nanoporous anti-fouling silicon membranes for biosensor … · 2016-09-29 · biosensors &...
TRANSCRIPT

Biosensors & Bioelectronics 15 (2000) 453–462
Nanoporous anti-fouling silicon membranes for biosensorapplications
Tejal A. Desai a,*, Derek J. Hansford b, Lara Leoni a, Matthias Essenpreis c,Mauro Ferrari b
a Department of Bioengineering (MC 063), Uni6ersity of Illinois at Chicago, 851 South Morgan Street, Chicago, IL 60607, USAb Biomedical Engineering Center, The Ohio State Uni6ersity, Columbus, OH 43210, USA
c Roche Diagnostics, Berkeley, CA 94710, USA
Received 2 March 2000; received in revised form 13 July 2000; accepted 24 July 2000
Abstract
The ability to create biocompatible well-controlled membranes has been an area of great interest over the last few years,particularly for biosensor applications. The present study describes the fabrication and characterization of novel nanoporousmicromachined membranes that exhibit selective permeability and low biofouling. Results indicate that such membranes can befabricated with uniform pore sizes capable of the simultaneous exclusion of albumin and diffusion of glucose. Compared topolymeric membranes of similar pore size, micromachined silicon membranes allowed more than twice the amount of glucosediffusion after 240 min and complete albumin exclusion. Moreover, membranes exhibit no morphological change or degradabilityin the presence of biological proteins and fluids at 37°C. The results point to the potential of using such membranes forimplantable biosensor applications. With monodisperse pores sizes as small as 10 nm, these membranes offer advantages in theirreproducibility, stability, and ability to be integrated in silicon-based biosensing technology. © 2000 Elsevier Science S.A. Allrights reserved.
Keywords: Biosensor membrane; Anti-fouling; Nanotechnology; Microfabrication; Silicon
www.elsevier.com/locate/bios
1. Introduction
The ability to create well-defined and controlled in-terfaces has been an area of great interest over the lastfew years, particularly in the biomedical arena. Ofparticular interest is the development and characteriza-tion of well-controlled, stable, and uniform membranescapable of biomolecular separation for implantablebiosensors and protein filtration applications. In suchapplications, the membrane must exhibit minimal foul-ing and structural stability under a wide range ofbiological conditions (i.e. temperature, pH, humidity,and enzymatic activity). Additionally, parameters suchas biocompatibility, appropriate diffusion kinetics, anda diminished response to interfering materials are all
critical elements to the development of the successfulimplantable biosensor (Turner et al., 1991).
Several glucose sensors have been developed, butmany challenges remain yet to be overcome for com-mercial application (Gough et al., 1995; Gough, 1988).For instance, the main problem associated with amper-ometric glucose sensors is interference with the sensorsignals by the direct electrooxidation of organic chemi-cals present in physiologic fluids. The usual way toovercome this is to employ any of a number of differenttypes of protective membranes or coatings. However,several problems are also associated with these mem-branes. For example, Nafion-based biosensor mem-branes exhibit cracking, flaking, protein adhesion, andcalcium deposits (Moussy et al., 1994). Mineralizationof polymer-based membranes occurs in the biologicalenvironment, resulting in cracking and changes in per-meability (Mercado and Moussy, 1998). The presenceof hydrophobic or hydrophilic groups in a polymer-based sensor membranes contributes to the polymers
* Corresponding author. Tel.: +1-312-4138723; fax: +1-312-99659211.
E-mail address: [email protected] (T.A. Desai).
0956-5663/00/$ - see front matter © 2000 Elsevier Science S.A. All rights reserved.PII: S 0 9 5 6 -5663 (00 )00088 -9

T.A. Desai et al. / Biosensors & Bioelectronics 15 (2000) 453–462454
Fig. 1. Fabrication protocol for nanopore membranes: (a) growth of buried nitride layer and base layer deposition; (b) hole definition in baselayer; (c) growth of thin sacrificial oxide to determine channel size; (d) pattern of anchor points and deposition of polysilicon plug layer; (e)planarization through plug layer to base; (f) deposition of protective nitride layer, backside patterning, and through-wafer etch; and (g) finalrelease of structure in HF.
total interfacial energy. This energy has been shown tobe important in the nucleation of calcium phosphate onthe surface of such membranes. The tortuous porosityassociated with polymer membranes has also beenshown to be important in membrane stability and min-eralization in vivo. Biological components, which enterpores or voids in the material, cause metabolic shad-ows, which are loci for ion and calcium accumulation.This situation, coupled with the fact that mineral de-posits have been known to propagate surface fracturesin polymeric membranes, presents a potentially seriousproblem for implantable glucose sensors.
Another urgent in vivo challenge yet to be overcomepertains to drift of the glucose sensor output with time.This phenomenon may be caused by leakage or inade-quate diffusion properties, and events at the body–sen-sor interface such as biofouling and protein adsorption,encapsulation with fibrotic tissue, and degradation ofthe device material over time. Gilligan et al. (1994)reported that sensor membranes eventually failed be-cause of biodegradation or biofouling of test bioprotec-tive polymeric membranes. The chemistry and stabilityof the membrane material is therefore an importantconsideration in biosensor applications.
1.1. Current membrane technology
The filtration of 20–100 nm molecules, with absoluteprecision, is highly desirable for biosensors and otherbiomedical applications ranging from blood fractiona-tion to artificial organs. Over the past 30 years, the field
Fig. 2. Scanning electron micrograph of the micromachined mem-brane.
Fig. 3. SEM showing (a) top view of a single 50-nm pore and (b) highmagnification image of 24.5-nm pore.
T.A. Desai et al. / Biosensors & Bioelectronics 15 (2000) 453–462 455
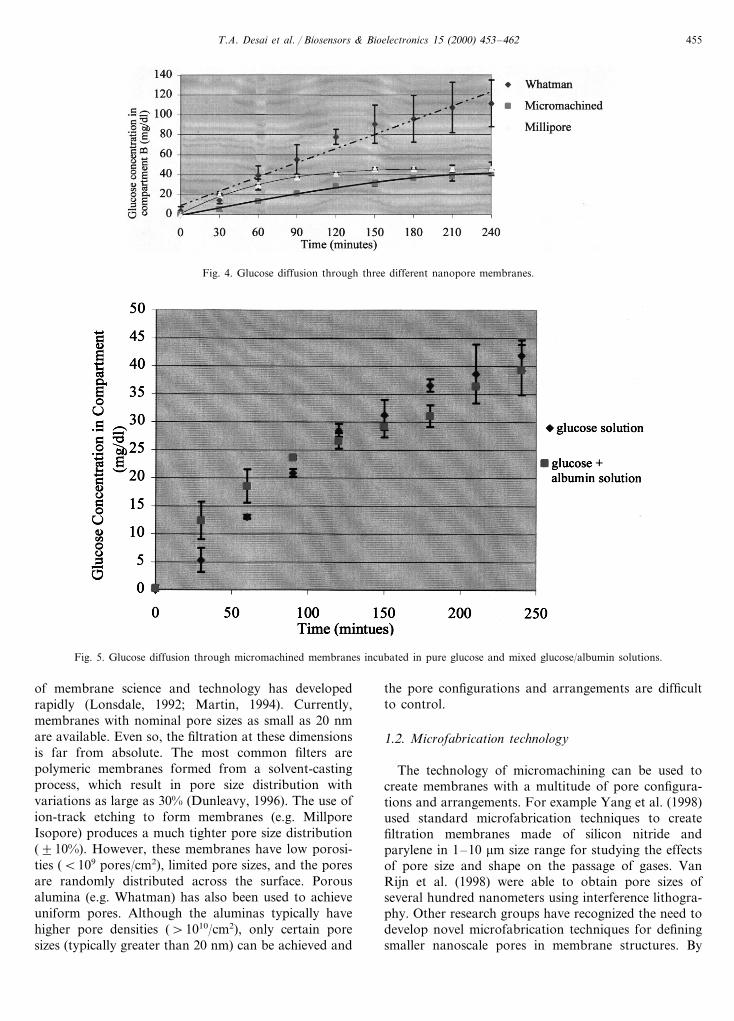
Fig. 4. Glucose diffusion through three different nanopore membranes.
Fig. 5. Glucose diffusion through micromachined membranes incubated in pure glucose and mixed glucose/albumin solutions.
of membrane science and technology has developedrapidly (Lonsdale, 1992; Martin, 1994). Currently,membranes with nominal pore sizes as small as 20 nmare available. Even so, the filtration at these dimensionsis far from absolute. The most common filters arepolymeric membranes formed from a solvent-castingprocess, which result in pore size distribution withvariations as large as 30% (Dunleavy, 1996). The use ofion-track etching to form membranes (e.g. MillporeIsopore) produces a much tighter pore size distribution(910%). However, these membranes have low porosi-ties (B109 pores/cm2), limited pore sizes, and the poresare randomly distributed across the surface. Porousalumina (e.g. Whatman) has also been used to achieveuniform pores. Although the aluminas typically havehigher pore densities (\1010/cm2), only certain poresizes (typically greater than 20 nm) can be achieved and
the pore configurations and arrangements are difficultto control.
1.2. Microfabrication technology
The technology of micromachining can be used tocreate membranes with a multitude of pore configura-tions and arrangements. For example Yang et al. (1998)used standard microfabrication techniques to createfiltration membranes made of silicon nitride andparylene in 1–10 mm size range for studying the effectsof pore size and shape on the passage of gases. VanRijn et al. (1998) were able to obtain pore sizes ofseveral hundred nanometers using interference lithogra-phy. Other research groups have recognized the need todevelop novel microfabrication techniques for definingsmaller nanoscale pores in membrane structures. By

T.A. Desai et al. / Biosensors & Bioelectronics 15 (2000) 453–462456
Fig. 6. Glucose diffusion through millipore membranes incubated in pure glucose and mixed glucose and albumin solutions.
Fig. 7. Diffusion of glucose and albumin through micromachined nanopore membranes.
Table 1The diffusion of albumin through membrane is measured by looking at the total protein concentration in compartment B over time
Millipore (albumin concentration, g/dl)Whatman (albumin concentration, Micromachined (albumin concentration, g/dl)Time (min)g/dl)
00 0 0420 0.2590.05 0.290.01 090.001

T.A. Desai et al. / Biosensors & Bioelectronics 15 (2000) 453–462 457
Table 2The interaction of albumin with membranes is also measured by looking at the difference between the initial albumin concentration incompartment A and the final concentration; the differences can be attributed to both protein diffusion and adsorption
Millipore (albuminWhatman (albuminTime (min) Micromachined (albuminconcentration) concentration)concentration)
Absolute (g/dl) Absolute (g/dl) Absolute (g/dl)
3.8890.020 0.42390.0030.38190.002 4.3190.03 0.395 3.98090.0033.5890.04 0.39890.003 4.0590.030.35290.004 0.394420 3.97090.002
Change in albumin concentration 0.30 0.26 0.01
Table 3Membrane parameters and calculated diffusivities
MilliporeWhatman Micromachined
1051 (asymmetric pores) 5Membrane thickness (mm)70 0.86Porosity (%) 50
5.64 0.041Effective area (mm2)4.00E−07Effective diffusivity 5.292E−05 1.025E−08
9.45E−06 2.50E−07Absolute diffusivity (Deff/Aeff) 1.00E−07
using a sacrificial oxide, Kittilsland et al. (1990) wereable to define a flow channels between two siliconmembranes. The fabrication process gave a self-alignedmembrane based on the etch-stop created by heavilyboron-doping of an opened silicon substrate. While thisprocess has many of the advantages of a simple fabrica-tion scheme and control over pore sizes, it had prob-lems of doping control, pore density considerations,and a tortuous flow path
We have previously reported on novel microfabrica-tion strategies to create pore sizes in the tens ofnanometers on silicon substrates (Chu et al., 1996; Tuet al., 1998; Desai et al., 1999a) using a combination ofphotolithography and deposition/selective removal ofsacrificial layers. In addition to tightly controlled poresize distributions (B5% over a 4¦ wafer), these mem-branes take advantage of silicon’s beneficial materialproperties such as biological, thermochemical, and me-chanical stability. Silicon-based membranes have re-cently been described for bioseparation andimmunoisolation applications (Ferrari et al., 1996; De-sai et al., 1998, 1999b). Such membranes consist of asurface-micromachined membrane on top of an an-isotropically etched silicon wafer, which provides me-chanical support. The nominal pore size is determinedby the deposition and selective removal of a sacrificiallayer, sandwiched between two structural layers (Chu etal., 1996). These membranes exhibit highly uniformpore distributions (B5% variation) and have been fab-ricated with pore sizes ranging from 10 to 100 nm.Using this approach, the final configurations of themembrane pores, including pore size, density, and pathlength, can be fabricated as desired.
Building on our previous work in micromachinedmembranes, we present a novel nanopore anti-foulingsilicon membrane for bioseparation and biosensing ap-plications. Micromachined membranes may be advan-tageous for in vitro and in vivo applications requiringmembrane biostability and non-fouling over time. Thepresent paper describes the characterization of novelnanoporous micromachined membranes that exhibitlow bio-fouling and selective diffusion in vitro, withpore sizes capable of the simultaneous exclusion ofalbumin and diffusion of glucose. Using membraneswith pore sizes of 25.4 nm, we examine diffusion ofglucose (MW 180) and albumin (MW 66K) as well asmorphological changes and degradability of the mem-brane over time.
Fig. 8. Whatman membrane (a) before and (b) after albumin testing.Notice the inhomogeneities in the membrane after incubation withalbumin.
T.A. Desai et al. / Biosensors & Bioelectronics 15 (2000) 453–462458
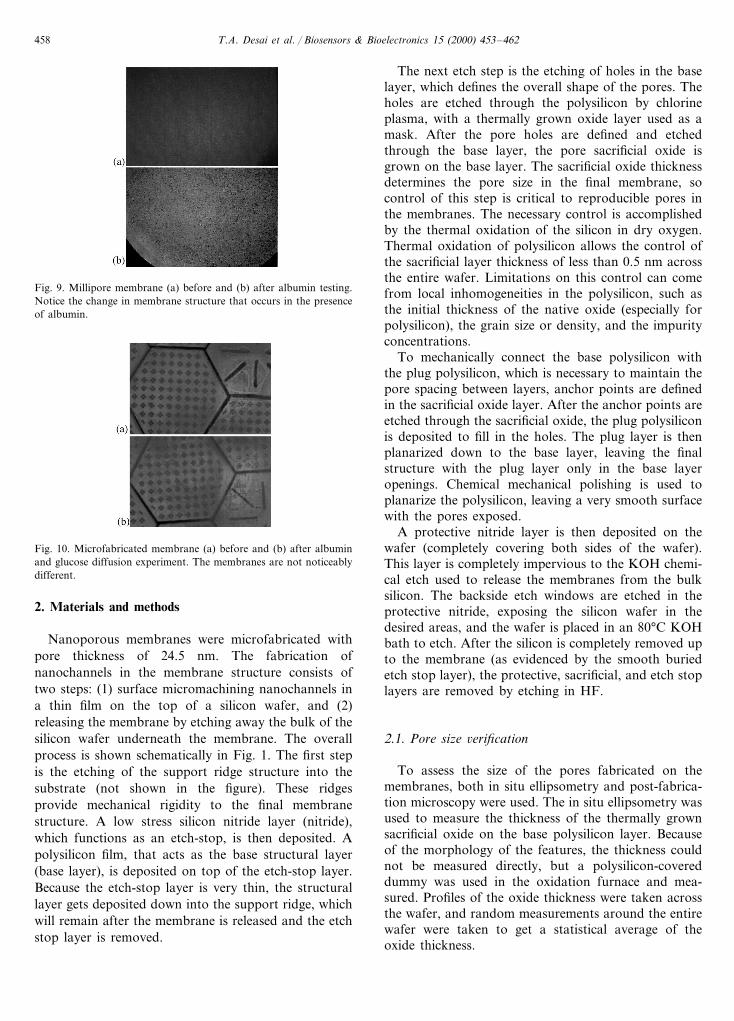
Fig. 9. Millipore membrane (a) before and (b) after albumin testing.Notice the change in membrane structure that occurs in the presenceof albumin.
The next etch step is the etching of holes in the baselayer, which defines the overall shape of the pores. Theholes are etched through the polysilicon by chlorineplasma, with a thermally grown oxide layer used as amask. After the pore holes are defined and etchedthrough the base layer, the pore sacrificial oxide isgrown on the base layer. The sacrificial oxide thicknessdetermines the pore size in the final membrane, socontrol of this step is critical to reproducible pores inthe membranes. The necessary control is accomplishedby the thermal oxidation of the silicon in dry oxygen.Thermal oxidation of polysilicon allows the control ofthe sacrificial layer thickness of less than 0.5 nm acrossthe entire wafer. Limitations on this control can comefrom local inhomogeneities in the polysilicon, such asthe initial thickness of the native oxide (especially forpolysilicon), the grain size or density, and the impurityconcentrations.
To mechanically connect the base polysilicon withthe plug polysilicon, which is necessary to maintain thepore spacing between layers, anchor points are definedin the sacrificial oxide layer. After the anchor points areetched through the sacrificial oxide, the plug polysiliconis deposited to fill in the holes. The plug layer is thenplanarized down to the base layer, leaving the finalstructure with the plug layer only in the base layeropenings. Chemical mechanical polishing is used toplanarize the polysilicon, leaving a very smooth surfacewith the pores exposed.
A protective nitride layer is then deposited on thewafer (completely covering both sides of the wafer).This layer is completely impervious to the KOH chemi-cal etch used to release the membranes from the bulksilicon. The backside etch windows are etched in theprotective nitride, exposing the silicon wafer in thedesired areas, and the wafer is placed in an 80°C KOHbath to etch. After the silicon is completely removed upto the membrane (as evidenced by the smooth buriedetch stop layer), the protective, sacrificial, and etch stoplayers are removed by etching in HF.
2.1. Pore size 6erification
To assess the size of the pores fabricated on themembranes, both in situ ellipsometry and post-fabrica-tion microscopy were used. The in situ ellipsometry wasused to measure the thickness of the thermally grownsacrificial oxide on the base polysilicon layer. Becauseof the morphology of the features, the thickness couldnot be measured directly, but a polysilicon-covereddummy was used in the oxidation furnace and mea-sured. Profiles of the oxide thickness were taken acrossthe wafer, and random measurements around the entirewafer were taken to get a statistical average of theoxide thickness.
Fig. 10. Microfabricated membrane (a) before and (b) after albuminand glucose diffusion experiment. The membranes are not noticeablydifferent.
2. Materials and methods
Nanoporous membranes were microfabricated withpore thickness of 24.5 nm. The fabrication ofnanochannels in the membrane structure consists oftwo steps: (1) surface micromachining nanochannels ina thin film on the top of a silicon wafer, and (2)releasing the membrane by etching away the bulk of thesilicon wafer underneath the membrane. The overallprocess is shown schematically in Fig. 1. The first stepis the etching of the support ridge structure into thesubstrate (not shown in the figure). These ridgesprovide mechanical rigidity to the final membranestructure. A low stress silicon nitride layer (nitride),which functions as an etch-stop, is then deposited. Apolysilicon film, that acts as the base structural layer(base layer), is deposited on top of the etch-stop layer.Because the etch-stop layer is very thin, the structurallayer gets deposited down into the support ridge, whichwill remain after the membrane is released and the etchstop layer is removed.

T.A. Desai et al. / Biosensors & Bioelectronics 15 (2000) 453–462 459
2.2. Nitrogen flow tests
Nanoporous membranes were verified to have openpores using a nitrogen flow rate test. Nitrogen flow ratetests were carried out by isolating the filters in achamber with only one inlet and one outlet. The inletwas connected to a compressed nitrogen gas tank andheld at 5 psi. The outlet was connected to a tubesubmerged underwater, and relative flow rates weremeasured by counting the rate of bubble flow there.
2.3. Diffusion rates of glucose through membranes
Diffusion of glucose was measured for three types ofmembranes: nanopore microfabricated membranes(pore size, 0.0245 mm), Whatman Anodisc membranes(pore size, 0.02 mm), MF-Millipore Mixed celluloseacetate and nitrate membrane (pore size, 0.025 mm). Allmembranes were examined in vitro by measuring rela-tive concentrations of glucose on both sides of themicrofabricated interface over time, using a mini diffu-sion chamber constructed around the membranes. Thediffusion chamber, fabricated out of acrylic, consists oftwo compartments A and B with fixed volumes of 2 ml,separated by the desired membrane, sealed with O-rings, and screwed together.
2.4. Glucose measurements
Glucose is measured on either side of the membraneusing the diffusion chamber by means of a quantitativeenzymatic assay (Trinder, Sigma) and colorometricreading via a spectrophotometer. Starting glucose con-centration for all tests was 6666 and 0.0 mg/dl inchambers A and B, respectively. Samples of 0.1 ml weretaken from the diffusion chamber and 10 ml of thatwere added to 3 ml of glucose reagent in a cuvette, andmixed gently by inversion. Each tube was incubated for18 min at room temperature and then readings weretaken at a wavelength of 505 nm. The reagent is linearup to 750 mg/dl. The diffusion chamber itself wasattached to a motor for stirring in order to minimizeboundary layer effects (diffusion resistance at the liq-uid/membrane interface). In order to ensure wetting ofthe pores, the receptor cell was first filled with phos-phate buffer saline (PBS) for 15 min before the filling ofthe donor cell. The donor cell was filled with solutionsof glucose in PBS in varying concentrations.
2.5. Albumin measurements
Albumin is also measured on either side of the mem-brane using the diffusion chamber. Albumin diffusionand/or exclusion was first measured and quantifiedusing Albumin BCP (bromocresol purple, Sigma).Starting albumin concentration for all tests was 4 g/dl
and 0.0 mg/dl in chambers A and B, respectively. Asample of 0.1 ml was taken at time zero and at the endof the diffusion period (time, 330 min). An aliquot of300 ml was then added to 3 ml of the reagent andabsorbance was read at 600 nm. Reagent plus deionizedwater was used as the blank. The BCP assay is linear upto 6 g/dl but is not accurate below 1 g/dl. For the smallconcentration of albumin that might be present inchamber B, we also measured the presence of anyprotein in chamber B using the Bradford Method (Mi-croProtein Kit, Sigma). This method quantitates thebinding of Coomassie brilliant blue to an unknownprotein and compares this binding to that of differentamounts of a standard protein. Albumin was used as astandard protein. This method quantifies 1–100 mgprotein using a standard curve, with sensitivity down to10 or 0.1 g/dl protein. The absorbance is measured at595.
2.6. Microscopy
The various membranes were viewed before and afterdiffusion tests through an Olympus epifluorescent mi-croscope coupled with a photomicrography system. Themembranes were visualized using brightfield imagingmode. The structure and pore size of microfabricatedmembranes was verified using scanning electronmicroscopy.
3. Results
3.1. Pore size
After the completed fabrication, the pore sizes weremeasured with a SEM at high magnification and com-pared to the expected values from the oxide thicknessmeasurements. Fig. 2 is a scanning electron micrographof the entire membrane with the surrounding supportstructure (top view). Fig. 3 shows scanning electronmicrographs obtained for a 50-nm pore and a 24.5-nmpore. For an oxide that measured 25.490.5 nm, a24.590.9 nm pore size was measured. The discrepancyof the absolute value is due to the loss of some of theoxide from a quick dip in HF before the deposition ofthe plug polysilicon layer (calculated to remove 1.0 nmof oxide), and the error is largely due to the inability toobtain a non-distorted view of the pore edges at highmagnification (Hansford, 1999).
3.2. Glucose diffusion
In terms of glucose diffusion through the mem-branes, we see that the glucose concentration increasesand begins to plateau at 240 min (Fig. 4). Comparingour diffusion rates with that of commercially available

T.A. Desai et al. / Biosensors & Bioelectronics 15 (2000) 453–462460
membranes, we see that microfabricated filters haveglucose diffusion properties comparable to Milliporeand Alumina Whatman membranes with similar poresize. Fig. 5 shows the diffusion of glucose from a pureglucose solution and a mixed solution of glucose andalbumin through 24.5-nm-pore-sized silicon mem-branes. The presence of albumin does not seem toimpede passage of glucose through the membranes, norslow down glucose transport in the experimental condi-tions we employed. In contrast, the diffusion of glucosethrough millipore membranes from a mixed solution ofalbumin and glucose is significantly less than from apure glucose solution (Fig. 6).
Fig. 7 shows that no detectable amounts of albumindiffuse through the microfabricated membrane. Thesame membrane, however, shows glucose diffusion. Themicrofabricated membranes seem to be able to achievecomplete exclusion of albumin (to within the limits ofdetection), while allowing glucose diffusion.
The passage of albumin through the micromachinedmembrane is measured by looking at the change ofalbumin concentration in chamber A and chamber Bover time. Using the BCP assay, we found no de-tectable traces of albumin in chamber B. However, theamount of albumin in chamber B may have been belowthe limits of detectability of this assay system. There-fore, the Bradford Method was also employed. Usingthis microassay, we again found no detectable amountsof albumin in chamber B for the micromachined mem-brane but small amounts of protein in chamber B usingboth the millipore and whatman membranes. Theamounts of albumin detected after 420 min in chamberB were approximately 0.25 and 0.20 g/dl albumin forthe Millipore and Whatman membranes, respectively(Table 1).
To further verify this difference in protein concentra-tion over time, we also looked at any changes inalbumin concentration in chamber A. The change inalbumin concentration can be due to either diffusionthrough the membrane or adsorption of the protein tothe membrane. We found that nanopore microma-chined membranes have almost no change in albuminconcentration in chamber A over time, whereas, theother membranes had significant changes in chamber Aprotein concentration. This suggests that both diffusionand adsorption of albumin is negligible for microma-chined membranes compared to the other membranes(Table 2).
We have compared properties and calculated theeffective diffusivity for all three membranes based onthe glucose diffusion studies described above. This isdone using Fick’s Law of diffusion, as shown below.Diffusion across the membrane can be described by,
N=AeffDeff
L(CA−CB) (1)
where N is the flux, Aeff is the cross sectional pore area,Deff is the effective diffusivity, L is the membranethickness, and C is the chamber concentration (Dun-leavy, 1996; Hansford, 1999). It is assumed that (i)there were no significant boundary layer effects in therotating diffusion chamber and (ii) a steady-state con-centration profile was established within the membrane.By coupling this with the mass balance equation,
N= −d(VACA)
dt=
d(VBCB)dt
(2)
one can find the following relationship between concen-tration in chamber B and time,
lnaCA0+CB0−CB(1+a)
a(CA0−CB0)= −
�1+a
a
n �AeffDeff
LVB
nt
(3)
where a is volume fraction of chamber A to B (=1),CA0 and CB0 are initial solute concentrations in cham-ber A and B, respectively, and VB is the chambervolume (=2 ml). By plotting,
lnaCA0+CB0−CB(1+a)
a(CA0−CB0)vs. t,
and since
Deff= −(slope)(aLVB)
(1+a)Aeff
(4)
the effective diffusivities of glucose for the differentmembranes can be determined (Table 3).
3.3. E6aluation of the biological stability of themicrofabricated membrane
All membranes were evaluated before and after diffu-sion experiments to determine if any structural or sur-face changes had occurred. We find that there aresignificant changes in membrane morphology for boththe Whatman and Millipore membranes after beingincubated with glucose, albumin, and phosphatebuffered saline for over 24 h at 37°C (Figs. 8 and 9). Incontrast, the micromachined silicon membrane has thesame appearance before and after the tests (Fig. 10). Infact, the microfabricated membrane pores are free frombiofouling and any agglomeration of the protein on thesurface. The Millipore and Whatman membranes dis-play inhomogeneities and morphological changes afterall diffusion tests.
4. Discussion
Nanoporous silicon membranes were characterized interms of glucose diffusion, albumin exclusion and sta-bility in biologic environments. Results indicated thatglucose does indeed diffuse through microfabricated

T.A. Desai et al. / Biosensors & Bioelectronics 15 (2000) 453–462 461
membranes at a rate comparable to commerciallyavailable membranes. At the same time, albumin isexcluded from passage. In mixed solution of glucoseand albumin, it has been shown that only glucosediffuses through the membranes.
An increasingly important application of biofilters isthat of biosensors (Gough, 1988). Ideally, the sensingmembrane should provide protein-removal with highcapacity and selectivity as well as compatibility withestablished laboratory and clinical protocols. Althoughseveral membranes, such as those by Whatman andMillipore (Gough et al., 1995), are available for size-based filtration, these membranes do not have all thedesired ‘ideal’ membrane properties such as stability,biocompatibility, and well-controlled permselectivity.Moreover, these membrane should allow passage ofdesired biomolecules without biological fouling overtime.
The proposed filter technology may address and alle-viate several of the problems associated with currentcommercially available separation membranes. Asmentioned earlier, protective membranes or coatingscan be used to improve signal interference in ampero-metric glucose sensors by providing selective perme-ability and decreasing non-specific adsorption.Through the use of controlled sacrificial layer deposi-tion, membranes can be fabricated with sufficient preci-sion to guarantee high pore uniformity in sub-microndimensions. The thickness of the thermally grown ox-ide can be controlled to 91 nm for nominal pore sizesas small as 18 nm. This is the size range needed toobtain absolute protein exclusion and glucose diffusionfor biosensor applications.
Moreover, this filter technology can bring in theadded advantages of stability, minimal protein adsorp-tion through established silicon surface modificationtechniques, reusability, and sterilizability. Siliconmicromachined membranes do not have the tortuousporosity associated with polymeric membranes that hasbeen shown to decrease membrane stability and in-crease mineralization in vivo. Moreover, these inor-ganic silicon membranes do not exhibit localaccumulation of mineral deposits, which may lead tothe local surface fractures often present in polymericmembranes. Silicon surface chemistry does not pro-mote mineralization, one of the biggest for polymericbiosensor membranes, even in long term in vivo im-plantation (Desai et al., 1995).
Another problem associated with some membranetechnology is signal interference. This phenomenonmay be caused by leakage or inadequate diffusionproperties, and events at the body–sensor interfacesuch as biofouling and protein adsorption, encapsula-tion with fibrotic tissue, and degradation of the devicematerial over time. Gilligan et al. (1994) recently re-ported that sensor membranes eventually failed be-cause of biodegradation or biofouling of test
bioprotective polymeric membranes.Nanoporous anti-fouling silicon membranes may
hold great potential for biosensor applications due tothe fact that they can be micromachined to the desiredpore size, can be easily integrated onto a biosensorplatform, and are biologically stable in the presence ofproteins and ionic solutions. They may provide a novelalternative to conventional membrane technologies andcoatings currently used for amperometric glucosesensors.
Acknowledgements
Special thanks to John Mitchell of the OSU SEMFacility for his technical expertise and to Roche Diag-nostics (MF) and the National Science Foundation(TAD, ECS-982089).
References
Chu, W., Huen, T., Tu, J., Ferrari, M., 1996. Silicon-micromachined,direct-pore filters for ultrafiltration. SPIE Proc. Micro- Nanofab-ricated Struct. Devices Biomed. Environ. Appl. 2978, 111–122.
Desai, T.A., Ferrari, M., Mazzoni, G., 1995. Silicon microimplants:fabrication and biocompatibility. In: Kozik, T. (Ed.), Materialsand Design Technology 1995. ASME, pp. 97–103.
Desai, T.A., Chu, W.H., Tu, J.K., Beattie, G.M., Hayek, A., Ferrari,M., 1998. Microfabricated immunoisolating biocapsules. Biotech-nol. Bioeng. 57, 118–120.
Desai, T.A., Chu, W.H., Rasi, G., Vallebona, P.S., Guarino, E.,Ferrari, M., 1999a. Microfabricated biocapsules provide short-term immunoisolation of insulinoma xenografts. J. Biomed. Mi-crodevices 1 (2), 131–181.
Desai, T.A., Hansford, D., Ferrari, M., 1999b. Characterization ofmicromachined membranes for immunoisolation and biosepara-tion applications. J. Membrane Sci. 4132, 1–11.
Dunleavy, M., 1996. Polymeric membranes. A review of applications.Med. Dev. Technol. 7 (4), 18–21.
Ferrari, M., Chu, W., Desai, T., Hansford, D., Mazzoni, G., Huen,T., Zhang, M., 1996. Silicon nanotechnology for biofiltration andimmunoisolated cell xenografts. MRS Proc. Thin Films SurfacesBioactivity Biomed. Appl. 414, 101–106.
Gilligan, B.J., Shults, M.C., Rhodes, R.K., Updike, S.J., 1994. Eval-uation of a subcutaneous glucose sensor out to 3 months in a dogmodel. Diabetes Care 17 (8), 882–887.
Gough, D.A., et al., 1995. Development of the implantable glucosesensor. What are the prospects and why is it taking so long?Diabetes 44 (9), 1005–1009.
Gough, D.A., 1988. Issues related to in vitro operation of potentiallyimplantable enzyme electrode glucose sensors. Horm. Metab. Res.Suppl. 20, 30–33.
Hansford, D.J., 1999. Thesis in Materials Science and Mineral Engi-neering. University of California, Berkeley, CA Ph.D.
Kittilsland, G., Stemme, G., Norden, B., 1990. A sub-micron particlefiltering silicon. Sens. Actuators A21–A23, 904–907.
Lonsdale, 1992. The growth of membrane technology. J. Membr. Sci.10, 81–181.
Martin, C.R., 1994. Nanomaterials: a membrane-based approach.Science 266, 1961–1965.

T.A. Desai et al. / Biosensors & Bioelectronics 15 (2000) 453–462462
Mercado, R.C., Moussy, F., 1998. In vitro and in vivo mineralizationof Nafion membrane used for implantable biosensors. Biosens.Bioelectron. 13 (2), 133–145.
Moussy, F., Harrison, D.J., Rajotte, R.V., 1994. A miniaturizedNafion-based glucose sensor: in vitro and in vivo evaluation indogs. Int. J. Artif. Organ. 17, 95–101.
Tu, J.K., Huen, T., Szema, R., Ferrari, M., 1998. Characterization ofbulk-micromachined, direct-bonded silicon nanofilters. SPIEProc. Micro- Nanofabricated Struct. Devices Biomed. Environ.Appl. 3258, 148–155.
Turner, R.F., Harrison, D.J., Rajotte, R.V., 1991. Preliminary in vivobiocompatibility studies on perfluorosulphonic acidpolymer mem-branes for biosensor applications. Biomaterials 12 (4), 361–368.
Van Rijn, C.J.M., Veldhuis, G.J., Kuiper, S., 1998. Nanotechnology9, 343–345.
Yang, X., Yang, J.M., Wang, X.Q., Meng, E., Tai, Y.C., Ho, C.M.,1998. Micromachined membrane particle filters. In: Proceedingsof the 11th Workshop on Micro Electro Mechanical Systems,Heidelburg, Germany.
.