master icp booklet ed2 en 25-04-2008 - croplife.org wolf, dr. börries kübel . implementing...
TRANSCRIPT

Implementing Contamination Prevention, ed. 2 English (2008)
Disclaimer
The information contained in this booklet is accurate to the best knowledge of the Manufacturing and Supply Chain Steering Group (MSCSG) of the European Crop Protection Association (ECPA), but no liability whatsoever can be accepted by this Group, ECPA, CropLife International or their member companies in respect of the use of this information, nor in respect of any advice contained herein. The contents of this booklet including the Guidelines are best practices, which are recommended by the MSCSG. Implementing Contamination Prevention measures is the responsibility of individual members of the ECPA and CropLife International together with their toll manufacturers. Each company in its contracts is free to adopt its own standards, which may be different.
SECOND EDITION

Implementing Contamination Prevention, ed. 2 English (2008)
Acknowledgements
The MSCSG would like to express their thanks to the authors:
Dr. Marten Snel, Dr. Urs Stutz, Mr. John K. Olsen, Dr. Wolfgang Schäfer, Dipl. -Ing. Heiko Wolf, Dr. Börries Kübel
Implementing Contamination Prevention, ed. 2 English (2008)
Page 1
Foreword
Spring 2008
Dear Reader,
Our entire Crop Protection-Branch is committed to Responsible Care™. This implies that we produce and distribute our products safely and support our customers in applying them correctly to avoid risks to humans, animals and the environment. Then why this booklet? It should contribute to the promotion of Responsible Care in the entire supply chain.
The “Guidelines for Contamination Prevention Standards for Toll Manufacturing Operations” have been developed by a taskforce of experts of the European Crop Protection Association (ECPA), who are involved daily in finding answers to questions on Contamination Prevention. In first instance, it is the aim of this booklet to inform toll manufacturers on how to implement these guidelines effectively in their facilities. This will help to ensure a higher standard of Contamination Prevention is achieved in our entire branch. These efforts have been strongly supported by CropLife International (CLI), a co-sponsor of this booklet.
For any business involved in the synthesis of active ingredients, formulation or packaging of crop protection products, a contamination incident can have far reaching consequences; not only for the company itself, but also for its customers. It can not be excluded that the reputation of our entire branch will be seriously damaged.
The first edition of this booklet, published in 2004, has shown that it is used intensively by toll manufacturers to develop systems for effective management of Contamination Prevention, and which compare favorably with the internal standards of ECPA member companies. Furthermore, it became apparent that the booklet is used increasingly within the member companies as training tool for Contamination Prevention.
I cannot stress the importance of good Contamination Prevention management strongly enough and would like to conclude with the following messages:
“Some people may think that since the last weeks, the last month or the last two years no Contamination incident happened it is not necessary to be reminded all the time of Contamination Prevention. Wrong! Such an incident could happen anytime. The biggest enemy of Contamination Prevention is – like with safety - complacency”.
I would like to encourage you to get the greatest possible benefit from this booklet by consulting it intensively. Furthermore, I hope that the responsible people in the production, planning and procurement departments of the member companies make use of this booklet to improve the dialogue not only with our toll manufacturers, but also between the member companies.
Dr. Wolfgang Welter
Chairman Manufacturing and Supply Chain Steering Group (MSCSG) of the European Crop Protection Association
Implementing Contamination Prevention, ed. 2 English (2008)
Page 2
Contents Acknowledgements
Foreword 1
1. Introduction 4
2. Purpose and Scope 4
3. Case Histories and Learning Experiences 6
4. Contamination Risk Assessment 15
4.1 Key factors to be evaluated in the contamination risk assessment of a production unit
15
4.2 Guidelines on separation of production units 16
4.3 Assessment of cleaning capability 17
5. Determination of Cleaning Levels 18
5.1 Principles 18
5.2 Calculation of cleaning levels 19
5.2.1 Formula 19
5.2.2 Example of a cleaning matrix developed for a herbicide packaging unit 20
5.2.3 Effect of the cleaning matrix on production scheduling / sequencing 22
5.2.4 Factors that require extra attention when scheduling the production sequence
22
5.2.5 Responsibilities 22
6. Cleaning of the Production Unit 23
6.1 Cleaning procedure 23
6.1.1 Generic cleaning procedure 23
6.1.2 Visual inspection 23
6.1.3 Wet cleaning 26
6.1.4 Dry cleaning 29
6.1.5 Cleaning with solid, inert material (“flush cleaning”) 29
6.1.6 Cleaning validation process 29
6.1.7 Application of the validated cleaning procedure 30
6.1.8 Recycling of used cleaning medium 30
Implementing Contamination Prevention, ed. 2 English (2008)
Page 3
6.2 Equipment design for improved cleaning efficiency 31
6.3 Illustrations of the production units with practical tips for cleaning of critical parts
32
6.3.1. Liquid formulations 33
6.3.2. Dry (solid) formulations 36
6.4 Documentation of changeover and release of cleaned equipment 42
7. Trace Analysis of Residual Impurities 43
7.1 Residual impurity analysis in the product vs. in the rinsate 43
7.2 Sampling 43
7.3 Development of trace analytical methods for residual impurities 44
8. Manufacturing Practice 45
8.1 Identification of incoming goods on site 45
8.2 Controls to ensure that the correct material gets delivered to the manufacturing point and used in the manufacturing process
45
8.3 Traceability 45
8.4 Labeling 45
8.5 Rework 46
8.6 Shared portable / interchangeable equipment 46
8.7. Retained Samples 46
8.8 Temporary storage tanks 46
8.9 Visual check of cleanliness 47
8.10 Modification of the production unit / equipment and plant design 47
8.11 Self Assessment 47
9. Contamination Prevention Checklist for Self-Assessment by Toll Manufacturers
48
Glossary and Index 76
Appendix A 83
Guidelines for Contamination prevention standards for toll manufacturing operations
Appendix B 94
EPA Pesticide Regulation Notice 96-8
Implementing Contamination Prevention, ed. 2 English (2008)
Page 4
1. Introduction Contamination of products with residual impurities is a potential issue and area of concern for any multi-purpose chemical synthesis, formulation and packaging unit. Contamination can result in adverse effects on sensitive, treated crops or non-target species and may trigger regulatory issues. Incidents may also tarnish the reputation and image of the entire industry.
2. Purpose and Scope The purpose of this booklet is to help toll manufacturers (tollers) to successfully apply the “Guidelines for Contamination Prevention standards for toll manufacturing operations” (the “Guidelines”, Appendix A).
This booklet:
• Is written for “practitioners” in toll manufacturing having to deal with Contamination Prevention in their daily job.
• Provides “best practices” on Contamination Prevention operating standards and tools.
• Pertains to Contamination Prevention aspects in the synthesis, formulation and (re-)packaging of Crop Protection chemicals.
The following Crop Protection chemicals fall under the scope of this booklet, either as active ingredients or as formulated products:
• Herbicides (for crop and non-crop uses, irrespective of the application method).
• Safeners
• Fungicides, Plant Growth Regulators (PGR’s), Plant Activators, Insecticides, Acaricides, Molluscicides, Nematicides and Fumigants. These products can be applied as foliar spray, granular formulation, seed treatments or as any form of soil treatment.
• Rodenticides (applied as baits).
• Adjuvants for agricultural application, spray tank cleaners, crop oils, and foliar fertilizers.
Excluded from the scope of this document are:
• Contamination Prevention at farm level (e.g. tank cleaning).
• Issues related to Contamination Prevention in biotechnology and seeds, e.g. GMO / non-GMO contamination during seed production.
• Bulk deliveries and storage of final product at distributors and dealers. Guidelines for implementation of Contamination Prevention measures for handling final product in bulk are considered the responsibility of the individual member companies and the regional Crop Protection Organizations.
• Contamination Prevention in:
o Public Health products for non-crop insect control (e.g. treatment of mosquito nets), where humans might be exposed to a contaminant.
o Animal Health products specific for control of ectoparasites, which are manufactured under pharmaceutical standards (GMP), where animals might be exposed to a contaminant.
Implementing Contamination Prevention, ed. 2 English (2008)
Page 5
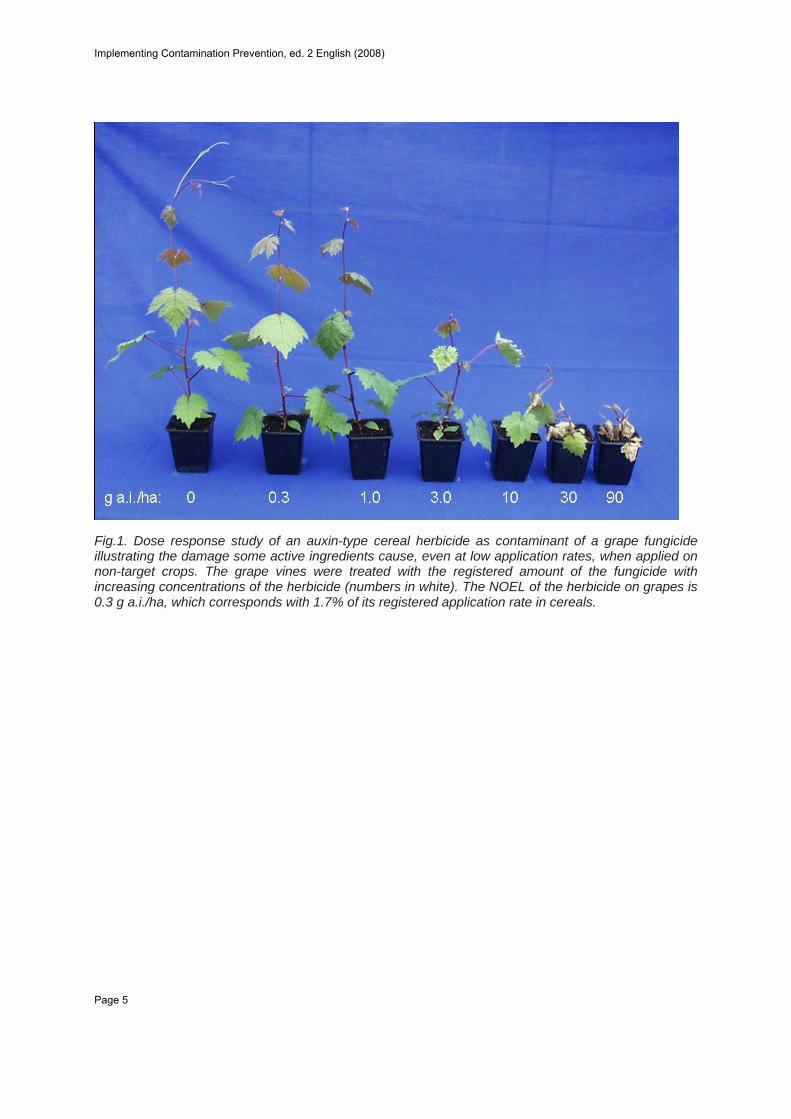
Fig.1. Dose response study of an auxin-type cereal herbicide as contaminant of a grape fungicide illustrating the damage some active ingredients cause, even at low application rates, when applied on non-target crops. The grape vines were treated with the registered amount of the fungicide with increasing concentrations of the herbicide (numbers in white). The NOEL of the herbicide on grapes is 0.3 g a.i./ha, which corresponds with 1.7% of its registered application rate in cereals.

Implementing Contamination Prevention, ed. 2 English (2008)
Page 6
3. Case Histories and Learning Experiences The basis for successful Contamination Prevention is effective risk management. The “Guidelines”, which form the basis for this risk management, are primarily based on case histories of actual incidents, rather than being developed only from theory. We would like to invite you to study these case histories, for this will make it a lot easier to understand the reasons for these “Guidelines”. Also, when you get involved in training staff on Contamination Prevention, presenting the case histories described in this booklet will help you to get a lot more attention from your staff, because we can all associate with real life experiences more easily than with dry theoretical issues.
Case History 1:
Incident caused by improper cleaning process
• Several growers complained that their pot roses showed severe chlorotic (= very striking, white) spotting of the leaves after treatment with a soil herbicide for control of weeds. This greatly reduced the market value of the container plants and required extra labor for pruning the plants to improve their appearance.
• The SC soil herbicide was made in a flowables plant after a cereal herbicide that had a highly active broad leaf herbicide component that caused as first symptom chlorosis of the weeds.
• Analysis of the soil herbicide for the active ingredient from the cereal herbicide showed that this was present in a concentration of 87 ppm, which is considerably above the NOEL of the residual impurity on roses.
• Equipment was cleaned by two different shifts.
• The first shift opted to clean the formulation vessels and the bead mills in the correct sequence. A sample of the last rinsate was collected and the analysis showed that the concentration of the residual impurity was below the required cleaning level.
• So the second shift had to clean the hopper. After dry cleaning, the hopper was hosed down with water and left to dry. The rinsate from the hopper was collected in the first vessel in which the slurry of the next product is prepared. The slurry vessel was not drained as required in the cleaning procedure, and the next shift was not told that the slurry vessel contained contaminated water.
• This incident resulted in seven expensive claims from rose growers plus a rework campaign that took three years.
What can be learnt from this case history?
• Have a written cleaning procedure with check list for equipment cleaning outlining every single step of the cleaning procedure and the order in which these have to be carried out. The written procedure must be tested, while its effectiveness must be confirmed.
• Assure completion of each and every step and enter it on the batch card, with the time at which it is finished, while it must be initialed by the operator. Missed steps must be investigated.
• Take and analyze a sufficient number of samples of the rinsate(s) and/or of the next product to confirm the cleaning has been effective.

Implementing Contamination Prevention, ed. 2 English (2008)
Page 7
Case History 2:
Incident caused by inadequate cleaning methods
• A toller had to formulate and pack an SC formulation of a Plant Growth Regulator (PGR) registered for ornamental pot plants e.g. chrysanthemums, begonias, lilies, poinsettias etc.
• The product, which preceded the PGR in the formulation and packaging equipment, was a highly concentrated, low application rate EC formulation of a herbicide.
• The PGR caused serious damage to foliage of ornamental pot plants. The damage was attributed to a contamination of the PGR with the preceding herbicide.
• Subsequent chemical analysis confirmed the presence of residual amounts of the herbicide both in the PGR formulation as well as in the damaged plants.
• The inventory of the contaminated PGR remaining in the distribution channels was recalled from the market to prevent further applications and claims.
• What did the Root Cause Investigation reveal?
o The herbicide formulation unit was not cleaned immediately after the production as usual, but several days later. The cleaning method consisted of rinsing the equipment with warm water (at 40°C).
o An alert operator observed and reported the unusual presence of crystals in the rinsate, but no further investigation was undertaken by management.
o In this facility, the analysis of the residual impurities is generally carried out in the rinsate and not in the succeeding product. The chemical analysis confirmed that the herbicide concentration in the rinsate was below the cleaning level.
o It is believed that - as the equipment dried - crystals of the herbicide active ingredient formed on the walls of the equipment, which were not easily removed by the warm water rinse.
What can be learned from this case history?
• Always clean equipment immediately after use. This prevents that the film left behind in the equipment by the preceding product dries out, which makes cleaning much more difficult. This is especially critical for SC formulations, and even more so when dealing with flowables of highly active molecules.
• Verify in audits (assessments) whether effective cleaning methods are in place, e.g. type of cleaning medium, number of rinses, volume of cleaning medium per rinse etc.
• Investigate all unusual observations reported by operators working on the line.
• The cleaning method must always include visual inspection of the equipment before the next production run can be started.
• The selected cleaning medium must sufficiently dissolve the potential contaminant, i.e. the active ingredient of the preceding product. A typical practice is to clean with the solvent used in the preceding formulation. In this case history, the herbicide active ingredient had very low water solubility, so the crystals did not dissolve in the cleaning medium. If instead, the organic solvent of the herbicide EC formulation would have been used, the crystals could have been removed, provided the re-circulation would have been sufficiently long.
Implementing Contamination Prevention, ed. 2 English (2008)
Page 8
• The analytical check of the rinsate alone is not always sufficient, as this does not necessarily mean that traces of the previous product will also be below the acceptable cleaning level in the succeeding product.
Case History 3:
Incident caused by an incorrect cleaning level
• A fungicide formulation plant received rush orders for two soybean fungicides: a foliar fungicide belonging to the azole family and a seed treatment fungicide.
• The seed treatment fungicide contains a strong dye, making the cleaning process difficult and very time consuming (the dye tends to stick to the walls of the equipment). Traces of the dye not fully removed from the equipment, might color the almost white formulation of the foliar fungicide, thus creating a quality issue. Therefore the formulation of the foliar fungicide was scheduled before the formulation of the seed treatment product.
• The assumption was made that - since a fungicide was following another fungicide on the line - the EPA approved cleaning level of 1,000 ppm would be applicable.
• After cleaning following the production run of the foliar fungicide, the concentration of the residual impurity (i.e. the concentration of the active ingredient of the foliar fungicide) could not be determined due to a breakdown of the analytical equipment. However, the production of the seed treatment fungicide was started immediately without waiting for the analytical instruments to be repaired.
• Since these were rush orders, it had been decided without management approval to minimize the number of cleaning cycles, because the products were both applied on soybeans.
• The entire inventory of seed treatment fungicide was quarantined when analysis revealed that the level of the azole contaminant (from the previous product) in the actual seed treatment fungicide was more than 6,000 ppm.
• A quick trial at a local field station showed that the alleged safe level of the azole as seed treatment on soybean was 2,000 ppm.
• Based on market pressure, the product was reworked (blended) to an azole level of 2,000 ppm.
• On thousands of hectares, the treated soybeans failed to germinate and this resulted in a series of expensive claims.
• Subsequent research in a greenhouse showed that the actual safe level of the azole fungicide in soybean seed treatment fungicides to be 200 ppm.
What can be learnt from this case history?
• Never try to make shortcuts in the cleaning procedures, no matter how much business pressure. You risk a contamination incident which can easily create more business disruption than before.
• Even if a cleaning level of 2,000 ppm would have been safe, never use a cleaning level above 1,000 ppm, for this not only infringes the levels allowed by EPA (please see the EPA Pesticide Regulation Notice 96-8, Appendix B), but also the regulatory limit for a non-listed extraneous ingredient of max. 0.1 % w/w or 1,000 ppm.

Implementing Contamination Prevention, ed. 2 English (2008)
Page 9
• The default EPA cleaning level of 1,000 ppm when switching from one fungicide to another fungicide is not (always) applicable for changeovers from foliar fungicides to seed treatment fungicides or insecticides. This can be especially dangerous when the preceding fungicide in the equipment belongs to the azole family, which often can display, at certain concentrations, a growth regulator effect (like inhibition of germination).
Case History 4:
Incident caused by inadequate separation of two formulation units
• Two separate solids formulation units were operating simultaneously in different rooms separated by a solid wall. One unit was formulating an insecticide, the other one a herbicide.
• Customers complained of crop damage when using the insecticide. Subsequent analytical testing showed low-level contamination of the product with the herbicide.
• The wall between the two rooms in the plant was in fact not completely sealed as there were a few small holes in it, primarily to accommodate piping.
• An oversized exhaust blower was installed in the insecticide unit to improve personal protection from the insecticide dust. This caused the insecticide room to be at a lower atmospheric pressure than the herbicide room, thereby sucking herbicide dust through the holes into the insecticide dust collector. Recycling dust from the collector transferred the herbicide into the insecticide.
What can be learnt from this case history?
• Contamination can happen between two products that are running simultaneously even if separated by a “solid” wall.
• Do not make design changes, e.g. additional pipe work, increased blowers, additional doors or windows, without understanding all the implications, including contamination risk.
• Do not rely on a wall to be a fool-proof barrier; it is hard to seal all the holes.
• Increased incompatibility of products requires more separation between production areas and may even require separate buildings. Whilst an insecticide and a normal rate herbicide would require at least separate rooms with a solid, air-tight wall and separate air handling systems, an insecticide and a highly active herbicide would require at least separate buildings.
Case History 5:
Incident caused by improper use of interchangeable parts
• A large grower got an unexpected contract to grow 10 ha of a special high value flower bulb. He placed a rush order for a special “bulb treatment” fungicide, while the manufacturer was given less than a week before the planting date.
• The product was made in a dedicated fungicide formulation vessel.
• A flexi hose was used to transfer material to the header tank of the fungicide filling line, using a dedicated pump.
• The operator could not find the flexi hose for fungicides at its usual place, so he used another flexi hose found in the next room (the dedicated herbicide filling area).

Implementing Contamination Prevention, ed. 2 English (2008)
Page 10
• This flexi hose had last been used to transfer a phenoxy herbicide EC formulation and would be used again for the same purpose the next morning. It had not been cleaned and contained a residual amount of the herbicide, which now contaminated the fungicide.
• The flower bulb crop failed completely, and the claim had to be settled in a long and expensive court case.
What can be learnt from this case history?
• Avoid the use of interchangeable parts, such as flexi hoses. Fixed, dedicated piping is always the safest solution.
• As best practice, interchangeable parts should be dedicated to a product and a production line during the whole manufacturing campaign and their use (the product or the line) clearly labeled. At the moment an interchangeable part is disconnected from the line, it must be cleaned immediately irrespective whether it is used for another product or put into storage.
• Ensure that the history of the interchangeable parts can be traced even if they are dedicated to one class of products, what was the last product, how was it cleaned and to which level?
Case History 6:
Incident caused by shared utilities or common lines for separate installations
• A liquid corn herbicide was formulated, analyzed and released by the site quality control laboratory.
• The plant started to package the product. After packaging 20,000 liters, one of the operators noticed the product had an unusual color. They stopped packaging and re-sampled the tank.
• The subsequent analysis showed that an unexpected active ingredient was present at a concentration above the residual impurity level.
• Checks showed that the first 15,000 liters were within specification.
• This formulation and packaging line shared a nitrogen purge line with another installation. During the packaging, somebody had transferred a batch of a different product to the other installation. The nitrogen purge line was open and siphoned some product into the corn herbicide tank.
What can be learnt from this case history?
• Avoid interconnection of separate installations by purge lines, ventilation lines or utility piping (steam, compressed air, etc).
• Common lines and installations must have effective backflow prevention.
• Operator training and constant awareness are major factors in preventing incidents.
• Always report anything out of the usual (color, smell, consistency etc.).

Implementing Contamination Prevention, ed. 2 English (2008)
Page 11
Case History 7:
Incident caused by using unlabeled bottles
• A toll manufacturer had to formulate and package two incompatible products: A non-selective herbicide EC for use on railways and a highly toxic nematicide EC used amongst others for band application in sugar beets.
• The formulation and packaging of the nematicide and herbicide products were carried out on dedicated lines.
• The herbicide was packaged in grey colored 1 liter plastic bottles.
• The nematicide was packaged in black colored 1 liter plastic bottles.
• To ensure the company could rapidly respond to demands in the market, the bottles were not labeled. The country specific labels would be attached later after a firm order had been entered in the system.
• Due to a planning error, not enough grey bottles had been supplied and the toller decided to use spare black bottles to finish the filling of the herbicide without obtaining approval from his client. Also, this change was not communicated within the plant.
• On the next shift, personnel responsible for transferring the packaged material to the warehouse placed the unlabeled [now black herbicide] bottles on the shelves with the other black [nematicide] bottles.
• A rush order was received for the nematicide and a great number of the black bottles were labeled with the nematicide label.
• More than 250 ha of sugar beets were killed by the herbicide. Investigation revealed that the residue of the herbicide could be demonstrated chemically in the treated crop, whilst bio assays provided further proof that the wrong product was in the black bottles.
• This resulted in a series of court cases, which all ended in favorable judgments for the farmers. An acre of sugar beets is worth a lot of money and, since the herbicide was persistent, the courts also insisted on compensation for yield losses in the two subsequent growing seasons!
What can be learnt from this case history?
• Not only residual impurities can cause serious incidents, but the mix-up of unlabeled containers of incompatible materials in manufacturing can be very harmful.
• Never store any unlabeled containers, whether these contain intermediates, formulation concentrates or final products.
• Make sure that when temporary labels are used, the product can be fully identified. The suggested minimum information is the product name (and code), batch number, and production date.
• Store product labeled with temporary labels separately from final sales product, i.e. together with raw materials and active ingredients for further processing (while fungicide/ insecticide raw materials shall also be stored separated from herbicide raw materials in the warehouse).
• Make sure any deviation – no matter how small – is approved by the client, documented, and also well communicated within the organization of the toller.
Implementing Contamination Prevention, ed. 2 English (2008)
Page 12
Case History 8:
Incident caused by old rework material with incomplete labeling and record keeping
• A company formulated a herbicide in their own plant for a number of years, and then decided to contract the formulation to a toll manufacturer to free up capacity in their own formulation unit for other products.
• When they started the contract formulation, they shipped the active ingredient plus the leftover packaging material and a quantity of rework from their own plant to the toll manufacturer.
• In the first season after the start of toll manufacture, the company received many complaints of crop damage, ranging from mild to severe. The crop injury was traced back to herbicide damage.
• When retained samples of the product were tested, a large number of batches were found to be seriously contaminated with a different herbicide, one not made at the toll manufacturer’s site, but made at the plant of the product’s owner.
• What went wrong? Investigation revealed that much of the rework material was old and had labels that were deteriorated or missing. In addition, inadequate records about the rework had been sent from the manufacturer to the toller.
• As a result, the toller used contaminated rework and created contaminated product. But, the fault was with the manufacturer who allowed the inadequate labeling and record keeping.
What can be learnt from this case history?
• Design and/or improve all processes to prevent rework from being created.
• Use any rework as soon as possible so that labels and records are not lost.
• It is critical to keep totally accurate records on all rework.
• Never use improperly or incompletely labeled containers before the material is analyzed and formally released.
Case History 9:
Incident caused by improper sample rework
• More than 8,000 young citrus trees died following application of an insecticide.
• One single sales package (a drum) of the insecticide was found to contain high levels of a low application rate herbicide. All other drums were also tested analytically, but did not show any traces of the herbicide.
• Herbicide contamination was not detected in the retained sample of that particular insecticide batch.
• Herbicide production took place in a building separated completely from the insecticide / fungicide production.
• As standard practice, irrespective from the production line, 2 – 3 kg samples of all products were collected in identical white buckets and brought to the Quality Control (QC) laboratory. After QC analysis, all samples were returned to the production line to be reworked.

