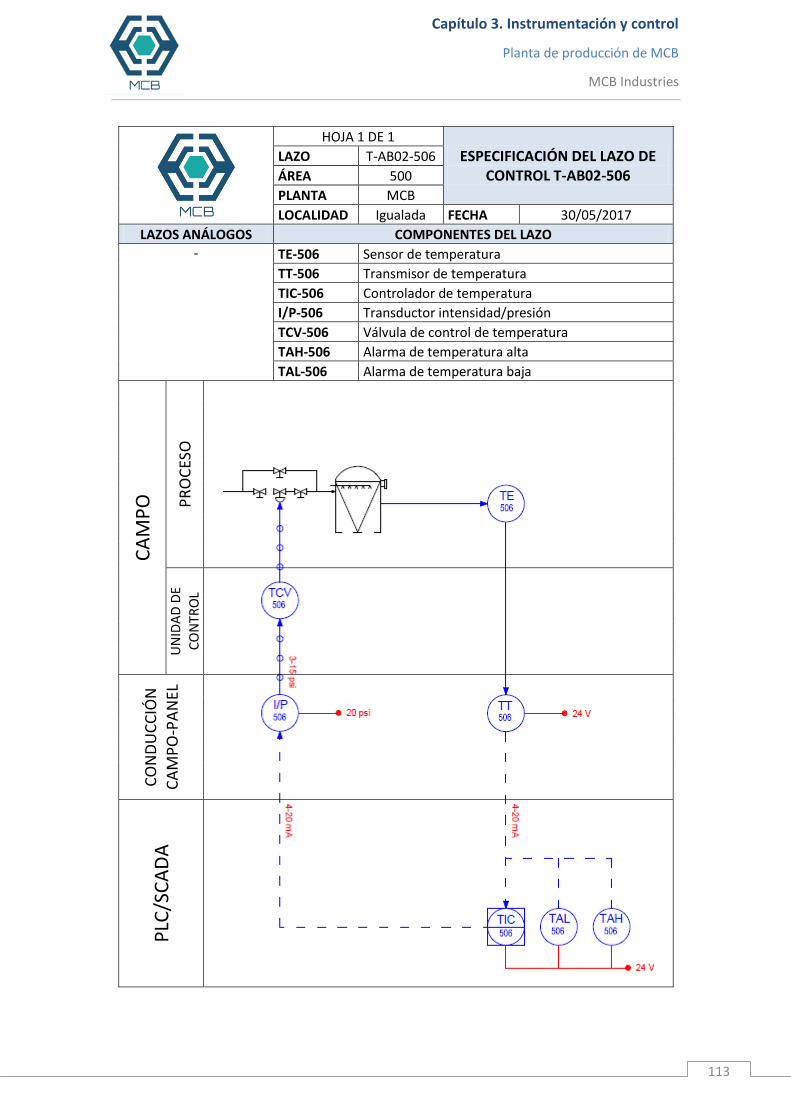
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
113
HOJA 1 DE 1
ESPECIFICACIÓN DEL LAZO DE CONTROL T-AB02-506
LAZO T-AB02-506
ÁREA 500
PLANTA MCB
LOCALIDAD Igualada FECHA 30/05/2017
LAZOS ANÁLOGOS COMPONENTES DEL LAZO
- TE-506 Sensor de temperatura
TT-506 Transmisor de temperatura
TIC-506 Controlador de temperatura
I/P-506 Transductor intensidad/presión
TCV-506 Válvula de control de temperatura
TAH-506 Alarma de temperatura alta
TAL-506 Alarma de temperatura baja
CA
MP
O
PR
OC
ESO
UN
IDA
D D
E C
ON
TRO
L
CO
ND
UC
CIÓ
N
CA
MP
O-P
AN
EL
PLC
/SC
AD
A
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
114
C-AB02-507/508
El objetivo de este lazo de control es controlar la concentración de HCl del corriente de
salida de líquido de la torre de absorción AB02. Para hacerlo se realiza la medida de la
conductividad, que permitirá saber si la concentración del HCl de salida es del 30%.
Para hacerlo se utiliza un lazo en cascada; por lo tanto, se medirán dos variables y se
manipulará una. Las dos variables medidas serán la conductividad del corriente de
salida (lazo primario) y el caudal de agua de entrada (lazo secundario), mientras que la
variable manipulada será el caudal de agua de entrada. Por lo tanto, en caso de existir
un cambio en dicho caudal el error sería corregido antes de afectar a la concentración
del HCl de salida.
Este lazo no tiene lazos análogos. Sus características se muestran en la Tabla 76:
Tabla 3.76. Caracterización del lazo C-AB02-507/508
Ítem C-AB02-507/508
Variable controlada Conductividad corriente salida HCl / Caudal de entrada de agua
Variable manipulada Caudal de entrada de agua
Set point 700 µs/cm
Tipo de lazo Cascada
Indicador -
Alarmas -

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
115
HOJA 1 DE 1
ESPECIFICACIÓN DEL LAZO DE CONTROL C-AB02-507/508
LAZO C-AB02-507/508
ÁREA 500
PLANTA MCB
LOCALIDAD Igualada FECHA 30/05/2017
LAZOS ANÁLOGOS COMPONENTES DEL LAZO
- CE-507 Sensor de conductividad
CT-507 Transmisor de conductividad
CIC-507 Controlador de conductividad
FE-508 Sensor de caudal
FT-508 Transmisor de caudal
FIC-508 Controlador de caudal
I/P-508 Transductor intensidad/presión
FCV-508 Válvula de control de caudal
CA
MP
O
PR
OC
ESO
UN
IDA
D D
E C
ON
TRO
L
CO
ND
UC
CIÓ
N
CA
MP
O-P
AN
EL
PLC
/SC
AD
A
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
116
3.4.5.2. Scrubber
Antes de explicar los lazos de control concretos para el scrubber, cabe mencionar que
dos de sus lazos (de nivel y presión) ya se han explicado en el apartado anterior
3.4.5.1. Torres de absorción, ya que éstos son análogos a los de las torres de
absorción. Dicho esto, se procederá a explicar los lazos concretos para el scrubber.
C-SC01-512/513
El objetivo de este lazo de control es controlar la concentración del corriente de salida
mediante la conductividad de éste, que permitirá saber si hay HCl. La importancia de
este lazo reside en que la salida del scrubber se vierte directamente a la atmosfera, y
por lo tanto se debe tener un control sobre la salida para evitar que el HCl pueda ser
vertido a la atmosfera.
Para hacerlo se utiliza un lazo en cascada; por lo tanto, se medirán dos variables y se
manipulará una. Las dos variables medidas serán la conductividad del corriente de
salida de gas (lazo primario) y el caudal de gas de entrada (lazo secundario), mientras
que la variable manipulada será el caudal de NaOH de entrada. Por lo tanto, en caso
de existir un cambio en dicho caudal el error sería corregido antes de afectar a la
concentración del gas de salida.
Este lazo no tiene lazos análogos. Sus características se muestran en la Tabla 77:
Tabla 3.77. Caracterización del lazo C-SC01-512/513
Ítem C-SC01-512/513
Variable controlada Conductividad corriente salida de gas / Caudal de entrada de gas
Variable manipulada Caudal de entrada de NaOH
Set point 0 µs/cm
Tipo de lazo Cascada
Indicador -
Alarmas -

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
117
HOJA 1 DE 1
ESPECIFICACIÓN DEL LAZO DE CONTROL C-SC01-512/513
LAZO C-SC01-512/513
ÁREA 500
PLANTA MCB
LOCALIDAD Igualada FECHA 30/05/2017
LAZOS ANÁLOGOS COMPONENTES DEL LAZO
- CE-512 Sensor de conductividad
CT-512 Transmisor de conductividad
CIC-512 Controlador de conductividad
FE-513 Sensor de caudal
FT-513 Transmisor de caudal
FIC-513 Controlador de caudal
I/P-513 Transductor intensidad/presión
FCV-513 Válvula de control de caudal
CA
MP
O
PR
OC
ESO
UN
IDA
D D
E C
ON
TRO
L
CO
ND
UC
CIÓ
N
CA
MP
O-P
AN
EL
PLC
/SC
AD
A
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
118
3.4.6. Área 600
3.4.6.1. Tanques de almacenaje de HCl
En el área 600 se encuentran los tanques de almacenaje del subproducto HCl. Sus
respectivos lazos de control se explican en el apartado 3.4.1.2. Tanques de
almacenaje de productos, ya que éstos son análogos a los lazos de los tanques de
almacenaje atmosféricos de dicha área.
