optimization of solid state fermentation process on agro-industrial by-product (sawdust) using...
TRANSCRIPT
i
OPTIMIZATION OF SOLID STATE FERMENTATION PROCESS ON
SAWDUST USING Aspergillus niger
BY
OGUCHE MATTHEW DANJUMA
10AC000136
A REPORT SUBMITTED TO THE DEPARTMENT OF ANIMAL
SCIENCE, COLLEGE OF AGRICULTURAL SCIENCES,
LANDMARK UNIVERSITY, OMU-ARAN, KWARA STATE, NIGERIA
IN PARTIAL FULFILMENT OF THE REQUIREMENTS FOR THE
AWARD OF BACHELOR OF AGRICULTURE (HONOURS) IN
ANIMAL SCIENCE.
JUNE, 2015

ii
OPTIMIZATION OF SOLID STATE FERMENTATION PROCESS ON
SAWDUST USING Aspergillus niger
BY
OGUCHE MATTHEW DANJUMA
10AC000136
A REPORT SUBMITTED TO THE DEPARTMENT OF ANIMAL
SCIENCE, COLLEGE OF AGRICULTURAL SCIENCES,
LANDMARK UNIVERSITY, OMU-ARAN, KWARA STATE, NIGERIA
IN PARTIAL FULFILMENT OF THE REQUIREMENTS FOR THE
AWARD OF BACHELOR OF AGRICULTURE (HONOURS) IN
ANIMAL SCIENCE.
JUNE, 2015

iii
CERTIFICATION
I hereby declare that this research was carried out by me
OGUCHE MATTHEW DANJUMA and this report contains exactly my own account of the
research. I also declare that this report is original and authentic and has not been previously
submitted elsewhere. All citations and sources of information are duly acknowledged by
means of reference.
Certified by:
DR. R.A. ANIMASHAHUN
(SUPERVISOR) __________________
Signature/ Date
DR. B.T. ADESINA ___________________
(Head of Department) Signature/ Date

iv
DEDICATION
This project is dedicated to my Heavenly Father the creator of Heaven and earth for His
unending grace and faithfulness in my life and for seeing me through this research
successfully, to God alone be all the glory.
v
ACKNOWLEDGEMENT
To God alone be all the glory for His faithfulness, support and grace in my life, He has
blessed me beyond measures. He personally saw me through this project and I cannot
adequately thank Him for His endless grace and love that provided me with the strength to
finish this project.
I am forever grateful to Dr David O. Oyedepo (Chancellor, Landmark University), for the
opportunity given me to be part of this Divine agrarian revolution.
I wish to express my profound and inexhaustible gratitude to my supervisor
Dr R.A. Animashahun whose efforts contributed immensely to the success of this project. I
appreciate his fatherly consideration, careful review and for creating adequate time to run
through this project to make appropriate corrections despite his busy schedule.
I am also very grateful to Dr O.B. Akpor of the Department of Biological sciences for his
supervision and constructive criticisms throughout the project, Sir! Your contribution and
moral support to this research is priceless, may God richly bless you.
I appreciate the Head of Department of Animal science Dr B.T. Adesina and all my lecturers
in the Department of Animal science especially Dr. P.A. Aye, Dr (Mrs) Alabi, Dr. B.A.
Ajayi, Mr Adejumo, Dr Afolayan and Dr Soyombo.
To my parents, Mr & Mrs Oguche, who have given me nothing but the best, I could wish for
nothing more than the care you have offered and am forever indebted for your spiritual,
financial and moral support.
To my siblings, Bob-Joseph, Emmanuel, Mariam, Gabriel, Abraham and baby David. I am
indeed very grateful for your love, encouragement, prayers and assistance all through this
period.
My heartfelt gratitude goes to my Atinuke Akinradewo Idowu for her unlimited patience and
care especially during the laboratory work of this project. You are special, God bless you
immensely.

vi
My sincere gratitude also goes to my project partner Ilesanmi Ifeoluwa for her kind
accommodation, trust, efforts and immense contribution throughout the period of this project.
I acknowledge my project group members Ali Victor Nda, Oluwashina Boluwatife,
Oyeladun Oluwafemi, Musa Olamide, Adeniji Elizabeth and Fatiregun Tolulope for their
cooperation and dedication to work.
Sincere appreciation is expressed to the Technicians of both the Animal science and
Biological science laboratory who offered assistance to me during the laboratory research.
Furthermore, I acknowledge my friends and course mates Lovesternwill Durrell
(Victorybouy) Isaac whyte, George, Bunmi, Tayo, Alads, Dele, Dare, Richard, Moyo,
Muyiwa, Japheth, Peter, Etieno, Kenny, Ebun(mummy), Tomi, and Yettymaron for their
efforts in ensuring that this work was completed successfully.
The support and contribution of everybody toward the realization of this project is prove that
God truly does work through people. God bless you all.

vii
ABSTRACT
This study aimed to determine the optimum condition for the nutrient improvement of
sawdust under solid state fermentation while varying the initial moisture level of the
substrate using a filamentous fungus Aspergillus niger. The substrate (sawdust) was
subjected to three experimental treatments and control based on its initial substrate : moisture
ratio, these treatments includes A (1:1), B (1:2) control, C (1:3), D (1:4) and the fermentation
period lasted for fourteen days. 8 conical flasks were allotted to each moisture level and each
conical flask contain 20g of sawdust, and 20mls, 40mls, 60mls of moisture was added to the
treatments respectively; samples were withdrawn every 2 days from each treatment for
analysis. The result revealed that the best pH range best for the activities of Aspergillus niger
was recorded to be between 6.20 to 4.60 with the optimum pH for crude protein production
recorded at 4.60 on Day 14. Crude protein content of all the treatments increased during the
fermentation process. Highest increase of 42.35 % was recorded in Treatment D (1:4) after
14 days of fermentation while Treatment B (1:2) recorded a 23.86% decrease in crude
protein on Day 14. The optimum dry matter content of the fermented substrates was also
recorded in Treatment D (1:4) with 25.00% increase on Day 8. There was a build-up in the
ash content also, and the optimum build up was recorded in Treatment D (1:4) on Day 14
yielding 48.5% .General increment in all the parameters analysed were recorded in in
Treatment D (1:4) on day 14.The results of this study indicated that Aspergillus niger
performs best at a 1:4 substrate-moisture ratio for the improvement of the nutrient value of
agro industrial by products. The study reveals that optimal increment of the crude protein
content of sawdust can be achieved when the substrate (sawdust) is fermented, using
Aspergillus niger in a solid state fermentation for 14 days.
Keywords: Sawdust, nutrient improvement, Optimization, Aspergillus niger, solid state
fermentation.

viii
Table of contents
Contents page
Certification....................................................................................................... iii
Dedication…………………...…………………………………………….………… iv
Acknowledgement............................................................................................. v
Abstract…………………………………………………………………………….... vii
Table of contents.......................................................................................... ……... viii
List of tables.............................................................................. ……………… xii
List of figures………………………………………………………….................... xiii
List of plates………………………………………....................................... …… xiv
CHAPTER ONE
1.0 Introduction.......................................................................................... 1
1.1 Background of the study......................................................................... 1
1.2 Statement of the problem........................................................................ 3
1.3 Justification of the project..................................................................... 4
1.4 Objective…………………..................................................................... 5
CHAPTER TWO
2.0 Literature review.………………………………...…………………………. 6
2.1 Agro-industrial by-products (AIBPs)…………………….……….…........... 6
2.1.1 Agro-industrial by-products in Nigeria…………………………………….... 7
2.1.3 Economic importance of agro industrial by-products ……………………… 9
ix
2.1.4 Limitations of agro-industrial by-products………………………...………... 10
2.1.5 Improvement of agro industrial by products in Nigeria……………..……… 12
2.2 Saw dust………………….………………………………………………….. 12
2.2.1 Sawdust as feed…………………………….………………………………... 14
2.2.2 Some other uses of saw dust…………………………………….………… 15
2.3 Fermentation……………………………………………………………….... 16
2.3.1 Fermentation process for improvement of food…………………………... 16
2.3.2 Sub-merged fermentation (SmF) or liquid fermentation (lf)…………..… 17
2.3.3 Solid state fermentation (SSF)……………………………………………. 18
2.3.4 Differences between SSF and SmF……………………...……………….. 20
2.3.5 Factors that influence SSF………..……………………………………….. 22
2.3.5.1 Biological factors ……………………………………………………….. 22
2.3.5.1.1 Type of microorganism ………………………………………………... 22
2.3.5.1.2 Inoculum ……………………..……………………………………….... 23
2.3.5.1.3 Substrates ………………………….…………………………………… 24
2.3.5.1.3.1 Starchy substrates……………………..……………………………… 24
2.3.5.1.3.2 Protein containing substrates…...………………….…………………. 25
2.3.5.1.3.3 Cellulosic or ligno-cellulosic substrates………...…...……………….. 25
2.3.5.1.3.4 Substrates with soluble sugars…………………………...……...…….. 26
2.3.5.2 Physico-chemical factors ………………………………………………….. 26
2.3.5.2.1 Moisture content …………..……………………………………………... 26
2.3.5.2.2 pH ………………………………………………………………………... 27
2.3.5.2.2 Temperature ……………………………………………………………… 27
2.3.5.2.3 Gaseous environment …………………………………………………….. 28
2.3.5.2.5 Particle size………………………………………………………………... 29

x
2.3.5.3 Mechanical factors …………………………………………………………... 30
2.3.5.3.1 Agitation/mixing …………………………………………………………... 30
2.3.6 Perceived advantages of SSF …………………………………………………... 32
2.5 Aspergillus spp as a biocatalysts………………………………………………… 33
2.7 In vitro digestibility studies……………………………………………….…… 34
CHAPTER THREE
3.1 Location of the experiment……………………………………………………… 35
3.2 Microorganism and substrate …………………………………………………… 35
3.3 Experimental setup…………………………………………………………….. 36
3.4 Determinations of results………………………………………………………. 37
3.4.1.1 pH determination………………………………………………………….. 37
3.4.1.2 Moisture determination……………………………………………………. 38
3.4.1.3 Dry matter determination…………………………………………………. 38
3.4.1.4 Ash determination…………………………………………………………. 38
3.4.2.1 Crude protein determination………………………………………………. 39
3.6 Data analysis………………………………………………………………….. 40
CHAPTER FOUR
4.0 Result……………………………………………………………………….. 41
4.1 Effect of initial moisture level on the pH of the substrate……………………… 41
4.2 Effect of initial moisture level on dry matter content of the substrate………… 43
4.3 Effect of initial moisture level on the moisture content of the substrate………. 45
xi
4.4 Effect of initial moisture level of the substrate on ash………………………… 47
4.5 Effect of initial moisture level on crude protein …………………………………….. 49
CHAPTER FIVE
5.0 Discussions and conclusion……………………..……………………….………………51
5.1 Discussions…………………………..…………………………………………………..51
5.2 Conclusions……………………….………………………...……………………………54
5.3 Recommendations…………………………………………………………..……………55

xii
LIST OF TABLE
Table 2.1 Classification of agro-industrial by-products (AIBPs) readily available in Nigeria
and their examples…………………………………………………………………………. 7
Table 2.3 Differences between SSF and SmF…………………………………………….. 20
Table 2.4 The main advantages of SSF listed and summarized within four categories...……31
Table 3.1 Composition of each experimental treatment……………………………………..36
Table 4.1 Changes in pH of the fermented substrate at different levels of initial moisture
treatment during the 14days period of fermentation………………………………………...41
Table 4.2 Changes in dry matter of the fermented substrate at different levels of initial
moisture treatment during the 14days period of
fermentation……………………………...…………………………………………………43
Table 4.3 Changes in moisture of the fermented substrate at different levels of initial
moisture treatment during the 14days period of
fermentation…………………………………………………………………..……..………45
Table 4.4 Changes Ash of the fermented substrate at different levels of initial moisture
treatment during the 14days period of
fermentation…………………………………………...............................................……..47
Table 4.5 Changes Crude protein of the fermented substrate at different levels of initial
moisture treatment during the 14days period of
fermentation…………………………………………………………………………..……49

xiii
LIST OF FIGURES
Fig 4.1: Variation in pH of sawdust at different levels of initial moisture treatment during the
14 days period of fermentation…………………………………………………………..… 41
Fig 4.2: Variation in dry matter content of sawdust at different levels of initial moisture
treatment during the 14 days period of fermentation……………………………………... 43
Fig 4.3: Variation in moisture content of sawdust at different levels of initial moisture
treatment during the 14 days period of fermentation………………………………………. 45
Fig 4.4: Variation in Ash content of sawdust at different levels of initial moisture treatment
during the 14 days period of fermentation…………………………………………..……. 47
Fig 4.5: Variation in Crude protein content of sawdust at different levels of initial moisture
treatment during the 14 days period of fermentation………………………………………. 49

xiv
LIST OF PLATES
Plate 2.1: Inappropriate disposal of saw dust leading to environmental pollution………..…12
Plate 2.2 Cattle at Iowa eating 70% sawdust ration……………………………...................14

