migacut 5i/5ic 5i-5c.pdf3a 80610901 elektrode, luft 80610902 elektrode, gas 3b 80610900 elektrode...
TRANSCRIPT
MIGACUT 5i/5iC
Brugsanvisning Manuelt multiplasma skæresystemInstruction manual Manuelles multiplasma SchneidsystemBetriebsanleitung Manual multiplasma cutting system
50110900
EC DECLARATION OF CONFORMITY
MIGATRONIC A/SAggersundvej 339690 FjerritslevDenmark
hereby declare that our machine as statedbelow
Type: MIGACUT 5i/5iCas of: 1998
conforms to directives 73/23/EEC and89/336/EEC.
European Standards: EN60974-1EN50199
Issued in Fjerritslev 1998.
Peter RoedManaging director
Valid from 0024

2
INDHOLDSFORTEGNELSEDansk- Advarsel Elektromagnetisk Støjudståling............................................................................................... 3- Installation / Tekniske data...................................................................................................................... 4- Ibrugtagning ............................................................................................................................................ 4- Vedligeholdelse....................................................................................................................................... 5- Udskiftning af sliddele / Kontrolpunkter ved funktionsforstyrrelse ......................................................... 6- Reservedelsliste...................................................................................................................................7-8
Eldiagram..............................................................................................................................................21
CONTENTSEnglish- Warning / Electromagnetic emissions .................................................................................................... 9- Installation / Technical data ..................................................................................................................10- Operation ..............................................................................................................................................10- Maintenance .........................................................................................................................................11- Replacements of consumable parts / Trouble shooting.......................................................................12- Spare parts list .................................................................................................................................13-14- Electrical diagram – power source .......................................................................................................21
INHALTSVERZEICHNISDeutsch- Warnung / Elektromagnetische Verträglichkeit ..................................................................................15- Inbetriebnahme / Technische Daten ....................................................................................................16- Bedienung.............................................................................................................................................16- Wartung.................................................................................................................................................17- Auswechseln von Brennerverschleißteilen / Fehlersuche...................................................................18- Ersatzteilliste ...................................................................................................................................19-20
Koppeldiagramme.................................................................................................................................21
3
DANSK
ADVARSELLysbuesvejsning og -skæring kan ved forkert brug være farlig for såvel bruger som omgivelser. Derfor måudstyret kun anvendes under iagttagelse af relevante sikkerhedsforskrifter. Især skal man være opmærk-som på følgende:
Elektrisk stød.- Svejseudstyret skal installeres forskriftsmæssigt (Stærkstrømsreglementet og Fællesregulativet).- Undgå berøring af spændingsførende dele i svejsekredsen eller elektroder med bare hænder. Brug aldrig
defekte eller fugtige svejsehandsker.- Isolér dig selv fra jorden og svejseemnet (brug f.eks fodtøj med gummisål).- Brug en sikker arbejdsstilling (undgå f.eks. fare for fald).- Følg reglerne for "Svejsning under særlige arbejdsforhold" (Arbejdstilsynet).- Sørg for korrekt vedligeholdelse af svejseudstyret. Beskadiges kabler og isoleringer skal arbejdet omgående
afbrydes og reparation foretages.- Reparation og vedligeholdelse af udstyret skal foretages af en person med den fornødne faglige indsigt.
Svejse- og skærelys- Beskyt øjnene idet selv en kortvarig påvirkning kan give varige skader på synet. Brug svejsehjelm med fore-
skrevet filtertæthed.- Beskyt kroppen mod lyset fra lysbuen idet huden kan tager skade af stråling. Brug beskyttende beklædning der
dækker alle dele af kroppen.- Arbejdsstedet bør om muligt afskærmes og andre personer i området advares mod lyset fra lysbuen.
Svejserøg og gas- Røg og gasser, som dannes ved svejsning, er farligt at indånde. Sørg for passende udsugning og ventilation.
Brandfare- Stråling og gnister fra lysbuen kan forårsage brand. Letantændelige genstande fjernes fra svejsepladsen.- Arbejdstøjet skal også være sikret mod gnister og sprøjt fra lysbuen (Brug evt. brandsikkert forklæde og pas på
åbenstående lommer).
