national competency based skill training welder -...
TRANSCRIPT
Trainee:.........................................................................................................................................
Training Provider:........................................................................................................................
Year:............................................................. Trainee Contact no:..............................................
National Competency Based Skill Training
Welder - Logbook

Technical & Vocation Education & Training Authority
IT Technician Logbook Page 1
Competency Based Skill Training Logbook
Introduction
Technical and Vocational Education and Training (TVET) Authority of Ministry of
Education regulates and monitors the TVET programs conducted according to the
National Competency Standards in the Maldives, to ensure that the competency based
trainings delivered in the Maldives are quality assured. Thus, to ensure that the industry
gets a skilled workforce, trained according to the industry needs, TVET Authority has
developed Competency Based Skill Training (CBST) Logbooks for the National
Competency Standards.
The CBST Logbook is an assurance to all concerned parties that the training is being
conducted with the relevant theory, activities and tasks for the occupation specified in
the National Competency Standard. Hence the purposes of maintaining the CBST
Logbook is to assess, monitor and improve competency, while giving the opportunity
to work more on the needed areas of the occupation as the trainee proceeds with the
training. Thus the CBST Logbook is an important component for the trainee to move
forward in the training.
As the CBST logbook specifies the tasks that an apprentice is to complete to be deemed
competent according to the NCS, the Trainee must fill the necessary details of the CBST
Logbook regularly, as he/she goes along the training. Similarly, the workplace
supervisor has to sign in the log when the apprentice successfully completes each task.
Additionally, through the CBST Logbook the external assessor who will be assessing
the trainer when the training is complete can identify what are the tasks that the trainee
completed under each unit, thus easing the assessment.
Training Details

Technical & Vocation Education & Training Authority
IT Technician Logbook Page 2
Training course:
Coordinator
Name
Contact number
Employer / Supervisor
Name
Contact number
Address of workplace / company:
Seal of workplace / company:

Technical & Vocation Education & Training Authority
IT Technician Logbook Page 3
NSC Unit Perform spot welding CON02S2U01V1
Elements Of
Competence (Tasks)
o Cum material to size to suit the job.
o Prepare joint surfaces for welding.
o Tack weld the metal pieces.
o Weld thin sheets.
o Weld thin wire mesh
Lesson title and date L3
Trainee Task Type Date
Completed
Trainee
Signature
Trainer
Signature
1. Required material for the job selected
according to specifications
Demo
2. Measurements marked accurately on selected
material according to drawings
Demo
3. Material cut according to measurements for the
job
Demo
4. Joint surfaces prepared, according to
specifications
Demo
5. Joint surfaces of metal, filed/ground or evened
out by suitable means, to suit specifications
Demo
6. Metal surfaces, prepared cleaned as required
for welding
Demo
7. Parts for welding secured by using clamps, and
checked with drawing for accuracy
Demo
8. Work pieces aligned and clamped to suit
specifications
Demo
9. Spot welding equipment arranged as required
for the welding job, fixing suitable electrodes
and other accessories
Demo
10. Current, time and pressure to be applied, set
according to requirements
Demo
11. Thin sheets spot welded to meet the required
standards
Demo
12. Spot welding equipment arranged as required
for the welding job, fixing suitable electrodes
and other accessories
Demo
13. Current, time and pressure to be applied, set
according to requirements
Demo

Technical & Vocation Education & Training Authority
IT Technician Logbook Page 4
14. Work pieces clamped, according to required
specifications
Demo
15. Wire mesh spot welded according to required
standards
Demo
Trainer Name: Completion Date:
Feedback to Candidate:
For TVET Certified External Assessor Use Only
Name and Signature:
Unit Assess Date:
Feedback to candidate:

