modelagem das forÇas de usinagem no … · · 2015-09-02aos professores josé luis e lavínia...
TRANSCRIPT

MODELAGEM DAS FORÇAS DE USINAGEM NO MICROFRESAMENTO DE TOPO
EM MATERIAIS COM REVESTIMENTO
Thales de Assis Carvalho
Projeto de Graduação apresentado ao Curso de
Engenharia Mecânica da Escola Politécnica,
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Engenheiro.
Orientadora: Anna Carla Monteiro de Araujo
Rio de Janeiro Agosto de 2015

UNIVERSIDADE FEDERAL DO RIO DE JANEIRO
Departamento de Engenharia Mecânica
DEM/POLI/UFRJ
MODELAGEM DAS FORÇAS DE USINAGEM NO MICROFRESAMENTO DE TOPO EM
MATERIAIS COM REVESTIMENTO
Thales de Assis Carvalho
PROJETO FINAL SUBMETIDO AO CORPO DOCENTE DO DEPARTAMENTO DE
ENGENHARIA MECÂNICA DA ESCOLA POLITÉCNICA DA UNIVERSIDADE FEDERAL DO
RIO DE JANEIRO COMO PARTE DOS REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO
DO GRAU DE ENGENHEIRO MECÂNICO.
Aprovado por:
________________________________________________
Prof. Anna Carla Monteiro de Araujo
________________________________________________
Prof. José Luis Lopes da Silveira
________________________________________________
Prof. Lavinia Maria Sanabio Alves Borges
________________________________________________
Prof. Adriane Lopes Mougo (CEFET/RJ)
RIO DE JANEIRO, RJ – BRASIL

i
Resumo do Projeto de Graduação apresentado à Escola Politécnica/ UFRJ como
parte dos requisitos necessários para a obtenção do grau de Engenheiro Mecânico.
MODELAGEM DAS FORÇAS DE USINAGEM NO MICROFRESAMENTO DE TOPO
EM MATERIAIS COM REVESTIMENTO
Thales de Assis Carvalho
Agosto/2015
Orientadora: Anna Carla Monteiro de Araujo
Curso: Engenharia Mecânica
Um dos parâmetros mais utilizados para otimizar os processos de usinagem e
microusinagem é o estudo da força de corte. Este parâmetro é importante para prever
o comportamento da ferramenta e do cavaco, a potência necessária ao corte e análise
do desgaste da ferramenta, a fim de evitar sua quebra.
Uma das técnicas de proteção das superfícies metálicas é a aplicação de
revestimentos. Existem inúmeros tipos de revestimentos, desde a lubrificação da
superfície até a deposição de multicamadas. A deposição metálica é uma técnica
utilizada para a proteção do substrato, mas pode ser aplicada sobre uma superfície
que se deseja, posteriormente, unir a um outro material metálico.
Este trabalho objetiva a realização de um estudo analítico e experimental da
usinagem no microfresamento de canais na superfície de um corpo de prova com
revestimento metálico.

ii
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of
the requirements for the degree of Engineer.
MODELING OF MACHINING FORCES ON END MICRO MILLING IN MATERIALS
WITH COATING
Thales de Assis Carvalho
Agosto/2015
Advisor: Anna Carla Monteiro de Araujo
Course: Mechanical Engineering
One of the parameters most used to optimize machining and micromachining
processes is the study of shear force, important in predicting the behavior of the tool
and the splinter, the cutting power required and analysis of the tool wear, in order to
avoid breakage.
One of the technique for protection of metallic surfaces is the application of
coatings. There are numerous types of coatings, from surface lubrication to the
multilayer deposition. The metal deposition is a technique used to protect the
substrate, but may be applied over a surface to be, subsequently, joined to another
metal material.
This work aims at conducting an analytical and experimental study of machining
in micro milling of channels on the surface of a specimen with metallic coating.

iii
Agradecimentos
Agradeço primeiramente a Deus, pela vida. Por me dar a força necessária para
superar os obstáculos e as dificuldades nessa trajetória.
Aos meus familiares, em especial aos meus pais, Helio e Elaine, pelo incentivo,
apoio incondicional, investimento e sacrifícios que fazem por mim. Dedico este
trabalho aos dois, como um reconhecimento dos esforços realizados para minha
formação pessoal e profissional.
Aos meus amigos, pela cooperação e companheirismo, por tornarem essa
trajetória mais fácil.
À minha orientadora, professora Anna Carla, por ter me aceitado neste projeto
e por sempre estar à disposição, acompanhando e dando suporte sem medir esforços
em todas as etapas do projeto. Fica o meu muito obrigado pelos conhecimentos
transmitidos e pelos conselhos dados para o desenvolvimento deste trabalho.
Aos meus colaboradores, Fábio Campos e Adriane Mougo, por toda ajuda e
orientação durante todas as etapas do projeto, sem as quais, esse trabalho não seria
possível. E a todos do CEFCON – Centro de Estudos em Fabricação e Comando
Numérico da COPPE/UFRJ.
À professora Carolina Cotta e ao Diego Busson por terem fornecido a peça para
o experimento.
Aos professores José Luis e Lavínia Borges por terem aceitado fazer parte da
banca examinadora deste projeto.

iv
Sumário
1 Introdução ......................................................................................................................................... 1
1.1 Motivação ................................................................................................................................... 1
1.2 Objetivos .................................................................................................................................... 2
1.3 Estrutura do trabalho ................................................................................................................ 3
2 Introdução aos processos de usinagem ........................................................................................ 4
2.1 Processos de fabricação e usinagem....................................................................................... 4
2.2 Fresamento de topo .................................................................................................................. 5
2.3 Parâmetros de corte e geometria do fresamento de topo ..................................................... 6
2.4 Análise da força de corte para o fresamento de topo ............................................................ 8
2.5 Cálculo da pressão específica de corte ................................................................................ 12
2.6 Microfresamento de Topo ....................................................................................................... 14
2.6.1 Microfresas ....................................................................................................................... 15
2.6.2 Modelagem da força de corte no microfresamento ....................................................... 15
2.6.3 Modelo utilizado ................................................................................................................ 16
3 Microfresamento de topo em materiais com revestimento ........................................................ 17
3.1 Forças de microusinagem de material com recobrimento .................................................. 17
3.2 Algoritmo desenvolvido .......................................................................................................... 19
3.3 Simulações da força de usinagem utilizando o algoritmo desenvolvido ........................... 23
3.3.1 Simulação 1....................................................................................................................... 24
3.3.2 Simulação 2....................................................................................................................... 27
3.3.3 Simulação 3....................................................................................................................... 29
4 Procedimento experimental .......................................................................................................... 32
4.1 Microfresadora ......................................................................................................................... 32
4.2 Equipamentos para aquisição das forças de corte e montagem experimental .................. 33
4.3 Material do corpo de prova ...................................................................................................... 34
4.4 Parâmetros de corte utilizados .............................................................................................. 36
4.5 Resultados Experimentais ...................................................................................................... 36
4.5.1 Experimento 1 ................................................................................................................... 38
4.5.2 Experimento 2 ................................................................................................................... 40
4.5.3 Experimento 3 ................................................................................................................... 41
4.5.4 Réplica do experimento 3 ................................................................................................ 43
4.5.5 Comparação do resultado obtido com o resultado esperado ...................................... 44
4.6 Análise da ferramenta ............................................................................................................. 46
5 Conclusões ..................................................................................................................................... 47
6 Referências Bibliográficas ............................................................................................................ 49
Apêndice ............................................................................................................................................. 51

v
Lista de Figuras
Figura 2.1: Classificação dos processos de fabricação. Fonte: Fundamentals of Modern
Manufacturing. Groover, (2010). ......................................................................................................... 5
Figura 2.2: Penetração de trabalho e profundidade de corte considerando a fresa cortando com
avanço na direção -z. ........................................................................................................................... 7
Figura 2.3: Parâmetros para caracterizar uma fresa de topo ........................................................... 8
Figura 2.4: Espessura de corte do cavaco indeformado. Fonte: Adaptado de Araujo, (1999) ...... 9
Figura 2.5: Limites de integração da aresta de corte ativa. Fonte: Araujo, (1999) ....................... 10
Figura 2.6: Plano de contato e vista superior da fresa. Fonte: Araujo, (1999) .............................. 11
Figura 2.7: classificação da geometria da superfície da aresta de corte desenvolvida em um
plano. Fonte: Araujo, (1999) .............................................................................................................. 12
Figura 2.8: microfresa reta e esférica. Fonte ( Malekian, 2012) ...................................................... 15
Figura 3.1: Profundidade de corte das camadas 1 e 2 .................................................................... 17
Figura 3.2: duas camadas para análise dos limites de integração ................................................ 18
Figura 3.3: força de corte, na direção tangencial, para cada camada e a soma delas. ................ 25
Figura 3.4: força na direção radial, para cada camada e a soma delas. ........................................ 26
Figura 3.5: força resultante para as duas camadas ........................................................................ 27
Figura 3.6: força de corte, na direção tangencial, para cada camada e a soma delas. ................ 28
Figura 3.7: força resultante para as duas camadas ........................................................................ 29
Figura 3.8: força de corte para cada camada e a soma delas. ....................................................... 30
Figura 3.9: força resultante para as duas camadas ........................................................................ 31
Figura 4.1: Minifresadora Minitech Mini-Mill/GX .............................................................................. 32
Figura 4.2: equipamentos para aquisição das forças de corte e montagem experimental. Fonte:
Adaptado de Mougo (2014)................................................................................................................ 34
Figura 4.3: foto da placa de latão coberta com estanho já com os microcanais ......................... 34
Figura 4.4: imagens geradas a partir da análise metalográfica ..................................................... 35
Figura 4.5: Vista lateral do canal com os experimentos sendo realizados ................................... 38
Figura 4.6: Variação da força resultante para o experimento 1. .................................................... 39
Figura 4.7: Força resultante do experimento 1 em quatro rotações. ............................................. 39
Figura 4.8: Variação da força resultante para o experimento 2. .................................................... 40
Figura 4.9: Força resultante do experimento 2 em quatro rotações. ............................................. 40
Figura 4.10: Variação da força resultante para o experimento 3. .................................................. 41
Figura 4.11: Força resultante do experimento 3 em quatro rotações com e sem filtro. .............. 42
Figura 4.12: Força resultante esperada conforme modelo proposto. ........................................... 42
Figura 4.13: Variação da força resultante para a réplica do experimento 3. ................................. 43
Figura 4.14: Força resultante da réplica do experimento 3 em quatro rotações. ......................... 44
Figura 4.15: Fotos da aresta de corte da ferramenta utilizada após a realização dos canais. .... 46

vi
Lista de Tabelas
Tabela 2.1: Limites de integração para φ e ψ: (a) Tipo 1. (b) Tipo 2. Fonte: Adaptado de Araujo,
(1999) ................................................................................................................................................... 12
Tabela 3.1: variação de φ e ψ para a camada superior ................................................................... 19
Tabela 3.2: dados e parâmetros necessários para análise ............................................................ 23
Tabela 3.3: pressão específica de corte dos materiais escolhidos (Silva, 2002). ......................... 24
Tabela 3.4: Simulação 1 ..................................................................................................................... 24
Tabela 3.5: Simulação 2 ..................................................................................................................... 27
Tabela 3.6: Simulação 3 ..................................................................................................................... 30
Tabela 3.7: Comparação entre as simulações ................................................................................. 31
Tabela 4.1: Parâmetros de corte utilizados ...................................................................................... 36
Tabela 4.2: Experimentos realizados ................................................................................................ 38
Tabela 4.3: Pressão específica de corte para cada material .......................................................... 44
Tabela 4.4: Comparação do modelo teórico com o experimental .................................................. 45