Implementing Contamination Prevention, ed. 2 English (2008)
Page 13
• The labeling of the white buckets was not consistent and showed a lot of variation, while after analysis, the laboratory placed both herbicide and insecticide buckets in the same area for collection and return to production lines.
• A sample bucket of the low application rate herbicide was by mistake returned to the insecticide drum filling and added to the contents of one drum.
What can be learnt from this case history?
• Containers holding any product must always be clearly and consistently labeled.
• Site labeling policy must be defined, understood and applied consistently by all.
• Do not return samples collected for QC into the process without explicit (written) approval of this procedure by the client.
• Avoid recycling laboratory or retained samples if at all possible. Take small samples to reduce the quantity to be disposed of.
• Review (risk assess) existing rework processes to ensure they are appropriate and controlled adequately.
• Encourage plant operators to be vigilant and check labels before emptying contents into vessels, containers, etc. Use different containers (size, color) for incompatible materials (herbicides, fungicides/insecticides).
Case History 10:
Incident caused by failure to determine identity of one of the raw materials
• A herbicide active ingredient was synthesized by esterification of its acid with n-hexanol to form the n-hexyl ester.
• The alcohol n-hexanol was supplied by an external manufacturer and delivered in a road tanker. Quality Control (QC) for incoming goods released the alcohol shipment and it was pumped into a 40,000 L dedicated bulk tank still containing approximately 20,000 liters of n-hexanol.
• The alcohol was pumped from the bulk tank through dedicated piping to the synthesis plant.
• After completion of the esterification, the active ingredient batch was sampled and sent to the QC laboratory. The gas liquid chromatogram revealed an unknown peak that was identified as the corresponding n-propyl ester of the herbicide active ingredient.
• The subsequent investigations showed that the dedicated alcohol bulk tank contained a blend of n-hexanol and n-propanol.
• In this facility, the standard quality check for bulk products in the raw materials acceptance procedure is a check of the Certificate of Analysis (CoA) submitted by the alcohol producer with each shipment. Since the CoA gave the expected information the material was released.
• The active ingredient batch produced consisted of a mixture of the two esters. Since globally, only the n-hexyl ester of this herbicide has been registered, the active ingredient was not in regulatory compliance and had to be disposed of (incinerated).

Implementing Contamination Prevention, ed. 2 English (2008)
Page 14
What can be learnt from this case history?
• Although checking the CoA of incoming raw materials without additional analysis is cost-effective, it creates a far bigger dependence on the reliability of the quality systems of the supplier, while an error made during loading of the shipment at the supplier can not be detected before the raw material has been processed. Therefore, an assessment of the facility of the supplier with a strong emphasis on the correct Contamination Prevention and loading procedures is highly recommended.
• Consider simple lab checks such as refractive index, color, pH, viscosity, or other rapid identity tests as QC check for incoming goods.
• In synthesis where a mix-up of raw materials is not only a contamination, but also a safety hazard, the identity check for incoming goods is a “must”.
Fig. 2: Dose response study of an experimental “low application rate” (“highly active”) cereal herbicide on oilseed rape. The NOEL on oilseed rape is < 0.03 g a.i./ha. The cleaning levels necessary when the succeeding product after this type of herbicide is used on oilseed rape are very low, often < 2 ppm or even in the ppb range.

Implementing Contamination Prevention, ed. 2 English (2008)
Page 15
4. Contamination Risk Assessment A contamination risk assessment is conducted for the production unit and the products manufactured in it. This includes all the products, the cleaning requirements and capabilities, production unit lay-out, separation and manufacturing practices. A change in any one of these must always lead to a reassessment of the contamination risk. A „production unit” is a combination of equipment used for the manufacture of one product at any given time. It may be used for multiple products in sequence. A manufacturing site may consist of multiple production units. Separation of production units is a key element in Contamination Prevention. „Separation” means that there is no common equipment (e.g. ventilation ducts) allowing an unplanned transfer of product from one production unit to another. Separation can be achieved through e.g. separate buildings, relocation of critical products into other production units, compartmentalizing manufacturing lines in the same building. Design and lay-out of the production unit greatly impact its cleanability and should be included in the risk assessment.
4.1 Key factors to be evaluated in the contamination risk assessment of a production unit
• What other active ingredients or their products are handled on the manufacturing site and in particular in which production unit, so that the client can assess if there are products in the toller’s portfolio that would present a risk when present as a residual impurity. This should also include notification by the toller to manufacturers of non-agricultural products sharing the same production unit that contamination of those non-agricultural products with agricultural products may be a concern.
• Agreements with existing clients allowing either the release of the name of the preceding products, or permission to release the name of the Contamination Prevention focal point at the preceding client.
• Design and lay-out of the production unit (easy to clean and to dismantle, adequately separated).
• Demonstrated ability to clean down to low levels of residual impurities between existing products in the portfolio of the toller.
• Well understood and consistently implemented, written procedures for product changeover processes, cleaning methods and product release.
• Facilities and skilled personnel for chemical analyses of trace levels of residual impurities in-house or at well recognized contract laboratories.
• Assessment of contamination risk from airborne particles from products produced in production units in adjacent buildings on the same manufacturing site or in the same vicinity, especially when in these units highly active herbicides are manufactured. Aspects like predominant wind direction, placement of windows and dust filters must be taken into consideration.

Implementing Contamination Prevention, ed. 2 English (2008)
Page 16
4.2 Guidelines on separation of production units The ECPA / CropLife International member companies recommend – as key first step in Contamination Prevention – the following separation rules in shared manufacturing facilities to minimize the contamination risk (and also the cleaning costs):
• Separate “Herbicides” from “Insecticides”
This separation is achieved by having production units, which are completely dedicated to either “herbicides” or “insecticides”.
“Herbicides” include: All herbicides (crop, and non-crop), plant growth regulators, defoliants, desiccants.
“Insecticides” include: All insecticides, acaricides, molluscicides, nematicides, fungicides, plant activators, herbicide safeners, rodenticides, crop oils and adjuvants, spray tank cleaners, fertilizers and fumigants.
• Separate “low rate herbicides” (especially the highly active herbicides) from “normal rate herbicides” if the herbicides are registered on different crops.
A possible way to achieve this separation is to combine herbicides registered on the same crops in the same production unit, i.e. all rice herbicides or all cereal herbicides. In that case the potential contamination risk is limited to product integrity / quality issues, whilst the cleaning requirements between herbicides registered on the same crops will be minimal.
• Consider manufacture of Plant Growth Regulators (PGRs) on “insecticide” lines.
EPA Pesticide Regulation (PR) Notice 96-8 (attachment B) classifies PGRs as “normal rate herbicides”. Based on a Contamination risk assessment, a number of ECPA member companies prefer to manufacture PGRs on “insecticide” lines instead of “herbicide” lines.1
• Crop protection chemicals shall be synthesized, formulated, packaged and stored completely separated from:
o Food and feed stuffs (including vitamins)
o Human pharmaceutical products which are applied orally, topically or as an injection
o Veterinary products which are applied orally, topically or as an injection
o Human cosmetic and other health care products
o Detergents and other household cleaning agents like washing powders, bleach
o Industrial chemicals, e.g. cleaning agents for the food industry
If any products belonging to any of the above product groups are manufactured on the same site, the minimum separation level is different buildings.
1 PGRs are, like insecticides and fungicides, registered and applied on a wide range of crops and ornamental plants belonging to many taxonomically unrelated plant families. This means that it is virtually impossible to get a sufficiently wide data base of NOELs to calculate a reliable cleaning level.
None of the currently known PGRs show herbicidal activity at the registered rates and display a very high level of selectivity across many botanical families.

Implementing Contamination Prevention, ed. 2 English (2008)
Page 17
4.3 Assessment of cleaning capability
To assess the suitability of a production unit for handling a particular production sequence, two components need to be evaluated:
• Design and lay-out of the production unit.
• Successful cleaning procedures. Their four key elements are:
o Correct cleaning levels (see chapter 5)
o Cleaning methodology (see chapter 6)
o Analytical capability (see chapter 7)
o Documentation (record keeping, retained samples; see chapter 8)
A helpful tool for determining whether a product changeover can be successfully achieved in a production unit is to review historical data on cleaning ability. The toll manufacturer should have routinely demonstrated results similar to the following cleaning levels:
• Synthesis of active ingredients: < 50 ppm typically achieved after the equipment has been rinsed with solvent, partial dismantling of pipes and pumps (see table 1, page 24).
• Formulation and packaging of liquid products: < 100 ppm typically achieved after the equipment has been rinsed with a cleaning medium at a maximum of three times (see table 1, page 24).
• Formulation and packaging of solid products: < 200 ppm typically achieved after dry cleaning followed either by wet cleaning or “flush cleaning” (see table 2, page 25).
One of the highest contamination risks in production units for solids (active ingredients and formulations) is caused by the “hold-up” of the previous product in dead spaces. This material can be suddenly released and contaminate one or even more batches of the subsequent product.
Implementing Contamination Prevention, ed. 2 English (2008)
Page 18
5. Determination of Cleaning Levels The cleaning level required for a product-changeover is the primary indication of the risk involved in the changeover, i.e. the lower the cleaning level, the higher is the risk of a contamination incident if the cleaning process fails. In addition, more labor, time and cost intensive cleaning will be needed to achieve the required lower cleaning levels. To optimize production sequencing, a cleaning matrix based on reliable cleaning levels must be developed. An example will be shown for a herbicide packaging unit in 5.2.2 and 5.2.3.
5.1 Principles The No Observable Effect Levels (NOELs) of the preceding active ingredient on all crops, on which the succeeding product is registered, must be a key consideration when calculating the cleaning level. The lowest NOEL (for the crop most sensitive to the previous active ingredient) must be used.
Furthermore, the US Environmental Protection Agency (EPA) has issued Guidelines on the Toxicologically Significant Levels of Contamination (TSLCs) of the previous product in the succeeding one in the Pesticide Regulation Notice (PRN) 96-8, dated October 31st, 1996. The full text of this document is available in Appendix B.
The Pesticide Regulation Notice 96-8 is applicable to products manufactured, imported, and / or used in the US. This means that the cleaning levels for products with the US as final destination may never exceed the values for the TSLCs listed in the various categories. A word of caution is necessary: implementation of the EPA guidelines without proper consideration of the biological effects could still lead to serious contamination incidents because the TSLC may be too high to cover the “biological safety margin” necessary to prevent these incidents. If the cleaning level based on biology is lower than the regulatory limits, the biology based level must be used.
In countries outside the US, the government agencies generally allow self-regulation of the cleaning levels by the crop protection industry, provided that the limits do not infringe the crop protection legislation. Some companies prefer to follow the EPA Pesticide Regulation Notice 96-8 (whenever it is lower than the biology based cleaning level) in all countries where they are commercially active, because this helps the flexibility of the supply chain. Others prefer to use a system where the EPA guidelines are used only for products manufactured in, or being exported to the US. Outside the US, those companies use biology driven cleaning levels, provided they do not exceed the regulatory limits for non-listed extraneous ingredients of typically 0.1% w/w or 1,000 ppm.2
2 The “Manual on the development and use of FAO and WHO specifications for pesticides“, FAO Plant Production and Protection Paper No. 173, ed.1 (2002) sets the regulatory limits for non-listed extraneous ingredients to less than 1 g/kg (< 0.1 % w/w or < 1,000 ppm). For harmonization with the EPA PR Notice 96-8 “Toxicologically Significant Levels of Contaminants”, in this booklet the limit for non-listed extraneous ingredients, e.g. RIs, is set to max. 0.1 %w/w (max. 1,000 ppm).
Implementing Contamination Prevention, ed. 2 English (2008)
Page 19
1.0 3.0 10 30 90
g a.i./ha:
1.0 3.0 10 30 90
g a.i./ha:
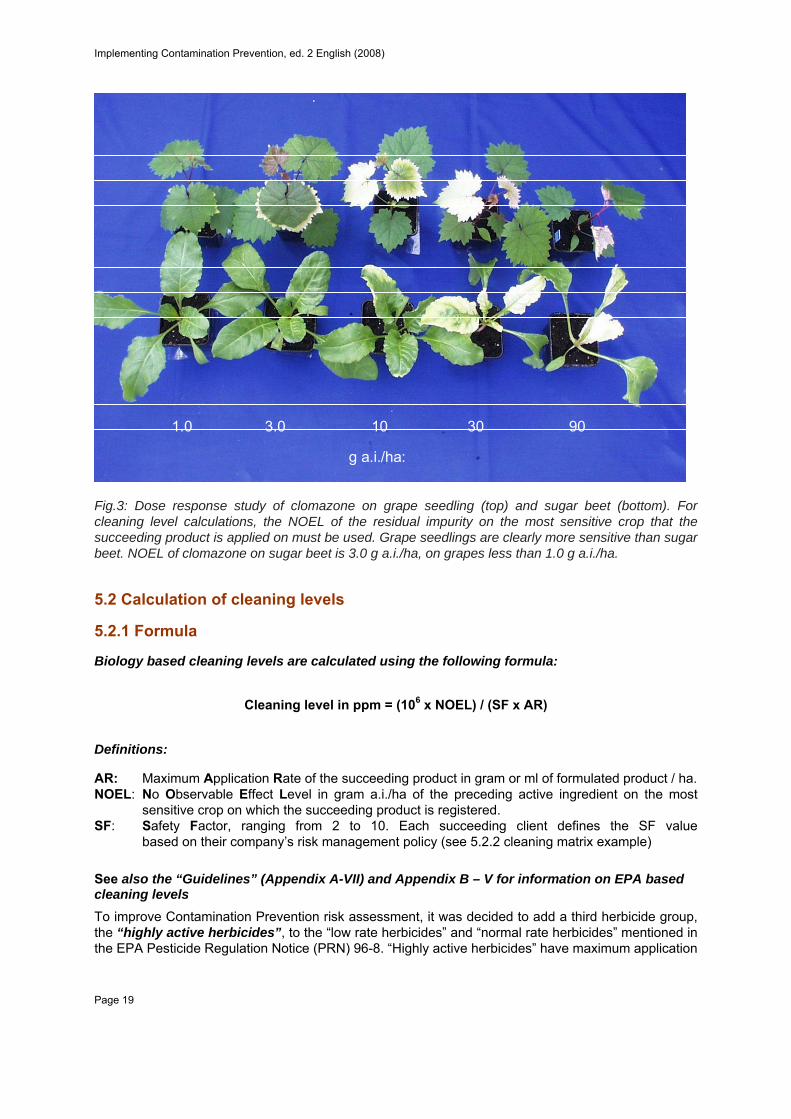
Fig.3: Dose response study of clomazone on grape seedling (top) and sugar beet (bottom). For cleaning level calculations, the NOEL of the residual impurity on the most sensitive crop that the succeeding product is applied on must be used. Grape seedlings are clearly more sensitive than sugar beet. NOEL of clomazone on sugar beet is 3.0 g a.i./ha, on grapes less than 1.0 g a.i./ha.
5.2 Calculation of cleaning levels
5.2.1 Formula
Biology based cleaning levels are calculated using the following formula:
Cleaning level in ppm = (106 x NOEL) / (SF x AR)
Definitions:
AR: Maximum Application Rate of the succeeding product in gram or ml of formulated product / ha. NOEL: No Observable Effect Level in gram a.i./ha of the preceding active ingredient on the most sensitive crop on which the succeeding product is registered. SF: Safety Factor, ranging from 2 to 10. Each succeeding client defines the SF value based on their company’s risk management policy (see 5.2.2 cleaning matrix example) See also the “Guidelines” (Appendix A-VII) and Appendix B – V for information on EPA based cleaning levels To improve Contamination Prevention risk assessment, it was decided to add a third herbicide group, the “highly active herbicides”, to the “low rate herbicides” and “normal rate herbicides” mentioned in the EPA Pesticide Regulation Notice (PRN) 96-8. “Highly active herbicides” have maximum application
Implementing Contamination Prevention, ed. 2 English (2008)
Page 20
rates of less than 50 g a.i./ha. These low application rates imply that these active ingredients are active at very low concentrations on weeds and, for Contamination Prevention considerations even more importantly, on non-target crops on which the succeeding product might be applied. NOELs of less than 10 mg a.i./ha on sensitive crops are no exception. Therefore, extra attention is required when calculating cleaning levels for “highly active herbicides”.
5.2.2 Example of a cleaning matrix developed for a herbicide packaging unit
This example shows how to develop a cleaning matrix for the packaging line for liquid herbicides in a dedicated herbicide unit. The three herbicides are packaged interchangeably. The methodology for developing cleaning matrices for synthesis, formulation and repackaging is identical.
Product A: Highly active cereal herbicide
• Registered in all cereal species, maize (corn) and ornamental turf
• Applied post-emergence for control of broad-leaved weeds
• SC formulation containing 50 g a.i./L Formulated Product (= FP)
• Highest application rate 0.25 L FP/ha = 12.5 g a.i./ha
• NOEL on most sensitive broad-leaf crop tested, sugar beet, is 0.03 g a.i./ha
• EPA classification: Low application rate herbicide
Product B: Traditional cereal herbicide
• Registered in all cereal species, and maize (corn). Neither selective nor registered in ornamental turf
• Applied post-emergence for control of broad-leaved weeds
• EC formulation containing 250 g a.i./L FP
• Highest application rate 3.0 L FP/ha = 750 g a.i. ha
• NOEL on most sensitive broad-leaf crop tested, cotton, is 16 g a.i./ha
• EPA classification: Normal application rate herbicide
Product C: Broad-leaf crops grass herbicide
• Registered and highly selective in following broad-leaved crops: cotton, soybean, sugar beet, oilseed rape (Canola™), all vegetable brassicas, lettuce, cucumber and other cucurbits.
• Applied post-emergence for control of annual- and perennial grasses in broad-leaved crops
• EC formulation containing 150 g a.i./L FP
• Highest application rate 2.0 L FP/ha = 300 g a.i./ha
• NOEL on most sensitive [turf] grass species tested, Lolium multiflorum, is 1.6 g a.i./ha; on the most sensitive cereals species tested, oats, is 9.0 g a.i./ha
• EPA Classification: Low application rate herbicide
Implementing Contamination Prevention, ed. 2 English (2008)
Page 21
For the formula for calculating the cleaning level see 5.2.1, while in this example, a ten-fold safety factor is used for all product changeovers. Safety factors are the individual decision of the succeeding company and typically range from 2 to 10. These safety factors should account for differences in response of the plants tested, which can occur between the greenhouse test conditions and the actual conditions on the farm, where soils, plant varieties, growth stage at the time of application, weather, seasons etc. all vary. Additional safety factors may also be applied to account for sampling and analytical variance.
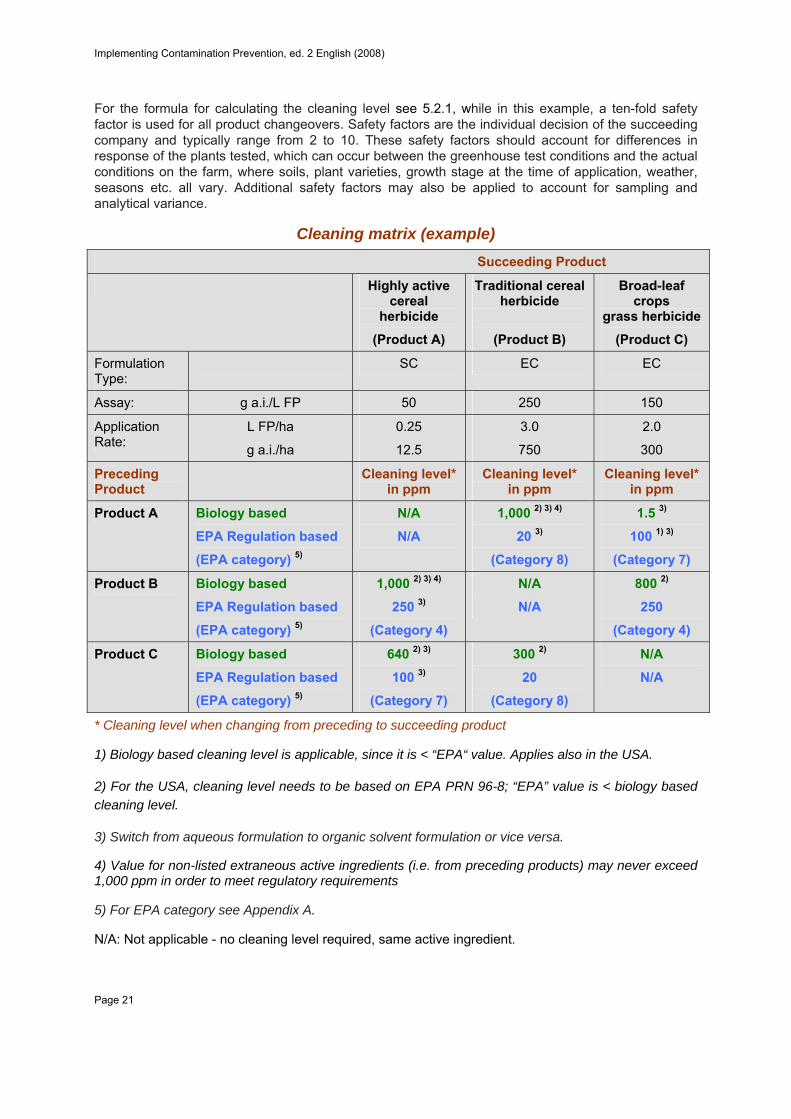
Cleaning matrix (example) Succeeding Product
Highly active cereal
herbicide
(Product A)
Traditional cereal herbicide
(Product B)
Broad-leaf crops
grass herbicide
(Product C)
Formulation Type:
SC EC EC
Assay: g a.i./L FP 50 250 150
Application Rate:
L FP/ha
g a.i./ha
0.25
12.5
3.0
750
2.0
300
Preceding Product
Cleaning level*in ppm
Cleaning level* in ppm
Cleaning level*in ppm
Product A Biology based
EPA Regulation based
(EPA category) 5)
N/A
N/A
1,000 2) 3) 4)
20 3)
(Category 8)
1.5 3)
100 1) 3)
(Category 7)
Product B Biology based
EPA Regulation based
(EPA category) 5)
1,000 2) 3) 4)
250 3)
(Category 4)
N/A
N/A
800 2)
250
(Category 4)
Product C Biology based
EPA Regulation based
(EPA category) 5)
640 2) 3)
100 3)
(Category 7)
300 2)
20
(Category 8)
N/A
N/A
* Cleaning level when changing from preceding to succeeding product
1) Biology based cleaning level is applicable, since it is < “EPA“ value. Applies also in the USA.
2) For the USA, cleaning level needs to be based on EPA PRN 96-8; “EPA” value is < biology based cleaning level.
3) Switch from aqueous formulation to organic solvent formulation or vice versa.
4) Value for non-listed extraneous active ingredients (i.e. from preceding products) may never exceed 1,000 ppm in order to meet regulatory requirements
5) For EPA category see Appendix A.
N/A: Not applicable - no cleaning level required, same active ingredient.

