one coat systems for new steel bridge structures
TRANSCRIPT
One Coat Systems for New Steel Bridge Structures

Learning Outcomes• At the end of this webinar you will be
able to:– Define a one-coat system for bridge structures– Report the results of a two year study conducted
by the Federal Highway Administration– Report the results of a Federal Highway
Administration funded study conducted by Connecticut DOT
– State the advantageous and disadvantageous of using a one-coat system on a bridge structure

Introduction• Federal Highway Administration
(FHWA) funded two studies that evaluate the use of a one-coat system to protect bridges from corrosion

Why a One-Coat System?• The typical coating system consists of
3 coats:– Zinc-Rich Primer– Epoxy Intermediate Coat– Polyurethane Topcoat
• Going to a one-coat system will lower:– Overall Cost– Amount of time and space needed for
application

One-Coat System• Development of a one-coat
system would involve formulation of a coating system that will provide a lifetime of corrosion protection and be applied in one, quick-dry coat at the time of initial fabrication of the bridge in the fabrication shop

One-Coat Coatings• The current standard for evaluating
coatings applied to structural steel is “AASHTO R31, Project Work Plan for the Laboratory Evaluation of Structural Steel Coatings”
• Performance of a one-coat coating system should equal or exceed the performance of the current “gold” standard system: IOZ/EP/URE

FHWA Study• Test panels prepared to SSPC SP 10
level of cleanliness with an anchor profile between 2-3 mils
• 2 control systems– 3 coat system– 2 coat system
• 8 one-coat test systems

Coating Systems1. Control Systems:
1. 3-coat control (Organic Zinc + Epoxy + Polyurethane)2. 2-coat control (Zinc-Rich Moisture Cured Urethane +
Polyaspartic)
2. One-Coat Systems:1. Polyaspartic (ASP)2. Epoxy Mastic (EM)3. Calcium Sulfonate Alkyd (CSA)4. Glass Flake Polyester (GFP)5. High Build Acrylic (HBAC)6. Waterborne Epoxy (WBEP)7. Polysiloxane (SLX)8. Urethane Mastic (UM)

FHWA Study• Performance of coating systems were
evaluated by:– Volatile content– Binder content– Pigment content– Pencil scratch hardness– DFT– Accelerated Laboratory Testing– Surface Defects– Adhesion Strength

Coating SystemsCoating SystemsSystem ID Volatiles Pigment Binder Initial Scratch
HardnessFinal Scratch
Hardness
3- Coat NA NA NA HB HB
2- Coat NA NA NA HB HB
Polyaspartic 22.7 38.1 39.2 6B 4B
Epoxy Mastic 11.1 39.2 49.7 HB HB
Calcium Sulfonate Alkyd
23.1 26.6 50.3 Softer than 6B Softer than 6B
Glass Flake Polyester
35.0 18.7 46.3 2H 2H
High Build Acrylic
33.2 27.1 39.7 6B 6B
Waterborne Epoxy
43.5 31.0 25.5 HB HB
Polysiloxane 7.7 30.2 62.1 HB 2H
Urethane Mastic 23.6 29.4 47.0 2B HB

Pencil Scratch Hardness• Tested per ASTM D3363-05, “Standard
Test Method for Film Hardness by Pencil Test

Pencil Scratch Hardness

Pencil Scratch Hardness
3-coat
2-coat
ASP
EM
CSA
GFP
HBAC
WBEP
SLX
UM
Coating System
Scr
atch
Har
dnes
s
Initial Final6H
5H
4H
5B
4B
2B
B
HB
3H
3B
F
H
2H
6B
<6B

DFT• Measured per SSPC PA 2, “
Measurement of Dry Film Thickness with Magnetic Gage”
• Appendix 6 - Method for Measuring Dry Film Thickness of Thin Coatings on Coated Steel Test Panels that Had Been Abrasive Blast Cleaned

DFTCoating System 5-10 mils 10-15
milsGreater than
20 mils
Epoxy Mastic X
Polysiloxane X
Urethane Mastic X
Calcium Sulfonate Alkyd
X
High Build Acrylic X
Waterborne Epoxy X
3- coat control X
2- coat control X
Polyaspartic X
Glass Flake Polyester X