3.4.6.2. Reactor R03
Lazo T-R03-610
El objetivo de este lazo de control es mantener la temperatura del reactor constante (o
al menos los más constante posible) a una temperatura de 60ºC, para evitar la
solidificación del DCB en su interior. Además, este lazo tiene otra función muy
importante por lo que refiere a seguridad, ya que en caso de no controlar la
temperatura del reactor y al tratarse de una reacción exotérmica, podría producirse un
runaway.
Para ello se utiliza un control feedback, que mide la temperatura del reactor y en
función del set point (60ºC) regula el caudal de entrada del agua de refrigeración de la
media caña.
Se programará una alarma de valor alto (TAH) a 63ºC, una alarma de valor muy alto
(TAHH) a 65ºC, y una de valor bajo (TAL) a 58ºC. Este lazo de control no tiene lazos
análogos, y se caracteriza en la Tabla 3.78:
Tabla 3.78. Caracterización del lazo T-R03-610
Ítem T-R03-610
Variable controlada Temperatura del reactor
Variable manipulada Caudal de entrada de refrigerante
Set point 60ºC
Tipo de lazo Feedback
Indicador Sí
Alarmas TAL 58ºC / TAH 63ºC / TAHH 65ºC

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
119
HOJA 1 DE 1
ESPECIFICACIÓN DEL LAZO DE CONTROL T-R03-610
LAZO T-R03-610
ÁREA 600
PLANTA MCB
LOCALIDAD Igualada FECHA 30/05/2017
LAZOS ANÁLOGOS COMPONENTES DEL LAZO
- TE-610 Sensor de temperatura
TIT-610 Transmisor e indicador de temperatura
TIC-610 Controlador de temperatura
I/P-610 Transductor intensidad/presión
TCV-610 Válvula de control de temperatura
TAH-610 Alarma de temperatura alta
TAHH-610 Alarma de temperatura muy alta
TAL-610 Alarma de temperatura baja
CA
MP
O
PR
OC
ESO
UN
IDA
D D
E C
ON
TRO
L
CO
ND
UC
CIÓ
N
CA
MP
O-P
AN
EL
PLC
/SC
AD
A
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
120
3.4.7. Manómetros locales
Aunque no forman parte de un lazo de control como tal, es importante mencionar los
manómetros locales de la planta que se han colocado después de todas las bombas.
Las bombas no requieren control, pero es importante conocer la presión del fluido a su
salida para saber si funcionan correctamente. De esta forma, los operarios siempre
tendrán información sobre el funcionamiento de éstas y podrán detectar cualquier
problema rápidamente.
Los manómetros locales están compuestos por un sensor de presión de tubo de
Bourdon y un indicador. Todos los manómetros instalados en la planta se encuentran
numerados en la hoja de especificación de dicho sensor, y especificados en las tablas
de instrumentación del apartado 3.3. Listado de instrumentos y lazos de control.
3.4.8. Indicadores de temperatura locales
Tal y como se ha explicado en apartados anteriores, en el proceso de tratamiento del
catalizador es de gran importancia que la temperatura esté por encima de los 60ºC
para evitar la solidificación del DCB. Debido a la importancia que tiene se han
instalado indicadores de temperatura en campo en todos los equipos del tratamiento
de catalizador, para que los operarios sepan a qué temperatura está en cada momento.
3.5. DIMENSIONADO DEL SISTEMA DE CONTROL
3.5.1. Recuento de señales
Para poder determinar el tamaño del sistema de control de la planta, en primer lugar
es necesario realizar un recuento del número y tipo de señales presentes en ella.
Para realizar dicho recuento, se dividirán las señales en dos grandes grupos: las
señales de entrada y las de salida. Las señales de entrada son aquellas que van des
del instrumento de campo al sistema de control, mientras que las de salida son de
sentido inverso.
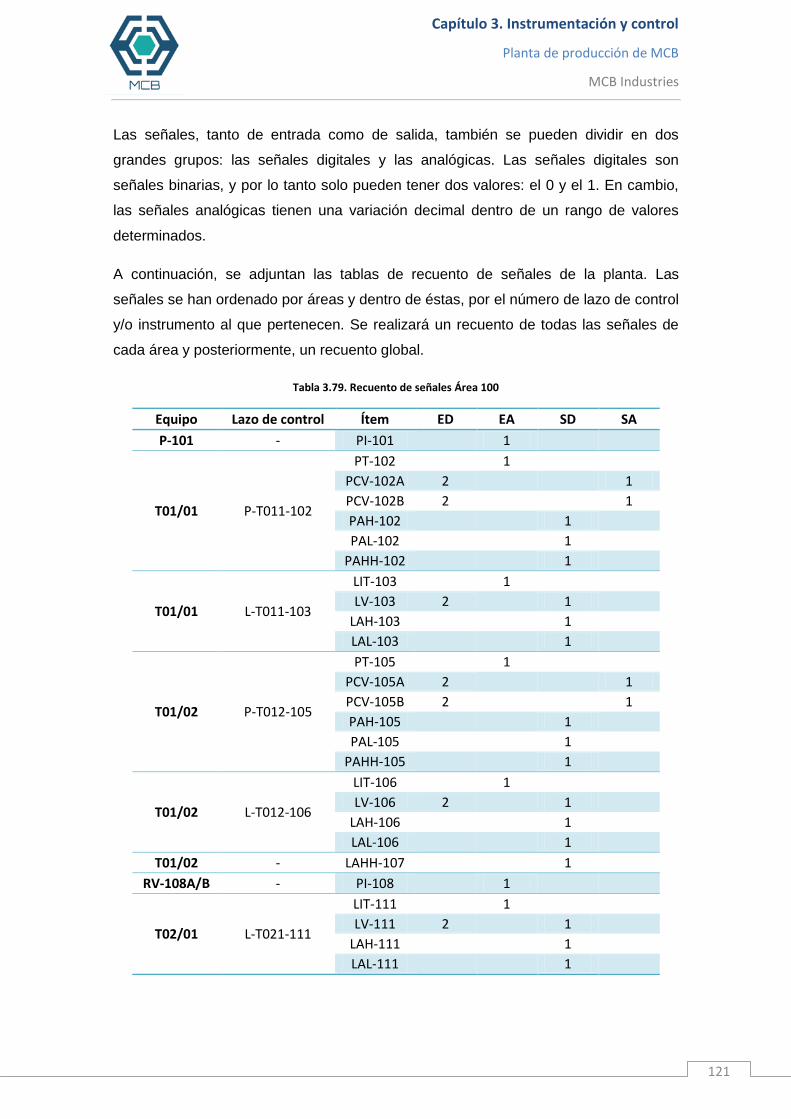
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
121
Las señales, tanto de entrada como de salida, también se pueden dividir en dos
grandes grupos: las señales digitales y las analógicas. Las señales digitales son
señales binarias, y por lo tanto solo pueden tener dos valores: el 0 y el 1. En cambio,
las señales analógicas tienen una variación decimal dentro de un rango de valores
determinados.
A continuación, se adjuntan las tablas de recuento de señales de la planta. Las
señales se han ordenado por áreas y dentro de éstas, por el número de lazo de control
y/o instrumento al que pertenecen. Se realizará un recuento de todas las señales de
cada área y posteriormente, un recuento global.