1
CHAPTER ONE
INTRODUCTION
1.1 BACKGROUND OF THE STUDY
Nutrition has been established as one of the major constraints to survival and satisfactory
productivity of livestock in Nigeria (Oso et al., 2014), and report currently shows that feeds
and feeding presently constitute about 70-80 % of total production cost in intensive livestock
production especially in poultry and pig production (Bentil, 2012).
The competition between livestock feed industries and other sectors for conventional feed
ingredients often push the price of finished feed upwards thereby increasing the total cost of
livestock production (Iyayi and Aderolu, 2004).
The skill of manipulating feed ingredient to maximize productivity is paramount, if a stable and
cost efficient production in livestock enterprise is to be achieved (Oso et al., 2014); because the
availability of good quality, good quantity and cheap compounded feeds is important for the
success and rapid expansion of the livestock industry in Nigeria. This is particularly true of the
intensive livestock enterprises – poultry, pigs and rabbits, whose performance depends mainly on
the use of concentrate and balanced compounded feeds. Therefore adequate feeding and proper
nutrition is the single most important constraint facing the livestock industry in Nigeria today.
Several problems relating to the inadequate supply, high cost and poor quality of feeds have
seriously threatened the poultry industry in recent times (Oso et al., 2014).
The use of conventional feedstuffs such as grains for domestic consumption and production of
industrial products such as ethanol and biofuel have caused the increasing cost of this
conventional feed ingredient (Lawrence et al., 2010).
2
Agro-industrial by-products and crop residues makes up a large portion of animal feed resource,
which at this point is still largely unexploited. With ongoing and past research carried out on the
potential of these by-products and crop residues only little practical application has been
achieved (FAO, 2012). There is need to improve scientific knowledge for the utilization of low
cost locally available agro-industrial by-products which is essential in intensive monogastric feed
production in order to reduce the feed cost (Swain and Barbuddhe, 2008).
FAO (2012) also reported that Production of livestock would be achieved at a lower cost,
resulting in improved net profit and foreign exchange savings if appropriate agro-industrial by-
products are used. The physical and chemical property of by-products determines the efficient
use as alternative feed ingredient, which influences production system outputs (Umesh et al.,
2014).
Inexpensive biotechnology like fungal biotechnology using solid state fermentation has been
used as a tool for the effective conversion of these wastes into useful products; its application can
increase the protein and soluble sugars and reduce the complex carbohydrates of these wastes
there by enhancing its efficiency for usage (Iyayi and Aderolu, 2004).
Sawdust is readily available as waste product throughout Nigeria because of the constant
conversion of timber by saw mills into domestic furniture and other wooden products (Pat-
Mbano and Nkwocha, 2012). United Nations Development Program (UNDP) have supported
projects through implemented programs such as the Global Environmental Facility-Small Grants
Program (GEF-SGP) for the conversion of sawdust to briquettes as a cheap but efficient
alternative to fuel-wood used by bakeries and other similar businesses, it‟s also an efficient
3
means of disposal, sawdust can also be exploited for the production of decorative items like
flower vases, arts and craft products, and particle boards. (UNPD Nigeria 2012).
Since sawdust is available throughout the year in many developing countries, Nigeria inclusive,
possible utilization of sawdust in livestock feed will reduce the cost of production livestock
production. Also biological and chemical treatment of these lignocellulose wastes, could
improve their digestibility (Oke and Oke, 2007).
Ogah (2009) reported that the estimated volume of sawdust waste generated by sawmills is about
3.89 million cubic meters per year and increases with industrial growth. This figure shows
tremendous potential for the adequate availability of saw dust for use as an alternative feed stuff
if the proper biotechnological application is used to enhance its nutritive value.
1.2 STATEMENT OF PROBLEM
The livestock industry in Nigeria has been ranked second to crop production as a result of
underutilization of local feed resources and agro-industrial by-products which could be used in
the formulation of good quality livestock feed, and thereby bring down the cost of production of
livestock. The rapid success and growth of the livestock industry in Nigeria thus depends on the
availability of good quality, quantity and cheap compounded feeds (Oso et al., 2014).
With increase urbanization the furniture industry in Nigeria is constantly faced with the problem
of waste sawdust disposal (Pat-Mbano and Nkwocha, 2012; Omonigbo and Olaniyan 2013). A
study observed that the greatest causes of air pollution problem in the Nigerian environment is
atmospheric dust arising from many industrial processes of which sawmill industries is included
(Pat-Mbano and Nkwocha, 2012).

4
1.3 HYPOTHESIS OF THE STUDY
Null hypothesis: that bio degradation through solid state fermentation using Aspergillus
niger doesn‟t have any effect on the crude protein value of sawdust.
Alternative hypothesis: that bio degradation through solid state fermentation using Aspergillus
niger has effect on the crude protein value of sawdust.
1.4 JUSTIFICATION OF THE PROJECT
Sawdust is abundantly available, due to the fast growth recorded in the building construction
sector there have been high increase in the establishment of sawmills in different parts of the
country to satisfy the growing demand of wood (Pat-Mbano and Nkwocha, 2012).
By-products like sawdust which are mostly lignocellulosic with a complex make up of
polysaccharides (lignin, cellulose, and hemicellulose) can serves as substrates for both bacteria
and fungi, which are able to break them down into simple sugars (Iyayi, 2004).The potential of
saw dust has not being fully exploited in Nigeria (Oke and Oke, 2007), as its disposal is mainly
by dumping or burning (UNDP 2012).
The completion of this project will help to address the following:
1. Reduction in the level of pollution in the environment.
2. Reduction in the cost of production of feed for livestock farmers.
3. Increased campaign for the benefits associated with sawdust as a feed ingredient in
livestock farming.

5
1.1 OBJECTIVES OF THE STUDY
1. Optimization of solid state fermentation process by determining the best
physiochemical condition for the process.
2. Optimization of substrate level in the solid state fermentation of saw dust using
Aspergillus niger.
3. To determine the changes in crude protein values of sawdust through degradation
by Aspergillus niger in solid state.
6
CHAPTER TWO
LITERATURE REVIEW
2.1 AGRO-INDUSTRIAL BY-PRODUCTS (AIBPs)
Agro industry with emphasis on food production is defined as the post-harvest activities
involved in the transformation, preservation and preparation of agricultural production for
intermediary or final consumption (Wilkinson and Rocha, 2008).
A by-product is a secondary product derived from a manufacturing process or chemical
reaction. It is not the primary product or service being produced (WTO, 2014). Therefore
agro-industrial by-products (AIBPs) refer to the by-products derived from agricultural-based
industries as a result of processing of the main products. The processing of Agricultural crops
and animal products has led to the generation of vast quantities of AIBPs which can
alternatively be used to feed animals to salvage a threatening problem to the environment
when improperly disposed (Bentil, 2012).
By products from a wide range of plants, animals and other industrial processes have been
studied and found to possess certain nutrients composition which could be exploited as dietary
ingredients for livestock (Falaye, 1993). The possibility of using these by-products for
livestock feeding has been explored but Processing remains a major hindrance to their
maximum utilization (Iyayi and Aderolu, 2004).

7
2.1.1 AGRO-INDUSTRIAL BY-PRODUCTS IN NIGERIA
Over the past few years In Nigeria, because of the competition between livestock and humans
for conventional feedstuffs, there have been need to examine closely the potentials and
advantages of locally available agro industrial by-products as possible substitutes for the
conventional feedstuffs which are dwindling in supply and escalating in their cost (Falaye,
1993).
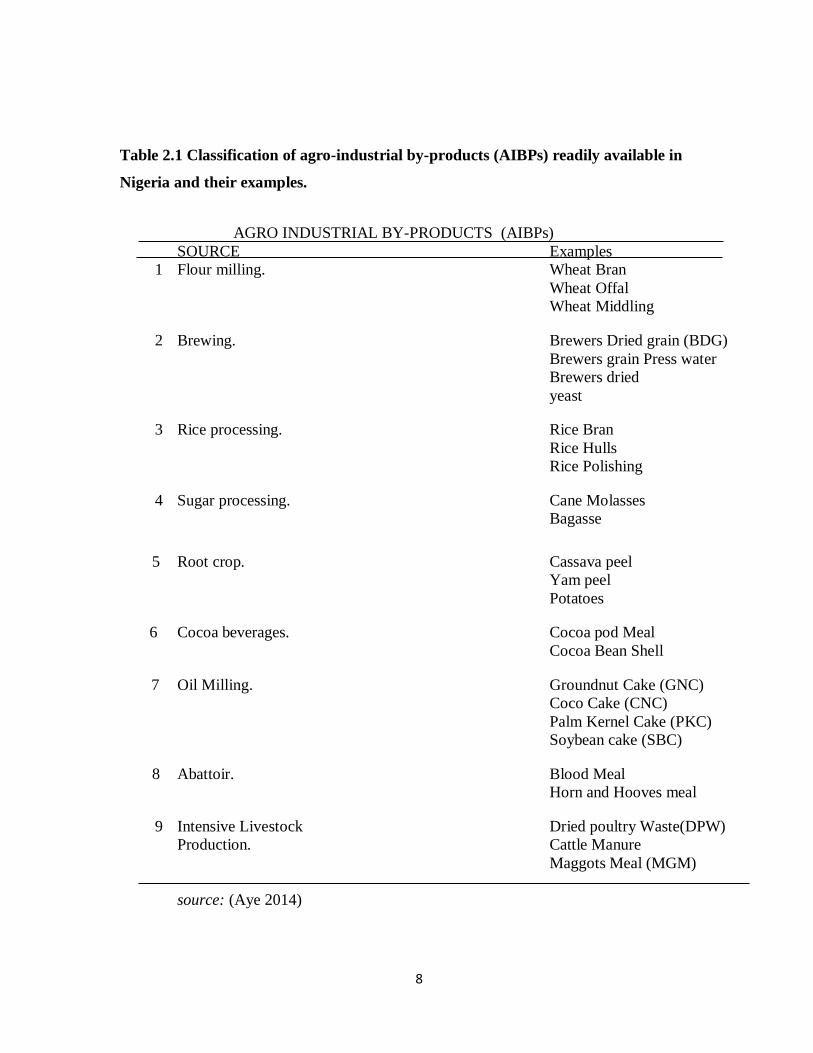
Iyayi and Aderolu (2004) reported that agro-industrial by-product are abundant in Nigeria;
among the common ones are brewers dried grain, rice bran, palm kernel meal, corn bran,
cassava peels and sawdust.
8
Table 2.1 Classification of agro-industrial by-products (AIBPs) readily available in
Nigeria and their examples.
AGRO INDUSTRIAL BY-PRODUCTS (AIBPs)
SOURCE
Examples
1 Flour milling.
Wheat Bran
Wheat Offal
Wheat Middling
2 Brewing.
Brewers Dried grain (BDG)
Brewers grain Press water
Brewers dried
yeast
3 Rice processing. Rice Bran
Rice Hulls
Rice Polishing
4 Sugar processing. Cane Molasses
Bagasse
5 Root crop.
Cassava peel
Yam peel
Potatoes
6 Cocoa beverages. Cocoa pod Meal
Cocoa Bean Shell
7 Oil Milling.
Groundnut Cake (GNC)
Coco Cake (CNC)
Palm Kernel Cake (PKC)
Soybean cake (SBC)
8 Abattoir.
Blood Meal
Horn and Hooves meal
9 Intensive Livestock Dried poultry Waste(DPW)
Production.
Cattle Manure
Maggots Meal (MGM)
source: (Aye 2014)

9
2.1.3 ECONOMIC IMPORTANCE OF AGRO INDUSTRIAL BY-PRODUCTS
Before now Nigeria depended almost exclusively on imported feed ingredients for the
formulation and production of compounded feeds, however with the economic recession and
the ban imposed on the importation of the major constituents of livestock feeds, especially
grains, many entrepreneurs and farmers in the livestock industry that are unable to withstand
the tough competition have fallen by the wayside and are out of business. Under this
condition wide variations exist in feed supply and hence high prices which have resulted in
the present low level of productivity of the animals regardless of the system of management
(Egbunike and Ikpi, 2000).
The importance of the used of AIBPs in Nigerian cannot be overemphasized since it has been
establish that there is incessant scaring cost as well as irregular supply of notable
conventional ingredient, especially those with high protein concentration like fish meal
(Falaye, 1993). Cheaper protein sources from AIBPs therefore becomes of great significance
in achieving cheaper feed production (Falaye, 1993).
Egbunike and Ikpi (2000) reported that there is a supply of at least 738,271.6 tonnes of agro
industrial by-products nationally, and 52 million tonnes of crop residues in the cereal belts of
Nigeria. Judicious use of these in conjunction with the grass and pasture carryover from the
rainy seasons in form of hay or silage will minimize the dry season weight loss in our
animals, especially ruminants and encourage acceptable weight gains while reducing calf and
herd mortalities. In the case of non-ruminants, the ban placed on the importation of feed
resources has been partially contained by the use of these non-conventional feed resources.

