eco brass general properties - california metal-x plating and joining. 7/10/07 page 4. diehl. metal....
TRANSCRIPT

7/10/07 Page 1
Chase BrassPartners With
®
&
CMX

7/10/07 Page 2
Green Dot™ and ECO BRASS® is a lead-free brass alloy developed by Sambo Copper Alloy Company. The alloy has superior performance and properties compared to existing silicon brasses or leaded yellow brasses.
Chase Brass has the exclusive license for the distribution and production of Green Dot™ and ECO BRASS® in North America including the United States, Canada and Mexico. It markets the products under the brand names Green Dot™ for rod products and ECO BRASS ® for ingot products. Chase Brass is proud to announce that we have chosen California Metal-X along with Ingot Metal Company to be the sole manufacturers licensed to produce ECO BRASS ®
ingot in the North America.
Sambo Copper “ECO BRASS ®” - a new alloy for the 21st Century
®&

7/10/07 Page 3
Industry Issues:Lead legislation
Dezincification resistance
Stress corrosion cracking resistance
Strength characteristics
• Cost
• Global availability
• Growth of copper alloys through
improved performance
®&
• Machinability / productivity
• Forgeability
• Castability
• Plating and joining

7/10/07 Page 4
DIEHLMETAL DOWA
NIPPON
OHKI
INGOTMETAL
KAIMEI
CMXCHASE BRASS
®
Eco Brass global families

7/10/07 Page 5
Examples of Green Dot and ECO BRASS machined parts, forgings and castings.
®&

7/10/07 Page 6
Drinking water applications – rod, forgings and castings
Fire protection devices
Forgings or castings for ball valves (no-lead and stainless applications)
Forgings for shower valve
Water meter body castings
Automotive parts: lead-free requirements
European electrical/electronic parts: lead-free requirements
Substitute for free-machining stainless steel in general applications
Potential uses:
®
&
7/10/07 Page 7
Product Comparison
GREEN DOT™ Rod Properties
®

