organização industrial - utfpr
TRANSCRIPT
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ
Organização IndustrialOrganizaOrganizaçção Industrialão Industrial
Ano: 2007 Prof. Jefferson

CAPACIDADE E BALACEAMENTO DE LINHAS
Organização Industrial
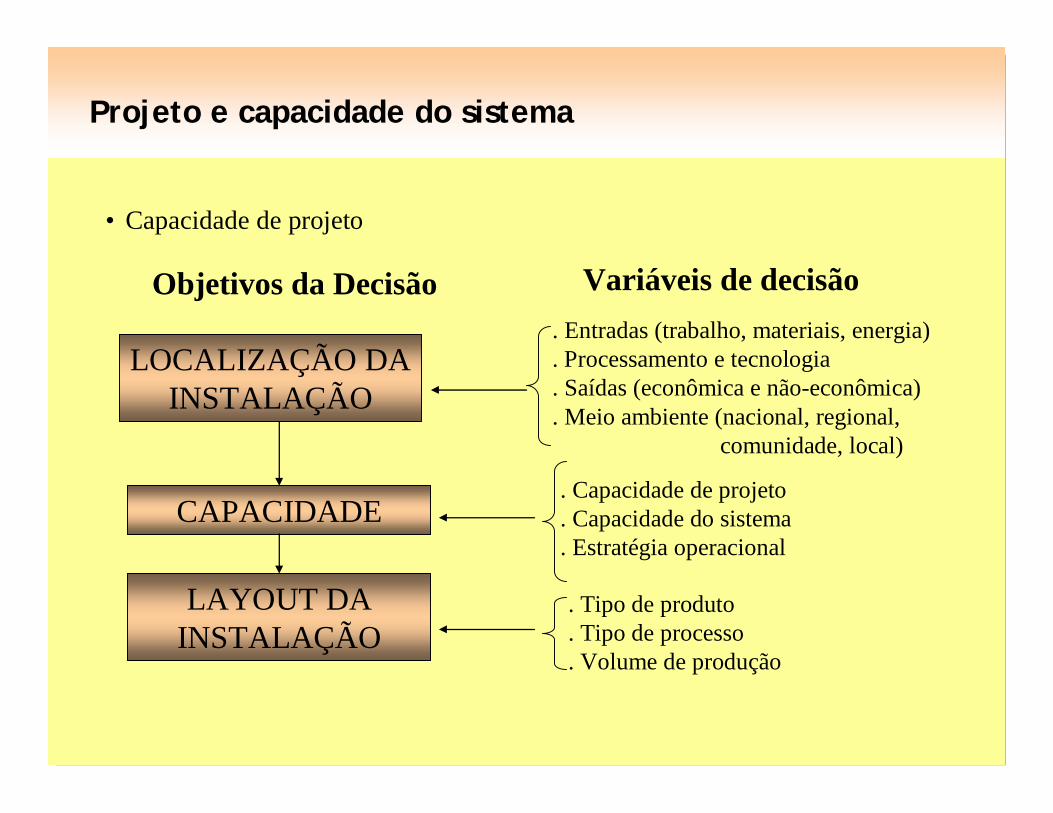
Objetivos da Decisão
LOCALIZAÇÃO DAINSTALAÇÃO
CAPACIDADE
LAYOUT DA INSTALAÇÃO
Variáveis de decisão. Entradas (trabalho, materiais, energia). Processamento e tecnologia. Saídas (econômica e não-econômica). Meio ambiente (nacional, regional,
comunidade, local)
. Capacidade de projeto
. Capacidade do sistema
. Estratégia operacional
. Tipo de produto
. Tipo de processo
. Volume de produção
Projeto e capacidade do sistema
• Capacidade de projeto

Capacidade do sistema
• Capacidade do sistema - É a produção máxima de um produto que o sistema é capaz de produzir.
• Eficiência do sistema (ES)
• ES = Produção EfetivaCapacidade do sistema
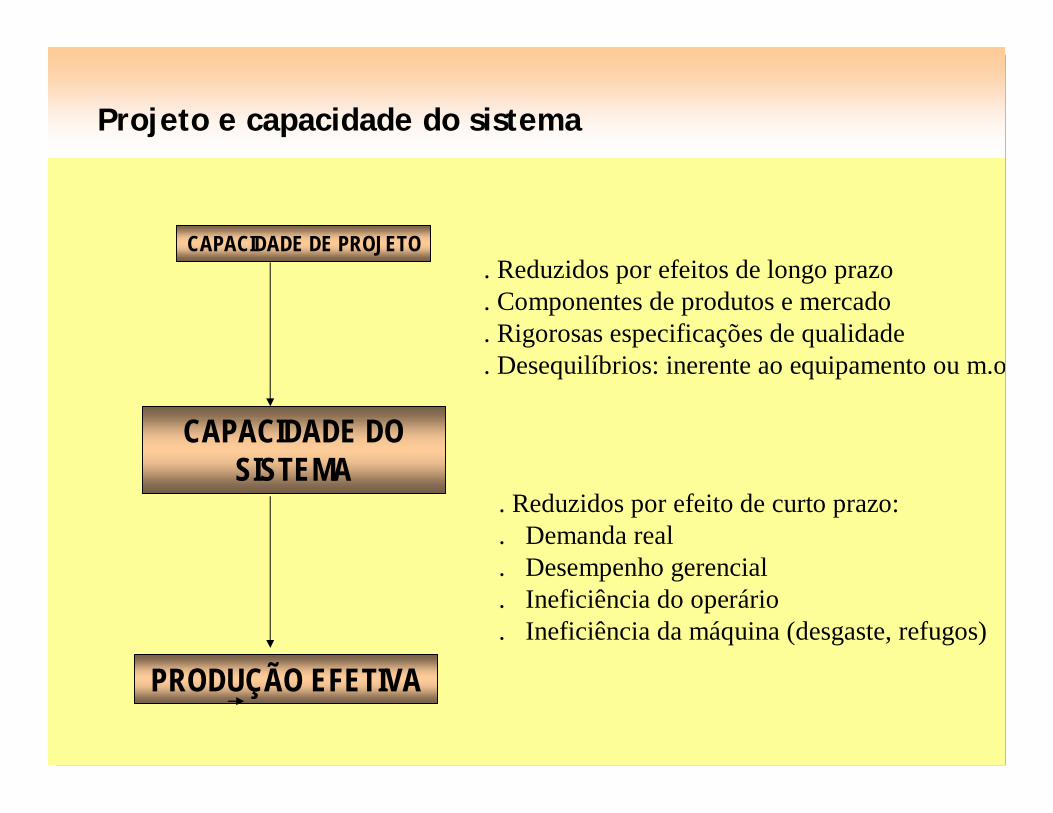
CAPACIDADE DE PROJETO
CAPACIDADE DO SISTEMA
PRODUÇÃO EFETIVA
. Reduzidos por efeito de curto prazo:
. Demanda real
. Desempenho gerencial
. Ineficiência do operário
. Ineficiência da máquina (desgaste, refugos)
. Reduzidos por efeitos de longo prazo
. Componentes de produtos e mercado
. Rigorosas especificações de qualidade
. Desequilíbrios: inerente ao equipamento ou m.o.
Projeto e capacidade do sistema
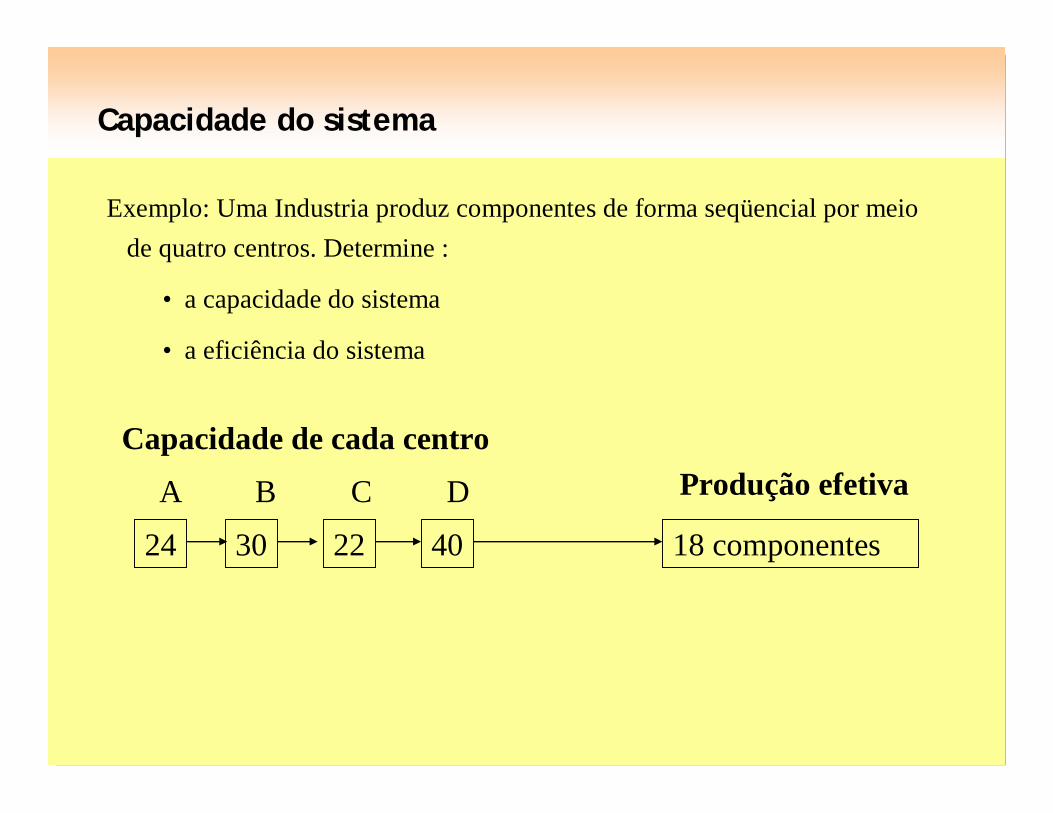
Capacidade do sistema
Exemplo: Uma Industria produz componentes de forma seqüencial por meio de quatro centros. Determine :
• a capacidade do sistema
• a eficiência do sistema
Capacidade de cada centroProdução efetivaA B C D
24 30 22 40 18 componentes