10
In a study carried out to provide information on the profitability on the use of some selected
by-products after fermentation; diets in which the biodegraded by-products replaced maize
produced eggs at a lower cost than the standard commercial diet. Among the by-products use
in the test diet, brewer‟s dried grain (BDG) produced the lowest cost of egg production as it
reduced the cost of egg production by 28.30% compared with 11.32% reduction for
rice bran (RB) and 24.53% for palm kernel meal (PKM). The study therefore concluded that
Utilization of these fermented by-products can replace up to 50% of maize in conventional
layers diets (Iyayi and Aderolu, 2004).
2.1.4 LIMITATIONS OF AGRO-INDUSTRIAL BY-PRODUCTS.
According to Egbunike and Ikpi (2000) the limiting factors on the use of AIBPs can be
categorized into two, and these includes: constraints in the use of by-products and crop
residues and constraints in the use of research results.
The first category include: bulkiness, location in areas with lower population density, poor
nutritive value and unsuitability for direct animal use. The latter includes the following:
i. Lack of appropriate terms.
The use of different local names in different localities and by Researchers constitutes a
problem; there is need for the adoption of standard system for describing crop residues and
by-products. An example is the use of “cassava peels” to describe a mixture of the peel, flesh
and some discarded tubers most times.

11
ii. Lack of biological screening
It is known that some of these products contain some toxic materials that may be harmful to
animals when used for long time; because most of the experiments have been on short-term
basis, it has not been easy to adopt some of the recommendations arising from research
results blindly.
Theobromine and hydrocyanic acid contents in cocoa husks and cassava peels/leaves,
respectively, tacitly caution against long-term utilization of these by-products especially for
breeders. For examples, report has shown that the long-term feeding of cassava peels to
breeding nanny goats causes abnormal embryogenesis resulting in the birth of stunted
neonates that have very little chance of surviving.
iii. Contrasting responses of animals of different species, physiological state and ages.
Recommendations drawn from some results tend to ignore the fact that different species or
classes of animals e.g. ruminant and non-ruminants respond differently to agricultural
by-products and crop residues. Also animals of different physiological status (pregnant or
not) and ages would obviously respond differently to these material. Often the ages and live
weight of experimental animals are not indicated while sometimes pregnant or sick animals
are used thus making adoption of results there from difficult.
iv. Conflict between the goals of the researcher and the farmer
In many instances the Researchers work in complete isolation of the farmers who are the end
user of the result, under such circumstances these results are clear wastage of time and funds
as they are not adopted by the farmers; in few cases their adoption has been a failure.

12
This may partially explain the almost regular non-repetition of the research findings by the
farmers and the lack of development of proper packages for the transfer of research findings
from the researcher to the farmer by extension expert.
2.1.5 IMPROVEMENT OF AGRO INDUSTRIAL BY PRODUCTS IN NIGERIA
In Nigeria today, development of good road network and the opening up of the rural areas for
development have solved the issue of the bulkiness and location of easily accessible
by-products. Research results have shown that supplementation with molasses, non-protein
nitrogen (urea and poultry manure) and chemical (NaOH) and physical (grinding pelleting
and extrusion) treatments improve the nutritive value and intake of by-products (Aye, 2014).
However physical treatment using Inexpensive biotechnology like fungal biotechnology in
solid state fermentation has been used as a tool for the effective conversion of these wastes
into useful products; its application can increase the protein and soluble sugars, and reduce
the complex carbohydrates of these wastes (Iyayi and Aderolu, 2003).
2.2 Saw Dust
Sawdust or wood-dust is a by-product of cutting, grinding, drilling, sanding, or
pulverizing wood with a saw or other tool; it is composed of fine particles of wood; it is also
the by-product of certain animals, birds and insects which live in wood, such as the
woodpecker and carpenter ant. It can present a hazard in manufacturing industries, especially
in terms of its inflammability. Sawdust is also the main component of particleboard (Anon,
2015).

13
It is estimated that the volume of sawdust waste generated by sawmills in Nigeria is about
3.89 million cubic meters per year and this waste generation increases with industrial growth
(Ogah, 2009).
In Germany there have been efficient utilization of small sawmill residues such as sawings
and sawdust, more than half of this material is being used for the production of wood based
panels, mainly particle board. A growing percentage becomes pressed to pellets or briquettes
for energy use, and so the resources are becoming scarce in that country ( Kürsten and Militz,
2005). Clean sawdust has become a high price market since the summer of 2008 in the
United States averaging $50 or more and ranging from $600 to $1,200 per truckload of
material (Dan-Buren, 2012).
However Sawdust in many countries is still regarded as a troublesome by-product of
sawmilling operation and often disposed of as landfill or incinerated, thus causing
environmental problems (Wood report, 2012)
Plate 2.1: Inappropriate disposal of saw dust leading to environmental pollution
Source: (wood report, 2012).
14
2.2.1 Sawdust as feed
Sawdust is a lignocellulolytic material with varying biomass composition, the major
component is cellulose (35-50%), followed by hemicelluloses (20-30%) and lignin
(10-25%), in addition to minor components such as protein, oil and ash that make up the
remaining fraction of lignocellulosic biomass (Hong et al 2011). Lignocellulolytic materials
are not easily digested by non-ruminants, however in the nineteenth century Scientists were
able to justify the addition of sawdust to ordinary bread by claiming not only its nutritional
value but its digestibility. The subject of „sawdust bread‟ got quite a bit of journal space at
the time on account of the possibility of it assisting the feeding of the poor at little cost to the
rich during the times when wheat prices were high (Foodie, 2011).
Report shows that cattle at Iowa consume a 70% sawdust ration without any detrimental
effect to their health (Orlan, 2014). Belewu and Popoola (2007) reported that Feeding of
Rhizopus treated sawdust to WAD goat improved the feed intake, feed efficiency and body
weight gain of the experimental animals, hence fungal treatment of sawdust could be a tool
for increasing the performance characteristics of WAD goat as well as solving the problem of
environmental pollution.
Although scares information exists on the utilization of sawdust by-product by chickens
Oke and Oke (2007) reported that the daily live weight gain increased as the level of sawdust
in the experimental diets increased up to 80 g/kg and declined at 100 g/kg inclusion rate, the
study concluded that sawdust up to 80g/kg level of inclusion in broiler diets, did not have any
detrimental effect on weight gain.

15
Oyster mushroom (Pleurotus ostreatus) is preferred because it‟s excellent flavor and taste
(Bhattacharjya et al 2014). Carbon, nitrogen and inorganic compounds sources are required
as nutritional sources for mushroom to grow, organic substrate like rice and wheat straw,
cottonseed hulls, corncob, sugarcane bagasse, sawdust, waste paper, leaves containing
cellulose, hemicellulose and lignin can be used as mushroom substrate to supports the
growth, development and fruiting of mushroom (Chang and Miles 2004).However
Bhattacharjya et al (2014) reported that sawdust substrate is a better mushroom substrate
compared to the previous Scientists research work.
Plate 2.2 Cattle at Iowa eating 70% sawdust ration.
Source: The gazette
2.2.2 SOME OTHER USES OF SAW DUST.
Apart from serving as an alternative in both livestock and human diets, sawdust is being
utilized for other industrial and aesthetic purposes; in both livestock husbandry and pet care,
sawdust offers definite advantages as bedding material, they reduce the strong ammonia odor
in the animal houses, in addition it provides warmth for the animals.

16
Researchers in Iowa (U.S.A.) have found that lining underground drainage tiles with wood
chips can filter out about 70 percent of the nitrates stemming from dead plants, human waste
and crop fertilizers. As the wood decomposes, bacteria transform the nitrates into nitrogen
gas (Wood report, 2012). Laboratory tests have shown that all nitrates could be effectively
removed if the water is held within the system long enough (Kürsten and Militz, 2005). The
Forestry Research Institute of Nigeria (FRIN) has developed ceiling boards and floor tiles
from saw dust which were presented at the World Exposition EXPO 2000 in Hanover
Germany (Wood report, 2012).
2.3 FERMENTATION
Fermentation is the chemical transformation of organic substances into simpler compounds
by the action of enzymes (complex organic catalysts) which are produced by microorganisms
such as molds, yeasts, or bacteria (Shurtleff and Aoyagi, 2004). Fermentation in food
processing is the conversion of carbohydrates to alcohols and carbon dioxide or organic acids
using yeasts, bacteria, or a combination thereof. The science of fermentation is also known
as zymology or zymurgy (Anon, 2015).
2.3.1 FERMENTATION PROCESS FOR IMPROVEMENT OF FOOD.
Enzymes act by hydrolysis; a process of breaking down or predigesting complex organic
molecules to form smaller compounds and nutrients. For example, the enzyme protease
breaks down complex protein molecules first into polypeptides, dipeptide and peptides, then
into numerous amino acids, which are readily assimilated by the animal body. The enzyme
amylase works on carbohydrates, reducing starches and complex sugars to simple sugars; and
the enzyme lipase hydrolyzes complex fat molecules into simpler free fatty acids.

17
The word "fermentation" is derived from the Latin meaning "to boil," since the bubbling and
foaming of early fermenting beverages seemed closely akin to boiling (Shurtleff and Aoyagi,
2004).
Fermented foods often have numerous advantages over the raw materials from which they
are made; fermentation not only makes the end product more digestible, it can also create
improved flavor, texture, appearance and aroma; synthesize vitamins, destroy or mask
undesirable or beany flavors, reduce or eliminate carbohydrates believed to cause flatulence,
decreases the required cooking time, increases storage life, transforms what might otherwise
be agricultural wastes into tasty and nutritious foods and replenishes intestinal micro flora
(Shurtleff and Aoyagi, 2004).
In livestock production silage making is an important method of conserving green fodder.
silage is the fermented product of green forages where the acids produced by anaerobic
fermentation of the sugars present in these forages are responsible for preserving them
(Alemawor et al., 2009). Fermentation occurs either by encouraging fermentation by bacteria
present in the herbage to produce lactic acid or by direct addition of weak acid solution. Even
though silage was not in common use before 1900, at present it is been accepted in all major
dairy countries (Borucki-Castro et al., 2007).
2.3.2 SUB-MERGED FERMENTATION (SmF) or LIQUID FERMENTATION (lf)
SmF is a fermentation process that utilizes free flowing liquid substrates such as molasses
and broths; the bioactive compounds are secreted into the fermentation broth. The substrates
are utilized quite rapidly; hence need to be constantly replaced/supplemented with nutrients.
18
This fermentation technique is best suited for microorganisms such as bacteria that require
high moisture (Subramaniyam and Vimala, 2012).
2.3.3 Solid state fermentation (SSF)
Solid state fermentation (SSF) has been defined in many ways: many Researchers in the field
have introduced their own ways to define SSF. Viniegra-Gonzalez (1997) defined SSF as a
microbial process occurring mostly on the surface of solid materials that have the property to
absorb or contain water, with or without soluble nutrients. Pandey et al. (2000) defined SSF
as the cultivation of microorganisms on moist solid supports, either on inert carriers or on
insoluble substrates that can also be used as carbon and energy sources. SSF is described as
any process in which substrates in a solid particulate state are utilized (Mitchell et al 2000).
SSF is the growth of microorganisms on moistened solid substrate, in which enough moisture
is present to maintain microbial growth and metabolism, but where there is no free-moving
water and air is in continuous phase (Rahardjo et al 2006); Rosales et al. (2007) gave a
simple definition of SSF as where the growth of microorganisms is on solid or semisolid
substrates or support; Mitchell et al. (2011) redefined SSF as a process that involves the
growth of microorganisms on moist particles of solid materials in beds in which the spaces
between the particles are filled with a continuous gas phase. Whatever the definition, we can
understand that SSF is referring to the microbial fermentation, which takes place in the
absence or near absence of free water, thus being close to the natural environment to which
the selected microorganisms, especially fungi, are naturally adapted (Musaalbakri, 2014).

