optimizaciÓn del funcionamiento y producciÓn de …
TRANSCRIPT

OPTIMIZACIÓN DEL FUNCIONAMIENTO Y PRODUCCIÓN DE UNA
DOSIFICADORA DE SHAMPOO PARA CAPILL FRANCE S.A.
MARVIN GUTIÉRREZ NÚÑEZ
DAVID LEONARDO PALACIO SOTO
UNIVERSIDAD DE SAN BUENAVENTURA
FACULTAD DE INGENIERÍA
PROGRAMA DE MECATRÓNICA
BOGOTA D.C.
2005

OPTIMIZACIÓN DEL FUNCIONAMIENTO Y PRODUCCIÓN DE UNA
DOSIFICADORA DE SHAMPOO PARA CAPILL FRANCE S.A.
MARVIN GUTIÉRREZ NÚÑEZ
DAVID LEONARDO PALACIO SOTO
Trabajo de grado para optar al titulo de
Ingeniero Mecatrónico
Director
LEONARDO RODRÍGUEZ
INGENIERO MECATRÓNICO
UNIVERSIDAD DE SAN BUENAVENTURA
FACULTAD DE INGENIERÍA
PROGRAMA DE MECATRÓNICA
BOGOTA D.C.
2005

NOTA DE ACEPTACIÓN
_________________________________________
_________________________________________
_________________________________________
_________________________________________
_________________________________________
_________________________________________
_________________________________________
_________________________________________
Firma del presidente del Jurado
_________________________________________
Firma del Jurado
_________________________________________
Firma del Jurado
_________________________________________
Firma Asesor Metodológico
Bogota D.C._______,____________,_________,
Día Mes Año

DEDICATORIA
A mis Padres, quienes han sabido orientarme
en el camino de la vida, a mis abuelos, cuya
sabiduría, paciencia y cariño han sido
fundamentales en el desarrollo de este trabajo,
a mi tía quien siempre ha sabido como
hacerme reír, incluso en los momentos más
difíciles. A mi novia Viviana cuyo constante
apoyo me ha dado temple para seguir adelante.
Marvin Gutiérrez Núñez
A mis Padres, quienes su esfuerzo y
trabajo constante permitieron que
cumpliera mis metas, a Nancy quien
se hizo participe de mis objetivos y
me brindó apoyo siempre que lo
necesitaba, a toda mi familia por
confiar en mi, y a mi novia Angélica
quien me apoyo en todo momento
compartiendo mis sueños.
David Leonardo Palacio Soto

AGRADECIMIENTOS
Los autores expresan sus agradecimientos a:
LEONARDO RODRÍGUEZ U., Ingeniero Mecatrónico, cuya perspectiva de la
MECATRÓNICA ha sido un gran aporte para la consecución de este trabajo.
DR. DANIEL PÉREZ JR., Gerente General de Capill France S.A., cuyo apoyo y
confianza posibilitó la realización de este proyecto.
Todos aquellos que de alguna forma u otra han contribuido al desarrollo de este trabajo.

INTRODUCCIÓN
Hoy en día, es necesario ajustarse a los constantes cambios tecnológicos de la industria,
ya que estos traen consigo mejoras en los procesos productivos, como consecuencia de
la mayor eficiencia, capacidad de respuesta y funcionalidad que ofrecen estos nuevos
elementos; por esta razón CAPILL FRANCE S.A. empresa dedicada a la producción de
cosméticos y de tratamientos para el cabello no puede ser la excepción; ya que su
principal visión es ser una de las empresas lideres en producción y comercialización de
productos de calidad.
Uno de los principales productos que ofrece CAPILL FRANCE S.A. es shampoo, gel,
tintes entre otros, siendo primordial el proceso de envasado, para ello se utiliza una
máquina de dosificación (en este caso la línea de producción Nº 5, la cual se usa para
dosificar solo shampoo y rinse), esta máquina en particular no satisface el nivel de
producción requerido por la empresa, además su funcionamiento y el control del mismo
no es el mas óptimo debido a su antigüedad y daños ocasionados por el uso inadecuado
de la misma.
El principal objeto de este estudio es establecer el proceso mas adecuado con el fin de
optimizar el funcionamiento de la dosificadora, junto con los cambios y actualizaciones
necesarias para obtenerlo; para ello se realizarán varias propuestas con el fin de obtener
la mejor y de buen alcance económico para la empresa.

TABLA DE CONTENIDO
Pág.
1 TÍTULO. 14
1.1 ANTECEDENTES. 15
1.2 FORMULACIÓN DEL PROBLEMA. 16
1.3 DESCRIPCIÓN DEL PROBLEMA. 16
2. JUSTIFICACIÓN. 17
3. OBJETIVOS. 18
3.1 OBJETIVO GENERAL. 18
3.2 OBJETIVOS ESPECÍFICOS. 18
4. ALCANCES Y LIMITACIONES DEL PROYECTO. 20
4.1 ALCANCES. 20
4.2 LIMITACIONES. 20
5. MARCO DE REFERENCIA. 22
6. MARCO TEÓRICO. 23
6.1 ACTUADORES NEUMÁTICOS. 23
6.2 CONTROLADOR LÓGICO PROGRAMABLE. 24
6.3 INTERFAZ HOMBRE MÁQUINA. 25
6.4 MOTOR. 25
6.5 CORREA/POLEA. 26
6.6 VÁLVULAS. 27
6.7 UNIDAD DE MANTENIMIENTO. 28
6.8 EJE. 29
6.9 EMBRAGUE. 30
6.10 SISTEMA DE DOSIFICADO. 32
6.10.1 Por Pistón. 32
6.10.2 Bombas de engranaje. 32
6.10.3 De tornillo. 33
6.11 VARIADOR DE VELOCIDAD. 33
7. METODOLOGÍA. 35

8. ENFOQUE DE LA INVESTIGACIÓN. 36
9. SOLUCIÓN INGENIERIL. 37
9.1 PROCESO. 38
9.2 DISEÑO MECÁNICO. 43
9.2.1 Potencia de las bombas. 44
9.2.2 Cálculo de poleas. 46
9.2.3 Cálculo de tornillos. 70
9.2.4 Selección de bombas y sus sistema de acople. 80
9.3 ANÁLISIS ESTRUCTURAL. 90
9.3.1 Esfuerzo equivalente (von Mises). 91
9.3.2 Máximo y mínimo esfuerzo cortante. 93
9.3.3 Deformación total. 94
9.3.4 Factor de seguridad. 97
9.4 DISEÑO NEUMÁTICO. 98
9.5 PROGRAMACIÓN DEL CONTROLADOR. 101
9.6 DISEÑO ELÉCTRICO. 114
10. CONCLUSIONES. 116
BIBLIOGRAFÍA. 118
ANEXOS.

LISTA DE FIGURAS
Pág.
Figura 1. Actuador de doble efecto. 23
Figura 2. Unidad de Mantenimiento. 29
Figura 3. Esquema de un embrague. 30
Figura 4. Bomba de engrane externos. 32
Figura 5. Bomba de Tornillo. 33
Figura 6. Esquema propuesta Nº 1. 38
Figura 7. Esquema propuesta Nº 2. 40
Figura 8. Esquema propuesta Nº 3. 41
Figura 9. Esquema del sistema de transmisión de potencia actual. 46
Figura 10. Esquema del sistema de transmisión de potencia nuevo. 47
Figura 11. Parámetros bases de la polea. 53
Figura 12. Distribución de los tornillos que sujetan la estructura y ubicación del
centro de masa. 72
Figura 13. Distancia entre tornillos. 74
Figura 14. Fuerza terciaria causada por el momento alrededor del eje x. 76
Figura 15. Diagrama de fuerzas en el punto G y sus respectivos tornillos. 77
Figura 16. Bomba de engrane externo doble MANNESMANN REXROTH, con
conexión común de aspiración. 81
Figura 17. Acoplamiento dentado para servicio ligero. 82
Figura 18. Montaje de las bombas y distribución de los tornillos. 83
Figura 19. Fuerzas primarias y secundarias a la que están sometidos los pernos. 86
Figura 20. Distribución de fuerzas con dos pernos. 88
Figura 21. Estructura de soporte del sistema mecánico. 90
Figura 22. Esfuerzo equivalente (Esfuerzo von Mises) 91
Figura 23. Vista ampliada del punto de mayor concentración de esfuerzo en la
estructura. 92
Figura 24. Esfuerzo equivalente (Escala aumentada) 93
Figura 25. Esfuerzo cortante, máximo y mínimo. 94

Figura 26. Deformación total en la estructura de soporte del sistema mecánico. 95
Figura 27. Deformación total en la estructura de soporte del sistema mecánico
(Escala aumentada) 96
Figura 28. Vista de apoyo de la deformación total de la estructura. 96
Figura 29. Factor de seguridad a través de la estructura. 97
Figura 30. Vista ampliada de la sección con menor factor de seguridad en la
estructura. 98
Figura 31. OPLC M91-2-R1 101
Figura 32. Elementos Actuadores y entradas del sistema. 105
Figura 33. Ajuste de Boquillas. 105
Figura 34. Ajuste de Sensores. 106
Figura 35. Mensaje “Etapa de Ajuste”. 106
Figura 36. Tecla Enter. 106
Figura 37. Teclas de desplazamiento (Arriba, abajo, derecha, izquierda). 107
Figura 38. Mensaje “Modo Automático”. 107
Figura 39. Mensaje “Presentación”. 108
Figura 40. Paso Nº 1. 109
Figura 41. Paso Nº 2. 110
Figura 42. Paso Nº 3. 110
Figura 43. Paso Nº 4. 111
Figura 44. Paso Nº 5. 111
Figura 45. Paso Nº 6. 112
Figura 46. Paso Nº 7. 112
Figura 47. Paso Nº 8. 113
Figura 48. Mensaje “Paro de Emergencia”. 114
Figura 49. Mensaje “Paro Por Acumulación”. 114

LISTA DE TABLAS
Pag.
Tabla 1. Tabla comparativa de propuestas. 42
Tabla 2. Velocidad del motor a diferentes posiciones del potenciómetro. 44
Tabla 3. Valores de voltaje en armadura y campo, con carga y al vacío. 45
Tabla 4. Corriente de armadura en carga y en vacío. 45
Tabla 5. Potencia de los diferentes tipos de electro-embragues a varias
velocidades. 48
Tabla 6. Características del motor. 49
Tabla 7. Correas de sincronización estándares para ISO. 50
Tabla 8. Variables relacionadas en el diseño mecánico. 51
Tabla 9. Tipo de servicio según cantidad de horas de trabajo. 57
Tabla 10. Coeficiente de transmisión basado en la relación de velocidad. 58
Tabla 11. Factor de dientes en contacto. 59
Tabla 12. Tornillos preseleccionados. 70
Tabla 13. Variables relacionadas con el diseño de tornillos. 71
Tabla 14. Clases métricas de propiedad mecánica para pernos, tornillos y birlos de
acero. 80
Tabla 15. Características, técnicas y aplicaciones del acero 316 L. 81
Tabla 16. Pernos preseleccionados para el sujetar la estructura de las bombas. 84
Tabla 17. Elementos neumáticos presentes en la máquina. 99
Tabla 18. Elementos neumáticos. 100
Tabla 19. Conjunto de entradas al PLC M91-2-R1. 102
Tabla 20. Conjunto de entradas a la expansión IO-DI8-RO4. 102
Tabla 21. Conjunto de salidas del PLC M91-2-R1. 103
Tabla 22. Conjunto de salidas de la expansión IO-DI8-RO4. 103
Tabla 23. Conjunto de salidas de la expansión IO-RO8. 104
Tabla 24. Características eléctricas electro embrague EP-250 115

LISTA DE ANEXOS
ANEXO A. Características técnicas del sistema correa – polea.
ANEXO B. Análisis estructural.
ANEXO C. Tabla de características técnicas y conexiones eléctricas del OPLC.
ANEXO D. Manuales de mantenimiento y procedimientos.
ANEXO E. Planos eléctricos.
ANEXO F. Planos mecánicos.
ANEXO G. Planos neumáticos.

GLOSARIO
PLC: Siglas en ingles de “Programmable Logic Controller” (Controlador Lógico
Programable)
LADDER: Por su significado en ingles, escalera. Tipo de programación de PLCs.
HMI: Siglas en ingles de “Human-Machine Inter phase” (Interfase hombre-Máquina)
TOUHCSCREEN: Por su significado en ingles, Pantalla de contacto.
LCD: Por sus siglas en ingles “Liquid Cristal Display” (Visualizador de Cristal
Liquido)
FRL: Filtro – Regulador - Lubricador
Solenoide: Arrollamiento helicoidal de hilo conductor
Encoder: Es un disco de plástico o de metal, solidario a un eje rotatorio, con
algunas franjas o marcas de detección, este sistema viene con un sensor que envía
pulsos a un sistema generados por el paso de dichas franjas o marcas.
Potenciómetro: Dispositivo que por medio de un desplazamiento mecánico,
presenta un variación de su resistencia eléctrica.
Adc: Corriente en continua
Vdc: Voltaje en continua
HP: Por sus siglas en ingles “Horse Power” (Caballos de fuerza)
ISO: Por sus siglas en ingles “International Standardization Organization”
(Organización Internacional de Estandarización)
CAD: Por sus siglas en ingles “Computer Aided Design” (Diseño facilitado por
computador)
SAE: Por sus siglas en ingles “Society of Automotive Engineers” (Sociedad de
Ingenieros Automotrices)
AISI: Por sus siglas en ingles “American Iron and Steel Institute” (Instituto Americano
de Hierro y Aceros)
HSC: Por sus siglas en ingles “High Speed Counter” (Contador de alta velocidad)