Technical & Vocation Education & Training Authority
IT Technician Logbook Page 5
NSC Unit Perform soldering and brazing CON02S2U08V1
Elements Of Competence
(Tasks)
o Prepare the job for Soldering / Brazing
o Prepare the edges and surfaces to be joined
o Prepare for Soldering / Brazing
o Solder metal parts
o Braze Metal parts
Lesson title and date Perform soldering and brazing L3
Trainee Task
Type Date
Comple
ted
Trainee
Signature
Trainer
Signature
16. Solderability of the parts to be joined ascertained Demo
17. Material required for the job, selected according to
specifications
Demo
18. Material cut, to required sizes for soldering/brazing Demo
19. Soldering/Brazing joints/surfaces prepared
according to specification
Demo
20. Surfaces/edges de-rusted and cleaned thoroughly by
sanding/filing /scraping/chemical applications
Demo
21. Suitable heating device selected, as appropriate for
the job
Demo
22. Suitable solder / brazing alloys and flux selected to
suit the metal to be joined
Demo
23. Flux applied on the surfaces to be joined Demo
24. Parts to be soldered aligned and secured using Demo
25. suitable clamping devices Demo
26. Wetting process carried out to ease soldering Demo
27. Soldering performed to the required Demo
28. specification Demo
29. Soldered joint cleaned as necessary Demo
Trainer Name: Completion Date:
Feedback to Candidate:
Technical & Vocation Education & Training Authority
IT Technician Logbook Page 6
For TVET Certified External Assessor Use Only
Name and Signature:
Unit Assess Date:
Feedback to candidate:

Technical & Vocation Education & Training Authority
IT Technician Logbook Page 7
NSC Unit Weld steel / aluminum plates by Oxy Acetylene welding In 1F,2F,1G and 2G positions
CON02S2U09V1
Elements Of Competence
(Tasks)
o Cut material to required sizes
o Prepare weld joints
o Arrange arc welding equipment.
o Tack weld the metal pieces
o Weld steel plates, in 1F, 2F, 3F, 1G, 2G positions by manual arc welding
o Build up metal by manual arc welding process.
Lesson title and date L3
Trainee Task Type Date
Completed
Trainee
Signature
Trainer
Signature
1. Material selected for the job according to
specification
Demo
2. Measurements marked accurately on selected
material according to drawings
Demo
3. Material cut according to measurements in the
drawing
Demo
4. Joint prepared according to specifications Demo
5. Metal parts cleaned for welding Demo
6. Gas welding equipment set for safe operation Demo
7. Suitable welding nozzle and gas pressure selected
according to material thickness
Demo
8. Suitable welding rods and flux selected for the job
as necessary
Demo
9. Parts aligned and secured for welding using clamps
to suit specification
Demo
10. Work pieces tack welded in position Demo
11. Welding torch ignited and adjusted to get the
required flame
Demo
12. Metal plates welded by manipulating the Torch,
with correct gap, feed, travel speed and angle using
flux as necessary
Demo
13. Weld checked for continuity evenness, quality and
completeness
Demo
14. Weld joint cleaned as required Demo
15. Weld joint checked for defects visually Demo
Technical & Vocation Education & Training Authority
IT Technician Logbook Page 8
16. Any repairs to the welded joint made as necessary
to ensure a quality weld
Demo
17. Areas to be built up identified, marked and prepared Demo
18. Metal built up by manipulating the Torch with
correct gap,
Demo
19. bead, travel speed and angle using flux as necessary Demo
20. Weld built up evenly without high spots Demo
21. Built up surface cleaned, and evened out as required Demo
Trainer Name: Completion Date:
Feedback to Candidate:
For TVET Certified External Assessor Use Only
Name and Signature:
Unit Assess Date:
Feedback to candidate:

Technical & Vocation Education & Training Authority
IT Technician Logbook Page 9
NSC Unit Weld steel/aluminum plates by Oxy Acetylene welding In 3F,4F,3G and 4G positions
CON02S2U10V1
Elements Of Competence
(Tasks)
o Cut material to required sizes
o Prepare weld joints
o Arrange gas welding equipment
o Tack weld the metal pieces
o Weld steel/aluminum plates, in 3F,4F,3G and 4G positions by oxy-
acetylene welding
Lesson title and date Weld steel plates by manual arc welding In 3G,4G, and 4F positions L3
Trainee Task Type Date
Completed
Trainee
Signature
Trainer
Signature
22. Material selected for the job according to
specifications Demo
23. Drawings interpreted and measurements
marked accurately on materials selected Demo
24. Material cut according to measurements in the
drawing Demo
25. Joint prepared according to specifications Demo
26. Metal parts cleaned for welding Demo
27. Gas welding equipment set for safe operation Demo
28. Suitable welding nozzle and gas pressure
selected according to material thickness Demo
29. Suitable welding rods and flux selected for the
job as necessary Demo
30. Parts aligned and secured for welding using
clamps to suit specification Demo
31. Work pieces tack welded, in position Demo
32. Welding torch ignited and adjusted to obtain
the required flame Demo
33. Metal plates welded by manipulating the
Torch, with corrected gap, feed, travel speed
and angle using flux as necessary
Demo
34. Weld checked for continuity evenness, quality
and completeness Demo
35. Weld joint cleaned as required Demo
36. Weld joint checked for defects visually Demo