Tabla 3.79. Recuento de señales Área 100
Equipo Lazo de control Ítem ED EA SD SA
P-101 - PI-101
1
T01/01 P-T011-102
PT-102
1
PCV-102A 2
1
PCV-102B 2
1
PAH-102
1
PAL-102
1
PAHH-102
1
T01/01 L-T011-103
LIT-103
1
LV-103 2
1
LAH-103
1
LAL-103
1
T01/02 P-T012-105
PT-105
1
PCV-105A 2
1
PCV-105B 2
1
PAH-105
1
PAL-105
1
PAHH-105
1
T01/02 L-T012-106
LIT-106
1
LV-106 2
1
LAH-106
1
LAL-106
1
T01/02 - LAHH-107
1
RV-108A/B - PI-108
1
T02/01 L-T021-111
LIT-111
1
LV-111 2
1
LAH-111
1
LAL-111
1
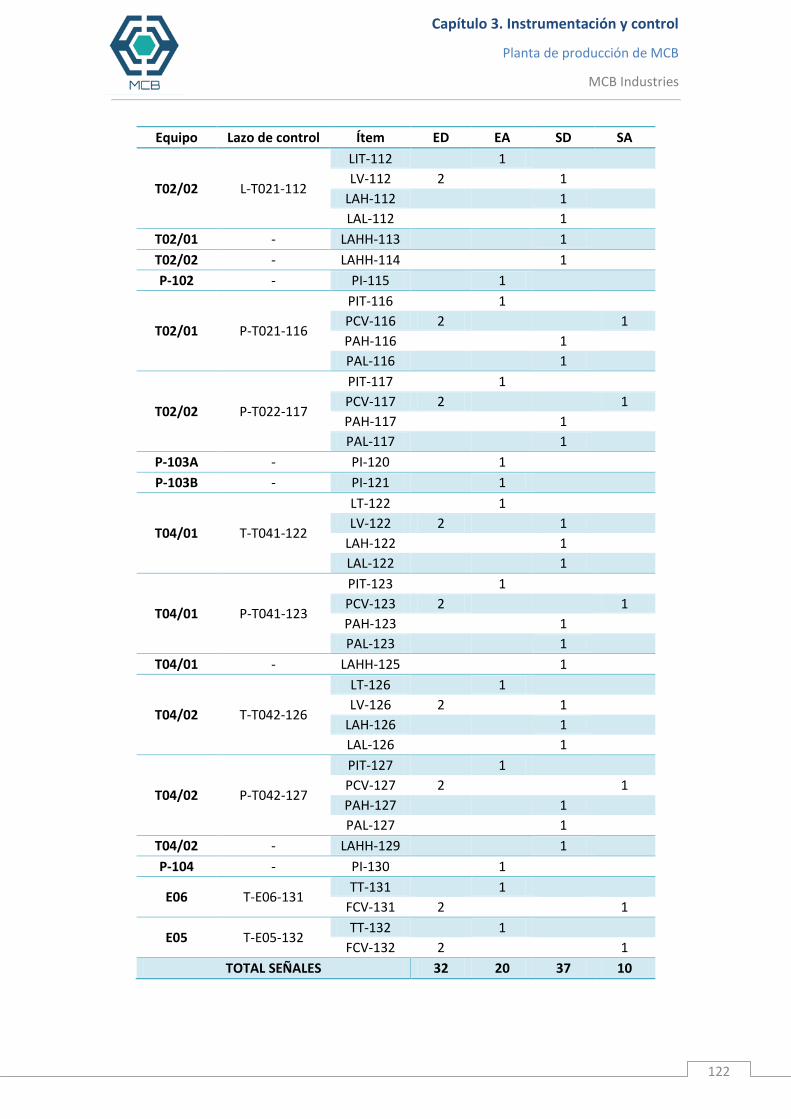
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
122
Equipo Lazo de control Ítem ED EA SD SA
T02/02 L-T021-112
LIT-112
1
LV-112 2
1
LAH-112
1
LAL-112
1
T02/01 - LAHH-113
1
T02/02 - LAHH-114
1
P-102 - PI-115
1
T02/01 P-T021-116
PIT-116
1
PCV-116 2
1
PAH-116
1
PAL-116
1
T02/02 P-T022-117
PIT-117
1
PCV-117 2
1
PAH-117
1
PAL-117
1
P-103A - PI-120
1
P-103B - PI-121
1
T04/01 T-T041-122
LT-122
1
LV-122 2
1
LAH-122
1
LAL-122
1
T04/01 P-T041-123
PIT-123
1
PCV-123 2
1
PAH-123
1
PAL-123
1
T04/01 - LAHH-125
1
T04/02 T-T042-126
LT-126
1
LV-126 2
1
LAH-126
1
LAL-126
1
T04/02 P-T042-127
PIT-127
1
PCV-127 2
1
PAH-127
1
PAL-127
1
T04/02 - LAHH-129
1
P-104 - PI-130
1
E06 T-E06-131 TT-131
1
FCV-131 2
1
E05 T-E05-132 TT-132
1
FCV-132 2
1
TOTAL SEÑALES 32 20 37 10

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
123
Tabla 3.80. Recuento de señales Área 200
Equipo Lazo de control Ítem ED EA SD SA
R01 F-R01-201 FT-201
1
FCV-201 2
1
R01 T-R01-202
TIT-202
1
TCV-202 2
1
TAH-202
1
TAHH-202
1
R01 P-R01-203
PT-203
1
PCV-203 2
1
PAH-203
1
PAL-203
1
PAHH-203
1
R01 L-R01-204
LT-204
1
LCV-204 2
1
LAH-204
1
LAL-204
1
R01 F-R01-205 FT-205
1
FCV-205 2
1
R02 F-R02-206 FT-206
1
FCV-206 2
1
R02 T-R02-207
TIT-207
1
TCV-207 2
1
TAH-207
1
TAHH-207
1
R02 P-R02-208
PT-208
1
PCV-208 2
1
PAH-208
1
PAL-208
1
PAHH-208
1
R02 L-R02-209
LT-209
1
LCV-209 2
1
LAH-209
1
LAL-209
1
R02 F-R02-210 FT-210
1
FCV-210 2
1
E01 T-E01-211 TT-211
1
FCV-211 2
1
FL01 L-FL01-212
LT-212
1
LCV-212 2
1
LAH-212
1
LAL-212
1
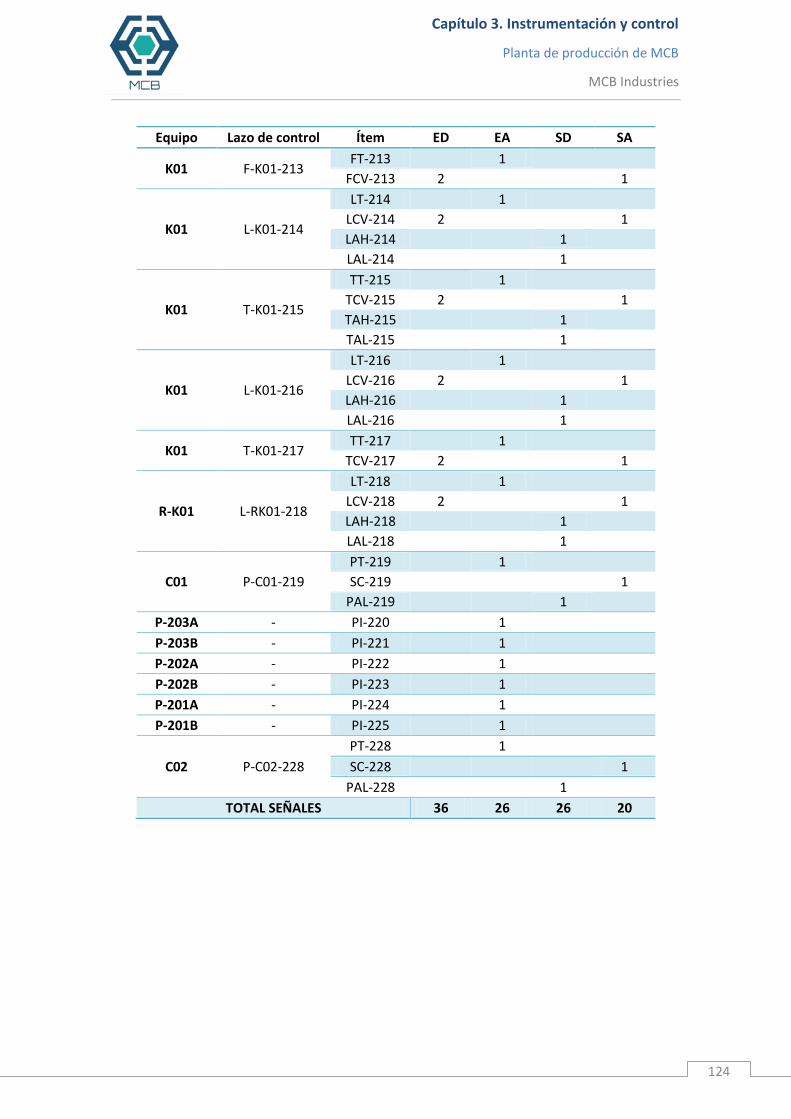
