operational project description and plan - almi december 2014
TRANSCRIPT

OPERATIONAL PROJECT DESCRIPTION AND PLAN
December 2014
The following discussion for the proposed Mining Operations (In Feldspar; Copper; Gold;
Silver and Tungsten), Ore Processing Operations and Associated Facilities, as well as Frac
Sand Business Development; and Infrastructure as described herein are collectively identified
as the “ALMI” Projects.

Project Description and Investment Support Documentation Page 1
OPERATIONAL PROJECT
DESCRIPTION AND PLAN
ARAMCO LAND AND MINERAL, INC.
December, 2014
“ALMI” Operational Plan
The proposed and current Mining Operations (In Feldspar; Copper; Gold; Silver and Tungsten),
Ore Processing Operations and Associated Facilities, as well as Frac Sand Business Development;
and Infrastructure Plan in Arizona by Aramco Land and Mineral, Inc., (ALMI) in favor of valuable
in ground assets and minerals were previously identified in Private Placement Offerings for the
Rainbow Valley Mining project and the Lex Mining Projects (issued in publications in Feb 2013
and June 2013 respectfully). The following discussion is compiled from notes, publications, and
documents in relation to all operational aspects of the aforementioned. All projects are identified
as the “ALMI” Projects. Aramco Land and Mineral Inc., is the parent company, operating
company and the Project Coordination’s Proponent.
This document is prepared pursuant to the United States Bureau of land Management, and together
with other documents as previously mentioned, collectively is the process of compilation for
submission and review. This document is a general outline prepared in accordance with 36 CFR
228A Administration for mining Plans of Operation Authorized and Administered.
The claimant and operator is ARAMCO LAND AND MINERAL, INC., (ALMI) with a business
address of 2529 East Ivy Street, Mesa, Arizona 85213. Telephone number for the Corporation is
(480) 685-7879. ARAMCO LAND AND MINERAL, INC. (ALMI)’s Federal Tax Identification
Number is 46-1485824.
ALMI in connection with this document and thru related projects within the company is seeking
approximately bridge financing opportunity of $ 15,000,000.00 US Dollars. The funds will
cover construction costs of mill site, mining claim and expansion of corporation, and operational
costs.
INDEX

Project Description and Investment Support Documentation Page 2
Page Category
1 Section I: ALMI Operational Plan
3 Section II: Executive Summary
11 Section III: The “Lex Mining” Operation
19 Section IV: The “Rainbow Mine” Operation
29 Section V: Summary Specific to Personnel Operations in
Arizona
30 Section VI: Use of funds
SECTION II. EXECUTIVE SUMMARY

Project Description and Investment Support Documentation Page 3
The Company Introduction
ARAMCO LAND AND MINERAL, INC., an Arizona type “S” Corporation, has a main focus
on land and mineral rights acquisition, and development. The Corporation was founded in
November 2012 and has maintained strong personnel in management, with experience in business
development, mining, and international endeavors. In addition, the current leadership has
extensive knowledge and experience in land and mineral rights acquisition and development.
ARAMCO LAND AND MINERAL, INC., has a strong belief that the corporation differentiates
from other entities in Arizona, based on the land and mineral rights that are currently in the
possession of the company, and the lifelong mining history of the President “Emeritus”. The
location of the land and mineral rights are in areas that show a strong and exceptional history for
the past 150 years of mining in the State of Arizona.
ARAMCO LAND AND MINERAL, INC., is presently focusing on four avenues of revenue
streams based upon mining, milling, and utilization of mineral resources.
1) “LEX” Mine: ALMI currently possess rights to the “LEX” mine, formerly known as
the “Bobtail Mine”, and located in the heart of the “Pinal Schist”. In this location, the
Pinal Schist (Charles A. Ferguson, 1996) is considered to hold the strongest concentration
of mineral assets. The Pinal Schist (Hoxie, 2012) is the largest copper basin reserve in
Southeastern Arizona. Appendix “K” of the aforementioned “Lex Mine” PPM dated 15
Jan. 2013, illustrates that the Pinal Schist is in a geological formation similar to what
would appear in a satellite interpretation of the meteorological event referred to as a
hurricane, yet in the geological formation, the feeder bands merge in the center. It is at
this center of the apex that copper is in the largest quantities, and it is at this center, that
the Lex Mine is found. The mining operation is moving forward while an agreement is
under review with Asarco LLC, and their parent company Groupo Mexico, for advanced
development of an Operational Joint Venture (The mine will be developed under
compliance and supervision of Asarco LLC, and Asarco LLC will purchase the copper
ore slurry for processing at the Hayden Facility, In Arizona).
The in ground asset associated with this project is estimated to exceed US Dollars of
$1,000,000,000,000.00 (One Trillion). Copper Reserves are estimated at greater than 138
million tons of ore. Revenue from the sale of copper slurry through monetization of a
“Forward Sales Contract” is expected within 120 to 150 days into ALMI through a
proposed joint agreement with INSCX Exchange of Manchester UK, and Asarco LLC, a
subsidiary of Groupo Mexico. Under the terms of the Operational Joint Venture, Asarco
LLC will provide key leadership and supervision of the mining operation, and purchase
the copper ore slurry from ALMI for agreed upon price of 20% below the market price on
the LME (London Metals Exchange), which is approximately $7280.00 US Dollars per

Project Description and Investment Support Documentation Page 4
metric ton. This could easily bring approximately $803,712,000,000.00 US Dollars of
revenue over the lifetime of the project.
Through INSCX Exchange, and under the terms of a 5 month forward sales agreement,
funding would occur on 50,000 tons of ore. The first five months of shipments to the
Hayden facility would be paid in advance to ALMI less the 20% which will be paid to
Asarco LLC and this will provide operational funds for the operations of all projects
within the corporation, and the ability to secure any existing debts. When the ore is
shipped to Hayden, and processed, Asarco LLC would further process the sale to the end
user through INSCX Exchange. The debt on the “Forward Sales contract would be
paid in full from the end user purchasing the final copper product.
On the first 5 months of shipment of 50,000 tons of ore (10,000 ton per month), proceeds
paid to ALMI could be $291,000,000.00 less fees to INSCX Exchange, and any
operational costs to Asarco LLC. Proceeds paid out to Asarco LLC would be
$72,800,000.00. Everyone wins in the proposed Operational Joint Venture
Agreement which has been presented and is pending documentation and final acceptance
by Asarco LLC, and Group Mexico.
2) “Rainbow” Mine: This ALMI Project is a mining site located in Southwestern
Maricopa County, of Central Arizona. The mineral deposit is one focused on
Feldspathic/Silica (detailed is subsequent form) located in approximately a 387 claim
deposit is situated within The Buckeye Pluton. The Buckeye Pluton is generally
considered to be a fine to medium grained peraluminous two-mica granite. The ALMI
deposit is composed of a medium to coarse-grained porphyritic granite. The highly
unique nature of the coarse-grained mineralogy of the ALMI deposit has significant
economic benefits that allow ALMI to pursue an international market in “glass”
production. In addition the mineral resource has great value in nanotechnology with
application in semi-conductor production. Feldspar Reserves are estimated at greater than
600 million tons. On the international market feldspar in the form of White Silica
Feldspathic Sand, sells for approximately $120.00 US Dollars per ton. Revenue from
the sale of White Silica Feldspathic Sand through monetization of a “Forward Sales
Contract” is expected within 90 to 120 days into ALMI through a joint agreement with
INSCX Exchange of Manchester UK, and representative with the Government of
Kazakhstan, and Turkey utilizing the product for the development of glass products.
The key factor is the “exclusive” relationship. The present contract discussion with
INSCX Exchange and the government of Kazakhstan is for a quantity of 30,000 Metric
tons per month for 36 months at $100.00 US Dollars per ton. First draft of the contract
was completed in December 2013 and attached.