Capacidade do sistema
• Capacidade do sistema: 22 componentes (menor capacidade por posto)
• Eficiência do sistema (ES)
• ES = Produção Efetiva = 18 = 0, 81 ou 81%Capacidade do sistema 22

Determinação das necessidades de equipamento
• Um fornecedor de equipamentos para carros deseja instalar um número suficiente de fornos para produzir 400mil peças por ano. O forno produz uma peça a cada 2 minutos, porém tem um defeito sistemático de produção, gerando perdas de 6%. Quantos fornos serão necessários, se cada um acha-se disponível durante 1800 horas (de capacidade) por ano?
Capacidade do Forno = 2 peças por minuto = 30 peças por hora.
• Eficiência do sistema (ES)
Perdas de 6% ou 2 peças por hora
• Produção efetiva = 28 peças/hora (por forno)
• ES = 28 = 0, 94 ou 94%30
• Número do fornos exigidos
1800 horas disponíveis
400.000/1.800 = 222,2 peças/horas Nº maquinas = 222,2/28 = 8 fornos

Balanceamento de linha de montagem
• Balanceamento de linha - é a divisão das atividades de trabalho sequencial em postos de trabalho a fim de obter uma alta utilização da mão-de-obra e do equipamento.
• A duração do trabalho em que um componente permanece em cada posto é o tempo de ciclo, TC
• TC = tempo disponível/períodounidades de produção/período
Nº mínimo= (tempo do operário/unid)(unidades prod./período)tempo disponível/período