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
124
Equipo Lazo de control Ítem ED EA SD SA
K01 F-K01-213 FT-213
1
FCV-213 2
1
K01 L-K01-214
LT-214
1
LCV-214 2
1
LAH-214
1
LAL-214
1
K01 T-K01-215
TT-215
1
TCV-215 2
1
TAH-215
1
TAL-215
1
K01 L-K01-216
LT-216
1
LCV-216 2
1
LAH-216
1
LAL-216
1
K01 T-K01-217 TT-217
1
TCV-217 2
1
R-K01 L-RK01-218
LT-218
1
LCV-218 2
1
LAH-218
1
LAL-218
1
C01 P-C01-219
PT-219
1
SC-219
1
PAL-219
1
P-203A - PI-220
1
P-203B - PI-221
1
P-202A - PI-222
1
P-202B - PI-223
1
P-201A - PI-224
1
P-201B - PI-225
1
C02 P-C02-228
PT-228
1
SC-228
1
PAL-228
1
TOTAL SEÑALES 36 26 26 20
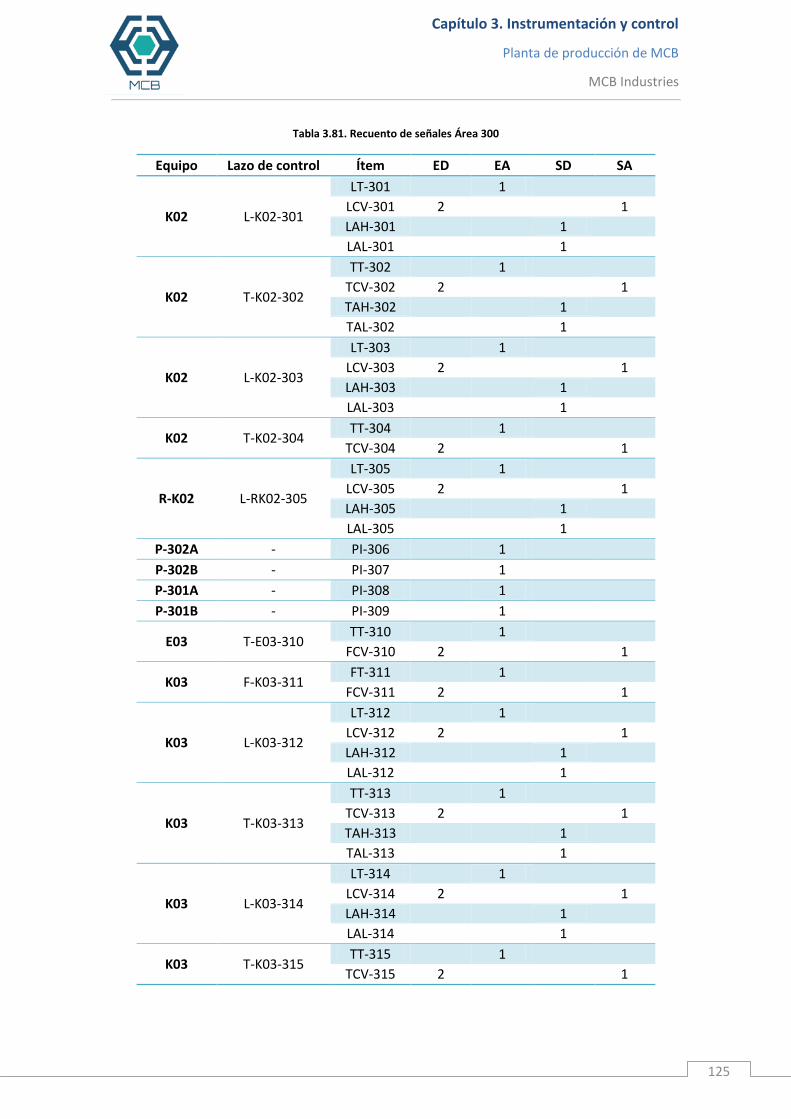
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
125
Tabla 3.81. Recuento de señales Área 300
Equipo Lazo de control Ítem ED EA SD SA
K02 L-K02-301
LT-301
1
LCV-301 2
1
LAH-301
1
LAL-301
1
K02 T-K02-302
TT-302
1
TCV-302 2
1
TAH-302
1
TAL-302
1
K02 L-K02-303
LT-303
1
LCV-303 2
1
LAH-303
1
LAL-303
1
K02 T-K02-304 TT-304
1
TCV-304 2
1
R-K02 L-RK02-305
LT-305
1
LCV-305 2
1
LAH-305
1
LAL-305
1
P-302A - PI-306
1
P-302B - PI-307
1
P-301A - PI-308
1
P-301B - PI-309
1
E03 T-E03-310 TT-310
1
FCV-310 2
1
K03 F-K03-311 FT-311
1
FCV-311 2
1
K03 L-K03-312
LT-312
1
LCV-312 2
1
LAH-312
1
LAL-312
1
K03 T-K03-313
TT-313
1
TCV-313 2
1
TAH-313
1
TAL-313
1
K03 L-K03-314
LT-314
1
LCV-314 2
1
LAH-314
1
LAL-314
1
K03 T-K03-315 TT-315
1
TCV-315 2
1
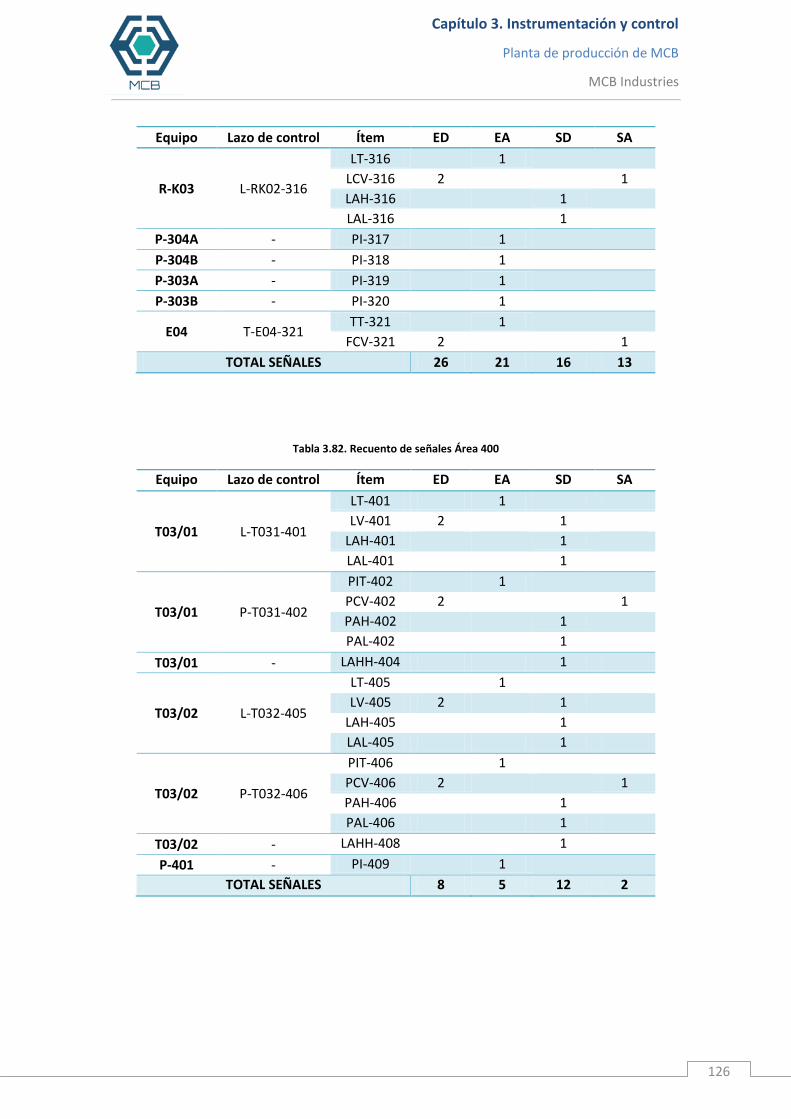
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
126
Equipo Lazo de control Ítem ED EA SD SA
R-K03 L-RK02-316
LT-316
1
LCV-316 2
1
LAH-316
1
LAL-316
1
P-304A - PI-317
1
P-304B - PI-318
1
P-303A - PI-319
1
P-303B - PI-320
1
E04 T-E04-321 TT-321
1
FCV-321 2
1
TOTAL SEÑALES 26 21 16 13
Tabla 3.82. Recuento de señales Área 400
Equipo Lazo de control Ítem ED EA SD SA
T03/01 L-T031-401
LT-401 1
LV-401 2 1
LAH-401 1
LAL-401 1
T03/01 P-T031-402
PIT-402 1
PCV-402 2 1
PAH-402 1
PAL-402 1
T03/01 - LAHH-404 1
T03/02 L-T032-405
LT-405 1
LV-405 2 1
LAH-405 1
LAL-405 1
T03/02 P-T032-406
PIT-406 1
PCV-406 2 1
PAH-406 1
PAL-406 1
T03/02 - LAHH-408 1
P-401 - PI-409 1
TOTAL SEÑALES 8 5 12 2
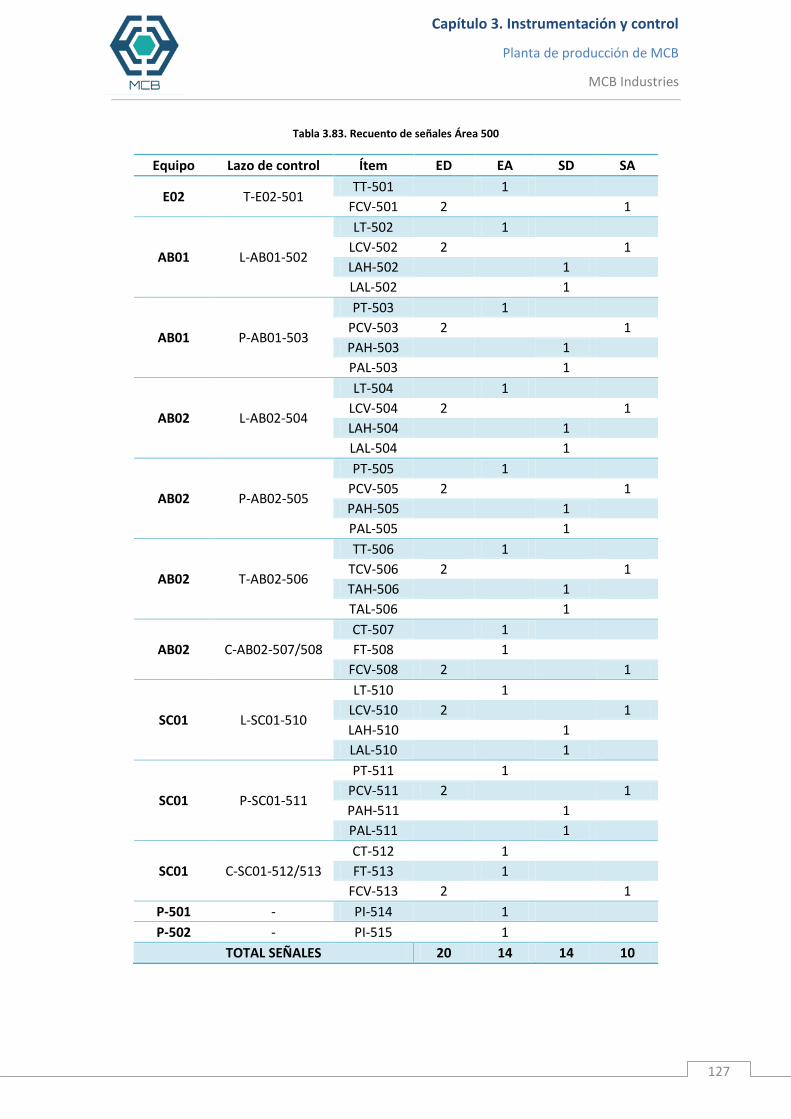
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
127
Tabla 3.83. Recuento de señales Área 500
Equipo Lazo de control Ítem ED EA SD SA
E02 T-E02-501 TT-501
1
FCV-501 2
1
AB01 L-AB01-502
LT-502
1
LCV-502 2
1
LAH-502
1
LAL-502
1
AB01 P-AB01-503
PT-503
1
PCV-503 2
1
PAH-503
1
PAL-503
1
AB02 L-AB02-504
LT-504
1
LCV-504 2
1
LAH-504
1
LAL-504
1
AB02 P-AB02-505
PT-505
1
PCV-505 2
1
PAH-505
1
PAL-505
1
AB02 T-AB02-506
TT-506
1
TCV-506 2
1
TAH-506
1
TAL-506
1
AB02 C-AB02-507/508
CT-507
1
FT-508
1
FCV-508 2
1
SC01 L-SC01-510
LT-510
1
LCV-510 2
1
LAH-510
1
LAL-510
1
SC01 P-SC01-511
PT-511
1
PCV-511 2
1
PAH-511
1
PAL-511
1
SC01 C-SC01-512/513
CT-512
1
FT-513
1
FCV-513 2
1
P-501 - PI-514
1
P-502 - PI-515
1
TOTAL SEÑALES 20 14 14 10
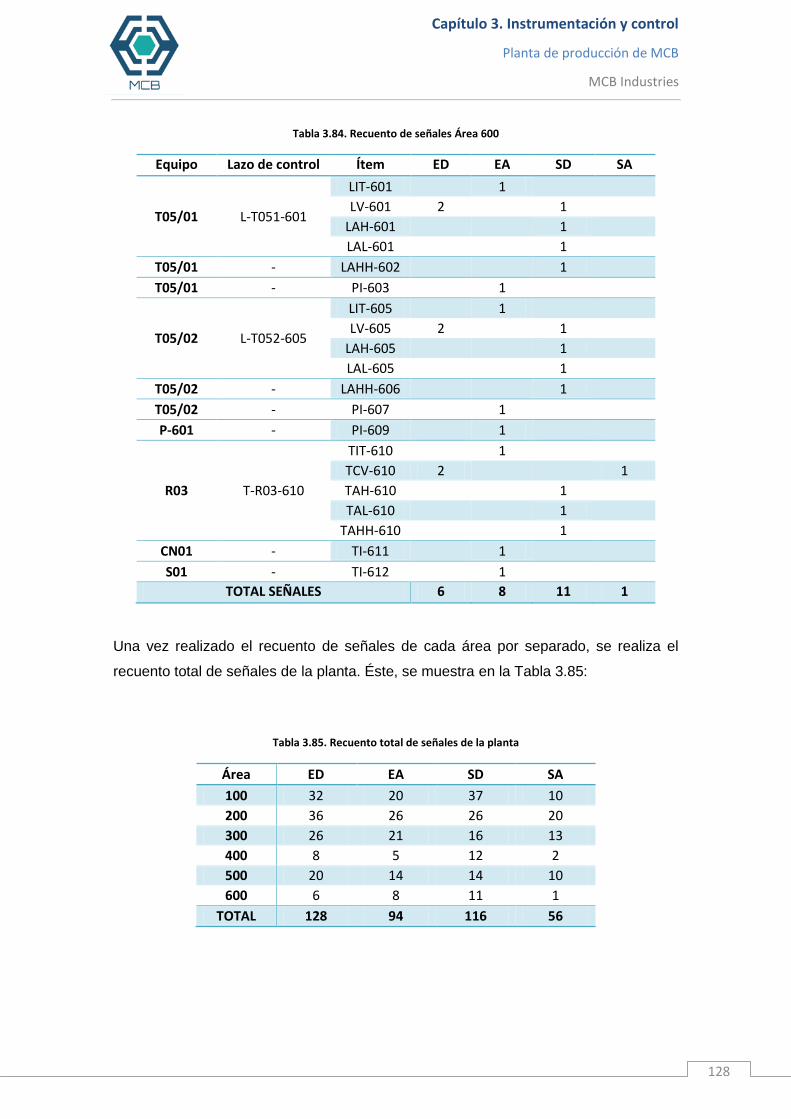
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
128
Tabla 3.84. Recuento de señales Área 600
Equipo Lazo de control Ítem ED EA SD SA
T05/01 L-T051-601
LIT-601
1
LV-601 2
1
LAH-601
1
LAL-601
1
T05/01 - LAHH-602
1
T05/01 - PI-603
1
T05/02 L-T052-605
LIT-605
1
LV-605 2
1
LAH-605
1
LAL-605
1
T05/02 - LAHH-606
1
T05/02 - PI-607
1
P-601 - PI-609
1
R03 T-R03-610
TIT-610
1
TCV-610 2
1
TAH-610
1
TAL-610
1
TAHH-610
1
CN01 - TI-611
1
S01 - TI-612
1
TOTAL SEÑALES 6 8 11 1
Una vez realizado el recuento de señales de cada área por separado, se realiza el
recuento total de señales de la planta. Éste, se muestra en la Tabla 3.85:
Tabla 3.85. Recuento total de señales de la planta
Área ED EA SD SA
100 32 20 37 10
200 36 26 26 20
300 26 21 16 13
400 8 5 12 2
500 20 14 14 10
600 6 8 11 1
TOTAL 128 94 116 56

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
129
3.5.2. Tarjetas de adquisición de datos
Tal y como se ha explicado en apartados anteriores, las tarjetas de adquisición de
datos (o módulos de entrada/salida) se encargan de la intercomunicación entre los
dispositivos de campo y los PLC. Estas representan una parte muy importante del
sistema de control de la planta, y por lo tanto deben elegirse correctamente.