19
In recent years, SSF has received fresh attention from Researchers and industries all over the
world; this is due to several major advantages that it offers over SmF, particularly in the area
of solid waste treatment apart from the production of food and feed. SSF shows a
tremendous potential in applications to produce high value-low volume products such as
enzymes, biologically active secondary metabolites and chemicals (Musaalbakri, 2014).
Interestingly, fungi, yeasts and bacteria that were recently tested in SSF exhibited different
metabolic strategies under the two fermentation conditions, and a direct comparison of
various parameters such as growth rate, productivity and volume activity favored SSF in the
majority of cases; in addition, in most cases the cost-factor for the production of “bulk-ware”
enzymes favors SSF over SmF (Musaalbakri, 2014).
Many research works have so far focused on the general applicability of SSF for the
production of enzymes and metabolites. Food and agro-industry provide much different solid
wastes as valuable solid substrates, which have been combined with many different
microorganisms and resulted in a wide range of fermentation processes. For example,
enzymes production by SSF is a growing field due to the simplicity of the processes, high
productivity, and generation of concentrated products (Castilho et al., 2000). Another
important factor that influences the development of SSF is that both food and agro industrial
waste are rich in carbohydrates and other nutrients so that they can serve as a substrate for
the production of enzymes (Cauto and Sanroman, 2006). With the advances of biotechnology
and bioprocess nowadays, for example in the area of enzyme and fermentation technology,
many new avenues have opened for their utilization in SSF.

20
2.3.4 DIFFERENCES BETWEEN SSF and SmF
In contrast to SSF, SmF is typical 100% liquid with, possibly, some suspended solids. The
moisture content of SSF, on the other hand, is usually maintained within the range of
12 - 70%, and typically around 60% (Chen, 2013); Industrially SmF is by far the most
common operation employed in the fermentation (Hata et al., 1997).
Most researches in SmF are aimed at determining the production economics of the process
including productivity and product yields (Castilho et al., 2000) and maximizing these
parameters.
The use of filamentous fungi for the production of commercially important products has
increased rapidly over the past half-century and the production of enzymes in SmF has long
been established (Papagianni et al., 1999). SmF currently produces commercial enzymes and
several of the potential applications have been commercially exploited, primarily due to
shortage and high cost of enzymes (Viniegra-Gonzalez et al., 2003). Even though modern
SmF offers many advantages, it suffers from some major disadvantages Barros Soares et al.
(2003) reported that SmF for transglutaminase production has constraints such as a long
fermentation process, excessive foam production that prevents oxygen mass transfer and use
of expensive culture media.

21
Table 2.3 Differences between SSF and SmF.
SSF SmF
There is no free water, and the water content of substrate is in the range 12 - 70% Water is the main component of the culture
Microorganisms absorb nutrients from the wet solid Microorganisms absorb nutrients from the liquid substrates; a nutrient concentration gradient exists culture; there is no nutrient concentration gradient The culture system consists of three phases (gas, liquid and The culture system mainly consists of liquid; the liquid solid) and gas is the continuous phase is the continuous phase
Inoculation size is large, more than 10% Inoculation size is small, less than 10%
The required oxygen is from the gas phase; the process needs The required oxygen is from dissolved oxygen; there is low energy consumption a larger amount of dissolved oxygen
Microorganisms attach and penetrate into the solid substrate Microorganisms uniformly distribute in the culture system
At the end of fermentation, the medium is a wet state At the end of the fermentation, the medium is liquid substrate, and the concentrations of products are high and the concentrations of products are low
High production rate and high product yield Low production rate and low product yield
Mixing is difficult or impossible, some microorganisms are sensitive to mixing or agitation and the growth of Mixing is easy, and the growth of microorganisms is microorganisms is restricted by nutrient diffusion not restricted by nutrient diffusion
Heterogeneity Homogeneity Extraction process is simple and controllable; little Extraction process is usually complex; there is a large water amount of waste water
Low water activity High water activity
Simple fermentation bioreactor High-tech design fermentation bioreactor
Natural enrichment or artificial breeding systems Pure strains
Low raw material cost High raw material cost
Source: (Musaalbakri, 2014).

22
2.3.5 Factors that influence SSF
Its simplicity and its closeness to the natural habitat of many microorganisms confer great
advantage on SSF. Through modern biotechnology, there are new initiatives to improve and
enhance the productivity of SSF. Each microorganisms, solid substrate, and bioreactor
system plays a major role in the success of SSF. Musaalbakri (2014) classified the factors
influencing the performance of SSF into three major categories, namely:
i. Biological factors
ii. Physico-chemical factors
iii. Mechanical factors
2.3.5.1 BIOLOGICAL FACTORS
2.3.5.1.1 TYPE OF MICROORGANISM
The most important criterion in SSF is the selection of a suitable microorganism, which has
the ability to degrade the solid substrate. SSF processes are due mainly to the fermentation
activity of either fungi alone, bacteria alone, a mixture of fungi and yeasts or fungi followed
by a mixture of bacteria and yeast. The selection of microorganism is usually dependent on
the type of solid substrate, growth requirements and targeted final product (Krishna, 2005).
These general criteria will affect the fermentation design and downstream processing.
Filamentous fungi continue to dominate as an important microorganism in SSF due to their
mycelia mode of growth as well as their neutral physiological capabilities (Mitchell et al.,
2011). The use of a single microorganism, especially in industrial SSF processes, has the
advantage of improved rate of substrate utilization and controlled product formation (Nigam
and Pandey, 2009).

23
Ensiling and composting are among the processes involving several microorganisms that
exhibit symbiotic behavior; in other words, mutual growth of microbial communities and
thus mixed culture processes, as these exist in most natural habitats (Nigam and Pandey,
2009).
2.3.5.1.2 INOCULUM
Inoculum can be described as a preparation containing high numbers of viable
microorganisms, which may be added to bring about desirable changes in the solid substrate
(Wolzapfel, 1997). The age of the inoculum, the medium used for its cultivation, and
therefore its physiological state are of the utmost importance in many fermentation processes.
According to Sheperd and Carels (1983), if the inoculum used for the production of
secondary metabolites is not in the correct physiological state, a considerable decrease in
production will occur. This is because the early hours of fermentation determine the future
direction of the culture. Sekiguchi and Gaucher (1977) observed that with Penicillium urticae
the type of inoculum used greatly influences the level of secondary metabolites produced;
Smith and Calam (1980) reported that different yields were obtained in penicillin and
griseofulvin fermentation using different types of inoculum. From their study, it was shown
that biochemical factors, such as the level of enzyme activity and efficiency, were at least as
important as morphology in determining yield, being carried forward from the inoculum to
the production stage. For example, most fungi produce spores, spores inoculum are easy to
prepare and can be stored for longer periods than vegetative cells. The chances for
contamination are higher if low levels of inoculum density were used.

24
According to Nigam and Singh (1994), by increasing the inoculum quantity, the time
required for substrate utilization can be shortened and this can also aid the inoculated fungus
to displace any other microbes that may be present. This makes processes involving fungi
more flexible since the synchronization of inoculum production with the rest of the process is
not that crucial. Sporulation is generally not desirable during the fermentation itself (Mitchell
et al., 2002).
2.3.5.1.3 SUBSTRATES
Carbon sources supplied in the medium are of great importance to fungi since they provide
the carbon source needed for the biosynthesis of cellular constituents. This includes
carbohydrates, proteins, lipids, nucleic acids, and their oxidation provides energy for the cell
(Gadd, 1988). The solid substrate is a major element in SSF. In addition to providing
nutrients such as carbon and nitrogen, the solid substrate also performs the role of the
physical structure that supports the growth of microorganisms (Cauto, 2008).
2.3.5.1.3.1 Starchy substrates
Starchy substrates that have been used in SSF include rice, barley, oats, cassava, wheat bran,
cassava meal, corn meal, okra, sweet potato residues, and banana peel. Starchy substrates,
being rich in carbohydrates (important carbon source in many microbial fermentation
processes), are hydrolyzed to produce simple sugars that can be consumed by
microorganisms (Musaalbakri, 2014).

25
2.3.5.1.3.2 Protein Containing Substrates
Food and agro-industry by-products such as oil cakes are an ideal source of protein nutrients.
Their use as a solid substrate is highly favored in SSF. Pumpkin oil cake (63.52% protein )
(Pericin et al.,2008), soybean oil cake (51.8% protein) (Borucki Castro et al., 2007), sesame
oil cake (48.2% protein) (Yamauci et al.,2006), groundnut oil cake (45.6% protein) (Batal et
al., 2005), safflower oil cake (44.0% protein) (Sivaramakrishnan and Gangadharan, 2009),
rapeseed meal oil cake (42.8% protein) (Bell, 1984), cottonseed oil cake (41.0% protein)
(Ramachandran et al., 2005), mustard oil cake (38.5% protein), sesame oil cake (35.6%
protein), sunflower oil cake (34.1% protein) and canola oil cake (33.9% protein)
(Ramachandran et al., 2007protein), linseed oil cake (32 - 36% protein) (Rani and Ghosh,
2011), coconut oil cake (25.2% protein) (Ghosh et al., 2013), copra oil cake (23.11% protein)
and palm kernel oil cake (20.4% protein) (Dairo and Fasuyi, 2008) and olive oil cake (4.77%
protein) (Vlysside et al., 2004) are the most abundant agriculture by-products oil cakes, rich
in proteins (important nitrogen source in many microbial fermentation) and supported by
other nutrients such as carbohydrates and minerals, these offer a wide range of alternative
substrates in SSF for the production of various enzymes, a wide spectrum of secondary
metabolites, biomass, organic acids and biofertilizer among other uses.
2.3.5.1.3.3 Cellulosic or ligno-cellulosic substrates
Most agricultural residues contain high levels of cellulose or ligno-cellulose, which have the
potential to be used as solid substrates in SSF. These include sugarcane bagasse, soybean
hulls, wheat bran, rice hulls, rice stover, corn cob, barley husk, sugar beet pulp, wheat straw,
26
barley straw and wood. In this case, cellulolytic fungi such as Trichoderma reseei,
Trichoderma longibrachiatum, Trichoderma viride, and Aspergillus niger
2.3.5.1.3.4 Substrates with soluble sugars
Solid substrates containing significant amount of soluble sugars may be obtained from fruit
processing such as molasses, grape pomace, apple pomace, kiwi pomace, lemon peel, lemon
pulp, peach pomace, pineapple waste, sweet sorghum, fodder and sugar beets, sugar beet
pulp, carob pods, and coffee pulp,etc.
2.3.5.2 PHYSICO-CHEMICAL FACTORS
2.3.5.2.1 MOISTURE CONTENT
The water requirements of microorganisms for microbial activity can be expressed
quantitatively in the form of water activity (aw) of the environment or substrate. This gives
an indication of the amount of free water in the substrate and determines the type of
microorganisms that can grow. Saturated air is usually applied to the system as an alternative
to maintain water activity (aw) and moisture content of the fermented substrate in cases
where bioreactors are used. It is also a common practice used to avoid substrate drying. This
approach is suitable when the SSF is carried out in designated bioreactors. At high moisture
content, solid substrate particles tend to stick together and thus reduce the surface to volume
ratio of solid material. According to Mitchell et al. (2002), high moisture levels can cause
agglomeration of medium particles in SSF and lead to oxygen transfer limitations; as a result,
a great decrease is observed in the production of microbial metabolites. Hence, it is important
to provide and monitor the moisture content at an optimum level.

27
2.3.5.2.2 pH
In SSF, pH is very difficult to measure and control. This is because of the nature of solid
substrate, very low water content (lack of free water), heterogeneity in the conditions of the
systems, and due to the lack (or absence) of suitable on-line pH measurement methods
(Durand et al., 1997). There is no reliable electrode that can measure pH in the solid medium,
usually it is desirable to use microorganisms which will grow over a wide range of pH and
which have broad pH minima (Musaalbakri, 2014). Individual groups of microorganisms
react in different ways to the pH value of the fermentation environment. Bacteria generally
prefer pH values near neutrality, fungus and yeasts lightly acid pH values, and actinomycetes
above neutrality. Villegas et al. (1993) suggested using of a potentiometric electrode or a
standard pH electrode after suspending the fermented substrate in water.
2.3.5.2.2 TEMPERATURE
The problem regarding temperature arises during the SSF process due to the heat generated
from microbial activity and accumulated in the system (Nigam and Pandey, 2009).
Temperature due to heat and mass transfer effects presents difficulties in handling the SSF
process (Krishna, 2005). The heat needs to be removed from the system to avoid overheating
and thereby disturbing the growth of microorganisms and the formation of products (Pandey
et al., 2001). Therefore, in SSF, most studies on solid state bioreactor designs are focused on
maximizing heat removal (Figueroa-Montero et al., 2011; Ashley et al., 1999). The problem
becomes crucial in large-scale systems where heat evolution leads to huge moisture losses
and, under these circumstances, disturbing fungal growth (Khanahmadi et al., 2006).

28
Another problem is that heat creates condensation such that a large amount of water is
returned back to the fermented solid. This will create heterogeneity in the solid substrate.
Because of this, it is difficult to maintain the temperature at an ideal range. To overcome this,
air is usually blown into the system, to force out the heat generated via a gas outlet (Sato et
al.,1984). The flow rate of the air blown into the system needs to be taken into account to
avoid the loss of moisture content from the fermented substrate (Shojaosadati et al., 2007).
2.3.5.2.3 GASEOUS ENVIRONMENT
The gases of interest are oxygen and carbon dioxide. Oxygen must diffuse from the inter-
particle space to the biomass. Adequate supply of oxygen is required to maintain aerobic
conditions. Carbon dioxide must diffuse from the biomass to the inter-particle space .This
requirement can be achieved by aeration or mixing of the fermenting solids. Oxygen
limitation might occur at deep areas of the substrate. These can be solved by turning the
fermenting substrate through mixing processes (Lonsane et al., 1985).
2.3.5.2.4 AERATION
Microorganisms normally vary in their oxygen requirements. Oxygen or air is sparged into
the medium. Aeration plays two important roles in SSF:
(i) Meeting the oxygen demand in aerobic fermentation and
(ii) Heat and mass transport in a heterogeneous system.
Aeration provides and maintains high oxygen levels and low carbon dioxide levels in the
inter-particle solid substrates; the points to take into account with the aeration are the flow
rate and air quality. Dry air at high flow rate will have an effect on the moisture of fermented
substrate even though it has an advantage in terms of heat removal.

29
Aeration rate was shown to have a positive effect on microbial growth and product formation
(Assamoi et al., 2008; Gutarra et al., 2005; Zhang et al., 2003). Alternatively, using saturated
air is a common strategy to avoid substrate drying by maintaining moisture levels. In
addition, the rate of aeration by saturated air controls the temperature and the moisture
gradients of the solid medium (Saucedo-Castaneda et al., 1992).
2.3.5.2.5 PARTICLE SIZE
The particle size properties of solid substrates will lead to the shape, accessible area, surface
area and porosity of the solid substrates (Richard et al., 2004). Processes like chopping,
grinding and cutting create a condition for microorganisms to be active at the initial stages of
growth and increase the degradation and hydrolysis rate since the solid substrate is insoluble
(Ramana Murthy et al.,1993). The most important physical factor is the particle size that
affects the surface area to volume ratio of the solid substrate (Krishna, 2005). Smaller
particle size would provide a larger surface area per volume and allow full contact of
microorganisms with the nutrients but the diffusion of oxygen would be affected (Nigam and
Pandey, 2009); larger particle size provides small area per volume ratio and gives excellent
diffusion of oxygen but contact with nutrients is affected (Nandakumar et al., 1994). A
suitable particle size should satisfy both mycelial growth and the demand for oxygen and
nutrients (Nandakumar et al., 1996).
Particle size also affects the size of inter-particle voids and porosity (Mitchell et al., 2002).
Any change in porosity of the solid substrate bed changes the apparent density of solid
substrate and diffusion of gases into the bed, a large pore size is suitable for an adequate
oxygen supply (Pandey, 1991). If porosity is limited, the effective diffusivity of gases is less.

30
Particle size and properties may change during fermentation; these do not only affect the
growth of microorganisms, but also affect the monitoring of heat conductivity, substrate
consumption, products concentration and water content (Rahardjo et al., 2005).
2.3.5.3 MECHANICAL FACTORS
2.3.5.3.1 AGITATION/MIXING
Agitation or mixing plays the same role as aeration. In addition, agitation is a possible
alternative to solve heterogeneity problems in SSF and might improve homogeneity and
disrupt gradients (Lonsane et al., 1985; Xu and Hang 1988).
Another benefit of agitation is that air flow is more evenly distributed which improves the
conditions for microbial growth within the entire fermented bed (Suryanarayan, 2003).
however, agitation affects mycelium formation as shear forces due to agitation can destroy
the mycelium. Continuous agitation also may create problems related to cell damage
especially when filamentous fungi are used (Mitchell et al., 2011).
2.3.6 PERCEIVED ADVANTAGES OF SSF
SSF has centuries of history, but it is only in the last two decades that there has been a
concerted effort to understand bioprocessing aspects involved in SSF and to apply them to a
wide range of new products (Pandey et al., 2008). Although significant advances have been
achieved in understanding the controls of process performance, much research is still
required. Studies on SSF and some of their results have provided a substantial contribution
to the improvement of the existing and widely used technology.

31
To a certain extent, some of the research findings have widened the scope of research
activities towards a better understanding of existing SSF systems. The various advantages
that have been identified through the literature can be described based on different criteria,
namely
(1) Biological advantages;
(2) Processing advantages;
(3) Environmental advantages and
(4)Economic advantage.

32
TABLE 2.4 The main advantages of SSF listed and summarized within four categories.
Type of
advantage
Remarks
Biological
Other biological advantages:
fungi-producing spores. Spores can be used as
inoculum, can be preserved for a long time and can be used repeatedly
Processing
e loading is much higher
Other processing advantages:
simple and unrefined
-treatment and treatment of the natural resources can be very
simple
be simple since products are
concentrated
-foam chemicals
Environmental
products manufacture
Economic
- Natural unusable carbon source
which are extremely cheap, variable and abundant agro-industry and food
waste.
-friendly
proved to be economically feasible
Source: (Musaalbakri, 2014)

33
2.5 Aspergillus spp AS A BIOCATALYSTS
Aspergillus is the name used for a genus of moulds that reproduce only by asexual means,
Aspergillus species are common and widespread; they are among the most successful groups
of moulds with important roles in natural ecosystems and the human economy.
The genus Aspergillus have several species such as Aspergillus flavus, Aspergillus oryzae,
Aspergillus fumigatus, Aspergillus glaucus and Aspergillus niger.. Aspergilli are a
fascinating group of fungi exhibiting immense ecological and metabolic diversity as they
could be both pathogenic and industrially productive (Papagianni et al., 1999). These include
notorious pathogens such as Aspergillus flavus, which produces aflatoxin, one of the most
potent, naturally occurring, compounds known to man. Conversely, also included are other
fungi, such as A. oryzae, involved in the industrial production of soy sauce and sake, A. niger
used for the production of citric acid and enzymes such as glucose oxidase and lysozyme
(Masayuki and Katsuya, 2006). These fungi are also liberate enzymes that degrade lignin
present in cellulolitic materials (Abreu et al., 2007). In favourable environments
(temperature, relative humidity, luminosity) they produce ignocellulase enzymes, mainly
laccase (LAC) and Mn-peroxidase (MnP), which convert these lignocellulosic residues into
food ( Bentil, 2012).
2.6 ADVANTAGE OF USING Aspergillus niger IN SOLID STATE FERMENTATION.
Oligotrophic are organisms that can live in an environment that offers very low levels of
nutrients, they may be contrasted with copiotrophs, which prefer nutritionally rich
environments (Anon, 2015).

34
In addition to growth on carbon sources, many species
of Aspergillus demonstrate oligotrophy where they are capable of growing in nutrient
depleted environments, or environments with a complete lack of key nutrients. A. niger is a
prime example of this; it can be found growing on damp walls, as a major component
of mildew. The Uninted states Food and drug Administration (US FDA) in the united States
list Aspergillus oryzae and Aspergillus niger on its generally recognized as safe (GRAS) list
(Schuster et al., 2002).
2.7 IN VITRO DIGESTIBILITY STUDIES.
The nutritive quality of any feedstuff is evaluated by the availability of its nutrients to the
animal in question for good growth performance (Tatli and Cerci, 2006). However,
nutritional management may be influenced by several factors such as the physiological and
hormonal conditions of the animal (Cone et al., 1996). Monogastric animals such as poultry
and pigs do not have any microorganisms in the GIT unlike ruminants therefore always need
high energy diets containing readily available simple sugars (Chang et al., 1998) to
complement their energy requirements. The bioavailability of a feedstuff can therefore be
investigated outside the animal by the application of in vitro digestibility studies (Tilley and
Terry, 1963) which employs enzymatic action on feed material in a test tube to evaluate the
utilization of the feed by the animal. The only drawback with in vitro digestibility is that
these methods cannot mimic the complex and dynamic conditions in the digestive tract of
live animals where exogenous and endogenous secretions and nutrients are mixed and where
there are also interactions in concentration, inhibition, microbial, neutral and hormonal
effects though relatively simple, inexpensive, rapid and high level of precision achieved
(Tilley and Terry, 1963).

35
CHAPTER THREE
MATERIALS AND METHODS
3.1 LOCATION OF THE EXPERIMENT
This study was carried out in the Animal science Laboratory of the college of Agricultural
science Landmark University Omu-Aran, Kwara State, Nigeria.
3.2 MICROORGANISM AND SUBSTRATE
The microorganism that was used for the study is Aspergillus niger USM F4. The organism
was obtained from the Laboratory stock of the Department of Biological Science, Landmark
university, Omu-Aran, Kwara State, Nigeria.
The nutrient media used for this experiment was the Malt extract broth. which was prepared
using 40g/litre and 20g/litre of peptone added to 50mL of distilled water, and then the solution
was thoroughly mixed using a glass rod (stirrer.). The solution was heated to boil at 121 oC for
15 min and then allowed to cool to ambient temperature. After cooling, the cooled broth was
then taken to the biochemistry Laboratory where 0.05% of chloramphenicol was added to
inhibit bacteria growth.
Preparation of the Agar
Sabouraud dextrose agar was used in the preparation. 12.5g of the agar was measured into the
conical flask and 200mls of distilled water. The mixture was then cotton plugged and then
sterilized. It was placed at room temperature (25ºc) where it was solidified. Before usage for
the experiment, the organism was first cultured on sterile Sabourand dextrose agar plate, to
ascertain its purity.
36
The pure organism was then stored in Sabourand dextrose agar and stored in a refrigerator at
4oC±2
oC and withdrawn when needed. Prior to use, the fungal was cultured in Sabourand
dextrose broth and incubated at 25oC ±2
oC for 72 h. At the expiration of incubation, the
culture medium was centrifuged (TDL 5000B) at 5000 revolution per minute (rpm) for 45
min.After centrifugation, the supernatant was decanted while the cells were swashed several
times with sterile distilled water to remove the broth. After swashing the cells were then
suspended in sterile normal saline (0.85% w/v NaCl). The microbial counts in the suspended
cells was then estimated using the plate count method with cell count expressed as spore
forming units/mL, using standard microbiological techniques.
The substrate (sawdust) used for the study was obtained from a timber processing industry in
Omu-Aran, Kwara State, Nigeria. Prior to use, the sawdust was air dried for two weeks, after
which known amount of the substrate was weighed into 250 mL capacity conical flasks,
cotton-plugged and autoclaved for sterilization at 121oC for 15 min at 15 pound square
inch-gauge (psi).
3.3 EXPERIMENTAL SETUP
The study focussed on variation of moisture level which was set up with both experimental
and control test i.e. three (3) treatments and one (1) control. The weighed samples were
inoculated with Aspergillus niger aseptically in a laminar flow, separately into 32 conical
flasks with 8 conical flasks for each treatment level and the control test. Counting showed
that the parent stock contained 8.0 x106
cfu/ml (colony forming unit) at different levels for all
treatments.

