other ferro alwys fundmentals … ferro alwys fundmentals carbothermal reduction high-silicon ......
TRANSCRIPT

OTHER FERRO ALWYS FUNDMENTALS
CARBOTHERMAL REDUCTION HIGH-SILICON OF IRONSTONE ORE
1Samane Maroufi, 2George Ciezki, 3Merete Tangstad, 4Sharif Jahanshahiand, 10leg Ostrovski
1School of Materials Science and Engineering, the University of New South Wales, Sydney, NSW 2052, Australia
2Tasmanian Electro Metallurgical Company, PO Box 164, George Town, TAS 7253, Australia 3Department of Materials Science and Engineering, Norwegian University of Science and
Technology, Trondheim, N0-7491, Norway 4CSIRO Minerals Down Under Flagship, Bayview Avenue, Clayton, VIC 3168, Australia
ABSTRACT
The paper examines carbothermal reduction of iron and silicon oxides in ironstone ore which can be a valuable source of iron and silicon in production of ferrosilicon and silicomanganese.
The original ore was provided as a crushed ore and a lumpy ore. Crushed ironstone ore contained higher Fe103 concentration (40.6 wt%) and lower Si01 content (44.3 wt%) compared to the lumpy one (21.2 wt°AI Fe203, 68.9 wt% SiOi). Phases detected by XRD and SEM/EDS analyses included hematite and quartz. Reduction of ironstone ore by graphite was examined at the temperature range l 400°C to 1600°C in CO atmosphere. The ore was mixed with graphite with 30% carbon excess relative to stoichiometric amount needed for complete reduction of iron and silicon oxides. Original ore and samples after reduction were subjected to XRD and SEM/EDS analyses. Oxygen in the reduced sample was analysed by LECO.
XRD analysis of both ironstone ores reduced at 1400°C identtfied the presence of quartz, cristobalite and metallic iron. Reduction of iron oxides was close to completion. With increasing temperature to l 500°C, Fe3Si was formed; quartz and cristobalite were also present in the reduced sample, while no Fe was detected by both XRD and SEMIEDS analyses. The crushed ore reduced at 1600°C, contained Fe5Si3, Fe3Si, Fe1Si, SiC and cristobalite; the same phases except Fe5Si3 were also characterised from XRD pattern of the lumpy ore reduced at this tempertaure. Extent of silica reduction increased with increasing temperature.
KEY WORDS: Carbothermal reduction, high-silicon ironstone, iron and silicon oxides, reduction extent.
1. INTRODUCTION
Tasmanian (Australia) ironstone ore is rich in iron and silicon. Currently, this ore is not utilised, although it can be a valuable source of iron and silicon in production of silicomanganese, ferrosilicon and other alloys. A standard silicomanganese alloy contains 67-70 wt% manganese, 16-19 wt% silicon, 8-12 wt°/o iron and 1.5-2 wt% carbon. It is produced from different charge mixes of manganese ore, ferromanganese slag, quartzite, iron ore and fluxes (dolomite or calcite). Metal may also be present in the feed materials, either as entrapped droplets in ferromanganese slag or scrap such as silicon alloys.
In production of silicomanganese, iron oxides are reduced by carbon monoxide of the furnace gas atmosphere in the solid state, while manganese and silicon oxides are reduced from molten slag. In the industrial production of SiMn, reduction temperature is in the range 1600-1650°C. Excavation of a silicomanganese furnace [1] has revealed the presence of quartz in the reaction zone, which is an indication that the quartz dissolution into the slag is slow and can be the rate limiting stage. Concentration of Si02 in the final SiMn slag formed in an industrial SiMn furnace at
The thirteenth International Ferroalloys Congress Efficient technologies in ferroalloy industry
705
June 9 - 13, 2013 Almaty, Kazakhstan
OTHER FERRO ALLOYS FUNDMENTALS
1600-1650°C is in the range 35-45 wt% [1] while the Si02 concentration in the Si02-saturated slag at this temperature is above 65 wt%. This difference is also evidence that dissolution of quartz into the slag is far from equilibrium [2].
In production of silicomanganse and other alloys, charge materials of different origin exhibit different behavior upon heating and reacting with carbon which have a large influence on the technology and efficiency of the production [3].