7/10/07 Page 8
Green Dot™ provides good machinability without lead by substituting silicon.
ALLOYCopper
(%)Lead(%)
Silicon(%)
Phos.(%)
Zinc(%)
C36000 (Blue Dot™)ASTM B16
61.560.0 - 63.0
2.72.5 - 3.7
- - 35
C37000 (Low lead)ASTM B124
59.559.0 – 62.0
1.20.8 – 1.5
- - 39
C37700 (Forging alloy)ASTM B124
58.558.0 - 61.0
1.81.5 - 2.5
- - 39
C69300 (Green Dot™)ASTM B371, B124, B283
75.073.0 – 77.0
-0.09 max.
3.02.7 – 3.5
0.090.03 – 0.16
21
Rod Alloys
®
7/10/07 Page 9
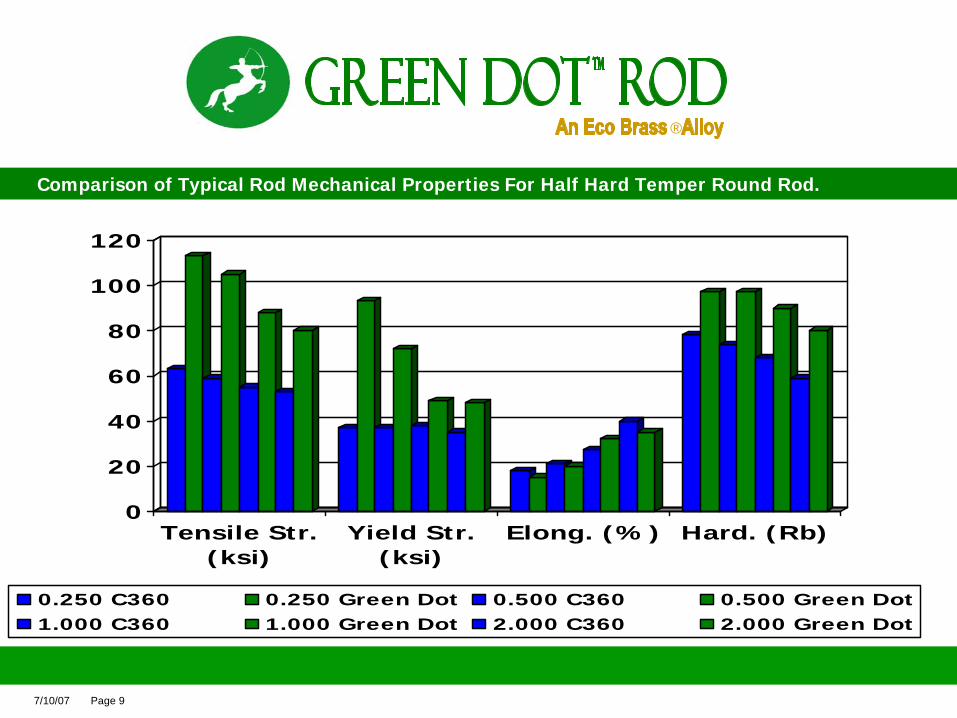
Comparison of Typical Rod Mechanical Properties For Half Hard Temper Round Rod.
®
0
20
40
60
80
100
120
Tensile Str.(ksi)
Yield Str.(ksi)
Elong. (%) Hard. (Rb)
0.250 C360 0.250 Green Dot 0.500 C360 0.500 Green Dot1.000 C360 1.000 Green Dot 2.000 C360 2.000 Green Dot
7/10/07 Page 10
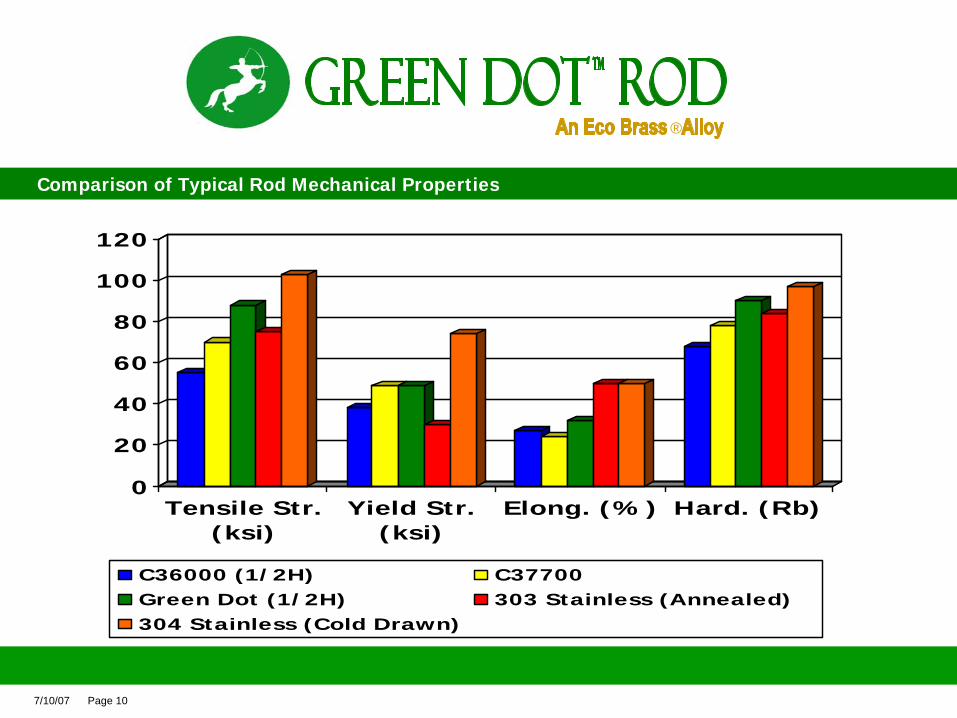
Comparison of Typical Rod Mechanical Properties
®
0
20
40
60
80
100
120
Tensile Str.(ksi)
Yield Str.(ksi)
Elong. (%) Hard. (Rb)
C36000 (1/2H) C37700Green Dot (1/2H) 303 Stainless (Annealed)304 Stainless (Cold Drawn)

7/10/07 Page 11
Product Comparison
GREEN DOT™ for Forging Applications
®

7/10/07 Page 12
Hot Compression Test ResultsForging Temperature (from left). 1060F, 1150F, 1275F, 1380F, 1500F
Forgeability of Green Dot™ is rated at 95% of C37700 while forging tensile strength is about 20% higher.
C69300 Green Dot™ C37700
®

7/10/07 Page 13
0
7
15
22
980 1160 1340 1520Temperature (F)
Forg
ing
Pres
sure
(ks
i)
Green Dot™
C37700
Forging pressures for Green Dot™ are similar to C37700 forging alloy.
®

7/10/07 Page 14
Forgeability of the Green Dot water meter cap is 95% of C37700
®
Forgeability DataProduction volume: 1,650,000
Forgeability rating: 95 – 100%
Forging cracks: Fewer than C377
Forging pressure: Higher than C377
Productivity: ~ 95 %
Forging tool life: No change from C377
Slugging tool life: Sharpen every 20,000 slugs
Slugging productivity: 12 per minute vs. 17 for C377 (1.575” rod)

7/10/07 Page 15
Machinability of the Green Dot water meter cap is 90 - 95% of C37700
®
Machinability DataProduction volume: 1,650,000
Machinablility rating: 90 – 95%
ID Turning parameters: 1500 rpm, 0.005”/rev
Tool regrinding: 2,000 forgings
Tool life: 70% of C377

7/10/07 Page 16
Product Comparison
ECO BRASS® Casting Alloys

7/10/07 Page 17
ECO BRASS® casting alloy chemistry is the same as for rod.
ALLOYCopper
(%)Lead(%)
Silicon(%)
Tin(%)
Phos.(%)
Zinc(%)
C83600 85.0 5.0 - 5.0 - 5.0
C84400 81.0 7.0 - 3.0 9.0
C87500 82 - 4.0 - - 14.0
C89520 0.9% Se, 1.9% Bi 86.0 - - 5.5
C89833 0.75% Ni, 2.2% Bi * 89.0 - - 5.0 - 3.0
C92200 88.0 1.5 - 6.0 - 4.5
C87850ASTM B30, B584, B806
76.074.0-78.0
-0.09 max.
3.02.7-3.4
-0.30
0.120.05-0.20
20Rem.
* C83600 version

7/10/07 Page 18
Comparison of Typical Sand Cast Mechanical Properties – Leaded and Lead-Free Alloys
020406080
100120
Tensile(ksi)
Yield (ksi)Elong. (%) Hard.(BHN)
ECO BRASS vs. Leaded Alloys
C83600 C84400 C92200 ECO BRASS
020406080
100120
Tensile(ksi)
Yield (ksi) Elong.(%)
Hard.(BHN)
ECO BRASS vs. Lead Free Alloys
C89520 C89833 ECO BRASS

7/10/07 Page 19
ECO BRASS and Silicon Brass Typical Mechanical Properties
0
50
100
150
Tensile(ksi)
Yield (ksi) Elong.(%)
Hard.(BHN)
ECO BRASS vs. C875 Silicon Brass Sand Cast Properties
C87500 ECO BRASS
0
50
100
150
Tensile(ksi)
Yield (ksi) Elong.(%)
Hard.(BHN)
Sand Cast and Permanent Mold Cast ECO BRASS
Sand Cast Permanent Mold
7/10/07 Page 20
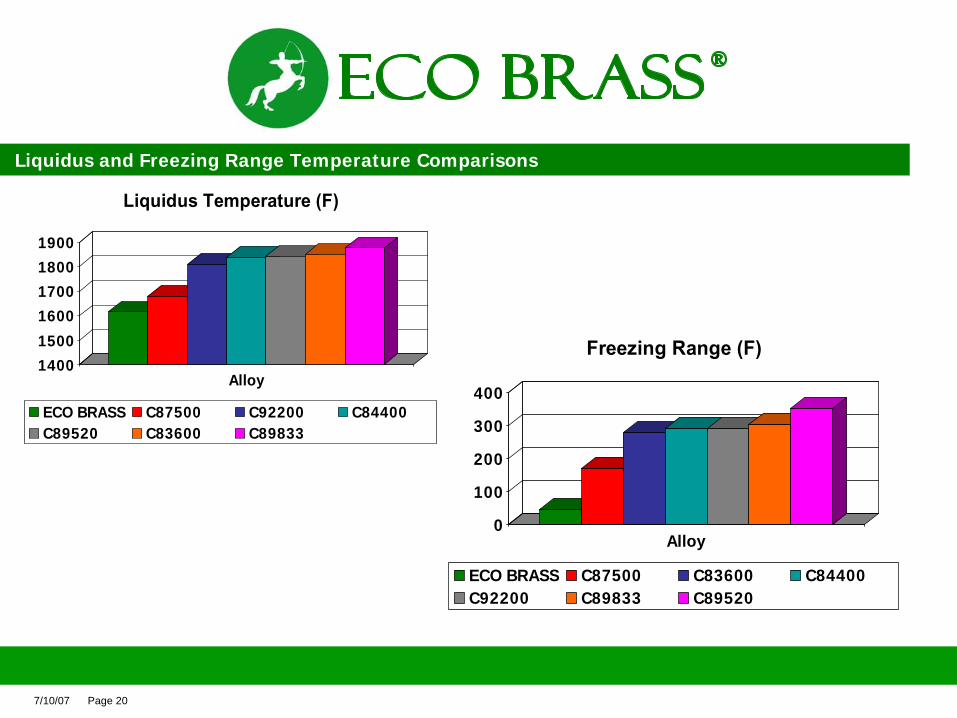
Liquidus and Freezing Range Temperature Comparisons
14001500
1600170018001900
Alloy
Liquidus Temperature (F)
ECO BRASS C87500 C92200 C84400C89520 C83600 C89833
0
100
200
300
400
Alloy
Freezing Range (F)
ECO BRASS C87500 C83600 C84400C92200 C89833 C89520

7/10/07 Page 21
The microstructure of cast ECO BRASS® vs. C83600.
ECO BRASS® C83600

7/10/07 Page 22
FOUNDRY PROPERTY SIMILAR TO:
Permanent Mold Casting Leaded Yellow Brasses
Dross Formation C87800
Fluidity -
Fuming C83600
Shrinkage and Cracking Short Freezing Range Alloys
Shrinkage Allowance C84400 (3/16” per foot)
General Comments on ECO BRASS® Casting Behavior.

7/10/07 Page 23
Samples of ECO BRASS castings
Low Pressure Permanent Mold Casting Green Sand Casting
Since 2000, over five million ECO BRASS water meter bodies have been cast and put into service in Japan. No leaking or corrosion defects have been experienced.
7/10/07 Page 24
Chase Brass & Copper Co. Inc signed sub-license agreements with California Metal-X of Los Angeles, CA and Ingot Metal Company of Toronto to produce and sell ECO BRASS Ingots for the North American marketplace.
CMX has been a manufacturer of brass and bronze ingots for over 25 years. They have a monthly capacity of over 4+ million pounds producing over 30 alloys including silicon brasses.
7/10/07 Page 25
Machinability Information
®&

7/10/07 Page 26
The microstructure of Green Dot™ results in excellent machinability and surface finish.
ά
Green Dot™
Rod (C69300) Blue Dot™
Rod (C36000)
ά Lead
100X
400X
100X
400X
κ+γ
®&

7/10/07 Page 27
C69300 Green Dot™ ROD C69400 Silicon Red Brass
ά
The C69400 microstructure is from the Copper Dev. Assoc. Website.
Nominal Composition of Sample:
Cu 80.0-83.0, Si 3.4-5.4, Zn 12.0-13.0, Fe 0.20, Pb 0.30
Approximate magnification of both micrographs is 400X
The multiple phases in Green Dot™ result in higher machinability (70-80%) than conventional silicon brass (30%)
κ+γ
ά
®&

7/10/07 Page 28
Green Dot™ Rod Free-Cutting Brass 60 Cu – 40 Zn
The kappa and gamma phases in the alpha matrix create small, Type 1 chips, similar to lead in C36000.
®&

7/10/07 Page 29
Machinability of Green Dot™ is 70-80% of C36000 (1)
(1) Plunge tests: AISI T15 high speed steel, 5% Cimperial 1070 cutting fluid; drill test: high speed steel, straight oil.
0
20
40
60
80
100
Mac
hina
bilit
y (%
)
C36000 Green Dot
CDA Published ValueTechSolve C360 Standard Machining Test ParametersTechSolve - Sambo Recommended Machining Parameters
®&

7/10/07 Page 30
Cutting Force, Drilling Force and Surface Finish – Relative Values. (1)
(1) Based on data from Sambo. Relative values calculated using best value as denominator.
®
01234567
Ran
king
(1=
Bes
t)
C36000 GREENDOT™
303 SS
Turning - Main Force Turning - Feed ForceDrilling - Torque Drilling – Thrust ForceMachined Surface Roughness
Machining Parameters
Turning – 1575 ipm; 0.004 ipr; 0.039” cut depth
Drilling – 0.138” dia.; 0.007 ipr; 1250 rpm
Surface Finish – 4330 ipm for brasses; 1970 ipm for 303;

7/10/07 Page 31
Compared to 303 stainless steel, Green Dot requires 60 – 70% less force to turn.
®
Turning Cut into 2.000"RD Rod -1138 RPM, 0.050" Cut
0
200
400
600
800
1000
0.0045 ipr 0.007 ipr 0.012 ipr
Forc
e (N
ewto
ns)
Green Dot 303 Stainless Steel C360
0.125" Plunge Cut into 2.000"RD Rod - 1556 RPM
0100200300400500600700800900
1000
0.003 ipr 0.0045 ipr 0.007 ipr
Forc
e (N
ewto
ns)
Green Dot 303 Stainless C360
Coolant: Blasocut 40NF
Top rake: 18º: lead angle: +2º; side clearance 5º
Insert: Manchester Tool MTC-PT (M43 with TiAlN coating)
7/10/07 Page 32
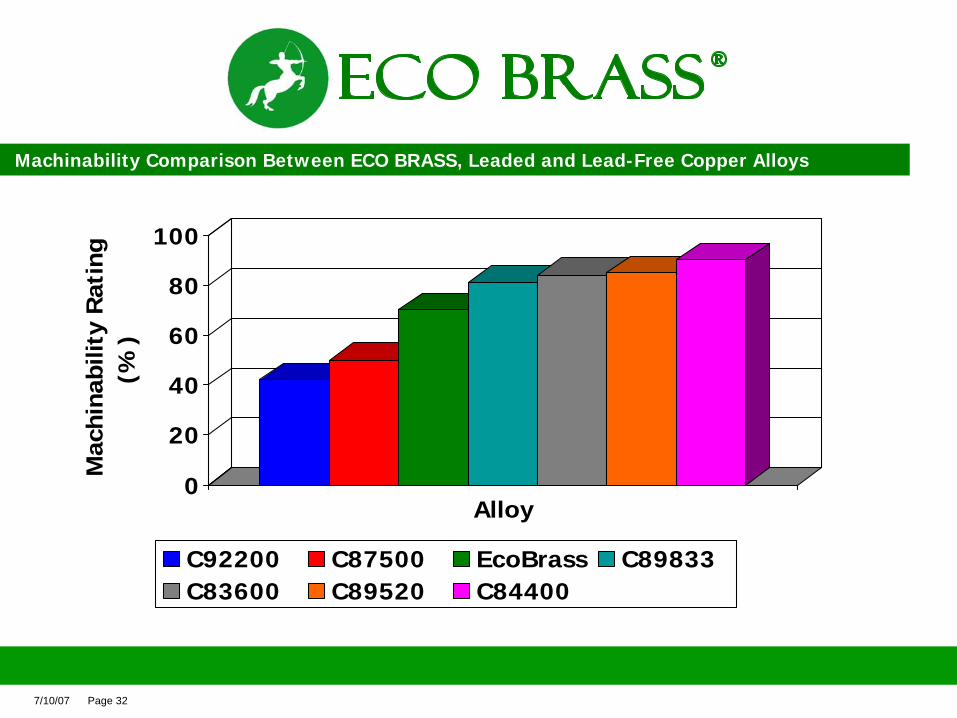
Machinability Comparison Between ECO BRASS, Leaded and Lead-Free Copper Alloys
0
20
40
60
80
100
Mac
hina
bilit
y R
atin
g(%
)
Alloy
C92200 C87500 EcoBrass C89833C83600 C89520 C84400

7/10/07 Page 33
The CuZnSi particles which improve machinability do not cause warm brittleness cracking
Impact Strength as a Function of Temperature
0
50
100
150
200
250
300
350
20 150 200 250 300 350 400Temperature (C)
Impa
ct S
tren
gth
(J/c
m2)
E B i h 0 01%Pb C36000 60C 38Z 2Bi
®&
Impact Strength as a Function of Temperature
050
100150200250300350
20 150 200 250 300 350 400Temperature (C)
Impa
ct S
tren
gth
(J/
cm2)
EcoBrass with 0.01%Pb C36000 60Cu-38Zn-2Bi

7/10/07 Page 34
Corrosion Resistance
®&

7/10/07 Page 35
Corrosion depth after ISO6509
dezincification test(12.7 g/l CuCl2.2H2 O for
24 hrs. at 167F).
Maximum corrosion depth of C360 and C377 = 0.04" (1.0mm) while Green Dot™ is almost zero.
C69300 Green Dot™
C36000
This type of performance applies to
rod, forgings and castings.
Phosphorus and lower zinc levels in Green Dot™ give it measurably superior resistance to dezincification.
®&

7/10/07 Page 36
Comparison of ISO 6509 test results shows ECO BRASS excellent dezincification resistance.
1000
900
170
120
20 20 15 5
900
800
100
70
5 5 5 5
0
100
200
300
400
500
600
700
800
900
1000
Maximum Corrosion Average Corrosion
C36000 C37700 Eco Brass w/o PC87500 Green Dot Rod Green Dot ForgingEco Brass Casting C83600
®
Cross-hatched bars indicates dezincification occurred. Solid bars indicate there was general corrosion only.
Cor
rosi
on D
epth
(μm
)

7/10/07 Page 37
Silicon, low zinc, high strength levels: These give Green Dot™ high stress corrosion cracking resistance.
JIS A Test: (Japanese Industrial Standard)NH4 OH (11.8% min.), 2 hrs., 68F; 1500 kgf torque
CES A Test: (Communication Equipment Standard - Japan) NH4 Cl + NaOH (pH 10), 72 hrs., 68F; 1500 kgf torque
Mattsson Test: (ASTM G37-1998) (NH4 SO4 + CuSO4 -5H2 O + NH4 OH), no minimum time, 68F, 1500 kgf torque
®&
512580
288
512
580
290
4 32 4 472
40
100200300400500600
Hou
rs to
App
eara
nce
of
Cra
cks
Green DotHex Rod
Green DotForging
C360 HexRod
C377 HexRod
Results of Stress Corrosion Cracking Tests
JIS A Test CES A Test Mattsson Test
No cracks
7/10/07 Page 38
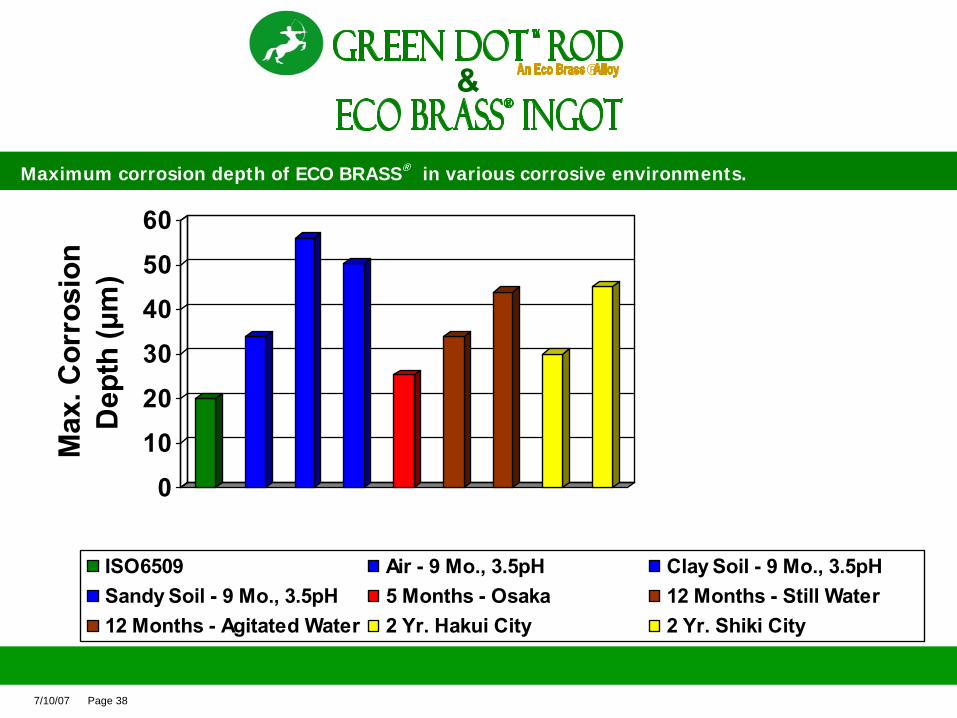
Maximum corrosion depth of ECO BRASS® in various corrosive environments.
0
10
20
30
40
50
60
Max
. Cor
rosi
onD
epth
(μm
)
ISO6509 Air - 9 Mo., 3.5pH Clay Soil - 9 Mo., 3.5pHSandy Soil - 9 Mo., 3.5pH 5 Months - Osaka 12 Months - Still Water12 Months - Agitated Water 2 Yr. Hakui City 2 Yr. Shiki City
®&

7/10/07 Page 39
Corrosion rates in hydrochloric and sulfuric acids.
®&

7/10/07 Page 40
Joining and Plating
®&

7/10/07 Page 41
Resin fluxes and solder pastes containing chlorine compounds are required for the best solderability.
SOLDER TYPE
97 Sn – 3 Sb
95 Sn – 5 Sb
Bridgit SolderSn – 5 Sb – 3 Cu – 0.2 Ni
®&

7/10/07 Page 42
Brazing tests proved that Green Dot and ECO BRASS can be brazed using commercial brazing alloys
BRAZING ALLOY TYPE American Welding Society Designation
30% Cu – 28% Zn - 40% Ag – 2% Sn
(AWS A5.8, Class BAg-28)
Cu – 5%P – 15% Ag (AWS A5.8, Class BCuP-5)
Cu – 7%P – 6% Ag (1) (AWS A5.8, Class BCuP-4)
Cu – 6%P – 5% Ag (2) (AWS A5.8, Class BCuP-3)
Cu – 6%P – 2% Ag (2) (AWS A5.8, Class BCuP-6)
(1) Most popular in the faucet industry
(2) Produced braze with C11000 tube that had the same breaking force as with C36000
®&

7/10/07 Page 43
Polishing, buffing and plating characteristics of this alloy are excellent
Green Dot machined parts & forgings and ECO BRASS castings have been:
1) Polished and buffed
2) Chrome or nickel plated
3) Teflon coated
Pre-cleaning: acid or caustic systems work well.
A copper strike helps pass more stringent corrosion tests, e.g. 96 hour CASS (ASTM B368-97) but is not required for cosmetic plating
®&

7/10/07 Page 44
Never mix Green Dot™ or ECO BRASS® scrap with leaded brass alloys.
Precautionary Statement1. Green Dot™ and ECO BRASS® uses silicon instead of lead to attain good
machinability and excellent mechanical and physical properties.
2. Because of its silicon content, Green Dot™ and ECO BRASS® scrap must never be mixed with leaded brass scrap because of contamination and safety problems. If silicon is found in leaded brass scrap, the load will be immediately rejected and will jeopardize the total scrap stream.
3. To highlight its difference from leaded brass rod, a special, green tag will be attached to every bundle of Green Dot™ and ECO BRASS® with a precautionary statement, disposal and recycling information.
4. We are in the process of establishing sources which will buy your Green Dot™ and ECO BRASS ® scrap.
®&