Accelerated Laboratory Testing• Total hours per cycle = 360 hours
– Freeze Cycle for 24 hours at -23 oC (-10 oF)– UV/Condensation Cycle for 168 hours:
• 4-hour UV at 60 oC (140 oF)• 4-hour condensation at 40 oC (104 oF)
– Alternating Salt-Fog Cycle for 168 hours:• 1-hour wet with 0.35% (NH4)2SO4 plus 0.05% NaCl solution at
ambient temperature• 1-hour dry at 35 oC (95 oF)
• Total test cycles = 19 • Total hours = 19 X 360 = 6840 hours• Performance evaluation after each test cycle

Outdoor Exposure at Turner Fairbank Research Center
Outdoor Exposure at Turner Fairbank Research Center
• Periodic performance evaluation every six months

Outdoor Exposure at Sea Isle, NJOutdoor Exposure at Sea Isle, NJ
• Periodic performance evaluation every six months

Outdoor Exposure Test Sites• Due to insufficient data, test results
obtained from the outdoor exposure test sites will not be included in this presentation and will be reported at a future time

Outdoor Exposure Test Sites• Data being gathered on panels at
these sites are:– Gloss per ASTM D523, Standard Test
Method for Specular Gloss– Color per ASTM D2244, Standard Practice
for Calculation of Color Tolerances and Color Differences from Instrumentally Measured Color Coordinates
– Coating Impedance per Electrochemical Impedance Spectroscopy (EIS)

Electrochemical Impedance Spectroscopy (EIS)
• EIS studies the system response to the application of a periodic small amplitude ac signal. These measurements are carried out at different ac frequencies and, thus, the name impedance spectroscopy was adopted
• Analysis of the system response contains information about the interface, its structure and reactions taking place

Electrochemical Impedance Spectroscopy (EIS)
• EIS is used to forecast the remaining life of a coating system

Rust Creepage• Measured per ASTM D7087-05a,
“Standard Test Method for an Imaging Technique to Measure Rust Creepage at Scribe on Coated Test Panels Subjected to Corrosive Environment”

Rust Creepage Growth
0
5
10
15
20
25
30
35
40
0 720 1440 2160 2880 3600 4320 5040 5760 6480 7200
Duration (hour)
Cre
epag
e (m
m)
3-coat
2-coat
ASP
EM
CSA
GFP
HBAC
WBEP
SLX
UM

Rust Creepage Growth
• Poor Performance:– ASP, SLX, UM and WBEP
• Intermediate Performance:– HBAC and EM
• Good Performance:– GFP and CSA

Surface Coating Defects• Holidays were measured per ASTM
D5162-01, “Standard Practice for Discontinuity (Holiday) Testing of Nonconductive Protective Coating on Metallic Substrates”

Surface Coating DefectsCoating System # of Coating Defects (Holidays, Rust
and Blisters)
Urethane Mastic Uncountable #
Polyaspartic Uncountable #
Polysiloxane 32 at 4320 hours
High Build Acrylic 7
Waterborne Epoxy 5
Calcium Sulfonate Alkyd 2
2- Coat Uncountable Holidays at 5760 hours
Epoxy Mastic Uncountable Holidays at 6120 hours
Glass Flake Polyester 0
3- Coat 1

Adhesion• Adhesion was measured per ASTM
D4541-01, “Standard Test Method for Pull-Off Strength for Coatings Using portable Adhesion Testers”
• Initial adhesion tests were conducted using a pneumatic adhesion tester, which was replaced with a new hydraulic adhesion tester in the middle of the study