Technical & Vocation Education & Training Authority
IT Technician Logbook Page 10
37. Any repairs to the welded joint made as
necessary to ensure a quality weld Demo
Trainer Name: Completion Date:
Feedback to Candidate:
For TVET Certified External Assessor Use Only
Assessor Name and Signature:
Unit Assess Date:
Feedback to candidate:
Technical & Vocation Education & Training Authority
IT Technician Logbook Page 11
NSC Unit Perform metal spraying and hard facing CON02S2U23V1
Elements Of Competence
(Tasks)
o Identify the base metal
o Perform surfacing (Hard facing) using oxy-acetylene process
o Perform surfacing (Hard facing) using manual arc welding
o Perform MIG/ MAG surfacing
o Perform TIG surfacing
o Perform plasma powder spraying
o Perform metal spraying (metallizing) by oxy-acetylene process
o Perform metal spraying (metallizing) by electric-arc process
Lesson title and date Perform metal spraying and hard facing L3
Trainee Task Type Date
Completed
Trainee
Signature
Trainer
Signature
1. The component to be hard faced/ metal sprayed,
thoroughly cleaned by removing oil, grease and
other foreign matter
Demo
2. The type of parent metal ascertained by visual
means Demo
3. The surface treatment is to be given by surfacing or
metallizing, determined Demo
4. The metal surface cleaned and prepared as required
for the job Demo
5. Suitable welding nozzles, gas pressure and type of
flame selected to suit the job Demo
6. Work piece clamped for hard facing in the Demo
7. required position Demo
8. Suitable filler rods and fluxes selected for the job Demo
9. Buffer layer applied with suitable rod as required Demo
10. Hard facing filler metal deposited to the buffer
layer to required thickness to get the desired
properties
Demo
11. The built up surface slowly cooled down in order
to avoid cracking Demo
12. The built up surface checked for continuity,
evenness and quality Demo
Technical & Vocation Education & Training Authority
IT Technician Logbook Page 12
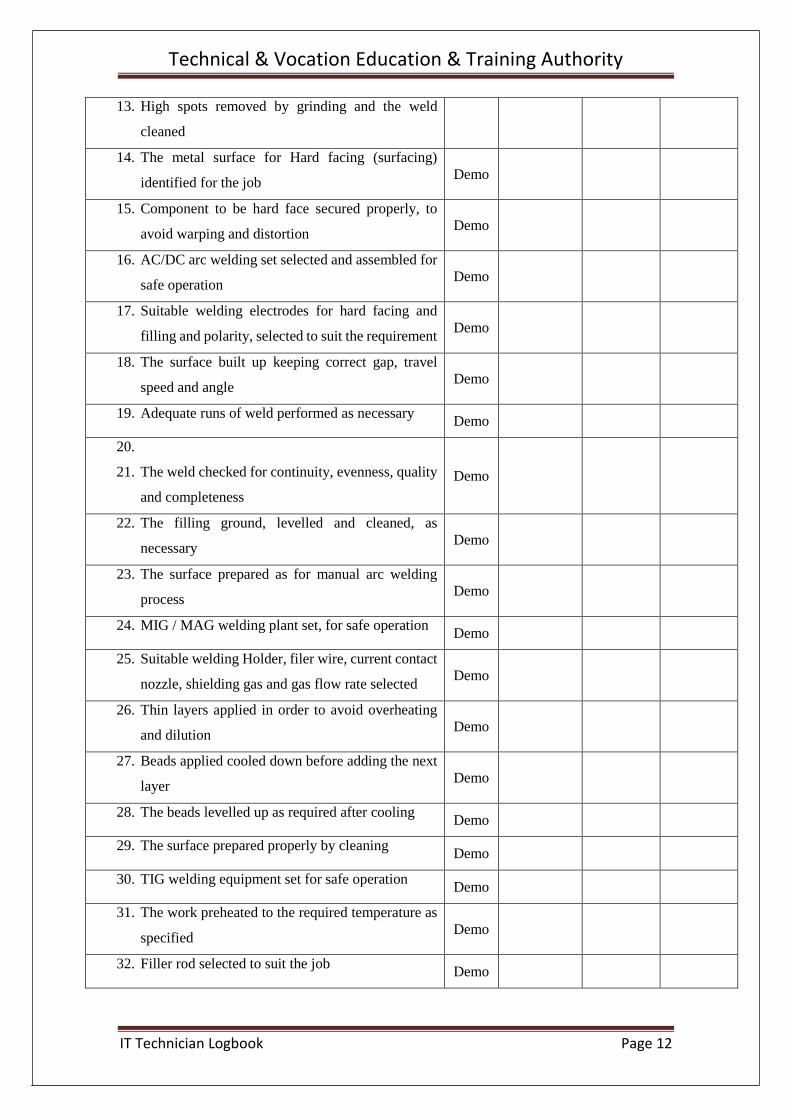
13. High spots removed by grinding and the weld
cleaned
14. The metal surface for Hard facing (surfacing)
identified for the job Demo
15. Component to be hard face secured properly, to
avoid warping and distortion Demo
16. AC/DC arc welding set selected and assembled for
safe operation Demo
17. Suitable welding electrodes for hard facing and
filling and polarity, selected to suit the requirement Demo
18. The surface built up keeping correct gap, travel
speed and angle Demo
19. Adequate runs of weld performed as necessary Demo
20.
21. The weld checked for continuity, evenness, quality
and completeness
Demo
22. The filling ground, levelled and cleaned, as
necessary Demo
23. The surface prepared as for manual arc welding
process Demo
24. MIG / MAG welding plant set, for safe operation Demo
25. Suitable welding Holder, filer wire, current contact
nozzle, shielding gas and gas flow rate selected Demo
26. Thin layers applied in order to avoid overheating
and dilution Demo
27. Beads applied cooled down before adding the next
layer Demo
28. The beads levelled up as required after cooling Demo
29. The surface prepared properly by cleaning Demo
30. TIG welding equipment set for safe operation Demo
31. The work preheated to the required temperature as
specified Demo
32. Filler rod selected to suit the job Demo