Implementing Contamination Prevention, ed. 2 English (2008)
Page 22
5.2.3 Effect of the cleaning matrix on product scheduling / sequencing
Consequences of this cleaning matrix on the scheduling of the products A, B, C would be:
Possible Production Sequences
Product Cleaning level
(ppm)
Product Cleaning level
(ppm)
Product Cleaning level
(ppm)
Product
Sequence 1
A 1,000 1) 4)
or 20 2)
B 800 1)
or 250 2)
C 640 1)
or 100 2)
A
Sequence 2
A 1.5 3) C 300 1)
or 20 2)
B 1,000 1) 4)
or 250 2)
A
1) Biology based cleaning level (CL) 2) EPA based cleaning level. Do not implement EPA based CLs when the biology based CL is lower. 3) Biology based CL for A C is lower than EPA based CL of 100 ppm; CL of 1.5 ppm must be applied 4) Value for non-listed extraneous active ingredients (i.e. from preceding products) may never exceed 1,000 ppm in order to meet regulatory requirements
For a full cycle of all 3 products, the sequence 1 (A B C A) avoids the very low cleaning level A C. In the US, the lower EPA based CLs are required for all three changeovers in sequence 1.
The sequence 2 (A C B A) requires a significantly lower cleaning level of 1.5 ppm for A C (also in the US, see footnote 3 above), and for C B 300 ppm outside the US and 20 ppm in the US.
This shows that a careful selection of the production sequence can save time and waste (= money) and reduce the contamination risk.
5.2.4 Factors that require extra attention when scheduling the production sequence • Avoid scheduling a highly active herbicide against broad leaf weeds before a post-emergence
grass herbicide for broad-leaved crops, because the cleaning level is very low with increased risk of cross contamination, cleaning efforts and cost of waste.
• Highly colored active ingredients, e.g. dinitro compounds, or colored formulations like seed treatments, often require cleaning to well below the biologically determined cleaning level in order to meet the color standards specified for the succeeding product.
• Switching from an aqueous formulation to an organic solvent formulation or vice versa requires complete removal of the solvent used to formulate the preceding product. Additional rinsing of the equipment with a solvent that is both miscible in water and organic solvents is one option to solve this problem. To avoid this issue, scheduling EC formulations after EC formulations can reduce cleaning time and consumption of solvents.
• Some azole-fungicides (see case history 3) can cause phytotoxicity to seedlings when they contaminate Seed Treatment fungicides and insecticides at cleaning levels considerably lower than the default value of 1,000 ppm listed in the EPA Pesticide Regulation Notice 96-8.
5.2.5 Responsibilities
See the “Guidelines” (Appendix A-IV)
Implementing Contamination Prevention, ed. 2 English (2008)
Page 23
6. Cleaning of the Production Unit Cleaning of the production unit is an expensive and time consuming task in particular when low cleaning levels are required. Therefore, finding an alternative production sequence demanding less intensive cleaning may be economically more attractive without compromising the principles underlying good Contamination Prevention management.
Alternative manufacturing solutions to be considered are:
• Moving a “highly active” product to a production unit with a more favorable product mix (e.g. use of a dedicated line or concentrate “high activity” products for uses in compatible crops in one production unit). This reduces the contamination risk and avoids high costs for cleaning.
• Sequencing of products, see 5.2.3. This avoids high risk product changeovers, but reduces planning flexibility as a potential down side.
6.1 Cleaning procedure
A cleaning procedure must take into account the type of operation (synthesis, formulation or packaging of liquids or solids), the configuration of the production unit as well as the specific production sequence to ensure the concentration of the residual impurity is below the cleaning level agreed with the succeeding client. In this chapter, a number of best practices recommended will be discussed.
6.1.1 Generic cleaning procedures
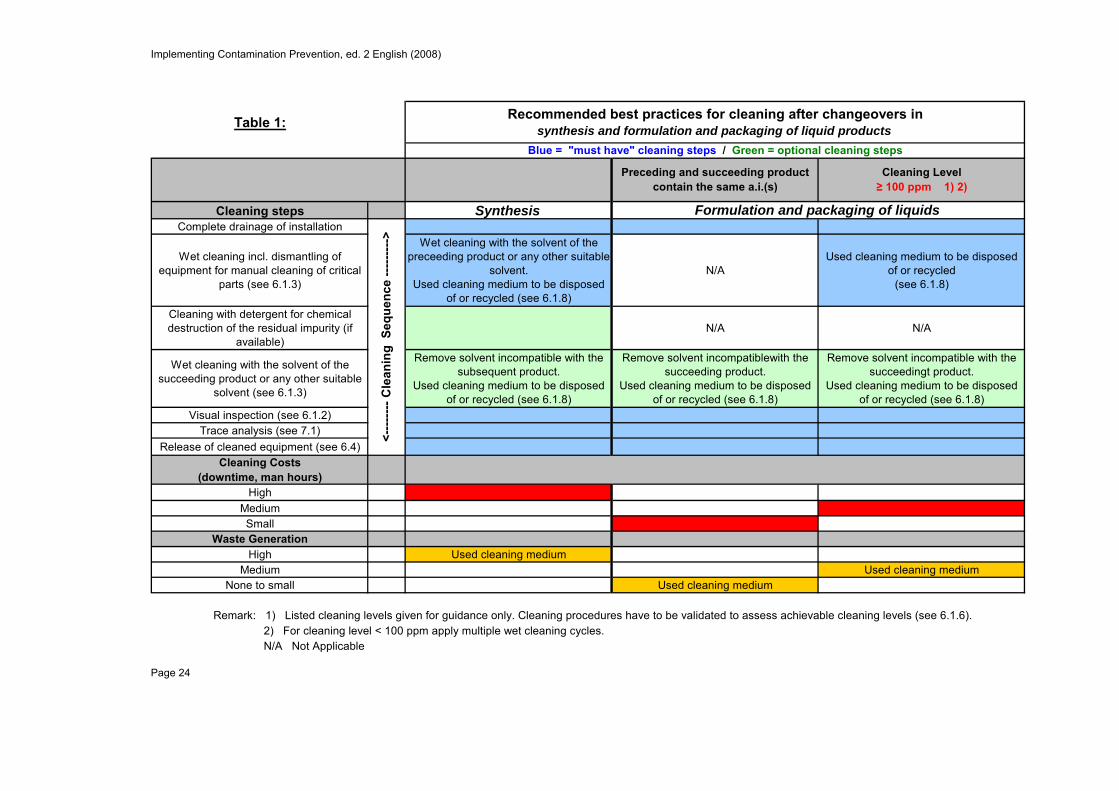
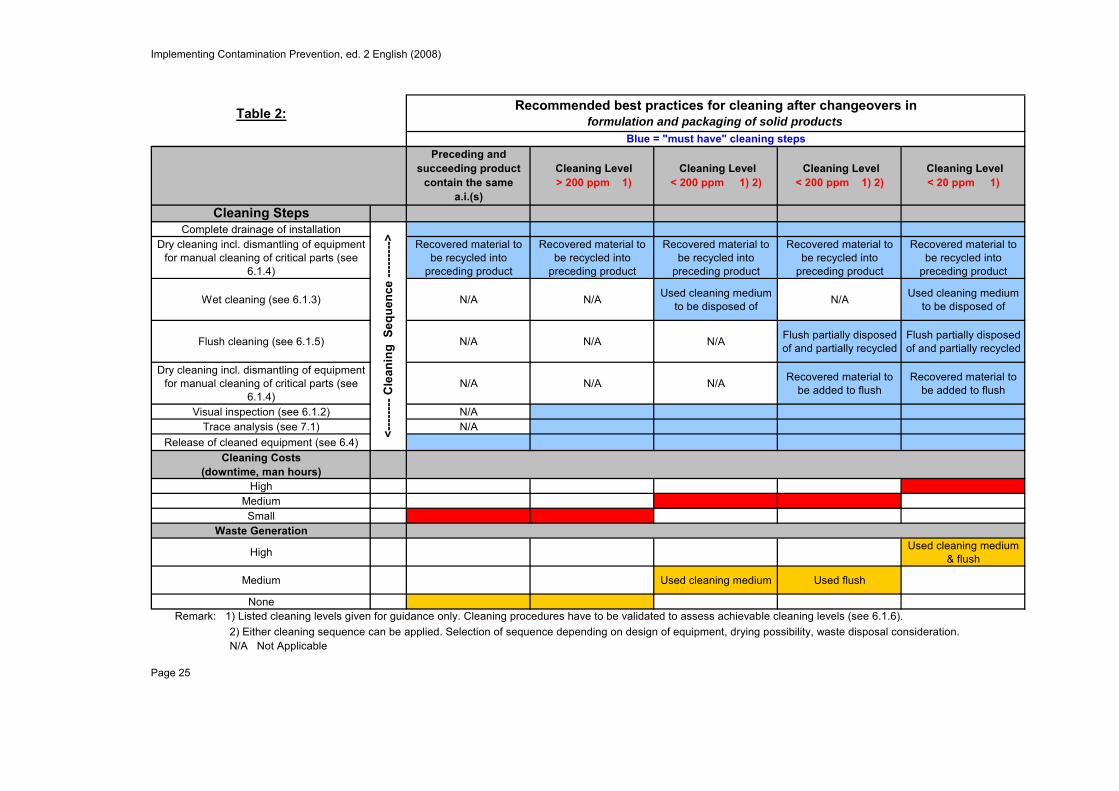
Generic cleaning procedures for synthesis and formulation and packaging of liquid products are listed in table 1 (page 24), and for formulation and packaging of solid products in table 2 (page 25) respectively. The cleaning procedure must always be validated (see 6.1.6) and documented in writing (see 6.4).
6.1.2 Visual inspection
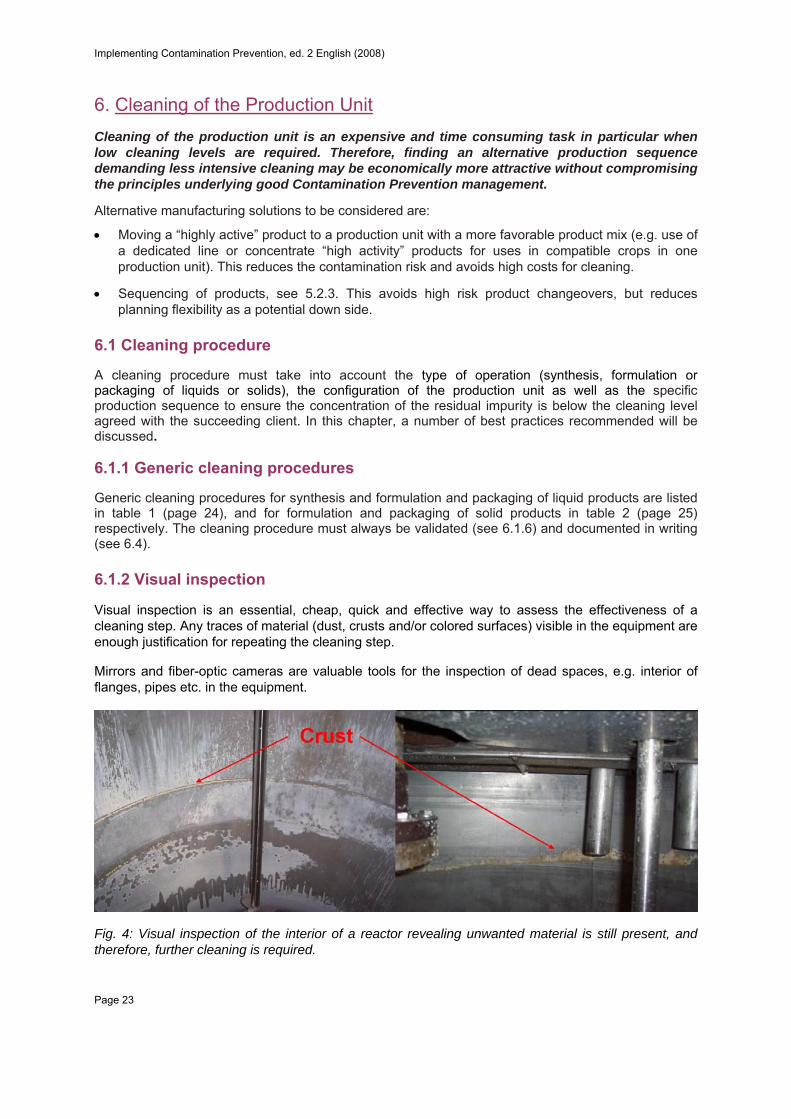
Visual inspection is an essential, cheap, quick and effective way to assess the effectiveness of a cleaning step. Any traces of material (dust, crusts and/or colored surfaces) visible in the equipment are enough justification for repeating the cleaning step.
Mirrors and fiber-optic cameras are valuable tools for the inspection of dead spaces, e.g. interior of flanges, pipes etc. in the equipment.
Fig. 4: Visual inspection of the interior of a reactor revealing unwanted material is still present, and therefore, further cleaning is required.
Implementing Contamination Prevention, ed. 2 English (2008)
Page 24
Table 1:
Cleaning steps SynthesisComplete drainage of installation
Wet cleaning incl. dismantling of equipment for manual cleaning of critical
parts (see 6.1.3)
Wet cleaning with the solvent of the preceeding product or any other suitable
solvent.Used cleaning medium to be disposed
of or recycled (see 6.1.8)
N/AUsed cleaning medium to be disposed
of or recycled(see 6.1.8)
Cleaning with detergent for chemical destruction of the residual impurity (if
available)N/A N/A
Wet cleaning with the solvent of the succeeding product or any other suitable
solvent (see 6.1.3)
Remove solvent incompatible with the subsequent product.
Used cleaning medium to be disposed of or recycled (see 6.1.8)
Remove solvent incompatiblewith the succeeding product.
Used cleaning medium to be disposed of or recycled (see 6.1.8)
Remove solvent incompatible with the succeedingt product.
Used cleaning medium to be disposed of or recycled (see 6.1.8)
Visual inspection (see 6.1.2)Trace analysis (see 7.1)
Release of cleaned equipment (see 6.4)Cleaning Costs
(downtime, man hours)High
MediumSmall
Waste GenerationHigh Used cleaning medium
Medium Used cleaning mediumNone to small Used cleaning medium
Recommended best practices for cleaning after changeovers in synthesis and formulation and packaging of liquid products
Blue = "must have" cleaning steps / Green = optional cleaning steps
Remark: 1) Listed cleaning levels given for guidance only. Cleaning procedures have to be validated to assess achievable cleaning levels (see 6.1.6).
<----
---- C
lean
ing
Seq
uenc
e ---
------
>
Preceding and succeeding product contain the same a.i.(s)
Cleaning Level ≥ 100 ppm 1) 2)
Formulation and packaging of liquids
2) For cleaning level < 100 ppm apply multiple wet cleaning cycles. N/A Not Applicable
Implementing Contamination Prevention, ed. 2 English (2008)
Page 25
Table 2:
Cleaning StepsComplete drainage of installation
Dry cleaning incl. dismantling of equipment for manual cleaning of critical parts (see
6.1.4)
Recovered material to be recycled into
preceding product
Recovered material to be recycled into
preceding product
Recovered material to be recycled into
preceding product
Recovered material to be recycled into
preceding product
Recovered material to be recycled into
preceding product
Wet cleaning (see 6.1.3) N/A N/A Used cleaning medium to be disposed of N/A Used cleaning medium
to be disposed of
Flush cleaning (see 6.1.5) N/A N/A N/A Flush partially disposed of and partially recycled
Flush partially disposed of and partially recycled
Dry cleaning incl. dismantling of equipment for manual cleaning of critical parts (see
6.1.4)N/A N/A N/A Recovered material to
be added to flushRecovered material to
be added to flush
Visual inspection (see 6.1.2) N/ATrace analysis (see 7.1) N/A
Release of cleaned equipment (see 6.4)Cleaning Costs
(downtime, man hours)High
MediumSmall
Waste Generation
High Used cleaning medium & flush
Medium Used cleaning medium Used flush
None Remark: 1) Listed cleaning levels given for guidance only. Cleaning procedures have to be validated to assess achievable cleaning levels (see 6.1.6). 2) Either cleaning sequence can be applied. Selection of sequence depending on design of equipment, drying possibility, waste disposal consideration. N/A Not Applicable
Blue = "must have" cleaning steps
<----
---- C
lean
ing
Seq
uenc
e ---
------
>
Recommended best practices for cleaning after changeovers in formulation and packaging of solid products
Preceding and succeeding product
contain the same a.i.(s)
Cleaning Level > 200 ppm 1)
Cleaning Level< 200 ppm 1) 2)
Cleaning Level< 200 ppm 1) 2)
Cleaning Level < 20 ppm 1)
Implementing Contamination Prevention, ed. 2 English (2008)
Page 26
6.1.3 Wet Cleaning
Wet cleaning (also called “liquid cleaning”) is typically applied on manufacturing lines for liquid products, but in many cases also forms one of the cleaning steps in manufacturing lines of solid products.
Wet cleaning is not suitable for equipment where rinsate collection is difficult or even impossible (e.g. tableting machine, fluid bed dryer).
The written wet cleaning procedure must detail (if applicable):
• The cleaning medium used (e.g. organic solvent, water, detergent, bleach, caustic soda). It must dissolve, emulsify or disperse the residual impurity at a rate > 1 % w/w. Pre-testing the effectiveness of the cleaning medium can be done in the laboratory.
• The sequence in which the individual parts of the manufacturing line are cleaned.
• The charging of the cleaning medium into the equipment, e.g. by use of a rotating spray head. The cleaning medium shall be agitated and / or circulated at a pre-defined temperature for a time period sufficiently long to eliminate the contaminant. Where possible, distillation under reflux of the cleaning medium is recommended.
• The number of rinses applied and the minimum quantity of the cleaning medium per rinse.
• The (partial) dismantling of the equipment and the manual cleaning of the individual parts with the cleaning medium.
• The rinsing of the interior surface of the equipment e.g. by use of a high pressure water jet.
• The description of sampling locations for rinsate samples (see 7.2). It must be stressed that the determination of the residual impurity in the rinsate (= used liquid cleaning medium) does not always guarantee that the level of the residual impurity in the following product is automatically below the agreed cleaning level, even if this level is found in the rinsate.
• The process of drying inner surfaces (if necessary) by either heating or purging the equipment with nitrogen or compressed air.
• The disposal / recycling procedure of the used, contaminated cleaning medium (see 6.1.8).
• Any potential health, safety & environment issues (handling, flammability) for non-aqueous cleaning media (e.g. organic solvents) and recommendations on personal protection equipment for the operator.

Implementing Contamination Prevention, ed. 2 English (2008)
Page 27
Fig. 5: Interior of a mixer before and after wet cleaning using a rotating spray head, followed by drying.
Fig. 6: Mobile spray head for reactor and tank cleaning. To be installed on a free flange and connected to a high pressure water supply. The spray head is rotating vertically and horizontally around the pipe axis.
Implementing Contamination Prevention, ed. 2 English (2008)
Page 28
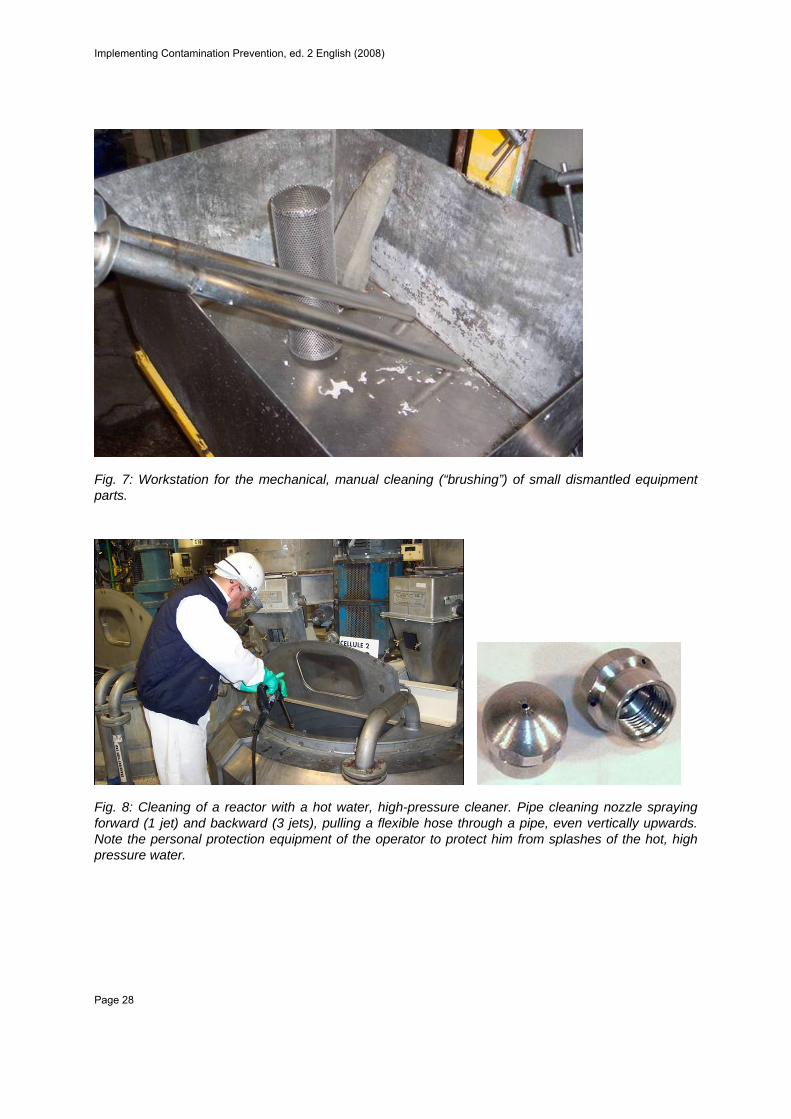
Fig. 7: Workstation for the mechanical, manual cleaning (“brushing”) of small dismantled equipment parts.
Fig. 8: Cleaning of a reactor with a hot water, high-pressure cleaner. Pipe cleaning nozzle spraying forward (1 jet) and backward (3 jets), pulling a flexible hose through a pipe, even vertically upwards. Note the personal protection equipment of the operator to protect him from splashes of the hot, high pressure water.
Implementing Contamination Prevention, ed. 2 English (2008)
Page 29
6.1.4 Dry cleaning
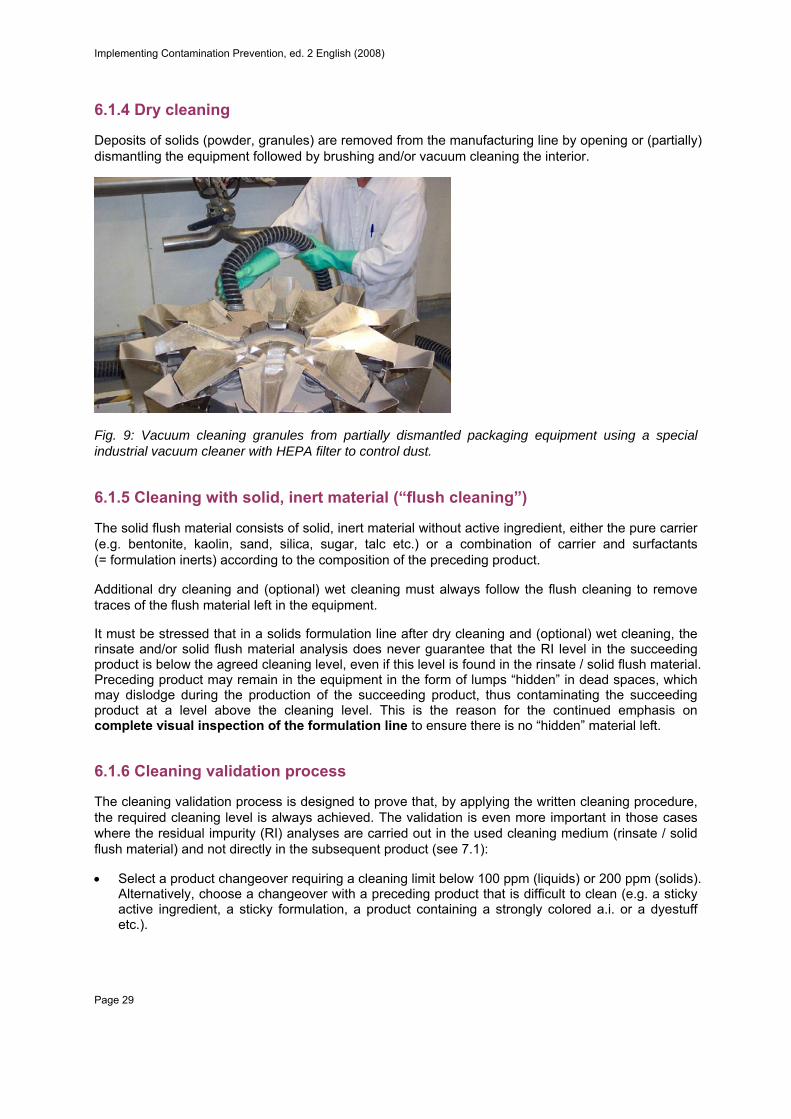
Deposits of solids (powder, granules) are removed from the manufacturing line by opening or (partially) dismantling the equipment followed by brushing and/or vacuum cleaning the interior.
Fig. 9: Vacuum cleaning granules from partially dismantled packaging equipment using a special industrial vacuum cleaner with HEPA filter to control dust.
6.1.5 Cleaning with solid, inert material (“flush cleaning”)
The solid flush material consists of solid, inert material without active ingredient, either the pure carrier (e.g. bentonite, kaolin, sand, silica, sugar, talc etc.) or a combination of carrier and surfactants (= formulation inerts) according to the composition of the preceding product.
Additional dry cleaning and (optional) wet cleaning must always follow the flush cleaning to remove traces of the flush material left in the equipment.
It must be stressed that in a solids formulation line after dry cleaning and (optional) wet cleaning, the rinsate and/or solid flush material analysis does never guarantee that the RI level in the succeeding product is below the agreed cleaning level, even if this level is found in the rinsate / solid flush material. Preceding product may remain in the equipment in the form of lumps “hidden” in dead spaces, which may dislodge during the production of the succeeding product, thus contaminating the succeeding product at a level above the cleaning level. This is the reason for the continued emphasis on complete visual inspection of the formulation line to ensure there is no “hidden” material left.
6.1.6 Cleaning validation process
The cleaning validation process is designed to prove that, by applying the written cleaning procedure, the required cleaning level is always achieved. The validation is even more important in those cases where the residual impurity (RI) analyses are carried out in the used cleaning medium (rinsate / solid flush material) and not directly in the subsequent product (see 7.1):
• Select a product changeover requiring a cleaning limit below 100 ppm (liquids) or 200 ppm (solids). Alternatively, choose a changeover with a preceding product that is difficult to clean (e.g. a sticky active ingredient, a sticky formulation, a product containing a strongly colored a.i. or a dyestuff etc.).