Project Description and Investment Support Documentation Page 5
3) ‘Frac Sand” project: Frac Sand is used to help extract oil and gas from previously
hard to reach shale deposits. ALMI, in an Exclusive Joint Venture Relationship with
INSCX Exchange (see INSCX Letter dated 17 Jan. 2014: Supply of Proppant Sands
et al [attached], is currently working with an affiliate group of Frac Sand Facilities,
Coating Plants, and Frac Sand Mining companies in North America (Preferred Sands
LLC, and US Silica have presently indicated that a joint venture relationship would be
mutually beneficial), to develop an exclusive international selling platform, through the
contract mediation of INSCX Exchange with other members of the exchange, which
include INEOS, and Halliburton, major end users in Frac Sand. INEOS is the global
number one producer of polyethylene, one of the world's largest manufacturers of
chemicals and oil products, whom now wish to expand into shale gas operations in the
United Kingdom for use as feedstock. Halliburton is presently developing mining
operation along the northern shores of the United Kingdom. The key factor again is the
“exclusive” relationship between the parties. It is believe that the sales activities of Frac
Sand into the United Kingdom could bring profit margins of 10-15% on the different
Frac Sand Products, including the “Dow Chemical” Product, exclusively produced by
Preferred Sand LLC. ALMI is presently in the initial stages of a joint venture
relationship with Preferred Sands LLC, and US Silica as major providers for the
UK and European markets. A 10% margin of profit equates to $20.00 - $22.00 US
Dollars a ton. Presently we are pending closure to a spot order for 250,000 MT of Frac
sand.
4) Process Technology: Through INSCX™ exchange a proprietary process has been
made available for bolt-on to the Copper mining project at the Bobtail/LEX mine. The
licensor through technical innovation, understanding of electrolytic processes and use of
modern materials, has developed the Adaptive Electrolytic Process, described as a high
speed and high selectivity technology of copper electrorefining and electrowinnig.
The Process is a software and hardware system which effectively accelerates the age-old
process of electrolytic production of copper. The result is a dramatic improvement in
production performance and current efficiency, significant lowering in operating cost and
capital investment, while also delivering an unexpected extension of potential uses well
beyond its traditional market place by allowing for copper production directly from bleed
and waste electrolytes.
The status of the process is approved by INSCX™ exchange, (the “Exchange”) which
will accept copper fabricated using the process as deliverable against an Exchange
contract. Process has already been used by a lead EU Copper producer (Global top 10)
which in trials recorded a 40-60% productivity increase.

Project Description and Investment Support Documentation Page 6
Aramco Land & Minerals Inc., has been provided the ability as an Exchange member to
secure license of the process via the Exchange as is (on operation of the Bobtail/LEX
mine) and/or as part of any joint-venture the corporation sought to negotiate with a
mainstream Copper producer.
Features
• Adaptive Electrolytic Process can be implemented in the existing copper refineries
without essential changes in the tank houses’ infrastructure – only customized power
supplies and its dedicated software and related detectors should be implemented.
• Up to 50% higher cathode current densities can be used to obtain commercially pure
copper. Typical current efficiencies are above 97%.
• Traditional stainless steel cathodes or copper starter sheets can be used.
• Cathode copper is received in broad spectrum of copper content in electrolyte from
50g/liter down to 1g/liter
• Cathode copper is received with the exceptional commercial purity higher than
>99,995%.
• No co-deposition of Arsenic neither evolution of dangerous AsH3 gas.
• Limits evolution of dendrites, keeps the cathodes surface smoother.
• Higher tolerance of contaminants in solution does not use reagents or chemicals.
• Reduced applicability of reagents or chemicals.
Rationale
Selected consequences to the economic viability of the Process ARE CITED BY THE
LICENSOR AS FOLLOWS:
• Reduced capital cost of copper production and recovery process.
• Licensing based on nominal up-front fee and ongoing royalty based on throughput
collected on trade through the Exchange.
• Reduced operating cost and a simplified flow sheet.
• Accelerated return on capital.
• Improved product purity and possibility to price underlying material at a premium to
LME Grade A price.
• Higher productivity than conventional methods.
• Higher % of the highest grade cathodes within population of all produced cathodes.
Profit Margins

Project Description and Investment Support Documentation Page 7
• With the placement of the bolt on technology at another facility other than the facility at
ALMI, ALMI would be a recipient of .25% royalty based upon the production amount
thru the tank and smelter at the facility.
• To illustrate the potential of income from this licensed technology, if the technology
were bolted on in the Hayden facility of Asarco, then ALMI would receive .25% of the
gross from the revenue of the copper developed at the Hayden facility, as a share of the
royalty for the licensed process. Hayden presently process at 70% capacity. The
capacity of the facility is 27,400 tons a day (Hayden Operations, 2014). Revenue based
upon pricing for copper from the LME would be approximately $500,000 US Dollars per
day.
The process has received favorable interest from Asarco, LLC, for bolt on at the Hayden
facility, and used with copper slurry not only from ALMI’s Lex Mine, but from other
mining ventures that Asarco processes the ore from. If that happens, bolting the process
on in the Hayden facility, ALMI will receive the .25% royalty per agreement with
INSCX.
Principal Offices
Our principal offices are located in Mesa, Arizona. We were incorporated in Arizona November
27th 2012. The success of the Corporation will continue to depend on its ability to identify mining
opportunities, and property that would be conducive to mining operations, and structuring
operational joint venture agreements that are mutually beneficial to all parties involved. The
relationship with INSCX Exchange and its affiliates is an invaluable asset as the corporation moves
forward. In addition, as the Corporation introduces new opportunities, it will need to hire addition
personnel, thus affording job growth to the communities that surround the endeavors of the
corporation.
Management Plan
ARAMCO LAND AND MINERAL, INC., (ALMI) with the guidance and assistance of others,
is seeking to hire personnel who will have a substantial amount of experience in the steel industry,
mineralogy and mill operations. This experience is considered essential to allow full
implementation of the company’s resources. Other required personnel will be hired as the needs
dictate. The founding principles are expected to remain guiding policy and direction which will
include participation on the board and, as appropriate, in operational positions. Brief summaries
of the experience of the principles appear below.
Except as noted, and as required to provide needed experience, the company intends to hire its
personnel in the local market and to provide necessary training to those employed. Full scale