RESUMEN ANALÍTICO DE ESTUDIO.
FECHA DE ELABORACIÓN: Enero 2006
AUTORES: DAVID LEONARDO PALACIO SOTO
MARVIN GUTIÉRREZ NÚÑEZ
TITULO: OPTIMIZACIÓN DEL FUNCIONAMIENTO Y PRODUCCIÓN DE UNA
DOSIFICADORA DE SHAMPOO PARA CAPILL FRANCE S.A.
ÁREA DE INVESTIGACIÓN: AUTOMATIZACIÓN
DESCRIPCIÓN: Uno de los principales productos que ofrece CAPILL FRANCE S.A.
es shampoo, gel, tintes entre otros, siendo primordial el proceso de envasado, para ello
se utiliza una máquina de dosificación (en este caso la línea de producción Nº 5, la cual
se usa para dosificar solo shampoo y rinse), esta máquina en particular no satisface el
nivel de producción requerido por la empresa, además su funcionamiento y el control
del mismo no es el mas óptimo debido a su antigüedad y daños ocasionados por el uso
inadecuado de la misma.
El principal objeto de este estudio es establecer el proceso mas adecuado con el fin de
optimizar el funcionamiento de la dosificadora, junto con los cambios y actualizaciones
necesarias para obtenerlo; para ello se realizarán varias propuestas con el fin de obtener
la mejor y de buen alcance económico para la empresa.
En la actualidad existen, muchos tipos de máquinas de llenado o dosificadoras,
utilizadas en la Industria Colombiana, unas con sistemas modernos y complejos y otras
con mecanismos simples y de bajo costo. Existen máquinas de llenado, que traen
consigo el proceso de tapado, proporcionando un proceso eficiente.
El sistema de llenado esta conformado en algunos procesos, por bombas de tornillos o
gusanos, siendo este de bajo mantenimiento, pero de una inversión inicial grande por
esta misma condición.
Otro sistema es el de camisa-pistón, el cual actúa como una jeringa, impulsando el
fluido a través de un desplazamiento lineal, el principal inconveniente que presenta este
mecanismo, esta relacionado con la succión de fluidos muy densos, pues no responde
muy bien en esta situación.
El mecanismo existente en la dosificadora de Capill’ France S.A., impulsa el fluido
mediante unas bombas de engranes externos, las cuales ofrecen un alto rendimiento, el
mantenimiento de las mismas es moderado, aunque el desgaste en los engranes es
considerable.
CONTENIDO:
El estudio esta dividido en once capítulos. En los ocho primeros se especifica el tema,
problema, área de investigación, la metodología de trabajo, así como marco de
referencia entre otros.
En el capitulo nueve se plantean diferentes soluciones ingenieriles, para tener diferentes
puntos de vistas; de estas soluciones planteadas se selecciona, la que mas se acomoda al
proyecto ingenieril y económicamente, teniendo en cuenta las necesidades de la
empresa. Una vez conocida la propuesta que adecuada, se lleva a cabo todo el diseño

necesario y los análisis respectivos para garantizar la funcionalidad del proyecto, asi
como la viabilidad del mismo.
En el capitulo diez se realiza una conclusión del proyecto, respondiendo a las
interrogantes surgidas en el transcurso del estudio.
METODOLOGÍA:
La metodología que se llevará a cabo, comprende el diseño de diferentes posibles
soluciones, teniendo en cuenta el costo, la viabilidad y mejora del proceso, planteando
ventajas y desventajas de las mismas, de esta forma no nos limitaremos a una sola. Para
realizar de forma satisfactoria el proyecto, se utilizaran herramientas de software de
diseño (elementos finitos) y dibujo (CAD) facilitados por la universidad, además de la
aplicación de criterios de selección para los diferentes dispositivos evaluando sus
ventajas y desventajas; en los casos requeridos se realizarán los cálculos convenientes
para desarrollar el diseño mecánico, así como el diseño de los sistemas eléctrico y de
control (Programación).
El enfoque que se le dará a este proyecto es el empírico-analítico, debido a la
características del proyecto en si, un enfoque empírico garantiza basar el diseño en
hechos y a partir de estos poder realizar afirmaciones, un enfoque analítico es un factor
obligatorio en la labor de un ingeniero para lograr la consecución de los objetivos
propuestos, así como un sistema integro y eficiente.


1. TÍTULO DEL PROYECTO.
OPTIMIZACIÓN DEL FUNCIONAMIENTO Y PRODUCCIÓN DE UNA
DOSIFICADORA DE SHAMPOO PARA CAPILL FRANCE S.A.
14

1.1 ANTECEDENTES
En la actualidad existen, muchos tipos de máquinas de llenado o dosificadoras, utilizadas
en la Industria Colombiana, unas con sistemas modernos y complejos y otras con
mecanismos simples y de bajo costo. Existen máquinas de llenado, que traen consigo el
proceso de tapado, proporcionando un proceso eficiente.
El sistema de llenado esta conformado en algunos procesos, por bombas de tornillos o
gusanos, siendo este de bajo mantenimiento, pero de una inversión inicial grande por esta
misma condición.
Otro sistema es el de camisa-pistón, el cual actúa como una jeringa, impulsando el fluido a
través de un desplazamiento lineal, el principal inconveniente que presenta este mecanismo,
esta relacionado con la succión de fluidos muy densos, pues no responde muy bien en esta
situación.
El mecanismo existente en la dosificadora de Capill’ France S.A., impulsa el fluido
mediante unas bombas de engranes externos, las cuales ofrecen un alto rendimiento, el
mantenimiento de las mismas es moderado, aunque el desgaste en los engranes es
considerable.
15

1.2 FORMULACIÓN DEL PROBLEMA
1.3 DESCRIPCIÓN DEL PROBLEMA.
En el proceso de dosificación se tienen en cuenta diferentes variables a controlar y
diferentes factores importantes para el mantenimiento preventivo de la máquina; por ello se
nombrarán a continuación los principales inconvenientes presentes en la dosificadora de
shampoo:
• El control del volumen a dosificar se realiza mediante un ajuste manual de contadores
eléctricos de acuerdo a la presentación del envase, este ajuste demanda tiempo y
experiencia por parte del operario y en algunos casos, pérdida de producto.
• Parte del control se realiza mediante lógica cableada, el cual esta desordenado
dificultando el mantenimiento de la misma.
• La máquina esta diseñada con dos (2) boquillas de dosificación, por lo cual a los
operarios se les dificulta el cumplimiento de las metas propuestas por producción en un
tiempo establecido.
• En el proceso de envasado es necesario llevar una estadística de producción, la cual no
esta presente el proceso actual.
16

2. JUSTIFICACIÓN
Uno de los factores más importantes de la industria es la producción, ya sea de bienes y/o
servicios; esto recalca la importancia de las herramientas y máquinas utilizadas para
cumplir con tal objetivo, elemental para las empresas dedicadas a la producción en grandes
cuantías. Poseer una máquina que genera una baja producción y que demanda un
mantenimiento mayor no es viable para la empresa, y dado que las bases de diseño de la
misma permiten realizar mejoras en esta se hace necesario repotenciar o actualizar y
optimizar la dosificadora de shampoo de tal forma que esta cumpla con las necesidades de
producción establecidas por la empresa así como las especificaciones de los productos.
Realizar este tipo de proyecto implica un conocimiento de la máquina, del proceso y de los
diferentes sistemas de automatización incluidos en él; lo cual se encuentra en los dominios
de la carrera, y permite desarrollar el manejo del problema de forma integral; siendo la
optimización de procesos una característica presente en el perfil profesional del Ingeniero
Mecatrónico.
17

3. OBJETIVOS
3.1 OBJETIVO GENERAL:
Mejorar el funcionamiento y producción de una dosificadora de shampoo para CAPILL
FRANCE S.A.
3.2 OBJETIVOS ESPECÍFICOS:
• Identificar el proceso y funcionamiento actual de la dosificadora, así como los
dispositivos y los trabajos que realizan.
• Diseñar las propuestas de actualización y mejoramiento del proceso.
• Seleccionar la propuesta mas adecuada para la empresa (la selección se realiza en
conjunto con esta, de acuerdo a parámetros de tiempo y presupuesto).
• Calcular la potencia suministrada por el sistema mecánico actual, impulsor de las
bombas de dosificación.
• Seleccionar las bombas a utilizar y la forma adecuada de acoplarlas al sistema actual.
• Diseñar los elementos requeridos en el montaje de las bombas.
• Seleccionar el tipo de controlador o controladores necesarios para cumplir con la
propuesta elegida.
18

• Diseñar el circuito eléctrico y neumático para conectar el controlador, elementos
actuadores y sensores, teniendo en cuenta las variables del proceso.
• Realizar el cableado eléctrico y adecuación de la máquina para llevar a cabo el montaje
de los elementos.
• Programar el controlador, teniendo en cuenta el nuevo proceso diseñado.
• Realizar pruebas de funcionamiento y los ajustes necesarios al controlador.
19

4. ALCANCES Y LIMITACIONES DEL PROYECTO
4.1 ALCANCES
El principal motivo de este proyecto es establecer las mejoras y actualizaciones necesarias
para que la dosificadora de shampoo funcione bajo las condiciones establecidas por la
empresa; los cuales son: aumento de la producción, facilidad del mantenimiento preventivo,
una relación hombre máquina más amigable. Para ello se realizará el diseño y selección de
los elementos y dispositivos necesarios para alcanzar dicho objetivo, teniendo en cuenta
que la implementación se llevará a cabo siempre y cuando la empresa lo crea conveniente
desde un punto de vista económico.
4.2 LIMITACIONES
En la elaboración de este proyecto se encuentran ciertas limitaciones, ya sea de tipo técnico,
económico y de tiempo. Estas se especifican a continuación:
• En el proceso de bombeo se ha descartado el sistema de camisa-pistón por solicitud
específica de la empresa; por lo tanto solo se trabajara en el diseño con bombas
hidráulicas en el sistema de llenado.
• El sistema de transmisión de potencia limita la utilización de las bombas y la cantidad
que se pueden usar, para ello se realizará el cálculo de la potencia máxima que se puede
obtener de este, así se llevará a cabo una mejor selección de las bombas; quedando la
posibilidad que no se pueda implementar sin hacer un cambio parcial o total de este
sistema.
20

• Algunos elementos originales de la máquina, tienen un precio muy elevado, por lo que
la empresa ha decidido no adquirir otros de este tipo para la expansión de la máquina,
así que la selección de las nuevas bombas gira en torno a que los elementos
mencionados se puedan reutilizar con la nueva propuesta, siempre y cuando ofrezcan
las características técnicas requeridas, de lo contrario se diseñaría el sistema trasmisor,
teniendo en cuenta un nuevo concepto o se tendrían en cuenta los elementos originales
y recapacitar acerca del costo con el fabricante original.
21

5. MARCO DE REFERENCIA
El proyecto tiene un sustento teórico, relacionado con todo el programa académico presente
en la carrera, pasando por áreas generales, hasta áreas específicas. Las cuales se
mencionarán a continuación
1. Electricidad y Electrónica.
• Lógica cableada.
• Transformadores.
2. Diseño Mecánico.
• Diseño de poleas.
• Diseño de correas.
• Calculo de potencia en ejes.
3. Mecánica de Fluidos.
• Bombas.
4. Instrumentación electrónica.
• Adquisición de datos y señales eléctricas.
5. Control.
• Control en lazo abierto.
6. Técnicas avanzadas.
• Sensores.
• Criterios de selección.
• Neumática.
• Controladores Lógicos Programables.
22

6. MARCO TEÓRICO
6.1 ACTUADORES NEUMÁTICOS.
Los actuadores neumáticos se emplean para transformar la energía almacenada en el aire a
presión en energía cinética.
Los actuadores son aquellos que realizan directamente el trabajo dentro de un sistema
automático o semiautomático. Los tipos de actuadores están construidos según las
características propias de la aplicación.1
Las características genéricas de un actuador son:
• Principio operativo (doble efecto – simple efecto)
• Diámetro del émbolo
• Carrera de desplazamiento
Un actuador neumático del tipo cilíndrico esta compuesto de los siguientes elementos:
Figura 1. Actuador de doble efecto.2
1 ARCE, D. Actuadores Neumáticos. Festo Didactic. P. 7
23

Existen diferentes tipos de actuadores neumáticos, de acuerdo a su funcionamiento,
movimiento y aplicación. Estos se describen a continuación:
Actuadores lineales:
• Simple efecto.
• Doble efecto.
• Doble vástago.
• Sin vástago.
Actuadores giratorios
Actuadores de Pinza (Grippers)
6.2 CONTROLADOR LÓGICO PROGRAMABLE.
Un Controlador Lógico Programable (PLC) es un dispositivo electrónico digital que utiliza
una memoria para almacenar instrucciones e implementar funciones específicas de lógica,
secuencia, temporizado, conteo y aritmética para controlar máquinas y procesos.
Las características inherentes de un PLC♦ son:
• Fabricación robusta y empleo de componentes de estado sólido para soportar ambientes
industriales.
• No existen partes mecánicas en movimiento, lo que evita el mantenimiento.
• No requiere de un conocimiento de microprocesadores o computadores por parte del
usuario.
• Fácil programación lógica de control binario (LADDER♦)
2 ARCE, D. Op. cit., P. 7 ♦ Ver glosario
24

El PLC♦ se define como un dispositivo con determinado número de terminales de entradas
y salidas, que mediante un proceso lógico (ya sea secuencial o aritmético) interno realiza
una acción o un cambio en las salidas; estas entradas pueden ser pulsadores, finales de
carrera, detectores, y cualquier elemento que produzca una señal detectable por el PLC♦,
por otra parte las salidas están conectadas a elementos actuadores o indicadores como lo
son las bobinas, electro-válvulas y dispositivos de señalización, entre otros.
6.3 INTERFAZ HOMBRE MÁQUINA.
Es un dispositivo electrónico que cumple una función importante en el área de la
automatización, este permite una interacción mas amigable entre el operador y PLC♦, este
permite que el operario ingrese datos para modificar el proceso como lo son paros de
emergencia, datos numéricos o selección del proceso entre otros; además en este se puede
visualizar mensajes, datos y menús.
Las HMI♦ se pueden clasificar de acuerdo al tipo de pantalla, a la cantidad de teclas y al
tipo de conexión con el PLC♦, aunque por lo general cada fabricante de PLC♦ tiene su
propio tipo de HMI♦ así como su propio protocolo de comunicación; las pantallas pueden
ser desde LCDs♦ de diferente número de dígitos hasta TOUHCSCREEN♦ de una mayor
resolución de colores y sensible al tacto.
6.4 MOTOR.
Motor, máquina que convierte energía en movimiento o trabajo mecánico. La energía se
suministra en forma de combustible químico, como gasóleo o gasolina, vapor de agua o
electricidad, y el trabajo mecánico que proporciona suele ser el movimiento rotatorio de un
árbol o eje. Los motores se clasifican según el tipo de energía que utilizan, como motores
♦ Ver glosario.
25

de aire comprimido, eléctricos, hidráulicos o de gasolina; según el tipo de movimiento de
sus piezas principales, como alternativos o rotatorios; según dónde tiene lugar la
transformación de energía química a calor se llaman de combustión interna o externa;
según el método utilizado para enfriar el motor se clasifican en refrigerados por agua o por
aire; según la posición de sus cilindros, alineados o en V; según las fases por las que pasa el
pistón para completar un ciclo, como de dos (2) tiempos o de cuatro (4), y según el tipo de
ciclo, como tipo Otto (el de los motores de gasolina) o diesel. Ciertos motores transforman
energía eléctrica en energía mecánica. Otros motores especializados son el molino, la
turbina de combustión, la turbina de vapor y los utilizados en los cohetes y aviones a
reacción.
6.5 CORREA/POLEA.
Los elementos de máquinas elásticos, como lo son las bandas se emplean en transporte y
para la transmisión de potencia sobre distancias comparativamente largas. Con frecuencia
estos elementos se usan como reemplazos para engranes, ejes, cojinetes y otros dispositivos
de transmisión de potencia relativamente rígidos. En muchos casos su empleo simplifica el
diseño de una máquina y reduce en gran medida el costo.
Además, puesto que estos elementos son elásticos y suelen ser bastantes largos, tienen una
función importante en la absorción de cargas de impacto y en el amortiguamiento y
aislamiento de los efectos de las vibraciones, lo que es una ventaja importante respecto a la
vida de la máquina.3
Tipos de bandas
• Planas.
• Redonda.
• Tipo V.
3 SHIGLEY, Joseph Edward. Diseño en Ingeniería Mecánica. Mc Graw Hill, 2002. e.6. P. 1060
26

• De sincronización.
Algunas características de las bandas
• Se pueden emplear para distancias entre centros grandes.
• Excepto para las bandas de sincronización, existe un cierto deslizamiento y fluencia;
por tanto, la relación de la velocidad angular entre los ejes impulsor e impulsado ni es
constante ni exactamente igual a la relación de los diámetros de las poleas.
• En algunos casos se requiere de una polea guía o tensora para evitar ajustes en la
distancia entre centros, que por lo general se necesitan debido al envejecimiento o a la
instalación de bandas nuevas. 4
6.6 VÁLVULAS.
Las válvulas de vías son dispositivos que influyen en el paso, el bloqueo y la dirección del
flujo del aire.
Las válvulas neumáticas se dividen en cuatro (4) grupos principales como son las válvulas
de control de dirección, de control de flujo, sin retorno y de tipo especial, la válvula se
subdivide a su vez dependiendo del tipo de construcción. Por el tipo de función las válvulas
se clasifican como: 3/2, 4/2, 5/2, 4/3, 5/3. etc. Estas válvulas son accionadas de diversos
modos como: manual, mecánico y eléctrico para formar combinaciones diversas de acción.
Las válvulas de diseño especial como las de escape rápido, retardos de tiempo son
empleadas para funciones especiales en circuitos neumáticos para aplicaciones diversas.5
4 SHIGLEY, Op. cit., P. 1060. 5 RODRÍGUEZ URREGO, Leonardo. Diseño y construcción de un equipo didáctico mecatrónico para dosificar líquidos. Universidad de San Buenaventura 2003. P. 42
27

6.7 UNIDAD DE MANTENIMIENTO.
Las distintas funciones del acondicionamiento del aire a presión: filtrar, regular y lubricar,
pueden llevarse a cabo con elementos individuales. A menudo estas funciones se han unido
en una unidad operativa: la unidad de mantenimiento. Dicha unidad es antepuesta a todas
las instalaciones neumáticas. Por lo general la lubricación de aire a presión ya no es
necesaria en las instalaciones modernas. Solo deberá aplicarse puntualmente, sobre todo en
la sección de potencia de una instalación. El aire comprimido en la sección de mando no
deberá lubricarse.
El abastecimiento de aire a presión de buena calidad en un sistema neumático depende en
gran medida del filtro que se elija. El parámetro característico de los filtros es la amplitud
de los poros. Dicho parámetro determina el tamaño mínimo de las partículas que pueden ser
retenidas en el filtro. El aire atraviesa el filtro, en el que son separadas las partículas de
suciedad restantes que tengan dimensiones superiores a los tamaños de los poros. Los
filtros normales tienen poros con dimensiones que oscilan entre 0.1 y 40 µm. Los filtros
tienen que ser sustituidos después de cierto tiempo, ya que las partículas de suciedad
pueden obturarlos. En consecuencia se produce una mayor caída de presión en el filtro.
Para determinar el momento oportuno para cambiar el filtro, deberá efectuarse un control
visual o una medición de la diferencia de presiones. Es importante que la presión del aire
sea constante para que el equipo neumático no ocasione problemas. Para obtener un nivel
constante de la presión se instalan reguladores de presión en la red de aire. El regulador es
instalado después del filtro de aire.
28

Figura 2. Unidad de Mantenimiento.
En la práctica se utiliza una presión de servicio de:
• 600 kPa (6bar) en la sección de operación.
• 300 a 400 kPa (3 a 4 bar) en la sección de mando.
Estos valores han demostrado ser la mejor solución para satisfacer los criterios de
generación de aire a presión y los del rendimiento de los elementos neumáticos. Si las
partes móviles de válvulas o actuadores requieren lubricación, deberá enriquecerse el aire a
presión constantemente con una cantidad suficiente de aceite.
6.8 EJE.
Un eje es un elemento no giratorio que no transmite par de torsión y se usa para soportar
ruedas rotatorias, poleas y elementos parecidos. La geometrías de un eje por lo general es la
de un cilindro escalonado. Los engranes cojinetes y poleas siempre se deben posicionar con
cuidado y se tiene que prever la aceptación de cargas de empuje. El uso de hombros o
resaltos constituye un medio excelente para localizar en forma axial los elementos del eje;
tales resaltos se pueden emplear para precargar rodamientos y para proporcionar las
29

reacciones de empuje necesarias para los elementos rotatorios. La etapa de diseño de un eje
debe ser estudiada desde diferentes puntos de vista.6
1. Deflexión y rigidez
• Deflexión por flexión.
• Deflexión por torsión.
• Pendiente en los cojinetes y elementos soportados por el eje.
• Deflexión por cortante debida a cargas transversales sobre ejes cortos.
2. Esfuerzo y fatiga.
• Resistencia estática.
• Resistencia a la fatiga.
• Confiabilidad.
6.9 EMBRAGUE.
Es un elemento asociado al movimiento rotatorio que tiene la función de transferir energía
cinética de rotación.
Figura 3. Esquema de un embrague.7
6 SHIGLEY, Op. cit., P. 1118. 7 SHIGLEY, Op. cit., P. 1002.
30

Como se muestra, dos (2) inercias I1 e I2, viajan a velocidades angulares w1 y w2
respectivamente, de las que una puede ser cero, estas se llevan a la misma velocidad al
accionar el embrague. Al realizar tal acción con el embrague se presenta deslizamiento
debido a que los dos (2) elementos giran a velocidades distintas y también se presenta una
disipación de energía, lo que provoca un aumento en la temperatura, existen diferentes tipos
de embragues, nombrados a continuación:
• De aro (tambor) con zapatas internas expansibles.
• De aro (tambor) con zapatas externas contráctiles.
• De banda.
• De disco o de acción axial.
• De elementos cónicos.8
El embrague de tambor expansible a menudo se emplea en maquinaria textil, excavadoras y
máquinas donde el embrague puede ubicarse dentro de la polea de impulsión. Casi todos
ofrecen un campo de aplicación similar, aunque cada cual se destaca en alguno en
particular.
También existen embragues magnéticos, los cuales funcionan de manera electrónica,
proporcionando velocidades de acoplamiento bastante altas. Estos son bastantes útiles y los
más usados en sistemas automáticos y de control remoto, así como en transmisiones sujetas
a ciclos complejos de carga. Los embragues hidráulicos y neumáticos también son valiosos
en transmisiones que se someten a ciclos complejos de carga y en maquinaria automática, o
en robots. Aquí el flujo de fluido se controla en forma remota mediante válvulas de
solenoide♦.
8 SHIGLEY, Op. cit., P. 1002. ♦ Ver glosario.
31

6.10 SISTEMA DE DOSIFICADO.
Los sistemas de dosificado mas comunes en la industria son los de pistón, los de bomba de
engranajes, así como de tornillo, estos últimos mas usados en la dosificación de elementos
de alta densidad.
6.10.1 Por Pistón.
Este sistema es muy usado en la industria por su simplicidad; en su movimiento de
retroceso, un actuador acoplado a un sistema de pistón, llena una cámara con el fluido a
infundir, debido al vació creado por el movimiento de un mecanismo, al estar llena la
cámara, dicho mecanismo realiza un movimiento, dejando que el actuador en su
movimiento de avance, empuje todo el fluido fuera de la cámara hacia el envase. El
volumen a infundir depende del área transversal de la cámara y de la carrera del actuador.
6.10.2 Bombas de engranaje.
Figura 4. Bomba de engrane externos.9
9 D. Merkle, B. Schrader, M. Thomes, Hydraulics Basic Level, Festo Didactic, 1998, P. 87
32

Estas bombas como parte de los sistemas de dosificado, han sido muy utilizadas, aunque
tienen una limitante, cuando se usan en la industria de productos capilares y sus derivados,
ya que al estar en contacto directo con el producto a infundir, los cuales poseen gran
cantidad de químicos, necesitan ser fabricadas en materiales especiales, debido a la alta
corrosión que ocasionan dichos productos. Estas bombas desplazan una gran cantidad de
fluido, si se trabajan a altas revoluciones.
6.10.3 De tornillo.
Estas son bombas que tienen una vida útil muy larga, el mantenimiento al que se deben
someter es poco y tienen una capacidad volumétrica muy alta. Trabajan a revoluciones muy
altas, pero son costosas en comparación, con las bombas de engranajes externos y con el
sistema de pistón nombrado.
Figura 5. Bomba de Tornillo.10
Son bombas usadas, con más frecuencia para el bombeo de aceite y sustancias de alta
viscosidad debido a las altas presiones que manejan y a su resistencia en ambientes
extremos.
6.11 VARIADOR DE VELOCIDAD.
Un regulador electrónico de velocidad está formado por circuitos que incorporan
transistores de potencia como el IGBT (transistor bipolar de puerta aislada) o tiristores,
10 D. Merkle, P. 128
33

siendo el principio básico de funcionamiento transformar la energía eléctrica de frecuencia
industrial en energía eléctrica de frecuencia variable.
Esta variación de frecuencia se consigue mediante dos (2) etapas en serie. Una etapa
rectificadora que transforma la corriente alterna en continua, con toda la potencia en el
llamado circuito intermedio y otra inversora que transforma la corriente continua en alterna,
con una frecuencia y una tensión regulables, que dependerán de los valores de consigna.
34

7. METODOLOGÍA
La metodología que se llevará a cabo, comprende el diseño de diferentes posibles
soluciones, teniendo en cuenta el costo, la viabilidad y mejora del proceso, planteando
ventajas y desventajas de las mismas, de esta forma no nos limitaremos a una sola.
Para realizar de forma satisfactoria el proyecto, se utilizaran herramientas de software de
diseño (elementos finitos) y dibujo (CAD♦) facilitados por la universidad, además de la
aplicación de criterios de selección para los diferentes dispositivos evaluando sus ventajas y
desventajas; en los casos requeridos se realizarán los cálculos convenientes para desarrollar
el diseño mecánico, así como el diseño de los sistemas eléctrico y de control
(Programación).
♦ Ver glosario.
35

8. ENFOQUE DE LA INVESTIGACIÓN
El enfoque que se le dará a este proyecto es el empírico-analítico, debido a la características
del proyecto en si, un enfoque empírico garantiza basar el diseño en hechos y a partir de
estos poder realizar afirmaciones, un enfoque analítico es un factor obligatorio en la labor
de un ingeniero para lograr la consecución de los objetivos propuestos, así como un sistema
integro y eficiente.
36

9. SOLUCIÓN INGENIERÍL.
Este proyecto tiene como aporte ingenieríl, la optimización y desarrollo de nuevos procesos
y sistemas de tal forma que esta cumpla con las necesidades de producción establecidas por
la empresa así como las especificaciones de los productos.
Los pasos que se realizaran para llevar a cabo este proyecto son:
Basados en los diferentes sistemas de dosificación y en el propio de la máquina, establecer
las mejoras y cambios necesarios para cumplir con los objetivos planteados.
Teniendo en cuenta la aplicación de la máquina y los sistemas que la componen, las
diferentes fases del proceso y las áreas de conocimiento están relacionadas estrechamente
con el saber y hacer mecatrónico; el proceso de optimización lo dividimos en los siguientes
puntos:
• Proceso: en este estableceremos el nuevo proceso.
• Diseño mecánico: en esta fase se diseñarán los elementos y estructuras, así como el
funcionamiento mecánico.
• Diseño neumático: en esta parte seleccionaremos los actuadores, válvulas, unidades de
mantenimiento y el diseño del sistema neumático, todo esto teniendo en cuenta los
elementos existentes en la máquina.
• Diseño eléctrico: aquí se diseñará el circuito eléctrico, de igual forma se seleccionarán
los elementos que conforman el mismo.
• Programación del controlador: realizando un análisis del proceso, se llevará a cabo la
selección y programación del controlador (PLC♦).
♦ Ver glosario
37

9.1 PROCESO
PROPUESTA 1
El nuevo proceso se diseña respetando las condiciones que delimitan el proyecto, este se
describe a continuación:
Todo el proceso es controlado desde el panel de control, este se realiza de forma secuencial;
en el panel se encuentra el controlador con el programa que lleva a cabo el proceso, además
de una HMI♦ para registrar las entradas del operario(a); en el panel también se encuentra el
cableado eléctrico y los elementos de protección, así como los variadores de velocidad de
los motores.
Figura 6. Esquema propuesta Nº 1. ♣
♦ Ver glosario. ♣ Creada por los autores.
38

El principal objetivo del sistema de sujeción es ubicar los envases de forma ordenada frente
a las boquillas, para ello ubicamos sensores y actuadores frente a estas, de tal forma que
cuando el envase se ubique enfrente, el actuador lo detenga, esto se realiza de forma
sucesiva hasta ubicar todos los envases, el actuador que se encuentra al inicio de la banda
se utiliza para detener y luego separa los envases que vienen para el siguiente ciclo. El
sensor ubicado después el sistema de sujeción, se encarga de evitar la congestión de la
banda; cuando este sensor se activa el proceso se pausara, hasta que el operario retire los
envases necesarios para que el sistema vuelva a funcionar correctamente.
El sistema de boquillas tiene por objeto llenar los envases, y para esto requiere de un
actuador que permite que las boquillas bajen hasta el interior del envase, y luego suba
lentamente para evitar la formación de burbujas de aire, además existe un motor ubicado en
la parte superior del sistema de boquillas, con el fin de establecer una altura inicial,
ampliando el rango de desplazamiento vertical y el rango de altura de los envases; la
apertura de las boquillas esta controlado por actuadores los cuales trabajan de forma
independiente para cada boquilla, permitiendo que la cantidad de envases a llenar sea
variable.
El sistema de bombeo esta conformado por bombas hidráulicas de engranes externos y un
motor que se acopla con estas, a través de un sistema de poleas y correas y también
mediante unos embragues eléctricos, además de unos encoder♦ que permiten la verificación
del giro en las bombas; el motor esta activado constantemente y es controlado por un
variador de velocidad para mantener esta constante, en el momento que se desea dosificar
el líquido, se activan los electro-embragues de tal forma que el motor queda acoplado a las
bombas y estas comienzan a bombear; la cantidad de liquido se regula por las revoluciones
de las bombas ya que estas, a velocidad constante bombean una cantidad de líquido por
♦ Ver glosario.
39

revolución, cuando se cumpla con la cantidad de giros programados se desactivan los
electro-embragues y se activa el freno eléctrico bloqueando las bombas.
PROPUESTA 2
Figura 7. Esquema propuesta Nº 2.♣
La diferencia principal de esta propuesta se encuentra en el sistema de sujeción, el cual se
describe a continuación.
El principal objetivo del sistema de sujeción es ubicar los envases de forma ordenada frente
a las boquillas, para ello ubicamos un sensor al inicio de la banda y otro a una distancia
determinada, esto se realiza para separar los envases y de tal forma que coincidan con la
distancia de las boquillas, cuando estos estén ubicados un actuador con una extensión como
la mostrada en la figura los detiene, el actuador que se encuentra al inicio de la banda se
♣ Creada por los autores.
40

utiliza para detener y luego separar los envases que vienen para el siguiente ciclo. El sensor
ubicado después el sistema de sujeción, se encarga de evitar la congestión de la banda;
cuando este sensor se activa el proceso se pausará, hasta que el operario retire los envases
necesarios para que el sistema vuelva a funcionar correctamente.
PROPUESTA 3
En esta propuesta, los ajustes se realizan manualmente, debido a que se cambió el sistema
de sujeción, por un mecanismo más simple, pero más efectivo que el descrito
anteriormente, en principio lo que se hizo fue una recopilación de las dos anteriores, para
optimizar el sistema. En la tabla comparativa se podrán apreciar sus ventajas y desventajas.
Figura 8. Esquema propuesta Nº 3.♣
♣ Creada por los autores.
41