1
1 Introdução
1.1 Motivação
Países industrializados, incluindo os países emergentes, como o Brasil,
possuem suas economias baseadas em setores de produção. Um desses setores
engloba os processos de fabricação mecânica, como a usinagem, conformação e
fundição. Cada processo se aplica de acordo com o produto final que se espera e a
geometria desejada, no caso da fundição e conformação, não são indicados quando
se espera obter um acabamento superficial mais fino. Estes processos são limitados
em função das geometrias geradas, visto que nem sempre são capazes de criar peças
com pequenos furos e/ou tolerâncias estreitas. Nesse cenário a usinagem ganha um
papel importante e fundamental, por permitir a construção de peças com melhores
acabamentos e maior precisão. O processo de usinagem está presente direta, ou
indiretamente, em várias etapas da fabricação de um produto e com o início da
utilização de máquinas CNC, teve um grande salto tecnológico, o que permitiu a
fabricação de peças complexas de maneira precisa e repetitiva, possibilitando a
produção em série desses produtos.
Junto a evolução das máquinas, ocorreu uma evolução das ferramentas, que
atualmente são fabricadas por processos que envolvem altas tecnologias, com
materiais cada vez mais resistentes, com aplicações para as mais diversas áreas.
Com essas novas técnicas e tecnologias cada vez mais avançadas em usinagem, tem
início a fabricação de peças de tamanho reduzido, chamadas de microcomponentes,
com dimensões na ordem micro. Em geral, a usinagem em escala reduzida é definida
com base nas dimensões da ferramenta de corte, que estão entre uma faixa de 1 a
1000 micrometros e também dos parâmetros de corte. A usinagem mecânica é um
dos principais processos de fabricação dessas micropeças, sendo o microfresamento
o processo mais utilizado. No entanto, o aspecto mais relevante que caracteriza este
tipo de operação consiste no fato da espessura de corte e do tamanho de grão do
material da peça serem da ordem do raio da aresta da ferramenta de corte (Câmara
et al., 2012).

2
Essa miniaturização, passagem da escala macro para a escala micro produz o
chamado efeito de escala. Para se estudar esse efeito, outros fatores devem ser
abordados, como a espessura de corte, a taxa de material removido, geometria da
ferramenta de corte, entre outros.
Um dos parâmetros mais utilizados para otimizar os processos de usinagem e
microusinagem é o estudo da força de corte, importante para prever o comportamento
da ferramenta e do cavaco, a potência necessária ao corte e análise do desgaste da
ferramenta, a fim de evitar sua quebra.
1.2 Objetivos
Uma das técnicas de proteção das superfícies metálicas é a aplicação de
revestimentos. Existem inúmeros tipos de revestimentos, desde a lubrificação da
superfície até a deposição de multicamadas. A deposição metálica é uma técnica
utilizada para a proteção do substrato, mas pode ser aplicada sobre uma superfície
que se deseja, posteriormente, unir a um outro material metálico.
Para a fabricação de componentes com micro dutos através dos quais um fluido
será injetado, pode-se realizar a usinagem por fresamento de canais em uma placa
inferior e depois uni-la a uma placa superior em uma operação semelhante a
soldagem. Foi utilizado em um projeto de final de curso pelo aluno Diego Busson da
UFRJ (Moraes, 2015), a deposição de estanho em uma placa metálica, com o
fresamento de canais, e uma tampa de estanho para compor a geometria dos micro
dutos. Com a leitura deste trabalho, questionou-se como seriam as forças de corte do
processo.
Este trabalho objetiva a realização de um estudo analítico e experimental da
usinagem por fresamento de canais na superfície de um corpo de prova com
revestimento metálico. O modelo da força para fresamento de topo com a adaptação
para um corpo de prova composto por materiais heterogêneos é utilizado para fazer o
cálculo da força de usinagem. São realizados experimentos para comparação
utilizando uma placa de latão com revestimento de estanho. Espera-se que apenas a

3
soma das forças de usinagem resultante dos dois materiais seja suficiente para prever
o comportamento dos resultados experimentais.
1.3 Estrutura do trabalho
O presente trabalho é composto por cinco capítulos, que buscam transmitir o
conteúdo de forma clara e objetiva, referências e apêndices, os quais serão
brevemente descritos a seguir:
O capítulo dois apresenta a revisão bibliográfica. Neste serão apresentados os
conceitos básicos de usinagem, o fresamento e uma comparação com os demais
processos. Fala-se também do fresamento de topo, assim como sua geometria e seus
parâmetros de corte. Será feito uma análise da força de corte, detalhando a partir do
modelo mais básico até a fórmula final, já com algumas considerações. Serão
apresentados alguns modelos para o cálculo da pressão específica de corte assim
como uma análise sobre os mesmos e as adaptações necessárias da tecnologia
macro para a micro, assim como suas principais diferenças.
No capítulo três, um algoritmo será desenvolvido para o estudo das forças de
corte no fresamento de materiais heterogêneos. Simulações serão feitas com o intuito
de validar o modelo.
No capítulo quatro, apresenta-se o procedimento experimental e o resultado do
experimento. É realizada uma comparação com o modelo apresentado.
No capítulo cinco apresentam-se as principais conclusões que se pode chegar
a partir da análise do resultado e sugestões de temas que podem ser desenvolvidos
com base nos resultados da pesquisa.
Nos apêndices estão os códigos do Matlab utilizados para o fresamento em
materiais heterogêneos e para o microfresamento de materiais heterogêneos.

4
2 Introdução aos processos de usinagem
2.1 Processos de fabricação e usinagem
De acordo com a norma DIN8540 de 1985, a usinagem é um conjunto de
operações que dão forma a uma peça através da remoção de material (cavaco).
A norma DIN8540 classifica os processos de fabricação como:
1- Formação de origem
2- Conformação
3- Separação
4- União
5- Revestimento
6- Modificação das propriedades do material
No item denominado separação, os processos de usinagem são classificados
da seguinte forma:
1- Usinagem utilizando ferramentas com geometria de corte definida: são
as mais adequadas para remoção de altas taxas de material. Exemplos
como torneamento, fresamento, furação, aplainamento, brochamento.
2- Usinagem utilizando ferramentas de geometria de corte não definida:
são apropriadas para a obtenção de acabamentos finais nas peças.
Exemplos como lapidação, retificação com rebolo, abrasivos,
jateamento.
3- Usinagem por processos não convencionais: remoção térmica, remoção
química, remoção eletroquímica.

5
Figura 2.1: Classificação dos processos de fabricação. Fonte: Fundamentals of Modern Manufacturing. Groover, (2010).
2.2 Fresamento de topo
Fresamento é o processo de usinagem que, com o auxílio de ferramentas
multicortantes sob as mais variadas formas, confere à operação uma versatilidade
quanto às geometrias possíveis de serem geradas. A fresa, ferramenta utilizada para
o corte, possui arestas cortantes (dentes) que removem a cada rotação uma pequena
porção de material denominado cavaco. Esses dentes estão situados de forma
simétrica em torno de um eixo. Durante o corte, a fresa executa um movimento de
rotação ao redor de seu eixo.
O movimento de avanço geralmente é feito pela própria peça a ser usinada,
mantendo a fresa apenas com o movimento de rotação. Porém, nos centros de
usinagem ou nas fresadoras mais modernas, o movimento de avanço também pode
ocorrer pela ferramenta de corte. Movimentos estes que conferem à peça a forma e

6
dimensão desejadas. É uma operação que consegue tolerância da ordem de IT9 a
IT11 e um acabamento superficial com rugosidade na faixa de 1,6 a 6,3 μm.
Existem várias maneiras de se classificar os tipos de fresamento. A
classificação a seguir, uma das mais difundidas, é adotada pela norma DIN 8589. O
fresamento, segundo a disposição dos dentes ativos da fresa, é classificado em:
. Fresamento tangencial: operação na qual o eixo da fresa é paralelo à
superfície que está sendo gerada. As fresas são chamadas de cilíndricas ou
tangenciais.
. Fresamento frontal: operação na qual o eixo da fresa é perpendicular à
superfície que está sendo gerada. As fresas são chamadas de fresas frontais ou de
topo.
Há casos em que o fresamento tangencial e o frontal comparecem, podendo
ou não, existir uma predominância de um deles sobre o outro. Um dos processos de
fresamento frontal é o fresamento de topo, que será discutido neste trabalho.
2.3 Parâmetros de corte e geometria do fresamento de topo
Para um estudo mais aprofundado do processo é necessário conhecer a
geometria da ferramenta e os parâmetros de corte. Juntos são responsáveis pela
forma final da superfície usinada e do cavaco. Serão descritos os mais importantes
para este trabalho.
A velocidade de corte (𝑣𝑐) é a velocidade instantânea do ponto de referência
da aresta cortante, segundo direção e sentido de corte.
O avanço por dente (𝑓𝑡) é o percurso de avanço de cada dente medido na
direção de avanço da ferramenta. Para calcular a velocidade de avanço:
𝑣𝑓 = 𝑓𝑡. 𝑧. 𝑛 (2.1)
onde 𝑧 é o número de dentes que a fresa possui e 𝑛 representa a rotação do eixo
principal:

7
ae
x
y
𝑛 = 1000.𝑣𝑐
𝜋.𝑑 (2.2)
A rotação é dada em rpm, o diâmetro em milímetros, e a velocidade de corte em
metros por minuto.
O tempo de corte (𝑡𝑐𝑜𝑟𝑡𝑒) é igual a distância percorrida pela ferramenta (𝐿)
sobre a velocidade de avanço, que é igual ao avanço por revolução (𝑓) multiplicado
pela rotação (n).
𝑡𝑐𝑜𝑟𝑡𝑒 =𝐿
𝑓.𝑛 (2.3)
A profundidade de corte (ap) é a profundidade de penetração da aresta principal
de corte medida em uma direção perpendicular ao plano de trabalho (Figura 2.2). A
seguir tem-se uma ilustração de uma fresa cortando uma peça na direção -z.
Figura 2.2: Penetração de trabalho e profundidade de corte considerando a fresa cortando com avanço na direção -z.
A largura de corte (ae) é a espessura de corte em cada revolução medida no
plano de trabalho e em uma direção perpendicular à direção de avanço. A máxima
espessura de penetração corresponde ao diâmetro da fresa utilizada.
ap