37
Table 3.1 Composition of each experimental treatment.
Treatment Composition
A (1:1) 20g of substrate + 20ml of spore suspension
B(1:2) Control 20g of substrate + 20ml of distilled water
C (1:3) 20g of substrate + 20ml 0f spore suspension + 40 ml of distilled water
D (1:4) 20g of substrate + 20ml 0f spore suspension + 60 ml of distilled water
All the substrates were incubated at room temperature for 14 days; 4 samples were taken
every 2days for analysis, one sample from each treatment and one from the control.
3.4 DETERMINATIONS OF RESULTS
Physiochemical changes and some part of proximate analysis were carried out. The
fermented samples were removed from the conical flask, and physiochemical analysis was
carried out immediately. The remaining samples were air dried at room temperature before
the proximate components analysis.
3.4.1.1 pH DETERMINATION
pH gas electrode was used to check the pH of the samples; the pH scale was calibrated to pH
7 using buffer. 2ml of distilled water was added to 1g of each sample of the substrate in a
beaker and mixed thoroughly, the mixture was then left for 5mins after which the pH was
checked and the readings taken.
38
3.4.1.2 MOISTURE DETERMINATION
Empty crucibles was weighed separately at first, and then 2g of the dried samples were
weighed separately also and then later placed inside the crucible. The weight of the crucible
and the sample was then taken together. The crucible together with the sample was then
placed in an oven at 105oC for 24 hours. The samples were then removed and placed in a
desiccator and allowed to cool and weighed thereafter.
%Moisture content= wt. of sample+ crucible before drying -wt of sample+ crucible after drying × 100
Wt. of sample
3.4.1.3 DRY MATTER DETERMINATION
The dry matter was gotten after the substrate samples dried in the oven. The samples left
were the dry matter.
%dry matter= 100- %moisture
3.4.1.4 ASH DETERMINATION
Two grams (2g) of each of the dried samples was weighed into empty crucible. The crucibles
were placed in a furnace to ash at 550oc for 4hours. After ash, the crucibles were left in the
furnace for it to cool for a while before the sample were then removed and placed in a
decicator to cool. The cooled samples were then weighed.
% Ash=Weight of crucible+ ash-weight of the crucible × 100
Weight of sample

39
3.4.2.1 CRUDE PROTEIN DETERMINATION
One gram (1g) of each of the dried sample was placed into the Kjeldahl digestion flask. A
known amount of catalyst (selenium powder) was added, one gram (1g) of copper sulphate
(CuSO4) was added to the mixture, 5g of sodium sulphate (Na2SO4) was also added to the
mixture and 12ml of Sulphuric acid was finally add to each of the digestion flask and then
shaken thoroughly to ensure the samples were properly mixed with the chemical mixtures.
The determination was in 3 stages, they include; digestion, distillation and titration.
Digestion: The digester was turned on and allowed to heat until the temperature readings was
420oC, the Kjeldahl digestion flask was then moved into the digester and allowed to digest
for 1 hour, and it was then left to cool completely.
Distillation: The digested material still in the digestion flask was then moved to the
distillation unit, and a Kjeldahl nitrogen distillation apparatus (TecatorTM Kjeltec system)
was used for the distillation. The distillation lasted for 5 minutes.
Titration: The filtrate from the distiller was then moved for titration. It was titrated with
0.1N HCl acid solution.It was titrated until the colour changed from blue to pale red and the
readings recorded.
%N = (T-B) × n × VA × 100
Weight of sample (mg)
% CP = N × 6.25
Where:
N = Nitrogen
T = Titre value

40
B = Blank value
n = Normality of acid (0.1)
VA = volume of acid (nitrogen)
CP = Crude protein
3.6 DATA ANALYSIS
The results were presented using tables and graphs.
41
CHAPTER FOUR
RESULT
4.1 EFFECT OF INITIAL MOISTURE LEVEL ON THE pH OF THE SUBSTRATE
From Fig. 4.1, it is revealed that there was a progressive decrease in the pH of the substrate
throughout the period of fermentation which indicates a progressive increase in the acidity of
all the experimental treatment.
As shown in Fig. 4.1, on Day 0 all Treatments including the control maintained a slightly
acidic pH. Treatments A, C, D had a pH of 6.21, 6.22 and 6.20 respectively. The control
Treatment also had a slightly acidic pH of 6.20
On day 2( as shown in Table. 4.1), Treatment A increased slightly in acidity from pH 6.21
that was seen in Day 0 to pH 6.19, Treatment C also increased slightly in acidity from a pH
of 6.20 to 6.17. A similar trend in slight increase in acidity was also seen in treatment D as
there was a slight change in pH value from 6.20 seen on Day 0 to 6.16 noticed on Day 2.
After the entire period of fermentation of 14 days, the highest acidity (lowest pH) was seen in
treatment D with pH 4.60 on day 14 while the lowest acidity (highest pH) was notice in
Treatments B and D on Day 0 having the same pH of 6.20.
Treatment B which served a control also decreased in pH progressively from 6.20 seen on
day 0 to 5.50 seen on day 14.

42
Fig 4.1: Variation in pH of sawdust at different levels of initial moisture treatment during the
14 days period of fermentation.
Table 4.1: Changes in pH of the fermented substrate at different levels of initial moisture
treatment during the 14days period of fermentation.
TREATMENTS Day 0 Day 2 Day 4 Day 6 Day 8 Day 10 Day 12 Day 14
A 1:1 6.21 6.19 6.16 6.13 5.88 5.46 4.98 4.76
B 1:2(control) 6.20 6.17 6.16 6.07 6.07 5.93 5.61 5.50
C 1:3 6.22 6.17 6.12 5.98 5.98 5.32 4.88 4.64
D 1:4 6.20 6.16 6.03 5.98 5.98 5.20 4.82 4.60
4
5
6
7
0 2 4 6 8 10 12 14
%
Incubation period (days)
pH
A B C D
43
4.2 EFFECT OF INITIAL MOISTURE LEVEL ON DRY MATTER CONTENT OF
THE SUBSTRATE
From Fig. 4.2, it is revealed that there was a progressive decrease in the dry matter from Day
0 to Day 8 from where the dry matter began to increase again.
Treatment A maintained a dry matter of 91.50% for day 0 and day 2 then decreased
progressively from day 4 to day 8 where it was recorded to have a dry matter of 88.50% , the
dry matter started to increase again progressively from Day 8 to Day 14 where it recorded the
highest dry matter content of 93.00%.
As shown in Fig. 4.2, treatments C and D showed a very similar pattern in the change in dry
matter. Both treatment C and D had a dry matter level of 90% and this was maintained for
day 0 and day 2, both treatments also had the same dry matter of 89% on day 4, a progressive
increase in dry matter was notice from day 10 and both treatment had a dry matter of 90.5%
on day 14.
Treatment B which served as a control for the experiment had no noticeable pattern in
increase of decrease in dry matter content.

44
Fig 4.2: Variation in dry matter content of sawdust at different levels of initial moisture
treatment during the 14 days period of fermentation.
Table 4.2 Changes in dry matter of the fermented substrate at different levels of initial
moisture treatment during the 14days period of fermentation.
TREATMENTS Day 0 Day 2 Day 4 Day 6 Day 8 Day 10 Day 12 Day 14
A 1:1 91.50 91.50 91.00 89.50 88.50 90.00 91.50 93.00
B 1:2(control) 90.50 91.00 91.50 91.50 91.50 92.00 91.50 91.00
C 1:3 90.00 90.00 89.00 88.50 88.50 89.00 90.00 90.50
D 1:4 90.00 90.00 89.00 88.00 87.50 89.00 89.50 90.50
87
88
89
90
91
92
93
94
0 2 4 6 8 10 12 14
%
Incubation period
Dry matter
A B C D
45
4.3 EFFECT OF INITIAL MOISTURE LEVEL ON THE MOISTURE CONTENT OF
THE SUBSTRATE
As revealed in Fig.4.3, the initial moisture level treatment of the substrate gave varying
levels of moisture content throughout the period of fermentation. Treatment A at Day 0 and
Day 2 maintained a stable level in moisture content at 8.50%, and showed a progressive
increase from Day 4 to Day 8 where the moisture content for this treatment peaked at 10.50%
from where there was a steady decrease till the final day of fermentation where the moisture
content of the substrate for this treatment was lowest at 7.50% seen on Day 14
Treatment C showed a similar pattern as revealed in Fig.4.3, Day 8 had the highest level in
moisture content at 12.00% and Day 14 having the lowest level of moisture content at 9.50%.
Treatment D (1:4) had the highest level of moisture content of 12.50% on Day 8 and 9.50%
on day 14.
Treatment B which served as the control of the experiment showed no exact pattern of
change in the moisture content throughout the period of fermentation, and had an average of
8.62% moisture content throughout the period of fermentation.
At the end the fermentation period for Treatment A, 26.08% increase was noticed from Day
0 to Day 8 which had the highest moisture level and a 39.13% decrease was seen from day 8
to day 14, similarly for Treatment C 16.66% increases was noticed from Day 0 to day 8
while a 20.83% decrease was noticed from day 8 to 14. For Treatment D 20% percentage
increase was notice from Day 0 to Day 8.

46
Fig 4.3: Variation in moisture content of sawdust at different levels of initial moisture
treatment during the 14 days period of fermentation.
Table 4.3 Changes in moisture content of the fermented substrate at different levels of initial
moisture treatment during the 14days period of fermentation.
TREATMENTS Day 0 Day 2 Day 4 Day 6 Day 8 Day 10 Day 12 Day 14
A 1:1 8.50 8.50 9.00 10.50 11.50 10.00 8.50 10.00
B 1:2(control) 9.50 9.00 8.50 8.00 8.50 8.00 8.50 9.00
C 1:3 10.00 10.00 11.00 11.50 12.00 11.00 10.00 9.50
D 1:4 10.00 10.00 11.00 12.00 12.50 11.00 10.50 9.50
6
8
10
12
0 2 4 6 8 10 12 14
%
Incubation period (days)
Moisture
A B C D
47
4.4 EFFECT OF INITIAL MOISTURE LEVEL OF THE SUBSTRATE ON ASH
As revealed in Fig.4.4, there was a progressive increase in the ash content of the substrate for
all experimental treatments. After the 14 days period of fermentation the Ash content for;
Treatment A Changed from 2.58% to 4.58%, for Treatment C, it changed from 2.58% to
4.90% while treatment D changed from 2.60% to 5.05%.
Fig 4.4 also revealed that the control (Treatment B) had no definite change and decreased
from 2.55% seen on day 0 to 2.42% noticed on day 14 .
The observed variations translate to increases of 43.67%, 47.35%, and 48.50% for treatment
A, C, D, respectively after the total fermentation period. Therefore the Highest Ash content
of 5.05% was seen on Day 14 in treatment D.
Treatment B which served has the control had no regular pattern and there was no noticeable
increase seen in the control, since the ash content of the substrate on Day 0 is 2.55% and the
resultant ash content on day 14 is 2.41%, the ash content after the period of fermentation
could be translated to give a 5.49% decrease in the control.
.

48
Fig 4.4: Variation in Ash content of sawdust at different levels of initial moisture treatment
during the 14 days period of fermentation.
Table 4.4 Changes Ash of the fermented substrate at different levels of initial moisture
treatment during the 14days period of fermentation.
TREATMENTS Day 0 Day 2 Day 4 Day 6 Day 8 Day 10 Day 12 Day 14
A 1:1 2.58 2.66 2.89 3.20 3.31 4.10 4.27 4.57
B 1:2(control) 2.55 2.58 2.50 2.58 2.46 2.56 2.31 2.41
C 1:3 2.55 2.55 2.93 3.32 3.50 4.42 4.42 4.97
D 1:4 2.60 2.99 2.99 3.37 3.72 4.72 4.72 5.05
1
2
3
4
5
6
0 2 4 6 8 10 12 14
%
Incubation period (days)
ASH
A B C D

49
4.5 EFFECT OF INITIAL MOISTURE LEVEL ON CRUDE PROTEIN
The result shown in Fig. 4.5 indicates a progressive increase in the crude protein content of
the substrate in all treatment. In Treatment A there was a steady increase in the crude protein
content of the substrate from day 0 to day 4,however a slight decrease was noticed on day 6,
and from day 8 to day 14 there was a steady increase. The crude protein increase for
Treatment A translate into 33.67% increase when the value gotten on day 14 is compared to
that of day 0
Treatment C as shown in Fig 4.5 showed a progressive increase in the crude protein of the
substrate, with the highest crude protein level seen at day 14, the total increase translating to
39.10% increase when the value gotten on Day 14 is compared to that of day 0
Treatment D also increased progressively as the fermentation progressed. After the entire
period of fermentation the highest crude protein values was recorded in Treatment D and
gave a 42.35% increase in crude protein when the value gotten on Day 14 (4.58) is compared
with the value gotten on Day 0 (2.64), as shown in table 4.5
Treatment B which severed as the control showed no regular pattern in its crude protein
content.

50
Fig 4.5: Variation in Crude protein content of sawdust at different levels of initial moisture
treatment during the 14 days period of fermentation.
Table 4.5 Changes Crude protein of the fermented substrate at different levels of initial
moisture treatment during the 14days period of fermentation.
TREATMENTS Day 0 Day 2 Day 4 Day 6 Day 8 Day 10 Day 12 Day 14
A 1:1 2.64 2.79 2.88 2.82 3.01 3.56 3.60 3.98
B 1:2(control) 2.64 2.55 2.61 2.68 2.34 1.89 1.92 2.01
C 1:3 2.64 2.82 3.12 3.27 3.31 3.59 3.89 4.34
D 1:4 2.64 2.89 2.97 3.39 3.42 3.62 3.93 4.58
1
1.5
2
2.5
3
3.5
4
4.5
5
0 2 4 6 8 10 12 14
%
Incubation period (days)
Crude protein
A B C D

51
CHAPTER 5
DISCUSSIONS AND CONCLUSION
5.1 DISCUSSIONS
According to Soma et al., (2011), lower moisture content causes reduction in solubility of
nutrients of the substrate, low degree of swelling and a high water tension. On the other hand,
higher moisture levels can cause a reduction in enzyme yield due to steric hindrance of the
growth of the producer strain by reduction in porosity (interparticle spaces) of the solid
matrix, thus interfering oxygen transfer.
The pH of the substrate was affected by the duration of mycotic fermentation as the acidity
increased progressively for all treatment including the control. Treatment D (1:4) had the
highest level of acidity with a pH of 4.60 after the 14 days period of fermentation while the
lowest acidity (highest pH) was notice in Treatments B and D on Day 0 having the same pH
of 6.20. The progressive decrease in pH noticed is similar to (Animashahun et al., 2013) who
reported a progressive decrease in pH of cassava residual pulp from day 0 to day 21.
According to Karr-Lilienthal et al. (2005), xylan (a polysaccharide pentosan found in plant
cell walls and woody tissue) contains a low proportion (approximately 4%) of side chains of
single units of D-glucopyranosyluronic acid residues attached to the main chain by 1→2
linkage. Upon hydrolysis, xylan yields a mixture of acidic sugars that are considered to be
constituents of most agro industrial by-products. This might be one of the reasons that
explain the acidic pH value of the substrate. It can thus be stated here that the highest acidity
seen in Treatment D (1:4) as compared to other treatments can be attributed to increase in
microbial activity brought about by to increased moisture content.

