mit international journal of mechanical … international journal of mechanical engineering, vol. 4,...
TRANSCRIPT
MIT International Journal of Mechanical Engineering, Vol. 4, No. 1, January 2014, pp. 22–28 22ISSN 2230-7680 © MIT Publications
Expanded Polypropylene (EPP) is an engineering plastic and has been extensively used in various applications like packaging,automotive cushion and pedestrian safety, industrial components and miscellaneous goods, due to its unique combination ofmaterial properties such as stiffness, heat resistance and processability in addition to light weight material density. During thepast 50 years new materials and technology has caused tremendous change to the way materials have been perceived earlier.The focus has always been on the increasing safety and comfort while keeping the cost low at the same time. The cost anddemand pressure on higher performance have stimulated the improvement of manufacturing process of polyolefin in generaland expanded polypropylene in particular. The development in processes has resulted in better products from earlier singledensity solid/shell products to current differential density foam core products.
A Review on Manufacturing, Properties andApplication of Expanded Polypropylene
I. INTRODUCTIONExpanded Polypropylene is fast emerging polyolefin categorypolymeric foam. The global polypropylene industry experiencedgrowth over the last five years and is expected to continue itsgrowth momentum reaching approximately US $92 billion in2017. The Asia Pacific (APAC) region dominates this industry,accounting for 55% of the global market [1]. A combination offactors such as demographic conditions, economic stability, andenvironmental regulations has had a significant impact on theindustry dynamics. As per India’s Automotive Mission Plan(AMP) 2006-2016 output from auto components will be reachinga level of U.S. $145 billion accounting for more than 10 percentof the GDP and providing additional employment to 25 millionpeople by 2016. This is a huge opportunity as Polypropylenefinds its major application in automotive business. Theautomotive market is an important market for plastic resins suchas polypropylene, polyurethane, nylon, other engineeringpolymers, and thermoplastic polyesters. Light vehicleapplications account for over 30% of the demand for each resin.The average light vehicle now contains 378 pounds of plasticsand composites, 9.4% by weight. This is up from 286 pounds in2000 and 194 pounds in 1990. In 1960, less than 20 poundswere used. Major polymers used in light vehicles include 94pounds of polypropylene (PP), 56 pounds of polyurethanes, 44pounds of nylon, 31 pounds of polyvinyl chloride (PVC), 24
pounds of acrylonitrile-butadiene-styrene (ABS), 19 pounds ofpolycarbonate resins and 18 pounds of polyethylene resins. [2].Polyolefins are the conglomerate of small molecules (monomers)connected together by various catalyst, resulting in long chainmolecules (polymers). Base monomer Propylene and Ethylenehave gaseous state at room temperature whereas when in polymerform they result in tough material. Shape and properties of foamsare dependent on manufacturing process. Manufacturing methoddecides foam structure, level of crosslinking and presence ofresidual byproducts as well. Foam can be made crosslinked ornon-crosslinked depending on the process requirement. Thedifference between two is the retention and non-retention of theirbasic shape at elevated temperature above the polymer meltingpoint though this requires costly heat molding methods as well.In the present work we will be dealing with EPP manufacturingprocessing, properties and application under following heads.
II. Manufacturing ProcessesA. Injection MoldingB. Blow MoldingC. Extrusion and the Premise of EPP Manufacturing
III. PropertiesIV. ApplicationV. Conclusion
Vivek SrivastavaMechanical Engineering Department
Motilal Nehru National Institute of TechnologyAllahabad, U.P., INDIA
ABSTRACT
Rajeev SrivastavaMechanical Engineering Department
Motilal Nehru National Institute of TechnologyAllahabad, U.P., INDIA

MIT International Journal of Mechanical Engineering, Vol. 4, No. 1, January 2014, pp. 22–28 23ISSN 2230-7680 © MIT Publications
II. MANUFACTURING PROCESSESPolyolefins are one of the rapidly growing polymer families.They are cost effective when compared with other conventionalmaterials and have range of possibilities like from pedestriansafety and packaging to marine and acoustic applications. Onecan have multiple densities in single component and variety ofcolors. For different applications there are array of productionprocesses with some common aspects. At the same time theseproduction processes are continuously developing and improvingand hence specifications are significantly different. ExpendedPolypropylene is closed-cell foam and broadly classified asPolyolefin.