8
d
λ
O ângulo de hélice da aresta de corte (λ) corresponde ao ângulo formado pela
aresta de corte com o eixo de rotação da fresa. Se situa de forma que o seu vértice
indica a ponta de corte.
Figura 2.3: Parâmetros para caracterizar uma fresa de topo
O ângulo de folga (𝛼) é o ângulo entre a superfície de folga e o plano que
contem a aresta de corte, cuja função é evitar o atrito entre a peça e a superfície de
folga da ferramenta.
O ângulo de saída (𝛾) é o ângulo situado entre a superfície de saída e o plano
de referência da ferramenta. Influi na força e potência necessária ao corte e no
acabamento superficial.
2.4 Análise da força de corte para o fresamento de topo
De acordo com Diniz, Marcondes e Coppini (2008), é de fundamental
importância conhecer como se comportam os esforços de corte assim como sua
ordem de grandeza em qualquer processo de usinagem, visto que afetam a potência
necessária para que se ocorra o corte, a capacidade de obtenção de tolerâncias
apertadas, temperatura de corte e o desgaste da ferramenta.
A força de corte, na direção tangencial da fresa, é expressa pela relação:

9
𝐹𝑡 = 𝐾𝑡𝐴 (2.4)
onde Kt representa a pressão específica de corte e A representa a área da secção
transversal calculada de um cavaco a ser removido. A secção transversal de corte
deve ser medida perpendicularmente à direção de corte e calculada em função da
espessura do cavaco indeformado 𝑡𝑐 e do comprimento de aresta 𝑏, conforme
mostrado na equação a seguir:
𝐴 = 𝑡𝑐𝑏 (2.5)
Martellotti (1941), desenvolveu um modelo para se calcular a espessura do
cavaco em qualquer ponto da aresta de corte, cuja fórmula é:
𝑡𝑐 = 𝑓𝑡 sen φ (2.6)
onde 𝑓𝑡 representa o avanço por dente, que é o percurso de avanço por dente medido
na direção do avanço (eixo positivo de X) e φ é o ângulo de rotação de qualquer ponto
da aresta de corte em relação ao eixo Y no plano XY (figura 2.4). A espessura do
cavaco indeformado começa em zero e atinge seu valor máximo quando φ é igual a
90 graus.
Figura 2.4: Espessura de corte do cavaco indeformado. Fonte: Adaptado de Araujo, (1999)
Sabendo qual comprimento da aresta de corte ativa, podem ser divididas em
elementos infinitesimais e assim definir os limites de integração para o cálculo da

10
força de corte. Força esta que também pode ser calculada em função do elemento
angular de rotação da ferramenta 𝑑φ, que se relaciona com 𝑑𝑏 da seguinte forma:
𝑑𝑏 =𝑑
2tan λ𝑑φ (2.7)
Com as expressões (2.4), (2.5), (2.6) e (2.7) chegamos à equação básica da
força de corte, que será tratada a seguir em sua forma diferencial, ou seja, se refere
às forças nos elementos de aresta, conforme proposta por Koenigsberger e Sabberwal
(1961).
𝑑𝐹𝑡 = 𝐾𝑡𝑡𝑐𝑑𝑏 (2.8)
De acordo com Tlusty e MacNeil (1975), durante o processo de corte, a aresta
de corte passa por três fases distintas:
Fase A: fase na qual se inicia o contato com o material. Conforme a peça gira,
φ vai aumentando progressivamente, assim como a aresta de corte, que
atinge um valor limite em 𝑙2.
Fase B: fase na qual o comprimento da aresta de corte ativa é constante.
Fase C: fase na qual a aresta de corte começa a sair da peça, tendo seu
comprimento de corte ativo diminuindo até que não esteja mais em contato com
a peça.
Na figura (2.5) pode se observar as fases A, B e C citadas e os limites l1, l2, l3 e
l4 que delimitam as três fases correspondente à geometria do tipo 1.
Figura 2.5: Limites de integração da aresta de corte ativa. Fonte: Araujo, (1999)

11
Para o entendimento da classificação da geometria da superfície de corte
desenvolvida a um plano em tipo 1 ou tipo 2, é necessário que alguns ângulos sejam
definidos.
Figura 2.6: Plano de contato e vista superior da fresa. Fonte: Araujo, (1999)
Onde:
φ1: ângulo inicial de contato entre a ferramenta e a peça em relação ao
eixo Y
φ2: ângulo final de contato entre a ferramenta e a peça em relação ao
eixo Y
ψ: ângulo de rotação da ponta da aresta de corte em relação ao eixo Y
δ: diferença entre o ângulo ψ da ponta da aresta de corte e do ponto
mais acima da aresta de corte em contato com a peça
O ângulo de contato φo é igual a diferença entre o ângulo final de contato e o
ângulo inicial de contato entre a ferramenta e a peça. Pela figura (2.4), tem-se que o
ângulo inicial é igual a zero, portanto, φo = φ2.
De acordo com Araujo (1999), a geometria da superfície da aresta de corte
desenvolvida a um plano pode ser do Tipo 1, se φo > δ, e do Tipo 2, caso contrário.

12
Figura 2. 7: Classificação da geometria da superfície da aresta de corte desenvolvida em um plano. Fonte: Araujo, (1999)
Os limites de integração para as regiões A, B e C serão definidos em função do
ângulo de contato (φ) inicial e final e do ângulo de rotação da ponta da aresta de corte
(ψ) inicial e final para os dois tipos.
Tabela 2.1: Limites de integração para φ e ψ: (a) Tipo 1. (b) Tipo 2. Fonte: Adaptado de Araujo, (1999)
(a) (b)
2.5 Cálculo da pressão específica de corte
A força de corte depende da pressão específica de corte 𝐾𝑡. Alguns fatores
influenciam na determinação desta, tais como:
. Material da peça: para aços, com o aumento da porcentagem de carbono, a
pressão específica de corte aumenta. Com o aumento da porcentagem do fósforo, a
pressão específica diminui. Elementos como chumbo, boro e sulfeto de manganês
atuam no mesmo sentido.

13
. Material e geometria da ferramenta: ferramentas com cobertura de nitreto de
titânio tendem a diminui o coeficiente de atrito entre o cavaco com a ferramenta e entre
a peça com a ferramenta, resultando em valores menores da pressão específica de
corte, se comparado a ferramentas com materiais diferentes. De acordo com
Nakayama et al. (1987), variando o material da ferramenta entre as classes de metal
duro adequado para a usinagem de aço, a variação de esforços de corte é desprezível.
. Lubrificação e refrigeração: quanto maior a eficiência da penetração do fluido
de corte, maior será o efeito lubrificante, resultando em menor pressão específica de
corte.
Os modelos de cálculo da pressão específica de corte e das forças de corte
podem ser divididos em três tipos, listados abaixo, conforme cita Araujo (1999):
. Modelos empíricos: são os modelos nos quais os valores da pressão
específica de corte são obtidos por experimentos.
. Modelos mecanísticos: este modelo se baseia na obtenção da pressão
específica a partir da calibração experimental para os pares do material da peça e da
ferramenta no processo. É, na verdade, uma combinação de um modelo experimental
e mecanístico.
. Modelos analíticos: é descrito por meio de equações matemáticas
representando características físicas de um sistema. Utilizam a menor quantidade de
dados experimentais possíveis. As teorias de corte ortogonal e oblíquo se incluem
neste modelo.
Partindo de resultados experimentais, é possível através da força resultante
determinar uma pressão específica resultante.
𝐹𝑟𝑒𝑠 = 𝐾𝑟𝑒𝑠𝑡𝑐𝑏 (2.8)
onde a força resultante é expressa pela seguinte relação:
𝐹𝑟𝑒𝑠 = √(𝐹𝑡2 + 𝐹𝑟
2 + 𝐹𝑧2) (2.9)
Com a fresa cortando na direção tangencial e radial, a força na direção axial é muito
pequena se comparadas às outras forças, podendo ser desprezada, o que leva a
expressão para a pressão específica calculada a partir do experimento depender da
pressão específica de corte e da pressão específica na direção radial.

14
𝐾𝑟𝑒𝑠 = √(𝐾𝑡2 + 𝐾𝑟
2) (2.10)
É função das pressões específicas de corte e radial, sendo que a pressão na direção
radial se relaciona com a pressão específica de corte da seguinte forma:
𝐾𝑟 = 𝑚1. 𝐾𝑡 (2.11)
Segundo Malekian et al. (2012), m1 = 0.6. Com a força resultante experimental para a
área máxima, que ocorre quando o ângulo de contato é igual a 90 graus, chega-se ao
resultado da pressão específica resultante. Com as equações (2.10) e (2.11), tem-se
a relação da pressão específica de corte com a pressão específica resultante:
𝐾𝑡 = 𝐾𝑟𝑒𝑠
√1+ 0.62 (2.12)
2.6 Microfresamento de Topo
Apesar da semelhança com relação ao fresamento convencional em questão
de cinemática e características gerais do processo, existem algumas diferenças que
faz com que o microfresamento se torne mais complexo que o macrofresamento.
Uma diferença percebida durante a redução de escala é a percepção do
operador sobre as condições de corte, desde a aproximação da peça, que necessita
de ampliação ótica, até a distinção de situações de instabilidade e esforços excessivos
na ferramenta (Mougo, 2014).
De acordo com Bao e Tansel (2000), devido ao tamanho minúsculo, é difícil
perceber a aresta de corte danificada ou o eixo quebrado. Portanto, se faz necessário
a utilização de sensores e equipamentos que detectem sinais relacionados à
descontinuidade do processo.

15
2.6.1 Microfresas
As microfresas possuem diâmetro igual ou menor que 1mm. Apresentam
geometria de aresta lateral reta (figura 2.8a), para produção de geometrias
bidimensionais, e com a ponta esférica (figura 2.8b), para produção de geometria
tridimensionais.
(a)fresa de topo reto (b)fresa de topo esférico
Figura 2.8: Microfresas reta e esférica. Fonte ( Malekian, 2012)
As hastes geralmente possuem diâmetro até 10 vezes maiores que o diâmetro
de corte, visando aumentar a rigidez e evitar a quebra, dando maior estabilidade ao
corte. São fabricadas por processos de microfabricação, tais como usinagem por
descarga elétrica, por feixe de elétrons, a laser, métodos que para remover o material
não se utilizam de força mecânica (Campos, 2013).
Quanto ao seu material, podem ser de diamante, utilizado em ligas não-
ferrosas, pelo fato do diamante possuir alta condutividade térmica e em altas
temperaturas tem-se o carbono reagindo com o ferro (Chae et al., 2006). Seu diâmetro
pode chegar a 100 μm, com raio da aresta de corte de 0,1 μm.
2.6.2 Modelagem da força de corte no microfresamento
Nesta seção será tratada uma das principais diferenças entre o
microfresamento e o fresamento convencional, que é a espessura do cavaco. Partindo
da abordagem convencional, será considerada uma das adaptações realizadas por

16
pesquisadores visando modelos mais precisos para a previsão das forças de corte no
microfresamento.
Bao e Tansel (2000), foram os primeiros a desenvolver um modelo para o
cálculo das forças de corte no microfresamento frontal. Partindo da equação
desenvolvida por Martellotti (1941), na qual a espessura do cavaco indeformado é
função do avanço por dente e do seno do ângulo de contato da aresta de corte da
ferramenta com a peça, chegaram-se à seguinte equação:
𝑡𝑐 = 𝑓𝑡𝑠𝑒𝑛 φ − 𝑧
2𝜋𝑟𝑓𝑡
2𝑠𝑒𝑛 φ cos φ + 𝑓𝑡
2𝑧 𝑐𝑜𝑠2φ (2.13)
O primeiro termo da equação foi o considerado por Martellotti no modelo convencional
(2.6). Para o segundo termo, é necessário saber o raio da fresa (r), o número de
dentes da fresa (z) e o avanço por dente (ft). Se trata de fresamento concordante e
discordante, onde uma parcela negativa age no fresamento discordante e uma parcela
positiva age no fresamento concordante. Isto implica que a espessura do cavaco 𝑡𝑐
será sempre maior no fresamento concordante, como afirma Bao e Tansel (2000).
2.6.3 Modelo utilizado
O modelo utilizado no presente trabalho é apresentado na equação 2.8,
considerando a espessura do cavaco igual à proposta por Bao e Tansel (2000) na
equação (2.14).
Portanto, as componentes da força de usinagem são:
𝐹𝑡 = ∫( 𝑓𝑡𝑠𝑒𝑛 φ − 𝑧
2𝜋𝑟𝑓𝑡
2𝑠𝑒𝑛 φ cos φ + 𝑓𝑡
2𝑧 𝑐𝑜𝑠2φ)𝐾𝑡
𝑟
tan λ 𝑑φ (2.14)
𝐹𝑟 = ∫( 𝑓𝑡𝑠𝑒𝑛 φ − 𝑧
2𝜋𝑟𝑓𝑡
2𝑠𝑒𝑛 φ cos φ + 𝑓𝑡
2𝑧 𝑐𝑜𝑠2φ)𝐾𝑟
𝑟
tan λ 𝑑φ (2.15)

17
3 Microfresamento de topo em materiais com
revestimento
No presente capítulo, um estudo sobre o comportamento da força de corte, da
força na direção radial e a força resultante em materiais com recobrimento será
realizado.
3.1 Forças de microusinagem de material com recobrimento
Considere uma fresa com uma aresta de corte ativa que corresponde a uma
profundidade de corte definida como aptotal. Esta profundidade será sempre igual à
profundidade corte referente ao material 1 (camada do substrato) somado à
profundidade de corte do material 2 (camada de revestimento), conforme Figura (3.1).
Figura 3.1: Profundidade de corte das camadas 1 e 2
𝑎𝑝𝑡𝑜𝑡𝑎𝑙 = 𝑎𝑝1 + 𝑎𝑝2 (3.1)
Por serem diferentes, os materiais das camadas 1 e 2 possuem pressões específicas
de corte diferentes, podendo influenciar na força de corte. Uma modelagem deste tipo
ap2
ap1
Camada 2
Camada 1

18
de microfresamento será realizada e posteriormente simulações serão feitas,
alterando parâmetros e analisando o comportamento das forças de corte.
Para o presente estudo, o ângulo inicial de contato entre a ferramenta e a peça
será igual a zero, portanto φo = φ2 que será maior que δ. O que implica em uma
geometria da superfície da aresta de corte do tipo 1 (Figura 2.7). Duas camadas do
tipo 1 serão analisadas, a primeira camada terá seus limites de integração inalterados
e serão os mesmos propostos por Araujo (1999) na tabela (2.1a).
Figura 3.2: duas camadas para análise dos limites de integração
No início, ao entrar em contato com a peça, a fresa irá passar pela região A.
Nesta região, somente o material do substrato sofre o corte. Depois de realizar uma
rotação angular correspondente ao valor de delta (δ), tem-se início o corte do material
da camada de revestimento. Neste momento a fresa está na região B da camada do
substrato e na região A’ da camada de revestimento. A fresa vai penetrando na
camada de revestimento até o valor de delta dois (δ2), que corresponde à diferença
entre o ângulo da aresta de corte no momento em que começa a cortar esta camada
e o ponto mais acima da aresta de corte ativa. Após, a fresa corta com sua aresta de
corte ativa correspondente ao 𝑎𝑝𝑡𝑜𝑡𝑎𝑙 (Fórmula 3.1), passando pelas regiões B e B’
até que começa a sair da peça, primeiro no material da camada do substrato (região
19
C) e em seguida no material da camada de revestimento (região C’), até que saia por
completo.
Seja quais forem os parâmetros de corte adotados ou os valores dos limites de
integração, a camada de revestimento sempre terá seu corte iniciado após a fresa
passar por uma rotação angular igual ao valor de delta (δ). E passará por todas as
regiões A’, B’ e C’ deslocados de delta se comparados às regiões A, B e C da camada
do substrato.
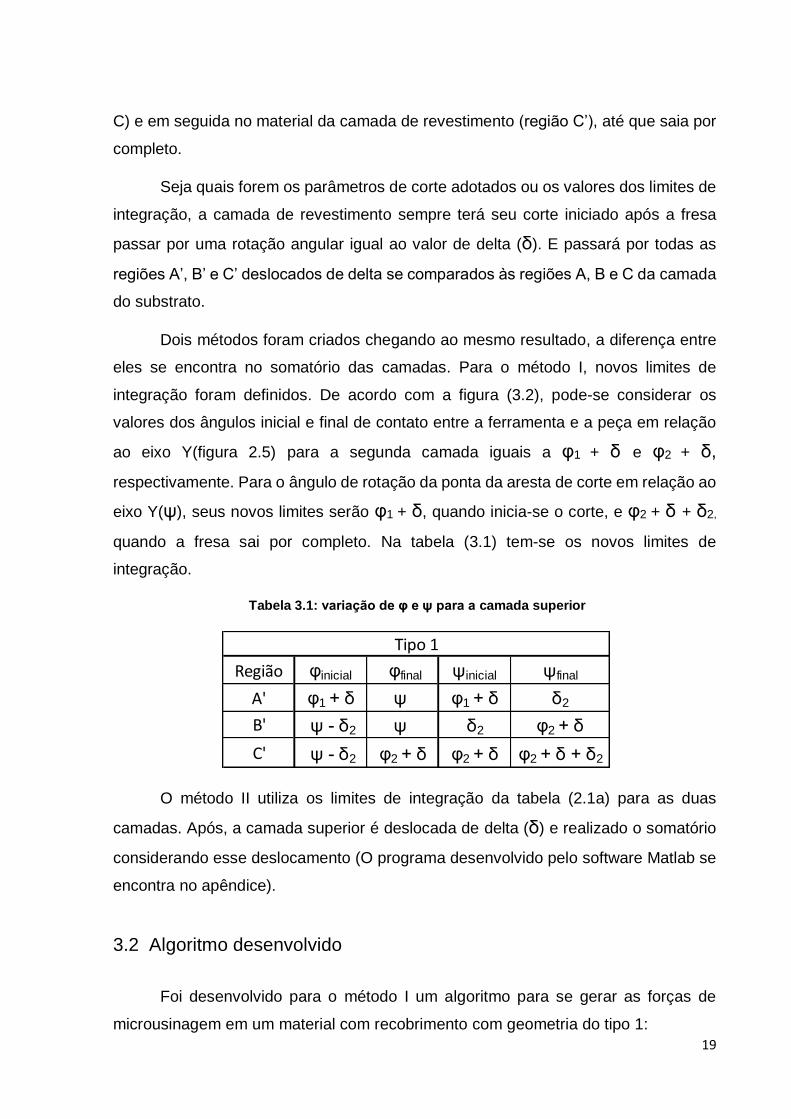
Dois métodos foram criados chegando ao mesmo resultado, a diferença entre
eles se encontra no somatório das camadas. Para o método I, novos limites de
integração foram definidos. De acordo com a figura (3.2), pode-se considerar os
valores dos ângulos inicial e final de contato entre a ferramenta e a peça em relação
ao eixo Y(figura 2.5) para a segunda camada iguais a φ1 + δ e φ2 + δ,
respectivamente. Para o ângulo de rotação da ponta da aresta de corte em relação ao
eixo Y(ψ), seus novos limites serão φ1 + δ, quando inicia-se o corte, e φ2 + δ + δ2,
quando a fresa sai por completo. Na tabela (3.1) tem-se os novos limites de
integração.
Tabela 3.1: variação de φ e ψ para a camada superior
O método II utiliza os limites de integração da tabela (2.1a) para as duas
camadas. Após, a camada superior é deslocada de delta (δ) e realizado o somatório
considerando esse deslocamento (O programa desenvolvido pelo software Matlab se
encontra no apêndice).
3.2 Algoritmo desenvolvido
Foi desenvolvido para o método I um algoritmo para se gerar as forças de
microusinagem em um material com recobrimento com geometria do tipo 1:
Região φinicial φfinal ψinicial ψfinal
A' φ1 + δ ψ φ1 + δ δ2
B' ψ - δ2 ψ δ2 φ2 + δ
C' ψ - δ2 φ2 + δ φ2 + δ φ2 + δ + δ2
Tipo 1

20
rotação da ferramenta – n
ângulo inicial de contato entre a ferramenta e a peça - φ1
calcular φ2:
Se e>r, então φ2 = 𝜋
2+ 𝑎𝑟𝑐 sin(
𝑟−𝑒
𝑟)
caso contrário: φ2 = 𝑎𝑟𝑐 cos(𝑟−𝑒
𝑟)
Cálculo dos ângulos δ, δ2 e do passo angular:
𝛿 = 𝑎𝑝1 tan λ
𝑟 𝛿2 =
𝑎𝑝2 tan λ
𝑟 𝑝𝑎𝑠𝑠𝑜 =
2𝜋
𝑧
I) Inicialização
Entrar com dados referentes à geometria da fresa de topo:
ângulo de hélice - λ
raio da fresa - r
número de dentes da fresa - z
Entrar com os Parâmetros de Corte e Definição da Geometria do Corte:
Largura de corte – ae
profundidade de corte da camada 1 - ap1
profundidade de corte da camada 2 - ap2
avanço por dente – fz
rotação da ferramenta – n
ângulo inicial de contato entre a ferramenta e a peça - φ1
calcular φ2:
Se e>r, então φ2 = 𝜋
2+ 𝑎𝑟𝑐 sin(
𝑟−𝑒
𝑟)
caso contrário: φ2 = 𝑎𝑟𝑐 cos(𝑟−𝑒
𝑟)
Cálculo dos ângulos δ, δ2 e do passo angular:
𝛿 = 𝑎𝑝1 tan λ
𝑟 𝛿2 =
𝑎𝑝2 tan λ
𝑟 𝑝𝑎𝑠𝑠𝑜 =
2𝜋
𝑧
Entrar com os dados do material da peça:
pressão específica de corte para o material da camada inferior - Kt1
pressão específica de corte para o material da camada superior - Kt2
II) Cálculo das forças Ft e Fr:
Entrar com valor da frequência de aquisição - freq

21
Cálculo do valor do incremento i:
𝑖 =2𝜋
(𝑓𝑟𝑒𝑞 ∗ 60
𝑛 − 1)
Montar o vetor de discretização dos ângulos de rotação da fresa
𝑥𝑖 = {0. . 𝑖. .2𝜋)
Montar o vetor de discretização dos ângulos de posição dos dentes
𝑥𝑝 = 𝑥𝑖 + 𝑝𝑎𝑠𝑠𝑜(𝑧 − 1)
Calcular as forças ftangencial e fradial do incremento da navalha
𝑓𝑡𝑎𝑛𝑔𝑒𝑛𝑐𝑖𝑎𝑙 = (𝑓𝑡𝑠𝑒𝑛 φ − 𝑧
2𝜋𝑟𝑓𝑡
2𝑠𝑒𝑛 φ cos φ + 𝑓𝑡
2𝑧 𝑐𝑜𝑠2φ). 𝐾𝑡.
𝑟
tan λ
𝑓𝑟𝑎𝑑𝑖𝑎𝑙 = (𝑓𝑡𝑠𝑒𝑛 φ − 𝑧
2𝜋𝑟𝑓𝑡
2𝑠𝑒𝑛 φ cos φ + 𝑓𝑡
2𝑧 𝑐𝑜𝑠2φ). 𝐾𝑟.
𝑟
tan λ
Cálculo de 𝐹𝑡1(𝑥𝑖 , 𝑧) para a primeira camada:
Se o ângulo for maior que o contato
𝑥𝑝(𝑥𝑖 , 𝑧) > 𝜑2 + 𝛿
A força é 0: 𝐹𝑡1 = 0
Se o ângulo for menor que o contato
𝑥𝑝(𝑥𝑖 , 𝑧) < 𝜑2 + 𝛿
Então faça:
Se 𝑥𝑝(𝑥𝑖, 𝑧) < 𝛿 então
𝐹𝑡1 = ∫ 𝑓𝑡𝑎𝑛𝑔𝑒𝑛𝑐𝑖𝑎𝑙𝑥𝑝(𝑥𝑖,𝑧)
0𝑑φ
Caso contrário, verifique:
Se 𝑥𝑝(𝑥𝑖, 𝑧) < 𝜑2 então

22
𝐹𝑡1 = ∫ 𝑓𝑡𝑎𝑛𝑔𝑒𝑛𝑐𝑖𝑎𝑙𝑥𝑝(𝑥𝑖,𝑧)
𝑥𝑝(𝑥𝑖,𝑧)−𝛿𝑑φ
Caso contrário
𝐹𝑡1 = ∫ 𝑓𝑡𝑎𝑛𝑔𝑒𝑛𝑐𝑖𝑎𝑙𝜑2
𝑥𝑝(𝑥𝑖,𝑧)−𝛿𝑑φ
Realizar o mesmo cálculo para 𝐹𝑟1 da primeira camada utilizando 𝑓𝑟𝑎𝑑𝑖𝑎𝑙
Cálculo de 𝐹𝑡2(𝑥𝑖 , 𝑧) para a segunda camada:
Se o ângulo for maior que o contato
𝑥𝑝(𝑥𝑖 , 𝑧) > 𝜑2 + 𝛿 + 𝛿2
A força é 0: 𝐹𝑡2 = 0
Se o ângulo for menor que o contato
𝑥𝑝(𝑥𝑖 , 𝑧) < 𝜑2 + 𝛿 + 𝛿2
Então faça:
Se 𝑥𝑝(𝑥𝑖, 𝑧) < 𝛿 então
𝐹𝑡2 = 0
Se 𝑥𝑝(𝑥𝑖, 𝑧) < 𝛿 + 𝛿2 então
𝐹𝑡2 = ∫ 𝑓𝑡𝑎𝑛𝑔𝑒𝑛𝑐𝑖𝑎𝑙𝑥𝑝(𝑥𝑖,𝑧)
𝛿𝑑φ
Caso contrário, verifique:
Se 𝑥𝑝(𝑥𝑖, 𝑧) < 𝜑2
+ 𝛿 então
𝐹𝑡2 = ∫ 𝑓𝑡𝑎𝑛𝑔𝑒𝑛𝑐𝑖𝑎𝑙𝑥𝑝(𝑥𝑖,𝑧)
𝑥𝑝(𝑥𝑖,𝑧)−𝛿2𝑑φ
Caso contrário
𝐹𝑡2 = ∫ 𝑓𝑡𝑎𝑛𝑔𝑒𝑛𝑐𝑖𝑎𝑙𝜑2+𝛿1
𝑥𝑝(𝑥𝑖,𝑧)−𝛿2𝑑φ
Realizar o mesmo cálculo para 𝐹𝑟2 da segunda camada utilizando 𝑓𝑟𝑎𝑑𝑖𝑎𝑙

23
Para o modelo referente ao fresamento convencional, alterar a 𝑓𝑡𝑎𝑛𝑔𝑒𝑛𝑐𝑖𝑎𝑙 e a 𝑓𝑟𝑎𝑑𝑖𝑎𝑙
para:
𝑓𝑡𝑎𝑛𝑔𝑒𝑛𝑐𝑖𝑎𝑙 = 𝑓𝑡. sen φ 𝐾𝑡.𝑟
tan λ (3.2)
𝑓𝑟𝑎𝑑𝑖𝑎𝑙 = 𝑓𝑡. sen φ 𝐾𝑟.𝑟
tan λ (3.3)
3.3 Simulações da força de usinagem utilizando o algoritmo
desenvolvido
Foram realizadas simulações utilizando dois materiais com pressões
específicas bem diferentes para que se tenha uma melhor análise da força de
usinagem. Os parâmetros são o ângulo de hélice (𝜆), o raio (𝑟), número de dentes (𝑧),
rotação da fresa (𝑛) e a velocidade de avanço (𝑣𝑓). São apresentados na tabela (3.2).
Tabela 3.2: dados e parâmetros necessários para análise
Somar a força de corte tangencial e na direção radial de cada camada
𝐹𝑡 = 𝐹𝑡1 + 𝐹𝑡2
𝐹𝑟 = 𝐹𝑟1 + 𝐹𝑟2
Calcular a força resultante
𝐹𝑟𝑒𝑠 = √(𝐹𝑡2 + 𝐹𝑟
2)

24
Os valores escolhidos se assemelham aos parâmetros que serão utilizados no
experimento. Para os materiais foram escolhidos o aço 1040 para a camada do
substrato e o cobre para o revestimento. As pressões específicas de corte dos
materiais escolhidos se encontram na tabela (3.3).
Tabela 3.3: pressão específica de corte dos materiais escolhidos (Silva, 2002).
A profundidade de corte total foi considerada constante e igual a 0,3 mm. E uma
variação das profundidades de corte de cada material será feita considerando sempre
o corte da fresa no início da ponta de sua aresta.
3.3.1 Simulação 1
Neste primeiro caso, as duas camadas têm a mesma espessura (tabela 3.4).
Esta simulação tem o objetivo de ver como a pressão específica de corte influencia
na força de usinagem.
Tabela 3.4: Simulação 1

25
0 100 200 300 400 500 600 700 8000
0.5
1
1.5
2
2.5
3
Ft para as camadas e a soma delas
Angle (º)
Fo
rce
(N
)
Ft1
- Substrato
Ft2
- Revestimento
Ft - Soma
Figura 3.3: força de corte, na direção tangencial, para cada camada e a soma delas.
As forças de corte, na direção tangencial, para as duas camadas foram
simuladas e apresentadas na figura (3.3).
Nota-se que até o valor de delta(δ), igual a 12,40 graus, a fresa está cortando
somente a região A (Figura 3.2) do substrato. Após essa rotação angular, inicia-se o
corte na camada de revestimento e torna-se notável a influência desta na força de
corte Ft, que passa a ser um somatório das forças nas duas camadas, atingindo seu
pico em 103,7 graus, com valor de Ft correspondente a 2,769 N. O gráfico é mostrado
até 800 graus para que se possa ver a repetição da força de corte, no caso tem duas
rotações. A 1ª rotação vai até 372,2 graus e a 2ª rotação até 732,2 graus.
As forças na direção radial para as duas camadas foram simuladas e
apresentadas na figura (3.4).
δ

26
0 100 200 300 400 500 600 700 8000
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
Fr para as camadas e a soma delas
Angle (º)
Fo
rce
(N
)
Fr1
- Substrato
Fr2
- Revestimento
Fr - Soma
Figura 3.4: força na direção radial, para cada camada e a soma delas.
Segundo Malekian et al. (2012), 𝐾𝑟 = 0,6𝐾𝑡 (equação 2.11). Todo o comportamento
da força na direção radial é igual ao da força na direção tangencial com uma
intensidade igual a 60% da encontrada para a força tangencial. Tem seu valor máximo
em 103,7 graus, com valor de Fr igual a 1,661 N.
A partir das forças na direção tangencial e radial para o somatório das camadas
plotadas nas figuras (3.3) e (3.4), respectivamente, tem-se a força resultante (equação
2.9), apresentada na figura (3.5).
δ

27
0 100 200 300 400 500 600 700 8000
0.5
1
1.5
2
2.5
3
3.5
Força Resultante
Angle (º)
Fo
rce
(N
)
Figura 3.5: força resultante para as duas camadas
Como era esperado, seu valor máximo ocorre em 103,7 graus e possui força
resultante máxima igual a 3,229 N.
3.3.2 Simulação 2
Neste caso, a espessura da camada de substrato, que possui maior pressão
específica de corte, será igual a duas vezes a espessura da camada do revestimento,
conforme tabela (3.5).
Tabela 3.5: Simulação 2

28
0 100 200 300 400 500 600 700 8000
0.5
1
1.5
2
2.5
3
3.5
Ft para as camadas e a soma delas
Angle (º)
Fo
rce
(N
)
Ft1
- Substrato
Ft2
- Revestimento
Ft - Soma
Figura 3.6: força de corte, na direção tangencial, para cada camada e a soma delas.
As forças de corte, na direção tangencial, para as duas camadas foram
simuladas e apresentadas na figura (3.6).
Nota-se que delta é igual a 16,54 graus, a fresa precisa de uma rotação maior
para que se inicie o corte da camada do revestimento, visto que delta é diretamente
proporcional à profundidade de corte.
A força de corte máxima para a camada do substrato é igual a 2,468 N e para
a camada de revestimento é igual a 0,6173 N. A força máxima para a soma das
camadas é igual a 3,081 N, mostrando a pouca influência da camada de revestimento,
explicada pelo baixo valor da profundidade de corte (tabela 3.5) e da pressão
específica de corte (tabela 3.3) se comparado aos valores da camada do substrato.
A figura (3.7) apresenta a força resultante da simulação 2.
δ

29
0 100 200 300 400 500 600 700 8000
0.5
1
1.5
2
2.5
3
3.5
4
Força Resultante
Angle (º)
Fo
rce
(N
)
Figura 3.7: força resultante para as duas camadas
A força resultante máxima é igual a 3,594 N, maior que a encontrada na 1ª
simulação, devido à maior influência da força de corte e da força na direção radial da
camada do substrato.
3.3.3 Simulação 3
Para este caso, a camada do substrato (aço 1040) que possui um material com
a pressão específica de corte igual ao dobro do material (cobre) da camada de
revestimento, terá uma espessura de corte igual à metade da mesma. Espera-se
alcançar valores iguais aos das forças de corte das duas camadas visto que a
profundidade de corte e a pressão específica de corte são diretamente proporcionais
à força de corte.

30
δ 0 100 200 300 400 500 600 700 8000
0.5
1
1.5
2
2.5
Ft para as camadas e a soma delas
Angle (º)
Fo
rce
(N
)
Ft1
- Substrato
Ft2
- Revestimento
Ft - Soma
Figura 3.8: força de corte para cada camada e a soma delas.
Tabela 3.6: Simulação 3
As forças de corte para as duas camadas foram simuladas e apresentadas na
figura (3.8).
Nota-se que delta é igual a 8,27 graus, visto que nessa simulação a
profundidade de corte para a camada do substrato é igual a 0,1 mm. É menor se
comparado às outras duas simulações. Portanto, a fresa inicia o corte na camada de
revestimento em um tempo menor. É possível ver que as duas camadas possuem a
mesma intensidade de força deslocadas de delta, conforme esperado.
A força resultante para a simulação 3 é apresentada na figura (3.9).
δ

31
0 100 200 300 400 500 600 700 8000
0.5
1
1.5
2
2.5
3
Força Resultante
Angle (º)
Fo
rce
(N
)
Figura 3.9: força resultante para as duas camadas
A força resultante atinge seu valor máximo em 97,63 graus e com valor igual a
2,873 N.
Segue uma comparação das 3 simulações com relação ao ângulo de rotação
delta, para que se inicie o corte do revestimento e da força de corte e resultante
máxima.
Tabela 3.7: Comparação entre as simulações

32
4 Procedimento experimental
No presente capítulo apresenta-se o procedimento experimental com as
maquinas e ferramentas utilizadas e os processos adotados para se chegar a
aquisição dos dados experimentais.
4.1 Microfresadora
A máquina-ferramenta utilizada para o experimento foi a Minitech Mini-Mill/GX,
conforme mostrado na Figura (4.1). Esta possui placas de granito como base tanto na
horizontal quanto na vertical a fim de evitar ao máximo vibrações mecânicas durante
o fresamento. Se caracteriza por possuir três eixos para o controle de translação entre
a peça e a ferramenta. Configuração que garante um movimento suave dos eixos,
reduzindo o atrito.
Figura 4.1: Minifresadora Minitech Mini-Mill/GX
Essa máquina-ferramenta é controlada por CNC (Comando Numérico
Computadorizado). A rotação da ferramenta é realizada por um mancal que possui

33
rotação de até 30000 rpm, e que, se conectado a um ponto de ar comprimido, pode
chegar a 60000 rpm.
4.2 Equipamentos para aquisição das forças de corte e montagem
experimental
Os equipamentos utilizados para a aquisição das forças de corte foram o
dinamômetro, um amplificador de sinais, uma placa de aquisição de sinais e um
microcomputador para a leitura dos dados obtidos.
O dinamômetro utilizado foi o do tipo 9256C2 da marca Kistler (Figura 4.2a),
com cabo para conexão 1967A5. Este dinamômetro foi fabricado para se trabalhar na
faixa de -250 N a 250 N e possui alta sensibilidade. Realiza medições de forças de
corte muito baixas, conforme diz em seu manual. O amplificador de sinais utilizado foi
o 5070A10100 (Figura 4.2b) do mesmo fabricante do dinamômetro. A saída dos sinais
das forças de corte captadas pelo dinamômetro, passa por este amplificador, no qual
é feita a conversão da carga elétrica em tensão elétrica. Nele também é regulada a
taxa de amplificação.
Após passar pelo amplificador de sinais, passa por uma placa de aquisição de
sinais responsável por transformar o sinal experimental analógico em digital para ser
lido no computador. É necessário configurar a frequência de aquisição do sinal, que
vai depender de quantos pontos serão necessários para a verificação do sinal
experimental. A placa de aquisição utilizada foi a NI USB-6551 da National
Instruments (Figura 4.2c) e o software para a aquisição dos dados foi o LabView Signal
Express 2012.

34
Figura 4.2: equipamentos para aquisição das forças de corte e montagem experimental. Fonte: Adaptado de Mougo (2014).
4.3 Material do corpo de prova
O material escolhido para análise foi fornecido gentilmente pelo laboratório
LABMEMs e se trata de uma placa de latão com revestimento de estanho. Na figura
(4.3) tem-se uma ilustração da placa utilizada já com os microcanais realizados para
o teste.
Figura 4.3: foto da placa de latão coberta com estanho já com os microcanais

35
1000𝜇
Para estimar a espessura da camada de estanho, a peça foi levada a peça ao
Laboratório de Ensaios Não Destrutivos, Corrosão e Soldagem (LNDC). Devido a
espessura muito fina do revestimento de estanho, na ordem de microns, o teste por
correntes parasitas (que utiliza conceitos de eletromagnetismo para detecção de
descontinuidades) e o ultrassom (ondas de ultrassom para detecção interna de
defeitos ou para a medição de espessura) foram descartados. Fora realizado uma
análise metalográfica com o auxílio de um microscópio ótico. Para isso, uma
preparação superficial foi feita com lixamento e polimento na lateral da peça. E para
revelar a microestrutura do latão, um ataque eletrolítico foi feito.
A partir da imagem apresentada na figura (4.4), é possível diferenciar o estanho
do latão pela cor, sendo o latão a parte mais escura e o estanho mais clara. Para uma
estimativa da espessura do estanho, foi utilizado o software Imaje J, e com o auxílio
deste, foi possível ver que a camada de estanho varia de 0 a 130 microns.
Figura 4.4: imagens geradas a partir da análise metalográfica
Com auxílio de um relógio comparador foi possível nivelar a placa, porém foi
feito um faceamento para garantir uma superfície plana.
Estanho
Latão

36
4.4 Parâmetros de corte utilizados
Foi utilizado uma fresa de topo reto micro diâmetro – 2 cortes da marca Seikon,
código 2MSB-008. De acordo com as especificações técnicas, para um diâmetro da
fresa de 0,8 mm a rotação deve ser igual a 20000 rpm. O ângulo de hélice é igual a
35 graus. A partir das fórmulas (2.1) e (2.2) foram calculados o avanço por dente e a
rotação.
Tabela 4.1: Parâmetros de corte utilizados
4.5 Resultados Experimentais
Com os equipamentos para aquisição das forças de corte e o software
LabView, os dados foram gerados e com o programa OriginPro 8, analisados. Para
todos os experimentos, foi utilizado um filtro passa baixa de 1,2 kHz, visando remover
os ruídos sem modificar o comportamento da força de corte.
Foi realizado um faceamento nos canais a serem usinados para um melhor
controle da profundidade de corte. Um canal com comprimento de 1,5 mm foi feito
com profundidade de corte igual a 0,1 mm, cortando apenas o estanho (Experimento

37
Ap = 0,1 mm
Ap = 0,1 mm
Ap = 0,1 mm
1). Em seguida, no mesmo canal, um novo corte com o mesmo comprimento e a
mesma profundidade de corte foi realizado para retirar o estanho, garantido que só
tenha latão. Após, um corte no mesmo canal com comprimento igual a 2,8 mm foi
feito. Sendo 1,5 mm cortando apenas latão com uma profundidade igual a 0,1 mm
(Experimento 2), e 1,3 mm de comprimento com uma profundidade de corte igual a
0,3 mm cortando latão e estanho (Experimento 3). Uma réplica do experimento 3 foi
realizado em um novo canal.
Um desenho esquemático com a vista lateral do canal usinado contendo os 3
experimentos foi realizado e apresentado na figura (4.5).
Peça inicial com latão (substrato) e
estanho (revestimento)
Experimento 1: Somente Estanho
foi usinado com uma profundidade
de corte igual a 0,1 mm
Um novo corte com a mesma
profundidade foi realizado para
garantir que só tenha latão.
Experimento 2: Somente Latão foi
usinado com uma profundidade de
corte igual a 0,1 mm

38
Ap = 0,3 mm
Figura 4.5: Vista lateral do canal com os experimentos sendo realizados
É apresentado uma tabela com os valores do material usinado, profundidade de corte
e o comprimento usinado em cada experimento.
Tabela 4.2: Experimentos realizados
4.5.1 Experimento 1
O experimento 1 tem como objetivo calcular a pressão específica de corte do
estanho, material presente na camada de revestimento. A figura (4.6) apresenta a
variação da força resultante, no qual foi usinado apenas estanho com uma
profundidade de corte igual a 0,1 mm.
Experimento 3: Latão + Estanho
foram usinados com uma
profundidade de corte igual a 0,3
mm

39
Figura 4.6: Variação da força resultante para o experimento 1.
Analisando o gráfico da figura (4.6) com mais detalhes, na figura (4.7) é
apresentado um gráfico para quatro rotações no intervalo de 6,375 a 6,387s,
totalizando 0,012s, cada rotação levando um tempo igual a 0,003s para ocorrer.
Figura 4.7: Força resultante do experimento 1 em quatro rotações.
A partir da figura (4.7) é calculado uma média para a força resultante máxima
igual a 2,14 N. Portanto, o valor da pressão específica de corte para o estanho é igual
a 6,01 GPa.

40
4.5.2 Experimento 2
O experimento 2 foi realizado com o objetivo de calcular a pressão específica
de corte para o latão, material presente na camada do substrato. A figura (4.8)
apresenta a variação da força resultante em um comprimento usinado de 1,5 mm, no
qual é usinado apenas latão com uma profundidade de corte igual a 0,1 mm.
Figura 4.8: Variação da força resultante para o experimento 2.
Conforme realizado no experimento 1, para maior detalhamento, um intervalo
de tempo com quatro rotações é apresentado na figura (4.9).
Figura 4.9: Força resultante do experimento 2 em quatro rotações.

41
Uma média da força resultante máxima é calculada a partir das quatro rotações
apresentadas na figura (4.9). Seu valor é igual a 3,18 N, portanto o valor da pressão
específica de corte para o latão é igual a 9,10 GPa. Valor maior que a pressão
específica de corte do estanho, o que era esperado, visto que o latão é mais duro que
o estanho.
4.5.3 Experimento 3
Com as pressões específicas do estanho e latão calculadas, no experimento 3
o canal será usinado com uma profundidade de corte contendo os dois materiais. O
canal é o mesmo dos experimentos 1 e 2, porém o comprimento usinado vai de 1,5
mm até 2,8 mm, totalizando 1,3 mm. Uma figura é apresentada com a variação da
força resultante para este experimento.
Figura 4.10: Variação da força resultante para o experimento 3.
A figura (4.11) apresenta um intervalo para quatro rotações do experimento 3,
no qual é apresentado a força resultante sem filtro e com filtro.

42
0 100 200 300 400 500 600 700 8000
1
2
3
4
5
6
7
8
9
Força Resultante
Angle (º)
Fo
rce
(N
)
Figura 4.11: Força resultante do experimento 3 em quatro rotações com e sem filtro.
O intervalo vai de 8,637 a 8,649s, totalizando um tempo de 0,012s com cada
rotação igual a 0,003s. Calculando a média da força resultante máxima a partir da
figura (4.11) tem-se um valor igual a 20,38 N.
Com uma profundidade de corte total igual a 0,3 mm, sendo 0,1 mm de estanho
e 0,2 mm de latão e com as pressões específicas de corte calculadas nos
experimentos 1 e 2, a variação da força esperada, conforme modelo proposto, é
apresentada na figura (4.12).
Figura 4.12: Força resultante esperada conforme modelo proposto.

43
A figura (4.12) apresenta uma variação para duas rotações, com o valor da
força resultante máxima igual a 8,44 N.
4.5.4 Réplica do experimento 3
Uma réplica do experimento 3 foi realizada em um novo canal com
comprimento igual a 2,8 mm. A figura (4.13) apresenta o resultado da força resultante.
Figura 4.13: Variação da força resultante para a réplica do experimento 3.
A figura (4.14) apresenta um intervalo para quatro rotações da réplica do
experimento 3, no qual é apresentado a força resultante com filtro.

44
Figura 4.14: Força resultante da réplica do experimento 3 em quatro rotações.
Com um intervalo de tempo variando entre 4,193 a 4,205, tem-se quatro
rotações com a média dos valores da força resultante máxima igual a 29,65 N.
Apresentando altos valores, assim como no experimento 3.
4.5.5 Comparação do resultado obtido com o resultado esperado
A tabela (4.3) apresenta os valores das pressões específicas de corte
calculadas para o estanho e o latão a partir dos experimentos 1 e 2.
Tabela 4.3: Pressão específica de corte para cada material

45
Com as pressões específicas determinadas, a tabela (4.4) apresenta o valor
simulado a partir do modelo desenvolvido e o valor experimental para a variação da
força resultante.
Tabela 4.4: Comparação do modelo teórico com o experimental
Conforme apresentado na tabela (4.4), a média da força resultante máxima no
experimento 3 é maior do que o valor esperado a partir da simulação. Algumas
possibilidades podem ser consideradas:
Fusão do material da peça na ponta da ferramenta ocorrida entre os
experimentos 2 e 3, levando à formação da aresta postiça de corte e,
consequentemente, a um aumento da pressão específica de corte no
experimento 3, já que um dente poderia estar removendo mais material que o
outro;
Modificação microestrutural na região de fusão dos dois materiais devido a
precipitação de elementos de liga e a formação de fases que podem aumentar
a dureza nesta região de contato;

46
4.6 Análise da ferramenta
Após a realização de todos os experimentos, com auxílio de uma câmera de
alta resolução modelo AM3715TB da marca Dino-Lite Digital Microscope, foi possível
analisar as arestas de corte da ferramenta (figura 4.12). Na aresta de corte
apresentada na figura (4.12a) não é possível ver alterações, diferente da aresta de
corte apresentada na figura (4.12b), que pode ser resultado de uma fusão do material
da peça na ponta da ferramenta.
(a)aresta de corte em boas condições (b)aresta de corte alterada
Figura 4.15: Fotos da aresta de corte da ferramenta utilizada após a realização dos canais.

47
5 Conclusões
Um algoritmo foi desenvolvido para o estudo do microfresamento de topo em
materiais com recobrimento e simulações foram feitas comprovando o modelo. Com
a variação da profundidade de corte e com pressão específica de corte diferentes,
pode ser visto como a força resultante varia com esses parâmetros. Considerando a
fresa cortando do início, é possível ver que a fresa começa a cortar a camada do
revestimento depois de uma rotação angular igual a delta, momento no qual esta
camada começa a contribuir com a força de corte total. Gráficos são gerados para
duas rotações, para que seja possível ver a periodicidade da força de corte.
Na parte experimental foi utilizada uma placa de latão com revestimento de
estanho, realizado o microfresamento e com a aquisição dos dados experimentais, foi
comparado com o modelo desenvolvido. Nos dois primeiros experimentos foram
calculadas as pressões específicas de corte para o estanho e o latão. No experimento
3, com uma profundidade de corte igual a 0,3 mm, a força resultante experimental foi
maior que o valor simulado a partir do modelo desenvolvido. Outras forças além das
forças de usinagem podem estar atuando. Uma outra possibilidade a ser considerada
é a formação da aresta postiça de corte, levando a um aumento da pressão específica
de corte. Pode ser que também tenha ocorrido uma modificação estrutural na região
de fusão dos materiais, o que pode aumentar a dureza na região de contato.
Sugestões para trabalhos futuros
Estudo experimental das forças de corte para o fresamento de topo do
aço 1020 revestido por uma liga de níquel-cromo-cobalto;
Influência dos parâmetros de corte (profundidade de corte e avanço) no
fresamento de topo de materiais dissimilares;

48
Desenvolvimento do modelo para previsão da força de corte na
usinagem de materiais dissimilares, considerando os fatores influentes
no aumento das forças de corte observado a partir dos resultados
experimentais.

49
Referências Bibliográficas
A.L. MOUGO. “Análise das forças de corte e da integridade superficial na
microusinagem do superduplex. COPPE/UFRJ, Qualificação de Doutorado,
Engenharia Mecânica, 2014.
A.C. ARAUJO. “Estudo das forças de usinagem no fresamento de topo”.
COPPE/UFRJ, M.Sc., Engenharia Mecânica,1999.
A.E. DINIZ, F.C. MARCONDES, N.L. COPPINI. “Tecnologia da Usinagem dos
Materiais”, 6ª edição, Editora Artliber, 2008.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 8540: “Processos de
Fabricação”, 1985.
D.B. MORAES. “Projeto e fabricação de microrreatores para síntese de biodiesel com
aproveitamento de calor rejeitado”. Universidade federal do Rio de Janeiro, Projeto de
Graduação, 2015.
D. FERRARESI. “Fundamentos da usinagem dos metais”, Editora Edgard Blucher
Ltda, 1969.
F.O. CAMPOS. “Modelagem das forças de corte no microfresamento de liga de
alumínio”. COPPE/UFRJ, M.Sc., Engenharia Mecânica, 2013.
J. CHAE, S. S. PARK, T.F. “Investigation of micro-cutting operations”. International
Journal of Machine Tools & Manufacture, vol. 46, no. 3, pp. 313-332, 2006.
J. TLUSTY, P.MACNEIL. “Dynamics of cutting force in end milling”, Annal of the CIRP,
v. 24, pp. 1-5, 1975.
K. NAKAYAMA, M. ARAI. "Burr formation in metal cutting". Annals of the CIRP, Vol.
36, pp. 33-36, 1987.
M.A. CÂMARA, J.C. CAMPOS RUBIO, A.M. ABRAÃO, J.P. DAVIM. “State of the Art
on Micromilling of Materials, a Review”. J Mater Sci Technol. 28(8): 673-685, 2012.
M. MALEKIAN, M. MOSTOFA, S. PARK. “Modeling of minimum uncut chip thickness
in micro machining of aluminum”. Journal of Materials Processing Technology , 2012.

50
M.E. MARTELLOTTI. “An analysis of the milling process”, ASME63, v. 667, 1941.
M.P. GROOVER. “Fundamentals of Modern Manufacturing, 4ª edição, 2010.
S.E.M. MACEDO. “Análise de forças no fresamento de topo convencional e com altas
velocidades de corte”. Universidade Federal de Santa Catarina, M.Sc., Engenharia
Mecânica, 2001.
S.D. SILVA. “Cnc – Programação de comando numéricos computadorizados –
torneamento. Editora ERICA, 2002.
W.Y. BAO, I.N. TANSEL. “Modeling micro-end-milling operations. Part I: analytical
cutting force model”, International Journal of Machine Tools and Manufacture,
40(15):2155-2173, 2000.

51
Apêndice
Programa para simulação das forças de usinagem
no microfresamento de topo em materiais com
recobrimento
Método I (Simulação 1)
%Programa para o cálculo das forças de corte no microfresamento,levando em consideração o desalinhamento
da ferramenta.
clear all;
clc;
close all;
%Entrada dos Dados de Geometria da Fresa
% lambda = input('Entre com o ângulo de hélice da fresa de topo.');
% d = input('Entre com o diâmetro da fresa de topo.');
% z = input('Entre com o número de dentes da fresa de topo.');
lambda = pi/6;
d = 0.8;
r = d/2;
z = 2;
%Entrada dos Parâmetros de de Corte e Definição da Geometria do Corte
% e = input('Entre com o valor da espessura de penetração da operação.');
% ap1 = input('Entre com o valor da profundidade de corte da camada do substrato.');
% ap2 = input('Entre com o valor da profundidade de corte da camada de revestimento.');
% f = input('Entre com o valor do avanço por dente da operação.');
% n = input('Entre com o valor da rotação da ferramenta durante a operação.');
e = d;
ap1 = 0.15;
ap2 = 0.15;
f = 0.003;
n = 20000;
Fi1 = 0;
if e < r
Fi2 = pi/2 + asin((r-e)/r);
else
Fi2 = acos((r-e)/r);
end
delta1 = ap1*tan(lambda)/r;
delta2 = ap2*tan(lambda)/r;
passo = 2*pi/z;

52
%Entrada dos dados dos materiais da peça e da feramenta
% Kt = input('Entre com o valor da pressão específica de corte do material da camada do substrato.');
% Kt2 = input('Entre com o valor da pressão específica de corte do material da camada de revestimento.');
Kt = 4120;
Kr = 0.6*Kt;
Kt2 = 2060;
Kr2 = 0.6*Kt2;
%Cálculo da Forças de Corte
% i = input('Entre com o valor do incremento i');
freq = 20000;
np = freq*60/n;
i = 2*pi/(np-1);
if Fi2>=delta1
x = Fi1:i:delta1;
y = delta1:i:Fi2;
z1 = Fi2:i:Fi2+delta1;
else
x = Fi1:i:Fi2;
y = Fi2:i:delta1;
z1= delta1:i:Fi2+delta1;
end
xi=0:i:2*pi;
for k=1:z
for j=1:length(xi)
xp(j,k)=xi(1,j)+passo*(k-1);
end
end
for k=1:z
for j=1:length(xi)
if xp(j,k)>2*pi
xp(j,k)=xp(j,k)-2*pi;
end
end
end
%Primeira camada
for k=1:z
for j=1:length(xi)
if xp(j,k)>Fi2+delta1
ft1(j,k)=0;
fr1(j,k)=0;
else
if xp(j,k)<delta1
ft1(j,k)= integralft(f,r,Kt,lambda,z,xp(j,k))-integralft(f,r,Kt,lambda,z,0);
fr1(j,k)= integralfr(f,r,Kr,lambda,z,xp(j,k))-integralfr(f,r,Kr,lambda,z,0);
else
if xp(j,k)<Fi2
ft1(j,k) = integralft(f,r,Kt,lambda,z,xp(j,k))-integralft(f,r,Kt,lambda,z,xp(j,k)-delta1);
fr1(j,k) = integralfr(f,r,Kr,lambda,z,xp(j,k))-integralfr(f,r,Kr,lambda,z,xp(j,k)-delta1);
else
ft1(j,k)= integralft(f,r,Kt,lambda,z,Fi2)-integralft(f,r,Kt,lambda,z,xp(j,k)-delta1);
fr1(j,k)= integralfr(f,r,Kr,lambda,z,Fi2)-integralfr(f,r,Kr,lambda,z,xp(j,k)-delta1);
end
end