52
The moisture content of a feed material gives an indication of the extent to which the
nutritive value of the feed material can be maintained, otherwise known as its shelf life. Low
moisture content is therefore required for a longer shelf life. The gradual increase in moisture
content observed in all experimental treatment from Day 0 to Day 8 could be attributed
mycelia growth of the fungi (Bentil, 2012), this observation also agrees with Bano et al
(1986), who stated that mycelia of some fungi contain some amount of moisture. The decline
of the moisture content after the eighth day could be attributed to increase in microbial
activity that led to increase in nutrients utilization as well as water for growth (Bentil, 2012).
As show in Table 4.3 and Fig 4.3, Treatment A (1:1) had the lowest moisture content after
the entire period of fermentation, this could be attributed to the low initial moisture
treatment.
The ash content of the inoculated samples had a progressive increase throughout the period of
fermentation and the highest ash was seen on day 14, this trend was noticed among all
inoculated substrate (Fig.4.4 and Table. 4.4), the control had no regular pattern. The increase in
ash content may suggest the introduction of specific mineral(s) by the inoculum that was not
investigated. The highest percentage increase in ash was noticed in Treatment D among other
treatment which peaked on day 14 with a value of 5.05% translating into 48.5% increase when
compared to the control. The general increase in the ash content could be attributed to the
enrichment of minerals by mycelia of the fungi growing on the substrate. The fermentation
process generally impacted a positive effect on the total mineral content of the substrate
compared to the control that had no regular pattern and had a 5.49% decrease in its ash content
after the period of fermentation. This result obtained actually confirms the assertion that the
observed increase in the ash content of the inoculated sawdust was as a result of the mycelia

53
growth on the sawdust substrate. The 48.5% increase noticed in treatment on day 14 makes the
sawdust a very useful feed material for animals, as minerals in diets of animals play several
roles such as development of strong bones and also needed in metabolic processes preventing
certain health-related problems associated with deficiency of minerals (Church, 1976).
The result shown in Fig.4.5 indicates an increase in the crude protein content of the sawdust
fermented with Aspergillus niger as compared to the control. The optimum level of the crude
protein was attained at day 14 of fermentation in Treatment D (1:4) with a crude protein value
of 4.58% which translated into 42.35% increase when compared to day 0. It was realized that
there was an increasing trend of the crude protein content with fermentation time. However, the
increase in the crude protein content of the inoculated sawdust compared to the control
(uninoculated) throughout the fermentation period could possibly be attributed to the secretion
of some extracellular enzymes such as cellulases, xylanases, amylases and other lignin-
degrading enzymes which are all proteins in nature in an attempt by the fungus to utilize
available cellulose as source of carbon (Oboh et al., 2002) it could also be as a result of increase
in the growth and proliferation of fungal biomass in the form of single cell protein (SCP) or
microbial protein accounting for part of the increase in the protein content after fermentation
(Oboh, 2006; Oboh et al., 2002; Oboh and Akindahunsi, 2003).
From Fig 4.5 It was also observed that protein content of the substrate increased as initial
moisture level increased. This may be as a result of the absorption of the water by the sawdust
particles leading to the swelling of the substrates for easy penetration of the fungal mycelia,
facilitation of effective absorption of nutrients from the substrates for growth and metabolic
activities as was also observed by How and Ibrahim (2004); Ibrahim et al., (2012).
54
Proteins are macromolecules that serve as energy source when metabolized and also have
structural and mechanical functions such as actin and myosin in muscle and cytoskeleton
formation (Schwarzer and Cole, 2005). Metabolism of proteins yields amino acids which
enhances the growth and well-being of animals (Zagrovic et al., 2002). Thus the increase in the
protein content following fermentation with Aspergillus niger will contribute positively to the
utilization of sawdust by animals as feed material. A. niger has been reported to have high
specific activity for cellulases and hemicellulases (Howard et al., 2003).
5.2 CONCLUSIONS
This study, which was aimed at investigating the optimum conditions under solid state
fermentation for increasing some proximate component of sawdust especially crude protein
level, by varying the initial moisture level and utilizing Aspergillus niger as the fermentation
microbe was able to reveal the following:
The Optimum initial moisture level for increasing the crude protein content of
sawdust was observed in Treatment D (1:4) with maximum increase recorded to be
4.58% after a fermentation period of 14 days.
Solid state fermentation of sawdust with an initial substrate-moisture ratio of 1:4
could give a 42.35% increase after a fermentation period of 14 days using
Aspergillus niger.
Aspergillus niger is effective for the fermentation of sawdust, increasing the crude
protein and ash content of the substrates after some period of fermentation.
Solid state fermentation is an effective type of fermentation to be utilized for the
increase of crude protein of sawdust when utilizing Aspergillus niger

55
Although this study cannot be regarded as exhaustive, as there is need for further
investigations; the provided information from this study about the optimum conditions for
increasing the crude protein content can be utilized for other research works. It has provided
information on the optimum conditions for increasing crude protein content of sawdust and
has added to the knowledge base on the topic. The knowledge of this could help in further
research works and also in effective increase of the crude protein content of rice bran which
can be utilized by monogastric farmers in feeding their animals.
These results obtained have therefore rendered the sawdust more useful as animal feed
material particularly for monogastric animals, the extensive use of sawdust subjected to
solid state fermentation could therefore reduce the environmental pollution caused by this
agro-industrial by-product.
5.3 RECOMMENDATIONS
Notwithstanding the suitability of the fungi treated sawdust as feed material for animals, it is
recommended that:
(a) An assay should be conducted to ascertain the mycotoxicity level in the fungi treated
sawdust since the strain of Aspergillus niger used in the study was not specified whether or not
it produced Aflatoxin during the fermentation process.
(b) Secondly, an in vitro digestibility studies should be conducted to be able to ascertain the
level of fibre digestibility of the sawdust in terms of available total sugars.
(c) Finally, a large-scale fermentation of sawdust and its subsequent utilization in feeding trials
of broiler or layer chicks should be investigated.

56
REFERENCE
Abreu, L. D., Marino, R. H., Mesquita, J. B. and Ribeiro, G. T. (2007). Degradação da
Madeira de Eucalyptus sp. por basidiomicetos de podridão branca. Arq. Inst. Biol. 74:
321 -328.
Adamafio, N.A., Ayombil, F. and Tano-Debrah, K. (2011). Microbial detheobromination
of Cocoa (Theobroma cacao) Pod Husk. Asian J. Biochem., 6: 200-207.
Aduku, A.O. (2005). Tropical feedstuff analysis table
Alemawor, F., Dzogbefia, V. P., Oldham, J. H., and Oddoye, O. K. (2009). Effect of
fermentation on the composition of cocoa pod husk: Influence on time and Mn 2+
supplementation on the fermentation process. African Journal of Biotechnology. 8 (9):
1950-1958.
Animashahun, R.A., Omoikhoje, S.O., Edokpayi, M.I. and Adesina B.T. (2013). Nutrient
Values of Cassava Residual Pulp as Affected by Solid State Fermentation with
Penicillium spp. IJAAAR 9 (1&2): 42-47, 2013.
AOAC (2000). Association of official Analytical chemists. Official methods of analysis.
12th edition Washington D.C.
Armani Murthy, M.V., Thakur, M.S. and Karanth, N.G. (1993) Monitoring of biomass
in solid state fermentation using light reflectance. Biosensors and Bioelectronics 8: 59
– 63

57
Assamoi, A.A., Destain, J., Delvigne, F., Lognay, G. and Thonart, P. (2008) Solid-state
fermentation of xylanase from Penicillium canescens 10–10c in a multi-layer-packed
bed reactor. Applied Biochemical and Biotechnology 145: 87 – 98
Aye, P.A. (2014) Ruminant animal nutrition (ANS 521). Lecture notes for undergraduate
class, Landmark University Omu-aran.
Batal, A., Dale, N. and Cafe, M. (2005) Nutrient composition of peanut meal. The Journal
of Applied Poultry Research 14: 254 – 257
Belewu, M.A. and Popoola, M.A. (2007) Performance characteristics of West African
dwarf goat
fed Rhizopus treated sawdust. Scientific Research and Essay Vol. 2 (9), pp. 496-498,
Bentil, J. A. (2012) Enhancement of the nutritive value of cocoa (Theobroma cacao) Bean
shells for use as feed for animals through a two- stage Solid state fermentation with
pleurotus ostreatus and Aspergillus niger. MSc. Thesis Department of Biochemistry
and Biotechnology, Kwame Nkrumah University of Science and Technology, Ghana.
Bhattacharjya, D.K., Paul, R.K., Nuruddin, M.M. and Ahmed, K.U. (2014) Effect of
Different Saw Dust Substrates on the Growth and Yield of Oyster Mushroom
(Pleurotus ostreatus). JAVS ISSN: 2319-2380, .Volume 7, Issue 2 Ver. III PP 38-46
Borucki Castro, S.I., Philip, L.E., Lapierre, H., Jardon, P.W. and Berthiaume, R. (2007)
Ruminal degradability and intestinal digestibility of protein and amino acids in treated
soybean meal products. Journal of Dairy Science 90:810 – 822

58
Castilho, L.R., Medronho, R.A. and Alves T.L.M. (2000) Production and extraction of
pectinases obtained by solid state fermentation of agro industrial residues with
Aspergillus niger. Bioresources Technology 71: 45 – 50
Castilho, L.R., Polato, C.M.S., Baruque, E.A., Sant’Anna Jr, G.L. and Freire, D.M.G.
(2000) Economic analysis of lipase production by Penicillium restrictum in solid-state
fermentation and submerged fermentation. Biochemical Engineering Journal 4: 239 –
247
Chen, H. (2013) Modern solid state fermentation: Theory and practice. Springer Dordrecht
Heidelberg New York London ISBN 978-94-007-6043-1 (eBook)
Chen, J. and Zhu, Y. (2013) Solid state fermentation for foods and beverages (Fermented
foods and beveragesseries). CRC Press Taylor & Francis Group
Church, D. C. (1976) Digestive physiology and nutrition of ruminants Vol. 1. Digestive
Physiology Books, Corvallis, Oregon. p. 982.
Dairo, F.A.S. and Fasuyi, A.O. (2008) Evaluation of fermented palm kernel cake meal and
fermented copra meal proteins as substitute for soybean meal protein in laying hens
diets. Journal of Central European Agriculture 9(1): 35 – 44
Durand, A., Renaud, R., Maratray, J., Almanza, S. and Diez, M. (1997) INRA-Dijon
reactors for solid state fermentation: Designs and Applications. Journal of Scientific
and Industrial Research 55(5/6): 317 – 332

59
Egbunike, G.N., Ikpi, A.E. (2000) Can agro industrial by-products and crop residue save the
Nigerian livestock industry. Retrieved from
https://ilri.org/InfoServ/Webpub/fulldocs/X5536e/X5536E0Y. HTM
Falaye, A. E. (1993) Utilization of Agro-industrial waste as fish feed stuffs in Nigeria.
Retrieved from https://
FAO. Food and Agricultural organization, Corporate Document Repository, Title: The
optimal use of agro-industrial by-products and crop residues in Nigeria.
Retrieved from http://www.fao.org/wairdocs/ilri/x5494e/x5494e0k.htm#the optimal use
of agro industrial by products and crop residues in Nigeria.
Favela-Torres, E. (2011) Improvement of heat removal in solid-state fermentation tray
bioreactors by forced air convection. Journal of Chemical Technology and
Biotechnology. (Wileyonlinelibrary.com) DOI: 10.1002/jctb.2637
Gadd, G. M., (1988) Carbon nutrition and metabolism In: Physiology of Industrial Fungi,
Ed. by Berry, D. R.Blackwell Scientific Publications, London, Pg.: 21 – 37
Ghosh, S., Murthy, S., Govindasamy, S. and Chanrasekaran, M. (2013) Optimization of
L-asparaginase production by Serratia marcescens (NCIM 2919) under solid state
fermentation using coconut oil. Sustainable Chemical Process 1 – 9
Gutarra, M.L.E., Cavalcanti, E.D.C., Castilho, L.R., Freire, D.M.G. and Sant’Anna Jr,
G.L. (2005) Lipase production by solid-state fermentation. Applied Biochemistry and
Biotechnology 121 – 124: 105 – 116

