module - cheknowledge.files.wordpress.com · version 2 me, iit kharagpur space for a universal...
TRANSCRIPT

Version 2 ME, IIT Kharagpur
Module 3
Design for Strength

Version 2 ME, IIT Kharagpur
Lesson 1
Design for static loading

Version 2 ME, IIT Kharagpur
Instructional Objectives
At the end of this lesson, the students should be able to understand
• Types of loading on machine elements and allowable stresses.
• Concept of yielding and fracture.
• Different theories of failure.
• Construction of yield surfaces for failure theories.
• Optimize a design comparing different failure theories
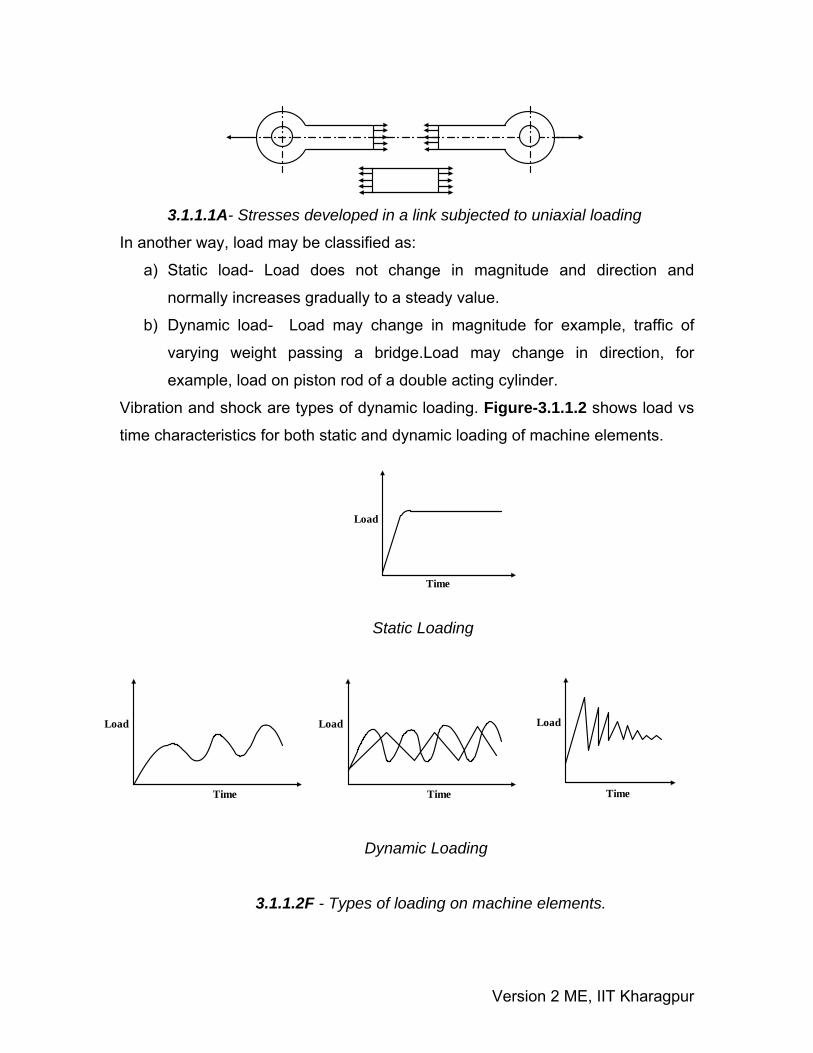
3.1.1 Introduction Machine parts fail when the stresses induced by external forces exceed their
strength. The external loads cause internal stresses in the elements and the
component size depends on the stresses developed. Stresses developed in a
link subjected to uniaxial loading is shown in figure-3.1.1.1. Loading may be due
to:
a) The energy transmitted by a machine element.
b) Dead weight.
c) Inertial forces.
d) Thermal loading.
e) Frictional forces.
Version 2 ME, IIT Kharagpur
Time
Load
Load
Time
Load
Time
Load
Time
3.1.1.1A- Stresses developed in a link subjected to uniaxial loading
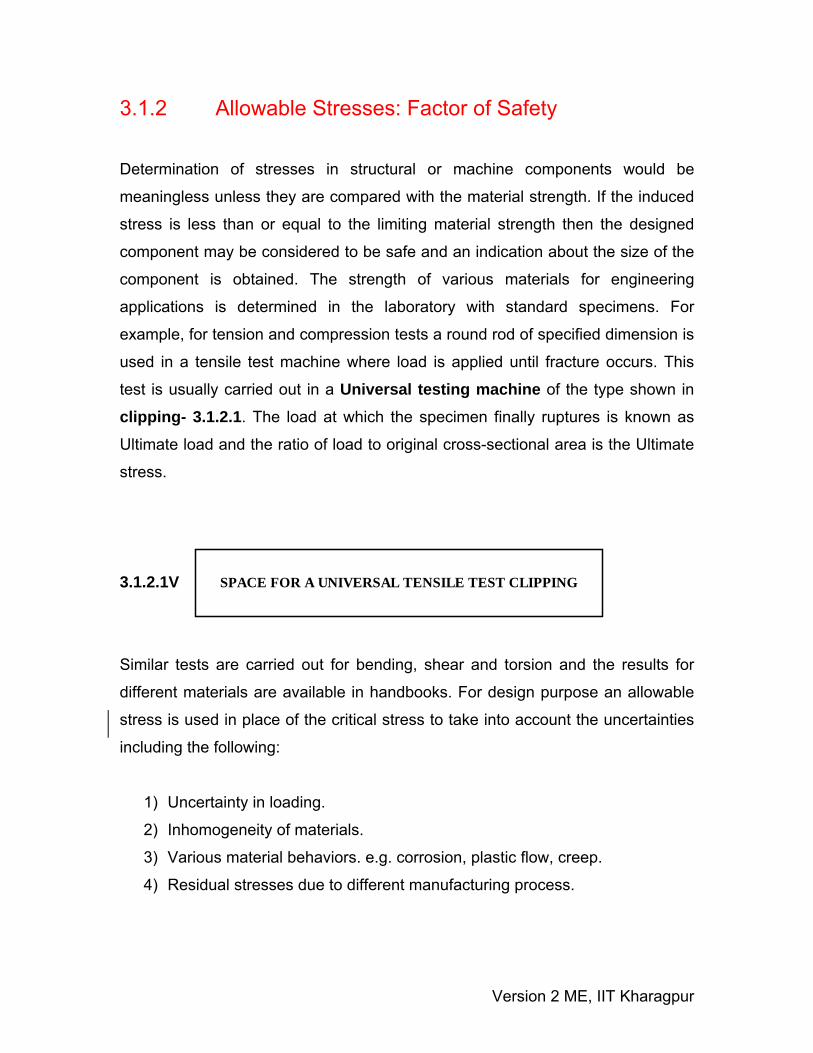
In another way, load may be classified as:
a) Static load- Load does not change in magnitude and direction and
normally increases gradually to a steady value.
b) Dynamic load- Load may change in magnitude for example, traffic of
varying weight passing a bridge.Load may change in direction, for
example, load on piston rod of a double acting cylinder.
Vibration and shock are types of dynamic loading. Figure-3.1.1.2 shows load vs
time characteristics for both static and dynamic loading of machine elements.
Static Loading
Dynamic Loading
3.1.1.2F - Types of loading on machine elements.
Version 2 ME, IIT Kharagpur
SPACE FOR A UNIVERSAL TENSILE TEST CLIPPING
3.1.2 Allowable Stresses: Factor of Safety Determination of stresses in structural or machine components would be
meaningless unless they are compared with the material strength. If the induced
stress is less than or equal to the limiting material strength then the designed
component may be considered to be safe and an indication about the size of the
component is obtained. The strength of various materials for engineering
applications is determined in the laboratory with standard specimens. For
example, for tension and compression tests a round rod of specified dimension is
used in a tensile test machine where load is applied until fracture occurs. This
test is usually carried out in a Universal testing machine of the type shown in
clipping- 3.1.2.1. The load at which the specimen finally ruptures is known as
Ultimate load and the ratio of load to original cross-sectional area is the Ultimate
stress.
3.1.2.1V
Similar tests are carried out for bending, shear and torsion and the results for
different materials are available in handbooks. For design purpose an allowable
stress is used in place of the critical stress to take into account the uncertainties
including the following:
1) Uncertainty in loading.
2) Inhomogeneity of materials.
3) Various material behaviors. e.g. corrosion, plastic flow, creep.
4) Residual stresses due to different manufacturing process.
Version 2 ME, IIT Kharagpur
UltimateStress F.S.AllowableStress
=
5) Fluctuating load (fatigue loading): Experimental results and plot- ultimate
strength depends on number of cycles.
6) Safety and reliability.
For ductile materials, the yield strength and for brittle materials the ultimate
strength are taken as the critical stress.
An allowable stress is set considerably lower than the ultimate strength. The ratio
of ultimate to allowable load or stress is known as factor of safety i.e.
The ratio must always be greater than unity. It is easier to refer to the ratio of
stresses since this applies to material properties.
3.1.3 Theories of failure When a machine element is subjected to a system of complex stress system, it is
important to predict the mode of failure so that the design methodology may be
based on a particular failure criterion. Theories of failure are essentially a set of
failure criteria developed for the ease of design.
In machine design an element is said to have failed if it ceases to perform its
function. There are basically two types of mechanical failure:
(a) Yielding- This is due to excessive inelastic deformation rendering the
machine
part unsuitable to perform its function. This mostly occurs in ductile
materials.
(b) Fracture- in this case the component tears apart in two or more parts. This
mostly occurs in brittle materials.
There is no sharp line of demarcation between ductile and brittle materials.
However a rough guideline is that if percentage elongation is less than 5%
then the material may be treated as brittle and if it is more than 15% then the
Version 2 ME, IIT Kharagpur
material is ductile. However, there are many instances when a ductile
material may fail by fracture. This may occur if a material is subjected to
(a) Cyclic loading.
(b) Long term static loading at elevated temperature.
(c) Impact loading.
(d) Work hardening.
(e) Severe quenching.
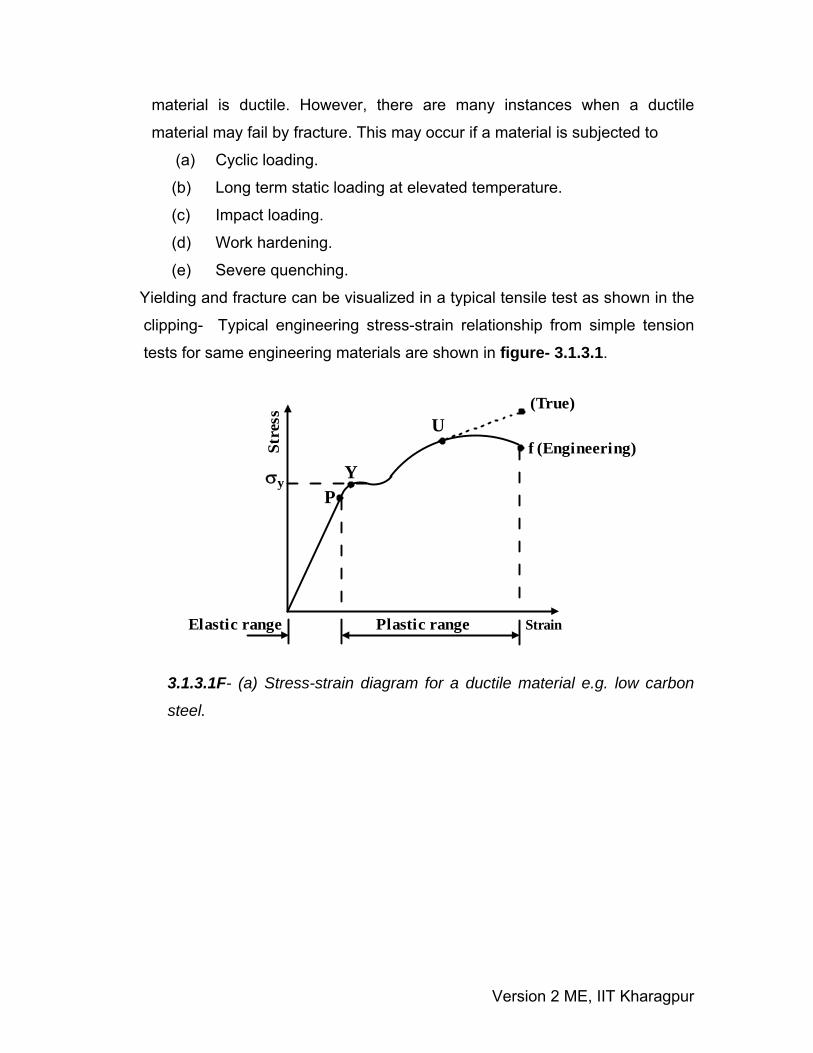
Yielding and fracture can be visualized in a typical tensile test as shown in the
clipping- Typical engineering stress-strain relationship from simple tension
tests for same engineering materials are shown in figure- 3.1.3.1.
3.1.3.1F- (a) Stress-strain diagram for a ductile material e.g. low carbon
steel.
Stre
ss
StrainPlastic rangeElastic range
(True)
f (Engineering)U
PYσy

Version 2 ME, IIT Kharagpur
3.1.3.1F- (b) Stress-strain diagram for low ductility.
3.1.3.1F- (c) Stress-strain diagram for a brittle material.
3.1.3.1F- (d) Stress-strain diagram for an elastic – perfectly plastic
material.
Stre
ss
Strain
Y
U(True)f (Engineering)
0.2 % offset
Strain
Stre
ss
f (Ultimate fracture)
σy
Stre
ss
Strain

Version 2 ME, IIT Kharagpur
SPACE FOR FATIGUE TEST CLIPPING
For a typical ductile material as shown in figure-3.1.3.1 (a) there is a definite yield
point where material begins to yield more rapidly without any change in stress
level. Corresponding stress is σy . Close to yield point is the proportional limit
which marks the transition from elastic to plastic range. Beyond elastic limit for an
elastic- perfectly plastic material yielding would continue without further rise in
stress i.e. stress-strain diagram would be parallel to parallel to strain axis beyond
the yield point. However, for most ductile materials, such as, low-carbon steel
beyond yield point the stress in the specimens rises upto a peak value known as
ultimate tensile stress σo . Beyond this point the specimen starts to neck-down
i.e. the reduction in cross-sectional area. However, the stress-strain curve falls till
a point where fracture occurs. The drop in stress is apparent since original cross-
sectional area is used to calculate the stress. If instantaneous cross-sectional
area is used the curve would rise as shown in figure- 3.1.3.1 (a) . For a material
with low ductility there is no definite yield point and usually off-set yield points are
defined for convenience. This is shown in figure-3.1.3.1. For a brittle material
stress increases linearly with strain till fracture occurs. These are demonstrated
in the clipping- 3.1.3.2 .
3.1.3.2V
3.1.4 Yield criteria
There are numerous yield criteria, going as far back as Coulomb (1773). Many of
these were originally developed for brittle materials but were later applied to
ductile materials. Some of the more common ones will be discussed briefly here.
Version 2 ME, IIT Kharagpur
σ2
σ1
b
+σy
a ..+σy
-σy
-σy
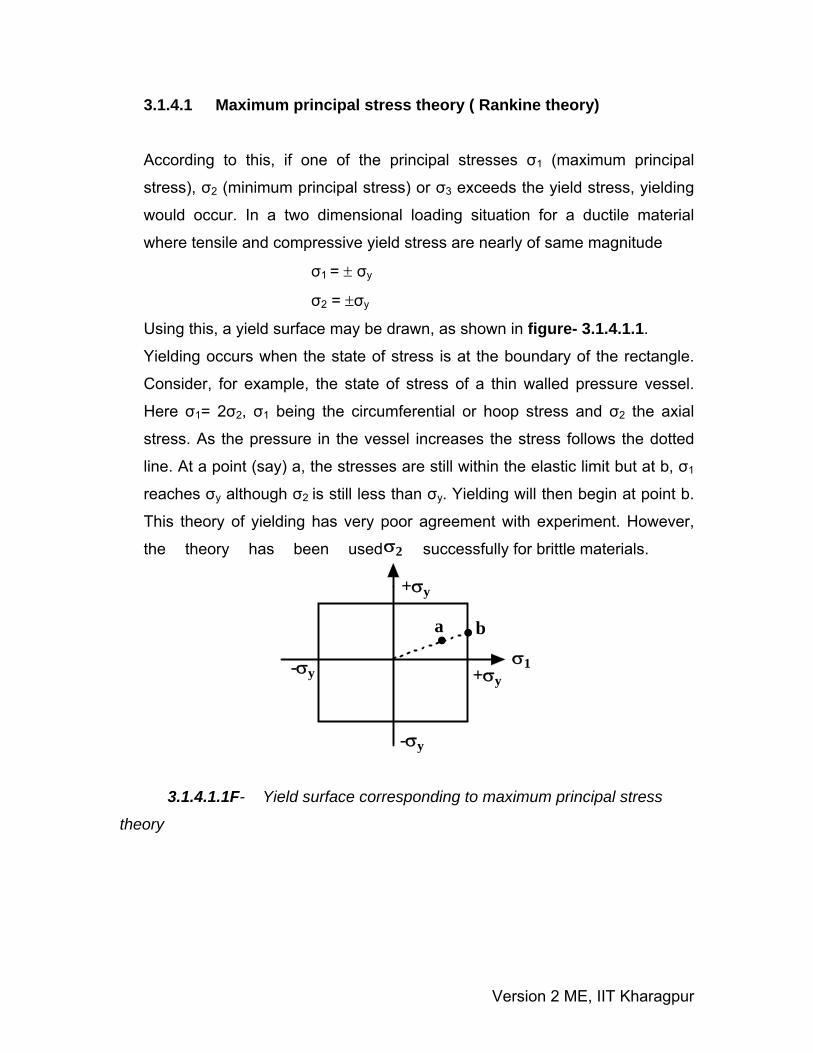
3.1.4.1 Maximum principal stress theory ( Rankine theory)
According to this, if one of the principal stresses σ1 (maximum principal
stress), σ2 (minimum principal stress) or σ3 exceeds the yield stress, yielding
would occur. In a two dimensional loading situation for a ductile material
where tensile and compressive yield stress are nearly of same magnitude
σ1 = ± σy
σ2 = ±σy
Using this, a yield surface may be drawn, as shown in figure- 3.1.4.1.1.
Yielding occurs when the state of stress is at the boundary of the rectangle.
Consider, for example, the state of stress of a thin walled pressure vessel.
Here σ1= 2σ2, σ1 being the circumferential or hoop stress and σ2 the axial
stress. As the pressure in the vessel increases the stress follows the dotted
line. At a point (say) a, the stresses are still within the elastic limit but at b, σ1
reaches σy although σ2 is still less than σy. Yielding will then begin at point b.
This theory of yielding has very poor agreement with experiment. However,
the theory has been used successfully for brittle materials.
3.1.4.1.1F- Yield surface corresponding to maximum principal stress
theory

Version 2 ME, IIT Kharagpur
( )
( )
1 1 2 1 2
2 2 1 2 1
1 1 2 0
2 2 1 0
1ε σ νσ σ σE1ε σ νσ σ σE
This gives, Eε σ νσ σ
Eε σ νσ σ
= − ≥
= − ≥
= − = ±
= − = ±
σ2
σ1-σy
-σy
σ2=σ0+νσ1
σ1=σ0+νσ2
+σy
+σy
3.1.4.2 Maximum principal strain theory (St. Venant’s theory) According to this theory, yielding will occur when the maximum principal strain
just exceeds the strain at the tensile yield point in either simple tension or
compression. If ε1 and ε2 are maximum and minimum principal strains
corresponding to σ1 and σ2, in the limiting case
The boundary of a yield surface in this case is thus given as shown in figure-3.1.4.2.1
3.1.4.2.1- Yield surface corresponding to maximum principal strain theory

Version 2 ME, IIT Kharagpur
1 2 y
2 3 y
3 1 y
σ σ σ
σ σ σ
σ σ σ
− = ±
− = ±
− = ±
1 2 y 1 2
1 2 y 1 2
2 y 2 1
1 y 1 2
1 y 1 2
2 y 2 1
σ σ σ if σ 0,σ 0
σ σ σ if σ 0,σ 0
σ σ if σ σ 0
σ σ if σ σ 0
σ σ if σ σ 0
σ σ if σ σ 0
− = > <
− = − < >
= > >
= − < <
= − > >
= − < <
σ2
σ1+σy-σy
+σy
-σy
3.1.4.3 Maximum shear stress theory ( Tresca theory) According to this theory, yielding would occur when the maximum shear
stress just exceeds the shear stress at the tensile yield point. At the tensile
yield point σ2= σ3 = 0 and thus maximum shear stress is σy/2. This gives us
six conditions for a three-dimensional stress situation:
3.1.4.3.1F- Yield surface corresponding to maximum shear stress
theory
In a biaxial stress situation ( figure-3.1.4.3.1) case, σ3 = 0 and this gives

Version 2 ME, IIT Kharagpur
( )1 1 2 2 3 3 y y1 1σ ε σ ε σ ε σ ε2 2
+ + =
σ2 σ1 σ
τ
( )1 1 2 2 3 3 y y1 1σ ε σ ε σ ε σ ε2 2
+ + =
This criterion agrees well with experiment.
In the case of pure shear, σ1 = - σ2 = k (say), σ3 = 0
and this gives σ1- σ2 = 2k= σy
This indicates that yield stress in pure shear is half the tensile yield stress and
this is also seen in the Mohr’s circle ( figure- 3.1.4.3.2) for pure shear.
3.1.4.3.2F- Mohr’s circle for pure shear
3.1.4.4 Maximum strain energy theory ( Beltrami’s theory)
According to this theory failure would occur when the total strain energy
absorbed at a point per unit volume exceeds the strain energy absorbed per
unit volume at the tensile yield point. This
may be given by
Substituting, ε1, ε2 , ε3 and εy in terms of stresses we have
( )2 2 2 21 2 3 1 2 2 3 3 1 yσ σ σ 2υ σ σ σ σ σ σ σ+ + − + + =
This may be written as
y y y
2 2
1 2 1 222 1
⎛ ⎞⎛ ⎞ ⎛ ⎞σ σ σ σ⎜ ⎟+ − ν =⎜ ⎟ ⎜ ⎟⎜ ⎟ ⎜ ⎟ ⎜ ⎟σ σ σ⎝ ⎠ ⎝ ⎠ ⎝ ⎠
Version 2 ME, IIT Kharagpur
σ2
σ1
-σy
-σy
σy
σy
y E(1 )σ −νy E(1 )σ +ν
( )T 1 1 2 2 3 3 V av av1 3E σ ε σ ε σ ε and E σ ε2 2
= + + =
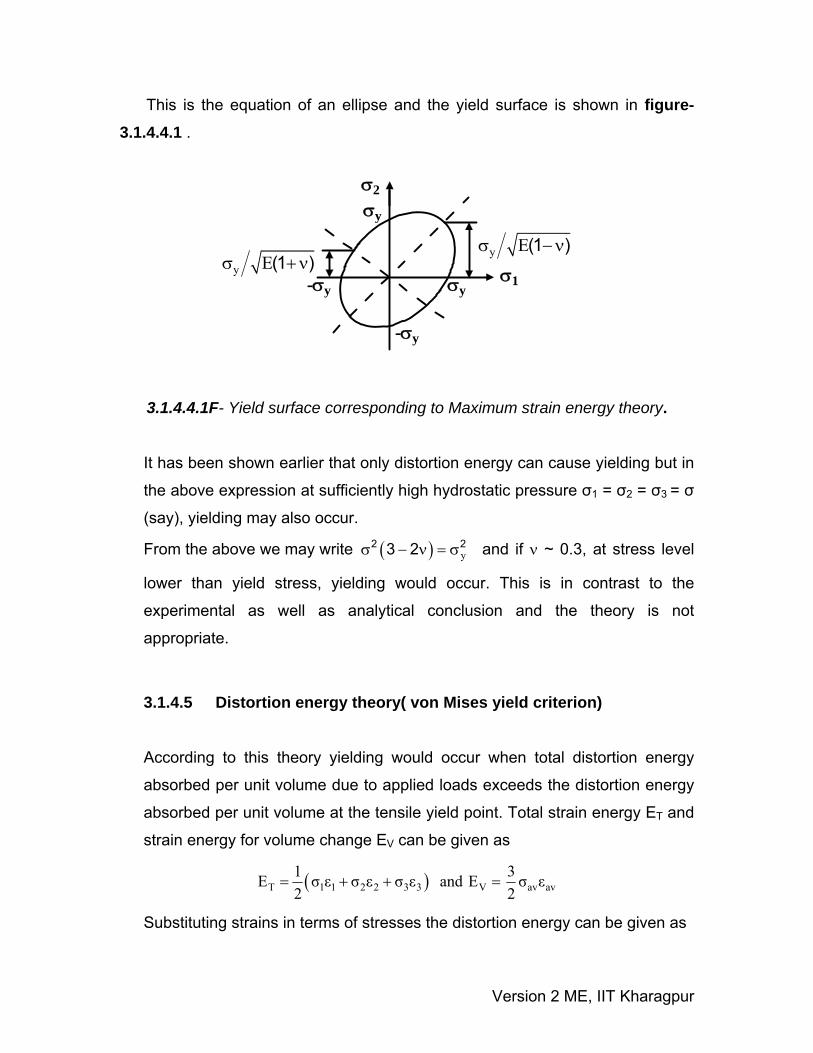
This is the equation of an ellipse and the yield surface is shown in figure-3.1.4.4.1 .
3.1.4.4.1F- Yield surface corresponding to Maximum strain energy theory.
It has been shown earlier that only distortion energy can cause yielding but in
the above expression at sufficiently high hydrostatic pressure σ1 = σ2 = σ3 = σ
(say), yielding may also occur.
From the above we may write ( ) y2 23 2σ − ν = σ and if ν ~ 0.3, at stress level
lower than yield stress, yielding would occur. This is in contrast to the
experimental as well as analytical conclusion and the theory is not
appropriate.
3.1.4.5 Distortion energy theory( von Mises yield criterion)
According to this theory yielding would occur when total distortion energy
absorbed per unit volume due to applied loads exceeds the distortion energy
absorbed per unit volume at the tensile yield point. Total strain energy ET and
strain energy for volume change EV can be given as
Substituting strains in terms of stresses the distortion energy can be given as

Version 2 ME, IIT Kharagpur
( ) ( ) ( )2 2 2 21 2 2 3 3 1 yσ σ σ σ σ σ 2σ− + − + − =
σ2
σ1
-σy
-σy
σy
σy
yσ
0.577 σy
45o
Ed = ET- EV = ( )2 2 21 2 3 1 2 2 3 3 1
2(1 ν) σ σ σ σ σ σ σ σ σ6E+
+ + − − −
At the tensile yield point, σ1 = σy , σ2 = σ3 = 0 which gives
2dy y
2(1 ν)E σ6E+
=
The failure criterion is thus obtained by equating Ed and Edy , which gives
In a 2-D situation if σ3 = 0, the criterion reduces to 2 2 2
1 2 1 2 yσ σ σ σ σ+ − =
i.e. y y y y
2 2
1 2 1 2 1⎛ ⎞ ⎛ ⎞ ⎛ ⎞⎛ ⎞σ σ σ σ
+ − =⎜ ⎟ ⎜ ⎟ ⎜ ⎟⎜ ⎟⎜ ⎟ ⎜ ⎟ ⎜ ⎟⎜ ⎟σ σ σ σ⎝ ⎠ ⎝ ⎠ ⎝ ⎠⎝ ⎠
This is an equation of ellipse and the yield surface is shown in figure-3.1.4.5.1 .
This theory agrees very well with experimental results and is widely used for
ductile materials.
3.1.4.5.1F- Yield surface corresponding to von Mises yield criterion.
Version 2 ME, IIT Kharagpur
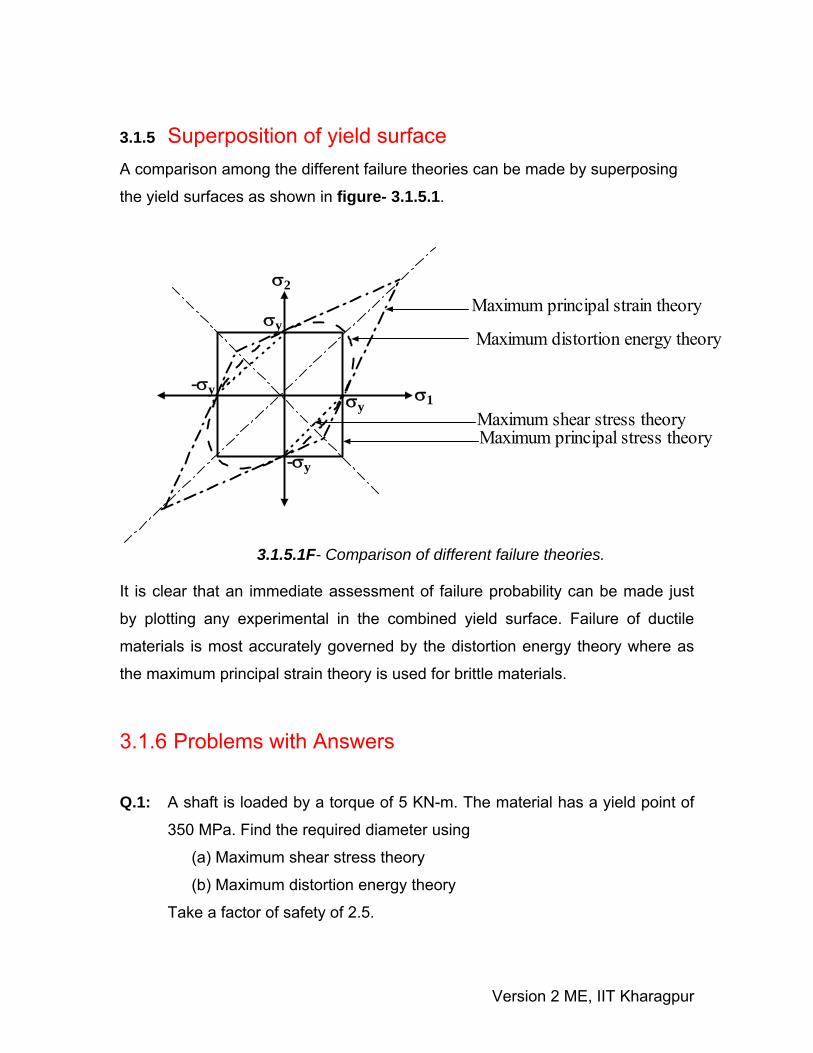
3.1.5 Superposition of yield surface A comparison among the different failure theories can be made by superposing
the yield surfaces as shown in figure- 3.1.5.1.
3.1.5.1F- Comparison of different failure theories. It is clear that an immediate assessment of failure probability can be made just
by plotting any experimental in the combined yield surface. Failure of ductile
materials is most accurately governed by the distortion energy theory where as
the maximum principal strain theory is used for brittle materials.
3.1.6 Problems with Answers
Q.1: A shaft is loaded by a torque of 5 KN-m. The material has a yield point of
350 MPa. Find the required diameter using
(a) Maximum shear stress theory
(b) Maximum distortion energy theory
Take a factor of safety of 2.5.
Maximum distortion energy theory
Maximum principal stress theory
σ2
-σy
σy
σyσ1
-σy
Maximum shear stress theory
Maximum principal strain theory

Version 2 ME, IIT Kharagpur
( ) ( ) ( ) ( )22 2 21 2 2 3 1 3 Yσ σ σ σ σ σ 2 σ F.S− + − + − =
A.1:
Torsional shear stress induced in the shaft due to 5 KN-m torque is
x xd
3
316 (5 10 )
τ =π
where d is the shaft diameter in m.
(b) Maximum shear stress theory,
x y2
2max 2
σ − σ⎛ ⎞τ = ± + τ⎜ ⎟
⎝ ⎠
Since σx = σy = 0, τmax=25.46x103/d3 = Y xxF S x
6350 102 . . 2 2.5σ
=
This gives d=71.3 mm.
(b) Maximum distortion energy theory
In this case σ1 = 25.46x103/d3
σ2 = -25.46x103/d3
According to this theory,
Since σ3 = 0, substituting values of σ1 , σ2 and σY
D=68 mm.
Q.2: The state of stress at a point for a material is shown in the figure-3.1.6.1.
Find the factor of safety using (a) Maximum shear stress theory (b) Maximum
distortion energy theory. Take the tensile yield strength of the material as 400
MPa.
3.1.6.1F
τ=20 MPa
σx=40 MPa
σy=125 MPa
Version 2 ME, IIT Kharagpur
( ) ( ) ( ) ( )22 2 21 2 2 3 1 3 Yσ σ σ σ σ σ 2 σ F.S− + − + − =
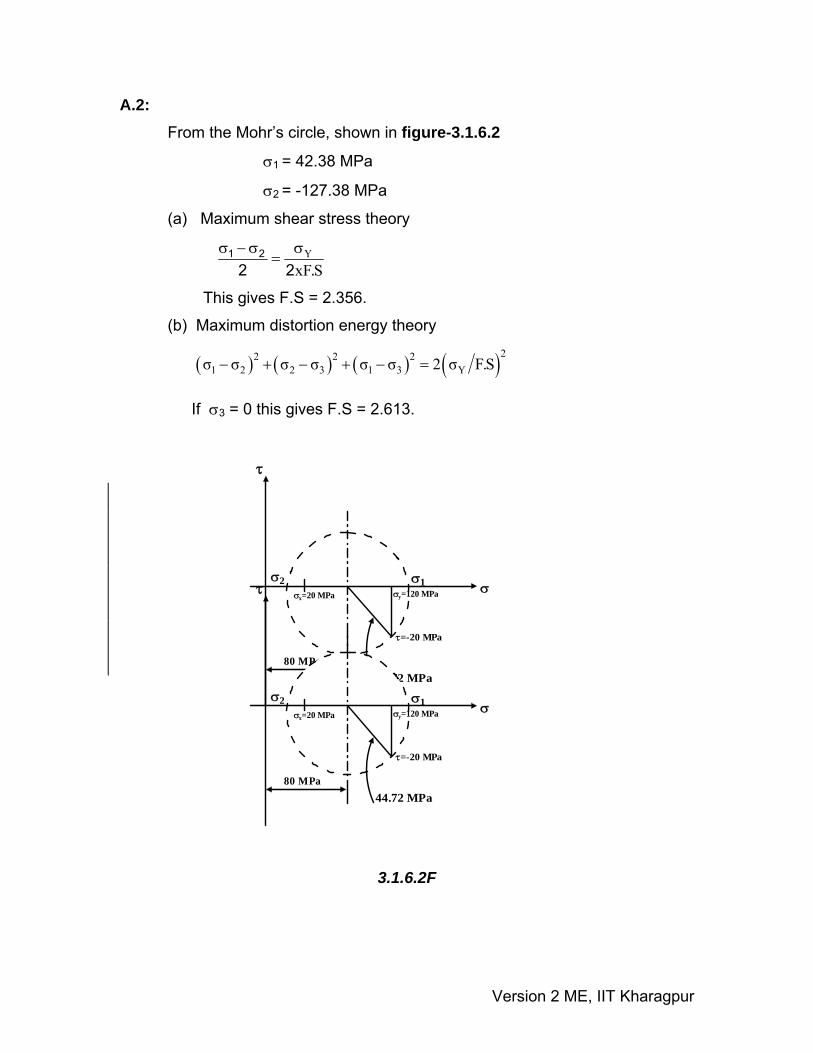
A.2: From the Mohr’s circle, shown in figure-3.1.6.2
σ1 = 42.38 MPa
σ2 = -127.38 MPa
(a) Maximum shear stress theory
Y
xF S1 2
2 2 .σ − σ σ
=
This gives F.S = 2.356.
(b) Maximum distortion energy theory
If σ3 = 0 this gives F.S = 2.613.
3.1.6.2F
σ1σ2 σσx=20 MPa σy=120 MPa
τ=-20 MPa
τ
80 MPa44.72 MPa
σ1σ2 σσx=20 MPa σy=120 MPa
τ=-20 MPa
τ
80 MPa44.72 MPa
Version 2 ME, IIT Kharagpur
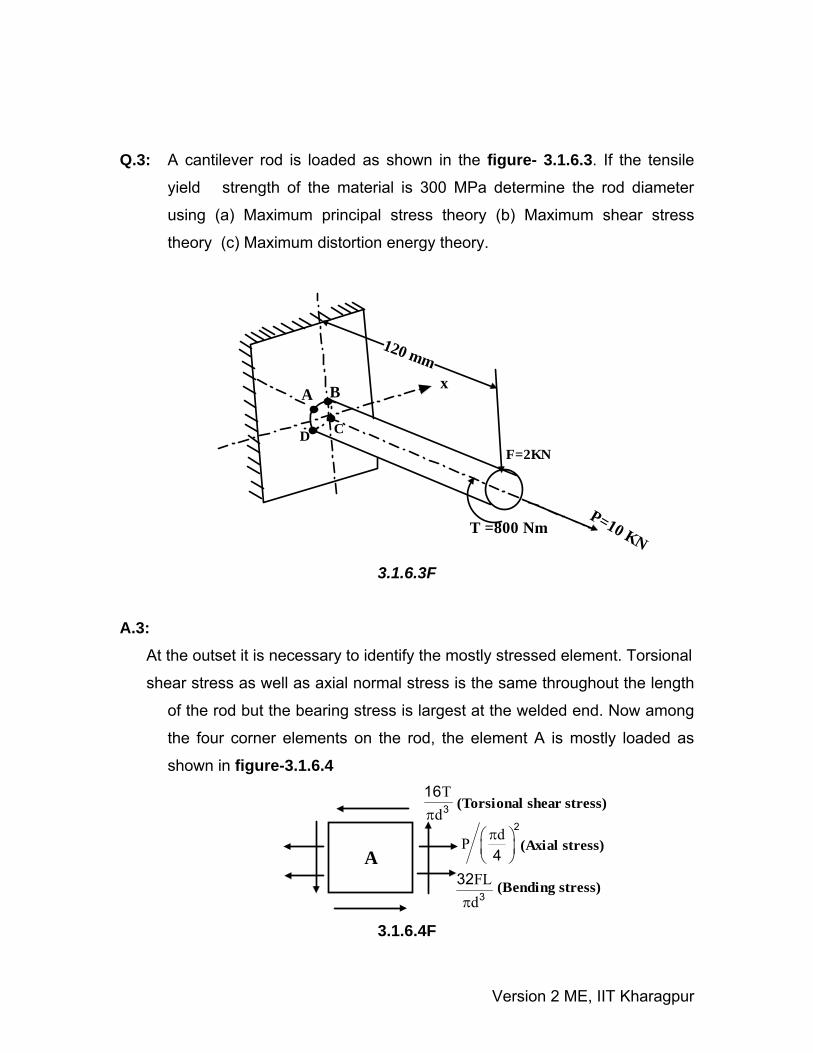
Q.3: A cantilever rod is loaded as shown in the figure- 3.1.6.3. If the tensile
yield strength of the material is 300 MPa determine the rod diameter
using (a) Maximum principal stress theory (b) Maximum shear stress
theory (c) Maximum distortion energy theory.
3.1.6.3F
A.3: At the outset it is necessary to identify the mostly stressed element. Torsional
shear stress as well as axial normal stress is the same throughout the length
of the rod but the bearing stress is largest at the welded end. Now among
the four corner elements on the rod, the element A is mostly loaded as
shown in figure-3.1.6.4
3.1.6.4F
120 mmx
P=10 KN
BA
C
F=2KN
T =800 Nm
D
A
Td3
16π
(Torsional shear stress)
dP2
4π⎛ ⎞
⎜ ⎟⎝ ⎠
(Axial stress)
FLd3
32π
(Bending stress)

Version 2 ME, IIT Kharagpur
Shear stress due to bending VQIt
is also developed but this is neglected
due to its small value compared to the other stresses. Substituting values
of T, P, F and L, the elemental stresses may be shown as in figure-3.1.6.5:
3.1.6.5F This gives the principal stress as
d d d d d
⎛ ⎞ ⎛ ⎞ ⎛ ⎞σ = + ± + +⎜ ⎟ ⎜ ⎟ ⎜ ⎟⎝ ⎠ ⎝ ⎠ ⎝ ⎠
2 2
1,2 2 3 2 3 31 12732 2445 1 12732 2445 40742 4
(a) Maximum principal stress theory,
Setting σ1 = σY we get d = 26.67 mm.
(b) Maximum shear stress theory,
Setting Y1 2
2 2σ − σ σ
= , we get d = 30.63 mm.
(c) Maximum distortion energy theory,
Setting ( ) ( ) ( ) ( )22 2 21 2 2 3 1 3 Yσ σ σ σ σ σ 2 σ− + − + − =
We get d = 29.36 mm.
d d2 312732 2445⎛ ⎞+⎜ ⎟⎝ ⎠
d⎛ ⎞⎜ ⎟⎝ ⎠3
4074

Version 2 ME, IIT Kharagpur
3.1.7 Summary of this Lesson Different types of loading and criterion for design of machine parts
subjected to static loading based on different failure theories have been
demonstrated. Development of yield surface and optimization of design
criterion for ductile and brittle materials were illustrated.
Version 2 ME, IIT Kharagpur
Module 3
Design for Strength

Version 2 ME, IIT Kharagpur
Lesson 2
Stress Concentration
Version 2 ME, IIT Kharagpur
Instructional Objectives At the end of this lesson, the students should be able to understand • Stress concentration and the factors responsible.
• Determination of stress concentration factor; experimental and theoretical
methods.
• Fatigue strength reduction factor and notch sensitivity factor.
• Methods of reducing stress concentration.
3.2.1 Introduction In developing a machine it is impossible to avoid changes in cross-section, holes,
notches, shoulders etc. Some examples are shown in figure- 3.2.1.1.
3.2.1.1F- Some typical illustrations leading to stress concentration.
Any such discontinuity in a member affects the stress distribution in the
neighbourhood and the discontinuity acts as a stress raiser. Consider a plate with
a centrally located hole and the plate is subjected to uniform tensile load at the
ends. Stress distribution at a section A-A passing through the hole and another
BEARING GEAR
KEY
COLLAR
GRUB SCREW

Version 2 ME, IIT Kharagpur
section BB away from the hole are shown in figure- 3.2.1.2. Stress distribution
away from the hole is uniform but at AA there is a sharp rise in stress in the
vicinity of the hole. Stress concentration factor tk is defined as 3t
avk σ= σ , where
σav at section AA is simply P t w b( 2 )− and Ptw1σ = . This is the theoretical or
geometric stress concentration factor and the factor is not affected by the
material properties.
3.2.1.2F- Stress concentration due to a central hole in a plate subjected to an
uni-axial loading.
It is possible to predict the stress concentration factors for certain geometric
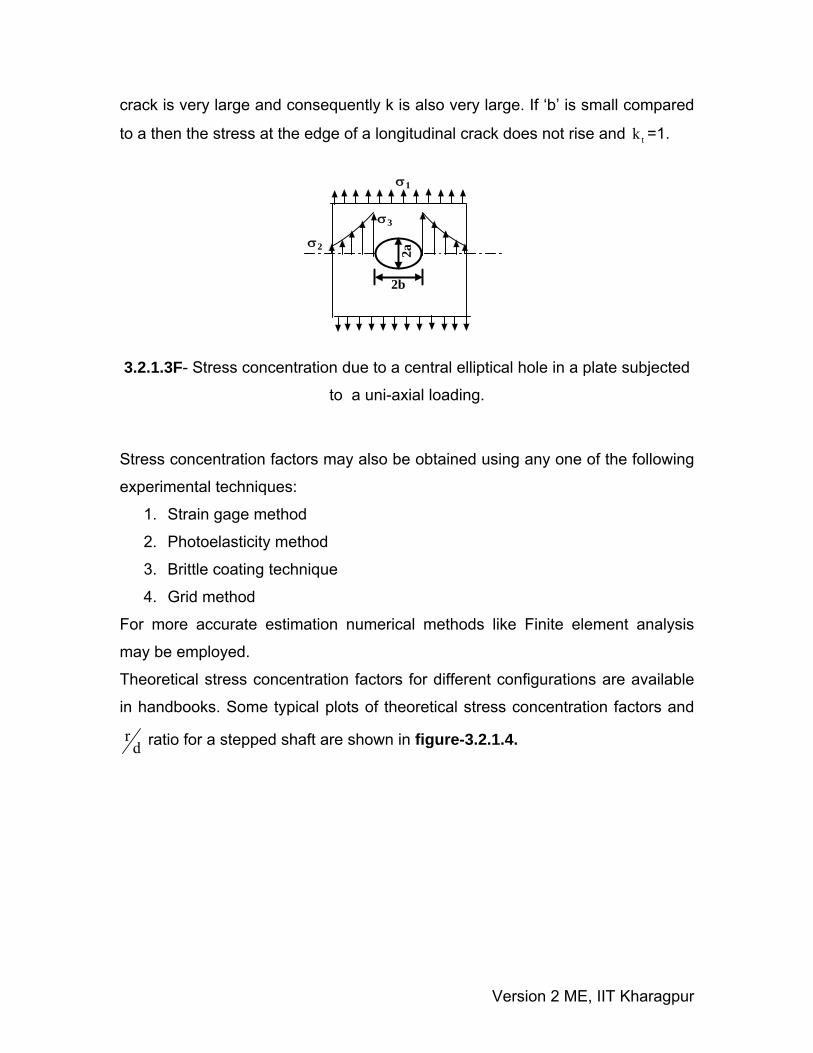
shapes using theory of elasticity approach. For example, for an elliptical hole in
an infinite plate, subjected to a uniform tensile stress σ1 (figure- 3.2.1.3), stress
distribution around the discontinuity is disturbed and at points remote from the
discontinuity the effect is insignificant. According to such an analysis
3 12b1a
⎛ ⎞σ = σ +⎜ ⎟⎝ ⎠
If a=b the hole reduces to a circular one and therefore 3 1σ = 3σ which gives tk =3.
If, however ‘b’ is large compared to ‘a’ then the stress at the edge of transverse
A A
B B
P
P
σ2
σ3
σ1
t
w
2b
Version 2 ME, IIT Kharagpur
crack is very large and consequently k is also very large. If ‘b’ is small compared
to a then the stress at the edge of a longitudinal crack does not rise and tk =1.
3.2.1.3F- Stress concentration due to a central elliptical hole in a plate subjected
to a uni-axial loading.
Stress concentration factors may also be obtained using any one of the following
experimental techniques:
1. Strain gage method
2. Photoelasticity method
3. Brittle coating technique
4. Grid method
For more accurate estimation numerical methods like Finite element analysis
may be employed.
Theoretical stress concentration factors for different configurations are available
in handbooks. Some typical plots of theoretical stress concentration factors and
rd ratio for a stepped shaft are shown in figure-3.2.1.4.
σ1
σ2
σ3
2a
2b

Version 2 ME, IIT Kharagpur
3.2.1.4F- Variation of theoretical stress concentration factor with r/d of a stepped
shaft for different values of D/d subjected to uni-axial loading (Ref.[2]).
In design under fatigue loading, stress concentration factor is used in modifying
the values of endurance limit while in design under static loading it simply acts as
stress modifier. This means Actual stress= tk ×calculated stress.
For ductile materials under static loading effect of stress concentration is not very
serious but for brittle materials even for static loading it is important.
It is found that some materials are not very sensitive to the existence of notches
or discontinuity. In such cases it is not necessary to use the full value of tk and

Version 2 ME, IIT Kharagpur
instead a reduced value is needed. This is given by a factor known as fatigue
strength reduction factor fk and this is defined as
fEndurance limit of notch free specimensk
Endurance limit of notched specimens=
Another term called Notch sensitivity factor, q is often used in design and this is
defined as
f
t
k 1qk 1−
=−
The value of ‘q’ usually lies between 0 and 1. If q=0, fk =1 and this indicates no
notch sensitivity. If however q=1, then fk = tk and this indicates full notch
sensitivity. Design charts for ‘q’ can be found in design hand-books and knowing
tk , fk may be obtained. A typical set of notch sensitivity curves for steel is
shown in figure- 3.2.1.5.
3.2.1.5F- Variation of notch sensitivity with notch radius for steels of different ultimate tensile strength (Ref.[2]).
Version 2 ME, IIT Kharagpur
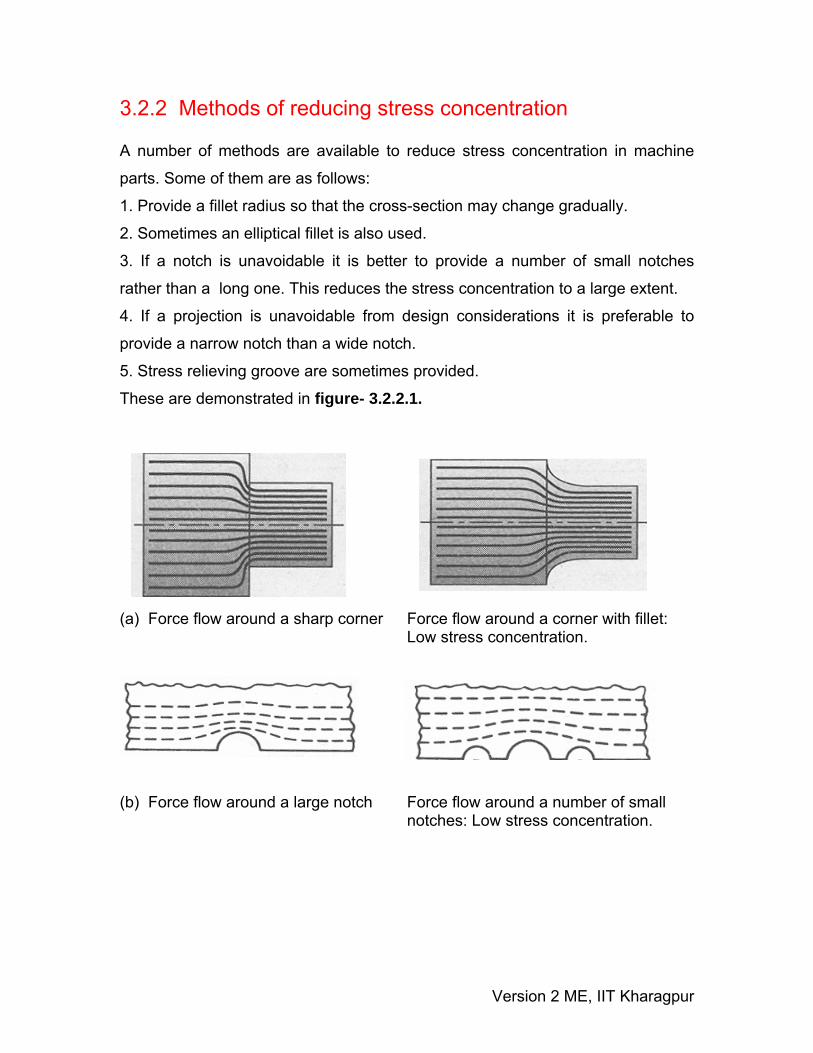
3.2.2 Methods of reducing stress concentration A number of methods are available to reduce stress concentration in machine
parts. Some of them are as follows:
1. Provide a fillet radius so that the cross-section may change gradually.
2. Sometimes an elliptical fillet is also used.
3. If a notch is unavoidable it is better to provide a number of small notches
rather than a long one. This reduces the stress concentration to a large extent.
4. If a projection is unavoidable from design considerations it is preferable to
provide a narrow notch than a wide notch.
5. Stress relieving groove are sometimes provided.
These are demonstrated in figure- 3.2.2.1.
(a) Force flow around a sharp corner Force flow around a corner with fillet: Low stress concentration. (b) Force flow around a large notch Force flow around a number of small notches: Low stress concentration.
Version 2 ME, IIT Kharagpur
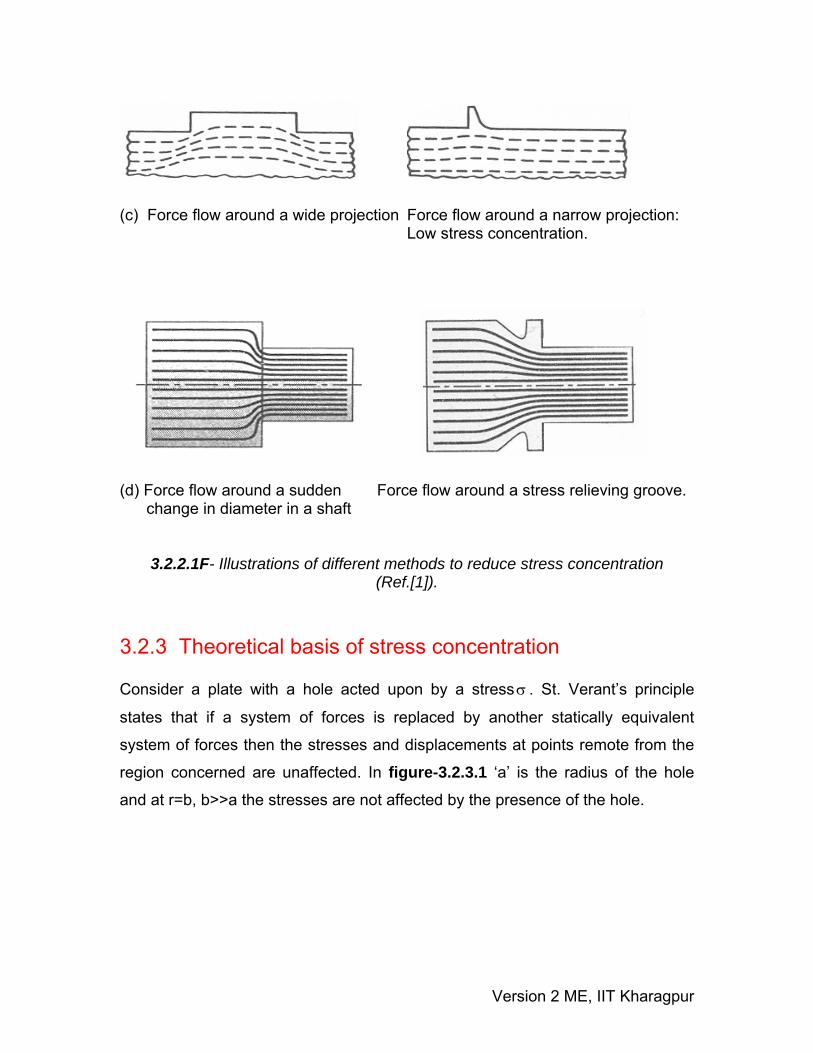
(c) Force flow around a wide projection Force flow around a narrow projection: Low stress concentration. (d) Force flow around a sudden Force flow around a stress relieving groove. change in diameter in a shaft
3.2.2.1F- Illustrations of different methods to reduce stress concentration (Ref.[1]).
3.2.3 Theoretical basis of stress concentration Consider a plate with a hole acted upon by a stressσ . St. Verant’s principle
states that if a system of forces is replaced by another statically equivalent
system of forces then the stresses and displacements at points remote from the
region concerned are unaffected. In figure-3.2.3.1 ‘a’ is the radius of the hole
and at r=b, b>>a the stresses are not affected by the presence of the hole.

Version 2 ME, IIT Kharagpur
3.2.3.1F- A plate with a central hole subjected to a uni-axial stress
Here, xσ = σ , y 0σ = , xy 0τ =
For plane stress conditions: 2 2
r x y xycos sin 2 cos sinσ = σ θ + σ θ + τ θ θ
2 2x y xysin cos 2 cos sinθσ = σ θ + σ θ − τ θ θ
( ) ( )2 2r x y xysin cos cos sinθτ = σ − σ θ θ + τ θ − θ
This reduces to
( )2r cos cos2 1 cos2
2 2 2σ σ σ
σ = σ θ = θ + = + θ
( )2sin 1 cos2 cos22 2 2θσ σ σ
σ = σ θ = − θ = − θ
r sin22θσ
τ = − θ
such that 1st component in rσ and θσ is constant and the second component
varies with θ . Similar argument holds for rθτ if we write rθτ = sin22σ
− θ . The
stress distribution within the ring with inner radius ir a= and outer radius or b=
due to 1st component can be analyzed using the solutions of thick cylinders and
y
xσ σa
b
P
Q

Version 2 ME, IIT Kharagpur
the effect due to the 2nd component can be analyzed following the Stress-function
approach. Using a stress function of the form ( )R r cos2φ = θ the stress
distribution due to the 2nd component can be found and it was noted that the
dominant stress is the Hoop Stress, given by 2 4
2 4a 3a1 1 cos2
2 r 2 rθ
⎛ ⎞ ⎛ ⎞σ σσ = + − + θ⎜ ⎟ ⎜ ⎟
⎝ ⎠ ⎝ ⎠
This is maximum at 2θ = ±π and the maximum value of 2 4
2 4a 3a2
2 r rθ
⎛ ⎞σσ = + +⎜ ⎟
⎝ ⎠
Therefore at points P and Q where r a= θσ is maximum and is given by 3θσ = σ
i.e. stress concentration factor is 3.
3.2.4 Problems with Answers
Q.1: The flat bar shown in figure- 3.2.4.1 is 10 mm thick and is pulled by a
force P producing a total change in length of 0.2 mm. Determine the
maximum stress developed in the bar. Take E= 200 GPa.
3.2.4.1F A.1: Total change in length of the bar is made up of three components and this
is given by
39
0.3 0.3 0.25 P0.2x100.025x0.01 0.05x0.01 0.025x0.01 200x10
− ⎡ ⎤= + +⎢ ⎥⎣ ⎦
This gives P=14.285 KN.
50 mm25 mm 25 mm P
300 mm 300 mm 250 mm
Fillet with stressconcentration factor 2.5
Fillet with stressconcentration factor 2.5
Hole with stressconcentration factor 2

Version 2 ME, IIT Kharagpur
Stress at the shoulder s16666k
(0.05 0.025)x0.01σ =
− where k=2.
This gives σh = 114.28 MPa.
Q.2: Find the maximum stress developed in a stepped shaft subjected to a
twisting moment of 100 Nm as shown in figure- 3.2.4.2. What would be the
maximum stress developed if a bending moment of 150 Nm is applied.
r = 6 mm
d = 30 mm
D = 40 mm.
3.2.4.2F
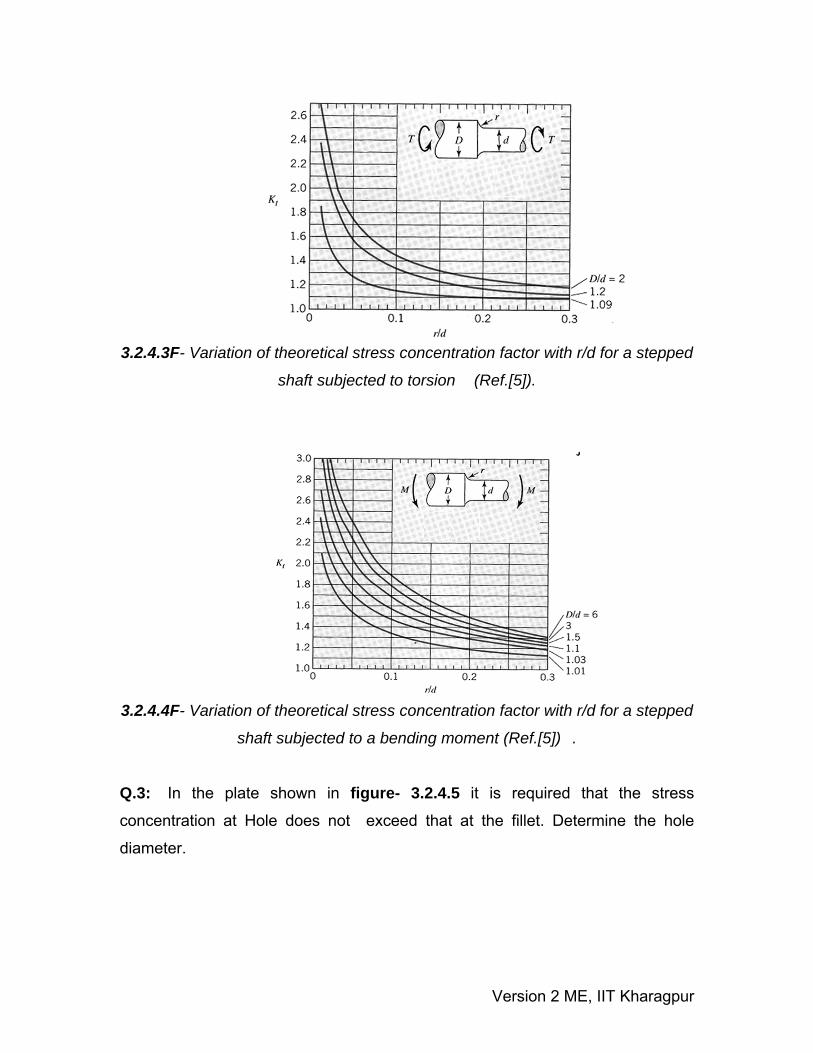
A.2: Referring to the stress- concentration plots in figure- 3.2.4.3 for stepped
shafts subjected to torsion for r/d = 0.2 and D/d = 1.33, Kt ≈ 1.23.
Torsional shear stress is given by 316T
dτ =
π. Considering the smaller diameter and
the stress concentration effect at the step, we have the maximum shear stress as
( )max t 3
16x100K0.03
τ =π
This gives τmax = 23.201 MPa.
Similarly referring to stress-concentration plots in figure- 3.2.4.4 for
stepped shaft subjected to bending , for r/d = 0.2 and D/d = 1.33, Kt ≈ 1.48
Bending stress is given by 332M
dσ =
π
Considering the smaller diameter and the effect of stress concentration at
the step, we have the maximum bending stress as
( )max t 3
32x150K0.03
σ =π
This gives σmax = 83.75 MPa.
Version 2 ME, IIT Kharagpur
3.2.4.3F- Variation of theoretical stress concentration factor with r/d for a stepped
shaft subjected to torsion (Ref.[5]).
3.2.4.4F- Variation of theoretical stress concentration factor with r/d for a stepped
shaft subjected to a bending moment (Ref.[5]) .
Q.3: In the plate shown in figure- 3.2.4.5 it is required that the stress
concentration at Hole does not exceed that at the fillet. Determine the hole
diameter.

Version 2 ME, IIT Kharagpur
3.2.4.5F A.3: Referring to stress-concentration plots for plates with fillets under axial
loading (figure- 3.2.4.6 ) for r/d = 0.1 and D/d = 2,
stress concentration factor, Kt ≈ 2.3.
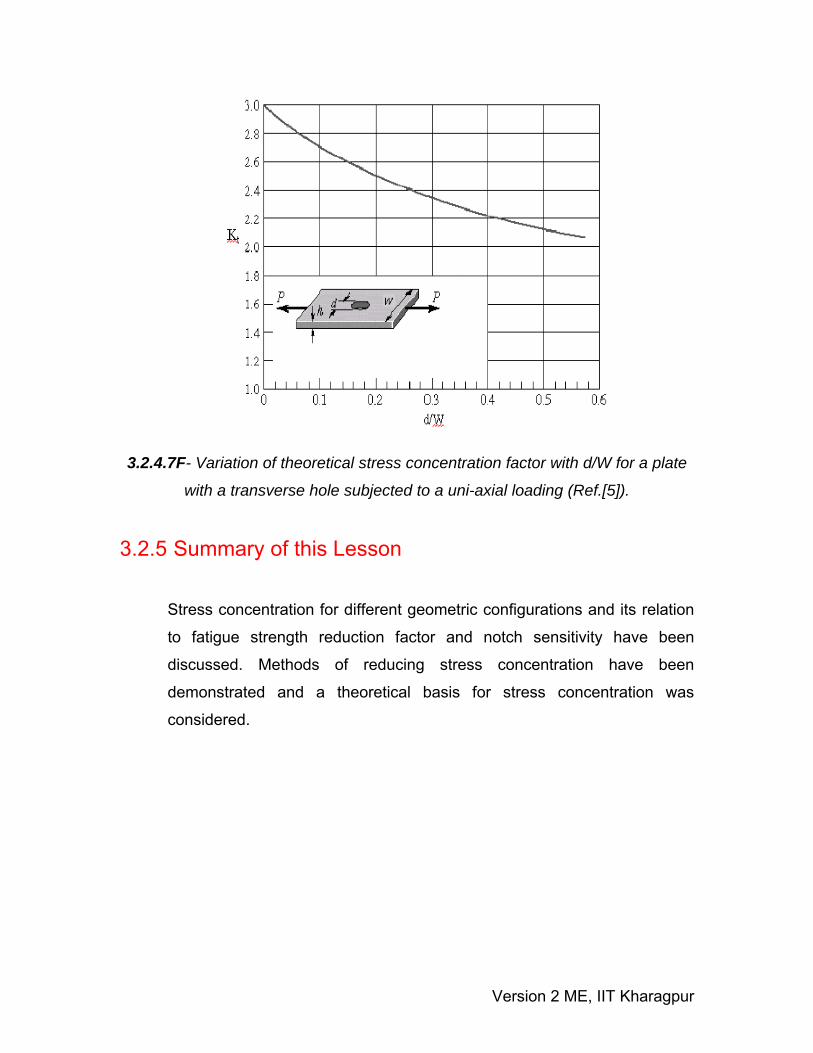
From stress concentration plots for plates with a hole of diameter ‘d’ under axial
loading ( figure- 3.2.4.7 ) we have for Kt = 2.3, d′/D = 0.35.
This gives the hole diameter d′ = 35 mm.
3.2.4.6F- Variation of theoretical stress concentration factor with r/d for a plate
with fillets subjected to a uni-axial loading (Ref.[5]).
100 mm d' P50 mm
5 mm
Version 2 ME, IIT Kharagpur
3.2.4.7F- Variation of theoretical stress concentration factor with d/W for a plate
with a transverse hole subjected to a uni-axial loading (Ref.[5]).
3.2.5 Summary of this Lesson
Stress concentration for different geometric configurations and its relation
to fatigue strength reduction factor and notch sensitivity have been
discussed. Methods of reducing stress concentration have been
demonstrated and a theoretical basis for stress concentration was
considered.

Module 3
Design for Strength Version 2 ME, IIT Kharagpur

Lesson 3
Design for dynamic loading
Version 2 ME, IIT Kharagpur

Instructional Objectives At the end of this lesson, the students should be able to understand • Mean and variable stresses and endurance limit.
• S-N plots for metals and non-metals and relation between endurance limit
and ultimate tensile strength.
• Low cycle and high cycle fatigue with finite and infinite lives.
• Endurance limit modifying factors and methods of finding these factors. 3.3.1 Introduction Conditions often arise in machines and mechanisms when stresses fluctuate
between a upper and a lower limit. For example in figure-3.3.1.1, the fiber on the
surface of a rotating shaft subjected to a bending load, undergoes both tension
and compression for each revolution of the shaft.
-
+
TP
3.3.1.1F- Stresses developed in a rotating shaft subjected to a bending load.
Any fiber on the shaft is therefore subjected to fluctuating stresses. Machine
elements subjected to fluctuating stresses usually fail at stress levels much
below their ultimate strength and in many cases below the yield point of the
material too. These failures occur due to very large number of stress cycle and
are known as fatigue failure. These failures usually begin with a small crack
Version 2 ME, IIT Kharagpur

which may develop at the points of discontinuity, an existing subsurface crack or
surface faults. Once a crack is developed it propagates with the increase in
stress cycle finally leading to failure of the component by fracture. There are
mainly two characteristics of this kind of failures:
(a) Progressive development of crack.
(b) Sudden fracture without any warning since yielding is practically absent.
Fatigue failures are influenced by
(i) Nature and magnitude of the stress cycle.
(ii) Endurance limit.
(iii) Stress concentration.
(iv) Surface characteristics.
These factors are therefore interdependent. For example, by grinding and
polishing, case hardening or coating a surface, the endurance limit may be
improved. For machined steel endurance limit is approximately half the ultimate
tensile stress. The influence of such parameters on fatigue failures will now be
discussed in sequence.
3.3.2 Stress cycle A typical stress cycle is shown in figure- 3.3.2.1 where the maximum, minimum,
mean and variable stresses are indicated. The mean and variable stresses are
given by
minmean
miniable
σ + σσ =
σ − σσ =
max
maxvar
2
2
Version 2 ME, IIT Kharagpur

σmax
σmin
σm
σv
Time
Stre
ss
3.3.2.1F- A typical stress cycle showing maximum, mean and variable stresses.
3.3.3 Endurance limit Figure- 3.3.3.1 shows the rotating beam arrangement along with the specimen.
Machined and polished surface
W
(a) Beam specimen (b) Loading arrangement
3.3.3.1F- A typical rotating beam arrangement.
The loading is such that there is a constant bending moment over the specimen
length and the bending stress is greatest at the center where the section is
smallest. The arrangement gives pure bending and avoids transverse shear
Version 2 ME, IIT Kharagpur

since bending moment is constant over the length. Large number of tests with
varying bending loads are carried out to find the number of cycles to fail. A typical
plot of reversed stress (S) against number of cycles to fail (N) is shown in figure-3.3.3.2. The zone below 103 cycles is considered as low cycle fatigue, zone
between 103 and 106 cycles is high cycle fatigue with finite life and beyond 106
cycles, the zone is considered to be high cycle fatigue with infinite life.
Low cycle fatigue High cycle fatigue
Finite life Infinite life
S
103 106
N
Endurance limit
3.3.3.2F- A schematic plot of reversed stress (S) against number of cycles to fail (N) for steel.
The above test is for reversed bending. Tests for reversed axial, torsional or
combined stresses are also carried out. For aerospace applications and non-
metals axial fatigue testing is preferred. For non-ferrous metals there is no knee
in the curve as shown in figure- 3.3.3.3 indicating that there is no specified
transition from finite to infinite life.
Version 2 ME, IIT Kharagpur
S
N
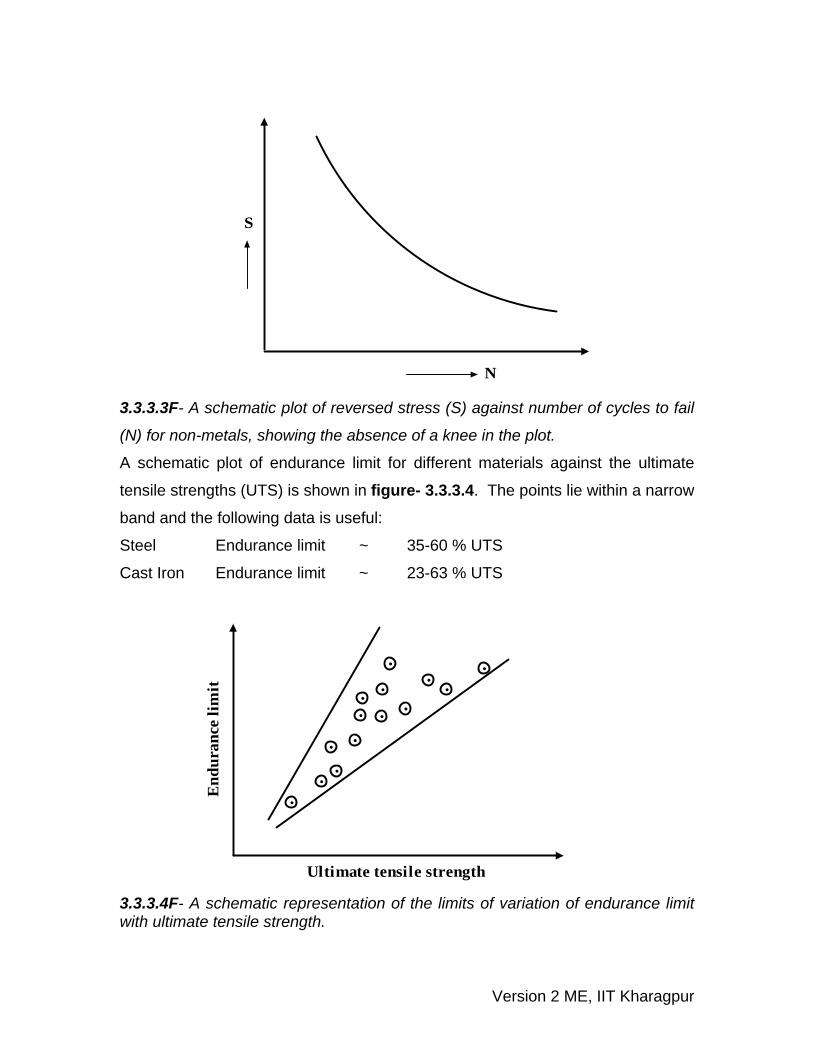
3.3.3.3F- A schematic plot of reversed stress (S) against number of cycles to fail
(N) for non-metals, showing the absence of a knee in the plot.
A schematic plot of endurance limit for different materials against the ultimate
tensile strengths (UTS) is shown in figure- 3.3.3.4. The points lie within a narrow
band and the following data is useful:
Steel Endurance limit ~ 35-60 % UTS
Cast Iron Endurance limit ~ 23-63 % UTS
End
uran
ce li
mit
Ultimate tensile strength
.
...
..
.. ..
.
.
.
.
3.3.3.4F- A schematic representation of the limits of variation of endurance limit with ultimate tensile strength.
Version 2 ME, IIT Kharagpur
The endurance limits are obtained from standard rotating beam experiments
carried out under certain specific conditions. They need be corrected using a
number of factors. In general the modified endurance limit σe′ is given by
σe′ = σe C1C2C3C4C5/ Kf
C1 is the size factor and the values may roughly be taken as
C1 = 1, d 7.6 mm≤
= 0.85, 7.6 d 50 mm≤ ≤
= 0.75, d 50 mm≥
For large size C1= 0.6. Then data applies mainly to cylindrical steel parts. Some
authors consider ‘d’ to represent the section depths for non-circular parts in
bending.
C2 is the loading factor and the values are given as
C2 = 1, for reversed bending load.
= 0.85, for reversed axial loading for steel parts
= 0.78, for reversed torsional loading for steel parts.
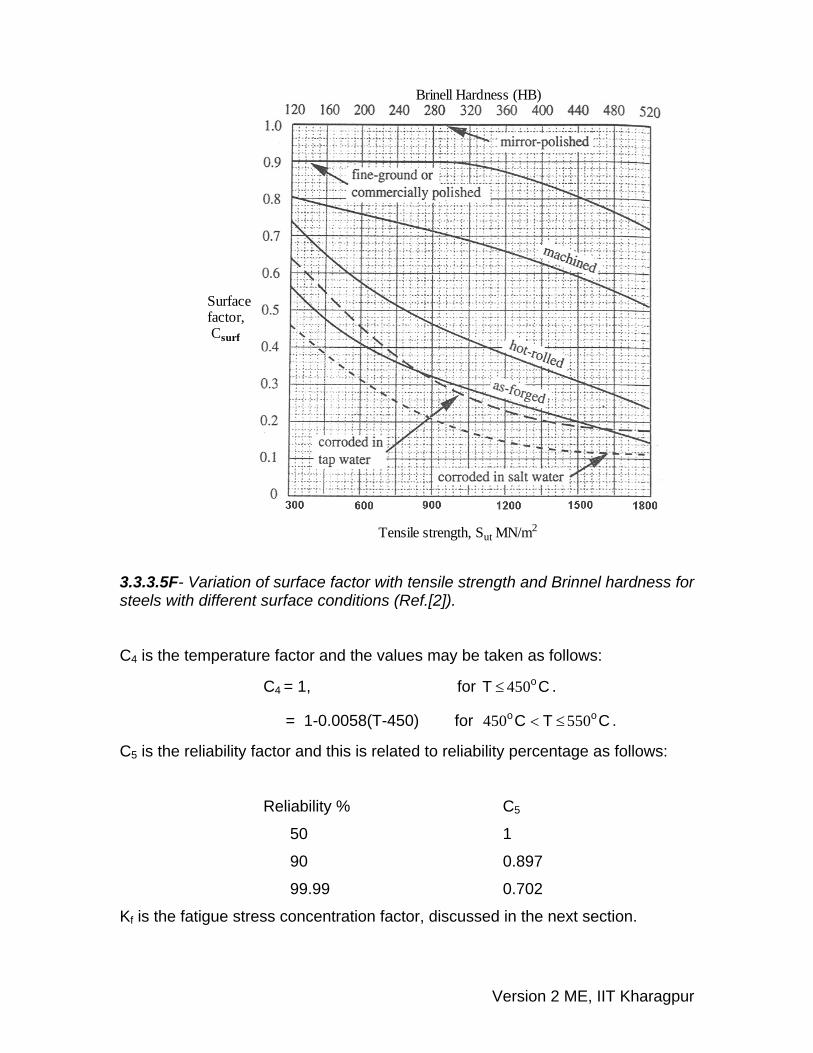
C3 is the surface factor and since the rotating beam specimen is given a mirror
polish the factor is used to suit the condition of a machine part. Since machining
process rolling and forging contribute to the surface quality the plots of C3 versus
tensile strength or Brinnel hardness number for different production process, in
figure- 3.3.3.5, is useful in selecting the value of C3.
Version 2 ME, IIT Kharagpur
Tensile strength, Sut MN/m2
Surfacefactor,Csurf
Brinell Hardness (HB)
3.3.3.5F- Variation of surface factor with tensile strength and Brinnel hardness for steels with different surface conditions (Ref.[2]). C4 is the temperature factor and the values may be taken as follows:
C4 = 1, for . 450oT C≤
= 1-0.0058(T-450) for . 450 550o oC T C< ≤
C5 is the reliability factor and this is related to reliability percentage as follows:
Reliability % C5
50 1
90 0.897
99.99 0.702
Kf is the fatigue stress concentration factor, discussed in the next section.
Version 2 ME, IIT Kharagpur

3.3.4 Stress concentration Stress concentration has been discussed in earlier lessons. However, it is
important to realize that stress concentration affects the fatigue strength of
machine parts severely and therefore it is extremely important that this effect be
considered in designing machine parts subjected to fatigue loading. This is done
by using fatigue stress concentration factor defined as
fEndurance limit of a notch free specimenk
Endurance limit of a notched specimen=
The notch sensitivity ‘q’ for fatigue loading can now be defined in terms of Kf and
the theoretical stress concentration factor Kt and this is given by
−=
−f
t
K 1qK 1
The value of q is different for different materials and this normally lies between 0
to 0.7. The index is small for ductile materials and it increases as the ductility
decreases. Notch sensitivities of some common materials are given in table- 3.3.4.1 .
3.3.4.1T- Notch sensitivity of some common engineering materials.
Material Notch sensitivity index
C-30 steel- annealed 0.18
C-30 steel- heat treated and drawn at
480oC
0.49
C-50 steel- annealed 0.26
C-50 steel- heat treated and drawn at
480oC
0.50
C-85 steel- heat treated and drawn at
480oC
0.57
Stainless steel- annealed 0.16
Cast iron- annealed 0.00-0.05
copper- annealed 0.07
Duraluminium- annealed 0.05-0.13
Version 2 ME, IIT Kharagpur
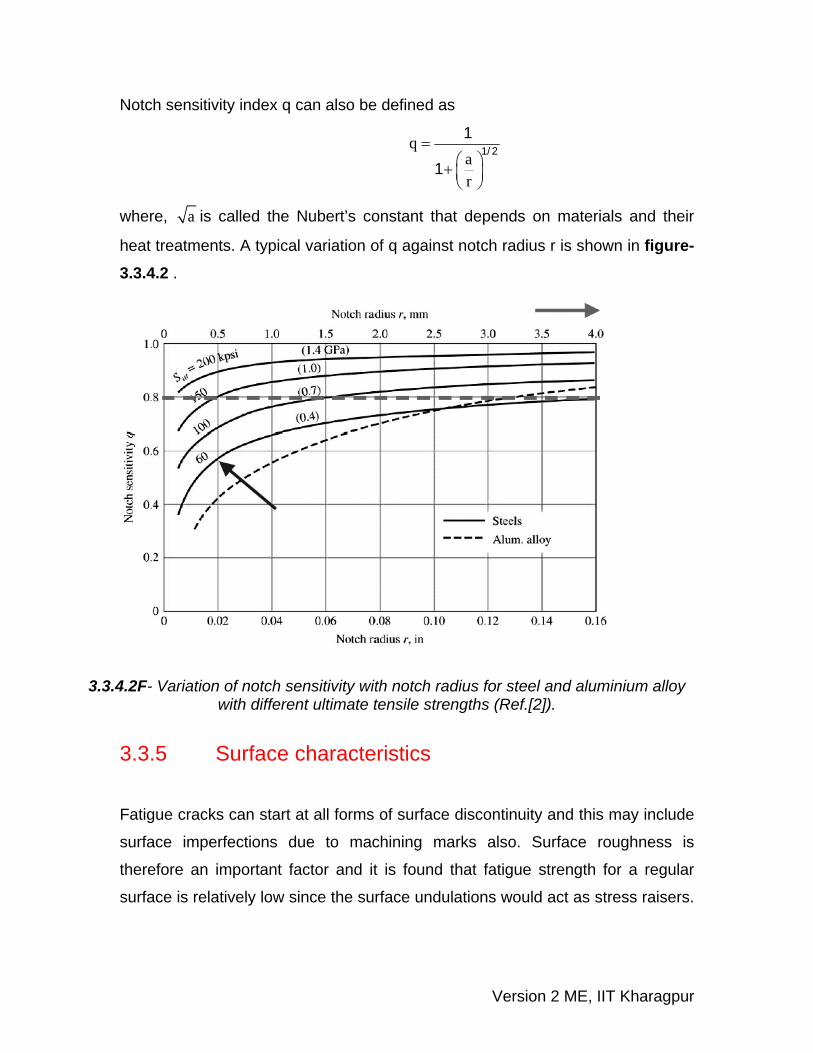
Notch sensitivity index q can also be defined as
qar
=⎛ ⎞+ ⎜ ⎟⎝ ⎠
1/ 21
1
where, a is called the Nubert’s constant that depends on materials and their
heat treatments. A typical variation of q against notch radius r is shown in figure- 3.3.4.2 .
3.3.4.2F- Variation of notch sensitivity with notch radius for steel and aluminium alloy with different ultimate tensile strengths (Ref.[2]).
3.3.5 Surface characteristics Fatigue cracks can start at all forms of surface discontinuity and this may include
surface imperfections due to machining marks also. Surface roughness is
therefore an important factor and it is found that fatigue strength for a regular
surface is relatively low since the surface undulations would act as stress raisers.
Version 2 ME, IIT Kharagpur

It is, however, impractical to produce very smooth surfaces at a higher machining
cost.
Another important surface effect is due to the surface layers which may be
extremely thin and stressed either in tension or in compression. For example,
grinding process often leaves surface layers highly stressed in tension. Since
fatigue cracks are due to tensile stress and they propagate under these
conditions and the formation of layers stressed in tension must be avoided.
There are several methods of introducing pre-stressed surface layer in
compression and they include shot blasting, peening, tumbling or cold working by
rolling. Carburized and nitrided parts also have a compressive layer which
imparts fatigue strength to such components. Many coating techniques have
evolved to remedy the surface effects in fatigue strength reductions.
3.3.6 Problems with Answers
Q.1: A rectangular stepped steel bar is shown in figure-3.3.6.1. The bar is
loaded in bending. Determine the fatigue stress-concentration factor if
ultimate stress of the materials is 689 MPa.
r = 5mm D = 50 mm d = 40 mm b = 1 mm
3.3.6.1F A.1: From the geometry r/d = 0.125 and D/d = 1.25.
From the stress concentration chart in figure- 3.2.4.6
Stress- concentration factor Kt ≈ 1.7
From figure- 3.3.4.2
Notch sensitivity index, q ≈ 0.88
The fatigue stress concentration factor Kf is now given by
Kf = 1+q (Kt -1) =1.616
Version 2 ME, IIT Kharagpur

3.3.7 Summary of this Lesson
Design of components subjected to dynamic load requires the concept of
variable stresses, endurance limit, low cycle fatigue and high cycle fatigue
with finite and infinite life. The relation of endurance limit with ultimate
tensile strength is an important guide in such design. The endurance limit
needs be corrected for a number of factors such as size, load, surface
finish, temperature and reliability. The methods for finding these factors
have been discussed and demonstrated in an example.
Version 2 ME, IIT Kharagpur
Version 2 ME, IIT Kharagpur
Module 3
Design for Strength

Version 2 ME, IIT Kharagpur
Lesson 4
Low and high cycle fatigue
Version 2 ME, IIT Kharagpur
Instructional Objectives At the end of this lesson, the students should be able to understand • Design of components subjected to low cycle fatigue; concept and necessary
formulations.
• Design of components subjected to high cycle fatigue loading with finite life;
concept and necessary formulations.
• Fatigue strength formulations; Gerber, Goodman and Soderberg equations.
3.4.1 Low cycle fatigue This is mainly applicable for short-lived devices where very large overloads may
occur at low cycles. Typical examples include the elements of control systems in
mechanical devices. A fatigue failure mostly begins at a local discontinuity and
when the stress at the discontinuity exceeds elastic limit there is plastic strain.
The cyclic plastic strain is responsible for crack propagation and fracture.
Experiments have been carried out with reversed loading and the true stress-
strain hysteresis loops are shown in figure-3.4.1.1. Due to cyclic strain the
elastic limit increases for annealed steel and decreases for cold drawn steel. Low
cycle fatigue is investigated in terms of cyclic strain. For this purpose we consider
a typical plot of strain amplitude versus number of stress reversals to fail for steel
as shown in figure-3.4.1.2.
Version 2 ME, IIT Kharagpur
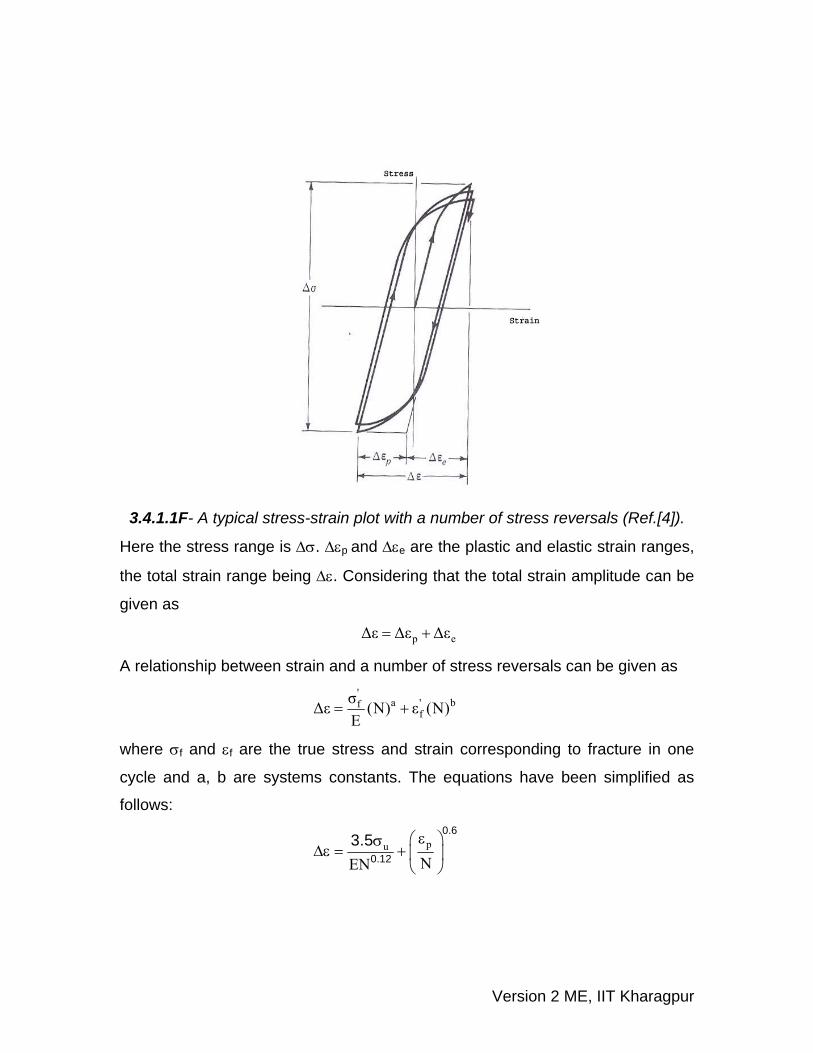
3.4.1.1F- A typical stress-strain plot with a number of stress reversals (Ref.[4]).
Here the stress range is Δσ. Δεp and Δεe are the plastic and elastic strain ranges,
the total strain range being Δε. Considering that the total strain amplitude can be
given as
p eΔε Δε Δε= +
A relationship between strain and a number of stress reversals can be given as
'
a ' bff
σΔε (N) ε (N)E
= +
where σf and εf are the true stress and strain corresponding to fracture in one
cycle and a, b are systems constants. The equations have been simplified as
follows:
pu
NEN
0.6
0.123.5 ε⎛ ⎞σ
Δε = + ⎜ ⎟⎝ ⎠
Version 2 ME, IIT Kharagpur
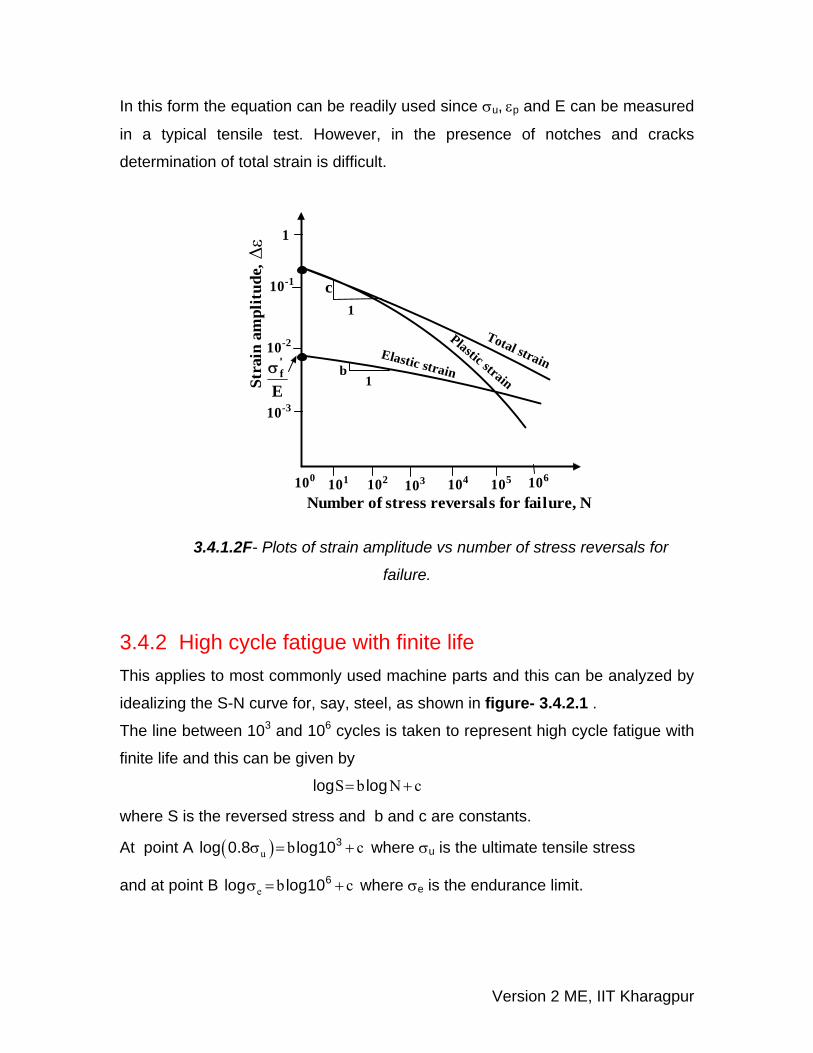
In this form the equation can be readily used since σu, εp and E can be measured
in a typical tensile test. However, in the presence of notches and cracks
determination of total strain is difficult.
3.4.1.2F- Plots of strain amplitude vs number of stress reversals for
failure.
3.4.2 High cycle fatigue with finite life This applies to most commonly used machine parts and this can be analyzed by
idealizing the S-N curve for, say, steel, as shown in figure- 3.4.2.1 .
The line between 103 and 106 cycles is taken to represent high cycle fatigue with
finite life and this can be given by
S b N c= +log log
where S is the reversed stress and b and c are constants.
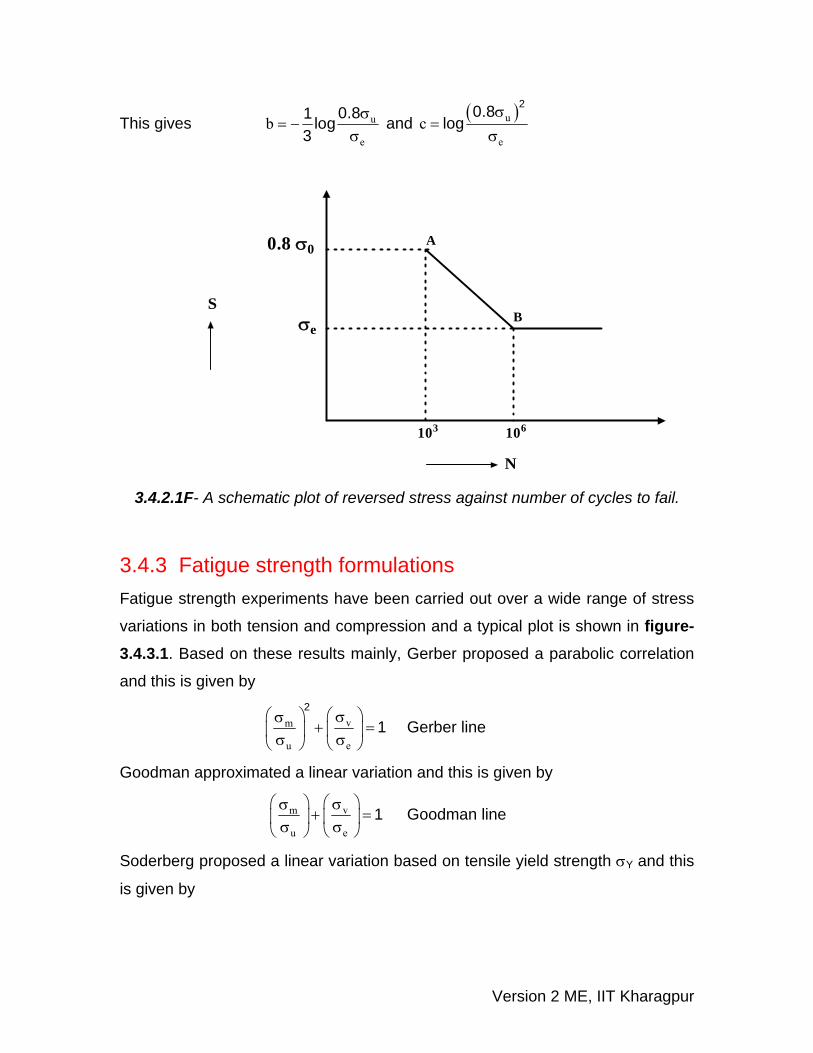
At point A ( )u b c3log 0.8 log10σ = + where σu is the ultimate tensile stress
and at point B e b cσ = +6log log10 where σe is the endurance limit.
Total strainElastic strain
Plastic strain
c
b
101 102 103 104 105 106
10-3
10-2
10-1
1
Number of stress reversals for failure, N
Stra
in a
mpl
itud
e,
'f
Eσ
100
1
1
Δε
Version 2 ME, IIT Kharagpur
This gives u
eb
σ= −
σ0.81 log
3 and ( )u
ec
σ=
σ
20.8log
3.4.2.1F- A schematic plot of reversed stress against number of cycles to fail.
3.4.3 Fatigue strength formulations Fatigue strength experiments have been carried out over a wide range of stress
variations in both tension and compression and a typical plot is shown in figure- 3.4.3.1. Based on these results mainly, Gerber proposed a parabolic correlation
and this is given by
vm
u e
2
1⎛ ⎞ ⎛ ⎞σσ
+ =⎜ ⎟ ⎜ ⎟σ σ⎝ ⎠ ⎝ ⎠ Gerber line
Goodman approximated a linear variation and this is given by
vm
u e1
⎛ ⎞ ⎛ ⎞σσ+ =⎜ ⎟ ⎜ ⎟σ σ⎝ ⎠ ⎝ ⎠
Goodman line
Soderberg proposed a linear variation based on tensile yield strength σY and this
is given by
A
B
103 106
σe
0.8 σ0
S
N

Version 2 ME, IIT Kharagpur
vm
y e
⎛ ⎞ ⎛ ⎞σσ+ =⎜ ⎟ ⎜ ⎟⎜ ⎟σ σ⎝ ⎠⎝ ⎠
1 Soderberg line
Here, σm and σv represent the mean and fluctuating components respectively.
3.4.3.1F- A schematic diagram of experimental plots of variable stress against mean stress and Gerber, Goodman and Soderberg lines.
3.4.4 Problems with Answers
Q.1: A grooved shaft shown in figure- 3.4.4.1 is subjected to rotating-bending
load. The dimensions are shown in the figure and the bending moment is
30 Nm. The shaft has a ground finish and an ultimate tensile strength of
1000 MPa. Determine the life of the shaft.
r = 0.4 mm D = 12 mm d = 10 mm
3.4.4.1F
o
o oo
o
oo o
o o
oo oo o
o
o
o
ooo
o
o
o
oo
oo
o
o
o
o
o
o
o
o
o
oV
aria
ble
stre
ss,σ
v
Mean stress, σmCompressive stress Tensile stress
σe
σuσy
Gerber line
Goodman line
Soderberg line

Version 2 ME, IIT Kharagpur
A.1:
Modified endurance limit, σe′ = σe C1C2C3C4C5/ Kf
Here, the diameter lies between 7.6 mm and 50 mm : C1 = 0.85
The shaft is subjected to reversed bending load: C2 = 1
From the surface factor vs tensile strength plot in figure- 3.3.3.5
For UTS = 1000 MPa and ground surface: C3 = 0.91
Since T≤ 450oC, C4 = 1
For high reliability, C5 = 0.702.
From the notch sensitivity plots in figure- 3.3.4.2 , for r=0.4 mm and UTS
= 1000 MPa, q = 0.78
From stress concentration plots in figure-3.4.4.2, for r/d = 0.04 and D/d =
1.2, Kt = 1.9. This gives Kf = 1+q (Kt -1) = 1.702.
Then, σe′ = σex 0.89x 1x 0.91x 1x 0.702/1.702 = 0.319 σe
For steel, we may take σe = 0.5 σUTS = 500 MPa and then we have
σe′ = 159.5 MPa.
Bending stress at the outermost fiber, b 332Mσπd
=
For the smaller diameter, d=0.01 mm, bσ 305 MPa=
Since 'b eσ σ> life is finite.
For high cycle fatigue with finite life,
log S = b log N + C
where, e
b σ= −
σ00.81 log
3 ' = x
− =−1 0.8 1000log 0.2333 159.5
( )u
ec
σ=
σ
20.8log
' = ( )x
=20.8 1000
log 3.60159.5
Therefore, finite life N can be given by
N=10-c/b S1/b if 103 ≤ N ≤ 106.
Since the reversed bending stress is 306 MPa,
N = 2.98x 109 cycles.
Version 2 ME, IIT Kharagpur
3.4.4.4F
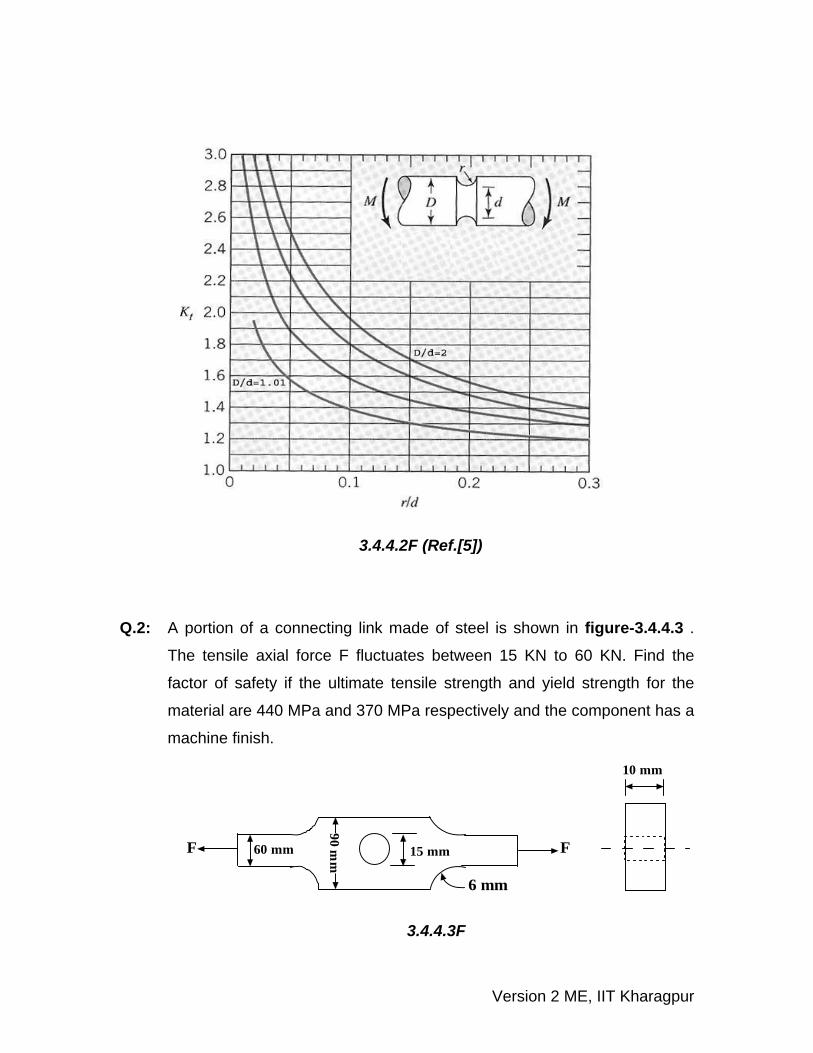
3.4.4.2F (Ref.[5]) Q.2: A portion of a connecting link made of steel is shown in figure-3.4.4.3 .
The tensile axial force F fluctuates between 15 KN to 60 KN. Find the
factor of safety if the ultimate tensile strength and yield strength for the
material are 440 MPa and 370 MPa respectively and the component has a
machine finish.
3.4.4.3F
90 mm60 mm 15 mm F
6 mm
10 mm
F
Version 2 ME, IIT Kharagpur
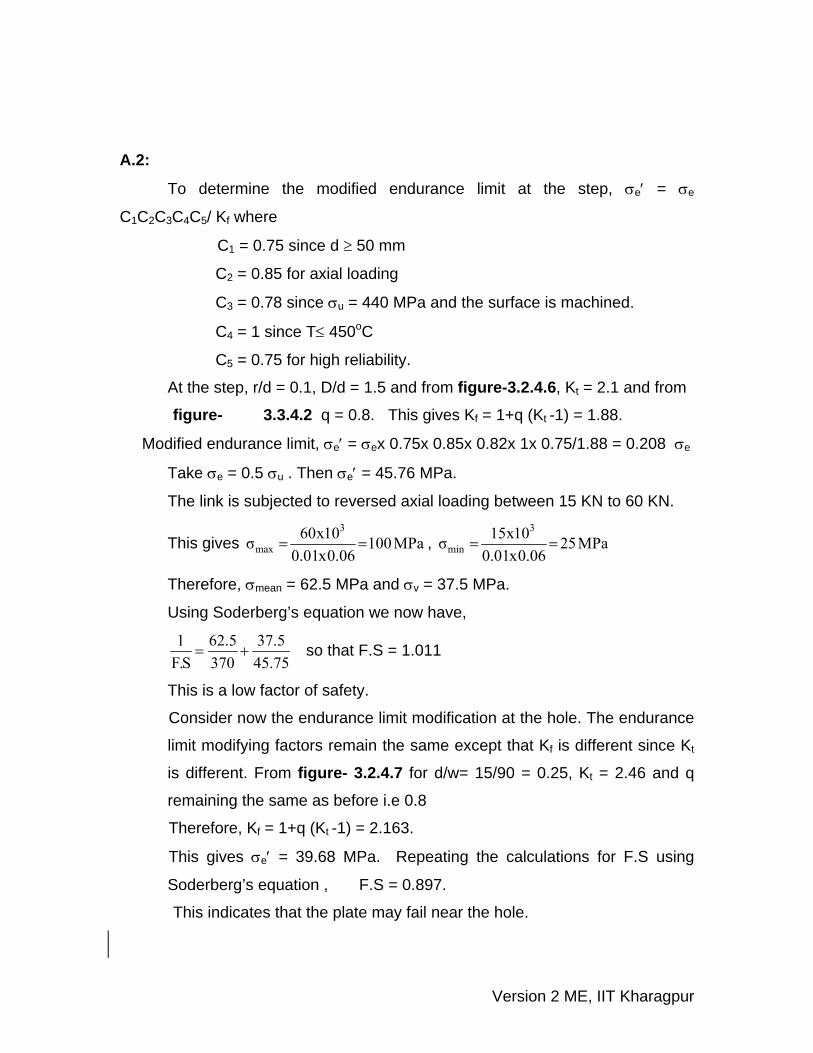
A.2:
To determine the modified endurance limit at the step, σe′ = σe
C1C2C3C4C5/ Kf where
C1 = 0.75 since d ≥ 50 mm
C2 = 0.85 for axial loading
C3 = 0.78 since σu = 440 MPa and the surface is machined.
C4 = 1 since T≤ 450oC
C5 = 0.75 for high reliability.
At the step, r/d = 0.1, D/d = 1.5 and from figure-3.2.4.6, Kt = 2.1 and from
figure- 3.3.4.2 q = 0.8. This gives Kf = 1+q (Kt -1) = 1.88.
Modified endurance limit, σe′ = σex 0.75x 0.85x 0.82x 1x 0.75/1.88 = 0.208 σe
Take σe = 0.5 σu . Then σe′ = 45.76 MPa.
The link is subjected to reversed axial loading between 15 KN to 60 KN.
This gives 3
max60x10σ 100MPa
0.01x0.06= = ,
3
min15x10σ 25MPa
0.01x0.06= =
Therefore, σmean = 62.5 MPa and σv = 37.5 MPa.
Using Soderberg’s equation we now have,
1 62.5 37.5F.S 370 45.75
= + so that F.S = 1.011
This is a low factor of safety.
Consider now the endurance limit modification at the hole. The endurance
limit modifying factors remain the same except that Kf is different since Kt
is different. From figure- 3.2.4.7 for d/w= 15/90 = 0.25, Kt = 2.46 and q
remaining the same as before i.e 0.8
Therefore, Kf = 1+q (Kt -1) = 2.163.
This gives σe′ = 39.68 MPa. Repeating the calculations for F.S using
Soderberg’s equation , F.S = 0.897.
This indicates that the plate may fail near the hole.

Version 2 ME, IIT Kharagpur
Q.3: A 60 mm diameter cold drawn steel bar is subjected to a completely
reversed torque of 100 Nm and an applied bending moment that varies
between 400 Nm and -200 Nm. The shaft has a machined finish and has a
6 mm diameter hole drilled transversely through it. If the ultimate tensile
stress σu and yield stress σy of the material are 600 MPa and 420 MPa
respectively, find the factor of safety.
A.3: The mean and fluctuating torsional shear stresses are
τm = 0 ; ( )v 3
16x100τπx 0.06
= = 2.36 MPa.
and the mean and fluctuating bending stresses are
( )m 3
32x100σπx 0.06
= = 4.72 MPa; ( )v 3
32x300σπx 0.06
= = 14.16 MPa.
For finding the modifies endurance limit we have,
C1 = 0.75 since d > 50 mm
C2 = 0.78 for torsional load
= 1 for bending load
C3 = 0.78 since σu = 600 MPa and the surface is machined ( figure-
3.4.4.2).
C4 = 1 since T≤ 450oC
C5 = 0.7 for high reliability.
and Kf = 2.25 for bending with d/D =0.1 (from figure- 3.4.4.5 )
= 2.9 for torsion on the shaft surface with d/D = 0.1 (from figure- 3.4.4.6 )
This gives for bending σeb′ = σex 0.75x1x 0.78x 1x 0.7/2.25 = 0.182 σe
For torsion σes′ = σesx 0.75x0.78x 0.78x 1x 0.7/2.9 = 0.11 σe
And if σe = 0.5 σu = 300 MPa, σeb′ =54.6 MPa; σes′ = 33 MPa
We may now find the equivalent bending and torsional shear stresses as:
yeq m v '
es
ττ τ τ
σ= + = 15.01 MPa ( Taking τy = 0.5 σy = 210 MPa)
Version 2 ME, IIT Kharagpur
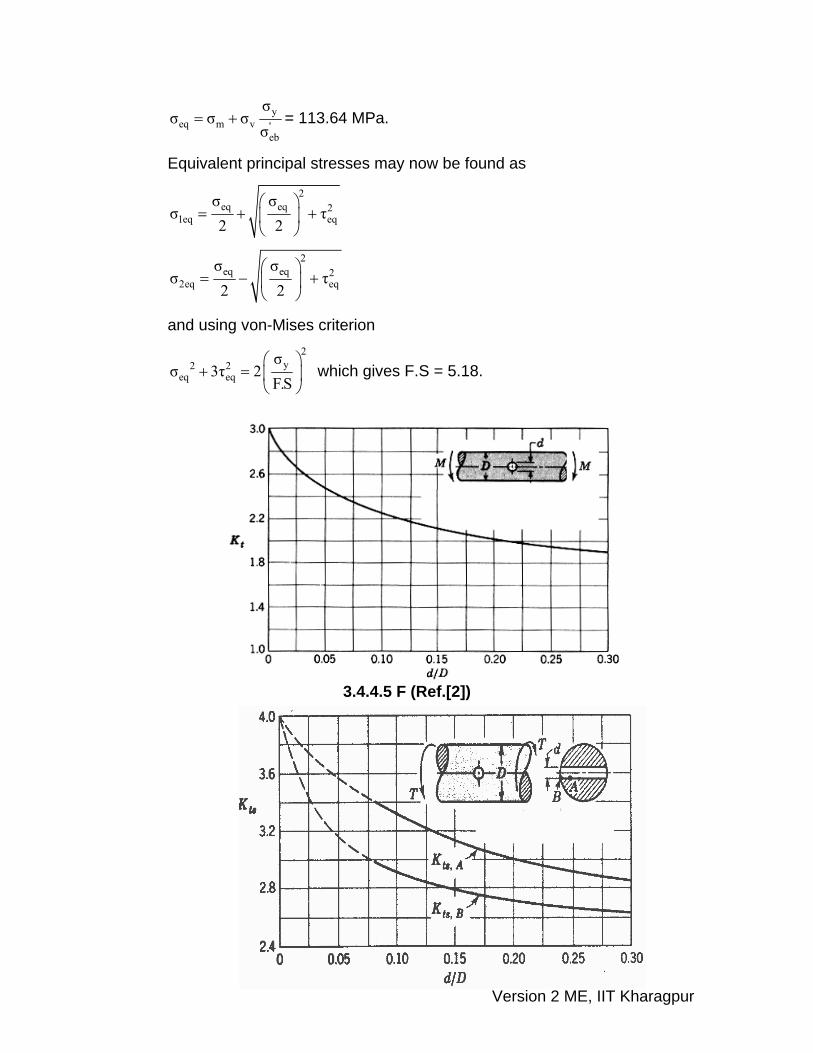
yeq m v '
eb
σσ σ σ
σ= + = 113.64 MPa.
Equivalent principal stresses may now be found as
2eq eq 2
1eq eq
2eq eq 2
2eq eq
σ σσ τ
2 2
σ σσ τ
2 2
⎛ ⎞= + +⎜ ⎟
⎝ ⎠
⎛ ⎞= − +⎜ ⎟
⎝ ⎠
and using von-Mises criterion
2
y2 2eq eq
σσ 3τ 2
F.S⎛ ⎞
+ = ⎜ ⎟⎝ ⎠
which gives F.S = 5.18.
3.4.4.5 F (Ref.[2])

Version 2 ME, IIT Kharagpur
3.4.4.6 F (Ref.[2])
3.4.5 Summary of this Lesson The simplified equations for designing components subjected to both low
cycle and high cycle fatigue with finite life have been explained and
methods to determine the component life have been demonstrated. Based
on experimental evidences, a number of fatigue strength formulations are
available and Gerber, Goodman and Soderberg equations have been
discussed. Methods to determine the factor of safety or the safe design
stresses under variable loading have been demonstrated.

Version 2 ME, IIT Kharagpur
3.4.6 Reference for Module-3
1) Design of machine elements by M.F.Spotts, Prentice hall of India,1991.
2) Machine design-an integrated approach by Robert L. Norton, Pearson
Education Ltd, 2001.
3) A textbook of machine design by P.C.Sharma and D.K.Agarwal,
S.K.Kataria and sons, 1998.
4) Mechanical engineering design by Joseph E. Shigley, McGraw Hill,
1986.
5) Fundamentals of machine component design, 3rd edition, by Robert C.
Juvinall and Kurt M. Marshek, John Wiley & Sons, 2000.