Project Description and Investment Support Documentation Page 8
operation of all initial facilities could require as many as 300 personnel. These will require and
produce a variety of skills and are expected to be reasonable well paying positions within the
community. We intend to pursue State and Federal Funding, for training assistance and to facilitate
a continuous training program. In addition, we intend to continue our pursuit of the deployment
of strategic partners, who will provide invaluable supervision on the operation efforts of our
mining facilities, and in marketing (i.e. Pending agreement with Asarco LLC; Current agreement
with INSCX Exchange respectfully)
It is the desire that ARAMCO LAND AND MINERAL, INC., (ALMI) will go public within a
6 month time frame, with the strong development of the properties currently in possession, and
those on the list for acquisition and joint ventures.
Principles:
Mr. Daniel R. Pero
President and Chief Executive Officer, ARAMCO Land and Mineral, Inc., 52, one of the
founders of the company with direct responsibility for strategic planning, finance, and staffing,
and corporate development, and legal development of national and international ventures. Mr.
Pero is retired Military, serving in both the United States Marine Corps, (just short of fourteen
years) and the United State Army (a little over ten years). Mr. Pero is a combat disabled veteran
based upon service in Beirut in 1983, and the Gulf War. His background also includes serving a
couple years as a Hydro Meteorologist, for NOAA-National Weather Service. Mr. Pero worked
as a Secondary Education School Teacher in Business Management and Information Technology,
and an Assistant Principal for a Public Charter High School. Mr. Pero attended Juniata College;
and Rio Salado College. In addition, Mr. Pero has a BS in Business Management, and a BS in
Legal Studies graduating from Kaplan University. Mr. Pero has earned his Jurist Doctorate from
Concord School of Law, Kaplan University. Mr. Pero has a strong background in finance, owning
and operating a Mortgage Brokerage firm in Mesa, Arizona.
Additional Board Members:
Jim Taylor Yost
Vice-President, Aramco Land and Mineral Inc., 42, is responsible for the mill site, and all
construction and product output of the mining operation. Mr. Yost has 24 years extensive
experience in the heavy equipment, concrete and construction industries. Mr. Yost has been
responsible for residential building site preparation involving but not limited to heavy equipment
preparation for footings, foundations, walks and drives. He has further extensive experience in all
phases of concrete production and utilization. Mr. Yost has served in multiple roles as site

Project Description and Investment Support Documentation Page 9
foreman, Job superintendent over residential track development and commercial building
construction. Mr. Yost has significant experience in managing construction teams, subcontractors
and in general site management. Mr. Yost is directly responsible for the Rainbow Mine Project in
Buckeye Arizona.
Dr. Brian Christopherson
Treasurer, Aramco Land and Mineral Inc., 43, Dr. Christopherson is responsible for strategic
planning, finance and public relations interface with subsidiary companies. Dr. Christopherson’s
educational background began in 1987 attended Ricks College with a major in business
management. After completing his education at the University of the Pacific School of Dentistry,
Dr. Christopherson completed a general practice residency while serving in the United States Air
Force at Offutt AFB Nebraska. Following residency, Dr. Christopherson opened a successful
general dental practice in Durango Colorado. Advancing his skills, he completed training in
Endodontics, and then he established his current private practice in Mesa, AZ. Dr. Christopherson
has a strong background in personal relations and business development. Dr. Christopherson has
been involved in startup companies, involving international trade and development, specific to the
textile, and agricultural fields. He has extensive knowledge and relationships in Albania, a focus
point of previous endeavors.
**Special Note**
The Corporation co-founder, MR. Floyd Bleak, passed in Feb. of 2014. In memory of Mr. Bleak,
here is a tribute to his accomplishments:
Mr. Floyd R. Bleak
President “Emeritus”, ARAMCO Land and Mineral, Inc., 81, one of the founders of the
Company, and provides a wealth of knowledge to the current mining assets held by the company.
Most recently, Mr. Bleak was instrumental in the formation and development of Black Mountain
Corp; Southwest Exploration Inc.; and North American Environmental corp.; where he served in
various positions, from Director, through President. These companies grew the mining industry
in Arizona, specific to gold exploration, and potash. From 1990 to 1992, Mr. Bleak served as
Treasurer of Sun Walker Development Corp., a publicly-held mining company. Mr. Bleak was
vice President of Mariah International from 1987 to 1988 where he developed mining properties.
From 1983 to 1986, Mr. Bleak was president of Jassmr Corp., where he managed and developed
a deposit of lightweight rock used in lightweight concrete, Jassmr was acquired by Arizona Tufflite
Corp.
Section III. The “Lex Mining” Operation

Project Description and Investment Support Documentation Page 10
The property is located in the Globe-Miami Mining District of Arizona and is reached by
automobile from Globe, the distance being 16 miles. The Globe-Miami District is one of the
largest copper producing districts of Arizona, having the Magma, Ray, Inspiration and Miami
Mines. The property consists of 17 lode mining claims, or approximately 400 acres.
F.L. Ransome of U.S. Geological Survey refers to the Mariana Mines in Globe Folio #111. “As
examples of lode deposits may be cited the Summit, Cole, Goodwin and Mariana lodes, carrying
sulphide ores in Pinal Schist”.
In the Mariana Mine, chalcopyrite (copper), spharlerite (zinc), galena (lead), pyrite (iron) and
huebnerite (tungsten) occur together in a quartz gangue {within the gangue can be found mica and
feldspar, which can be extracted and sold separately}; none of the minerals show a later or earlier
origin than the others. The property was opened by sinking a shaft to a depth of 215 feet and past
records show that much direct smelting ore was mined from the 100 foot level and shipped to El
Paso to be smelted.
The geology is simple. The country rock which encases the veins is the Pinal Schist. Three veins
of commercial thickness and value are shown on the surface and are partially developed at depth.
The main vein is from 3 feet to 10 feet wide and has a lateral extension of 3,000 feet. The main
shaft on the Bobtail Vein was reopened and encountered the top of old workings at 60 feet. The
shaft at all points was in the vein which varied from 3 to 4 feet in thickness.
Two test carloads were mined and shipped in the early 70’s to the International Smelter at Miami
and the Smelter returns follow:
SMELTER LOT 2799- SMELTER LOT 2413-
Gold 00.165 oz. Gold .275 oz.
Silver 13.30 oz. Silver 29.1 oz.
Copper 31.51% Copper 5.29%
Gross Value in 1970 was estimated at $43.44 per ton on Lot 2799.
Gross Value in 1970 was estimated at $61.89 per ton on Lot 2413.
The Bobtail vein is of simple fissure type and shows a persistent thickness from the surface
to the bottom of present shaft at 215 feet. Mineral Reserves are estimated at approximately
140,000,000 tons based upon previous mine development, and core drilling. The thickness of the
fissure averages 4.4 feet to this depth. The lateral extension of the vein (1,500 to 3,000 feet) offers
ample room for lateral development, with the possibility of blocking out large tonnages of
commercial ore that justify a major mining operation. Veins #2 and #3 contain tungsten and zinc

Project Description and Investment Support Documentation Page 11
and a small flotation mill that will prep the material for further processing, would concentrate these
metals in addition to gold, silver and copper.
The average of 20 reported smelter shipments is as follows:
GOLD .44 oz. per ton
SILVER 25.6 oz. per ton
COPPER 7.51%
Equals a gross value of @ $7,210 per ton, based on today’s metal prices (Dec. 2013).
The project was obtained by quitclaim from Nancy Shepard, and Mr. Floyd Bleak, and the “below
ground” assets are obtainable through either an expansion of the current mine shaft operation, or
through open pit. ALMI projects is considering the operation of an open pit mine, similar to the
surrounding projects currently maintained by Freeport McMoRan, and Resolution Copper, and
Asarco LLC.
Freeport McMoRan currently operates the project in Miami Arizona, a pit operation with refinery
consisting of a smelter. This operation by Freeport McMoRan, is the nearest operation to the “Lex
Mine”, and Freeport McMoRan provides details of the Miami Operation as follows:
Reference: http://www.fcx.com/operations/USA_Miami.htm
Description: Miami includes an open-pit copper mine, a smelter and a rod mill.
Location: 90 miles east of Phoenix, in the heart of Arizona’s historic Globe-Miami mining
district.
Did you know? The Miami mine historically had been the major copper producer in the Globe-
Miami mining area, one of America’s premier copper mining districts.
Ores: The Miami mine is a porphyry copper deposit that has leachable oxide and secondary sulfide
mineralization. The predominant oxide copper minerals are chrysocolla, copper-bearing clays,
malachite and azurite. Chalcocite and covellite are the most important secondary copper sulfide
minerals.
Processes and facilities: Since about 1915, the Miami mining operation had processed copper
ore using both flotation and leaching technologies. Current operations include leaching by the
solution extraction/electrowinning (SX/EW) process. The design capacity of Miami’s SX/EW
plant is 200 million pounds of copper per year.