A. Injection MoldingThe process produces a complex finished part in a single stagetwo part rapid and automatic operation. It results in an endlessproduct of constant cross-section which can be cut, sawed,chopped, rolled or reduced to specific length. It is a two partprocess consisting of “plastication” and “shaping”. Injectionmolding is widely favored for manufacturing due to costeconomics associated with it when compared to other similarmanufacturing options like die casting in metal where productmay require to undergo whole lot of other operations likeforming, joining and finishing etc. Injection molded parts arecommon everywhere at home they could be find in the form ofkitchen containers, frame, shell of chairs and outside we can seethem in fenders, fascia trims and housings etc. The basicoperations of almost all the injection molding machines areessentially the same. These operations can be defined as meltingor plasticizing the plastics material, injecting it into the mold,holding the mold closed, and cooling the injected material. Aninjection molding machine can be visualized as two units, (a)Injection unit (b), Clamping unit (Fig.1). Injection unit performsthe function of plasticizing and injection and clamping unitperforms the function of mold handling. In this process polymersmay densities in the range of 100-300 kg/m3. Mold design isvery important due to presence of severe internal stresses duringexpansion. Mold temperatures are in the range of 2000°C andinsulation is used to maintain uniform temperature for uniformcross linking and expansion with in the product. Typical injectionmolding steps are shown in Fig. 2.
Fig. 1. Injection Molding Operations [3]
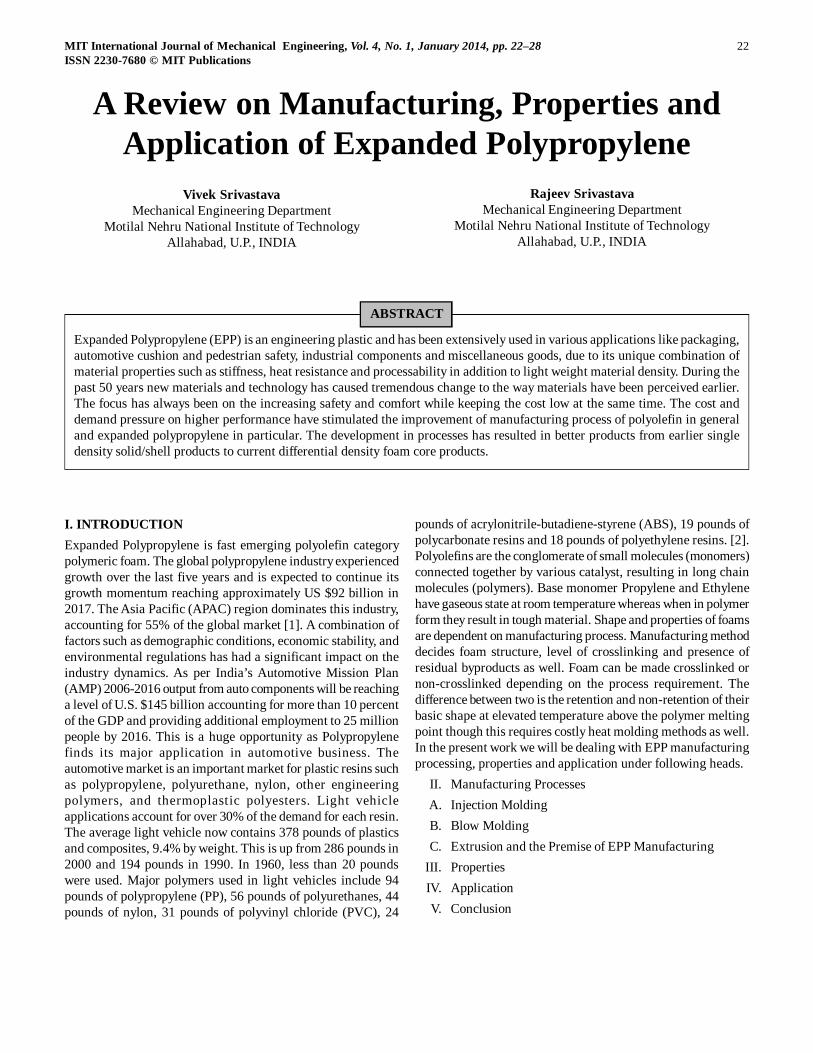
B. Blow MoldingVery less amount of polypropylene is blow molded. As per the
Western European data only 2% polypropylene is blow moldedout of total 3% share of total blow molding (Fig. 3). Blowmolding has its origin dates back to 1880 though momentumcame in development and production of machine and technologycame in early 1900 with the advent of polyethylene and hence itwas optimized mostly on polyethylene using only 1% of thepressure compared to the pressure used in Injection Molding ofother polyolefin such as PP (Poly Propylene), HDPE (HighDensity Polyethylene, LDPE (Low Density Polyethylene, PVC(Poly Vinyl Chloride) and PET (Polyethylene Terephthalate) [3].Low pressure employment makes blow molding suitable formaterials with low melt viscosity, high shear rates andtemperature like polyethylene and unsuitable for materialsensitive to melt viscosity like polypropylene. This has madethe market to put concentrated efforts to develop methods,machines and process especially suitable for polypropylene tocapture more market share. Blow molding is a discontinuous orbatch wise process for converting thermoplastics into hollowobjects. Like injection molding, the process is discontinuous orbatch wise in nature, involving a sequence of operations thatculminates in the production of a molding. This sequence orcycle is repeated automatically or semi-automatically to producea stream of molded parts. The blow molded parts are formed ina mold that defines the external shape only.