60
Hata, Y., Ishida, H., Kojima, Y., Ichikiwa, E., Kawato, A., Suginami, K. and Imayasu,
S. (1997) Comparison of two glucoamylases produced by Aspergillus oryzae in solid-
state culture (Koji) and in submerged culture. Journal of Fermentation Technology
84(6): 532 – 537
Iyayi, E. A. (2004). Changes in the cellulose, sugar and crude protein content of agro-
industrial
by-products fermented with Aspergillus niger, Aspergillus flavus and Penicillum sp.
African. J. Biotechnol. 3(3): 186-188.
Iyayi, E. A. and Aderolu, A. Z. (2004). Enhancement of the feeding values of some agro-
industrial by- products for laying hens after their solid state fermentation with
Trichoderma viride. Afr. J. Biotech. 3: 182-185
Karr-Lilienthal, L.K., Kadzere, C.T., Grieshop, C.M. and Fahey Jr, G.C. (2005)
Chemical and nutritional properties of soybean carbohydrates as related to
nonruminants: A review. Livestock Production Science 97: 1 – 12
Khanahmadi, M., Roostaazad, R., Mitchell, D.A., Miranzadeh, M., Bozorgmehri, R.
and Safekordi, A. (2006) Bed moisture estimation by monitoring of air stream
temperature rise in packed-bed solid-state fermentation. Chemical Engineering Science
61: 5654 – 5663
Krishna, C. (2005) Solid-state fermentation System – An overview. Critical Reviews in
Biotechnology 25: 1– 30

61
Lawrence, J.D, Mintert .J, Aderson J.D. and Anderson D.P. Feed Grains and Livestock:
Impacts on meat Supplies and prices. Choices (The magazine of food, farm and
resource issues) a publication of Agricultural and applied economics Association.
Retrieved from http://www.farmdoc.illinois.edu/policy/choices/20082/theme1/2008-2-
03.pdf
Lonsane, B.K., Ghildyal, N.P., Budiatman, S. and Ramakrishna, S.V. (1985) Engineering
aspects of solid state fermentation. Enzyme and Microbial Technology 7: 258 – 265
Mitchell, D.A., Berovic, M. and Krieger, N. (2002) Overview of solid state fermentation.
Editor: EL-Gewely, M.R.Biotechnology Annual Review 8: 183 – 225
Mitchell, D.A., Tongta, A., Stuart, D.M. and Krieger, N. (2002) The potential for
establishment of axial temperature profiles during solid-state fermentation in rotating
drum bioreactors. Biotechnology and Bioengineering 80(1): 114 – 122
Musaalbakri, A. M. (2014) Design aspects of solid state fermentation. PhD thesis, The
University of Manchester, United Kingdom
Mitchell, D.A., Berovic, M. and Krieger, N. (2000) Biochemical engineering of solid state
bioprocessing. Advanced Biochemical Engineering Biotechnology 68: 61 – 138
Mitchell, D.A., de Lima Luz, L.F. and Krieger, N. (2011) Bioreactors for solid-state
fermentation. In: Comprehensive Biotechnology, Second ed. Edited by: Moo-Yong, M.
Elsevier, 2: 347 – 360
Nigam, P.S. and Pandey, A. (2009) Solid-state fermentation technology for bioconversion
of biomass and agricultural residues. In: Biotechnology for agro-industrial residues

62
utilization, Edited by: Nigam, P.S. and Pandey, A. Springer Science + Business Media
B.V. Pg.: 197 – 221
Nigam, P.S. and Singh, P. (1994) Solid-state (substrate) fermentation systems and their
applications in biotechnology. Journal of Basic Microbiology 34(6): 405 – 423
Oboh, G. Akindahunsi, A. A. and Oshodi, A. A. (2002). Nutrient and anti-nutrient content
of Aspergillus niger fermented cassava products (flour and gari). J. Food Comp. and
Anal. 15 (5): 617-622.
Ogah, S.O. (2007). Properties of saw-dust, paper and starch composite ceiling board. Am. J.
Sci. Ind. Res., 2012, 3(5): 300-304.
Oke, D.B. and Oke, M.O. (2007) Effect of feeding graded levels of sawdust obtained from
Daniellia ogea Tree on the performance and carcass Characteristics of Broiler chicken.
Research journal of poultry sciences 1 (1): 12-15, 2007.
Okhankhuele, O.T. and Opafunso, O.Z. (2013). Cause and Consequence of Rural-urban
Migration In Nigeria: A Case Study of Ogun waterside Local government area of
Ogun state, Nigeria. British Journal of Arts and Social Sciences ISSN: 2046-9578,
Vol.16 No.I (2013).
Olubamiwa, O., Odewumi, W. O., Longe, O. G., Hamzat, R. A. (2000). Practical
inclusion of cocoa bean shell in poultry feeds: A preliminary report. In: Proceedings of
the 13 th International Cocoa Research Conference, Sabah, Malaysia, pp. 981-986.

63
Orlan, L. (2013) Southeast Iowa cattle herd thriving on sawdust-based feed. Retrieved from
http://thegazette.com/2013/02/25/northeast-iowa-cattle-herd-thriving-on-sawdust-
based-feed.
Oso, A. O., Oni, A. O. and Bamgbose, A. M (2014). Nigerian feeds And Feeding stuffs.
Lecture notes (ANN 502), Department of Animal Science, Federal University of
Technology Abeokuta.
Retrieved from
http://unaab.edu.ng/attachments/459_ANN%20502%20%20NIGERIAN%
20FEEDS%20AND%20FEEDINGSTUFFS.pdf
Pandey, A., Soccol, C.R. and Mitchell, D.A. (2000) New Developments in Solid State
Fermentation. I: Processes and Products. Process Biochemistry 35: 1153 – 1169
Pandey, A., Soccol, C.R., Rodriguez-Leon, J.A. and Nigam, P.S. (2001) Solid-state
fermentation in Biotechnology: Fundamentals and Application. First Edition.
ASISTECH PUBLISHERS, INC. New Delhi
Papagianni, M., Nokes, S.E. and Filer, Κ. (1999) Production of phytase by Aspergillus
niger in submerged and solid-state fermentation. Process Biochemistry 35: 397 – 402
Pat-Mbano, E.C and Nkwocha, E.E (2012). Assessment of the impact of sawmills industry
on ambient air quality at utu community in Akwa-ibom state Nigeria. I.J.S.N., VOL.
3(1) 2012: 205-211.

64
Pericin, D., Madarev-Popvic, S., Radulovi-Popovic, L. and Skrinjar, M.(2008) Evaluate
of pumpkin oil cake assubstrate for the cellulase production by Penicillium roqueforti
in solid state fermentation. Romanian Biotechnogical Letters 13(4): 3815 – 3820
Ramana Murthy, M.V., Karanth, N.G. and Raghava Rao, K.S.M.S. (1993) Biochemical
engineering aspects of solid-state fermentation. Advances in Applied Microbiology 38:
100 – 147
Ramachandran, S., Roopesh, K., Madhavan Nampoothiri, K., Szakacs, G. and Pandey,
A. (2005) Mixed substrate fermentation for the production of phytase by Rhizopus spp.
using oilcakes as substrates. Process Biochemistry 40: 1749 – 1754
Ramachandran, S., Singh, S.K., Larroche, C., Soccol, C.R and Pandey, A. (2007) Oil
cakes and their biotechnological applications – A review. Bioresource Technology 98:
2000 – 2007
Rani, R. and Ghosh, S. (2011) Production of phytase under solid-state fermentation using
Rhizopus oryzae: Novel strain improvement approach and studies on purification and
characterization. Bioresource Technology 102: 10641 – 10649
Richard, T.L., Veeken, A.H.M., de Wilde, V. and (Bert) Hamelers, H.V.M. (2004) Air-
filled porosity and permeability relationships during solid-state fermentation.
Biotechnology Progress 20: 1371 – 1381
Saucedo-Castaneda, G., Lonsane, B.K., Raimbault, M., Roussos, S., Viniegra-Gonzalez,
G., Ghildyal, N.P., Ramakrishna, M. and Krishnaiah, M.M. (1992) Scale up
strategies for solid state fermentation systems. Process Biochemistry 27: 259 – 273
65
Sekiguchi, J. and Gaucher, G. M., (1977) Conidiogenesis and secondary metabolism in
Penicillium urticae. Applied Environmental Microbiology 33: 147 – 158
Shepherd, D. and Carels, M. (1983) Product formation and differentiation in fungi. In:
Fungal Differentiation; A Contemporary Synthesis (Smith, J. E. eds). Mycology 4:
Marcell Dekker, Inc., pp. 515 – 535
Shojaosadati, S.A., Hamidi-Esfahani, Z., Hejazi, P., Vasheghani-Farahani, E. and
Rinzema, A. (2007) Evaluation of strategies for temperature and moisture control in
solid state packed bed bioreactors. Iranian Journal of Biotechnology 5(4): 219 – 225
Shurtleff, W. and Aoyagi, A. (2004) A Brief History of Fermentation, East and West A
Chapter from the Unpublished Manuscript, History of Soybeans and Soyfoods, 1100
B.C. to the 1980s ©Copyright 2004 Soyfoods Center, Lafayette, California.
Singhania, R.R., Sukumaran, R.K., Patel, A.K., Larroche, C. and Pandey, A. (2010)
Advancement and comparative profiles in the production technologies using solid-state
and submerged fermentation for microbial cellulases: Review. Enzymes and Microbial
Technology 46: 541 – 549
Sivaramakrishnan, S. and Gangadharan, D. (2009) Chapter 13: Edible oil cakes. In:
Biotechnologies for agro industrial residues utilisation.Edited by: Nigam, P.S. and
Pandey,A. SpringerScience+BusinessMedia B.V.Pg.:253 – 271
Smith, G.M. and Calam, C.T. (1980) Variations in inocula and their influence on the
productivity of antibiotic fermentations. Biotechnology Letters 2: 261 – 266

66
Subramaniyam, R. and Vimala, R. (2012). Solid state and submerged fermentation for the
production of bioactive substances: a comparative study. I.J.S.N., VOL. 3(3) 2012: 480-
486
Swain, B. K and Barbuddhe, S. B (2008). Use of agro-industrial by-products to economize
feed cost in poultry production, Technical Bulletin No; 13, ICAR Research complex for
Goa (Indian Council of Agricultural Research), Ela, Old Goa- 403 402, Goa, India
Umesh, S., Kale, V., Bose, B. and Kumar, .M (2014). (Dairy Cattle Nutrition Division
National Dairy Research Institute) Non-Conventional Feeds and Agro Industrial By
Products: Their Scope and Future Demand for Livestock Production. Retrieved from
http://en.engormix.com/MA-feed-machinery/formulation/articles/non-conventional-
feeds-agro-t3161/800-p0.htm
UNDP Nigeria (2012). United Nation Development project. Published article (Turning a
“burning mountain” of sawdust into briquettes). Retrieved from
http://www.ng.undp.org/content/nigeria/en/home/ourwork/environmentandenergy/succ
essstories/sawdust.html
Villegas, E., Aubaque, S., Alcantra, L., Auria, R. and Revah, S.(1993) Solid state
fermentation: acid protease production in controlled CO2 and O environments.
Biotechnology Advances 11: 387 – 397
Viniegra-Gonzalez, G. (1997) Solid state fermentation: Definition, characteristics,
limitations and monitoring. In: Advances in solid state fermentation. Eds.: Roussos, S.,
Lonsane, B.K., Raimbault, M. and Viniegraz-Gonzalez. G.KIuwer Acad. Publishers,
Dordrecht. Chapter 2: 5 – 22

67
Viniegra-Gonzalez, G., Favela-Torres, E., Aguilar, C.N., Romero-Gome, S.J., Diaz-
Godinez, G. and Augur, C. (2003) Advantages of fungal enzymes production in solid
state over liquid fermentation systems. Biochemical Engineering Journal 13: 157 – 167
Wilkinson, J., Rocha R. (2008) Agro- industry trends, Patterns and Development impact.
Global Agro industries forum New Delhi, 8-11 April, 2008 Retrieved from
Wood Report. (2012) Lesser known options for the use of sawings and sawdust. Retrieved
from http://www.wood-report.de/seiten/sawdust.html
Xu, W.Q. and Hang, Y.D. (1988) Roller culture technique for citric acid production by
Aspergillus niger. Process Biochemistry 23: 117 – 118
Zhang, X., Mo, H., Zhang, J. and Li. (2003) A solid-state bioreactor coupled with forced
aeration and pressure oscillation. Biotechnology Letters 25: 417 – 420

68