53
end
end
end
Ft1 = ft1(:,1)+ft1(:,2);
Fr1 = fr1(:,1)+fr1(:,2);
A=length(ft1);
t=(0:i:((A-1)*i));
t=t*180/pi;
%Segunda camada
for k=1:z
for j=1:length(xi)
if xp(j,k)>Fi2+delta1+delta2
ft2(j,k)=0;
fr2(j,k)=0;
else
if xp(j,k)<delta1
ft2(j,k)= 0;
fr2(j,k)= 0;
else
if xp(j,k)<delta2+delta1
ft2(j,k)= integralmicrox(f,r,Kt2,lambda,z,xp(j,k))-integralmicrox(f,r,Kt2,lambda,z,delta1);
fr2(j,k)= integralmicroy(f,r,Kt2,lambda,z,xp(j,k))-integralmicroy(f,r,Kt2,lambda,z,delta1);
else
if xp(j,k)<Fi2+delta1
ft2(j,k) = integralmicrox(f,r,Kt2,lambda,z,xp(j,k))-integralmicrox(f,r,Kt2,lambda,z,xp(j,k)-delta2);
fr2(j,k) = integralmicroy(f,r,Kt2,lambda,z,xp(j,k))-integralmicroy(f,r,Kt2,lambda,z,xp(j,k)-delta2);
else
ft2(j,k)= integralmicrox(f,r,Kt2,lambda,z,Fi2+delta1)-integralmicrox(f,r,Kt2,lambda,z,xp(j,k)-
delta2);
fr2(j,k)= integralmicroy(f,r,Kt2,lambda,z,Fi2+delta1)-integralmicroy(f,r,Kt2,lambda,z,xp(j,k)-
delta2);
end
end
end
end
end
end
Ft2 = ft2(:,1)+ft2(:,2);
Fr2 = fr2(:,1)+fr2(:,2);
A=length(ft2);
t=(0:i:((A-1)*i));
t=t*180/pi;
%Soma das camadas
Ft = Ft1 + Ft2;
Fr = Fr1 + Fr2;
%Força resultante
Fres = sqrt(Ft.^2+Fr.^2);
%Figuras
figure (1)
plot(t,Ft1,t4,Ft2,t, Ft);

54
title('F_t para as camadas e a soma delas','FontSize',14);
legend('F_t_1 - Substrato','F_t_2 - Revestimento','F_t - Soma','FontSize',14);
xlabel('Angle (º)','FontSize',14);
ylabel('Force (N)','FontSize',14);
figure (2)
plot(t,Fr1,t,Fr2,t, Fr);
title('F_r para as camadas e a soma delas','FontSize',14);
legend('F_r_1 - Substrato','F_r_2 - Revestimento','F_r - Soma','FontSize',14);
xlabel('Angle (º)','FontSize',14);
ylabel('Force (N)','FontSize',14);
figure(3);
plot(t,Fres);
title('Força Resultante','FontSize',14);
xlabel('Angle (º)','FontSize',14);
ylabel('Force (N)','FontSize',14);
Método II (Simulação 1)
%Programa para o cálculo das forças de corte no microfresamento,levando em consideração o desalinhamento
da ferramenta.
clear all;
clc;
close all;
%Entrada dos Dados de Geometria da Fresa
% lambda = input('Entre com o ângulo de hélice da fresa de topo.');
% d = input('Entre com o diâmetro da fresa de topo.');
% z = input('Entre com o número de dentes da fresa de topo.');
lambda = pi/6;
d = 0.8;
r = d/2;
z = 2;
%Entrada dos Parâmetros de de Corte e Definição da Geometria do Corte
% e = input('Entre com o valor da espessura de penetração da operação.');
% ap1 = input('Entre com o valor da profundidade de corte da camada do substrato.');
% ap2 = input('Entre com o valor da profundidade de corte da camada de revestimento.');
% f = input('Entre com o valor do avanço por dente da operação.');
% n = input('Entre com o valor da rotação da ferramenta durante a operação.');
e = d;
ap1 = 0.15;
ap2 = 0.15;
f = 0.003;
n = 20000;
Fi1 = 0;
if e < r
Fi2 = pi/2 + asin((r-e)/r);
else
Fi2 = acos((r-e)/r);
end
delta1 = ap1*tan(lambda)/r;

55
delta2 = ap2*tan(lambda)/r;
passo = 2*pi/z;
%Entrada dos dados dos materiais da peça e da feramenta
% Kt = input('Entre com o valor da pressão específica de corte do material da camada do substrato.');
% Kt2 = input('Entre com o valor da pressão específica de corte do material da camada de revestimento.');
Kt = 4120;
Kr = 0.6*Kt;
Kt2 = 2060;
Kr2 = 0.6*Kt2;
%Cálculo da Forças de Corte
% i = input('Entre com o valor do incremento i');
freq = 20000;
np = freq*60/n;
i = 2*pi/(np-1);
if Fi2>=delta1
x = Fi1:i:delta1;
y = delta1:i:Fi2;
z1 = Fi2:i:Fi2+delta1;
else
x = Fi1:i:Fi2;
y = Fi2:i:delta1;
z1= delta1:i:Fi2+delta1;
end
xi=0:i:2*pi;
for k=1:z
for j=1:length(xi)
xp(j,k)=xi(1,j)+passo*(k-1);
end
end
for k=1:z
for j=1:length(xi)
if xp(j,k)>2*pi
xp(j,k)=xp(j,k)-2*pi;
end
end
end
%Primeira camada
for k=1:z
for j=1:length(xi)
if xp(j,k)>Fi2+delta1
ft1(j,k)=0;
fr1(j,k)=0;
else
if xp(j,k)<delta1
ft1(j,k)= integralft(f,r,Kt,lambda,z,xp(j,k))-integralft(f,r,Kt,lambda,z,0);
fr1(j,k)= integralfr(f,r,Kr,lambda,z,xp(j,k))-integralfr(f,r,Kr,lambda,z,0);
else
if xp(j,k)<Fi2
ft1(j,k) = integralft(f,r,Kt,lambda,z,xp(j,k))-integralft(f,r,Kt,lambda,z,xp(j,k)-delta1);
fr1(j,k) = integralfr(f,r,Kr,lambda,z,xp(j,k))-integralfr(f,r,Kr,lambda,z,xp(j,k)-delta1);
else
ft1(j,k)= integralft(f,r,Kt,lambda,z,Fi2)-integralft(f,r,Kt,lambda,z,xp(j,k)-delta1);
fr1(j,k)= integralfr(f,r,Kr,lambda,z,Fi2)-integralfr(f,r,Kr,lambda,z,xp(j,k)-delta1);

56
end
end
end
end
end
ft1 = ft1(:,1)+ft1(:,2);
fr1 = fr1(:,1)+fr1(:,2);
A=length(ft1);
t=(0:i:((A-1)*i));
%Segunda camada
for k=1:z
for j=1:length(xi)
if xp(j,k)>Fi2+delta2
ft2(j,k)=0;
fr2(j,k)=0;
else
if xp(j,k)<delta2
ft2(j,k)= integralft(f,r,Kt2,lambda,z,xp(j,k))-integralft(f,r,Kt2,lambda,z,0);
fr2(j,k)= integralfr(f,r,Kr2,lambda,z,xp(j,k))-integralfr(f,r,Kr2,lambda,z,0);
else
if xp(j,k)<Fi2
ft2(j,k) = integralft(f,r,Kt2,lambda,z,xp(j,k))-integralft(f,r,Kt2,lambda,z,xp(j,k)-delta2);
fr2(j,k) = integralfr(f,r,Kr2,lambda,z,xp(j,k))-integralfr(f,r,Kr2,lambda,z,xp(j,k)-delta2);
else
ft2(j,k)= integralft(f,r,Kt2,lambda,z,Fi2)-integralft(f,r,Kt2,lambda,z,xp(j,k)-delta2);
fr2(j,k)= integralfr(f,r,Kr2,lambda,z,Fi2)-integralfr(f,r,Kr2,lambda,z,xp(j,k)-delta2);
end
end
end
end
end
ft2 = ft2(:,1)+ft2(:,2);
fr2 = fr2(:,1)+fr2(:,2);
A=length(ft2);
t=(0:i:((A-1)*i));
t=t*180/pi;
%Com fase
delta1grau = delta1*180/pi;
t2=t+delta1grau;
%Para duas rotações - primeira camada para Ft
Ft1 = zeros(2*length(ft1)-1,1);
t3=(0:i:((length(Ft1)-1)*i));
t3=t3*180/pi;
for j=1:length(Ft1)
if j<=length(ft1)
Ft1(j,1) = Ft1inicial(j,1);
end
if j>length(ft1)
Ft1(j,1) = ft1(j-(length(xi)-1),1);

57
end
end
%Para duas rotações - segunda camada para Ft
Ft2 = zeros(2*length(ft2)-1,1);
for j=1:length(Ft2)
if j<=length(ft2)
Ft2(j,1) = Ft2inicial(j,1);
end
if j>length(ft2)
Ft2(j,1) = ft2(j-(length(xi)-1),1);
end
end
t4=t3+delta1grau;
%Para duas rotações - primeira camada para Fr
Fr1 = zeros(2*length(fr1)-1,1);
t3=(0:i:((length(Fr1)-1)*i));
t3=t3*180/pi;
for j=1:length(Fr1)
if j<=length(fr1)
Fr1(j,1) = Fr1inicial(j,1);
end
if j>length(fr1)
Fr1(j,1) = fr1(j-(length(xi)-1),1);
end
end
%Para duas rotações - segunda camada para Fr
Fr2 = zeros(2*length(fr2)-1,1);
for j=1:length(Fr2)
if j<=length(fr2)
Fr2(j,1) = Fr2inicial(j,1);
end
if j>length(fr2)
Fr2(j,1) = fr2(j-(length(xi)-1),1);
end
end
t4=t3+delta1grau;
%Calculo da Força de corte e na direção radial
Ft = zeros(length(Ft1),1);
h = 0;
for j=1:length(Ft1)
if t3(j)<delta1grau
Ft(j,1) = Ft1(j,1);
h = h+1;
else
Ft(j,1) = Ft1(j,1)+Ft2(j-h+1,1);
end
end

58
Fr = zeros(length(Fr1),1);
h = 0;
for j=1:length(Fr1)
if t3(j)<delta1grau
Fr(j,1) = Fr1(j,1);
h = h+1;
else
Fr(j,1) = Fr1(j,1)+Fr2(j-h+1,1);
end
end
%Calculo da Força Resultante
Fres = zeros(length(Ft1),1);
h = 0;
for j=1:length(Ft1)
Fres(j,1) = sqrt(Ft(j,1)^2+Fr(j,1)^2);
h = h+1;
end
%Figuras
figure (1)
plot(t3,Ft1,t4,Ft2,t3, Ft);
title('F_t para as camadas e a soma delas','FontSize',14);
legend('F_t_1 - Substrato','F_t_2 - Revestimento','F_t - Soma','FontSize',14);
xlabel('Angle (º)','FontSize',14);
ylabel('Force (N)','FontSize',14);
figure (2)
plot(t3,Fr1,t4,Fr2,t3, Fr);
title('F_r para as camadas e a soma delas','FontSize',14);
legend('F_r_1 - Substrato','F_r_2 - Revestimento','F_r - Soma','FontSize',14);
xlabel('Angle (º)','FontSize',14);
ylabel('Force (N)','FontSize',14);
figure(3);
plot(t3,Fres);
title('Força Resultante','FontSize',14);
xlabel('Angle (º)','FontSize',14);
ylabel('Force (N)','FontSize',14);