Fig. 2. Injection Molding Steps
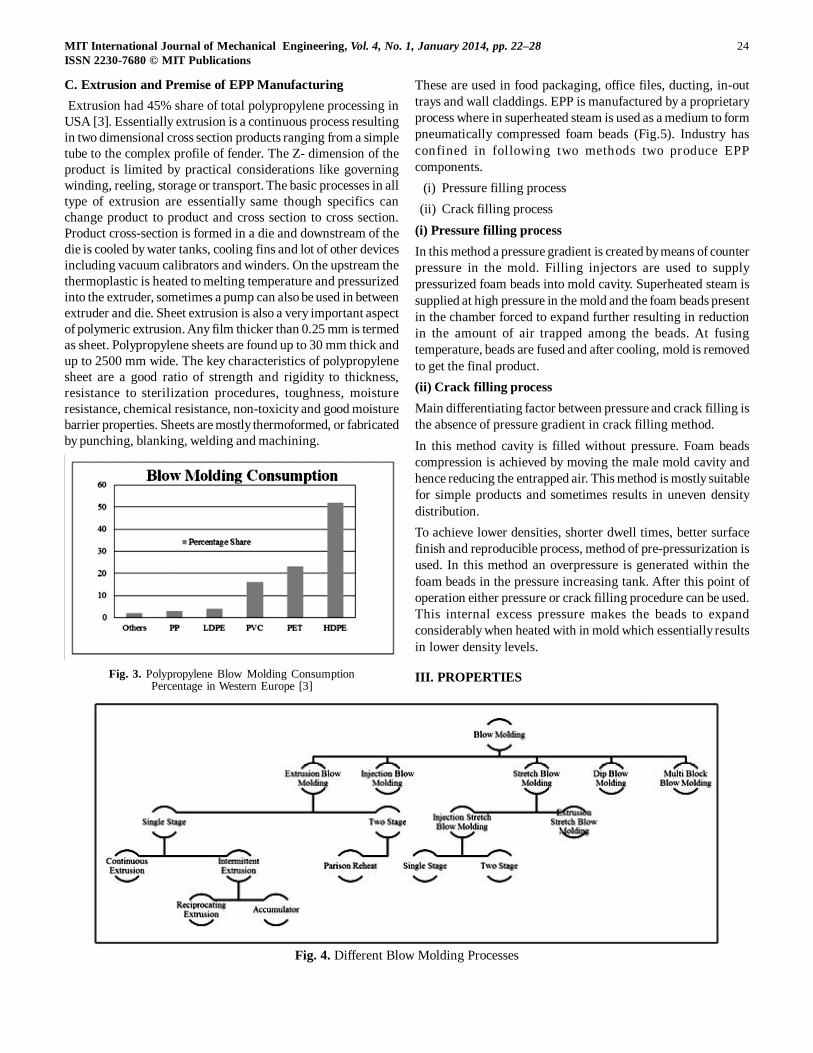
As the name implies, the inner shape is defined by fluid pressure,normally compressed air. In this respect, blow molding differsradically from many molding processes where both inner andouter forms are determined by mold members. The majoradvantage is that the inner form is virtually free of constraintsbecause there is no core to extract. The main drawback is thatthe inner form is only indirectly defined by the mold, so highprecision and independent internal features are impossible. Thishas a bearing on wall thickness which can never attain theconsistency and accuracy of a full-mold process such as injectionmolding. Blow molding is now a highly developed process withmany optional forms of blow molding shown in Fig. 4.
