optimalizacevybranýchprocesůvzakázkové výrobě
TRANSCRIPT

Optimalizace vybraných procesů v zakázkovévýrobě
Diplomová práce
Studijní program: N6208 – Ekonomika a managementStudijní obor: 6208T085 – Podniková ekonomika - Vybrané procesy v podniku
Autor práce: Bc. Martina PlešingrováVedoucí práce: Ing. Eva Štichhauerová, Ph.D.
Liberec 2016


Prohlášení
Byla jsem seznámena s tím, že namou diplomovou práci se plně vzta-huje zákon č. 121/2000 Sb., o právu autorském, zejména § 60 – školnídílo.
Beru na vědomí, že Technická univerzita v Liberci (TUL) nezasahuje domých autorskýchpráv užitímmédiplomovépráce pro vnitřní potřebuTUL.
Užiji-li diplomovou práci nebo poskytnu-li licenci k jejímu využití,jsem si vědoma povinnosti informovat o této skutečnosti TUL; v tom-to případě má TUL právo ode mne požadovat úhradu nákladů, kterévynaložila na vytvoření díla, až do jejich skutečné výše.
Diplomovou práci jsem vypracovala samostatně s použitím uvedenéliteratury a na základě konzultací s vedoucím mé diplomové prácea konzultantem.
Současně čestně prohlašuji, že tištěná verze práce se shoduje s elek-tronickou verzí, vloženou do IS STAG.
Datum:
Podpis:

Poděkování
Na tomto místě bych ráda poděkovala vedoucí diplomové práce, paní Ing. Evě
Štichhauerové, Ph.D., za věnovaný čas této práci, vážené připomínky a odborné rady,
kterými přispěla k vypracování diplomové práce. Tato spolupráce byla cenným zdrojem
informací ke zdárnému dokončení diplomové práce.
Na druhém místě bych ráda poděkovala firmě Krofian CZ spol. s r. o. za umožnění
spolupráce a poskytnutí pomoci při psaní diplomové práce. Této zkušenosti v příjemném a
fungujícím pracovním kolektivu si velice vážím.

Anotace
Diplomová práce na téma „Optimalizace vybraných procesů v zakázkové výrobě“ je
zaměřena na zlepšení vybraných procesů pomocí principů metodologie Lean ve
společnosti Krofian CZ, která působí v oblasti vývoje a výroby automatizovaných
technologických celků a inženýrského poradenství. Cílem diplomové práce je na základě
analýzy současného stavu obrobny firmy identifikovat kritická místa, určit jejich
potenciální příčiny a navrhnout optimalizační opatření, která povedenou ke zlepšení
vybraných procesů. Případová studie diplomové práce je především věnována eliminaci
dvou kritických jevů, které jsou považovány za nejzávažnější. S použitím principů Lean
jsou navržena a aplikována optimalizační řešení pro zbytečný pohyb a nevyužívání
opakujících se procesů. Zhodnocení těchto optimalizačních návrhů prokazuje, že autorka
ve spolupráci s pracovníky firmy zlepšila a zefektivnila vybrané procesy v obrobně.
Klíčová slova
Zlepšovatelské procesy, optimalizace, Lean, principy Lean, plýtvání, výroba, analýza,
zlepšení

Annotation
The thesis topic „Process optimization in custom production” is aimed at improving
selected processes using Lean principles in the company Krofian CZ which operates in the
development and production of automated technological units and engineering
consultancy. The objective of the thesis is based on an analysis of the machine shop current
state to identify critical points, determine potential causes and to propose optimization
measures to improve selected processes. The case study of the thesis is mainly focused on
the elimination of two critical points which are considered the most serious. Using Lean
principles there are designed and applied optimization solutions for unnecessary movement
and non-use of repetitive processes. Evaluation of these optimization proposals shows that
the author in collaboration with employees of the company improved and streamlined the
selected processes of machine shop.
Key words
Innovative processes, optimization, Lean, Lean principles, waste, production, analysis,
improvement

8
Obsah
Seznam ilustrací ................................................................................................................... 10
Seznam tabulek .................................................................................................................... 11
Seznam zkratek a značek ..................................................................................................... 12
Úvod .................................................................................................................................... 13
1 Teoretická východiska v oblasti zlepšování procesů ................................................... 15
1.1 Zlepšovatelské procesy ......................................................................................... 16
1.2 Obecný průběh zlepšovatelských procesů ............................................................ 16
1.3 Podpora zlepšovatelských procesů díky vazbám na strategické cíle .................... 18
2 Teoretická východiska v oblasti metodologie Lean .................................................... 20
2.1 Základní principy Lean ......................................................................................... 20
2.2 Zdroje plýtvání ...................................................................................................... 22
2.3 Nástroje Lean ........................................................................................................ 25
2.3.1 Hodnota a hodnototvorné činnosti ................................................................. 26
2.3.2 Mapování hodnotového řetězce ..................................................................... 27
2.3.3 Analýza procesních toků ............................................................................... 27
2.3.4 Výkonnost procesů a teorie omezení ............................................................. 28
2.3.5 Princip tahu .................................................................................................... 29
2.3.6 Nástroj 5S ...................................................................................................... 29
2.3.7 Další nástroje Lean ........................................................................................ 32
2.4 Jak postupovat při aplikaci Lean .......................................................................... 36

9
3 Typologie výroby ........................................................................................................ 38
3.1 Kusová aneb zakázková výroba ............................................................................ 39
3.2 Struktura výrobního procesu ................................................................................. 40
3.3 Vazby zlepšovatelských iniciativ vzhledem k charakteristice podniku ................ 42
4 Případová studie ve firmě Krofian CZ spol. s r. o. ...................................................... 45
4.1 Představení firmy .................................................................................................. 45
4.2 Analýza procesů v podniku se zaměřením na obrobnu ........................................ 49
4.2.1 Popis průběhu realizace zakázky ve firmě .................................................... 49
4.2.2 Analýza procesů v obrobně ........................................................................... 53
4.3 Identifikace kritických míst .................................................................................. 59
4.3.1 Výsledky analýzy .......................................................................................... 59
4.3.2 Shrnutí a ohodnocení kritických míst ............................................................ 63
4.4 Návrhy optimalizačních opatření .......................................................................... 65
4.4.1 Zbytečný pohyb jako druh plýtvání ............................................................... 66
4.4.2 Nevyužití opakovatelných procesů jako neefektivnost ve výrobě ................ 68
4.5 Ekonomické zhodnocení optimalizačních opatření .............................................. 76
4.5.1 Zhodnocení navržených opatření – zbytečný pohyb ..................................... 77
4.5.2 Zhodnocení navržených opatření – nevyužití opakovatelných procesů ........ 77
Závěr .................................................................................................................................... 81
Soupis bibliografických citací ............................................................................................. 84
10
Seznam ilustrací
Obr. 1: Paretův graf ............................................................................................................. 34
Obr. 2: Ishikawův diagram .................................................................................................. 35
Obr. 3: Vnitřní a vnější význam cílů a kritérií řízení výroby .............................................. 38
Obr. 4: Průběh historie společnosti v přibližných číslech ................................................... 46
Obr. 5: Ukázka návrhu linky pro montáž autokabelů .......................................................... 48
Obr. 6: Dráhový diagram průběhu realizace zakázky ve firmě ........................................... 50
Obr. 7: Grafické znázornění obrobny s naznačením procesních toků ................................. 55
Obr. 8: Ukázka třídění odpadu v obrobně, umisťování připraveného materiálu a hotových
obrobků do regálu ................................................................................................................ 61
Obr. 9: Předseřizovací měřící deska .................................................................................... 63
Obr. 10: Paretův diagram kritických jevů v obrobně .......................................................... 65
Obr. 11: Fotografie regálů během změny ............................................................................ 68
Obr. 12: Ukázka razítka výkresu standardizovaného dílu ................................................... 73

11
Seznam tabulek
Tab. 1: Členění činností ve výrobním procesu společně s konkrétními příklady................ 26
Tab. 2: Činnosti 5S a jejich hlavní cíle ................................................................................ 30
Tab. 3: Porovnání základních charakteristik dvou typů výrobních podniků ....................... 43
Tab. 4: Škálová stupnice ...................................................................................................... 63
Tab. 5: Shrnutí a ohodnocení kritických míst...................................................................... 64
Tab. 6: Určení potenciálních příčin nevyužití opakovatelných procesů ve výrobě............. 70
Tab. 7: Doba trvání výroby standardizovaných dílů před a po zavedení návrhu ................ 74
Tab. 8: Počet kusů reálně vyrobených standardizovaných dílů ve vybraných zakázkách .. 75
Tab. 9: Celková úspora času ................................................................................................ 76
Tab. 10: Možná úspora nákladů díky optimalizačnímu opatření ........................................ 78

12
Seznam zkratek a značek
BNVA Business-Non-Value-Added Nepřispívající k tvorbě hodnoty, ale
jsou nezbytné
BOZP Bezpečnost a ochrana zdraví při práci
CE European Commission Evropská komise
CNC Computer Numeric Control Počítačově řízený obráběcí stroj
FMEA Failure Mode and Effects Analysis Analýza možného výskytu a vlivu vad
ISO International Organization for
Standardization
Mezinárodní organizace pro
standardizace
JIT Just-in-time Právě včas
NVA Non-Value-Added Nepřispívající k tvorbě hodnoty
PDCA Plan-Do-Check-Act Naplánuj, udělej, zkontroluj, zasáhni
SDCA Standardize-Do-Check-Act Standardizuj, udělej, zkontroluj,
zasáhni
TOC Theory of Constraints Teorie omezení
VA Value-Added Přispívající k tvorbě hodnoty
VSM Value Stream Mapping Mapování hodnotového řetězce
13
Úvod
Diplomová práce se zabývá optimalizací vybraných procesů ve výrobním podniku, kde se
především čerpá ze zkušeností z malého výrobního podniku, který na přání zákazníků
zhotovuje na míru vyráběné moderní stroje či zařízení. V případové studii diplomové práce
je důkladně prozkoumáno individuální postavení zakázkové výroby a zaměřeno na možná
zlepšení u netradičně nastavených výrobních procesů. Není však záměrem této práce se
dopodrobna zabývat problematikou zakázkové výroby, autorka se naopak bude snažit
nahlížet na tento druh výroby jako nijak zvlášť výjimečný a nalézt optimalizační opatření
využívající běžně známé nástroje metodologie Lean, které byly navržené především pro
výrobní procesy z prostředí podniků hromadné výroby, kterým je například proslulá firma
Toyota.
V současné době je velice důležité se zabývat tímto tématem respektive optimalizací
výrobních procesů, neboť neustálé zlepšování procesů přináší podniku jednu z hlavních
konkurenčních výhod, díky které se podnik stává flexibilnějším, efektivnějším a
úspornějším. Dnes se optimalizace procesů nejen ve výrobě považuje za samozřejmost a je
velice důležité využít všech dostupných informací a aplikovat daná optimalizační zlepšení,
protože s postupem času se ekonomika transformuje a vyžaduje tuto zlepšovatelskou
iniciativu. Především u ekonomiky založené na průmyslu, jako je náš stát, je žádoucí
udržet krok s okolním světem, a proto by měly být i v malých podnicích a v zakázkové
výrobě využívány výhody čím dál tím více rozvíjejícího se trendu pracovně úsporných
technologií a procesů (Švihlíková, 2016).
Tento trend však započal již ve 20. století a nejvíce ho začala prosazovat firma Toyota,
která je spojována s počátky štíhlého myšlení, které bylo právě ve výrobních procesech
průlomovým krokem. Ukázalo se, že moderní nástroje Lean jsou velmi dobře uplatnitelné i
mimo oblast výroby a tak firma Toyota a její inovační kroky ve výrobním systému jsou
napodobovány tisíci firmami po celém světě napříč všemi obory podnikání (Liker, 2007).
Proto se i tato práce bude inspirovat metodologií Lean a za použití jednoduchých, ovšem
účinných nástrojů štíhlého myšlení se bude snažit o optimalizování vybraných procesů
v daném podniku.

14
Hlavním cílem této diplomové práce „Optimalizace vybraných procesů v zakázkové
výrobě“ je na základě analýzy procesních toků se zaměřením na obrobnu podniku určit
pomocí štíhlého myšlení kritická místa ve vybraných procesech, s využitím nástrojů Lean
nalézt možné příčiny identifikovaných problémů a navrhnout vhodná optimalizační
opatření pro odstranění příčin problémů, popřípadě dosažení zlepšení.
Pro zpracování diplomové práce, hlavně při detailním popisu podniku se zaměřením na
obrobnu, bude využito především pozorování a sběru dat jak z osobní spolupráce
s pracovníky podniku či písemných interních materiálů, tak i externích zdrojů. Pro lepší
pochopení procesních toků v obrobně bude zpracován vizuální náhled prostřednictvím
vhodných diagramů a také zobrazení obrobny pomocí nákresů. Pro nalezení a řešení
definovaných problémů se využije několik nástrojů metodologie Lean, jejichž účinnost
bude popsána v teoretické části diplomové práce. V poslední řadě pro zhodnocení
navržených optimalizačních opatření se využije matematických výpočtů, díky kterým by se
měla prokázat cílená zlepšení.
Po této úvodní části diplomové práce budou krátce představeny výchozí myšlenky
metodologie Lean a její hlavní principy společně se základními i některými
vedlejšími nástroji, které se v praxi běžně využívají. V teoretických východiscích nebude
také chybět zmínka o výrobě, výrobních procesech a vysvětlení pojmu zakázkové výroby.
Navazující případová studie diplomové práce vychází ze skutečného prostředí firmy
Krofian CZ spol. s r. o., kde bylo autorce umožněno v roce 2015 spolupracovat na
zlepšování vybraných procesů v obrobně podniku. Tato část je rozdělena do několika
podkapitol, v rámci nichž bude postupně představena firma, budou popsány procesní
toky, na základě analýzy odhaleny potenciální příčiny definovaných problémů a navržena
vhodná optimalizační opatření. Závěrem budou zhodnoceny důsledky uplatněných
optimalizačních opatření. Uzavřením diplomové práce bude posouzení, zda aplikování
metodologie Lean na vybrané procesy podniku mělo pro firmu nějaké přínosy.

15
1 Teoretická východiska v oblasti zlepšování
procesů
V současnosti je nezbytné se zaměřit na neustálé zlepšování procesů, neboť to podniku
přináší jednu z konkurenčních výhod. Zefektivňování a optimalizování podnikových
procesů vede ve firmě k ušetření nákladů, účinnému využívání zdrojů, organizaci práce
zaměstnanců a ke zkrácení doby potřebné k určitým aktivitám. Optimalizace výrobních
procesů však nemá pozitivní dopad pouze na vnitropodnikový stav. Díky správným
krokům následně podnik může zvýšit rychlost svých dodávek a tím více uspokojit
zákazníky, ale také otevřít prostor pro nové zákazníky a zvýšit růst podílu na trhu. Tak či
onak je optimalizování výrobních procesů prospěšné a jednoznačně vede podnik k růstu
a prosperitě.
S ohlédnutím se do historie je zřejmé, že tu vždy nějaký impuls zlepšování výrobních
procesů byl, a především ve zpracovatelském průmyslu je rozeznatelný vývoj těchto
iniciativ. Průkopníkem zlepšování podnikových procesů se zajisté stal americký statistik
W. Edwards Deming, který během 40. let 20. století aplikoval své teorie o výrobních
procesech v Japonsku (Svozilová, 2011). Následně v 50. letech stejného století pánové Eiji
Toyoda a Taiichi Ohno přidali mnoho dalších nových přístupů pro zlepšovatelské procesy
ve výrobě, kterými jsou například princip Just-in-time, metoda 5S nebo Toyota Production
System (Elbert, 2013). Firma Toyota tedy dokázala pomocí různých optimalizačních
nástrojů a tzv. štíhlého myšlení úspěšně řídit nejen své výrobní procesy, ale zapojila do
spolupráce i své dodavatele a zákazníky, přičemž dosáhla ohromného úspěchu, který je
znám po celém světě (Tulik, 2010).
Dnes už manažeři nahlížejí na výrobu jako na celek a snaží se optimalizovat kompletní
výrobní proces. Existuje několik metod, které se mohou zvolit pro dosažení optimalizace.
Avšak dle Svozilové (2011) se univerzálním nástrojem zlepšování podnikových procesů
stal přístup Lean, česky známý pod pojmem „zeštíhlování“, který je užitečný nejen ve
výrobním průmyslu, ale také ve službách, bankovnictví a zdravotnictví. Z tohoto důvodu
bude brát autorka při zpracovávání této diplomové práce svou inspiraci hlavně z přístupu
Lean.

16
1.1 Zlepšovatelské procesy
Podle Svozilové (2011) je dobré se při zlepšování výrobních procesů zaměřit na čtyři
základní směry, kterými jsou:
zvyšování kapacity procesů,
zlepšování kvality produktů,
snižování nákladovosti,
zvyšování předvídatelnosti.
Záleží jen na managementu podniku, kterým směrem se chce vydat a jakou metodu zvolí
k řešení problému, aby jej eliminoval z podnikových procesů. Pokud management podniku
z pozorování a statistik výrobních procesů usoudí, že by mohl zvýšit kapacitu, bude se
zabývat nejen objemovou stránkou výroby, ale také dobou určenou pro výrobu (časovými
parametry). Zlepšování kvality produktů by mělo odhalit příčiny závad a tyto nedostatky
odstranit. Snižování nákladovosti směřuje k plynule navazujícím činnostem a k odhalení
nepotřebných součástí výrobních procesů, ať již fyzické podoby či v podobě zbytečných
pracovních úkonů. Jedním slovem odstraňuje plýtvání. Poslední směr vyplývá ze všech již
popsaných směrů vylepšování výrobních procesů. Zvyšování předvídatelnosti vede
k udržení si všech zavedených vylepšení, aby se v napravených činnostech pokračovalo a
nejevily se pouze náhodně.
Po analýze stavu obrobny firmy Krofian CZ spol. s r. o. byl pro zlepšování procesů výroby
zvolen směr zvyšování kapacity procesů. A společně s mistrem obrobny se diskutovalo
o možném zlepšení právě tohoto směru. K jakým závěrům se dospělo, je popsáno
v případové studii firmy Krofian CZ spol. s r. o.
1.2 Obecný průběh zlepšovatelských procesů
Základní chápání zlepšovatelských procesů ve výrobních podnicích představuje tyto
procesy jako neustálé zlepšování výrobních toků a přidávání hodnoty finálním výrobkům
podle představy zákazníka.
Obecně je u každého zlepšovatelského procesu důležitá analýza a rozplánování
jednotlivých kroků změn. V této fázi lze použít hned několik metod a nástrojů, které

17
například nabízejí metodologie Lean a Lean Six Sigma, o kterých bude pojednáno
v dalších částí této práce. Společně se změnami je důležité zorganizovat i způsoby měření
a kontroly, které budou informovat o tom, jak se proces zlepšuje či nikoliv. To vše by se
mělo promítnout ve firemní kultuře, která společně se zaměstnanci podpoří filozofii celého
projektu.
Pokud management podniku přijde na problémovou část produkce, měl by se zamyslet,
jestli problém není komplexní. Jednotlivé výrobní toky jsou v podniku provázány a rovněž
zlepšovatelské procesy mohou být uskutečňovány vertikálním nebo horizontálním směrem
či v průběhu času (Svozilová, 2011). Vertikální provázaností se myslí strategicko-
taktické rozhodování na stupních hierarchického uspořádání podniku v souladu
s dlouhodobými cíly. Horizontální pojetí se zabývá přímo finálními produkty každého
oddělení. Také s tím však souvisí, jak organizace působí na své okolí či jak si stojí na trhu
finální produkce. Zlepšovatelské projekty můžeme rozmístit i v čase do několika hlavních
a vedlejších fází, do různých cyklů a sladit je s reálným časovým horizontem produkce.
Rao (2011) pojednává o procesech optimalizace z pohledu zvoleného postupu. Typickým
příkladem zlepšovatelských aktivit jsou ty s tradičním přístupem, kde se prosazuje
tzv. tradiční algoritmus. Tradiční algoritmus se drží striktních pravidel, přičemž postupuje
krok za krokem a řeší v řadě jeden problém za druhým. Tento přístup optimalizace je
kritizován, neboť se nemůže nikdy zaměřit na celkový problém ve výrobních procesech a
vyřeší tedy pouze lokální nedostatky. Naproti tomu zlepšovatelské aktivity vykonávané
netradičním způsobem jsou více efektivní a řeší problém na globální úrovni.
Jak uvádí ve své knize Svozilová (2011) je velice důležité všechny zlepšovatelské změny a
další iniciativy udržet. To se povede jen tehdy, pokud management podniku tyto procesy a
celou filozofii zavede do strategického plánování a cílů podniku. Aby byl celý proces
úspěšný, je zapotřebí držet se následujících kroků. Nejprve jsou převedeny strategie do
dílčích manažerských nástrojů. Pod vedením výkonného managementu jsou tyto změny
implementovány za použití nástrojů do procesů podniku a postupně řízeny ke zdárnému
konci. S tímto souvisí jisté organizační přizpůsobení, kde je důležitá spolupráce na všech
úrovních organizace. Motivace zaměstnanců k podpoře zlepšovatelských změn je také
nedílnou součástí celého procesu. Motivací mohou být různá školení a výcviky,
informování o blížících se změnách, nastavení cílů jednotlivců vzhledem k novým

18
strategiím a v neposlední řadě také odměňování. Celý proces by měl být nakonec zasazen
do plánů a celkového rozpočtu pro tuto akci, které se postupně kontrolují s reálným stavem
a vyhodnocují.
1.3 Podpora zlepšovatelských procesů díky vazbám na
strategické cíle
Každý podnik, který touží zlepšit svou výrobu, má jeden hlavní cíl, a to vytvářet hodnotu,
která bude cenná pro zákazníka. Během výrobních procesů se na tuto vytvářenou hodnotu
může pohlížet podle Svozilové (2011) jako na zákaznickou, procesní, finanční a poznávací.
Zákaznickou hodnotu lze chápat jako cíl podniku, který je zaměřený na potřeby
zákazníka a na uspokojivé umístění finálních výrobků na trhu při dosažení těchto potřeb.
Protože se tento strategický cíl odvíjí od potřeb zákazníka, podnik by měl brát ohled na
požadavky zákazníka i při zlepšovatelských procesech. Tedy zaměřit se na správnou
kvalitu produktu, kterou zákazník vyžaduje, a rovněž na to, při jakých nákladech jsou
produkty vyráběny, aby byly cenově přijatelné v poměru kvalita-cena i pro zákazníka.
Z tohoto důvodu je také užitečné se zaměřit na procesní hodnotu. Roztřídit výrobní
procesy na ty, které vykazují a které nevykazují hodnotu ve spleti výrobních toků.
K procesní hodnotě jsou dále řazeny objem a organizace výroby. To znamená, kolik toho
má být vyprodukováno, aby byli všichni potenciální zákazníci obslouženi včas. Dále také,
jak by vše mělo být organizováno, aby se využilo všech zdrojů a bylo minimalizováno
plýtvání.
Dalším typem vytvářené hodnoty je finanční hodnota. Tato hodnota přináší informace
o budoucí prosperitě firmy, o návratnosti investic, ale také o rizikovosti chodu podniku.
Posledním a neméně důležitým typem hodnoty je hodnota poznávací. Zkoumá, zda
procesy vydrží dlouhodobě vytvářet dané hodnoty, zda podnik bude schopný dalšího růstu,
nejen ve zlepšování kvality, ale také v reagování a přizpůsobování se tržním podmínkám.
Pro shrnutí této myšlenky se dá konstatovat, že podnik vytvářející neustále tyto uvedené
hodnoty je na správné cestě ve zlepšovatelských procesech. Neboť zlepšovatelské procesy

19
jsou nekonečným koloběhem. Proto se vyplatí zařadit vše do strategií celého podniku a
spolu s běžnými cíli sloučit i tyto ze zlepšovatelských iniciativ. A nejen to, pro opravdovou
podporu zlepšovatelských iniciativ je dobré vyčlenit i management, který pomůže celou
filozofii zlepšování začlenit do firemní strategie a s tím i do firemní kultury.