Adhesion Strength
0
500
1000
1500
2000
2500
3000
3-coat 2-coat ASP EM CSA GFP HBAC WBEP SLX UM
Coating System
Adh
esio
n S
tren
gth
(psi
)
Initial Final - Unscribed Final - ScribedInitial Final - Unscribed Final - Scribed
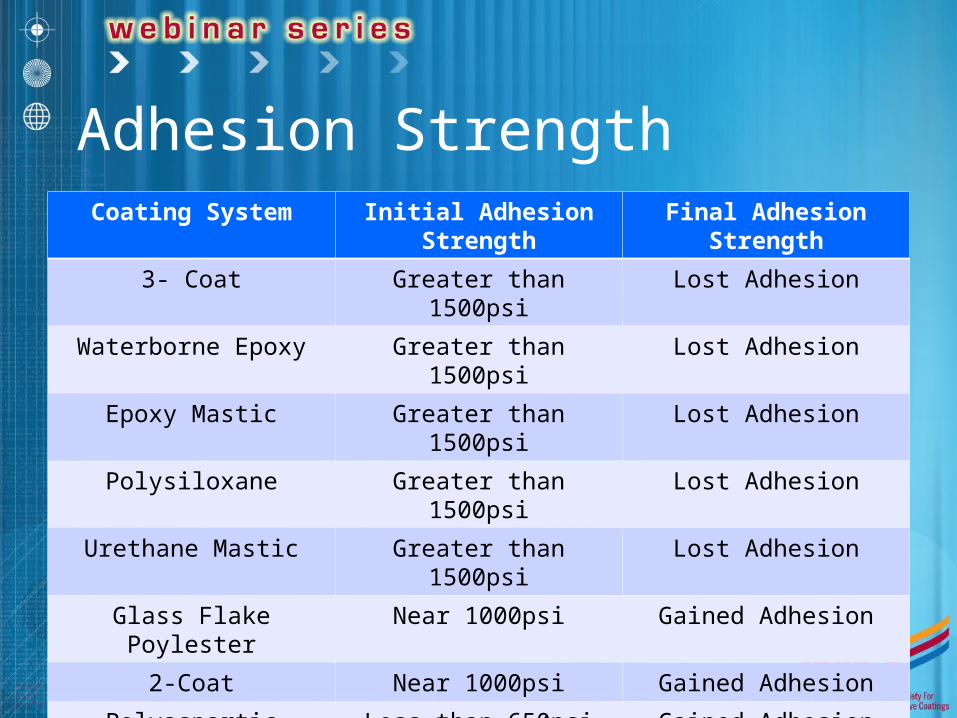
Adhesion StrengthCoating System Initial Adhesion Strength Final Adhesion Strength
3- Coat Greater than 1500psi Lost Adhesion
Waterborne Epoxy Greater than 1500psi Lost Adhesion
Epoxy Mastic Greater than 1500psi Lost Adhesion
Polysiloxane Greater than 1500psi Lost Adhesion
Urethane Mastic Greater than 1500psi Lost Adhesion
Glass Flake Poylester Near 1000psi Gained Adhesion
2-Coat Near 1000psi Gained Adhesion
Polyaspartic Less than 650psi Gained Adhesion
High Build Acrylic Less than 650psi Gained Adhesion
Calcium Sulfonate Alkyd 280psi Gained Adhesion

FHWA Study Findings• Based on the initial coating characteristics
of eight one-coat materials and two controls, and their 20-month performance data, the following findings were made:– Calcium sulfonate alkyd has been the best
performer– Glass flake polyester is an excellent coating
system and is the 2nd best in overall performance
– Both of these coating systems out performed the control systems
• Organic Zinc + Epoxy + Polyurethane• Zinc-rich Moisture Cured Urethane + Polyaspartic

•Second Study
2005 FHWA Connecticut DOT Study
• 3 one- coat systems were tested per “AASHTO R31, Project Work Plan for the Laboratory Evaluation of Structural Steel Coatings”– Polyaspartic– Polysiloxane– Waterborne Epoxy

2005 FHWA Connecticut DOT Study
• The 3 coating systems were tested for:– Accelerated testing– Rust Creepage– Gloss Retention– Color Retention– Adhesive Strength– Abrasion Resistance

Accelerated Testing• Polyaspartic and Waterborne Epoxy
coating systems did not blister after 15,336 hour cyclic weathering exposures

Rust Creepage• All three coating systems exhibited
severe blistering along and away from the scribe area, as well as undercutting beneath the scribe

Aesthetics• Color retention for the three systems
was excellent. • The gloss retention was
approximately 40-50% for polyaspartic and waterborne epoxy coating systems
• Polysiloxane did not complete test- was pulled early due to poor performance

Adhesion• Adhesion strength of the materials
was high and well in excess of the suggested minimum (600 psi) adhesion values prescribed by AASHTO Specification R31

Abrasion Resistance• The coating system that exhibited the
best abrasion resistance was polyaspartic with waterborne epoxy performing the worst

2005 FHWA Connecticut DOT Study Findings
• The two systems that performed the best were:– Polyaspartic– Waterborne Epoxy
• Neither materials tested as well IOZ/Epoxy/Polyurethane and are recommended only for mild environments

Summary• In summary, while not yet equal to
the standard three-coat systems, one-coat materials tested show significant promise

What is the Next Step?• To determine the ultimate field
performance of one-coat systems.. Field exposure will be targeted to different demanding environments, e.g., freshwater marine, saltwater marine, inland dry, and control test sites