Støj- Der kan opstår betydelig støj i forbindelse med plasmaskæring, og der skal derfor altid anvendes et effektivt
høreværn.
Gennemlæs denne instruktionsbog omhyggeligt,inden udstyret installeres og tages i brug!
Elektromagnetisk støjudstråling
Dette svejseudstyr, beregnet for professionel anvendelse, over-holder kravene i den europæiske standard EN50199. Standardenhar til formål at sikre, at svejseudstyr ikke forstyrrer eller bliverforstyrret af andet elektrisk udstyr som følge af elektromagnetiskstøjudstråling. Da også lysbuen udsender støj, forudsætter an-vendelse uden forstyrrelser, at der tages forholdsregler ved instal-lation og anvendelse. Brugeren skal sikre, at andet elektriskudstyr i området ikke forstyrres.
Følgende skal tages i betragtning i det omgivne område:1. Netkabler og signalkabler i svejseområdet, som er tilsluttet
andre elektriske apparater.2. Radio- og fjernsynssendere og modtagere.3. Computere og elektroniske styresystemer.4. Sikkerhedskritisk udstyr, f.eks. overvågning og processty-
ring.5. Brugere af pacemakere og høreapparater.6. Udstyr som anvendes til kalibrering og måling.7. Tidspunkt på dagen, hvor svejsning og andre aktiviteter fore-
går.8. Bygningers struktur og anvendelse.
Hvis svejseudstyret anvendes i boligområder kan det være nød-vendigt at tage særlige forholdsregler (f.eks. information om mid-lertidigt svejsearbejde).
Metoder til minimering af forstyrrelser:1. Undgå anvendelse af udstyr som kan blive forstyrret.2. Korte svejsekabler.3. Læg plus- og minuskabel tæt på hinanden.4. Placer svejsekablerne på gulvniveau.5. Signalkabler i svejseområdet fjernes fra netkabler.6. Signalkabler i svejseområdet beskyttes, f.eks med skærm-
ning.7. Isoleret netforsyning af følsomme apparater.8. Skærmning af den komplette svejseinstallation kan overvejes
i ganske særlige tilfælde.

4
INSTALLATION
MIGACUT 5i er klar til ibrugtagning efter tilslutning afelektrisk kraft og trykluft eller som alternativ, tekniskgas til plasmaskæring.
MIGACUT 5iC (med indbygget kompressor) er klar tilibrugtagning efter tilslutning af elektrisk kraft.
El-tilslutning3~50 Hz 380 VSikring: 10A
GastilslutningPlasmaskæring m/luft:Tilslut trykluft til trykreduktionsventilen og indstil til 3bar.
Plasmaskæring m/gas:Tilslut gasflaskens konstantmængderegulator til tryk-reduktionsventilen og indstil denne til 3 bar.
VIGTIGT!Plasmaskærebrænderen SPARCUT til MIGACUT 5iskal have rød slange. Den plasmagenererende luft/-gasflowmængde bestemmes nemlig af en gasinjektor(lukkedyse), som er anbragt i gasslangens kobling tilbrænderhovedet.
Denne er kun beregnet for strømkilde MIGACUT 5i,og for lettest at kunne se dette farves slangens be-skyttelseshylster rødt. Med denne slange fås flow-mængden 15 l/min ved et tryk på 3 bar.
TEKNISKE DATA
Netspænding : 3~50 Hz 380 VSikring : 10 AProceseffekt : 120 V, 20-40 AIntermittensfaktor : 60 % (120V, 40 A)Max. effekt : 8 kVAEffektfaktor, cos.phi : 0,95Tomgangsspænding : 200VGasforstrømning : 1 sek.Gasefterstrømning : 5 sek.Beskyttelsesklasse : IP 22Norm : EN60974-1
EN50199
Dimensioner : MIGACUT 5i MIGACUT 5iCLængde : 550 mm 550 mmBredde : 300 mm 300 mmHøjde : 310 mm 440 mmVægt : 22 kg 28 kg
IBRUGTAGNING
Kontroller at maskinen er korrekt indstillet med hen-syn til el-tilslutning og gas-tilslutning som beskrevet iafsnittet (Installation).