MIT International Journal of Mechanical Engineering, Vol. 4, No. 1, January 2014, pp. 22–28 24ISSN 2230-7680 © MIT Publications
C. Extrusion and Premise of EPP Manufacturing Extrusion had 45% share of total polypropylene processing inUSA [3]. Essentially extrusion is a continuous process resultingin two dimensional cross section products ranging from a simpletube to the complex profile of fender. The Z- dimension of theproduct is limited by practical considerations like governingwinding, reeling, storage or transport. The basic processes in alltype of extrusion are essentially same though specifics canchange product to product and cross section to cross section.Product cross-section is formed in a die and downstream of thedie is cooled by water tanks, cooling fins and lot of other devicesincluding vacuum calibrators and winders. On the upstream thethermoplastic is heated to melting temperature and pressurizedinto the extruder, sometimes a pump can also be used in betweenextruder and die. Sheet extrusion is also a very important aspectof polymeric extrusion. Any film thicker than 0.25 mm is termedas sheet. Polypropylene sheets are found up to 30 mm thick andup to 2500 mm wide. The key characteristics of polypropylenesheet are a good ratio of strength and rigidity to thickness,resistance to sterilization procedures, toughness, moistureresistance, chemical resistance, non-toxicity and good moisturebarrier properties. Sheets are mostly thermoformed, or fabricatedby punching, blanking, welding and machining.
Fig. 3. Polypropylene Blow Molding ConsumptionPercentage in Western Europe [3]
These are used in food packaging, office files, ducting, in-outtrays and wall claddings. EPP is manufactured by a proprietaryprocess where in superheated steam is used as a medium to formpneumatically compressed foam beads (Fig.5). Industry hasconfined in following two methods two produce EPPcomponents.
(i) Pressure filling process(ii) Crack filling process
(i) Pressure filling processIn this method a pressure gradient is created by means of counterpressure in the mold. Filling injectors are used to supplypressurized foam beads into mold cavity. Superheated steam issupplied at high pressure in the mold and the foam beads presentin the chamber forced to expand further resulting in reductionin the amount of air trapped among the beads. At fusingtemperature, beads are fused and after cooling, mold is removedto get the final product.(ii) Crack filling processMain differentiating factor between pressure and crack filling isthe absence of pressure gradient in crack filling method.In this method cavity is filled without pressure. Foam beadscompression is achieved by moving the male mold cavity andhence reducing the entrapped air. This method is mostly suitablefor simple products and sometimes results in uneven densitydistribution.To achieve lower densities, shorter dwell times, better surfacefinish and reproducible process, method of pre-pressurization isused. In this method an overpressure is generated within thefoam beads in the pressure increasing tank. After this point ofoperation either pressure or crack filling procedure can be used.This internal excess pressure makes the beads to expandconsiderably when heated with in mold which essentially resultsin lower density levels.
III. PROPERTIES
Fig. 4. Different Blow Molding Processes

MIT International Journal of Mechanical Engineering, Vol. 4, No. 1, January 2014, pp. 22–28 25ISSN 2230-7680 © MIT Publications
EPP is bead foam which can be molded per application demands.It has outstanding properties such energy absorption, insulation,heat resistance, impact resistance, buoyancy and acousticcharacteristics. At the very same time it is green polymer andthereby fully recyclable and resistant to water, chemical, oil andabrasion. It has rapidly emerged as replacement material in mostof the applications due to high resilience, differential density ina single component, high service temperature and low weight[4-6]. EPP is now used in complex application such as energymanagement and pedestrian safety in automotive application [7-9]. Mills et al. studied in detail uniaxial compression, Poisson'sratio, and indentation resistance and analyzed relationshipbetween the creep rate, gas escape, and the buckling rate of cellstructure [10-12]. Different process variables of steam chestmolding affect the physical and mechanical properties of EPPbeads and subsequently EPP products. Inter bead bonding is acritical parameter which is guided by molding conditions andgoverns the quality of the product produced. . For example forEPS (polyolefin family polymer) increase in molding pressureand time improves the inter-bead bonding [13], which assists inimproved tensile, compressive and fracture toughness properties[14]. Recently, the inter-bead bonding mechanism of EPP beadsduring the steam chest molding method was investigated andinter-bead fracture was found to be the dominant mode of failuremechanism in the EPP samples however longer exposure of thebeads to high temperature steam in a steam chest molding processcan lead to a collapse of the cell structure [15]. As with allfoams, properties mostly depend on the type of polymer, closedcell versus open cell content, foam density, presence of anymodifying additives and cell structure and integrity. Polyolefinfoams are almost wholly closed cell and modifying additivesare mostly restricted to small amounts of pigments, nucleatingagents and processing aids, none of which have any significanteffect on properties. Polymeric foam possesses unique physical,mechanical, and thermal properties, which can be attributed topolymer matrix. This matrix is formed by cellular structure andthe gas composition. The properties of this composite matrixare dependent on its ingredients and their scatterings. Propertiesof gaseous mixtures are predominantly governed by volumetriccharacteristics of constituents. Thermodynamic properties suchas the specific heat and equilibrium constant etc. would begoverned by molecular weight of individual participatingcomponents [16]. We have seen that yield was controlled bymaximum principal stress for polystyrene and polyurethanefoams [17-18]. Effect of density, filler size, impregnation, cell-structure, cell-orientation, testing temperature and crush behaviorwas studied and reported in detail [19-28].Constitutive and yieldbehavior of polyvinylchloride along with tensile, shear andcompression and multi-axial yield response was studied [29-30].Polymeric foams have always been exhibiting lower valuesof maximum force when compared with solid material block ofsame material [31]. At higher strains, stress increases very rapidly.Mechanical properties of foams are broadly controlled by thegas pressure, base material properties, cell geometry andmanufacturing methods. Like any other design parameter, foam
density also needs to be optimized as per targeted application.Gibson and Ashby [32] explained that at lower density,densification zone is reached quickly which results in very highforce prior to full energy dissipation. On the other hand, in caseof high-density foam, force exceeds the critical value way beforeadequate energy absorption and resulting in partially utilizedcompressive strains. Higher density foam of same typeexperienced higher permanent deformation whereas compressionstresses were lower than that of indention stresses. This behaviorsuggested the role of shear and tensile strength in providingadditional resistance to the deformation [33]. Internal structureplays a vital role in defining foam's mechanical properties. Forany given amount of energy low density foam sustains largedeformation due to quick densification and low value of plateau.On the other hand high density foam sustains low deformationfor same amount of energy [31] which clearly points that idealfoam should be of intermediate density. Young's Modulus andyield stress follow power law dependence with respect to densityof foam.
Fig. 5. Typical EPP Manufacturing Process
Substantial amount of effort has been put to relate the mechanicalresponse of foams and cell deformation mechanics. A significantamount of work on cellular solids was based on incorrectassumptions. For instance bending stiffness is betterrepresentative of elastic behavior of foams instead of axialextensions of cell walls [34-36]. Initially cell wall bent wasattributed to elastic behavior of foams which was later notaccepted [37-38]. Later Menges and Knipschild [39] found outthe correct mechanism as cell wall bending and explained thatopen and closed cell foam have similar stiffness. Cell wall strutstakes major part of load and contribute significantly to the foamstiffness rather than thin cell wall. Ko [40] worked out therelationship between cell wall bending and modulus and so didPatel and Finnie [41]. Cell structure could be represented bymany complex shapes and the various mechanical propertiescould be predicted by the approximate shape [42-44]. Most ofthe work for plastic deformation of foams, deals with cellcorporeal like strut shape, size and their effect on properties ofperiodic arrangement of cells, isotropy (effect of disorder) andcellular interaction at microscopic scale [45]. Most of the foammaterial is distributed either in cell walls or cell ribs and affectscompression behavior of cellular foam. Energy dissipationmechanism could be through the cell bending, buckling orfracture, but the stress was found generally limited by the longand flat plateau of the stress-strain curve [46]. Properties of foamsare closely linked to the structure parameters of foam.

MIT International Journal of Mechanical Engineering, Vol. 4, No. 1, January 2014, pp. 22–28 26ISSN 2230-7680 © MIT Publications
IV. APPLICATIONSPolyolefin foams have an extremely diverse range of applicationsand there are few, if any, industries where these foams are notused. Housing of vacuum cleaner, ductwork for dryers; doorliners for dishwashers, wash racks and lids for clothes washers,hand mixers, and hair dryers are the primary householdappliances. EPP is strong enough to be incorporated inautomotive seat, replacing metal structure and simplifying thevehicle platform. Even it helped reducing the tooling anddevelopment cost as different h-points cane be engineered intothe seat itself. The typical application of EPP is shown in Fig. 6It helps in weight saving and cost saving in vehicle already“weight reduced” by reducing component count and process stepelimination and improved recyclability. Polypropylene beadfoam is widely used in impact absorbing bumpers. It also helpsin aggressive styling by delivering crash performance andpedestrian safety to Euro NCAP standards. It manages impactenergy by absorbing it, then returning to shape. EPP is verypopular in automotive interiors and extensively used in sideimpact protection, A, B, C pillars, knee protection, Headrestraints, and knee protection pads. It is ideal for personalprotective equipment and devices as well like helmet. Buildingand construction industry is using this in parking pillars paddingand for acoustical application. EPP is equally well suited forpackaging applications for medicines, prostheses and hygienicproducts. Static dissipative packaging, conductive cushionpackaging, work station liners and mats, Faraday cage shielding,conductive shoe insoles. All these applications require damageprevention and safeguarding against the effects of staticdischarge. Use of re-usable packaging is prime concern andtraditional 'delicate' components such as glass, electronic orpainted parts as the next phase of cost-savings are found inprocess efficiencies by reducing environmental impact throughre-usable packaging.
Fig. 6. Typical Application of EPP in an Automobile [47]
V. CONCLUSIONSuperheated steam works as heating agent in steam chest moldingand results in sintering of the beads in 3-D mold cavity. It alsoacts like a blowing agent where in steam diffuses into the foambeads and expands the softened foam structure though once
pressurized steam is removed there may exist some condensedsteam in the form of water. This water may in turn affect thedimensions of the product. To overcome this defect Nakai et al[48] proposed a numerical model investigating the basics ofevaporation, condensation and heat conduction of steam [49-51] which was not sufficient and further investigation is required.The current worth of the global polymer foams market is $ 82.6billion and is estimated to reach $131.1 billion by 2018, growingat a CAGR of 7.7% from 2013 to 2018. The high demand acrossindustries such as automotive, building & construction andpackaging will increase the overall polymer foam consumption[52]. Despite of numerous engineering applications and excellentmechanical properties, high price of EPP bead foam is hinderingthe expansion of its market share. This is mostly due to currentbatch foaming process which is less productive than extrusionfoaming. Also massive investment is required to set up anautoclave batch foaming system for EPP. Hence alternativemethods of mass production of EPP in a cost effective way isrequired to be explored to harness the economic potential ofthis material.
VI. ACKNOWLEDGMENTAuthors would like to acknowledge Dr. Rakesh Narain and Dr.R.K. Srivastava, Mechanical Engineering Department, MNNIT,Allahabad for their thoughtful insight and valuable commentson manuscript.
REFERENCES
1. Lucintel. lobal Polypropylene Industry 2012-2017: Trend, Profit,and Forecast Analysis. 2013. Available at: http://www.lucintel.comreports/chemical_composites global_polypropylene_ industry_2012 2017_ trend_profit_and_ forecast_analysis_ october_2012.aspx.
2. American Chemistry Council. http://cmeacs.org/. 2013. Availableat: http://cmeacs.org/2013fliers/2013.01cmeEconOutlookACC-Report.pdf.
3. Plastipedia. Plastipedia. 2013. Available at: http://www.bpf.co.uk/plastipedia/polymers/pp.aspx.
4. Bureau, M.N., Champagne, M.F. Gendron, R. Impact-compression-Morphology Relationship in Polyolefin Foams.Journal of cellular plastics. 2005; 41(1):73-85.
5. Beverte, I., Deformation of Polypropylene foam Neopolen ® P incompression, Journal of Cellular Plastics. 2004; 40(3):191-204.
6. Bouix, R. Viot, P. Lataillade, J.L., Polypropylene foam Behaviourinder Dynamic Loadings: Strain Rate, Density and MicrostructureEffects.International Journal of Impact Engineering. 2009;36(2):329-342.
