m/t kilstraum - d*c*cd-c-c.eu/kilstraum casehistory.pdf · d*c*c* orzeszkowej 5 84-240 reda,...
TRANSCRIPT

D*C*C* Orzeszkowej 5 84-240 Reda, Poland. Mail: [email protected] Phone: +48 500 150 031 Side 1
M/T Kilstraum
Case history

D*C*C* Orzeszkowej 5 84-240 Reda, Poland. Mail: [email protected] Phone: +48 500 150 031 Side 2
M/T Kilstraum

D*C*C* Orzeszkowej 5 84-240 Reda, Poland. Mail: [email protected] Phone: +48 500 150 031 Side 3
Owner: Utkilen as
Fleetmanager: Nils Kristian Berge
Tech. superintendent: Frank Ødejord
VESSEL DESCRIPTION
Date updated: May 08, 2009
Vessel's name: Kilstraum
IMO number: 8704913
Vessel's previous name(s) and date(s) of change: Not Applicable
Date delivered: Mar 01, 1988
Builder (where built): Aukra Industrier a.s., Aukra,
Norway
Flag: Norway International
Port of Registry: BERGEN
Call sign: LASC5
Type of vessel: Chemical/Oil
Type of hull:
Classification
Classification society: Germanischer Lloyd
Class notation: +1A1, E0, ESP, Ice 1A, Tanker
for Chemicals and Oilproducts
If ship has Condition Assessment Program (CAP),
what is the latest overall rating:
2
Does the vessel have a statement of compliance
issued under the provisions of the Condition
Assessment Scheme (CAS): If yes, what is the
expiry date?
N/A
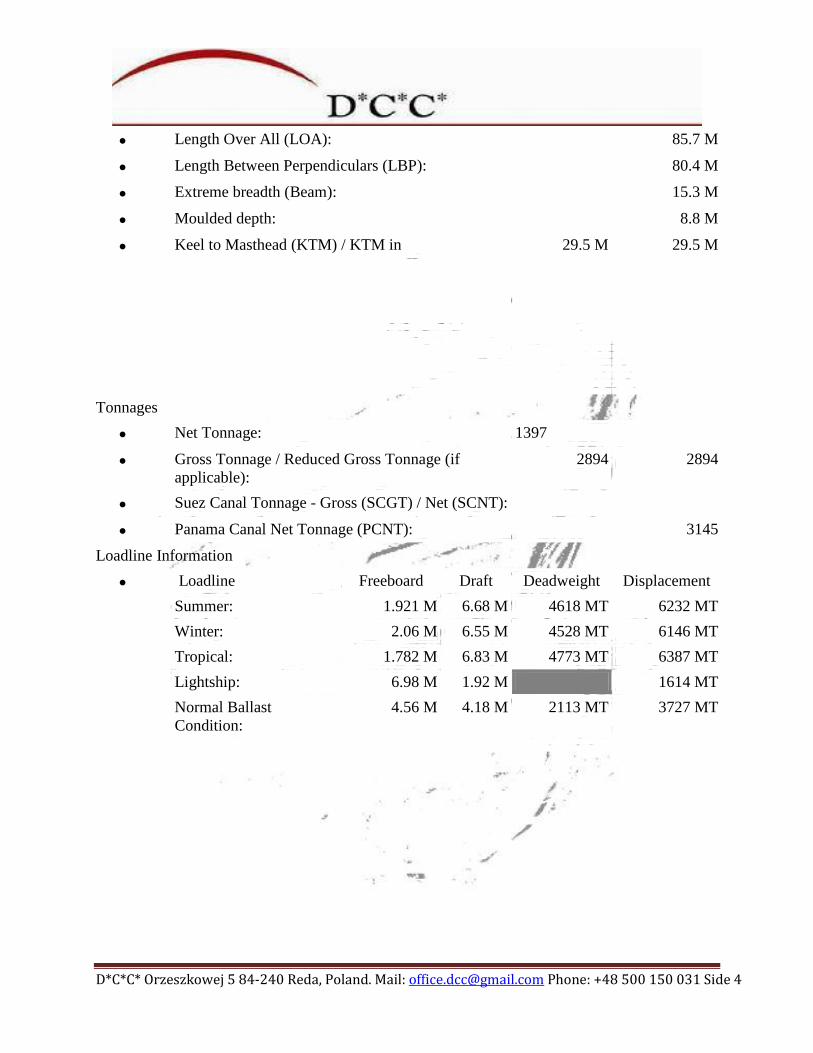
Dimensions
D*C*C* Orzeszkowej 5 84-240 Reda, Poland. Mail: [email protected] Phone: +48 500 150 031 Side 4
Length Over All (LOA): 85.7 M
Length Between Perpendiculars (LBP): 80.4 M
Extreme breadth (Beam): 15.3 M
Moulded depth: 8.8 M
Keel to Masthead (KTM) / KTM in 29.5 M 29.5 M
Tonnages
Net Tonnage: 1397
Gross Tonnage / Reduced Gross Tonnage (if
applicable):
2894 2894
Suez Canal Tonnage - Gross (SCGT) / Net (SCNT):
Panama Canal Net Tonnage (PCNT): 3145
Loadline Information
Loadline Freeboard Draft Deadweight Displacement
Summer: 1.921 M 6.68 M 4618 MT 6232 MT
Winter: 2.06 M 6.55 M 4528 MT 6146 MT
Tropical: 1.782 M 6.83 M 4773 MT 6387 MT
Lightship: 6.98 M 1.92 M 1614 MT
Normal Ballast
Condition:
4.56 M 4.18 M 2113 MT 3727 MT

D*C*C* Orzeszkowej 5 84-240 Reda, Poland. Mail: [email protected] Phone: +48 500 150 031 Side 5
History
Vessel was delivered from Aukra industrier, Marts 1988. On new building stage the Surface preparation and treatment for ballast tanks was as follows:
Block stage. High pressure freshwater wash all areas Sa. 2.5 all areas Clean all areas Application of Zinc-epoxy primer Dft. 25-50µ In situ. High pressure freshwater wash all areas Sa. 2.0 to all damaged primer and all new welding. Scallops etc. Clean all areas Apply 2 coats of coal tar epoxy. Stripe coat as necessary During a pre’docking survey in 2000 tanks showed widespread blistering and corrosion. The blistering followed by corrosion appears mainly due to two reasons. Zinc salts from the Zinc epoxy shop primer, when wet, the Zinc salts are extracted from the shop primer and creates blistering, which is the reason that most paint suppliers, today, do not recommend the use of Zinc epoxy shop primer in under water areas. Also the pattern of the blistering indicates a lack of ventilation when the following coats were applied during new building stage.

D*C*C* Orzeszkowej 5 84-240 Reda, Poland. Mail: [email protected] Phone: +48 500 150 031 Side 6
It was decided to “sandwash” and re’coat all affected areas during dry docking in 2000. Work carried out according to following Jobspecification:
1. H.P. fresh water wash all areas for repairs. 2. Sand wash all blistered and corroded areas, with pressure of 200-350 bar. 3. Yard Q.C. to check/rep. Areas. 4. Flush all areas for repair by means of hosing down the tank with freshwater. All areas for
coating to be 100% clean prior coating. 5. Dry the tanks by means of dehumidifiers. 6. Inspection by Owner. 7. Apply full coat to repair areas with Hempadur 1763 to a min. Dft. Of 200 mic. 8. Apply stripe coat of Hempadur 1763 to all weld seams, scallops and hard to reach places in
affected areas. 9. Yard Q.C. to check/rep. Areas. 10. Inspection by Owner. 11. Apply full coat to repair areas of Hempadur 1763 to a min. Dft. Of 200 mic. 12. Apply stripe coat of Hempadur 1763 to all weld seams, scallops and hard to reach places in
affected areas. 13. Yard Q.C. to check/rep. Areas. 14. Inspection by Owner. 15. Yard Q.C. to check/rep. Areas. Building up low Dft. In affected areas. 16. Inspection by Owner.

D*C*C* Orzeszkowej 5 84-240 Reda, Poland. Mail: [email protected] Phone: +48 500 150 031 Side 7
Below areas sand washed prior and after flushing by means of fresh water.

D*C*C* Orzeszkowej 5 84-240 Reda, Poland. Mail: [email protected] Phone: +48 500 150 031 Side 8
Below during and after full coat and stripe coat application.

D*C*C* Orzeszkowej 5 84-240 Reda, Poland. Mail: [email protected] Phone: +48 500 150 031 Side 9
Below, during GL’s inspection 2009 in Remontowa Gdansk. All tanks were rated in “good” condition. Two tanks with less than 2% corrosion. The rest of the tanks less than 1% corrosion.

D*C*C* Orzeszkowej 5 84-240 Reda, Poland. Mail: [email protected] Phone: +48 500 150 031 Side 10