20
2 Teoretická východiska v oblasti metodologie
Lean
Metodologie Lean je jeden z přístupů, který se řadí mezi zlepšovatelské procesy
minimalizující neefektivitu ve výrobních procesech podniků. Tato metodologie výrazně
zlepšuje průběh řízení výroby (Keřkovský, 2012).
Metodologie Lean (v českém jazyce známa pod pojmem „štíhlá výroba“) je dlouhodobý
filosofický přístup, který je podporován dlouhodobými cíli managementu podniku.
Metodologie Lean byla vyvinuta v podnicích průmyslového odvětví, ale dnes ji uplatňují
také společnosti ve službách a administrativě. Tato metodologie představuje velmi
jednoduché, logické a přímočaré myšlení, které vede k efektivním závěrům.
Definice metodologie Lean podle Womacka a Jonese (1996), kterou se nechala inspirovat
Svozilová (2011, s. 32), zní: „Lean je sdružením principů a metod, jež se zaměřují na
identifikaci a eliminaci činností, které nepřinášejí žádnou hodnotu při vytváření výrobků
nebo služeb, jenž mají sloužit zákazníkům procesu.“
Dále Womack a Jones (1996) ve svém díle zdůrazňují, že výroba za použití štíhlého
myšlení umožní určit žádanou hodnotu zákazníkem, pro její vytvoření vybrat nejlepší akce,
které budou prováděny neustále v optimalizovaném množství, a jako celek tato výroba
bude produktivnější a efektivnější.
2.1 Základní principy Lean
Svozilová (2011) uvádí hned několik principů, které se prosazují v metodologii Lean.
Prvním principem je určení hodnoty z pohledu zákazníka. Hodnotou se myslí výrobek
nebo služba, které jsou zákazníkovi nabízeny pro uspokojení jeho potřeb. Podle myšlení
Lean by tato hodnota měla být zákazníkovi poskytnuta přesně v čase a v ceně, která
odpovídá jeho představám.
Dále identifikace činností, které jsou součástí výrobního procesu při postupném vytváření
dané hodnoty. Už při vytváření této hodnoty by se mělo v rámci Lean přemýšlet nad

21
materiálem, který bude použit, nad objednávkami i dodávkami, které během procesu
nastanou, a také nad všemi věcmi a činnostmi v celém procesu výroby, které vedou
k finálnímu produktu.
Podnik by se neměl bát využít analyzování procesů k zavedení nových vztahů ve
společnosti a pomocí principu uvedení procesů do pohybu tak například změnit i
organizační uspořádání společnosti, pokud by to vedlo k optimalizaci. Metodologie Lean
doporučuje koordinaci v rámci různých oddělení podniku, ale také spolupráci s dodavateli.
Uvedení procesů do pohybu se nemusí striktně držet dávno zavedeného vzorce. Zde se
otevírají různé možnosti, jak průběh procesů vylepšit.
Podnik by se měl řídit potřebami zákazníka. To znamená, že bude vyrábět to, o co má
zákazník zájem, a tehdy, kdy si o to řekne. Díky tomuto pravidlu se producent vyhne
takzvané výrobě na sklad.
Jako poslední lze vyzdvihnut princip snahy o dosažení dokonalosti. V tomto přístupu
metody Lean se skrývá redukce času, nákladů, chyb, závad, úsilí či potřebných prostor, a
to vše při výrobě stále kvalitních a zákazníky žádaných produktů.
Při inspirování se metodologií Lean není důvod k rozsáhlým změnám. Po důkladném
sledování a analyzování procesů lze zavést jen pár účinných změn, které posunou výrobní
proces zase o krok dopředu. Lze říci, že zlepšování je prováděno intervalově a vede
k neustálé optimalizaci výrobních procesů. Než se však zavedou konkrétní změny, měly by
být jednotlivé výrobní procesy zdokumentovány, dále jednotlivá zlepšení ověřena a na
konci standardizována. Ale ani poté není zaručeno, že právě zvolený způsob je nejlepší,
proto by podnik měl provádět neustálé sebehodnocení a daná řešení případně dále
upravovat. Obecně se uvádí pravidlo, že aby byla metodologie Lean účinná, musí ji podnik
stoprocentně přijmout do všech částí organizace, musí ji zavést do své podnikové kultury a
měla by se ukotvit v myšlení každého zaměstnance (Svozilová, 2011).
Nicméně Keřkovský (2012) poukazuje na další členění těchto základních principů štíhlého
myšlení. Metodologie Lean neznamená pouze vnímat požadavky zákazníka, ale také se jim
velmi rychle přizpůsobovat. Jednotlivé činnosti, které vytvářejí hodnototvorný řetězec, by
pomocí metodologie Lean měly být dobře promyšlené a optimalizované. Naopak ostatní
činnosti, které nepřispívají do výrobního procesu žádnými hodnotami, by měly být

22
odstraněny. Uvedením procesů do pohybu se v rámci myšlení Lean většinou zabývají
vyčleněné týmy, které mohou bleskově reagovat, jde tedy o decentralizované řízení. Mezi
další principy, které jsou nezbytnou součástí štíhlého myšlení, patří princip nepřetržitosti
a princip eliminování plýtvání ve všech procesech výroby. Plýtváním se zabývá
následující kapitola této diplomové práce.
2.2 Zdroje plýtvání
S plýtváním se ve výrobních procesech setkává management podniku velice často, ať už
v malé, či enormní míře. V rámci metodologie Lean je zamezení plýtvání ve výrobě
klíčovým krokem k optimalizaci a zefektivnění výrobních procesů. Nejčastějšími příklady
takzvaného plýtvání jsou:
1. čekání,
2. nadvýroba,
3. přepracovávání,
4. pohyb,
5. přemisťování,
6. zpracovávání,
7. skladování,
8. intelekt.
Níže jsou uvedeny konkrétní příklady osmi druhů plýtvání ve výrobních procesech.
Ad. 1 Čekání
Je evidentní, že čekání je nežádoucí, neboť se celý proces zastaví. Může se čekat na
zpožděnou dodávku materiálu, která z různých důvodů nedorazila včas. Čekání však může
zavinit i podnik samotný. Například, když se zpozdí konstrukční oddělení, na kterém závisí
spuštění výroby. Také mohou nastat velké prodlevy ve schvalování budoucích operací.
Nakonec i v samotném výrobním procesu lze nalézt několik případů, kdy se musí čekat.
Jedním z nich je například selhání pracovníka při úkonu práce, poté se musí proces zastavit
a případné chyby/vady je nutné napravit. Dalším příkladem může být výskyt zúžení ve
výrobě, tzv. „bottleneck“, čímž se rozumí konkrétní úsek ve výrobním procesu, přes který

23
musí projít jednotlivé meziprodukty, ale tento úsek je limitován menší kapacitou, než má
celý výrobní tok (Elbert, 2013). Poté v tomto zúženém úseku dochází ke zpomalení a tudíž
k čekání výroby, čili k plýtvání.
Ad. 2 Nadvýroba
Nadvýroba je také jeden z druhů plýtvání, který se však velice špatně odhaduje. Imai
(2012) naznačuje, že tento druh plýtvání vzniká díky lidské vlastnosti, kdy člověk raději
počítá s tím nejhorším scénářem a pojistí se větším množstvím, s myšlenkou, co kdyby
náhodou nešlo vše podle plánu. Od tohoto by se však měl management podniku oprostit,
neboť se to považuje za plýtvání, které zásadně ovlivňuje stav podniku. Zpravidla by měl
podnik vyrábět pouze takové množství produktů, které je poptáváno zákazníky.
S tímto také souvisí i množství potřebného materiálu k výrobě. V rámci myšlení Lean se
velice často prosazuje systém výroby Just-in-time (JIT), v překladu „právě včas“. Princip
„právě včas“ je založený na tom, že je postupně do výroby přidáváno právě takové
množství potřebných jednotek, které se hned spotřebují (Imai, 2012). Podnik by měl tedy
manipulovat jen s takovým množstvím potřebného materiálu k výrobě, s kterým nebudou
spojeny dodatečné náklady na skladování v případě přebytku.
Ad. 3 Přepracovávání
Pro plynulé výrobní procesy se může přepracovávání z jakýchkoliv důvodů stát brzdou ve
výrobě. Přepracovávání není jen plýtváním zdrojů, ale i lidského úsilí (Imai, 2012). Ve
všech výrobních stádiích by se mělo dbát na zpracování bez chyb a zmetkových součástí,
které by vedly k následnému přepracovávání. Neboť proces přepracovávání není nijak
jednoduchý. Souvisí s tím analýza současného stavu a určení, jaká část je vadná. Dále
naplánování možné nápravy, realizace nápravných řešení s ohledem na minimalizování
nákladů a doby, která je k tomu potřebná. Závěrem opět kontrola, zda je vše, jak má být.
Ad. 4 Pohyb
Jak uvádí Svozilová (2011), plýtváním se může stát i nadbytek pohybu pracovníků. Pokud
pracovníci neustále někam zbytečně odbíhají, dochází ke ztrátě jejich energie,
soustředěnosti, ale také se přitom zkracuje potřebný čas k provedení úkonu. Dále se sem
může řadit zdvihání těžkých předmětů, což je pro každého pracovníka ke konci pracovního
dne nepříjemné, ubírá mu to síly a chuť být produktivní. Samozřejmě se zkracuje čas pro

24
aktivity, které vytvářejí hodnotu. Výrobní proces by měl být tedy naplánován a
organizován i s ohledem na pracovníky, aby tomuto zdroji plýtvání bylo zamezeno.
Ad. 5 Přemisťování
Přemisťování je druh plýtvání úzce spojený s pohybem. Správně by pracovník na svém
pracovišti měl mít vše, co je k úkonu práce potřebné. Nemělo by se stát, že by mu chyběly
nějaké součásti či díly. Přemisťování meziproduktů mezi skladem a následujícím
pracovištěm se taktéž považuje za zbytečné. Efektivní by bylo v tomto příkladě zvolit
nejkratší cestu, tedy snadné přemisťování meziproduktů mezi jednotlivými po sobě
jdoucími pracovišti. V neposlední řadě se sem řadí přemisťování vadných výrobků
k nápravě, i ty představují nadbytečné kroky, které zvyšují plýtvání ve výrobním procesu
(Elbert, 2013).
Ad. 6 Zpracovávání
Zpracovávání se stane plýtváním v případě, že se musí opakovat nějaký proces. Když je
práce špatně rozvržena či organizována a pracovník musí opětovně provádět některé
úkony, potom se i toto stává plýtváním ve výrobním procesu. Například při montáži
pracovník upevní součást, ale posléze si všimne, že zapomněl přiložit podložku. Musí tedy
vše rozmontovat a znovu upevnit součást správným způsobem. Jiný příklad souvisí i
s dalším druhem plýtvání, s přemisťováním (Imai, 2012). Například pokud se
meziprodukty musí přemístit na jiné pracoviště, aby se zároveň předešlo jejich poškrábání,
musí se zabalit do ochranné folie. Je zřejmé, že čas strávený zabalením a vybalením, ale i
čas potřebný k přemístění meziproduktů a náklady s tím spojené, to vše se označuje za
plýtvání, které je v rámci myšlení Lean nepřijatelné.
Ad. 7 Skladování
Tento způsob plýtvání souvisí nejprve s dodavateli výrobce. Na sklad by mělo jít pouze
takové množství zásob, které se zpracuje v naplánované výrobě, poněvadž veškeré položky
na skladě zvyšují náklady podniku. Další záležitostí je již zmiňovaná nadvýroba. Pokud
podnik vyrábí více, než je poptáváno, poté také finální produkty zabírají ve skladu místo a
zvyšují dodatečné náklady. Zásoby, nedokončená výroba i finální produkty, to vše zvyšuje
podniku náklady v podobě prostor, které se pro tyto položky musí zařídit. Dále náklady na
dodatečný personál, který obsluhuje sklad a zařizuje s tím spojenou administrativu. Imai
(2012) poukazuje rovněž na fakt, že podnik by měl také počítat se ztrátou hodnoty
25
skladovaných položek, neboť se na skladované položky začne prášit a bohužel žádná
hodnota se jim už nepřidává. Postupem času dojde tudíž ke zhoršení kvality, nebo by se
mohla stát nehoda, například v podobě požáru, a podnik by přišel o tyto položky úplně.
Management podniku je tedy zodpovědný za správné naplánování zásob a
nejpravděpodobnější poptávky po výrobcích. Se skladováním souvisí nejenom nadbytek
zásob a nadvýroba, ale také další druh plýtvání, kterým je přemisťování zásob. Jelikož je
skladování provázáno i s ostatními druhy plýtvání, podnik by se měl na něj zaměřit
přednostně (Elbert, 2013).
Ad. 8 Nevyužitý intelekt
Posledním druhem plýtváním, ale ne konečným, je nevyužitý intelekt (Svozilová, 2011).
Intelekt souvisí s tím, že do výrobního procesu vstupují různě kvalifikovaní pracovníci,
kteří přidávají hodnoty produktu, ať již v malé či větší míře. Pokud existuje činnost, která
je vykonávána velmi kvalifikovaným pracovníkem a může se nahradit činností, která by
byla standardizována a kterou by zvládl pracovník s nižší kvalifikací, měla by se náhrada
realizovat. Potom bude za potřebí méně vysoce kvalifikovaných pracovníků, kteří budou
pouze vymýšlet standardizované procesy a zpětně kontrolovat, zda je pracovníci s nižší
kvalifikací vykonávají správně. Tímto způsobem se poté zamezí plýtvání.
2.3 Nástroje Lean
Jak bylo již výše uvedeno, v metodologii Lean se objevuje několik hlavních principů, které
musí být dosaženy, aby byl výrobní proces považován za štíhlý. Patří k nim stanovení
vytvářené hodnoty z pohledu zákazníka, určení vývoje hodnoty, vytváření plynulých
výrobních procesů, řízení výroby prostřednictvím poptávky zákazníka a neustálá snaha
o dokonalost.
Některé základy myšlení Lean se zdají být samozřejmostí ve výrobních procesech a velice
snadné. Avšak ne všude jsou prosazovány správně. Nejsnadnější cestou, jak proniknout do
myšlení Lean ve výrobním podniku, je se nechat inspirovat těmito nástroji metodologie
Lean, které dopomůžou uskutečnit tyto základní principy štíhlého myšlení. Nicméně jejich
výpis není konečný, neboť se prolínají i s jinými metodologiemi a nástroji, které také
optimalizují výrobní procesy.

26
2.3.1 Hodnota a hodnototvorné činnosti
Přístup Lean nahlíží na hodnotu z pohledu zákazníka a považuje za ni produkt či činnost,
která uspokojí potřeby zákazníka. Proto se hodnototvorné činnosti rozdělují na ty, které
přímo přispívají k tvorbě produktu a mají významnou váhu v oceňování vynaložené práce,
a na ty, které jsou přidané. Ty mohou být povinné, určené administrativně zákonem, či
zkrátka jde o doplňující činnosti, které ve výrobě finálního produktu nemají velkou váhu.
Takové se pak označují za zbytečné, nepotřebné z pohledu přístupu Lean (Svozilová,
2011). Konkrétní příklady jednotlivých druhů činností obsahuje tabulka 1.
Tab. 1: Členění činností ve výrobním procesu společně s konkrétními příklady
Druhy činností Anglický překlad, zkratka Příklad
Přispívající k tvorbě hodnoty Value-Added, (VA) - realizace finálního produktu
- zlepšování kvality produktu
Nepřispívající k tvorbě
hodnoty, ale jsou nezbytné
Business-Non-Value-Added,
(BNVA)
- management řízení
výkonnosti a rizik
- splnění zákonu či regulace
- opatření bezpečnosti práce
Nepřispívající k tvorbě
hodnoty Non-Value-Added, (NVA)
- inventarizace, přesuny
materiálu
- tvorba přebytečných rezerv
- nadvýroba
Zdroj: SVOZILOVÁ, Alena. Zlepšování podnikových procesů, s. 179; vlastní zpracování.
Jelikož myšlení Lean je založeno na vytváření hodnoty podle zákazníka, bylo by dobré ji
ještě lépe definovat. Tomek (2014) poukazuje na to, že se tato hodnota může brát ze dvou
pohledů. První je z pohledu firmy, kde se na hodnotu zákazníka kouká jako na příspěvek
zákazníka k úspěchu firmy. Druhý pohled je ten ze strany zákazníka, kde hodnotou je
prospěch pro zákazníka v rámci spolupráce s firmou.
Tento nástroj tedy pomůže managementu podniku roztřídit jednotlivé činnosti a z těch
nepotřebných z pohledu zákazníka dále vybrat ty, které se bude snažit eliminovat
(Svozilová, 2011). Nejenže díky tomuto nástroji se zamezí plýtvání, ale také je výhoda
v rozeznání jednotlivých činností, na které se později může management zaměřit a
případně je zkvalitnit nebo zefektivnit.
27
2.3.2 Mapování hodnotového řetězce
Po určení hodnot a hodnototvorných činností je dalším užitečným nástrojem přístupu Lean
mapování hodnotového řetězce (VSM, z anglického Value Stream Mapping). Je to
diagram, který uživatelům schematicky a přehledně znázorňuje vztahy mezi jednotlivými
činnostmi.
Jsou zde znázorněny jak činnosti vytvářející hodnotu, tak činnosti nepřidávající hodnotu.
Dále také čas potřebný k dodání žádaných položek od dodavatele, čas potřebný
k jednotlivým výrobním operacím či čas potřebný k dodání finálních produktů zákazníkovi
(Elbert, 2013). Z diagramu lze vyčíst, jaké hodnoty jakých ukazatelů jednotlivé činnosti
výrobního procesu přinášejí. Jsou z něho patrné různé toky výrobního procesu (například
materiálové, informační, finanční, procesní, personální) a také každá navazující činnost.
Elbert (2013) radí začít tvořit mapu hodnotového řetězce ze strany zákazníka, tj. začít
u mapování logistiky, přepravy a expedice výrobků, a až poté postupně pronikat hlouběji
do výrobního procesu. Uplatní se zde sběr informací z firemních dokumentů, různých
pravidel a norem podniku, ale také z pozorování. Nejcennější sběr informací je přímo ze
spolupráce s pracovníky. Vytvořením mapy hodnotového řetězce získá management
podniku náhled na podnik takový, jaký je ve skutečnosti, se současnými podmínkami ve
výrobě.
Velkou výhodou je, že díky diagramu hodnotového řetězce si management podniku všimne
a analyzuje všechny jednotlivé kroky a jejich souvislosti ve výrobě. Díky tomuto nástroji
nezůstanou žádné slabé stránky výrobního procesu skryty. Protože mapování hodnotového
řetězce pomáhá určit možné nedostatky, ztráty či úzká místa a poukázat na různé druhy
plýtvání, je to dobrý nástroj pro zahájení zlepšovatelských procesů.
2.3.3 Analýza procesních toků
Analýza procesních toků je velice účinná, jelikož odhaluje mnoho druhů plýtvání. Procesní
toky by měly být plynulé, navazovat na sebe a efektivně zajistit požadované hodnoty.
Proces je v analýze zkoumán z pohledu kvality, nákladů a času, přičemž je vše důkladně
měřeno a zaznamenáváno.

28
Svozilová (2011) uvádí příklad používaného měřítka efektivní doba průtoku. Ve
jmenovateli výpočetního vztahu (1) se nachází teoretická doba průtoku, která označuje čas,
za který by se výrobní proces vykonal bez různých druhů plýtvání, kterými jsou čekání,
přepracování atd. Čitatelem je průměrná doba průtoku, což je průměr skutečně vynaložené
doby na zpracování daného procesu včetně veškerých zpoždění, která nastala.
Efektivní doba průtoku = Průměrná doba průtoku / Teoretická doba průtoku (1)
2.3.4 Výkonnost procesů a teorie omezení
Výkonnost procesů může být omezena z různých důvodů. Pomocí nástroje teorie omezení
(TOC, z anglického Theory of Constraints) může podnik odhalit problémy, které snižují
výkonnost procesů.
Teorie omezení slouží k vnitřní analýze procesů, kde se na spletité procesy výroby kouká
nejen jako na celek, ale také se sledují i jednotlivé části výrobních procesů. Díky této
analýze může být detekován problém, který brání správné výkonnosti. Tímto problémem je
pak omezení, které může být dvojího druhu: fyzické nebo organizační. Fyzická omezení
se týkají převážně zaostalé, nemoderní techniky, která je poruchová a už není tolik
výkonná. Organizační omezení souvisí hlavně se zastaralými pravidly, normami či
politikami podniku, které dříve byly v daném procesu optimální, ale už tomu tak není.
Aplikací této teorie je nalezen zdroj, který limituje nějaký proces ve výrobě, a pokud se ho
podaří zlikvidovat, zlepší se výkonnost nejen daného procesu, ale i výkonnost výrobního
procesu jako celku.
Pro realizaci teorie omezení slouží následujících pět kroků.
1. Identifikace omezení výrobního procesu.
2. Navržení optimalizačních opatření k odstranění omezení.
3. Zavedení optimalizačních opatření do výrobního procesu.
4. Likvidace omezení.
5. Celý proces realizovat znovu, pokud se nepodařilo omezení odstranit, nebo pokud
se na základě této změny objevilo nové omezení (Váchal, 2013).
29
Tento nástroj štíhlého myšlení pomáhá podniku k nepřetržitému provádění
zlepšovatelských iniciativ.
2.3.5 Princip tahu
Podle myšlení Lean je principem tahu zákazník podniku, který udává základní podmínky,
za kterých je finální produkt dodán do jeho rukou (Svozilová, 2011). Zákazník z velké
části rozhoduje o ceně, času dodání, velikosti dodávky. Podnik se tomu rád přizpůsobí a
s ohledem na tyto požadavky se snaží splnit svůj úkol při co nejnižších nákladech a
v požadované kvalitě. Přičemž nejdůležitější je pro podnik, že díky tomuto nástroji umí
určit přibližné množství potřebných zásob pro výrobu a může tak tlačit na snižování
nákladů na skladování. S tím souvisí i skladování hotových produktů, které by nemělo
nastat, neboť produkty putují hned k zákazníkovi.
Princip tahu je velmi užitečným nástrojem metodologie Lean a je rozšířený zvláště ve
výrobních podnicích, kde je jeho aplikace známa pod japonským názvem Kanban. Přístup
Kanban je založený na kartách, na kterých jsou uvedeny mimo jiné i informace
o minimální úrovni zásob dané položky. Pokud výše zásob dané položky klesne na
minimální hodnotu, tato karta se vrátí na původní místo, kde se nachází potřebné položky
(sklad nebo mezisklad) a pracovník ví přesně, kolik a jakých položek má dodat do výroby.
Karta tedy slouží jako objednávka na další položky (Imai, 2012). Je to pokyn pro spuštění
dalších výrobních operací a zajišťuje plynulost výroby.
Princip tahu, který se řídí poptávkou zákazníka, předchází plýtvání v podobě předzásobení
a snižuje výrobní náklady, neboť šetří výdaje na skladování. Do výroby teče pouze takové
množství zásob, které jsou v daný okamžik potřebné, a tak zkracuje průběžnou dobu
výroby (Keřkovský, 2012).
2.3.6 Nástroj 5S
Tento nástroj metodologie Lean je velmi praktický, neboť se zaměřuje na organizační
čistotu a standardizaci během výrobních procesů. Celkově nástroj 5S vede k vykonávání
práce efektivním, účinným a bezpečným způsobem, který zajistí redukci všech druhů

30
plýtvání. Pokud by management podniku nenastolil těchto pár efektivních pravidel,
docházelo by během výrobních procesů k různým problémům, například v podobě
nedostatku disciplíny na pracovišti, přeplněného skladu nebo špatně měřitelných výkonů
pracovníků. Při použití nástroje 5S by měl být použit proaktivní přístup, to znamená
přístup založený na principu akce (Moulding, 2010). Nestačí jenom reagovat na objevené
problémy, ale zaměřit se na ně ještě dříve, než by mohly vzniknout, a to za pomoci
promyšleného plánování budoucích činností.
Název 5S souvisí s pěti jednoduchými praktikami, jejichž označení v japonském jazyce
začínají na písmeno S (Japonsko je zemí vzniku filozofie tohoto nástroje 5S). V českém
jazyce se pod nástrojem 5S uvádí pět činností, které spolu s jejich cíli zachycuje tabulka 2.
Tab. 2: Činnosti 5S a jejich hlavní cíle
Činnosti 5S Cíle jednotlivých činností
Třídění Redukce plýtvání a ztrát
Umisťování Zvýšení efektivity a účinnosti
Úklid Pozorování, kontrola a napravování současného stavu
Standardizace Odstraňování různých proměnných
Udržení Udržování a trénink činností v požadovaném stavu
Zdroj: MOULDING, Edward. 5S: A visual control system for the workplace, s. 10; vlastní
zpracování.
Níže jsou jednotlivé praktiky nástroje 5S stručně charakterizovány.
Třídění
Praktika třídění souvisí s roztříděním zbytečných a potřebných nástrojů, prostorů,
personálu, činností a všeho, co zasahuje do výrobního procesu daného podniku.
S položkami, které jsou zařazeny do kategorie zbytečné, pak musí být náležitě naloženo,
tak aby nedocházelo k plýtvání (Moulding, 2010). Je dobré se zamyslet i nad počtem
potřebných položek. Pokud je na pracovišti potřebná položka, kterou pracovníci opravdu
využívají k výkonu práce, ale objevuje se na daném pracovišti několikrát, mělo by se toto
zbytečně vysoké číslo potřebných položek také redukovat (Imai, 2012).

31
Umisťování
Po třídění následuje činnost umisťování. Pokud jsou již definovány věci potřebné
k procesu výroby, mělo by se jim určit stálé místo, které se příslušně označí (například
názvem položky, barvami, obrysem palety, který je přesně tam, kde má paleta stát atd.),
aby bylo vše přehledné (Imai, 2012). Management podniku by se nad tímto měl opravdu
zamyslet, neboť by věci měly být efektivně uloženy. To znamená, že by vše mělo být
snadno dosažitelné, v dostupné vzdálenosti a v množství, které je potřebné k výrobě
v daném okamžiku (Svozilová, 2011). Tato akce zajistí větší souvislost výrobního procesu
a omezí plýtvání typu pohyb, přemisťování aj.
Úklid
Činnost úklid slouží k tomu, aby předešlé umisťování vytrvalo a stalo se samozřejmostí.
Pokud je pracoviště uspořádáno pro plynulost výrobního procesu a uklizeno, hned je
z něho příjemné a připravené místo, kde jde práce sama od ruky (Moulding, 2010). V této
činnosti se ukrývá několik pozitiv. Pracovníka nic nerozptyluje od práce, neboť má vše
potřebné připravené v dokonalém stavu, a takto uklizené pracovní místo po něm případně
přebírá následující pracovník.
Imai (2012) v činnosti úklidu vidí ještě jedno pozitivum. Uvádí ho na příkladu čištění
stroje, při kterém může pracovník přijít na poruchy různého rázu, na které by se při
nepravidelném čištění přišlo daleko později, dokonce třeba až při měsíční údržbě. Sám
Imai (2012) přirovnává tuto činnost k tvrzení „úklid rovná se kontrola“.
Standardizace
Pokud management podniku zjistil, jaké úkony se mají provádět k nejlepšímu dosažení cíle
a jakým způsobem je provádět pro dosažení nejefektivnějšího závěru, potom je dobré vše
standardizovat a tuto plynulost, organizovanost a účinnost opakovat při každém dalším
výkonu. Výhodou je snadné zapracovávání nových pracovníků, dále jednoduchá kontrola
jednotlivých kroků při výkonu práce (Moulding, 2010).
Udržení
Činnost udržení nástroje 5S shrnuje všechny předešlé činnosti a dbá na to, aby vše, co
vedlo k zlepšení výrobních procesů, bylo dodržováno (Svozilová, 2011). K udržení nového

32
uspořádání pracoviště, pravidel pro pořádek i úklid a standardizace výrobních procesů
slouží firemní dokumenty, kterými jsou například různé návody, postupy, pravidla obsluhy
atd.
Uvedených pět činností by se mělo stát součástí pracovních návyků a pracovníci by
postupem času měli vykonávat vše nenuceně, a tedy díky nástroji 5S dopomoci podniku
k čistému a přehlednému pracovišti, které povede k lepším výsledkům.
2.3.7 Další nástroje Lean
Výše uvedené nástroje jsou dále doplňovány dalšími velice účinnými nástroji ve
zlepšovatelských procesech, a tudíž i při použití metodologie Lean. Níže jsou uvedeny
další možné nástroje dle Svozilové (2011).
Urychlená transformace činností
Nástroj urychlená transformace činností minimalizuje plýtvání času tak, že zkracuje dobu
výrobního procesu či přeměny. Princip je v tom, přijít na způsob, který urychlí určitý
výkon, ale přitom výsledky nesmí být ochuzeny a musejí být ve stejné kvalitě.
Analýza prodlev
Díky analýze prodlev dokáže management podniku přijít na chyby v plánování výroby.
Odstraňuje chyby ve špatně zvolených velikostech výrobních dávek. Tento nástroj pomáhá
poukázat na možný nesoulad vlastní výroby a dodavatelské činnosti. Také je užitečný při
analyzování průběhu dodatečných úprav podle zákazníkových přání či pouhých oprav.
Analýzou časových prodlev se bude management podniku zabývat i v případě, pokud se
zaměří na optimalizaci produktivity procesu.
Svozilová (2011) nejprve doporučuje porovnat hodnoty naměřené pro jednotlivé úseky
výrobního procesu. Dalším krokem je určit nejvyšší hodnoty nedokončené výroby v časové
prodlevě pro každý krok výrobního procesu. Ten úsek, který má nejvyšší hodnotu, má i
nejvyšší časovou prodlevu. Potom při odstraňování časových prodlev se začíná u úseků
s nejvyššími hodnotami, zjišťuje se příčina vysokých hodnot a navrhuje se řešení
problému, které povede k odstranění časových prodlev.

33
Organizace bloků činností
Ve své podstatě také tento nástroj přispívá k eliminaci plýtvání ve výrobních procesech.
Jednotlivé činnosti jsou uspořádány do bloků, ať již podle stejných strojů, které jsou při
výrobě zapotřebí, či podle stejného dozoru.
Návrhy systémů
Tento nástroj používaný v metodologii Lean zahrnuje návrhy systémů, které zajistí
stoprocentní bezchybnost pro výrobní procesy. Nástroj návrhy systémů pochází opět
z Japonska, kde je znám pod pojmem Poka-Yoke, což by se dalo přeložit jako „chybě
vzdorný“ (Elbert, 2013). Principem Poka-Yoke je pomoci pracovníkům vyhnout se dělání
chyb ještě dříve, než se z chyb stanou vady ve výrobním procesu. Tyto systémy zajišťují
předběžné zjištění, zda je vše připraveno k bezchybné, kvalitní a nezpožděné výrobě.
Nástroje pro řešení problémů
Nástroje pro řešení problémů lze využít, pokud má management podniku dostatek
informací o problémovém procesu. Problémy se díky těmto nástrojům řeší analyticky. Ze
sedmi známých statistických nástrojů pro analytické řešení problémů jsou dva níže
uvedené asi nejznámější (Imai, 2012).
Prvním z nich je Paretův graf1, který popisuje problémy z pohledu příčiny a jevu.
Problémy jsou znázorněny ve sloupcovém grafu (Obr. 1) podle důležitosti, od nejvíce
důležitého k méně důležitému. Přičemž nejvíce důležitý jev má nejvyšší četnost výskytu
problému. V grafu se nachází také spojnicový graf, který znázorňuje kumulativní četnosti
daných jevů v procentech, tzv. Lorenzova křivka. Tento nástroj se poté řídí principem,
který vyjadřuje Paretovo pravidlo 20:80, které lze interpretovat následovně: 20 % příčin
se podílí na 80 % výsledku. Z toho vyplývá, že stačí nalézt a odstranit pouze 20 %
z veškerých příčin problémových aktivit, a vyřeší se 80 % problémů. Tento nástroj je
užitečný při identifikování problémových jevů, k hledání nejčastěji působícího
problémového jevu a k určení, který z problémových jevů by se měl eliminovat jako první.
Zároveň se mohou porovnávat také dva grafy (Svozilová, 2011). První, který vznikl při
1 Paretův graf je pojmenován po Wilfredu Paretovi, který jako první použil poměr 20:80 při
analýze bohatství státu Itálie.

34
identifikaci problémových jevů, s druhým, který se vytvoří až po zlepšovatelských
procesech. Díky porovnání Paretových grafů má management podniku přehledné výsledky
o zlepšení.
Obr. 1: Paretův graf (vlastní zpracování)
Druhým nástrojem aplikovatelným při řešení problémů je graf příčin a následku, také
známý jako Ishikawa diagram2 či diagram „rybí kost“. Graf příčin a následku se
využívá při analyzování výrobního procesu a upozorňuje na možné faktory, které
způsobují daný problém (Imai, 2012). Pokud se určí vzniklý problém, poté se díky
brainstormingu v pracovním týmu hledají všechny možné příčiny daného problému. Tento
nástroj je efektivní zejména tam, kde je potřeba se na věci podívat z jiného úhlu.
Postup je jednoduchý, prvním krokem je přesně definovat vzniklý problém, který se zapíše
do hlavy rybí kosti (Obr. 2). Dále se postupuje s rybí kostrou, která je zpravidla složena
z šesti rybích kostí, ke kterým se postupně přiřazují příčiny problému. Pracovní tým se
může inspirovat šesti obecnými příčinami, které se označují zkratkou 6M nebo sepsat jiné
kategorie příčin, které lépe vyhovují danému problému (například vnější prostředí aj.). Pod
2 Ishikawa diagram si zasloužil svůj název po svém zakladateli tohoto grafu, panu profesorovi
Kaoru Ishikawa.
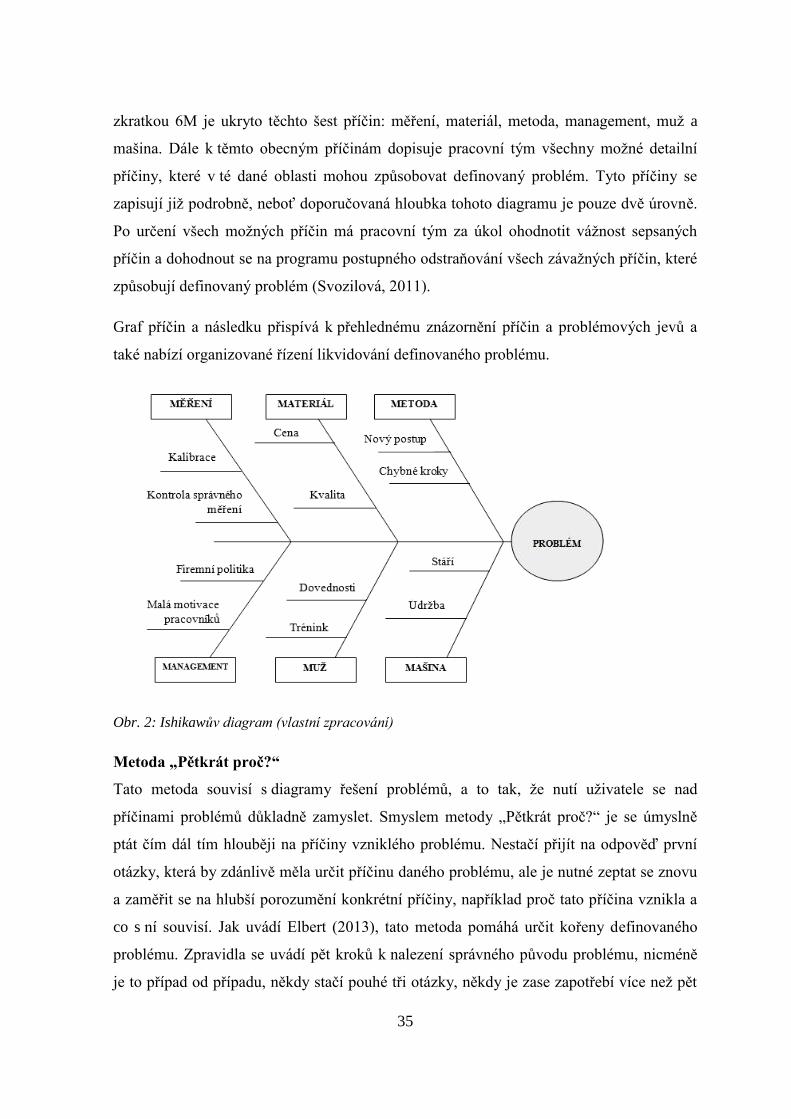
35
zkratkou 6M je ukryto těchto šest příčin: měření, materiál, metoda, management, muž a
mašina. Dále k těmto obecným příčinám dopisuje pracovní tým všechny možné detailní
příčiny, které v té dané oblasti mohou způsobovat definovaný problém. Tyto příčiny se
zapisují již podrobně, neboť doporučovaná hloubka tohoto diagramu je pouze dvě úrovně.
Po určení všech možných příčin má pracovní tým za úkol ohodnotit vážnost sepsaných
příčin a dohodnout se na programu postupného odstraňování všech závažných příčin, které
způsobují definovaný problém (Svozilová, 2011).
Graf příčin a následku přispívá k přehlednému znázornění příčin a problémových jevů a
také nabízí organizované řízení likvidování definovaného problému.
Obr. 2: Ishikawův diagram (vlastní zpracování)
Metoda „Pětkrát proč?“
Tato metoda souvisí s diagramy řešení problémů, a to tak, že nutí uživatele se nad
příčinami problémů důkladně zamyslet. Smyslem metody „Pětkrát proč?“ je se úmyslně
ptát čím dál tím hlouběji na příčiny vzniklého problému. Nestačí přijít na odpověď první
otázky, která by zdánlivě měla určit příčinu daného problému, ale je nutné zeptat se znovu
a zaměřit se na hlubší porozumění konkrétní příčiny, například proč tato příčina vznikla a
co s ní souvisí. Jak uvádí Elbert (2013), tato metoda pomáhá určit kořeny definovaného
problému. Zpravidla se uvádí pět kroků k nalezení správného původu problému, nicméně
je to případ od případu, někdy stačí pouhé tři otázky, někdy je zase zapotřebí více než pět

36
otázek „Proč?“. Tento nástroj se zdá být primitivní, ale díky metodě „Pětkrát proč?“ se
pracovní tým vždy zamyslí nad pravými příčinami definovaného problému.
2.4 Jak postupovat při aplikaci Lean
Podle Svozilové (2011) existují dva typické přístupy k aplikaci metodologie Lean
v podniku.
Prvním možným přístupem je princip Kaizen. Pojem Kaizen pochází z japonštiny a
představuje „zdokonalení“ či nepřetržité zlepšování výrobních praktik, ale také
managementu i pracovníků. Tento pojem představuje filozofii podnikového managementu
(Imai, 2012). Přístup Kaizen je založen na drobných a častých změnách ve výrobním
procesu podniku, který je udržován dlouhodobě, a tyto pravidelné zákroky postupně
přináší určité výhody ve formě neustálého zlepšování (Svozilová, 2011). Management
podniku se především zaměřuje na jednotlivá plýtvání v daných výkonech celého
výrobního toku podniku.
Druhým je přístup obsahující Demingův cyklus3, respektive jeho zdokonalení v podobě
cyklu PDCA (z anglického názvu Plan-Do-Check-Act). Zkratka PDCA je v českém jazyce
představována jako „naplánuj-udělej-zkontroluj-zasáhni“. Tento přístup souvisí s detailním
plánem rozsáhlých změn většinou velmi spletitých výrobních toků, který zasahuje do
delšího časového úseku. Cyklus PDCA pomáhá zefektivnit činnosti podniku a je to
dokonalý postup pro zavedení zlepšovatelských aktivit. Souvisí s tím i zavedení cyklu
SDCA (z anglického názvu Standardize-Do-Check-Act), což znamená v českém jazyce
„standardizuj-udělej-zkontroluj-zasáhni“. Management podniku nejprve provede
standardizaci a teprve poté pokračuje s cyklem PDCA. Filozofie cyklu PDCA je nebýt
nikdy spokojen se statutem quo, proto management podniku díky tomuto přístupu bude
neustále plánovat a realizovat další a další zlepšení (Imai, 2012).
3 Cyklus nepřetržitého vzájemného působení mezi výzkumem, projekcí, výrobou a prodejem za
účelem větší kvality a spokojenosti zákazníka, zavedený W. E. Demingem.

37
Něco však mají tyto dva přístupy k aplikaci metodologie Lean společné: nekonečné
zaměření na odstraňování plýtvání, neefektivních či neúčinných výkonů, dosažení
plynulého výrobního toku bez závad, ale také neustálé hledání správné a logické cesty
k dosažení produktů přesně takových, jaké zákazníci vyžadují.

38
3 Typologie výroby
Pod pojmem výroba si lze představit proces, při němž se zhotoví předmět podle potřeb a
přání zákazníka, který je poté určen k prodeji a podnik za něj inkasuje odměnu v podobě
peněz. Na začátku každého výrobního procesu jsou za potřebí výrobní zdroje, které se
řadí z hlediska podstaty do čtyř hlavních kategorií: práce, půda (přírodní zdroje), kapitál a
informace (Keřkovský, 2012).
Dále lze výrobní faktory klasifikovat z hlediska výrobního procesu, podle kterého jsou
rozlišovány transformující a transformované výrobní zdroje. Transformujícími výrobními
zdroji mohou být vybavení či zaměstnanci a transformovanými výrobními zdroji mohou
být materiál nebo informace. Toto rozdělení je užitečné pro zhodnocení efektivnosti
výrobních zdrojů. Díky těmto vstupům během výrobního procesu vzniknou výstupy
v podobě finálních výrobků. Podoba a vlastnosti těchto produktů jsou navrhovány
s ohledem na požadavky zákazníků, avšak skutečná podoba produktů je výsledkem celého
výrobního procesu. Proto se ve výrobním procesu management podniku zaměřuje na
jednotlivé cíle výroby, které v průběhu procesu přidávají budoucím finálním produktům na
hodnotě. Cíle výroby by měly být v souladu s celkovými strategickými cíli podniku. Na
obrázku 3 je znázorněno několik příkladů různých cílů výrobního procesu, jak z pohledu
podniku, tak z pohledu zákazníka.
Obr. 3: Vnitřní a vnější význam cílů a kritérií řízení výroby (Keřkovský, 2012, s. 6)

39
Pokud jsou známy hlavní cíle výroby, pak je snadnější sestavit plán pro výrobní proces,
který je realizován výrobním systémem (Keřkovský, 2012). Výrobní proces je tedy
determinován: určením produktu, variantami a množstvím daného produktu, použitými
technologiemi, uspořádáním a organizací výroby, standardizací výroby a schopností
reagovat na změny.
Z analýzy firmy Krofian CZ se dá usoudit, že její výrobní proces se řadí k přerušovaným
výrobám. Pojem přerušovaná výroba znamená, že je možné výrobní proces v určitých
částech přerušit a navázat na celý průběh další den. Z pohledu prostorové struktury pak lze
výrobu v obrobně označit jako dílenskou. Pro dílenskou výrobu je typické, že je
k dispozici jen pár strojů, není shodné pořadí při zpracování, není dána jednotná délka
trvání obráběcího procesu a pozorovatel nenalezne stálý chod v průběhu výroby. Tato
charakteristika výrobního procesu je velmi účinná při kusové výrobě, jelikož přináší
mnoho pozitiv, kterými jsou velká flexibilita a schopnost rychlé adaptace, univerzálnost
strojů podporuje rozmanitost výrobků a všestranně orientovaní kvalifikovaní pracovníci
s větší důvěrou pro samostatné rozhodování (Tomek, 2014). Výrobu lze také
charakterizovat podle množství a počtu druhů produktů a rozlišovat malosériovou,
sériovou a hromadnou výrobu. Ve firmě Krofian CZ probíhá kusová výroba
(malosériová).
Z toho následně vyplývají další charakteristiky výrobního procesu. Například jaké bude
uspořádání výroby ve výrobním systému, jaké bude využívání strojů, jaké bude přidělování
výrobních zdrojů a jaká bude potřebná specializace jednotlivých pracovníků. Každý
podnik si tyto parametry nastaví vždy podle svých možností a jak je to právě ve firmě
Krofian CZ, je popsáno v případové studii této práce.
3.1 Kusová aneb zakázková výroba
Zpravidla je kusová výroba zaměřena na výrobu malého množství produktů během
jednoho výrobního období. Výroba většinou probíhá na univerzálních strojích. Naopak
varianty možných produktů jsou velmi velké, neboť se podnik vždy řídí přáními a
požadavky zákazníků. Pokud je tedy kusová výroba realizována pouze na základě
objednávek zákazníků, hovoří se o zakázkové výrobě (Keřkovský, 2012). Průběh řízení
zakázkové výroby se během období může měnit, z důvodu obměn zakázek, které potřebují

40
každá jednotlivě individuální přístup. Zakázková výroba je dále charakterizována nízkými
fixními náklady, avšak vysokými variabilními náklady v celém průběhu výroby, neboť je
zde zcela uplatněn princip tahu (pull), kdy se zajišťují vstupy výrobního procesu
synchronizovaně s výrobou (Tomek, 2014). Vstupy většinou nezařizuje podnik sám, ale
mohou přicházet i z různých kooperujících firem, jako je tomu tak i ve firmě Krofian CZ.
3.2 Struktura výrobního procesu
Keřkovský (2012) uvádí, že strukturu výrobního procesu je možné klasifikovat z pohledu
věcného, časového a prostorového. Toto rozdělení je užitečné nejen pro plánování
budoucího výrobního procesu, ale také pro optimalizaci současného výrobního procesu.
Věcná stránka výrobního procesu
Díky tomuto pohledu se analyzují výrobní možnosti a výrobní program podniku. Výrobní
možnosti podniku jsou odvozovány od výrobních kapacit, které jsou charakterizovány
jak stroji, tak personálem. Výrobní program obsahuje souhrn všech výrobků podniku,
které díky zmíněným kapacitám může podnik vyrábět. Výrobní program by měl být
sestaven hlavně na základě poptávky na trhu po výrobcích, ale také na základě potřeb a
přání zákazníků a souhlasit se strategickým cílem podniku (Tomek, 2014).
Věcná stránka výrobního procesu se dále zaměřuje na proces přeměny výrobních zdrojů ve
finální produkty (Keřkovský, 2012). Vzhledem k tomu, jak je využita práce potřebná
k přeměně, lze na výrobní procesy nahlížet jako na technologické nebo netechnologické.
Technologické procesy zahrnují hlavní pracovní úkony v celé výrobě. Příkladem může
být frézování či tepelné zpracování. Oproti tomu netechnologickými procesy jsou
doplňkové či pomocné úkony, pod které může být zahrnuta například přeprava
meziproduktů mezi jednotlivými pracovišti či kontrola jakosti.
Dále se věcná stránka výrobního procesu zabývá jednotlivými fázemi procesu výroby,
kterými jsou předzhotovující, zhotovující a dohotovující fáze výroby. Detailnějším
členěním těchto fází může být rozdělení procesu na operace, přičemž každá operace
v sobě ukrývá několik úseků, úkonů či pohybů.
Závěrem analýzy výrobního procesu z věcného hlediska je, že je vše sepsáno do
technologického postupu, kde je zaznamenána posloupnost jednotlivých konkrétně

41
nastavených operací. V popisu těchto operací nesmí chybět informace o tom, kolik času je
zapotřebí pro vyhotovení daných úkonů práce, ale i o místě a vybavenosti pracoviště.
Časové hledisko výrobního procesu
Toto hledisko popisuje výrobní proces z pohledu času. Nejčastějším předmětem zkoumání
jsou časová uspořádání výrobního procesu neboli uspořádání výrobního procesu podle
posloupnosti jednotlivých operací a určení jejich termínů dokončení. Dále to jsou doby
trvání uskutečnění výrobních a dopravních dávek4.
Pod časové hledisko lze zahrnout také informaci o průběžné době výroby, kterou se
rozumí plánovaný čas potřebný pro provedení jasně dané části operace.
Dalším pojmem, který se řadí do výrobního procesu z časového pohledu, je směnnost.
Tento pojem vyjadřuje, v kolika pracovních směnách jednoho pracovního dne je výroba
produktů realizována.
Z pohledu času se řeší také problém s využitím výrobních kapacit (strojů i lidských
zdrojů), přičemž cílem je maximální využití všech kapacit ve výrobním procesu. Bez
pochyby jsou sem řazeny také prostoje pracovišť, které jsou nežádoucí a měly by se
minimalizovat. Mohou nastat hned z několika důvodů, kterými jsou například nedostatek
práce na pracovištích, špatně organizovaný průběh operací či špatně naplánovaný celý
proces výroby.
Posledním hlediskem, které na sebe váže čas, je nedokončená výroba, která musí opět
vstoupit do procesu výroby a zbývající operace musejí být dokončeny. Je vidět, že
definování výrobního procesu z hlediska času je nezbytné a také to může být užitečný
nástroj v následné optimalizaci výroby (Keřkovský, 2012).
Výrobní proces z pohledu prostorového a organizačního uspořádání
V prostorovém a organizačním uspořádání výrobního procesu je poukázáno na dvě
ovlivňující hlediska. Prvním jsou materiálové toky, které v sobě zahrnují rychlost,
4 Výrobní dávka je termín k označení množství stejných výrobků vyráběných najednou. Dopravní
dávkou se myslí souhrn několik dávek výrobků, které se dopravují najednou.
42
vzdálenost a plynulost. Druhým aspektem je uspořádání pracovišť, které může být
různorodé, avšak Keřkovský (2012) poukazuje na hlavní čtyři druhy.
Uspořádání s pevnou pozicí výrobku – V průběhu výrobního procesu jsou
transformující výrobní zdroje, kterými jsou zařízení a pracovníci, přesouvány dle
potřeby do místa aktuální výroby. Naopak transformované výrobní zdroje
(materiál, meziprodukty) jsou na určeném pracovišti a nepohybují se.
Technologické uspořádání pracovišť – Souvisí s uspořádáním výroby do
oddělených pracovišť, mezi kterými se pohybují rozpracované výrobky. Každé
jednotlivé pracoviště se specializuje na něco jiného, ale zároveň činnosti
vykonávané na pracovištích si jsou podobné (využívány jsou podobné stroje).
Buňkové uspořádání – Výrobní proces je rozřazen mezi jednotlivé buňky, ve
kterých dochází k uskutečnění celých operací, tak aby nedocházelo k přemisťování
meziproduktů. Každá buňka je specializována na jinou operaci a optimalizována
pro tyto jednotlivé operace. Pracovníci jsou také specializovaní na prováděné
úkony v rámci každé buňky, a proto je toto uspořádání velice pružné z pohledu
přizpůsobování změn výrobních operací. Velkou výhodou buňkového uspořádání je
větší pestrost výrobního procesu pro pracovníky v buňkách, kteří si uvědomují větší
zodpovědnost za odvedenou práci, tudíž je zde kladen větší důraz na kvalitu.
Předmětné uspořádání – Pracoviště je rozřazeno podle konkrétních potřeb kroků
výroby, a to s ohledem na co nejmenší přesuny výrobků. Toto uspořádání se snaží
o jednoduchost, tak aby bylo docíleno plynulosti. Je tedy založeno na maximální
standardizaci výrobních operací. Cílem předmětného uspořádání je proto hladký a
rychlý tok výroby velkého množství stejných výrobků.
3.3 Vazby zlepšovatelských iniciativ vzhledem
k charakteristice podniku
V předešlých částech diplomové práce je výrobní jednotka označována za podnik nijak
nespecifikovaný. V této kapitole se ukáže, že na charakteristice podniků velice záleží,
neboť pro různé druhy výrobců platí rozdílná doporučení a jiné scénáře zlepšovatelských
procesů. Podniky na výrobních trzích se mohou dělit podle různých kritérií. Zde však bude

43
použito základní dělení, a to na výrobní podniky velkosériové a podniky zakázkové
výroby, neboť podniky velkosériové jsou typičtější z hlediska výroby a budou tak dobrým
protikladem k méně běžným podnikům zakázkové výroby. Jejich základní charakteristiky
jsou porovnány v následující tabulce 3.
Tab. 3: Porovnání základních charakteristik dvou typů výrobních podniků
Charakteristika Zakázková výroba Hromadná výroba
Finální produkt
Každý jednotlivý produkt je
vyroben na základě určených
požadavků zákazníka.
Produkt je navržen do
hromadné produkce
jednorázově na začátku svého
životního cyklu.
Počet opakovaných operací
Velice malý, zakázková
výroba se řídí požadavky
zákazníka, které jsou vždy
něčím odlišné. Proto i podnik
koná výrobní postupy, které se
vždy budou nepatrně lišit.
Vysoký, výrobní procesy se
nastaví na začátku výroby a
tímto způsobem běží po celou
dobu výroby požadovaného
objemu produktů.
Různorodost procesních
toků
Výrobní procesy jsou velice
rozvětvené a také občas
vyžadují okamžité rozhodnutí
o dalším průběhu výrobních
toků.
Předem naplánované procesy,
které jsou v síti konkrétně
rozložených výrobních toků.
Soudržnost v čase
Procesy jsou v čase
proměnlivé vzhledem k přáním
zákazníků, kteří mohou své
požadavky měnit i v průběhu
výrobních procesů.
Ve velkosériové výrobě se
podnik snaží o stabilitu
výrobních procesů a zároveň
o minimalizování odchylek.
Spletitost procesních modelů
V zakázkové výrobě existuje
mnoho různých variant modelů
a velká složitost výrobních
toků, vždy se rozdělují podle
odlišných parametrů různých
projektů/zakázek.
V hromadné výrobě je nízká
spletitost modelů. Výroba se
snaží po celou dobu udržet
předem správně nastavené
výrobní toky.
Identifikace závad
Uvádí se, že 80 % závad je
v zakázkové výrobě objeveno
teprve až při předávání mezi
jednotlivými operacemi
výrobních toků.
Majorita všech závad je
identifikována již v daných
operacích výrobního procesu.
Rozhodovací způsobilost
personálu
Pracovníci mají ve výrobních
procesech určitou váhu
rozhodovací způsobilosti.
Pracovníci jednají podle
předem stanovených instrukcí
a nemají možnost zasahovat do
výrobních procesů.

44
Charakteristika Zakázková výroba Hromadná výroba
Systémová integrace
Komunikace je v zakázkové
výrobě velmi důležitá, tudíž je
zde velká integrace
informačních toků. Celkově je
sjednocení všech výrobních
úkonů žádoucí.
U sériové výroby je naopak
typická velká integrace
technologie a automatizace
zlepšující výrobní úkony.
Řízení kvality
Kvalita daného výrobku závisí
na zákazníkovi, neboť jen
podle něj je plánována výroba
v relaci kvalita-náklady-cena.
Výrobní procesy jsou
nastaveny managementem
podniku, který požaduje
úroveň kvality podle toho,
jakého postavení na trhu
finální produkce chce
dosáhnout.
Zdroj: SVOZILOVÁ, Alena. Zlepšování podnikových procesů, s. 61.
Z tabulky 3 tedy vyplývá, že se zlepšovatelské procesy v zakázkové výrobě liší od těch
v hromadné výrobě, a proto je důležité plánovat zlepšovatelské změny vždy na míru
daného podniku. Jelikož zakázková výroba je sama o sobě řízena individuálním přístupem,
poté i obecně známé zlepšovatelské procesy nebudou tak snadno aplikovatelné.
V následující kapitole je popsáno, jaké návrhy optimalizačních opatření byly doporučeny
ke zlepšení vybraných procesů ve firmě Krofian CZ spol. s r. o.

45
4 Případová studie ve firmě Krofian CZ spol.
s r. o.
Případová studie diplomové práce je zaměřena na situaci ve firmě Krofian CZ spol. s r. o.,
přičemž budou představeny její záměry podnikání, vyráběné produkty a poskytované
služby. Následovat bude detailní analýza nejen celého podniku, ale také procesních toků
v obrobně firmy. Pomocí analýzy budou dále identifikována možná kritická místa,
z kterých se vyberou ta nejzávažnější, na která bude obrácena další pozornost. Po odhalení
všech potenciálních příčin kritických jevů budou navržena možná optimalizační opatření,
která by mohla vést k eliminaci zjištěných záporných jevů, včetně postupu aplikace těchto
opatření. Na závěr nebude chybět ani zhodnocení, které poukáže na to, zda navržená
opatření splnila účel a dokázala zefektivnit a optimalizovat vybrané procesy v obrobně
firmy.
4.1 Představení firmy
Firma Krofian CZ spol. s r. o. (dále Krofian CZ) působí v oblasti vývoje a výroby
automatizovaných technologických celků a inženýrského poradenství. Je samostatnou
zakázkovou společností sídlící v Dobranově u České Lípy, která zajišťuje produkty a
služby od původního návrhu přes realizaci až po servis.
Firma Krofian CZ v oboru průmyslové automatizace působí již od roku 1999. Během let se
stala stabilní společností se silným zázemím, která nabízí spolehlivost a kvalitu nejen svým
zákazníkům, ale také zaměstnancům. Na obrázku 4 je znázorněn vývoj společnosti,
respektive rostoucí trend ve velikosti obchodního obratu firmy v mil. Kč a v počtu
zaměstnanců v letech 2001 – 2015.

46
Obr. 4: Průběh historie společnosti v přibližných číslech (Krofian CZ spol. s r. o., vlastní
zpracování)
Za zmínku stojí hned několik významných bodů v dosavadním vývoji firmy. Prvním je
certifikace ISO 9001:2003, představující tradiční ověření plnění systému řízení kvality
(ISO 9000, 2015), kterou firma získala v roce 2003. V současné době jsou však veškeré
technické a výrobní procesy vykonávány v souladu se standardy a odpovídají certifikaci
systému řízení kvality dle ISO 9001:2009. Dalším krokem dopředu byla v roce 2006 první
aplikace adaptivního řízení pro optimální využití strojů při výrobě. Hned rok poté se
firma začala věnovat vysokorychlostním montážím. Bohužel v roce 2009 se i tato
společnost potýkala se ztrátou, a to díky propadu globální ekonomiky, ale jak lze vidět
v grafu, firma krizi přečkala a od té doby roste. V roce 2011 se například pustila do vývoje
kamerových systémů. V následujícím roce otevřela svou pobočku v Brně. Ve sledu
posledních událostí vylepšila své služby a nabízí zákaznický servis, čímž přidává hodnotu
svým produktům.
Firma Krofian CZ svou firemní filozofií chce pochopit co nejlépe podstatu věci a
s využitím tzv. šestého smyslu se snaží o dokonale vyladěnou výrobu technologií,
objevovat nevyzkoušené a tedy vždy nabídnout i něco navíc, než zákazník očekává.
Posláním firmy se stalo poskytovat služby a produkty na světové úrovni a tak vytvářet
plnohodnotné vztahy se zákazníky a trvale přispívat k hodnotě společnosti. Vize firmy je
být dále stabilní firmou garantující odpovědný růst v oblasti návrhu a realizace

47
automatizačních technologií. Cíle, které si firma stanovila v souladu s vizí, zahrnují
rozšíření tržního podílu, diverzifikaci portfolia a proniknutí na zahraniční trh.
Předmět podnikání společnosti
Hlavními zákazníky firmy jsou výrobní podniky, které do svých technologických procesů
žádají začlenit automatizaci. Nejčastěji jde o zákazníky z automobilového a
elektrotechnického průmyslu, ale společnost také spolupracovala s podniky z dalších
odvětví, kterými jsou potravinářský, zpracovatelský či zdravotnický průmysl. Firma
Krofian CZ vyvíjí, vyrábí a instaluje jak jednoúčelové, tak i standardizované montážní
linky, manipulátory a testovací zařízení. Nebojí se vyjít vstříc svým zákazníkům a ke
každému má individuální přístup, aby co nejvíce vyhověla jejich potřebám a přáním.
Produkty firmy
Produkty firmy Krofian CZ lze rozlišovat z hlediska odvětví průmyslu, ve kterém jsou
aplikována, pak jde především o automatizované technologické celky a zařízení
v automobilovém, elektrotechnickém, zdravotnickém průmyslu či o produkty
s využitím v dalších odvětvích. Dalším možným hlediskem klasifikace produktů v této
firmě je specializace, pak lze uvést specializovaná technologická zařízení (vyráběná
podle individuálních představ zákazníků), modulární technologická zařízení (firma
preferuje konstrukci automatizačních zařízení v podobě K-Modulu5) či poskytování
inženýrského poradenství (firma nabízí nezávislou analýzu technologických výrobních
procesů s případným návrhem doporučených změn).
Příklady technologických strojů a linek určených pro automatizaci výroby, které byly
navrženy a vyrobeny společností Krofian CZ, jsou v automobilovém průmyslu linky pro
montáž čepu sluneční clony, montáž stropního madla, montáž čelního panelu autorádia,
montáž světel a montáž autokabelů. V elektrotechnickém průmyslu má firma Krofian CZ
zkušenosti s aplikací linky pro montáž vypínačů. Ve zdravotnickém průmyslu úspěšně
proběhly projekty aplikace zařízení pro montáž injekčních stříkaček, montáž injekčních
jehel a montáž transfuzních setů. V ostatních odvětvích průmyslu (např. spotřebním,
5 K-Modul je nový design automatizačních zařízení, který přináší hned několik výhod, kterými jsou
například zvýšení bezpečnosti obsluhy, snížení emise hluku, zkrácení instalace atd.

48
strojírenském, potravinářském a stavebním) se společnost Krofian CZ setkala s projekty,
jako jsou návrh a výroba robotického zařízení pro manipulaci a setování dílů, výroba
aerosolových ventilů, lisování a svařování válců dopravníku aj. Ukázkou jedné ze spousty
navržených a realizovaných linek firmou Krofian CZ je například linka pro montáž
autokabelů na obrázku 5.
Obr. 5: Ukázka návrhu linky pro montáž autokabelů (Krofian CZ spol. s r. o., 2015)
Zařízení a výrobní linky společnosti Krofian CZ používají různorodé výrobní a montážní
technologie, kterými jsou svařování, pájení, nýtování, šroubování, apod., také třídění,
manipulace a přeprava produktů pomocí dopravníkových systémů, manipulátorů a
robotických aplikací. Stroje se vyznačují systémy kontroly kvality používající kamerové
systémy, čidla aj.
Společnost Krofian CZ tedy realizuje specializovaná technologická zařízení, která jsou
navržena a vyrobena podle individuálních požadavků jejích zákazníků. Díky zakázkové
výrobě zákazník obdrží zařízení pro výrobu nebo montáž jeho produktu v potřebných
parametrech, které mu nejvíce vyhovují.
Služby nabízené společností
Společnost Krofian CZ nabízí svým zákazníkům velkou výhodu, kterou je záruční a
pozáruční servis po celou dobu životnosti vyrobeného stroje. Zákazník může kontaktovat

49
firmu na horké lince 24 hodin denně 7 dní v týdnu. Firma má k dispozici mobilní
vyškolený tým, který má přístup k běžným náhradním dílům. Servisní pobočky jsou dvě a
nacházejí se v Dobranově u České Lípy a v Brně. Aby však k takovým situacím
nedocházelo a firma Krofian CZ předcházela poruchám na jí dodaných strojích, provádí
pravidelné preventivní servisní prohlídky. V poslední řadě firma také nabízí online
diagnostiku, díky čemuž se významně zkrátí čas k vyřešení problému, neboť jakmile
zařízení oznámí chybu, je toto hlášení automaticky online zasláno servisnímu
technikovi. Servisní technik poté online přístupem provede detailní analýzu chyb a navrhne
opatření k odstranění příčin poruchy (Krofian CZ spol. s r. o., 2015).
4.2 Analýza procesů v podniku se zaměřením na obrobnu
Zakázková výroba si žádá individuální přístup, neboť by se měl podnik snažit vyhovět
všem požadavkům zákazníka, které jsou pro různé zakázky rozdílné. To se však poté musí
projevit i na výrobních procesech podniku, které by měly být flexibilní, přesné a
bezchybné, a to z důvodu dodržení lhůty splnění zakázky, ceny a určených podmínek.
Tato kapitola se zabývá analýzou procesů, které probíhají v obrobně firmy. Níže je však
nejprve popsán průběh realizace zakázky v rámci celé firmy pro lepší představení
procesních toků v obrobně, které jsou následně také charakterizovány.
4.2.1 Popis průběhu realizace zakázky ve firmě
Před analýzou a popisem výrobních procesů v obrobně podniku budou nejprve pro lepší
pochopení popsány procesní toky průběhu zakázky v celém podniku Krofian CZ.
Pozornost bude věnována pouze hlavním činnostem podniku, díky kterým se uskuteční
zadání a úspěšné realizování zakázky. Pomocí tzv. dráhového diagramu (v anglickém
jazyce známém pod různými jmény, například Swimlane Diagram) jsou přehledně a
vizuálně znázorněny toky procesů, které vzniknou během realizace zakázky. Na obrázku 6
jsou vytyčeny 4 hlavní fáze, do kterých se činnosti při realizaci zakázky dělí, dále také
jejich větvení, sled v čase i směry těchto procesních toků.

50
Obr. 6: Dráhový diagram průběhu realizace zakázky ve firmě – od zadání až po předání zakázky
(vlastní zpracování)
Celý proces realizování zakázky začíná u zákazníka, který kontaktuje firmu a začne s ní
vyjednávat o podmínkách zakázky. Nejdříve je spojen s obchodním oddělením v Brně,
které ho obeznámí s pravidly spolupráce, a zákazník vyřkne svá přání a požadavky ohledně
stroje/zařízení, které si chce nechat vyrobit. Současně se dále jedná s týmem pro
projektové řízení a konstrukci. Konstrukce navrhne stroj/zařízení co nejlépe podle přání a
požadavků zákazníka a společně v průběhu diskutují nad možnými funkcemi, vlastnostmi,
kvalitou, designem, cenou, atd. Konstruktéři při své práci používají program SolidWorks
(3D CAD systém pro navrhování strojů/zařízení) a elektro-projektanti využívají program
EPLAN (elektrotechnický software). Po dohodě a finálním zadání zakázky projektový
tým naplánuje všechny fáze projektu a společně se zákazníkem určí datum předání
zakázky. Přičemž hlavním nástrojem projektového řízení při určování jednotlivých fází je
Ganttův diagram6, dále také využívají Analýzu možného výskytu a vlivu vad (Failure
6 Ganttův diagram je druh pruhového diagramu, který se využívá při projektovém plánování pro
grafické znázornění časových údajů a posloupností jednotlivých činností (Pasch, 2011).

51
Mode and Effects Analysis, FMEA)7. Takto stanovené podmínky se sepíšou, uvedou se
potřebné náležitosti, firma nabídne doplňkové služby (například pozáruční servis) a
s obchodním oddělením se uzavře smlouva.
V další fázi realizování zakázky konstrukční oddělení vypracovává z detailního návrhu
stroje/zařízení i jednotlivé výkresy všech součástí a dílů, ze kterých se stroj/zařízení bude
skládat. Tato práce je rozdělena mezi devět konstruktérů, kteří postupně předávají hotové
výkresy do rukou výroby. Součásti navrženého stroje, které nejsou schopni sami vyrobit
(například bezpečnostní čidla), objednávají od dodavatelů, přičemž ve firmě Krofian CZ
využívají metodu JIT.
Před objednávkou u dodavatele mají však konstruktéři povinnost navštívit přes firemní
systém Navision8 malý sklad, který vznikl časem jako důsledek změn požadavků
zákazníků, kdy podnik již nestihl zakoupené zboží (součásti) vrátit dodavateli. Ve firmě
Krofian CZ existuje hodnotící systém, v němž za každou použitou položku ze skladu, která
je starší více než dva roky, dostane konstruktér bonusové body. Tímto systémem se podnik
snaží motivovat k redukci zásob ve skladě a tím tak přispívat ke snižování nákladů na
skladování a udržování zásob.
Pokud požadované součásti nejsou ve skladě k dispozici, komunikuje konstrukční oddělení
s oddělením nákupu opět přes firemní systém Navision a oddělení nákupu začne
vyjednávat s dodavateli potřebných součástí o jejich dodání. Rozhodujícími body ve
vyjednávání jsou především délka dodací lhůty a cena dodávky. Ve firemním systému je
obsažena databáze kontaktů na dodavatele společně s dalšími dodatečnými informacemi.
Některé dodavatele lze na základě časté spolupráce označit za hlavní dodavatele, takovým
7 FMEA je analytická metoda, jejímž účelem je určit místa možného vzniku vad v procesu. Tato
metoda odhaluje rizika již v rané fázi plánování (Weeden, 2015).
8 Navision je podnikový informační systém, určený pro řízení procesů, který umožňuje zajistit
podrobnější přehled o dění v podniku, dále automatizuje procesy spojené s financemi, obchodem,
marketingem, výrobou, sklady a zásobováním. Dnes už je známý pod názvem Microsoft Dynamics
NAV (Microsoft Dynamics NAV, 2013).

52
je například firma JAKUB a. s., velkoobchod elektromateriálu. V této fázi už také
konstrukční oddělení předává první výkresy potřebných dílů do výroby, konkrétně do
obrobny.
Mistr obrobny a jeho technolog na základě výkresů z konstrukčního oddělení společně
naplánují výrobu zadaných dílů a rozhodnou, které vyrobí sami a které díly získají přes
kooperace. Kooperace nedodává jen díly, které nemůže podnik sám vyrobit, někdy to
může být jen povrchová úprava již vyrobeného dílu podnikem, někdy pouze odkup
speciálního materiálu. Může se říci, že jak se postupně tvoří výkresy potřebných součástí a
dílů, tak probíhají procesy nákupu, kooperace a výroby. Vyrobené díly i díly získané přes
kooperace vždy projdou pod rukama mistra obrobny, který je pak po kontrole může uvolnit
do montáže, kde se vše zkompletuje i s nakoupenými položkami.
Postupně, jak se blíží konec projektu, se na montáži ze všech součástí smontuje celý
stroj/zařízení a přechází se do fáze zvané předpřejímka, ve které zákazník vyzkouší
stroj/zařízení, přičemž zkontroluje, zda došlo ke splnění jeho požadavků. Pokud se vše
zhodnotí pozitivně, proces pokračuje do konečné fáze, pokud je však reakce negativní a
zákazník žádá nápravy, proces se vrací zpět. Nápravnými kroky se poté zabývá jakékoliv
oddělení podniku, vždy záleží na specifických požadavcích zákazníka.
Finální přejímka obsahuje převoz a zapojení stroje/zařízení, proškolení obsluhy a předání
dokumentace. Ta se skládá z návodu k obsluze a údržbě stroje/zařízení, záručního listu,
seznamu náhradních a opotřebitelných dílů, výkresů sestav, elektro/pneu/hydraulických
schémat, BOZP, analýzy rizik a výchozí zálohy software. Stroje/zařízení musí také projít
shodou s požadavky předpisů Evropské unie (například bezpečnost, ochrana zdraví,
ochrana životního prostředí), tedy získají označení CE9 (European Commission).
Tímto proces realizace zakázky končí, zakázka je předána zákazníkovi. Nicméně
kontakt se zákazníkem se nepřerušuje, neboť firma Krofian CZ zabezpečuje preventivní
servis svým zákazníkům, a dokonce i pozáruční servis podle podmínek uzavřené
smlouvy. V případě poruchy stroje/zařízení podnik nabízí službu horké linky, kde zákazník
9 Označení stroje/zařízení značkou CE dává právo k volnému pohybu produktu v rámci zemí
Evropského hospodářského prostoru (Označení CE, 2016).

53
může ihned kontaktovat firmu o aktuálním stavu stroje/zařízení. Servisní technik může
začít provádět analýzu poruchy okamžitě přes online spojení, ale samozřejmě firma vyšle
také svůj mobilní servisní tým, který se o daný problém postará na místě. Společnost dále
umožňuje svým zákazníkům provést nadstavbu jejich strojů/zařízení, to už je však začátek
nového projektu.
4.2.2 Analýza procesů v obrobně
Případová studie diplomové práce je především zaměřena na obrobnu, ve které probíhá
výroba součástí a dílů do strojů/zařízení navržených konstrukčním oddělením. Následující
podrobný popis obrobny a okolních souvisejících pracovišť je nezbytný pro další průběh
diplomové práce, která se zabývá zlepšením procesů výroby v obrobně.
Popis procesních toků v obrobně
Prakticky obrobna spolu s dvěma přilehlými místnostmi (zámečnickou dílnou a kanceláří)
tvoří jádro výrobních procesů ve firmě Krofian CZ. V zámečnické dílně se řeže materiál
pro výrobu a nachází se zde také drobný sklad hutního materiálu. Tento sklad je označen
za drobný, protože je tvořen pouze zbytky z ořezaných materiálů.
Jak již bylo uvedeno, podnik preferuje metody zásobování JIT, kdy se přesně ví, jaký
materiál a kolik ho bude zapotřebí k uskutečnění zakázky. Po odebrání zboží od dodavatele
je tento materiál rozřezán a pokračuje dál do procesu výroby. Stává se tak tedy, že občas
zbývají jen malé odřezky, které se skladují v drobném skladu v zámečnické dílně. Podnik
využívá mnoho možností, jak položky na tomto skladě eliminovat. Pokud se nerozhodne
tento materiál nechat na další zakázku, tak se může pokusit vrátit zbylý materiál
dodavateli, nabídnout ho k prodeji či odkupu zaměstnancům, nebo zkusit odprodej kovu na
sběrném dvoře.
Druhou zmiňovanou místností je kancelář čtyř pracovníků (mistr obrobny, technolog
výroby, koordinátor kooperací, skladník), která je prodloužena o malý sklad nakoupených
součástek a dílů, které se kvůli změnám požadavků zákazníků nepoužily do původních
projektů. Na začátku výrobního procesu mistr obrobny obdrží od konstrukce první výkresy
dílů spolu s informacemi o materiálu, rozměrech atd. Společně s technologem výroby
plánují, jaké díly jsou schopni vyrobit sami, jaké díly posléze půjdou do kooperací na

54
úpravu povrchu materiálu a jaké díly musí zadat k výrobě kooperačním podnikům. Tuto
informaci předávají dále kolegovi, který jedná s kooperacemi.
Mistr obrobny s technologem rozdělují výrobu dílů tak, že převážné množství dílů je
vyrobeno samotným podnikem v obrobně a jen ty díly, které opravdu svou technikou
nezvládnou vyrobit, zadávají kooperacím. Vlastní výroba podniku ušetří čas a náklady,
také je více samostatný a pružnější. Svými zdroji podnik tedy u strojů/zařízeních
zabezpečuje mechanickou konstrukci, elektro projektování, výrobu dílů a součástí,
zámečnické práce, mechanickou montáž, elektro montáž včetně výroby elektro rozvaděčů
a programování. V kooperacích si naopak podnik sjednává některá tepelná zpracování,
povrchové úpravy, obrábění u velkých dílů, elekroerozivní obrábění a další speciální
technologie.
Technolog výroby ještě určuje podle podnikových norem čas potřebný k obrábění, a poté
mistr obrobny naplánuje směny a množství práce mezi jednotlivé pracovníky.
Pro znázornění vybraných procesů v obrobně byl použit tzv. špagetový diagram (Obr. 7),
který je vhodný pro zakreslení malosériové výroby s četnými operacemi (Svozilová, 2011).
Na schématu jsou znázorněny všechny zmiňované místnosti. V obrobně jsou navíc
zakresleny a postupně očíslovány na sebe navazující procesní toky. Barevné označení
procesních toků pouze slouží k zpřehlednění schématu. Jednotlivé procesy jsou vysvětleny
níže.

55
Obr. 7: Grafické znázornění obrobny s naznačením procesních toků (vlastní zpracování)
Na dílně nejprve dostanou povel k nařezání potřebných materiálů, které označené
patřičným číslem poté umístí do šedé poloviny regálu obrobny (fotografie Obr. 8) společně
s výkresem dílu, kde tyto nařezané kusy vyčkávají na obrábění (operace 1). Pracovní plány
jednotlivých pracovníků na každé směně tvoří mistr obrobny, který je skládá nejprve

56
z prioritních položek určených k okamžité výrobě, popřípadě z položek určených
k nápravě, a až po těchto položkách se plánují ty ostatní.
Pracovníci plní velmi dobře plán výroby (operace 2) a jsou za to náležitě odměněni, neboť
je na obrobně dobře nastaveno motivační odměňování za jejich efektivitu při práci. Každý
operátor je kvalifikovaný pro svou pracovní pozici a je také dobře zaučen do celého
výrobního procesu. Všichni operátoři jsou obeznámeni se značením výkresů, s procesními
toky během výroby, s pravidly BOZP i s firemními pravidly, které se týkají údržby strojů a
uklizeného pracovního místa. Operátoři během obrábění mohou použít firemní počítač,
který je přístupný pro všechny přímo v obrobně, kde se mohou ujistit o rozměrech
obrobku, pokud na výkresech chybějí či jsou nečitelné.
V další fázi procesu pracovníci umisťují již hotové obrobky opět na výše zmíněný regál
(fotografie Obr. 8), nyní však na žlutě označenou polovinu. Umístění hotových výrobků na
tomto regálu se liší podle toho, zda jejich výrobní proces již nepokračuje dále (operace
zelené 3a, 3b, 3c), nebo zda se naopak budou muset předat kooperacím kvůli povrchové
úpravě materiálu (operace modré 3a, 3b, 3c). Obrobky, které se ještě musí poslat
kooperacím, jsou dále tříděny podle činností, které je čekají, například eloxování, barvení,
kalení aj. Na tomto regálu mistr obrobny přehledně vidí, jak operátoři plní své úkoly.
Roztříděné obrobky dále pracovníci buď připraví na převoz do kooperací (operace 4a),
nebo již hotovými obrobky plní přepravky (operace 4b), které se nacházejí ve dvou dalších
regálech u stěny obrobny (ve schématu regály s označením R1 a R2). Do jaké přepravky
mají hotové obrobky vkládat, pracovníci poznají podle číselného označení zakázky, které
je jak na výkresu obrobku, tak i na dané přepravce. Pokud pracovník nahlédne do správně
označené přepravky, objeví tam seznam jednotlivých dílů a přidá díl k ostatním již
hotovým dílům do přepravky. Operátor stoprocentně zodpovídá za správnost a
nezmetkovost obrobeného dílu a mistr obrobny kontroluje hotové díly pouze namátkou,
proto pokud dojde k chybě při zpracování, většinou se to odhalí až při montáži. Hned vedle
těchto dvou regálů je prostor na dvě palety. Na první z nich se pokládají zásilky
připravených dílů, které budou pokračovat do kooperací na povrchovou úpravu materiálu
nebo jiné změny (operace 5). Na druhé paletě jsou díly, které se již vrátily zpět a mohou se
přidat k hotovým dílům (operace 6).