7. Britton, R., Update on Mouldable Particle Foam Technology; RapraTechnology. Shrewsbury, UK: Rapra Technology; 2009.
8. Sopher, S., Advanced Development of Molded ExpandedPolypropylene and Polyethylene Bead foam Technology for EnergyAbsorption. Paper Presented at: Antec-Conference Proceedings,2005.
9. Smith, JH., Plastics Technology. Vol. 51; 2005.

MIT International Journal of Mechanical Engineering, Vol. 4, No. 1, January 2014, pp. 22–28 27ISSN 2230-7680 © MIT Publications
10. Mills NJ. Time dependence of the compressive response ofpolypropylene bead foam. 1997;16(3):194-215.
11. Mills NJ, Gilchrist A. Shear and compressive impact ofpolypropylene bead foam. Cellular polymers. 1999;18(3).
12. Mills N. Polymer foams handbook: engineering and biomechanicsapplications and design guide: Butterworth-Heinemann; 2007.
13. Rossacci J, Shivkumar S. Bead fusion in Polystyrene foams.Journal of materials science. 2003;38(2):201-206.
14. Stupak PR, Donovan JA. The Effect of Bead Fusion on the EnergyAbsorption of Polystyrene Foam. Part II: Energy Absorption.Journal of Cellular Plastics. 1991;27(5):506-513.
15. Stupak PR, Frye WO, Donovan JA. The effect of bead fusion onthe energy absorption of polystyrene foam. I: Fracture toughness.Journal of cellular plastics. 1991;27(5):484-505.
16. Lee ST, Park CB, Ramesh NS. Polymeric foams: science andtechnology. Vol 3: CRC Press; 2006.
17. Fortes MA, Fernandes JJ, Serralheiro I, Rosa ME. Experimentaldetermination of hydrostatic compression versus volume changescurves for cellular solids. Journal of Testing and Evaluation.1989;17:67.
18. Shaw MC, Sata T. The plastic behavior of cellular materials.International Journal of Mechanical Sciences. 1966;8(7):469-478.
19. Saint-Michel F, Chazeau L, Cavaillé JY, Chabert E. Mechanicalproperties of high density polyurethane foams: I. Effect of thedensity. Composites Science and Technology. 2006;66(15):2700-2708.
20. Saint-Michel F, Chazeau L, Cavaillé JY. Mechanical Properties ofhigh density polyurethane foams: II Effect of the filler size.Composites Science and Technology. 2006;66(15):2709-2718.
21. Marsavina L, Sadowski T, Constantinescu DM, Negru, R.Polyurethane Foams Behaviour. Experiments versus Modeling.Key Engineering Materials. 2009;399:123-130.
22. Marsavina L, Sadowski T, Constantinescu DM, Negru R. Failureof polyurethane foams under different loading conditions. KeyEngineering Materials. 2008;385:205-208.
23. Marsavina L, Sadowski T. Dynamic fracture toughness ofpolyurethane foam. Polymer Testing. 2008;27(8):941-944.
24. Marsavina L, Sadowski T, Kne? M, Negru R. Non-linear behaviourof foams under static and impact three point bending. InternationalJournal of Non-Linear Mechanics. 2010;45(10):969-975.
25. Goto A, Yamaguchi K, Hamada H. Influence of geometric shapeof void on mechanical properties of polyurethane foam. Paperpresented at: ANTEC 2003 Conference Proceedings , 2003; Goto,A., Yamaguchi, K., & Hamada, H. (2003). Influence of geometricshape of void on mechanical properties of polyurethane foam. InANTEC 2003 Conference Proceedings (pp. 3575-3578).
26. Yamaguchi K, Goto A, Hamada H. Compressive Properties ofUrethane Foam. Paper presented at: 8th Japan InternationalSAMPE Symposium, 2003.
27. Li QM, Mines RAW, Birch RS. The crush behaviour of Rohacell-51WF structural foam. International Journal of Solids andStructures. 2000;37(43):6321-6341.
28. Ramsteiner F, Fell N, Forster S, Ramsteiner, F., N. Fell, and S.Forster. "Testing. Testing the deformation behaviour of polymerfoams. Polymer testing. 2001;20(6):661-670.
29. Berthelot JM, Lolive É. Non-linear behaviour of foam cores andsandwich materials, Part 1: Materials and modelling. Journal ofSandwich Structures and Materials. 2002;4(3):219-247.