Technical & Vocation Education & Training Authority
IT Technician Logbook Page 13
33. The worn surface built up to the required thickness
and cooled down slowly to avoid undue stresses Demo
34. Heat treatment carried out if specified Demo
35. The plasma-powder torch set according to
specifications Demo
36. The suitable surfacing powder and gas selected as
required for the job Demo
37. Switched on pilot arc and metal powder preheated Demo
38. Switched on main arc and the melted powder
sprayed to the required thickness and width by
manipulating the torch
Demo
39. The surface cooled down slowly Demo
40. Surface properly cleaned to get rid of rust and
scales Demo
41. The surface roughened by turning grooves to
improve anchoring of the sprayed metal Demo
42. Oxy-acetylene spray torch connected with flow
meters for air and gas pressure regulators, arranged
according to specifications
Demo
43. Suitable filler wires/ powder appropriate for the job
selected Demo
44. Thin coats sprayed by proper manipulating the
wire/ powder flow rate and gas flame adjustment Demo
45. The sprayed surface allowed to cool down slowly Demo
46. Surface properly cleaned to get rid of oil, grease,
rust and scales Demo
47. Electric-arc, spray torch (DC power source)
arranged according to specifications Demo
48. Suitable filler wires selected and the dual wire
feeder mechanism adjusted to get the desired melt
rate
Demo
49. The compressed air jet flow speed adjusted as
appropriate Demo

Technical & Vocation Education & Training Authority
IT Technician Logbook Page 14
50. Thin layers deposited by correct manipulation of
the torch Demo
51. The sprayed surface allowed to cool down slowly Demo
Trainer Name: Completion Date:
Feedback to Candidate:
For TVET Certified External Assessor Use Only
Assessor Name and Signature:
Unit Assess Date:
Feedback to candidate:

Technical & Vocation Education & Training Authority
IT Technician Logbook Page 15
NSC Unit Weld metal by submerged arc welding process CON02S2U24V1
Elements Of Competence
(Tasks)
o Cut material to size
o Prepare welding edges
o Set arc welding equipment with the self-propelled carriage, filler wire and
flux
o Tack weld the metal pieces
o Weld metal with submerged arc in flat or horizontal positions
o Build up metal by submerged arc welding process
o Perform hard facing operations
Lesson title and date Weld metal by submerged arc welding process L3
Trainee Task Type Date
Completed
Trainee
Signature
Trainer
Signature
1. Material required for the job selected according to
specifications Demo
2. Drawings interpreted and measurements, marked
accurately on materials selected, as per drawing /
templates
Demo
3. Material cut according to measurements in the
drawing Demo
4. Weld edges prepared by flame cutting / grinding
according to specifications Demo
5. The prepared metal surfaces cleaned for welding Demo
6. Suitable welding filler wire and flux selected for
the job Demo
7. AC or DC welding set selected and assembled for
safe operation Demo
8. The self-propelled carriage of the automatic
submerged arc welding equipment set and arranged Demo
9. Suitable welding current selected according to
thickness of material, type of joint, flat or
horizontal positions and welding electrode size
Demo
10. Parts secured for welding using clamps, tags.
Pieces welded for starting & ending Demo
11. The tag pieces tack welded and work aligned Demo
12. An arc struck and adjustments made to wire feed
rate to suit the flux flow rate Demo
Technical & Vocation Education & Training Authority
IT Technician Logbook Page 16
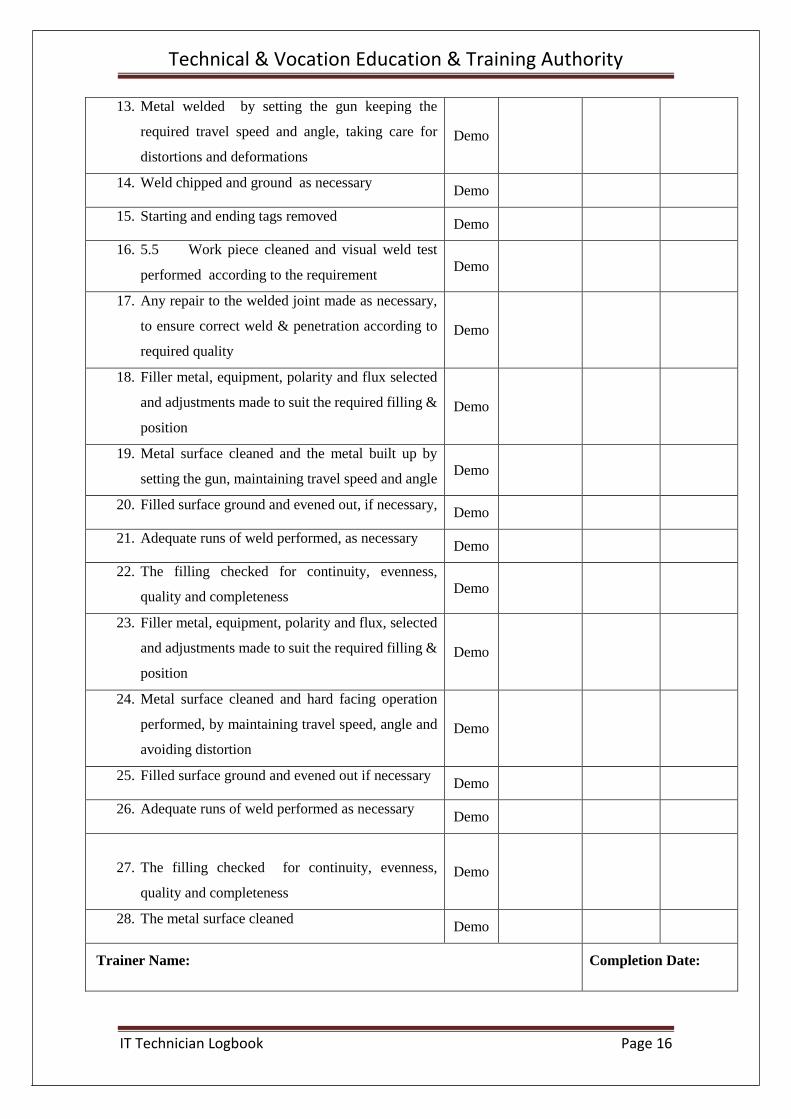
13. Metal welded by setting the gun keeping the
required travel speed and angle, taking care for
distortions and deformations
Demo
14. Weld chipped and ground as necessary Demo
15. Starting and ending tags removed Demo
16. 5.5 Work piece cleaned and visual weld test
performed according to the requirement Demo
17. Any repair to the welded joint made as necessary,
to ensure correct weld & penetration according to
required quality
Demo
18. Filler metal, equipment, polarity and flux selected
and adjustments made to suit the required filling &
position
Demo
19. Metal surface cleaned and the metal built up by
setting the gun, maintaining travel speed and angle Demo
20. Filled surface ground and evened out, if necessary, Demo
21. Adequate runs of weld performed, as necessary Demo
22. The filling checked for continuity, evenness,
quality and completeness Demo
23. Filler metal, equipment, polarity and flux, selected
and adjustments made to suit the required filling &
position
Demo
24. Metal surface cleaned and hard facing operation
performed, by maintaining travel speed, angle and
avoiding distortion
Demo
25. Filled surface ground and evened out if necessary Demo
26. Adequate runs of weld performed as necessary Demo
27. The filling checked for continuity, evenness,
quality and completeness
Demo
28. The metal surface cleaned Demo
Trainer Name: Completion Date:
Technical & Vocation Education & Training Authority
IT Technician Logbook Page 17
Feedback to Candidate:
For TVET Certified External Assessor Use Only
Assessor Name and Signature:
Unit Assess Date:
Feedback to candidate:

Technical & Vocation Education & Training Authority
IT Technician Logbook Page 18
NSC Unit Cut metal by plasma cutting process CON02S2U25V1
Elements Of Competence
(Tasks)
o Arrange plasma cutting equipment for cutting ferrous and nonferrous
metal
o Cut ferrous and nonferrous metal by plasma process, manually
o Cut ferrous and nonferrous metal by plasma process on travelling tractor
Lesson title and date Cut metal by plasma cutting process L3
Trainee Task Type Date
Completed
Trainee
Signature
Trainer
Signature
1. Regulators connected to gas cylinder or compressed
air pressure outlet ports
Demo
2. Gas hoses attached to regulator, the cutting machine,
the cutter, checked for leaks
Demo
3. The tungsten electrode checked and positioned, and
the gas cap/ plasma cutting head installed, for cutting
operation
Demo
4. The ground lead of the cutting machine attached to
bench or the work piece depending on the process
Demo
5. The electrode holder lead attached to cutting machine
correctly
Demo
6. Exhaust systems checked and arranged in place, to
remove fumes when cutting metal
Demo
7. Cutting machine switched on and the system checked
before cutting for safe operation
Demo
8. Drawings, templates interpreted and measurements
accurately marked on the metal selected
Demo
9. Ferrous and non ferrous metal required for the job
selected and secured for cutting
Demo
10. The plasma cutting machine turned on and amperage
adjusted to suit the metal to be cut
Demo
11. Gas purged to torch/cutter and pilot arc initiated for
cutting
Demo
12. Plasma arc established at the edge of the work piece
Demo
13. The cut metal checked and any corrections made if
necessary
Demo