57
Pokud se vše zkompletuje v přepravkách a seznam je úplný, mohou se tyto díly přesunout
dál (operace 7). Díly se přichystají pro převzetí na montáž. Pokud však nejsou na montáži
tyto díly právě potřeba, jsou na chvilku uskladněny ve skladu připravených dílů, který se
nachází hned vedle obrobny. Jednotlivé díly jsou seskupeny do sáčků se štítkem a vše
koresponduje i s údaji ve firemním systému. Jakmile si montáž vyžádá potřebné díly, vidí
ve firemním systému, že jsou již připraveny, a stačí sepsat pouze předávací formulář pro
montáž a následně žádané díly vyzvednout. Tento sklad se tedy využívá jen během
realizace zakázky, lze jej také nazvat dočasným skladem.
Pokud se na montáži zjistí, že některý díl nepasuje tak, jak by měl, je požadována náprava
a musí být vypsán dokument nazvaný „Neshoda“. Obrobna tento dokument společně
s vadným dílem převezme a naplánuje nápravu. Důležitý je zde odhad času, aby se podnik
ujistil, že to neohrozí dodací lhůtu zakázky. Pokud se díl musí vrátit až na oddělení
konstrukce, je nutné pak počítat i se všemi následujícími kroky prováděnými v rámci
konstrukce, obrobny, montáže. Podnik vždy řeší tyto nápravy prioritně, aby celý proces
proběhl co nejrychleji a nedošlo k prodloužení dodací lhůty zakázky.
Průběh zakázek v číslech
Od okamžiku předání prvního výkresu konstrukce do rukou pracovníků obrobny, se jedná
o kontinuální proces. Obrobna totiž nečeká, až konstrukce předá všechny potřebné
výkresy dílů najednou, ale výroba těchto dílů probíhá postupně. Z důvodu úspory času
začne tedy podnik prvními výkresy a postupně přijímá další, tedy i výroba kontinuálně
vyrábí další díly, v průběhu toho se neustále zadávají nové zakázky kooperacím a také
oddělení nákupu dokupuje další potřebné součástky. Přibližný počet dílů, které se musí
vyrobit během jedné běžné zakázky, je cca 80 položek násobeno potřebnými kusy každé
položky. Dohromady to je kolem 250 kusů dílů potřebných k uskutečnění jedné běžné
zakázky, které jsou buď vyrobeny v podniku, nebo je jejich výroba zadána kooperacím.
Při tomto kontinuálním procesu je velmi důležitá komunikace mezi jednotlivými
odděleními, aby během procesu nenastal zmatek. Komunikace probíhá přes firemní systém
Navision a dále také na týdenních schůzkách s vrcholovým managementem, kde se schází
vedoucí všech oddělení (projektové řízení, nákup, obrobna, kooperace, montáž) a společně
diskutují nad průběhem celého projektu. Běžná zakázka probíhá přes výrobu, kooperaci i
nákup, než se dají dohromady všechny potřebné díly, většinou v časovém rozmezí 3 – 4
58
týdnů. Během toho již probíhá montáž, ale ve finální podobě je stroj/zařízení představen
ještě až po 2 – 3 týdnech montáže a testování. Obecně se může uvést, že potřebná doba
k uskutečnění výroby běžné zakázky je 1 až 2 měsíce od schválení návrhu stroje/zařízení.
Kapacita firmy Krofian CZ je taková, že firma je schopna realizovat cca 3 zakázky
najednou. Celkové dodací lhůty i se započítáním času pro zpracování nabídky jsou pro
malé projekty do 10 týdnů, střední projekty do 14 týdnů a velké projekty v rozsahu
4 – 6 měsíců. Konkrétní lhůta dodání závisí především na aktuální vytíženosti podniku,
přístupnosti 3D modelů od zákazníka, dodacích lhůtách speciálních nakupovaných
součástí, délce testovací činnosti před odesláním a celkové komplikovanosti technologie.
Charakteristika obrobny
Největší a hlavní místností je tedy obrobna, kde se odehrávají veškeré obráběcí procesy.
Roku 2009 podnik zakoupil nový stroj a dále během let navázal na třísměnný provoz po 8
hodinách práce jak u frézek, tak u soustruhu. Na začátku roku 2015 byl stav strojů
v obrobně následující: jeden soustruh, frézka CNC 40 a frézka Hardinge, na kterých se
střídalo 6 pracovníků. Podnik měl v plánu během roku 2015 rozšířit výrobu o další tři
stroje a zakoupit dva soustruhy spolu s jednou frézkou. Diplomová práce se však bude
zabývat stavem před touto změnou.
Typologie výrobního procesu firmy Krofian CZ již byla nastíněna v teoretické části
diplomové práce, a to konkrétně v kapitole 3. Výroba v obrobně podniku byla označena za
přerušovanou, dílenskou a kusovou, respektive zakázkovou výrobu. Na charakteristiky
obrobny se lze podívat i ze strany použití výrobních jednotek, přičemž lze tuto výrobu
označit jako jednostupňovou. Dále může být výrobní proces obrobny označen z hlediska
využití výrobní techniky za výrobu strojní, dokonce částečně automatizovanou, protože
jeden ze strojů podniku je CNC obráběcí stroj. Tyto stroje jsou moderní počítačově řízené
obráběcí stroje (CNC, v anglickém jazyce znamená Computer Numeric Control), které
jsou obsluhovány programovanými příkazy (Štulpa, 2015).

59
4.3 Identifikace kritických míst
K identifikování kritických míst ve vybraných procesech firmy Krofian CZ se využije
nástrojů metodologie Lean, za pomoci kterých se docílí základních principů štíhlé výroby a
budou tím tak optimalizovány dané procesy v podniku.
4.3.1 Výsledky analýzy
Pomocí nástroje analýzy procesních toků v obrobně se ukázalo, že jedinou činností, která
není hodnototvorná pro zákazníka, je oprava dílu, který nebyl správně zkonstruován či
obroben. Tento krok zpět může ohrozit dodací lhůtu zakázky a samozřejmě zvyšuje
náklady. Při hlubším pozorování a analyzování procesních toků z pohledu času a nákladů
si autorka všimla, že výroba některých dílů nebo zadání činností kooperacím kvůli
některým dílům se v průběhu realizování zakázky opakuje. Je to dáno tím, že
konstrukce výkresy potřebných dílů vydává postupně a obrobna, aby ušetřila čas, začne
tyto díly vyrábět. Poté se však stává, že navržený stroj/zařízení je tvořen stejnými díly
v různých jeho částech, a tyto díly přijdou na obrobnu postupně právě tak, jak jsou výkresy
vyhotoveny. Kde je ukrytý problém? Tento proces není optimalizovaný zejména v tom, že
vyjednávající síla při více kusech dílů u kooperací by byla větší a podnik by mohl získat
množstevní slevu. Snížily by se náklady spojené s dopravou při zaslání všech dílů
současně. Ale i výroba všech dílů najednou by byla efektivnější, neboť pracovník by měl
již od prvního dílu nastaven správně nástroj na stroji, který by použil pro výrobu
jednotlivých dílů. Zkrátil by se čas výroby těchto dílů, operátor by měl snazší práci a
nemusel by na začátku výroby každého dílu měnit nastavení nástroje na stroji.
Další dva principy metodologie Lean, kterými jsou tvorba hodnoty z pohledu zákazníka a
zaměření se na požadavky a potřeby zákazníka, jsou v obrobně podniku stoprocentně
dodrženy. Díky nástroji princip tahu podnik využívá přesných informací o času dodání a
velikosti zakázky aj., které si sám zákazník navolí. Tento nástroj podnik využívá nejvíce ke
svému prospěchu, neboť umí určit přesné množství zásob pro výrobu, žádný produkt
nezůstane neprodaný na skladě a redukuje tak maximálně náklady na skladování, ale čerpá
z toho i jiné výhody. Největší výhodou zakázkové výroby je tedy, že do výroby pluje
pouze takové množství zásob, které se veškeré využije a zhodnotí.

60
Zda je v podniku zastoupen princip dokonalosti, bylo zjišťováno pomocí nástroje 5S, který
se zaměřuje především na organizovanost výroby. Při pozorování a analyzování výrobních
procesů obrobny podniku bylo zapotřebí se zaměřit i na samotný prostor obrobny, zda je
vše logicky uspořádáno a také zda někdy nedochází ke zbytečnému plýtvání. Nástroj 5S
využívá pěti jednoduchých činností, které pomáhají podniku redukovat některé druhy
plýtvání. První z činností je třídění, která v obrobně firmy již proběhla, neboť je vše na
pracovišti v úplném pořádku. Na pracovišti se nachází jen věci, které úzce souvisejí
s výrobou, například u každého stroje je sada přesně daných nástrojů, operátoři mají
k dispozici úložné skříňky pro své osobní věci, aby nic nebránilo výrobě a nedocházelo
k jakémukoliv druhu plýtvání. Činnost umisťování je v prostorách obrobny také viditelně
zastoupena. Materiál, nedokončená výroba i hotové obrobky mají svá určená místa, která
jsou v blízkosti operátorů, a nedochází tedy k plýtvání, kterým jsou například zbytečné
pohyby či přemisťování. Všechny nástroje mají své označené místo, takže se nemůže stát,
že by operátor nemohl najít potřebný nástroj. Nechybí zde ani držáky na láhve
u pracovních stolů či označené držáky pro hlavice nástrojů. Třetí činnost úklid slouží
k udržení předešlých dvou činností a i tato činnost je v obrobně zavedena. Operátoři na
konci své směny mají povinnost důkladně uklidit jak stroj, tak své pracoviště a připravit ho
na další směnu. Nástroje pro úklid mají své místo, jsou všem dostupné a jasně označené.
V obrobně firmy Krofian CZ se myslí i na životní prostředí, a to tím, že třídí odpad. Jak
uživatelský, kterým se myslí papír, sklo, plasty, tak třídí i kovové piliny podle materiálu,
ze kterého vznikly. Na papír, sklo, plasty a běžný odpad mají obvyklé odpadkové koše.
Kovové piliny však třídí do přepravek, které stojí na paletách, protože v tomto odpadu jsou
i zbytky chemické emulze, která se používá při obrábění pro ochlazování, a tato emulze
musí ještě odtéci pryč. Mistr obrobny dohlíží na to, aby stanovená pravidla a praktiky byly
dodržovány a touto standardizací se bezpochyby udrží princip dokonalosti, a to právě
díky nástroji 5S.
Na obrázku 8 je ukázka fotografií z obrobny firmy, kde na levé fotografii je znázorněno
třídění odpadu v obrobně. Na pravé fotografii je rozeznatelné značení regálu. Šedá
polovina regálu je určena pro nařezaný materiál připravený k výrobě, žlutá polovina regálu
je naopak vymezena pro hotové obrobky čekající na kontrolu a modré boxy na regálu jsou
pro hotové obrobky, které budou pokračovat na povrchovou úpravu materiálu do

61
kooperací. Jednotlivé boxy se liší podle povrchové úpravy, která obrobky čeká, a jsou
jednoduše označeny, například jako „nitrid, elox, černění, kalení, barevné kovy, drát“.
Obr. 8: Ukázka třídění odpadu v obrobně (nalevo), umisťování připraveného materiálu a hotových
obrobků do regálu (napravo), (obrobna firmy, vlastní zpracování)
Posledním ze základních principů štíhlého myšlení je eliminace plýtvání. Z analýzy
procesních toků je poznat, že podnik již koná praktiky tak, aby se některým druhům
plýtvání vyhnul, nicméně se ještě některá počínání mohou označit za plýtvání a podnik by
se je měl snažit redukovat. Prvním druhem plýtvání je čekání, které je ve firmě
minimalizováno tím, že proces výroby probíhá kontinuálně a také z větší části paralelně
s konstrukcí i s montáží. K čekání však dochází v případě chybného obrobku, poté hrozí
nedodržení smluveného data pro předání zakázky. S nadvýrobou se v podniku se
zakázkovou výrobou nelze setkat. Plýtvání způsobené přepracováváním souvisí právě se
zmetkovostí obrobků při výrobě či s chybami konstrukce, které je spojeno se zdlouhavým
procesem nápravy. Ke zbytečným pohybům a přemisťování v obrobně dochází velmi
zřídka. Jediné, co lze vytknout, je nevýrazné označení přepravek pro hotové obrobky,
přičemž kvůli tomu se pracovníci špatně orientují mezi jednotlivými přepravkami a
dochází ke ztrátě času a zbytečnému pohybu mezi regály, než pracovníci naleznou
přepravku s tím daným označením podle čísla zakázek. Další druh plýtvání, kterým je
zpracovávání, z velké části souvisí s lidským faktorem, neboť i zkušený operátor výroby
může udělat chybu. Z tohoto důvodu by se měl každý operátor obrobny soustředit na svou

62
práci, která vychází ze standardizovaných postupů, a tím se docílí omezení daného druhu
plýtvání. Jak bylo výše naznačeno, firma Krofian CZ nestojí o žádné zásoby a skladuje jen
položky, které zbyly z výroby nebo které jsou skladovány jen dočasně. Podnik si je vědom,
že skladování je jeden z nejhorších druhů plýtvání a snaží se ho aktivně snižovat.
Posledním druhem plýtvání je intelekt, který se v obrobně nevyskytuje, neboť všechny
činnosti v procesních tocích provádějí pracovníci se správnou úrovní kvalifikace.
Pro optimalizování výrobních procesů se však může využít i mnohem více nástrojů
používaných metodologií Lean. Jeden z dalších je například nástroj urychlená
transformace činností. Tento nástroj slouží k identifikování činností, kterým by se mohl
zkrátit jejich průběh, aniž by se snížila kvalita prováděné práce. Díky tomuto nástroji se ve
výrobním procesu obrobny přišlo na zkrácení času přípravy a správného nastavení
obráběcího nástroje. Technolog výroby přišel s nápadem, který usnadní operátorům výroby
práci s nastavováním obráběcích nástrojů. Během směny má každý pracovník jiný plán
výroby a vždy před začátkem výroby každého obrobku musí správně naprogramovat stroj,
který bude používat. S tím souvisí i zapsání přesných rozměrů nástrojů do programu stroje.
Technolog sám zhotovil tzv. předseřizovací měřící desku, což je kalibrační přístroj pro
rychlejší a přesnější nastavení rozměrů obrobků a nástrojů, které použijí k obrábění. Tato
pomůcka umožní operátorům předpřipravit si délkovou i průměrnou korekci nástroje.
Technolog uvádí, že použitím této desky na obrobně uspoří 40 hodin měsíčně a tento
ušetřený čas mohou využít pro další hodnototvorné činnosti. Ukázka tohoto přístroje, který
byl již aplikovaný do výrobního procesu obrobny, je na obrázku 9.

63
Obr. 9: Předseřizovací měřící deska (obrobna firmy, vlastní zpracování)
4.3.2 Shrnutí a ohodnocení kritických míst
Z výsledků analýzy je zřejmé, že ne vždy jsou principy štíhlého myšlení, které vedou
k optimalizaci procesů, stoprocentně dodržovány. Díky nástrojům metodologie Lean je
možné poukázat na některé nedostatky, které brání optimalizování. Autorka se spolu
s mistrem obrobny zaměřila na závažnost zjištěných kritických míst a společně je
ohodnotili podle toho, jaký dopad mají na procesní toky v obrobně.
Byla vytvořena škálová stupnice od 0 – 4 bodů (Tab. 4), která ohodnotí každý problém
podle toho, jak závažné následky přináší do procesů obrobny.
Tab. 4: Škálová stupnice
0 bodů 1 bod 2 body 3 body 4 body
Žádný problém Nepatrný
problém Mírný problém Závažný problém
Velmi závažný
problém
Zdroj: vlastní zpracování.
Při hodnocení závažnosti daných jevů pro chod obrobny se také přihlíželo k počtu
výskytu těchto jevů, zda se vyskytují pravidelně a jsou na denním pořádku v každé směně,
nebo zda se vyskytují pouze příležitostně.
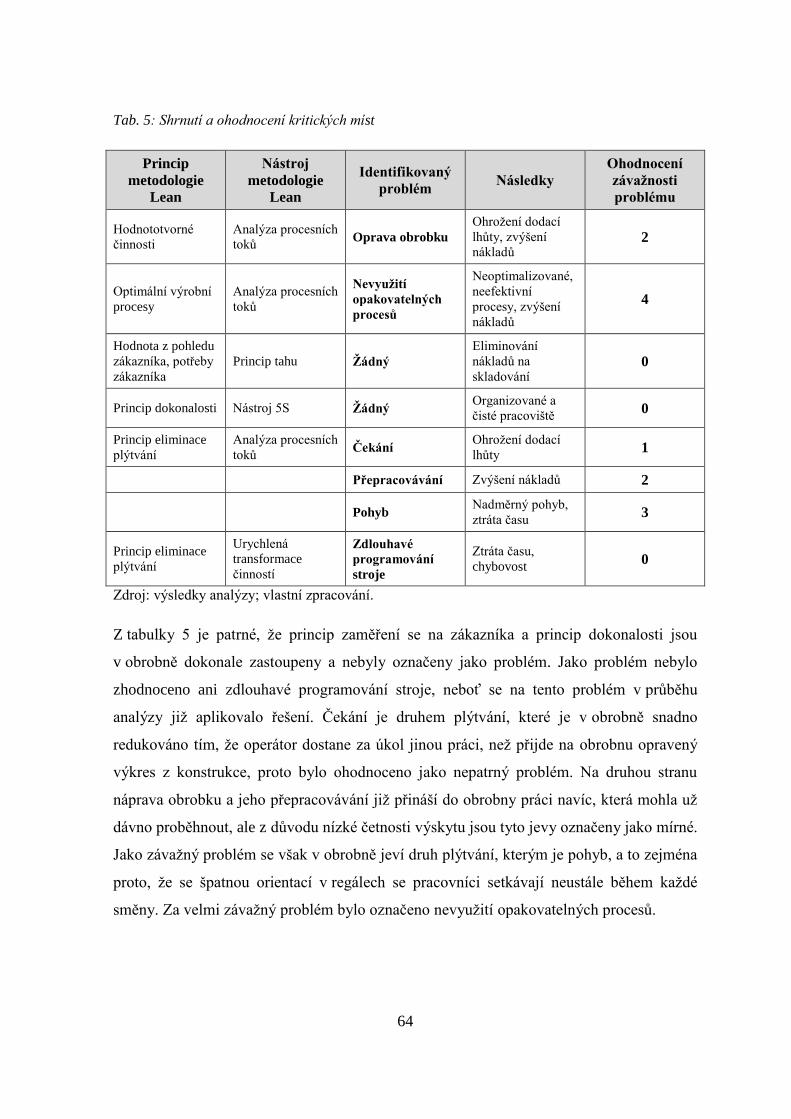
64
Tab. 5: Shrnutí a ohodnocení kritických míst
Princip
metodologie
Lean
Nástroj
metodologie
Lean
Identifikovaný
problém Následky
Ohodnocení
závažnosti
problému
Hodnototvorné
činnosti
Analýza procesních
toků Oprava obrobku
Ohrožení dodací
lhůty, zvýšení
nákladů 2
Optimální výrobní
procesy
Analýza procesních
toků
Nevyužití
opakovatelných
procesů
Neoptimalizované,
neefektivní
procesy, zvýšení
nákladů
4
Hodnota z pohledu
zákazníka, potřeby
zákazníka
Princip tahu Žádný
Eliminování
nákladů na
skladování 0
Princip dokonalosti Nástroj 5S Žádný Organizované a
čisté pracoviště 0
Princip eliminace
plýtvání
Analýza procesních
toků Čekání
Ohrožení dodací
lhůty 1
Přepracovávání Zvýšení nákladů 2
Pohyb Nadměrný pohyb,
ztráta času 3
Princip eliminace
plýtvání
Urychlená
transformace
činností
Zdlouhavé
programování
stroje
Ztráta času,
chybovost 0
Zdroj: výsledky analýzy; vlastní zpracování.
Z tabulky 5 je patrné, že princip zaměření se na zákazníka a princip dokonalosti jsou
v obrobně dokonale zastoupeny a nebyly označeny jako problém. Jako problém nebylo
zhodnoceno ani zdlouhavé programování stroje, neboť se na tento problém v průběhu
analýzy již aplikovalo řešení. Čekání je druhem plýtvání, které je v obrobně snadno
redukováno tím, že operátor dostane za úkol jinou práci, než přijde na obrobnu opravený
výkres z konstrukce, proto bylo ohodnoceno jako nepatrný problém. Na druhou stranu
náprava obrobku a jeho přepracovávání již přináší do obrobny práci navíc, která mohla už
dávno proběhnout, ale z důvodu nízké četnosti výskytu jsou tyto jevy označeny jako mírné.
Jako závažný problém se však v obrobně jeví druh plýtvání, kterým je pohyb, a to zejména
proto, že se špatnou orientací v regálech se pracovníci setkávají neustále během každé
směny. Za velmi závažný problém bylo označeno nevyužití opakovatelných procesů.

65
Obr. 10: Paretův diagram kritických jevů v obrobně (vlastní zpracování)
Po zahrnutí tohoto bodového ohodnocení do Paretova diagramu (Obr. 10) je patrné, že
zlepšovatelské iniciativy by se měly postupně zaměřit na kritické jevy znázorněné v levé
části horizontální osy grafu, které byly označeny za více závažné než ty ostatní, a to nejen
kvůli závažnosti dopadů na procesy obrobny, ale také kvůli opakovatelnosti jednotlivých
jevů. Proto budou v další části případové studie firmy Krofian CZ navržena možná
zlepšení právě pro kritické jevy nevyužití opakovatelných procesů a zbytečný pohyb.
4.4 Návrhy optimalizačních opatření
Před samotnými návrhy pro zlepšení budou výše určené problémy hlouběji definovány
měřením a detailním popisem, aby se poté mohlo prokázat dané zlepšení. Kromě toho
budou také charakterizovány potenciální příčiny těchto dvou kritických jevů, na které bude
především zaměřeno kvůli jejich odstranění. Dále společně s návrhy optimalizačních
opatření budou nabídnuty i možné kroky pro aplikování a souhrn pozitiv, která by daná
opatření mohla do vybraných procesů obrobny přinést.

66
4.4.1 Zbytečný pohyb jako druh plýtvání
Zbytečný pohyb byl v obrobně označen za závažný problém, neboť se s ním pracovníci
setkávají několikrát během směny, každý den.
Detailní definování problému
Jedná se o dva regály umístěné u stěny obrobny, které slouží ke kompletování hotových
obrobků. Regály nejsou nijak obrovské, jsou tvořeny přepravkami, které jsou naskládány
vedle sebe v pěti sloupcích a pod sebou v deseti řadách. Každá přepravka má vpředu
plastový štítek, kam se zasouvá papírová cedulka, na které je zaznamenáno číselné
označení zakázky. Hotové obrobky se umisťují do vybraných přepravek podle toho, do
které zakázky patří. Označení jednotlivých zakázek na štítkách přepravek tedy souhlasí
s číselným označením zakázky na výkresu obrobku. Toto číselné označení není lehce
zapamatovatelné a je snadno zaměnitelné s dalšími označeními, neboť jedna zakázka se
rozděluje na několik celků, které se musí zkompletovat, a označení těchto celků se liší
pouze konečnými číslicemi. Označování přepravek papírovými cedulkami nemá žádný řád,
podmínkou je jen nesloučit dva rozdílné celky zakázek dohromady. To znamená, že se
většinou označí první volná přepravka, která pracovníkovi přijde na oči. Hledání správně
označené přepravky může být poté zdlouhavé a je spojeno s nadbytečným pohybem,
přičemž pracovník musí projít a prohlédnout všechny sloupce a řady regálů, než nalezne to
správné označení a tedy přepravku, do které vloží hotový obrobek. Nejedná se o velké
zdržení, řádově to je pouze pár minut, může se uvést 1 – 3 minuty pro nalezení správné
přepravky. Problém je tudíž zejména ve špatné orientaci mezi jedním stem přepravek a
nedosažení rychlého nalezení té správné přepravky, označené štítkem s číslem zakázky,
do které hotový obrobek patří.
Příčiny kritického jevu
Potenciální příčiny definovaného kritického jevu jsou především neexistence přehledného
označení regálů a takzvaného průvodce pro snadné orientování se mezi jednotlivými
přepravkami, ale i způsob skladování, kterým je tzv. chaotický sklad10
.
10 Chaotický způsob skladování se vyznačuje tím, že pro jednotlivé položky nejsou pevně
stanovená místa umístění.

67
Návrh optimalizačního řešení
Po detailním definování kritického jevu a určení potenciálních příčin je zřejmé, že
opatřením pro zlepšení tohoto procesu bude označení regálů společně s vytvořením
tabulky pro přehledné znázornění umístění jednotlivých zakázek do přepravek. Chaotický
způsob skladování v těchto dvou regálech bude zachován, ale nutným doplňkem tohoto
způsobu skladování bude právě přehledné znázornění.
Z tohoto důvodu bylo navrženo praktické označení regálů i s tabulkou pro přehledné
znázornění zakázek. Zprvu se určil regál číslo 1 a regál číslo 2. Na obou regálech se poté
označily jednotlivé sloupce písmeny abecedy a jednotlivé řady čísly. Takto definované
sloupce i řady se převedly do tabulky pro regál číslo 1 i pro regál číslo 2. Z toho vyplývá,
že pokud bude vybrána náhodná přepravka pro hotové obrobky a bude pojmenována
číselným označením zakázky jako doposud, pracovník určí její umístění, například 1/5 - B.
Což znamená, že umístění této přepravky bude jasně stanovené a proto se toto umístění
může označit i v tabulce, která se bude nacházet na boku regálu. Pracovník, který půjde
uložit hotový obrobek do přepravky, se bude orientovat nejprve v tabulce, kde na malém
prostoru přímo před sebou velmi rychle nalezne číselné označení zakázky, a poté lehce
rozezná hledanou přepravku, neboť ji najde v regálu číslo 1, v páté řadě, ve sloupci B.
Aplikování návrhu
Přepravky jsou vybaveny plastovými štítky, kam se vkládají papírové cedulky s názvy, a to
z důvodu častého měnění zakázek, a tudíž i názvů přepravek. Proto bylo doporučeno
vytvoření tabulky právě z těchto plastových štítků, kde poté stačí jen vytvořit dvě papírové
cedulky s názvem zakázky, přičemž se jedna zasune do plastového štítku přepravky a
druhá do správného označení v tabulce, podle toho, kde se přepravka nachází. Nebude se
muset tedy pokaždé tisknout nová tabulka, která se nebude muset neustále přepisovat.
Tabulka s plastovými štítky bude přehledným a rychlým znázorněním organizace zakázek
v regálech.
Jednotlivá označení pro písmena a čísla se po změření regálů vytvořila pomocí programu
Microsoft Excel a po vytisknutí se nechala zalaminovat. Na povrch regálů byla přichycena
pomocí oboustranné izolepy. Plastové štítky se nařezaly z obalů na vizitky, také se polepily
oboustrannou izolepou a byly nalepeny na bok regálu číslo 1. Výsledné označení regálů a
zhotovená tabulka z plastových štítků jsou pro představu znázorněny na obrázku 11.

68
Obr. 11: Fotografie regálů během změny: regál č. 2 před změnou (vlevo), tabulka z plastových
štítků (uprostřed), označený regál č. 1 společně s již používanou tabulkou (vpravo), (obrobna
firmy, vlastní zpracování)
Aplikace tohoto opatření byla velice snadná a bezpochyby přispěla k zpřehlednění regálů,
usnadnění práce i k úspoře času. Celkové zhodnocení realizace návrhu a jeho přínosy jsou
podrobně popsány v kapitole 4.5.1.
4.4.2 Nevyužití opakovatelných procesů jako neefektivnost ve výrobě
Druhým problémem, na který zde bude zaměřena pozornost a který byl klasifikován jako
velmi závažný, je nevyužití opakovatelných procesů.
Detailní definování problému
Nevyužití opakovatelných procesů vzniká zejména kvůli plynulému průběhu toku mezi
konstrukcí a obrobnou. Je to tak především proto, aby se ušetřil čas, aby obrobna zbytečně
nestála a nečekala na všechny vyhotovené výkresy. Běžně se stává, že některé díly
navrženého stroje/zařízení jsou stejné a potřebuje se vyrobit více kusů, a proto tedy nastane
situace, kdy se určitý výrobní proces musí několikrát během zakázky opakovat. Zde

69
nejde pouze o výrobní procesy, které se opakují, také některé díly potřebují stejnou
povrchovou úpravu, která se domlouvá u kooperací. U spolupráce s kooperacemi se tento
jev může mírně regulovat tím, že by se to mohlo plánovat po delších časových intervalech.
Mohlo by se vyčkat například na vyrobené díly nastřádané po jednom týdnu do boxů podle
toho, jaká úprava je na jejich povrch vyžadována, a teprve poté je zaslat do předem
smluvených kooperací. Poslání více kusů najednou by bylo pro podnik výhodnější zejména
v nákladech na dopravu. Podnik by mohl získat množstevní slevu, protože i pro samotné
kooperace je jistě nákladově efektivnější zpracovat více dílů najednou, než každý
jednotlivě, postupně za sebou v rámci čtyř týdnů. Jelikož se firma snaží toto provádět
podobným způsobem, tak se návrh optimalizačního opatření spíše zaměří právě na výrobu
v obrobně. Co se týče výroby potřebných dílů, která se opakuje a není využita efektivita
této opakovatelnosti, tak jde o komplikovanější plánování, které není snadno
proveditelné, aniž by se nezasekla výroba v obrobně. Přesto by bylo pro podnik výhodnější
se pokusit využít této opakovatelnosti procesů ve výrobě, protože by to bezpochyby
přineslo několik pozitiv.
Příčiny kritického jevu
Pro hlubší určení potenciálních příčin bude pro tento problém použit nástroj Ishikawův
diagram, který pomůže odhalit možné příčiny kritického jevu v šesti okruzích, které jsou
známy pod zkratkou 6M. Pro větší přehlednost nebude však použito normálního zobrazení
tzv. rybí kosti, nýbrž se jednotlivé potenciální příčiny zapíší do tabulky 6, přičemž první
sloupec obsahuje šest známých okruhů příčin, v kterých se budou hledat hlubší příčiny
problému, a poslední sloupec představuje hlavu rybí kosti, do kterého je zapsán
analyzovaný problém.

70
Tab. 6: Určení potenciálních příčin nevyužití opakovatelných procesů ve výrobě
Měření
Není jasně viditelné, jakou neefektivitu způsobuje nevyužívání
opakovatelných procesů ve výrobě, neboť se neprovedlo
měření délky trvání výroby za situace, kdy by se využila
návaznost opakovatelných procesů ve výrobě.
Nevyužití
opakovatelných
procesů ve
výrobě
Materiál Málo připraveného materiálu pro výrobu stejných dílů
najednou.
Metoda Kvůli ušetření času dochází k neefektivnímu nastavení tohoto
procesního toku mezi konstrukcí a obrobnou.
Management
Při zhotovování výkresů vázne komunikace mezi konstrukcí a
obrobnou o tom, že některé díly či povrchové úpravy materiálu
se budou opakovat.
Muž
Pracovník si nepamatuje, že stejný díl již vyráběl, a nevyužije
tak naprogramovaného nastavení stroje z minula.
Pracovník si pamatuje, že stejný díl již vyráběl, ale nechce se
zdržovat hledáním naprogramovaného nastavení stroje
z minula a kontrolovat, zda je opravdu shodné, aby to mohl
použít.
Mašina Dříve použité programování nastavení stroje se ztrácí mezi
všemi již použitými a hledání toho potřebného trvá dlouho.
Zdroj: vlastní zpracování.
Po zamyšlení se nad jednotlivými příčinami v těchto šesti hlavních okruzích se ukázalo, že
několik příčin se týká právě nepoužívání velice praktické funkce u obráběcích strojů.
Problém by mohl být řešitelným, pokud by se dalo využít jejich paměti pro ukládání
naprogramovaného nastavení pro výrobu konkrétních obrobků. Pokud se díky tomu zlepší
metoda spolupráce či komunikace mezi konstrukcí a obrobnou, vyřeší se tím i další
příčiny, které měly doposud záporný efekt na daný jev. Užitek v tomto procesu by mohlo
přinést také měření, které by se použilo pro porovnání stavu před změnou a po změně.
Výsledek měření by byl podnětem pro pokračování ve zlepšení vybraného procesu. Co se
týče nedostatku materiálu, lze to označit za zanedbatelnou příčinu, která je snadno řešitelná
včasným naplánováním výroby a prakticky nastává jen zřídka.

71
Návrh optimalizačního řešení
Po nastínění možného řešení daného problému pomocí využití paměti strojů mistr obrobny
nebyl skeptický, aby však nešlo jen o teoretické spekulace, muselo se to nejprve
konzultovat s pracovníkem oddělení konstrukce, ale také s operátorem výroby, který dané
stroje obsluhuje.
Po konzultaci s příslušnými pracovníky, kteří zmínili velice praktické skutečnosti, se začal
formulovat návrh pro optimalizační opatření daného problému. Jak ze strany konstrukce,
tak ze strany obrobny vyšlo najevo, že by nechtěly zasahovat do procesního toku jako
takového. Rozhodlo se tedy, že obrobna bude dále kontinuálně v průběhu zakázky přijímat
výkresy od konstrukce jako doposud a nebude čekat až na vyhotovení všech potřebných
dílů, neboť u zakázkové výroby se opravdu soupeří s časem a dodací lhůta zakázky musí
být dodržena. Bylo však odsouhlaseno, že se musí zlepšit komunikace mezi těmito
odděleními, a to hlavně kvůli informacím o opakujících se dílech a součástí. Zalíbilo se
využití paměti obráběcích strojů a ušetření tak času potřebného pro programování,
respektive i pro průběh celé výroby u těchto opakujících se dílů, ale také úspora energie a
usnadnění práce samotným operátorům výroby. Jak už bylo výše zmíněno, možná příčina,
kterou je nedostatek materiálu pro výrobu, je zanedbatelná, neboť je snadno řešitelná a se
správným naplánováním potřebného materiálu tato příčina problému zaniká.
Návrh optimalizačního opatření tohoto problému tedy zní:
Vytřídit ty opakující se díly a součásti, které se opakují nejen v rámci jedné zakázky, ale
ještě lépe i v různých zakázkách. Bezchybně nastavit jejich naprogramování výroby do
paměti strojů a uložit je do takzvané knihovny standardizovaných dílů. Výkresy těchto
standardizovaných dílů označit nepřehlédnutelným názvem, aby každý operátor výroby
věděl, že se jedná o opakující se díl ve výrobě a že jeho nastavení programu výroby již
nalezne v knihovně standardizovaných dílů. Tato knihovna standardizovaných dílů bude
v paměti stroje uložena, přehledně označena a bude v ní snadné nalézt konkrétní díl určený
k výrobě.
Aplikování návrhu
Návrh řešení byl shledán uskutečnitelným, avšak postup při aplikování návrhu přinesl další
okolnosti, které bylo zapotřebí zajistit, aby se toto optimalizační opatření stalo opravdu

72
užitečným a přineslo slibovaná pozitiva. Nicméně ke skutečné aplikaci návrhu v obrobně
firmy nedošlo, na druhé straně to bylo označeno za zajímavé řešení, které by se
v budoucnu mohlo zavést.
Prvním krokem byla spolupráce s pracovníkem oddělení konstrukce, který z databáze
výkresů vyhodnotil deset nejpoužívanějších dílů při konstruování strojů či zařízení. Tyto
díly nejenže se vyskytují pravidelně ve více kusech v jedné zakázce, ale jsou také zapotřebí
i k výrobě dalších zakázek, proto se mohou označit za tzv. standardizované díly. Vybralo
se pouze deset dílů, neboť aplikování popsaného návrhu řešení má být především pro
zjištění, zda by tato cesta optimalizace vybraných procesů v obrobně prospěla. Pro těchto
deset vybraných dílů se muselo vymyslet nepřehlédnutelné označení na výkresy, aby si
každý operátor výroby včas uvědomil, že dostal za úkol vyrobit právě standardizovaný díl,
jehož výroba by byla již naprogramovaná a uložena v paměti stroje. Označení výkresů
těchto standardizovaných dílů bylo navrženo velice prakticky (viz razítko výkresu na
obrázku 12). Razítku výkresu by dominoval nápis „STANDARDIZOVANÝ DÍL“.
Jednotlivé standardizované díly byly očíslovány od 1 do 10 a toto očíslování by mělo být
stejné jak pro výkresy standardizovaných dílů, tak i pro názvy uložených programů výroby
standardizovaných dílů. Dalším významným krokem při aplikování daného návrhu by bylo
také obeznámit všechny konstruktéry s tímto návrhem, aby se co nejrychleji ujal v praxi a
docílilo se skutečnosti, že i v zakázkové výrobě lze využít opakujících se dílů ve výrobě.
Přesným vysvětlením a zaučením pracovníků konstrukce by se poté měly vždy použít
upravené výkresy pro těchto deset standardizovaných dílů a správně je očíslovat podle
jednotného seznamu, který by se měl shodovat s očíslováním programů výroby
jednotlivých dílů v knihovně.

73
Obr. 12: Ukázka razítka výkresu standardizovaného dílu (navrženo pracovníkem konstrukce)
Druhý krok aplikování návrhu řešení souvisí s obrobnou, kde se odehrává výrobní proces.
Bohužel bylo doporučeno, aby se tento optimalizační návrh řešení týkal pouze jednoho
stroje, a to konkrétně frézky Hardinge, neboť to byl prozatím nejmodernější stroj
v obrobně firmy s velkou kapacitou paměti. V obrobně by bylo velice důležité zhotovit již
zmiňovanou knihovnu standardizovaných dílů. Nejen vytvořit a přehledně označit
složku v paměti stroje, ale také bezchybně naprogramovat nastavení výroby všech deseti
standardizovaných dílů, uložit tyto programy pod správným jménem a vytvořit tak
knihovnu, ve které by se rychle nalezlo potřebné nastavení programů k výrobě. Tato fáze
aplikování by byla nejdůležitější, jelikož by se zde nesměla udělat chyba, proto by
programování výroby jednotlivých dílů mělo být zkontrolováno více pracovníky, aby byla
zajištěna shoda jak názvů očíslovaných dílů, tak rozměrů a tvarů těchto dílů se
zhotovenými výkresy. Jelikož by se k uskutečnění návrhu optimalizace mohl využít pouze
jeden stroj, tak by se výroba standardizovaných dílů musela plánovat pouze na tento stroj a
výroba ostatních dílů by se rovnoměrně rozložila i mezi zbývající dva stroje. Dalším
nezbytným krokem by také samozřejmě bylo vysvětlit všem operátorům výroby, o co se
jedná, jak postupovat pokud obdrží úkol obrobit právě standardizovaný díl, jaké výhody to

74
přináší podniku i jim samotným atd. Pokud by se tento návrh ujal a stal by se každodenním
používáním nedílnou součástí výroby, prospělo by to jedině ke zlepšení vybraných procesů
ve výrobě.
Poslední část aplikování návrhu řešení se nyní zaměří na měření vybraných procesů, které
později dopomůže prokázat možná zlepšení. U zmíněných deseti často se opakujících
tzv. standardizovaných dílů se nejprve určila délka výroby jednoho kusu za stávajícího
chodu výroby podle norem, které jsou běžně v obrobně používány k plánování produkce.
Je zapotřebí si uvědomit, že pokud jde o normy, skutečnost se samozřejmě více či méně
liší, neboť ji může ovlivnit spousta faktorů, kterými jsou například soustředěnost operátora
výroby, stav stroje, neobvyklý tvar obrobku atd. Dále technolog výroby ze svých
zkušeností přibližně určil u každého dílu jednotlivě, kolik času by se uspořilo, kdyby již
tyto standardizované díly byly naprogramované a připravené k výrobě v paměti stroje.
Konkrétní údaje jsou vyjádřeny v minutách v tabulce 7.
Tab. 7: Doba trvání výroby standardizovaných dílů před a po zavedení návrhu
Standardizovaný díl Běžná délka výroby
1 ks (min.)
Úspora času
využitím knihovny
(min.)
Délka výroby 1 ks po
zavedení návrhu
(min.)
001 Naváděcí hrot 10,0 2,0 8,0
002 Sloupek 10,0 3,5 6,5
003 Centrovací hrot 25,0 7,0 18,0
004 Spojna 52,0 16,0 36,0
005 Vodící hlavice 30,0 7,0 23,0
006 Značící hrot 27,0 6,0 21,0
007 Držák 26,0 7,0 19,0
008 Doraz 12,0 3,5 8,5
009 Naváděcí čep 15,0 4,0 11,0
010 Čep 15,0 3,0 12,0
Celkem
potřebný/uspořený
čas (min.)
222,0 59,0 163,0
Zdroj: vlastní zpracování.
Tyto časové údaje jsou pro výrobu jednoho kusu, proto se pouze teoreticky může uvést, že
by se při výrobě těchto deseti standardizovaných dílů čas výroby zkrátil o 59 minut, což je

75
více než ¼ potřebného času pro výrobu ve stávajícím stavu, proto lze konstatovat, že po
zavedení návrhu by výroba na těchto deseti kusech uspořila cca 27 % času z původní
délky trvání produkce.
Pro ještě větší průkaznost úspory času se náhodně vybraly tři skutečné zakázky firmy
Krofian CZ, jejichž výroba již proběhla a u kterých se určilo, kolik kusů právě těchto
deseti standardizovaných dílů bylo zapotřebí vyrobit a kolik by se tedy ušetřilo času, kdyby
výroba obrobků by už byla předem naprogramovaná. Zakázka s označením 14061 se
týkala montážních stolů na kompletaci předních a zadních světel do aut značky Audi,
druhá zakázka 14122 zahrnovala montážní stoly pro Renault a poslední vybraná zakázka
15024 vytvořila montážní linku na stropní madla do aut značky Audi. Počet reálně
potřebných kusů standardizovaných dílů v těchto třech vybraných zakázkách je znázorněn
v tabulce 8.
Tab. 8: Počet kusů reálně vyrobených standardizovaných dílů ve vybraných zakázkách
Počet vyrobených standardizovaných dílů (ks)
Název Zakázka 14061 Zakázka 14122 Zakázka 15024
001 Naváděcí hrot 30 50 6
002 Sloupek 16 30 14
003 Centrovací hrot 16 16 12
004 Spojna 2 8 2
005 Vodící hlavice 2 2 2
006 Značící hrot 16 16 2
007 Držák 8 8 2
008 Doraz 20 4 5
009 Naváděcí čep 12 20 4
010 Čep 40 12 20
Celkový počet
standardizovaných
dílů (ks)
162 166 69
Zdroj: vlastní zpracování.
Výpočty času potřebného pro výrobu všech požadovaných kusů standardizovaných dílů
v jednotlivých zakázkách, které proběhly v programu Microsoft Excel, prokázaly úsporu
času v rámci několika hodin. Jednotlivé výsledky jsou zaznamenány do tabulky 9.
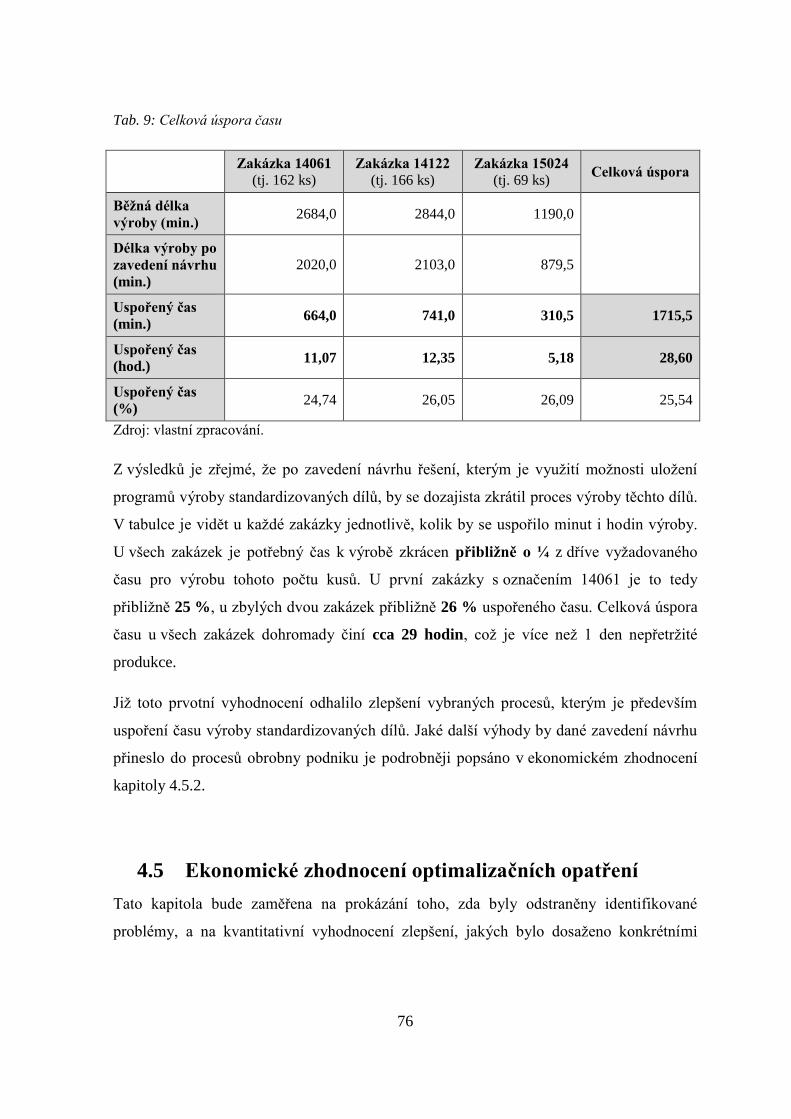
76
Tab. 9: Celková úspora času
Zakázka 14061
(tj. 162 ks) Zakázka 14122
(tj. 166 ks) Zakázka 15024
(tj. 69 ks) Celková úspora
Běžná délka
výroby (min.) 2684,0 2844,0 1190,0
Délka výroby po
zavedení návrhu
(min.)
2020,0 2103,0 879,5
Uspořený čas
(min.) 664,0 741,0 310,5 1715,5
Uspořený čas
(hod.) 11,07 12,35 5,18 28,60
Uspořený čas
(%) 24,74 26,05 26,09 25,54
Zdroj: vlastní zpracování.
Z výsledků je zřejmé, že po zavedení návrhu řešení, kterým je využití možnosti uložení
programů výroby standardizovaných dílů, by se dozajista zkrátil proces výroby těchto dílů.
V tabulce je vidět u každé zakázky jednotlivě, kolik by se uspořilo minut i hodin výroby.
U všech zakázek je potřebný čas k výrobě zkrácen přibližně o ¼ z dříve vyžadovaného
času pro výrobu tohoto počtu kusů. U první zakázky s označením 14061 je to tedy
přibližně 25 %, u zbylých dvou zakázek přibližně 26 % uspořeného času. Celková úspora
času u všech zakázek dohromady činí cca 29 hodin, což je více než 1 den nepřetržité
produkce.
Již toto prvotní vyhodnocení odhalilo zlepšení vybraných procesů, kterým je především
uspoření času výroby standardizovaných dílů. Jaké další výhody by dané zavedení návrhu
přineslo do procesů obrobny podniku je podrobněji popsáno v ekonomickém zhodnocení
kapitoly 4.5.2.
4.5 Ekonomické zhodnocení optimalizačních opatření
Tato kapitola bude zaměřena na prokázání toho, zda byly odstraněny identifikované
problémy, a na kvantitativní vyhodnocení zlepšení, jakých bylo dosaženo konkrétními