Implementing Contamination Prevention, ed. 2 English (2008)
Page 30
• Clean the manufacturing line according to the written cleaning procedure. Adhere strictly to the cleaning procedure to ensure reproducibility of the process.
• Analyze the used cleaning medium for the residual impurity. If several cleaning cycles are required analyze each used cleaning medium individually. This allows determination of the “right” number of cleaning cycles to achieve the requested cleaning level, with maximum efficiency.
• Analyze the actual succeeding product for the RI of the previous product and compare the result with the RI concentration found in the used cleaning medium. When the RI level in the used cleaning medium is below the required cleaning level, the RI level in the succeeding product will also meet the cleaning level requirements, provided the cleaning process is always performed exactly the same way.3 For recommendations for the development of RI analytical methods see 7.3.
• The cleaning validation process should be based on data from at least three different changeovers applying exactly the same cleaning procedure and shall be repeated periodically (e.g. annually).
6.1.7 Application of the validated cleaning procedure
It is necessary to follow exactly all the steps and conditions listed in the validated cleaning procedure to ensure that the cleaning results are similar each time when the same changeover appears again in the production schedule. This also means that the configuration of the equipment must remain the same as described in the validated cleaning procedure, e.g. if a larger formulation vessel is used in the process, either the quantity of cleaning medium must be adjusted upwards or the recirculation time increased to meet the requested cleaning level. In these cases, the cleaning procedure has to be re-validated to confirm that the requested cleaning level can be achieved under these new, modified conditions.
Train the operators to adhere strictly to the cleaning process. For example changing the cleaning medium, decreasing / increasing the cleaning medium quantity, shortening / increasing the time of the rinsing cycle, or using a less concentrated detergent may distort the outcome of the residual impurity analysis. Omitting a manual cleaning step may also cause material to be left in the equipment.
6.1.8 Recycling of used cleaning medium
Recycling of used cleaning medium must be a balanced decision and agreed with the client, based on a risk / benefit assessment considering the following items:
• Contamination risks due to mix up or improper labeling of stored used cleaning medium.
• Quality risks due to deterioration of the stored used cleaning medium (chemical or bacterial / fungal).
• Savings achievable by re-use of the used cleaning medium.
• Ecological benefit from waste reduction.
3 Provided the cleaning process is reproducible and the solubility of the residual impurity (RI) sufficiently high in the cleaning medium, there must be a proportional relationship between the RI concentration measured in the rinsate and the RI concentration in the succeeding product. Periodic repetition of the cleaning validation will establish confidence in the proportional relationship, thus allowing the release of the final product based on the results of the routine rinsate analysis.
Implementing Contamination Prevention, ed. 2 English (2008)
Page 31
6.2 Equipment design for improved cleaning efficiency
Contamination Prevention requirements must form an important consideration in the design of new or in the modification of existing production units. The following design ideas for improving cleaning efficiency should be considered:
• Include state of the art technology to reduce contamination potential: Clean-in-place (CIP) technology, e.g. rotating spray heads in tanks, in-line analyzers, etc.
• Consider automation of the cleaning procedure on lines equipped with a Process Control System.
• The type of cleaning has to be included in the design. In the case of wet cleaning (see 6.1.3) the technical equipment must be liquid-tight, the internal surfaces of the equipment corrosion resistant and smooth to avoid trapping of product. Certain plastics (used for e.g. pipes) may absorb active ingredient and solvents and cannot be cleaned properly. The use of non-absorbent material is recommended.
• Design a sufficient number of cleaning access panels to allow good visual inspection of the interior of the equipment and easy access with cleaning equipment.
• Provide valves at the lowest point in the piping to allow easy drainage.
• Design the production unit with adequate surrounding space and logical disassembly points to facilitate cleaning. Consider quick fittings on equipment to allow rapid disassembly and inspection.
• Slope piping to maximize drainage. Bends in piping (especially those with small radius that could serve as a hold-up) shall be minimized whenever possible. Avoid U-shaped pipes.
• Select technical equipment (reactors, valves etc.) with “zero dead spaces” (no rectangular corners in containers, and no dead legs) to minimize the risk of trapping material and to allow easy drainage.
• Install sampling devices throughout the process to assist the analytical and troubleshooting needs after cleaning. Design the sampling devices with easy cleaning in mind.
• Consider closed unloading and packaging stations, for powders with dedicated pre-filter.
• Provide the production unit with a “washing room / workstation” (see Fig. 7) for the cleaning of dismantled smaller pieces of equipment.
• Grating as floor in manufacturing areas is not recommended. Spills can be much better contained with solid floors.
• Construct walls that are washable and leak-proof or sealed at the edges with no crevices.
Implementing Contamination Prevention, ed. 2 English (2008)
Page 32
6.3 Illustrations of the production units with practical tips for cleaning of critical parts.
Cleaning of production units to levels below the agreed cleaning level is one of the key success factors in effective Contamination Prevention management. In this chapter, special attention will be paid to critical, hard-to-clean areas, in various types of formulation and packaging units. Although effective cleaning of production units for intermediates or active ingredients is equally essential in Contamination Prevention management, no illustrations will be provided because the various synthesis processes require a much wider range of equipment configuration than formulation and packaging units. Critical areas in synthesis units are centrifuges, filters, dryers and equipment by which the final synthesis product (e.g. intermediates or final active ingredients) is transferred to bulk containers, drums etc.
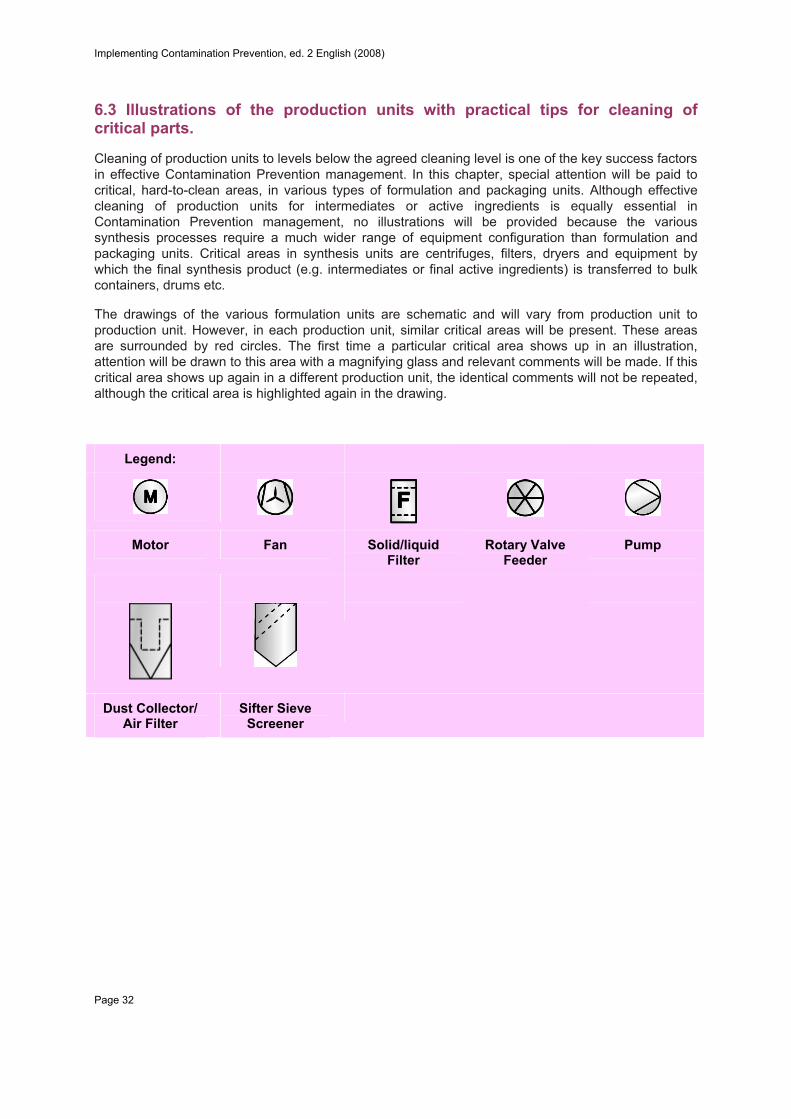
The drawings of the various formulation units are schematic and will vary from production unit to production unit. However, in each production unit, similar critical areas will be present. These areas are surrounded by red circles. The first time a particular critical area shows up in an illustration, attention will be drawn to this area with a magnifying glass and relevant comments will be made. If this critical area shows up again in a different production unit, the identical comments will not be repeated, although the critical area is highlighted again in the drawing.
Legend:
Motor Fan Solid/liquid Filter
Rotary Valve Feeder
Pump
Dust Collector/ Air Filter
Sifter Sieve Screener
Implementing Contamination Prevention, ed. 2 English (2008)
Page 33
6.3.1. Liquid formulations
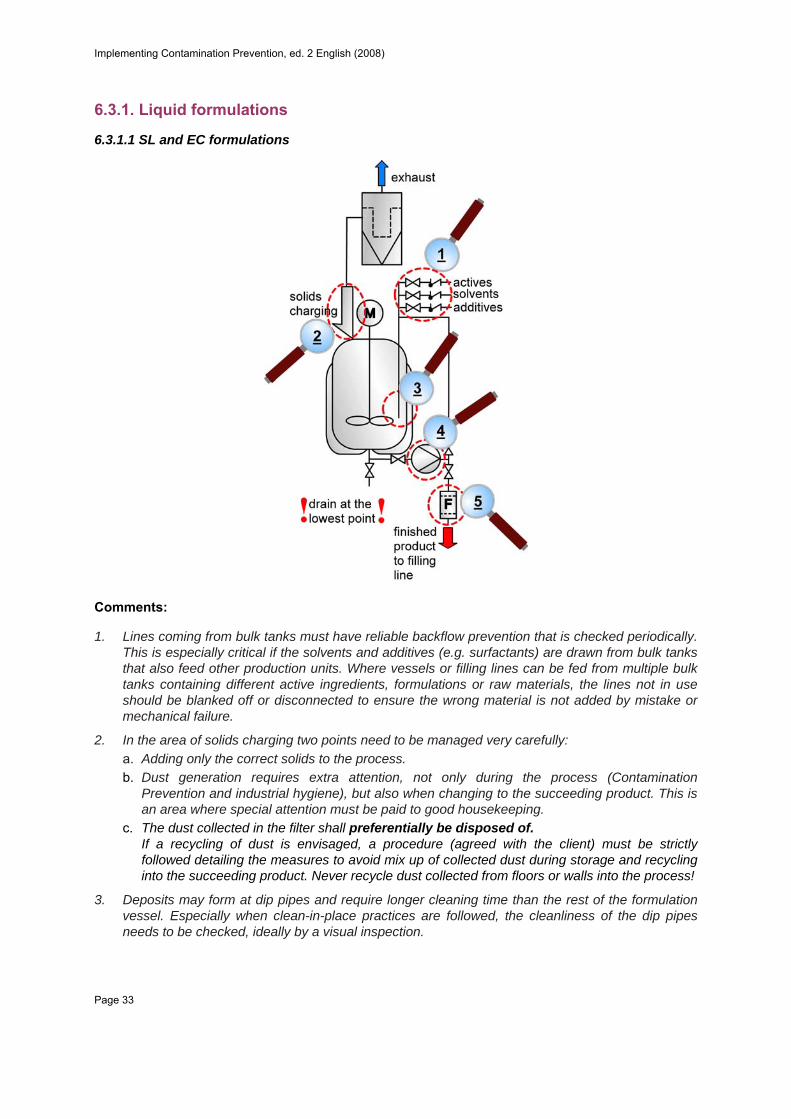
6.3.1.1 SL and EC formulations
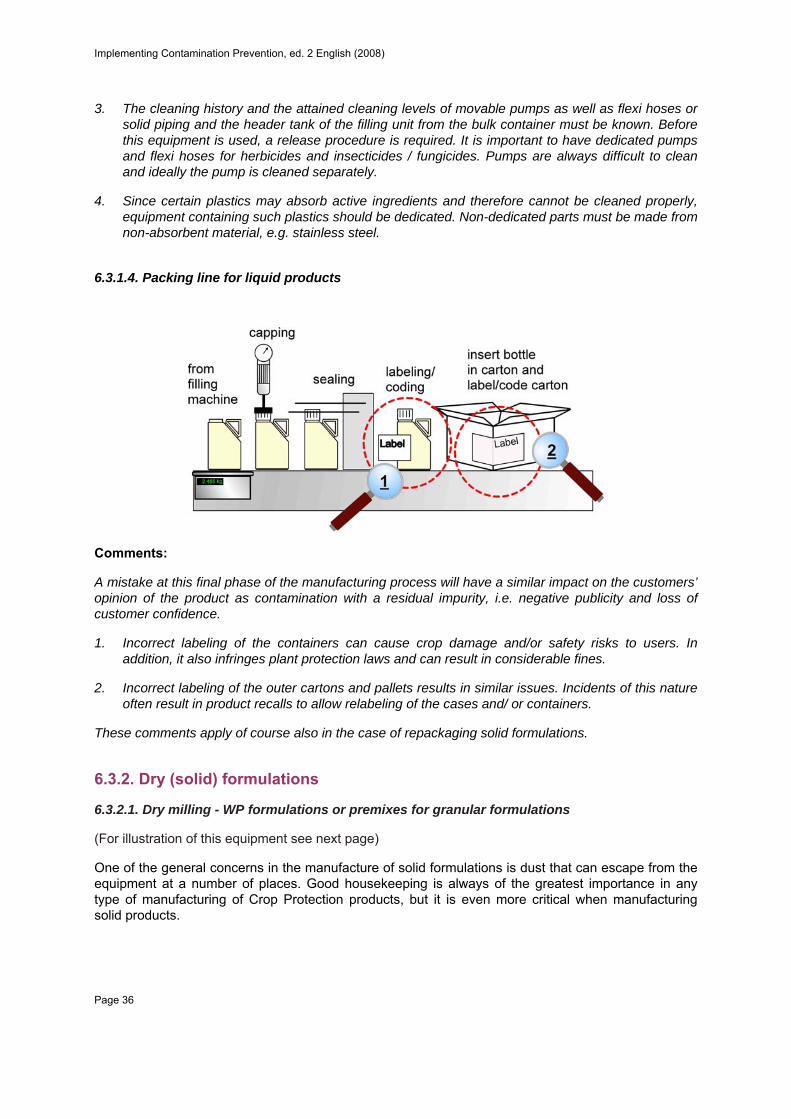
Comments:
1. Lines coming from bulk tanks must have reliable backflow prevention that is checked periodically. This is especially critical if the solvents and additives (e.g. surfactants) are drawn from bulk tanks that also feed other production units. Where vessels or filling lines can be fed from multiple bulk tanks containing different active ingredients, formulations or raw materials, the lines not in use should be blanked off or disconnected to ensure the wrong material is not added by mistake or mechanical failure.
2. In the area of solids charging two points need to be managed very carefully: a. Adding only the correct solids to the process. b. Dust generation requires extra attention, not only during the process (Contamination
Prevention and industrial hygiene), but also when changing to the succeeding product. This is an area where special attention must be paid to good housekeeping.
c. The dust collected in the filter shall preferentially be disposed of. If a recycling of dust is envisaged, a procedure (agreed with the client) must be strictly followed detailing the measures to avoid mix up of collected dust during storage and recycling into the succeeding product. Never recycle dust collected from floors or walls into the process!
3. Deposits may form at dip pipes and require longer cleaning time than the rest of the formulation vessel. Especially when clean-in-place practices are followed, the cleanliness of the dip pipes needs to be checked, ideally by a visual inspection.

Implementing Contamination Prevention, ed. 2 English (2008)
Page 34
4. Pumps are always difficult to clean and ideally the pump is cleaned separately.
5. Replacing the filter bag before starting the formulation campaign of the succeeding product is a “must”.
6.3.1.2. Wet (liquid) milling, SC formulations
Implementing Contamination Prevention, ed. 2 English (2008)
Page 35
Comments:
Cleaning immediately after the campaign is completed is strongly recommended, even if it is not decided which product will follow in the production sequence. In the case of a production unit for flowable formulations, it is even more important due to the fact that a film of a flowable formulation, which contains solid particles of the active ingredient(s), thickening agents etc. is very hard to remove once dried. If this film has not been completely removed during cleaning, it may dissolve into the succeeding product and cause contamination (see case history 2).
1. The colloid mill needs extra attention in the cleaning process, because of the inherent design of the unit and the high shear rates, a solid film is certain to build up in places which are difficult to clean. Opening may be necessary for cleaning and inspection of the cleanliness.
2. It is recommended to use dedicated beads for each active ingredient manufactured in the bead mill. The beads should be cleaned and stored between campaigns - clearly labeled with the name of the active ingredient for which they must be used.
6.3.1.3. Liquid product packaging / repackaging / refilling
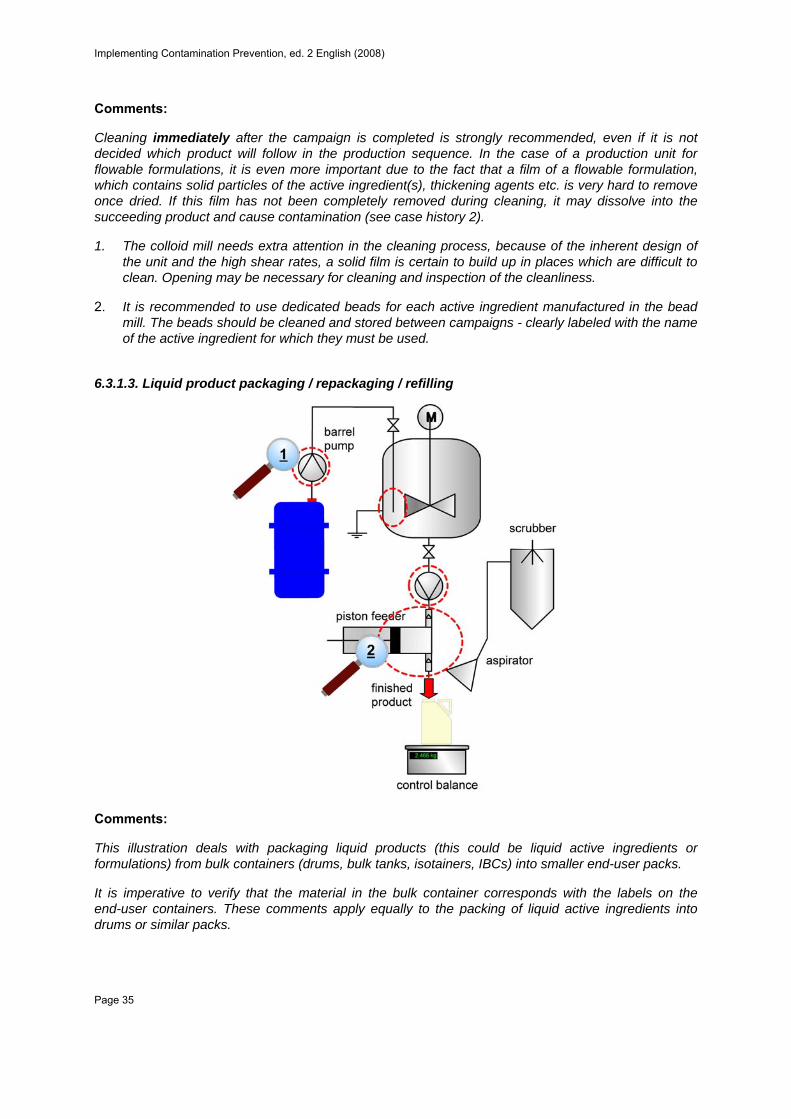
Comments:
This illustration deals with packaging liquid products (this could be liquid active ingredients or formulations) from bulk containers (drums, bulk tanks, isotainers, IBCs) into smaller end-user packs.
It is imperative to verify that the material in the bulk container corresponds with the labels on the end-user containers. These comments apply equally to the packing of liquid active ingredients into drums or similar packs.
Implementing Contamination Prevention, ed. 2 English (2008)
Page 36
3. The cleaning history and the attained cleaning levels of movable pumps as well as flexi hoses or solid piping and the header tank of the filling unit from the bulk container must be known. Before this equipment is used, a release procedure is required. It is important to have dedicated pumps and flexi hoses for herbicides and insecticides / fungicides. Pumps are always difficult to clean and ideally the pump is cleaned separately.
4. Since certain plastics may absorb active ingredients and therefore cannot be cleaned properly, equipment containing such plastics should be dedicated. Non-dedicated parts must be made from non-absorbent material, e.g. stainless steel.
6.3.1.4. Packing line for liquid products
Comments:
A mistake at this final phase of the manufacturing process will have a similar impact on the customers’ opinion of the product as contamination with a residual impurity, i.e. negative publicity and loss of customer confidence.
1. Incorrect labeling of the containers can cause crop damage and/or safety risks to users. In addition, it also infringes plant protection laws and can result in considerable fines.
2. Incorrect labeling of the outer cartons and pallets results in similar issues. Incidents of this nature often result in product recalls to allow relabeling of the cases and/ or containers.
These comments apply of course also in the case of repackaging solid formulations.
6.3.2. Dry (solid) formulations
6.3.2.1. Dry milling - WP formulations or premixes for granular formulations
(For illustration of this equipment see next page)
One of the general concerns in the manufacture of solid formulations is dust that can escape from the equipment at a number of places. Good housekeeping is always of the greatest importance in any type of manufacturing of Crop Protection products, but it is even more critical when manufacturing solid products.
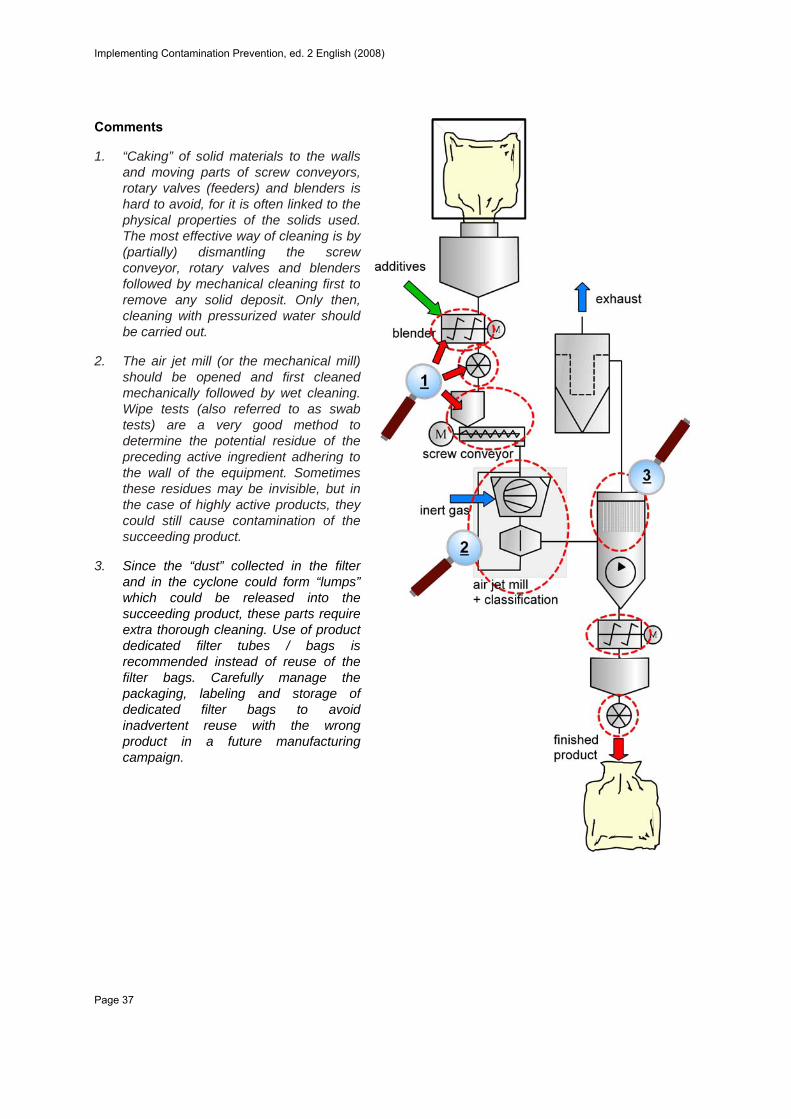
Implementing Contamination Prevention, ed. 2 English (2008)
Page 37
Comments
1. “Caking” of solid materials to the walls and moving parts of screw conveyors, rotary valves (feeders) and blenders is hard to avoid, for it is often linked to the physical properties of the solids used. The most effective way of cleaning is by (partially) dismantling the screw conveyor, rotary valves and blenders followed by mechanical cleaning first to remove any solid deposit. Only then, cleaning with pressurized water should be carried out.
2. The air jet mill (or the mechanical mill) should be opened and first cleaned mechanically followed by wet cleaning. Wipe tests (also referred to as swab tests) are a very good method to determine the potential residue of the preceding active ingredient adhering to the wall of the equipment. Sometimes these residues may be invisible, but in the case of highly active products, they could still cause contamination of the succeeding product.
3. Since the “dust” collected in the filter and in the cyclone could form “lumps” which could be released into the succeeding product, these parts require extra thorough cleaning. Use of product dedicated filter tubes / bags is recommended instead of reuse of the filter bags. Carefully manage the packaging, labeling and storage of dedicated filter bags to avoid inadvertent reuse with the wrong product in a future manufacturing campaign.

Implementing Contamination Prevention, ed. 2 English (2008)
Page 38
6.3.2.2. Extrusion Granulation
Comments:
1. The screens in the extruder need to be removed and cleaned in a bath with an appropriate detergent, and in addition it is recommended to keep them dedicated to the active ingredient. Other parts of the extruder need special cleaning attention like the screw conveyor.
2. Irrespective of the design of the dryer, product will typically adhere to some extent to the wall and require extra attention during the cleaning operation. For fluidized bed dryers, the air inlet plate needs a special cleaning process.
3. The screens in the sifter require removal and manual cleaning followed by visual inspection.

Implementing Contamination Prevention, ed. 2 English (2008)
Page 39
6.3.2.3. Fluidized bed granulation
Comments:
1. The entire granulation unit is prone to build-up of solid material, especially in the filter. During changeovers, dismantling of this unit and use / exchange of dedicated filter tubes is strongly recommended. Again, as in fluidized bed dryers, the air inlet plate needs special care.
2. Bucket elevators are not recommended at all, because they are so hard to clean. Elevators often have dead spaces, which make them extra critical from an ease of cleaning point of view. Before release for the manufacture of the succeeding product, a visual inspection is a must, and wipe tests may help to confirm cleanliness.
3. The roller mill needs to be dismantled and cleaned manually followed by visual inspection.
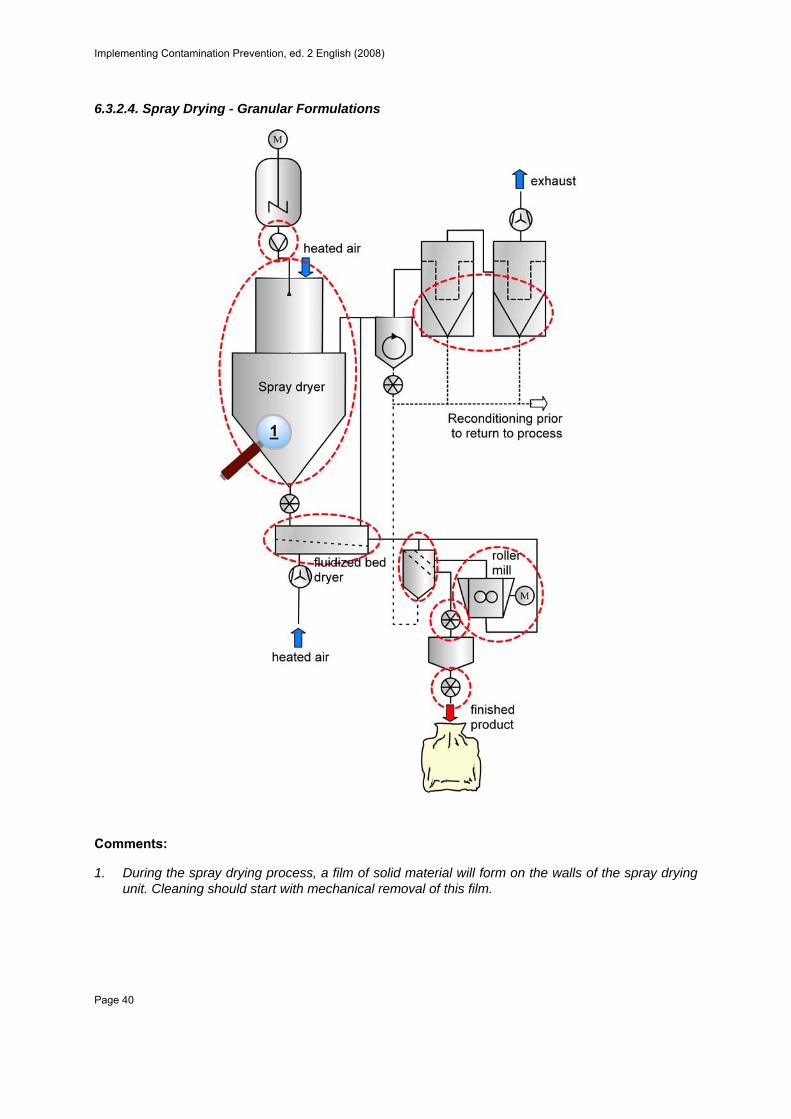
Implementing Contamination Prevention, ed. 2 English (2008)
Page 40
6.3.2.4. Spray Drying - Granular Formulations
Comments:
1. During the spray drying process, a film of solid material will form on the walls of the spray drying unit. Cleaning should start with mechanical removal of this film.
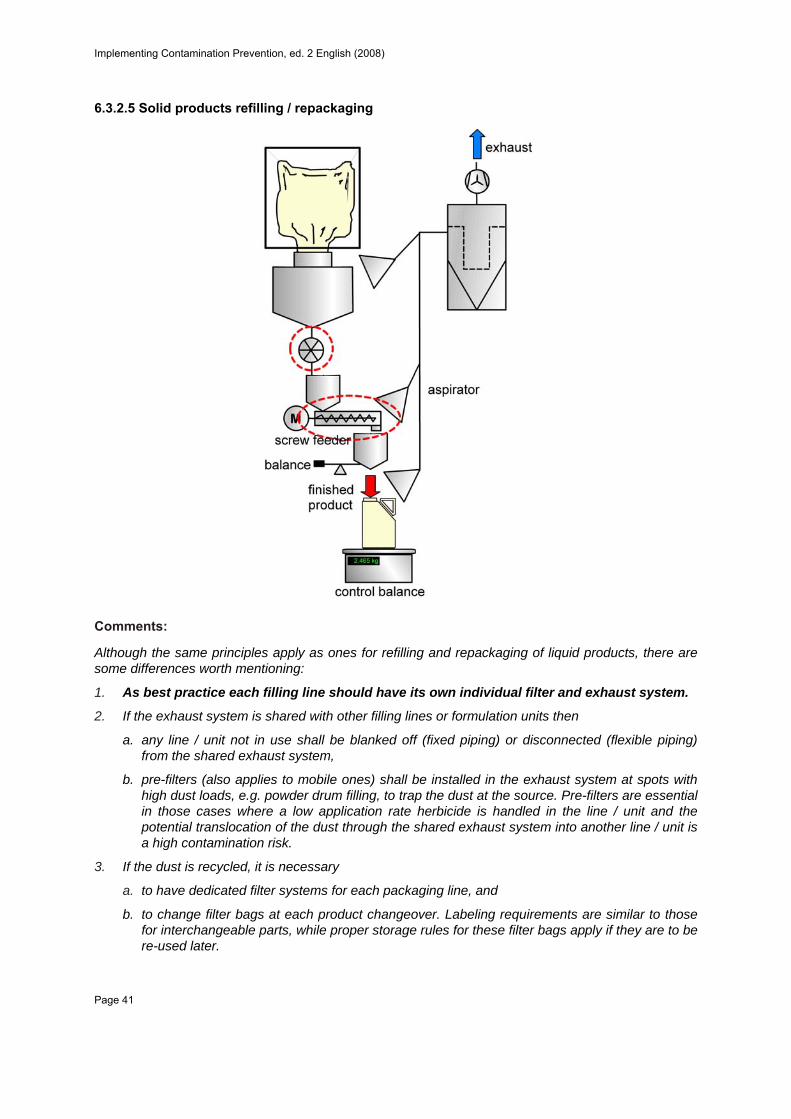
Implementing Contamination Prevention, ed. 2 English (2008)
Page 41
6.3.2.5 Solid products refilling / repackaging
Comments:
Although the same principles apply as ones for refilling and repackaging of liquid products, there are some differences worth mentioning:
1. As best practice each filling line should have its own individual filter and exhaust system.
2. If the exhaust system is shared with other filling lines or formulation units then
a. any line / unit not in use shall be blanked off (fixed piping) or disconnected (flexible piping) from the shared exhaust system,
b. pre-filters (also applies to mobile ones) shall be installed in the exhaust system at spots with high dust loads, e.g. powder drum filling, to trap the dust at the source. Pre-filters are essential in those cases where a low application rate herbicide is handled in the line / unit and the potential translocation of the dust through the shared exhaust system into another line / unit is a high contamination risk.
3. If the dust is recycled, it is necessary
a. to have dedicated filter systems for each packaging line, and
b. to change filter bags at each product changeover. Labeling requirements are similar to those for interchangeable parts, while proper storage rules for these filter bags apply if they are to be re-used later.
Implementing Contamination Prevention, ed. 2 English (2008)
Page 42
6.4 Documentation of changeover and “release” of cleaned equipment
A written record of each specific changeover of the production unit must be retained for a time period defined by the client and / or local legislation and provide the following details:
• The date of the last production as well as the date of the cleaning operation.
• Each step of the cleaning procedure (for details see 6.1.1) with confirmation of its completion (date and operator initials).
• Analytical evidence that the concentration of the residual impurity is below the agreed cleaning level (see chapter 7).
• Completeness check of the cleaning record, including visual inspection and sign-off by an independent person, e.g. the supervisor
• The formal written “release” allowing the use of the cleaned equipment for the manufacture of the next product.
Implementing Contamination Prevention, ed. 2 English (2008)
Page 43
7. Trace Analysis of Residual Impurities The succeeding client provides the cleaning level and analytical requirements to the toller. The toll manufacturer and the succeeding client work together to design the trace analysis and sampling regime.
7.1 Residual impurity analysis in the product vs. in the rinsate
Cleaning levels are the concentrations (in ppm) of the residual impurity (the active ingredient(s)) of the preceding product in the succeeding product, below which no undesirable effects will occur.
Since the cleaning level is the concentration of the residual impurity in the next product, not in the rinsate, the RI should be analyzed in the product whenever technically feasible; as this gives the only direct proof that the RI concentration of the succeeding product is below the required cleaning level. Alternatively, where the analytical technology for product analysis is not available, a trace analytical method shall be developed for the determination of the RI in the last rinsate.
If only the rinsate is routinely analyzed, a cleaning validation (see 6.1.6 & footnote 3) is an absolute “must”. A word of caution about the comparison of the RI concentration measured in the rinsate and in the succeeding product: This is usually not a problem for solutions (e.g. EC, SL, EW type formulations rinsed with the corresponding solvent). But WP, WG and SC formulations may have built crusts, forming a “reservoir” for the contamination of many batches. If these are not well removed by the cleaning medium, then no relationship can exist between the RI measured in the rinsate and in the succeeding product.
7.2 Sampling
The toller will generate a written sampling plan and communicate it to its clients for agreement. The sampling plan details:
• How to sample e.g. appropriate sampling equipment, type of container:
o A contaminated sample presents a major contamination issue. It must be ensured that the sampling method itself does not cause sample contamination (e.g. by using of dirty scoops, dirty sample bottles).
o The operators have to be trained on the correct sampling procedures.
• What to sample e.g.
o the last rinsate after having flushed cleaning medium through the equipment,
o the product from the actual formulation or synthesis vessel,
o the first bottle packaged on the line when analyzing the RI level in the succeeding product.
• Where to sample e.g.
o at a critical spot in the technical equipment where product residues may accumulate,
o at a specifically labeled sample port such as a valve, or the final package filling spout.
• Sample size
o Sample needs to be representative, but should be kept as small as possible because it must not be returned to the process (unless approved by the client).
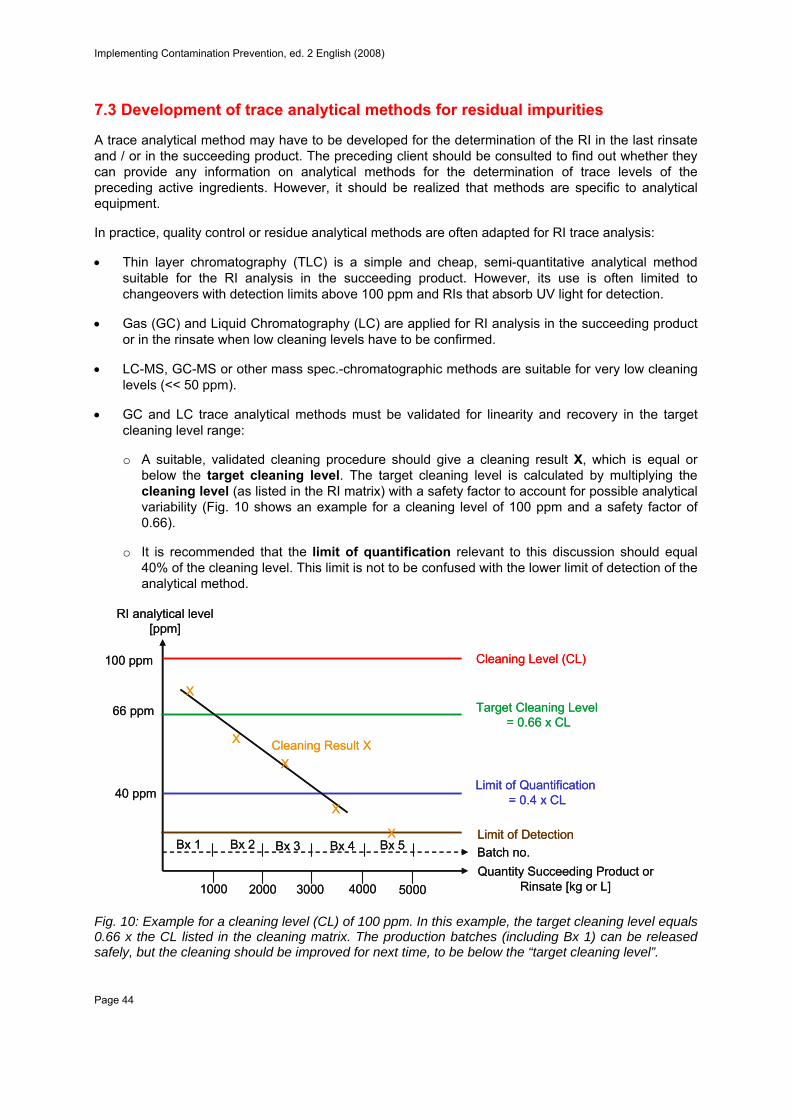
Implementing Contamination Prevention, ed. 2 English (2008)
Page 44
7.3 Development of trace analytical methods for residual impurities
A trace analytical method may have to be developed for the determination of the RI in the last rinsate and / or in the succeeding product. The preceding client should be consulted to find out whether they can provide any information on analytical methods for the determination of trace levels of the preceding active ingredients. However, it should be realized that methods are specific to analytical equipment.
In practice, quality control or residue analytical methods are often adapted for RI trace analysis:
• Thin layer chromatography (TLC) is a simple and cheap, semi-quantitative analytical method suitable for the RI analysis in the succeeding product. However, its use is often limited to changeovers with detection limits above 100 ppm and RIs that absorb UV light for detection.
• Gas (GC) and Liquid Chromatography (LC) are applied for RI analysis in the succeeding product or in the rinsate when low cleaning levels have to be confirmed.
• LC-MS, GC-MS or other mass spec.-chromatographic methods are suitable for very low cleaning levels (<< 50 ppm).
• GC and LC trace analytical methods must be validated for linearity and recovery in the target cleaning level range:
o A suitable, validated cleaning procedure should give a cleaning result X, which is equal or below the target cleaning level. The target cleaning level is calculated by multiplying the cleaning level (as listed in the RI matrix) with a safety factor to account for possible analytical variability (Fig. 10 shows an example for a cleaning level of 100 ppm and a safety factor of 0.66).
o It is recommended that the limit of quantification relevant to this discussion should equal 40% of the cleaning level. This limit is not to be confused with the lower limit of detection of the analytical method.
Fig. 10: Example for a cleaning level (CL) of 100 ppm. In this example, the target cleaning level equals 0.66 x the CL listed in the cleaning matrix. The production batches (including Bx 1) can be released safely, but the cleaning should be improved for next time, to be below the “target cleaning level”.
RI analytical level[ppm]
100 ppm
66 ppm
40 ppm
Cleaning Level (CL)
Target Cleaning Level= 0.66 x CL
Limit of Quantification = 0.4 x CL
Quantity Succeeding Product or Rinsate [kg or L]
X
X
X
20001000 40003000 5000
Bx 1 Bx 2 Bx 3 Bx 4 Bx 5 Batch no.
Cleaning Result X
X
Limit of DetectionX
RI analytical level[ppm]
100 ppm
66 ppm
40 ppm
Cleaning Level (CL)
Target Cleaning Level= 0.66 x CL
Limit of Quantification = 0.4 x CL
Quantity Succeeding Product or Rinsate [kg or L]
X
X
X
20001000 40003000 5000
Bx 1 Bx 2 Bx 3 Bx 4 Bx 5 Batch no.
Cleaning Result X
X
Limit of DetectionX
Implementing Contamination Prevention, ed. 2 English (2008)
Page 45
8. Manufacturing Practice „Good Housekeeping” is fundamental for successful Contamination Prevention management.
8.1 Identification of incoming goods on site
• Check the bill of lading and Certificate of Analysis and ensure a Safety Data Sheet is available.
• If the client requires identification or quality control (e.g. chemical and physical analysis, visual inspection) of the incoming materials, these must be placed in quarantine. Only after review of the quality control data may the material be released for production.
8.2 Controls to ensure that the correct material gets delivered to the manufacturing point and used in the manufacturing process
• Separation of storage areas, e.g. herbicide actives and raw materials stored separately from fungicide active ingredients and raw materials.
• Warehouse personnel to verify the name and batch number of the material when picking.
• Production personnel to compare the product name of the material received from the warehouse at the manufacturing point with the one on the batch card for the final product.
• The client may require signatures of the personnel performing these tasks.
• Apply bar coding (if implemented).
8.3 Traceability
Production records (batch cards) for each manufactured batch detailing:
• Raw materials / active ingredients used including the batch numbers used by the supplier and the quantities.
• Operating conditions.
• Batch number of the manufactured batch and its quantity.
• Names and initials of the operators responsible for charging and verification of the materials.
The client may define the required retention time of the production records.
8.4 Labeling
• Minimal requirements for all packed goods are :
o Product name
o Product code
o Batch number
o Quantity
Implementing Contamination Prevention, ed. 2 English (2008)
Page 46
• In addition, packed goods for sale must be labeled according to all legal requirements.
• Temporary labels (in case the final label cannot be applied) are allowed if they contain at least the product name and / or product code, the batch number and the quantity per packaging unit.
• Clients may decide whether they accept bar codes containing the above information combined with automatic barcode checks to replace man-legible labels.
8.5 Rework
No rework (including blending) of off-spec. or over-aged batches from previous production runs is allowed without a written procedure. In all cases, rework can only take place with full agreement from the client.
For recycling of used cleaning medium see chapter 6.1.8.
8.6 Shared portable / interchangeable equipment
Define written procedures for the use of shared equipment (flexi hoses, pumps, tools, cleaning equipment like vacuum cleaners, etc.). The following points ought to be considered:
• Restricted movement: In a solids plant, it is strongly recommended to have dedicated vacuum cleaners for each individual production unit.
• Labeling of the equipment.
• Traceability of the shared equipment (the preceding product and the cleaning level).
• Flexi hoses and pumps dedicated to a product or a product family.
8.7. Retained samples
Define and agree with the client, a written procedure defining which samples need to be retained, the retention time and the storage conditions. Retaining samples of used cleaning medium is not a common practice; however, it is important to keep records of the analytical data of these materials, e.g. the chromatograms during the agreed record retention period.
8.8 Temporary storage tanks
• At least during the entire manufacturing campaign, temporary storage containers (IBCs, Isotainers [= ISOs], silos, bulk storage tanks) must be dedicated to a specific product.
• Never use IBCs or ISOs used previously for other crop protection products without adequate, validated cleaning. A written cleaning procedure must be available for the cleaning of temporary storage containers. If the cleaning is outsourced to another company (e.g. at an isotainer cleaning station), checks to verify the cleanliness of the container must be described and confirmed by the cleaning company by issuing a cleaning certificate.

Implementing Contamination Prevention, ed. 2 English (2008)
Page 47
• All temporary storage containers must always be labeled properly:
o Name of raw material, in-process intermediate or final product
o Product code
o Batch number
o Production date
o Quantity
Or when empty:
o Cleaning Status (cleaned / uncleaned)
o Date of last cleaning
8.9 Visual check of cleanliness
Ensure visual inspection of any part of the production unit is carried out and recorded prior to the start of a new manufacturing campaign. This also applies to temporary storage containers before filling with the following product. Use a checklist with operator signoffs.
8.10 Modification of the production unit / equipment and plant design
Whenever there is a need to modify / update the production unit, ensure that:
• A Management of Change procedure is in place, which includes Contamination Prevention aspects.
• The design changes help to improve the cleanability of the production unit, e.g. no small radius pipe bends, the right choice of material with smooth surfaces for piping, vessels and tanks, easy dismantling, etc.
• The cleaning procedures are validated after the changes have been completed.
8.11 Self Assessment
It is strongly recommended that the toll manufacturer carries out a “self assessment” using the attached questionnaire: “Contamination Prevention Checklist for Self-Assessment by Toll Manufacturers”.
• The completed checklist should be used in discussions with all clients for it presents an up-to-date picture of the level of Contamination Prevention management practices in place for any given production unit at a toll manufacturer and helps the client to form an accurate picture and carry out a risk assessment.
• The checklist is also a tool to determine which improvements in the Contamination Prevention management programs are desirable, to develop proposed actions and define their order of priority in order to achieve the improvement goals.
• The checklist should be updated by the toll manufacturer after implementing changes.

Implementing Contamination Prevention, ed. 2 English (2008)
Page 48
9. Contamination Prevention Checklist for Self-Assessment by Toll Manufacturers This Self-Assessment will help toll manufacturers to assess compliance of their manufacturing processes and technical equipment with the key Contamination Prevention criteria and the competency of their staff. A negative reply to any of the questions in the checklist should have a corresponding action plan to improve, or an explanation of why an improvement is not needed. This checklist can also be used as the Contamination Prevention section of a client’s toller audit checklist. The frequency of the Self-Assessment / toller audit is determined by each client and the toller individually based on their own Contamination Prevention risk assessments and must be adjusted to cover events that impact the Contamination Preventions risk. Frequent audits will be required whenever:
• The product mix in a multi-purpose facility has been changed and a new active ingredient has been added to the toller’s portfolio.
• After completion of the action plan to correct any non-conformity with the Contamination Prevention criteria. When a proven, reliable Contamination Prevention performance has been demonstrated, and no equipment or portfolio changes have taken place, the toller’s facilities may be audited less frequently. Both in the case of Contamination Prevention Self-Assessment and toller audits, the lead auditor should preferably be an outside expert (e.g. the QC manager from a different site of the same company, or an independent Contamination Prevention consultant).
Contents
1 Management Responsibility 6 Documentation
2 Information Exchange 7 Material Identification and Traceability
3 Type of Operation and Product Mix 8 Equipment Design for Improved Cleaning Efficiency
4 Separation of Product Groups 9 Further Contamination Prevention Aspects
5 Product Changeovers

Implementing Contamination Prevention, ed. 2 English (2008)
Page 49
1. Management Responsibility Yes No Comments/ Proposed Action Plans
1.1 Standards
Does your site have a company standard / guideline / policy covering Contamination Prevention?
Or, are the ECPA “Guidelines for Contamination Prevention Standards for Toll Manufacturing Operations” being implemented?
• If other, please describe.
1.2 Responsible person
Do you have an appointed person in your organization for the implementation of the Contamination Prevention program?
• Name:
• In the role since (date):
1.3 Training and awareness
Do you provide regular Contamination Prevention training to:
• Existing personnel?
• New personnel, including temporary seasonal personnel?
• How often?

Implementing Contamination Prevention, ed. 2 English (2008)
Page 50
1. Management Responsibility Yes No Comments/ Proposed Action Plans
1.3 Training and awareness (cont.)
Are permanent training records maintained?
Do you have a formal Contamination Prevention training module?
Describe any other awareness raising activities.

Implementing Contamination Prevention, ed. 2 English (2008)
Page 51
2. Information Exchange Yes No Comments/ Proposed Action Plans
2.1 Contact person
Who is the focal point in your company for your clients for any discussions on information exchange?
• Name:
2.2 Confidentiality of clients’ information
Do the contracts with your clients allow you to disclose the name of the preceding products and their active ingredients to the following client?
If not, due to existing secrecy agreements: Do your previous clients allow disclosure of their company’s name and the name of their Contamination Prevention contact person to your succeeding client?
2.3 Active ingredients
Do you provide your clients with a list of all active ingredients handled on your site, listed by production units?
Do you provide your clients with updates of this list when new active ingredients are added to your portfolio?
• If yes, with which frequency?

Implementing Contamination Prevention, ed. 2 English (2008)
Page 52
2. Information Exchange (continued) Yes No Comments/ Proposed Action Plans
2.4 Plant configuration
Do you discuss the configuration of the equipment when you make a client’s product for the first time?
If the unit can be combined from different parts, do you inform the client of all active ingredients which were last in all these parts?
Example: the formulation vessel was used for the previous product, but a charging hopper will be used which contained a different active ingredient.
3. Type of Operation and Product Mix
3.1 Type of operation
Does the manufacturing site:
• Synthesize?
• Formulate
o solids?
o liquids?
• Package
o solids?
o liquids?

Implementing Contamination Prevention, ed. 2 English (2008)
Page 53
3. Type of Operation and Product Mix (cont.) Yes No Comments/ Proposed Action Plans
3.2 Product mix agricultural chemicals
Does the manufacturing site manufacture, formulate or package:
• Low application rate herbicides (EPA definition; ≤ 560 g a.i./ha)?
• Highly active herbicides (≤ 50 g a.i./ha)?
• Normal rate herbicides?
• Plant growth regulators?
• Insecticides / fungicides for foliar or soil application?
• Insecticides / fungicides for seed treatment?
• Rodenticides?
• Non-crop pest control?
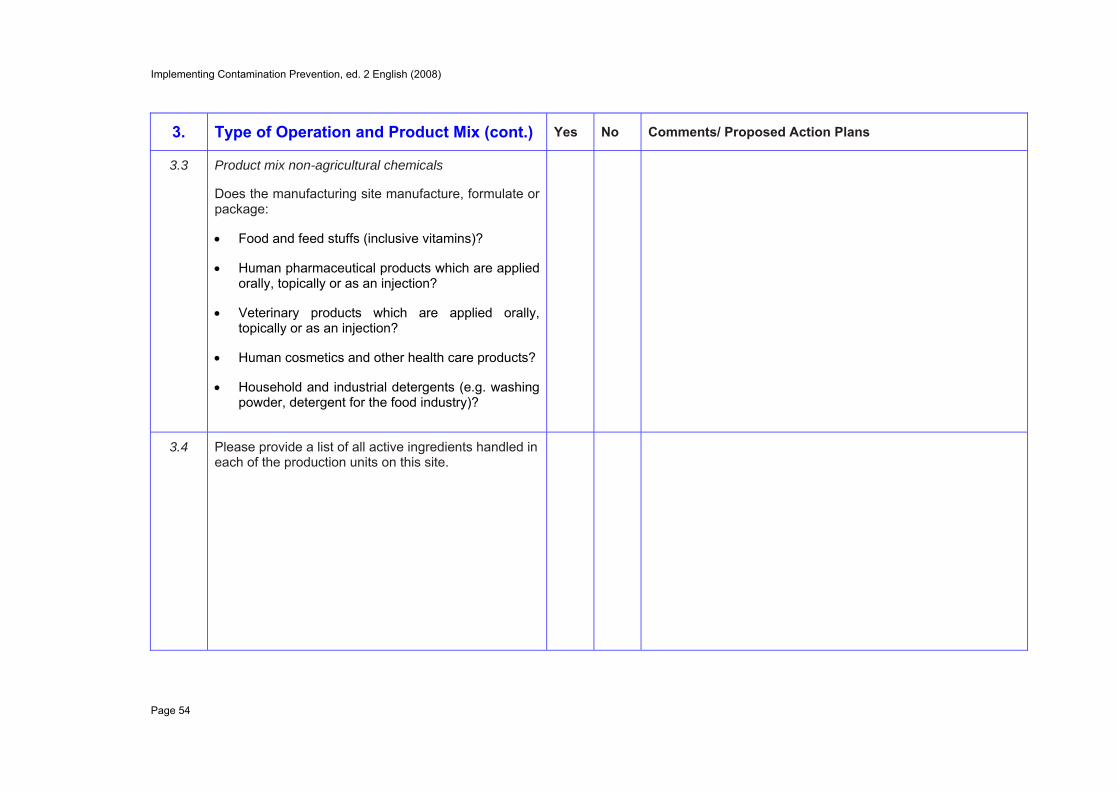
Implementing Contamination Prevention, ed. 2 English (2008)
Page 54
3. Type of Operation and Product Mix (cont.) Yes No Comments/ Proposed Action Plans
3.3 Product mix non-agricultural chemicals
Does the manufacturing site manufacture, formulate or package:
• Food and feed stuffs (inclusive vitamins)?
• Human pharmaceutical products which are applied orally, topically or as an injection?
• Veterinary products which are applied orally, topically or as an injection?
• Human cosmetics and other health care products?
• Household and industrial detergents (e.g. washing powder, detergent for the food industry)?
3.4 Please provide a list of all active ingredients handled in each of the production units on this site.

Implementing Contamination Prevention, ed. 2 English (2008)
Page 55
4. Separation of Product Groups
If the manufacturing site handles more than one of the product groups mentioned in 3.2, please answer all questions in chapter 4:
Yes No Comments / Proposed Action Plans
4.1 Herbicides and insecticides / fungicides:
Are the production units completely separated (except steam, nitrogen, and compressed air lines) by:
• Being in separate buildings?
• Being in same building, but fully compartmentalized, with
o no common ventilation system or other potential cross flows,
o ancillary equipment (e. g. vacuum cleaners, air filters, tools, used spare parts) dedicated either to herbicides or to non-herbicides?
• Are operating staff when moving from herbicides to insecticides / fungicides required changing footwear and work clothing?
4.2 Highly active herbicides:
Are the production units completely separated (except steam, nitrogen, and compressed air lines) from other product groups (including other herbicides) by:
• Being in separate buildings?
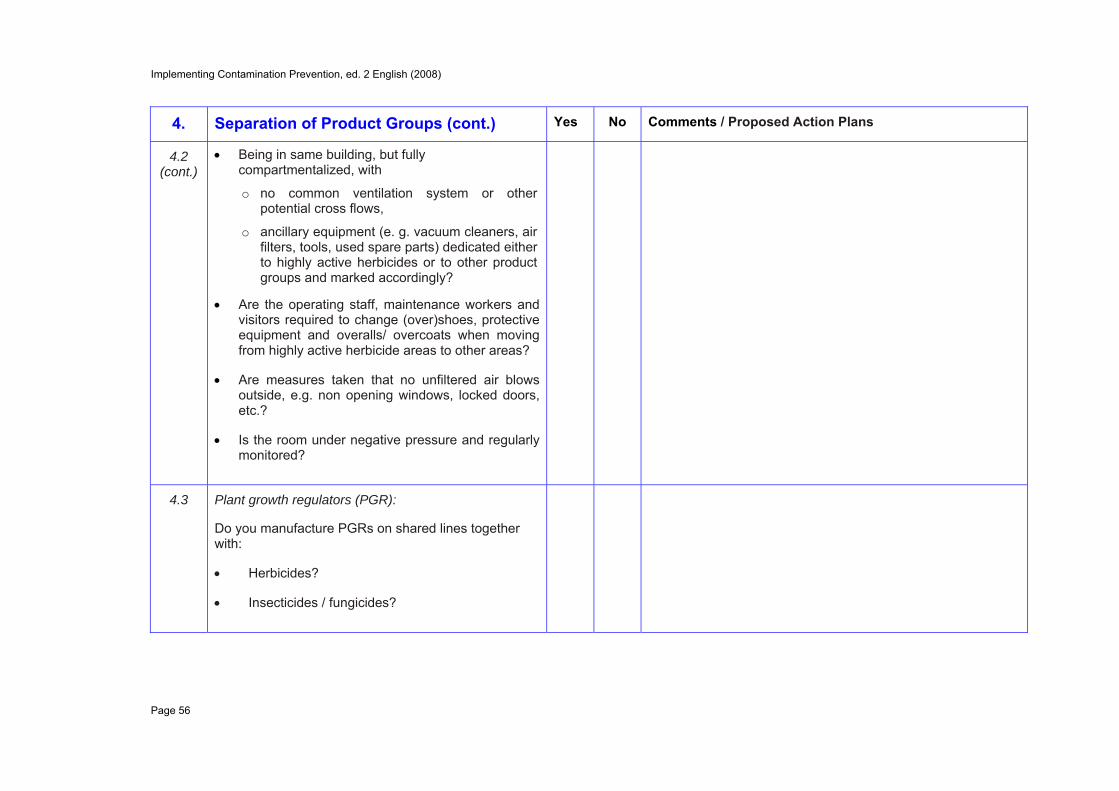
Implementing Contamination Prevention, ed. 2 English (2008)
Page 56
4. Separation of Product Groups (cont.) Yes No Comments / Proposed Action Plans
4.2 (cont.)
• Being in same building, but fully compartmentalized, with
o no common ventilation system or other potential cross flows,
o ancillary equipment (e. g. vacuum cleaners, air filters, tools, used spare parts) dedicated either to highly active herbicides or to other product groups and marked accordingly?
• Are the operating staff, maintenance workers and visitors required to change (over)shoes, protective equipment and overalls/ overcoats when moving from highly active herbicide areas to other areas?
• Are measures taken that no unfiltered air blows outside, e.g. non opening windows, locked doors, etc.?
• Is the room under negative pressure and regularly monitored?
4.3 Plant growth regulators (PGR):
Do you manufacture PGRs on shared lines together with:
• Herbicides?
• Insecticides / fungicides?
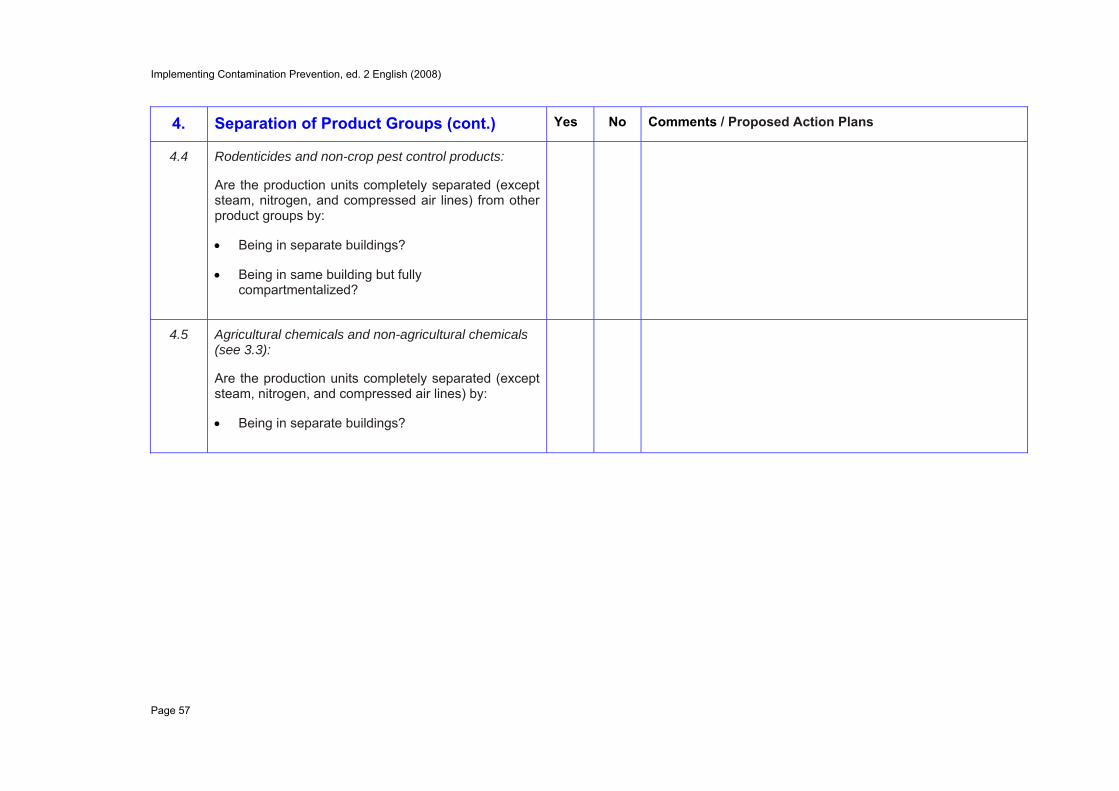
Implementing Contamination Prevention, ed. 2 English (2008)
Page 57
4. Separation of Product Groups (cont.) Yes No Comments / Proposed Action Plans
4.4 Rodenticides and non-crop pest control products:
Are the production units completely separated (except steam, nitrogen, and compressed air lines) from other product groups by:
• Being in separate buildings?
• Being in same building but fully compartmentalized?
4.5 Agricultural chemicals and non-agricultural chemicals (see 3.3):
Are the production units completely separated (except steam, nitrogen, and compressed air lines) by:
• Being in separate buildings?

Implementing Contamination Prevention, ed. 2 English (2008)
Page 58
4. Separation of Product Groups (cont.) Yes No Comments / Proposed Action Plans
4.6 Incomplete separation
4.6.1 Do herbicides and insecticides / fungicides, if not completely separated, share equipment like:
Fixed equipment:
• Bulk storage tanks in a tank farm:
o For raw materials / intermediates?
o Final product?
• Container loading / unloading stations?
• Transfer lines (“pipelines”) with manifolds?
• Common ventilation system?
Mobile equipment:
• Containers for intermediates / products?
• Pumps?
• Flexible hoses?
• Filters?
• Charging devices, e.g. funnels, suction pipes?
• Vacuum cleaners?
• Tools, e.g. shovels, spoons, sampling devices?
• Others? Please list.
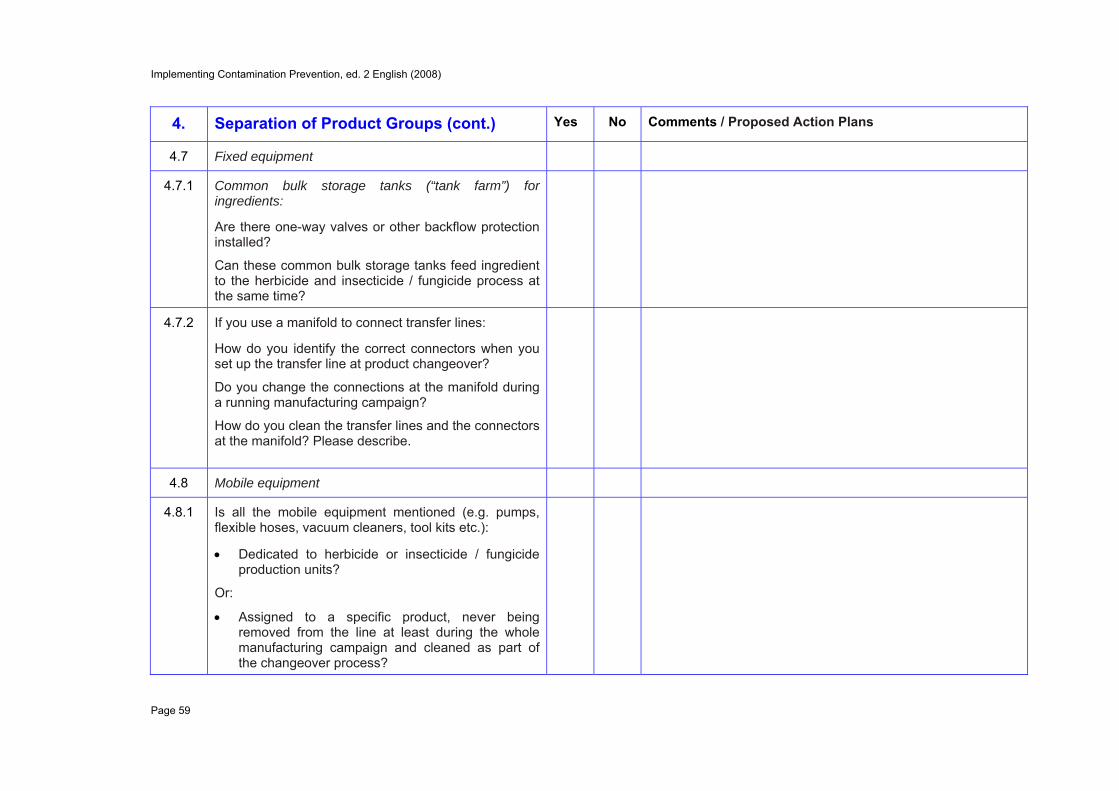
Implementing Contamination Prevention, ed. 2 English (2008)
Page 59
4. Separation of Product Groups (cont.) Yes No Comments / Proposed Action Plans
4.7 Fixed equipment
4.7.1 Common bulk storage tanks (“tank farm”) for ingredients:
Are there one-way valves or other backflow protection installed?
Can these common bulk storage tanks feed ingredient to the herbicide and insecticide / fungicide process at the same time?
4.7.2 If you use a manifold to connect transfer lines:
How do you identify the correct connectors when you set up the transfer line at product changeover?
Do you change the connections at the manifold during a running manufacturing campaign?
How do you clean the transfer lines and the connectors at the manifold? Please describe.
4.8 Mobile equipment
4.8.1 Is all the mobile equipment mentioned (e.g. pumps, flexible hoses, vacuum cleaners, tool kits etc.):
• Dedicated to herbicide or insecticide / fungicide production units?
Or:
• Assigned to a specific product, never being removed from the line at least during the whole manufacturing campaign and cleaned as part of the changeover process?
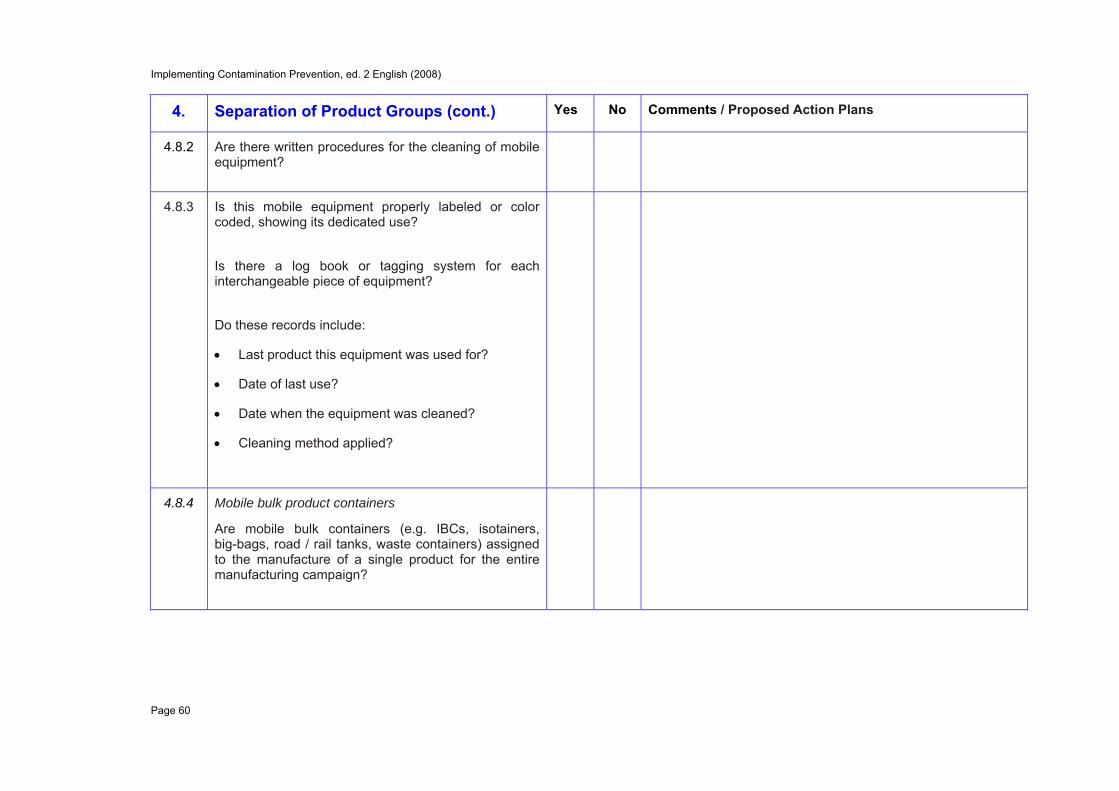
Implementing Contamination Prevention, ed. 2 English (2008)
Page 60
4. Separation of Product Groups (cont.) Yes No Comments / Proposed Action Plans
4.8.2 Are there written procedures for the cleaning of mobile equipment?
4.8.3 Is this mobile equipment properly labeled or color coded, showing its dedicated use?
Is there a log book or tagging system for each interchangeable piece of equipment?
Do these records include:
• Last product this equipment was used for?
• Date of last use?
• Date when the equipment was cleaned?
• Cleaning method applied?
4.8.4 Mobile bulk product containers
Are mobile bulk containers (e.g. IBCs, isotainers, big-bags, road / rail tanks, waste containers) assigned to the manufacture of a single product for the entire manufacturing campaign?
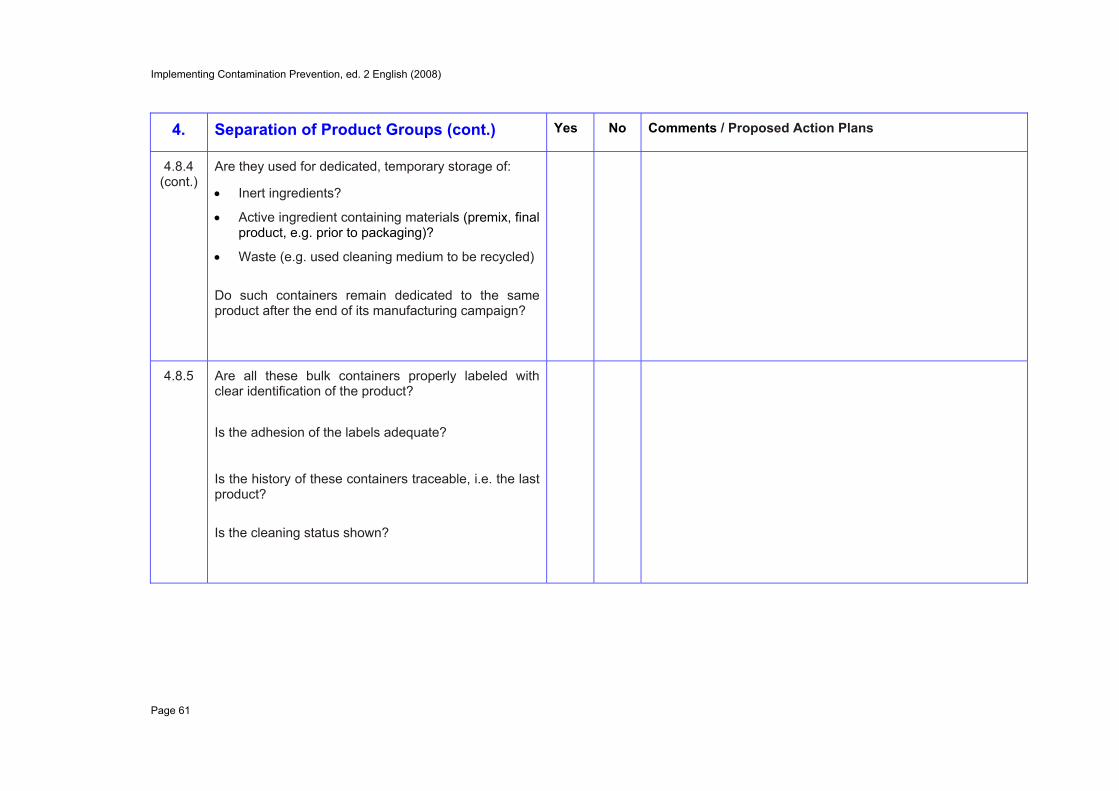
Implementing Contamination Prevention, ed. 2 English (2008)
Page 61
4. Separation of Product Groups (cont.) Yes No Comments / Proposed Action Plans
4.8.4 (cont.)
Are they used for dedicated, temporary storage of:
• Inert ingredients?
• Active ingredient containing materials (premix, final product, e.g. prior to packaging)?
• Waste (e.g. used cleaning medium to be recycled)
Do such containers remain dedicated to the same product after the end of its manufacturing campaign?
4.8.5 Are all these bulk containers properly labeled with clear identification of the product?
Is the adhesion of the labels adequate?
Is the history of these containers traceable, i.e. the last product?
Is the cleaning status shown?

Implementing Contamination Prevention, ed. 2 English (2008)
Page 62
4. Separation of Product Groups (cont.) Yes No Comments / Proposed Action Plans
4.8.6 Are all types of bulk containers decontaminated in-house?
• If not, please list exceptions
If yes, is there a written and validated cleaning procedure available?
Is the decontamination of bulk containers sub-contracted? If yes:
• Which cleaning standard must the sub-contractor adhere to?
• How do you verify the cleanliness of the bulk containers?
4.9 Melting products in drums:
If drums have to be placed in a hot water bath or hot air oven, e.g. for melting an active ingredient or lowering the viscosity of certain surfactants:
• Are measures taken to prevent labels being destroyed and traceability being lost, e.g. by marking the top of the drum with the name of the product with permanent, waterproof paint?
• Are the hot water baths or hot air ovens dedicated to the campaign of one single product, i.e. no raw materials or active ingredients for other products will share the hot water bath or hot air oven at the same time?

Implementing Contamination Prevention, ed. 2 English (2008)
Page 63
4. Separation of Product Groups (cont.) Yes No Comments / Proposed Action Plans
4.10 Handling / warehousing of common raw materials to herbicides and insecticides / fungicides manufacture
4.10.1 Handling:
Are there raw materials that are common to both herbicides and insecticides / fungicides, e.g. solvents, surfactants etc.?
Is it ensured that a partially consumed container of a common material - after it has been opened in the herbicide area - will never be taken into the insecticide / fungicide area?
Are such containers labeled “For Use in Herbicides only” and stored with the herbicide ingredients?
4.10.2 Warehousing:
Are Herbicide and insecticide / fungicide ingredients or materials for further processing stored separately in:
• Separate buildings?
• Different compartments or in dedicated, clearly marked areas in the same building, e.g. clear markings on the floor, walls and /or signs and/or color coding?
• Same store room without visual markings?

Implementing Contamination Prevention, ed. 2 English (2008)
Page 64
5. Product Changeovers Yes No Comments / Proposed Action Plans
5.1 Management of changeovers and cleaning levels
5.1.1 Management of changeovers
Has a person been assigned responsibility for the approval of the release of the cleaned equipment for the next manufacturing campaign, including sign-off?
5.1.2 Cleaning Levels
Are there up-to-date cleaning levels available for each production sequence in each unit (a matrix as presented in chapter 5.2.2 of this booklet is strongly recommended)?
Is there a procedure to ensure that the cleaning levels are updated whenever the product mix or production sequences are changed in a shared production unit?
Do the cleaning levels include all active ingredients handled in the production units?
Do the clients provide the required cleaning levels? If not, how are the cleaning levels determined?
Implementing Contamination Prevention, ed. 2 English (2008)
Page 65
5. Product Changeovers (cont.) Yes No Comments / Proposed Action Plans
5.2 Analysis of cleaning levels (residual impurity)
5.2.1 Are there analytical capabilities available to determine residual impurities below the cleaning levels requested by the client?
• For “contaminant in the rinsate” analysis?
• For “contaminant in the succeeding product” analysis?
5.2.2 Where are the trace analyses of the residual impurities performed?
• In the analytical laboratory on site?
• In an external contract laboratory?
o Which company? Please name:
• In the client’s analytical laboratory?
5.2.3 Is the residual impurity analytical method validated in the target cleaning level range:
• For linearity?
• For recovery?
Implementing Contamination Prevention, ed. 2 English (2008)
Page 66
5. Product Changeovers (cont.) Yes No Comments / Proposed Action Plans
5.2.4 Are the residual impurities determined:
• In the succeeding product?
If yes:
o How many batches are typically analyzed?
o Is a sample taken from the vessel? Or
o Is a sample taken from the 1st pack?
• In the last rinsate?
Is the cleaning level analyzed at every product changeover?
• If not, please explain:
5.2.5 Are analytical samples, laboratory samples and / or retained samples (at the end of their storage period):
• Reworked back into the process?
• Disposed off?
Implementing Contamination Prevention, ed. 2 English (2008)
Page 67
5. Product Changeovers (cont.) Yes No Comments / Proposed Action Plans
5.3 Cleaning procedures
5.3.1 Are there written and validated cleaning procedures in place?
How was the cleaning validation done? Please describe.
5.3.2 Does the cleaning procedure specify:
• The cleaning medium used?
• The sequence in which the individual parts of the manufacturing line are to be cleaned?
• How to charge the cleaning medium into the equipment?
• The number of cleaning cycles, the duration of each cleaning cycle and the minimum quantity of cleaning medium per rinse?
• Dismantling and manual cleaning where required?
• Sampling locations?

Implementing Contamination Prevention, ed. 2 English (2008)
Page 68
5. Product Changeovers (cont.) Yes No Comments / Proposed Action Plans
5.4 Recycling of used cleaning medium
Is used cleaning medium recycled back into the process? If yes, please provide more details.
Is the client in agreement that the used cleaning medium is recycled into his product?
If the used cleaning medium is recycled, are the containers in which the used cleaning medium is collected immediately labeled after the cleaning has been completed?
Are containers for used cleaning medium cleaned before use?
5.5 Release procedure for the cleaned equipment of the production unit
5.5.1 Is there a release procedure for the cleaned equipment prior to starting the next campaign?
Does this procedure include the following:
• Visual confirmation for adequate cleanliness?
• Verification of the cleaning record for completeness to ensure traceability?
• Verification whether the installations and the shared equipment (pumps, flexi hoses etc.) are properly labeled including the name of the previous active ingredient and the cleaning levels achieved?
• Verification that results of the RI analysis meet the specified cleaning limit (as the confirmation for effective cleaning)?

Implementing Contamination Prevention, ed. 2 English (2008)
Page 69
5. Product Changeovers (cont.) Yes No Comments / Proposed Action Plans
5.5.2 Completeness check for cleaned equipment:
Do the operators involved in readying the equipment for the next production run put their signature on the cleaning record and enter the time at which the individual cleaning steps have been completed?
If a step in the cleaning of the equipment is not carried out, will this be marked on the cleaning record with a brief explanation?
Is it ensured that the next campaign can not be started before the person responsible for the equipment release has inspected the cleaned installation and has signed the appropriate documentation?
5.6 Release procedure for the product manufactured after changeover
5.6.1 Does the product release procedure include the following:
• Who is authorized to release the product?
• Steps to be agreed with the client for the release of non-conforming product?
• Quarantine of product manufactured after changeover until the first batch(es) is (are) formally released?
• Release decision based on the residual impurity analysis (see 5.2.3) to confirm that the agreed cleaning level has been achieved?

Implementing Contamination Prevention, ed. 2 English (2008)
Page 70
6. Documentation Yes No Comments / Proposed Action Plans
6.1 Records retention
How long do you retain the following documents?
• Cleaning records: years.
• Batch cards: years.
• Analytical results of residual impurity levels, including chromatograms: years.
6.2 Final product sample retention
Do you keep retained samples?
• If yes, how long are they retained?
What are the storage conditions for retained samples?
Are these samples kept under lock and key?
Do you have a sample log book?
At the end of the storage period are the retained samples:
• Reworked back into the process?
• Disposed of?
Implementing Contamination Prevention, ed. 2 English (2008)
Page 71
7. Material Identification and Traceability Yes No Comments / Proposed Action Plans
7.1 Raw material identification
7.1.1 Are incoming goods identified by:
• The material code (“identity number”) and the batch number(s) mentioned on the bill of lading?
• Chemical / physical analysis to confirm identity?
Do you record the arrival time of the delivery?
If yes, please specify what system you use, e.g. SAP, other computer system, paper system etc.
7.1.2 Which controls are in place to ensure that the correct material is delivered from the warehouse to the production unit and added to the process?
Please specify:
Implementing Contamination Prevention, ed. 2 English (2008)
Page 72
7. Material Identification and Traceability (cont.) Yes No Comments / Proposed Action Plans
7.2 Material traceability
Are production records / batch cards completed and retained for each individual batch manufactured?
Do the records itemize the following details:
• Batch numbers and the exact quantities of raw materials added into the process?
• Batch number and quantity of each batch produced?
• The names of the operators and their initials for each step completed?
7.3 Labels
Is there a procedure to ensure that only the correct labels will be applied to the products (This includes temporary labels.)? Please explain methodology.
In case temporary labeling is required before the final labels can be attached, do these labels include (as a minimum) the following information:
• Product name and / or product code?
• Batch number and production date?
• Quantity (for bulk containers only)?
Implementing Contamination Prevention, ed. 2 English (2008)
Page 73
8. Equipment Design for Improved Cleaning Efficiency Yes No Comments / Proposed Action Plans
8.1 Pipe work:
Is the technical equipment aligned from top floor down to bottom floor, with no U-shaped pipe work in the manufacturing line where material could get trapped?
Is the pipe work sloped to allow easy drainage?
Does the pipe work provide valves at the lowest point to allow easy drainage?
Does the pipe work avoid bends with small radius (especially in solids and flowables production units) to minimize the risk of trapping material?
Does the pipe work offer enough cleaning access panels for easy access with cleaning equipment and easy visual inspection?
8.2 Technical Equipment
Are formulation and packaging lines equipped with “Clean in Place” (CIP) installations?
Do you apply an automated cleaning process controlled by a Process Control System?
Are unloading and packaging stations closed in (i.e. in their own compartment), and in the case of powders equipped with dedicated pre-filters?

Implementing Contamination Prevention, ed. 2 English (2008)
Page 74
8. Equipment Design for Improved Cleaning Efficiency (cont.) Yes No Comments / Proposed Action Plans
8.2 Technical Equipment (cont.)
Does the technical equipment (reactors, mills, driers etc.) have:
• Enough cleaning access panels to allow easy access with cleaning equipment and thorough visual inspection for cleanliness?
• Internal surfaces that are corrosion proof and smooth to avoid trapping of product?
• Adequate surrounding space and logical disassembly points equipped with quick fittings to allow rapid dismantling and inspection?
8.3 Change of equipment configuration
In case the configuration of the production unit is changed (e.g. new apparatus, different [e.g. larger or smaller] vessels, filling line, changed geometry of pipe work) are the following steps undertaken:
• Are the clients informed in writing about the change of the configuration?
• Are the cleaning procedures revalidated and adjusted if required?
Implementing Contamination Prevention, ed. 2 English (2008)
Page 75
9. Further Contamination Prevention Aspects Yes No Comments / Proposed Action Plans
9.1 Are spills returned back into the process?
9.2 Is the client informed when material does not meet final product specification and rework or blending of this material could be an option?
9.3 Is rework of off-spec material done following a procedure approved by the client and with his/her written authorization for each occurrence?