FUNCIONALIDAD COSTO
PROPUESTA 1 Esta propuesta es muy funcional
y garantiza un funcionamiento
efectivo del sistema, aunque
requiere de un preajuste del
sistema antes de comenzar a
trabajar en la máquina. Fácil
programación del proceso en el
PLC♦.
Es muy alto, debido a la cantidad
de elementos involucrados en la
propuesta principalmente los
actuadores y sensores cuyo
precio en el mercado es bastante
alto. Además de un costo mayor
en labores de mantenimiento.
PROPUESTA 2 Es una propuesta de
automatización avanzada, pues
no requiere de ajuste mecánico
inicial del proceso, solo con
especificar que tipo de envase se
va a trabajar en el PLC♦ el
programa a través de tiempo
maneja el proceso de forma
eficiente, aunque requiere de alta
precisión.
El costo no es elevado, pues
consta de dos actuadores menos
y tres sensores menos que la
PROPUESTA 1, lo cual no solo
representa una disminución en la
inversión inicial, sino que
disminuye también el costo de
mantenimiento.
PROPUESTA 3 Es una propuesta muy simple
pero eficaz, a pesar de que se
requiere un preajuste mecánico
inicial del sistema. La
programación del PLC♦ ofrece
una ventaja en comparación a la
PROPUESTA 2.
No varía mucho respecto al
costo de la propuesta anterior,
tanto en la inversión inicial
como en el costo de
mantenimiento.
Tabla 1. Tabla comparativa de propuestas.
♦ Ver glosario
42

Una vez planteadas las diferentes propuestas, se han sometido las variables principales,
funcionalidad, programación, costo, a un análisis minucioso de costos – beneficio. La
primera propuesta, si bien ofrece una seguridad al sistema impecable, así como un proceso
de programación fácil y de una versatilidad muy buena en casos de futuras actualizaciones,
tiene un costo muy elevado debido a los elementos involucrados, por lo que esta propuesta
fue descartada. Entre la propuesta dos (2) y la tres (3) la selección se ha hecho teniendo en
cuenta, el factor programación, debido a que el costo de las mismas es casi similar; en la
propuesta dos (2) para realizar la programación, primero deben hacerse pruebas, para
registrar el tiempo que demora cada envase en activar el sensor a una velocidad
determinada de la banda transportadora y dicho dato relacionarlo con la selección que haga
el operario de la presentación a trabajar en el PLC♦, además de que cada nueva
presentación que decida crear la empresa deberá sufrir el mismo proceso e ingresar el dato
en el controlador. La propuesta tres (3) tiene un proceso mucho mas simple desde el punto
de vista programático, y aunque requiere de un ajuste mecánico inicial dependiendo de la
presentación que se vaya a trabajar, se ha considerado que esto no es un factor determinante
en el proceso, además en caso de la empresa cree una nueva presentación, no habría que
modificar la programación del PLC♦, por lo que esta ha sido la propuesta seleccionada
como la mejor.
9.2 DISEÑO MECÁNICO
Dado que uno de los objetivos de este proyecto es aumentar la producción de la máquina,
se debe implementar dos (2) boquillas adicionales de esta forma en un solo ciclo del
proceso se obtienen cuatro (4) productos. La implementación de las boquillas implica un
aumento del sistema de bombeo, por lo cual se deben seleccionar las bombas y diseñar los
elementos necesarios para su acople de acuerdo a las condiciones del sistema actual.
♦ Ver glosario.
43

Otro fase relevante del proceso es el manejo de un sistema de sujeción flexible con el cual
se pueda manejar diferentes envases, para ello se debe tener en cuenta un mecanismo que
garantice que los envases queden alineados con las boquillas y la banda transportadora.
El panel de control se debe diseñar de tal forma que pueda cubrir la necesidad de espacio y
ubicación de los elementos dentro de este, de esta manera se asegura la protección de los
elementos y la facilidad de conexión entre estos.
9.2.1 Potencia de las bombas.
Para el diseño mecánico es necesario conocer la potencia que requieren las bombas para su
funcionamiento adecuado. Debido a que la máquina no posee planos de estas bombas y las
mismas no tienen rótulos ni referencia, se llevaron a cabo varias pruebas para determinar
dicha potencia.
Inicialmente se tomaron mediciones de la corriente de armadura y de campo del motor en
vacío, a diferentes puntos, pues en el circuito de armadura existe un potenciómetro♦ lineal
para regular la velocidad del motor, los datos son los siguientes:
Potenciómetro
Posición Velocidad
50% 875 rpm
100% 1750 rpm
Tabla 2. Velocidad del motor a diferentes posiciones del potenciómetro.
♦ Ver glosario.
44

Voltajes Voltaje de armadura Voltaje de campo
Estados
108 Vdc (100%) 108 Vdc (100%) Vacío
53 Vdc (50%) 108 Vdc (50%)
108 Vdc (100%) 108 Vdc (100%) Carga
53 Vdc (50%) 108 Vdc (50%)
Tabla 3. Valores de voltaje en armadura y campo, con carga y al vacío.
Realizando mediciones de corriente, se puede registrar las variaciones que se presentan en
el sistema mecánico con carga y al vacío, para con esto proceder con el diseño de la
transmisión a usar.
Se obtuvieron los siguientes valores:
Corriente de armadura
Estados
1.42 Adc (100%) Vacío
1.18 Adc (50%)
1.58 Adc (100%) Carga
1.23 Adc (50%)
Tabla 4. Corriente de armadura en carga y en vacío.
Nota: los valores registrados son para una sola bomba.
45

Calculando la potencia requerida por bomba, expresada en kW, tenemos:
( )( )
WPVdcAAP
EcVIIP
28.1710842.158.1
1.*0
=−=
−=
Esta es la potencia que consume una bomba cuando esta trabajando. Teniendo en cuenta un
factor de seguridad de 4, para cubrir la diferencia entre densidades de las diferentes
presentaciones que se trabajan en la máquina, la prueba se realizó con agua, cabe notar que
la temperatura en el ambiente de trabajo es constante, se obtiene lo siguiente:
WWPWP
EcPP
6912.694*28.17
2.4*
1
1
1
≈===
9.2.2 Cálculo de poleas.
Debido a selección de la propuesta que contempla el uso de cuatro (4) electro-embragues,
con cuatro (4) sistemas de dosificación, se replanteará el sistema que existe actualmente,
mostrado a continuación.
Figura 9. Esquema del sistema de transmisión de potencia actual.♣
♣ Creada por los autores.
46

Nota: La polea uno (1) y dos (2) mostradas en el esquema, son iguales, así como la polea
tres (3) y cuatro (4). A y B hacen referencia a los electro-embragues encargados de entregar
la potencia a las bombas de engranes externos.
El nuevo sistema planteado es el siguiente:
Figura 10. Esquema del sistema de transmisión de potencia nuevo.♣
Nota: Las poleas (1) y dos (2) son de iguales dimensiones y son sencillas, las poleas tres
(3), cuatro (4), cinco (5) y seis (6) son de igual dimensión, con la excepción de que tres (3)
y cuatro (4) son poleas dobles.
Teniendo en cuenta las características del electro-embrague (E-E), denominado en la tabla
siguiente como EP-250.
♣ Creada por los autores.
47

Tabla 5. Potencia de los diferentes tipos de electro-embragues a varias velocidades. 11
Se observa que la máxima potencia que ofrece el mismo a las revoluciones de 875 rpm, es
de 1/3 HP, y a las revoluciones de 1750 rpm el E-E♦ ofrece una máxima potencia de ½ HP
aproximadamente, el diseño de las poleas se realizará teniendo en cuenta la potencia
calculada anteriormente de 69 W (0,094 HP).
La potencia del motor es de ¾ HP (551,624 W), así que asegurando que este puede ser
usado en el nuevo sistema, tenemos:
11 http://www.warnernet.com/smartcat/warnerweb/pdf_frame.asp?fileName=pdf.asp/ ElectroPack ♦ Ver glosario.
48

WPEcWP
276*43.69*4*4
1
1
==
Entonces comenzando con el cálculo de las poleas uno (1) y dos (2).
Características técnicas del motor actual.
MOTOR CARACTERÍSTICAS
Vel = 1750 rpm
Pot = ¾ HP
Corriente = 3.90 A
Voltaje = (108 – 208) V
Tabla 6. Características del motor.
Cálculos
Teniendo en cuenta los datos conocidos del sistema, como relación de velocidad, potencia
de entrada y velocidad de entrada, así como la distancia entre centros, realizamos los
cálculos necesarios para la selección de la polea uno (1) y dos (2), teniendo en cuenta
principalmente la carga permitida para cada tipo de correa mostrado en la tabla 7 de
correas de sincronización estándares para ISO♦.
Correas Síncronas ISO♦ 5296
TIPO p (Paso diametral/mm) b (ancho de correa/mm ) Fa (Carga permitida/N)
MXL 012 2.03 3.20 13
MXL 019 2.03 4.80 20
MXL 025 2.03 6.40 27
♦ Ver glosario.
49

XXL 012 3.17 3.20 14
XXL 019 3.17 4.80 22
XXL 025 3.17 6.40 31
XL 025 5.08 6.40 36
XL 031 5.08 7.90 44
XL 037 5.08 9.50 53
L 050 9.52 12.70 105
L 075 9.52 19.10 180
L 100 9.52 25.40 245
H 075 12.70 19.10 445
H 100 12.70 25.40 620
H 150 12.70 38.10 980
H 200 12.70 50.80 1340
H 300 12.70 76.20 2100
XH 200 22.22 50.80 2000
XH 300 22.22 76.20 3100
XH 400 22.22 101.60 4450
XXH 200 31.75 50.80 2500
XXH 300 31.75 76.20 3900
XXH 400 31.75 101.60 5600
XXH 500 31.75 127.00 7100
Tabla 7. Correas de sincronización estándares para ISO.12
Variables Significado
Z Numero de dientes.
P Paso diametral.
Dw Diámetro primitivo de la polea.
Da Diámetro exterior de la polea.
A Distancia entre centros.
12 ContiTech. CONTI SYNCHRODRIVE Synchronous Drive Belts. ContiTech Holdin GmbH, 2002. P. 8
50

Ht Altura de diente.
Q Factor de corrección de distancia entre centros, debido a Lz.
Lz Numero de dientes de la correa.
L Longitud de la correa.
Β Angulo de contacto.
M Masa presente en un metro de correa.
T Torque.
P Potencia de entrada.
N Velocidad de entrada.
I Relación de transmisión o de velocidades.
Η Eficiencia de transmisión.
V Velocidad tangencial.
F Fuerza tangencial.
FF Fuerza centrífuga.
FT Fuerza total de tensión.
Cp Factor de servicio.
KI Coeficiente de transmisión.
Fc Carga calculada.
Fa Carga permitida.
FP Carga permitida real.
CI Coeficiente de longitud de la correa.
Kz Factor de dientes en contacto.
zm Numero de dientes en contacto.
Tabla 8. Variables relacionadas en el diseño mecánico.
51

• Pasos a seguir con la rutina de cálculo.
Inicialmente se selecciona un tipo de correa estándar, y se realizan los cálculos, para
obtener parámetros que serán utilizados a través del proceso de diseño, como diámetros
primitivos, nueva distancia entre centros, ángulos de contacto y longitud de la correa, por
último se calculan todas las fuerzas presentes en el sistema correa – polea, las cuales se
comparan con un valor de carga predeterminado para cada tipo de polea, denominado
“carga permitida”, si el valor calculado es menor al valor permitido, entonces el sistema
correa – polea seleccionado no es el adecuado y se repite el proceso con un nuevo tipo
estándar.
Realizaremos un diseño preliminar teniendo en cuenta la correa estándar MXL 012 y si esta
no es la idónea, se repite el proceso con la polea siguiente en la tabla 7.
• Cálculo de diámetros
mm23.14dw141592.3
=mm2*22
π 014da −= 03.dw
dw
=
mm23.)Altura
=
p*z= dientede(htdwda −= Ec. 4 13 Ec. 5
mm72.13damm51.
Donde:
dw = Diámetro primitivo de la polea.
da = Diámetro exterior de la polea.
13 ContiTech., Op. cit., P. 25
52
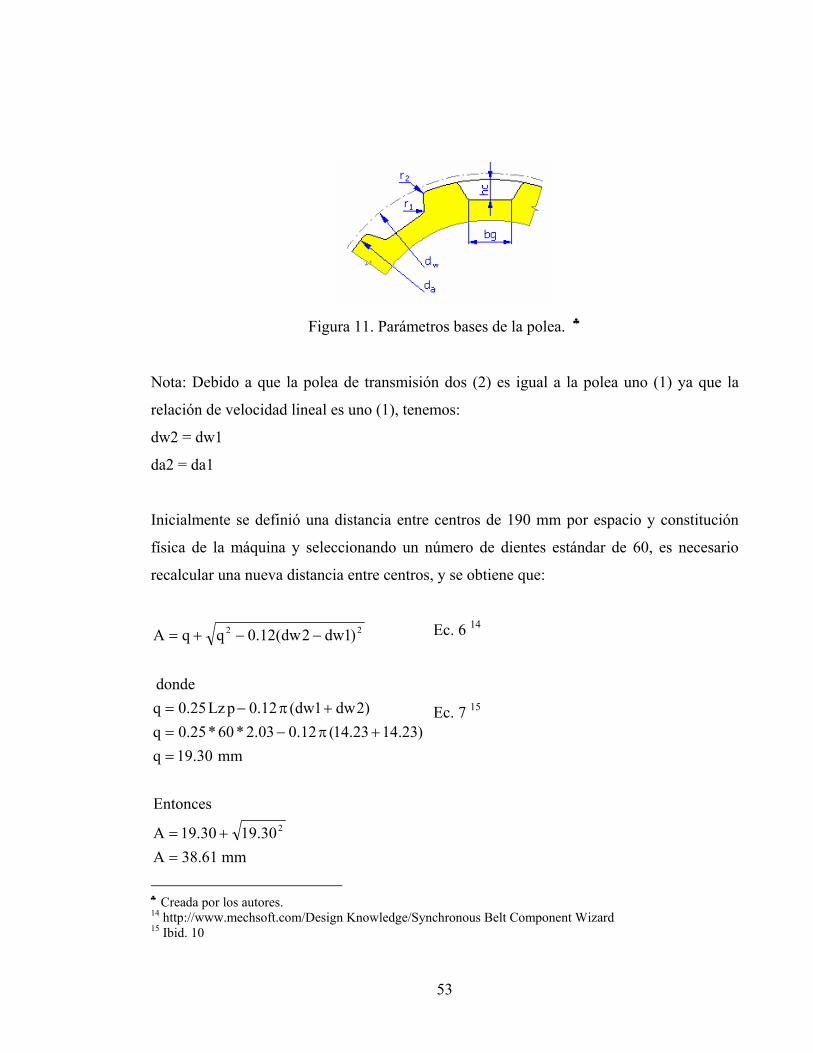
Figura 11. Parámetros bases de la polea. ♣
Nota: Debido a que la polea de transmisión dos (2) es igual a la polea uno (1) ya que la
relación de velocidad lineal es uno (1), tenemos:
dw2 = dw1
da2 = da1
Inicialmente se definió una distancia entre centros de 190 mm por espacio y constitución
física de la máquina y seleccionando un número de dientes estándar de 60, es necesario
recalcular una nueva distancia entre centros, y se obtiene que:
mm61.38A 30.1930.19
mm30.19q)23.1423.14(12.003.2*60*25.0
)2dw1dw(12.0pLz25.0qdonde
)12dw(12.
2
22
=+=
=+π−=
+π−=
dw0qqA −−+= Ec. 6 14
Ec. 7 15
q
A Entonces
♣ Creada por los autores. 14 http://www.mechsoft.com/Design Knowledge/Synchronous Belt Component Wizard 15 Ibid. 10
53

Debido a que los diámetros primitivos de las poleas son pequeños, la nueva distancia entre
centros dista mucho de la definida inicialmente.
• Ángulos de contacto
º1801
021
54
cos
A22
=
=⎟⎠⎞
⎜⎝⎛ β
⎠⎝=β
−π=β1dw2dw1cos −
=⎟⎞
⎜⎛ β 122 β−π=β Ec. 8 16 Ec. 9 17
º1802º18022
β
• Cálculo de la longitud de la correa
Ya teniendo la nueva distancia entre centros, A, se procede a calcular la longitud de la
correa, que se define como se muestra a continuación (esta expresión es utilizada debido a
que ambos ángulos de contactos son 180º).
mm92.121 L
223.1423.14607.38
223.14**L
22
2
=
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛⎟⎠⎞
⎜⎝⎛ −
−+π
=
⎠
⎞
⎝
⎛
⎠⎝
2dwdwA
2dw*2L 122
1211
⎟⎟
⎜⎜ ⎟
⎞⎜⎛ −
−+β
= Ec. 10 18
2
16 Ibid. 10 17 Ibid. 10 18 MECHSOFT, Op. cit.

• Calculo de torques y fuerzas
Potencia de entrada (P1)
Velocidad de entrada (n1)
Relación de transmisión o de velocidades (i)
Eficiencia de transmisión (η)
• Torque de entrada y salida
mN51.11T1750
kW28.0*300001T
1n1P30000
= Ec. 11 19
1T
=π
=
π
El torque en la polea dos (2) es el mismo, pero reducido por la eficiencia de transmisión (η)
del sistema, la cual es de 97 %20, entonces:
mN46.12T97.0*mN51.12T
12.Ec*1T2T
==
η=
19 MECHSOFT, Op. cit. 20 SHIGLEY, Op. cit., P. 1087.
55

• Fuerza tangencial
Velocidad tangencial.
s/m30.1v60000
v = rpm1750*22*mm03.2
6000011
=
nzpv = Ec. 13 21
Fuerza tangencial.
N68.211F s/m30.1kW28.0*1000
v1F
=
=
P1000=
Ec. 14 22
F
Fuerza centrifuga.
2
F vmF = Ec. 15 23
Donde m, es la masa presente en un metro de correa / m = 0.01 kg/m 24
( )N01.0F
sm30.1*mkg01.0F
F
2F
==
21 ContiTech, Op. cit., p. 27 22 MECHSOFT, Op. cit. 23 Ibid. 17 24 ContiTech, Op. cit., p. 8
56

La fuerza total de tensión
FFF FT += Ec. 16 25
N69.211F
N68.211N01.0
T
T
=+=F
Teniendo en cuenta el factor de servicio Cp.
Tipo de servicio
Intermitente Menos de 8 horas diarias
Normal Entre 8 y 16 horas diarias
Continuo Entre 16 y 24 horas diarias
Tabla 9. Tipo de servicio según cantidad de horas de trabajo.
Para bombas de engranes externos el factor en combinación con el tipo de servicio continuo
es:
Cp = 1.70 26
Para comprobar si la polea seleccionada es la correcta, es necesario comprobar si la carga
permitida por el sistema correa – polea (tabla 7) es mayor que la carga calculada
garantizando así que dicho sistema sea el idóneo.
• Carga calculada.
( ) FIPC FKCFF ++= Ec. 17 27
25 MECHSOFT, Op. cit. 26 GOODYEAR. Catalogo: Calculo y Recomendaciones para Correas Multi – V3-T, 2002. Tabla 1,2 y 3 27 MECHSOFT, Op. cit.
57

Donde:
KI: Coeficiente de la transmisión.
i KI
1.00 – 1.24 0.00
1.25 – 1.74 0.10
1.75 – 2.49 0.20
2.50 – 3.49 0.30
3.50 y mas 0.40
Tabla 10. Coeficiente de transmisión basado en la relación de velocidad.28
( )N87.359F
N01.0070.1N68.211F
C
C
=++=
• Carga permitida real
Kz*C*FaF IP = Ec. 18 29
Donde:
CI: Coeficiente de longitud de la correa (tabulado/por lo general es 1). 30
Kz: Factor de dientes en contacto, el cual se obtiene mirando la tabla siguiente:
28 ContiTech, Op. cit., p. 25 29 MECHSOFT, Op. cit. 30 Ibid. 24
58

zm 6 y mas 5 4 3 2
Kz 1 0.80 0.60 0.40 0.20
Tabla 11. Factor de dientes en contacto.31
360zzm
β= Ec. 19 32
1 Kz que loPor
11z36018022z
m
m
=
=
=
N13F1*1*N13FKz*C*FaF
P
P
IP
===
Comparando, la carga calculada con la carga permitida real, es fácil ver que el tipo de polea
estándar seleccionada no sirve para satisfacer las condiciones de diseño.
PFFc >>
El proceso anterior se repite para los diferentes tipos de poleas estándar relacionadas en la
tabla 7.
A continuación se muestra el proceso seguido en el diseño del sistema correa – polea que
cumple con las condiciones de diseño planteadas en el proceso.
31 Ibid. 24 32 Ibid. 24
59

Polea estándar L050
El número de dientes ha sido replanteado, teniendo en cuenta que al aumentar esta cantidad
en unas cuantas unidades, es posible disminuir la fuerza calculada del sistema, lo cual
brinda mayor versatilidad al sistema.
• Cálculo de diámetros
mm83.78dw141592.3
mm52.9*26dw
p*zdw
=
=
π=
mm07.78da
mm76.0mm83.78da)dientedeAltura(htdwda
=−=
−=
Inicialmente se definió una distancia entre centros de 190 mm por espacio y constitución
física de la máquina y seleccionando un número de dientes estándar de 60, es necesario
recalcular una nueva distancia entre centros, y se obtiene que:
mm92.161A96.8096.80A
Entonces2
=+=
mm96.80q)83.7883.78(12.052.9*60*25.0q
)2dw1dw(12.0pLz25.0q
donde,)1dw2dw(12.0qqA 22
=+π−=
+π−=
−−+=
60

• Ángulos de contacto
º1801
021cos
A21dw2dw
21cos
=β
=⎟⎠⎞
⎜⎝⎛ β
−=⎟
⎠⎞
⎜⎝⎛ β
º1802
º18022122
=β−π=ββ−π=β
• Cálculo de la longitud de la correa
Ya teniendo la nueva distancia entre centros, A, se procede a calcular la longitud de la
correa, que se define como se muestra a continuación (esta expresión es utilizada debido a
que ambos ángulos de contacto son 180º).
mm50.571L
283.7883.78924.161
283.78**2L
2dwdw
A2dw
*2L
22
2122
1211
=
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛⎟⎠⎞
⎜⎝⎛ −
−+π
=
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛⎟⎠⎞
⎜⎝⎛ −
−+β
=
• Calculo de torques y fuerzas
Potencia de entrada (P1)
Velocidad de entrada (n1)
Relación de transmisión o de velocidades (i)
Eficiencia de transmisión (η)
61
• Torque de entrada y salida.
mN51.11T1750
kW28.0*300001T
1n1P300001T
=π
=
π=
El torque en la polea dos (2) es el mismo, pero reducido por la eficiencia de transmisión (η)
del sistema, la cual es de 97 %33, entonces:
mN46.12T97.0*mN51.12T
*1T2T
==
η=
• Fuerza tangencial
Velocidad tangencial
s/m22.7v60000
rpm1750*26*mm52.9v
600001n1zpv
=
=
=
33 SHIGLEY, Op. cit., P. 1087.
62

Fuerza tangencial.
N21.38Fs/m22.7kW28.0*1000F
v1P1000F
=
=
=
Fuerza centrifuga.
( )N55.3F
sm22.7*mkg07.0F
abulado)un valor t(en correa demetroun en presente masa la es m, donde
,vmF
F
2F
2F
==
=
La fuerza total de tensión
N76.41FN21.38N55.3F
FFF
T
T
FT
=+=
+=
Factor deservicio
Cp = 1.70
• Carga calculada.
( ) FIPC FKCFF ++=
63

Donde:
KI: Coeficiente de la transmisión.
( )N51.68F
N55.3070.1N21.38F
C
C
=++=
• Carga permitida real
Kz*C*FaF IP =
Donde:
CI: Coeficiente de longitud de la correa (tabulado/por lo general es 1).
Kz: Factor de dientes en contacto, el cual se obtiene mirando la tabla 11:
360zzm
β=
1 Kz que loPor
13z36018026z
m
m
=
=
=
N105F
1*1*N105FKz*C*FaF
P
P
IP
===
• CP FF >
64

El diseño realizado, basado en la polea L 050 según designación ISO♦ 5296, es correcto y
esta polea sirve para los propósitos establecidos en el proceso.
• Calculando los elementos restantes (poleas 3,4,5 y 6) del sistema mecánico se procede
de la misma forma en que se han calculado los anteriores.
Se ha seleccionado la polea estándar L050 según denominación de la ISO♦.
• Cálculo de diámetros
mm70.66dw141592.3
mm52.9*22dw
p*zdw
3
3
3
=
=
π=
mm94.56da
mm76.0mm70.66daudwda
3
3
3
=−=
−=
Donde:
dw = Diámetro pitch de la polea.
da = Diámetro exterior de la polea.
Nota: Debido a que la polea de transmisión tres (3) es igual a la polea cuatro (4), así como
igual a la polea cinco (5) y seis (6), pues la relación de velocidades no puede ser diferente a
uno(1), porque es obligatorio que todas las bombas giren a la misma velocidad, entonces se
tiene:
dw6 = dw5 = dw4 = dw3
da6 = da5 = da4 = da3
♦ Ver glosario
65

Por ahora se trabajará con el par de poleas tres (3) y cuatro (4), las cuales son dobles.
Para la correa estándar L 050 de la ISO♦ se tabula un número de dientes de 60, entonces
calculando la nueva distancia entre centros, se obtiene que:
( )mm98.180A
mm49.90mm49.90A
Entonces
mm49.90q)mm70.66mm70.66(12.052.9*60*25.0q
)3dw4dw(12.0pLz25.0q
donde,)3dw4dw(12.0qqA
2
22
=
+=
=+π−=
+π−=
−−+=
• Ángulos de contacto
º1803
023cos
A23dw4dw
23cos
=β
=⎟⎠⎞
⎜⎝⎛ β
−=⎟
⎠⎞
⎜⎝⎛ β
º1804
º18024324
=β−π=ββ−π=β
• Cálculo de la longitud de la correa
Ya teniendo la nueva distancia entre centros, A, se procede a calcular la longitud de la
correa.
♦ Ver glosario.
66

( )
mm50.571L
2mm70.66mm70.66mm97.180
2mm70.66**2L
2dwdw
A2dw
*2L
22
234233
=
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛⎟⎠⎞
⎜⎝⎛ −
−+π
=
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛⎟⎠⎞
⎜⎝⎛ −
−+β
=
• Cálculo de torques y fuerzas
Potencia de entrada (P3)
Velocidad de entrada (n3)
Relación de transmisión o de velocidades (i)
Eficiencia de transmisión (η)
• Torque de entrada y salida.
mN13.13T*rpm1750kW21.0*300003T
3n3P300003T
=π
=
π=
El torque en la polea cuatro (4) es el mismo, pero reducido por la eficiencia de transmisión
(η) del sistema, la cual es de 97 %34, entonces:
mN10.14T97.0*mN13.14T
*3T4T
==
η=
34 SHIGLEY, Op. cit., P. 1087.
67

Fuerza tangencial
Velocidad tangencial
s/m11.6v60000
rpm1750*22*mm52.9v
600003n3zpv
=
=
=
Fuerza tangencial
N87.33Fs/m11.6kW21.0*1000F
v3P1000F
=
=
=
Fuerza centrifuga.
( )N2.54F
sm11.6*mkg07.0F
abulado)un valor t(en correa demetroun en presente masa la es m, donde
,vmF
F
2F
2F
==
=
68

La fuerza total de tensión
N41.36FN87.33N54.2F
FFF
T
T
FT
=+=
+=
Factor de servicio
Cp = 1.70
• Carga calculada.
( ) FIPC FKCFF ++=
Donde:
KI: Coeficiente de la transmisión.
( )N12.60F
N54.2070.1N87.33F
C
C
=++=
• Carga permitida real
Kz*C*FaF IP =
Donde:
CI: Coeficiente de longitud de la correa (tabulado/por lo general es 1).
Kz: Factor de dientes en contacto.
360zzm
β=
69

10) tablalaen (Apoyados 1 Kz que loPor
11z36018022z
m
m
=
=
=
N105F1*1*N105F
Kz*C*FaF
P
P
IP
===
• CP FF >
El diseño realizado, basado en la polea L 050 según designación ISO♦ 5296, es correcto y
esta polea sirve para los propósitos establecidos en el proceso.
Ver ANEXO A. Características del sistema correa – polea L050
9.2.3 Cálculo de tornillos
En la estructura mecánica, existen tornillos de agarre que están sometidos a una fuerza
cortante la cual se considera crítico para dichos sujetadores. Se ha realizado una
preselección de estos tornillos por diseño y por aprovechamiento del espacio que se tiene
disponible en la estructura y a continuación se procederá a comprobar si estos son capaces
de soportar las fuerzas a las que están sometidos.
Referencia Cantidad Longitud
M5x1.75
8 20 mm
Tabla 12. Tornillos preseleccionados.
♦ Ver glosario.
70

Se ha utilizado un programa CAD♦ (Solid Works 2005) por facilidad de desarrollo para
ubicar el centro de masa de los elementos en conjunto que soportan los tornillos,
obteniendo también el peso general, basados en la densidad de los elementos, así como en
su volumen.
Variable Significado.
F Fuerza cortante principal.
F’ Fuerza cortante primaria.
F’’ Fuerza cortante secundaria.
F’’’ Fuerza cortante terciaría.
M Momento causado por una fuerza alrededor de un eje determinando.
rx Radio desde x a un punto de referencia.
rn/m Radio desde un punto n hasta un punto m, ubicados en un mismo plano.
Fx, Fy, Fz Fuerza en el plano al que hace referencia el subíndice.
Fc Fuerza cortante resultante en los tornillos.
As Área transversal en la sección roscada del tornillo.
Τ Esfuerzo cortante real.
FS Factor de seguridad.
τ D Esfuerzo cortante de diseño.
Tabla 13. Variables relacionadas con el diseño de tornillos.
71

Figura 12. Distribución de los tornillos que sujetan la estructura y ubicación del centro de
masa.♣
La longitud de los segmentos mostrados en la figura, denominados como A, B, C son las
siguientes:
A = 376 mm
B = 285 mm
C = 143.80 mm
El punto P representa el centro de masa de la estructura que soportan los tornillos y en el
cual se ubica un peso de 24.78 Kg (243.02 N).
• Calculando la fuerza cortante primaria a la que están sometidos los tornillos, se dice
que:
♣ Creada por los autores.
72

Fuerza cortante primaria: F’
N28.30'F;
8N02.243'F;
8F'F ===
La fuerza secundaria, producto de los momentos que causa la fuerza principal se expresa de
la siguiente forma:
20.Ec
....rrrrM''F 2
C2
B2
A
n
++=
Donde el subíndice n se refiere al tornillo cuya carga particular se va a determinar.
• Para determinar los momentos a los que están sometidos cada pareja de tornillos se
realiza un análisis vectorial, para facilitar el proceso posterior.
En D En E
( ) ( kmN63.34imN68.45M
002.2430188.01438.01425.0kji
M
FzFyFxzyx
kjiM
FxrM
E
E
E/PE/PE/PE
E/PE
+=
−−=
=
=
)
( ) ( kmN63.34imN68.45M
002.2430188.01438.01425.0kji
M
FzFyFxzyx
kjiM
FxrM
D
D
D/PD/PD/PD
D/PD
−=
−=
=
=
)
73
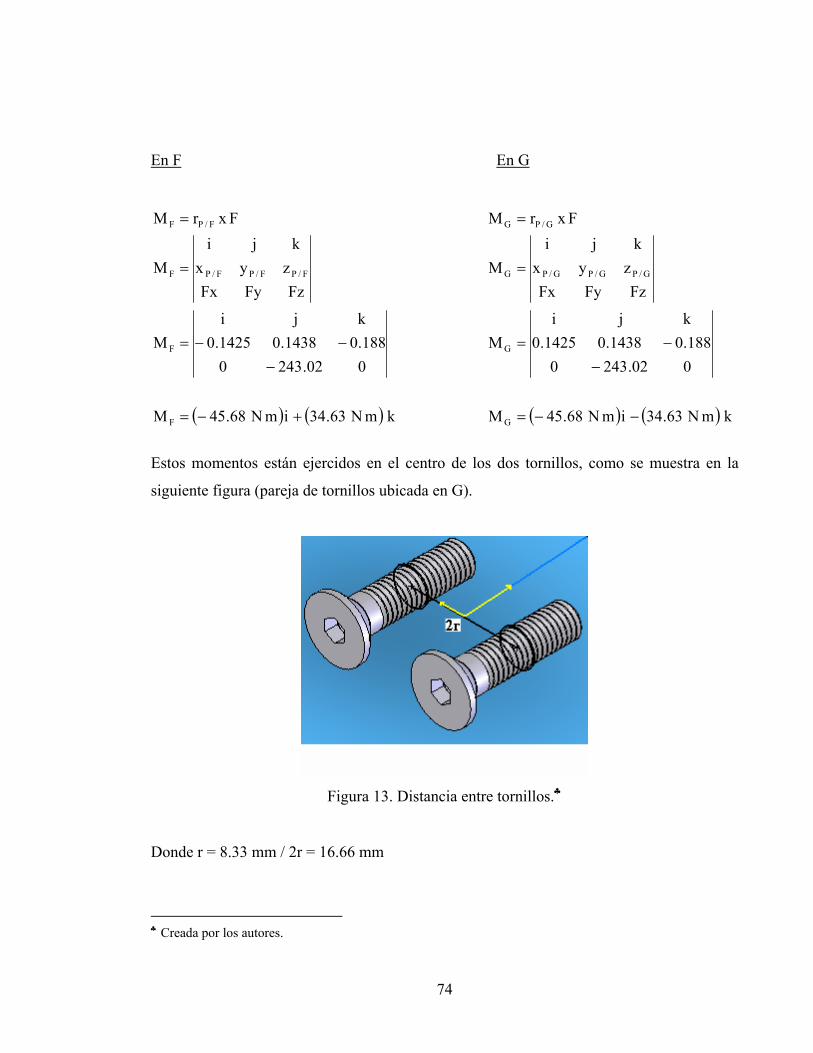
En F En G
( ) ( kmN63.34imN68.45M
002.2430188.01438.01425.0
kjiM
FzFyFxzyx
kjiM
FxrM
F
F
F/PF/PF/PF
F/PF
+−=
−−−=
=
=
) ( ) ( kmN63.34imN68.45M
002.2430188.01438.01425.0
kjiM
FzFyFxzyx
kjiM
FxrM
G
G
G/PG/PG/PG
G/PG
−−=
−−=
=
=
)
Estos momentos están ejercidos en el centro de los dos tornillos, como se muestra en la
siguiente figura (pareja de tornillos ubicada en G).
Figura 13. Distancia entre tornillos.♣
Donde r = 8.33 mm / 2r = 16.66 mm
♣ Creada por los autores.
74

• Fuerza secundaria.
Para obtener la fuerza secundaria existente en cada tornillo, se hace uso de la Ec. 20 y con
la cual se obtiene lo siguiente:
En D
N63.2078''Fm01666.0mN63.34''F
r2M
r2r*M''F
:entonces ,rr que cuentaen teniendo;rrr*M''F
D
D
1D
DZ2
1D
1DDZD
2DD122D
21D
1DDZD
=
=
==
=+
=
Como la configuración en cada uno de los pares de tornillos es la misma, la fuerza
secundaria es la misma en todos ellos.
• Fuerza terciaria.
( ) ( )mm08.11r
mm33.8mm3.7r 22
=
+=
75

Figura 14. Fuerza terciaria causada por el momento alrededor del eje x.♣
N37.2061'''Fm02216.0mN68.45'''F
r2M
r2r*M'''F
:entonces ,rr que cuentaen teniendo;rrr*M'''F
D
D
1D
DX2
1D
1DDXD
2DD122D
21D
1DDXD
=
=
==
=+
=
Graficando las fuerzas primarias, secundarias y terciarias con el propósito de determinar
cual de los dos (2) tornillos (en el punto G, en este caso), esta sometido a mayor fuerza
cortante.
♣ Creada por los autores.
76

Se denominará como uno (1) el tornillo que está más alejado de la fuerza principal (243.02
N) y así en las cuatro (4) parejas de tornillos.
Realizando una sumatoria de fuerzas en y tenemos que:
N28.4170FN37.2061N63.2078N28.30F
'''F''F'FF
0Fy
1G
1G
1G1G1G1G
1G
−=−−−=
−+−=
=∑
N02.13FN37.2061N63.2078N28.30F
'''F''F'FF
0Fy
2G
2G
2G2G2G2G
2G
−=−+−=
−−−=
=∑
Figura 15. Diagrama de fuerzas en el punto G y sus respectivos tornillos. ♣
Se puede notar que el tornillo exterior es el encargado de soportar gran parte de la carga,
aunque por geometría los ocho (8) tornillos se seleccionan con la misma configuración.
La máxima fuerza cortante que se presenta en los tornillos, es de 4170.28 N.
♣ Creada por los autores.
77

Se ha asumido una longitud del tornillo de 20 mm, el ancho de la lámina intermedia es de
12.7 mm, por lo que el esfuerzo cortante se da sobre la parte roscada del tornillo.
Esfuerzo cortante real Factor de seguridad
( )
MPa44.212m10x63.19
N28.4170
m10x63.194
m005.0A
AF
26
262
s
s
C
=τ
=τ
=π
=
=τ
−
−
2FS =
Esfuerzo cortante de diseño
MPa88.424MPa44.212*2
*FS
D
D
D
=τ=τ
τ=τ
Nota: El factor de seguridad se ha seleccionado de dos (2), debido a que es lo considerado
correcto para el tipo de carga a la que esta sometida el tornillo, la cual es una carga
estática.35
Observando en la tabla siguiente para la clase de propiedad 9.8, se puede notar que la
resistencia mínima de fluencia, tiene valor de 720 Mpa, superando el valor del esfuerzo
cortante de diseño de 424.88 Mpa, por lo que la selección realizada inicialmente (tabla 12.)
es correcta.
35 SHIGLEY, Op. cit., P. 512.
78

Clase de
propiedad
Intervalo
de
tamaños,
inclusive
Resistencia
mínima de
prueba, †
MPa
Resistencia
de tensión
mínima, †
MPa
Resistencia
mínima de
fluencia, †
MPa
Material Marca
en la
cabeza
4.6 M5-M36 225 400 240 Acero al
bajo o
medio
carbono
4.8 M1.6-M16 340 420 340 Acero al
bajo o
medio
carbono
5.8 M5-M24 380 520 420 Acero al
bajo o
medio
carbono
8.8 M16-M36 600 830 660 Acero al
medio
carbono, T
y R
9.8 M1.6-M16 650 900 720 Acero al
medio
carbono, T
y R
79

10.9 M5-M36 830 1040 940 Acero
martensíti
co al bajo
carbono, T
y R
12.9 M1.6-M36 970 1220 1100 Acero de
aleación,
T y R
Tabla 14. Clases métricas de propiedad mecánica para pernos, tornillos y birlos de acero. 36
9.2.4 Selección de las bombas y su sistema de acople
Como se ha mencionado con anterioridad en el marco teórico, las bombas de engranes
externos son muy funcionales, porque no ocupan mucho espacio y a altas revoluciones
pueden desplazar gran cantidad de fluido.
La máquina actualmente posee bombas de engranes externos, que vienen originalmente con
esta.
Características de las bombas:
Caudal: 12 l / min.
Revoluciones: 1750 rpm.
Material de la camisa: Acero 316 L.
Material de los engranes: teflón.
36 SHIGLEY, Op. cit., P. 477.
80

Normas Características, técnicas y aplicaciones
USA/
SAE♦/AISI♦Alemania
W.St.N°
316L 4404
Código
Color
Acero inoxidable austenítico al Cr, Ni, Mo, del tipo
18/10. Estabilizado al carbono, insensibilidad a la
corrosión intercristalina en soldaduras, no necesita
tratamientos térmicos post-soldadura. Mejor aptitud a la
deformación en frío y obtención de altos grados de
pulimento, lo que permite una mayor resistencia a los
ácidos comúnmente empleados en la industria.
Tabla 15. Características, técnicas y aplicaciones del acero 316 L.37
Inicialmente se ha realizado una búsqueda en el mercado nacional y observando las ofertas
existentes de dichos dispositivos, para comparar costos y rendimientos, además de una
garantía nacional. Aunque existen ciertas empresas que venden o importan este tipo de
dispositivo, ninguna las ofrece con las especificaciones de material de las bombas
originales.
Figura 16. Bomba de engrane externo doble MANNESMANN REXROTH, con conexión
común de aspiración. 38
♦ Ver glosario. 37 http://www2.ing.puc.cl/~icm2312/apuntes/materiales/aceros/sabimet.html 38 MANNESMANN REXROTH. Catalogo: Bombas de engranajes con dentado externo tipo G2, serie 4X, 2001. p 1
81

Este tipo de bomba ofrece la posibilidad de reducción de espacio, pues presenta una
conexión común de aspiración, aunque a su vez esto representa una desventaja, porque
limita al proceso en cuanto a la cantidad de envases que se van a trabajar, siendo dos (2) la
cantidad mínima a trabajar y cuatro (4) la máxima, sin la posibilidad de poder alternar entre
uno (1) y tres (3) envases. Además el inconveniente del material antes mencionado,
también está presente en dichas bombas, por lo que se han descartado como opción viable
en el proyecto.
En tal caso, la opción que surge es asistir a un centro de mecanizado para obtenerlas en
dichos materiales, pero el costo es muy elevado como para justificar esta opción, por lo que
la primera es solicitar la importación con el fabricante original de la máquina.
En cuanto al sistema de acople, se ha decidido usar el existente. Dicho acople se denomina
acople dentado, el cual se emplea en situaciones de servicio ligero, relacionando esto con la
potencia a transmitir de dicho acople, que no alcanza siquiera ½ HP, en este caso en
particular. Este acople es muy sencillo en su concepción y no permite desalineación angular
(esta aplicación particular tampoco lo requiere).
Figura 17. Acoplamiento dentado para servicio ligero.39
39 SHIGLEY, Op. cit., P. 1044.
82

Diseño de los elementos requeridos en el montaje de las bombas.
Para el montaje de las bombas se ha decidido optar por una configuración de cuadro como
se muestra en la siguiente figura.
Figura 18. Montaje de las bombas y distribución de los tornillos.♣
Las bombas traen consigo su propio sistema de ajuste, el cual viene especificado para
lámina, con la disposición como se ve en la figura anterior.
El punto O es el centroide de los tornillos. El punto E es el centro de masa de la estructura,
cuyo peso total es de 17.53 kg, teniendo en cuenta la fuerza que ejercen las mangueras de
entrada cuando se encuentran llenas de agua.
Teniendo en cuenta un factor de seguridad (1.05); factor contemplado para cuando la
empresa decida trabajar en la máquina, presentaciones que actualmente no se encuentran en
producción, las cuales siendo mas densas (como gel o bálsamos especiales) agregan dicha
♣ Creada por los autores.
83

diferencia de peso en las mangueras, las cuales están conectadas al sistema de soporte de
las bombas; tenemos un peso de diseño de 18.41 kg.
F = 18.41 kg = 180,54 N
En la figura 18. Podemos ver como están distribuidos los pernos a utilizar para sujetar la
estructura.
Referencia Cantidad Longitud
M6x1.75
4 60 mm
Tabla 16. Pernos preseleccionados para el sujetar la estructura de las bombas.
La metodología a seguir será la misma que la seguida en el cálculo de los tornillos de la
estructura principal, se calcula la fuerza cortante a la que están sometidos los pernos y
luego se compara con la fuerza cortante que soportan los pernos preseleccionados.
Calculando el momento que causa la fuerza principal en el centroide de los tornillos se
obtiene lo siguiente:
( ) kmN773.1M
054.180000144.00098.0kji
M
FzFyFxzyx
kjiM
FxrM
O
O
O/EO/EO/EO
O/EO
−=
−=
=
=
84

La longitud de los segmentos es la siguiente:
rmm110ODOCOBOA =====
• Hallando la fuerza cortante primaria a la que están sometidos los pernos, se dice que:
• Fuerza cortante primaria: F’
N14.45'F;4
N54,180'F;4F'F ===
• Fuerza secundaria.
Para obtener la fuerza secundaria existente en los pernos A,B,C y D se hace uso de la Ec.
20 y con la cual se obtiene lo siguiente:
DCBA
A
O2
OA
DCBAD
2C
2B
2A
2AO
A
''F''F''FN03.4''Fm44.0
mN773.1''F
r4M
r4r*M''F
:entonces ,rrrrr que cuentaen teniendo;rrrr
r*M''F
====
=
==
====+++
=
Graficando las fuerzas primarias y secundarias con el propósito de determinar cual de los
cuatro (4) pernos, esta sometido a mayor fuerza cortante.
85

Figura 19. Fuerzas primarias y secundarias a la que están sometidos los pernos.♣
• Realizando una sumatoria de fuerzas en y en los casos requeridos y hallando la
magnitud en los necesarios, se tiene:
N11.41FN03.4N14.45F
''F'FF
0Fy
A
A
AAA
A
−=+−=
+−=
=∑
( ) ( )( ) ( )
N32.45FN03.4N14.45F
''F'FF
B
22B
2B
2BB
=
+=
+=
N17.49FN03.4N14.45F
''F'FF
0Fy
C
C
CCC
C
−=−−=
−−=
=∑
( ) ( )( ) ( )
N32.45FN03.4N14.45F
''F'FF
D
22D
2D
2DD
=
+=
+=
El perno en C es el que soporta la mayor carga cortante, por lo que el análisis final se
trabaja con dicha carga.
♣ Creada por los autores.
86