VIGTIGT!Maskinen må kun betjenes ved tilslutning til 3x380V!
Tilslut stelkablet på maskinens front. Stelklemmenfæstnes direkte på skæreemnet.
Hvis det er nødvendigt, rengøres overfladen for far-ve, rust, smuds o.lign.
Skæring:Afbryderen POWER tændes, så ON-indikator-lam-pen lyser.
Dernæst kommer der lys i READY-indikatorlampen.Pumpe, ventilator og i givet fald kompressor starter.
Vælg proceseffekt (skærestrøm 20-40 A).
Flyt brænderen i position for kontakt- eller distance-skæring og aktiver pistoltasten på brænderhåndtaget.
KontaktskæringDysen holdes direkte mod skæreemnet. Som tilbehørkan der leveres specielle kontaktskæredyser frem-stillet til skæring mod skabelon. Kontakskæring er enpassende metode for pladetykkelser op til ca. 4 mm.
DistanceskæringMan beholder en afstand på nogle millimeter mellemdyse og skæreemne - med eller uden hjælpemidlersåsom distanceskærestøtte, skærestøttevogn ellercirkelskæreanordning.
Når skærestart aktiveres strømmer luft/gas en kortstund, inden plasmabuen (pilotbuen) etableres. Hvisskæreforløbet ikke går igang, slukkes plasmabuenefter kort tid, og der må gøres et nyt forsøg.
Ved afslutning af skæreforløbet slippes pistoltastenpå brænderhåndtaget, hvorved plasmabuen øjeblik-keligt slukkes. Gas/luft strømmer dog yderligere nog-le sekunder.
VIGTIGT!Når der ikke skæres, eller når tiden mellem skære-sekvenserne er lang, så indstil afbryderen (POWER)til OFF.
De mekaniske komponenter, som maskinen inde-holder - pumpe, ventilator og i givet fald kompressor -undgår på den måde unødvendig slitage.
LuftplasmaskæringVælg en elektrodetype, som er beregnet til luft somplasmagenerende gas.
Kendetegn:Elektroden er forniklet.
5
GasplasmaskæringVælg en elektrodetype, som er beregnet til gas, nitro-gen (N2) eller argonhydrogenmix (Ar/h2) som plas-magenererende gas.
Kendetegn:Elektroden har kobberbelægning.
Den dyse, som skal anvendes, er mærket SPT 0,9.(Undtagelse: den specielle kontaktskæredyse.)
VIGTIGT!Plasmaskærebrænderen er en komponent, som skalklare høje effekter, så derfor bør man håndtere såvelbrænderhovedet som slangen med opmærksomhed.
Under denne forudsætning og med en bruger medde nødvendige kundskaber er levetiden for plasma-skærebrænderen meget lang. Desuden er skæringenusædvanligt økonomisk på grund af den lave ned-slidning af dyser og elektroder.
En skadet slange f.eks. med luft- eller vandutæthedermedfører umiddelbart beskadigelse af brænder-hovedet.
Anvend aldrig en beskadiget plasmaskære-brænder.
VEDLIGEHOLDELSE
Dagligt:Undersøg og udskift efter behov dyse, elektrode ogelektrodeisolator.
Tøm og rengør eventuelt det vandudskillende filterbag på anordningen. Dette gøres ved at trykke påtætningen i bunden af glaskappen, når trykluften ersluttet til eller ved at skrue kappen helt af og rengørefor smuds.
Undersøg jævnligt såvel brænderhoved som slangemed henblik på skader såsom luft-, gas- eller vand-utætheder, beskadigelse af mekanikken eller andet.
VIGTIGT!Anvend aldrig en brænder med beskadiget brænder-hoved eller beskadiget slange.
Halvårligt:Løsn maskinens dækplader.Undersøg kabeltilslutninger.Blæs rent for damp og smuds med tør trykluft.
Kontroller mængden af kølevæske. Der påfyldes de-stilleret vand eller afioniseret vand efter behov.
Afledningsevne < 5µS/cm.
Frostbeskyttelsesmiddel påfyldes efter behov.
VIGTIGT!Frostbeskyttelsesmiddel skal være ren glykol.