77
optimalizačními návrhy. Na závěr popisu těchto zlepšení u jednotlivých navržených
opatření bude uveden souhrn pozitiv, kterými optimalizační opatření přispěla do vybraných
procesů podniku.
4.5.1 Zhodnocení navržených opatření – zbytečný pohyb
Při zhodnocení navržených opatření lze zdůraznit několik pozitiv, která nastala v obrobně
zásluhou aplikování daného optimalizačního opatření. V prvé řadě se docílilo přehledného
označení regálů, které je nezbytné při chaotickém způsobu skladování. Realizace tohoto
jednoduchého opatření napomohla rychlejší orientaci mezi umístěnými zakázkami
v jednotlivých přepravkách. Po zavedení návrhu mohou pracovníci nalézt správné umístění
přepravky v regálech průměrně do 1,5 minuty. Potřebný čas k vykonání této činnosti se
tedy zkrátil o polovinu.
Díky rozvoji podniku se výroba v obrobně posouvá kupředu a průměrně za 1 den
(v průběhu praxe v roce 2015) zde bylo vyrobeno přibližně 21 dílů, některé z nich
pokračovaly ještě na úpravu povrchu materiálu do kooperací, ale velká většina z nich byla
právě hned ten den zařazována do regálů hotových dílů. Potom lze uvést, že před změnou
tato činnost zabrala denně přibližně 63 minut, ale nyní se provádí rychleji a trvá pouze
31,5 minuty. Za tento ušetřený čas by se stihl vyrobit jeden menší obrobek denně navíc.
Přehledné označení regálů, které v obrobně zcela chybělo, zefektivnilo práci, zkrátilo čas
vykonávání činnosti a pro pracovníky se tato aktivita stala více uživatelsky přívětivá.
4.5.2 Zhodnocení navržených opatření – nevyužití opakovatelných
procesů
Jak bylo již z počátečního vyhodnocení patrné, pomocí zavedení knihovny
standardizovaných dílů se zefektivnila výroba těchto dílů a docílilo se úspory času na
výrobě každého dílu jednotlivě, pokud se však k tomu přidaly všechny potřebné kusy,
které se musely vyrobit právě v těchto třech náhodně vybraných zakázkách, ukázal se
významný výsledek, kterým je cca 29 hodin uspořeného času výroby celkem.

78
Počet tří zakázek, na kterých se předvedlo, že by optimalizační opatření přineslo užitečná
pozitiva, byl zvolen záměrně, neboť podnik je schopen realizovat právě tři a více běžných
zakázek najednou. Jelikož výroba a montáž zakázky průměrné náročnosti a velikosti, trvá
1 – 2 měsíce od schválení návrhu stroje/zařízení, lze teoreticky předpovědět, kolik času
výroby by se uspořilo za celý rok. Rok se skládá z 12 měsíců, a protože by mohly být
realizovány tři zakázky každé dva měsíce, teoreticky by bylo možné za jeden rok
zvládnout vyrobit 18 běžných zakázek. Vydělením celkového ušetřeného času počtem
zakázek lze poté teoreticky vypočítat průměrnou úsporu času na jednu zakázku, která
činí 9,53 hodin u jedné zakázky. Dále lze konstatovat, že pokud by se i nadále u výroby
vybraných deseti dílů využívalo knihovny standardizovaných dílů, ušetřilo by se teoreticky
9,53 hodin krát 18 zakázek za rok, což se rovná cca 172 hodin uspořeného času výroby
za rok. Tento výsledek je však opravdu jen teoretický a vychází z průměrných vyčíslení,
ve skutečnosti je každá zakázka jinak veliká, obsahuje jiný počet kusů standardizovaných
dílů a také vybrané díly se v nich nemusí vždy objevovat všechny.
Druhá strana zhodnocení navrženého optimalizačního opatření se bude týkat ušetřených
nákladů. Bohužel podnik neposkytl pro zpracování diplomové práce jakékoliv informace
o ekonomických údajích firmy, a proto se při tomto zhodnocení nemůže zajít do hlubších
detailů. Nicméně byla poskytnuta informace, že jedna hodina práce je firmou
ohodnocena na 1 400 Kč. Pokud se využije této informace, snadno se vypočítá, kolik by
se ušetřilo korun u každé jednotlivé zakázky, kdyby se v průběhu výroby aplikovalo
zavedení knihovny standardizovaných dílů a výroba daných deseti obrobků by se urychlila.
Uspořené náklady u jednotlivých zakázek i celková úspora za všechny tři zakázky jsou
vypočítány v tabulce 10.
Tab. 10: Možná úspora nákladů díky optimalizačnímu opatření
Zakázka 14061 Zakázka 14122 Zakázka 15024 Celková úspora
Uspořený čas
(hod.) 11,07 12,35 5,18 28,60
Uspořené
náklady (Kč) 15 498,00 17 290,00 7 252,00 40 040,00
Zdroj: vlastní zpracování.
Z tabulky je patrné, že jistá úspora nákladů v rozsahu tisíců korun by tímto opatřením byla
zajištěna a podnik by ušetřený čas i peníze mohl využít pro jiné záležitosti. I zde by se

79
mohl uvést teoretický příklad uspoření nákladů za rok při použití optimalizačního opatření.
Pokud se určila průměrná úspora času u jedné zakázky na 9,53 hodin a za rok by se
teoreticky mohlo realizovat 18 zakázek, poté cca 172 hodin uspořeného času přinese i
úsporu nákladů, a to ve výši 240 800 Kč za rok. Opět se zde musí zdůraznit, že to je
pouze teoretický příklad, ve skutečnosti mohou být uspořené náklady vyšší či naopak nižší,
v závislosti na počtech potřebných kusů deseti vybraných standardizovaných dílů.
Na závěr zhodnocení tohoto návrhu optimalizačního opatření by se mělo uvést i několik
dalších výhod, kterými nejsou jen úspora času potřebného na výrobu vybraných dílů a
úspora nákladů výroby. Dozajista by jím byla také redukce plýtvání, které v jisté míře
nastává vždy na začátku výroby každého dílu, neboť díly, které se mají vyrobit v jedné
směně, jsou většinou různorodé, a pracovníci proto musí vždy nastavit patřičné rozměry
nástroje i obrobku nově do programu výroby stroje. Využitím knihovny standardizovaných
dílů by se alespoň částečně eliminovala tato nevýhoda, kterou přináší zakázková výroba.
Přínosem zavedení tohoto návrhu pro operátory výroby by mohlo také být usnadnění
práce, kdy si při výrobě standardizovaných dílů budou moci odpočinout ve smyslu
takovém, že si budou jisti, že je díky předprogramovanému nastavení stroje vše správně a
výroba tak proběhne bez chyby. Zásluhou tohoto opatření by se nejen zvyšovala efektivita
výroby jako celku, ale i vlastní efektivita práce zaměstnanců, kteří by tím mohli být více
motivovaní, neboť by ve svém oboru využívali veškeré přínosné funkce, které obráběcí
stroj nabízí. Zrychlený výrobní proces a vyšší efektivita práce by přinesly i jistou
konkurenční výhodu, protože firma by byla schopna realizovat zakázky dříve než
doposud, z toho důvodu by mohla také spustit spolupráci na další zakázce dříve než
doposud a celkově by se tím mohl zrychlit obrat zakázek, který je spojen i s častějšími
tržbami.
Standardizování procesu seřízení a nastavení u často se opakujících dílů ve výrobě by
mohlo přinést výhody i do budoucna, kdy má podnik v plánu investovat do dalších
moderních strojů a rozšířit tak vybavení obrobny. Vyplatilo by se tedy využít i těchto
nových strojů pro obrábění vybraných dílů a knihovnu standardizovaných dílů zavést i
u nich, přičemž by se usnadnilo plánování výroby standardizovaných dílů, které by nebylo

80
vázáno pouze na jeden stroj. Knihovnu by bylo možno rozšířit i o další druhy často se
opakujících dílů a tím ještě více využívat úspor času a nákladů za účelem efektivní a
optimalizované výroby v moderní společnosti.

81
Závěr
V průběhu zpracovávání diplomové práce se autorka nechala inspirovat metodologií Lean,
s jejímiž principy se setkala při studiu i v reálném životě. Pomocí literární rešerše
v teoretické části se ukázalo, že principy Lean jsou užitečnými nejen ve výrobních
podnicích. Díky obohaceným znalostem se autorka zaměřila na využití nástrojů
metodologie Lean v reálném prostředí firmy Krofian CZ spol. s r. o., kde měla možnost
spolupracovat na optimalizaci vybraných procesů v obrobně firmy.
Závěrem diplomové práce bude především shrnutí této spolupráce a také dosažených
výsledků. Případová studie v podniku se vyvíjela postupně podle zadání dílčích cílů,
kterými bylo analyzování současného stavu obrobny, definování kritických jevů ve
vybraných procesech, určení možných příčin řešených problémů, návrh optimalizačních
opatření, možná aplikace těchto řešení a zhodnocení, zda se opravdu dosáhlo zlepšení
vybraných procesů.
Pro lepší pochopení procesních toků v obrobně proběhla nejprve analýza realizace zakázky
v rámci celého podniku, která se přehledně znázornila pomocí dráhového diagramu.
Následovala analýza obrobny spolu s přilehlými místnostmi, které dohromady tvoří jádro
výroby společnosti Krofian CZ. Procesní toky v obrobně byly představeny pomocí
špagetového diagramu. Analýza procesních toků poukázala na některé kritické jevy, které
ve spolupráci s mistrem obrobny byly ohodnoceny podle závažnosti i podle frekvence
výskytu. Pomocí Paretova diagramu byly ohodnocené kritické jevy seřazeny postupně od
nejzávažnějšího po nejméně závažné, přičemž později bylo zaměřeno pouze na dva
nejzávažnější jevy, kterými byly zbytečný pohyb a nevyužívání opakujících se procesů.
Dále se postupně vymezily potenciální příčiny těchto dvou definovaných problémů. Za
použití základních principů metodologie Lean se dospělo ke konkrétním návrhům pro
odstranění problémů, které v dané situaci byly vyhodnoceny jako nejlepší cesta ke
zlepšení.
První ze stanovených problémů byl zbytečný pohyb v obrobně, který se projevil jako jeden
z druhů plýtvání. Navržené optimalizační opatření, kterým bylo přehledné označení regálů

82
spolu s vytvořením tzv. průvodce umístěných zakázek, bylo reálně uskutečněno a lze
konstatovat, že do procesních toků obrobny přinesl úsporu času, zefektivnil práci, která se
také díky tomu stala mnohem jednodušší.
Druhým z řešených problémů bylo nevyužívání opakujících se procesů v podniku, což
souvisí hlavně s druhem výroby, která je zakázková, realizuje se vždy individuálním
přístupem s přikloněním se k přáním zákazníků podniku a velice špatně se zde hledají
standardní procesy. I na tento problém bylo vymyšleno řešení v rámci současných
možností, kterým bylo využití paměti obráběcího stroje pro vytvoření knihovny
standardizovaných dílů, pomocí které by se urychlila jejich výroba. V reálu se však toto
řešení neaplikovalo. Z výsledků zhodnocení tohoto navrženého opatření je ovšem zřejmé,
že by se podnik mohl vydat touto nebo podobnou cestou, neboť teoretické řešení prokázalo
velká zlepšení nejenom v úspoře času, ale i v úspoře nákladů, odstranilo plýtvání,
zefektivnilo výrobu, usnadnilo práci operátorům, zlepšilo komunikaci mezi odděleními a
dosáhlo se tím optimalizace vybraných procesů v obrobně.
Tímto však proces zlepšování dozajista nekončí a firma bude nadále pokračovat
v neustálém zlepšování nejen zvyšování kapacity výrobních procesů. Nejlepší cestou, jak
vytrvat ve zlepšovatelských iniciativách a sloučit tak procesní toky v podniku se
základními principy štíhlého myšlení, je japonský přístup Kaizen. Přístup Kaizen
představuje nepřetržité zlepšování výrobních aktivit, ale i managementu a pracovníků.
Tento přístup je založen na drobných a častých změnách ve výrobním procesu podniku,
který je udržován dlouhodobě, a tyto pravidelné zákroky postupně přinášejí určité výhody
ve formě neustálého zdokonalování. Zásady přístupu Kaizen by měly především
proniknout do filozofie celé firmy, neboť zlepšování podnikových procesů je efektivní
pouze tehdy, skloubí-li se lidská práce, technologie a prostředí dané společnosti. Firma by
tedy měla využít všech výhod, které tento přístup nabízí, a docílit tím optimalizovaných
procesů v podniku.
Téma diplomové práce „Optimalizace vybraných procesů v zakázkové výrobě“ již
napovídalo tomu, že se tato práce zabývá jednou z důležitých aktivit současných podniků,
kterou je zlepšovatelská iniciativa. Zdánlivě snadné zadání v sobě však ukrývá spoustu
možností, jakým způsobem lze pojmout zadaný úkol a docílit optimalizovaných procesů ve
výrobě. Firma Krofian CZ spol. s r. o. vyvíjí a vyrábí zařízení s důrazem na kvalitu

83
produktů, efektivitu výroby a ekonomickou návratnost a o to samé by se měla snažit i
u svých výrobních procesů, neboť to přináší velkou konkurenční výhodu a pomáhá to
podnik rozvíjet dál a dosahovat cílů, které by se na začátku podnikání jevily
nesplnitelnými.

84
Soupis bibliografických citací
ELBERT, Mike, 2013. Lean production for the small company. Boca Raton, FL: CRC
Press. ISBN 978-143-9877-791.
IMAI, Masaaki, 2012. Gemba Kaizen: A commonsense approach to a continuous
improvement strategy. 2. edit. New York: McGraw-Hill. ISBN 00-717-9035-7.
ISO 9000: Quality management. ISO: International Organization for
Standardization [online]. Switzerland: ISO, 2015 [cit. 2016-02-29]. Dostupné z:
http://www.iso.org/iso/home/standards/management-standards/iso_9000.htm
KEŘKOVSKÝ, Miloslav a Ondřej VALSA, 2012. Moderní přístupy k řízení výroby.
3. dopl. vyd. Praha: C. H. Beck. ISBN 978-80-7179-319-9.
Krofian CZ spol. s r. o. [online]. Česká Republika: Krofian CZ spol. s r. o., 2015 [cit.
2016-02-29]. Dostupné z: http://www.krofian.cz/
LIKER, Jeffrey K. a David P. MEIER, 2007. Toyota talent: Developing your people the
Toyota way. New York: McGraw-Hill. ISBN 00-715-0994-1.
Microsoft Dynamics NAV. Navisys [online]. INSPIRE CZ s.r.o., 2013 [cit. 2016-03-31].
Dostupné z: http://www.navisys.cz/produkty/podnikove-systemy-erp-aps-crm/microsoft-
dynamics-nav
MOULDING, Edward, 2010. 5S: A visual control system for the workplace. Central
Milton Keynes: AuthorHouse. ISBN 978-144-9029-777.
Označení CE. Europa: Vaše Evropa [online]. Belgie: Evropská komise, 2016 [cit.
2016-04-30]. Dostupné z: http://europa.eu/youreurope/business/product/ce-
mark/index_cs.htm

85
PASCH, Ondřej, 2011. Microsoft SharePoint 2010: Praktický průvodce uživatele [online].
Brno: Computer Press [cit. 2016-04-28]. ISBN 978-80-251-3177-0. Dostupné z:
https://books.google.cz/books?id=ph3qCwAAQBAJ&pg=PA99&dq=gantt%C5%AFv+dia
gram&hl=cs&sa=X&ved=0ahUKEwiMjL-
h9rPMAhWFHJoKHTxXBwgQ6AEIKjAA#v=onepage&q=gantt%C5%AFv%20diagram
&f=false
RAO, R. Venkata, 2011. Advanced modeling and optimization of manufacturing
processes: International research and development. New York: Springer.
ISBN 08-572-9015-0.
SVOZILOVÁ, Alena, 2011. Zlepšování podnikových procesů. Praha: Grada Publishing.
ISBN 978-80-247-3938-0.
ŠTULPA, Miloslav, 2015. CNC: Programování obráběcích strojů [online]. Praha: Grada
Publishing [cit. 2016-04-28]. ISBN 978-80-247-5269-3. Dostupné z:
https://books.google.cz/books?id=nmcnBgAAQBAJ&printsec=frontcover&dq=cnc+obr%
C3%A1b%C4%9Bc%C3%AD+stroje&hl=cs&sa=X&redir_esc=y#v=onepage&q=cnc%20
obr%C3%A1b%C4%9Bc%C3%AD%20stroje&f=false
ŠVIHLÍKOVÁ, Ilona. Host Radiožurnálu: O tom, zda může mít uprchlická krize nějaký
zásadnější vliv na ekonomiku eurozóny a také o české ekonomice a přijetí eura.
In: Radiožurnál [online]. Česká republika: Stanice ČRo Radiožurnál, 2016 [cit.
2016-04-02]. Dostupné z: http://www.rozhlas.cz/radiozurnal/host/_zprava/1579494
TOMEK, Gustav a Věra VÁVROVÁ, 2014. Integrované řízení výroby: Od operativního
řízení výroby k dodavatelskému řetězci. Praha: Grada Publishing.
ISBN 978-80-247-4486-5.
TULIK, Shane. Tighten UP!: Fine-tuning your lean strategy. Purchasing B2B [online].
Vancouver, Canada: Glacier Media, 2010, 52(2): 12-14 [cit. 2016-04-11]. ISSN 14971569.
Dostupné komerčně z: http://search.proquest.com/docview/864906962?accountid=17116
VÁCHAL, Jan a Marek VOCHOZKA, 2013. Podnikové řízení. Praha: Grada Publishing.
ISBN 978-80-247-4642-5.

86
WEEDEN, Marcia M, 2015. Failure mode and effects analysis (FMEAs) for small
business owners and non-engineers: Determining and preventing what can go
wrong [online]. Milwaukee, WI: American Society for Quality [cit. 2016-04-28].
ISBN 978-087-3899-185. Dostupné z: https://books.google.cz/books?id=mC-
4CwAAQBAJ&pg=PT199&dq=fmea&hl=cs&sa=X&ved=0ahUKEwi9t_Ht8bPMAhWqF
ZoKHfPBClkQ6AEIYzAG#v=onepage&q=fmea&f=false
WOMACK, James P. a Daniel T. JONES, 1996. Lean thinking: Banish waste and create
wealth in your corporation. New York: Simon and Schuster. ISBN 07-432-4927-5.