Se ha asumido una longitud del perno de 60 mm y una longitud de la rosca de igual
dimensión para prever actualizaciones en las cuales sea necesario ajustar mas el acople o
realizar otro tipo de reforma, por lo que el esfuerzo cortante se da sobre la parte roscada del
perno.
Esfuerzo cortante real Factor de seguridad
( )
MPa74.1m10x27.28
N17.49
m10x27.284
m006.0A
AF
26
262
s
s
C
=τ
=τ
=π
=
=τ
−
−
FS = 240
Esfuerzo cortante de diseño
MPa48.3MPa74.1*2
*FS
D
D
D
=τ=τ
τ=τ
Remitiéndose a la tabla 14, observando el intervalo de M5-M36, se puede notar que la
resistencia mínima de fluencia, tiene valor de 240 MPa, superando el valor del esfuerzo
cortante de diseño en exceso, lo cual arroja que el diseño se encuentra sobredimensionado,
se ha escogido este tipo de perno, debido a que son elementos que forman parte de la
máquina en su estado actual.
Sin embargo se realizará el diseño nuevamente teniendo en cuenta otro tipo de
configuración y la utilización de menos pernos.
40 SHIGLEY, Op. cit., P. 512.
87

Suponiendo que solo estuvieran los pernos A y C, se ve lo siguiente:
Figura 20. Distribución de fuerzas con dos pernos. ♣
• Fuerza primaria.
N27.90'F2
N54.180'F,2F'F ===
• Fuerza secundaria.
CA
A
O2
OA
CAC
2A
2AO
A
''FN06.8''Fm22.0
mN773.1''F
r2M
r2r*M''F
:entonces ,rrr que cuentaen teniendo;rrr*M''F
==
=
==
==+
=
• Fuerza total.
♣ Creada por los autores.
88

N21.82FN06.8N27.90F
''F'FF
A
A
AAA
−=+−=
+=
N33.98FN06.8N27.90F
''F'FF
C
C
CCC
=−−=
+=
Esfuerzo cortante real Factor de seguridad
FS = 2 41
( )
MPa47.3m10x27.28
N33.98
m10x27.284
m006.0A
AF
26
262
s
s
C
=τ
=τ
=π
=
=τ
−
−
Esfuerzo cortante de diseño
MPa94.6MPa47.3*2
*FS
D
D
D
=τ=τ
τ=τ
Se nota que el valor aumentó solo el doble y la diferencia entre los valores tabulados y el de
diseño sigue siendo de más de 200 MPa, por lo que se usará la primera configuración
diseñada (cuatro (4) tornillos) y así se le sacará provecho a los materiales con los que ya se
cuenta en la máquina en su estado actual.
41 SHIGLEY, Op. cit., P. 512.
89

9.3 ANÁLISIS ESTRUCTURAL.
A continuación se llevará a cabo un análisis de esfuerzo y deformación para observar, como
se comporta la estructura que soporta el sistema mecánico y determinar que mejoras se
podrían realizar.
Figura 21. Estructura de soporte del sistema mecánico.♣
En gran parte la estructura esta compuesta por aleación de aluminio 6061, material dúctil,
estos cederán de forma local, en los concentradores de esfuerzos (como ángulos rectos).
Cuando un material, como al aluminio, cede localmente, su curva de esfuerzo-deformación
local se hace no lineal y de pendiente reducida, lo que impide un incremento significativo
adicional de esfuerzos en dicho punto.
♣ Creada por los autores.
90

9.3.1 Esfuerzo equivalente (von Mises)
Este esfuerzo, permite, representar los esfuerzos tridimensionales, en un solo valor positivo
de esfuerzo. Esto es usado generalmente para predecir el rendimiento de un material dúctil,
bajo una carga estática.
Figura 22. Esfuerzo equivalente (Esfuerzo von Mises)♣
Como se puede observar en la figura 22, el esfuerzo máximo se presenta en uno de los
tornillos (Parte 29, consultar ANEXO B), el valor que se registra con el análisis estructural
es de 958.10 MPa.
♣ Creada por los autores.
91

En la sección de cálculo de tornillos, al realizar el diseño de los mismos, se obtuvo que los
tornillos debido al esfuerzo cortante al que están sometidos, podrían ser de clase de
propiedad 9.8, pero con este análisis, vemos que el comportamiento de la estructura somete
a uno de ellos a un esfuerzo equivalente de 958.10 Mpa, por lo que se decide utilizar unos
tornillos, clase de propiedad 12.9.
Figura 23. Vista ampliada del punto de mayor concentración de esfuerzo en la estructura.♣
La figura 24 muestra como se comportará la estructura al someterla a una carga mayor,
siendo los tornillos los puntos primarios de falla, al ser estos, intensificadores de esfuerzos,
por su cambio de geometría tan brusco, en toda su extensión.
♣ Creada por los autores.
92

Figura 24. Esfuerzo equivalente (Escala aumentada)♣
9.3.2 Máximo y mínimo esfuerzo a cortante
Esto permitirá observar que elemento de la estructura esta sometido a mayor esfuerzo
cortante y determinar alguna acción respecto a esto en caso de ser necesario.
Como se puede ver en la figura 25, bajo el esfuerzo máximo cortante también se encuentra
el tornillo, ya antes mencionado (Parte 29, ver ANEXO B), ante tal situación, se decidió
cambiar la clase de propiedad de este elemento a 12.9.
♣ Creada por los autores.
93

Figura 25. Esfuerzo cortante, máximo y mínimo. ♣
9.3.3 Deformación total
La deformación total, ayuda a evaluar el comportamiento de la estructura y permite al
diseñador, ubicar puntos críticos en cuanto a deformaciones y definir las acciones
necesarias para corregirlas.
La deformación de la estructura, como es visible, presenta pocas áreas con deformaciones
críticas, con valores de deformación máxima de 0.15 mm y con regiones con ausencia de
deformaciones.
♣ Creada por los autores.
94

Figura 26. Deformación total en la estructura de soporte del sistema mecánico.♣
A pesar de ser una deformación de pocas fracciones de milímetro, un incremento en la
carga podría generar una deformación de varios milímetros, lo cual ya no seria permisible,
pues ciertos elementos de la estructura, contribuyen al buen funcionamiento del sistema
mecánico, como lo son las bases de los electro-embragues, las cuales deben ayudar a
conservar la alineación del sistema correa-polea y con esto también evitar cargas
adicionales al motor.
♣ Creada por los autores.
95

Figura 27. Deformación total en la estructura de soporte del sistema mecánico (Escala
aumentada)♣
Figura 28. Vista de apoyo de la deformación total de la estructura.♣
♣ Creada por los autores.
96

9.3.4 Factor de seguridad
En esta sección, se vera un resumen analítico de todo el proceso anterior, pues se determina
cual es el elemento o área más critica, teniendo en cuenta todos los criterios estudiados
anteriormente, esfuerzo equivalente, máximo y mínimo esfuerzo a cortante y deformación
total.
Nota: El análisis se realizó con el tornillo clase de propiedad 9.8, por esto el programa lo
muestra aun como el punto más crítico.
Sugerencia: Para poder observar mejor los valores de las leyendas, remitirse al ANEXO B.
Figura 29. Factor de seguridad a través de la estructura. ♣
♣ Creada por los autores.
97
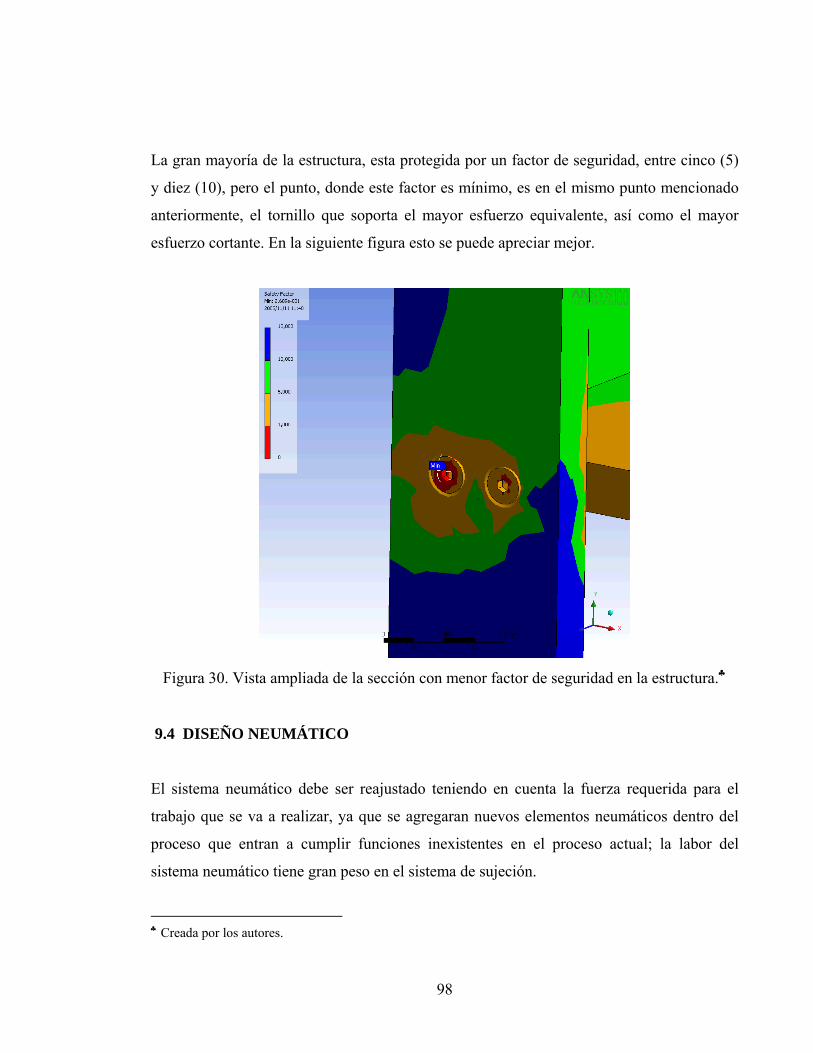
La gran mayoría de la estructura, esta protegida por un factor de seguridad, entre cinco (5)
y diez (10), pero el punto, donde este factor es mínimo, es en el mismo punto mencionado
anteriormente, el tornillo que soporta el mayor esfuerzo equivalente, así como el mayor
esfuerzo cortante. En la siguiente figura esto se puede apreciar mejor.
Figura 30. Vista ampliada de la sección con menor factor de seguridad en la estructura.♣
9.4 DISEÑO NEUMÁTICO
El sistema neumático debe ser reajustado teniendo en cuenta la fuerza requerida para el
trabajo que se va a realizar, ya que se agregaran nuevos elementos neumáticos dentro del
proceso que entran a cumplir funciones inexistentes en el proceso actual; la labor del
sistema neumático tiene gran peso en el sistema de sujeción.
♣ Creada por los autores.
98

El diseño neumático se inicia a partir de los movimientos necesarios en el proceso, así
como de los elementos actuales, estos se muestran en la Tabla 17:
Cantidad Elemento Descripción
2 Actuador doble efecto Abre o cierra el sistema de boquillas
1 Actuador doble efecto Sube y baja las boquillas
1 Actuador doble efecto Detiene los envases en la banda
1 Válvula monoestable
220VAC
Controla el actuador de subida y bajada de
boquillas
1 Válvula monoestable
220VAC
Controla el actuador de la banda
1 Válvula monoestable
120VAC
Controla los actuadores de las boquillas
Tabla 17. Elementos neumáticos presentes en la máquina.
El sistema neumático inicia con una alimentación de seis (6) bar los cuales son
suministrados por la planta; a continuación se encuentra la unidad de mantenimiento (FRL)
con válvula de corte manual, posterior a esto se encuentra el bloque de válvulas sobre el
cual están situadas 8 electroválvulas 5/2 monoestables retorno por fuelle, las
electroválvulas son el elemento de control sobre los actuadores neumáticos.
Los actuadores faltantes son dos (2) de las boquillas nuevas y dos (2) del sistema de
sujeción; los de las boquillas hacen parten de un conjunto el cual se consigue de forma
comercial, los actuadores del sistema de sujeción deben tener una carrera 100 mm, con el
fin de detener los envases que circulan sobre la banda transportadora la cual tiene un ancho
de 135 mm.
99

La fuerza requerida por los actuadores de sujeción es baja, ya que estos solo detienen los
envases obstaculizando su paso.
La descripción de los elementos y sus características se muestran en la Tabla 18:
Etiqueta Elemento Características Descripción
1-1ª1 Actuador de doble efecto A ∅=50mm,L=200mm Subir y bajar boquillas
1-1ª2 Actuador de doble efecto B1 ∅=15mm,L=100mm Sujeción de envases
1-1ª3 Actuador de doble efecto B2 ∅=15mm,L=100mm Sujeción de envases
1-1ª4 Actuador de doble efecto C ∅=15mm,L=100mm Separador de envases
1-1ª5 Actuador de doble efecto D1 ∅=20mm,L=15mm Boquilla 1
1-1ª6 Actuador de doble efecto D2 ∅=20mm,L=15mm Boquilla 2
1-1ª7 Actuador de doble efecto D3 ∅=20mm,L=15mm Boquilla 3
1-1ª8 Actuador de doble efecto D4 ∅=20mm,L=15mm Boquilla 4
1-1V1 Válvula 5/2 NC Solenoide /fuelle Activación Actuador A
1-1V2 Válvula 5/2 NC Solenoide / fuelle Activación Actuador B1
1-1V3 Válvula 5/2 NC Solenoide / fuelle Activación Actuador B2
1-1V4 Válvula 5/2 NC Solenoide / fuelle Activación Actuador C
1-1V5 Válvula 5/2 NC Solenoide / fuelle Activación Actuador D1
1-1V6 Válvula 5/2 NC Solenoide / fuelle Activación Actuador D2
1-1V7 Válvula 5/2 NC Solenoide / fuelle Activación Actuador D3
1-1V8 Válvula 5/2 NC Solenoide / fuelle Activación Actuador D4
Z0 Unidad de mantenimiento (FRL)
Tabla 18. Elementos neumáticos
Las conexiones y distribución del sistema neumático se muestran en el Plano sistema
Neumático.
100

9.5 PROGRAMACIÓN DEL CONTROLADOR
Un aspecto revelante en esta fase es la selección del PLC♦, ya que este debe cumplir con
todas las funciones necesarias en el proceso además debe ser un controlador que brinde la
posibilidad de expansión, y comunicación a PC, esto con el fin de realizar trabajos futuros
en red y bases de datos.
La mejor opción, es utilizar un PLC♦ con HMI♦ integrada, lo cual facilita la programación,
ya que convencionalmente esta se realiza por separado para cada elemento, además el
precio de adquisición no es muy alto. Comercialmente existe el OPLC de Unitronics de
referencia M91-2-R1 (Ver Figura 31) junto con la expansión IO-DI8-R04 y IO-R08. De los
cuales se anexa la tabla de características técnicas y conexiones eléctricas del OPLC.
Figura 31. OPLC M91-2-R1♣
El lenguaje de programación utilizado es KOP (contactos), para algunos casos se utiliza
AWL (listado de instrucciones) para el manejo de las bases de datos. Las entradas y salidas
se especifican en las tablas 19 a 23 Conjunto de entradas y salidas y de conexiones del
PLC♦ y expansiones.
♦ Ver glosario ♣ Creada por los autores.
101