Balanceamento de linha de montagem
O procedimento para analisar os problemas de balanceamento de linha inclui:
• a determinação do número de postos e o tempo disponível em cada posto;
• o agrupamento das tarefas isoladas em volumes de trabalho em cada posto;
• a avaliação da eficiência do agrupamento.
Um equilíbrio eficiente minimizará o tempo ocioso.
A eficiência do balanceamento (EfE) pode ser computada como:
operáriosderealnúmerooperáriosdeteóricomínimonúmeroEf E
Exemplo: Bombas Armstrong - Balanceamento de Linha
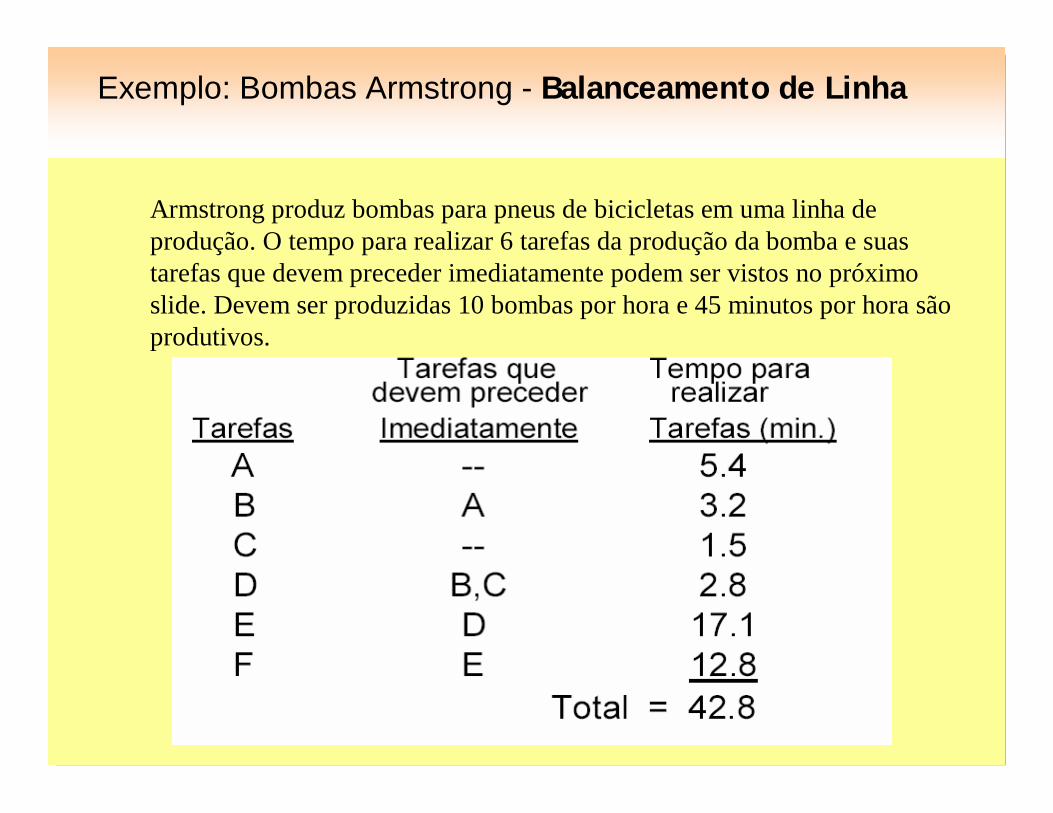
Armstrong produz bombas para pneus de bicicletas em uma linha deprodução. O tempo para realizar 6 tarefas da produção da bomba e suas tarefas que devem preceder imediatamente podem ser vistos no próximo slide. Devem ser produzidas 10 bombas por hora e 45 minutos por hora são produtivos.

Exemplo: Bombas Armstrong - Balanceamento de Linha

TEMPO DE CICLO
Tempo de Ciclo = 45/10 = 4.5 minutos por bomba
Nº= (t. do operário/unid)(unid prod./período)tempo disponível/período

Utilização de Linha de Produção
• Utilização = Número Mínimo de Est. de TrabalhoNúmero Atual de Est. de Trabalho
Nº de Postos = 42,8 * 10 = 9,51 operários
45


42,81012,8312,8F
21,451,5+ 2,8 + 17,1C/D/E
8,625.4 + 3,2A/B
TP FinalNº postosTP unitárioEtapas
BALANCEAMENTO DE LINHA

A 0,62 B 0,39 C 0,27
D 0,14
E 0,56
F 0,35 G 0,28
Colocarbase
Instalarserpentina
Instalarmotor
Soldarjunta
Balanceamento de linha de montagem
• O diagrama de precedência para atividades de montagem de A até G é mostrado a seguir, com as durações mostradas em minutos. A linha opera por 7 horas diariamente,sendo desejada uma produção de 600 unidades por dia. Compute:
a) a duração do ciclo; e
b) o número mínimo teórico de operários.
Conectarparteselétricas
Instalarmolas
Testar

Tempo disponível/períodoNo. mínimo =de operários
(tempo do operário/un) (un produzida/período)
Tempo de Ciclo = 60/86 = 0,69
Peças por hora = 86
Nº = 2,61 * 86 = 3,74 = 4 operários
60
2,61TOTAL
0,28G
0,35F
0,56E
0,14D
0,27C
0,39B
0,62A
TP unitárioEtapas

40 %0,28/ 0,69 =0,40 = 10,28G
50 %0,35/ 0,69 = 0,50 = 10,35F
81 %0,56/ 0,69 = 0,81 = 10,56E
20 %0,14/ 0,69 = 0,20 = 10,14D
39 %0,27/ 0,69 = 0,39 =10,27C
56 %0,39/ 0,69 = 0,56 = 10,39B
89 %0,62 / 0,69 = 0,89 = 10,62A
UtilizaçãoETSTP unitárioEtapas