Project Description and Investment Support Documentation Page 12
Background: The first prospecting expeditions visited the area in the 1860s. Copper was mined
underground until after World War II, when the first open-pit mining began. Miami was among
the first to employ “vat leaching” (1926) and precipitation plants to recover oxide minerals. It did
this in conjunction with its flotation concentrator, which processed sulfide minerals. The plant’s
smelter was modernized in 1974 to meet Clean Air Act standards and further modernized and
expanded in 1992. The success of an SX/EW plant commissioned in 1979 led to the demise of
vat leaching by the mid-1980s and ultimately the concentrator in 1986. The rod mill was
commissioned in 1966 and the refinery in 1993 (the refinery was permanently closed in 2005).
Smelter
Type: IsaSmelt™ technology (primary furnace) and ELKEM electric furnace (secondary); four
Hoboken style converters, two oxygen plants; and an acid plant treating all process gases.
Did you know? The Miami smelter processes copper concentrate primarily from FCX’s Arizona
copper mines. In addition, because sulphuric acid is a by-product of smelting concentrates, the
Miami smelter is also the most significant source of sulphuric acid for FCX’s North America
leaching operations. Miami is the only smelter in the United States to achieve International
Organization for Standardization (ISO) 9001:2000 certification. In addition to copper
concentrates, the smelter also recycles inorganic metal-bearing waste typically produced by high
technology industries, extending the useful life of valuable metals and reducing disposal of
metal-bearing waste in landfills. Copper and other precious metals are extracted during this
process.
Rod Mill
Product: Continuous-cast copper rod.
Did you know? Completed in 1969 and the first of its kind to be located at a mine site. The plant
uses the Southwire design casting system with Morgan mills to produce 7,500-pound and
15,000-pound copper rod coils.
Production: The Miami rod mill treats cathodes from the Miami mine.
*********************
The ALMI Project for the Lex Mine will begin with the opening of the mine with the expansion
to an open pit mine. The expansion will center to the development of an onsite construction of
Smelter and Rod Mill. In the development stage, ALMI will work closely with Asarco LLC,
providing mineral slurry to the Hayden Smelter and Rod Mill. The slurry will be a mineral and
chemical mixture that will transport easily the 50 miles of forest roads to the facility in Miami,

Project Description and Investment Support Documentation Page 13
Globe, and west to Superior, and to the Hayden Facility. Under the combined supervision of ALMI
and Asarco LLC, the slurry will be processed in to copper, and sold to benefit both parties.
Upon completion of the Smelter on site at the Lex Mine facility, the process of production will
emulate the standard process for extracting the copper ore from the crushed rock.
Step 1: Drilling and Blasting
Large drilling rigs bore a carefully designed pattern of holes approximately 12 inches in diameter
and 60 feet deep into the rock. The holes are filled with an explosive compound of fuel oil and
ammonium nitrate. Upon detonation, thousands of tons of ore are fragmented in a single blast.
Step 2: Loading and Hauling
Large electric-powered shovels are capable of scooping up to 100 tons of ore in a single pass.
Mammoth haul trucks are capable of carrying more than 300 tons of material per load. Computers
and global positioning satellite systems assist dispatchers in directing full loads to leach stockpiles
or crushing plants, and in directing empty trucks back to available shovels.
Step 2A.1 Leaching
Smelting uses heat (in a process called pyrometalurgy), leaching uses fluids, called
hydrometallurgy. In leaching, commonly referred to as solution extraction and electrowinning
(SX/EW) copper is removed from rock using weak sulfuric acid solutions. (This process makes
use of sulfuric acid produced as a byproduct of smelting.) In a first step: low-grade ore from the
mine is either stockpiled for treatment or is crushed before stockpiling. The ore is placed in these
large stockpiles or "pads" in 15- to 30-foot-high levels or "lifts." As each level is built, a network
of plastic tubing and drip systems or sprinklers is spread over the top of the pad to deliver
"raffinate" to the stockpile. A slightly acidic solution, raffinate percolates through the stockpile,
dissolving copper minerals contained in the rock surface. This copper-laden water, called pregnant
leach solution, exits the bottom of the stockpile and flows into collection ponds. From there it is
pumped to tanks at a solution extraction plant on the site.
Step 2A.2 Solution Extraction
The pregnant leach solution is mixed with a diluent similar to kerosene that contains an organic
compound specifically designed to extract the copper. After the solutions have been combined for
about two minutes, the mixture is allowed to settle. The pregnant leach solution, which gives up
its copper to the organic compound, is the heavier of the two solutions and settles to the bottom of
the tank, becoming raffinate again, where it is pumped back to the top of the stockpile to begin the

Project Description and Investment Support Documentation Page 14
cycle all over. The diluent containing the copper-laden organic, now known as "loaded organic,"
floats to the top of the tank and is pumped to the next section of the solution extraction plant.
Step 2A.3 Electrowinning
In this final step, the rich electrolyte is pumped through a series of tanks or "cells" in the
electrowinning tankhouse. Hanging in the tanks are insoluble lead plates, alternating with sheets
of thin copper or stainless steel. Each lead plate serves as the anode pole of an electric circuit. The
thin copper sheets, called starter sheets, or the stainless steel sheets, called blanks, serve as the
cathode pole. A direct current passes from the anode through the electrolyte to the starter sheet or
blank, causing the copper ions in the electrolyte solution to plate (attach) onto the starter sheet or
blank. After six to seven days in the tankhouse, 100- to 300-pound copper cathodes that are 99.999
percent pure and ready for market are harvested. The electrolyte that has passed through the
tankhouse, now depleted of its copper, is returned as "lean electrolyte" to the stripping step of the
process to begin that cycle again.
Step 3: Crushing and Conveying
Some loads of ore go directly to leach stockpiles; others are directed to primary crushers where
the ore is crushed into small enough sizes to be placed on a conveyor belt. At this point the ore can
be sent directly to leach stockpiles or it can be directed to concentrator facilities for further crushing
and grinding.
Step 4: Concentrating.
Using large grinding mills, ore is further crushed and ground to the consistency of beach sand.
Because nature creates copper in low densities (typically less than 1 percent grade), copper levels
must be increased or "concentrated" to be recovered economically. This is accomplished by the
next step, called flotation. Finely ground ore is mixed with water and reagents creating slurry.
When agitated and injected with air, froth is created in the slurry and the copper is liberated or
"floated" away from the host rock. The product of this process is dry, gray powder called copper
concentrate, which contains about 30 percent copper.
Step 5: Smelting
As a next step, copper-containing minerals in the concentrate are further separated from other
elements (chiefly, naturally occurring iron and sulfur) using extreme heat. The molten copper is
cast into anodes weighing 800 to 900 pounds each. These average about 99.6 percent purity.
Step 6: Refining