This paper investigates carbothermal reduction of ironstone ore in CO in the temperature range 1400 -1600°C.
2. EXPERIMENTAL
Ironstone ores of two types were studied which are referred to as crushed ore and lumpy ore; these ores have different chemical compositions which are given in table 1.
Table 1: Chemical composition of ironstone ores
Ore Chemical composition, wt%
Fe203 Si02 Ah03 Mn304 K20 MgO Crushed ironstone 40.6 44.3 4.21 1.30 0.81 0.46 Lumpy ironstone 21.4 68.9 3.20 0.63 1.01 0.35
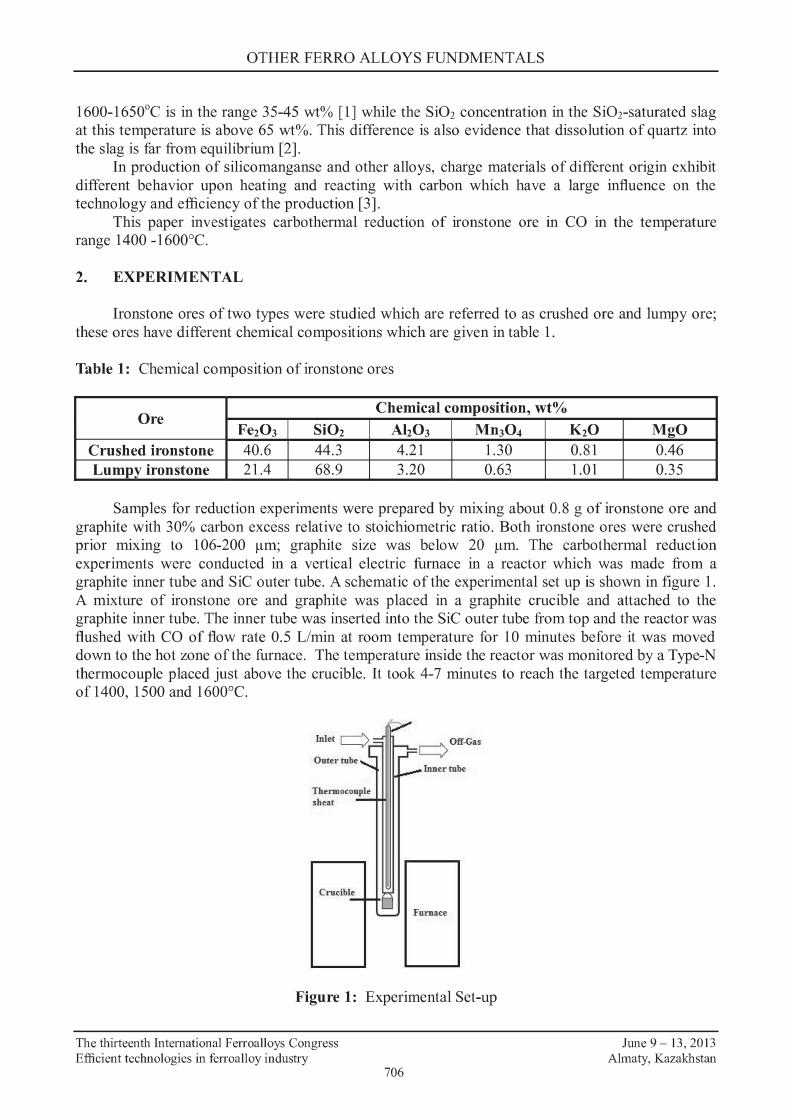
Samples for reduction experiments were prepared by mixing about 0.8 g of ironstone ore and graphite with 30% carbon excess relative to stoichiometric ratio. Both ironstone ores were crushed prior mixing to 106-200 µm; graphite size was below 20 µm. The carbothermal reduction experiments were conducted in a vertical electric furnace in a reactor which was made from a graphite inner tube and SiC outer tube. A schematic of the experimental set up is shown in figure 1. A mixture of ironstone ore and graphite was placed in a graphite crucible and attached to the graphite inner tube. The inner tube was inserted into the SiC outer tube from top and the reactor was flushed with CO of flow rate 0.5 L/min at room temperature for 10 minutes before it was moved down to the hot zone of the furnace. The temperature inside the reactor was monitored by a Type-N thermocouple placed just above the crucible. It took 4-7 minutes to reach the targeted temperature of 1400, 1500 and 1600°C.
Thermocouple sheat
Q Off-Gas
Inner tube
Furnace
Figure 1: Experimental Set-up
The thirteenth International Ferroalloys Congress Efficient technologies in ferroalloy industry
706
June 9 - 13, 2013 Almaty, Kazakhstan

OTHER FERRO ALWYS FUNDMENTALS
After pre-determined reaction time, the reactor was moved out of the hot zone and cooled down. The reduced sample was subjected to XRD, SEM-EDS and LECO analysis. XRD analysis was done using MP diffractometer ( 45KW, 40 mA), with step scans from 20 to 900 29, a step interval of 0.02 and 58 s count time per step. The XRD patterns were analysed qualitatively using X'Pert HighScore Plus software. SEM analysis was done using a Hitachi S-3400 SEM fitted with an Oxford Isis energy dispersive X-ray analyser (EDS) which enabled a quantitative and semi quantitative chemical analysis at different points and areas within the sample. Samples for electron microscope analysis were prepared by hot mounting in bakelite resin mounts, using struers mounting press. The mounted specimens were then polished on grinding papers for specific period of time; followed by polishing on 3 µm, 1 µm diamond pads. Finally samples were coated with carbon.
The oxygen content of the reduced samples was determined using a LECO TC-600 Oxygen analyser (LECO Corporation, St. Joseph, USA) based on a basic combustion method. A sample (approximately 0.5 g) was loaded into a high-purity graphite crucible and fused at temperatures up to 3000°C in an inert gas. The oxygen in the sample reacted with carbon forming carbon monoxide. Oxygen content in the form of CO or C02 was measured using in:frared detection. A reference material for calibration was tungsten oxide which is used for high level of oxygen in a sample (up to 20.5 wt%).
For carbon measurement, a LECO CN TruSpec Analyser was used. A sample in a tin capsule was burned at 950°C with pure oxygen. Carbon in the sample was converted to carbon dioxide which concentration in the combustion gas was measured by infrared absorption.
3. EXPERIMENTAL RESULTS
The weight loss in carbothermal reduction of ironstone ores at temperatures of 1400, 1500 and 1600°C is presented in figures 2 and 3, respectively. Theoretical weight loss which corresponds to complete reduction of iron and silicon oxides is also shown in these figures.
60
,-..SO ::R '-'40 .. .. .3 30 ... '§;20 ·c:; ~ 10
0
0
____ !!.i~~~eEE~-~·~1!1!!~~~f ~~Qt-::.~~o~
• • • • • • • • • • • ~ .... • • + 1400' C Theoretical weight loss, F ~03 A 1500'C
e 1600' C
10 20 30 Time (min)
40
Figure 2: Weight loss in carbothermal reduction of crushed ironstone ore
60
50 ..-.. ~ 40 .._, .. ~ 30
...J ';: 20 bL "" 10 ~
0 0
• • •
• + 1400'C A 1500'C e 1600'C
• Theoretical weight loss. Fe20 3
w w w ~ ~ 60 m w ~ Time (min)
Figure 3: Weight loss in carbothermal reduction of lumpy ironstone ore
Extent of reduction was calculated based on the oxygen content of the reduced sample using LECO analysis. The extent of reduction was calculated as a fraction of oxygen removed from iron, silicon and manganese oxides, while Ah03 and MgO were considered as unreducible.
Oxygen and carbon concentrations in samples after 30-min reaction at 1400..1600°C are presented in table 2.
The extents of carbothermal reduction of crushed and lumpy ironstone ores in CO atmosphere at 1400, 1500 and 1600°C are shown in figures 4 and 5. The reaction started with fast reduction of
The thirteenth International Ferroalloys Congress Efficient technologies in ferroalloy industry
707
June 9 - 13, 2013 Almaty, Kazakhstan

OTHER FERRO ALWYS FUNDMENTALS
iron oxides, which was completed in the process of heating a sample to the targeted temperature. Reduction of silica at 1400°C was slow and of low extent. The extent and rate of reduction increased with increasing temperature.
