mse-226 engineering materialsmse226.cankaya.edu.tr/uploads/files/lecture 06-tool...tool steel : high...
TRANSCRIPT

MSE-226 Engineering
Materials
Lecture-7
‘’ALLOY STEELS’’
‘’Tool Steels’’

FERROUS ALLOYS
Plain Carbon Steels Alloy Steels Cast Irons
- Low carbon Steel
- Medium carbon steel
- High carbon steel
- Low alloy steels
- High alloy steels
- Stainless steels
- Grey irons
- White irons
- Malleable irons
- Nodular irons
TYPES of FERROUS ALLOYS

Carbon steels are regarded as steels containing not more than 1.65% Mn,
0.6% Si and 0.6% Cu, all other steels are regarded as alloy steels.
Purpose of alloying
1) Increase hardenability
2) Improve mechanical properties at either high or low temperatures
3) Improve toughness at any minimum hardness or strength
4) Increase wear resistance
5) Increase corrosion resistance
6) Improve magnetic properties
ALLOY STEELS

ALLOYING ELEMENTS
Group 1 Group 2
Elements dissolve in ferrite Elements which combine with carbon
to form simple and complex carbides
ALLOY STEELS
ALLOYING ELEMENT GROUP1
Dissolved in ferrite
GROUP2
Combined in carbide
Nickel
Silicon
Aluminum
Copper
Manganese
Chromium
Tungsten
Molybdenum
Vanadium
Titanium
Ni
Si
Al
Cu
Mn
Cr
W
Mo
V
Ti
Mn
Cr
W
Mo
V
Ti

Ni, Al, Si, Cu and Co are all found largely dissolved in ferrite.
In addition, in the absence of carbon Group2 elements will also be found
dissolved in ferrite.
ALLOYING ELEMENTS: Group 1
The effectiveness of these alloying
elements in strengthening iron
The hardening effect of the dissolved elements is small and they have
very little effect on strengthening the steel.
Group 1: Elements dissolve in ferrite

2) Carbide forming alloying elements; (Mn, Cr, W, Mo, V, Ti)
Carbides found in steel are hard and brittle, their effect on the room temperature
tensile properties is similar regardless of the specific composition.
The presence of elements that form carbides influences;
1) Hardening temperature
2) Soaking time
3) Hardenability
* Cr ; Cr7C3 , Cr23C6
* Mo ; Mo2C
* V ; V4C3, VC
* W ; WC W2C
* Ti ; TiC
ALLOYING ELEMENTS: Group 2
Following carbides may occur;

Tool steel : High quality special steels used for cutting or forming purposes
both in hot and cold condition.
The carbon content is between 0.1-1.6% and they also contain alloying
elements like Cr, Mo and V.
Tool steels offer better durability, strength, corrosion resistance and thermal
stability.
They are used in applications such as blanking, die forging, forming, extrusion
and plastic forming
ALLOY STEELS : TOOL STEELS
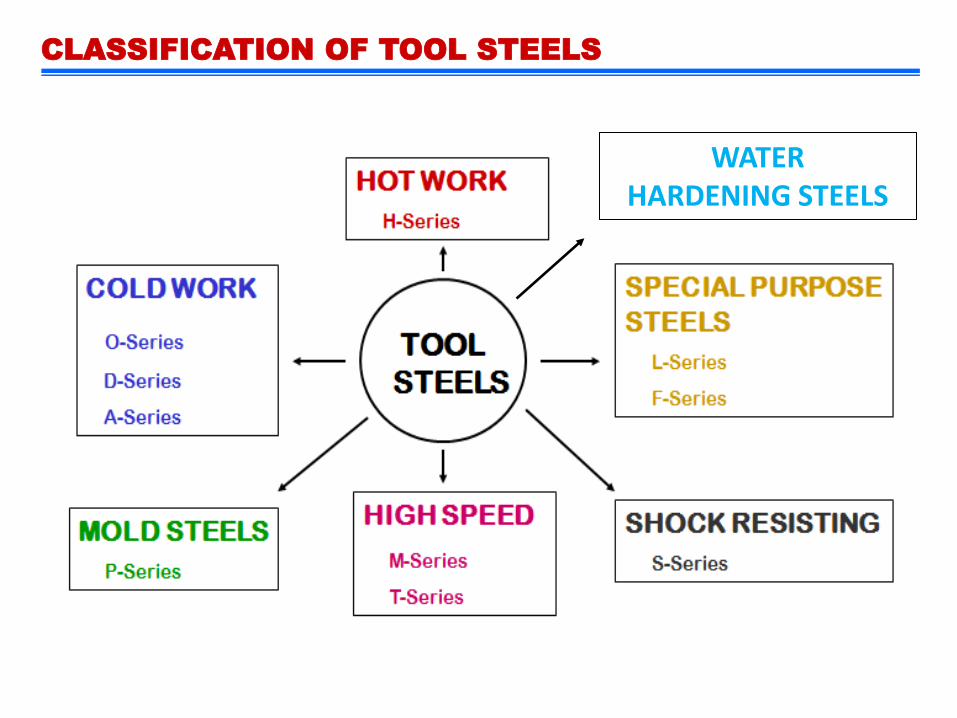
CLASSIFICATION OF TOOL STEELS
WATER HARDENING STEELS

Tool Steel Type Prefix Specific Types
COLD WORK W = Water Hardening
O = Oil Hardening
A = Medium alloy Air Hardening
D = High Carbon, High Chromium
W1, W2, W5
O1, O2, O6, O7
A2, A4, A6, A7, A8, A9, A10, A11
D2, D3, D4, D5, D7
SHOCK RESISTING S S1, S2, S4, S5, S6, S7
HOT WORK H H10-H19 Chromium types
H20-H39 Tungsten types
H40-H59 Molybdenum types
HIGH SPEED M
T
Molybdenum types
(M1, M2, M3-1, M3-2, M4, M6, M7, M10,
M33, M34, M36, M41, M42, M46,
M50
Tungsten types (T1, T4, T5, T6,
T8,T15)
MOLD STEELS P P6, P20, P21
SPECIAL PURPOSE L and F series L2, L6
CLASSIFICATION OF TOOL STEELS

Most tool steels are used in the following applications:
Cutting,
Shearing,
Forming,
Drawing,
Extrusion,
Rolling
SELECTION OF TOOL STEELS
During selection of tool steels in any applications service requirements for
application should be carefully examined.

1-CUTTING:
Lathe Drills Tap
Service requirements:
Tool must have high hardness, good heat and wear resistance
SELECTION OF TOOL STEELS
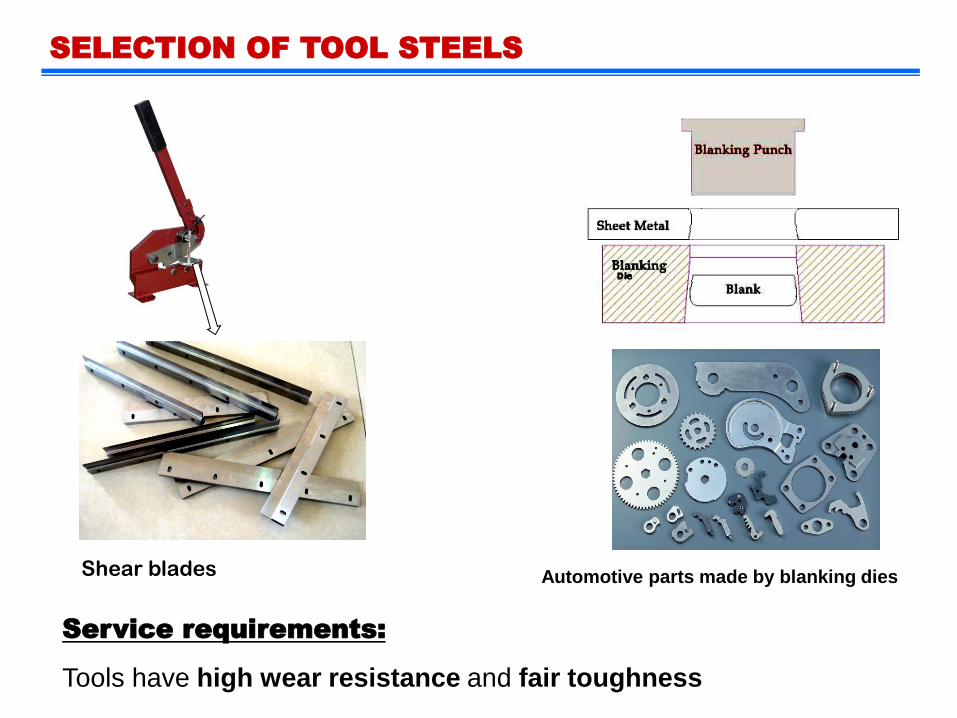
Shear blades Automotive parts made by blanking dies
SELECTION OF TOOL STEELS
Service requirements:
Tools have high wear resistance and fair toughness

2-FORMING
Forming is carried out at high or low temperature and done by forging press
Solid metal is forced into tool impression
either hot or cold by using hot forging or cold-
heading die Forging press
Service requirements:
Tools must have high strength, high toughness, and may require high
red hardness (resistance to heat softening)
Piston rod
impression die made
up of tool steel
SELECTION OF TOOL STEELS

3-ROLLING
Service requirements:
Rolling dies must be hard enough to withstand the forces in forming and
must have sufficient wear resistance and toughness to adjust the
stress developed.
SELECTION OF TOOL STEELS

3-DRAWING
tensile force
Ao
Addie
die
Wire drawing Deep drawing
Parts produced by deep drawing: cups,
pans, cylinders and irregular shaped
products
Service requirements:
Drawing dies require high strength and high wear resistance
SELECTION OF TOOL STEELS
Dies made up
of tool steel
Dies used for wire drawing

4-EXTRUSION
Hot extrusion Service requirements:
Cold extrusion dies require toughness to withsatnd outward
pressures and wear resistance.
Hot extrusion dies must additionally posses high red-hardness.
Done at high or low temperature by forcing material into a die
Commonly extruded materials include metals, polymers, ceramics and concrete
SELECTION OF TOOL STEELS
Work piece
Die (tool
steel)
ram

1-Depth of Hardening:
Hardenability increases with alloy content.
Shallow hardening steels;
Group W, carburising grades of Group P, Group F
2-Toughness:
Energy absorbed by a material up to fracture point.
High toughness : S and H groups
Low toughness: cold work tool steels
Hardness
Toughness
Wear resistance
Red Hardness
IMPORTANT SELECTION FACTORS FOR TOOL STEELS

3-Wear resistance:
Resistance to abrasion or resistance to loss of dimensional changes
In general a correlation exists between the hard, undissolved carbide particles
and wear resistance.
4-Red-hardness (Hot hardness):
Defined as resistance of the steel to the softening effect of heat.
Steels that have high red-hardness contain W, Cr and Mo due to formation of
stable carbides.
IMPORTANT SELECTION FACTORS FOR TOOL STEELS

These are essentially plain carbon steels. Some high carbon grades contain
small amount of Cr, V to improve hardenability and wear resistance
Group1: 0.6-0.75%C- High toughness. e.g. Hammers, concrete breakers, rivet sets
Group2: 0.75-0.95%C – High toughness, hardness. e.g. Punches, dies, shear
blades
Group3: 0.95-1.40%C – Increased wear resistance. e.g. Drills, turning tools
WATER HARDENING TOOL STEELS
Concrete breaker Shear blades Punches Turning tools

Most important group of tool steels (used in majority of tool applications)
Types: O-type, A-type, D-type
COLD WORK TOOL STEELS
Group-O (oil hardening):
- Contain Mn (~1%), and smaller amounts of Cr and W.
- Relatively inexpensive
- adequate wear resistance, , fair toughness and red-hardness
Group-A (air hardening):
- Medium alloy type (~1%C, up to 3% Mn, up to 5% Cr, ~1% Mo)
- good wear resistance, fair toughness and red-hardness
Group-D
- High carbon-high alloy types( Up to 2.25%C and 12% Cr + Mo,V,Co)
- excellent wear resistance and nondeforming properties

COLD WORK TOOL STEELS
Applications: blanking and piercing dies, drawing dies for wires, bars, tubes,
taps, forming tools, thread rolling
Blanking die and cut metal by
blanking die Die for wire drawing thread rolling is processes for
forming screw threads
die

In many applications tool is subjected to excessive heat (hot forging, extruding,
die casting and plastic moulding)
Tool steels which have developed for such high temp. applications are called Hot
work tool steels and they have high red hardness
For high red hardness Cr, Mo and W is used
Sum of these alloying elements must be at least 5%.
Basic types;
1- Chromium types
2- Tungsten types
3- Molybdenum types
HOT WORK TOOL STEELS

1) Hot-work Chromium Base (H11-H19)
Composition : Min. 3.25% Cr, Rest: V, W, Mo (carbide former elements)
They are resistant to heat softening. They also have good weldability
Used in extrusion dies, die casting dies, forging dies
2) Hot-work Tungsten Base (H21-H26)
Composition : Min. 9%W and min. 2-12% Cr
They are resistant to heat softening. But they are more susceptable to
brittleness
Used in extrusion dies, madrels
3) Hot-work Molybdenum Base (H41-H43)
Composition : 8% Mo, 4% Cr and small amounts of W and V
More resistance to heat checking than tungsten grades
HOT WORK TOOL STEELS

Casting die for stirring wheel
As a summary, Hot-work tool steels;
have good toughness because of their low carbon content
good to excellent red-hardness
fair wear resistance and machinability
HOT WORK TOOL STEELS
Hot forging die for connecting rod

The most highly alloyed tool steels and contain large amounts of W or Mo along
with Cr, V, Co.
Carbon content varies between 0.7-1% C, some contains 1.5%C
They have excellent red hardness, good wear resistance, poor machinability
Two types of HSS: Mo base (group M), Tungsten base (group T)
The presence of hard carbides makes the tool wear-resistant
Applications:
Cutting tools; such as milling cutters, drills, saws, taps
HIGH SPEED TOOL STEELS (HSS)

PRODUCTION OF TOOL STEELS
Tool and die steels are produced in
Electric arc furnaces (EAF) in small
amounts and then cast into Ingots and
Billets.
Largest amount: 500 kgs
Most common : 200-250 kgs (HSS)
During casting at eutectic point; eutectic carbides (M6C, M4C3, M7C3, M23C6) form
Alloy
carbides

PRODUCTION OF TOOL STEELS
After production tool steels are hot forged to obtain homogenous distribution of
alloy carbides
HOT FORGING
To break down carbides
There are two advantages in forged microstructures;
1) Uniformity
2) Solutionizing becomes easier

1) Heating: During heating much damage may be done to the steel on heating
as cooling
heat slowly or preheat at a lower temperature (to prevent large temperature
gradients)
Overheating should be prevented to overcome grain growth problem. Also,
quenching from excessive temperatures may result in cracking
2) Atmosphere: Surface should be protected against scaling and
decarburization. Inert atmospheres may be used.
3) Quenching media: Water, brine, oil and air
Carbon and low-alloy steels are quenched in brine and water.
High alloy tool steels are quenched in oil, air or molten salts
Sometimes to prevent cracking and distortion interrupted quenching is
applied. Steel is quenched in a liquid bath of salt, then cooled in air
HEAT TREATMENT OF TOOL STEELS

4) Tempering:
They should be tempered immediately just after quenching and before they
have cooled to room temperature to minimize the danger of cracking due to
strains introduced by cracking.
Generally, double tempering is applied to high speed tools
HEAT TREATMENT OF TOOL STEELS

Heating: The parts must be heated slowly or
preheated at a lower temperature (to prevent large
temperature gradients)
time
Temp. (oC)
1300
Austenitization
I.Preheating: Just below critical temp.;
Aim: To equalize the temp. İnside and
outside of the component
Critical temp. Above this temperature crystal
contraction (bcc to fcc)
II.Preheating: Partial dissolution of alloy
carbides( Least stable carbide, Cr, will dissolve),
T= 1050-1100 oC
III.Preheating: If the component is large
T= 1150-1200 oC
Oil hardening
tool steels
HSS
Air cooling
Austenitization period is extremely important. So
to limit or to prevent austenite grain coarsening
small percentages of undissolved alloy carbides
should be left in microstructure
When the steel is heated for hardening, the basic
idea is to dissolve the carbides to such a degree
that the matrix acquires an alloying content that
gives the hardening effect—without becoming
coarse grained and brittle.
HEAT TREATMENT STEPS OF TOOL STEELS

1) Complex carbides don’t dissolve even at high temperatures. This serves to
lower the carbon and alloy content of austenite. Higher temperatures and soaking
times are required for dissolution of alloy carbides.
2) Undissolved carbides also reduce the grain growth.
Both these effects reduce the hardenability of steel
HEAT TREATMENT STEPS OF TOOL STEELS

COOLING: Tool steels may be hardened by quenching in oil or cooling in air.
1300oC
Oil hardened tool
steels
HSS
During cooling;
1) Contraction due to cooling
2) 4% expansion due to martensite
formation
QUENCH CRACKS occur
(solution: use step quenching)
STEP QUENCHING
To equalize the temperature inside and outside of the component, parts
are quenched to T>Ms and wait for long time then cooled in air.
As quenched tool or die
1)Undissolved alloy carbides (If this is HSS: M6C; If D1 or D2 : Cr-carbides)
2) Martensite
3) Retained Austenite (quenching medium T (R.T) > Mf )
HEAT TREATMENT STEPS OF TOOL STEELS

TEMPERING:Since high wear resistance is required temper the steel at around
550oC
Tempering temp.
HRc
As-quenched
hardness
Secondary hardening (alloy carbides)
~550oC
At 550oC;
1) Some alloy carbides precipitate
2) Martensite becomes tempered martensite
3) Additionally, there is retained austenite in the structure
HEAT TREATMENT STEPS OF TOOL STEELS

pearlite
bainite
550oC
T(oC)
Log t
2 hrs of tempering
‘CONDITIONING’
Example: 12% retained-
84% Martensite
4% Undissolved carbides
1.5% retained-
10.5% fresh martensite
84% Temp. Martensite
4% Undissolved carbides
Tempering +
Quench
I. Tempering
II. Tempering (for tempering 10.5% fresh martensite)
III. Tempering (sometimes necessary) MULTIPLE
TEMPERING
HEAT TREATMENT STEPS OF TOOL STEELS
COOLING AFTER TEMPERING: Subsequent to tempering cooling to room
temperature results in transformation of some austenite to martensite