6
UDSKIFTNING AF SLIDDELE
1. Afbryd for strømmen på maskinen.
2. Afmonter beskyttelseskappe med afstandsstyr.
3. Løsn dysen med nøgle. Alle sliddele kan nu ud-skiftes.
4. Bemærk den korrekte samlingsmetode.
5. Spænd dysen med nøgle.
6. Skru beskyttelseskappen fast.
7. Tilslut igen strømmen.
KONTROLPUNKTER VEDFUNKTIONSFORSTYRRELSER
Hvis pumpe, ventilator og i givet fald kompressor ar-bejder, men "READY"-lampen ikke lyser, er den ter-miske sikringsafbryder aktiveret.1. Lad maskinen afkøle, indtil lampen igen lyser.
Derefter er maskinen atter funktionsdygtig.
Plasmabuen tænder ikke:1. Kontroller og udskift dyse, elektrode og elek-
trodeisolator.2. Kontroller og indstil gastrykket, 3 bar.3. Kontroller, hvis det er muligt, gasstrømningen
(15 l/min). Alt for stor strømningsmængde hind-rer etablering af plasmabuen.
Pilotbuen er ikke stabil:1. For høj gas-/luftstrømning. Indstil indløbstrykket
til 3 bar.2. Maskinen arbejder to-faset. Kontroller netsikrin-
ger.
Præstation eller snitkvalitet er utilfredsstillende:1. Kontroller gas-/lufttryk (3 bar).2. Undersøg brænderhoved og slange.3. Udskift dyse, elektrode og elektrodeisolator.4. Kontroller stelklemmens tilslutning. Rengør efter
behov for smuds, farve og oxid.

7
BRÆNDERDELE FOR DURACUT
8a
8b
3c
6d
1a 80650902 Brænderkrop DURACUT3a 80610901 Elektrode, luft
80610902 Elektrode, gas3b 80610900 Elektrode for fugning3c 80610903 Elektrode for fugning +20 mm4 80640902 Isolator, elektrode5 80630900 Skæredyse 0,9 mm
80630901 Skæredyse 1,1 mm80630905 Kontaktdyse 1,0 mm80630903 Fugedyse 2,2 mm
6a 80640901 Beskyttelseskappe80640903 Beskyttelseskappe, keramisk
6b 80640905 Beskyttelseskappe DURACUT6c 80640904 Beskyttelseskappe for fugning6d 80640908 Beskyttelseskappe 20 mm7a 80600903 Afstandsstyr7b 80600907 Afstandsstykke8a 80600901 Dyseforlænger til fugning8b 80600911 Dyseforlænger 20 mm9 Skærestrøm-vand (fra nippel 12 slange)10 Luft/gas (fra nippel 13 slange)11 Pilot strøm/vand (fra nippel 14 slange)12/21 Strømvandkabel1314/20 Pilotvandkabel15 Pistol-elkobler START16 80600906 Håndtag for håndbrænder
80600909 Cirkelskæresæt80600910 Skærevogn
8
RESERVEDELSLISTE
Maskindele for MIGACUT 5i / MIGACUT 5iC
Art.nr. Varebetegnelse
MIGACUT 5i strømkildeMIGACUT 5iC strømkilde med indbygget kompressor
82039017 Primærprint82039016 Styreprint82039018 Reguleringsprint82039019 Sekundærprint82039020 Diodebro
Kondensator 0,1µF 1000VPotentiometer, CURRENTOmkobler, GASTEST
82039021 Strømafbryder, POWERIndikatorlampe, grøn, READYSikringsholdereSikring 2A 20*5
82039010 Magnetventil 1-vejsVentilator
82039012 PumpeDix-hunstikGummifod
170022 KabelgennemføringStelklemmeHåndtagVentilatorgitter
81960900 ManometerVanddunk 2,5 literManøvretransformator
82039024 Overføringstransformator82039025 Filterregulator, komplet
Kølevæske
Tilbehør MIGACUT 5i
Kompressorkasse, komplet82039023 Magnetventil 2-vejs
VentilatorHjul, fastHjul, løstVentilatorgitter

9
ENGLISH
WARNINGArc welding and cutting can be dangerous to the user, people working nearby, and the surroundings if theequipment is handled or used incorrectly. Therefore, the equipment must only be used under the strictobservance of all relevant safety instructions. In particular, your attention is drawn to the following:
Electricity- The welding equipment must be installed according to safety regulations and by a properly trained and
qualified person.- Avoid all contact with live components in the welding circuit and with electrodes and wires if you have bare
hands. Always use dry welding gloves without holes.- Make sure that you are properly and safely earthed (e.g use shoes with rubber sole).- Use a safe and stable working position (e.g. avoid any risk of accidents by falling).- Make sure that the welding equipment is correctly maintained. In the case of damaged cables or insulation
work must be stopped immediately in order to carry out repairs.- Repairs and maintenance of the equipment must be carried out by a properly trained and qualified person.