Implementing Contamination Prevention, ed. 2 English (2008)
Page 76
Glossary and Index Term Explanation Page(s)
a.i. Active Ingredient 5, 14, 19-21, 53, 92, 93
ACL Acceptable Concentration Level, synonym of cleaning level App. A-III
Analysis of residual impurity, see chapter 7 and checklist chapter 5.2 29, 43, 44, 65
Analytical capability
A combination of available analytical equipment, methodology and know-how, demonstrated by successful analysis of residual impurities
17, App. A-VII
ARIL Acceptable Residual Impurity Level, synonym of cleaning level
App. A-III
Batch card Production record with the specific data of a single batch produced, see chapter 8.3
6, 45, 70, 72
Beads Glass or zirconium oxide balls used in bead mills (ball mills); cleaning of -
35
Bulk Containers
Examples of - 35, 60
Changeover Documentation, see chapter 6.4 15, 42 App. A-VII
Certificate of Analysis
Report of analytical results of a batch and confirmation that they meet the specification
13, 45
Clean-in-place (CIP)
Technology for cleaning production units without dismantling by e.g. built-in spray nozzles
31, 33
Cleaning capability
A combination of facilities, procedures and know-how to achieve reliably a given cleaning level
17
Cleaning level The concentration (in ppm) of the previous active ingredient(s), or any other extraneous substance(s), below which it will not cause any adverse biological, toxicological, or ecological effects or regulatory issues in the succeeding product. Various abbreviations with the same meaning are used (see “Guidelines”)
18-22, 29, 43, 44, 64 App. A-III, VI, X, XI
Cleaning matrix
A table showing the required cleaning levels (in ppm) for changeovers; the headers of its rows and columns show all potential products of a production unit as preceding (e.g. in rows) and succeeding (e.g. in columns) product and the cells give the cleaning levels
18-22, 44

Implementing Contamination Prevention, ed. 2 English (2008)
Page 77
Term Explanation Page(s)
Cleaning methodology
A combination of methods to clean a production unit including the sequence of the single cleaning steps, e.g. rinsing top down all parts with water + detergent, dismantling and manual cleaning, exchange of dedicated parts like pumps and milling beads, and visual inspection
17, App. A-VI
Cleaning procedure
Cleaning methodology adjusted to the required cleaning level plus analytical control of success, organization of the release of the unit and documentation of all steps, see chapter 6.1 and checklist chapter 5.3.
23-31, 42, 46, 62, 67
Client Company contracting the production of a product with a toll manufacturer
Responsibilities of -
App. A-III
15, 42, 43, App. A-IV, V, VI, VIII
Colloid mill Cleaning of - 35
Configuration Of a production unit: the configuration specifies which parts of a production unit are used for a defined production process
Change of - : see checklist chapter 2.4 and 8.3
23, 31, 52 App. A-V
30, 74, App. A-V, VIII
Contamination in a product
A component, not defined in the product specification, at levels which will prejudice safety and efficacy or does not meet regulatory requirements (see “Guidelines”)
4, 15, 18, App. A-III
Contamination Prevention
Any measure, be it organizational or technical, to prevent the occurrence of a contamination incident – checklist
6, 15, 16, 23, 31, 45, 48 ff, App. A
Contamination risk assessment
See chapter 4 15 ff
Cross Contamination
See contamination in a product
Dead space Space inside a production unit, which may hold up product that is not subject to the normal flow of material (product and/or cleaning medium) through the unit; should be avoided through design / construction
17, 23, 29, 31, 39
Design Of a production unit: how its various parts and equipments are arranged and linked together, see also checklist chapter 8
Change of -
15, 17, 31, 73
47, 74
Documentation Storage of written information (e.g. procedures, cleaning records, batch cards, analytical results) and of retained samples, see chapter 6.4 and checklist chapter 6
17, 42, 70
Implementing Contamination Prevention, ed. 2 English (2008)
Page 78
Term Explanation Page(s)
Dry formulation
Synonym for solid formulation 36
Dry milling Schematic production unit 36
Dryer Cleaning of - 38, 39
EC Emulsifiable Concentrate (a solvent based formulation type) 7, 10, 11, 20-22, 33, 43
ECPA European Crop Protection Association Foreword, 16, 49, App. A-VIII
EPA Environmental Protection Agency (USA) 8, 16, 18-22, 53, App. A-VI, VII, X, IX, App. B
Extruder Cleaning of - 38
Filter Cleaning of - 32-34, 37, 39, 41
Flexi hose Flexible hose, used for transfer of materials when no fixed piping is installed; requires special care in Contamination Prevention
9, 10, 36, 46, 68, App. A-VIII
Flowable Formulation type, synonym of SC 6, 7, 35, 73
Fluidized bed A method for the formulation and/or drying of granules 38, 39
Formulation a) a preparation of active ingredient(s) and “inert” chemicals (additives) which are necessary for the application of the active ingredient(s);
b) the production of a formulation
Foreword, 4, 20-22, 33, 36, 43
17, 23, 73, App. A-II, III
Formulation unit
Production unit for formulations 7, 9, 32, 41
Granulation Schematic production units 38, 39
HEPA High Efficiency Particulate Air filter. Generic term for highly efficient filters for airborne particles ≥ 3 micrometers.
29
Highly active herbicide
Application rate typically below 50 g a.i./ha, e.g. sulfonylureas, triazolopyrimidine sulphonanilides, imidazolinones. This is by no means an exhaustive list and there are other herbicides that could fall in this category.
16, 19, 22, 53, 55App. A-IV, V
IBC Intermediate Bulk Container: movable container for liquids or solids between 200 L and 5,000 L
35, 46, 56 App. A-VIII

Implementing Contamination Prevention, ed. 2 English (2008)
Page 79
Term Explanation Page(s)
Information exchange
Exchange of contamination-relevant information (e.g. phytotoxicity, NOELs, analytical methods, ...) between different clients and/or a toll manufacturer
51, App. A-V
Isotainer, ISO tank
ISO standardized container for liquids between 5 and 25 m3 Volume, which can be transported by road, rail or ship
35, 46, 56
Labeling of products, see chapter 8.4 and checklist chapter 7.3 12, 13, 36, 45, 72
Limit of detection
Lowest residual impurity concentration that can be analytically detected with the assurance, that the signal being detected is due to the residual impurity and not from other causes such as instrument noise (Signal-to noise ratio: 3)
44
Limit of quantification
Lowest residual impurity concentration that can be determined repeatable with acceptable precision (Signal-to-noise ratio: 10)
44
Liquid formulation
Schematic production unit 33-35
Liquid products
Refilling and packaging 35, 36
Low application rate herbicide
EPA classification: a.i. application rate ≤ 0,5 lb/acre equivalent to ≤ 560 g/ha
12, 13, 20, 41, 53, App. A-VI, X, XI, App. B-V, VI
Manufacturing All steps in the operation of manufacturing, including synthesis, and/or formulation, and/or packaging (filling, labeling etc.) and/or repackaging
Foreword, 45, App. A-III
Manufacturing site
May consist of multiple production units in the same or in separate buildings
15, 52 - 55
MSCSG Manufacturing & Supply Chain Steering Group, group in ECPA involved with manufacturing and supply chain policy issues affecting our industry
Foreword
Mill Cleaning of dry and wet mills 6, 34, 35, 37, 39
NOEL No Observable Effect Level, the highest rate in g active ingredient / ha at which the active ingredient has no observable effects on a given, tested species
5, 6, 14, 18, 19, App. A-III, VII, X, XI
Non-crop pest control
Non-agricultural control of insects, weeds and fungi in industrial areas, railways, public areas, household, sport and recreation areas, in construction materials (e.g. wood), etc.
53, 57

Implementing Contamination Prevention, ed. 2 English (2008)
Page 80
Term Explanation Page(s)
Normal application rate herbicide
EPA classification: a.i. application rate > 0,5 lb/acre equivalent to > 560 g/ha
20, App. A-VI, App. B-VI
Packaging / repackaging
In this booklet, the terms “packaging” and “repackaging” can be used interchangeably for the process of enclosing and protecting products for storage, distribution, sale and use.
Generic cleaning procedure
Schematic drawing (re-)packaging unit
23-25
35, 36, 41
Packaging unit Production unit for packaging 20, 35, 36, 41
Pesticide Regulation Notice 96-8 (PRN 96-8)
US EPA document issued on October 31st, 1996, specifying statutory cleaning levels for products sold or manufactured in the US when changing from different families of products, e.g. from insecticides to plant growth regulators
8, 16, 18, 19, 22 App. A-VI, VII, XI App. B
Preceding/ succeeding client
Indicates the sequence in which the products of these clients are manufactured in the same production unit (applies equally to synthesis, formulation, packaging and repackaging)
App. A-III, IV, V, VI
Product Intermediates, active ingredients, technical concentrates, premixes of active ingredients, formulated products (either in bulk or in temporary or final sales pack)
App. A-IV
Product mix See checklist 3. 23, 48, 52
Product scheduling
Planning the production sequence of different products; different sequences may result in significantly different cleaning levels
22
Production record
Production data (e.g. batch card) of individual batches, cf. Chapter 7.3
45, 72
Production unit
Definition see chapter 4.1
Separation see chapter 4.2
Cleaning see chapter 6, especially 6.3
Modification of -
15
16
23-41, 47
31, 47
Pump Used as shared equipment
Cleaning of -
36, 46, 58, 59, 68, App. A-VIII
33-35

Implementing Contamination Prevention, ed. 2 English (2008)
Page 81
Term Explanation Page(s)
Recycling Dust, see chapter 6.3
Rework
Used cleaning medium, see chapter 6.1.8 and checklist sect. 5.4
Samples, see checklist chapter 10
9, 33
46, App. A-VIII
26, 29, 30, 68
13, App. A-VIII
Release limit Synonym for cleaning level App. A-III
Release procedure
For a plant/ production unit: organizational procedure to be followed before a production unit can formally be allowed to produce the next product after a product or configuration change, see also checklist chapter 5.1.1., 5.5
For a product after changeover: see checklist chapter 5.6
24, 25, 36, 42 64, 68
69
Residual impurity (RI)
Traces [especially of active ingredient(s)] of the preceding product present in the succeeding product manufactured in the same production unit
4, 15, 19, 23, 26, 29, 42, 43, 65 App. A-IV
Residual impurity analysis
See chapter 7 and checklist chapter 5.2 43, 65
Retained sample
Sample of a produced batch stored to allow later verification of its quality, see chapter 8.7
12, 13, 17, 46, 66, 70, App. A-VIII
RI Abbreviation for residual impurity – typically residues of the active ingredient of the preceding product
29, 30, 43, 44, 68
RIL Residual impurity level, synonym for Cleaning Level App. A-III
Rinsate Used liquid cleaning medium (water + detergent) or solvent having been used to wash the residual product out of a production unit
5, 10, 20, 26, 29, 41, 42, 59, 61
Rodenticide Product for control of rodents e.g. rats and mice 4, 16, 53, 57, App. A-III, App. B-I, VI
Safener A chemical added to a pesticide formulation to eliminate or reduce the phytotoxic effects of that pesticide to certain crops. Typical examples are safeners used in formulations of grass "killers" that are applied in cereals and maize to make them safer to the crop.
4, 16
Safety data sheet
Material Safety Data Sheet (MSDS): Data required by the Government(s) to assure worker protection and treatment for exposure.
45
Safety factor This factor is used to enhance the safety margin in the calculation of the cleaning level. Each company is responsible for setting its own safety factors. Safety factors usually range from 2 to 10.
19, 21 App. A-VII
Implementing Contamination Prevention, ed. 2 English (2008)
Page 82
Term Explanation Page(s)
Sampling Sampling should follow an agreed plan describing: how to sample, what to sample, when to sample, from which sample point to take samples, which quantity [sample size)], how and where to store them, as well as the period during which the samples have to be retained.
43
SC Suspension Concentrate (a water based formulation type), also designated as “flowable”
6, 7, 20, 21, 34, 43
Seed Treatment
Treatment of seeds to protect them against insects or diseases. Germinating seeds may be significantly more sensitive to agrichemicals than more developed plants
4, 6, 8, 9, 22, 53 App. A-V, VI
Separation of production units
See chapter 4 and checklist chapter 4 16, 55-63
Separation of materials
Separate storage of raw materials and products, e.g. herbicide / non-herbicide usage
45, 63
Solid formulation
Production units used for formulation of solid products 36-41
Solid Flush Material
Solid inert material used to remove residual product from a production unit; e.g. bentonite, kaolin, sand, silica, sugar, talc.
17, 29
Solid products Refilling and repackaging of - 41
Sulfonylureas Class of highly active herbicides App. B-VI
Temporary label
A label to identify a packed product before the final product label can be applied
11, 46, 72
Toller, toll manufacturer
A company making a product for its client on a contractual basis. The term “toller” is synonymous with contract manufacturer (cf. “Guidelines”) or contractor
4 App. A-IV, V, VIII
Used cleaning medium
Generic term for “rinsate” and used “solid flush material”, see Glossary
29, 30, 46, 68
Vacuum cleaner
Used as portable equipment 29, 46, 55, 56, 58,59, App. A-V
Validation of a cleaning procedure, see chapter 6.1.6
of a trace analytical method
29, 43, 67
44
Wipe test (= Swab test)
A test method for the cleanliness of surfaces by wiping them with a clean (optionally solvent wetted) filter paper or cloth and then analyzing it for active ingredient
37, 39
WP Wettable Powder (formulation type) 36, 43

Implementing Contamination Prevention, ed. 2 English (2008)
Page 83
Appendix A - I
Appendix A – Guidelines for Contamination Prevention
standards for toll manufacturing operations
Table of Contents Page
1. Introduction App. A - II 84
2. Purpose App. A - II 84
3. Scope App. A - II 84
4. Policy Statement App. A - III 85
5. Definitions/ Abbreviations/Terminology App. A - III 85
6. Responsibilities App. A - IV 86
7. Information Exchange App. A - V 87
8. Establishing NOELs and calculating Cleaning Levels App. A - VII 89
9. Minimum Requirements for Toll Manufacturers App. A - VII 89
10. Minimum Requirements for Clients (ECPA Member Companies) App. A - VIII 90
11. Recommendations for Tolling Operations App. A - IX 91
Example 1 of Cleaning Level Calculation App. A - X 92
Example 2 of Cleaning Level Calculation App. A - XI 93

Implementing Contamination Prevention, ed. 2 English (2008)
Page 84
Appendix A - II
1. Introduction
Contamination of products with residual impurities is a potential issue and area of concern for any multi-purpose chemical synthesis, formulation and/or packaging facility. Contamination can result in adverse effects on sensitive, treated crops or non-target species and may trigger regulatory issues. Incidents may also tarnish the reputation and image of the industry as a whole.
2. Purpose
The purpose of these Guidelines is to ensure the quality of agricultural chemical products by preventing contamination during toll manufacturing. This will be achieved by:
• Setting minimum standards for Contamination Prevention between clients and toll manufacturers.
• Information exchange between toll manufacturers (= toller) and its clients and direct communication between clients to allow adequate risk assessments.
These Guidelines are available to all member companies and their current and potential toll manufacturers. Implementation of these Guidelines is mutually beneficial for the toller and its clients. Responsibility for the implementation of Contamination Prevention programs remains with the individual companies and the toll manufacturers.
3. Scope
• Provide minimum standards regarding Contamination Prevention to be written into toll manufacturing agreements/contracts.
• Exchange of relevant information on Contamination Prevention between member companies and between member companies and their tollers.
• Pertains to Contamination Prevention aspects in the synthesis, formulation, packaging and repackaging of agricultural chemicals.
• Sets minimum standards regarding Contamination Prevention for toll manufacturers.
• Excluded from the scope of this document are:
o Contamination Prevention at farm level (e.g. tank cleaning).
o Issues related to biotechnology and seeds, e.g. GMO / non-GMO contamination during seed production.
o Bulk deliveries and storage of finished product at distributors and dealers. Guidelines for implementation of Contamination Prevention measures for handling finished product in bulk are considered the responsibility of the individual member companies and the regional Crop Protection Organizations.

Implementing Contamination Prevention, ed. 2 English (2008)
Page 85
Appendix A – III
4. Policy Statement
The member companies will commit to the following:
• They will ensure that their products on the market do not contain residual impurities in the form of active ingredients not defined in the product specification, at levels which will prejudice safety and efficacy, or which do not meet regulatory requirements. Limits will be set by the individual companies for their products following an appropriate risk assessment.
• They will provide a named Focal Point able to speak authoritatively on behalf of the company on all aspects of Contamination Prevention.
• A company which has its products toll-manufactured will provide available information to their best knowledge to enable the succeeding client of the toller to carry out appropriate risk assessments and to set limits for residual impurities.
5. Definitions/ Abbreviations/ Terminology
• A / F / H / I / N / PGR / R: Acaricide / Fungicide/ Herbicide/ Insecticide/ Nematicide / Plant Growth Regulator / Rodenticide
• ARIL, ACL, RIL and Release Limit: These terms are used by the different member companies and form the basis for the communication of the required cleaning level.
o ACL: Acceptable Concentration Level
o ARIL: Acceptable Residual Impurity Level
o RIL: Residual Impurity Level
• Cleaning Level: The concentration of the previous active ingredient(s), or any other extraneous substance(s), below which it will not cause any adverse biological, toxicological, or ecological effects or regulatory issues in the succeeding product.
• Client: A company contracting the production of a product with a toll manufacturer.
• Contamination in a product: A component, not defined in the product specification, at levels which will prejudice safety and efficacy or does not meet regulatory requirements.
• Manufacturing: Synthesis, and/or formulation, and/or packaging (filling, labeling etc.) and/ or repackaging.
• NOEL: No-Observable Effect Level: The highest rate in g active ingredient / ha at which the active ingredient has no observable effects on a given, tested species.
• Preceding / succeeding Client: Indicates the sequence in which the products of these clients are manufactured in the same equipment (applies equally to synthesis, formulation, packaging and repackaging).
Implementing Contamination Prevention, ed. 2 English (2008)
Page 86
Appendix A – IV
• Product: Intermediates, active ingredients, technical (manufacturing) concentrates, premixes of active ingredients, finished formulated products (either in bulk or in final sales pack).
• Residual Impurity: Traces [especially of active ingredient(s)] of the preceding product present in the succeeding product manufactured in the same production unit.
• Toller / Toll Manufacturer: A company making a product for its client on a contractual basis. The term “toller” is synonymous with contract manufacturer.
6. Responsibilities
The succeeding client is responsible:
• To define the cleaning level(s) of the active ingredients of preceding clients’ products in its own product to be manufactured at the toller.
• To specify whether the cleaning level must be achieved in the succeeding product or in the wash/flush material. In all cases, the finished product must meet the agreed cleaning level.
• To establish and agree on any other requirements, e.g. segregation, labeling and warehousing.
• To undertake detailed site audits and other due diligence activities (including the cleaning process and results) and support the toller where appropriate.
• To include these in an agreement with the toller.
• To use the information obtained from the preceding client exclusively for the purposes of Contamination Prevention.
• To inform the toller of any special risks (e.g. highly active herbicide) associated with the product being brought onto the toller’s site.
• To review and if necessary update existing contracts and/or agreements with tollers to include the best practices as outlined in this document.
The toller is responsible:
• To meet its client’s minimum standards with regards to Contamination Prevention as defined in Chapter 9.
• To tell the succeeding client who to contact at the preceding client.
• To clean the equipment to agreed cleaning levels and to document and retain records of cleaning levels achieved.
• To meet any other requirements of the succeeding client, e.g. segregation, labeling, simultaneous operations, information on other products handled on the site, and warehousing.
Implementing Contamination Prevention, ed. 2 English (2008)
Page 87
Appendix A – V
The preceding client is responsible:
• To provide the succeeding client whose product will be manufactured in the same equipment with any available information as requested in accordance with Chapter 7.
• To provide the toller with any available information as requested in accordance with Chapter 7.
Disclaimer
Regardless of the information provided, it is the sole responsibility of the succeeding client to determine the cleaning levels for the product(s) in question.
The resulting cleaning process and the demonstration of the cleaning result achieved, is the responsibility of the toller.
The preceding clients supplying the information to allow the risk assessment will in no case be responsible for any problem caused by their active ingredients in the products of the succeeding client; such responsibility solely belongs to the succeeding client. In cases where local legislation is stricter than these Guidelines, the legislation will take precedence.
7. Information Exchange
The toller must supply the following information to the succeeding client:
• The names of the active ingredients of the preceding product in any part of the line. If restricted by secrecy agreements, who to contact at the clients for those products. In case the toller has highly active herbicides in its portfolio, the succeeding client may require information when this product was in the equipment and which products were produced between the highly active herbicide and the client’s product.
• Configuration of the production unit in which the succeeding product will be synthesized, formulated and/or packaged. Establish whether this configuration is identical to the one used to manufacture the two preceding products.
• Information on the physical lay-out of the facility that could impact Contamination Prevention.
• Information about parallel operations with emphasis on the degree of segregation, common equipment (including ancillary equipment like tools, vacuum cleaners, fork lift trucks) and personnel.
• Any information related to changes in the production sequence relevant to Contamination Prevention.
The preceding client must supply to the succeeding client the following information if requested and available for the previous products:
• Confirm the active ingredients present in its product(s).
• Registered crops and pest spectrum of the preceding product.
• Method of application, e.g. post-emergence, pre-plant incorporated, seed treatment.

Implementing Contamination Prevention, ed. 2 English (2008)
Page 88
Appendix A – VI
• NOELs: method of calculation and determination of the NOEL (e.g. growth stage of crop at time of treatment, application method, spray volume) on the registered crops of the succeeding product.
• In the case of lack of NOEL information on the relevant crop(s), similar information on related crops.
• The minimum and maximum label rates.
• Classification of the product according to the EPA Pesticide Regulation Notice 96-8, based on the worst case scenario, i.e. if the product (irrespective of the formulation) is applied both as low and normal application rate herbicide, then it should be indicated that this is a low application rate herbicide.
• Samples of the product for tests to develop missing NOELs.
• In case of pre-commercial products, agreement on information exchange will have to be determined on a case by case basis.
The succeeding client must supply to the preceding clients the following information if requested:
• Registered crops.
• Method of application, e.g. post-emergence, pre-plant incorporated, seed treatment.
The preceding client must supply to the toller the following information if requested and available for the previous products:
• Analytical standards.
• Analytical methods to allow determination of the cleaning levels required by the succeeding client. In case it is possible to provide these methods, the toller is required to verify that these methods work in his laboratory.
• Cleaning methods. In case it is possible to provide these methods, the toller is required to verify that these cleaning methods are effective in his plant, equipment and configuration.
Disclaimer pertaining to information provided by preceding client:
All information provided by a preceding client on the biological characteristics, analytical methods for determining trace amounts, and cleaning methodology of its active ingredients should be reasonably accurate, but the preceding client will not be held liable or otherwise responsible for the sufficiency of such information or results of any assessment using this information. Such information is provided without any warranty or other representation, expressed or implied. Analytical methods are equipment and laboratory specific, whilst cleaning methods are site, configuration and equipment specific. Therefore, these methods are to be considered as guideline only.
It is understood that whenever information is exchanged between the preceding client, its toll manufacturer, and the succeeding client, this is done under confidential conditions. Individual partners will decide on the need for a separate secrecy agreement on a case by case basis.
Implementing Contamination Prevention, ed. 2 English (2008)
Page 89
Appendix A – VII
8. Establishing NOELs and calculating Cleaning Levels
• Consult the US EPA Pesticide regulation Notice 96-8 (See Appendix B). Products sold in the USA must conform to the values listed within this notice. These values may serve as guidance in other geographies at the company’s discretion. If biological data dictate that the cleaning level should be lower than the value indicated in the EPA Notice, the biological values should take precedence. (See example 1 / Appendix A-X). In the USA, in cases where the biological values clearly exceeds the values in EPA notice, the EPA notice takes precedence as shown in example 2, App. A – X.
• Calculation of cleaning levels:
Cleaning level in ppm = (106 x NOEL) / (SF x AR)
Definitions:
AR = Maximum application rate of the succeeding product in gram or ml of formulated product / ha NOEL = No observable effect level in gram active ingredient / ha SF = Safety Factor
• The NOEL used in the cleaning level calculation is based on the biological effects of the active ingredient(s) of the preceding product on the most sensitive crop on which the succeeding product is registered. In determining NOELs, all relevant information should be assessed and where possible, existing data from field trials or glass house tests should be used. When companies exchange the relevant information on their active ingredients, they need to provide details on how the NOEL was determined.
• The Safety Factors are the individual decision of the [succeeding] company. Safety factors typically range from 2 to 10.
9. Minimum Requirements for Toll Manufacturers
These items are to be incorporated in the agreement / contract between the client and the toller.
Details and additional requirements may be added by individual clients.
• Tollers must co-operate in a full technical audit for Contamination Prevention.
• Tollers must follow the requirements defined in Chapter 7: “Information Exchange”.
• Tollers must be able to trace materials and must retain all relevant records as defined by the client to enable traceability.
• Adequate analytical capability must be available to meet the client’s requirements regarding the cleaning levels. The analytical facilities are either in-house or at an agreed and approved location (contract laboratory or at the client’s analytical laboratory). In the case of involving a contract laboratory, the analytical data should be retained at the facilities of the toller.
• Written changeover procedures, including the clean-out procedures and a check-list to be followed as agreed with the client.
• Contamination Prevention training of existing personnel and newly recruited personnel (before being allowed to participate in the manufacturing process), and permanent records of the training.

Implementing Contamination Prevention, ed. 2 English (2008)
Page 90
Appendix A – VIII
• Segregation of simultaneous operations based on the outcome of the client’s risk assessment.
• Complete, permanent labeling of the facilities, all equipment (including ancillary equipment), raw material, ‘in-process’ and ‘finished’ product containers and waste containers in accordance with the client’s requirements.
• Well defined procedures based on the outcome of the risk assessment for the use of shared equipment (flexi hoses, pumps, tools, pallets etc.), e.g. restricted movement, labeling, traceability of the history of this equipment (previous products and cleaning level).
• No change in configuration of the manufacturing equipment without written notification to the succeeding client.
• No change in the manufacturing sequence without written notification to the succeeding client.
• No recycling of samples, i.e. samples cannot be returned in the process, without the approval of the client.
• No rework (blending, recycling) without the approval of the client. Client may insist on a written procedure for rework.
• Clear identification of finished product by minimum labeling (Batch/Lot number, product name) in case of packed product without its final label (e.g. country/ product label, transport label).
• Good housekeeping practices maintained consistently.
• During operations, re-use of containers (IBCs, ISOs, Big Bags) previously used for other products is prohibited, unless the client specifies differently.
• The retention time and storage conditions of retained samples specified by the client must be followed.
• The toller must appoint a person responsible for implementation of the Contamination Prevention Guidelines at the toller’s site.
10. Minimum Requirements for Clients (the Member Companies)
• The ECPA member companies, the clients, will provide a named Focal Point able to speak authoritatively on behalf of the company on all aspects of Contamination Prevention.
• The ECPA member companies will incorporate these Guidelines into their toll manufacturing contracts.