Así pues, las tarjetas se elegirán en función del número y tipo de señales de la planta
contadas en el apartado anterior. Para realizar un correcto dimensionado es
importante asegurar que el número de tarjetas sea el mínimo posible, pero suficiente
para poder gestionar todas las señales de la planta.
Tal y como se ha comentado anteriormente los PLC se encontrarán distribuidos por la
instalación; por lo tanto, también se distribuirán las tarjetas. Concretamente, se ha
optado por distribuirlos por áreas para minimizar al máximo las distancias de cableado.
A continuación, se presentan las hojas de especificaciones de las tarjetas elegidas
para la planta de producción de MCB. Estas, se han ordenado por áreas.
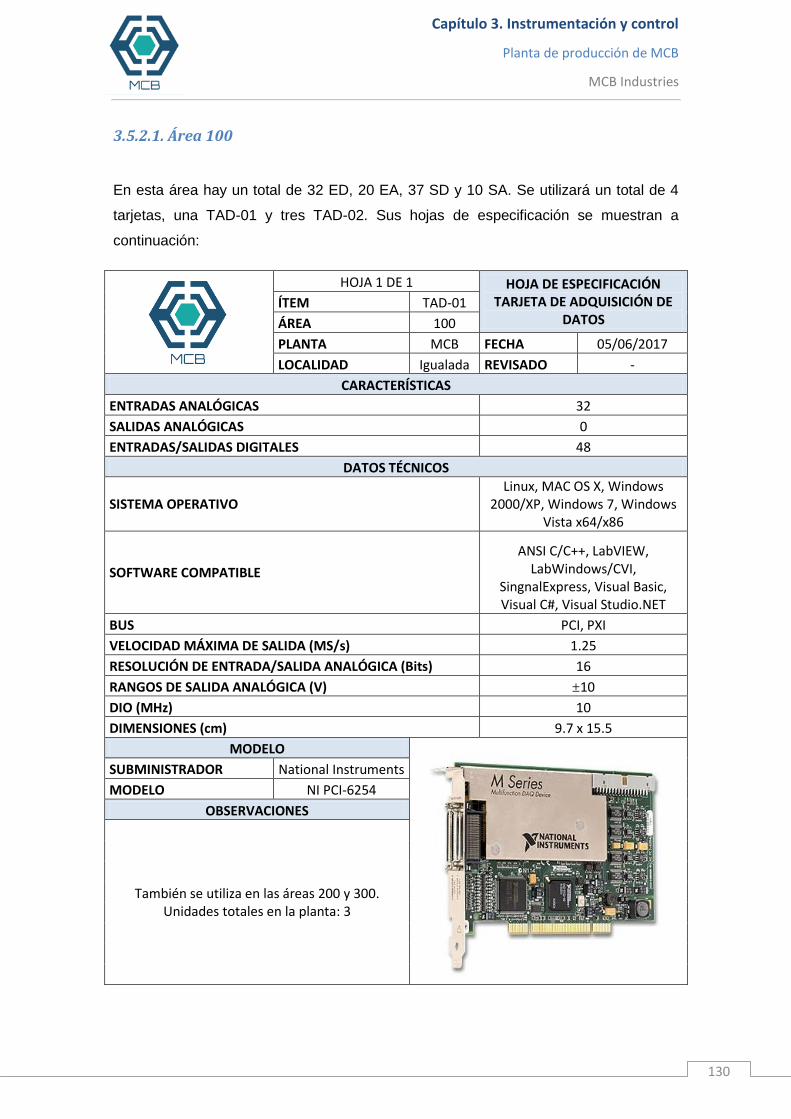
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
130
3.5.2.1. Área 100
En esta área hay un total de 32 ED, 20 EA, 37 SD y 10 SA. Se utilizará un total de 4
tarjetas, una TAD-01 y tres TAD-02. Sus hojas de especificación se muestran a
continuación:
HOJA 1 DE 1 HOJA DE ESPECIFICACIÓN TARJETA DE ADQUISICIÓN DE
DATOS ÍTEM TAD-01
ÁREA 100
PLANTA MCB FECHA 05/06/2017
LOCALIDAD Igualada REVISADO -
CARACTERÍSTICAS
ENTRADAS ANALÓGICAS 32
SALIDAS ANALÓGICAS 0
ENTRADAS/SALIDAS DIGITALES 48
DATOS TÉCNICOS
SISTEMA OPERATIVO Linux, MAC OS X, Windows
2000/XP, Windows 7, Windows Vista x64/x86
SOFTWARE COMPATIBLE
ANSI C/C++, LabVIEW, LabWindows/CVI,
SingnalExpress, Visual Basic, Visual C#, Visual Studio.NET
BUS PCI, PXI
VELOCIDAD MÁXIMA DE SALIDA (MS/s) 1.25
RESOLUCIÓN DE ENTRADA/SALIDA ANALÓGICA (Bits) 16
RANGOS DE SALIDA ANALÓGICA (V) ±10
DIO (MHz) 10
DIMENSIONES (cm) 9.7 x 15.5
MODELO
SUBMINISTRADOR National Instruments
MODELO NI PCI-6254
OBSERVACIONES
También se utiliza en las áreas 200 y 300. Unidades totales en la planta: 3
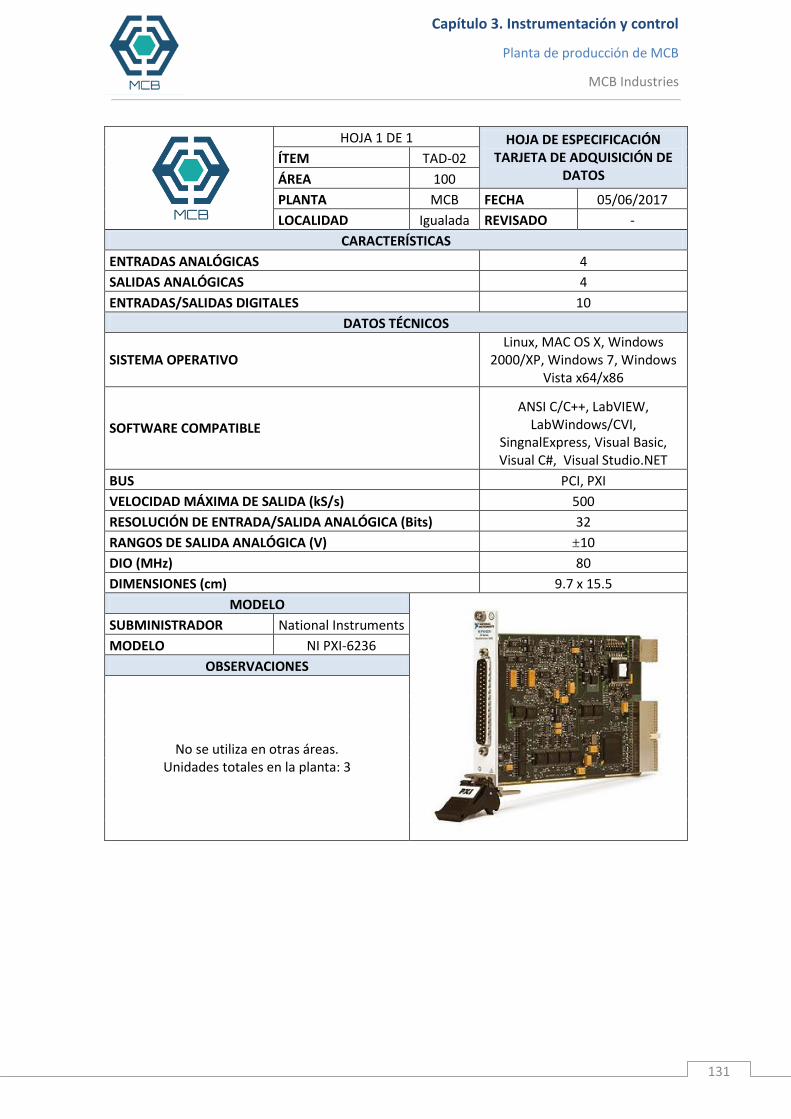
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
131
HOJA 1 DE 1 HOJA DE ESPECIFICACIÓN TARJETA DE ADQUISICIÓN DE
DATOS ÍTEM TAD-02
ÁREA 100
PLANTA MCB FECHA 05/06/2017
LOCALIDAD Igualada REVISADO -
CARACTERÍSTICAS
ENTRADAS ANALÓGICAS 4
SALIDAS ANALÓGICAS 4
ENTRADAS/SALIDAS DIGITALES 10
DATOS TÉCNICOS
SISTEMA OPERATIVO Linux, MAC OS X, Windows
2000/XP, Windows 7, Windows Vista x64/x86
SOFTWARE COMPATIBLE
ANSI C/C++, LabVIEW, LabWindows/CVI,
SingnalExpress, Visual Basic, Visual C#, Visual Studio.NET
BUS PCI, PXI
VELOCIDAD MÁXIMA DE SALIDA (kS/s) 500
RESOLUCIÓN DE ENTRADA/SALIDA ANALÓGICA (Bits) 32
RANGOS DE SALIDA ANALÓGICA (V) ±10
DIO (MHz) 80
DIMENSIONES (cm) 9.7 x 15.5
MODELO
SUBMINISTRADOR National Instruments
MODELO NI PXI-6236
OBSERVACIONES
No se utiliza en otras áreas. Unidades totales en la planta: 3

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
132
3.5.2.2. Área 200
En esta área hay un total de 36 ED, 26 EA, 27 SD y 20 SA. Se utilizará un total de tres
tarjetas: una TAD-01, una TAD-03, y una TAD-04 Sus hojas de especificación se
muestran a continuación:
HOJA 1 DE 1 HOJA DE ESPECIFICACIÓN TARJETA DE ADQUISICIÓN DE
DATOS ÍTEM TAD-03
ÁREA 200
PLANTA MCB FECHA 05/06/2017
LOCALIDAD Igualada REVISADO -
CARACTERÍSTICAS
ENTRADAS ANALÓGICAS 0
SALIDAS ANALÓGICAS 32
ENTRADAS/SALIDAS DIGITALES 8
DATOS TÉCNICOS
SISTEMA OPERATIVO Linux, MAC OS X, Windows
2000/XP, Windows 7, Windows Vista x64/x86
SOFTWARE COMPATIBLE Visual C++, SingnalExpress, Visual
Basic, Visual C#, Visual Studio.NET
BUS PCI, PXI
VELOCIDAD MÁXIMA DE SALIDA (k) 45-800
RESOLUCIÓN DE ENTRADA/SALIDA ANALÓGICA (Bits) 13
RANGOS DE SALIDA ANALÓGICA (V) ±10
DIO (MHz) 80
DIMENSIONES (cm) 16 x 10
MODELO
SUBMINISTRADOR National Instruments
MODELO NI PXI-6723
OBSERVACIONES
No se utiliza en otras áreas. Unidades totales en la planta: 1
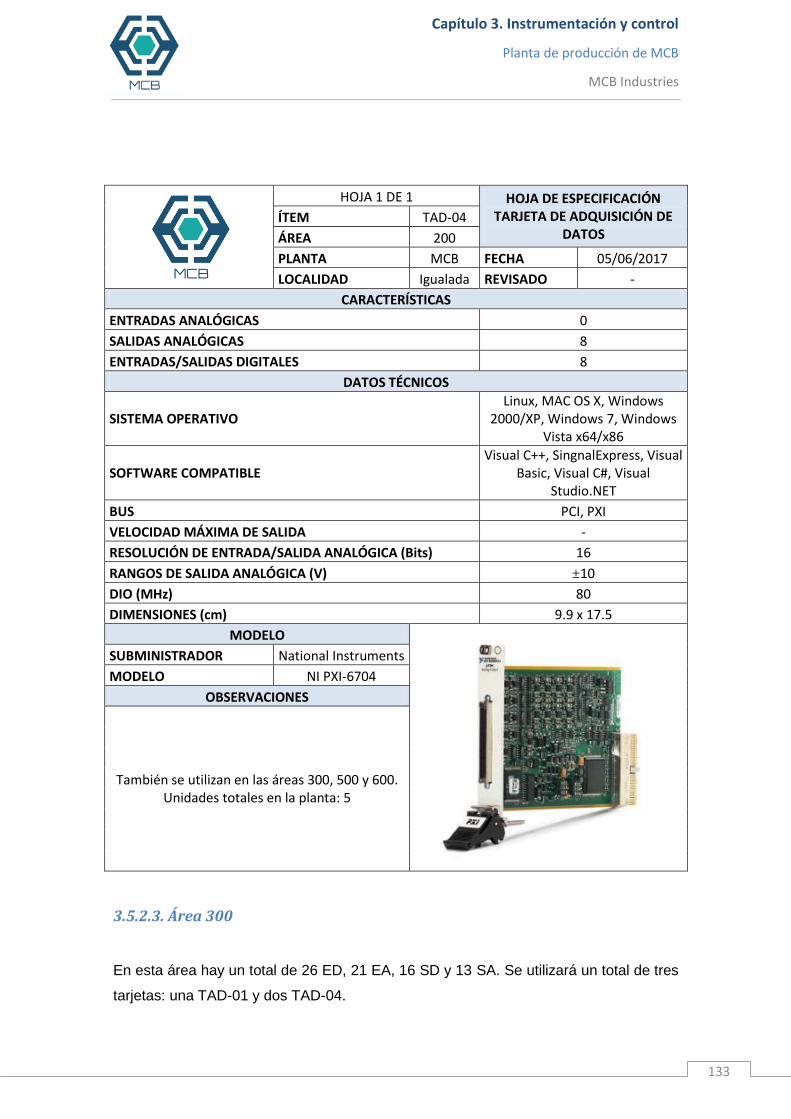
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
133
HOJA 1 DE 1 HOJA DE ESPECIFICACIÓN TARJETA DE ADQUISICIÓN DE
DATOS ÍTEM TAD-04
ÁREA 200
PLANTA MCB FECHA 05/06/2017
LOCALIDAD Igualada REVISADO -
CARACTERÍSTICAS
ENTRADAS ANALÓGICAS 0
SALIDAS ANALÓGICAS 8
ENTRADAS/SALIDAS DIGITALES 8
DATOS TÉCNICOS
SISTEMA OPERATIVO Linux, MAC OS X, Windows
2000/XP, Windows 7, Windows Vista x64/x86
SOFTWARE COMPATIBLE Visual C++, SingnalExpress, Visual
Basic, Visual C#, Visual Studio.NET
BUS PCI, PXI
VELOCIDAD MÁXIMA DE SALIDA -
RESOLUCIÓN DE ENTRADA/SALIDA ANALÓGICA (Bits) 16
RANGOS DE SALIDA ANALÓGICA (V) ±10
DIO (MHz) 80
DIMENSIONES (cm) 9.9 x 17.5
MODELO
SUBMINISTRADOR National Instruments
MODELO NI PXI-6704
OBSERVACIONES
También se utilizan en las áreas 300, 500 y 600. Unidades totales en la planta: 5
3.5.2.3. Área 300
En esta área hay un total de 26 ED, 21 EA, 16 SD y 13 SA. Se utilizará un total de tres
tarjetas: una TAD-01 y dos TAD-04.

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
134
3.5.2.4. Área 400
En esta área hay un total de 8 ED, 5 EA, 12 SD y 2 SA. Se utilizará una sola tarjeta, la
TAD-05. Su hoja de especificación se muestra a continuación:
HOJA 1 DE 1 HOJA DE ESPECIFICACIÓN TARJETA DE ADQUISICIÓN DE
DATOS ÍTEM TAD-05
ÁREA 400
PLANTA MCB FECHA 05/06/2017
LOCALIDAD Igualada REVISADO -
CARACTERÍSTICAS
ENTRADAS ANALÓGICAS 8
SALIDAS ANALÓGICAS 2
ENTRADAS/SALIDAS DIGITALES 24
DATOS TÉCNICOS
SISTEMA OPERATIVO PharLap, Real-Time OS, Windows
7, Windows Vista x64/x86, Windows XP
SOFTWARE COMPATIBLE
ANSI C/C+, LabVIEW, LabWindows/CVI, Measurement
Studio, SignalExpress, Visual Basic, Visual Studio.NET
BUS PCI, PXI
VELOCIDAD MÁXIMA DE SALIDA (MS/s) 3.33
RESOLUCIÓN DE ENTRADA/SALIDA ANALÓGICA (Bits) 16
RANGOS DE SALIDA ANALÓGICA (V) ±10
DIO (MHz) 10
DIMENSIONES (mm) 175.3 x 162.6
MODELO
SUBMINISTRADOR National Instruments
MODELO NI PXI-6356
OBSERVACIONES
También se utilizan en el área 500. Unidades totales en la planta: 2

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
135
3.5.2.5. Área 500
En esta área hay un total de 20 ED, 14 EA, 14 SD y 10 SA. Se utilizará un total de de 3
tarjetas: una TAD-04, una TAD-05 y una TAD-06. Las hojas de las dos primeras ya se
han presentado en otras áreas; la hoja de la última, se muestra a continuación:
HOJA 1 DE 1 HOJA DE ESPECIFICACIÓN TARJETA DE ADQUISICIÓN DE
DATOS ÍTEM TAD-06
ÁREA 500
PLANTA MCB FECHA 05/06/2017
LOCALIDAD Igualada REVISADO -
CARACTERÍSTICAS
ENTRADAS ANALÓGICAS 8
SALIDAS ANALÓGICAS 2
ENTRADAS/SALIDAS DIGITALES 10
DATOS TÉCNICOS
SISTEMA OPERATIVO Real-Time OS, Windows 7, Windows Vista x64/x86,
Windows 2000/XP
SOFTWARE COMPATIBLE
ANSI C, LabVIEW, LabWindows/CVI, Measurement
Studio, SignalExpress, Visual Basic, Visual Studio.NET
BUS PCI, PXI
VELOCIDAD MÁXIMA DE SALIDA (kS/s) 250
RESOLUCIÓN DE ENTRADA/SALIDA ANALÓGICA (Bits) 16
RANGOS DE SALIDA ANALÓGICA (V) ±10
DIO (MHz) 10
DIMENSIONES (cm) 9.7 x 15.5
MODELO
SUBMINISTRADOR National Instruments
MODELO NI PCI-6239
OBSERVACIONES
No se utiliza en otras áreas. Unidades totales en la planta: 1

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
136
3.5.2.6. Área 600
En esta área hay un total de 6 ED, 8 EA, 11 SD y 1 SA. Se utilizarán dos tarjetas, una
TAD-04 y una TAD-07. Su hoja de especificación, se muestra a continuación:
HOJA 1 DE 1 HOJA DE ESPECIFICACIÓN TARJETA DE ADQUISICIÓN DE
DATOS ÍTEM TAD-07
ÁREA 600
PLANTA MCB FECHA 05/06/2017
LOCALIDAD Igualada REVISADO -
CARACTERÍSTICAS
ENTRADAS ANALÓGICAS 16
SALIDAS ANALÓGICAS 0
ENTRADAS/SALIDAS DIGITALES 24
DATOS TÉCNICOS
SISTEMA OPERATIVO Linux, Mac OS X, Windows 7,
Windows Vista x64/x86, Windows 2000/XP
SOFTWARE COMPATIBLE
ANSI C/C+, LabVIEW, LabWindows/CVI, SignalExpress,
Visual Basic, Visual C#, Visual Studio.NET
BUS PCI, PXI
VELOCIDAD MÁXIMA DE SALIDA (MS/s) 1.25
RESOLUCIÓN DE ENTRADA/SALIDA ANALÓGICA (Bits) 16
RANGOS DE SALIDA ANALÓGICA (V) ±10
DIO (MHz) 10
DIMENSIONES (cm) 9.7 x 15.5
MODELO
SUBMINISTRADOR National Instruments
MODELO NI PCI-6250
OBSERVACIONES
No se utiliza en otras áreas. Unidades totales en la planta: 1

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
137
3.5.2.7. Recuento de tarjetas
Una vez elegidas las tarjetas para cada zona, se realiza un recuento de todas las
tarjetas de la planta a modo de resumen. Éste, se encuentra en la Tabla 3.84:
Tabla 3.86. Resumen tarjetas elegidas
ÍTEM MODELO ÁREA 100 ÁREA 200 ÁREA 300 ÁREA 400 ÁREA 500 ÁREA 600
TAD-01 NI PCI-6254 1 1 1
TAD-02 NI PXI-6236 3
TAD-03 NI PXI-6723 1
TAD-04 NI PXI-6704 1 2 1 1
TAD-05 NI PXI-6356 1 1
TAD-06 NI PCI-6239 1
TAD-07 NI PXI-6250 1
Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
138
3.6. BIBLIOGRAFÍA
1. Sonda de temperatura termopar, Endress+Hauser:
https://www.es.endress.com/es/instrumentacion-campo/medicion-temperatura/sonda-
temperatura-modular?highlight=TH51
2. Sonda de temperatura termorresistencia (Pt-100), Endress+Hauser:
https://www.es.endress.com/es/instrumentacion-campo/medicion-
temperatura/termoresistencia-zonas-explosivas-pt100
3. Sensor de nivel por horquillas vibrantes, Endress+Hauser:
https://www.es.endress.com/es/instrumentacion-campo/medicion-nivel/detector-nivel-
vibrantorio
4. Sensor de presión por celda cerámica, Endress+Hauser:
https://www.es.endress.com/es/instrumentacion-campo/medicion-presion/transmisor-
presion-capacitivo
5. Sensor de presión por tubo de Bourdon, Tecsis:
https://www.tecsis.com/fileadmin/Content/tecsis/2_Files/2_Pressure/D_Mechanical_Pr
essure_Gauges/1_Relative_Pressure/1_Standard/de100.pdf
6. Caudalímetro electromagnético, Endress+Hauser:
https://www.es.endress.com/es/instrumentacion-campo/medicion-caudal/caudalimetro-
electromagnetico-transmisor-ultracompacto
7. Caudalímetro ultrasónico, Endress+Hauser:
https://www.es.endress.com/es/instrumentacion-campo/medicion-caudal/caudalimetro-
ultrasonico-proline
8. Caudalímetro de coriolis, Endress+Hauser:
https://www.es.endress.com/es/instrumentacion-campo/medicion-caudal/caudalimetro-
coriolis-liquidos-quimica

Capítulo 3. Instrumentación y control
Planta de producción de MCB
MCB Industries
139
9. Sensor de conductividad, Endress+Hauser:
https://www.es.endress.com/es/instrumentacion-campo/analisis-liquidos-
industria/sensor-conductividad
10. Tarjetas de adquisición de datos, National Instruments:
http://sine.ni.com/np/app/main/p/ap/daq/lang/es/pg/1/sn/n25:device,n17:daq/
11. G. Stephanopoulos; “Chemical Process Control: An introduction to theory and
practice”; N.R. Amundson Series Editor, University of Houston; 1983.