Table 2: Oxygen and carbon concentration in reduced samples
Ironstone Ore T, °C Carbon, wt. % OxYl!:en, wt% 1400 30.7
Crushed ore 1500 34.4 1600 28.2 1400 35.4
Lumpy ore 1500 36.8 1600 33.2
100
• • '? 80 • = :i ._, • • • ~ 60 •• A A A A ., ..; 40 :> .1. 1400'C CL:
20 • 1500 ' C
• 1600 ' C o ,.
0 10 20 30 40 50
Time (min)
Figure 4: Extent of carbothermal reduction of crushed ore at 1400-1600 °C in a CO atmosphere
21.0 16.4 7.3
26.5 24.8 11.1
80 • • • lso •• • = •• • • 0 •• • • • : 4-0 -... ::I
" 1400'C -= ~ 20 e 1500'C
• 1600'C
0
0 10 20 30 40 so Time (min)
Figure 5: Extent of carbothermal reduction of lumpy ore at 1400-1600°C in a CO atmosphere
In the process of the reduction of ironstone ores with carbon, SiO was formed by the following reaction:
(Si02)+C=SiO+CO (1)
SiO was removed from the system with flowing gas. Fraction of silicon in the form of SiO can be calculated from data on the weight loss and carbon involved into the reduction process, which was determined from the LECO analysis. Calculated fractions of silicon removed from ores were quite scattered; average data are presented in table 3. In the reduction of ironstone ore at 1500°C, about 29 and 13 % of initial silicon was removed from crushed and lumpy ores, respectively. Less silicon was removed with flowing gas in reduction at 1400 and 1600°C.
Table 3: Average fraction of silicon removed from the sample due to SiO evolution
Ironstone Ore T, °C 1400
Crushed ore 1500 1600 1400
Lumpy ore 1500 1600
The thirteenth International Ferroalloys Congress Efficient technologies in ferroalloy industry
708
Aver92e fraction of removed silicon 0.08 0.29 0.18 0.07 0.13 0.03
June 9 - 13, 2013 Almaty, Kazakhstan

OTHER FERRO ALWYS FUNDMENTALS
4. ANALYSIS OF REDUCED SAMPLES
Samples of ironstone ore subjected to carbothermal reduction at 1400-1600°C for varied time were analysed by XRD, SEM/EDS and EPMA.
XRD spectra of ironstone ore reduced at 1400°C for 2-30 min identified the presence of quartz, metallic iron, cristobalite and excess graphite. XRD spectra of samples reduced at 1500°C, contained Fe3Si peaks while no Fe was detected. XRD spectra also included peaks for quartz, cristobalite and graphite. Iron silicides Fe5Si3, Fe3Si, Fe2Si and silicon carbide SiC were found in the sample of crushed ore reduced at 1600°C (figure 6). XRD spectra also contained graphite and traces of cristobalite. Intensity of critobolite peaks in samples reduced for 20-30 min was very weak. XRD spectra oflumpy ore reduced at 1600°C did not include Fe5Sh peaks (figure 7).
D Iron Silicide (FesSi3)
• Iron Silicide (Fe1Si) + Cristobalite (SiCh) a Iron Silicide (feiSi) C Graphite C
c SiC • l SiC • a SiC • •
D + c • SiC 30min • .. .... l l --c SiC •
l SiC • a SiC • SiC lOmin • D + c l • • - ..l . •
c SiC • 1 SiC A D SiC • SiC lOmin • + a_ + c • • . .
c • + SiC SiC • a SiC • SiC Smin •
I D + c • • • .. . . ~-
c • SiC . D • ,, . • c • DUD + SiC D ! SiC • SiC • •
0 30 40 50 60 70 80 90 Position [ 2Tbeta]
Figure 6: XRD spectra of crushed ore reduced in CO at 1600°C
SEM/EDS analysis of crushed and lumpy ironstone ores reduced at 1400°C demonstrated that metallic iron contained dissolved silicon. SEM/EDS analysis also detected the oxide phase, which was analysed using EPMA.