Technical & Vocation Education & Training Authority
IT Technician Logbook Page 19
14. Burrs removed edges ground and evened out if
necessary
Demo
15. The cut metal surface cleaned as required Demo
16. The workplace and the cutting equipment cleaned
and made ready for next operation
Demo
17. The plasma cutting machine turned on and amperage
adjusted to suit the metal to be cut
Demo
18. The cutting equipment set on travelling tractor and
necessary adjustments made to suit the cutting
required
Demo
19. Gas purged to torch and pilot arc initiated for cutting Demo
20. Plasma arc established at the edge of the work piece Demo
21. The metal cut with correct gap, travel speed and angle Demo
22. Plasma cutting operation monitored and carriage
reset for next cut
Demo
23. The cut metal surface cleaned as necessary Demo
24. The work and the cutting equipment with travelling
tractor cleaned up and made ready for next operation
Demo
Trainer Name: Completion Date:
Feedback to Candidate:
For TVET Certified External Assessor Use Only
Assessor Name and Signature:
Unit Assess Date:
Feedback to candidate:
Technical & Vocation Education & Training Authority
IT Technician Logbook Page 20
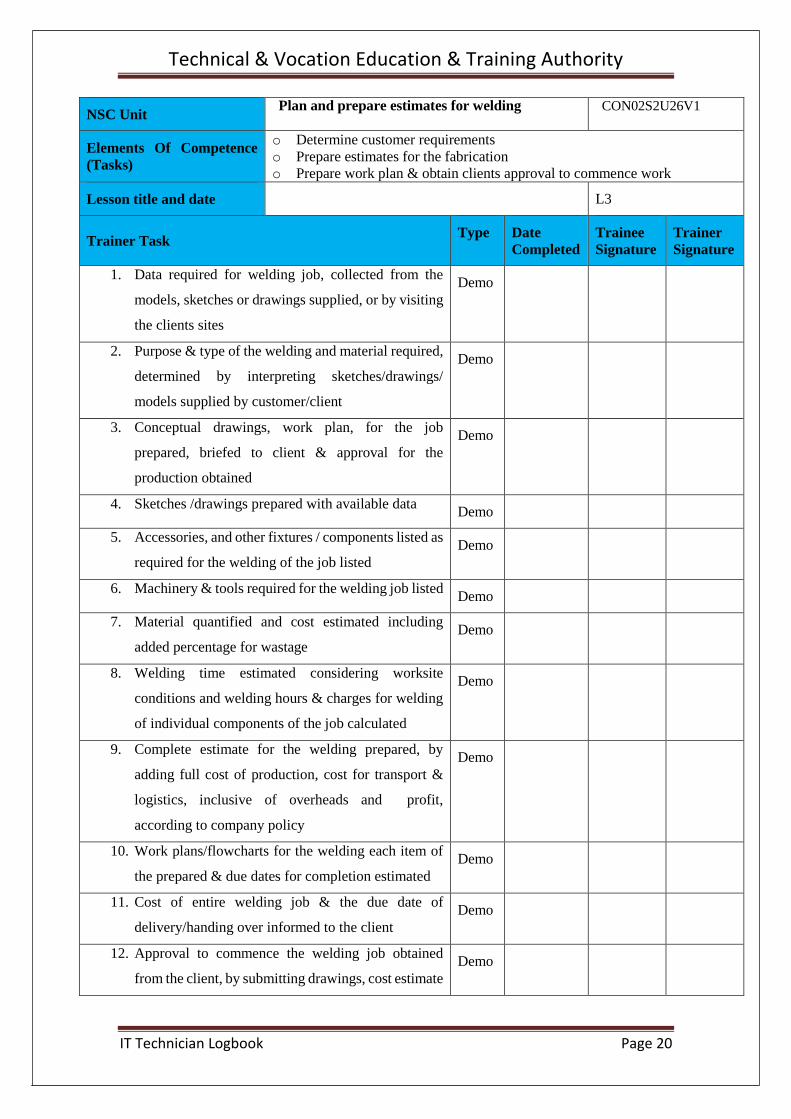
NSC Unit Plan and prepare estimates for welding CON02S2U26V1
Elements Of Competence
(Tasks)
o Determine customer requirements
o Prepare estimates for the fabrication
o Prepare work plan & obtain clients approval to commence work
Lesson title and date
L3
Trainer Task Type Date
Completed
Trainee
Signature
Trainer
Signature
1. Data required for welding job, collected from the
models, sketches or drawings supplied, or by visiting
the clients sites
Demo
2. Purpose & type of the welding and material required,
determined by interpreting sketches/drawings/
models supplied by customer/client
Demo
3. Conceptual drawings, work plan, for the job
prepared, briefed to client & approval for the
production obtained
Demo
4. Sketches /drawings prepared with available data Demo
5. Accessories, and other fixtures / components listed as
required for the welding of the job listed
Demo
6. Machinery & tools required for the welding job listed Demo
7. Material quantified and cost estimated including
added percentage for wastage
Demo
8. Welding time estimated considering worksite
conditions and welding hours & charges for welding
of individual components of the job calculated
Demo
9. Complete estimate for the welding prepared, by
adding full cost of production, cost for transport &
logistics, inclusive of overheads and profit,
according to company policy
Demo
10. Work plans/flowcharts for the welding each item of
the prepared & due dates for completion estimated
Demo
11. Cost of entire welding job & the due date of
delivery/handing over informed to the client
Demo
12. Approval to commence the welding job obtained
from the client, by submitting drawings, cost estimate
Demo

Technical & Vocation Education & Training Authority
IT Technician Logbook Page 21
& other relevant information and by negotiating &
agreeing to deliver on targets
Trainer Name: Completion Date:
Feedback to Candidate:
For TVET Certified External Assessor Use Only
Assessor Name and Signature:
Unit Assess Date:
Feedback to candidate: