Üretİm planlama ve kontrolauzefkitap.istanbul.edu.tr/kitap/endustrimuhlt_ue/...planlama...
TRANSCRIPT
ÜRETİM PLANLAMA VE KONTROL
ENDÜSTRİ MÜHENDİSLİĞİ LİSANS PROGRAMI
PROF. DR. Ramazan YAMAN
İSTANBUL ÜNİVERSİTESİ AÇIK VE UZAKTAN EĞİTİM FAKÜLTESİ

İSTANBUL ÜNİVERSİTESİ AÇIK VE UZAKTAN EĞİTİM FAKÜLTESİ
ENDÜSTRİ MÜHENDİSLİĞİ LİSANS PROGRAMI
ÜRETİM PLANLAMA VE KONTROL
Prof. Dr. Ramazan YAMAN

Yazar Notu
Elinizdeki bu eser, İstanbul Üniversitesi Açık ve Uzaktan Eğitim Fakültesi’nde okutulmak için
hazırlanmış bir ders notu niteliğindedir.

ÖNEMLİ
Kitap 6 bölümden oluşmaktadır. ilk 7 hafta kapsamı 4. STOK KAVRAMI ve YÖNETİMİ ünitesine kadar vizeyi, tamamı ise finali kapsamaktadır.

I
ÖNSÖZ
Planlama gelecekle ilgilidir ve gelecek belirsizlikler taşır. Tüm belirsizliklerin ortadan kaldırılması ise imkânsızdır. Ancak gerçekleşmesi olası durumlar dikkate alınarak gelecekle ilgili planlar hazırlanır ve planlara göre şu anda yapılması gerekenler belirlenir. Her şeyin belirsizlikler içinde düşünülmesi ne kadar yanlışsa, her şeyin önceden belirlenebileceğini düşünmek de o kadar yanlıştır. Bu durumda mühendisler, özellikle endüstri mühendisleri, planlama yapmak istediklerinde öncelikle belirsizlik seviyelerini azaltmak ve deterministik (önceden hesaplanabilir) bir yapıya yaklaşmak isterler. Ancak bu hesaplamalarda daima yüzde yüz her şeyin önceden belirlenebilirliğinin mümkün olmadığı dikkate alınarak yola çıkılır ve yapılan planlamaların hatalar ya da sapmalar göstereceği olasılığı göz önünde bulundurularak işe başlanır. Bu gerçekle yapılan planlar ihtimale dayalı bilgileri yapılarında taşırlar, fakat her bir parametrenin ihtimallerle ifade edildiği problemlerle başarılı bir şekilde uğraşmak ve bunları gerçekçi şekilde ifade edebilmek oldukça karmaşık, zor ve çözülme ihtimali çok azdır. Bu çözülme ihtimali çok düşük problemler ise mühendislerce pek kabul görmez ve tercihleri deterministik yapıların kullanılması yönünde gelişir. Bu neden-sonuç ilişkilerinin rahatlıkla ifade edilebildiği önceden hesaplanabilir yapıların kullanılabilmesi ise kabulleri olan bir sistem gerektirir. Bu yüzden birçok plan ve sonuçları varsayımlara dayalı olarak yapılır ve sonuçlandırır. Aboneleri olmayan bir gazete bayiinin satabileceği gazete sayısını önceden belirleyip, dağıtımdan ona göre gazete istemesi problemi bile basit bir planlama problemininin karmaşıklığını ortaya koymak için yeterlidir. Bu olay deterministik olarak çözülemez, çünkü gazete satışını belirleyen parametre sayısı hemen hemen sınırsızdır, öyle ki yeni bir olayın gelişmesinden, gazete bayiinin önünden geçen kişi sayısına kadar birçok parametre gazete satış sayısında etkin olur. Hava durumu bile gazete bayi önünden geçen kişi sayısında etkili olabilir, sonuçta her şeyin önceden planlanabildiği bir durum için gazete satışı ile hava durumu arasında bir ilişki kurulabilir ancak bu parametrenin etki derecesi yine tartışmaya açık olacaktır. Kısaca tüm planlamalara belirli seviyelerde varsayımlarla başlanır, tüm plan sonuçlarının yüzde yüz planlandığı şekilde gerçekleşeceğinin garantisi yoktur. Tüm planlar sapmalar, hatalar, eksikler, belirsizlikler gösterir. Planlanan dönem uzadıkça planlar revizyonlara ihtiyaç duyarlar, bazı durumlarda alternatif planlar hazırlanır ve hiç kimse sonucu önceden garantili olan plan yapamaz. Olayların daha önceden gelişim durumları bilindiğinde kazanılan tecrübeler planlamacılara dayanak teşkil edebilirler ve planlamacılar bunlardan yararlanırlar. Örneğin bir gazete bayii yıllardır belirli bir gazeteden 30 adet civarında sattığını biliyorsa ve gazetenin yarın için yapacağı promosyon ürünle beş adet daha fazla satabileceğini düşünüyorsa ertesi gün için 35 adet gazete siparişi vermesi tecrübeye dayalı bir planlama için uygundur, ve bu bayi hava durumunun gazete satışını etkilemeyeceğini varsaymaktadır, diğer yandan çok yağmurlu bir gün bu satışı azaltabileceği gibi, güzel bir gün ise gazete soran müşterilerin geri çevrilmesi anlamını taşıyabilir.

II
İÇİNDEKİLER
ÖNSÖZ ........................................................................................................................................ I
İÇİNDEKİLER .......................................................................................................................... II
KISALTMALAR ..................................................................................................................... VI
YAZAR NOTU ....................................................................................................................... VII
1. ÜRETİM SİSTEMLERİNE GENEL BİR BAKIŞ ............................................................. 1
1.1. Üretim ve Bir Üretim Sürecinin Karmaşıklığı ................................................................ 1
1.2. Ürün ................................................................................................................................. 2
1.3. Piyasa Odaklı Sistemler .................................................................................................. 3
1.4. Bir Üretimin Yapılabilmesi İçin Neler Gereklidir? ......................................................... 6
1.4.1. Üretim Sistemi ...................................................................................................... 6
1.5. Üretim Sistemlerinin Sınıflandırılması ........................................................................... 7
1.5.1. Üretim Miktarı ve Çeşitliliğine Göre Sınıflandırma ............................................ 7
1.5.2. Üretim Yöntemine Göre Sınıflandırma ................................................................ 9
1.5.3. Akışa Göre Sınıflandırma ................................................................................... 12
1.5.4. Organizasyon Açısından Düzenlemeler ............................................................. 13
1.6. Planlama Nedir, Ne Değildir? ....................................................................................... 15
1.7. Üretim Planlamanın Kapsamı ....................................................................................... 15
1.8. Üretim Sistemlerinde Kararlar ...................................................................................... 15
1.8.1. Planlama Dönemleri ........................................................................................... 16
1.8.2. Başarılı Bir Üretim Sisteminde Planlamanın Önemi ......................................... 17
2. TALEP TAHMİNİ ............................................................................................................... 24
2.1. Planlama Aşamaları ....................................................................................................... 29
2.2. Talep Tahmini ............................................................................................................... 29
2.3. Zamana Bağlı Değişmeyen Talep Modeli ..................................................................... 32
2.4. Doğrusal Artan veya Azalan Talep Modeli ................................................................... 32
2.5. Artan veya Azalan Eğilimli Talep Değişimlerini Belirlemede Kayar Ortalama Yaklaşımının Kullanılması ....................................................................................................... 36
2.5.1. Kayar Ortalama .................................................................................................. 36
2.5.2. Ağırlıklandırılmış Kayar Ortalama .................................................................... 38
2.6. Talep Tahminlerinde Basit Üstel Düzeltme Yaklaşımının Kullanılması ...................... 40
2.7. Talep Tahminlerinde Mevsimsel Etkilerin Dikkate Alınması ...................................... 43

III
2.8. Talep Tahminlerinde Hata ............................................................................................. 46
3. ÜRÜN ANALİZİ, ÖNCELİKLER ve PLANLAMA .......................................................... 56
3.1. Üretilecek Ürünün Analiz Edilmesi .................................................................................. 62
3.2. Öncelik ve Önem Belirlemede Pareto (ABC) Analizi ...................................................... 62
3.3. Toplu Planlama ................................................................................................................. 64
3.3.1. Kapasite ................................................................................................................... 64
3.3.2. Toplu Birimler ........................................................................................................ 64
3.3.3. Maliyet .................................................................................................................... 65
3.4. Planlamada Dikkate Alınan Yaklaşımlar .......................................................................... 65
3.4.1. Stoksuz Plan ............................................................................................................ 65
3.4.2. Sabit İşgücüne Göre Plan ........................................................................................ 65
3.4.3. Karma Planlar ......................................................................................................... 66
3.5. Hesap Çizelgelerinin Planlamada Kullanılması ................................................................ 66
3.6. Planlama Yaklaşımlarının Karşılaştırılması ...................................................................... 66
3.7. Doğrusal Programlama Yaklaşımlarının Toplu Planlamada Kullanılması ....................... 66
3.8. Taşıma Modellerinin Kullanılması .................................................................................... 70
3.9. Bütünleşik Üretim Planlama ve Kontrol ........................................................................... 72
3.10. Planların Detaylandırılması ............................................................................................. 77
3.11. Ürünlerde ve İşlemlerde Çok Çeşitlilik ve İleri Üretim Planlama Modelleri ................. 77
4. STOK KAVRAMI ve YÖNETİMİ ...................................................................................... 83
4.1. Bağımsız Talep Sistemlerinde Stoklar .............................................................................. 89
4.2. Bir Üretim Sisteminde Stok .............................................................................................. 89
4.2.1. Stokların Fonksiyonları ........................................................................................... 90
4.2.2. Stoklarla İlgili Maliyetler ........................................................................................ 91
4.2.3. Stok Sistemleri ........................................................................................................ 91
4.3. Ekonomik Sipariş Miktarı (Economic Order Quantity-EOQ) .......................................... 92
4.4. Ekonomik Üretim Miktarı (Economic Production Quantity-EPQ) ................................... 97
4.5. İskontolu Durumlar İçin Ekonomik Sipariş Miktarı ....................................................... 101
4.5.1. İskonto Çeşitleri .................................................................................................... 102
4.5.2. Ürünlere Uygulanan İskontolar İçin Ekonomik Sipariş Miktarının Belirlenmesi 102
4.5.3. Tek Kısıtla Birden Fazla Ürün İçin Ekonomik Sipariş Miktarının Belirlenmesi (Bütçe Kısıtlı Modeller) .................................................................................................. 106
4.5.4. Çoklu Kısıt Olması Durumu (Bütçe ve Yer Kısıtlı Modeller) .............................. 109
5. DETAYLI ÜRETİM PLANLAMA ................................................................................... 119

IV
5.1. İş Sıralama ....................................................................................................................... 124
5.2. Atölye Tipi Üretim Sistemlerinde İş Sıralama ................................................................ 124
5.2.1. Tek İş İstasyonlu Çok İşli (1xn) Sıralama Problemleri ........................................ 124
5.2.2. İki İş İstasyonlu Çok İşli (2xn) Sıralama Problemi .............................................. 125
5.2.3. Üç İş İstasyonlu Çok İşli (3xn) Sıralama Problemi .............................................. 128
5.2.4. m İş İstasyonlu İki İşli (mx2) Sıralama Problemi ................................................ 130
5.2.5. m İş istasyonlu n İşli (mxn) Sıralama Problemi .................................................... 131
5.3. Değişken Sıralama/Çizelgeleme Problemleri .................................................................. 133
5.4. Hat Dengeleme ................................................................................................................ 135
5.5. Proje Değerlendirme ....................................................................................................... 140
5.5.1. Ağ Teknikleri: PERT ve CPM .............................................................................. 141
6. ÜRETİM PLANLAMANIN UYGULAMALARI BÜTÜNLEŞTİRİLMESİ ve KONTROLÜ .......................................................................................................................... 154
6.1. Ürün Ağacı ve Oluşturulması .......................................................................................... 160
6.2. Bütünleştirilmiş Üretim Planlama ................................................................................... 161
6.3. İtme Sistemleri ................................................................................................................ 162
6.3.1. Malzeme İhtiyaç Planlaması (Materials Requirement Planning-MRP) ................ 162
6.3.1.1. Kapalı Döngü Malzeme İhtiyaç Planlaması (Closed Loop MRP) ..................... 164
6.3.2. Üretim Kaynakları Planlaması (Manufacturing Resource Planning-MRP II) ...... 165
6.4. Çekme Sistemleri ............................................................................................................ 166
6.4.1. Tam Zamanında Üretim (Just in Time-JIT) ......................................................... 167
6.4.2. Kanban Sistemi ..................................................................................................... 169
6.4.2.1. Kanban Çeşitleri ................................................................................................. 169
6.4.2.2. Kanban Kuralları ................................................................................................ 172
6.4.3. Poka-Yoke ve Jidoka (Otonomasyon) .................................................................. 172
6.4.4. Karışık Yükleme ve Üretimde Düzenlilik ............................................................ 173
6.5. Darboğaz Sistemleri ........................................................................................................ 174
6.5.1. Optimize Edilmiş Üretim Teknolojisi (Optimized Production Technology-OPT) ......................................................................................................................................... 174
6.5.1.1. Darboğaz Operasyonlarının Çizelgelenmesi ...................................................... 174
6.5.2. Kısıtlar Teorisi (Theory of Constraints-TOC) ...................................................... 175
6.5.2.1. İşletmelerdeki Kısıt Türleri ................................................................................ 177
6.6. Üretim Planlama Açısından Tedarik Zinciri Yönetimi ................................................... 180
6.7. Üretim Planlama İçin Yazılımlar .................................................................................... 181

V
6.8. Kurumsal Kaynakların Yönetimi ve Kurumsal Kaynak Planlaması ............................... 182
6.8.1. Kurumsal Kaynak Planlaması (Enterprise Resource Planning-ERP) Sistemlerinin
Genel Yapısı .................................................................................................................... 184
6.8.2. ERP’nin Geleceği: Genişletilmiş ERP uygulamaları ........................................... 187
Kaynaklar ............................................................................................................................... 189

VI
KISALTMALAR
Kullanılan kısaltmalar bölüm yapısındaki paragraflarda yer almaktadır.

VII
YAZAR NOTU
Bu kitap öncelikle planlamacıların ve karar vericilerin ne yaptıklarını, ne yapabileceklerini, ne kadar yaptıklarını, ve ne yapamayacaklarını anlayarak bu konuları değerlendirmeleri ve uygulayabilmeleri amacıyla hazırlandı. Bu kitap endüstride çalışanlara ve planlamayla uğraşanlara yaptıkları işin önemini, zorluklarını, ve kendi fonksiyonlarını anlayabilmeleri için, bu kitap yine başka alanlardan planlamaya ilgi duyan ya da ilgi duymak zorunda bırakılmışlar için, ve sonuçta bu kitap kendim için, düşündüklerimi paylaşmak için hazırlandı.
Bu Kitap Nasıl Organize Edildi?
Bu kitap ilk olarak nelerin önemli olduğu üzerinde duracak ve bu önemli olanlar nasıl belirlenir bunu tartışacaktır. Kitabın ilk bölümü (Üretim Sistemlerine Genel Bir Bakış) üretim sistemlerinin temel taşlarını, yönetim ve organizasyon ilkelerini, iç ve dış sistemlerle oluşan genel ilişkileri bir bütünsellikle sunmaya çalışmaktadır. Devamında geçmiş dönemlerin geleceğe nasıl ışık tutabileceği ve geçmişten yararlanarak geleceğin nasıl belirlenebileceği üzerinde durulacaktır. Kitapta bu bölüm Talep Tahminleri başlığı altında sunulmaktadır. Talep tahminlerine bağlı olarak karar verilmesi gerekenler nelerdir, bu kararlar neyi nasıl etkilemekte gibi konular bu kısımda işlenmektedir. Karar vermede kullanılabilecek modeller üzerinde çalışılacaktır. Bu bölüm Ürün Analizi, Öncelikler ve Planlama olarak adlandırılmıştır. Stok Kararları bölümünde, planlamanın önemli bir kısımı olan stok kavramı, stok modelleri tartışılacak, yarar ve zararları üzerinde durulacaktır. Çizelgeleme, atama problemleri başlıkları Detaylı Üretim Planlama bölümü altında toplanmıştır. Üretim Planlamanın Uygulamaları, Bütünleştirilmesi ve Kontrolü bölümü bir üretim sisteminin planlama açısından hangi yaklaşımlarla yönetilebileceği başlıklarını ve yaklaşım çeşitlerini sunmaktadır. Planlama dönemleri, MRP, MRP II, ve ERP kavramları kullanılan ve kabul gören çözüm yaklaşımları bu bölümün kapsamında ele alınmaktadır. Konuların anlatımında planlama yaklaşımının uygulanışının genel yapısı dikkate alınmasına karşın detaylara da önem verilmeye çalışılmıştır. Örnekler gerçek hayat problemlerine yaklaştırılmaya çalışılmasına karşın gerçek hayat problemlerinin karmaşıklığından ve modellendiğinde çözülebilme güçlüğünden oluşabilecek olumsuzluklar kabullerle giderilmiştir.

VIII
1
1. ÜRETİM SİSTEMLERİNE GENEL BİR BAKIŞ

2
Bu Bölümde Neler Öğreneceğiz?
Üretim ve Bir Üretim Sürecinin Değerlendirilmesi Bir Üretim Sürecinin Karmaşıklığı Ürün
Piyasa Odaklı Sistemler Bir Üretimin Yapılabilmesi İçin Neler Gereklidir?
Üretim Sistemi
Üretim Sistemlerinin Sınıflandırılması Üretim Miktarı ve Çeşitliliğine Göre
Üretim Yöntemine Göre Sınıflandırma
Akışa Göre Sınıflandırma
Organizasyon Açısından Düzenlemeler Planlama Nedir, Ne Değildir?
Üretim Planlamanın Kapsamı Üretim Sistemlerinde Kararlar
Planlama Dönemleri
Başarılı Bir Üretim Sisteminde Planlamanın Önemi

3
Bölüm Hakkında İlgi Oluşturan Sorular
Üretim sistemlerinin genel yapıları nasıldır? Alışılmış üretim sistemleri ve yeni yaklaşım farkları nelerdir? Üretim sistemleri nası sınıflandırılı? Değişik bakışlarla üretim sistemlerinin sınıflandırmaları nasıl yapılır

4
Bölümde Hedeflenen Kazanımlar ve Kazanım Yöntemleri
Konu Kazanım Kazanımın nasıl elde edileceği veya geliştirileceği
Ürün, üretim kavramı, üretim sistemleri
Okuyarak
Üretim sistemlerinin
karmaşıklığı
Araştırarak
Sistemlerin sınıflandırılması,
ürünlerin sınıflandırılmsı, ilişkiler, planlamanın zorluğu
Tartışarak

5
Anahtar Kavramlar
Ürün
Üretim
Üretim sistmemi
Bakış açıları
Planlama
Sınıflama
Karmaşıklık

1
Üretim ve Bir Üretim Sürecinin Karmaşıklığı Ürün
Piyasa Odaklı Sistemler Bir Üretimin Yapılabilmesi İçin Neler Gereklidir?
Üretim Sistemi
Üretim Sistemlerinin Sınıflandırılması Üretim Miktarı ve Çeşitliliğine Göre
Üretim Yöntemine Göre Sınıflandırma
Akışa Göre Sınıflandırma
Organizasyon Açısından Düzenlemeler
Planlama Nedir, Ne Değildir?
Üretim Planlamanın Kapsamı Üretim Sistemlerinde Kararlar
Planlama Dönemleri
Başarılı Bir Üretim Sisteminde Planlamanın Önemi
İnsan genel anlamda daha çok tüketici olan bir canlıdır. Fakat onu diğer canlılardan ayıran
temel özelliği, tüketmesi için üretmesi gerektiğinin farkında olmasıdır.
Üretim süreci basit bir şekilde, insanların temel ihtiyaçlarından biri olan beslenme gereksinimlerini karşılamak üzere, tarım ve hayvancılıkla başlayıp, ruhsal doygunluğunu tamamlayan sanat eserleri oluşturmaya kadar geniş bir yelpaze içinde değerlendirilebilir. Bu anlamda, üretimin eksik veya fazla olmasının, insan yaşamını zorlaştıran problemler ortaya çıkardığının farkına varılmasından bu yana, üretim planlanmaya çalışılmıştır. Bu çalışma, daha çok üretim ve hizmet sektöründe sistemlerin üretim planlarının yapılmasına yönelik bir içeriktedir. İzleyen bölümler üretim planlama fonksiyonlarını üstlenenlere ya da üstlenecek olanlara yol gösterici bir kapsama sahiptir.
1.1. Üretim ve Bir Üretim Sürecinin Karmaşıklığı Üretim, bir hammadde(lerin) ve/veya yarımamülün(lerin) değişikliğe uğratılarak farklı özellikler ve/veya fonksiyonlar kazandırılması sürecidir.
Örneğin bazı baskı, kesme ve yapıştırma işlemleri ile bir kağıttan mektup zarfının oluşturulması bir üretim olarak değerlendirilebilir. Bu basit iş için süreç gözden geçirilecek olursa, sürecin alt aşamalara bölünüp planlamasının yapılmasının oldukça basit olduğu düşünülebilir. Ancak üretim sürecine katılan unsurlar dikkate alındığında bu sürecin

2
karmaşıklığı birden gelişmelere bırakılsın denebilecek kadar karmaşıklaşır. Örneğin 1000 adet zarf yapmamız gerektiğini varsayalım, bunun satışını ve belirsizliklerini bizden talep eden kırtasiyenin üstlendiğini ve iptalinin söz konu olmadığını düşünelim, yine her bir form
kağıttan bir zarf ürettiğimizi bilelim. Bu durumda planlama ile almamız gereken kağıt sayısını, yapıştırıcı miktarını, sunulması gereken iş gücü miktarını ve işçi sayısını, ne zaman işin tamamlanıp teslim edilebileceğini, bize ne kadara mal olacağını belirlemek için plan yaptığımızı düşünelim. Buna göre üretim sürecinin hiç fire vermeden gerçekleşebileceği düşünülürse 1000 adet form kağıt sipariş verilecektir, ancak bu tip üretim bazı durumlarda ıskarta ürünler üretebileceği için burada planlamacı muhakkak bir toleransla çalışmak zorundadır ve bu tolerans değerini deneyim veya hesaplamalara dayandırmak durumundadır.
Bir planlamacı ister deneyime, isterse hesaplamalara dayalı olarak bir hata payı belirlesin, sonuçta bir varsayım kullanmak zorundadır, bu ise planlamanın en basit kısmı olan malzeme ihtiyaç planlamasında varsayım ve/veya toleransların etkili olduğunu gösteren bir durumdur. Sıranın iş gücü planlamasına geldiğini düşünürsek, eğer katlama ve yapıştırma işlemi bir makine ile değil de insan gücüne dayalı olarak yapılacaksa, insan performansının değişkenliğinin geniş spektrumlu olduğu göz önünde bulundurulur. Bir çalışanın yapıştırıcı kullanma işi ile görevlendirildiğini bilirsek ve bunu dakikada 20 adet yapabildiğini varsayarsak bu işin 50 dakikada tamamlanabileceğini söyleyebiliriz. Ancak yine bu zaman tespiti de bir varsayım olup bu çalışanın konsantrasyonuna, moraline, sağlığına (örneğin nezle olan bir çalışan sık sık burnunu temizleme ihtiyacı duyabilir, bu da dakikada üretilebilecek
zarf sayısını etkiler, yani sonuçta teslim zamanına etki edecektir) ve başka birçok parametreye bağlıdır (çünkü üretim sistemlerinde insan en karmaşık kısmı oluşturur). Bunun planlaması için de belirli varsayımlar kabul edelim ve yine belirli bir tolerans kullanalım.
Katlama makinesi ile yapıştırma işlemi gerçekleştiren bir proseste ise kağıt ile yapıştırıcı maddeyi kullanan bir işgücü dikkate alındığında tedarikçi kaynaklı değişkenler ile ürünün müşteriye ulaştırılmasında uygulanan yöntemler göz ardı edilmiş, yani kısaca oluşturduğumuz bu basit ve kapalı sistemde bile en az iki kabul yapılmıştır. Sonuçta böyle basit bir planlama sonucunu ve maliyetini dakikalar bazında söylemenin güçlüğü açıkça görülebilir ve ihtiyaç duyulan kabuller, toleranslar kolayca anlaşılabilir.
Planlama basit bir ürün için bile bu kadar zor ve karmaşık ise, daha çok imkan kullanılmasını gerektiren işler, örneğin yüzlerce tedarikçisi, binlerce çalışanı olan bir otomobil üretimi için nasıl yapılmaktadır? Bu yapılıp bizler otomobilleri satın alabildiğimize göre bu iş bu kadar zor olmamalı sorusu akla gelebilir. Evet planlama zor bir süreçtir, ancak doğru ellerde ve doğru yaklaşımların kullanımıyla başarılabilen ve birçok sistem için hayati önem taşıyan bir olgudur. Bir sistemde, doğru planlama, doğru varsayımlar, doğru toleranslar, doğru yönetim ürünü veya sistemi rekabetçi kılabilirken, aksi durumlar önemli problemlere yol açmakta ve istenmeyen sonuçların gelişmesine (yüksek maliyet, kalite problemi, geciken teslim süreleri ve benzer) neden olmaktadır.
1.2. Ürün

3
Bir ihtiyaç veya isteği karşılayan ve bu amaç için sunumu yapılan her şeye ürün adı verilir. Üretim açısından ise ürün hammadde ve/veya yarımamul olarak sağlanan bir sonraki ihiyaca göre tamamlanmış olarak satılan her şeye ürün denilir. Ürün eğer fiziksel bir şeyi temsil etmiyor fakat bir ihtiyaç veya isteği karşılıyor ve bu amaç için sunumu yapılıyorsa hizmet olarak adlandırılır.
Şekil 1. 1: Bir ürün ömrünün grafiksel olarak temsil edilmesi
Bir ürünün geliştirilmesi ve kazanç oluşturması bir sürece ihtiyaç duyar. Bu süreç alt süreçlere ayrıldığında Şekil 1.1’de gösterilen safhalardan oluşur. Planlama döneminde kazançtan daha çok işletmeye maliyetler oluşturan bir yapı vardır.
1.3. Piyasa Odaklı Sistemler
İşletmelerin devamlılıkları hususunda karar verici etken piyasa koşullarıdır. Piyasa koşulları değişirken işletme bu değişime ayak uydurmakta zorlanırsa bu durum işletmenin sürekliliğini tehlikeye sokabilir.
Ürün Planlama
Ürün Tanıtımı
Ürünün Pazarda
Yaygınlaşmas
Ürünün Olgunlaşması
Ürünün Gerilemesi
Zaman
Dönemsel Satış

4
Tedarikçi
Tedarikçi MüşteriÜretici
Klasik Anlamda Bakış Açısı
Olması Gereken
MüşteriÜretici
Şekil 1. 2: Tedarikçi, üretici ve müşteri ilişkilendirme
Klasik anlamda bakıldığında tedarikçiler, üretici ve müşteri ayrı ayrı düşünülmekte ve değerlendirilmektedir. Günümüz şartlarında ise bu üç alt sistem bir bütünü oluşturmaktadır. Birbirleri üzerine önemli derecede etkiye sahiptirler. Bu nedenle bir bütünlük içinde dikkate alınmalıdırlar. İşletmelerin kararlarını birçok durumda piyasa belirler. Bu nedenle üretim sistemleri de piyasa şartlarına uyum sağlayabilmeli, değişime açık olmalıdırlar. Üretim sistemlerinin temel amacı ürünü oluşturup müşteriye ulaştırmaktır. Burada temel aktivite üretimin kendisi olup bir dönüşüm olarak ifade edilebilir. Bu proses (işlem-dönüşüm) katma değer oluşturan bir aşamadır ve bu aşama daha alt aşamalara ayrılabilir. Katma değer oluşturan faaliyetler sona erdiğinde üretim tamamlanmış demektir. Bir ürünün rekabet yönünün güçlü olması üç temel niceliğe bağlıdır; maliyet, kalite ve zaman.
- Maliyet; ürünün maliyeti rakip ürün maliyetinden daha düşük olmalıdır. - Kalite; ürün en üstün kalitede üretilmelidir, en azından rakip ürünlere eşit veya daha
iyi olmalıdır. - Zaman; ürün müşteriye zamanında ulaştırılmalı ve sürekli olmalıdır.
Bu üç unsur çoğu zaman birbirleriyle çelişir durumdadır. Bu üç faktörün müşteri odaklı yapıdaki önemi Şekil 1.3’te gösterilmektedir.

5
Müþteri, Tahmini Beklentiler
KÜLTÜR
ORTAK
YönetiminRolü
Entegrasyon
İşgücüRolü
Kapsam
EsneklikBasitlik
(Yalınlık)
İstendiğiZamanda
Değişkenlik,Çeşitlilik
HurdaDeğeri
Gelişmeler
Kalite
Maliyet
ZamanMüşteri,Tahmini
Beklentiler
Bulunabilirlik
Şekil 1. 3: Rekabete etki eden faktörler (Sipper ve Bulfin, 1998)

6
1.4. Bir Üretimin Yapılabilmesi İçin Neler Gereklidir?
1.4.1. Üretim Sistemi
Genel bir üretim sistemi tedarikçileriyle başlayıp ihtiyaç duyulan girdileri sunan ve bunları bir ürüne dönüştüren yapıya sahiptir.
Tedarikçi HammaddeTamamlanmış
ÜrünMüşteri
STOK KONTROL
ÜRETİM PLANLAMA
İşlemde Olanlar(Hammadde, Yarımamul vb)
Satınalma Talep Tahmini
Şekil 1. 4: Bir üretim sisteminin genel yapısı
Yukarıda belirtilen yapıya tedarikçilerin ve tüketicilerin de ilave edilmesiyle sistemin boyutu tedarik zinciri yönetimi yapısını kazanır. Bu kavram işletmede iki türlü akış oluşturur; Bilgi ve Ürün Akışı. Bu süreçler aşağıdaki şekillerde ifade edilmekte ve her safha planlamanın bir parçasını ve detayını içermektedir.
Pazar Araştırması Talep Tahmini Üretim Satınalma
Tedarik
Satış Üretim Satınalma Tedarik
İŞLETMEDE BİLGİ AKIŞI
İŞLETMEDE ÜRÜN AKIŞI
PLANLAMA TÜM SAFHALARDA GEÇERLİ
Şekil 1. 5: Üretimde bilgi ve ürün akışı Bir üretimin gerçekleştirilebilmesi için fiziksel birimlere ve bunların bir amaç doğrultusunda düzenlenmelerine ihtiyaç vardır. Bu fiziksel düzenlemeler ürüne dönüşümü kolaylaştırabilecek şekilde organize edilmelidir. Planlama, ürün özelliklerini ve fiziksel düzenlemeler ile üretim alanının belirlenmesini, kullanılacak sistem imkanlarının yerleştirilmesini, ve bunların birbirleriyle uyumlu halde çalışmasını sağlayacak olan diğer unsurlar üzerinde kararlar verilmesini sağlar. Sonuçta karşımıza farklı yapılarda üretim sistemleri çıkar.

7
1.5. Üretim Sistemlerinin Sınıflandırılması İlk yaklaşım olarak; üretim hacmi ve ürün çeşitliliği dikkate alınarak modelleme yapıldığında üç farklı üretim tipine rastlanır. Bu durum Şekil 1.6’daki gibi özetlenebilir.
Atölye Tipi Üretim
Bütünleşik Üretim
Üretim Miktarı
Çeşitlilik
Düşük Orta Yüksek
Düşük
Orta
Yüksek
Artan Kapasite
Artan EsneklikSabit Otomasyon
Şekil 1. 6: Üretim miktarı, çeşitlilik ve üretim sistemleri arasındaki ilişki (Sule, 1988)
1.5.1. Üretim Miktarı ve Çeşitliliğine Göre Sınıflandırma
Atölye tipi üretim; bu organizasyonda imkanların fonksiyonları dikkate alınarak bir araya getirilir ve bölümler oluşturulur. Esnekliği yüksek, fakat üretim miktarı düşük bir sistem oluşur. Daha çok kalifiye işgücüne ihtiyaç duyan ve siparişe dayalı talepleri cevaplayan bir sistemdir.

8
Resim 1. 1: Atölye tipi üretim için yerleştirme örneği (Swissturn, 2010)
Parti üretimi; bu sistem standart makine ve imkanları kullanarak belirli büyüklükteki ve çeşitlilikteki talepleri karşılamak için uygundur. Üretim miktarı atölye tipi üretime göre yüksek fakat kitle üretimine göre daha düşüktür. Esneklik ve çeşitlilik yine orta düzeydedir. Mobilya üretimi bu yapıya uygun bir örnektir. Tüm sistem öncelikle bir grup ürün için düzenlenir ve üretim gerçekleştikten sonra diğer ürüne geçilir.
Resim 1. 2: Parti üretimi için mobilya üretimi örnek olarak verilebilir (Yewtreejoinery, 2010)
Kitle üretimi; yüksek sayıda bir talebi karşılamak için standart bir ürünün, otomasyon ve seri üretim yaklaşımlarıyla üretiminin yapılmasıdır.

9
Resim 1. 3: Kitle üretimi için bir montaj hattı (Gadgetell, 2010 )
Proje tipi üretim; özel bir ihtiyaç ve/veya müşterinin talebini karşılayacak bir ve/veya az sayıda ürünün üretilmesini amaçlar. Uzay mekiği veya gemi üretimi proje tipi üretime örnek olarak verilebilir.
Resim 1. 4: Proje tipi üretim örneği (Defenseindustrydaily, 2010)
1.5.2. Üretim Yöntemine Göre Sınıflandırma
Üretim yöntemine göre sınıflama yapıldığında ise, üretim tipleri şu başlıklar altında toplanabilir:

10
Temel üretim; daha çok diğer endüstrilerin ihtiyacı olan hammaddeleri üreten sistemlerdir. Demir çelik ürünleri, alüminyum, bakır üretimi gibi.
Resim 1. 5: Petrol rafinerisi temel üretimlere örneklerdendir (Gama, 2010)
Analitik üretim; hammaddelerin bileşenlerine ayrılarak üretim yapılmasıdır. Birçok gıda endüstrisi (pancardan şeker, domatesten salça ve benzeri) analitik üretime örnek olarak verilebilir.
Resim 1. 6: Bir şeker fabrikası (Genkon, 2010)
Sentetik üretim; birleştirme yapılmak suretiyle yapılan üretim olup, alaşımların oluşturulması, bazı plastiklerin hazırlanması gibi üretimlerdir. Fabrikasyon üretim; fiziksel olarak hammaddenin şeklinin değiştirilmesi olarak adlandırılır. Örneğin, çelik yada plastik boru üretimi fabrikasyon üretimdir.

11
Resim 1. 7: Plastik profil üreten bir extrüder hattı (Goldsentetik, 2010)
Standart montaj üretimi; beyaz eşyaların değişik parçalardan monte edilerek üretilmesi standart montaj üretiminin bir örneğidir.
Resim 1. 8: Bir çamaşır makinesi üretim hattı (Pridetechgroup, 2010)
Operasyon ve montaj üretimi; hem parça işleme, hem de montaj süreçlerini barındıran sistemlerdir. Pencere yapımı, operasyon ve montaj üretimi örneği olarak verilebilir.
Resim 1. 9: Plastik çerçeve üretimi (Baima, 2010)

12
Müşteri siparişine göre üretim; tamamıyla müşteri tercih ve istekleri dikkate alınarak yapılan üretim yaklaşımıdır. Bir terzinin, bir müşterisine hazırlamış olduğu giysi bunun için örnek olarak verilebilir.
Resim 1. 10: Bir terzi atölyesinde siparişler (Blonski, 2010)
1.5.3. Akışa Göre Sınıflandırma
Sürekli üretim; ürün ve üretim sistemi süreklilik gösterir. İp hazırlama, makarna üretimi, un üretimi ve benzeri üretimler sürekli üretim için örnek verilebilirler.
Resim 1. 11: Dokuma hattından bir kesit (Delilong, 2010)
Kesikli üretim; ürünler daha çok parçalar şeklinde olup bunların üretim aletleri ve özellikleriyle anılırlar. Diz ve eklem protezleri üretimi kesikli üretime örnek olarak verilebilir.

13
Resim 1. 12: Kesikli üretime örnek özel parçalar (Diz ve eklem protezleri) (Fusheng, 2010)
1.5.4. Organizasyon Açısından Düzenlemeler
Planlamada organizasyon yapısı önemli olabilir. Bu nedenle üretim sistemlerinin organizasyon yapıları da dikkate alınmalıdır. Kısaca, organizasyon açısından fonksiyonlar bir araya getirilerek düzenlemeler yapılır ve fonksiyonel organizasyonlar oluşur.
Finans
Üretim
Pazarlama
Satınalma
Kalite
Mühendislik
İnsan Kaynakları
Üst Yönetici
Şekil 1. 7: Fonksiyonel organizasyon
Her bir ürün için gerekli fonksiyonları oluşturan alt birimler bir araya getirilerek ürüne göre organizasyonlar oluşur.

14
Üst Yönetici
Ürün C
Pazarlama
Mühendislik
Kalite Kontrol
Ürün B
Pazarlama
Mühendislik
Kalite Kontrol
Ürün A
Pazarlama
Mühendislik
Kalite Kontrol
İnsan KaynaklarıFinans Satın Alma Üretim Kalite
Şekil 1. 8: Ürüne göre yapılan organizasyon
Fonksiyonel ve ürüne göre organizasyonların birlikte kullanılması ile matris organizasyon yapısı ortaya çıkar.
Üst Yönetici
Ürün AYöneticisi
Pazarlama Mühendislik FinansSatın AlmaÜretim
Ürün BYöneticisi
Ürün CYöneticisi
Diğ
er Ü
rünl
erK
azan
ç M
erke
zler
i
Diğer ServislerMaliyet Merkezleri
Şekil 1. 9: Üretim için matris organizasyon
Üretim, yapısı gereği karmaşık bir iş olup yönetilmeye gerek duyar. Üretim yönetimi işlem, kalite, planlama, kontrol gibi alt aşamalardan oluşur. Esas amaç bu ders kapsamında üretim planlama ve kontroldür. İşletmenin sosyal boyutu, imaj boyutu ve kalite değerlendirmesi kapsama birincil amaç olarak alınmamıştır.

15
Kısaca üretim planlama, üretim sistemini yönetmek için kullanılan fiziksel ve bilgi boyutundaki planlama ve kontrol amacıyla geliştirilen fiziksel ve akılsal unsurları birleştirmeye çalışır.
1.6. Planlama Nedir, Ne Değildir?
Planlama, deterministik ve stokastik yapının bir arada kullanıldığı, güçlü bir teorik bilgiyi gerektiren, tecrübenin de önemli olduğu problem tespit etme-çözme sanatının ve yönetiminin bir arada kullanıldığı, gelecek görebilme yetisine ihtiyaç duyan ve başarısının ise ancak süreç gerçekleştikten sonra kanıtlanabileceği bir çalışmadır. Planlama her şeyin önceden belirlenebildiği, her şeyin deterministik, veya her şeyin stokastik olarak düşünüldüğü, tecrübe olmadan da iyi ve doğru yapılabilen, bazı yetilere gereksinim duyulmayan, her şeyin bilgiye dayandırılabildiği bir çalışma değildir.
1.7. Üretim Planlamanın Kapsamı Planlama kısaca geleceğe yönelik öngörülerde bulunmaktır. Geleceği eldeki verilerle yönetmektir. Üretim planlama maliyeti belirlemeye ve kontrol edebilmeyi sağlayan önemli faktörlerden biridir. Örneğin maliyetleri düşük tutabilmek için çok miktarda hammadde satın alınır ve üretim yapılabilir ancak üretilen bu ürünler satılamazsa işletme kâr sağlamak yerine iflasa kadar gidebilir.
İşletmelerde ilk adım öncelikle bir planın yapılmasıdır. Çünkü her şey satılabilecek ürün miktarına göre planlanır ve tasarlanır. Çoğunlukla satılabilecek olandan fazla ürün üretmek sisteme zarar getirir. İlk olarak, bir fabrika veya işletme oluşturmak için müşteri kitlesinin belirlenmesi yani satış yapılabilecek miktar ve piyasadaki durumun tespit edilmesi gerekir. Piyasada hangi ürün ve özelliklerinin talep gördüğünü iyice gözlemlemek ve bunları belirlemek oldukça önemlidir. Bu kısaca pazar araştırması olarak belirtilebilir. Uygun yaklaşımlar kullanılarak pazar araştırması yapıldıktan sonra, buna bağlı olarak talep tahmini gerçekleştirilir. Pazar araştırması genellikle üretim planlama kapsamı dışında bırakılır. Ancak talep tahminleri yaklaşımları, üretim planlamanın ilk aşaması olarak değerlendirilir. Üretim planlamanın ikinci aşaması stok kavramıdır. Çünkü stok hem tamamlanmış ürünler hem de yarımamuller açısından, neyin, ne kadar, ne zaman alınacağını veya üretileceğini belirleyen bir yapıya sahiptir. Stokla üretim kavramını belirleyen tüm kavramlar sistemin bütün yapısını planlamak ve yönetmek için gerekli olan parametreleri ilgilendirir. Organizasyon yapısından, yönetsel ve teknik yapıların ve yaklaşımların oluşmasına kadar tüm bu üretim kavramları üretim planlama kapsamında değerlendirilmektedir. Üretim, mal veya hizmet üretme, kısaca fayda oluşturma demektir. Üretim bir dönüştürme faaliyetidir. Bu faaliyette üç aşama görülür; girdi, proses ve çıktı. Girdi olarak hammadde ve yarı mamuller yer alırken, çıktı mamülün kendisidir. Fiziksel üretim yapan tüm sistemlerin ortak girdileri arasında hammadde, işgücü, sermaye, bilgi ve yönetim yer alır. Fiziksel sistemler, tüm bu girdileri değerlendirerek sonuçta insanlara faydalı çıktılar oluşturur. Hizmet sektöründe de dönüştürme faaliyeti sonucunda hizmeti alınan bir ihtiyacın giderilmesi bir çıktıdır.
1.8. Üretim Sistemlerinde Kararlar

16
Üretim sistemlerindeki kararlar, sistemlerin gelişimi, organizasyonu, teknolojisi, yönetsel açıdan gerekli ekipmanları yönünden değişiklikler göstermesine karşın genel yapıları itibariyle benzerlikler de bulundururlar. Bu anlamda bütün işletmeler kârlılıklarını koruyarak sürekliliklerini, gelişmelerini sağlamaya çalışırlar.
1.8.1. Planlama Dönemleri
Planlama dönemlerine genelden detaya doğru bakıldığında üç farklı planlama döneminden bahsedilebilir. Bunlar Şekil 1.10’daki gibi özetlenebilirler.
Operasyonel Planlama Taktiksel Planlama Stratejik Planlama
Ay Yıl YıllarSaat Gün Hafta
Şekil 1. 10: Planlama dönemleri
Planlama dönemleri yine;
- uzun vadeli kapasite planlama
- üretim planlama
- kısa vadeli ihtiyaçların planlaması - çizelgeleme şeklinde açıklanabilirler. Tüm bunlar kalite, maliyet ve zaman belirlemede önemli rol oynar.
Üretim planlamayla ilgili kararlar nasıl alınır;
Tablo 1. 1: Planlama ve kararlar
Uzun vadeli (stratejik planlama)
Orta vadeli (taktik planlama)
Kısa vadeli (operasyonel planlama)
Karar verici
Üst yönetim Orta seviye
yönetim Operasyon
yöneticileri
Zaman 3 – 10 yıl 6 ay – 3 yıl 1 hafta – 6 ay
Birimler Para, saat
Para, saat,
üretim hattı, ürün ailesi
Ürün, ürün ailesi

17
Girdiler Bütünleşik tahmin, işletme kapasitesi
Orta vadeli
tahmin, kapasite ve üretim
seviyeleri (uzun
vadeli plandan)
Kısa vadeli tahminler, iş gücü seviyeleri,
işlemler, stok seviyeleri
Kararlar
Kapasite, ürün,
tedarikçi ihtiyaçları, kapasite politikası
İşgücü seviyesi,
prosesler, üretim
oranları, stok seviyeleri,
tedarikçilerle sözleşmeler, kalite seviyesi, kalite maliyeti
İşlerin iş istasyonlarına atanması, boş kalmalar, yetişmeyen işler, fason kararları, tedarikçilerin dağıtım tarihleri, ürün kalitesi
1.8.2. Başarılı Bir Üretim Sisteminde Planlamanın Önemi Genellikle üretim sistemleri bütünleştirilmiş birçok alt sistemlerden oluşmaktadırlar. Bu alt sistemler; finans, pazarlama, satış, üretim, işgücü, insan kaynakları, fiziksel imkânlar, satın alma ve benzer adlarla anılabilirler. Tüm bu alt sistemlerin bütünleşmiş ve birbirleriyle uyum içinde çalışıyor olması gereklidir. Başarılı bir sistemin en önemli özelliklerinden birisi uyumlu ve iyi tasarlanmış alt sistemleri bulunduruyor olmasıdır. Bir alt sistemde oluşan problem sistemin bütününü durdurabilir ve katlanması güç koşullara neden olabilir.
Tasarımda sistemin denge ve kapasite problemlerinin birçoğunun çözülmüş olması ise diğer bir zorunluluktur.
Atıl KapasiteAtıl Kapasite
Atıl Kapasite Atıl Kapasite
Kullanılabilir Kapasite
1. Kısım Kapasite
2. Kısım Kapasite
3. Kısım Kapasite
4. Kısım Kapasite
5. Kısım Kapasite
Şekil 1. 11: Dengeli sistem tasarımının önemi

18
Bir üretim sisteminin kapasitesini onu oluşturan alt sistemler belirler. Örneğin satışı yapılamayan bir ürünün çok miktarda üretilebilir olması anlamlı bir sonuç değildir. Bu nedenle alt sistemler kapasite açısından birbirleriyle dengeli ve uyumlu olmalıdırlar. Alt sistemlerde oluşan herhangi bir sorun sistemin bütününde problemlere sebep olur. Yönetim bu koordinasyondan birinci derecede sorumludur ve koordinasyon ise bir planlamanın sonucudur.
Bütünleşik ve koordineli bir sistemin yönetiminde iletişim, bilgi ve bilginin zamanında elde edilmesi çok önemli rol oynar. Bir üretim sistemi bir futbolcuya benzetilecek olursa, alt sistemleri arasında koşması, konuşması, görmesi, düşünmesi ve benzeri fonksiyonları sağlayan tüm alt sistemleri koordineli şekilde kullanması gerekir ve bu durumda iyi sonuçlar alabilen bir oyuncu olma şansı vardır, aksi halde takıma seçilemez. Bu oyuncu gibi bir üretim sistemi de başka bir sistemin alt sistemidir. Bu bazen bir holding bünyesinde bir şirket, bazen bir ülkedeki bir sektör gibi alt sistem olarak değerlendirilebilir. Bu anlamda çalışılan sistemin yeterli bir şekilde modellenmesi ve analiz edilmesi bu sisteme yönelik planlama yapılmasında önemli faydalar sağlayabilir. Ancak sistemin modellenmesinde modelin çözülebilecek kadar basit ve aynı zamanda sistemi doğru temsil edebilecek kadar anlamlı olmasına özen gösterilmelidir.
Kaynaklar
19
- Acar, N., Üretim Planlaması Yöntem ve Uygulamaları, MPM Yayınları, Ankara, 1996. - Baima Machinery (b.t.), Erişim Tarihi: 09.10.2010
http://www.chinabaima.com/en/pro_dis.asp?id=54
- Blonski - Krawiecka Józefa Błońskiego (b.t.), Erişim Tarihi: 19.09.2010, http://www.blonski.pl/images/big047.jpg
- Defense Industry Daily (b.t.), Erişim Tarihi: 22.09.2010, http://media.defenseindustrydaily.com/images/AIR_C-17_Production_RAAF-3_lg.jpg
- Delilong Textile (b.t.), Erişim Tarihi: 18.09.2010, http://www.dllfz.com/en/products_category.asp?bid=Plain%20%28printed%29%20fabric
- Fusheng - Prosthesis and Orthopedic Components (b.t.), Erişim Tarihi: 18.09.2010, http://www.fusheng.com/precision/prosthesis_and_orthopedic.htm
- Gadgetell (b.t.), Erişim Tarihi: 12.09.2010, http://www.gadgetell.com/images/082006/zunefactory2.jpg
- Gama (b.t.), Erişim Tarihi: 11.09.2010, http://www.gama.com.tr/tr/endustri/rafineriler - Genkon Mühendislik (b.t.), Erişim Tarihi: 10.09.2010,
http://www.genkon.com.tr/resimgalerisi/endustri/endustri/14.jpg
- Goldsentetik, (b.t.), Erişim Tarihi: 15.09.2010, http://www.goldsentetik.com/images/uretim/ekstruzyon.jpg
- Hopp, W. J., Spearman, M.L., Factory Physics Foundations of Manufacturing Management, Irwin, 1996.
- Karayalçın, İ., Endüstri Mühendisliği ve Üretim Yönetimi El Kitabı, I. ve II. Cilt, Çağlayan Kitabevi, İstanbul, 1986.
- Kobu, B., Üretim Yönetimi, İstanbul Üniversitesi İşletme Fakültesi, İşletme İktisat Enstitüsü Araştırma ve Yardım Vakfı, İstanbul, 1996.
- Lockyerk, J., Muhlemann, A., Oakland, J., Production and Operations Management, Pitman, London, 1988.
- Mize, J.H., White, C.R. and Brooks, G.H., Operations Planning and Control (Çevirenler Ayhan Toraman, Sıtkı Gözlü, Üretim Planlama ve Kontrol, İstanbul Teknik Üniversitesi, 1984).
- Nahmias, S., Production and Operations Analysis, McGraw-Hill International Series, Management and Organization Series, 1997.
- Pridetechgroup – Washing Machine Assembly Line (b.t.), Erişim Tarihi: 16.09.2010, http://pridetechgroup.en.made-in-china.com/product/TbEmXPzrIADv/China-Washing-Machine-Assembly-Line-1-.html
- Sipper, D., Bulfin, R.L., Production Planning, Control and Integration, McGraw-Hill International Edition, Industrial Engineering Series, 1998.
- Sule, D.R., Manufacturing Facilities, Location, Planning and Design, PWS-Kent Publishing Company, Boston, 1988.
- Swissturn – Swiss Type Screw Machines (b.t.), Erişim Tarihi: 01.09.2010, http://www.swissturn.com/swiss-screw-facilities.html
- Tanyaş, M., Baskak, M., Üretim Planlama ve Kontrol, İrfan Yayıncılık, İstanbul, 2003.

20
- Wild, R., Production and Operations Management, Cassell Educational Limited, London, 1989.
- Yew Tree Joinery (b.t.), Erişim Tarihi: 05.09.2010, http://www.yewtreejoinery.co.uk/about/index.html

21
Uygulamalar
Üretim sistemlerini inceleyiniz
En basit bir üretim sistemi olan aile mutfağını üretim sistemi bakışıyla gözden geçiriniz
Daha önce bulunduğunu üretim sistelerini değişik bakışlarla sınıflayınız.

22
Uygulama Soruları
• Bir beyaz eşya üretimi ve montajı yapan sistemle bütünleşik bir makarna yapan üretim sistemini kıyaslayınız
• Her bir üretim sistemi verilen sınıflama yapılarına uygun mudur?
• Hizmet üretimi ve ürün ve hizmet üretiminin birlikte bulunduğu sistemleri değerlendiriniz
• Üretim sistemlerine eski ve yeni anlayışla bakıldığında nasıl farklar ortaya çıkar
• Değişik ürünlerin nasıl üretim sistemlerine sahip olduğunu inceleyiniz

23
Bu Bölümde Ne Öğrendik
Bu bölüm daha çok üretim sistemlerine genel bir bakışı sağlar iken, onları sınıfalayarak değerledirmemizi sağlamaktadır. Sınıflamalar değişik yönlere bakılarak yapılabilmektedir. Bunlar arasında üretim miktarı, otomasyon, karmaşa, üretim sistemlerin elemanlarının organizasyonu durumlar dikkate alınabilmektedir.
.
Bölüm Soruları
1. Üretim sistemleri nerelerde gözlenebilirler?
a) Ürün olan yerlerde
b) Ürün ve hizmet olan yerlerde
c) Fiziksel ürün olan yerlerde
d) Hemen hemen tüm ortamlarda
2. Ürünün olmaz ise olmaz özelliği nedir? zorundadır?

24
2. TALEP TAHMİNİ

25
Bu Bölümde Neler Öğreneceğiz?
Planlama Aşamaları
Talep Tahmini
Zamana Bağlı Değişmeyen Talep Modeli
Doğrusal Artan veya Azalan Talep Modeli
Artan veya Azalan Eğilimli Talep Değişimlerini Belirlemede Kayar Ortalama Yaklaşımının Kullanılması
Kayar Ortalama
Ağırlıklandırılmış Kayar Ortalama
Talep Tahminlerinde Basit Üstel Düzeltme Yaklaşımının Kullanılması
Talep Tahminlerinde Mevsimsel Etkilerin Dikkate Alınması
Talep Tahminlerinde Hata

26
Bölüm Hakkında İlgi Oluşturan Sorular
1-Tahmin kavramı nedir? 2- İstatistiksel açıdan tahmin nasıl değerlendirilir? 3-Thaminler için kullanılabilecek yaklaşımlar nelerdir?

27
Bölümde Hedeflenen Kazanımlar ve Kazanım Yöntemleri
Konu Kazanım Kazanımın nasıl elde edileceği veya geliştirileceği
Tahmin ve ve yaklaşımları nelerdir?
Araştırarak
Tahmin yapmak için
kullanılan yaklaşımlar nelerdir?.
Okuyarak
Tahmin için kullanılan yöntemlerin uygulanması nasıl yapılmaktadır?.
İnceleyerek

28
Anahtar Kavramlar
Talep tahmini
Doğrusal yapılar
Ortalamalar
Üssel yaklaşımlar
Zaman ve tahmin
İkame Mal

29
Giriş
Tahmin, kelime anlamı olarak yaklaşık değerlendirme; akla, sezgiye veya bazı verilere dayanarak bir şeyi, bir olayı önceden kestirme, kestirim olarak tanımlanmaktadır. İstatistiksel açıdan bakışla ise, gelecek zamanın herhangi bir noktasındaki istatistiksel tesadüfi değişkenlerin büyüklüğünü tahmin etme işlemi olarak belirtilebilir. Tahmin, talep edilebilecek ürün ve hizmet miktarı, tüketilecek enerji miktarı gibi karmaşık ve çok parametreli değerleri belirlemeyi amaçlar. Bu tanımlamalardan anlaşılacağı üzere tahmin gelecekle ilgili olup akıl ve sezgiyi kullanarak olabilecekler üzerine hesaplamalar yapmayı, metotlar kullanmayı gerektirir. Bu kitabın temel konusu planlama olduğuna göre ilk adım ileride olabilecekleri belirleyip bunlara yönelik planları hazırlamak için veriler oluşturmaktır. Kısaca bölüm konusu olan talep tahmininin fonksiyonu gelecekte gerçekleşeceklere yönelik öngörülerde bulunmaktır. Talep tahmini, planlama için en önemli ve kritik veriyi oluşturmaktadır. Burada belirlenen talep, üretim planlamanın ve stokların, toplu plana, çizelgelemeye ve kontrole yönelik en önemli ölçütüdür. Ayrıca bu ölçüt tüm üretim sistemine, ürüne, ürün tasarımına, ekipmana, kapasiteye, yerleşim planına ve diğer ekonomik ve teknik kararlara da dayanak teşkil etmektedir. Planlamalar ve talep tahminleri geleceğe yönelik olduğuna göre belirli bir dönemi kapsamaları, belirli tolerans veya hata payları içermeleri olağandır. Bu zaman diliminin artması ve/veya tahmin döneminin geniş tutulmasının tolerans veya hata payını artıracağı açıktır. Bu kısım, talep tahminlerinde kullanılan yaklaşımları üretim planlama kapsamında sunmayı amaçlamaktadır.
2.1. Planlama Aşamaları Bir sistemde planlama aşaması o sistemden ihtiyaç duyulan çıktının belirlenmesiyle başlar. Bundan sonra gerçekleşen sonuç ve planlanan arasındaki hatanın kontrol edilmesi ile yeni bir dönem için planlamanın yapılmasıyla sistemin çalışması ve iyileştirilmesi sürdürülür. İzleyen bölüm bu aşamalardan ilk adımı ve en önemlisi olan talep tahmini üzerinde duracak ve başarılı talep tahminlerinde kullanılan yaklaşımların bazıları yeterli detayla sunulacaktır.
2.2. Talep Tahmini
Üretim sistemi planlamasında ve yönetilmesinde tahminler çok önemli rol oynarlar. Bu bir gömlek veya cekette olan ilk düğmenin doğru iliklenmesindeki öneme benzetilebilir. Çünkü büyük bir ihtimalle bu ilk yanlış, diğer aşamaların da yanlış olmasına neden olacaktır. Talep tahminlerinin başarılı olması hedeflenen maliyetlerin tutturulmasında, amaçlanan kârın eldesinde ve sonuçta bu sistemden faydalanan paydaşların memnuniyetinde önemli rol oynar. Varsayım ve tahmin birbirine benzeyen iki kavram olmasına karşın, aradaki en önemli fark varsayımda herhangi bir destekleyici unsura ihtiyaç duyulmaması buna karşın tahminde bir veri, metot veya yaklaşım kullanılması gereğidir. Tahmin yapma yaklaşımları çok farklılıklar göstermesine karşın akla ilk gelen yaklaşım veya yöntemler şunlardır;
- tecrübelerden yararlanarak geçmişteki olayları incelemek ve tahminleri bunlara dayandırmak,

30
- benzer olayları referans almak, - anket yapmak.
Talep tahmininin önemini vurgulamak üzere, daha öncede bahsi geçen gazete bayii problemine dönersek; bir gazetenin fiyatı 25 pb olsun ve bayi bu gazeteyi 20 pb’ne alsın, eğer satamazsa 17.5 pb’ne iade etsin. Sonuçta bir gazete satarsa 5 pb kâr, satamazsa 2.5 pb zarar etsin. Gazetenin az temin edilip her bir müşterinin geri döndürülmesi 5 pb’lik kayba neden olduğunu ancak fazla gazete alıp iadenin de 2.5 pb’lik zarara neden olduğunu gazete bayiinin iyice kavraması gerekmekte ve buna uygun siparişte bulunması gerekmektedir. Peki nasıl?
Eğer gazete bayii geçmiş dönem satışlarını incelerse, bu ona anlamlı bir dayanak teşkil edecek ve kararını kolaylaştıracaktır. Geçmiş dönem kayıtlarını incelemede en basit yaklaşım bunların basit bir grafiğe aktarılması olabilir. Bu grafiklerin incelenmesi ve yorumlanabilmesi talep tahminlerinde önemli yer tutar ve bu yaklaşımlardan birçok alanda önemli derecede yararlanılır.
Şekil 2. 1: Talep yaklaşık ortalama bir yapı gösteriyor, değişmiyor
Şekil 2. 2: Talebin artış gösterdiği izlenebilir

31
Şekil 2. 3: Talebin azalma gösterdiği izlenebilir
Şekil 2. 4: Talep belirli periyotlarda düzgün bir değişim göstermesine karşın artma ya da azalma eğiliminde olmadığı gözlenebilir
Şekil 2. 5: Talebin belirli periyotlarda düzgün bir değişim göstermesi ve artmasının bir arada olduğu durum söz konusu

32
Tüm bu grafiklerin talep tahmini yapan tarafından incelenip nasıl bir değişim karşısında olduğunun belirlenmesi ve buna dayalı yaklaşımlarla bir sonraki periyoda ait kararı vermesi gerekmektedir.
Bu modeller veri sayısına ve ürün durumuna göre sistemde olan beklenmedik etkilere ve benzer unsurlara dayalı olarak yanılgılar, farklılıklar ve değişimler göstermektedirler. Ancak bazı durumlarda veriler genel itibariyle herhangi bir model ile ifade edilemezler. Amaç bunları kabul edilebilir hata ve toleranslarla çözülebilir ve faydalı hale getirmektir. Bu nedenle kabullerden birisi bu verileri basitleştirip çözülebilir başlıklar altında incelemektir.
2.3. Zamana Bağlı Değişmeyen Talep Modeli Geçmiş dönem verilerinde bazı sapmalar olsa da talep herhangi bir artma veya azalma göstermeyip, ortalama bir değer taşımaktadır. Bu model bazı durumlarda çok basit bir aritmetik ortalama ile belirlenebilen talep miktarını taşımaktadır. Bu Şekil 2.1’de görülen durumdur. Bu gibi durumlar için ortalama değerin talep tahmini olarak kabulü büyük bir yanılgıya sebep olmayacaktır.
2.4. Doğrusal Artan veya Azalan Talep Modeli Talep tahminlerinde kullanılan basit modellerden birisi de bağımlı ve bağımsız değişkenler arasında doğrusal artan veya azalan bir ilişkinin bulunduğu tahmin modelidir. Bu tahmin modelleri Şekil 2.2 ve Şekil 2.3 de görülebilir. Bu modellerin çözümü oldukça basittir. Bu yaklaşımda mevcut verilerden yararlanılarak eğimi belirlenen bir doğru talep değişimini ifade etmekte kullanılabilir. Bunun için basit doğrusal regresyon kullanılabilir. Bu model yapısında talep tahmini;
Şeklinde ifade edilir, burada;
: Oluşan bağımsız değerler,
: Beklenen olaya ait değer,
: Modelde rastgele oluşan hatadır. Buradaki bu iki olayın birbirlerine lineer bağımlılık gösterdiği düşünülür ve bu lineer denklemin eğimi bulunmak istenirse izleyen eşitliklerden yararlanılabilir. Bu eşitliklerde;
: doğrunun sabitini,
: doğrunun eğimini,
: verilerin ait olduğu toplam dönem sayısını temsil eder.
değeri, bağımlı değişkenle bağımsız değişken arasındaki korelasyonu ifade eder. Bu değerin pozitif olması değişkenlerden birinin arttığında diğerinin de arttığını, negatif olması ise birisi

33
artarken diğerinin azaldığını gösterir. değerinin yüksek olması ise bağımlı değişkenle bağımsız değişken arasında önemli sayılabilecek bir ilişkinin olduğu anlamına gelmektedir. r2 değeri ise, bağımlı değişkendeki değişimin % kaçının bağımsız değişken tarafından açıklandığını ifade etmektedir. Buradaki katsayılar mevcut verilerden yararlanarak aşağıdaki eşitlikler ile hesaplanabilirler.
Örnek 2.1
Boya malzemeleri satan bir işletme sattığı boya miktarı ve inceltici malzeme miktarı arasındaki ilişkiyi belirlemek için kayıt tutmuş ve izleyen tablodaki verileri elde etmiştir. Bu satılan boya miktarı-inceltici miktarı arasındaki ilişkiyi belirleyip, 8 birim boya için ne kadar sipariş vermesi gerektiğini belirleyiniz (Sipper, Bulfin, 1998).
Tablo 2. 1: Boya ve inceltici satış verileri
Boya İnceltici 1.00 2.60
2.30 2.80
3.10 3.10
4.80 4.70
5.60 5.10
6.30 5.30
Çözüm 2.1
Gözlem/ Değer

34
1 1.00 1.00 2.60 6.80 2.60
2 2.30 5.30 2.80 7.80 6.44
3 3.10 9.60 3.10 9.60 9.61
4 4.80 23.00 4.70 22.10 22.56
5 5.60 31.40 5.10 26.00 28.56
6 6.30 39.70 5.30 28.10 33.39
Toplam 23.10 109.99 23.60 100.40 103.16
birim inceltici sipariş verilmelidir.
değerinin pozitif ve 1’e yakın olması, satılan boya ve inceltici malzeme miktarları arasında pozitif ve sıkı bir ilişki olduğunu göstermekte olup, bu yapı kullanılarak sipariş verilebilir.
değeri ise inceltici malzeme miktarı satış değerlerini tahmin etmede, satılan boya miktarını bilmenin %94’lük bir doğruluk payına imkan tanımaktadır.
Örnek 2.2
Bir otomobil galerisinde çalışan satış uzmanı, bir ildeki yeni araç satışları ve trafikten hurdaya ayrılan otomobil sayıları arasında bir ilişkinin söz konusu olduğunu düşünmektedir. Bu anlamda trafikten elde ettiği aylık hurdaya ayrılan araç sayısı ile bir sonraki aydaki yeni araç satış sayılarının kayıtlarını izleyen tablodaki gibi düzenlemiştir. Trafikten ayrılan araç sayısı ve yeni araç satışı arasındaki ilişkiyi belirleyip son ayda 120 aracın hurdaya ayrıldığını bildiğine göre takip eden ayda kaç yeni aracın satılabileceğini tahmin ediniz.

35
Tablo 2. 2: Hurdaya ayrılan araç sayıları ve yeni araç satışları
Sıra No Hurdaya Ayrılan
Araç Sayısı
Satılan Yeni Araç
Sayısı Sıra No
Hurdaya Ayrılan
Araç Sayısı
Satılan Yeni Araç
Sayısı 1 45 102 11 23 46
2 43 101 12 45 97
3 34 94 13 67 169
4 56 125 14 34 69
5 34 95 15 34 70
6 23 45 16 60 130
7 56 120 17 34 75
8 44 98 18 58 110
9 56 118 19 45 100
10 34 95 20 76 150
Çözüm 2.2
Gözlem/Değer 1 45 2025 102 10404 4590
2 43 1849 101 10201 4343
3 34 1156 94 8836 3196
4 56 3136 125 15625 7000
5 34 1156 95 9025 3230
6 23 529 45 2025 1035
7 56 3136 120 14400 6720
8 44 1936 98 9604 4312
9 56 3136 118 13924 6608
10 34 1156 95 9025 3230 11 23 529 46 2116 1058 12 45 2025 97 9409 4365 13 67 4489 169 28561 11323 14 34 1156 69 4761 2346 15 34 1156 70 4900 2380 16 60 3600 130 16900 7800 17 34 1156 75 5625 2550

36
18 58 3364 110 12100 6380 19 45 2025 100 10000 4500 20 76 5776 150 22500 11400
Toplam 901 44491 2009 219941 98366
birim yeni araç satılacaktır. Bu örnekte de r değerinin 1’e yakın olması hurdaya ayrılan araç sayıları ile satılan yeni araç sayıları arasında lineer bir ilişki olduğunu göstermektedir.
değerinin pozitif ve 1’e yakın olması, hurdaya ayrılan araç sayıları ile satılan yeni araç sayıları arasında pozitif ve sıkı bir ilişki olduğunu göstermekte olup, bu yapı kullanılarak sipariş verilebilir.
değeri ise yeni araç satış değerlerini tahmin etmede, hurdaya ayrılan araç sayılarını bilmenin %87’lik bir doğruluk payına imkan tanımaktadır.
2.5. Artan veya Azalan Eğilimli Talep Değişimlerini Belirlemede Kayar Ortalama Yaklaşımının Kullanılması
2.5.1. Kayar Ortalama
Bütün noktaların ortalamasının dikkate alınması yerine bazı yakın dönem verilerinin ortalamasının alınması kayar ortalamanın temel prensibidir. Burada amaç belirli bir yakın döneme ait verilerin dikkate alınması ile aritmetik ortalamayla yapılan talep tahmininde ortaya çıkan ortalamadan pozitif ve negatif yönde oluşan sapmaların birbirlerini yok ederek uzun döneme ait değişimin (gelişen artış veya azalmanın) göz ardı edilmesini önlemesidir. Bu yaklaşımda basit kayar ortalamada belirlenen sayıda döneme ait verilerin aritmetik ortalaması alınır ve talebin bu değere yakın olacağı kabul edilir.

37
n değeri; dikkate alınan veri sayısıdır. Genellikle 3,4,5 gibi seçilir. Örnek 2.3
Bir pastanede hazırlanıp satılan doğum günü pastalarının miktarları kayıt altına alınmaya başlanmıştır. İki haftalık kayıtlarda günlere göre satılan doğum günü pasta miktarları izleyen tabloda yer aldığına göre bundan sonraki günde satılabilecek pasta miktarı nedir? Basit kayar ortalama yaklaşımı ile belirleyiniz.
Günler Satılan Pasta Miktarı (kg) Günler
Satılan Pasta Miktarı (kg)
1 4 9 5
2 5 10 7
3 3 11 6
4 5 12 7
5 6 13 8
6 4 14 7
7 6 15 7
8 7
Çözüm 2.3
Çözüm için üç günlük (üç veri noktasına ait) değerler kullanıldığında ve
3
354.4
++=günko şeklinde hesaplandığında 4 değeri belirlenir ve 5. ve diğer takip eden
günlerde basit kayar ortalamanın oluşturduğu değerler izleyen tabloda görülmektedir. İlk üç güne ait veri oluşmadan tahmin yapılamayacağı aşikârdır.
Günler Veriler Hesaplama
1 4
2 5
3 3
4 5 4.00
5 6 4.33
6 4 4.67
7 6 5.00
8 7 5.33
9 5 5.67
10 7 6.00
11 6 6.33
12 7 6.00
13 8 6.67
14 7 7.00
15 7 7.33
7.33

38
Şekil 2. 6: Kayar ortalama
Çok net bir değişimin olmayıp verilerin çok sağlıklı olmadığı, zaman kısıtının söz konusu olduğu, çok hassas bir doğruluğa ihtiyaç olmadığı durumlarda kayar ortalamanın talep tahmin yaklaşımı olarak kullanılması tercih edilebilir. Çok basit olması ve uygulamadaki kolaylıkları, avantajları arasında sayılabilir. Hassas bir doğrulukta olmaması, verilerdeki değişime yavaş ayak uydurması, dönüş noktalarını kaçırması ve geçmişteki bütün verilerin aynı kabul edilmesi ise dezavantajları arasındadır.
2.5.2. Ağırlıklandırılmış Kayar Ortalama
Kayar ortalama kullanımında diğer bir yaklaşım da ortalama için dikkate alınan verilerin ağırlıklandırılarak kullanılmasıdır. Bu durumda hesaplama;
şeklinde yapılır.

39
Örnek 2.4
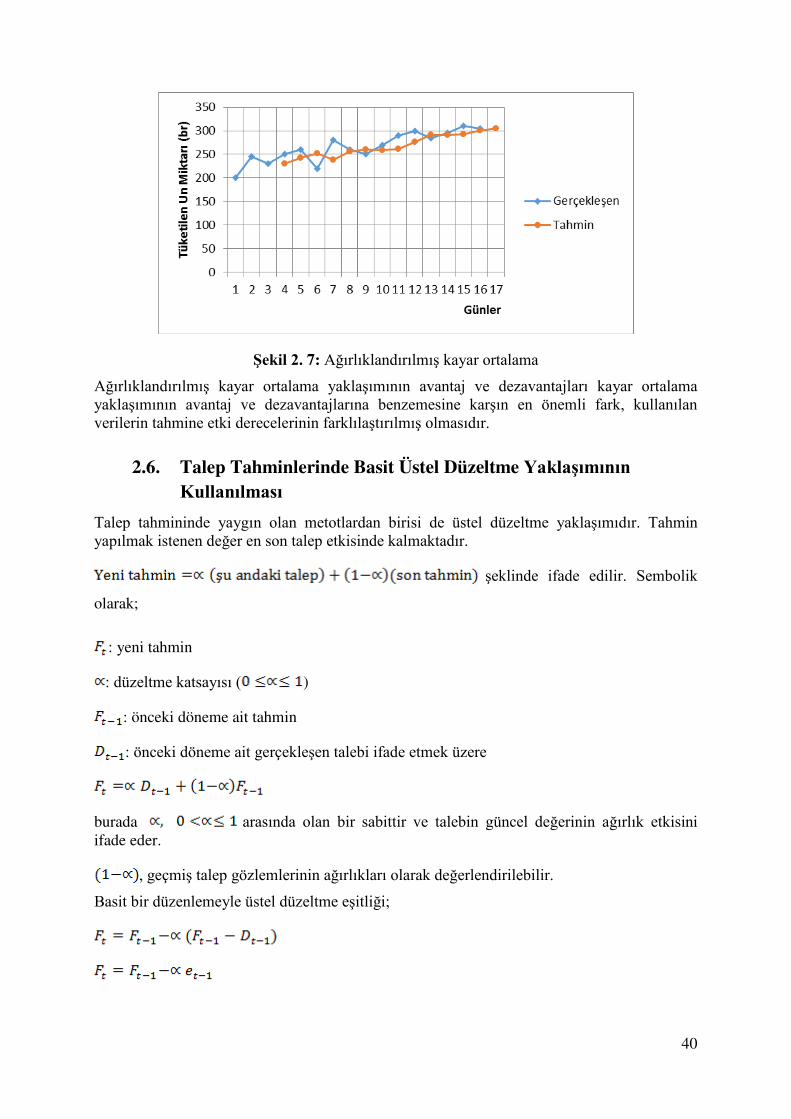
Bir fırında tüketilen günlük un miktarı 16 günlük veri olarak kayıt edilmiştir. Bu verilere dayalı olarak son dört günlük veriler dikkate alınarak ağırlıklı kayar ortalama (1. gün ağırlığı 1, 2. gün ağırlığı 2, 3. gün ağırlığı 3 olacak şekilde) ile 17. güne yönelik talep miktarını belirleyiniz.
Çözüm 2.4
Günler Gerçekleşen Tüketim (br)
Tahmini Tüketim (br)
1 200
2 245
3 230
4 250 230.0
5 260 242.5
6 220 251.7
7 280 238.3
8 260 256.7
9 250 260.0
10 270 258.3
11 290 261.7
12 300 276.7
13 285 291.7
14 295 290.8
15 310 292.5
16 305 300.8
305.0
şeklinde hesaplanabilir.
40
Şekil 2. 7: Ağırlıklandırılmış kayar ortalama
Ağırlıklandırılmış kayar ortalama yaklaşımının avantaj ve dezavantajları kayar ortalama yaklaşımının avantaj ve dezavantajlarına benzemesine karşın en önemli fark, kullanılan verilerin tahmine etki derecelerinin farklılaştırılmış olmasıdır.
2.6. Talep Tahminlerinde Basit Üstel Düzeltme Yaklaşımının Kullanılması
Talep tahmininde yaygın olan metotlardan birisi de üstel düzeltme yaklaşımıdır. Tahmin yapılmak istenen değer en son talep etkisinde kalmaktadır.
şeklinde ifade edilir. Sembolik
olarak;
: yeni tahmin
: düzeltme katsayısı ( )
: önceki döneme ait tahmin
: önceki döneme ait gerçekleşen talebi ifade etmek üzere
burada arasında olan bir sabittir ve talebin güncel değerinin ağırlık etkisini ifade eder.
, geçmiş talep gözlemlerinin ağırlıkları olarak değerlendirilebilir. Basit bir düzenlemeyle üstel düzeltme eşitliği;

41
şeklinde yazılabilir. Bu şekilde yazıldığında üstel düzeltme, herhangi bir t periyodundaki talep
tahmini periyodundaki hatanın çıkartılmasıyla elde edilir. Bu durumda eğer
periyodunda tahmin gerçekleşenden yüksek yapılmışsa pozitif değerli ile tahmin
azaltılacaktır. Benzer şekilde negatif değerli ise tahmin artırılacaktır.
Bu yaklaşım dikkate alındığında ve den bir önceki dönem, yani ile
durumuna gelir. Yine güncel tahmine dönüldüğünde;
haline gelir.
Burada bu ifade sonsuz geriye doğru uzatıldığında;
halini alır.
olur.
Sonuçta ye uydurulur ve bu üstel düzeltme olarak anılır. Burada
, kayar ortalamadaki N’in (yani kaç haftanın dikkate alındığını belirten sayının) fonksiyonunu yerine getirir. ’nın büyük olması tahmine daha fazla ağırlık verildiğini ve tahminin periyottan periyoda daha büyük varyasyonda cevap vereceğini göstermektedir. Eğer
küçükse ağırlık geçmiş dönemlere yönelecektir ve tahmin daha kararlı oluşacaktır. Otomatik tahmin teknikleri kullanıldığında kararlı (taleplerin dönemden döneme hızlı değişmediği) durumlar tercih edilir. Tahminler, taleplerden başlayıp planlama ve çizelgelemeye kadar devam eder. Sonrasında yapılacak tüm revizyonlar, çalışan atamada, ürün bileşenleri miktarlarında, satın almalarda kargaşalar oluşturur. Bu nedenle, genellikle üretime yönelik durumlar için ’nın 0.1 ile 0.2 arasında seçilmesi önerilir.
Burada α değerinin belirlenmesi bir güçlük olarak karşımıza gelir. Pratikte , 0.05 ile 0.30
değerleri arasında kullanılmaktadır. Ayrıca , dönem sayısına bağlı olarak
42
eşitliğinden hesaplanabilir.
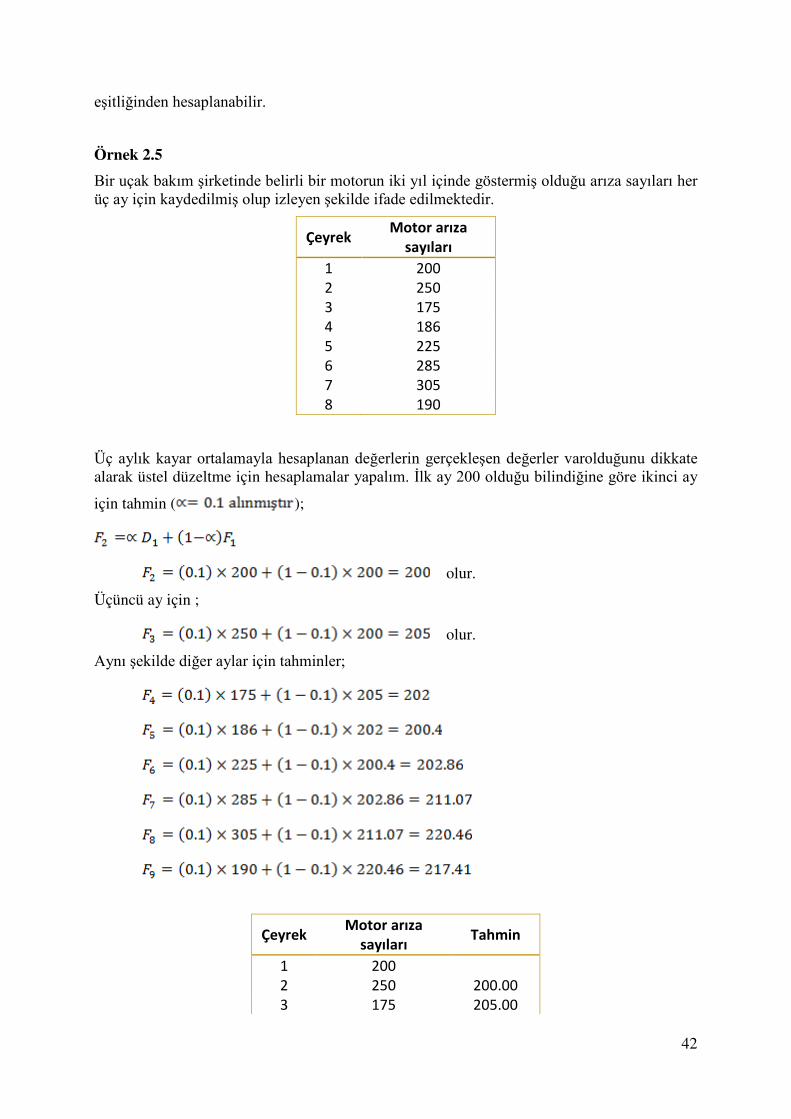
Örnek 2.5
Bir uçak bakım şirketinde belirli bir motorun iki yıl içinde göstermiş olduğu arıza sayıları her üç ay için kaydedilmiş olup izleyen şekilde ifade edilmektedir.
Çeyrek Motor arıza
sayıları 1 200
2 250
3 175
4 186
5 225
6 285
7 305
8 190
Üç aylık kayar ortalamayla hesaplanan değerlerin gerçekleşen değerler varolduğunu dikkate alarak üstel düzeltme için hesaplamalar yapalım. İlk ay 200 olduğu bilindiğine göre ikinci ay için tahmin ( );
olur.
Üçüncü ay için ;
olur.
Aynı şekilde diğer aylar için tahminler;
Çeyrek Motor arıza
sayıları Tahmin
1 200
2 250 200.00
3 175 205.00

43
4 186 202.00
5 225 200.40
6 285 202.86
7 305 211.07
8 190 220.46
9 217.41
Şekil 2. 8: Basit üstel düzeltme yaklaşımının kullanılmasıyla gerçekleşen ve tahmin edilen değerlerin grafiksel gösterimi
Görüldüğü gibi 9. çeyrek dönem için hesaplanan tahmin değeri 217.41’dir. Bu değer belirlenirken olarak alınmıştır. Talep değişkenliğinin yüksek olması nedeniyle katsayısı düşük bir değer (0.1) olarak seçilmiştir.
2.7. Talep Tahminlerinde Mevsimsel Etkilerin Dikkate Alınması Bazı ürünlere olan talepler mevsimlere bağlı dalgalanmalar gösterirler. Bu dalgalanmalar birkaç dönemlik verilerin incelenmesiyle görülebilirler ve normal sapmalardan farklıdırlar. Böyle bir yapıda talep tahmini yapmak biraz daha karmaşıktır. Uygulanan ve önerilen yaklaşımlar arasında kabul görenlerden birisi Winters metodu olup izleyen aşamalarda gerçekleştirilir. Bu model genel yapısı itibariyle;
şeklindedir. Burada a sabit kısmın değişim eğimini, Ct t periyodundaki mevsimsel faktörü, εt o döneme ait rastgeleliği(rastsallığı) temsil eder. Bu problemin çözümü için; sabitlerin ve öncelikle değişim eğiminin mevsimsel etki faktörlerinden bağımsız bir şekilde belirlenmesi gerekir. Mevsimsel faktörler bu durumda t periyodunda sabitlerin ve değişim eğiminin bir orantısı olarak ifade edilebilirler. Eğer talep o periyotta az ise sabit/değişim oranı 1’den küçük, eğer talep yüksek ise 1’den büyük olur.

44
Şekil 2. 9: Mevsimsel satışların zamandan ayrı olarak değerlendirilmesi
Hesaplamalarda kullanılacak yapıyı ifade etmek için;
: t periyodundaki talep,
: Bir yıl ya da ilgili zaman dilimindeki mevsim (periyot) sayısı,
: Verilerin mevcut olduğu periyot sayısı, , burada m tam olarak mevcut yılların sayısı,
: t periyodunda a sabit terimi için kullanılan tahmin,
: t zamanında b terimin hesaplandığı tahmin,
: t periyodunda mevsimsel bileşen olsun.
İlk olarak başlangıç için bir St bulunması gerekir, bunun için son iki periyodun ortalaması hesaplanır. Burada son iki periyot d2 ve d3 ile temsil edilsin:
Bu iki ortalamadan;
oluşturulur ve genel ortalama ile

45
teşkil edilir. Bunu mevsim faktörleri hesabı takip eder.
Mevsim sabitleri de tamamlandıktan sonra normalizasyon işlemi yapılır.
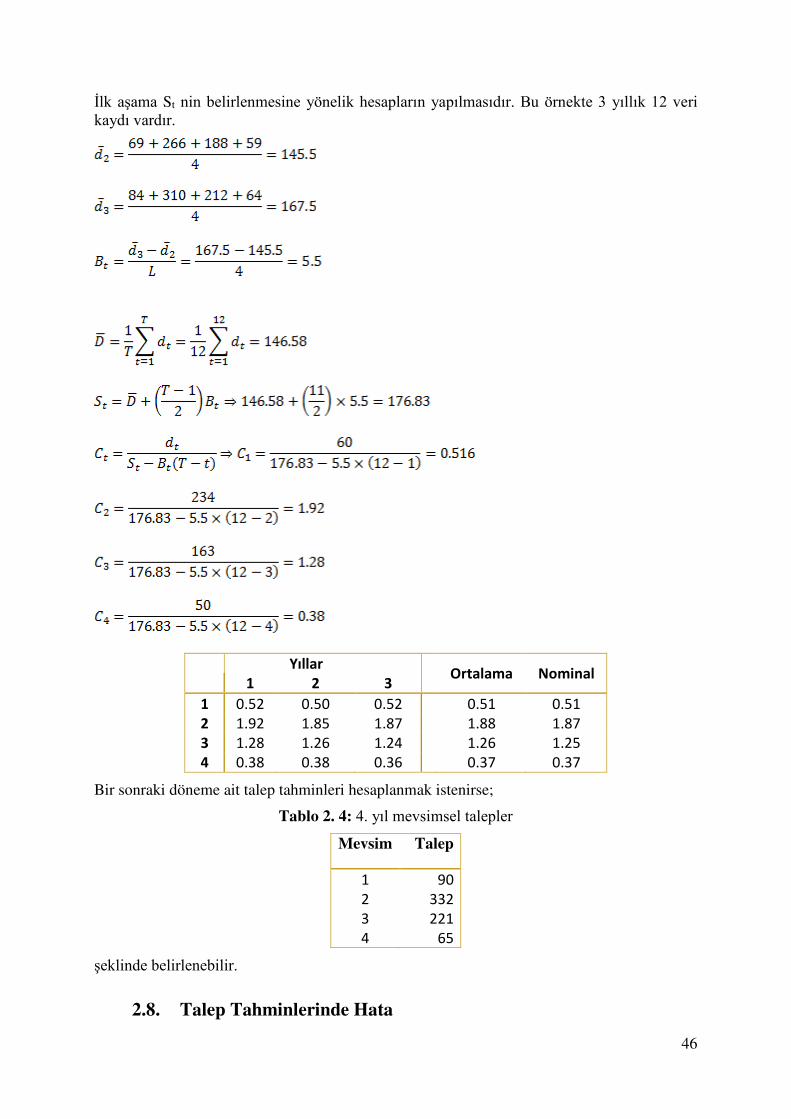
Bu yaklaşımı açıklamak için izleyen örnek aşama-aşama yukarıdaki adımları sunmaktadır. Örnek 2.6: Bir firma son üç yılda dört mevsimde yapmış olduğu kayıtların izleyen şekilde olduğunu görmüştür. Bu verileri dikkate alarak bir sonraki yılın dört mevsimine ait değerlendirmeyi yapmak istemektedir (Sipper ve Bulfin, 1998).
Tablo 2. 3: Yıllar ve mevsimler itibariyle satış değerleri
Yıllar Mevsim 1 2 3
1 (Kış ) 60 69 84
2 (Bahar) 234 266 310
3 (Yaz) 163 188 212
4 (Sonbahar) 50 59 64
Yıllık Ortalama 126.75 145.50 167.50
Genel Ortalama 146.58
İlk olarak veriler grafik olarak ifade edildiğinde mevsimsellik etkisi açık olarak görülebilmektedir.
Şekil 2. 10: Satışların grafiksel gösterimi
46
İlk aşama St nin belirlenmesine yönelik hesapların yapılmasıdır. Bu örnekte 3 yıllık 12 veri kaydı vardır.
Yıllar Ortalama Nominal
1 2 3
1 0.52 0.50 0.52 0.51 0.51
2 1.92 1.85 1.87 1.88 1.87
3 1.28 1.26 1.24 1.26 1.25
4 0.38 0.38 0.36 0.37 0.37
Bir sonraki döneme ait talep tahminleri hesaplanmak istenirse;
Tablo 2. 4: 4. yıl mevsimsel talepler
Mevsim Talep
1 90
2 332
3 221
4 65
şeklinde belirlenebilir.
2.8. Talep Tahminlerinde Hata

47
Tahmin hatası gerçekleşen talep ile tahmin arasındaki farktan oluşur. Matematiksel olarak bu ile ifade edilebilir. Şu unutulmamalıdır ki, hata miktarı dönem gerçekleşmeden
belirlenemez. Ancak kullanılan model ve mevcut veriler arasındaki uyum ve sapmalar kullanılan yaklaşım hakkında bize bilgi verir. Bu amaçla değişik ölçütler geliştirilmiş olup bunlardan bazıları şunlardır; Mutlak ortalama sapma (Mean Absolute Deviation-MAD); geçekleşen talepler ve hesaplanan değerler arasındaki hataların mutlak değerlerinin toplamının ortalamasını ifade eder.
Hataların karelerinin toplamının ortalaması (Mean Squared Error-MSE);
Mutlak hata oranlarının toplamının ortalaması (Mean Absolute Percentage Error-MAPE);
Hata değerlendirilmesinde toplam hatanın tek başına dikkate alınması negatif ve pozitif değerlerin birbirlerini yok etmesinden dolayı küçük bir toplamla sonuçlanmasına karşın yapılan tahminler ve gerçekleşen taleplerin büyük farklar oluşturmasını gizleyebilir. Bu gibi durumlarda daha farklı olan ölçütlerin değerlendirilmesi, MAD, MSE, MAPE gibi ölçütlerin de incelenmesi gerekir. MAD hataların dağılımına ölçüt olur, eğer MAD küçükse tahminler gerçekleşen değerlere yakındır. Büyük MAD değerleri tahmin metodunda uygunsuzluğu gösterir. Bazı durumlarda benzer bir ölçüt olan MSE kullanılabilir. Bu ölçüt, oluşan hataların karelerinin alınmasından dolayı belirginliğini artırır. Küçük olması istenir. MAPE de oluşturulan ölçütün %10’dan fazla olmaması istenir. Eğer böyle bir durum varsa tahmin yaklaşımının değeri dikkate alınmayabilir. Bu hata ölçütleri talep tahminleri için doğru yaklaşımların belirlenmesi için de yol gösterici olacaktır. Uygun sonuçlar üretmeyen yöntemlerin talep tahmini için kullanılmaması planlama için önemlidir (Beale, 2010).
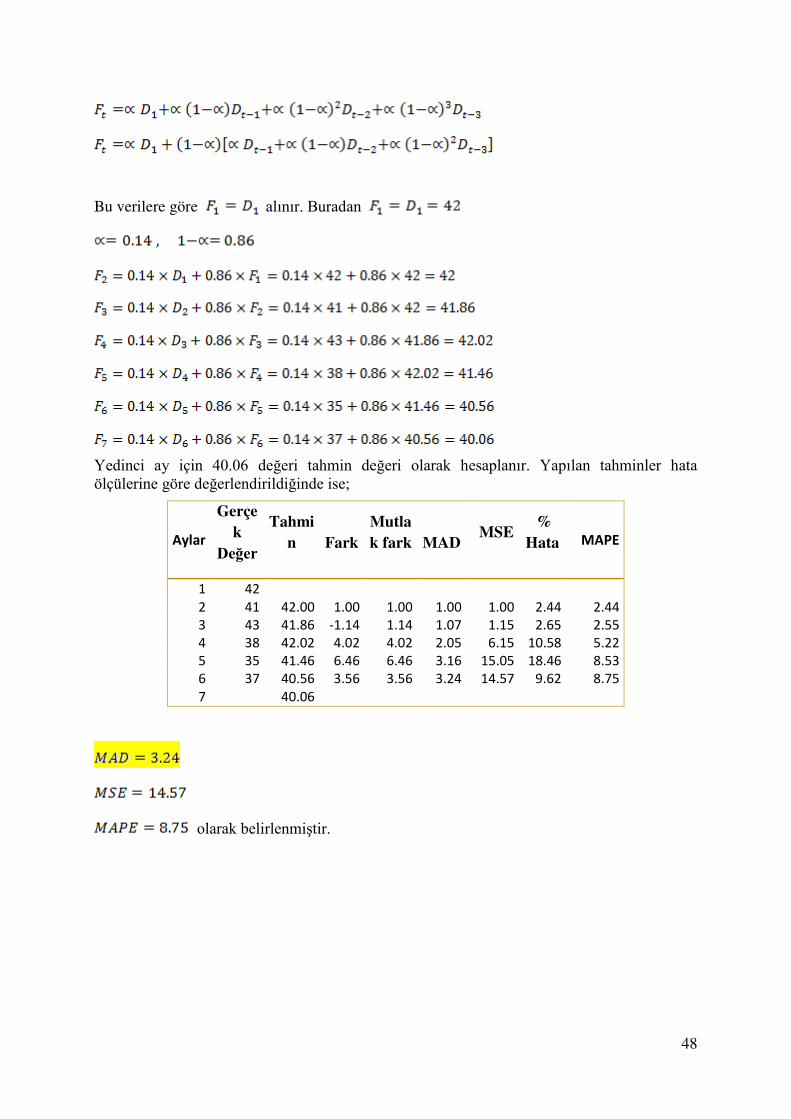
Örnek 2.7
Bir süt ürünleri firması peynir satışlarıyla ilgili talep tahmini yapmak istemektedir. Bu amaçla altı aylık kayıtlar izleyen şekilde olduğuna göre basit üstel düzeltmeye göre tahminler yapıp gerçekleşen değerler arasındaki hataları değişik ölçütlere göre değerlendiriniz.
Gerçekleşen Değer (ton) 42
41
43
38
35
37
48
Bu verilere göre alınır. Buradan
Yedinci ay için 40.06 değeri tahmin değeri olarak hesaplanır. Yapılan tahminler hata ölçülerine göre değerlendirildiğinde ise;
Aylar
Gerçek
Değer
Tahmin
Fark
Mutlak fark
MAD
MSE %
Hata MAPE
1 42 2 41 42.00 1.00 1.00 1.00 1.00 2.44 2.44
3 43 41.86 -1.14 1.14 1.07 1.15 2.65 2.55
4 38 42.02 4.02 4.02 2.05 6.15 10.58 5.22
5 35 41.46 6.46 6.46 3.16 15.05 18.46 8.53
6 37 40.56 3.56 3.56 3.24 14.57 9.62 8.75
7 40.06
olarak belirlenmiştir.

49
Bölüm Çalışma Soruları
1. LEZZETLİ şirketi mısır gevreği üretimi yapmaktadır. Aşağıdaki tablo 2003 ve 2004 yıllarındaki LEZZETLİ mısır gevreği aylık satışlarını göstermektedir. Bu şirket 10 yıldan bu yana mısır gevreği satışı yapmaktadır ve üretim planlama departmanı devamlı bir proses olarak aylık mısır gevreği taleplerini tahmin etmektedir. Buna göre 2005 yılının ocak ayının tahmini talep miktarını aşağıdaki metotları kullanarak bulunuz.
a. Son veri noktası b. Bütün verilerin ortalaması c. olmak üzere kayar ortalama
d. Ocak 2005’in gerçek talebinin olduğunu varsayın. Yenilenmiş bu veri ışığında için kayar ortalama metodu ile Şubat 2005 için tahmini mısır gevreği
miktarını bulunuz.
Gözlem Ay Talep Gözlem Ay Talep
1 Ocak 48.5 13 Ocak 48.9
2 Şubat 46.0 14 Şubat 49.5
3 Mart 54.4 15 Mart 59.0
4 Nisan 49.8 16 Nisan 56.0
5 Mayıs 48.1 17 Mayıs 49.3
6 Haziran 55.0 18 Haziran 58.5
7 Temmuz 47.7 19 Temmuz 53.0
8 Ağustos 45.2 20 Ağustos 48.6
9 Eylül 51.0 21 Eylül 50.8
10 Ekim 47.5 22 Ekim 53.4
11 Kasım 49.1 23 Kasım 49.8
12 Aralık 50.8 24 Aralık 56.3
2. Bir yakıt istasyonu dört haftaya ait, hafta içindeki araç ziyaret sayılarını günlere göre kayıt etmiştir. Buna göre tedarik ve planlama yapmak istemektedir. Bir sonraki haftaya ait tahmin değerlerini belirleyiniz.
Günler Talep
Hafta 1 Hafta 2 Hafta 3 Hafta 4
Pazartesi 162 173 146 161
Salı 122 115 131 118
Çarşamba 142 150 130 129
Perşembe 173 176 169 166
Cuma 225 235 219 243

50
3. doğrusal denklemine uyduğu varsayılan bir talep tahmininde gerçekleşen talepler izleyen şekilde olmuştur. Bu eşitliğin geçerliliğini değerlendiriniz.
4. Haftalık tüketimleri tabloda belirtildiği şekilde gerçekleşen hammadde için geleceğe yönelik tahmin yapılacaktır. İki farklı kayar ortalama (3 ve 4 haftalık) yaklaşımı kullanarak bir sonraki haftada oluşacak tahmini yapınız ve hangi yaklaşımın daha iyi sonuç verdiğini değerlendiriniz.
Hafta Gerçekleşen
talep
1 12 45
2 14 56
3 8 35
4 15 53
5 11 48
6 9 37
7 5 29
8 8 38
9 6 27
10 9 37
Hafta Miktar (Palet) Hafta
Miktar (Palet)
1 10 13 16
2 14 14 19
3 13 15 18
4 12 16 19
5 16 17 20
6 14 18 21

51
5. Aşağıda bir fırının akşam 19.00-23.00 arasında satmakta olduğu ortalama ekmek sayıları verilmektedir. Bun göre fırın sahibi 13. haftayı tahmin edecektir. 13. haftayı hesaplamak için kayar ortalama kullanacaktır. Bunun için 4’er ve 3’er haftalık dönemler dikkate alınarak yapılan tahminlerden hangisi daha doğru sonucu verecektir? Niçin?
Haftalar Ekmek
Tüketimi Haftalar
Ekmek Tüketimi
1 200 7 290
2 250 8 285
3 230 9 290
4 260 10 300
5 280 11 310
6 270 12 305
6. Lineer regresyonu talep tahmininde kullanan bir işletme
şeklinde ifade edilen bir fonksiyonu kullanmaktadır. Aşağıda bulunan veriler için bu fonksiyonun işletmede talep tahmininde kullanılıp kullanılamayacağını belirleyiniz.
7 15 19 20
8 17 20 22
9 17 21 21
10 18 20 23
Sıra (n) Sıra (n) 1 45 102 13 23 46
2 43 101 14 45 97
3 34 94 15 67 169
4 56 125 16 34 69
5 34 95 17 34 70
6 23 45 18 60 130
7 56 120 19 34 75
8 44 98 20 58 110
9 56 118 21 45 100
10 34 95 20 76 150

52
7. Haftalık talepleri tabloda yer alan içecek için geleceğe yönelik satış tahmini yapılacaktır. Kayar ortalamayı (4 haftalık) ve lineer regresyonu kullanarak bir sonraki haftada oluşacak tahmini yapınız ve kıyaslama yoluyla doğruluklarını değerlendiriniz.
8. İzleyen tabloda gerçekleşen taleplere ait kayıtla bulunmaktadır. Bu veriler en basit şekilde (ortalama ve/veya kayar ortalama gibi bir yaklaşımla) değerlendirilmek istenmektedir. Bir sonraki döneme ait talep tahmininizi gerekçeniz ile açıklayarak yapınız.
9. Bir işletme lineer regresyon modeli kullanarak talep tahmini yapmaktadır. Bu işletmenin kullandığı modelde ve ’dir. Zamana bağlı son sekiz haftada gerçekleşen talepler izleyen tabloda yer aldığına göre modelin kullanılıp kullanılamayacağı hususunu değerlendiriniz.
10. Bir yerel bilgisayar firması geçmiş 12 haftaya ait DVD/R/RW satışları ile ilgili kayıtlarını izleyen tabloda sunmaktadır.
Hafta Miktar (Palet) Hafta
Miktar (Palet)
1 10 11 15
2 12 12 12
3 11 13 10
4 16 14 11
5 12 15 12
6 14 16 15
7 13 17 16
8 12 18 12
9 11 19 14
10 10 20 16
Dönem Oluşan talep
Dönem Oluşan talep
1 10.000 7 10.520
2 10.447 8 10.000
3 9.971 9 10.520
4 10.460 10 10.000 5 10.000 11 10.504
6 10.230 12 10.230
Hafta 1 2 3 4 5 6 7 8
Oluşan talep
8 11 15 18 21 24 28 30
Hafta 1 2 3 4 5 6 7 8 9 10 11 12

53
a. Üç haftalık kayar ortalamayı kullanarak 13. haftanın talebini belirleyiniz.
b. Dört haftalık kayar ortalamayı kullanarak 13. haftanın talebini belirleyiniz. c. Bunların hata durumunu MAD ve MSE değerlerini hesaplayarak kıyaslayınız.
11. Bir şirket yaptığı özel kayak botlarının üretiminde 25 kişi çalıştırmaktadır. Geçmiş dönemlere ait talepler izleyen tabloda verilmektedir. Çalışanların verimliliği %83 olduğuna göre gelecek yılın dönemleri için önerilecek çalışan sayısını belirleyiniz (Sipper ve Bulfin, 1998).
12. Bir şirket yaptığı kömür satışlarına ait geçmiş değerlere ait verileri izleyen tabloda sunmaktadır. Ekonomik daralmanın gelecek yılın tüm dönemlik satışları üzerine 0.15’lik bir azalma getirmesi varsayıldığına göre gelecek yılın satışlarını belirleyiniz.
13. Bir işletme iş giysileri üretmekte olup ilk defa faaliyet göstereceği bir sanayi bölgesine yönelik planlama yapmak istemektedir. Bu doğrultuda işyeri sayısı ve iş giysileri satışları arasında bir ilişki olduğunun farkındadır. Yeni sanayi bölgesinde satış yapmayı tasarlayan işletme mevcut kapasitesini ne kadar artırmalıdır?
Bölge no
İşyeri sayısı
Yapılan satış
Bölge no
İşyeri sayısı
Yapılan satış
1 234 450 7 345 670
2 150 367 8 346 879
3 1100 2500 9 789 1589
4 100 210 10 200 478
5 324 630 11 780 1645
6 156 325 12 1200
Oluşan talep
86 75 72 83 132 65 110 90 67 92 98 73
Mevsim Talep
Yıl 1 Yıl 2 Yıl 3 Yıl 4
Kış 156 167 179 188
Bahar 23 29 46 56
Yaz 49 38 69 91
Sonbahar 220 247 238 240
Mevsim Talep
Yıl 1 Yıl 2 Yıl 3 Yıl 4
Kış 160 180 190 200
Bahar 25 30 45 55
Yaz 50 40 70 100
Sonbahar 220 250 255 260
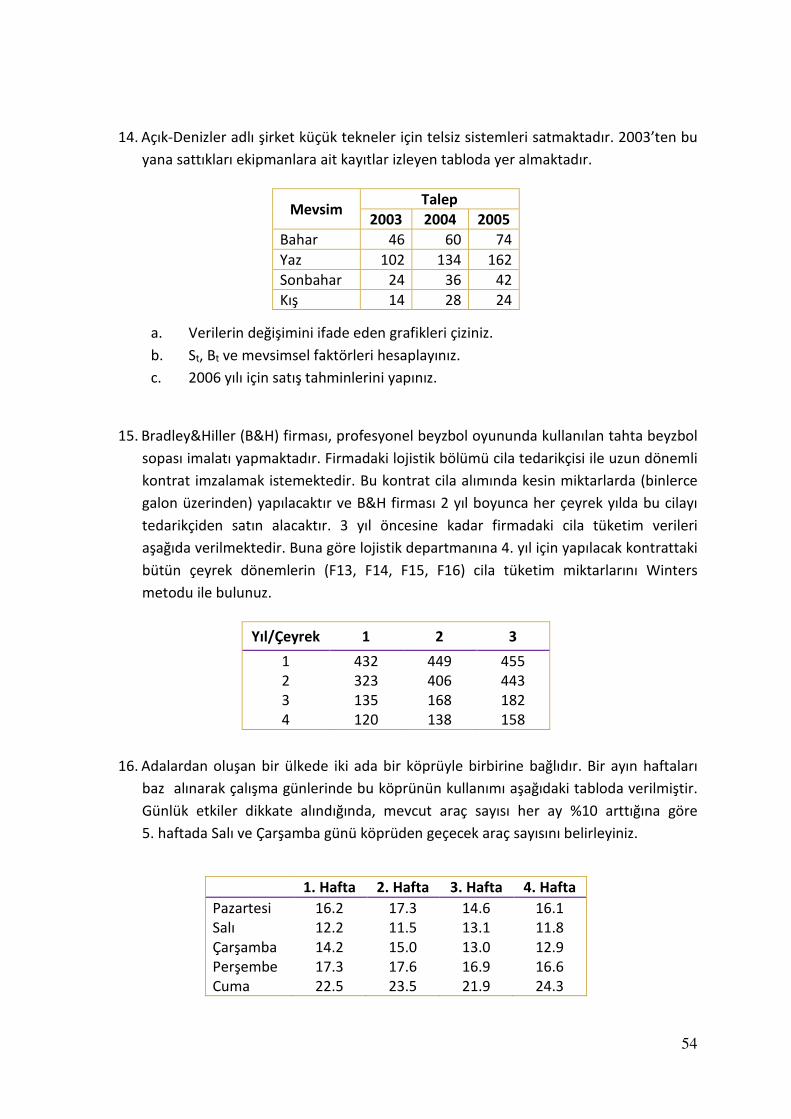
54
14. Açık-Denizler adlı şirket küçük tekneler için telsiz sistemleri satmaktadır. 2003’ten bu yana sattıkları ekipmanlara ait kayıtlar izleyen tabloda yer almaktadır.
a. Verilerin değişimini ifade eden grafikleri çiziniz.
b. St, Bt ve mevsimsel faktörleri hesaplayınız. c. 2006 yılı için satış tahminlerini yapınız.
15. Bradley&Hiller (B&H) firması, profesyonel beyzbol oyununda kullanılan tahta beyzbol sopası imalatı yapmaktadır. Firmadaki lojistik bölümü cila tedarikçisi ile uzun dönemli
kontrat imzalamak istemektedir. Bu kontrat cila alımında kesin miktarlarda (binlerce galon üzerinden) yapılacaktır ve B&H firması 2 yıl boyunca her çeyrek yılda bu cilayı tedarikçiden satın alacaktır. 3 yıl öncesine kadar firmadaki cila tüketim verileri
aşağıda verilmektedir. Buna göre lojistik departmanına 4. yıl için yapılacak kontrattaki bütün çeyrek dönemlerin (F13, F14, F15, F16) cila tüketim miktarlarını Winters metodu ile bulunuz.
16. Adalardan oluşan bir ülkede iki ada bir köprüyle birbirine bağlıdır. Bir ayın haftaları baz alınarak çalışma günlerinde bu köprünün kullanımı aşağıdaki tabloda verilmiştir. Günlük etkiler dikkate alındığında, mevcut araç sayısı her ay %10 arttığına göre 5. haftada Salı ve Çarşamba günü köprüden geçecek araç sayısını belirleyiniz.
Mevsim Talep
2003 2004 2005
Bahar 46 60 74
Yaz 102 134 162
Sonbahar 24 36 42
Kış 14 28 24
Yıl/Çeyrek 1 2 3
1 432 449 455
2 323 406 443
3 135 168 182
4 120 138 158
1. Hafta 2. Hafta 3. Hafta 4. Hafta
Pazartesi 16.2 17.3 14.6 16.1
Salı 12.2 11.5 13.1 11.8
Çarşamba 14.2 15.0 13.0 12.9
Perşembe 17.3 17.6 16.9 16.6
Cuma 22.5 23.5 21.9 24.3

55
Kaynaklar
- Büyük Türkçe Sözlük, Erişim tarihi: 13.08.2010, http://tdkterim.gov.tr/bts/?kategori=verilst&kelime=tahmin&ayn=tam
- Forecasting, Erişim tarihi: 13.08.2010, http://people.brunel.ac.uk/~mastjjb/jeb/or/forecast.html
- Mize, J.H., White, C.R. and Brooks, G.H., Operations Planning and Control (Çevirenler Ayhan Toraman, Sıtkı Gözlü, Üretim Planlama ve Kontrol, İstanbul Teknik Üniversitesi, 1984).
- Nahmias, S., Production and Operations Analysis, McGraw-Hill International Series, Management and Organization Series, 1997.
- Sipper, D., Bulfin, R.L., Production Planning, Control and Integration, McGraw-Hill International Edition, Industrial Engineering Series, 1998.

56
3. ÜRÜN ANALİZİ, ÖNCELİKLER ve PLANLAMA

57
Bu Bölümde Neler Öğreneceğiz?
- Üretilecek Ürünün Analiz Edilmesi
Öncelik ve Önem Belirlemede Pareto (ABC) Analizi
Toplu Planlama
Kapasite
Toplu Birimler
Maliyet
Planlamada Dikkate Alınan Yaklaşımlar
Stoksuz Plan
Sabit İşgücüne Göre Plan
Karma Planlar
Hesap Çizelgelerinin Planlamada Kullanılması
Planlama Yaklaşımlarının Karşılaştırılması
Doğrusal Programlama Yaklaşımlarının Toplu Planlamada Kullanılması
Taşıma Modellerinin Kullanılması
Bütünleşik Üretim Planlama ve Kontrol
Bir Üretim Planı Örneği
Planların Detaylandırılması
Ürünlerde ve İşlemlerde Çok Çeşitlilik ve İleri Üretim Planlama Modelleri

58
Bölüm Hakkında İlgi Oluşturan Sorular
1-Ürün kavaramının üretim bakışıyla değerlendirilmesi nasıl yapılmalıdır 2-Ürün üretiminde öncelikler nasıl belirlenir? 3-Toplu planlama kavramı neyi ifade eder? 4-Planlamada dikkate alınan yaklaşımlar nelerdir?

59
Bölümde Hedeflenen Kazanımlar ve Kazanım Yöntemleri
Konu Kazanım Kazanımın nasıl elde edileceği veya geliştirileceği
Ürün analizi nasıl yapılır ve öncelikleri nasıl belirlenir?
İnceleyerek Planlamada dikkate alınan
yaklaşımlar nelerdir ve nasıl farklılıklar oluştururlar
Okuyarak
Modellerin kullanılması ve örnekler üzerinden açıklanması
Okuyarak

60
Anahtar Kavramlar
Ürün analizi
ABC analizi
Toplu planlama
Planlama yaklaşımları
Yaklaşımlar için bakış
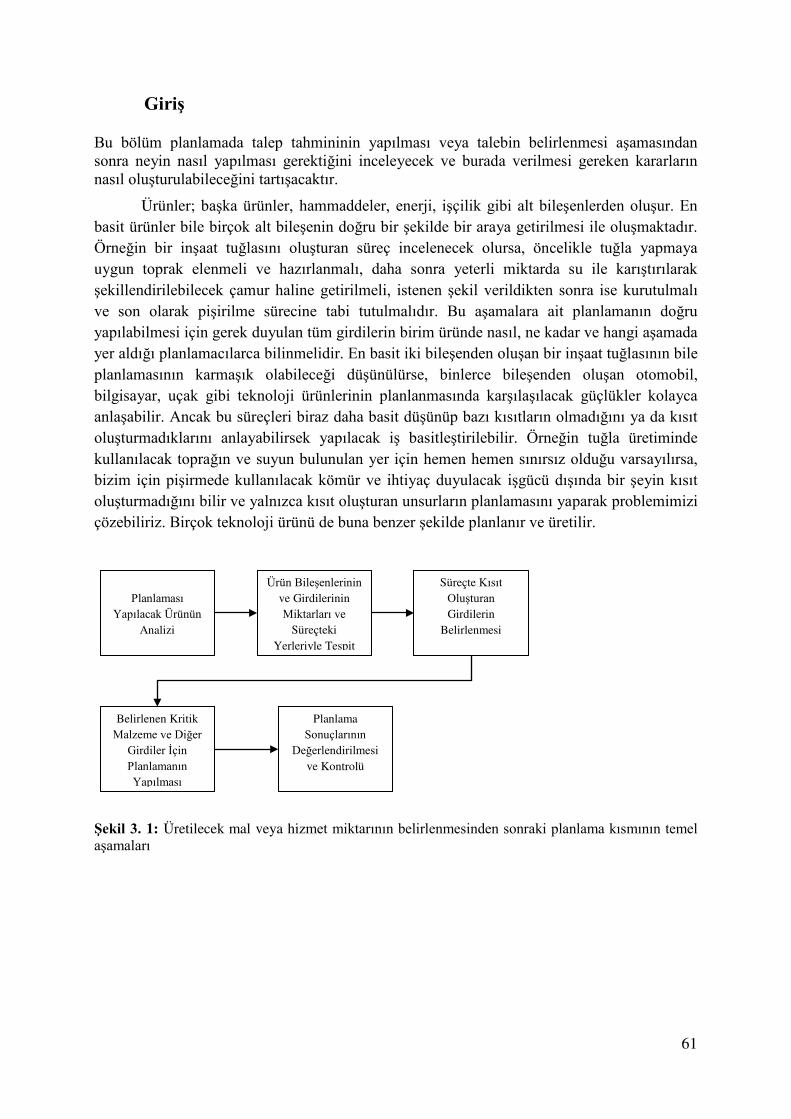
61
Giriş
Bu bölüm planlamada talep tahmininin yapılması veya talebin belirlenmesi aşamasından sonra neyin nasıl yapılması gerektiğini inceleyecek ve burada verilmesi gereken kararların nasıl oluşturulabileceğini tartışacaktır.
Ürünler; başka ürünler, hammaddeler, enerji, işçilik gibi alt bileşenlerden oluşur. En basit ürünler bile birçok alt bileşenin doğru bir şekilde bir araya getirilmesi ile oluşmaktadır. Örneğin bir inşaat tuğlasını oluşturan süreç incelenecek olursa, öncelikle tuğla yapmaya uygun toprak elenmeli ve hazırlanmalı, daha sonra yeterli miktarda su ile karıştırılarak şekillendirilebilecek çamur haline getirilmeli, istenen şekil verildikten sonra ise kurutulmalı ve son olarak pişirilme sürecine tabi tutulmalıdır. Bu aşamalara ait planlamanın doğru yapılabilmesi için gerek duyulan tüm girdilerin birim üründe nasıl, ne kadar ve hangi aşamada yer aldığı planlamacılarca bilinmelidir. En basit iki bileşenden oluşan bir inşaat tuğlasının bile planlamasının karmaşık olabileceği düşünülürse, binlerce bileşenden oluşan otomobil, bilgisayar, uçak gibi teknoloji ürünlerinin planlanmasında karşılaşılacak güçlükler kolayca anlaşabilir. Ancak bu süreçleri biraz daha basit düşünüp bazı kısıtların olmadığını ya da kısıt oluşturmadıklarını anlayabilirsek yapılacak iş basitleştirilebilir. Örneğin tuğla üretiminde kullanılacak toprağın ve suyun bulunulan yer için hemen hemen sınırsız olduğu varsayılırsa, bizim için pişirmede kullanılacak kömür ve ihtiyaç duyulacak işgücü dışında bir şeyin kısıt oluşturmadığını bilir ve yalnızca kısıt oluşturan unsurların planlamasını yaparak problemimizi çözebiliriz. Birçok teknoloji ürünü de buna benzer şekilde planlanır ve üretilir.
Şekil 3. 1: Üretilecek mal veya hizmet miktarının belirlenmesinden sonraki planlama kısmının temel aşamaları
Planlaması Yapılacak Ürünün
Analizi
Ürün Bileşenlerinin ve Girdilerinin
Miktarları ve Süreçteki
Yerleriyle Tespit
Süreçte Kısıt Oluşturan Girdilerin
Belirlenmesi
Belirlenen Kritik
Malzeme ve Diğer Girdiler İçin Planlamanın Yapılması
PlaPlanlama
Sonuçlarının Değerlendirilmesi
ve Kontrolü
Planlama
Sonuçlarının Değerlendirilmesi
ve Kontrolü

62
3.1. Üretilecek Ürünün Analiz Edilmesi
Bir çok durumda üretimin analiz aşaması ya tecrübeye dayalı yada çok basit ölçülere göre herhangi bir dokümantasyona bile ihtiyaç duymadan işi yapanlar tarafından gerçekleştirilir. Bu yaklaşım basit ürünler ve belirli bir miktara kadar olan üretimlerde oldukça etkin ve başarılıdır. Ancak ürün karmaşıklığı veya üretim hacmi arttıkça bu sürecin iyi analiz edilmesine ve dokümantasyonuna gerek duyulmaya başlanır. Diğer ihtiyaç duyulan bir konu ise bu aşamada yapılan analizlerden doğacak maliyetlerin doğru belirlenmesi, kalite ve rekabete etki eden unsurların doğru kullanılabilmesi için gerekli hassasiyette yapılması ve tüm kritik malzemelerin ve girdilerin doğru şekilde planlanmasıdır. Ürün analizleri iki başlık altında toplanabilir. Bunlar; ürün reçeteleri ve ürün ağaçlarıdır. Ürün reçeteleri ve ürün ağaçları arasında bazı farklılıklar vardır. Reçeteler daha çok ürünü oluşturan bazı bileşenlerin nasıl bir araya getirildiği, kullanım miktarları, kritik noktaların ve süreçlerin neler olduğu gibi bilgilerdir. Örnek olarak kauçuk bir sızdırmazlık elemanının imalat süreci bir reçete olarak değerlendirilirken, bir bisiklet montajında kullanılan parçaların oluşturduğu bilgi ürün ağacı olarak bilinir. Uygulamada reçeteler tüm girdileri ve prosesin kritik kısımlarını temsil ederlerken, ürün ağaçları yalnızca kullanılan hammadde ve alt bileşenleri göstermektedir. Bu nedenle ürün ve işlem ağaçlarından birlikte bahsetmek ürün analizi ve sonrasındaki planlamada daha etkin bir fayda sağlayacaktır.
3.2. Öncelik ve Önem Belirlemede Pareto (ABC) Analizi
Bir konuyla uğraşmadan önce, gerçekten de uğraşılan konunun önemli olup olmadığı, önemliyse önem derecesinin ne olduğu birçok gerçek hayat probleminde ve çözümlerinde önemlidir. Üretim planlama da bir gerçek hayat problemi olduğuna göre öncelikle neyle, niçin, ne zaman uğraşmalı konusundaki karar sürecine ihtiyaç duyar. Öncelik belirlemede kullanılan en basit yaklaşımlardan birisi Pareto (veya ABC) analizidir. Bu yaklaşım, planlama öncesi, veya ürün analizi sonrası üretim planlamada öncelik ve önem belirleme için önerilen yaklaşımlardan birisidir. Pareto analizi, yönetimin odaklandığı ürün ve/veya parçanın önemli ve önemsiz olarak ayrılmasına fayda sağlayan kullanışlı bir tekniktir. İtalyan ekonomist Vilfredo Frederico Damaso Pareto, 18. yüzyılda Milan’daki gelir dağılımını inceleme çalışmasında uygulamış ve bu yönteme kendi ismini vermiştir. Bu incelemede Pareto, nüfusun küçük bir kısmının elde ettiği gelirin toplam gelir içinde çok büyük bir paya sahip olduğunu belirlemiştir. Bunun birçok durumda böyle olduğu gözlemlenmiştir. Tipik olarak üretim sistemlerinde de birçok malzemenin maliyet ve önem derecesi düşük ancak az bir kısım malzemenin önemi oldukça yüksektir. Yani bu az sayıdaki malzeme sistemde diğerlerinden çok daha fazla öneme sahiptir. Bu önemli kısmın kontrol altında tutulması sistem başarısını yüksek derecede etkileyecektir. Bu nedenle bu analizin sistem için kullanılması önemlidir. Bu yaklaşım üretim ve stok sistemlerinde de kullanılmış ve ABC analizi olarak yeniden adlandırılmıştır. A grubu unsurlar birkaç tane olmasına karşın önemli, C grubu unsurlar fazla olmasına karşın çok önemli değillerdir, B grubu unsurlar ise A ve C grubu unsurları arasında yer alırlar. Aşağıda ABC analizinin uygulanışına yönelik bir örnek verilmiştir.

63
Örnek 3.1
On değişik parça satışı yapan bir işletme için, parçaların yıllık kullanım miktarları, birim maliyetleri ve yıllık kullanım maliyetleri verilmiştir. Toplam yıllık maliyet 38250 pb’dir. Burada hangi parçaların stoklarına önem verilmesi gerektiğini ABC analizini yaparak belirleyiniz.
Parça numarası
Yıllık kullanım miktarı
Birim maliyet (pb)
Yıllık kullanım maliyeti (pb)
1 1100 2 2200
2 600 40 24000
3 100 4 400
4 1300 1 1300
5 100 60 6000
6 10 25 250
7 100 2 200
8 1500 2 3000
9 200 2 400
10 500 1 500
Toplam 38250
Çözüm 3.1
Parçalar yıllık kullanım maliyetine göre azalan şekilde sıralanmıştır. Kümülatif maliyetler bulunarak, toplam kullanım maliyeti içerisindeki % değerleri hesaplanarak A,B,C grupları oluşturulmuştur.
Parça numarası
Yıllık kullanım
maliyeti (pb)
Kümülatif maliyet
% Kümülatif maliyet
Parçaların %’si
2 24000 24000 63 10 A 5 6000 30000 78 20
8 3000 33000 86 30
B 1 2200 35200 92 40
4 1300 36500 95 50
10 500 37000 97 60
C
3 400 37400 98 70
9 400 37800 99 80
6 250 38050 99 90
7 200 38250 100 100
Yapılan analiz sonucu A grubuna dahil olan 2 ve 5 numaralı parçaların stoklarına önem verilmesi gerektiği belirlenmiştir.

64
Şekil 3. 2: ABC analizinin grafiksel değerlendirmesi
3.3. Toplu Planlama
Toplu üretim planı, gelecek dönemlerdeki üretimi, talep ve stok miktarlarını, zaman dilimlerini dikkate alarak toplu değerler (ton, adam saat, makine saat, adet, lira, dolar, euro) için yapılan plandır. Bu tip planda 150 bin adet otomobil, 200 bin ton çelik, 300 bin litre içecek gibi ayrıntıya gidilmeden plan yapılır. Bu plan ana üretim programına temel oluşturur. Bu planlamada üç önemli unsur vardır; kapasite, toplu birimler ve maliyet. Bu unsurlar aşağıda kısaca değerlendirilmiştir. 3.3.1. Kapasite
Bu kavram üretim sisteminin ne kadar üretebildiği ile ilgilidir. Kapasite kavramı çok geniş olup hizmet ve üretim sistemlerine göre değişebildiği gibi, üretim sistemlerinde de büyük farklılıklar gösterebilirler. Örneğin, bir otomobil fabrikasında, yılda üretilebilen araba sayısı şeklinde belirtilebilirken, bir kaynak suyu şişeleme tesisinde litre/dakika şeklinde ifade edilebilir. Ancak şu unutulmamalıdır ki kapasite belirtilirken ölçü alınan otomobil modeli veya şişe hacmi işletmenin kendisi tarafından belirlenen bir ölçüdür. Bu ölçü işletmenin kapasitesini en az yanılgıyla ifade etmelidir. Model, büyüklük gibi özelliklerle ifade edilse bile bu ölçüyü yıl veya toplu planlama döneminde en az sapmayla ifade edebilmelidir.
3.3.2. Toplu Birimler
Üretim genellikle birçok çeşitlilikle gerçekleştirilir. Orta ve uzun dönem planlar detay içermezler. Ürünler standart bir yapıda bir araya getirilerek ifade edilirler ve hepsi için aynı ürün gibi değerlendirme yapılabilir. Bu tip ürünlerde bazı detaylandırmalar yapılmışsa, bunlar ortak bir paydada toplanmalıdırlar. Kapasitenin bazı sektörlerde adam saat olarak ifade edilmesi olağandır. Örneğin üç değişik ürüne işgücü harcayan bir işletme, adam saat olarak A ürünü için 0.50, B ürünü için 0.30 ve C ürünü için ise 0.20 harcandığını bildiğine göre ve bu ürünlerden dönemde sırasıyla 300, 200, 800 adet ürettiği kayıt edildiğine göre işletmenin dönemlik kapasitesi
adam saat
olarak belirtilebilir.
95
70
20 50 100
100 % değer
% miktar

65
3.3.3. Maliyet
Üretim planlamada sisteme birçok maliyetin etki ettiği görülür. Bunlar, genel olarak üretim maliyetleri, stok maliyetleri ve kapasite değişim maliyetleridir. Malzeme, doğrudan işçilik maliyetleri gibi harcama kalemleri bir birim ürün üretimine etki eden değişken maliyetler olup üretim kapasitesi ile alakalı olmasına karşın kira ve amortisman üretim miktarına bağlı olmayan maliyetlerdir ve bunlar planlamada dikkate alınmazlar.
3.4. Planlamada Dikkate Alınan Yaklaşımlar
3.4.1. Stoksuz Plan
Bu yaklaşımda amaç her bir dönemin talebi kadar üretim yapıp herhangi bir stok oluşturmamaktır. Çalışan sayısı talep durumuna göre ayarlanabilmekte ve bu ayarlamanın etkin bir şekilde üretim miktarını değiştirebildiği varsayılmaktadır. Çalışan sayısı ile üretim miktarı arasında değişmeyen bir katsayı mevcuttur, yani üretim miktarı büyük bir hata oluşmadan çalışan sayısı şeklinde ifade edilebilir, bunlar da işlem tablolarında kolayca takip edilebilmektedir. Doğal olarak bu tarz bir yaklaşımın tüm üretim alanlarına uygulanabilmesi ve sıfır hata gibi durumlar ancak teoride söz konusudur. El işçiliğine dayanan ve her çalışanın birbirine denk olarak kabul edilebildiği durumlarda uygulanması söz konusu olabilir.
Şekil 3. 3: Zamana bağlı üretim ve stok durumu
3.4.2. Sabit İşgücüne Göre Plan
Sabit bir işgücünün sürekli aynı tempoda çalışmasının esas alındığı ve üretim seviyesine fazla müdahale edilmediği alanlarda yapılan üretime yönelik bir planlamadır. Bu durumda talebin ya hiç değişmediği ya da azalan ve artan taleplerin dönemler sonunda birbirlerini dengelediği varsayılmaktadır. Bu tip planlamalar daha çok klasik üretim sistemlerinde ve tüketimi belirli bir şekilde dengeye ulaşmış ürünlerde yapılmaktadır.
Şekil 3. 4: Sabit işgücü
ÜretiStok
Miktar (Stok/Ürün)
Zaman
Üreti
Stok
Miktar (Stok/Ürün)
Zaman
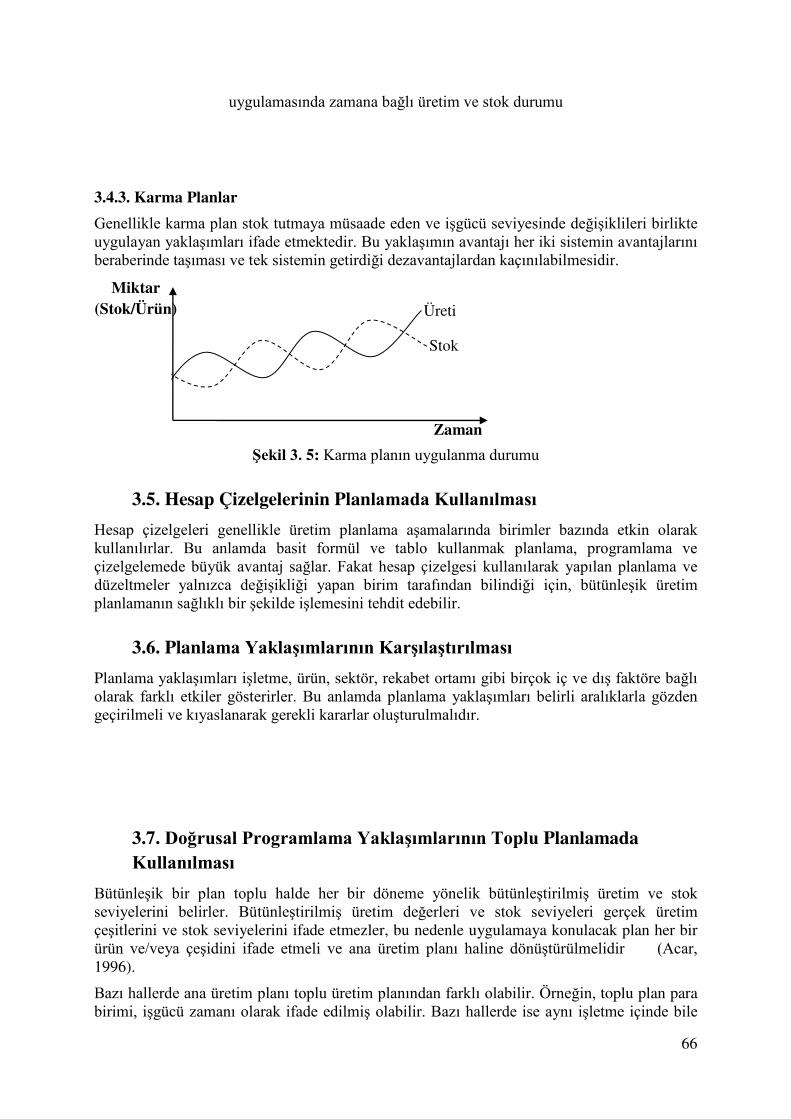
66
uygulamasında zamana bağlı üretim ve stok durumu
3.4.3. Karma Planlar
Genellikle karma plan stok tutmaya müsaade eden ve işgücü seviyesinde değişiklileri birlikte uygulayan yaklaşımları ifade etmektedir. Bu yaklaşımın avantajı her iki sistemin avantajlarını beraberinde taşıması ve tek sistemin getirdiği dezavantajlardan kaçınılabilmesidir.
Şekil 3. 5: Karma planın uygulanma durumu
3.5. Hesap Çizelgelerinin Planlamada Kullanılması Hesap çizelgeleri genellikle üretim planlama aşamalarında birimler bazında etkin olarak kullanılırlar. Bu anlamda basit formül ve tablo kullanmak planlama, programlama ve çizelgelemede büyük avantaj sağlar. Fakat hesap çizelgesi kullanılarak yapılan planlama ve düzeltmeler yalnızca değişikliği yapan birim tarafından bilindiği için, bütünleşik üretim planlamanın sağlıklı bir şekilde işlemesini tehdit edebilir.
3.6. Planlama Yaklaşımlarının Karşılaştırılması Planlama yaklaşımları işletme, ürün, sektör, rekabet ortamı gibi birçok iç ve dış faktöre bağlı olarak farklı etkiler gösterirler. Bu anlamda planlama yaklaşımları belirli aralıklarla gözden geçirilmeli ve kıyaslanarak gerekli kararlar oluşturulmalıdır.
3.7. Doğrusal Programlama Yaklaşımlarının Toplu Planlamada Kullanılması
Bütünleşik bir plan toplu halde her bir döneme yönelik bütünleştirilmiş üretim ve stok seviyelerini belirler. Bütünleştirilmiş üretim değerleri ve stok seviyeleri gerçek üretim çeşitlerini ve stok seviyelerini ifade etmezler, bu nedenle uygulamaya konulacak plan her bir ürün ve/veya çeşidini ifade etmeli ve ana üretim planı haline dönüştürülmelidir (Acar, 1996).
Bazı hallerde ana üretim planı toplu üretim planından farklı olabilir. Örneğin, toplu plan para birimi, işgücü zamanı olarak ifade edilmiş olabilir. Bazı hallerde ise aynı işletme içinde bile
Üreti
Stok
Miktar (Stok/Ürün)
Zaman

67
ürünler farklı makine ve işgücüne gereksinim duyabilirler. Bu durumlarda toplu planın ana plana dönüştürülmesi gerekir. Bu halde işletmelerin doğrusal programlama modellerini kullanmaları oldukça yaygındır. Buradaki amaç modelin maliyetleri minimize, kârı maksimize etmesidir. Buna yönelik bir model yapısı şu şekilde verilebilir:
: i ürününün planlanan dönemdeki miktarı (i=1..n) ve (j=1..m) olmak üzere
: j kaynağının planlama dönemi süresince var olan miktarı
: bir adet i ürünü üretmek için gereken j kaynağı miktarı
: U ürünün planlama döneminde gerçekleştirilebilecek maksimum satış miktarı
: i ürününün planlama dönemindeki en az üretim düzeyi
: bir adet i ürününün satışından elde edilen gelir (değişken satış harcamaları çıkartılmış olarak)
: bir adet i ürününün üretiminden doğan birim değişken maliyet
Z: toplam kâr (veya toplam değişken maliyet) olsun;
: bir adet i ürününün üretim ve satışından sağlanan kârı,
: bir adet i ürünün değişken maliyetini temsil etsin.
Burada amaç mevcut kısıtlar dahilinde kâra en fazla katkıyı sağlayacak değerinin belirlenmesi olsun.
veya
Modeldeki kısıtlar
Burada herhangi bir j kaynağının dönem içindeki kapasitesinin veya var olan miktarının aşılamayacağı ifade edilmelidir. Bu tüm ürünlerde kullanılan kaynaklarda geçerli olacaktır. Kaynak ve kapasite kısıtları

68
Satış kısıtları Herhangi bir i ürünü en fazla Ui düzeyinde üretilecektir ve bu kısıtlar n adet olacaktır.
Üretim kısıtları Herhangi bir i ürünü en az Ii kadar üretilecektir. Bu kısıt talepten kaynaklanmaktadır. Bu tür kısıtlar tüm ürünler için geçerlidir.
Negatif olmama kısıtları Problemdeki karar değişkenlerinin tümü sıfır veya sıfırdan büyük değerler almalıdırlar yani negatif üretim yapılması önlenmelidir. Bu bütün ürünler için geçerlidir.
Aşağıdaki örnek doğrusal programlamanın bu amaç için kullanılmasına yöneliktir. Örnek 3.2
Ağaç oyuncaklar üreten bir şirket iki tür oyuncak yapmaktadır. Bunlar pinokyo ve tren şeklinde olup, pinokyolar 27 pb ve trenler 21 pb’den satılmaktadır. Pinokyo için ağaç ve diğer malzemelere harcanan toplam maliyet 10 pb, trende ise 9 pb’dir. Pinokyo için harcanan değişken maliyetler toplamı 14 pb ve trende ise bu 10 pb’dir. Bu oyuncakların yapımında boyama ile marangozluk işçilikleri kullanılmakta olup bir pinokyo için 1 saat marangozluk, ve 2 saat boyama, tren için ise 1 saat marangozluk ve 1 saat boyama gereklidir. Şirket ihtiyaç duyduğu tüm malzemeleri sağlayabilmesine karşın haftada 100 saatlik boyama ve 80 saatlik marangozluk yapabilmektedir. Trene olan talepler sınırsız olmasına karşın Pinokyaya haftalık 40 adet talep oluşmaktadır. Bu şirketin kazancını maksimize etmek için hangi üründen ne kadar üretmelidir (Winston, 1991).
Çözüm 3.2
Kira ve sigorta gibi sabit maliyetlerin üretilen oyuncak sayısından bağımsız olduğunu bildiğimize göre, ve satılabilenden fazla oyuncak yapmanın anlamsız olduğunu düşündüğümüze göre;
(pinokyoyu temsil etsin) ve (treni temsil etsin)’yi karar değişkenleri olarak ele alalım.
Haftalık kazanç =
Haftalık hammadde maliyeti =
Diğer değişken maliyetler =

69
Sonuçta firma izleyen fonksiyonu maksimize etmeye çalışacaktır:
(amaç fonksiyonu)
Amaç fonksiyonunda görüldüğü üzere ve arttığı miktarca kazanç artacaktır. Bu, üretim
arttıkça kazancın sonsuza doğru taşınabileceği anlamını taşır. Ne yazık ki ve değerleri 3 kısıt tarafından sınırlandırılmaktadır. Bunlar kısıtlar olarak adlandırılır ve; Kısıt 1: 100 saatten fazla boyama yapılamaması Kısıt 2: 80 saatten fazla marangozluk işçiliği yapılamaması Kısıt 3: pinokyoya olan talebin haftada 40’tan fazla olmaması şeklinde ifade edilirse problemimiz izleyen şekilde modellenebilir:
(amaç fonksiyonu)
Kısıtlar
(boyama kısıtı)
(marangozluk kısıtı)
2X1+X2 =100 boyama kısıtı
X1+X2 =80 marangozluk kısıtı
MaxZ=3X1+2X2 (amaç fonsiyon)
10 20 30 40 50 60 70 80 90 100
110
120
130
140
Satış kısıtı
10
20
40
30
50
60
80
70
90
100
X2 (Tren)
X1 (Pinokyo)
Şekil 3. 6: Doğrusal programlama probleminin grafiksel ifadesi ve çözüm alanı

70
3.8. Taşıma Modellerinin Kullanılması Sabit iş gücü seviyesi dikkate alındığında oluşan bir üretim planlama problemi bir taşıma problemi gibi çözülebilir. Taşıma algoritmaları doğrusal programlama yaklaşımlarından daha hızlıdırlar ve daha büyük problemler daha anlamlı bir şekilde çözülebilirler. Bir taşıma probleminde bir ürün birçok müşteri ve birçok üretim biriminden oluşan taşıma maliyetleri minimize edilir. Üretim birimleri müsait tedarik noktaları, müşteriler ise belirli miktarlarda talep noktaları şeklinde düşünülerek çözümler oluşturulur. Burada bir birim ürünün bir tedarikçiden bir talep noktasına ulaştırılması bir maliyet oluşturur ve toplam talep toplam tedariğe eşit olmalıdır. Burada ihtiyaç duyulduğu takdirde kukla tedarik ve talep noktaları oluşturulabilir (Tanyaş ve Baskak, 2003).
Örnek 3.3
Bir işletme dört dönemlik üretim planını hazırlamak istemektedir. Bu dört döneme ilişkin talep değerleri sırasıyla 100, 200, 180 ve 300 adettir. Herhangi bir dönemde bir adet ürün üretmenin maliyeti 40 pb, bir adet ürünü bir dönem stokta tutma maliyeti 5 pb, talebi karşılayamamaktan dolayı ürün başına yok satma (elde bulundurmama) maliyeti 10 pb/dönem’dir. Üretim kapasitesi, var olan üretim olanaklarına göre değişmekte olup söz konusu dört dönem için sırasıyla 50, 180, 280 ve 270 adettir. Amaç en az maliyetli üretim planını elde etmektir. Çözüm 3.3
Bu problem taşıma modeli oluşturularak çözülebilir. Bu durumda maliyetler üç tip olacaktır. - Aynı dönemde üretilen satılan ürünler için üretim maliyeti - Üretilmiş olup, daha sonraki dönemlerde satılan ürünler için üretim ve stoklama
maliyeti
- Önceden satılabileceği halde, sonraki dönemlerde üretilen üretim ve yok satma maliyeti
Problem için taşıma modeli oluşturulduğunda,
İD1 İD2 İD3 İD4 Üretim
Kapasitesi
ÜD1 X11 X12 X13 X14
50 40 45 50 55
ÜD2 X21 X22 X23 X24
180 50 40 45 50
ÜD3 X31 X32 X33 X34
280 60 50 40 45
ÜD4 X41 X42 X43 X44
270 70 60 50 40
Talep (adet)
100 200 180 300 780

71
Modelin oluşturulmasında dikkat edilecek noktalara yönelik ÜD3 (3. üretim dönemi) satırı açıklanmak istenirse maliyetler şu şekilde belirlenir;
ÜD3’te İD3’e yönelik üretim yapılırsa 40 pb’lik bir maliyet oluşacaktır. Ancak bir önceki
dönemde yok satma maliyeti, 40 pb’lik maliyeti 10 pb artıracak ve maliyet 50 pb olacaktır. Yine bir önceki dönemde ise bu 40+10+10=60 pb olacaktır. Stok için üretme durumunda bir dönem stokta tutma 5 pb’lik bir artış, iki dönem stokta tutma ise 10 pb’lik bir artış sağlayacaktır. Sonuçta bu maliyetler sırasıyla 60, 50, 40, 45, 50 pb şeklinde gerçekleşecektir.
Bu problemin çözümü için öncelikle bir başlangıç çözümü teşkil edilmesi gerekir, buda KUZEY-BATI ile oluşturulursa, izleyen çözüm başlangıç çözümü olarak ele alınır;
İD1 İD2 İD3 İD4 Üretim
Kapasitesi
ÜD1 50
50 40 45 50 55
ÜD2 50 130
180 50 40 45 50
ÜD3 70 180 30
280 60 50 40 45
ÜD4 270
270 70 60 50 40
Talep (adet)
100 200 180 300 780
Bu başlangıç çözümüne de MODI ile devam edilip çözüm tamamlanırsa olarak belirlenir.
Örnek 3.4
Bir işletme, dört dönemlik üretim planını (normal ve fazla mesai üretimi olarak üretim miktarlarını ayrı ayrı verecek şekilde) planlamak istemektedir. Bu dört döneme ilişkin talep değerleri sırasıyla 75, 95, 50 ve 60 adettir. Bu talepleri karşılayabilmek amacıyla normal mesai kapasiteleri sırasıyla 50, 60, 50 ve 60 adet, fazla mesai kapasiteleri ise sırasıyla 20, 20, 10 ve 10 adettir. Birim üretim maliyetleri, normal mesai için 10 pb/adet, fazla mesai için ise 15 pb/adettir. Elde bulundurma maliyeti 5 pb (adet/dönem), elde bulundurmama maliyeti ise
20 pb (adet dönem) olarak belirlenmiştir. Bu verilere göre en az toplam maliyetli üretim planının hazırlanması istenmektedir. Taşıma modeliyle bu planı hazırlayınız (Tanyaş ve Baskak, 2003).
Çözüm 3.4
İD1 İD2 İD3 İD4 Üretim
Kapasitesi
ÜD1 FM 50 10 15 20 25 50
NM 20 15 20 25 30 20
ÜD2
FM 5 30 55 10 15 20 60
NM 35 20 15 20 25 20
ÜD3
FM 50 20 30 30 10 15 50
NM 55 35 10 15 20 10
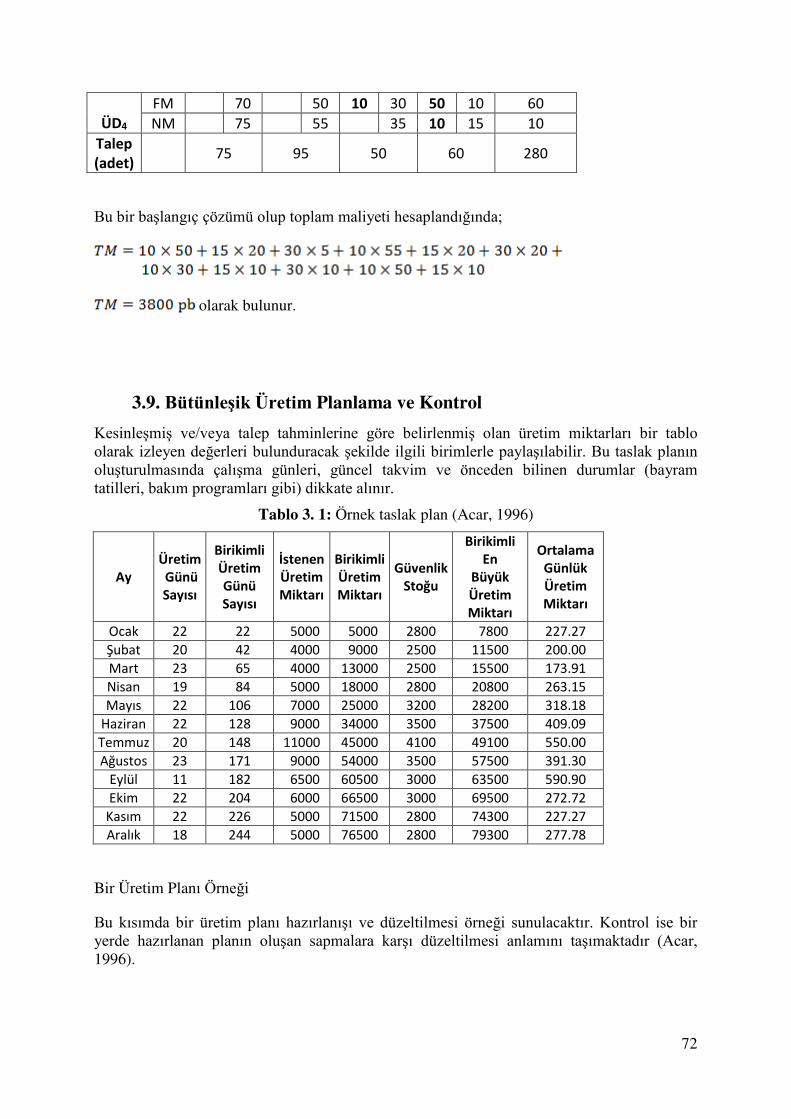
72
ÜD4
FM 70 50 10 30 50 10 60
NM 75 55 35 10 15 10
Talep (adet)
75 95 50 60 280
Bu bir başlangıç çözümü olup toplam maliyeti hesaplandığında;
olarak bulunur.
3.9. Bütünleşik Üretim Planlama ve Kontrol
Kesinleşmiş ve/veya talep tahminlerine göre belirlenmiş olan üretim miktarları bir tablo olarak izleyen değerleri bulunduracak şekilde ilgili birimlerle paylaşılabilir. Bu taslak planın oluşturulmasında çalışma günleri, güncel takvim ve önceden bilinen durumlar (bayram tatilleri, bakım programları gibi) dikkate alınır.
Tablo 3. 1: Örnek taslak plan (Acar, 1996)
Ay Üretim Günü Sayısı
Birikimli Üretim Günü Sayısı
İstenen Üretim Miktarı
Birikimli Üretim Miktarı
Güvenlik Stoğu
Birikimli En
Büyük Üretim Miktarı
Ortalama Günlük Üretim Miktarı
Ocak 22 22 5000 5000 2800 7800 227.27
Şubat 20 42 4000 9000 2500 11500 200.00
Mart 23 65 4000 13000 2500 15500 173.91
Nisan 19 84 5000 18000 2800 20800 263.15
Mayıs 22 106 7000 25000 3200 28200 318.18
Haziran 22 128 9000 34000 3500 37500 409.09
Temmuz 20 148 11000 45000 4100 49100 550.00
Ağustos 23 171 9000 54000 3500 57500 391.30
Eylül 11 182 6500 60500 3000 63500 590.90
Ekim 22 204 6000 66500 3000 69500 272.72
Kasım 22 226 5000 71500 2800 74300 227.27
Aralık 18 244 5000 76500 2800 79300 277.78
Bir Üretim Planı Örneği
Bu kısımda bir üretim planı hazırlanışı ve düzeltilmesi örneği sunulacaktır. Kontrol ise bir yerde hazırlanan planın oluşan sapmalara karşı düzeltilmesi anlamını taşımaktadır (Acar, 1996).

73
Tablo 3. 2: Aylara göre talep miktarları
Ay Tahmini
Talep Ay
Tahmini Talep
Ocak 125 Temmuz 125
Şubat 125 Ağustos 125
Mart 125 Eylül 125
Nisan 125 Ekim 125
Mayıs 125 Kasım 125
Haziran 125 Aralık 125
Her bir adet ürün için gerekli işgücü 10 saat olduğu bilindiğine göre aylık talep saat ve birikimli talep saat izleyen tablodaki gibi hesaplanır.
Tablo 3. 3: Aylara göre dönüştürülmüş miktarlar
Ay Aylık
Tahmini Talep
Talep Saat
Birikimli Tahmini
Talep
Birikimli Talep Saat
Ocak 125 1250 125 1250
Şubat 125 1250 250 2500
Mart 125 1250 375 3750
Nisan 125 1250 500 5000
Mayıs 125 1250 625 6250
Haziran 125 1250 750 7500
Temmuz 125 1250 875 8750
Ağustos 125 1250 1000 10000
Eylül 125 1250 1125 11250
Ekim 125 1250 1250 12500
Kasım 125 1250 1375 13750
Aralık 125 1250 1500 15000
Bu taslak plan doğrultusunda tüm şartlar planlama için yapılan kabuller çerçevesinde gelişirse; Stok kullanmaksızın çalışma halinde toplam 15000 işçilik saatine ihtiyaç vardır. İşçilik saatleri tespit edildikten sonra yıl boyunca mevcut çalışma saatleri hesaplanır. Ele alınan örnek yıl için yıllık çalışma saatleri toplamı 1944 saat olarak kabul edilirse (Temmuz ayında iki haftalık tatil olduğu bilinmektedir) bu durumda 15000 1944=7.7 işçiye ihtiyaç olacaktır, yani 7 ya da 8 işçi kullanılmasına karar verilecektir. Stok kullanmaksızın 7 işçi ile çalışma halinde fazla mesai gerekli olduğu ve aşağıdaki hususların da dikkate alınması gerektiği düşünülürse;
- Fazla mesai (FM) normal mesainin %25’inden fazla olamaz.
- Fazla mesai ücreti 1 pb’dir.

74
- Mamulün stokta tutma maliyeti 0.04 pb/ay’dır.
İzleyen tabloda yer alan üretim planı hazırlanır. Bu planda yapılan hesaplamalar şunlardır; Günlük çalışma saati: 8 saat/gün
Ay içinde çalışılan günler: 22 gün
Çalışan işçi sayısı: 7 işçi
Ocak ayı işçilik saati 8 saat 22 gün 7 işçi=1232 işçi-saat
1232 işçi saat Ocak ayı için normal mesai süresidir. 1250 saatlik talebi karşılamak için fazla mesai gereklidir. 1232 0.25 = 308 saat fazla mesai yapılabilir. Ocak ayında 1250 saati
karşılamak için 1250 1232=18 saat fazla mesai kullanılır. Geri kalan 308 18=290 saatlik mesai üretimi stokta tutulduğu düşünülür. Her ay için değerler hesaplanarak izleyen tablo hazırlanır. Bu plana göre 13608 saat normal mesai ve 1392 saat fazla mesaiye ihtiyaç vardır ve maliyetler şöyle özetlenebilir:
- Normal mesai giderleri: 139200
- Fazla mesai giderleri: 28.92
- Toplam: 142032 pb’dir.
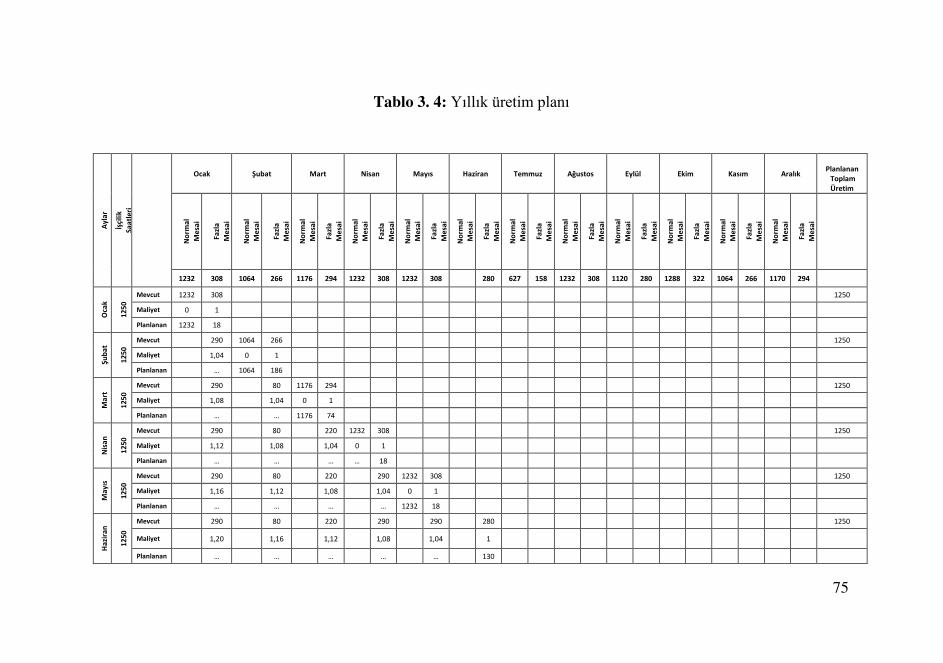
75
Tablo 3. 4: Yıllık üretim planı
Ayl
ar
İşçili
k
Saa
tle
ri
Ocak Şubat Mart Nisan Mayıs Haziran Temmuz Ağustos Eylül Ekim Kasım Aralık
Planlanan Toplam Üretim
Norm
al
Me
sai
Fazl
a
Me
sai
Norm
al
Me
sai
Fazl
a
Me
sai
Norm
al
Me
sai
Fazl
a
Me
sai
Norm
al
Me
sai
Fazl
a
Me
sai
Norm
al
Me
sai
Fazl
a
Me
sai
Norm
al
Me
sai
Fazl
a
Me
sai
Norm
al
Me
sai
Fazl
a
Me
sai
Norm
al
Me
sai
Fazl
a
Me
sai
Norm
al
Me
sai
Fazl
a
Me
sai
Norm
al
Me
sai
Fazl
a
Me
sai
Norm
al
Me
sai
Fazl
a
Me
sai
Norm
al
Me
sai
Fazl
a
Me
sai
1232 308 1064 266 1176 294 1232 308 1232 308 280 627 158 1232 308 1120 280 1288 322 1064 266 1170 294
Oca
k
12
50
Mevcut 1232 308 1250
Maliyet 0 1
Planlanan 1232 18
Şuba
t
12
50
Mevcut 290 1064 266 1250
Maliyet 1,04 0 1
Planlanan … 1064 186
Ma
rt
12
50
Mevcut 290 80 1176 294 1250
Maliyet 1,08 1,04 0 1
Planlanan … … 1176 74
Nisa
n
12
50
Mevcut 290 80 220 1232 308 1250
Maliyet 1,12 1,08 1,04 0 1
Planlanan … … … … 18
May
ıs
12
50
Mevcut 290 80 220 290 1232 308 1250
Maliyet 1,16 1,12 1,08 1,04 0 1
Planlanan … … … … 1232 18
Ha
zira
n
12
50
Mevcut 290 80 220 290 290 280 1250
Maliyet 1,20 1,16 1,12 1,08 1,04 1
Planlanan … … … … … 130

76
Tablo 3. 5: Yıllık üretim planı (devamı) T
em
mu
z
12
50
Mevcut 290 80 220 290 290 150 672 168 1250
Maliyet 1,24 1,20 1,16 1,12 1,08 1,04 0 1
Planlanan … … … … … 150 672 168
Ağus
tos
12
50
Mevcut 290 80 220 290 290 1232 308 1250
Maliyet 1,28 1,24 1,20 1,16 1,12 0 1
Planlanan … … … … … 1232 18
Eylü
l
12
50
Mevcut 290 80 220 290 290 290 1120 280 1250
Maliyet 1,32 1,28 1,24 1,20 1,16 1,04 0 1
Planlanan … … … … … … 1120 130
Ekim
12
50
Mevcut 290 80 220 290 290 290 150 1288 322 1250
Maliyet 1,36 1,32 1,28 1,24 1,20 1,08 1,04 1
Planlanan … … … … … … … 1250 … 1064 266
Kasım
12
50
Mevcut 290 80 220 290 290 290 150 38 322 1 1250
Maliyet 1,40 1,36 1,32 1,28 1,24 1,12 1,06 1,04 1,04 1064 …
Planlanan … … … … … … … 38 … 148
Aral
ık
12
50
Mevcut 290 80 220 290 290 290 150 322 118 1176 394 1250
Maliyet 1,44 1,40 1,36 1,32 1,28 1,16 1,12 1,08 1,04 1
Planlanan … … … … … … … … … 1176 74
Plan
lana
n
To
pla
m
Üre
tim
Normal Mesai
1250 1064 1176 1232 1232 672 1232 1120 1288 1064 1176 13608
Fazla Mesai
18 186 74 18 276 280 168 18 130 0 148 74 1392

77
Tablo 3. 6: Planlanan çalışma saatleri
Ay Tahmini Talep
Normal Mesai
Fazla Mesai
Planlanan Kapanış Stoğu
Ocak 1250 1232 18 0
Şubat 1250 1060 186 0
Mart 1250 1176 74 0
Nisan 1250 1232 18 0
Mayıs 1250 1232 278 260
Haziran 1250 1120 280 410
Temmuz 1250 672 168 0
Ağustos 1250 1232 18 0
Eylül 1250 1120 130 0
Ekim 1250 1288 0 38
Kasım 1250 1064 148 0
Aralık 1250 1176 74 0
3.10. Planların Detaylandırılması Toplu üretim planları her bir döneme ait üretim ve stok değerlerini bir birim halinde verirler. Bu planda her ürüne ait detay ve değerler bulunmamaktadır. Bu nedenle plan her bir ürüne yönelik olarak detaylandırılmalıdır. Bu işlem, planın detaylandırılması adını alır ve sonucunda Ana Üretim Çizelgesi (Master Production Schedule) oluşur. Bazı durumlarda bu Ana Üretim Çizelgesi ve toplu üretim planları ayrı ayrı tutulur ve toplamlarda çizelgenin uyum içinde olup olmadığı kontrol edilir. Birden fazla ürünü bulunduran ve ortak değerlerle ifade edilmiş olan toplu üretim planlarının detaylandırılmasında genellikle iki farklı yaklaşım kullanılır. Bu seçimi de yine üretim sisteminin ve ürünün yapısı belirler. Eğer bir üretim sisteminin kapasite kullanımı yüksek değilse ve ürün çeşitleri için sistemin hazırlık çalışmaları kısa sürelere ihtiyaç gösteriyorlarsa tükenen zaman yaklaşımı kullanılır. Hazırlık çalışmaları uzun veya maliyetli ve kapasite kullanımı yüksek ise tamsayılı programlama modelleri uygundur.
Tükenen zaman yaklaşımı eskiden bu yana toplu üretim planlarının detaylandırılmasında kullanılmıştır. Bu yaklaşımda
yapısı kullanılır. Burada Ri , i ürününün stoğunun ne zaman tükeneceğini; Ii, stoktaki i ürününü ve Di ise i ürününe olan talebi ifade etmektedir. Üretime en küçük Ri değerli üründen başlanır.
3.11. Ürünlerde ve İşlemlerde Çok Çeşitlilik ve İleri Üretim Planlama Modelleri

78
Ürün sayısı ve planlamada kullanılan model çeşitliliği (fazla mesai, stok tutma, fason imalat gibi) artıkça yaklaşımın karmaşıklığı artar ve çözümü zorlaşır. Bu karmaşık modellerin çözümünde doğrusal programlama ve gerekli optimizasyon yaklaşımları kullanılabilir. Ancak burada modelin anlamlı ve yeterli bir şekilde oluşturulması ve çözüm aşamaları oldukça zordur.
1. Bir işletme kullanmakta olduğu girdileri planlama yapmak için dikkate almak istemektedir. İzleyen tabloda bu girdilere ait miktar ve birim maliyetleri bulunmaktadır. Bu işletme hangi girdileri öncelikle dikkate almalı ve takip etmelidir?
2. Bir işletmede günde 8 saat çalışılmakta ve her gün en fazla 2 saat fazla mesai yapılabilmektedir. Bir ürün için 10 dakikalık bir üretim zamanı gerekmektedir. Üründe kalite konusunda hassas davranıldığı için fason üretim normal üretimin en fazla 1/6’sı olabilmektedir. İkinci bir vardiya ise haftada en fazla iki gün için yapılabilmektedir. Normal mesaide üretim maliyeti 1.0 pb, fazla mesaide 1.3 pb, vardiyada 1.2 pb, fasonda 1.25 pb olduğuna göre bu işletmenin bir haftalık maksimum kapasitesini ve bu kapasitede ürün maliyetini belirleyerek bir haftalık üretim çizelgesini belirleyiniz.
3. Bir ahşap ambalaj hazırlayan atölyede üç değişik ambalaj hazırlanmaktadır. Her bir ambalaj tipinden sırasıyla 1000, 400 ve 600 adet üretilmektedir. Bu üretim kesme, çakma ve baskı olmak üzere üç aşamada gerçekleşmektedir. İmalatta kavak ve çam malzeme kullanılmaktadır. İkinci ve üçüncü üründe kullanılan çam her ay 10 m3 işlenebilmektedir. İkinci ürün için 0.006 m3 ve üçüncü ürün için ise 0.004 m3 çama ihtiyaç olmaktadır. Normal üretim saatleri izleyen tabloda verilmektedir. Kesme kısmı gereken koşullarda 100 makine saati fazla mesai yapabilmekte ve ürünlere sırasıyla %15, %20, %25 maliyet artışı getirmektedir. 10 m3 kısıtı çakma ve baskıdan kaynaklanmaktadır. Buna göre problemin DP modelini hazırlayınız.
Girdi Kodu
Dönemlik Miktarı (kg)
Birim Fiyatı (pb)
KK1231 30000 1.20
KA1212 27000 1.80
KA3217 20000 1.65
KB5612 17800 3.20
KD4321 12800 3.00
KD7689 12000 2.60
KM5432 10000 2.90
KM4343 8900 4.00
KM6543 7500 2.80
KN6680 5000 3.00
KN7890 4500 4.20
KN7650 3500 4.00
KN6780 2800 2.00
KN5890 3000 1.00
KN9000 1200 6.00
İşlem 1. Tip 2. Tip 3. Tip

79
4. Bir elektronik şirketi iki ürünü ( ), iki aşamada (A ve B) üretmektedir. x ürünü A aşamasında 4 saatlik bir zamana, B aşamasında 2 saatlik zamana ihtiyaç duymaktadır. y ürünü A aşamasında 3 saatlik bir zamana, B aşamasında 1 saatlik zamana ihtiyaç duymaktadır. Bir haftalık sürede toplam 240 saatlik A işlemi ve 100 saatlik B işlemi sağlanabilmektedir. Birinci üründen 7 pb ve ikinci üründen 5 pb bir kazanç sağlanabildiğine göre hangi üründen kaç tane üretilmelidir. Grafik yardımı ile çözümleyiniz.
5. Hammadde siparişi verme politikasını belirlemek isteyen bir firma uzun çelik çubuklardan ürün imal etmek istemektedir. Fire, bozuk parçaları yeniden işleyerek düzeltme ve malzemenin ağırlığının değişkenliği gibi sebeplerle aynı miktarlarla mamul için kullanılan malzeme boyu üretim kalitelerine göre değişiklik göstermektedir. Alınan bilgilere göre üretilen parça ve kullanılan malzeme miktarları aşağıdaki tabloda olduğu gibi kabul edilmiştir. Bir sonraki dönemde parti sayısı 250 br. olduğunda kullanılan miktar ne olacaktır?
Parça sayısı
Kullanılan malzeme (m)
100 50
200 80
50 20
30 10
300 120
400 200
6. Stokta tutulan değişik ayakkabı modellerinin kod numaraları, yıllık üretim miktarları ve birim fiyatları aşağıdaki tabloda verilmiştir. Bu verilere göre ABC analizi yapıp, hangi modellere daha çok önem verilmesi gerektiğini bulunuz. Grafikle gösteriniz.
Kod No Yıllık Tüketim (Adet)
Birim Fiyat
K/323 40000 0.7
K/334 195000 1.1
K/335 4000 1.0
S/603 100000 0.5
S/604 2000 1.4
S/605 240000 0.7
S/606 16000 0.8
ambalaj ambalaj ambalaj
Kesme 0.04 0.02 0.06
Çakma 0.06 0.05 0.06
Baskı 0.05 0.03 0.08
Maliyet (pb) 6 8 10

80
C/152 80000 0.6
C/153 10000 0.7
C/154 5000 0.9
7. Bits bilgisayar anakart üreticisi, anakartlarını yerel üretmek yerine uzak doğuda ürettirmeyi planlamaktadır. Eğer yerel üretirse 75 pb maliyet oluşmakta ve faiz oranları yıllık %20 olarak hesaplanmaktadır. Bu kartlara haftada 200 adet talep olduğu ve kartın üretilmesi için üretim ayar maliyetlerinin 200 pb olduğu hesaplanabilmektedir. Bu durumda optimum üretim miktarı ve bu miktarın stokta tutma maliyeti nedir? Üretimin uzak doğuda yapılabilmesi için aynı üretim ayar maliyetlerinin olduğu varsayılırsa ve kart başına 10 pb gümrük maliyet ve taşıma maliyetleri oluşursa birim ürün başına verilebilecek en yüksek fason imalat teklif fiyatını belirleyiniz.
8. Bir işletme imalatını beş bölümü (A, B, C, D, E) sırasıyla kullanarak tamamlamaktadır. A bölümünde bir vardiyada standart olarak alınan 20 adet profil boru 6 parçaya kesilerek işlenebilmektedir. B bölümünde A’dan gelen kesilmiş üç ürün kaynak edilerek bir ürünü oluşturmaktadır ve bu bölümün kapasitesi vardiyada 30 üründür. C bölümünde vardiyada B’de oluşan 80 ürüne aksesuar takılıp D bölümü işlemi için hazırlanabilmektedir. D bölümünün kapasitesi 50 ürün/vardiyadır ve E bölümünde vardiyada dört üründen oluşan 15 palet sevkiyat için hazırlanabilmektedir. Piyasadan gelen talepleri karşılama güçlüğü çeken ve finansal yönden bir sıkıntısı olmayan işletme ilk olarak nasıl bir yeniden yapılanma izlemelidir?
9. Bir işletme iki farklı ürün sunmaktadır. Bu ürünlere ait veriler ve kısıtlar izleyen tabloda verildiğine göre hangi üründen ne miktarda üretmeyi planlamalıdır?
Dönemlik 144
saatlik işçilik imkânı
bulunmaktadır.
10. Bir ayakkabı firmasının bir modelden üretmekte olduğu numara ve ayakkabı çifti adetleri aşağıda verildiği gibidir. Bu firmanın ayakkabı satış fiyatı 42 pb’dir. Ayrıca bir çift ayakkabının maliyeti bu işletme için 28 pb olarak hesaplanmıştır. Her ayakkabı çiftinin bir teki için 9 dakika işgücü harcayan işletmenin haftalık 56000 pb kâr yapabilmesi için bir günde kaç çalışana ihtiyaç duyacağını ve kaç takım ayakkabı üreteceğini belirleyiniz. Günde 8 saat haftada 5 gün çalışılmaktadır. Bunun için haftalık üretim programını hazırlayınız.
Birimdeki İçerik
En az satılması gereken
miktar(br)
En fazla satılabilen
miktar
Gerekli üretim saati
Birim kâr
CPA DCP
I. Ürün 10 10 1 9 12 18
II. Ürün 5 17 1 9 12 8
Dönemlik tedarik limiti
100 70

81
Kaynaklar
- Acar, N., Üretim Planlaması Yöntem ve Uygulamaları, MPM Yayınları, Ankara, 1996. - Sipper, D., Bulfin, R.L., Production Planning, Control and Integration, McGraw-Hill
International Edition, Industrial Engineering Series, 1998.
- Tanyaş, M., Baskak, M., Üretim Planlama ve Kontrol, İrfan Yayıncılık, İstanbul, 2003. - Winston, W.L. , Operations Research Applications and Algorithms, PWS-Kent
Publishing Company, 1991.
Numara 40 41 42 43 44 45
Takımdaki çift adeti 2 4 4 4 3 3

82
Uygulamalar
- Üretim maliyetlerindeki bir artış arz eğrisinde nasıl bir etki yaratmaktadır?
- Tüketicilerin talep ettikleri miktarlar fiyatın değişen yüzdesinden daha fazla değiştiğinde talebin esneklik derecesi kaç olmaktadır?
- Üreticilerin piyasaya arz ettikleri mal miktarı fiyattan etkilenmiyor ise arzın esneklik derecesi kaç olmaktadır?

83
4. STOK KAVRAMI ve YÖNETİMİ

84
Bu Bölümde Neler Öğreneceğiz?
Bağımsız Talep Sistemlerinde Stoklar
Bir Üretim Sisteminde Stok
Stokların Fonksiyonları
Stoklarla İlgili Maliyetler
Stok Sistemleri
Ekonomik Sipariş Miktarı
Ekonomik Üretim Miktarı
İskontolu Durumlar İçin Ekonomik Sipariş Miktarı
İskonto Çeşitleri
Ürünlere Uygulanan İskontolar Için Ekonomik Sipariş Miktarı
Kısıtlı Kaynaklarla Birden Fazla Ürünün Sipariş Miktarının Belirlenmesi
Tek Kısıtla Birden Fazla Ürün İçin Ekonomik Sipariş Miktarının Belirlenmesi (Bütçe Kısıtlı Modeller)
Çoklu Kısıt Olması Durumu (Bütçe ve Yer Kısıtlı Modeller)
Gazete Bayii Problemi
Emniyet Stoğu

85
Bölüm Hakkında İlgi Oluşturan Sorular
1- Stok kavramı neyi ifade etmektedir ? Niçin stok yapılmalıdır ve/veya yapılmamalıdır? 2-Stok sistemleri nelerdir? 3-Ekonomik sipariş miktarı kavramı nasıl belirlenir? 4- İskonto durumlarad stok durumunun nasıl olur? 5- Kısıtların var olamsı durumunda stok yapıları nasıldeğişir?

86
Bölümde Hedeflenen Kazanımlar ve Kazanım Yöntemleri
Konu Kazanım Kazanımın nasıl elde edileceği veya geliştirileceği
Stok kavramı, stoğın fayda ve zararları, etkileri.
Araştırarak
Doğru stok mikatrı için kullanılabilecek yaklaşımlar.
İnceleyerek
Stok miktarı belirleyiçi diğer
faktörler (iskonto, kısıt)
Araştırarak

87
Anahtar Kavramlar
Stok
Stok için benzetmeler
Stok avantajları ve dezavantajları
Ekonomik sipariş miktarı kavaramı
Ekonomik sipariş miktarı ve iskontolar
Ekonomik sipariş miktarı ve kısıtlar
Emniyet stoğu kavaramı

88
Giriş
. Farklı bir bakışla, insanı oluşturan sistemin incelenmesi başka sistemlerin işleyişine ve anlaşılmasına güzel örneklerden olabilir. İnsanın doğası gereği daima bir yarış içinde olduğu bilinir. Bu yarış rakipleri ve kendisiyle olacak şekilde değerlendirilebilir. Bu değerlendirme ile yarış içinde olan bir insan iyi beslenmeli ve kendisini geliştirmelidir. Öyle ki bu hazırlıklar esnasında aldığı besinlerin bir kısmı enerjiye bir kısmı yapıtaşı olan proteinlere ve bir kısmı da onu bilinmeyen durumlarda oluşabilecek ihtiyaçlara karşı korumak ve güç durumda bırakmamak için gerekli olan yağlara dönüştürülüp saklanır. Normal şartlarda insanın ihtiyaç duyduğu beslenme değerleri alınan-harcanan şeklindedir ve bir denge söz konusudur. Eğer harcanan çoksa bu kişi belirli bir zaman sonunda problemlerle karşılaşır, tabi vücudu güçlü ve belirli bir birikimi varsa bu, planlanmamış ihtiyaç durumunda harcanır ve güç durumdan kurtulunulur. Ancak bu ani ihtiyaç düşünülerek sisteme giren besin miktarı harcanandan fazla şekilde alınıp depolanmaya devam edilirse, vücudun enerji dışında kullanamayacağı ve bu enerjiye de dönüşümün zor olduğu yağlar şeklinde vücutta birikmeye başlar ve kişi şişmanlamaya devam eder, sonuçta artan kilo ile bozulan denge kişinin yarışta rakiplerine göre geri kalmasına ve/veya gelişiminin azalmasına neden olur. Bunu bir üretim sistemi için göz önünde bulundurursak, eğer bir sistem satabildiği kadar üretiyor ve buna yönelik tedariklerini ihtiyaçlarına göre satın alıp kullanıyorsa dengeli beslenen bir vücut gibidir. Ancak bazı beklenmedik durumlarda ani ihtiyaçlar, arıza, tedarik güçlüğü gibi durumlarda kullanılmak üzere mantıklı bir miktarda ürün, yarımamul ve diğer girdilerden elinde bulundurursa, hızlı ve plansız değişimlerde problem yaşamaz ve yarışa devam edebilir. Yok, eğer bu stoklar artarak devam ederse şişmanlamış bir kişi gibi hızlı koşamaz ve rakiplerine göre geride kalıp rekabet edebilirliği azalır. Hatta elinde olanlardan dolayı ihtiyacı olanları bile alıp kullanamaz. Sonuç olarak bir sistemin rekabetçi olabilmesi ve değişime ayak uydurabilmesi için doğru miktarda stok bulundurmalıdır. Hiç stoksuz olmak sistemin beklenmeyen durumlarda problemlerle karşılaşmasına ve rekabetçi olmasına engel olabilir. Ancak yine aşırı ve doğru tutulmayan stoklar ise sistemin sağlıksız ve şişman bir kişi gibi rekabetten çekilmesine ve hatta hayatının sona ermesine neden olabilir. Bu dengenin nasıl sağlanabileceği hususu izleyen bölümlerde incelenecektir.

89
4.1. Bağımsız Talep Sistemlerinde Stoklar
Bir üretim sisteminin devamını sağlamak amacıyla o anda kullanmadığımız, bulunan mallardır. Bu mallar o dönemde satılmayacak veya kullanılmayacaklardır. Yani o anın ihtiyacından daha fazla satın alınmışlardır ve bulundurulmaktadırlar. Kısaca bir sistemin başarılı bir şekilde varlığını sürdürebilmesi amacıyla o kısa dönem - o an için kullanılmayan tutulan mallardır. Bu stoklar;
- hammadde stokları, - yarı mamul stokları, - üretim içi stoklar, - ürün stokları, - yedek parça stokları, - sarf malzemeleri stoklarıdır.
Her birinin fonksiyonu ya da politikası farklı olabilir. Temelde amacın sıfır stok olması gibi bir strateji tercih edilebilir. Ancak bu gerçekte mümkün olmayıp teorik olarak veya ideal sistemlerde kabul gören bir yaklaşımdır. Yalnız şu da unutulmamalıdır ki her türlü yanlış stok çeşidi ve miktarı işletmeler için büyük bir risk ve problem oluşturabilmektedir.
4.2. Bir Üretim Sisteminde Stok
Stok oluşturmanın temel amaçları şu başlıklar altında belirlenebilir; - Talepte olan ani gelişmelere cevap vererek rekabetçi olabilmek, - Sistemde oluşabilecek arızaları ve durmaları tolere ederek sistemin rekabetçiliğini ve
itibarını korumak, - Sisteme tedarik sağlayanların problemlerini tolere edebilmek, - Fiyat değişimlerinde (artışlarında) bu değişim avantajından yararlanmak, - Stoktan teslim gibi bir imajla güçlü görünmek,
- Tedariğin çok uzun zaman gerektirmesi veya kritik durumda olması. Bunlar stok tutmak için kabul edilebilir gerekçeler olup, bunların dışında her türlü oluşan stok tıpkı insanın gereksiz şişmanlaması gibi işletmede problem oluşturmaktadır. Bu nedenle çözülmesi gereken bir problem olarak değerlendirilir. Eksik stokta müşteri kaybı, üretimde durma riski, imaj problemi gibi durumlar ortaya çıkabilir. Fazla stokta ise maliyet artışı, işletme ataletinin yükselmesi kalite problemi gibi durumlar ile karşılaşılabilir. Bu nedenle elimizde dengeli miktarda stok bulunmalıdır. Stok yönetiminde önemli olan nelerin stoklarının tutulacağı, tutulan stok miktarlarının ne kadar olacağı, stok tutma sürelerinin ne olacağı doğrultusunda alınması gereken kararlardır. Bunun için bilgi ve deneyim gibi iki önemli birikime ihtiyaç vardır. Sipariş üzerine üretim yapanların stoklarında genellikle hammadde ve yarı mamul stokları görülürken, standart ürün üretenlerde tamamlanmış ürün stokları da görülür. Genellikle ürün, hammadde, yarı mamul ve yedek parça stokları bir işletmede bulunan stoklardır. Stok süresini belirleyen kriterler talep, kapasite, üretim süresi, ürün ömrü, tedarik süresi ve maliyetidir. Stok miktarını belirleyen parametreler ise; maliyet, çeşitlilik, talep, üretim süresi, kullanım miktarı ve tedarik süresi gibi parametrelerdir.

90
4.2.1. Stokların Fonksiyonları - Talep-Arz dengesini sağlamak amacıyla stok bulundurulur. Üretim hızının
ayarlanmasının güç olduğu zamanlarda talepler sabit bir üretim hızıyla talepte olan değişimler stoktan karşılanma ve stok için üretim yapma şeklinde dengelenebilir.
Şekil 4. 1: Üretim hızı sabitken ortalama talep-stok eğrisi
- İşletme, operasyonlarının sürekliliğini sağlamak ve kararlılığını korumak amacıyla stok bulundurur. Bir üretim işletmesinde üretim ve montaj çeşitli aşamalarda gerçekleştirilebilir. Bu aşamalar bazı durumlarda problem oluştururlar ve işletmenin üretimini kritik duruma sokabilirler. Bunu önlemek amacıyla aşamalar arasında ve bazen de ürünlerde stoklar oluşturulur. Böylelikle stoklar işletmeleri kararlı ve güvenilir kılarlar.
- Stokların tutulmasının diğer bir nedeni ise müşteri ihtiyaçlarının doğrudan stoklarla karşılanmasıyla müşteri memnuniyetinin artırılmasıdır. Bu, ayrıca müşteriye kalite ve işletme açısından artı bir değer sunar.
- Stokların en önemli sebeplerinden biri de belirsizliklerdir. Talepte oluşan belirsizlikler veya herhangi bir durumun ortaya çıkarabileceği değişim, stokların kullanılmasını gerektirebilir veya stok oluşturur.
Sonuçta stokların tutulmasında ve kullanılmasında birçok faktör etkilidir. Bu faktörler dikkate alınarak stok çeşitliliği, stok miktarı, stok süresi, stok maliyeti gibi konularda karar verilir. Ancak şu unutulmamalıdır ki en yüksek maliyetli stok tamamlanmış ürün stoğudur (Şekil 4.2’de görüldüğü gibi).
stoktan karşılama
stok oluşması
üretim hızı
Zaman
Ortalama Talep

91
Daha önceden de değinildiği gibi her şeyi dikkate alarak optimum stok miktarının ve diğer parametrelerin belirlenmesi ancak teoride mümkündür. Stokastik ve deterministik yapıyla stokların bazı parametreleri önceden belirli bir kesinlik derecesinde belirlenebilir. Ancak stokastik yapı geçmişe yönelik çok miktarda veriye ihtiyaç duyar. Deterministik yapıysa stokastik yapıdan yararlanarak belli kabullerle olayları önceden belirlemeye çalışır. Her iki yaklaşımın da birlikte kullanılması gerektiği göz ardı edilmemelidir.
HammaddeStoğu
Ara MamulStoğu
Ürün Stoğu
Hammadde Ürün
ÜrünTamamlama
Maliyet
Şekil 4. 2: Hammadde, ara mamul ve ürün stok maliyetleri
4.2.2. Stoklarla İlgili Maliyetler
- Stokta tutma ve taşıma maliyeti o depo maliyeti
o ürün için yapılan harcamalardan oluşan maliyet o ürünün bozulma, kırılma, çalınma maliyeti
- Sipariş verme maliyeti (ayar-setup maliyeti)
- Stoksuz kalma maliyetleri
Sipariş Verme Maliyeti, bu kavram aynı zamanda ayar maliyeti olarak da değerlendirilebilir. Çünkü sipariş verilen ürün sayısıyla veya üretilen ürün miktarıyla alakalı değildir. Her bir ürün sipariş verildiğinde veya ürün değiştiğinde oluşan maliyettir. Maliyetler Arasındaki Çelişki; stoklar ile ilgili bazı kararların alınması sırasında bazı maliyetler düşürülürken bazı maliyetlerin ise artacağı bir durum söz konusudur. Örneğin; stokta tutma maliyeti düşürülmek istenirken sipariş verme sayısı artacağı için sipariş verme maliyetleri toplamı da yükselecektir.
4.2.3. Stok Sistemleri
- Periyodik gözden geçirme: Stoklar belirli periyotlarla gözden geçirilerek değerlendirilir ve eksikleri tamamlanır. Yaygın olarak küçük marketlerde, eczanelerde ve günlük hayatta evlerde kullanılır.

92
- Sürekli gözden geçirme: Eksildikçe stokların kaydı alınır, stoklardan düşen ürünler sürekli kaydedilir ve buna göre stok tamamlama listeleri oluşturulur.
- İki kutu sistemi ile stok takibi: Burada yapılan ise başlangıçta tek bir ürün için iki eşit miktarda stok kutusu bölümü oluşturulur. Birinci kutu bittiğinde sipariş verilir ve ikinci kutu kullanılmaya başlanır. İkinci kutunun tamamı bitmeden birinci kutunun gerekli stok ile doldurulması sağlanır. Yani tedarik süresi bir kutunun kullanım süresine karşılık gelir. Bu daha çok, düşük maliyetli ürünlere uygulanan ve işletmelerin kolayca uygulayabildiği bir yöntemdir.
4.3. Ekonomik Sipariş Miktarı (Economic Order Quantity-EOQ)
Sipariş verme maliyeti ile stokta tutma maliyetinin dengede olduğu maliyete karşılık gelen miktara ekonomik sipariş miktarı denir.
Bu noktada doğru karar verilirse en düşük maliyette stokta tutulup işletme kazancı artırılır.
Pzt. Salı Çarş. Perş. Cuma Cmt. PazarT (zaman)
Q (miktar)
Q / 2
D (talep)
Ortalama stok
Şekil 4. 3: Düzgün doğrusal azalan stok geometrisi
maksimum stok miktarı

93
D : talep (birim zamanda olan talep)
T : stok çevrim zamanı (max→min)
Periyottan bağımsız yıllık maliyet:
Yıllık ortalama stok maliyeti:
’ya göre kısmî türev alınır:
Ekonomik sipariş verme miktarı:
Örnek 4.1
Bir kaynak ustası yıllık ortalama 1 ton civarında kaynak elektrotu kullanmaktadır. 1 kg elektrotun fiyatı 2 pb olup, her siparişte 3.6 pb’lik bir sipariş verme maliyeti oluşmaktadır.

94
Stokta tutma maliyetlerinin yıllık olarak 0.25 birime geldiği varsayılmaktadır. Bu durumda bir defada ne kadar elektrot siparişi verilmelidir? Yılda kaç defa sipariş verilmelidir?
Çözüm 4.1
Bir defada 120 kg sipariş verilmelidir. Ne sıklıkta sipariş verilmeli sorusu için;
Yani 1.5 aydan daha kısa periyotlarla sipariş verilmelidir. Bu stoklamanın işletmeye oluşturacağı maliyet ise;
fonksiyonunun hesabından sağlanabilir.

95
Örnek 4.2
Rainbow isimli boya şirketi latex boya yapmaktadır. Yıllık 8000 kg bu boyadan üreten şirket boya maliyeti olarak 0.25 pb/kg harcamakta ve stokta tutma maliyeti olarak da %40’lık bir maliyet oluşmaktadır ve yıllık talebi 4000 kg’dır. Boya üretim sisteminin her defasında hazırlanıp temizlenmesi için 25 pb’lik bir maliyet gerekmektedir. Problemi analiz edip çözünüz (Sipper ve Bulfin, 1998).
Çözüm 4.2
üretim kapasitesi
Stoksuz kalmaya müsaade edilen ekonomik sipariş miktarı;

96
Zaman
Miktar
Imax
-b
D
Şekil 4. 4: Stoksuz kalmaya müsaade edilen ekonomik satın alma miktarı modeli
Burada;
: itibar kaybı
: kârdan zarar
b: Stoksuz kalmaya müsaade edilen miktardır. Örnek 4.3
Bir yapı markette diğer malzemeler yanında solvent de satılmaktadır. Solventin talebi yıllık olarak 500 lt olup çok kararlı bir talebe sahiptir. Siparişin yerine ulaştırılması maliyeti 50 pb’dir ve her litre 2 pb maliyete sahiptir. Stokta tutma maliyeti %20’dir. Solventsiz kalma durumunda iki tür maliyet oluşmaktadır. Bunlardan ilki imaj kaybı diğeri ise yok satma maliyetidir. Her iki maliyet de 0.2 pb/lt olduğuna göre problemi analiz edip çözünüz (Sipper ve Bulfin, 1998).
Çözüm 4.3

97
4.4. Ekonomik Üretim Miktarı (Economic Production Quantity-EPQ)
Ekonomik üretim miktarı modeli stokların satın almada olduğu gibi aniden maksimum seviyeye eriştirilebilmesi mantığını kabul etmez. Stokların oluşabilmesi için belirli bir hızda üretim yapılması gereği vardır. Ayrıca üretim hızının tüketim hızından büyük olması gerekir. Bu durumdaki stok geometrisi Şekil 4.5’deki gibi ifade edilir.

98
Tüketim DEğim
(Üretim-Tüketim)
T1 T2 T3 T4
TP TD
T
Imax
Q
Imax
+b
-b
0
(Ψ-D)
Zaman
Şekil 4. 5: Stoksuz kalmaya müsaade edilen ekonomik üretim miktarı modeli
süresince stoklar pozitif yani stok var.
ve sürelerince talep var, stok negatif yani stok yok.
üretim süresi
tüketim süresi

99
Bir dönemdeki stoksuz kalma maliyeti (maksimum stoksuz kalma maliyeti + ortalama stoksuz kalma maliyeti)
stokta bulundurmama maliyetidir.
Stoksuz kalmaya müsaade edilip üretim yapılan bir stok modelinde Toplam maliyet fonksiyonu:
Daha fazla detay için EK-A’yı inceleyiniz.
Örnek 4.4

100
Süpersos firması salata sosları hazırlayan bir firmadır. Hazırladıkları salata sosuna talep aylık 400 kg’dır. Süpersos’un ayda 2 ton salata sosu hazırlama kapasitesi vardır. Üretimin başlaması, makinelerin ayarı ve temizlenmesi her defasında 120 pb’lik maliyet oluşturmaktadır. Salata sosunun maliyeti 3 pb/kg ve yıllık stokta tutma maliyeti %20 olduğuna göre, ayrıca ürünsüz kalmaya müsaade edildiğine göre ekonomik üretim miktarını belirleyiniz. Yönetim sosun bulunmaması durumunda 0.1 pb/kg’lık bir imaj kaybı ve stoksuz kalma durumunda aylık 1.2 pb/kg’lık bir ceza değeriyle çalışıldığını varsaymaktadır. Problemi çözüp analiz ediniz (Sipper ve Bulfin, 1998).
Çözüm 4.4
eşitlikleri sırasıyla kullanıldığında;

101
Stoksuz çalışmaya müsaade edilmediği durumlarda stok modeli;
Q
0
Imax
D Ψ
Zaman
Miktar
Şekil 4. 6: Stoksuz kalmaya müsaade edilmeyen ekonomik üretim miktarı modeli geometrisi
4.5. İskontolu Durumlar İçin Ekonomik Sipariş Miktarı İskonto, İtalyanca sconto kelimesinden gelmektedir, ticaret hayatında kullanılan bu söz için en genel anlam indirim kelimesi ile karşılık bulur. İskonto, bir ürün veya malın belirli bir miktardan fazla alınması durumunda uygulanan özel indirime veya indirilmiş birim fiyattaki duruma verilen tanımdır. Miktar iskontoları genellikle iş hayatında çok kullanılan yaklaşımlar olup, planlamacıların karar vermesinde kritik rol oynarlar. Çünkü artan miktarlarla birlikte ürün birim fiyatlarının değişmesi satın almacıları etkiler. Ancak stoklarda bulunan ürün maliyeti ve stokta tutma maliyetleri miktarlarla alakalı olup sisteme sağladıkları kazançtan daha fazla yük
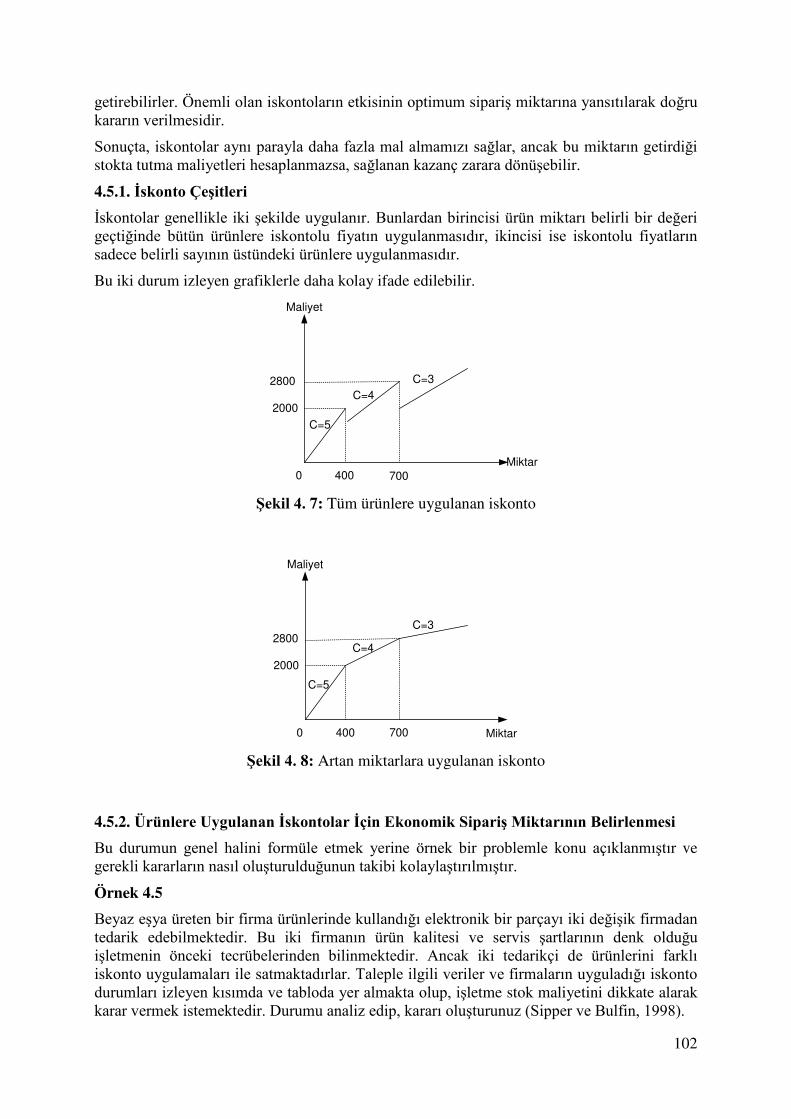
102
getirebilirler. Önemli olan iskontoların etkisinin optimum sipariş miktarına yansıtılarak doğru kararın verilmesidir. Sonuçta, iskontolar aynı parayla daha fazla mal almamızı sağlar, ancak bu miktarın getirdiği stokta tutma maliyetleri hesaplanmazsa, sağlanan kazanç zarara dönüşebilir. 4.5.1. İskonto Çeşitleri İskontolar genellikle iki şekilde uygulanır. Bunlardan birincisi ürün miktarı belirli bir değeri geçtiğinde bütün ürünlere iskontolu fiyatın uygulanmasıdır, ikincisi ise iskontolu fiyatların sadece belirli sayının üstündeki ürünlere uygulanmasıdır. Bu iki durum izleyen grafiklerle daha kolay ifade edilebilir.
Miktar
Maliyet
C=3
C=4
C=5
400 7000
2000
2800
Şekil 4. 7: Tüm ürünlere uygulanan iskonto
Miktar
Maliyet
C=3
C=4
C=5
400 7000
2000
2800
Şekil 4. 8: Artan miktarlara uygulanan iskonto
4.5.2. Ürünlere Uygulanan İskontolar İçin Ekonomik Sipariş Miktarının Belirlenmesi Bu durumun genel halini formüle etmek yerine örnek bir problemle konu açıklanmıştır ve gerekli kararların nasıl oluşturulduğunun takibi kolaylaştırılmıştır. Örnek 4.5
Beyaz eşya üreten bir firma ürünlerinde kullandığı elektronik bir parçayı iki değişik firmadan tedarik edebilmektedir. Bu iki firmanın ürün kalitesi ve servis şartlarının denk olduğu işletmenin önceki tecrübelerinden bilinmektedir. Ancak iki tedarikçi de ürünlerini farklı iskonto uygulamaları ile satmaktadırlar. Taleple ilgili veriler ve firmaların uyguladığı iskonto durumları izleyen kısımda ve tabloda yer almakta olup, işletme stok maliyetini dikkate alarak karar vermek istemektedir. Durumu analiz edip, kararı oluşturunuz (Sipper ve Bulfin, 1998).

103
Tablo 4. 1: Sipariş miktarına göre uygulanan iskonto miktarları
Miktar Tedarikçi 1 Tedarikçi 2
Çözüm 4.5
Burada üç değişik fiyat politikası vardır ve birinci tedarikçi tüm ürünlere iskonto uygulama yoluna gider iken, ikinci tedarikçi artan miktarlara iskonto yolunu tercih etmiştir. Yapılması gereken hangi iskonto durumunun minimum stok maliyetini oluşturduğunun tespit edilmesidir. İlk olarak her bir iskontolu fiyat için ekonomik sipariş miktarının tespit edilmesi gerekir.
Birinci tedarikçi için EOQ ve stok maliyet hesaplamaları şöyledir;
iken EOQ;
Bu fiyat için ekonomik sipariş miktarı zaten 500’ü geçtiği için uygulanmaz.
iken EOQ;
Bu fiyat aralığına düşer, oluşan stok maliyeti incelenmelidir.
bir maliyet oluşur.
iken EOQ;

104
Bu fiyat aralığına düşen optimum miktardır. Ancak bu fiyat iskontosundan yararlanabilmek için en az 1000 ürünlük bir sipariş verilmelidir. Yani 1000 adet ürün üzerinden stok maliyeti incelenmelidir.
bir stok maliyeti oluşur.
İkinci tedarikçi ile iş yapma durumunda yani artan ürünlere uygulanan iskontodan oluşacak maliyetin incelenmesi ise şöyledir;
j qj cj Cj(Q) C(qj)
1 500
300
2 1000
590
3 >1000
-
iken EOQ;
ürün
Bu fiyattan ürün almak anlamlı değildir, çünkü EOQ değeri bu fiyat aralığı üzerinde bir değerdir. Bu nedenle 0.58 fiyatının kontrol edilmesi gerekir.
iken EOQ;

105
oluşacak stok maliyeti ise;
iken EOQ da aynı yöntemle çözülür. Sonuç olarak, birinci tedarikçiden sağlanacak olan c=0.56 birim maliyetli seçenek 520 pb’lik minimum maliyeti oluşturduğu için tercih edilir. Bu fiyatların oluşturduğu grafikler izleyen şekillerden takip edilebilir.
Şekil 4. 9: Birinci tedarikçi için maliyet eğrisi
K(Q)
Q 500 1000 1500
c1=0.60
c2=0.58
c3=0.56
600
590
580
570
560
550
540
530
520

106
Şekil 4. 10: İkinci tedarikçi için maliyet eğrisi Kısıtlı Kaynaklarla Birden Fazla Ürünün Sipariş Miktarının Belirlenmesi
Daha önceki modellerde ekonomik sipariş miktarının belirlenmesinde tek bir ürün dikkate alınarak hesaplamalar yapıldı. Eğer işletme birden fazla ürün için ekonomik sipariş miktarını belirlemek isterse ve bu miktarların tedarik edilmesinde karşımıza kaynakların kullanmasında kısıtlar çıkarsa kararın nasıl oluşacağı sorusu gelebilir. İzleyen kısımda birden fazla ürünün bir ve birden fazla kaynak kısıtında nasıl modeller belirleyebileceği incelenerek örneklendirilecektir.
4.5.3. Tek Kısıtla Birden Fazla Ürün İçin Ekonomik Sipariş Miktarının Belirlenmesi (Bütçe Kısıtlı Modeller)
Aynı dönem içinde n değişik ürünün alınması planlansın ve bunlar için belirli bir bütçenin aşılamayacağı bilinsin. Bu durumda; Her bir ürünün fiyatları c1, c2, …, cn olduğu kabul edilsin. İşletme bütçesi de bu alımlara yönelik C olsun. Bu durumda sipariş verilen ürün toplam maliyetininin bütçeye eşit veya küçük olması zorunluluğu ortaya çıkar;
Bu durumda istenen değerlerinin şeklinde olmasıdır.
Kısıtlar
c1=0.60
c2=0.58
c3=0.56
K(Q)
Q 500 1000 1500
575
570
565
560
555
550
545
540
535

107
Kısıt dikkate alındığında iki durum oluşur; - Kısıt sınırlayıcı olur - Kısıt aktif olmayabilir
Kısıt aktif değilse her bir ürünün ekonomik sipariş miktarı kullanılabilir. Eğer kısıt aktif ise kısıt dikkate alınmadığı durumdaki optimum değerler doğru bir şekilde daha az seviyelere çekilerek kısıt sağlanır hale getirilmelidir.
Bu durumda kısıttan bağımsız ekonomik sipariş miktarları Lagrange çarpanı ile kısıtı sağlar hale getirebilir. Λ, Lagrange çarpanı olsun ve bu çarpan miktar değerlerini kısıtı sağlar hale getirsin.
Örnek 4.6
Küçük bir bilgisayar firması, iki tip kasa kullanmaktadır. Şirket kasa alımına yönelik 5000 pb’lik bir bütçe belirlemiştir. Bu iki tip kasanın fiyatları sırasıyla 50 pb ve 80 pb’dir. Bu ürünlere duyulan dönemlik ihtiyaç sırasıyla 250 ve 484 adettir. Şirket her iki ürün için de 50 pb’lik bir sipariş verme maliyeti yapmakta ve stokta tutma için %20’lik faiz oranı uygulamaktadır. Bu bütçe kısıtı dahilinde problemi analiz edip çözünüz (Sipper ve Bulfin, 1998).
Çözüm 4.6
yıllık
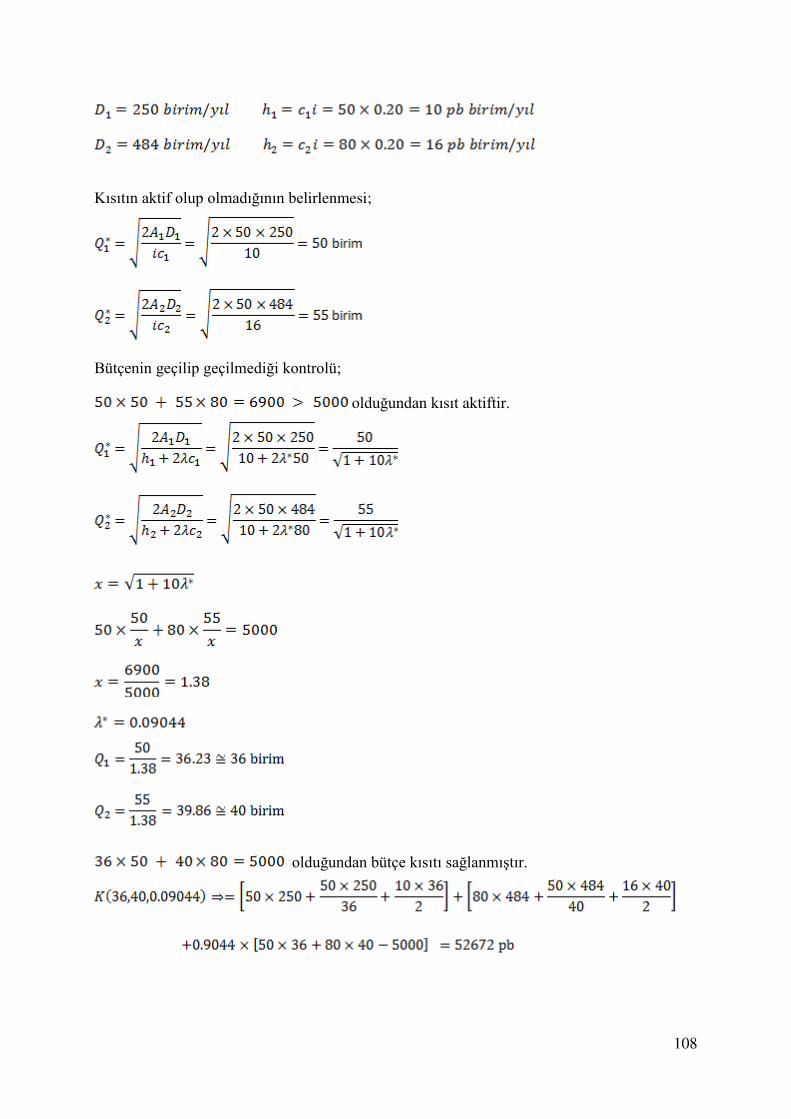
108
Kısıtın aktif olup olmadığının belirlenmesi;
Bütçenin geçilip geçilmediği kontrolü;
olduğundan kısıt aktiftir.
olduğundan bütçe kısıtı sağlanmıştır.

109
4.5.4. Çoklu Kısıt Olması Durumu (Bütçe ve Yer Kısıtlı Modeller) Stokta tutma maliyetini ve buna bağlı olarak ekonomik sipariş miktarını birden fazla kısıtın etkilediği durumlar gerçek hayat problemlerinde sıklıkla karşılaşılır. Eğer problem genellenirse;
şeklindeki hali alır. Örneğin burada fi her birimin ihtiyaç duyduğu yeri ve F’de ayrılan toplam yeri temsil eden kısıt terimleridir. Buna yönelik olarak izleyen adımlar takip edilerek problem çözülebilir.
Adım 1; Her iki kısıtı dikkate almaksızın Qi değerleri belirlenir. Adım 2; Qi lerin her kısıtı sağlayıp sağlamadıkları kontrol edilir, eğer bu Qi değerleri kısıtları sağlıyorsa problem çözülmüş demektir. Değilse Adım 3 ile devam edilir.
Adım 3; a) Kısıtların biri dikkate alınarak λ (Lagrange çarpanı) ile Qi ler bu kısıtı sağlar hale getirilir.
b) Bulunan bu yeni Qi değerlerinin diğer kısıtı sağlayıp sağlamadığı kontrol edilir, eğer her iki kısıtta sağlanmışsa problem çözümü tamamlanmış demektir. Değilse Adım 4 ile devam edilir. Adım 4; a) Analize Adım 3’te ilk olarak dikkate almadığımız yalnızca kontrolde kullandığımız kısıt ile devam edilir. Bu kısıtı dikkate alarak λ (Lagrange çarpanı) ile yeni Qi’ler belirlenir, bu kısıtı sağlar hale getirilir. b) Kontrol amaçlı olarak elde edilen yeni Qi değerleriyle diğer kısıtı da sağlayıp sağlamadığı kontrol edilir. Adım 5; Her kısıtın da aktif olduğu durumda problemin çözümünün tamamlanmış olduğu belirtilerek maliyet fonksiyonu hesaplanır.

110
Örnek 4.7
Bir önceki örnekte belirtilen şirket kullandığı yer açısından da sıkıntı çekmektedir. Her iki kasanın kapladığı alan sırasıyla 10 ve 8 birim olup, işletme toplamda bunlara 500 birimlik bir alan ayırabilmektedir. Bir önceki problemi bu durumu da dikkate alarak inceleyiniz (Sipper ve Bulfin, 1998).
Çözüm 4.7
olduğundan alan kısıtı sağlanamamıştır yani aktif durumdadır.
olduğu için bütçe kısıtını sağlar. Gazete Bayii Problemi
Servis seviyesi ne seçilirse seçilsin ürün ya da hizmetin yetersizliği durumuyla karşılaşılabilir. Bu gibi durumlarda eksikliğe karşı bir ceza uygulaması getirilebilir. QR modeli newsboy (gazeteci çocuk) yaklaşımıyla incelenebilir. Bu yaklaşım, optimum stok seviyesi belirleme amacıyla sabit fiyattan kesin olmayan taleplerin oluştuğu stok sistemlerinde dikkate alınan bir yaklaşımdır. Yaklaşım bir örnek üzerinden açıklanacaktır. Örnek 4.8
Talebin normal dağılıma uyduğu ve ortalama standart sapmaya sahip
olduğunu düşünelim. , , ve güven düzeyi olsun. Bu durumda optimum
stok miktarını ( *) hesaplayınız (Gallego, 1995). Çözüm 4.8
Bu örnekte;
: birim ürün maliyetini,
birim ürün maliyeti – iade fiyatını,

111
satış fiyatı – birim ürün maliyetini temsil etmektedir.
Normal dağılım tablosonda %75 güven değerine karşılık gelen z değeri 0.6745’tir. Bu durumda;
* dergi
olarak hesaplanır.
Emniyet Stoğu
Bir ürüne ihtiyaç bildirilmesinden, kullanıma sunacağımız ana kadar geçen zamana tedarik süresi (lead time) denilir. Genellikle L ile gösterilir. Bir çok durumda sipariş verilmesi ve ürünün kullanılabilir hale gelmesi arasında belirli bir süre vardır. Bu süre sistemin aksamasına (kullanılan stokların tükenmesine) neden olabilir. Bunu önlemek için stoklarımız hesaplanan optimum değerden (EOQ) daha fazla miktarda tutulur ve bu fazlalık emniyet stoğu olarak değerlendirilir. Emniyet stoğu şu riskleri ortadan kaldırır veya azaltır:
- Genellikle tahminlere dayalı taleplerden kaynaklanan değişimin etkilerini - Tedarik süresinde oluşan gecikmenin olumsuz etkisini
- Stokta olup da çeşitli nedenlerden dolayı kullanılamayacak ürünlerin etkisini - Stoksuz kalma ve yönetimsel hataların bir kısmını
Örnek 4.9
Günde iki tablet vitamin kullanan bir kişi, bu vitaminleri telefonla sipariş ettikten sonra bu sipariş kendisine yedi günde ulaşmaktadır. Bu kişi bir defada kaç vitamin tableti bulundurmalıdır? (Sipper ve Bulfin, 1998) Çözüm 4.9
tablet/gün
Tedarik Süresi: gün
tablet.
Örnek 4.10
Bir inşaat mühendisi kum ihtiyaçlarının ortalama 50 ton olduğunu, ve bu kumun tekrar tedarik edilinceye kadar 5 ton standart sapma ile tüketildiğini eski kayıtlarından belirlemiştir. İnşaat mühendisi %3’ten daha az riskle stoksuz kalmayı istediğine göre izleyen sorulara cevap veriniz. Tedarik süresince tüketimin normal dağılıma uyduğu bilinmektedir (Sipper ve Bulfin, 1998).
a) Uygun olan z değeri nedir?
b) Emniyet stok miktarı ne kadardır?
c) Tekrar sipariş verme seviyesi nedir? Çözüm 4.10
ton (kum 50 ton kaldığında sipariş verilir)

112
ton, tedarik süresince oluşan sapma
a) z tablosundan normal dağılımda 1.88 olarak belirleniyor.
b) ton
c) Talep noktası (tekrar sipariş verme noktası)=beklenen tedarik süresince oluşan talep + Emniyet stoğu
ton
Örnek 4.11
Bir otelin işletmecisi yaklaşık olarak günde 400 çarşaf yıkandığını bilmektedir. Ancak bu miktar otelin odalarının satılmasıyla ilgili olup, bir önceki satılan oda sayısına bağlı olarak değişmektedir. Kullanılan çarşaf sayısı standart dağılıma uygun olup standart sapması günde 9’dur. Yıkama işini yapan şirket temiz çarşafları talep edildiğinden itibaren üç günde teslim edebilmektedir. Eğer otel işletmecisi stoksuz kalma riskini %2 olarak belirlerse, elinde bulundurması gereken çarşaf sayısı (tekrar tedarik süresince) ne olmalıdır ve emniyet stoğu hakkında nasıl bir karar oluşturmalıdır? (Sipper ve Bulfin, 1998) Çözüm 4.11
çarşaf/gün
(emniyet stoğu için tedarik süresi)
çarşaf/gün, tedarik süresince oluşan sapma
servis seviyesi
Örnek 4.12
Aylık akü satışı 4500 adet, sipariş verme maliyeti 150 pb/sipariş ve stokta tutma maliyeti h=3.75 pb/yıl olan bir sistemde, tedarik süresince stokların eksilmesi normal dağılıma uymaktadır ve tedarik süresi 1 aydır. Stok eksilmesinde standart sapma 0.2 aydır ve servis seviyesinin %95 olması istenmektedir. Buna göre tekrar sipariş verme seviyesi ve sipariş miktarı ne olacaktır? (Sipper ve Bulfin, 1998)
Çözüm 4.12

113
Bölüm Çalışma Soruları
A üniversitesinde günde 100 adet ampul değiştirilmektedir. Bu ampuller periyodik olarak sipariş edilmektedir. Bir partinin sipariş maliyeti 100 pb’dir. Bir ampulü bir gün elde bulundurmanın maliyeti 0.02 pb’dir. Bir siparişin verilmesiyle alınması arasındaki süre 12 gündür. Ampullerin siparişi için en uygun stok politikasını belirleyiniz.
Bir bisiklet üreticisi üç tekerlekli bisiklet üretmekte olup, bunların lastiklerini bir tedarikçiden sağlamaktadır. Yıllık 3000 bisiklet üreten işletme lastik fiyatı 12 pb’den almaktadır ve bunların stoklama maliyeti %25’tir. Bu işletme her bir lastik siparişi verdiğinde 100 pb’lik bir maliyet oluştuğunu bildiğine göre Ekonomik Sipariş Miktarını hesaplayınız. Eğer tedarikçi bir defada 1000 adet ürün alındığında, birim fiyatın 10 pb/ürün’e ineceğini belirtirse işletmenin kararı nasıl oluşmalıdır? Değerlendirip kararını yönlendiriniz.
Bir benzin istasyonu 1.5 lt. yakıt katkılarının talebinin aylık 150 adet (kutu) olduğunu bilmektedir. Bu yakıt katkılarının birim fiyatı 3 pb olup yıllık faiz oranı %25’tir. Ayrıca tedarik sırasında 60 pb’lik bir maliyet oluşmaktadır. Siparişler 1000’lik koli olarak alındığında fiyat 1.8 pb’ye gelmektedir. İşletmeye karar vermesinde yardımcı olunuz (Sipper
ve Bulfin, 1998).

114
Bir pazarcı iki çeşit meyve satmaktadır. Bunlar için ayırdığı bütçe ve tezgâh yeri kısıtları ile karşı karşıyadır. Portakal için haftalık talep 300 kg, elma için ise 250 kg’dır. Her iki ürün için geçerli olan bütçe kısıtlaması 250 bin pb, yer kısıtlaması ise 4.5 m2’dir. Meyve fiyatları sırasıyla 0.550 pb ve 0.575 pb’dir. Kapladıkları alan yine sırasıyla 1.0 m2 (100 kg portakal)
ve 1.2 m2 (100 kg elma)’dir. Bu meyveler için bir defada tedarik edilmesi gereken miktarı belirleyiniz. A=10 pb, i=0.20 (haftalık).
Bir bilgisayar şirketi iki tür notebook bilgisayarı stoklarında bulundurmaktadır. Bunlar için ayırdığı yıllık bütçe 50000 pb olup birincisinin birim fiyatı 500 pb, ikincisinin birim fiyatı 800 pb’dir. Her bir sipariş vermede karşılaştığı maliyet 500 pb olup bunlara yıllık talep sırasıyla 250 ve 484 birimdir. Faiz oranı yıllık %18 olduğuna göre ekonomik sipariş miktarını belirleyiniz.
Bir kitap yayınevi iki çeşit ansiklopedi serisi basıp dağıtmaktadır. Bunlar için ayırdığı bütçe ve depo kısıtlamaları ile karşı karşıyadır. “Her şeyi bulursun” ansiklopedisi için yıllık talep 300 set ve “Hepsi bunda” ansiklopedisi içinse 450 settir. Her iki ansiklopedi için geçerli olan
bütçe kısıtlaması 150 bin pb, yer kısıtlaması ise 35 m3’tür. Ansiklopedi fiyatları sırasıyla 250 pb ve 275 pb’dir. Tuttukları yer ise yine sırasıyla 450 cm3 ve 525 cm3’tür. Bu ansiklopediler
için bir defada basılması gereken sayıyı belirleyiniz.
Bir kampus kırtasiyesinde kurşun kalem uçları oldukça kararlı bir şekilde haftalık 60 paket ve paketi 3.5 pb’ne alınıp 5 pb’ne satılmaktadır. Stokta tutma maliyeti yıllık 0.25 pb, sipariş verme maliyeti ise 12 pb olmaktadır. Optimum sipariş miktarını ve stokta tutma maliyetini belirleyiniz.
Bir şirket iki farklı ürün satmaktadır. Bu ürünlere ait veriler ve kısıtlar izleyen tabloda verildiğine göre hangi miktarda sipariş verilmesi gerektiğini belirleyiniz.
Fiyat (pb)
Yer ihtiyacı (birim)
Talep (birim)
Sipariş maliyeti
(pb)
Faiz oranı (%)
I. Ürün 10 1 100 40 20
II. Ürün 40 1 180 20 20
Ürün stoklanabilecek toplam yer 40 birim ve ayrılan bütçe 400 pb’dir.
1. Bir işletme taze ürün stoklama ve dağıtımı yapmaktadır. Bu dağıtım için oluşturduğu çekirdeksiz yeşil üzüm stoklarına olan dönemsel (3 ay) talep sabit olup 150 tondur.

115
Ancak bu stoklar için bağlanan paranın faiz oranı aylık %1.2’dir. Diğer bir husus da stoklanan ürünün %0.8’i bozulduğu için satılamamasıdır. Üzüm alış fiyatı 0.6 pb/kg olup her bir parti büyüklüğü için 350 pb sabit maliyet yapılmaktadır. Bu durumda bir defada alınması gereken üzüm miktarını belirleyiniz.
2. Dolan firması kokulu sabun üretiminde kullanmak üzere gliserin malzemesini dışarıdaki firmalardan tedarik etmektedir. Firmada aylık gliserin tüketim miktarı 40 kg’dır ve yıllık faiz oranı %23’tür. Firma gliserini A ve B olarak iki firmadan satın alabilmektedir. A firması bütün ürünlere uygulanan indirim politikası uygulamaktadır. B firması ise artan ürünlere uygulanan indirim politikasını uygulamaktadır.
Aynı zamanda her bir sipariş için sipariş maliyeti 150 pb’dir. Bu verilere göre Dolan firması hangi tedarikçiyi tercih etmeli ve ne miktarda gliserin almalıdır?
3. Üretim yapılan bir işletmede tüketilen bir ara ürün, sistem tarafından üretilip stoklanmaktadır. Buna ait veriler ve değerler aşağıda yer almaktadır.
: Stok oluşturma hızı Q : Üretim miktarı A : Sistem ayar maliyeti
c : Birim üretim maliyeti
Bt : t zamanında eksik olan ürün maliyeti : Ortalama eksik olma seviyesi
b = Max B
= 2400 adet/ay
i = %20 yıllık
A = 150 pb her bir düzenleme için
c = 4 pb her bir ürün için = 0.2 pb her bir üründe (eksik stok maliyeti) = 4 pb her bir üründe aylık (müşteri memnuniyetsizliği maliyeti)
D = 600 adet/ay Buna göre ekonomik üretim miktarı, tekrar sipariş verme seviyesi ve toplam dönemsel stok maliyeti ne olmalıdır?
A firması
Sipariş büyüklüğü (kg) kg fiyatı
1.30
1.20
1.10
B firması
Sipariş büyüklüğü (kg) kg fiyatı
1.25
875+1.05(Q 700)

116
4. Bir beyaz eşya satıcısı yılda 200 adet çamaşır makinesi satmaktadır ve her makine için 20 pb’lik bir yer maliyeti yapmaktadır. Ayrıca her sipariş vermede 35 pb’lik bir maliyet oluşmaktadır. Yıllık faiz oranı %10’dur. Ürün fiyatı 100 pb olması durumunda ekonomik sipariş verme miktarı ne olmalıdır?
5. Bir işletmenin yarı mamul aldığı bir tedarikçisinden gelen iskonto teklifi aşağıdaki gibidir. Birim maliyet 80 pb, talep 1000 adet/yıl ve yıllık faiz %15 olduğuna göre işletmenin ekonomik sipariş miktarı ve sipariş maliyeti ne olur?
6. Bir et lokantası alışveriş yaptığı iki beyaz et tedarikçisinden izleyen yapıda iskonto teklifi almıştır. Bu lokantanın satın almacısının kararına yardımcı olunuz. Birim beyaz et fiyatı için ortalama BE=5 pb alınabilir. (grafik ile gösteriniz)
(Sabit alma giderleri 20, stokta tutma=%20BE, haftalık talep=250 kg)
7. Bir manav, muz, elma ve kavun satmaktadır. Dönemlik talepler, birim maliyet, sipariş maliyeti ve tuttuğu yer sırasıyla muz için 2500, 0.50, 25.00, 1; elma için 1000, 1.00, 20, 3; kavun için 600, 3.50, 30, 10’dur. Yıllık stokta tutma maliyeti %10 ve yalnızca 6000 birimlik yer mevcut olduğuna göre stokta tutulacak miktarları belirleyiniz.
8. Bir inşaat şirketi özel bir kaynak yapmak için özel alaşımlı bir elektrottan yılda 600 kg kullanmaktadır. Her siparişte 8 pb’lik bir sipariş maliyeti oluşmaktadır. Sipariş miktarına bağlı olarak uygulanan fiyat politikası izleyen şekilde sunulmaktadır. Bu fiyat politikası bütün ürünlere yönelik olarak uygulandığına ve yıllık faiz oranı %20 olduğuna göre her defada verilmesi gereken sipariş miktarını belirleyiniz.
Miktar Tedarikçi
Miktar 0<Q<100 100=<Q<200 200=<Q
Yöre Piliç BE Taze Piliç BE
Miktar Fiyat

117
9. Bir motorsiklet üreticisi yılda 2500 adet motorsiklet üretimi yapmaktadır. Bunların direksiyonunda kullanılan plastik tutamaklar için tedarikçilerine sipariş vermekte veya kendisi imal edebilmektedir. Bu tutamaklar için sipariş verdiğinde tutamak birim fiyatı için 30 pb’lik bir maliyet oluşmaktadır. Eğer kendisi üretim yaparsa tutamak başına 20 pb’lik bir maliyet oluşmakta ve bir defada 20000 adet üretmektedir. Eğer dışarıdan satın alırsa 25 pb’lik bir sipariş maliyeti oluşmaktadır. Stok tutma için yıllık faiz oranı %25’tir.
a. Şirket bu tutamakları satın almalı mı yoksa üretmeli mi?
b. Eğer stoksuz kalmaya müsaade edilirse ve ’dir. Bu durumda şirket ne yapmalıdır?
10. Bir otomobil fabrikasında montaj bandına günde 640 adet tekerlek tedariği yapılmaktadır. Montaj hattının kesintisiz çalışabilmesi için stoksuz kalmaya izin verilmemektedir. Bu montaj hattı tesisinin kapasitesi günde 4200 tekerlek montajı yapabilecek kadardır. Montaj için makinelerin kurulması ve ayarlanması maliyeti 400 pb’dir. Günlük stokta tutma maliyeti 0.3 pb ve bir tekerleğin üretim maliyeti 92 pb’dir.
a. Minimum ortalama günlük maliyetini bulunuz.
b. Çevrim süresi (T) ve (Tp) değerlerini bulunuz ve yorumlayınız.

118
Uygulamalar
- Stoğun önemini bir üretim işletmesi için değerlediriniz?
- Stok avantajları ve dezavantajları üretim sistemlerini nasıl etkilemektedir?Belirli bir arz karşısında talepte meydana gelen bir azalma denge fiyatı ve denge miktarında nasıl bir değişim yaratmaktadır?
- Stok kararları ve ekonomik sipariş miktarı arasındaki ilişkileri değerlendiriniz.

119
5. DETAYLI ÜRETİM PLANLAMA

120
Bu Bölümde Neler Öğreneceğiz?
İş Sıralama
Atölye Tipi Üretim Sistemlerinde İş Sıralama
Tek İş İstasyonlu Çok İşli (1xn) Sıralama Problemleri
İki İş İstasyonlu Çok İşli (2xn) Sıralama Problemi
Üç İş İstasyonlu Çok İşli (3xn) Sıralama Problemi
m İş İstasyonlu İki İşli (mx2) Sıralama Problemi
m İş istasyonlu n İşli (mxn) Sıralama Problemi
Değişken Sıralama/Çizelgeleme Problemleri
Hat Dengeleme
Proje Değerlendirme
Ağ Teknikleri: PERT ve CPM

121
Bölüm Hakkında İlgi Oluşturan Sorular
1-Detaylı planlama için kararlar nelerdir? 2-Atölye tipi üretim sistemlerinde iş sıralamanın önemi? 3-Hat dengeleme yakalşımları ve örnekleri? 4- Proje değerlendirme ve yaklaşımları nelerdir?
122
Bölümde Hedeflenen Kazanımlar ve Kazanım Yöntemleri
Konu Kazanım Kazanımın nasıl elde edileceği veya geliştirileceği
Detaylı üretim planlaması ve bu adım için karar verilmesi gerekli hususlar nelerdir?.
Araştırarak
Detaylı üretim planlamasında sıralama ve atama problemlerine yönelik
temel yaklaşımlar nelerdir?.
İnceleyerek
Hat dengeleme ve etkileri
nelerdir?
Tartışarak

123
Anahtar Kavramlar
Çizelgeleme
Atama
Sıralama
Hat dengeleme
Proje Değerlendirme

124
Giriş
Detaylı üretim planlama ana üretim planının belirlediği doğrultuda yapılacak işlem sıralarını ve bu işlemler için ayrılacak kaynakların detaylarının en iyi değerlerini belirlemeyi amaçlar. Detaylı planlama kısa dönemli planlama olarak ta bilinir ve daha çok bir iki haftalık bir dönemin planlamasıdır. Bu planlamada üretim sistemlerinin yapıları önemli rol oynar ve bu sistemler iki başlık altında toplanırlar; bunlar atölye tipi ve montaj hattı tipi üretim sistemleridir.
5.1. İş Sıralama
Detaylı planlama açısından atölye tipi üretim sisteminde sıralamanın önemi oldukça fazladır. Bu nedenle sıralama çalışmalarına ait temel ilkeler ve yaklaşımlar izleyen kısımda sunulmaktadır. İşlerin önceliklerine göre sıraya sokulması kısaca iş sıralama olarak tanımlanır. Böylelikle bir iş istasyonunda hangi işlerin birbirlerini takip edecekleri belirlenir. Başka bir söyleyişle, işlerin bir iş istasyonunda ne zaman başlayacağı ve biteceğini belirleyen bir plandır. İş sıralamaya zaman boyutunun katılmasıyla oluşan plan ise iş çizelgesidir.
5.2. Atölye Tipi Üretim Sistemlerinde İş Sıralama Bu işlem bir optimizasyon problemi olarak değerlendirildiğinde şu parametrelere sahiptir;
- iş sayısı, - iş istasyonu sayısı, - iş akışı.
1911 yılında Henry L. Gantt (1861-1919) çizelgelemeyle üretkenliğin artacağı konusuna öncülük etmiştir. İlk olarak çizelgelemeyi grafiksel olarak ifade etme yoluna gitmiş ve adına saygıyla geliştirilen gösterimler Gantt Diyagramı olarak anılmaktadır. Bu grafiklerin amacı iş istasyonlarının durumlarını tüm zamana bağlı olarak ifadesinin oluşturulmasıdır. Yatay eksen (x) zamanı, dikey eksen (y) ise iş istasyonlarını veya işleri ifade etmek için kullanılır. Diyagramda iş istasyonlarının veya işlerin durumunun zamana göre takip edilmesini sağlayan dikdörtgenler oluşturulur. Böylece iş istasyonlarının doluluk ve boşta kalma süreleri, işlerin birbirlerini takip etme durumları bu diyagramlar aracılığıyla incelenir.
Bu tip bir çözümde başarının ölçütü temel parametrelerdeki değerler (iş istasyonlarının boşta kalmaları, işlerin bekleme zamanı) olup bunlar ilerleyen kısımlarda örnekler ile incelenecektir.
5.2.1. Tek İş İstasyonlu Çok İşli (1xn) Sıralama Problemleri Sıralama problemlerinin bu tipinde n adet işin tek bir iş istasyonunda en iyi şekilde sıralanması amaçlanır. Burada kullanılan en basit yaklaşım En Kısa İşler Zamanı

125
(EKİZ)’dır. Bu yaklaşımda en kısa işlem süresine sahip iş ilk sırada, en büyük işlem süresine sahip iş ise en son sırada yapılır. Örnek 5.1
Bir makinede altı iş sıralanacaktır, gereken işlem süreleri ve ağırlıkları izleyen tabloda yer almaktadır. En kısa işler zamanı yaklaşımına göre bu problemde ortalama bekleme zamanlarını ve ortalama gecikme zamanlarını belirleyiniz (Acar, 1996).
İş No Pi Wi Pi/Wi
1 10 5 2.0
2 6 10 0.6
3 5 5 1.0
4 4 1 4.0
5 2 3 0.7
6 8 5 1.6
Çözüm 5.1
İşlem süreleri ve ağırlık oranları dikkate alınarak sıralama yapıldığında, 2(0.6), 5(0.7), 3(1.0), 6(1.6), 1(2), 4(4.0) sıralamasının ortalama ağırlıklı iş akış zamanını minimize eden sıralama olduğu belirlenir; eğer bütün işler eşit ağırlıklı olsaydı, o zaman en iyi sıralama (5, 4, 3, 2, 6, 1) sıralaması olacaktı.
5.2.2. İki İş İstasyonlu Çok İşli (2xn) Sıralama Problemi Bu problemde çözümün amacı, n adet işin iki iş istasyonlu bir atölyede aynı teknolojik sırayı takip ederek işlenmesi gerektiği durumlarda, bütün işlerin tamamlanması için geçen zamanın en aza indirilmesidir. Bu tip problemlerde Gantt diyagramı problemi anlama ve çözmede fayda sağlar. Buna ait basit bir örnek aşağıda verilmiştir.
Örnek 5.2
İki iş istasyonunda yapılması planlanan beş iş önce birinci sonra ikinci iş istasyonunda aşağıda ihtiyaç duyulan sürelerde işleneceklerdir. Bekleme süresi en az olacak şekilde işleri sıralayıp Gantt diyagramını hazırlayınız (Acar, 1996).
İş No
1. İş istasyonu
l i
2. İş istasyonu
l i 1 13 3
2 2 5
3 1 3
4 4 6
5 5 7

126
Çözüm 5.2
Birinci iş istasyonundaki işler işlem zamanları dikkate alınarak küçükten büyüğe doğru sıralanırlar: 3,2,4,5,1.
İlk 25 dakika göz önüne alındığında birinci iş istasyonu 25 dakika boyunca sürekli çalışmaktadır. Ancak ikinci iş istasyonu ilk 1 dakika ve 22. Dakika ile 25. Dakika arasında toplam 4 dakika boş durmaktadır. Bu olayı aşağıdaki gibi simüle edebiliriz.
Şekil 5. 1: İki iş istasyonu beş işin basit çözümünün Gantt diyagramı ile gösterimi
İş istasyonu
12 3
3 2 4 5
1
1 4 9 15 22 25
1 3 7 12
3 2 4 5 1
Zaman
1
5 10 15 20 25
2

127
Bu işlerin yapılış sıraları 3,2,4,5,1 şeklindedir. Toplam bekleme süresi 1+2+3=6 birimdir.
Ayrıca bu tip seri akışı olan (2xn) sıralama problemlerinde “Johnson Yöntemi” kullanılarak da en iyi iş sıralaması bulunur. Belirlenen iş sıralaması şu ölçütleri etkiler;
- bütün işlerin bitirilme zamanlarını, - iş istasyonlarının boş kalma zamanlarını, - işlerin ortalama bekleme zamanlarını.
Johnson yönteminin uygulaması şu şekilde yapılır; i. Pij i işinin j makinesindeki işlem süresi olarak tanımlanır.
ii. Tüm işlerin her iki iş istasyonundaki en düşük işlem zamanları bulunur, Min(Pi1, Pi2).
5
3
1
2
4
3
0 (2. iş istasyonu boşta)
1. dk’dan sonra
3. dk’dan sonra (2. ürün 1. iş istasyonunda işlendi ve 2. iş istasyonu için bekliyor) 4. dk’dan sonra (3. ürün hazır) 7. dk’dan sonra (4. ürün 1. iş istasyonunda işlendi ve 2. iş istasyonu için bekliyor)
2
2 3
4 3 3
4 2
5 2
4
9. dk’dan sonra (2. ürün hazır)
15. dk’dan sonra (4. ürün hazır)
22. dk’dan sonra (2. iş istasyonu boşta, 5. ürün hazır)
5
5 4
1 4
1 5
1
12. dk’dan sonra (5. ürün 1. iş istasyonunda işlendi ve 2.iş istasyonu için bekliyor)
25. dk’dan sonra (1. iş istasyonu boşta)
28. dk’dan sonra (1. ürün hazır)
3
1
1. iş istasyonu
2. iş istasyonu

128
iii. En düşük zamanı birinci iş istasyonundaki işler, birinci iş istasyonundaki iş sürelerine göre küçükten büyüğe sıralanır.
iv. En düşük zamanı ikinci iş istasyonundaki işler, ikinci iş istasyonundaki iş sürelerine göre büyükten küçüğe sıralanır.
Bu sıra bozulmadan birinci iş istasyonuna göre sıralanan işler önce birinci iş istasyonunda daha sonra ikinci iş istasyonunda işlenir.
Örnek 5.3
İki iş istasyonlu beş işli bir sıralama probleminde iş zamanları aşağıdaki tabloda verilmiştir. Bunlara Johnson Yöntemini uygulayarak sıralamasını yapınız (Lynwood ve Douglas, 1974).
İş No 1. İş istasyonu
süreleri 2. İş istasyonu
süreleri
1 4 3
2 1 2
3 5 4
4 2 3
5 5 6
Çözüm 5.3
Birinci iş istasyonunda zamanları ikinci iş istasyonundaki zamanlarından kısa olan işler küçükten büyüğe olacak şekilde sıralanır; P21(1)<P41(2)<P51(5).
İkinci iş istasyonunda zamanları birinci iş istasyonundaki zamanlarından kısa olan işler büyükten küçüğe olacak şekilde sıralanır; P32(4)>P12(3).
Bu işleri en kısa zamanda bitirecek iş sırası bu sıralamayı bozmadan birleştirmek suretiyle bulunur. (2,4,5,3,1) buna ait Gantt diyagramı izleyen şekilde verilmektedir.
5.2.3. Üç İş İstasyonlu Çok İşli (3xn) Sıralama Problemi Seri iş akışının olduğu üç iş istasyonlu üretim birimlerinde n adet işin statik sıralama problemi üzerinde bugüne kadar birçok çalışmalar yapılmış, ancak bazı özel durumlar dışında bu probleme en iyi çözümü bulmanın çok zor olduğu görülmüştür. Belirli şartlar sağlandığı takdirde Revize Johnson Yöntemi ile en kısa zamanda işlerin bitirilmesini sağlayacak iş
1 3 8 13
5 10 15
20
1 3 6 8 14 18
2 4 5 3
1
Zama
İş istasyonları
2 4 5 3
1
Şekil 4. 11: Johnson yöntemiyle çözümün Gantt diyagramı ile gösterimi

129
sırasının bulunması kolaydır. Bu şartlar sağlanmadığı takdirde, analitik yöntemlerle işlerin en kısa zamanda bitirilmesini sağlayacak iş sırasının bulunması zor ve zaman alıcı olabilir. Revize Johnson Yönteminin uygulanabilmesi için aşağıdaki iki şarttan birinin sağlanması gerekir. Bu şartlar;
- Birinci iş istasyonundaki işlem zamanlarının (Pi1) en küçüğünün ikinci iş istasyonundaki işlem zamanlarının (Pi2) en büyüğünden büyük ya da eşit olmasi; min (Pi1) ≥ max (Pi2)
- Üçüncü iş istasyonundaki işlem sürelerinin (Pi3) en küçüğünün ikinci iş istasyonundaki işlem sürelerinin (Pi2) en büyüğünden büyük ya da eşit olmasi; min (Pi3) ≥ max (Pi2)
Kısaca, Revize Johnson Yönteminin uygulanabilmesi için ikinci iş istasyonunun tamamen birinci veya üçüncü iş istasyonunun kontrolü altında olması gerekir. Bu şart sağlandığı zaman iki yapay iş istasyonu tanımlanır. Bunlar iş istasyonu 1’ ve iş istasyonu 2’ olup, bu iş istasyonlarındaki işlem zamanları şöyledir; Pi1’=Pi1 + Pi2
Pi2=Pi2 + Pi3
Bu tanımlamadan sonra, Johnson yöntemi, bu yeni iki yapay iş istasyonu göz önüne alınarak (2xn) sıralama probleminde olduğu biçimde uygulanır. Örnek 5.4
Dört işli, üç iş istasyonlu sıralama probleminde bütün işler önce iş istasyonu 1, sonra iş istasyonu 2, en son da iş istasyonu 3’te işlenmektedirler. İşlem süreleri izleyen tabloda verilmiştir (Lynwood ve Douglas, 1974).
İş No İş İstasyonu 1
İş İstasyonu 2
İş İstasyonu 3
1 8 2 4
2 5 4 5
3 6 1 3
4 7 3 2
Çözüm 5.4
Johnson yöntemi uygulandığında; 1) Birinci iş istasyonundaki işlem zamanı, ikinci iş istasyonundaki işlem zamanından
küçük olan iş yoktur (Birinci şart yani min (Pi1) ≥ max (Pi2)).
İş No İş İstasyonu 1’ İş İstasyonu 2’ 1 10 6
2 9 9
3 7 4
4 10 5
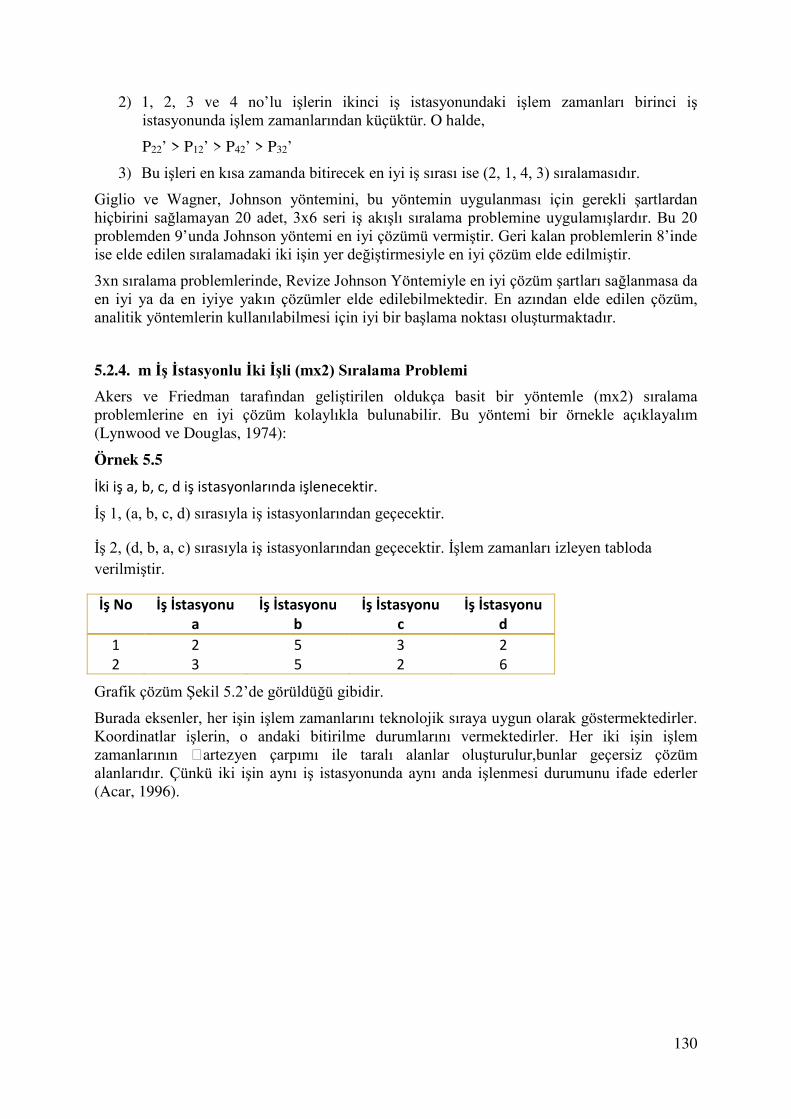
130
2) 1, 2, 3 ve 4 no’lu işlerin ikinci iş istasyonundaki işlem zamanları birinci iş istasyonunda işlem zamanlarından küçüktür. O halde,
P22’ > P12’ > P42’ > P32’
3) Bu işleri en kısa zamanda bitirecek en iyi iş sırası ise (2, 1, 4, 3) sıralamasıdır. Giglio ve Wagner, Johnson yöntemini, bu yöntemin uygulanması için gerekli şartlardan hiçbirini sağlamayan 20 adet, 3x6 seri iş akışlı sıralama problemine uygulamışlardır. Bu 20 problemden 9’unda Johnson yöntemi en iyi çözümü vermiştir. Geri kalan problemlerin 8’inde ise elde edilen sıralamadaki iki işin yer değiştirmesiyle en iyi çözüm elde edilmiştir. 3xn sıralama problemlerinde, Revize Johnson Yöntemiyle en iyi çözüm şartları sağlanmasa da en iyi ya da en iyiye yakın çözümler elde edilebilmektedir. En azından elde edilen çözüm, analitik yöntemlerin kullanılabilmesi için iyi bir başlama noktası oluşturmaktadır.
5.2.4. m İş İstasyonlu İki İşli (mx2) Sıralama Problemi Akers ve Friedman tarafından geliştirilen oldukça basit bir yöntemle (mx2) sıralama problemlerine en iyi çözüm kolaylıkla bulunabilir. Bu yöntemi bir örnekle açıklayalım (Lynwood ve Douglas, 1974):
Örnek 5.5
İki iş a, b, c, d iş istasyonlarında işlenecektir.
İş 1, (a, b, c, d) sırasıyla iş istasyonlarından geçecektir.
İş 2, (d, b, a, c) sırasıyla iş istasyonlarından geçecektir. İşlem zamanları izleyen tabloda verilmiştir.
İş No İş İstasyonu a
İş İstasyonu b
İş İstasyonu c
İş İstasyonu d
1 2 5 3 2
2 3 5 2 6
Grafik çözüm Şekil 5.2’de görüldüğü gibidir. Burada eksenler, her işin işlem zamanlarını teknolojik sıraya uygun olarak göstermektedirler. Koordinatlar işlerin, o andaki bitirilme durumlarını vermektedirler. Her iki işin işlem zamanlarının artezyen çarpımı ile taralı alanlar oluşturulur,bunlar geçersiz çözüm alanlarıdır. Çünkü iki işin aynı iş istasyonunda aynı anda işlenmesi durumunu ifade ederler (Acar, 1996).

131
Problemin çözümünde (0,0) noktasından taralı alanlardan geçmeyecek şekilde
noktasına giden bir çizgi çizilir. Çizim sırasında birinci işin yapılmasını ifade etmek için yatay, ikinci işin yapılmasını ifade etmek için dikey, her iki işin birlikte
yapılmasını ifade etmek için ise 45 eğimli çizgi kullanılır. Bu örnekte en iyi çözümü bulmak
için yatay ve dikey çizgileri en aza indirerek, her iki işin de birlikte yapılabileceği 45 eğimli çizginin kullanımı maksimize edilmelidir. Bu çizgi genelde birkaç denemeden sonra bulunur. Şekil 5.2’de (0,0) ve (12,16) noktalarını birleştiren çizgi koyu renkle gösterilmiştir.
5.2.5. m İş istasyonlu n İşli (mxn) Sıralama Problemi Seri iş akışının olduğu ve üçten fazla iş istasyonunun bulunduğu statik sıralama problemlerinde; işlerin en kısa zamanda bitirilmesini sağlayacak sıralamanın bulunmasında kesin çözümlemeler yoktur. Bu problemlerde (n!)m adet çözümün mümkün olması ve bunlardan sadece birinin verilen başarım ölçütünü optimize etmesi özellikle hesaplama açısından büyük zorluk getirir. Bu problemlerin çözümü için en iyi çözüme yaklaşan bazı yaklaşımlar geliştirilmiştir (Lynwood ve Douglas, 1974). Brooks ve White'in geliştirdiği dal – sınır (branch and bound) yöntemi özellikle basit problemlerin çözümünde iyi sonuçlar vermektedir.
Ayrıca (mxn) sıralama problemlerinin çözümü için tam sayı programlaması modelleri de geliştirilmiştir. Ancak bu modellerin çözümü hesaplama açısından oldukça zordur. Bunun yanı sıra Campbell, Dudek ve Smith'in geliştirdiği bir yaklaşım, bu tip problemlerde başarı sağlamıştır. Bu yaklaşım, (3xn) sıralama problemlerinde olduğu gibi iş zamanlarında toplamlar elde ederek Johnson algoritmasının kullanımını sağlamaktadır. Bu yaklaşımda m iş istasyonunlu bir sistemde, m-1 adet grupta iki kümeli iş zamanları elde edilmekte ve bu kümelerin her birine (2xn) Johnson yöntemi uygulanmaktadır. Bu çözümlemede n işinin iş
(12,16)
a
b
d
c
15
10
5
5 10 15
20 İş 1
İş 2
a b c d
Şekil 5. 2: Problemin grafik çözümü (Lynwood ve Douglas, 1974)

132
istasyonlarından aynı sırada geçtikleri kabul edilmektedir (Acar, 1996). Çözümlemenin genel yapısı şöyledir:
Grup Set 1 Set 2
1 t1 tm
2 t1 + t2 tm + t(m-1)
⁞ ⁞ ⁞ k t1 + t2 + … + tk tm + t(m-1)+ … + t(m+1-k)
⁞ ⁞ ⁞ m-1 t1 + t2+…+ t(m-1) t1 + t(m-1)+…+ t2
tm, işlerin m numaralı iş istasyonundaki zamanlarını küme olarak vermektedir.
Örnek 5.6
(4x6) sıralama probleminde işlem zamanları izleyen tabloda verilmiştir (Acar, 1996).
Parça İş istasyonu 1
İş istasyonu 2
İş istasyonu 3
İş istasyonu 4
a 50 43 15 4
b 89 99 95 77
c 7 47 20 98
d 8 64 12 94
e 61 19 65 14
f 1 80 66 78
Çözüm 5.6
Bu problemde adet grup elde edilebilir.
Parça Set 1
İş istasyonu 1 Set 2
İş istasyonu 4
a 50 4
b 89 77
c 7 98
d 8 94
e 61 14
f 1 78
Johnson yönteminin uygulanması sonucu en iyi sıralama (f, c, d, b, e, a) olarak bulunur.
Parça Set 1
İş istasyonu (1+2) Set 2
İş istasyonu (3+4) a 50+43=93 15+4=19
b 89+99=188 95+77=172
c 7+47=54 20+98=118
d 8+64=72 12+94=106
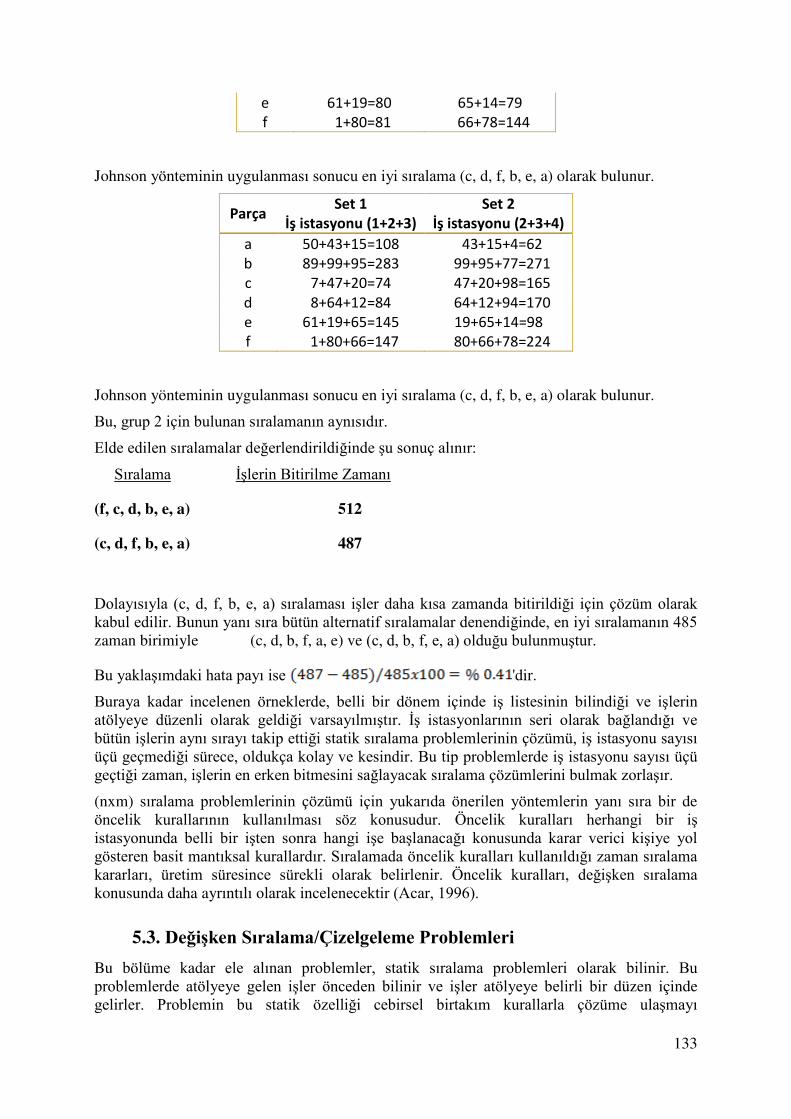
133
e 61+19=80 65+14=79
f 1+80=81 66+78=144
Johnson yönteminin uygulanması sonucu en iyi sıralama (c, d, f, b, e, a) olarak bulunur.
Parça Set 1
İş istasyonu (1+2+3) Set 2
İş istasyonu (2+3+4) a 50+43+15=108 43+15+4=62
b 89+99+95=283 99+95+77=271
c 7+47+20=74 47+20+98=165
d 8+64+12=84 64+12+94=170
e 61+19+65=145 19+65+14=98
f 1+80+66=147 80+66+78=224
Johnson yönteminin uygulanması sonucu en iyi sıralama (c, d, f, b, e, a) olarak bulunur.
Bu, grup 2 için bulunan sıralamanın aynısıdır. Elde edilen sıralamalar değerlendirildiğinde şu sonuç alınır: Sıralama İşlerin Bitirilme Zamanı
(f, c, d, b, e, a) 512
(c, d, f, b, e, a) 487
Dolayısıyla (c, d, f, b, e, a) sıralaması işler daha kısa zamanda bitirildiği için çözüm olarak kabul edilir. Bunun yanı sıra bütün alternatif sıralamalar denendiğinde, en iyi sıralamanın 485 zaman birimiyle (c, d, b, f, a, e) ve (c, d, b, f, e, a) olduğu bulunmuştur.
Bu yaklaşımdaki hata payı ise 'dir.
Buraya kadar incelenen örneklerde, belli bir dönem içinde iş listesinin bilindiği ve işlerin atölyeye düzenli olarak geldiği varsayılmıştır. İş istasyonlarının seri olarak bağlandığı ve bütün işlerin aynı sırayı takip ettiği statik sıralama problemlerinin çözümü, iş istasyonu sayısı üçü geçmediği sürece, oldukça kolay ve kesindir. Bu tip problemlerde iş istasyonu sayısı üçü geçtiği zaman, işlerin en erken bitmesini sağlayacak sıralama çözümlerini bulmak zorlaşır. (nxm) sıralama problemlerinin çözümü için yukarıda önerilen yöntemlerin yanı sıra bir de öncelik kurallarının kullanılması söz konusudur. Öncelik kuralları herhangi bir iş istasyonunda belli bir işten sonra hangi işe başlanacağı konusunda karar verici kişiye yol gösteren basit mantıksal kurallardır. Sıralamada öncelik kuralları kullanıldığı zaman sıralama kararları, üretim süresince sürekli olarak belirlenir. Öncelik kuralları, değişken sıralama konusunda daha ayrıntılı olarak incelenecektir (Acar, 1996).
5.3. Değişken Sıralama/Çizelgeleme Problemleri Bu bölüme kadar ele alınan problemler, statik sıralama problemleri olarak bilinir. Bu problemlerde atölyeye gelen işler önceden bilinir ve işler atölyeye belirli bir düzen içinde gelirler. Problemin bu statik özelliği cebirsel birtakım kurallarla çözüme ulaşmayı

134
sağlamaktadır. Ancak iş listesinin sürekli ve rastgele değiştiği dinamik (değişken) sıralama problemlerinde çözüme ulaşmak için tamamen farklı teknikler kullanmak gerekir. Bu tekniklerin esası, öncelik kurallarının kullanılmasına dayanır. Öncelik kuralları Şekil 5.3’te belirtildiği gibi sınıflandırılır (Acar, 1996):
Öncelik kuralları, işlerin özellikleri ya da sistemin durumuna göre işlere öncelik değerleri vermede kullanılır. Statik öncelik kuralları, üretim sürecinde işlerin değişmeyen özelliklerini kullanan kurallardır; bir parçanın üretimi için gerekli işlem sayısı örneklendirilebilir. Dinamik öncelik kuralları ise üretim süreci içinde değişen durumlara göre öncelik hesaplamada kullanılan kurallardır, parçanın kalan işlem süresi gibi (Acar, 1996). Öncelik kurallarını incelemeden önce değişen çizelgeleme problemlerinde kullanılan bazı yöntemleri açıklamak yararlı olacaktır. Dinamik bir atölyede çizelgeleme için kullanılabilecek en etkin ve sıkça kullanılan teknik benzetim yöntemidir. Benzetim tekniği kısaca üzerinde deneyler yapmak amacıyla kurulan sistemin bilgisayar modeli olarak tanımlanabilir. Gerçek hayattaki sisteme bütün ayrıntılarıyla benzeyen (işlerin gelişi ve bu işlerin işlem merkezleri arasındaki akışı ve benzeri açılardan) bu bilgisayar modeli üzerinde belli bir başarım ölçütünü optimize eden öncelik kuralı deneme yoluyla tespit edilir. Aynı zamanda değişik başarım ölçütlerini optimize edecek öncelik kurallarının bulunması da mümkündür. Böyle bir bilgisayar programının yardımıyla değişik çizelgeleme yöntemlerinin atölye performansı üzerindeki etkileri araştırılabilir. Bu konuda yapılmış pek çok çalışma mevcuttur. Örneğin Conway raporunda 92 öncelik kuralının birkaç başarım ölçütü üzerindeki etkilerini bütün ayrıntılarıyla incelemiştir. Yapılan bu araştırmalar sonucunda ise EKİZ (En Kısa İşlem Zamanı) kuralının birçok farklı atölye koşullarında etkin bir öncelik kuralı olduğu ortaya çıkmıştır. Bu kuralın tek iş istasyonunlu statik atölyelerde ortalama akış zamanını optimize ettiği açıktır. Yine bu kural oldukça karmaşık dinamik atölyelerde de en iyi sonuçları vermiştir. Kullanılan başarım ölçütünden bağımsız olarak EKİZ kuralının, denenmiş pek çok yöntem arasında en etkin kural olduğu kabul edilmektedir. EKİZ kuralının bu etkinliğine rağmen oldukça basit ve kolay kullanılabilir bir yöntem olması, günlük hayatın içinde de sıkça kullanılmasını sağlamıştır. Ancak bu kuralın kullanılmasına karşı bazı tepkiler olmuş ve bu yöntemle, uzun işlem zamanı alan işlerin çok fazla kuyrukta beklediği ileri sürülmüştür. Yapılan araştırmalar ise, yine bu
ÖNCELİK KURALLARI
Statik Dinami
k
Basit Basit
Kurallar
bileşimi
AğırlıklıKurallar
Diğer
Şekil 5. 3: Sıralamada öncelik kuralları

135
görüşün yanlış olduğunu ortaya çıkarmıştır. 9 iş istasyonunlu dinamik bir atölyede 8700 iş üzerinde yapılan bir çalışmada üç öncelik kuralı denenmiştir. Bunlar;
- EKİZ kuralı, - İlk Sisteme Gelen İlk İşlenir kuralı (First come, first served-FCFS),
- Bekleyen İşler Arasında Rastgele İş Seçme kuralıdır (RANDOM). Sonuçlar incelendiği zaman EKİZ kuralının, en düşük akış zamanı varyansını verdiği görülmüştür. Dinamik bir atölyede kullanılan diğer öncelik kuralları aşağıda verilmiştir: Toplam Kalan İşlem Süresi Kuralı: İşin önceliği, yapılacak operasyonların işlem sürelerinin toplamına bağlıdır. Kalan Operasyon Sayısı: İşin önceliği iş üzerinde yapılacak operasyonların sayısına eşittir (Bilindiği gibi, öncelik numarası en düşük olan iş en önce yapılmaktadır). Bu iki öncelik kuralı değişken kurallar olup her iş için sürekli olarak kalan işlem sürelerinin ve operasyon sayılarının hesaplanmasını gerektirmektedir. Böyle bir sistem için atölyede oldukça etkin bir iletişim sisteminin kurulmasına ihtiyaç vardır. Bazı atölyelerde önemli bir gösterge de işlerin önceden belirlenmiş olan teslim tarihleridir. Bu ölçütle ilgili olarak geliştirilmiş öncelik kuralları aşağıda verilmiştir: Teslim Tarihi Kuralı: İşin önceliği teslim tarihine bağlıdır (Teslim tarihi en yakın olan iş önce yapılır). En Az Kalan Boş Süre Kuralı: İşin önceliği teslim tarihinden, kalan işlem süresinin çıkarılmasına eşittir. En Az Kalan Boş Süre/Kalan Operasyonlar Kuralı: İşin önceliği kalan boş sürenin kalan operasyonlar sayısına bölünmesiyle elde edilir. Bu kural ortalama gecikmenin minimize edilmesi açısından oldukça etkindir. Ortalama gecikmenin en aza indirgenmesi konusunda EKİZ kuralı da iyi sonuçlar vermektedir. Özellikle iş istasyonu kullanımının yüksek olduğu (örneğin %90 ve üstü) hallerde bu kural yine en iyi sonucu sağlamaktadır.
5.4. Hat Dengeleme
Hat dengeleme doğrudan bir planlama kararı olmamakla birlikte tüm organizasyon içinde herhangi bir aşamada tartışılması gerekli olan bir karar sürecidir. Ürünlerin geneli birçok parçadan oluşur. Bu parçaların da diğer parçaların birleştirilmesinden oluştuğu durumlar çok yaygındır. Örneğin bir elektronik gereç çeşitli küçük elemanların monte edilmesiyle ortaya çıkmaktadır. Endüstrileşmenin ilk yıllarında toplam işin

136
elemanlarına ayrılması ve bu parçaların ayrı ayrı işçiler tarafından yapılması halinde ürünün daha hızlı ve daha ucuz üretilebileceği belirlenmiştir. Bundan dolayı ürün belli bir hat üzerinde bulunan iş istasyonlarında ilerlerken oluşur. Bu istasyonlarda bulunan işçiler de ürün önlerinden geçerken iş elemanlarıyla ilgili belirlenmiş bir iş grubunu yerine getirirler. Bu süreçte her montaj istasyonundaki montajcıya veya montaj grubuna çok az boş zaman bırakılacak veya hiç boş zaman bırakılmayacak şekilde işlemlerin atanması planlanmalıdır. İş ögelerinin iş duraklarına atanmasına montaj hattı dengelemesi veya kısaca hat dengeleme denir.
Montaj hattı dengelemenin amaçları şu başlıklarla ifade edilebilir: 1) İstasyonlardaki boş zamanları veya dengeleme kayıplarını en aza indirmek, 2) İş istasyonları –montaj noktası - durak sayısını en aza indirmek, 3) Dengeleme kayıplarını iş istasyonları arasında dağıtıp yaymak, 4) Çok dar zamanlar ile sınırları zorlamaktan kaçınmak.
Hat dengeleme ihtiyacının ortaya çıkış nedeni, bir işin kolayca eşit iş elemanlarına ayrılamaması, ayrılsa bile ayrılan elemanların araç gereç ve iş gücü üretim kapasitesi açısından birbirlerine eşit olamamasıdır. Bu nedenle iş ögelerini gruplandırıp bir iş istasyonuna atamak gerekmektedir.
İş Elemanı (modül veya iş ögesi): Montajcılar arasında gereksiz karışıklıklara neden olmadan iki veya daha fazla işçi arasında pay edilmesi olanaksız iş birimidir. Kısaca toplam işin kaç aşamada ve hangi aşamalarda tamamlanacağını belirleyen, işi yeterli ve anlamlı şekilde en küçük parçalara bölme sonucu ortaya çıkan birimler veya yapılacak işlemlerdir. İşlem: Bir iş istasyonuna atanan iş ögeleri, iş elemanları, iş parçaları, modüllerdir. İş İstasyonu: Montaj hattı üzerinde tanımlanmış belirli bir işin yapıldığı yerdir. Genellikle iş istasyonu bir montajcı tarafından çalışılan yer olarak düşünülür. Her istasyonda genellikle bir işçinin/çalışma grubunun işlem yapabilmesi için gerekli araçlar ve malzemeler bulunur veya bulunduğu varsayılır. Çevrim Zamanı-Döngü Süresi (Cycle time): Bir iş istasyonunda yapılması gereken işlemlerin tamamlanabilmesi için ürünün o istasyonda kalabileceği en uzun süredir (ya da bir iş istasyonunda işçinin/işçilerin belirlenmiş işlemleri tamamlaması için kendisine/lerine verilen süredir).
Denge Gecikmesi: İş istasyonlarının montaj/üretim hattına dengesiz dağılımından kaynaklanan boş süreyi tanımlar. Bir işletmede yalnız bir tane montaj hattı olabildiği gibi birbirinden farklı ya da benzer birden fazla montaj hatları da olabilir. Aynı ürün için birkaç benzer montaj hattı oluşturulabilirken aynı montaj hattında yapılacak bazı değişikliklerle birçok farklılaştırılmış ürünün üretilmesi de mümkündür. Bu durumlarda yapılan her değişikliğin de kendi hat dengeleme sorununu birlikte getirdiği unutulmamalıdır. Örneğin bir bantın (conveyer) sabit iş istasyonlarının önünden sabit bir hızla geçtiğini varsayalım. Bu hatta ait şematik gösterim de izleyen şekilde gösterilsin (Farklı tip montaj hatlarının da olduğu veya oluşturabileceği göz ardı edilmemelidir. Ancak bu hatlarda dengeleme yapıları farklılıklar gösterebilir). Hattın iki yanında iş istasyonları düzenlemek olanaklıdır. Ancak hattın tek bir yanında iş istasyonları olduğunu varsayarak dengelemeyle ilgili kavramları daha kolay inceleyip geliştirebiliriz. Kavramsal olarak da montajın gereksinim duyduğu bileşkelerin/parçaların iş istasyonları karşısından üretim sürecine aktığını varsayalım.

137
Satın alınmış parça vemalzemeler stoğu
İşlenmiş ve satın alınmış parçaların altmontajları stoğu
İmalat
Belirli hızla hareket eden taşıyıcı Tamamlanmışürün envanteri
. . .İş İst. 1 İş İst. 2 İş İst. 3 İş İst. n
Şekil 5. 4: Bir montaj hattının çalışma yapısı (Mize vd., 1984)
Örnek 5.7
İş elemanı ve iş süreleri tabloda verilen çeşitli parçaların birleştirilip monte edilmesiyle elde edilen bir ürün düşünülsün. Burada montaj görevinin 10 temel iş elemanına parçalandığını ve bunlara ait sürelerin farklılıklar gösterdiği izlenebilir (Mize vd., 1984 ).
Tablo 5. 1: Örnek işe ait iş elemanları ve işlem süreleri
İş Elemanı 1 2 3 4 5 6 7 8 9 10
İşlem Süresi 5 10 5 2 7 5 10 2 5 7
İş elemanlarından bir veya birkaçının bir araya getirilmesinden bir işlem oluşturulabilir. Böylece bir işlem için bir iş istasyonu kurulmuş olur. Esas amaç, iş elemanlarını her bir iş istasyonunda eşit miktarda iş yapımını sağlayacak şekilde gruplara ayırmaktır. Bu düzenlemede her bir iş elemanı işlemlerin tamamlanması için bir iş istasyonunda ne kadar süre duracaktır?
Çözüm 5.7
Örnekte bu en az 10 dakika olacaktır, çünkü 2 ve 7 nolu iş elemanlarının işlenebilmeleri için en az 10 dakikaya gereksinimleri vardır, bu da minimum çevrim süresidir. Bilindiği gibi bir iş elemanı daha küçük iş parçalarına bölünemez ve bu nedenle tamamen bir iş istasyonunda yapılma zorunluluğu oluşur. Maksimum çevrim zamanı, işlem sürelerinin toplamı olabilir. Örnekte bu süre 58 dakikadır. Eğer bütün elemanlar yalnız bir iş istasyonunda tek bir işlem olarak uygulansaydı çevrim zamanı bu olurdu. Tüm elemanları tek bir operasyona dahil etmek genellikle mümkün olmadığından maksimum çevrim zamanı hat dengelemede seyrek kullanılır. Bu durum belki alt montaj işlemleri için değerlendirilebilir. Pratik bazı nedenlerle seçebileceğimiz geçerli olabilecek çevrim zamanı için kısıtlar oluşur. Örneğin bir montajcının birbirinden farklı iş elemanını yapabilme yeteneği sınırlıdır ve bu da

138
bir iş istasyonuna atayabileceğimiz eleman sayısını sınırlayacaktır. Ayrıca üretim hattında monte edilecek parçaların hareket ettirilmesinde pratik güçlükler de vardır. Örneğin bir otomobilin bütün parçalarını bir iş istasyonuna toplama hemen hemen imkansızdır. Çevrim zamanını belirleyici olan temel faktör gerek duyulan üretim hızıdır. Örnekte gösterilen iş elemanlarını 10 dakikalık bir çevrim zamanı kullanarak işlemler şeklinde gruplandırıldığı varsayılsın. Bu 10 iş elemanı herhangi bir kısıtlama olmaksızın istenilen şekilde gruplandırabileceği düşünülsün. Elemanların işlem süreleri toplamı 58 dakika olduğu için, 10 dakikalık çevrim zamanı varsayımı ile en az 6 iş istasyonuna ihtiyaç olacaktır. Genellikle olanaklı iş istasyonu sayısı, toplam işlem süresinin çevrim zamanına bölünmesiyle elde edilir. Bu bölme işleminde meydana çıkan kesirler her zaman bir tam sayıya çevrilir. Daha sonra 10 iş elemanı hiçbir işlemin 10 dakikalık çevrim zamanını aşmayacağı şekilde gruplandırılır. İşlerin gruplanmasında pek çok çözüm oluşturulabilir ancak bunlardan bir ya da bir kaçı en iyi çözümü verir. Bu en iyi çözümlerden birisi izleyen tabloda verilmektedir.
İşlemler İş Elemanları İşlem Süreleri Toplamları 1 2 10
2 7 10
3 1,3 10
4 6,9 10
5 4,5 9
6 8,10 9
Toplam 58
Eğer 10 dakikalık bir çevrim süresi yerine 15 dakikalık bir çevrim süresi tercih edilseydi, adet iş istasyonuna ihtiyaç duyulacak ve bu duruma uygun herhangi bir
kısıtlamanın (örneğin bir iş elemanının diğer bir iş elemanından daha önce yapılma zorunluluğu gibi bir durum) olmadığı düşünülürse, örnek çözüm şu şekilde oluşturulabilir;
İşlemler İş Elemanları İşlem Süreleri Toplamları
1 8,9 15
2 3,7 15
3 5,10 14
4 4,6,8,9 14
Toplam 58
Farklı çevrim zamanları için farklı çözümler oluşturulabilir. Ancak gerçek uygulamalarda bir iş elemanının diğer bir iş elemanından daha önce yapılma zorunluluğu çok yaygındır. Bu durumda problemin ifadesinde ve çözüm yaklaşımında değişikliğe ihtiyaç duyulur.
Bu kısıta sahip problemin çözümüne ait yaklaşımlardan birisi izleyen örnek çerçevesinde anlatılıp açıklanacaktır.

139
Bu yaklaşım En Büyük Aday Kuralı olarak ifade edilmektedir ve öncelikle çevrim zamanına ihtiyaç duyan bir yaklaşımdır. Eğer çevrim zamanı belirtilmediyse en yüksek süreye ihtiyaç gösteren iş elemanı çevrim zamanı olarak dikkate alınabilir. Bu örnekte olduğu gibi bazı durumlarda öncelikler ok diyagramı ile verilebilir. Örnek 5.8
Aşağıdaki grafikte işlemlere ayrılmış ve öncelikleri belirtilmiş olan üründen bir vardiyada 400 adet istenmektedir ve vardiyada etkin zaman 400 dakikadır. Bu durumda hattı en büyük aday yaklaşımına göre dengeleyiniz (Sule, 1988).
1
5
3
4
2
8
7
6
10
9 11
0.22
0.70
0.38
0.42
0.48
0.52
0.63
0.12
0.80
0.700.34
Şekil 5. 5: Öncelikler ve işlemlerin ifade edildiği işlemlerin ok diyagramı ile gösterilmesi Çözüm 5.8
Bir dakikanın 100 zaman birimiyle ifade edildiği varsayılmakta ve işlemlerin zaman ihtiyaçları buna göre ifade edilmektedir.
Çevrim zamanı 400 dakika / 400 adet 1 dakika/adet
İlk olarak diyagramdaki bilgiler özetlenmek için tablo formunda ifade edilirse;
İşlem Zaman Öncelikli İşlemler
1 0.22 -
2 0.70 1
3 0.42 1
4 0.38 1,3
5 0.48 2,3
6 0.12 5
7 0.63 3,5
8 0.52 4
9 0.34 6,7
10 0.80 7,8
11 0.70 9,10
İkinci aşamada işler en büyük zaman gerektiren iş elemanından itibaren sıraya sokulup tekrar düzenlenirler.
İşlem Zaman Öncelikli İşlemler
10 0.80 7,8
11 0.70 9,10
2 0.70 1
7 0.63 3,5

140
8 0.52 4
5 0.48 2,3
3 0.42 1
4 0.38 1,3
9 0.34 6,7
1 0.22 -
6 0.12 5
Üçüncü aşamada, düzenlenen tablodaki öncelikler ve kümülatif toplamlar dikkate alınarak her bir iş öğesi kendinden daha önce yapılması gereken işleri tamamlar ve öğeler toplam çevrim zamanını aşmayacak şekilde gruplandırılır ve iş istasyonları oluşturulur.
İstasyon İşlem Zaman Toplam Zaman
1
1 0.22 0.22
2 0.70 0.92
2
3 0.42 0.42
5 0.48 0.90
3 7 0.63 0.63
6 0.12 0.75
4 4 0.38 0.38
8 0.52 0.90
5 10 0.80 0.80
6 9 0.34 0.34
7 11 0.70 0.70
Bu düzenlemenin verimliliği değerlendirilmek istenirse en yüksek kapasitede kullanılan istasyon 0.92 zaman birimiyle çalışmaktadır.
5.5. Proje Değerlendirme
Projeler hedeflerine istenilen zamanda ve ayrılan bütçe içerisinde ulaşabilmesi için başarılı bir yönetime ihtiyaç duyarlar. Projelerin yönetimi aşağıda sıralanan bazı proje planlama teknikleri sayesinde gerçekleşebilir. Önemli ve çok bilinen bu teknikler arasında PERT (Program Evaluation and Review Technique – Proje Değerlendirme ve Gözden Geçirme Tekniği), CPM (Critical Path Method – Kritik Yol Metodu) ve Gantt diyagramları yer alır. Ayrıca Öncelik Diyagramları, GERT (Graphical Evaluation and Review Technique-Grafik Değerlendirme ve Gözden Geçirme Tekniği) ve Kritik Kaynaklar Diyagramı gibi teknikler de önerilenler arasında yer almaktadır (Meredith ve Mantel, 2000).
Programlama (Scheduling) bir proje eylem planının zaman çizelgesine aktarılmış halidir. Kontrolü ve izlenmesi sayesinde işletme yönetiminin en önemli araçlarından biri olup, projelerin belirlenen amaçlar doğrultusunda gerçekleşmesi olanağı sağlar.
Tüm programlama tekniklerinin yaklaşımı projedeki görevlerin bir ağ sistemine dayandırılıp olaylar arasındaki ilişkiyi ve iş akışlarını grafiksel düzeyde göstermektir. Burada önemli olan
141
tüm görevlerin süreleriyle birlikte öncelik bakımından sıralanmış olmasıdır. Oluşturulacak bu tür ağlar planlama ve kontrol açısından güçlü bir araç olup, bazı faydaları şöyledir (Meredith ve Mantel, 2000);
- Projenin programlanması, planlanması, takip edilmesi ve kontrol altında olmasını sağlayan tutarlı bir taslaktır,
- Tüm görevlerin, iş elemanlarının ve iş paketlerinin arasındaki ilişkileri gösterir,
- Belirlenmiş kaynakların hangi görevde ve ne zaman çalışacağını gösterir,
- Beklenen proje bitim tarihini saptar,
- Projedeki kritik faaliyetleri teşhis eder; böylece projedeki herkes bu işin gecikmesi durumunda proje bitiş tarihinin de gecikmesi anlamına geldiğini bilir,
- Ayrıca görevlerin serbestlik süresi ve gecikme miktarı hakkında da fikir verir; yani
işlerin belirli bir süre içinde gerçekleştirilmemiş olması cezai bir durum yaratmadığı gibi, sıkışıklık durumunda bu kaynaklar acil ve önemli kaynaklara aktarılabilir,
- Görevlerin hangi tarihte başlayacağını gösterir,
- Kaynak ve zaman çatışmasını önlemek için hangi görevlerin koordineli çalışması gerektiğini tanımlar.
5.5.1. Ağ Teknikleri: PERT ve CPM Proje Yönetiminde daha çok ağ teknikleri kullanılıp en temel yöntemler PERT ve CPM’dir. Aslında her iki teknikte de kullanılan prosedürler birbirleri ile benzerlik gösterirler. İki teknik arasındaki temel fark; PERT her bir görev için zaman tahmininde bulunurken; CPM, görev zamanlarının deterministik varsayımından yola çıkar ve projenin hem zaman hem de maliyet açısından kontrolünü elinde tutar. CPM’de proje bitiş tarihini öne çekmek için görevler ekstra bir maliyetle hızlandırılabilir (expedited). Her iki teknikte de kritik yol (critical path) vardır, bundaki amaç proje açısından önemli olan kritik faaliyetleri göstererek projenin tamamlanmasında herhangi bir gecikme olmasını önlemek ayrıca gecikilmesi halinde tüm
projenin süresini etkilemeyecek olan yani “kritik olmayan” görevlerin serbestlik süresi ve geciktirme süreleri hakkında bilgi vermesidir.
GERT ise PERT/CPM’den geliştirilmiş en geniş kapsamlı yöntemdir. GERT, akış grafik teorisi, olasılıklı ağlar, PERT, CPM ve tek çatılı tüm karar ağaçları modellerinin birleşmesinden oluşur.
Tablo 5. 2: GERT-PERt ve CPM'in Karşılaştırılması
GERT PERT VE CPM - Görevler olasılıklıdır - Görevler deterministiktir. - Görev süreleri
tahminlemeleri için farklı olasılık dağılımları kullanılır
- Görev süreleri
tahminlemeleri için sadece beta dağılımı kullanılır

142
- Görev okları esnektir - Görev okları esnek değildir. - Önceki olaylara geri dönüş
yapılabilir
- Geriye gidiş yoktur
- Kontrol aracı olarak kullanılması zordur
- Kontrol için kullanmak kolaydır
- Zaman, maliyet güvenilirlik etkenleri oklar ile gösterilebilir
- Oklar sadece zamanı temsil eder
Görev (iş/ faaliyet/ aktivite): Projenin yapılması için ihtiyaç duyulan ve kaynak aktarılan görev veya görevlerdir.
Olay (Durum): Bir veya birden fazla faaliyetin bitmesinde oluşan durumdur. Belirli bir görev ya da aktivitenin başlangıç ya da bitişini gösterir.
Ağ (Şebeke): Projedeki tüm faaliyet (oklarla gösterilir) ve olayların (dairelerle gösterilir) kombinasyonu olup, görevlerin öncelik ilişkisini gösterir. Ağlar genellikle işlem akışına göre soldan sağa çizilir. Bir olayın başarılması için ondan önce gelen tüm görevler bitmiş olmalıdır. Bunlara öncelikli görev (predecessors) denir.
Yol: Bir ağdaki herhangi iki olay arasında oluşan birleşmiş görevler .
Kritik: Gecikmesi halinde projenin bitişini de geciktirebilecek faaliyet, durum ya da yol. Bir projenin kritik yolu projenin başlangıç durumundan bitiş durumuna getiren kritik faaliyetler sürecidir.
Bir proje planını ağa dönüştürmek için bilinmesi gereken iki önemli husus vardır; proje için gerekli tüm görevlerin tanımlanması ve her bir görevin öncesi ve takipçisi olan faaliyetleri belirlemek.
Bir görev (faaliyet/iş/aktivite) üç türde karşımıza çıkabilir; (1) takipçisi olup öncelikli görevi olmayan, (2) öncelikli görevi olup takipçisi olmayan, (3) hem takipçisi hem de öncelikli görevi olan. Birinci tip görev ağı başlatır, üçüncüsü ağın devamını sağlarken ikincisi ise ağı sonlandırır.
Daha iyi anlamak için aşağıdaki grafik incelenebilir. Daireler olayları, oklar ise görevleri temsil etmektedir (Meredith ve Mantel, 2000).
1. Tür 3. Tür 2. Tür
Başlama Devam Bitiş
Bir ağ oluşturabilmek için eylem planına ihtiyaç duyarız. Yapılması gereken tüm görevlerin sıralandığı, görevlerin bitmesi için gerekli sürelerin tanımlandığı, öncelikli işler ve kaynakların belirtildiği taslaklar eylem planını oluşturur.
Örnek 5.9

143
İzleyen tablodaki eylem planına göre bir ağ sistemi kurunuz.
Çözüm 5.9
1
2
3
a
bBaşlangıç
1 numaralı olayın başlangıç olay olduğunu kabul edelim. Eylem planına göre a ve b
görevlerinin öncelikli görevleri yok, yani kendisinden önce bitmesi gereken bir görev tanımı yok. Bu yüzden her iki görev de 1 numaralı olayla başlayıp a görevi 2., b ise 3.
olayla devam eder.
1
2
3
a
bBaşlangıç
5
6
4c
d
e
Görev c, a görevinden sonra gelirken; d ve e görevleri b’yi takip ediyor. Bunları da ağ sistemimize eklersek yukarıdaki gibi bir sonuç çıkar. Dikkat edilmesi gereken husus her olayın görev sırasına göre soldan sağa doğru ilerliyor olmasıdır.
Eylem planından gördüğümüz gibi f görevi hem c hem de d görevlerini takip ediyor, ve bunu
ağ sistemimizde göstermemiz gerekli. f görevinin gerçekleşebilmesi için öncelikli görevleri olan c ve d aktiviteleri bittiğinde f işinin başlayacağını gösteren sadece bir olaya ihtiyaç var. Şebeke tekrar revize edilirse aşağıdaki sistem kurulur;
Görevler Öncelikli İş Zaman
a -- 5 gün
b -- 4 gün
c a 6 gün
d b 2 gün
e b 5 gün
f c, d 8 gün
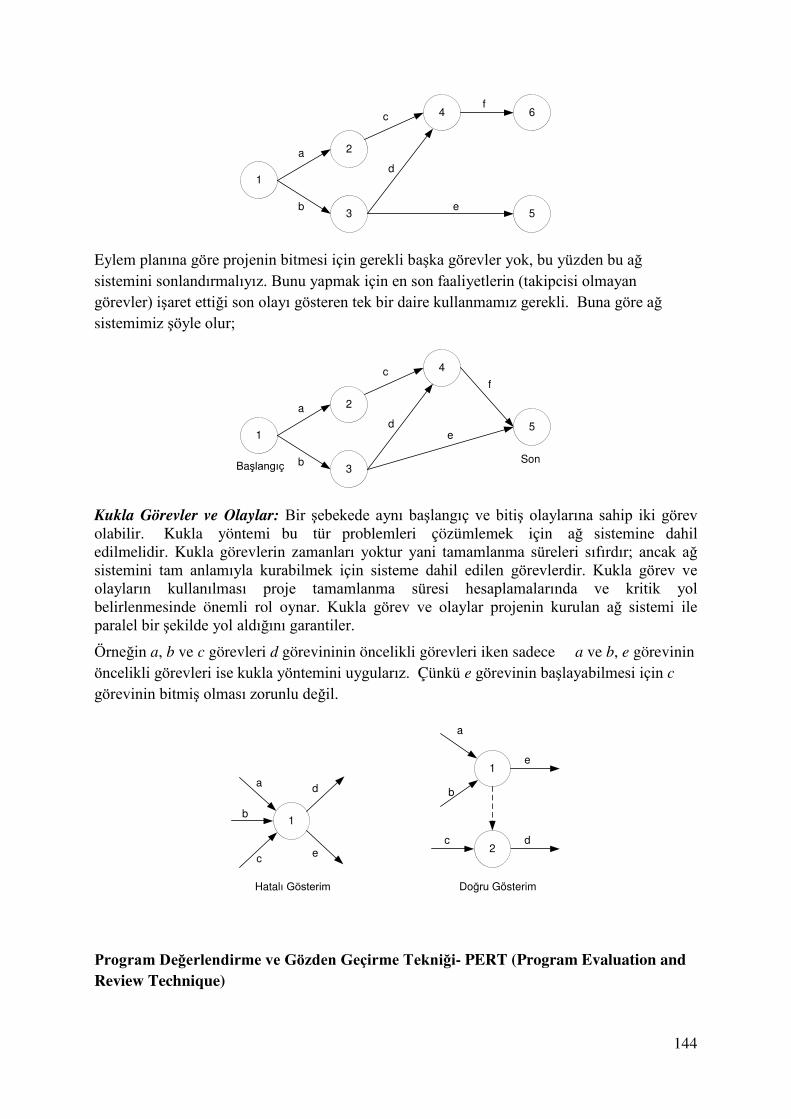
144
1
2
3
a
b
4c
d
e
6
5
f
Eylem planına göre projenin bitmesi için gerekli başka görevler yok, bu yüzden bu ağ sistemini sonlandırmalıyız. Bunu yapmak için en son faaliyetlerin (takipcisi olmayan görevler) işaret ettiği son olayı gösteren tek bir daire kullanmamız gerekli. Buna göre ağ sistemimiz şöyle olur;
1
2
3
a
b
4c
de
5
f
Başlangıç Son
Kukla Görevler ve Olaylar: Bir şebekede aynı başlangıç ve bitiş olaylarına sahip iki görev olabilir. Kukla yöntemi bu tür problemleri çözümlemek için ağ sistemine dahil edilmelidir. Kukla görevlerin zamanları yoktur yani tamamlanma süreleri sıfırdır; ancak ağ sistemini tam anlamıyla kurabilmek için sisteme dahil edilen görevlerdir. Kukla görev ve olayların kullanılması proje tamamlanma süresi hesaplamalarında ve kritik yol belirlenmesinde önemli rol oynar. Kukla görev ve olaylar projenin kurulan ağ sistemi ile paralel bir şekilde yol aldığını garantiler. Örneğin a, b ve c görevleri d görevininin öncelikli görevleri iken sadece a ve b, e görevinin
öncelikli görevleri ise kukla yöntemini uygularız. Çünkü e görevinin başlayabilmesi için c
görevinin bitmiş olması zorunlu değil.
1
a
b
c
d
e
Hatalı Gösterim
1
a
b
c d
e
2
Doğru Gösterim
Program Değerlendirme ve Gözden Geçirme Tekniği- PERT (Program Evaluation and Review Technique)

145
PERT’te projedeki belirsizlikle başa çıkmaya çalışmak için bazı istatistiksel yöntemler kullanılarak üç süre tahmini yapılmaktadır. Bu süreler, en iyimser (a), en kötümser (b) ve en olası (m) sürelerdir. Bu üç değer sayesinde beklenen zaman şu formülle hesaplanır;
Beklenen zaman:
Varyans: 2
Standart sapma:
PERT’teki çözüm tekniğinin hedefi her görev süresinin ortalaması, varyansı ve projenin istatistiksel dağılımını bulmaktır. Bu yöntemde görevlerin beklenen zaman (μ) hesaplanmasında Beta dağılımı kullanılır.
Örnek 5.10:
Aşağıda verilen proje eylem zamanları ve öncelikli görevlere göre ağ sistemini kurunuz ve kritik yol ile zamanları hesaplayınız.
Görevler En İyimser
Süre (a) En Olası Süre (m)
En Kötümser Süre (b)
Öncelikli Görevler
a 10 22 22 ---
b 20 20 20 ---
c 4 10 16 ---
d 2 14 32 a
e 8 8 20 b,c
f 8 14 20 b,c
g 4 4 4 b,c
h 2 12 16 c
i 6 16 38 g,h
j 2 8 14 d,e
Çözüm 5.10:
İlk olarak, ağ sistemini çizmek için öncelikli görevi olmayan aktiviteleri bulmalıyız. Bunlar a,
b ve c görevleri; yani başlangıç olayından çıkacak görevler bu üçü olacaktır.
Daha sonra a, b ve c görevlerinin bitmiş olmasına bağlı görevler tayin edilir. d görevi a’nın bitmiş olmasına; e, f ve g görevleri ise b ve c görevlerinin bitmesine bağlıdır. Ayrıca burada kukla bir göreve de ihtiyaç duyulur.
h görevi yalnızca c görevinin bitmesiyle başlayabilecekken i görevi g ve h görevlerinin
birlikte bitmiş olmasına bağlıdır. Benzer olarak j görevi d ve e görevlerinin sonlanmasıyla başlayacaktır.
f, i ve j görevlerinden başka tamamlanacak görev kalmadığı için bunlar son görevler olup bitiş olayına bağlanacak görevlerdir. Bu şartlara göre oluşacak ağ sistemi izleyen şekildeki gibi olur;

146
1
2
a
3
4
6
5
7b
c
d
e
f
g
h
i
j
Ağ sistemi kurulduktan sonra zaman hesaplamaları yapılır. Daha önceden verilen 3 formül ile beklenen zaman, varyans ve standart sapma hesaplanıp izleyen tablo oluşturulur;
Bu hesaplamalardan sonra kritik yol ve zaman hesaplamaları yapabiliriz. Uygunluk açısından süreleri gün olarak alırsak, bu projenin bitmesi kaç gün sürer?
Eğer projeyi sıfırıncı gün başlatırsak; a, b ve c görevlerinin öncelikli görevleri olmadığı için bu görevler sıfırıncı gün başlar. Bu durumda 2. olaya 20 gün içinde, 3. olaya 20 gün
içinde ve 4. olaya 10 gün içinde ulaşırız. Bunlar da En Erken Bitiş Zamanı – EEBZ (Earliest
Finish Time) olarak adlandırılmıştır, çünkü bunlar olayın olabilmesi için gerekli en kısa zamandır. Örneğin d görevi 2. olay bitmeden olamaz, bu da demek oluyor ki olay 2 bitmeden
d ile ilgili hiç bir görev yapılamaz. Ayrıca aşağıdaki şekilde beklenen görev zamanı ve varyansı her görev okunun altında parantez içinde gösterilmiştir.
Beklenen Zaman Varyans St. Sapma
Görevler Beklenen Zaman (μ)
Varyans (σ2)
Standart Sapma (σ)
a 20 4.0 2.00
b 20 0.0 0
c 10 4.0 2.00
d 15 25.0 5.00
e 10 4.0 2.00
f 14 4.0 2.00
g 4 0.0 0
h 11 5.4 2.32
i 18 28.4 5.33
j 8 4.0 2.00

147
1
2
a
3
4
6
5
7b
c
d
e
f
g
h
i
j
EEBZ=0
EEBZ=20
EEBZ=20
EEBZ=10
EEBZ=35
EEBZ=24
EEBZ=Kritik Süre=43(20,4)
(20,0)
(10,4)
(15,25)
(10,4)
(4,0)
(11.5,4)
(8,4)
(18.28,4)
(14,4)
Kritik Yol ve Zaman Hesaplamaları: Ağ sistemini planladıktan sonra kritik yol belirlenip, projenin kaç günde biteceği hesaplanır. Eylem planına göre 3. olay hem b hem de c ve kukla
görevlerinin bitmesine bağlıdır (ağ sisteminde projenin bitiş süresini etkilemediğinden kukla eyleme ne kaynak ne de zaman ataması yapılır). Kendinden önceki işler bitmeden başlayamayan olay 3’ün EEBZ’si kendinden önce gelen işler toplamının en uzun zamanlısı olacaktır. Bu da 1. olaydan başlayıp 3. olaya kadar b görevinin bitiş (20 gün), c ve kukla
eylemlerinin bitiş (10+0=10 gün) süreleri içerisindeki maksimum zamandır. Sonuç olarak 3. olay için en erken başlama zamanı 20. gün olur.
6’ncı olay’ın öncelikli işleri d ve e’dir. d görevi 20 günden önce başlayamazken bu işin bitmesi için gerekli süre 15 gündür. Yani proje başlangıcı sıfır seçildiğinde olay 6’nın bitmesi 35. güne rastgelir. Aynı şekilde e görevi de 20 günden önce başlayamaz ve bu işin bitmesi için gerekli süre 10 gün, yani 6. olayın bitmesi proje başlangıcından itibaren 30 günlük bir
sürede olur. Maksimum zaman 35 gün olduğundan 6. olay için EEBZ 35 gün tayin edilir.
Olay 5 için EEBZ 24 gün, ve bitiş olayı olan 7. olay ise EEBZ 43 gün bulunur.
Başlangıç olayı 1’den bitiş olayı 7’ye ulaşan sekiz tane yol vardır. Bunlar ve bunların süreleri aşağıdaki tabloda verilmiştir.
adj : 20+15+8 43 gün chi : 10+11+18 39 gün
bej : 20+10+8 38 gün ckuklaej : 10+0+10+8 28 gün
bf : 20+14 34 gün ckuklaf : 10+0+14 24 gün
bgi : 20+4+18 39 gün ckuklagi : 10+0+4+18 32 gün
Bu yollardan maksimum süreye sahip yol adj yolu olup 43 günlük bir süreyi
kapsamaktadır. Bu da demek oluyor ki 43 gün planlanan ağ sisteminin tamamlanabilmesi için

148
gerekli olan en kısa süre. Buna kritik zaman denirken, adj ise ağ sisteminin kritik
yoludur.
Serbestlik: Proje yöneticisinin üstünde düşünmesi gereken bir başka konu proje bitiş tarihini
geciktirmeden bir görevi ne kadar geciktirebileceğini yani en geç başlayabilme zamanlarını hesaplamaktır. Örneğin i görevi olay 5 oluşmadan başlayamaz. EEBZ5 24 gün olduğundan i
görevi 24. günden önce başlayamaz. Kritik zaman 43 gün ve i görevi 18 günlük bir iş. Bu durumda projenin tam zamanında bitmesini sağlamak için i işi 25. günden sonra başlamamalı; 43-18 25. En geç başlama zamanı (EGBZ) 25. gün olur aynı şekilde i görevine
bağlı olan 5. olay için de en geç gerçekleşme zamanı 25. gün olmalıdır. Bu durumda;
i görevi için serbestlik süresi gün olur
f görevi için; EEBZ= 20, olur ve
gün’dür. İzleyen tablolarda hem görevler hem de olaylar için serbestlik hesaplamaları yapılmıştır;
Görevler EGBZ EEBZ Serbestlik
Olaylar EGBZ EEBZ Serbestlik
a 0 0 0
1 0 0 0
b 1 0 1
2 20 20 0
c 4 0 4
3 21 20 1
d 20 20 0
4 14 10 4
e 25 20 5
5 25 24 1
f 29 20 9
6 35 35 0
g 21 20 1
7 43 43 0
h 14 10 4
i 25 24 1
j 35 35 0
Proje Bitiş Süresindeki Belirsizlik: Proje tamamlanma tarihleri belirlenirken proje yöneticisi
görev sürelerini en iyimser ve en kötümser şekilde düşünerek risk seviyeleri belirler. Örneğin proje yöneticisinin projeyi 50. günde teslim etme olasılığını hesaplarsak;
Kritik yolu adj olan projede her üç görev için varyanslar önceki aşamalarda 4, 25 ve 4 olarak hesaplanmıştı. PERT’te her faaliyet birbirinden bağımsız kabul edilir ve kritik yol için varyanslar ard arda toplanarak toplam varyans 33 hesaplanır.
istenen proje tamamlanma zamanı:
projenin kritik süresi:
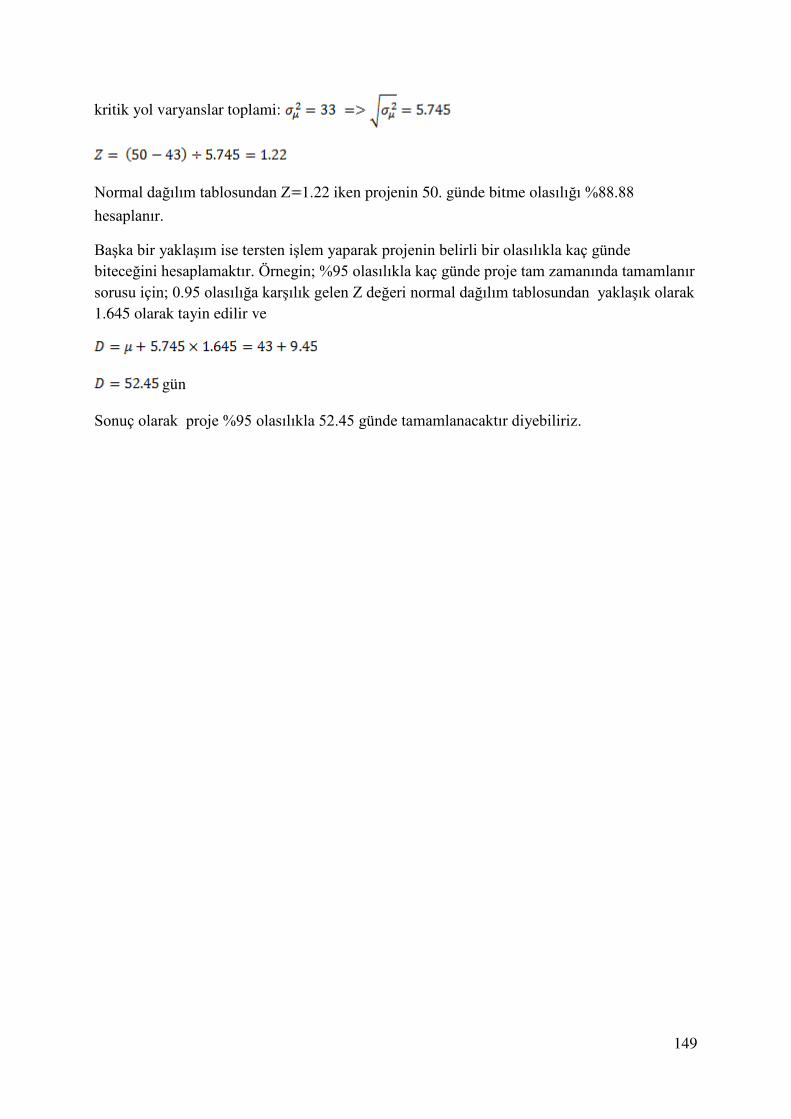
149
kritik yol varyanslar toplami:
Normal dağılım tablosundan Z 1.22 iken projenin 50. günde bitme olasılığı %88.88 hesaplanır.
Başka bir yaklaşım ise tersten işlem yaparak projenin belirli bir olasılıkla kaç günde biteceğini hesaplamaktır. Örnegin; %95 olasılıkla kaç günde proje tam zamanında tamamlanır sorusu için; 0.95 olasılığa karşılık gelen Z değeri normal dağılım tablosundan yaklaşık olarak 1.645 olarak tayin edilir ve
gün
Sonuç olarak proje %95 olasılıkla 52.45 günde tamamlanacaktır diyebiliriz.

150
Bölüm Çalışma Soruları
1. Aşağıda faaliyet bilgileri verilen projenin şebeke diyagramını çiziniz ve projenin en erken bitirilme zamanını bulunuz.
Faaliyet Önce gelen
faaliyet Faaliyet
süresi (gün) A - 2
B A 3
C A 4
D A 5
E B 6
F C,D 3
G D 4
H B 7
I E,F,G 2
J G 3
2. Şebeke diyagramı için verileri tabloda belirtilen projenin Gantt diyagramını yorumlayınız. Her bir faaliyet için en erken başlama ve en geç bitirme zamanlarını tablo ile gösteriniz. Gantt ve şebeke diyagramı arasındaki ilişkileri belirleyiniz.
Faaliyet Önce gelen
faaliyet Faaliyet
süresi (gün) A - 2
B A 3
C A 4
D A 5
E B 6
F C,D 3
G D 4
H B 7
I E,F,G 2
J G 3

151
3. Aşağıda verilen Gantt şemasını inceleyiniz ve Akış zamanını (işlerin toplam tamamlanma zamanını)= … Birinci iş istasyonunun toplam boş kalma zamanını= …
İkinci iş istasyonunun toplam boş kalma zamanını= …
2 işinin bekleme zamanını= … 4 işinin bekleme zamanını= … 5 işinin bekleme zamanını= … tespit ediniz.
4. Bir işletmede iki iş istasyonunda toplam 8 iş yapılmaktadır. Bu işlere ait zamanlar izleyen tablodadır. Bu işler için uygun
sıralamayı yapınız.
İş 1 2 3 4 5 6 7 8
T1 5 2 6 8 4 3 7 5
T2 4 3 8 2 6 5 1 7
5. Dört işin dört iş istasyonundaki işleme zamanları izleyen tabloda yer almaktadır. İş yüklemelerini yapınız.
İş istasyonu/İş X W Y Z
1 10 5 14 5
2 5 6 7 10 11 12 13
14 Gün
Faaliyet
A
B
C
D
E
F
G
H
I
J
İş İst.
Zama
1 4 9 15 22 25
3 2 4 5
1
1 3 7 12
3 2 4 5 1
İş İst.
İş
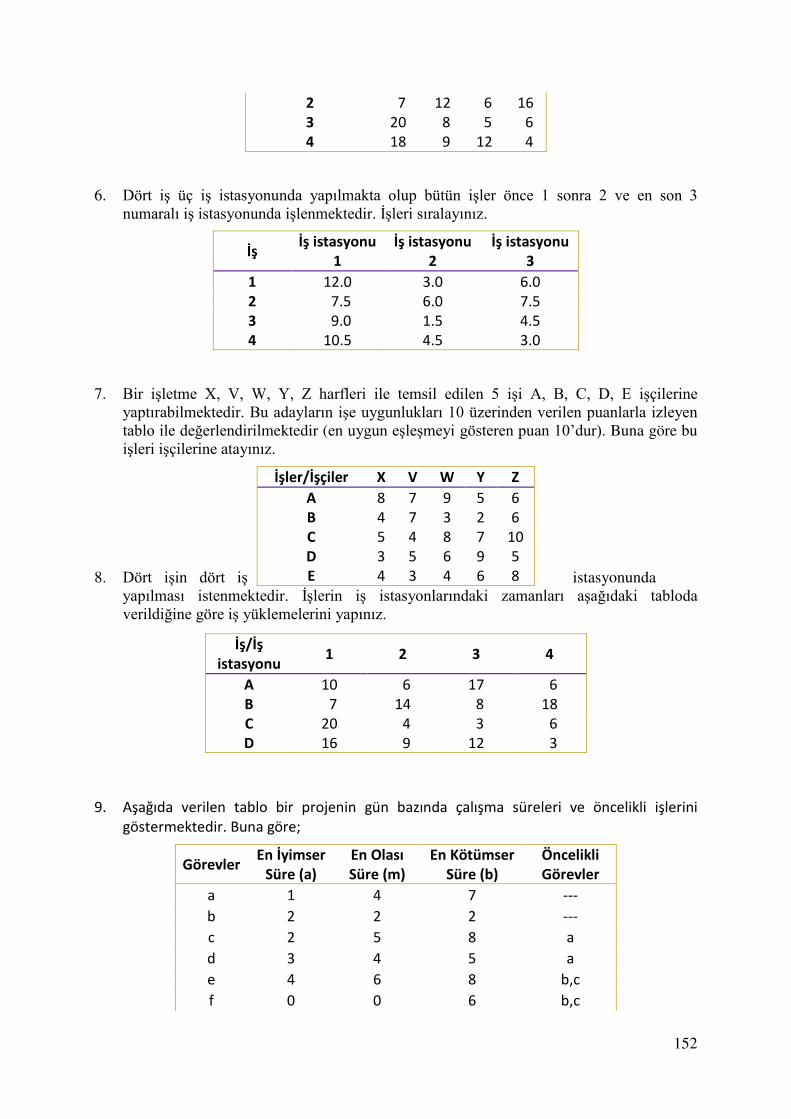
152
2 7 12 6 16
3 20 8 5 6
4 18 9 12 4
6. Dört iş üç iş istasyonunda yapılmakta olup bütün işler önce 1 sonra 2 ve en son 3 numaralı iş istasyonunda işlenmektedir. İşleri sıralayınız.
İş İş istasyonu
1 İş istasyonu
2 İş istasyonu
3
1 12.0 3.0 6.0
2 7.5 6.0 7.5
3 9.0 1.5 4.5
4 10.5 4.5 3.0
7. Bir işletme X, V, W, Y, Z harfleri ile temsil edilen 5 işi A, B, C, D, E işçilerine yaptırabilmektedir. Bu adayların işe uygunlukları 10 üzerinden verilen puanlarla izleyen tablo ile değerlendirilmektedir (en uygun eşleşmeyi gösteren puan 10’dur). Buna göre bu işleri işçilerine atayınız.
8. Dört işin dört iş istasyonunda yapılması istenmektedir. İşlerin iş istasyonlarındaki zamanları aşağıdaki tabloda verildiğine göre iş yüklemelerini yapınız.
9. Aşağıda verilen tablo bir projenin gün bazında çalışma süreleri ve öncelikli işlerini göstermektedir. Buna göre;
Görevler En İyimser
Süre (a) En Olası Süre (m)
En Kötümser Süre (b)
Öncelikli Görevler
a 1 4 7 ---
b 2 2 2 ---
c 2 5 8 a
d 3 4 5 a
e 4 6 8 b,c
f 0 0 6 b,c
İşler/İşçiler X V W Y Z
A 8 7 9 5 6
B 4 7 3 2 6
C 5 4 8 7 10
D 3 5 6 9 5
E 4 3 4 6 8
İş/İş istasyonu
1 2 3 4
A 10 6 17 6
B 7 14 8 18
C 20 4 3 6
D 16 9 12 3

153
g 3 6 9 d,e
a) Ağ sistemini çözünüz. b) Beklenen görev zamanlarını, varyans ve serbestlik sürelerini hesaplayınız. c) Kritik yol ve beklenen bitiş süresini hesaplayınız. d) Projenin 23 günde bitme olasılığını hesaplayınız. e) %95 olasılığa karşılık gelen proje bitirme gününü hesaplayınız.
Kaynaklar
- Acar, N., Üretim Planlaması Yöntem ve Uygulamaları, MPM Yayınları, Ankara, 1996. - Küçük, B., Keskintürk T., YA/EM 2006 – Yöneylem Arastırması/ Endüstri Mühendisliği
– XXVI. Ulusal Kongresi, 3 – 5 Temmuz, Kocaeli, 2006.
- Lynwood, A. J., Douglas, C. M., Operations Research in Production Planning, Scheduling and Inventory Control, John Wiley & Sons, 1974.
- Meredith, J.R., Mantel, S.J., Project Management- A managerial approach, Fourth Edition, John Wiley & Sons, 2000.
- Mize, J.H., White, C.R. and Brooks, G.H., Operations Planning and Control (Çevirenler Ayhan Toraman, Sıtkı Gözlü, Üretim Planlama ve Kontrol, İstanbul Teknik Üniversitesi, 1984).
- Sule, D.R., Manufacturing Facilities, Location, Planning and Design, PWS-Kent Publishing Company, Boston, 1988.

154
6. ÜRETİM PLANLAMANIN UYGULAMALARI BÜTÜNLEŞTİRİLMESİ ve KONTROLÜ

155
Bu Bölümde Neler Öğreneceğiz?
- Ürün Ağacı ve Oluşturulması
Bütünleştirilmiş Üretim Planlama
İtme Sistemleri
Malzeme İhtiyaç Planlaması (Materials Requirement Planning-MRP)
Üretim Kaynakları Planlaması (Manufacturing Resource Planning-MRP II)
Çekme Sistemleri
Tam Zamanında Üretim (Just in Time-JIT)
Kanban Sistemi
Poka-Yoke ve Jidoka ( Otonomasyon )
Karışık Yükleme ve Üretimde Düzenlilik
Darboğaz Sistemleri
Optimize Edilmiş Üretim Teknolojisi (Optimized Production Technology-OPT)
Kısıtlar Teorisi (Theory of Constraints-TOC)
Üretim Planlama Açısından Tedarik Zinciri Yönetimi
Üretim Planlama İçin Yazılımlar
Kurumsal Kaynakların Yönetimi ve Kurumsal Kaynak Planlaması (ERP)
Kurumsal Kaynak Planlaması (Enterprise Resource Planning-ERP) Sistemlerinin Genel
Yapısı

156
ERP’nin Geleceği: Genişletilmiş ERP Uygulamaları

157
Bölüm Hakkında İlgi Oluşturan Sorular
1-Üretim sisteminin bütünlüğü ne anlam ifade eder? 2-Planlama için nasıl bir sistem yapısı uygundur? 3-Planlamada kullanılabilecek yaklaşımlar nelerdir?

158
Bölümde Hedeflenen Kazanımlar ve Kazanım Yöntemleri
Konu Kazanım Kazanımın nasıl elde edileceği veya geliştirileceği
Sistem bütünlüğünü kavarayabilmek.
Araştırarak İtme ve çekme sistemlerinin
farklarını ortaya koyabolmek ve kıyaslayabilmek.
Araştırarak Üretim sistemlerinde
kullanılabilecek yaklaşımların uygunluğu konusunda karar verebilmek.
İnceleyerek

159
Anahtar Kavramlar
Ürün ağaçı
İtme sistemi
Çekme sistemi
OPT
TOC
MRP, MRP II, ERP
Giriş

160
Bir üretim sisteminin bütünü görebilmek ve bu amaçla doğru kararlar oluşturabilmek sistemin başarısı ve rekabet edebilirliği için en önemli konudur. Sistemin bütünlüğüne yönelik üretim planlama araçlarını bir araya getiren yaklaşımlar bu kısımda incelenmektedir. Bu konuda geliştirilen yaklaşımlar ana hatlarıyla ele alınmıştır. Detayları daha çok bu konularla ilgili geliştirilen yazılımlarla ve bunların uygulamalarıyla alakalıdır. Bu nedenle bu yaklaşımlar yalnızca ana hatlarıyla incelenmektedir. Piyasanın hızla değişimiyle üretim sistemlerinin üretim planlama açısından en önemli problemlerinden birisi alt sistemlerin kendi içinde koordine olamamaları, her bir alt sistemin kendisine ait veritabanı ve yazılım ve/veya yazılım uyarlamasını kullanmasıdır. Bu da sistemin bütününün bir konuda istenen bilgi ve/veya karar için cevabı doğru ve zamanında vermesini zorlaştırmaktadır. Bu anlamda bütünleştirmenin ve koordinasyonun sağlanması için bazı gerekçeler sıralanacak olursa;
- alt sistemlerin birbirleriyle koordine olamamaları, - istenen cevapların gecikmesi, - bilgi akışının tam, zamanında, istenen doğruluk ve detayda sağlanamaması, - her bilginin farklı veritabanında tutulması ve farklı formatta ifade edilmesi, - bilgi kullanımında yetki, sorumluluk ve öncelik kargaşasının olması.
Üretim planlama ve sistemin doğru yürütülmesi açısından üretim planlama uygulamalarının bütünleştirilmesi rekabet için kaçınılmaz bir zorunluluktur. Üretim bir imalat firmasında bulunan bileşenlerden yalnızca birisidir. Üretim ile organizasyonun diğer faaliyetlerle arasında ilişkiler vardır ve bunlar birbirini önemli derecede etkilerler. Bu durum piyasa odaklı veya üretim odaklı sistemlerde de aynıdır. Bu anlamda işletmeler ister fonksiyonlarına göre isterse piyasa odaklı yapıya göre tasarlanıp çalışsınlar, bütünleştirmenin iki önemli karakteristiği vardır. Bunlar, organizasyondaki bariyerlerin (engellerin) kaldırılmasını ve bilginin bütünleştirilmesini (birleştirilmesini) amaçlarlar.
Fonksiyonlara göre oluşturulup çalıştırılan organizasyonlar sınırlar koyarak alt birimlerin farklılaşıp kontrol ve verimlilik açısından gelişmesini amaçlarlar. Piyasa odaklı organizasyonda ise amaç bütün bir organizasyonun bütünleştirilip optimize edilmesidir (Sipper ve Bulfin, 1998).
6.1. Ürün Ağacı ve Oluşturulması Genellikle bir ürün başka ürünlerden ve/veya alt bileşenlerden oluşmaktadır. Bir ürünü anlamanın ve planlama için temsil etmenin en iyi yolu, bu ürünün hangi alt bileşenlerden oluştuğunu ifade edecek şekilde ona ait yapıyı temsil eden ürün ağacının (bill of materials) oluşturulmasıdır. Bu tip bir temsilin bütünleşik planlamada önemi oldukça fazladır. Bu anlamda, ürün ağaçları planlama ve benzer amaçlı yazılımlar için de önemli yer tutar. Bu ağaç yapısı bir ürün üzerinden örneklenmek istenirse; Örnek 6.1
Küçük bir atölye genelde sandalye ve benzeri ürünlerin imalatını yapmaktadır. Yapısı gereği daha çok standart sandelyeler ve bunların metal kısmının imalat ve montajını gerçekleştiren bu atölye, yeni bir sipariş olarak oturma ve dayanma kısmı verzalit olan bir sandalye siparişi almıştır. Resmi şekilde verilen bu sandalyenin planlama ve diğer amaçlar için ürün ağacını oluşturmak istemektedir. Bu sandalye için ürün ağacını oluşturunuz.

161
Şekil 6. 1: Verzalit oturma ve dayanaklı metal sandalye
Çözüm 6.1
İlk olarak ürünün hangi kısımlarının standart olarak satın alınabileceği, hangi kısımlarının tedarikçilere özel olarak yaptırılmasının doğru olacağı ve hangi kısımlarının üretileceğine karar verilmelidir. Bu ürünün verzalit kısmının sipariş sayısının azlığı ve atölyenin sınırlı imkanları sebebiyle dışarıdan tedarik edilmesi kararı ilgili yöneteci tarafından verilmiştir. Ayrıca yine montaj vidaları, boru profil, kutu destek profili, boya, plastik tapalar standart ürünler olup, ekonomiklik, kalite ve işletme ölçeği gibi nedenlerden dolayı tedarikçilerden sağlanacaktır. Ürün analiz edilip ürün ağacı oluşturulduğunda izleyen şekildeki gibi ifade edilebilir.
BOYAMETAL
ÇERÇEVESTANDART
VİDALAR (x10) VERZALİT KISIMSTANDART
PLASTİK TAPA(x4)
OTURMAKISMI x1
ARKALIKx1
KAYNAK AYAKLAR BAĞLANTI
x1 x2 x1 x2 x4
VERZALİT SANDALYE
(Boru profil şekilleri)
Şekil 6. 2: Verzalit sandalye için ürün ağacı
6.2. Bütünleştirilmiş Üretim Planlama
Bütünleştirilmiş Üretim Planlama sisteminde üç değişik tasarım yoluyla yaklaşımlar oluşturulmaktadır. Bunlar; Hücresel Üretim, Esnek Üretim ve Bilgisayar Bütünleşik Üretim yaklaşımlarıdır. Bu farklı üretim yaklaşımları, farklı Bütünleştirilmiş Üretim Planlama Sistemlerine ihtiyaç duyarlar. Bütünleştirilmiş Üretim Planlama ve Kontrol ile Klasik Üretim Planlama ve Kontrol Sistemleri kapsamlarının ötesinde bazı farklılıklar bulundururlar. Klasik Üretim Planlama ve Kontrol üretim aracından öte bir şey değildir. Bütünleştirilmiş Üretim Planlama ve Kontrol Sistemi kapsamlı bir şekilde uygulanabilecek bir grup aracı yapısında bulundurur. Bunlardan bir çoğu da bilgisayar temellidir. Bir başka bakışla Bilgisayar Bütünleşik Üretim süreci ve Bütünleştirilmiş Üretim Planlama ve Kontrol Sistemi tamamıyla farklı yapılardır. Eğer farklı bir şekilde felsefeleri açısından ifade edilecek olursa bu iki süreç birbirleriyle yakından alakalıdır. Bilgisayar Bütünleşik Üretim Sistemi yoksa Bütünleştirilmiş

162
Üretim Planlama ve Kontrol Sistemine gerek yoktur. Aynı şekilde Bütünleştirilmiş Üretim Planlama ve Kontrol Sistemi olmadan Bilgisayar Bütünleşik Üretim Sistemi yalnızca kısıtlı bir seviyede amacına ulaşabilir (Sipper ve Bulfin, 1998).
Bütünleştirilmiş Üretim Planlama ve Kontrol Sistemleri için üç temel yaklaşım vardır. Bunlar sırasıyla İtme Sistemleri, Çekme Sistemleri ve Darboğaz Sistemleridir. Bunların her birisi üretim aracı olarak başlamış, sonrasında Üretim Planlama ve Kontrol Sistemi kapsamında yer almıştır. Bunlar izleyen kısımda temel özellikleriyle Üretim Planlama ve Kontrol çerçevesinde sunulacaktır (Sipper ve Bulfin, 1998).
6.3. İtme Sistemleri İtme sistemlerinin yönetsel boyutunun yanında teknik boyutu da olup, teknik boyut işlerin sisteme üretim için ne zaman verileceği ile ilgilidir. O durumda bu malzeme kontrol aracı olarak değerlendirilebilir.
BaşlamaZamanı
Hazır olmaZamanı
Üretim Zamanı
Şekil 6. 3: İtme sistemi Burada belirli bir üretim için başlama zamanı şu şekilde hesaplanır:
Burada itme kavramı, işin üretim için sisteme itilmesi durumuyla ilgilidir. Bu anlamda çizelge sisteme itilerek (sürülerek) uygulanır. Sistemde merkezi planlama yapısı hakimdir ve üretim emirleri merkezi olarak verilir. Bu emirler daha alt seviyelerdeki sistemlere yönlendirilir (itilir) (Sipper ve Bulfin, 1998).
6.3.1. Malzeme İhtiyaç Planlaması (Materials Requirement Planning-MRP)
Malzeme ihtiyaç planlaması (Materials Requirement Planning) veya kısa adı ile MRP, bağımlı stok kalemleri için Ne zaman ve Ne kadar sipariş edilmeli? sorularına en ekonomik cevabı bulmaya çalışan bir yöntemdir. MRP yönteminin temelindeki prensip, bağımsız talebi olan bitmiş mamulden geriye doğru giderek gerekli parça ve malzemeleri tam ihtiyaç duyulduğu anda hazır bulundurmaktır. Bu anlayışın neticesinde stok kalemlerinin ambarlarda bekleme süreleri ve dolayısıyla elde bulundurma maliyetleri önemli düzeyde düşürülmüştür. Örnek olarak otomobil üretim kalemlerinin en önemli kalemlerinden birisi olan motorların, üretimin daha başında elde olması yerine, montaj zamanına güvenli olarak dahil olacağı süreden bir gün önce elde olacak şekilde sipariş geçilmesi ekonomik olarak daha avantajlıdır (Kobu, 1996).
MRP’nin temel mantığında şu sorulara cevap aranmıştır:

163
- Ne yapacağız ? - Yapmak için neler gerekli?
- Elimizdeki kaynaklar neler?
- Elimizde olması gereken kaynaklar neler? Yukarıdaki malzeme ihtiyaç planlamasındaki temel sorgulamalar genel üretim problemi olarak ifade edilir ve ana üretim takvimi (ne yapmak isteniyor?), eldeki malzeme stoğu (yapmak için neler gerekli?), stok envanter kayıtları (eldeki kaynaklar neler?) ve gelecekte ihtiyaç duyulacak malzeme (hangi kaynaklara sahip olunmalıdır?) bilgilerine ulaşmak adına kullanır. MRP yönteminin başarılı bir şekilde uygulanması için iki faktör önem taşır. Bunlardan birincisi, tedarik kaynaklarının güvenilir ve zamanlamalı çalışmasıdır. Gecikme paylarına olan esnekliğin çok küçük olması dolayısı ile tedarik esnasındaki en küçük aksaklık tüm üretimin durmasına sebep olabilir. Diğer faktör ise, MRP’nin büyük bilgi işlem kapasitesi ihtiyacıdır. Bu nedenledir ki, bilgisayar olmadan MRP’nin uygulanması düşünülemez. Aşağıdaki akış diyagramını gösteren şekilde bir imalathanede MRP uygulaması için gerekli faaliyetler ve bilgi akış yönleri gösterilmiştir. Bilgisayarın kendisine ulaşan malzeme listelerini, ana üretim programlarını ve stok kayıtlarını bir araya getirip sipariş listelerini hazırlaması gerçekten büyük bir bilgi işlem kapasitesine ihtiyaç olduğunu açıkça ortaya koymuştur.
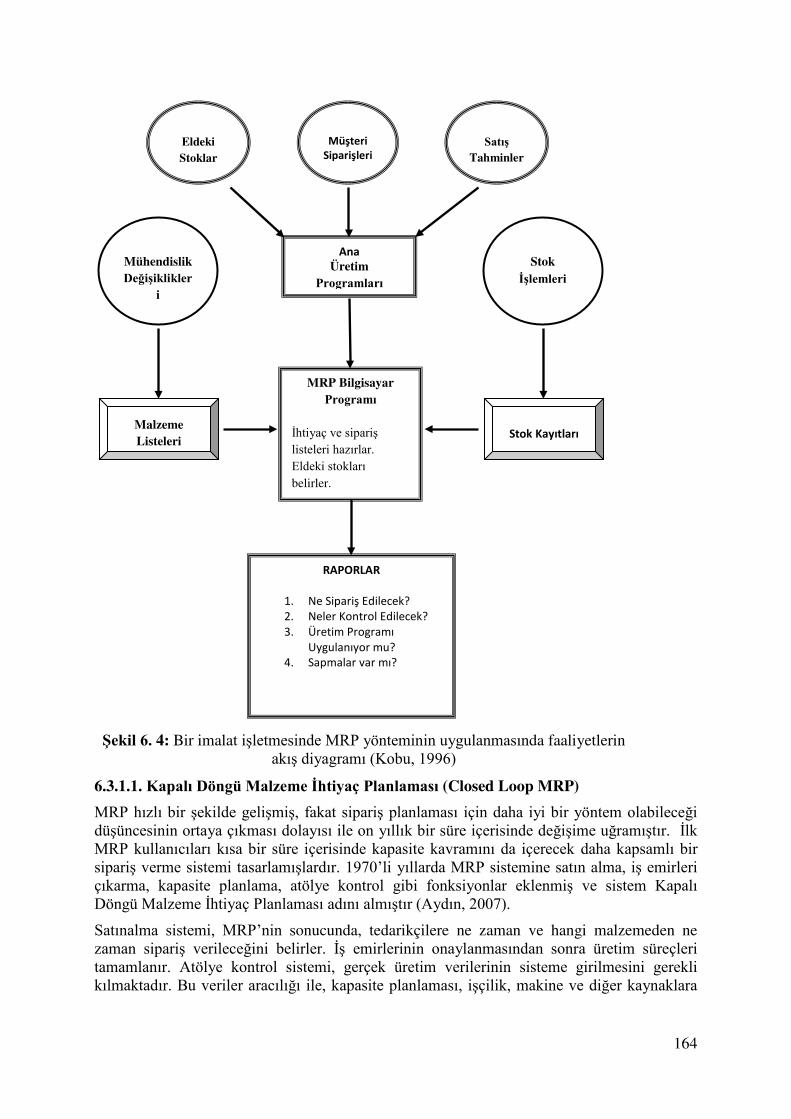
164
6.3.1.1. Kapalı Döngü Malzeme İhtiyaç Planlaması (Closed Loop MRP)
MRP hızlı bir şekilde gelişmiş, fakat sipariş planlaması için daha iyi bir yöntem olabileceği düşüncesinin ortaya çıkması dolayısı ile on yıllık bir süre içerisinde değişime uğramıştır. İlk MRP kullanıcıları kısa bir süre içerisinde kapasite kavramını da içerecek daha kapsamlı bir sipariş verme sistemi tasarlamışlardır. 1970’li yıllarda MRP sistemine satın alma, iş emirleri çıkarma, kapasite planlama, atölye kontrol gibi fonksiyonlar eklenmiş ve sistem Kapalı Döngü Malzeme İhtiyaç Planlaması adını almıştır (Aydın, 2007). Satınalma sistemi, MRP’nin sonucunda, tedarikçilere ne zaman ve hangi malzemeden ne zaman sipariş verileceğini belirler. İş emirlerinin onaylanmasından sonra üretim süreçleri tamamlanır. Atölye kontrol sistemi, gerçek üretim verilerinin sisteme girilmesini gerekli kılmaktadır. Bu veriler aracılığı ile, kapasite planlaması, işçilik, makine ve diğer kaynaklara
Şekil 6. 4: Bir imalat işletmesinde MRP yönteminin uygulanmasında faaliyetlerin akış diyagramı (Kobu, 1996)
Ana Üretim
Programları
Müşteri
Siparişleri
Satış
Tahminler
Mühendislik Değişiklikler
i
Stok
İşlemleri
MRP Bilgisayar Programı
İhtiyaç ve sipariş listeleri hazırlar. Eldeki stokları belirler.
RAPORLAR
1. Ne Sipariş Edilecek?
2. Neler Kontrol Edilecek?
3. Üretim Programı Uygulanıyor mu?
4. Sapmalar var mı?
Malzeme Listeleri
Stok Kayıtları
Eldeki Stoklar

165
olacak ihtiyaçlar belirlenir ve planlanan üretim aktiviteleri ile fiili üretim arasındaki döngü tamamlanır. Kapalı Döngü MRP birkaç önemli karakteristiğe sahiptir (Şekil 6.5):
- Sadece malzeme ihtiyaç planlamasına katkı sağlamaz, aynı zamanda fonksiyonlar arası bir yapıdır.
- Kapasite ve üretim önceliklerinin bir arada dikkate alınmasını sağlar. - İmalat fonksiyonlarından aldığı veriler yardımıyla planlama fonksiyonuna geribildirim
sağlar. Bu planlar değişen ortam şartlarına bağlı olarak öncelikleri göz önünde bulunduracak şekilde gerekirse değiştirilebilir.
6.3.2. Üretim Kaynakları Planlaması (Manufacturing Resource Planning-MRP II)
Üretim Kaynakları Planlaması kısaca MRP II sistemleri, MRP sistemlerindeki sonlu kapasite planlama ve üretim yönetim sistemleri uygulamalarında ortaya çıkan belli başlı bazı kısıtların giderilmesini sağlamıştır. MRP II, bir imalat firmasının özellikle üretim ile satış arasındaki fonksiyonların süreçleri ile ilgili kullanılan kaynaklarının etkin olarak yönetimidir. MRP II, planlama, üretim, stok, satışlar ve nakit akışları, yani üretim ve dağıtım süreci planlama ve kontrolünün başlıca noktaları ile ilgilenir. MRP II sistemi, MRP sistemine pazarlama, finans, kapasite planlaması gibi fonksiyonların eklenmesiyle oluşmuştur. Kısacası MRP II, bir organizasyonun mühendislik, işlevsel ve finansal kaynaklarının planlanması için geliştirilmiş bir araçtır. İmalat ile ilgili ortak bir veritabanındaki bilgilerden yararlanarak iş planı, satın alma raporu, envanter planları gibi raporlar üreterek üst yönetime stratejilere uygun senaryolar arasında daha sağlam karar verme avantajı sağlar (Aydın, 2007). MRP II sisteminin hedefleri, stokların azaltılması, üretimi aksatmayacak ve dolayısıyla kapasite kayıplarına yol açmayacak şekilde iyi kontrol edilmesi ve planlanması, müşteri hizmetinin iyileştirilmesi, genel maliyetlerin azaltılması, üretimin daha sağlıklı kontrol edilip disiplin altına alınması, ürün kalitesinde artış ve dolayısıyla genel olarak verimliliğin artırılması olarak özetlenebilir (Aydın, 2007).
Üretim Planlama
Üretim Programlama
MRP
Fabrika ve Tedarikçi
Prog.
UYGULAMA
K
APAS İ T E
P L ANL
AM
TALEP AR
T
AL EP
Y
ÖNET İ
M
İ
Şekil 6. 5: Kapalı Döngü MRP (Wallace ve Kremzar, 2001)

166
MRP II sistemleri, bugünkü ERP (Enterprise Resource Planning-Kurumsal Kaynak Planlaması) sistemlerinin başlangıç adımıdır. ERP sistemi, organizasyon çapında bir entegrasyon sağlayarak MRP II sistemlerindeki kısıtların üstesinden gelmektedir. ERP sistemi, MRP II sisteminin sağladığı çözümlere ek olarak sisteme bağlı değişmekle beraber, insan kaynakları yönetimi, ücret yönetimi, doküman kontrolü ve bazen de bakım gibi ilave modüler ihtiyaçları da bünyesinde barındırmaktadır. MRP ve MRP II uygulamaları organizasyonun sadece üretim kısmına odaklanırken, daha sonraki sistemler şirketin içinde gerçekleşen tüm işlere odaklanmıştır (Levine, 1999). Dönemsel gelişmeler ve yöntemler kendi içlerinde değerlendirildiğinde, MRP II’nin temel faydasının, imalatın tüm kaynaklarını kontrol edebilen önemli bir araç olduğu daha rahat anlaşılabilecektir. MRP II sistemlerinin diğer bazı faydaları aşağıdaki gibi sıralanabilir (Aydın, 2007):
- iyileştirilmiş müşteri hizmetleri, - stok seviyelerinde azalma,
- işlem sürelerinin kısalması, - satınalma maliyetlerinin azalması, - verimlilik artışı, - kaynakların daha etkin kullanılması, - işçilik maliyetlerinde azalma, - işletmede bilgi iletim hızının artması ve iletişimin iyileşmesi.
MRP II sistemlerinin yukarıda bahsettiğimiz avantajlarının, günümüz şartlarında firmaların ihtiyaçlarını karşılama düzeyi yeterli görülmemektedir. Bunun nedenleri de;
- MRP II sistemleri bölgesel olarak dağınık yerleşimi olan firmalar için kaynakların dağıtımını planlayamamaktadır.
- MRP II sistemleri sabit hazırlık süreleri kullanmaktadır fakat kurulum ve hazırlık süreleri işlem sırasına bağlıdır. Seri olan işlemler ise hazırlık süreleri için beklemeleri ortadan kaldırılabilmektedir.
- MRP II sistemleri iletişimi iyileştirmekte ve sadece aynı lokasyondaki tüm verileri tek bir veritabanınında toplayıp hizmete sunabilmektedir.
- MRP II sistemleri siparişlerin yığılmasına neden olabilir. - MRP II yazılımları Tam Zamanında Üretim ve benzeri sistemlere yönelik destekleyici
çözümler geliştirememiştir. Nihayetinde, MRP sistemlerinin bu eksikliklerini giderebilmek için yeni çıkış kapıları ve yaklaşımlar geliştirilmiştir. Bu yeni yaklaşımlar, Üretim temelli Hibrit Sistemler, Dağıtım Kaynakları Planlaması (Distribution Resource Planning-DRP) ve en önemlisi Kurumsal Kaynak Planlaması (Enterprise Resource Planning-ERP) gibi makro düzeyde etkili yaklaşımlardır (Cevdet, 1998).
6.4. Çekme Sistemleri
Çekme sistemlerinin de itme sistemlerinde olduğu gibi yönetsel ve teknik boyutları vardır. Teknik boyuttaki yapısı 1960’lı yıllarda Japonya’da Toyota fabrikasında geliştirilmiştir. Bu nedenle Toyota Üretim Sistemi olarak da bilinmektedir. Bu yaklaşım o zamanlarda Toyota’da çalışan Ohno ve Shingo tarafından önerilmiştir (Sipper ve Bulfin, 1998).

167
6.4.1. Tam Zamanında Üretim (Just in Time-JIT)
İşletme performansını artırmak ve maliyetlerini düşürmek amacıyla kullanılan önemli yaklaşımlardan biri Tam Zamanında Üretim olup buna ait temel fikir ve parametreler verilecek olursa;
Tam Zamanında Üretim; fabrika içinde yapılacak parçaların tam zamanında satın alınması, tam zamanında alt montajlara gönderilmesi, alt montajda işlem gören parçaların tam zamanında son montaja, son montajdan da üretimi ve dağıtımı tamamlanmış olarak müşterilere ulaştırılması şeklinde tanımlanmıştır. JIT, tam zamanında satın alma ve tam zamanında üretimi gerektiren bir stok kontrol sistemidir. Bu sistemde üretim, bir boru hattına benzetilmektedir. Bu özelliğinden dolayı sistem, itme esasına göre değil; çekme esasına göre çalışmaktadır. JIT üretim sistemi, işletmelerin ara stok düzeylerini en aza indirmesine, talep dalgalanmalarını azaltarak düzgün bir üretim akışı elde etmelerine, yerinde bir denetim sağlayarak kontrol etkinliğini artırmasına ve fireleri azaltmasına imkan sağlayan bir üretim sistemidir (Sipper ve Bulfin, 1998).
- Tüm kaynakların verimli bir şekilde kullanılarak maliyeti yükselten ama değer katmayan tüm faktörlerin ortadan kaldırılması amaçlanmaktadır.
- Sıfır hata ile üretim hedeflenmektedir.
- Kalite yükseltici, maliyetleri düşürücü çabaların devamlılığı esastır. - Üretimin talep esnekliğine tam uyumu esastır. - Ana ve yan sanayinin tüm çalışanlarının bu hedeflere yönlendirilmesi
amaçlanmaktadır. JIT, Kanban sisteminin düşünce tarzını ve genel sistem yapısını gerçekleştirmekte kullanılan bir kavramdır. Birçok ABD firması JIT sistemini değişik isimlerle kullanmaktadır. JIT üretim sisteminden tam olarak bir fayda elde etmek için üreticilerin, dalgalanmaları minimum olacak şekilde, müşteri taleplerini sabit tutmaya özen göstermesi gerekir. Bir sonraki iş istasyonunun veya müşterinin taleplerini tam zamanında karşılamak için yönetim, küçük parçalar halinde sıfır kusurlu üretimi gerçekleştirecek ortam oluşturmalıdır. Firma, girdi temin eden firmalarla kaliteli hammaddeyi, doğru zamanda ve doğru miktarda sağlayacak yönde ilişkiler kurmaya çalışmalıdır. Yöneticiler ve işçiler, çok yönlü yetişmeye ve takım ruhu oluşturmaya inanmalı ve motive olmalıdır. Firma, kaliteyi son üründe değil de her bir bileşende aramalıdır. Satış ve üretim arasında çok iyi bir koordinasyon ve yöneticiler ile işçiler mükemmeli yakalama konusunda işbirliği içinde olmalıdır. JIT üretim sisteminin kullanılabilmesi için üretim süresi kısa tutulmalı ve safhalar arasında çok az stok bulundurulmalıdır. Sistemde yeniden işlenecek stok ya olmamalı ya da çok az olmalıdır. Stoklar üretim süreci içinde işlem görmeden beklemeyi ifade etmektedir. Bu ise yüksek maliyet anlamına gelmektedir. Fazla işgücü, ekipman ve enerjinin kullanılması diğer başlıca maliyetlerdir. Ayrıca stoklara yapılan yatırım, sermaye dönüşüm hızını ve firma kârlılığını düşürmektedir. Bir işletme yaptığı yatırımı ne kadar kısa sürede geri kazanabilirse, kârlılığı o kadar yüksektir (Seçkin, 2007).
Stok da bir yatırım türüdür, fakat bu yatırım beklediği süre boyunca geri dönüşümü olmayan ölü bir yatırımdır. Bir işletme stoğa yatırdığı nakiti üretken bir girişime yatırmış olsa, kâr şeklinde bir gelir sağlayabilecektir. Bu fırsattan yoksun kaldığı için işletmeye olumsuz etki olarak fırsat maliyeti doğurmaktadır. Stok hata oranını artırmaktadır. Herhangi bir aşamada hata tespit edildiğinde, stoktaki ürünlerden takviye edilmesi seri üretimin avantajı olarak gösterilmektedir. Dolayısıyla stok,

168
hatasız üretimi kısıtlayıcı, hatasız üretime ulaşma çabalarını sınırlayıcı, üretime rahatlık getiren bir kavramdır. Stok, müşteri talebinin değişkenliğini takip etme, talebe anında yanıt verme olanağını da önlemektedir. Çünkü talep ne olursa olsun, öncelikle stoktaki ürünün satılmasını gerekli kılmaktadır. Seri üretimde, stok bir yandan üretim aksamalarını önleyici bir gereklilik, öte yandan da istenilse de kaçınılamayacak bir kavram olarak kabul edilmiştir. Üretimi aksatmamanın iki yolu vardır. Birinci ve ilk akla gelen stoklu çalışmaktır. Ancak bu durumda aşağıda belirtilen problemlerle karşılaşılabilir (Seçkin, 2007).
- Stok maliyetleri ürün maliyetlerine yansır. - Beklemeler (katma değer getirmeyen etkinlik ) artar. - Değişikliklerin yönetimi zorlaşır. - Kalitenin izlenmesi ve kontrolü zorlaşır. - Görsel yönetim zorlaşır. - Dengesiz iş yükleri oluşur. - Müşterinin istediği esnekliğe, maliyetlerden veya rekabet gücünden taviz verilmedikçe
ulaşılamaz. - Yüksek stoklar gerçek problemleri saklar ve genelde çözümleri için gayret sarf
edilmez.
- Yönetim tüm zamanını gündelik ve acil durumlarla uğraşmakla geçirir. - Müşteri isteklerinin çok değişken olduğu ortamlarda, ani talep değişikliklerine hızlı bir
şekilde yanıt vermek zorlaşır.
İkinci yol ise sıfır stok yada sıfıra yakın minimum stokla çalışmaktır. Bu amaçla akış değer analizi, Kanban (transfer stoklarını azaltmak), uzun ayar ve kalıp değiştirme sürelerini düzenlemek, sık tezgah arızalarına çözüm getirmek ve benzeri yönetim teknikleri uygulanır. JIT modelinin son hedefi ürünün müşteriye mümkün olduğu kadar hızlı bir şekilde ulaştırılmasıdır. JIT uygulamasında Toyota incelendiğinde, Toyota müşterisinin bayiye başvurmasıyla birlikte beş-altı gün sonra arabasını alabilmesi iyi bir örnektir. Toyota firmasında günlük üretim, üretimden dört gün önce gelen kesin sipariş miktarına dayanarak gerçekleşir. Bayiler, Toyota istasyonu dağıtıcısına üretimden dört gün önce siparişlerini bildirmekte ve bu birim tarafından siparişler düzenlenerek üretime iki gün kala fabrikalara ve yan sanayilere hangi araçtan kaç adet üretecekleri bildirilmektedir. Üretimin gerçekleşeceği günden bir önceki gün ve gece son değişiklikler de değerlendirilerek kesin üretim programı belirlenir. Üretim günü yan sanayilerden gelen parçaların montajı da yapılarak o gün içinde üretilmesi ilkesine göre üretim gerçekleşerek araçlar bekletilmeden sipariş listelerine göre bayilere iletilmektedir. Bayiler her gün iki ertesi günün kesin, dört gün sonrasının beklenen sipariş miktarlarını Toyota’ya bildirmek zorundadır. Şirket talep büyüklüğünü belirlemek amacıyla yılda iki kez geniş kapsamlı anket düzenler. Bu anketler yılda beş altı kez düzenlenen daha dar kapsamlı anketlerle de desteklenir ve sonuçlar yıllık-aylık üretim planlarının oluşturulmasına ışık tutar. Ancak bu çalışmalar fabrikaların ve yan sanayilerin sadece yaklaşık üretim miktar ve çeşitliliğini bilmeleri, işçi sayısı ve iş düzeninde yaklaşık bir ayarlama yapmaları anlamını taşır. Esas günlük üretim, üretimden sadece dört gün önce bayiden gelen kesin sipariş miktarına dayanarak gerçekleşir (Monden, 1988).

169
JIT; Kanban (çekme) sistemi, makineler/ atölyeler arası senkronizasyon, U-hatları, karışık yükleme ve üretimde düzenlilik, SMED, TPM, Poka-Yoke, Tek parça akışı yöntemlerinin uygulanmasıyla hayata geçirilebilir (Seçkin, 2007).
6.4.2. Kanban Sistemi
Kanban sistemi, yalın üretim sisteminin üretim kontrolde kullandığı sistemdir. JIT’i uygulama aracıdır. Çekme sistemi olarak da tanımlanan sistemin temel yapısı; bir sonraki operasyonun ihtiyaç duyduğu anda ve miktarda malzemeyi bir önceki operasyondan almasıdır. Bir önceki operasyon, bir sonraki operasyonun çektiği kadar üretmektedir. Tüm istasyonların gereksiz üretim yapmalarının önlenmesi hedeflenmektedir. İtme sisteminde ise bir sonraki operasyon, bir önceki operasyondan gelen malzemeleri işlemektedir. Kısaca, talep son montajdan geriye dönük olarak yapılmaktadır (Biymed, 2010). Kanban sistemi bir çekme sistemi aracıdır. Üretim sistemi içindeki bilişim sistemidir ve fiziksel olarak malzeme akışının tersi yönünde hareket etmektedir. Kanban yukarıda belirtilen amaca hizmet ederken, süreç içi stokları kontrol altına alarak, stok hesaplamalarını kolaylaştırmaktadır. Üretimi başlatma ve safhalar arası talepleri düzenlemekte kullanılan bir araç durumundadır. Gerek fabrika içinde, gerekse yan sanayilerle, hem dikey hem yatay bilgi akışını gerçekleştirir. Kanban Japon dilinde ‘‘kimlik kartı’’ anlamına gelmektedir. Kanban, yalın üretimde gerek fabrika içi işleyişte gerekse yan sanayilerle olan ilişkilerde çekiş işini senkronize etmek için kullanılan bilgi kartlarıdır. Üretilecek her parçanın bir kanban kartı vardır. Toyota fabrikasında ilk kez uygulanan ve manuel olarak çalıştırılan bu sistem, üretim içindeki malzeme ve parçaların bu kartlar aracılığıyla akmasını sağlamaktadır. Bu amaçla pek çok çeşit kanban kullanılmaktadır (Seçkin, 2007). 6.4.2.1. Kanban Çeşitleri İşlemler arası parça çekimi, hammadde siparişi, üretim bildiriminin gönderilmesi gibi farklı alanlarda kullanılmasından dolayı çeşitli kanbanlar tasarlanmıştır. Üretim kanbanı ve çekim kanbanı en çok kullanılan ana tiplerdir. Diğerlerine örnek olarak; aciliyet kanbanı, iş emri kanbanı, tedarikçi kanbanı ve ekspres kanbanı gösterilebilir (Schonberger, 1998).
Kanban
Çekim Kanbanı
Tedarik Kanbanı
Süreç İçi Kanbanı
Üretim Kanbanı
Üretim Kanbanı
İşaret Kanbanı
Şekil 6. 6: Kanban çeşitleri

170
Üretim kanbanı bir önceki prosesin üreteceği ürünün çeşit ve miktarını belirlemektedir. Çekme kanbanı bir prosesin kendisinden önceki safhadan çekeceği ürünün miktarını ve türünü belirtir. Bu en önemli iki tip kanban birbirleriyle paralel çalışmaktadırlar. Çekme kanbanının faaliyet göstermesi için sonraki safhanın üretim yapması gerekmektedir. Böylece her proses tam zamanında, doğru miktarda gerekli parçaları kullanırken üretimde de denge sağlanmaktadır.
Kanban kartlarının genel bir şekli yoktur. İçerik, üründen ürüne değişiklik gösterebileceği gibi önceki ve sonraki istasyonların bilmesi gereken bilgilere göre de çeşitlilik gösterir. Aşağıdaki şekillerde örnek bir üretim ve çekme kanbanı gösterilmiştir (Seçkin 2007).
Üretim kartı, iş
istasyonları arasında akan yarı mamuller için
hazırlanmaktadır. Genellikle dikdörtgen biçiminde, plastik, karton veya metal olan bu kartların üzerinde malzemenin parça numarası, miktarı, nereden gelip nereye gittiği gibi tanıtıcı bilgiler bulunmaktadır. Üretim, üretim planlaması ve iş emirlerinin atölyeye bildirilmesi ile başlamaktadır. Kanban kartları, gerekli malzemenin doğru zamanda kullanım noktasında olmasını sağlayacak bir kontrol mekanizması gerçekleştirir. İş istasyonları arasında hareket eden kanbanlar, farklı alanlarda, farklı isteklere cevap verebilmesi amacıyla farklı tiplerde tasarlanmışlardır. Sistemin işleyişi şu şekilde gerçekleşir: Müşteri iş istasyonuna, tedarikçi iş istasyonundan gelen parçaların üzerinde çekme kanbanı kartları bulunmaktadır. Parçalar konteynerden alınıp üretimde kullanıldıkça ve her bir konteyner boşaldıkça, üzerlerindeki çekme kanbanları çıkarılıp bir “Çekme Kanbanı Kutusu”na iliştirilir. Bu kutudaki çekme kanbanları, önceden belirlenmiş bir sayıya ulaşınca ya da önceden belirlenmiş bir zamanda, müşteri iş istasyonundaki bir işçi, boşalmış konteynerlerle birikmiş kanbanları alıp tedarikçi iş istasyonuna gider. Tedarikçi iş istasyonunda ilk olarak getirdiği boş konteynerleri belirli bir yere bırakır. Daha sonra o istasyonda yine önceden belirlenmiş bir yerde hazır bekleyen işlenmiş parça konteynerlerine yönelir. Elindeki kanban sayısı kadar konteyneri alır.
Depo Parça
Raf No : ....... Özet No : .......
İşlem
Parça No : ...........
............... Parça Adı : ...........
Mamul Tipi : ........... Şekil 6. 7: Üretim Kanbanı
Depo Parça
Raf No : ....... Özet No : .......
Önceki İşlem
Parça No : ...........
............... Parça Adı : ...........
Mamul Tipi : ........... Sonraki İşlem
Kap Kapasitesi
....................
Kap Tipi
.................
Baskı No
............... ...............
Şekil 6. 8: Çekme Kanbanı

171
Bu arada aldığı her parça konteynerinin üzerinde bulunan üretim kanbanlarını çıkarıp, her birinin yerine, beraberinde getirdiği ve o üretim kanbanına karşılık gelen bir çekme kanbanı iliştirir. Paletlerden çıkardığı üretim kanbanlarını tedarikçi iş istasyonunda bulunan bir “Üretim Kanbanı Kutusu”na yerleştirir. Sonuç olarak, operatörün çektiği parça konteyneri kadar üretim kanbanı bu kutuya konulmuş olur. Dolu parça konteynerlerini alıp, yeniden müşteri iş istasyonuna döner ve böylece yeniden ilk maddeye dönülmüş olur. Tedarikçi iş istasyonunda ise üretim kanbanları kutularda belirli bir sayıya ulaşınca ya da önceden belirlenmiş bir zamanda bu atölyedeki bir işçi üretim kanbanlarını alır ve o iş istasyonunda o an birikmiş üretim kanbanları kadar ve değişik ürünlere ait olabilecek bu kanbanların kutudaki sıralamasına da aynen uyularak, tekrar üretime geçilir (Töre, 2000). Üretilen parçalar birer birer üretim kanbanlarıyla birlikte boş paletlere yerleştirilir. Bir müddet sonra müşteri iş istasyonundaki operatör yeniden gelir ve çevrim bu şekilde devam eder (Seçkin, 2007).
Bu işleyişte görüldüğü gibi akışın herhangi bir yerinde bir bekleme veya arıza olduğu durumda bütün sistemin durması gerekmektedir. Kanban ile üretim esnekliği de mümkün olmaktadır. Montaj hattındaki bir gecikme veya durma halinde atölyelerden parça çekilemeyeceği için bu durgunluk tüm atölyelere yansıyacaktır. Bu durum için ışıklı haberleşme panoları geliştirilmiştir. Panolar tüm çalışanların görebilecekleri noktalara yerleştirilmiştir ve yeşil ışık yanınca ışık yanan istasyonda küçük, kırmızı ışık yanınca ise önemli bir arıza olduğu anlaşılmaktadır. Bu durumda diğer prosesler hızını yavaşlatarak yada keserek arızanın giderilmesini beklerken, ara stok birikiminin önüne de geçilmiş olunur. Bu sayede stok ve stok maliyetleri azalmaktadır (Seçkin, 2007). ABD’de kurulan Toyota Fabrikasında Kanban uygulamaları başladıktan sonra, üretim içi stokların %45, hammadde stoklarının ise %24 oranında azaldığı ve bunun stok maliyetlerine yansımasının %30 olduğu ifade edilmektedir.
Şekil 6. 9: Kanban Zinciri
Çekim kanbanı k
Ürünün fiziksel akışı kanbanı akışı
Üretim kanbanı akışı Malzeme
Tedarikçisi
Son
Montaj
Sü i
Parça
Montaj
Sü i
Parça
İşleme
Süreci
Döküm
Süreci

172
6.4.2.2. Kanban Kuralları - Bir süreç kendinden önceki süreçten gerekli parçaları doğru zamanda ve gerekli
miktarda çekmelidir. Ürün üzerine daima kanban yapıştırılmış olmalı, kanban olmadan ve fazla miktarda malzeme çekimine izin verilmemelidir.
- Önceki proses sonraki prosesin çekeceği kadar üretim yapmalıdır. Kanban her süreçte günlük üretimi belirleyen bir araçtır ve üretim günlük olarak değiştiğinden üretim hızının zaman boyutunda dengelenmesi şarttır.
- Süreçler arasındaki stoğun sıfırlanması için kanban sayısından fazla üretim yapılmamalı, farklı parçaların üretimi söz konusuysa üretimleri kanbanların geliş sırasına uygun yapılmalıdır.
- Kusurlu ürün bir sonraki aşamaya geçmemelidir.
- Kanban sayısı, bir parçanın maksimum stoğunu gösterdiğinden minimize edilmeli ve sabit sayıda tutulmalıdır. Talep arttığında kanban sayısının sabit kalması için bekleme zamanlarının azaltılması yani çevrim zamanlarının kısaltılması gerekmektedir (Suzaki, 2001).
6.4.3. Poka-Yoke ve Jidoka (Otonomasyon)
Poka-Yoke sistemi ilk kez Japonya’da Shigeo Shingo tarafından geliştirilen bir kalite kontrol tekniğidir. Poka-Yoke teriminde “Poka” bir hatayı, “Yoke” ise önlemeyi ifade etmektedir. Jidoka (Otonomasyon) ise üretim hattını durdurma yetkisinin işçiye ve makineye verilmesidir. Kısaca, makineye insan zekası ve duyarlılığını kazandırmaktır. Yani, üretim esnasında herhangi bir anormallik halinde, tasarlanan sistemin devreye girerek makineyi durdurması ya da sesli veya ışıklı uyarı vermesidir. Tasarlanan bu araçlara Poka-Yoke sistemi denir. Böylece kontrolörün ve tasarlanan operasyonun istemeden yapacağı ve hatalara sebep olacağı durumlar bu mekanizmalarla %100 önlenip ortadan kaldırılır (Utaş, 2001).
Amaç bir sorun tespit edildiğinde daha fazla israfa neden olmadan hattın durdurulması ve sorunun derhal çözülmesidir.
Yanlış kaçınılmazdır; insanın doğası gereği yaptığı işe sürekli olarak tam konsantre olması beklenemez. Hata ise ürüne yansıdığında ortaya çıkar. Kaliteli ürün ile hatalı ürünü prosesin sonunda birbirinden ayırt ederek bir işletmenin hatasız bir üretim ortamı yaratması mümkün değildir. Eğer yanlışlar henüz hataya dönüşmeden önce önlenebilirse ancak hatasız bir üretim ortamı mümkün olabilir. Bu durumda “Jidoka (otonomasyon) veya başka bir deyişle “Poka-Yoke” teknikleri devreye girer. Poka-Yoke birçok biçimde olabilir ancak tümünde geçerli olan temel ilkeler şunlardır:
- Her ürün kontrol edilmelidir.
- Hatalar, hatanın kaynağına olabildiğince yakın bir noktada tespit edilmelidir. - Bir hata tespit edildiğinde üretim hattı hemen durdurularak, hatanın bir daha
tekrarlanmaması için gerekli olan önlemler alınmalıdır. - Proses hataları yapılmasını önleyecek biçimde tasarlanmalıdır.
Poka-Yoke’nin temel ilkesi, hatayı üzerinden süre geçtikten sonra saptamak yerine kaynağında ve anında saptayıp önleyerek hiçbir hatalı ürünün üretilmemesini sağlamaktır. Poka-Yoke’nin uygulamaya geçirilmesi, makinelere hatalı herhangi bir işlemi anında otomatik olarak saptayan ve bu durumda makineyi yine otomatik olarak durduran cihazlar yerleştirilerek gerçekleştirilir. Makine durduktan sonra bir zil çalar veya ışık yanar, böylece

173
makinenin kendisi çalışan kişilere bir aksama olduğunu anında bildirir. Bu noktada yapılan ise işçi ile mühendisler birlikte çalışarak hatanın nedenini saptar ve hemen düzeltmeleri yaparlar. Böylece hatalı parçanın bir sonraki sürece geçmesi önlendiği gibi, hata nedeni de ortadan kaldırılarak bir daha tekrarlanmaması sağlanmış olur. Ayrıca tüm tezgahların sadece hatasız parçalar üretmesi ve istenilen üretim miktarına ulaşıldığında otomatik olarak durması, otomasyon yoluyla fazla envanterlerin ortadan kaldırılmasını, tam zamanında üretimin gerçekleşmesini ve talep dalgalanmalarına hızla uyum sağlamayı olanaklı kılar (Acar, 2003). Poka-Yoke, ya da otomasyon, son derece etkin bir sistem olmasına karşın çoğu kez pahalı bir yatırım olarak algılanır. Bu yüzden de birçok firma Poka-Yoke’yi uygulamaktan çekinir. Oysa Poka-Yoke sanılanın aksine pahalı cihazlarla değil, elektronik gözler ve limit anahtarlar gibi görece çok basit donanımlarla gerçekleştirilen bir uygulamadır ve bu tür donanımlar mevcut her makineye takılabilir (Seçkin, 2007). 6.4.4. Karışık Yükleme ve Üretimde Düzenlilik
Gereksiz envanter tutulmamasını öngörür. Bu ise hedef üretimin tam zamanında gerçekleştirilmesiyle sağlanabilir. Tam zamanında kavramı, sadece satılabilir ürünlerin satılabilir miktarda üretilmesi anlamına gelir. Bu durum üretimin talebe uyumlandırılmasını gerektirir. Yalın üretim sisteminde üretimin değişken talep koşullarına uyumlandırılması “Üretimde Düzenlilik” olarak adlandırılır. Üretimde düzenlilik için bir üretim hattının, tek tip bir ürünün yüksek hacimlerde üretimine ayrılması söz konusu olamaz. Tam tersine, üretim hatlarının talepteki değişimlere uyumlu olarak, aynı gün içinde çeşitli ürün tiplerini ufak miktarlarda üretebilecek şekilde düzenlenmesi gerekir. Buna ise “Karışık Yükleme” denir. Üretimin dengelenmesi ve karışık yüklemenin en önemli işlevi, talep çeşitliliğine çok daha iyi yanıt verilmesini sağlamaktır. Ayrıca aynı hatta birden fazla modelin monte edilmesi, gereken toplam hat sayısını ve dolayısıyla toplam fabrika alanını azaltır. Bir üçüncü işlevi ise ürünlerin bayilere ve müşterilere istenilen sipariş bileşimine erişildikten hemen sonra sevk edilebilmelerini sağlayarak üreticileri gereksiz stok alanı bulundurma zorunluluğundan kurtarmaktır (Utaş, 2001).
Örnek 6.2
Bir firma aylık sipariş bileşimine göre bir ay içinde aynı montaj hattından çıkacak A, B, ve C tipi ürünlerinden 4000 palet A, 2000 palet B ve 2000 palet de C ürünü üretmek zorundadır. Ayda ortalama 20 çalışma günü olduğu kabul edilirse, söz konusu bileşim, günde 200 A, 100 B, ve 100 C paleti üretilmesi anlamına gelmektedir (Seçkin, 2007). Çözüm 6.2
Genel yaklaşım olarak çoğu firmada bu bileşim, günün ilk yarısında sadece A, geriye kalan ilk 1/4’lük kısmında B, ve son 1/4’lük kısmında da C paletleri üretmek şeklinde değerlendirilecektir. Yalın üretimde ise, ürünler son montaj hattından A, B, A, C, A, B, A, C. palet sıralamasına göre çıkarılır ve bu sıralama ilke olarak gün boyu korunur. Yani, bir yandan her üç ürünün de talep bileşimindeki paylarını yansıtacak frekansta üretilmeleri sağlanır; öte yandan da her bir üründen mümkün olduğunca birer palet (ya da otomobil gibi karmaşık ürünler söz konusu olduğunda birer adet) üretilir. Böylesi bir sistem hem günlük üretim adetlerinin tutturulması zorunluluğuna ters düşmez hem de bir önceki istasyonun, montaj hattının belli bir düzene dayanmayan “çekiş” yapması durumunda yedekte bulundurmak zorunda kalacakları üretim içi stokların (Work in Process-WIP stoğu) tutulmasını önler. İşte üretimin bir süreklilik ve düzen içinde yürütülmesine ve ürünlerin adet açısından birbirlerine oranlarının olabilecek en küçük

174
birimlere indirgenerek üretilmelerine yalın üretimde “üretimde düzenlilik” (production smoothing) denilmektedir.
6.5. Darboğaz Sistemleri Bütünleştirilmiş Üretim Planlama ve Kontrol Sistemlerinin bir teknik bir de yönetsel boyuta sahip olduğu açıktır. Darboğaz sistemleri de yine teknik ve yönetsel boyutu bulundurma açısından farklı değillerdir. Darboğaz sistemlerinin teknik bileşeni, yaklaşımlarından olan Optimize edilmiş Üretim Teknolojisi (Optimized Production Technology-OPT)’dir. Yönetsel bouyutu ise Kısıtlar Teorisi (Theory of Constraints-TOC) olarak anılır. Her iki yaklaşımdaki felsefelerin temel amacı şu anda ve aynı zamanda gelecek için para kazanmaktır. TOC’un güçlü yönü basit ve doğrudan olması aynı zamanda amacının, yaptırım içeriğinin ve araçlarının netliğidir. Amaç her durumda ve sürekli olarak çıktının artırılması, stokların düşürülmesi ve işletme masraflarının kaldırılmasıdır (Sipper ve Bulfin, 1998). 6.5.1. Optimize Edilmiş Üretim Teknolojisi (Optimized Production Technology-OPT)
Optimize edilmiş üretim teknolojisinde temel amaç bir optimizasyon algoritması ile üretim süreçlerindeki kısıtları ve/veya darboğazları belirleyip üretim sistemini yönetmektir. OPT sistemindeki ana modül sonlu ileriye doğru çizelgeleme ile kaynak kapasitelerini, talepleri ve stokları girdiler olarak dikkate alır ve optimum üretim için kaynakları değerlendirir. Basitçe OPT geniş kapsamlı bir yaklaşımla darboğazları dikkate alan planlama, çizelgeleme ve stok yönetimi metodudur (Wild, 1990).
6.5.1.1. Darboğaz Operasyonlarının Çizelgelenmesi OPT de dokuz temel kural olup bunlar;
- Kapasiteyi değil, akışı dengele. - Darboğaz oluşturmayan bir kaynağın kullanımını kendi öz potansiyeli ile değil
sistemdeki diğer kısıtlarla belirle. - Bir kaynağın kullanımı ve aktif olması eş anlamlı değildir. - Bir darboğazdaki bir saatlik kayıp tüm sistemdeki bir saatlik kayıptır. - Bir darboğazdaki bir saatlik kazanç mucizedir. - Darboğazlar stoklar ve çıktıların her ikisince kontrol edilirler. - Bir kitlenin tamamının transferi olmayabilir, sıklıkla olmayacaktır, bu transfer edilen
miktar prosesin kitlesine denktir.
- Bir proses kitlesi sabit bir değer değil değişkendir. - Çizelgelemeler her bir kısıtın tek tek gözden geçirilmesiyle yapılmalıdır. Tedarik
zamanları bu çizelgelenin bir sonucu olup önceden belirlenemezler.
Örnek 6.3
Üç aşamalı bir üretim sistemi A ve B gibi iki ürün üretmektedir. Bu, izleyen şekilde özetlenmiştir (Wild, 1990).

175
Bu sistemle ilgili veriler izleyen şekilde olduğunda;
Aşama İşlem
Zamanları A ve B için Ayar
Zamanları A ve B için Parti
Büyüklükleri
X 0.20 saat 2.0 saat 200
Y 0.25 saat 1.0 saat 100
Z 0.15 saat 2.5 saat 250
Çözüm 6.3
Burada darboğaz oluşturan operasyon Y’dir. Her üç aşama da aynı ürün için çalıştıklarında X’ten sonra stoklar oluşacak ve Z’de aylak zaman ortaya çıkıp stokların tükenmesinden sonra boş kalacaktır. X ve Z’nin kapasitelerinin arttırılması sistem kapasitesini arttırmayacak, ne zaman Y’nin kapasitesi artırılabilirse sistem kapasitesi ve çıktısı o zaman artacaktır. Buradaki iyileştirme çalışmaları maliyetleri yalnızca Y’nin iyleştirme çalışmalarından kaynaklanacaktır. Her üç aşama katma değere sahip olsalar da Y’deki bir değişim sistem çıktısını etkiler. 6.5.2. Kısıtlar Teorisi (Theory of Constraints-TOC)
Kısıtlar teorisi 1980’li yılların başında Dr. Eliyahu M. Goldratt tarafından geliştirilmiştir. İlk yıllarda üretim planlama amacıyla kullanılmasına karşın daha sonraları yönetimde ve maliyet muhasebesinde uygulama alanı bulmuş, aynı zamanda tam zamanında üretim ve toplam kalite yönetimi gibi tekniklere öncülük etmiştir (Büyükyılmaz ve Gürkan, 2009). Kısıtlar teorisi, sistemleri anlamak ve geliştirmek için özellikle organizasyonlarda sebep-sonuç düşünme süreçlerini uygular. Terminoloji, organizasyonlardaki problem çözme diline bağlı olarak değişim gösterse de bir organizasyonun gelişimi (veya bir problemin çözümü) için kullanılan TOC süreçleri hemen hemen aynıdır. TOC’da süreç şu üç soru yardımıyla tanımlanır (AGI, 2010):
X Aşama X
Aşama Y
Aşama Z
Müşteri
Stok
Stok
Y
Z
M
Şekil 6. 10: OPT değerlendirmesi için üç aşamalı bir üretim sistemi

176
− Ne değişmeli?
Sebep-sonuç düşünme süreci, bütün belirtiler için altta yatan sebebi yani temel sorunu belirlemek için kullanılır.
− Ne ile değiştirilmeli?
Temel sorunun arkasındaki mantıksal varsayımları zorlayarak temel çatışmaya bir çözüm bulunur. Bu adım, tam çözümün sadece başlangıç noktasıdır.
− Nasıl değiştirilmeli?
Başarılı bir strateji geliştirmek için yapılan plan, hangi eylemlerin kim tarafından ve ne zaman yapılacağını içermelidir. Çünkü değişime karşı direnç, mükemmel strateji ve planların bile tıkanmasına sebep olabilir.
Kısıtlar teorisinde karar verme adımları ise şöyle sıralanabilir (AGI, 2010):
Şekil 6. 11: Kısıtlar teorisinde karar verme adımları Bu adımlar TOC’un Beş Adımı olarak anılır ve TOC’un genel çözümlerinin (süreç yönetimi, stok, tedarik zincirleri, ürün gelişimi ve projeler, personel, karar verme vb.) temelini teşkil eder.
Bu beş adımın bir organizasyonda her seviyedeki sürece uygulanabilmesine karşın gerçek ve doğru sonuçları elde edebilmek için;
− ürün veya hizmet sunan süreçler arasındaki ilişkilerin, − bu ilişkilerin toplam performans üzerindeki etkilerinin, − ilişkilerin uygun bir şekilde geliştirilerek performansın sürekli bir şekilde
yükseltilebileceğinin
iyi anlaşılması gereklidir.

177
Bu üç noktanın iyi anlaşılması, TOC’un Beş Adımının diğer yönetim süreci metodolojilerine göre daha kolay ve etkin bir şekilde uygulanabilmesi için önem arz etmektedir. 6.5.2.1. İşletmelerdeki Kısıt Türleri Goldratt tarafından belirtildiği gibi kısıt bir işletmenin kâr elde etmesinin karşısında duran her türlü engel olarak tanımlanmaktadır ve her işletmenin her zaman en az bir tane kısıtı bulunmaktadır. Bu kısıtların sınıflandırılması, engellerin ortadan kaldırılması açısından önemlidir. Literatürde çeşitli kısıt sınıflandırmaları bulunmakla beraber Atwater ve Gagne tarafından kısıtlar için yapılan sınıflandırma aşağıda verilmiştir (Büyükyılmaz ve Gürkan, 2009):
Tablo 6. 1: Kısıt türleri sınıflandırması
Kısıt Türü Açıklama
Pazar Kısıtları Pazar talebinde meydana gelen dengesizlik sonucu
işletme kapasitesinde ortaya çıkan kısıt türüdür.
Kaynak Kısıtları İşletme kaynaklarının pazar talebi karşısında yetersiz kalması sonucu ortaya çıkan kısıt türüdür.
Politik Kısıtlar Yöneticilerin yeteneksizlikleri nedeniyle karşılarına çıkan fırsatları değerlendirememesi sonucu ortaya çıkan bir kısıt türüdür.
Hammadde
Kısıtları Dışsal bir kaynak olan hammaddenin kıt olması sonucu ortaya çıkan kısıt türüdür.
Lojistik Kısıtlar İşletme içinde uygulanan prosedürlerin işletme faaliyetlerini sınırlaması sonucu ortaya çıkan kısıt türüdür.
Bu kısıtlardan herhangi birisiyle karşılaşılması durumunda ilgili sürecin incelenerek güçlendirilmesi gereklidir.
Örnek 6.4
Aşağıda verilen şekilde F, G, H parçalarını üreten basit bir firma verilmiştir (Blackstone,
2010). F, G, H parçalarının birim satış fiyatları sırasıyla 60 pb, 75 pb, 90 pb’dir. Firmanın amacı A, B, C, D kaynaklarını mümkün olduğunca kullanarak maksimum kârı elde etmektir. Bu kaynakların her birinin haftalık kullanılabilir miktarı 50 birim saattir. Buradaki performans
ölçütümüz haftalık kârdır. Kısıtı, haftalık talep miktarlarını (F için 90, G için 80, H için 70) her parça için gereken süre ile çarparak tanımlayabiliriz. Bu süreler aşağıdaki şekilde verilmektedir. Örneğin D kaynağı bir birim F üretmek için 10 dakika, bir birim G üretmek
için 15 dakika, bir birim H üretmek için yine 15 dakika zamana ihtiyaç duymaktadır.

178
D10 dakika
C15 dakika
B15 dakika
A5 dakika
F60 pb
90/hafta
RM115 pb
RM225 pb
RM320 pb
D15 dakika
C25 dakika
B10 dakika
A10 dakika
G75 pb
80/hafta
D15 dakika
C20 dakika
B5 dakika
A10 dakika
H90 pb
70/hafta
Aşağıda iki tablo görülmektedir. İlk tablo her kaynak tarafından F, G, H parçalarına ayrılması gereken süreleri ve her parçanın talebini göstermektedir. Diğer tablo ise haftalık taleplerin her parça için işlem süreleri ile çarpılması ve kaynağın haftalık kapasitesini doldurana kadar üst üste eklenmesi ile oluşan sonuçları göstermektedir. Tüm talepleri karşılamak için A kaynağı 1950 dakika, B kaynağı 2500 dakika, C kaynağı 4750 dakika, D kaynağı ise 3150 dakika kullanılmalıdır. Fakat her kaynağın haftalık 50 saat (3000 dakika) kullanılabilme kısıtı vardır. Bu yüzden C kaynağında bir kısıt oluştuğu görülmektedir. C kaynağı haftalık talebi karşılayabilmek için 1750 dakika fazladan çalışmaya ihtiyaç duymaktadır.
Ürün F G H F G H Fiyat 60 75 90 A 5 10 10
Hammadde Mal.
15 25 20 B
15 10 5
Çıktı (T) 45 50 70 C 15 25 20
Kısıt dakika (Cm)
15 25 20 D
10 15 15
T/Cm 3 2 3.5 Talep 90 80 70
Sıra 2 3 1

179
Kısıtlar teorisinin ilgilendiği konular arasında en iyi ürün karışımının ne olduğu ve bu karışımdan ne kadar kâr elde edilebileceği gibi konular yer alır. Bu konularla ilgili sorular ilgili kısıtın uygun bir şekilde genişletilmesi ile cevaplandırılmalıdır (Blackstone, 2010).
Çözüm 6.4
Kısıtlar teorisi, birim kısıt dakika için çıktı (Throughput per Constraint - T/Cm) karar değişkenini kullanır. Birim ürün için çıktı miktarı Satış Fiyatı-Toplam Değişken Maliyet (bu örnekte hammadde maliyeti olarak verilmiştir) olarak tanımlanır. Tabloda, hammadde maliyeti satış fiyatından çıkarılmıştır ve sonuç her parça için C kaynağında gereken işlem sürelerine bölünmüştür. Böylece kısıt dakika için çıktı değerlerimiz F için 3 pb, G için 2 pb, ve H için 3.5 pb’dir. Yani eğer C kaynağı F parçasından üretirse dakikada 3 pb kazanacak, G parçasından üretirse dakikada 2 pb kazanacak, H parçasından üretirse dakikada 3.5 pb kazanacaktır. Haftalık kârı maksimize etmek için firma H ve F taleplerinin (2750 dakika) tümünü karşılamalı, kalan zamanı da (250 dakika) G talebini karşılamak için kullanmalıdır. Yani kalan 250 dakika 10 birim G üretmek için ayrılmalıdır. İzleyen tabloda bulunan haftalık kâr, ürün karışımının birim çıktılarla çarpılarak toplanması sonucu elde edilmiştir. Haftalık gelir 9450 pb’dir. Haftalık masraf (hammadde masrafı) 8000 pb olduğu için kâr 1450 pb olacaktır (Blackstone, 2010).
Bu çözüm geleneksel yöneticilerin tercihlerinden farklıdır. Çünkü geleneksel yöneticiler satış fiyatının yüksek olmasından dolayı G üretimine öncelik vermek isterler (Blackstone, 2010).
C kaynağı maksimum 3000 dakika kullanılabilir. 70 birim H üretmek için 1400 dakika,
45 birim F üretmek için 1350 dakika kullanılır. Kalan 250 dakikada ise 10 birim G üretilir.
Haftalık ihtiyaç duyulan kapasite:
F G H Toplam F G H A
450 800 700 1950 Ürün
karışımı 90 10 70
B 1350 800 350 2500 Gelir/birim 45 50 70
C 1350 2000 1400 4750
Toplam gelir
4050 500 4900
D 900 1200 1050 3150
Toplam gelir 9450
Masraf 8000
Kâr 1450
Şunu belirtmek gerekir ki, F ve H için bir satış sınırlaması vardır. Eğer daha fazla F veya H satılabilseydi, daha fazla F veya H üretimi ve daha az G üretimi yapılarak kazanç artırılabilirdi. Bu firmanın yeni görevi bir üretim planının oluşturulması ve kontrol edilmesi ile ilgilidir. Tambur-Tampon-Halat (drum-buffer-rope) tekniği TOC’in üretimdeki uygulamasıdır. Bu tekniğin ismi 3 önemli çözüm elemanından gelmiştir; tambur (drum) kısıtı ya da en zayıf halkayı, tampon (buffer) malzeme çıkış sürelerini, ve halat (rope) ise malzeme çıkış zamanlarını ifade eder. Bu teknikteki amaç sistemdeki en zayıf halkanın yani bir bütün olarak

180
sistemin herhangi bir işleme bağımlı olmasını ve çeşitliliğini önlemek suretiyle tüm sistemin verimliliğini maksimize etmektir. Nihai sonuç az envanter, az hatalı üretim ve yeniden işleme ile tam zamanında teslim yapabilen sağlam ve güvenilir proseslerden oluşan bir üretim sistemidir.
Kısıt (bu örnekte C kaynağı) bir tambur gibi davranarak diğer kaynakların kendisini takip etmesini; Tampon, hammaddenin öncelikle C kaynağına ulaştırılacak şekilde çizelgelenmesini ve C kaynağının hammaddesiz kalmamasını sağlamaktadır. Halat ise tamburdan malzeme sağlayıcısına bir sinyal mekanizması görevi üstlenmektedir. Yavaş veya yetersiz sağlanan hammadde pazar talebini karşılayamayacak ve kârı azaltacaktır. Hızlı veya fazla sağlanan hammadde ise gereksiz stok birikimine sebep olacaktır. Eğer kaynak C’ye bir işçi daha alınırsa kaynağın kapasitesi 6000 dakika olacaktır. Bu kez de kısıt D kaynağına yönelecektir. Çünkü D kaynağının kapasitesi 3000 dakika olmasına rağmen D kaynağına olan ihtiyaç 3150 dakikadır. Yeni ürün karışımının ve haftalık kârın yeniden bulunması gerekecektir. C yerine D kaynağını daha etkin kullanabilecek şekilde yeni bir çizelge geliştirilmelidir. Bu durumda hammadde sağlama konusunda da yeni bir yapılandırma gereklidir.
C kaynağının kısıt olarak ele alındığı ilk probleme geri dönersek üretim planlama Tampon Yönetimi yoluyla gerçekleştirilmiştir. Buradaki tampon yöneticisi C kaynağına gelen hammaddenin durumunu kontrol etmekten sorumludur. Önceki deneyimlerinden firmanın A ve B kaynaklarına malzemeyi 3 saat önceden sağlaması gerektiğini öğrendiğini varsayalım. Bu demektir ki A kaynağında iş C kaynağından 3 saat önce başlayacaktır. Harhangi bir ürün için A ve B kaynaklarındaki toplam işlem zamanı en fazla 20 dakika olduğu için 3 saatlik zaman yeterlidir (herhangi bir arızanın oluşmadığı varsayılmaktadır). C kaynağında tamponun üç bölgesi vardır. Bunlar yeşil, sarı ve kırmızı bölgelerdir. Bu örnekte her bir bölge 1 saatlik zaman dilimine sahiptir. Kırmızı bölge işin başlamasına 1 saat kalan zaman dilimidir ve gerekli malzemelerin hazır olması gerekmektedir. Sarı bölge işin başlamasına 1 saat ile 2 saat kala arasındaki zaman dilimidir. Yeşil bölge ise işin başlamasına 2 saat ile 3 saat kala arasındaki zaman dilimidir. Tampon için gerekli fakat kayıp malzemeye tampon deliği adı verilir. Tampon deliğinin yeşil bölgede oluşması problem teşkil etmeyebilir ama kırmızı bölgede oluşmasına tahammül edilemez. Eğer kırmızı bölgede tampon deliği oluşursa, tampon yöneticisi tamponu hızlandırmalı ve gereken malzeme en kısa sürede temin edilmelidir. Malzeme gecikmesinin nedenleri araştırılmalı ve önlemi alınmalıdır (Blackstone, 2010).
6.6. Üretim Planlama Açısından Tedarik Zinciri Yönetimi Üretimin getirmiş olduğu karmaşık, içe ve dışa bağımlı ilişkiler olaylara biraz daha geniş bir perspektif ile bakılması gereğini ortaya koymuştur. Bu küresel pazarın giderek kısalan ürün ömürlerinin, artan müşteri beklentilerinin işletmelere tedariklerini doğru yönetme baskısını tartışmasız bir şekilde ortaya koymuş ve bu kapsamdaki olayları Tedarik Zinciri Yönetimi (Supply Chain Management) başlığı altında toplamıştır. Bu anlamda üretim planlama, tedarik zinciri yönetiminin bir alt fonksiyonu olarak değerlendirilebileceği gibi tedarik zinciri yönetimi de üretim planlamanın bir alt fonksiyonu olarak ele alınabilir. Bu bakış daha çok sizin nerede bulunduğunuza bağlıdır. Ancak tedarik zinciri yönetiminin temel amacının imalatçıları, depoları ve mağazaları etkin bir şekilde bütünleştirerek malları doğru miktarda, doğru yerlere, doğru zamanlarda ulaştırarak sistemin maliyetlerini en aza indirmek ve beraberinde hizmet düzeyi ihtiyaçlarının karşılanması için kullanılan yaklaşımlar bütünüdür. Bu çalışma çerçevesinde tedarik zinciri

181
yönetiminin planlamanın önemli bir unsuru olduğu ya da planlamanın, tedarik zinciri yönetiminin merkez noktalarından birisi olduğu değerlendirilebilir. Sonuçta ister planlama isterse tedarik zinciri yönetiminin tek amacı vardır, o da müşteri ihtiyaçlarının karşılanmasıdır. Bu çerçevede tedarik zinciri yönetimi yalnızca üretime ve tedariklere bakmaz aynı zamanda taşıma, depolama, perakendeci ve müşterilerinin kendileriyle de alakalıdır. Bu anlamda tedarik zinciri yönetimi bir ağ (network) olup hammadde ve yarı mamullerin satın alınmasıyla bunların taşınması, tamamlanmış ürünlerin müşterilere ulaştırılmasıyla ilgilenir. Kısaca tedarik zinciri yönetimi, üretim ve hizmetteki değerin üretilmesindeki resmin bütününü görür. Bu bütün içinde koordinasyonu sağlar. Üretim planlama, bu bütünün oluşturduğu parçaların her birisinin etkisine ve başarısına bağlı bir öngörü süreci olduğu için tedarik zinciri yönetiminin de doğrudan etkisi altında olan bir süreçtir. Daha farklı bir tanımla bu ilişki oluşturulmak istenirse tedarik zinciri yönetimi, üretim stoklarının koordinasyonuyla ve tüm sürecin katılımcılarının en yüksek performansla müşteriye hizmet sunmasıyla ilgilenir (Hugos, 2003).
6.7. Üretim Planlama İçin Yazılımlar
Günümüz sistemlerinde tüm sistemlerin oluşturulmasında ya da kararların verilmesinde birçok yazılım ya doğrudan ya da dolaylı olarak önemli rol oynar. En basit aşamadan başlayıp sistemin bütünselliğine doğru hareket edilirse üretim planlama için kullanılabilecek yazılımlar dört temel grup altında toplanabilirler. Bunlar;
- destek yazılımları, - optimizasyon ve karar verme yazılımları, - benzetim (simülasyon) yazılımları, - bütünleştirme ve genel amaçlı yazılımlar.
Bu anlamda her bir yazılım grubunun fonksiyon ve tanımı yapılırsa bunlar; Destek yazılımları: Bu yazılımlar daha çok hesap yapmayı, hesap ve verilere dayalı değerleri belirlemeyi sağlayan yazılımlardır. Bazı veriler ve değerler bu yazılımlar aracılığıyla karar sürecinde kullanılabilecek değer ve kararlar haline dönüştürülürler. Bu yazılımlardan belki de en çok kullanılan ve faydalanılanı genel amaçlı hesap işlem tabloları (Excel (Microsoft, 2010), Lotus (Lotus Symphony, 2010), Quattro Pro (Corel Quattro Pro, 2010) ve benzeri)’dir. Bu yazılım birçok alanda kullanıcıların talepleri doğrultusunda üretim planlama amacıyla kullanılmaktadır. Burada hesap işlem tablolarının birçok özelliği üretim planlamanın çeşitli aşamalarında kullanılmaktadır. Bunlar sırasıyla;
- talep tahminlerinde,
- durum ifadelerinde (grafiksel özellik),
- makrolar hazırlanarak bazı hesaplamalarda,
- formül ve programlar aracılığıyla bazı değerlerin oluşturulmasında, - tablolar halinde detaylı planlama amacıyla çizelgelemeler için kullanılmaktadır.
Bu yazılımların dezavantajları arasında birçok işgörenin sistematik bilgi eksikliğinden dolayı hesap işlem tablolarının yapabilirliklerinden haberdar olmamaları ve yetersiz bilgiden dolayı verimsiz kullanma problemi öncelikli olarak yer alır. Bu yazılımlar genel amaçlı yazılımlar olup tüm işletme bölümlerinde yaygın olarak kullanılmaktadırlar.

182
Yaygın olarak talep tahmini amacıyla kullanılan SPSS (SPSS, 2010), Minitab (Minitab, 2010) ve SAS (SAS, 2010) gibi paket yazılımlar mevcut verilerin analiz edilip değerlendirilmesinde önemli faydalar sağlarlar. Yine yaygın olarak çizelgeleme amacıyla MS Project (Microsoft, 2010) yapısında yazılımlar detaylı planlama ve çizelgeleme amacıyla kullanılabilirler. Optimizasyon ve karar verme yazılımları: Üretim planlama genel anlamda bazı detaylı optimizasyon çalışmalarına ihtiyaç duyar. Bunlar bazı kararların verilmesinde doğrusal programlama problemlerinin çözümü, karışım problemlerinde bazı optimum değerlerin tespit edilmesi gibi analiz ve değerlendirme aşamalarıdır. Bu aşamalara yönelik;
- Doğrusal programlama problemleri için GAMS (GAMS, 2010), Lingo (Lindo Systems, 2010), Lindo (Lindo Systems, 2010), What’s Best (Lindo Systems, 2010), CPLEX (CPLEX, 2010), OSL (OSL, 2010) ve benzeri doğrusal programlama yazılımları
- Karışım ve doğrusal olmayan optimizasyon problemleri için MATLAB (Mathworks, 2010) ve benzeri yazılımlar
üretim planlama için detay kararların verilmesinde önemli destek sağlayan yazılımlardır. Bütünleştirme ve genel amaçlı yazılımlar: Bu yazılımlar daha önceki konularda bahsi geçen bütünleştirmeyi oluşturabilecek ve mevcut verileri, veri değişimlerini paylaşmayı bazı senaryoların uygulamasında sistemin davranışını test etmeye yarayan yazılımlar olarak değerlendirilebilirler. Bu yazılımlar bir işletme veya işin etkin biçimde yürütülmesini sağlamak için gerek duyulacak tüm yazılımların işleyişe uygun bir biçimde kullanılmasını sağlayan ve bunları belirli bir çatı altında tutan programlardır. Bu programlar ile işletme güncel veri paylaşımını ve yönetsel kararlar için gerekli ölçütlerin değerlendirilmesini (maliyet analizi, termin verebilme gibi) etkin biçimde yapabilir. Bu çerçevede üretim planlama bu yazılım grubunun önemli bir fonksiyonu olarak değerlendirilebilir. Bütünleştirme yazılımları, bir veritabanı ve bu veritabanını kullanıcılarla paylaşan, onların ihtiyaçlarını algoritmalarla karşılayan programlar ve arayüzlerden oluşan yapılara sahiptirler.
6.8. Kurumsal Kaynakların Yönetimi ve Kurumsal Kaynak Planlaması ERP (Enterprise Resource Planning-Kurumsal Kaynak Planlaması) bir ticari yazılım bütününün bir işletme yapısına uygulamasıdır. Temel amacı bu yazılımın uygulaması ile elde edilen veri akışı sayesinde sistemin bütünleştirilmesinin sağlanmasıdır. Bu birçok işletmenin ERP’den beklediği en kritik ve en önemli fonksiyondur. İşletmelerce bu böyle algılanıp değerlendirildiği sürece başarılı ERP projeleri gerçekleştirilebilir. Günümüz işletmeleri, ulusal ve uluslararası açıdan dağınık yapılar gösterdiklerinden daha çok bütünleştirme için çaba göstermektedirler, diğer öncelikli hedefleri de, proseslerini değişen talepleri karşılamak için daha esnek, kolay uyarlanabilir ve etkin kılmak şeklinde ortaya çıkmaktadır. Bu anlamda işletmelerin yalnızca doğru ve güncel bilgi ihtiyacını karşılamakla yetinmeleri söz konusu değildir. Bugünün başarılı işletmeleri mükemmel tedarik zinciri, müşteri ilişkileri yönetimi, elektronik ticaret gibi gelişen özelliklerden etkin olarak yararlanmak durumundadırlar. Klasik anlamda organizasyonlarda bulunan değişik birimler kendilerine ait fonksiyonları yerine getirirler ve bu esnada ihtiyaç duydukları bilgi yapılarını kendi birimlerine özgü formatlarda oluştururlar. Bu oluşturulan sistemler paylaşılabilmelerine karşın gerçek anlamda bütünleşik değildirler. Bu sistem narin ve dar köprülerle birbirlerine bağlanmış bir adacıklar

183
ülkesini andırır. Bu köprülerde zaman zaman trafik sıkışır hatta durur, köprüler kopar, bir yerlere ulaşmak için uzun yollar kat edilmesi gerekebilir, ihtiyaçlar zamanında karşılanmaz. ERP öncelikle bu temel problemi çözmeyi amaçlar, ve ERP’nin bu anlamdaki başarısı genel olarak kanıtlanmıştır. Başarısızlıkların birçoğunda karşılaşılan en önemli problemlerden birisi ERP’nin bu temel fonksiyonun kaçırılması veya anlaşılamamasıdır. Bazen de yönetimin böyle bir paylaşımı büyük bir avantaj olarak görememesidir. ERP projesi başlatan işletmelerde öncelikle üst yönetimin entegrasyonu (bütünleşmesi) sistem ve yazılım açısından tam bir hedef birliği içinde benimsemesi gereklidir. Bu hedef birliği doğrultusunda proje tasarımı yapılmalı ve bilgi bütünlüğünü oluşturan sistem kurulmalıdır. Bu bütünleştirme dördüncü kuşak diller, ilişkisel veritabanı, müşteri hizmet birimi mimarisi, grafik kullanıcı arayüzü bilgisayar destekli sistemler gibi unsurlar ile sağlanabilir. Bu bütünleştirme ERP projesinin uygulandığı işletmeye, veri toplama araçlarına, uygulanan ve ihtiyaç duyulan teknolojiye göre farklılıklar gösterecektir. Yeni teknolojiler ve iyi tasarımlarla istenen düzeyde bütünleştirme firma içi ve firma dışı olarak iki ana grup sağlanır. Firma içi bütünleştirmede, mühendislik ve atölye veri toplama sistemleri, firma dışında satıcı-müşteri ilişkisini sağlayan elektronik veri sistemleri kullanılabilir. Firma dışı bütünleştirmelerde ise, uygulamalarda coğrafi olarak farklı yerlerde bulunan fabrikaların, bunların tedarikçilerinin ve dağıtım merkezlerinin ve dağıtım merkezlerin eşgüdümlü olarak planlanması sağlanmalıdır. Bu anlamda hangi müşterinin hangi dağıtım merkezinden faydalanacağı, tüm fabrikaların malzeme ve hizmet ihtiyaçlarının nereden karşılanmasının uygun olacağı, fabrikaların elinde bulunan makine, malzeme, işgücü, enerji, bilgi ve benzer kaynakların nasıl eşgüdümlü ve ortaklaşa olarak kullanılabileceği belirlenmiş olmalıdır. Böylece bir siparişin en kısa sürede, istenen kalite, istenen maliyetle karşılanabilmesi için tüm bağlı işletmelerin kaynaklarının kapasite ve kabiliyetlerinin kullanılabilmesi gerekmektedir. İşletmeler açısından bahsi geçen temel fonksiyonun işletme kaynak ve kabiliyetlerinin en etkin şekilde kullanılabilmesi gerçeği göz önünde bulundurularak başarılı bir kurumsal kaynak planlaması uygulamasının amacı ve bunu sağlayabilecek yazılım ve uygulamasının izleyen fonksiyonları yerine getirebilmesi gerekmektedir. MRP II’den sağlanan tüm verileri bütünleşik sistemde yararlı ve kontrollü biçimde kullanabilecek şekilde sunulabilmeli ve uygulanabilmelidir. Tüm uygulamalara istenildiği anda ve istenen noktada ulaşım kolaylığı sunmalıdır. Kurumsal kaynak planlaması uygulaması ile işletme işini daha iyi, daha kaliteli, daha hızlı yapabilmelidir. Bir karar destek sistemi olarak hata yapmayı önlemeli ve işletme için zararlara neden olabilecek konularda güvenilir veriler sunabilmelidir. Karar verme öncesinde değişik alternatifleri sunup bunları kıyaslamaya imkan sunmalıdır. Bu bilgiler ve özet değerlendirmeler sonucunda kurumsal kaynak planlaması için temel fonksiyonun sistemi istenen düzey ve teknolojiyle içte ve dışta bütünleştirme olduğu belirtilebilir. Bu çerçevede bir ERP projesi uygulamasında, bir işletme için gerekli yazılım ve modüllerinin doğru bir şekilde seçilmesi ve bunların anlamlı ve etkin bir şekilde uygulanması gerekmektedir.
Sonuç olarak bir kurumsal kaynak planlaması projesi uygulamasında yazılım, danışmanlık, işletme üçgeni elemanlarının en iyi şekilde seçilmesi, seçilen bu elemanların en iyi şekilde tasarlanması, tasarlanan bu sistemin başarılı bir şekilde uygulanmasıyla ancak başarıya ulaşılabileceği unutulmamalıdır (Yaman R., 2010).
184
6.8.1. Kurumsal Kaynak Planlaması (Enterprise Resource Planning-ERP) Sistemlerinin Genel Yapısı ERP gelişim sürecinin günümüzde ulaştığı nokta, stok kontrolü ile başlayıp işletmenin yönetim fonksiyonlarının tamamını kapsayan bütünleşik yapının altındaki felsefenin erişebileceği son noktaya iyice yakınlaşmış olduğu şeklinde yorumlanmaktadır. Bu felsefeyi veya yaklaşımı iyi bir şekilde algılayabilmek için öncelikle ERP’nin kavramsal olarak ne anlamlara geldiğini, neleri kapsadığını ve ana amaçlarının neler olduğunu, farklı kaynaklardaki bakış açılarını da yorumlamak faydalı olacaktır. ERP yazılımları, üretim yönetim sistemleri felsefesini kapsamaktadır ve aynı zamanda işletmenin bütün fonksiyonlarına ulaşan organizasyon çapında bilgi sağlamaktadır. Diğer bir deyişle ERP sistemi sipariş alımından muhasebeye, tedarikten depolamaya kadar bir organizasyondaki her şeyi etkiler ve bütün bu fonksiyonel birimlerdeki verileri birleştirme yeteneğine sahiptir. ERP sistemi, açılımı itibariyle bir planlama tekniği üzerinde geliştirilmiştir. Planlama, yönetim birimlerinin sadece bir sürecidir ve uygulamada sunduğu fonksiyonlara bakıldığında entegre edilen modülleriyle ERP sisteminin, kurumsal bir bilgi sistemi olarak üretim fonksiyonlarından planlamanın yanı sıra, yürütme ve kontrol gibi yönetim fonksiyonlarına da sahip olduğu görülmektedir (Aydın, 2007).
ERP, işletmenin uzun vadeli stratejik amaç ve hedeflerine bağlı olarak müşteri taleplerinin optimize edilmiş şekilde karşılanabilmesi için, konum olarak coğrafi farklılıkları olan bölgelerdeki tedarik, üretim ve dağıtım kaynaklarının en etkin ve verimli şekilde planlanabilmesi, koordine ve kontrol edilebilmesine yönelik fonksiyonları birbirine entegre şekilde çalıştıran bir yazılım sistemidir. Hem stratejik planlama çalışmaları ile belirlenen amaç ve hedeflere, hem de üretim ve dağıtım kaynaklarının kapasite ve özelliklerine gereken ayrıntıda dikkat ederek, faaliyetleri değişime duyarlı hale getirebilmek ancak ERP yaklaşımı ile mümkün olabilmektedir.
ERP kavramsal olarak birbirine çok yakın fakat farklı bakış açılarını içeren tanımlamalar ile farklı kaynaklarda karşımıza çıkmaktadır. ERP planlama, üretim, satış, pazarlama, dağıtım, muhasebe, finansal ve insan kaynakları yönetimi, proje yönetimi, envanter yönetimi, hizmet ve bakım, ulaştırma ve e-işletme gibi işlevsel alanları destekleyen modülleri kapsayan, işletme yönetimi yazılımlarıdır. Bu yazılımların yapısı, işletme içerisindeki tüm fonksiyonlar arasındaki bilgi akışını sürekli paylaşılabilen bir şekilde sağlayan modüllerin, şeffaf entegrasyonunu kolaylaştırmaktadır. Amerika Üretim ve Envanter Kontrol Topluluğu, ERP sistemlerini, “bir üretim, dağıtım ya da hizmet şirketi içerisindeki müşteri siparişleri için tüm kaynakların alım, yapım, yükleme ve muhasebesinin etkili planlama ve kontrol yöntemi” olarak tanımlamıştır. Kurumsal Kaynak Planlaması; bir işletme içerisinde (finans, muhasebe, insan kaynakları, tedarik zinciri ve müşteri bilgileri) dolaşan tüm bilgilerin kusursuz bir şekilde entegrasyonunu öngören yazılımlar bütününü kapsamaktadır. ERP sistemleri, bir işletme içerisindeki işlevsel alanlardaki bilgi ve bilgi tabanlı süreçleri entegre eden, yapılandırılabilir bilgi sistemleri paketidir.
Bu anlamda ERP yapısı temel fonksiyonları ifade edilen bloklar olarak Şekil 6.11’de gösterilmektedir.

185
MERKEZİ VERİTABANI
ÖN BÜRO
ORTAK RAPORLAR ARKA BÜRO
İNSAN KAYNAKLARI YÖNETIMI
STOK YÖNETİMİ
ÜRETİMUYGULAMALARI
SATIŞ ve
DAĞITIM
SERVİSUYGULAMALARI
MÜŞTERİLER
TEDARİKÇİLER
Şekil 6. 12: ERP Sisteminin Yapısı (Fui-Hoon, 2002)
Genel olarak ERP kavramını özetlemek gerekirse, bir ERP sistemi, bilgi teknolojisi ile mümkün olan, işletmenin bütün kaynaklarını planlayan ve bütün bilgi ihtiyaçlarını cevaplamayı amaçlayan bir yönetim sistemidir. Başka bir ifadeyle ERP, tamamıyla bütünleştirilmiş bilgisayar destekli bir iş yönetim sistemidir. Organizasyonlar çeşitli fonksiyonlardaki iş süreçlerini entegre etmek için ERP yazılım paketlerini uygulamaktadırlar. ERP sistemi, yalnız bazı fonksiyonel birimler yerine organizasyondaki tüm iş süreçlerini bir bütün olarak otomasyona dönüştürmede işletmelere yardımcı olmaktadır. Atölye faaliyetlerinden, yöneticilerin performans izleme faaliyetlerine kadar bütün faaliyetler için kesintisiz bir bütünleştirme, çeşitli bilgisayar donanım ve yazılım platformlarını bir diğeri ile uygun hale getiren ERP uygulamaları sayesinde başarılmıştır (Aydın, 2007). MRP II uygulamalarında görülen en önemli zaaflardan biri, şirketin coğrafi olarak farklı bölgelerde (yurt içi ve dışı) bulunan fabrikalarının, bunların tedarikçi firmalarının ve dağıtım istasyonlarının kaynaklarını eşgüdümlü olarak planlanamıyor olmasıdır. Ulusal veya uluslararası düzeyde birden fazla fabrikası, tesisi ve depoları bulunan bir şirketin tüm kaynaklarını etkin ve verimli bir şekilde planlayabilmesi, 1990’lı yıllarda ortaya çıkan ve hızlı bir gelişim sürecine giren ERP yaklaşımı ile olası hale gelmiştir. Bu çerçevede, hangi müşteriye ait hangi siparişin hangi dağıtım istasyonundan karşılanması veya hangi fabrikada üretilmesi gerektiği, tüm fabrikaların malzeme ve hizmet ihtiyaçlarının nereden karşılanmasının uygun olacağı, fabrikaların elinde bulunan makine, malzeme, işgücü, enerji, bilgi gibi üretim ve dağıtım kaynaklarının nasıl eşgüdümlü ve ortaklaşa olarak kullanılabileceği belirlenmiş olmaktadır. Kısaca, müşteriye ait siparişin en kısa sürede, istenen kalite ve maliyette karşılanabilmesi için tüm bağlı işletmelerin dağıtım, üretim ve tedarik kaynaklarının kapasite ve özellikleri aynı anda dikkate alınmaktadır (Aydın, 2007). Stok ve tedariklerle ilgili MRP II ve ERP yazılımlarının kendi ve genel özelliklerinin yanı sıra işletmelerin takip edecekleri politikayı belirleme ve özel yaklaşımlarla kendilerine daha iyi hizmetler sunan sistemler oluşturma imkanları olduğu da ayrı bir bakış açısıdır. Bu da mevcut ve önerilen sistemlerin bir çoğunda mümkündür (Yaman R., vd. 2005). ERP’nin temel fonksiyonları ve ilişkileri açısından işleyişi Şekil 6.12’de görülebilir.

186
MÜŞTERİLER
ÜRETİMYÖNETİMİ
FİNANS
STOK YÖNETİMİ
TEMEL VERİYÖNETİMİ MRP
SATIN ALMA
MAL GİRİŞİ
SATIŞ / KAPASİTE ÜRETİM PLANLAMA
FATURA KONTROL
FATURAL AMA
SEVKİYAT
SATIŞ DEPOSU
SİPARİŞ
TEKLİF TEDARİKÇİLER
MRP II uygulama dönemlerinde söz konusu gelişim sürecinin ürünü olarak ERP’nin ortaya çıkmasına neden olan bir diğer konu da farklı fabrikalar veya aynı fabrika bünyesi içinde farklı üretim tiplerinde farklı üretim süreçlerinin olması ve dolayısıyla esnek bir kaynak planlama yaklaşımına olan ihtiyacın ortaya çıkmasıdır. ERP bu farklılıklar ile baş edebilecek bir yapıdadır. İşletmeler arası entegrasyonu, işletmeler bazındaki esneklik ilkesine uygun olarak gerçekleştirir. Amaç fabrika bazında istasyonu yönetimin avantajlarından yararlanırken, işletmeler arası koordinasyonu ve entegrasyonu tüm organizasyonun temel stratejileri doğrultusunda sağlamaktır. Güçlü bir ERP sistemi, organizasyon çapında tek bir teknoloji platformu kurmak için genellikle işlemci yapısını, yerel işlemci gücünü ve kullanımı kolay arayüzleri kullanmayı tercih etmektedir. Güncel ERP sistemleri açık bir işlemci yapısına sahip olup gerçek zamanlıdırlar. Yani, işlemciler bilgiyi uzaktan işleme imkanına sahiptirler ve yeni bir girdinin sonucu tüm tedarik zincirine ulaşır. Böyle sistemlerin işletmelere çekici gelmesinin nedeni, bir şirketin tüm çalışanlarının, tek bir birleşik kullanıcı arayüzü sayesinde hemen hemen hiç beklemeden aynı bilgiye ulaşabilmesidir.
Örneğin, SAP R/3 gibi ERP sistemi, sadece sayıları işleyen fonksiyonel modülleri içermez, ayrıca ileri üretim teknolojilerini ve metodolojilerini de içerir. Böyle bir sistemin uygulanması, işlemlerin ve tüm iş kültürünün radikal değişimi ile sistemin birleşik yapısından elde edilen faydalarla sonuçlanır (Bingi vd., 1999). Bu da MRP II uygulamalarının ardından ERP’nin hızlı gelişiminin sebebini açıkça ortaya koymaktadır (Aydın, 2007; Cevdet, 1998). ERP sistemlerinin genel özellikleri özetle aşağıdaki gibidir:
- Entegrasyon,
- Fonksiyonellik,
- Esneklik,
- Modülerlik,
- Çok yerden işletme olanağı, - Çok sektörde işletme olanağı, - Farklı üretim tiplerini destekleme özelliği, - Bilgiye hızlı erişim,
Şekil 6. 13: ERP Sisteminin İşleyişi (Yaman Z., 2002)

187
- Ekip yönelimi,
- Yeniden yapılanma, - Evrensellik.
Günümüzde giderek daha fazla şirket küreselleşmekte ve işletmelerini küçültmeye ve yerinden yönetime odaklamaktadır. Bu küresel şirketlerin işletmelerini verimli bir şekilde yönetmeleri için, ERP sistemi kapsamlı, çok yönlü yönetim yeteneklerine sahip olmak zorundadır ve bu nedenle gelişimi hızla devam ettirmelidir (Aydın, 2007). 6.8.2. ERP’nin Geleceği: Genişletilmiş ERP uygulamaları Gelecek ile ilgili değişim ve öngörüler ışığında, internetin hızlı gelişmesi ERP uygulamalarını kullananların sayısının çok hızlı bir şekilde artmasına neden olacaktır. Bugünlerde, şirketler eski dönemden kalan bütünleşik olmayan sistemlerini internet tabanlı bütünleşik ERP uygulamaları ile değiştirmektedirler. Bu bütünleşik sistemler kurumu tedarikçilerinden müşterilerine kadar bağlayan genel iş stratejilerinin bir parçası olmakta ve sürecin tamamını bütünsel bir değer zincirine dönüştürmektedir. Büyük çaptaki ERP yazılımcıları sabit bir şekilde kendi yazılımlarını güncellemekte ve her geçen gün ERP’deki açık alanlardan birisi olan işbirlikçi ve rekabetçi iş çevresini dikkate alma anlayışını destekleyen yeni bir bütünleşik ERP / e-iş uygulamalarını sektörün hizmetine öncekilere göre daha gelişmiş bir şekilde sunmaktadır (Fui-Hoon, 2002).
Başlıca ERP satıcıları, en son sektör taplerini karşılamak üzere tasarlanmış geliştirilmiş ERP çözümleri geliştirmeye ve uyumlu ve adapte edilebilir ERP bileşenleri kurmaya devam edeceklerdir. Örneğin; Oracle’ın 11. sürümü, Tedarik Zinciri Yönetimi, Sipariş Yönetimi ve yeni self-servis yazılım modülleri içeren bir iş uygulaması takımıdır (SUITE). Tüm yazılım takımı, müşteri hizmetlerinden tedarikçilere her şeyi yürütmek için etkili bir şekilde çalışmaktadır (Wallace ve Kremzar, 2001). Gelişmekte olan ERP temel felsefesine ve yapısına yönelik kapsam Şekil 6.13'te görülebilir.

188
Müþteri, Tahmini Beklentiler
TEDARİKÇİLER
İNTERNET
İŞKARAR
DESTEK
MÜŞTERİ -e İŞ
İŞ- e Ticaret
TEDARİK ZİNCİRİYÖNETİMİ
MÜŞTERİİLİŞKİLERİYÖNETİMİ
İNSA
NK
AY
NA
KLA
RI
FİNANSLOJİSTİK
İNTRANET
ERP
MÜŞTERİLER
Şekil 6. 14: Gelişen ERP Sisteminin Temel Yapısı (Aydın, 2007)
Bu yapı ile gelişen bir ERP sistemi üretimdeki tüm paydaşların göz önünde bulundurulması gerekliliğini vurgulamaktadır.

189
Bölüm Çalışma Soruları
1. Zımba üretilmesine yönelik bilgiler aşağıdaki gibidir: Plastik kısımlar ve yaylar dışarıdan temin edilmektedir. Pres şekillendirmeler, montaj, boya ve diğer ürünler işletme tarafından gerçekleştirilmektedir. Firmada 5 çalışan mevcut olup ürüne yönelik standart zamanlar izleyen tablodadır (tüm çalışanların işi aynı verimlilikte yaptığı varsayılmaktadır). Çalışanlar günde 2 defa 15 dakika çay molası ve 1 saat öğle yemeği için ara vermektedirler. Tüm bu veriler doğrultusunda 1500 adet siparişi ne zaman teslim edebileceğimizi müşterimize bildirip, üretim amaçlı ürün ağacını oluşturup, ilgili üretim çizelgesini verilen takvim zamanı için hazırlayınız. 2010 yılındaki gerçek takvime göre üretime 25.05.2010 tarihinden itibaren başlanacaktır.
İşlemler Zaman
(dk/ürün)
Sac kesme zamanı 2
Sac şekillendirme 2
Pim hazırlama 2
Montaj 5
Boyama 3
2. MRP, MRP II, ERP yapılarını kapsam ve gelişimleri açısından değerlendirip Venn şemasıyla ifade ediniz.
3. ERP’nin temel fonksiyonlarını ve önceliklerini belirtiniz. 4. MRP II ve ERP arasındaki farkları belirtiniz. 5. ERP uygulamalarında karşılaşılan güçlükleri ve başarısızlık nedenlerini tartışınız.
Kaynaklar
- A Guide to Implementing the Theory of Constraints (TOC), Erişim tarihi: 23.09.2010, http://www.dbrmfg.co.nz/Production%20DBR.htm
- Acar, N., Tam Zamanında Üretim, MPM Yay., Ankara, 2003. - AGI-Goldratt Institute, Erişim tarihi: 09.09.2010,
http://www.goldratt.com/toctpwp1.htm
- Bingi, P., Sharma, M. K., Golda, J. K., Critical Issues Affecting an ERP Implementation, Information Systems Management, 1999.
- Biymed, Yalın Üretim, Erişim tarihi: 03.08.2010, http://biymed.com/bulten/ocak06-
5.htm.
- Blackstone, J., Theory of Constraints, Erişim tarihi: 05.10.2010, http://www.scholarpedia.org/article/Theory_of_Constraints.

190
- Büyükyılmaz, O., Gürkan, S., Süreçlerde En Zayıf Halkanın Bulunması: Kısıtlar Teorisi, ZKÜ
Sosyal Bilimler Dergisi, Cilt 5, Sayı 9, 2009. - Cevdet, M.Ö., ERP Sistemleri ve Tedarik Zinciri Yönetimi, Yüksek Lisans Tezi, İTÜ, 1998. - Corel Quattro Pro, Erişim tarihi: 15.08.2010,
http://www.corel.com/servlet/Satellite/eu/en/Content/1150905725000.
- CPLEX, Erişim tarihi: 15.08.2010, 20.09.2010, http://www-
01.ibm.com/software/integration/optimization/cplex-optimizer.
- Fui-Hoon, F., Enterprise Resource Planning Solutions and Management, Travers, J., IRM Press, USA, 2002.
- GAMS, Erişim tarihi: 03.09.2010, http://www.gams.com - Hugos, M., Essentials of Supply Chain Management, John Wiley & Sons Inc., 2003.
- IBM, Erişim tarihi: 03.09.2010, http://www.ibm.com/tr
- Kobu, B., Üretim Yönetimi, İstanbul Üniversitesi İşletme Fakültesi, İşletme İktisat Enstitüsü Araştırma ve Yardım Vakfı, İstanbul, 1996.
- Levine, S., The ABC’s of ERP, America’s Network, C.103, 1999.
- Lindo Systems, Erişim tarihi: 03.09.2010, http://www.lindo.com - Lotus Symphony, Erişim tarihi: 03.09.2010,
http://symphony.lotus.com/software/lotus/symphony/home.nsf/home
- Mathworks, Erişim tarihi: 03.09.2010, http://www.mathworks.com - Microsoft, Erişim tarihi: 03.09.2010, http://www.microsoft.com - Minitab, Erişim tarihi: 03.09.2010, http://www.minitab.com
- Monden, Y., Toyota Production System: Practical Approach to Production Management, Industrial Engineering and Management Pres., New York, 1988.
- OSL, Erişim tarihi: 16.08.2010, http://domino.watson.ibm.com/tchjr/journalindex.nsf/0/b059b95a468a6f5a85256bfa00685c74?OpenDocument
- SAS, Erişim tarihi: 03.09.2010, http://www.sas.com
- Schonberger, R.J., The Pull of Kanban, Production and Inventory Management Journal, 29 (4):54-58, 1988
- Seçkin, F., Yalın Üretim Teknikleri ve KOBİ’lerde Uygulanabilirliğinin İncelenmesi, Yüksek Lisans Tezi, Balıkesir Üniversitesi, 2007.
- SPSS, Erişim tarihi: 03.09.2010, http://www.spss.com.tr - Suzaki, K., İmalatta Mükemmellik Yolu, The Lean Enterprise Institute, Brookline,
Massachusettes, USA, 2001.
- The Theory of Constraints and Its Thinking Processes, AGI Goldratt Institute, http://new.goldratt.com/toctpwhitepaper.pdf Erişim Tarihi: 22.09.2010.
- Töre, Ö.G., Yalın Üretim ve Otomotiv Sanayiinde Kullanılması, Yüksek Lisans Tezi, İTÜ, 2000.
- Utaş, T., Yalın Üretim ve Yalın Üretimde Kullanılan Stratejiler, Yüksek Lisans Tezi, İstanbul Üniversitesi, 2001.

191
- Wallace, T.F., Kremzar, M.H., ERP: Making It Happen; The Implementers’ Guide to Success with Enterprise Resource Planning, John Wiley & Sons Inc., USA, 2001.
- Wild, R., Production and Operations Management, Fourth Edition, Henley-The Management College and Brunel University, UK, 1990.
- Yaman, R., Karaoğlan, A. D., Ergün, K., Akçal H., Akçal H., Üretim İşletmelerinde ERP Sistemleriyle Uyumlu Olarak Çalışan ve Kendini Yenileyen Malzeme İhtiyaç Planlama Sisteminin Kurulması ve Bir Uygulama, V. Ulusal Üretim Araştırmaları Sempozyumu, İstanbul Ticaret Üniversitesi, 25-27 Kasım 2005.
- Yaman, R., Kurumsal Kaynak Planlamasının Temel Fonksiyonu Nedir? (Eylül 2006), Erişim tarihi: 01.09.2010, http://www.ias.com.tr/enterprise/articles/erp-temel-fonksiyon.html
- Yaman, Z., MRP-DRPII-ERP-SCM: Şimdi Sırada Ne Var?, Pazarlama Dünyası, 2002.