Project Description and Investment Support Documentation Page 15
Anodes created in the smelting process are purified by electrolytic refining. The anodes hang
vertically in cells in an electrolyte bath of copper sulfate and sulfuric acid. Thin starter sheets of
pure copper are placed between the anodes and act as cathodes. Both the anode and cathode are in
contact with a supply of direct, high-amperage electric power at low voltage that passes through
the cells with the electrolyte acting as a conductor, much like a car battery. As copper in the anode
is oxidized, it dissolves into the electrolyte solution and then plates onto the cathode. In this
process, the impurities are removed, leaving a high-quality copper product (99.999 percent pure)
ready for market.
Aramco Land and Mineral, Inc., through a relationship with INSCX, does intend to license and
deploy the electrolytic process as described in the license agreement that will increase copper
production to greater than 99.995% capacity. It is further identified in documentation from
INSCX, and summarized below:
The licensor through technical innovation, understanding of electrolytic processes and use of
modern materials, has developed the Adaptive Electrolytic Process, described as a high speed and
high selectivity technology of copper electrorefining and electrowinning.
The Process is a software and hardware system which effectively accelerates the age-old process
of electrolytic production of copper. The result is a dramatic improvement in production
performance and current efficiency, significant lowering in operating cost and capital investment,
while also delivering an unexpected extension of potential uses well beyond its traditional market
place by allowing for copper production directly from bleed and waste electrolytes.
This “cloud” patent pending method of electrolytic copper production can be implemented in
existing copper refineries without essential changes in the tank house infrastructure apart from the
customized power supplies and its dedicated software which should fulfill certain specific
requirements. There are cited advantages to the Adaptive Electrolytic Process in comparison to the
traditional approaches in electrorefining and electrowining, namely up to 50% times higher
cathode current densities can be used to obtain commercially pure copper deposit with very high
current efficiencies above 97% which can contribute to the factory foot print reduction and/or
significant copper production scale-up.
By allowing selected changes in the tank house infrastructure related with tank’s construction and
electrical circuit design, further improvement in cathode current densities are possible, namely up
to 400%. Other positive aspects of the technology result from the fact that traditional stainless steel
cathodes or copper starter sheets can be used, the cathode copper is received in broad spectrum of
copper content in electrolyte from 50g/litre down to 1mg/litre with the commercial purity higher
than >99,995%.

Project Description and Investment Support Documentation Page 16
The process allows for increase of % of highest grade cathodes within the whole population of
produced cathodes.
The process does limit evolution of dendrites, keeps the cathode surface smoother and all that
without co-deposition of impurities, like Arsenic neither evolution of dangerous AsH3 gas. The
significant operating and capital cost benefits of the technology have altered the economies of
scale for metal project development; creating viability where it may not have previously existed,
both for pyrometallurgical and hydrometallurgical plants.
Step 7: To Market
Some cathodes both from the electrowinning and refining processes are shipped to company
facilities to be used in making copper rod, the primary feedstock for the wire and cable industry.
Some cathodes are shipped directly to customers for other manufacturing purposes
Specific Summary of the Mining Operation for the Lex Mine
The specific calendar of events illustrates the Lex Mine will operate as an open pit, and produce
copper slurry within fifteen to eighteen months of funding, through forward sales. This copper
slurry will be processed at the Smelter in Hayden, Arizona from month eighteen through month
thirty six when a Smelter can be constructed and will open for operation on Site adjacent to the
Lex mine. The profit margin from the production of the slurry will be shared jointly with Asarco
LLC during the thirty six months of smelting at the Hayden Smelter. Operation of a smelter
adjacent to the Lex mine will reduce costs in transportation, and allow 100% of the profits to be
retained by ALMI, and affiliates under the ALMI Project. Ultimately, the AMLI Project, within
three years of the opening of the mine, will function as a stand-alone operation. The addition of a
Smelter at the “Lex Mine” will benefit both ALMI and Asarco LLC as the relationship grows and
develops. It is the foreseeable goal to produce in the first year, 120,000 tons of copper ore, and
increase output by 120,000 tons in the second year, to 240,000 tons. In the third year, opening of
the smelter will show a production rate similar to the second year of 240,000 tons, yet in the fourth
and remaining years of operation, ALMI Projects plans on the production of 500,000 tons of
copper annually.
At current prices, based upon the LME (London Minerals Exchange) 120,000 tons annually would
produce approximately $873,600,000 in revenue annually less costs of the operation. This does
not take into consideration the valuation of the other fine minerals, (Gold, Silver, Tungsten and
Zinc) which will be removed in the production process for the copper.
Summary of appendix for the “Lex Mine” Operation available for review:
Appendix