40 %0,28/ 0,69 =0,40 = 10,28G
50 %0,35/ 0,69 = 0,50 = 10,35F
81 %0,56/ 0,69 = 0,81 = 10,56E
20 %0,14/ 0,69 = 0,20 = 10,14D
39 %0,27/ 0,69 = 0,39 =10,27C
56 %0,39/ 0,69 = 0,56 = 10,39B
89 %0,62 / 0,69 = 0,89 = 10,62A
UtilizaçãoETSTP unitárioEtapas
91 %0,35/ 0,69 = 0,91 = 10,35F/G
99 %0,7/ 0,69 = 1,01 = 1D/E
95 %0,66/ 0,69 = 0,95 = 1B/C
89 %0,62 / 0,69 = 0,89 = 10,62A
UtilizaçãoETSTP unitárioEtapas

Balanceamento de linha de montagem
A 0,62 B 0,39 C 0,27
D 0,14
E 0,56
F 0,35 G 0,28
Posto 10.62min
Posto 20.66min
Posto 30.70min
Posto 40.63min
A 0,62 B 0,39 C 0,27
D 0,14
E 0,56
F 0,35 G 0,28
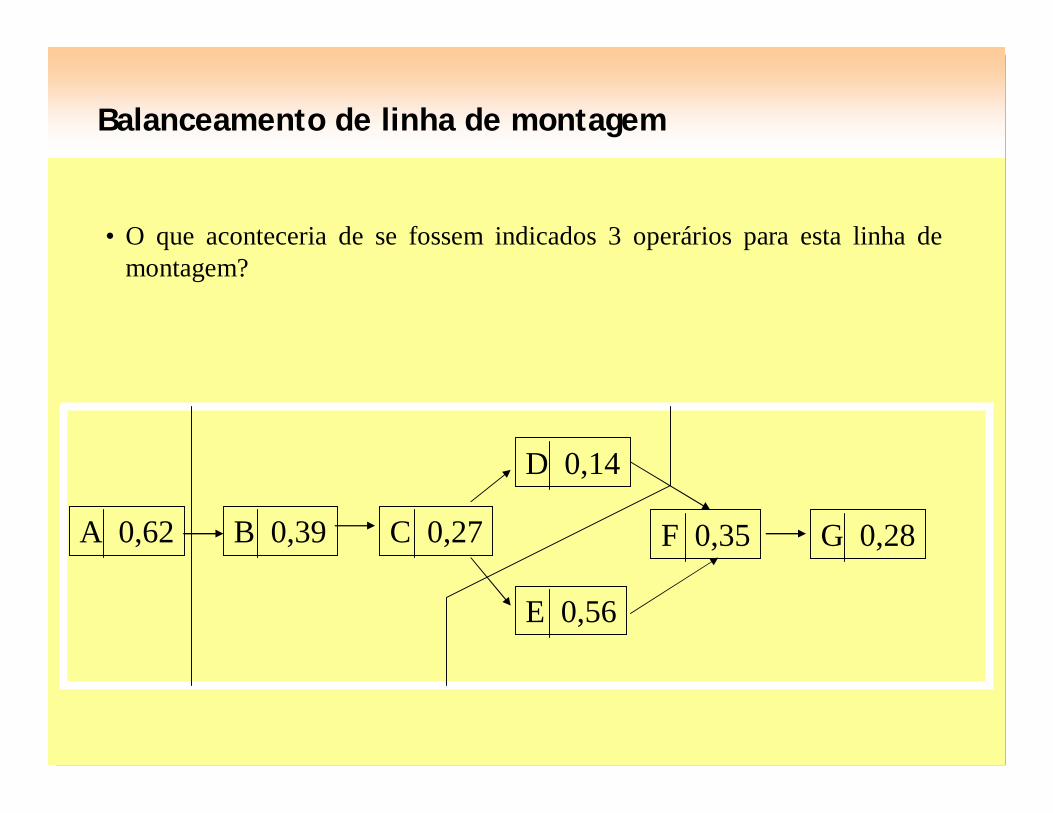
Balanceamento de linha de montagem
• O que aconteceria de se fossem indicados 3 operários para esta linha de montagem?

172 %1,19/ 0,69 = 1,72 =1E/F/G
115 %0,80/ 0,69 = 1,15 = 1B/C/D
89 %0,62 / 0,69 = 0,89 = 10,62A
UtilizaçãoETSTP unitárioEtapas
•Apenas um operário não atenderia os postos B/C/D e E/F/G.
•Ocorrerá uma queda de aproximadamente 70% da produção