30. Deshpande VS, Fleck NA. Multi-axial yield behaviour of polymerfoams. 2001;49(10):1859-1866.
31. Avalle M, Belingardi G, Montanini R. Characterization ofpolymeric structural foams under compressive impact loading bymeans of energy-absorption diagram. International Journal ofImpact Engineering. 2001;25:455-472.
32. Gibson LJ, Ashby MF. Cellular Solids: Structures and Properties.2 ed. Cambridge : Cambridge University Press; 1997.
33. Chou CC, Zhao Y, Chai L, Co J, Lim GG, Lin TL. Developmentof Foam Models as Applications to Vehicle Interior. SAE TechnicalPaper 952733. 1995.
34. Gibson LJ, Ashby MF. The Mechanics of Three DimensionalCellular Materials. Paper presented at: Proceedings Royal SocietyLondon, 1982.
35. Gent AN, Thomas AG. The deformation of foamed elastic materials.Journal of Applied Polymer Science. 1959;1(1):107-113.
36. Lederman JM. The prediction of the tensile properties of flexiblefoams. Journal of Applied Polymer Science. 1971;15(3):693-703.
37. Chan R, Nakamura M. Mechanical Properties of Plastic FoamsThe Dependence of Yield Stress and Modulus on the StructuralVariables of Closed-Cell and Open-Cell Foams. Chan, R., &Nakamura, M. (1969). Mechanical Properties of Plastic FoamsThe Dependence of Yield Stress Journal of Cellular Plastics.1969;5(2):112-118.
38. Barma P, Rhodes MB, Salovey R. Mechanical properties ofparticulate? filled polyurethane foams. Journal of Applied Physics.1978;49(10):4985-4991.
39. Menges G, Knipschild F. Estimation of mechanical properties forrigid polyurethane foams. Polymer Engineering & Science.1975;15(8):623-627.
40. Ko WL. Deformations of foamed elastomers. Journal of CellularPlastics. 1965;1(1):45-50.
41. Patel MR, Finnie I. Structural features and mechanical propertiesof rigid cellular plastics. Journal of Materials. Journal of Materials.1970;5(4):909-932.
42. Montminy MD, Tannenbaum AR, Macosko CW. New algorithmsfor 3-D imaging and analysis of open-celled foams. Journal ofcellular plastics. 2001;37(6):501-515.
43. Lewis KM, Kijak IBAOS, Reuter KB, Szabat JB. An imageanalysis method for cell-size and cell-size distribution measurementin rigid foams. Journal of Cellular Plastics. 1996;32(3):235-259.
44. Bledzki AK, Gassan J, Kurek KBAIFW. Influence of the voidfraction on the mechanical compression properties of foams.Journal of cellular plastics. 1996;32(3):224-234.
45. Roberts AP, Garboczi EJ. Elastic properties of model random three-dimensional open-cell solids. Journal of the Mechanics and Physicsof Solids. 2002;50(1):33-55.
46. Skochdopole RE, Rubens LC. Physical property modifications oflow-density polyethylene foams. Journal of Cellular Plastics.1965;1(1):91-96.

MIT International Journal of Mechanical Engineering, Vol. 4, No. 1, January 2014, pp. 22–28 28ISSN 2230-7680 © MIT Publications
47. JSP Corporation. Arpro. 2013. Available at: http://www.arpro.com/affinity/arpro-permet-deconomiser-plus-de-2-kg-dans-les-applications-de-banquette.
48. Nakai S, Taki K, Tsujimura I, Ohshima M. Numerical simulationof a polypropylene foam bead expansion process. PolymerEngineering & Science. 2008;48(1):107-115.
49. Mahapatro A, Mills NJ, Sims GL. Experiments and modelling ofthe expansion of crosslinked polyethylene foams. CellularPolymers. 1998;17(4):252-270.
50. Park CP, Klempner D, Frisch KC. Handbook of Polymeric Foamsand Foam Technology. Munich: Hanser; 1991.
51. Yang CT, Lee ST. Dimensional Stability Analysis of Foams Basedon LDPE and Ethylene-Styrene Interpolymer Blends. Journal ofcellular plastics. 2003;39(1):59-69.
52. Markets and Markets. http://www.prweb.com/. August 29, 2013.Available at: http://www.prweb.com/.