S. DISCUSSION
Carbothermal reduction of ironstone ore in CO at 1400-1600°C started with fast reduction of iron oxides. Silica was reduced to the liquid Fe-Si solution, which also contained carbon and manganese. Iron silicides were formed in the process of the alloy solidification.
In the reduction of ironstone ore at 1400-1500°C, liquid metal and slag were formed which coexisted with unreduced silica (quartz and cristobalite) and excess graphite. Silica in ironstone ore reduced at 1600°C was distributed between liquid metal, silicon carbide and slag. Extent of silica
The thirteenth International Ferroalloys Congress Efficient technologies in ferroalloy industry
709
June 9 - 13, 2013 Almaty, Kazakhstan

OTHER FERRO ALWYS FUNDMENTALS
reduction can be assessed using data on the extent of the ore reduction (figures 4 and 5) and chemical composition of the ore (table 1), presuming complete reduction of iron and manganese oxides. Extents of ore reduction after 30 min reaction and calculated extents of silica reduction from crushed and lumpy ores at 1400-1600°C are presented in table 4.
. Iron Silicide (Fe.Si) + Cristobalite (SiO,)
• Iron Silicide (FezSi) SiC c Graphite C
c
• SiC
• SiC • • SiC 70 min : + . + c •
• SiC SiC + • SiC • c • SO min ~ . + . + • SiC • • • SiC • SiC c 30 min . + . .
• SiC SiC • SiC • + • 20 min • • c . • • SiC • • • SiC 10 min • • SiC + c • •
• • . SiC • SiC Smin • • SiC + c . . • • • SiC • z miD • • SiC + c • SiC •
20 30 40 so 60 70 80 90 Position [:?Theta]
Figure 7: XRD spectra of lumpy ore reduced in CO at 1600°C
Table 4: Extent of carbothermal reduction of ironstone ore and silica in CO at 1400-1600°C after 30 min reaction
Ironstone Ore T, °C Extent of ore reduction, % Extent of Si02 reduction, % 1400 56 33
Crushed ore 1500 69 53 1600 88 82 1400 44 34
Lumpy ore 1500 50 41 1600 84 81
Silicon was distributed between liquid metai slag, quartz, cristobalite, silicon carbide and gas phase.
An amount of the slag phase can be assessed using data on slag composition, assuming that all alumina of the ore was reported to the slag. It follows from EPMA analysis that average aluminium concentration in slag formed in reduction of crushed and lumpy ores at 1600°C was 9.16 wt% and 7.62 wt% respectively. Using these figures, a mass of the slag phase formed in the reduction of 100 gore, was found to be 16 gin the reduction of crushed ore and 15 gin the reduction of lumpy ore, while the amount of unreduced silica in crushed and lumpy ores was assessed 7 g and 20 g respectively. This means that all unreduced silica in crushed ore reported to the slag phase while in the reduction of lumpy ore it was partitioned between slag and cristobalite or quartz. This conclusion is supported by results of XRD analysis of samples reduced at 1600°C; only traces of cristobalite were detected in reduced crushed ore while cristobalite peaks were rather strong in XRD
The thirteenth International Ferroalloys Congress Efficient technologies in ferroalloy industry
710
June 9 - 13, 2013 Almaty, Kazakhstan

OTHER FERRO ALWYS FUNDMENTALS
spectra of lumpy ore. Reduction of silica to a metal solution and to silicon carbide can be presented by reactions (2) and (3) correspondingly [5].
(Si02)+ 2C=[Si]+ 2CO
(Si02)+3C=SiC+2CO
AG0 = 677662-347I' (J)
AG0 = 604679-3391' (J)
(2)
(3)
Reaction (3) under standard conditions is at equilibrium at l 5 l 2°C. This means that at equilibrium at 1600°C pure silica is expected to be totally converted to silicon carbide. SiC was a major phase in samples reduced at 1600°C but was not detected in samples reduced at 1400°C and l 500°C; however, samples reduced at 1600°C also contained cristobalite, which means that equilibrium was not reached, particularly in reduction oflumpy ore.
Equilibrium constant for reaction (2) is given by the following equation:
Under given experimental conditions, silica, carbon and CO are in their standard states. This means that silicon activity in the metal phase in reaction (2) is defined only by temperature.
Silicon activity in the metal solution in equilibrium with SiC can be calculated using the equilibrium constant for the reaction:
SiC=[Si]+C (4)
Activity of silicon in metal and equilibrium composition of metal solution formed in reduction of ironstone ore in CO at 1400-1600°C calculated using FACTSage (Version 6.3 with database established in work [4]) are given in table 5.
Table S: Calculated silicon activity and composition of liquid metal solution formed in reduction of ironstone ore in CO at l 400-1600°C using FACTSage
Ore Temperature, Silicon Fe, wt% Si, wt% C,wt% Mn, wt% oc activity
Crushed 1400 8.23x10-4 89.0 5.17 3.22 2.63 ore 1500 l.49x10·Z 80.4 16.7 0.78 2.08
1600 3.92x10·Z 77.6 20.1 0.77 1.53 Lumpy ore 1400 8.23x10-4 89.4 5.14 3.22 2.22
1500 l.49x10·Z 80.8 16.8 0.77 1.63 1600 3.92x10-z 78.0 20.2 0.76 1.03
• Standard state for Si is pure solid at 1400°C and pure liquid at l 500°C and 1600°C
Concentration of silicon in the liquid alloy increased with increasing reduction temperature. Upon solidification, iron silicide FesSh and Fe3Si were formed which were identified by XRD and SEM/EDS analyses. Silicon in ironstone reduced at 1600°C was predominantly in the form ofSiC.
6. CO NCLUSION
Carbothermal reduction of ironstone ores m CO gas atmosphere was examined at
The thirteenth International Ferroalloys Congress Efficient technologies in ferroalloy industry
711
June 9 - 13, 2013 Almaty, Kazakhstan

OTHER FERRO ALWYS FUNDMENTALS
temperatures of 1400, 1500 and 160C>°C. The reduction started with fast reduction of iron oxides which was close to completion at all temperatures studied in this paper.
The extent of carbothermal reduction of crushed ore was defined as 56.6% at 1400°C, 69.4 at l 50C>°C and 88.1 % at 16000C. The degree of reduction of the lumpy ore was 44.6% at 1400°C, 50.2% at 1500°C and 84.2% at 1600°C. In the process of reduction of ironstone ores, some silicon was removed from the system as SiO.
Ironstone ores reduced at 1400°C contained quartz, metallic iron and cristobalite. With increasing temperature to 1500°C, Fe3Si was formed; quartz and cristobollite were also found in the reduced sample. With further increasing temperature to 1600°C, cristobalite, iron silicides and SiC were observed from XRD analysis of the reduced sample.
The extent of silica reduction in crushed ore was 33% at 1400°C, 53% at 1500°C and 82% at 1600°C. The extent of silica reduction in lumpy ore reached 34% at 1400°C, 41 % at 1500°C and 81 % at 1600°C.
7. ACKNOWLEDGEMENT
This project was financially supported by Tasmanian Electrometallurgical Company and Australian Research Council (ARC Linkage Project LP120100672).
8. REFERENCES
[1] Olsen, S., Tangstad, M., Lindstad, T., Production of Manganese Ferroalloys, Tapir, Trondheim, 2007.
[2] Ostrovski, 0., Swinbourne, D., Slags in Production of Manganese Alloys, IX International Conference on Molten Slags, Fluxes and Salts (Molten2012), Beijing, China, 27-30 May 2012, Paper No. W061 CD ROM Proceeding of 9th Int. Conf. Molten, Slags, Fluxes and Salts.
[3] Sorensen, B., Gaal. S., Tangstad, M., Ringdalen, E., Kononov, R., Ostrovsk~ 0., Phase Compositions of Manganese Ores and Their Change in the Process of Calcination, Int. J. Mineral Processing, 2010, 94 (3-4), 101-110.
[ 4] Tang, K., Olsen, S., Computer Simulation of Equilibrium Relations in Manganese Ferroalloy Production, Metallurgical and Materials Transactions B, 2006, 37B(4), p. 599-606.
[5] Turkdogan, E.T., Physical Chemistry of High Temperature Technology, New Yor~ Academic Press, 1980.
The thirteenth International Ferroalloys Congress Efficient technologies in ferroalloy industry
712
June 9 - 13, 2013 Almaty, Kazakhstan