Implementing Contamination Prevention, ed. 2 English (2008)
Page 91
Appendix A – IX
11. Recommendations for Tolling Operations
• The ECPA member companies recommend that herbicides, especially highly-active herbicides, be separated from non-herbicides (A/ F/ I/ N/R) in simultaneous operations. The amount of segregation required is to be determined by each individual company based on the products involved and its own risk assessment.
• The ECPA member companies advise against campaigning herbicides, especially highly-active herbicides, in sequence in the same equipment with non-herbicides (A/ F/ I/ N/ R).
• The ECPA member companies recommend adequate risk assessments whenever highly-active herbicides are campaigned in sequence or produced simultaneously with normal rate herbicides.
Implementing Contamination Prevention, ed. 2 English (2008)
Page 92
Appendix A - X
Examples of Cleaning Level Calculations:
Example 1:
The changeover from metosulam to haloxyfop-P-methyl shows that the cleaning level resulting from the EPA guidelines does not automatically guarantee a sufficiently high safety margin to avoid a contamination incident.
Metosulam
• Highly active triazolopyrimidine sulphonanilide.
• Registered in cereals and maize (corn) for control of broad-leaved weeds.
• Highest registered application rate is 25 g a.i./ha.
Haloxyfop-P-methyl
• Formulation contains 108 g a.i./liter formulated product.
• Registered for post-emergence control of grass weeds in a wide range of broad-leaved crops including many vegetables.
• Maximum dose is 2.0 liter formulated product/ha.
Cleaning level derived from EPA guidelines:
• Category 7 applies: a low application rate herbicide in a low application rate herbicide.
• A cleaning level of 100 ppm is allowed.
• At the highest application rate of the following herbicide haloxyfop-P-methyl, this cleaning level could result in an application of 200 mg/ha metosulam.
Cleaning level based on foliar NOEL data:
• The crop most sensitive to metosulam that haloxyfop-P-methyl is registered on is oilseed rape (Canola™).
• Foliar NOEL of metosulam on oilseed rape is 0.002 g a.i./ha (2.0 mg a.i./ha)
• The cleaning level is (106 x 0.002) / (10 x 2,000) = 0.1 mg/liter (0.1 ppm or 100 ppb)
Conclusion:
The cleaning level based on the EPA guideline would allow an application rate of metosulam to be
100-fold above the NOEL of metosulam on the most sensitive crop – clearly an insufficient
biological safety margin.
The cleaning level based on the foliar NOEL of metosulam does not give this problem.
Implementing Contamination Prevention, ed. 2 English (2008)
Page 93
Appendix A – XI
Example 2:
The changeover from cyhalofop-butyl to haloxyfop-P-methyl illustrates that the biologically
defendable cleaning level could in some cases be considerably higher than the level permitted by EPA.
This will be irrelevant in the USA, where the EPA Pesticide Regulation Notice 96-8 must be
implemented. In other areas, however, this is of importance and manufacturers may for this reason
prefer to use biology based cleaning levels as it could result in a reduction of cleaning time and the
amount of contaminated waste produced without significantly affecting the safety margin.
Cyhalofop-butyl
• 200 g a.i./liter
• Highly selective in broad-leafed crops.
• Registered in rice for post-emergence control of grass weeds.
• Highest registered application rate is 200 g a.i./ha.
Haloxyfop-P-methyl
• Formulation contains 108 g a.i./liter formulated product.
• Registered for post-emergence control of grass weeds in a wide range of broad-leaved crops including many vegetables.
• Maximum dose is 2.0 liter formulated product/ha.
Cleaning level derived from EPA guidelines:
• Category 7 applies: a low application rate herbicide in a low application rate herbicide.
• A cleaning level of 100 ppm is allowed
• At the highest application rate of the following herbicide haloxyfop-P-methyl, this cleaning level could result in an application of 200 mg/ha cyhalofop-butyl (0.2 g a.i./ha).
Cleaning level based on foliar NOEL data:
• The crop most sensitive to cyhalofop-butyl that haloxyfop-P-methyl is registered on is soybean
• Foliar NOEL of cyhalofop-butyl on soybean and oilseed rape is greater (>) 400 g a.i./ha
• The cleaning level is (106 x 400) / (10 x 2,000) = 20,000 mg/litre (20,000 ppm).
• For regulatory reasons, a cleaning level must never be allowed to exceed 1,000 ppm.
Conclusion:
The cleaning level for this product changeover based on the EPA guideline could necessitate the level of cyhalofop-butyl in haloxyfop-P-methyl to be 200-fold below the NOEL on the most sensitive crop.
Taking regulatory criteria into account, the cleaning level based on the foliar NOEL is still 10-fold higher than the cleaning level based on the EPA guidelines.
Implementing Contamination Prevention, ed. 2 English (2008)
Page 94
Appendix B-1
Appendix B – Pesticide Regulation Notice (PR) 96-8
Pesticide Regulation (PR) Notice 96-8 October 31, 1996
PESTICIDE REGULATION (PR) NOTICE 96-8
NOTICE TO MANUFACTURERS, FORMULATORS, PRODUCERS AND REGISTRANTS OF PESTICIDE PRODUCTS
ATTENTION: Persons Responsible for Registration of Pesticide Products
SUBJECT: Toxicologically Significant Levels of Pesticide Active Ingredients
This notice sets out the Environmental Protection Agency’s (EPA’s) interpretation of the term “toxicologically significant” as it applies to contaminants in pesticide products that are also pesticide active ingredients. This notice provides risk-based concentration levels of such contaminants that will generally be considered toxicologically significant. These concentrations are defined according to the type of pesticide that is contaminated and the pesticide category of the contaminant. As provided by regulation, registrants must report to EPA contamination exceeding toxicologically significant levels. This Notice sets out procedures for reporting such contamination.
The following contamination scenarios are excluded from this notice:
(1) rodenticides as a contaminant and/or as the contaminated product;
(2) microbial and biochemical pesticides that are manufactured in fermentors and that are contaminated by active microbial pesticide ingredients; and
(3) plant-pesticides that are contaminated with other active plant-pesticide ingredients.
EPA would like to clarify that the Agency’s previous position on toxicologically significant levels of impurities that are also AIs would apply to pesticides that are exempt from this notice. In other words, any level of a contaminant in these three exempted categories would be considered potentially toxicologically significant and must be reported to EPA.
I. BACKGROUND
EPA requires all impurities of toxicological significance to be reported and accepted as part of product registration (40 CFR 158.167). EPA also requires that registrants propose upper certified limits for toxicologically significant impurities in technical grade active ingredients or products produced by an integrated system (40 CFR 158.175), and may require upper certified limits for other impurities.
Implementing Contamination Prevention, ed. 2 English (2008)
Page 95
Appendix B – II
At the time EPA promulgated these regulations it did not set quantitative criteria for determining whether an impurity is toxicologically significant. Rather, EPA has taken the position that any level of an active ingredient that is an impurity or contaminant in another product is potentially toxicologically significant and must be reported to the Agency. Failure to report such an impurity is a violation of FIFRA section 12(a)(1)(C) (composition of the product differs from that registered with the Agency).
The Agency did make clear at the time it promulgated its current reporting regulations that its interpretation of the term toxicologically significant could be subject to further refinement to the extent new information on impurities was available to the Agency. Based on the analysis conducted during the development of this notice, the Agency has now determined that for certain pesticides (see section IV below) it can establish generally applicable quantitative criteria for determining the toxicological significance of contaminants that are also active ingredients. For this reason, EPA is today further refining its interpretation of the term “toxicologically significant.”
In Section IV of this notice, EPA is setting risk-based levels at which active ingredients that are contaminants will generally be considered “toxicologically significant.” For the purposes of this notice, a contaminant is defined as an active ingredient that is not accurately listed on the product’s confidential statement of formula or listed in the discussion of impurities. This notice addresses only impurities that are also active ingredients; EPA’s position on other impurities has not changed.
Additionally, nothing in this notice changes the conditions outlined in the Bulk Pesticides Enforcement Policy (Bulk Policy) dated July 11, 1977 and amended on March 4, 1991. The Bulk Policy is an important part of applying the 40 CFR Part 158 standards to bulk pesticides at repackaging/refilling establishments (often retail dealers). Specifically, EPA’s position that both parties (the registrant and the repackager) are accountable for the integrity of the product as set out in the Bulk Policy remains the same.
II. OBJECTIVES
EPA determined that this interpretation on cross contamination should:
• Recognize that cross contamination is a reality, and that not all cross contamination is problematical;
• Set a clear standard that can be readily applied by EPA/States and the regulated industry alike;
• Ensure that allowable cross contamination does not pose unreasonable adverse effects;
• Minimize the paperwork burden for EPA and registrants;
• Maintain accountability for the product from the registrant to the end user; and
• Not preclude marketplace/private solutions to correct problems that do arise.

Implementing Contamination Prevention, ed. 2 English (2008)
Page 96
Appendix B – III
III. APPROACH
EPA decided that a risk-based approach would most likely meet these objectives. EPA considered the risks for several endpoints, including human health, adulterated food, contamination of ground water, and ecological effects to determine which endpoints would be most sensitive to cross contamination and what levels of cross contamination could be tolerated and remain generally protective of human health and the environment. For each endpoint, an analysis was done to evaluate a reasonable worst case scenario or a range of potential scenarios to see if an overall, generally protective contaminant concentration could be determined. EPA grouped contaminants and pesticides into different categories (see the table in section IV) to yield a scheme of toxicologically significant concentrations.
The following end points were considered. In most cases phytotoxicity to the target plants is the most sensitive endpoint and, therefore, the limiting factor in determining toxicological significance.
Human health effects: Because cross contamination caused by a specific AI is most likely an intermittent event, short-term exposure is most likely. Therefore, EPA focused on the potential risks to individuals who would be handling contaminated products. The analyses of these human health risks show that acute risks to humans at the cross contamination levels allowed by this interpretation are negligible. Although intermittent contamination is the most likely scenario for cross contamination, it is possible that the same AI contaminant would be present in a particular pesticide product over a long period of time. EPA analyses indicate that chronic exposure to cross contamination is unlikely to present an unreasonable risk to human health.
EPA also considered contamination in pesticides applied to the human body (e.g. insect repellents) and concluded that the risks from cross contamination at the level set in this notice for these pesticides are negligible.
Adulterated food: Theoretically, a contaminant could cause residues in food or feed for which no tolerance has been established or that are in excess of an established tolerance. In this case, that food or feed would be adulterated under the Federal Food, Drug, and Cosmetic Act. EPA’s analysis indicates that this is a highly unlikely occurrence. Moreover, because cross contamination with a specific AI occurs intermittently and at low levels, EPA believes that potential exposure to and dietary risk from residues of unreported contaminants under this notice would be negligible.
Ground water: The possibility of the contamination of ground water was raised as a potential concern in locations with sandy soils and shallow aquifers. The Florida Department of Agriculture and Consumer Services (DACS) conducted a preliminary ground water modeling exercise using a number of conservative assumptions regarding leachability, pesticide half-life, and product application rate. EPA accepts the Florida DACS conclusion that, while contamination of ground water is possible, it is of minimal concern because pesticide AIs as contaminants at the levels allowed by this notice are unlikely to move to ground water in concentrations that would pose significant risk to human health.
Ecological effects/ phytotoxicity: Based on a preliminary review of potential ecological effects from cross contamination (e.g. risks to birds, aquatic organisms, and plants), EPA believes that plant toxicity, or phytotoxicity, is the most sensitive endpoint given the relatively low concentrations of contaminants being considered. EPA believes that phytotoxicity damage poses the greatest potential for ecological harm. EPA’s phytotoxicity analyses focus on the direct application of the contaminated product to terrestrial plants because this scenario represents a higher level of exposure than other exposure pathways, such as runoff and off-target drift.
Implementing Contamination Prevention, ed. 2 English (2008)
Page 97
Appendix B – IV EPA conducted several risk analyses based upon phytotoxicity as the end point of concern to determine the appropriate toxicologically significant levels. These analyses are presented in a technical support document (See section VII on how to obtain more information).
Rationale for not including certain microbial and biochemical pesticides and plant-pesticides: Many microbial and certain biochemical pesticides are manufactured in fermentors. A likely source of contamination of these pesticide products arises when a fermentor is used also for the production of a different microbial pesticide active ingredient. Quantitative criteria are not appropriate for determining whether active microbial pesticide ingredients are contaminants of ‘toxicological significance’. This is because microorganisms can multiply in the environment, and especially in association with target pest hosts. The criteria of from 20 ppm to 1000 ppm as “toxicologically significant levels” (Section IV) when applied to a microbial pesticide active ingredient could allow for the presence of thousands to millions of contaminating micro organisms per gram or milliliter of pesticide product. It cannot be assumed that such levels of contamination are of insignificant toxicity, especially to non-target organisms.
EPA is in the process of developing policy for regulatory oversight of plant-pesticides, including defining the scope of oversight. Therefore, any determination of whether the quantitative criteria for toxicological significance apply to plant pesticides should be made once the plant-pesticide rule is finalized. Where applicants/registrants voluntarily submit plant-pesticides for EPA regulation, the reporting as discussed in Section V of this Notice will remain applicable unless otherwise changed by regulation.
IV. TOXICOLOGICALLY SIGNIFICANT LEVELS OF CONTAMINATION
The following table defines the levels of contaminants that EPA generally considers to be toxicologically significant. Specifically, the presence of a contaminant at a concentration greater than the concentration specified in the table will generally be considered toxicologically significant. Each contaminant should be considered individually.
The toxicologically significant levels apply to all registered products that are sold or distributed, regardless of whether the container is non-refillable (i.e., “packaged product”) or refillable (i.e., “bulk product.”) The toxicologically significant levels do not apply to products that are not sold or distributed, such as tank mixtures in an end user’s application equipment.
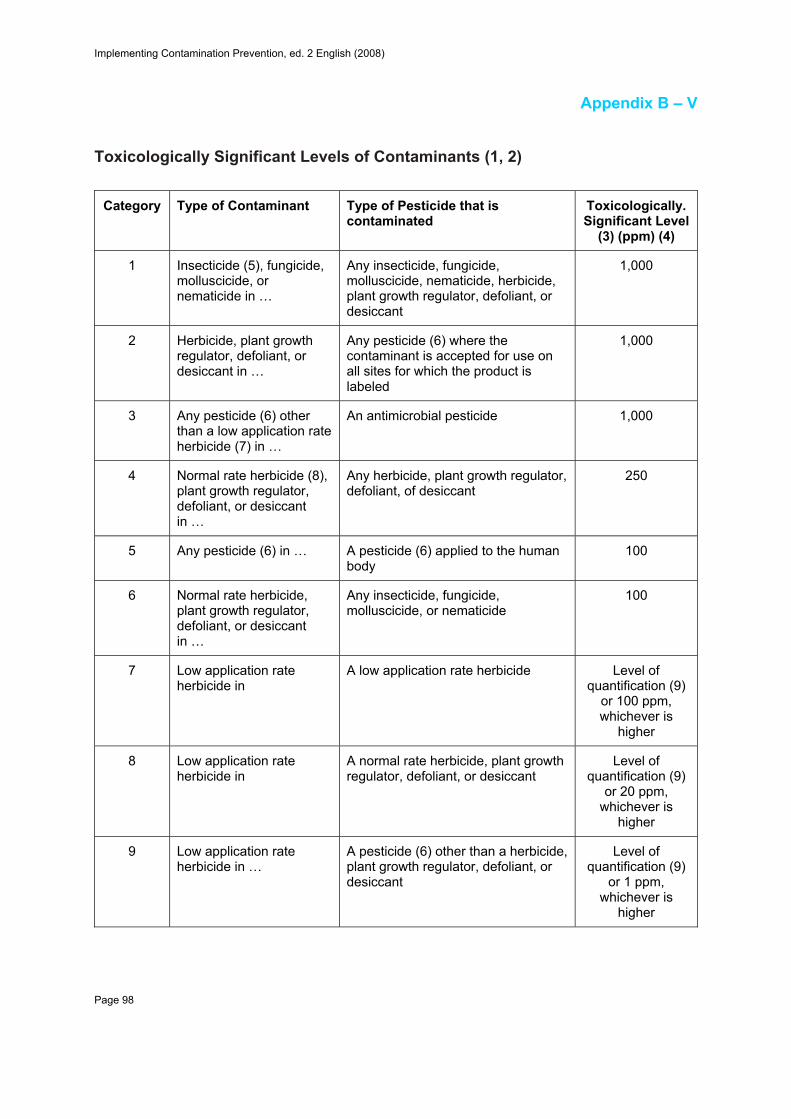
Implementing Contamination Prevention, ed. 2 English (2008)
Page 98
Appendix B – V
Toxicologically Significant Levels of Contaminants (1, 2)
Category Type of Contaminant Type of Pesticide that is contaminated
Toxicologically.Significant Level
(3) (ppm) (4)
1 Insecticide (5), fungicide, molluscicide, or nematicide in …
Any insecticide, fungicide, molluscicide, nematicide, herbicide, plant growth regulator, defoliant, or desiccant
1,000
2 Herbicide, plant growth regulator, defoliant, or desiccant in …
Any pesticide (6) where the contaminant is accepted for use on all sites for which the product is labeled
1,000
3 Any pesticide (6) other than a low application rate herbicide (7) in …
An antimicrobial pesticide 1,000
4 Normal rate herbicide (8), plant growth regulator, defoliant, or desiccant in …
Any herbicide, plant growth regulator, defoliant, of desiccant
250
5 Any pesticide (6) in … A pesticide (6) applied to the human body
100
6 Normal rate herbicide, plant growth regulator, defoliant, or desiccant in …
Any insecticide, fungicide, molluscicide, or nematicide
100
7 Low application rate herbicide in
A low application rate herbicide Level of quantification (9)
or 100 ppm, whichever is
higher
8 Low application rate herbicide in
A normal rate herbicide, plant growth regulator, defoliant, or desiccant
Level of quantification (9)
or 20 ppm, whichever is
higher
9 Low application rate herbicide in …
A pesticide (6) other than a herbicide, plant growth regulator, defoliant, or desiccant
Level of quantification (9)
or 1 ppm, whichever is
higher
Implementing Contamination Prevention, ed. 2 English (2008)
Page 99
Appendix B – VI
Notes:
(1) For the purposes of this notice, a contaminant is defined as an AI that is not on the product’s confidential statement of formula or listed in the discussion of impurities.
(2) The following contamination scenarios are excluded from this notice:
a) rodenticides as a contaminant and/or as the contaminated product;
b) microbial and biochemical pesticides that are manufactured in fermentors and that are contaminated by active microbial pesticide ingredients; and
c) plant-pesticides that are contaminated with other active plant-pesticide ingredients. EPA would like to clarify that the Agency’s previous position on toxicologically significant levels of impurities that are also AIs would apply pesticides that are exempt from this notice. In other words, any level of a contaminant in these three exempted scenarios would be considered potentially toxicologically significant and would have to be reported to EPA.
(3) This column presents the toxicologically significant level, i.e., the concentration at or above which EPA would consider the contaminant to be toxicologically significant.
(4) The concentration is determined in ppm based on the ratio of the weight of the contaminant to the weight of the formulated product.
(5) The FIFRA definition of insect includes mites and other arthropods that are not classified by scientific nomenclature as “insects.” See FIFRA section 2(o).
(6) The phrases “any pesticide” and “a pesticide” do not include the pesticides that are specifically exempt from this notice as described in note #2 above.
(7) For the purposes of this notice, a low application rate herbicide is defined as a herbicide with a maximum labeled application rate of AI less than or equal to 0.5 pounds AI/acre. This definition is intended to include products with AIs that are amino acid inhibitors or ALS inhibitors, including but not limited to the sulfonylureas, imidazolinones, and triazolopyrimidines.
(8) For the purposes of this notice, a normal rate herbicide is defined as a herbicide with a maximum labeled application rate of AI greater than 0.5 pounds AI/acre.
(9) For purposes of this notice, the level of quantification is the level of quantification achievable by EPA or its designated representative (State Lead Agency) using an analytical method suitable for enforcement purposes at the time the analysis is performed.
Implementing Contamination Prevention, ed. 2 English (2008)
Page 100
Appendix B – VII
For categories 7, 8 and 9, the level of quantification is included in the table because EPA does not currently have analytical methods to detect and quantify these AIs in other products at concentrations as low as 100 ppm for category 7 (or lower for categories 8 and 9). EPA does not want to set a standard it cannot enforce. Conversely, EPA does not want to set a standard that constantly changes over time as analytical methods are continuously refined. Therefore, the standard of category 7 is the level of quantification until the point in time when the quantification limit drops below 100 ppm. The standard would then be 100 ppm, which is the limit based on toxicological significance. For purposes of this notice, the level of quantification is the level of quantification achievable by EPA or its designated representative (State Lead Agency) using an analytical method suitable for enforcement purposes at the time the analysis is performed.
In selecting the levels in the table, EPA attempted to strike a reasonable balance between greater protectiveness and cost/burden considerations. If future experience indicates that these values are not sufficiently protective, the Agency may find it appropriate to modify these levels of toxicological significance.
EPA believes the values in the table are generally protective in most contaminant/ product combinations. Because it is impracticable to consider every potential contaminant/ product permutation, however, adverse effects could occur when contamination is present below the concentrations in the table.
The Agency recognizes that these standards will not prevent all possible adverse effects from occurring; this is not a zero risk standard. For example, EPA is aware of a situation where a normal rate herbicide contaminated an insecticide at levels below 100 ppm (as set out in Category 6) and plant damage occurred. The Agency will continue to deal with such situations using other regulatory tools including section 6(a)(2) of FIFRA.
Accordingly, this notice does not excuse applicants or registrants from the requirement to submit to EPA factual information regarding unreasonable adverse effects of a pesticide under section 6(a)(2) of FIFRA and EPA regulations at 40 CFR 152.50(f)(3). If an applicant or registrant possesses factual information not previously reported to EPA indicating that a contaminant in a product may pose risk to human health or the environment in concentrations lower than those specified in the above table, that information must be submitted to EPA. Failure to submit such information on a timely basis is a violation of sections 12(a)(2)(B)(ii) and 12(a)(2)(N) of FIFRA. In addition, the distribution or sale of any product containing an unreported contaminant that exceeds the levels identified in this notice is a violation of section 12(a)(1)(C) (composition differs) of FIFRA.

Implementing Contamination Prevention, ed. 2 English (2008)
Page 101
Appendix B – VIII
V. WHAT REGISTRANTS MUST DO
A. CONTAMINANT LEVEL EQUAL TO OR GREATER THAN THETOXICOLOGICALLY SIGNIFICANT LEVEL
If an applicant or registrant knows or has reason to believe that a contaminant that EPA would consider toxicologically significant (i.e. an AI at a concentration equal to or greater than the appropriate level in the table) may be present, s/he must then include an expanded discussion of the possible formation of the impurity and the amounts at which it might be present in accordance with 40 CFR 158.167(c). EPA would then make a regulatory decision on whether to approve the registration or amendment to allow the sale and distribution of the product under FIFRA. Sale or distribution of a pesticide, which equals or exceeds the toxicologically significant level prior to EPA approval of the registration amendment, would be a violation. Reporting would be required regardless of where the contamination would be expected to occur in the production and distribution processes. As noted in the preamble to the regulations at 40 CFR 158.167, formulators utilizing registered materials are not required to seek information on the identity or level of impurities in the registered technical products they purchase. The Agency realizes that such information may not be made known to the formulator.
To submit an expanded discussion in accordance with 40 CFR 158.167(c), an applicant or registrant must provide EPA with
(1) the identity of the contaminant and
(2) the concentration at which it might be present.
The information should be sent to EPA as follows.
For US Postal Service submissions:
Document Processing Desk (PM Team #) Office of Pesticide Programs (7504C) U.S. Environmental Protection Agency 401 M Street, S.W. Washington, D.C. 20460-0001
For courier deliveries:
Document Processing Desk (PM Team #) Office of Pesticide Programs (7504C) U.S. Environmental Protection Agency Room 266A, Crystal Mall 2 1921 Jefferson Davis Highway Arlington, VA 22202-4501
Implementing Contamination Prevention, ed. 2 English (2008)
Page 102
Appendix B – IX
B. CONTAMINANT LEVEL LESS THAN THE TOXICOLOGICALLY SIGNIFICANT LEVEL
If an applicant or registrant knows or has reason to believe that a contaminant may be present at a concentration that is less than the toxicologically significant level, s/he is not required to report this information to EPA. Please note that if a product is distributed or sold with levels of contamination that are equal to or exceed the toxicologically significant level, the product is in violation of FIFRA, irrespective of the registrant’s knowledge.
However, adverse effects could still occur below the “toxicologically significant” concentrations set out in this notice. Registrants are reminded that they are responsible for reporting any adverse effects under FIFRA section 6(a)(2). Specifically, if an applicant or registrant possesses factual information not previously reported to EPA indicating that a contaminant in a product may pose risk to human health or the environment in concentrations lower than those specified in the above table, that information must be submitted to EPA. Failure to submit such information on a timely basis is a violation of sections 12(a)(2)(B)(ii) and 12(a)(2)(N) of FIFRA.
This notice is not intended to relieve registrants from liability that may exist under State law resulting from damage caused by contaminants.
As noted above, this notice is intended to inform registrants of the interpretation of the term “toxicologically significant” that the Agency intends to apply in implementing the provisions of 40 CFR Part 158. It is not intended, nor can it be relied upon, to create any rights enforceable by any party on litigation with the United States. EPA officials may act at variance with the guidance when circumstances indicate that a contaminant is of toxicological significance at levels different from those set forth in this notice.
EPA will take any regulatory action necessary to ensure that the levels of contamination in a product do not cause unreasonable adverse effects to human health or the environment.
VI. EFFECTIVE DATE
This notice is effective immediately.
VII. FURTHER INFORMATION
The public comments received on the proposed interpretation, the comment summary and response document, and the technical support document for this notice are available in the public docket under document number “OPP-00424.” The public docket is located at: Public Docket and Freedom of Information Section, Field Operations Division, Office of Pesticide Programs, U.S. Environmental Protection Agency (7506C), Room 1132, Crystal Mall #2, 1921 Jefferson Davis Highway, Arlington, Virginia, 22202.

Implementing Contamination Prevention, ed. 2 English (2008)
Page 103
All rights reserved. No part of this book may be reproduced, stored in a database or retrieval system, or published, in any form or in any way, electronically, mechanically, by print, photoprint, microfilm or any other means without prior written permission from the publisher.
© Copyright ECPA 2008, Brussels, Belgium
ECPA Avenue E. Van Nieuwenhuyse 6 B-1160 Brussels, Belgium
Tel: Fax:
+ 32 2 663 15 50 + 32 2 663 15 60
E-mail: [email protected] Internet: http://www.ecpa.be
CropLife International Avenue Louise 143 B-1050 Brussels, Belgium
Tel: Fax:
+ 32 2 542 04 10 + 32 2 542 04 19
E-mail: [email protected] Internet: http://www.croplife.org