Project Description and Investment Support Documentation Page 17
A Quitclaim Deed for LEX Mining Claims 4 Nov. 2009
B Geographical Site Map of LEX Claims #1
C Geographical Site Map of LEX Claims #2
D Bobtail Mining Claims Sketch
E Bobtail Mining Claim History Report Nov. 15, 1929
F Bobtail Mining (Defense Records) March 1953
G Bobtail Mining (Defense Records) 1962
H Bobtail Mining Record June 1981
I AIMCO Proposed $30 M IPO dated Sept. 28, 1994
J Doak Springs Mining Notes May 15, 1942
K Excerpt from Arizona Department of Mines and Mineral Resources
Trends and Opportunities Open File Report 05-22, March 2005
Section IV. The “Rainbow Mine” Operation
The Project is located in Rainbow Valley, about 8 miles south of Buckeye, Arizona. The first
mining pit is situated within 76 federal lode mining claims located in Sections 2, 3, 9, 10,11, and
12 T2S, R3W. The plant is situated within four federal mill sites in Sections 20 and 29, T2S, R3W,
all in Maricopa County, Arizona. The claim group consists of Rainbow Mineral Claim 1-76 (AMC
#362828-362846, 362917-362922 and 363573-363623) and Rainbow Mill sites AMC 363078-
363081.
Access to the Project is via State Route 85 to Komatke Road (13.8 miles south of I-10, just north
of the Southwest Regional Landfill) shown in Photo 1, east along Komatke Road (El Paso Natural
Gas Co. right of way) about 2.5 miles, then northeast on an existing road about 0.8 mile to the
plant site. An alternate route to the site is via Riggs Road (a Maricopa County road) to Komatke
Road, then west-northwest 1.2 miles to the road alongside the Arizona Public Service (APS) power
line, then northwest 1.6 miles to the plant site.
Project Description and Investment Support Documentation Page 18
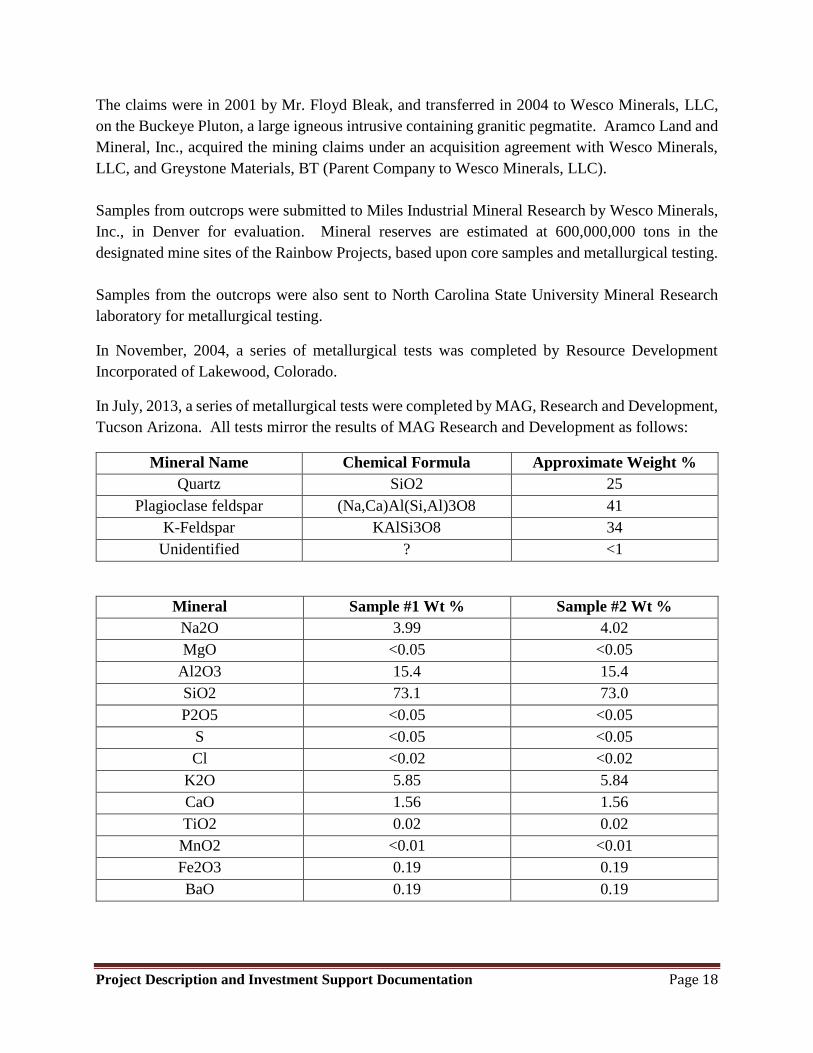
The claims were in 2001 by Mr. Floyd Bleak, and transferred in 2004 to Wesco Minerals, LLC,
on the Buckeye Pluton, a large igneous intrusive containing granitic pegmatite. Aramco Land and
Mineral, Inc., acquired the mining claims under an acquisition agreement with Wesco Minerals,
LLC, and Greystone Materials, BT (Parent Company to Wesco Minerals, LLC).
Samples from outcrops were submitted to Miles Industrial Mineral Research by Wesco Minerals,
Inc., in Denver for evaluation. Mineral reserves are estimated at 600,000,000 tons in the
designated mine sites of the Rainbow Projects, based upon core samples and metallurgical testing.
Samples from the outcrops were also sent to North Carolina State University Mineral Research
laboratory for metallurgical testing.
In November, 2004, a series of metallurgical tests was completed by Resource Development
Incorporated of Lakewood, Colorado.
In July, 2013, a series of metallurgical tests were completed by MAG, Research and Development,
Tucson Arizona. All tests mirror the results of MAG Research and Development as follows:
Mineral Name Chemical Formula Approximate Weight %
Quartz SiO2 25
Plagioclase feldspar (Na,Ca)Al(Si,Al)3O8 41
K-Feldspar KAlSi3O8 34
Unidentified ? <1
Mineral Sample #1 Wt % Sample #2 Wt %
Na2O 3.99 4.02
MgO <0.05 <0.05
Al2O3 15.4 15.4
SiO2 73.1 73.0
P2O5 <0.05 <0.05
S <0.05 <0.05
Cl <0.02 <0.02
K2O 5.85 5.84
CaO 1.56 1.56
TiO2 0.02 0.02
MnO2 <0.01 <0.01
Fe2O3 0.19 0.19
BaO 0.19 0.19

Project Description and Investment Support Documentation Page 19
Planned Operations. The project includes an open pit mine and mineral recovery plant designed
to produce feldspathic sand products and biotite mica from the pegmatite deposit present on the
claims. The current mine was located using the best results from the research, and Wesco Mineral,
Inc., proceeded forward to a depth of 45 feet, when operations stopped in 2009.
There are four sites for mining that can produce minerals that will yield high quality feldspar, and
they have been identified in the research. The goal would be to advance from one mine site to the
next, developing the initial stages of each mine within a four to five year period. This process
would bring great quantities of the best quality of feldspar by the fifth year of operation.
Development Schedule. ALMI plans to break ground on further development of the current mine
site by the second quarter of 2014, and additional mining sites annually over the next four years.
The necessary permit for the initial mining site has been preserved from the Wesco Minerals, Inc.,
operation, and transferred to ALMI. Construction and other preparations should be complete
within five months, of funding.
Ore Reserves. As stated in the SME Mining Engineering Handbook, Vol. 1, 2nd Edition (1992),
“Ore reserve estimates are assessments of the quantity and tenor of a mineral that may be profitably
and legally extracted from a mineral deposit through mining and/or mineral beneficiation.
Estimation of ore reserves involves not only the evaluation of tonnage and grade of a deposit but
also consideration of the technical and legal aspects of mining the deposit, of beneficiation the ores
and of selling the product.”
The following paragraphs address the relevant parameters as they relate to the Project.
Tonnage and Grade. Ore reserves within the pit are estimated at 13.5 million tons to a depth of
200 feet. Ore estimates for the entire project exceed 600,000,000 tons. The pegmatite deposit is
known to extend to at least this depth based on two drill holes (DH 1 and 4) drilled in the NW ¼
of Section 10 within the perimeter of the planned pit. The logs and analyses for holes 1 and 4
(confidential) are included in Appendix D, along with analysis of 24 surface samples (confidential)
taken within and immediately adjacent to the proposed pit. Surface and drill holes samples are
very similar in mineralogy and analyses, indicating that the quality of the ore is uniform throughout
the area of the pit.
Ore reserves were calculated by averaging the top and bottom areas of the pit and multiplying by
the average distance between these two areas. A tonnage factor of 2.2 tons per bank cubic yard
was used, as given in the Practical Handbook of Physical Properties of Rocks and Minerals
(Carmichael, 1989) to convert volume to tons.
Information on the geology of the deposit is available for review. The ore is a pegmatitic granite
porphyry that contains 25-30% microcline feldspar, KAlSi3O8, 25-30% plagioclase feldspar (low
albite), NaAlSi3O8, 25-30% quartz, SiO2, and 10-15% biotite, K(Mg, Fe)3AlSi3O10(OH)2. The

Project Description and Investment Support Documentation Page 20
biotite is usually associated with magnetite and trace minerals of garnet and epidote. No sulfides
were recognized.
These reserves within the pit one are sufficient for 67 years at the proposed mining rate of 350,000
tons per year.
Proposed Operation. ALMI plans to mine pegmatite ore that outcrops on the claims and process
it to produce feldspathic sand and biotite mica products. Essentially all of the ore mined will be
used to produce saleable products with little waste.
The mine will operate on the mining contractor’s schedule, but will likely be 14 hours per day,
five days per week for about twelve months per year. The plant will initially operate ten hours per
day, four days per week year around, increasing to 20 hours per day five days (with 4 hours of
down time for scheduled maintenance and cleaning) per week after the first year.
Proposed Development Schedule. ALMI plans to break ground in the second quarter of 2014 or
sooner, provided construction of the mill is in place. Initial production is planned at 50,000 tons
per month for the first three months, then a gradual increase to 100,000 tons on a monthly basis.
ALMI may submit an amendment to increase production at a future date.
Construction. Construction will require clearing and leveling of approximately 12 acres at the
plant site, construction of concrete foundations for recovery equipment at the plant, pouring of a
slab and erection of the 26,400 sq. ft. plant building, reopening, and if necessary drilling a water
well, excavating and lining the process water settling pond, installation of equipment, power, gas
and water distribution systems, access road improvement and fencing of the plant site. All
facilities at the pit will be temporary and will not require construction except for clearing and
leveling within the boundaries of the pit, soil stockpile and waste rock dump site. Construction is
estimated to require five months.
Mining and In-Pit Crushing. ALMI will employ a contractor for blasting operations in the mine,
and if necessary, to crush and stockpile the ore. The contractor will produce 500,000 tons per year
of -3” crushed ore during a mining campaign. ALMI will provide overall direction of the
contractor’s operation.
Open Pit Design. The pit design is available. The pit will be rectangular, approximately 1500’x
1200’ x 500’ deep, and will grow to 1 mile in size, and 1,000’ deep and will be mined in
consecutive 20’ benches. Final side walls will be mined to a 1.5:1 slope. . Haul roads will be 35’
wide as shown in the pit cross section, Figure 8, with a maximum grade of 10%. Four-foot high
berms will be provided on the outside edge of the haul road as required by MSHA and ASMI
regulations. Benches will be 20’ high by 15’ wide with approximately 0.75:1 intermediate bench
face slopes as shown in Figure 9.