Tabla 19. Conjunto de entradas al PLC M91-2-R1
Conjunto Borne Caja de distribución PLC♦
No. Etiqueta Denominación 24V 0V XQ1 24V 0V XK1 Borne Dir.
1 1-1B4 HSC 1 XS1.1 XS2.1 XQ1.1 X1.10 X2.4 XK1.3 I0 I0
2 I1 I1
3 1-1B5 HSC 2 XS1.2 XS2.2 XQ1.2 X1.10 X2.4 XK1.4 I2 I2
4 I3 I3
5 1-1B6 HSC 3 XS1.3 XS2.3 XQ1.3 X1.10 X2.4 XK1.5 I4 I4
6 I5 I5
7 1-1S0 Paro Emergencia - - - - X2.6 XK1.0 I6 I6
8 1-1S1 Arranque - - - - X2.5 XK1.1 I7 I7
9 1-1S2 Paro - - - - X2.6 XK1.2 I8 I8
10 I9 I9
1L+ Alimentación 24V - - - X1.00 - X1.00 +V
M Puesta en Tierra - - - - X2.0 X2.0 0V
Conjunto Borne Caja de distribución Expansión 1No. Etiqueta Denominación
24V 0V XQ1 24V 0V XK1 Borne Dir.
11 1-1B1 Sensor de Separación - - - X1.11 X2.1 XK1.7 I0 I32
12 1-1B2 Sensor de Sujeción - - - X1.12 X2.2 XK1.8 I1 I33
13 1-1B3 Sensor de Saturación - - - X1.13 X2.3 XK1.9 I2 I34
14 I3 I35
15 I4 I36
16 I5 I37
17 I6 I38
18 1-1B7 HSC 4 XS1.4 XS2.4 XQ1.4 X1.10 X2.4 XK1.6 I7 I39
1L+ Alimentación 24V - - - X1.00 - X1.02 +V
M Puesta en Tierra - - - - X2.0 X2.2 0V
Tabla 20. Conjunto de entradas a la expansión IO-DI8-RO4 ♦ Ver glosario
102

Caja de distribución PLC♦
No. Etiqueta Denominación 24V 0V XK2 Borne Dir.
1 1-1H2 Indicador de Paro - X2.7 XK2.0 O0 O0
2 1-1H1 Indicador de Arranque - X2.7 XK2.1 O1 O1
3 1-1Y0 Solenoide 1-1V1 - X2.9 XK2.2 O2 O2
4 1-1Y1 Solenoide 1-1V2 - X2.10 XK2.3 O3 O3
5 1-1Y2 Solenoide 1-1V3 - X2.11 XK2.4 O4 O4
6 1-1Y3 Solenoide 1-1V4 - X2.12 XK2.5 O5 O5
3L+ Alimentación 24V Salidas X1.20 - X1.21 Out +V
Tabla 21. Conjunto de salidas del PLC M91-2-R1
Caja de distribución Expansión 1
No. Etiqueta Denominación 24V 0V XK1 Borne Dir.
7 1-1Y4 Solenoide 1-1V5 - X2.9 XK2.6 O0 O32
8 1-1Y5 Solenoide 1-1V6 - X2.10 XK2.7 O1 O33
9 1-1Y6 Solenoide 1-1V7 - X2.11 XK2.8 O2 O34
10 1-1Y7 Solenoide 1-1V8 - X2.12 XK2.9 O3 O35
3L+ Alimentación 24V Salidas X1.20 - X1.22 Out +V
Tabla 22. Conjunto de salidas de la expansión IO-DI8-RO4
Conjunto Borne Caja de distribución Expansión 2
No. Etiqueta Denominación 0V XQ2 24V 0V XK2 Borne Dir.
11 1-1KA1 Activa Elec-Emb 1 XS3.1 XQ2.1 - X2.8 XK2.10 O0 O48
12 1-1KA2 Activa Elec-Emb 2 XS3.2 XQ2.2 - X2.8 XK2.11 O1 O49
13 1-1KA3 Activa Elec-Emb 3 XS3.3 XQ2.3 - X2.8 XK2.12 O2 O50
14 1-1KA4 Activa Elec-Emb 4 XS3.4 XQ2.4 - X2.8 XK2.13 O3 O51
♦ Ver glosario
103

15 O4 O52
16 O5 O53
17 O6 O54
18 O7 O55
1L+ Alimentación 24V - - X1.00 - +V
3L+ Alimentación 24V Salidas - - X1.20 - X1.22 Out +V
M Puesta en Tierra - - - X2.0 X2.3 0V
X1.03
Tabla 23. Conjunto de salidas de la expansión IO-RO8.
Los sensores denominados en la tabla 20, como sensor de separación, sensor de sujeción y
sensor de saturación, son sensores ópticos de reflexión directa, con configuración NPN.
Teniendo el listado de entradas y salidas se conocen todas las variables que interfieren en el
proceso, se realiza la programación del controlador; esta programación se divide en tres (3)
diferentes secuencias, la primera representa la máquina en etapa de ajuste, sobre la cual se
realiza el ajuste de los elementos mecánicos como el ancho de la banda transportadora, las
boquillas y sistema de sujeción; el segundo representa el funcionamiento de la máquina en
modo Automático con el cual la máquina trabaja en ciclo continuo; el ultimo es el
programa de Paros, en este se incluyen los paros de emergencia, finalización de producción,
paro por acumulación de producto.
En la siguiente figura se muestran los elementos actuadores y entradas del sistema:
104

Figura 32. Elementos Actuadores y entradas del sistema.♣
En primera instancia la máquina se debe ajustar en los elementos manuales como lo son la
distancia entre boquillas, estas deben quedar alineadas con los envases completamente
juntos (ver Figura 33); y los sensores, estos deben quedar enfrentados a los envases (ver
figura 34).
Figura 33. Ajuste de Boquillas.♣
♣ Creada por los autores.
105

Figura 34. Ajuste de Sensores.♣
Después de realizar los ajustes manuales se inicia los ajustes de control mediante la pantalla
del PLC♦, en este se visualizan mensajes que indican el proceso y etapas.
Figura 35. Mensaje “Etapa de Ajuste”♣
Figura 36. Tecla Enter.♣
Cuando se presiona la tecla Enter se accede a la etapa de ajuste.
♣ Creada por los autores. ♦ Ver glosario
106

Figura 37. Teclas de desplazamiento (Arriba, abajo, derecha, izquierda)♣
Cuando son presionadas las teclas de desplazamiento arriba o abajo, el mensaje de la
pantalla cambia a Modo Automático.
Figura 38. Mensaje “Modo Automático”♣
ETAPA DE AJUSTE:
En la etapa de Ajuste se muestra un mensaje mediante el cual se selecciona la presentación
en mililitros (ml.) que se desea trabajar en la máquina; después de esto y una vez estén en
posición todos los envases se procede a presionar la Tecla Enter para iniciar el llenado,
primero bajan las boquillas y después de un tiempo de dos (2) segundos se desactivan los
frenos y en el mismo instante se activan los embragues, de esta forma las bombas inician el
llenado de los envases, mientras tanto los contadores de alta velocidad (HSC) van
incrementando un contador interno del PLC♦ hasta llegar al numero correspondiente para la
presentación, deteniendo el proceso, de forma inversa a la mencionada anteriormente.
♣ Creada por los autores. ♦ Ver glosario.
107

Una vez se verifiquen las cantidades de los envases pesándolos, se inicia el modo
automático, en caso que la cantidad no corresponda con la indicada ya sea por ser menor o
mayor de la deseada se debe iniciar nuevamente la etapa de ajuste indicando nuevos valores
limites para los contadores.
Figura 39. Mensaje “Presentación”♣
MODO AUTOMÁTICO:
Una vez se halla realizado el ajuste de la máquina se puede iniciar el modo automático, esta
solo debe ser alimentada en la entrada de la banda transportadora y se deben tapar los
envases a la salida de esta; en el caso que no se alimente la banda transportadora el PLC♦
asume solo la cantidad de envases contados, de esta forma solo se activan el numero de
boquillas correspondiente al numero de envases presentes, es decir en caso que solo hallan
dos (2) envases en la banda solo se activan esas dos (2) boquillas evitando que se derrame
el producto.
Una vez se inicie el modo automático la banda transportadora se prende y se activa el
actuador de sujeción, cuando cada envase pasa frente al sensor de separación incrementa el
contador interno de envases C1, cuando este sea igual a cuatro (4) se activa el actuador de
separación deteniendo los envases posteriores, los cuatro (4) envases siguen por la banda y
son detectados por el sensor de sujeción el cual incrementa un contador interno de envases
C2, en el instante que este sea igual a cuatro (4) se activa el actuador de bajar boquillas,
♣ Creada por los autores. ♦ ver glosario.
108

después de dos (2) segundos se desactivan cuatro (4) los frenos y se activan los cuatro (4)
electro embragues, haciendo que las bombas llenen los envases, en ese mismo instante se
desactiva el actuador de bajar boquillas haciendo que este suba lentamente, mientras tanto
los contadores de alta velocidad (HSC) van incrementando un contador interno del PLC♦
hasta llegar al numero correspondiente para la presentación, después se activan los frenos y
se desactivan los embragues deteniendo el proceso de llenado; una vez llenados los envases
se desactiva el actuador de sujeción y el actuador de separación iniciando otro ciclo.
Figura 40. Paso Nº 1. ♣
♦ Ver glosario. ♣ Creada por los autores.
109

Figura 41. Paso Nº 2♣
Figura 42. Paso Nº 3♣
♣ Creada por los autores.
110

Figura 43. Paso Nº 4♣
Figura 44. Paso Nº 5♣
♣ Creada por los autores.
111

Figura 45. Paso Nº 6♣
Figura 46. Paso Nº 7♣
♣ Creada por los autores.
112

Figura 47. Paso Nº 8♣
PAROS:
Los paros presentes en la máquina son los de emergencia, finalización de producción, paro
por acumulación de producto; en el caso que se presente una emergencia en la máquina ya
sea por caída de un envase, perdida de producto, entre otros se tienen unos interruptores de
hongo con enclavamiento (Paros de emergencia); al presionar estos detienen el proceso de
forma inmediata, evitando lesiones en el personal o daños en la máquina, el primer
mecanismo que se detiene es el embrague y se activa el freno de forma inmediata, posterior
a esto se desactivan las salidas restantes del PLC♦.
♣ Creada por los autores. ♦ ver glosario.
113

Figura 48. Mensaje “Paro de Emergencia”♣
El paro por acumulación de producto a la salida de la banda depende de un sensor de
saturación, este indica que la banda esta llena en la salida por lo tanto el proceso se detiene
de forma autónoma evitando choques en los envases, cuando el operario evacua la salida de
la banda la máquina inicia de forma automática el proceso.
Figura 49. Mensaje “Paro Por Acumulación”♣
La finalización de producción se realiza en el caso que se desee cambiar de producto,
presentación o simplemente detener la máquina; este paro finaliza el proceso cuando esté
en el punto final del ciclo, dejando la máquina en posiciones iniciales.
9.6 DISEÑO ELÉCTRICO
El principal objetivo del diseño eléctrico es identificar y seleccionar los elementos que
serán implementados así como su conexión, estos son los solenoides♦ y los electro-
embragues.
♣ Creada por los autores. ♦ Ver glosario
114

Tabla 24. Características eléctricas electro embrague EP-25042
De acuerdo con las características del electro embrague y los solenoides♦ se realizan los
planos de conexiones, los cuales se encuentran en los planos eléctricos.
42 WARNER, op.cit. 11
115

10. CONCLUSIONES
• Un diseño eficaz y eficiente, basado en las necesidades reales del mercado, es la
combinación ideal para obtener la máxima satisfacción del cliente, así como su
confianza en los diseñadores para futuras labores.
• El ingeniero de hoy día, posee herramientas muy potentes como los programas de CAD
y los programas de análisis finito, las cuales son de gran apoyo en prácticamente todo
tipo de diseño, aunque la base de los mismo siempre serán el manejo, interpretación e
innovación de los ingenieros que hacen uso de estos.
• La detección de las fases del proceso, así como la selección de las más importantes, en
orden de criticidad en el sistema, es fundamental para lograr un diseño y desarrollo que
realmente aporte al desempeño del mismo.
• Plantear diferentes soluciones a un problema particular, ayuda al ingeniero a tener una
perspectiva global del diseño a realizar, con lo cual asegura que la solución final sea la
que mas se ajusta a las condiciones del proceso.
• Tras realizar un diseño, de cualquier tipo, ya bien sea eléctrico, mecánico o de
programación, es necesario tratar de validar el mismo con todas las herramientas y por
todos los medios posibles, para garantizar que el mismo cumple con los requisitos
establecidos para este.
• En el proceso de selección se debe tener en cuenta las necesidades del cliente, ya que si
este requiere un sistema o elemento en particular este se convierte en base para el
diseño.
116

• Uno de los principales inconvenientes que se presentan en el momento de realizar un
proyecto se encuentra en el presupuesto, ya que este es la base en la realización del
mismo; una buena opción para disminuir el costo de montaje sin disminuir la calidad de
los materiales y elementos es contactar al distribuidor directo de estos.
• El cuadro eléctrico conformado por entradas y salidas, elementos de control y
elementos últimos de control, debe ser diseñado teniendo especial cuidado en las
conexiones y características propias de cada una, en el caso de este proyecto en el
diseño se utilizaron sensores tipo NPN, ya que estos son los que se encuentran presentes
en la máquina, por lo tanto el PLC debía estar en condiciones de ser utilizado con estas
entradas.
• La numeración y señalización del cableado eléctrico se hace realmente importante en el
proyecto, ya que facilita el mantenimiento de la máquina y brinda una vida útil mayor
de la misma.
• La interfase hombre máquina brinda la oportunidad de realizar un mejor control y
monitoreo de la máquina tanto en el proceso de producción como en el de
programación, ya que en esta se pueden mostrar mensajes y estados de entradas y
salidas localizando fácilmente los errores o inconvenientes que se presentan durante el
funcionamiento de la máquina.
117

BIBLIOGRAFÍA
MOTT, Robert L. Diseño de elementos de máquina. México: Prentice Hall, 1995.
CHAPMAN, Stephen J. Máquinas eléctricas. Bogotá: Mc Graw-Hill, 2000.
FESTO DIDACTIC. Sensores para la técnica de procesos y manipulación. Esslingen, 1993.
SHIGLEY, Joseph Edward. Diseño en ingeniería mecánica. México: Mc Graw-Hill, 2003.
VITORIA, José Roldan. Automatismos y cuadros eléctricos. Madrid: Paraninfo, 1998.
INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS Y CERTIFICACIÓN. Tesis y
otros trabajos de grado. Bogota: ICONTEC, 2001.
FESTO DIDACTIC. Fundamentos de electro neumática. Denkendorf, 2000.
URREGO, Leonardo Rodríguez. Diseño y construcción de un equipo didáctico mecatrónico
para dosificar líquidos. Bogotá: Universidad de San Buenaventura, 2003.
ContiTech. CONTI SYNCHRODRIVE Synchronous Drive Belts. ContiTech Holdin
GmbH, 2002.
MANNESMANN REXROTH. Catálogo: Bombas de engranajes con dentado externo tipo
G2, serie 4X, 2001.
GOODYEAR. Catálogo: Cálculo y Recomendaciones para Correas Multi – V3-T, 2002.
118

ARCE, D. Actuadores Neumáticos. Festo Didactic.
D. Merkle, B. Schrader, M. Thomes, Hydraulics Basic Level, Festo Didactic, 1998
http://www.warnernet.com/smartcat/warnerweb/pdf_frame.asp?fileName=pdf.asp/
ElectroPack.
http://www.mechsoft.com/Design Knowledge/Synchronous Belt Component Wizard.
http://www2.ing.puc.cl/~icm2312/apuntes/materiales/aceros/sabimet.html.
http://www.gates.com.
119