Project Description and Investment Support Documentation Page 21
Mining will begin at the southwest end and proceed to the northeast end, removing ore in 20’ lifts.
The haul road will be located along the pit walls.
Mining Parameters. The mining contractor will assist in the mining of 500,000 tons and crush it
to -3” size in a mining campaign approximately two months long. The contractor will work to his
own schedule, but nominally 12 hours per day, five days per week, with maintenance on the off
shift.
Mining, Pit Crushing and Hauling Equipment. An equipment list is given in the table below.
Typical equipment adequate for the job is given although the actual mining equipment selected
may differ.
Equipment No. Make/model/specifications
Mining Equipment (contractor)
Dozer 2 Cat D8
Air track drill 2 Svedala model 402, 4.5” bit capacity
Powder truck 2 ¾ ton pick-up
Water truck 2 5000 gallon
Front end loader 2 Cat 966
Haul truck 4 Cat 777
Fuel/maintenance truck 2 Mack 5 ton
Blasting/crew truck 2 Ford F-250
Pit cusher 2 30x42 jaw
Stacking conveyor 2 36”x 120’, slewable conveyor
Generator 3 Cat 300 kW
Diesel fuel tank 2 5,000 gallon, above-ground, dual wall
Explosives magazine 1 BATF approved
Hauling Equipment (ALMI)
Loader 2 Cat 966

Project Description and Investment Support Documentation Page 22
Ore haul truck 2 40 ton
Grader 1 Cat 14
Water truck 2 5000 gallon
Plant Operating Parameters. The plant is designed to process at a minimum, approximately
200,000 tons per year of -3” ore produced by the mining contractor. The plant capacity is
nominally 83 tons per hour. The initial production target is 50 tons per hour. During the first year,
the plant will operate one 10 hour shift per day, four days per week to produce 100,000 tons of the
several products. After the first year, the plant will operate three eight-hour shifts per day, five
days per week to produce 300,000 tons of products.
Stockpiling and Drying. The haul trucks will dump the -3” crushed ore into a hopper at the plant.
A 4’x16’ feeder will discharge onto a 30”x 150’ stacking conveyor which feeds a 5000 ton live
capacity stockpile. Material is withdrawn from the stockpile by a vibratory feeder and conveyed
to a natural gas-fired 6’x50’ rotary dryer, where the moisture is reduced to < 0.5% to allow for
efficient screening.
Closed-Circuit Crushing and Screening. The ore is discharged from the dryer onto a short
conveyor that carries it to a 5’-10’ double-deck vibrating screen. Minus 16 mesh ore passes through
the screen and falls onto a high-angle conveyor. The screen oversize falls into a 250 hp vertical-
shaft impact crusher. The crusher breaks the ore into various size fractions. From the crusher, the
ore falls onto the high angle conveyor that carries it to a splitter. The splitter splits the ore into
two streams to feed two 5’x7’ five-deck vibrating screens. The five-deck screens separate the ore
into five components: +16 mesh oversize, 16x30 mesh, 30x60 mesh, 60x90 mesh and -90 mesh.
The +16 mesh oversize falls onto a conveyor belt that returns it to the crusher, closing the crushing
circuit.
Magnetic separation. The screen products are carried by conveyors to four high-intensity
magnetic separators, which separate paramagnetic biotite and other minor constituents from the
non-magnetic silica (quartz) and feldspar.
Bagging and Storage. The quartz and feldspar (feldspathic sand) products are carried by
pneumatic conveyor to bagging bins or bulk storage bins. The biotite and minor constituents are
discharged onto a 24” belt conveyor and then a pneumatic conveyor to carry it to the biotite mica
storage bin.
High Grade Feldspathic Sand Production. A portion of the 30x60 mesh and 60x90 mesh
feldspathic sand fractions is diverted to a conditioner tank, where it is mixed with water to form
slurry. The slurry is then processed through a teeter bed separator to produce a super-clean 30x90
mesh feldspathic sand product. The product is filtered by a drum filter and dried in a gas-fired

Project Description and Investment Support Documentation Page 23
rotary dryer. The dried product is carried by pneumatic conveyor to a bagging bin. Water and
impurities from the teeter bed separator are pumped to a polyethylene-lined settling pond to
recover the water for reuse.
Product Hauling. Bagged and bulk products are loaded onto customer trucks or contract haulers
by front-end loader of forklift. The trucks are weighed and dispatched to the customer's location.
The access road will be widened to 24 feet to allow two-way truck traffic. A water truck will be
used to control dust. Approved dust palliatives may be used to improve dust suppression efficiency
and reduce water use.
Processing Equipment. The minimum amount of processing equipment is shown in the table
below.
Plant Equipment (ALMI) No. Type
Ore bin 1 100 ton
Feeder 1 Dakota 4’x16’ HD vibratory
Dust suppression system 1 Fog
Stacking conveyor 1 30”x150’ belt conveyor
Tramp iron magnet 1 Eriez
Belt scale 1 Weightronix
Vibratory feeder 1 FMC 24”x 48”
Dryer feed conveyor 1 30”x 100’
Rotary dryer 1 5’x 40’, propane fired
Dryer/crusher baghouse 1 Pulse Jet 9,000 cfm
Screen feed conveyor 1 CSI 30”x 40’ belt conveyor
Scalping screen 1 5’x10’ vibrating screen
Crusher 1 Remco 200 vertical shaft impact crusher
High angle conveyor 1 Beltwall 30”x24’
Splitter 1 Custom
Screen 2 Midwestern 5 deck vibrating screen

Project Description and Investment Support Documentation Page 24
Oversize return conveyor 1 24”x 50’
Magnetic separator 4 Eriez 6”x30”
Pneumatic conveyor 4 3” duct
Diverter 1 Custom
Feldspar bagging bin 4 75 ton
Bag packing machine 4
Feldspar bulk storage bin 4 Custom
High-grade feed bin 1 75 ton
Conditioner tank 1 3’x 5’
Density separator 1 Erie
Centrifuge 1
Dryer feed conveyor 1 18”x 25’
Rotary dryer 1 2’x6’
Dryer baghouse 1 Pulse Jet
High-grade bagging bin 1 Cashon
Plant baghouse 1 Pulse Jet 15,000 cfm
Palletizer 1
Ancillary Equipment (Wesco)
Air compressor 600 cfm
Well and pump 1
Water tank and dist. system 1 10,000 gallon
Transformer & elect dist system 1
Wheel loader 1 5 cy

Project Description and Investment Support Documentation Page 25
Skid-steer loader 1 ¾ cy
Forklift 1 20 ton
Forklift 1 5000 lb.
Pick-up truck 2 Chevrolet ¾ ton
Plant building 1 120’x 220’x 26’eave, steel frame &
cladding
Precip. Runoff control facilities 1
Settling pond 1 600,000 gal, polyethylene lined
Propane tanks 4-6 1000 gal.
Diesel fuel tank 1 5000 gal., surface, dual containment
The steel building will house the process equipment downstream of the rotary dryer, plus the plant
maintenance facilities, product storage, and office. Plant facilities will be fenced. Product bunkers
will be located on the northwest side of the building.
Power Supply and Distribution. Power for the plant will be obtained from a low-voltage APS
line that passes adjacent to the plant site. Power will be supplied through an underground conduit
from a pole- or ground-mounted transformer at the power line. The mining contractor will provide
power for its operation from a diesel-powered generator located at the pit. A portable office with
generator will be located at the mining pit site.
Water Supply and Storage. Up to about 14,000 gallons per day will be needed for road watering,
ore processing and plant dust control. Water usage will be less during periods of wet weather and
in the winter. ALMI plans to obtain the water needed from a well drilled at the plant. The current
well has been drilled to 987 feet, and water level is presently found at 295 feet. Wells in the
vicinity have encountered water at a depth of about 300 feet. Water will be stored in two elevated
10,000 gallon tanks.
Explosives Storage. The mining contractor will store explosives in BATF-approved magazines
located in the pit.
Fuel Storage. Diesel fuel will be stored in above-ground, dual containment 5000 gallon tanks.
Four to six 1000 gallon propane tanks will be used to provide gas for the dryers. Propane tanks
under 2000 gallon capacity do not require a state permit.

Project Description and Investment Support Documentation Page 26
Maintenance Area. The mining contractor will maintain its equipment in or adjacent to the pit.
Major repairs will be done off-site.
ALMI will maintain its mobile equipment and plant equipment at the plant. Major repairs will be
done off-site
Office. The on-site office will be located adjacent to the plant building.
Sanitary, Solid and Liquid Waste Disposal. Initially, ALMI will use serviced portable toilets
for sanitary wastes. A septic system may be installed later after a county permit is obtained.
Waste paper, filters, garbage and non-hazardous trash generated on site will be stored in closed
containers and disposed of at the Southwest Regional Landfill. Scrap wood, equipment tires and
similar non-hazardous items will be accumulated in a designated storage area and transported to
the Southwest Regional Landfill as required.
Used lube oil, hydraulic fluid, antifreeze, solvents, greases and similar products will be stored in
closed containers and disposed of by a contract recycler. Empty drums will be recycled.
Water from the process will be stored in a lined settling pond and recycled to the process. No
flocculants or other reagents are added.
Site Security. The plant will be enclosed with a chain-link fence. A gate and the building will be
locked during times when no one is present.
Fire Protection. Fire extinguishers will be mounted on mobile equipment, at strategic locations
inside the plant building and at fuel storage facilities.
ALMI. ALMI will employ 50 workers for its hauling and plant operations at full production: one
plant manager, three mill foremen, three mill operators, one crusher operator, one loader operator
and two truck drivers. After an initial start-up period, the plant will operate one shift per day, 236
days per year, building up to three shifts per day, 365 days per year. Workers will be added during
the first year as production warrants.
Construction Contractor. The construction contractor will require about five months for
construction of the plant and facilities. The contractor will work one eight to 12 hour shift, five
days per week. The number of construction workers will vary with the construction activity, but
should not exceed about 15.
Mining Contractor. The mining contractor will generally work 12 hours per day during the
mining campaign. Maintenance that cannot be completed during the operating shift will be done
on the off shift. The number of workers employed by the mining contractor may vary, but will be
around ten.

Project Description and Investment Support Documentation Page 27
ARMACO LAND AND MINERAL INC., (ALMI) has been working with SBM Solutions, of
Shanghai Shibang Machinery Co., Ltd, located in Shanghai China. SBM has prepared a bid for
the main focus of the mill, the Vertical Impacter. The Engineering report and the bid are found
elsewhere in this memorandum. Cost of the completed mill is just under seven million dollars.
Summary of appendix for the “Rainbow Mine” Operation available upon request:
A. Proposed Budget Plan – Aramco, Feb. 2013
B. SBM Engineering Report and Quotation – Aramco, Feb. 2013
C. Core Drilling Sample Key – Wesco May 2004
D. Mineral Lab Results – Rainbow Valley Mine, June 2004
E. Beneficiation Report – Wesco, 2004
F. Surface and Core Analysis – John Rud, Jan 2005
G. Marketing Information – Wesco, 2005
H. Mineralogy Summary -Wesco
I. Silica Memorandum – Wesco Minerals, November 2007
J. Aggregate Testing – Wesco, April 2009
K. USGA Golf Test Results – Hummel & Co. Inc. Nov 2. 2007
L. Figure X and Figure Y ( Plant Lay Out and Flow Sheet)
M. Figures, Maps and Charts – as prepared by and for Wesco
SECTION V: SUMMARY SPECIFIC TO PERSONNEL OPERATIONS IN
ARIZONA
Aramco Land and Mineral, Inc., will operate a corporate office, headquarters approximately half
the distance between the Lex Mining Operation and the rainbow Mining Operation. The center of
all administrative and Human Resource Operations will be maintained at this facility.
The mining operations of each project will have on site a specific “Field Office” that will maintain
all necessary documents in accordance with OSHA, and Mine Specific in nature required by both
State and Federal Mining Laws and Regulations.
Aramco Land and Mineral, Inc., will employ approximately one hundred highly qualified
personnel that will be assigned by operation, as needed, and may commute between the two
projects as necessary. It is estimated that $25,000,000 will be necessary in the first three to five
years to pay for the salaries and benefits of these personnel.
The entire operational costs have been estimated at approximately $75,000,000.00 to bring both
mining operations into production in the first year, with income revenue from the Copper mine
estimated at $700,000,000 by the end of the second year and income revenue from the White Silica

Project Description and Investment Support Documentation Page 28
Feldspathic Sand operation of the Rainbow Mine estimated at $80,000,000.00 by the end of the
second year. Aramco Land and Mineral, Inc., continues to pursue other operational opportunities
in Frac Sand, and Coal, through strategic partnerships, yet has a main focus of bringing the
operations in Copper and Feldspar to full capacity in 2014.
SECTION VI: USE OF FUNDS
Projected use of funds Amount
Develop Copper Claim Sight-
Expanding Shaft Mine
$1,500,000.00
Close on the Feldspathic Sand
Acquisition
$750,000.00
Site improvements “Lex Mine”, to
include core sample drilling.
$500,000.00
Site Improvements “Rainbow Mine” to
include well drill, and development.
$3,500,000.00
Crushing Equipment (Complete
contract with SBM Machinery) and
additional Equipment for use on sites.
$5,000,000.00
Real Estate Acquisition (Office
Commercial) and improvements.
$500,000.00
Cash Reserve and Operational Funds $3,250,000.00
Total Amount of Loan $15,000,000.00
Loan Parameters Specifics
Loan Amount $15,000,000.00
Proposed Interest 17% Annually
Proposed Prepayment Penalty 6 Months
Proposed Term 60 Months
Proposed Security First Lien to be placed against mining
assets, equipment, and real estate assets
of the corporation
Stock Warrants for Public Trading
Corporation to be developed
1,000,000 share warrant