Light and heat emissions- Protect the eyes as even a short-term exposure can cause lasting damage to the eyes. Use a welding helmet
with suitable radiation protection glass.- Protect the body against the light from the arc as the skin can be damaged by welding radiation. Use protective
clothes, covering all parts of the body.- The place of work should be screened, if possible, and other persons in the area warned against the light from
the arc.
Welding smoke and gases- The breathing in of the smoke and gases emitted during welding is damaging to health. Make sure that any
exhaust systems are working properly and that there is sufficient ventilation.
Fire hazard- Radiation and sparks from the arc represent a fire hazard. As a consequence, combustible materials must be
removed from the place of welding.- Working clothing should also be secure against sparks from the arc (e.g. use a fire-resistant material and watch
out for folds and open pockets).
Noise- Plasmacutting may generate considerable noise. Therefore always wear an efficient hearing protector.
Read this instruction manual carefullybefore the equipment is installed and in operation
Electromagnetic emissions and the radiation of electromagnetic disturbances
This welding equipment for industrial and professional use is inconformity with the European Standard EN50199. The purpose ofthis standard is to prevent the occurrence of situations where theequipment is disturbed or is itself the source of disturbance inother electrical equipment or appliances. The arc radiatesdisturbances, and therefore, a trouble-free performance withoutdisturbances or disruption, requires that certain measures aretaken when installing and using the welding equipment. The usermust ensure that the operation of the machine does not occasiondisturbances of the above mentioned nature.
The following shall be taken into account in the surrounding area:1. Supply and signalling cables in the welding area which are
connected to other electrical equipment.2. Radio or television transmitters and receivers.3. Computers and any electrical control equipment.4. Critical safety equipment e.g. electrically or electronically
controlled guards or protective systems.5. Users of pacemakers and hearing aids etc.6. Equipment used for calibration and measurement.7. The time of day that welding and other activities are to be
carried out.
8. The structure and use of buildings.
If the welding equipment is used in a domestic establishment itmay be necessary to take special and additional precautions inorder to prevent problems of emission (e.g. information of tem-porary welding work).
Methods of reducing electromagnetic emissions:1. Avoid using equipment which is able to be disturbed.2. Use short welding cables.3. Place the positive and the negative cables close together.4. Place the welding cables at or close to floor level.5. Remove signalling cables in the welding area from the supply
cables.6. Protect signalling cables in the welding area, e.g. with
selective screening.7. Use separately-insulated mains supply cables for sensitive
electronic equipment.8. Screening of the entire welding installation may be con-
sidered under special circumstances and for special appli-cations.

10
INSTALLATION
MIGACUT 5i is ready for use after connection toelectric power and compressed air or some technicalgases for plasma cutting.
MIGACUT 5iC (with built-in compressor) is ready foruse after connection to electric power.
Power supply3~50 Hz 400 VFuse: 10A
Gas supply (MIGACUT 5i only)Air plasma cutting:Connect the compressed air to the filter regulator andadjust to 3 bar pressure.
Gas plasma cutting:Connect the constant flow regulator of the gascylinder to the filter regulator and adjust to 3 barpressure.
The gas flow should be approx. 15 l/min.
ATTENTION!The SPARCUT plasmacutting torch for MIGACUT 5iis supplied with a red hose. The plasma-generatinggas/air flow quantity is determined by a gas injector(nozzle) in the gas hose connection of the torchbody.
The gas injector is designed for MIGACUT 5iexclusively, and in order easily to establish this, theprotection cover of the hose is coloured red.
TECHNICAL DATA
Mains voltage : 3~50Hz, 400V (standard)3~50Hz, 415V on request
Main fuse : 10 AProcess consumption : 120 V, 20-40 ADuty cycle : 60 %Max. consumption power : 8 kVAEffect factor : 0.95Open circuit voltage : 200VGas pre-flow : 1 sec.Gas post-flow : 5 secsProtection class : IP 22Standard : EN60974-1
EN50199
Dimensions : MIGACUT 5i MIGACUT 5iCLenght : 550 mm 550 mmWidth : 300 mm 300 mmHeight : 310 mm 440 mmWeight : 22 kg 28 kg
OPERATION
Check that the machine has been properlyconnected to the power supply and gas, see the,Installation.
NOTE!Use only the machine with a 400V power supply!
Connect the earth-lead to the front of the machine.Connect the earth clamp directly to the work piece.If necessary, clean the surface from paint, rust, dirt,etc.
Cutting sequenceThe main switch (Power) is set at pos ON.
The power lamp READY lights, and the pump, fan(and built-in compressor) start.
Choose process power (cutting current 20-40 A).
Place the torch in position for contact cutting ordistance cutting and activate the cutting start buttonon the torch handle.
Contact cuttingThe nozzle is placed directly onto the work piece.Special contact cutting nozzles are available asaccessories for this type of cutting. Contact cutting issuitable for plate thicknesses up to 4 mm.
Distance cuttingKeep a few millimetres distance between nozzle andwork piece - with or without aids such as distanceguide, support trolley and circle cutting device.
When the cutting start control has been activated,air/gas will flow for a short while before the plasmaarc (pilot arc) is established. If the cutting processdoes not start, the pilot arc will switch off and anotherattempt to start can be made a few seconds later.
Stop the cutting process by releasing the STARTbutton on the torch handle. The plasma arc willswitch off instantaneously. Gas/air will flow for a fewmore seconds.
PLEASE NOTE!When the machine is not in use or when the cuttingsequence is seperated by long intervals, the mainswitch (power) should be at pos. 0/OFF
The plasmacutter contains working parts such as fan,pump, (and built-in compressor), which should beprotected against unnecessary wear
Air plasma cuttingChoose a type of electrode intended for use with airas plasma generating gas.
Characteristics:This electrode is nickle plated.
11
Gas plasma cuttingUse the electrode intended for technical gas; nitrogen(N2) or argon/hydrogen mix (Ar/H2) as the plasma-generating gas.
Characteristics:The electrode is coated with copper.
Always use the nozzle marked 0.9. (Only exception:contact cutting with the special contact cuttingnozzle).
ATTENTION!The plasmacutting torch must be capable of handlingthe considerable demands made upon it. Both torchbody and hose must be handled with care.
If these instructions are observed and provided theoperator posesses the necessary knowledge, theplasmacutting torch will have a long life. Furthermorethis cutting process is extremely economical due tothe minimal wear of nozzles and electrodes.
A defect hose with i.e. air or water leakages willinevitably cause damage to the torch body and maycreate safety hazards for the operator.
Never use a damaged plasmacutting torch!
MAINTENANCE
Daily maintenance:Check, and if necessary replace, nozzle, electrodeand electrode insulator.
Empty and clean, if necessary, the water separatorfilter on the rear of the plasmacutter by pressing thegasket in the bottom of the glass cap with com-pressed air connected or by simply unscrewing itwithout compressed air connected.
Clean the filter of dirt.
Check both torch body and hose frequently andregulary for damages such as air, gas or waterleakages, mechanical impact, etc.
ATTENTION!Never use a torch with damaged torch body ordamaged hose!
Biannual maintenance:Loosen and remove the plasmacutter side panels.
Check the water level and add destilled water, ifnecessary. Add coolant whenever necessary. Useonly monoethylenglycol as coolant.
Coolant cable power < 5µS/cm.
Blow any dust and dirt out of the plasmacutter withclean and dry compressed air.
Check that the cable connections are secure.

12
REPLACEMENT OFCONSUMABLE PARTS
1. Switch off the mains supply to the machine
2. Remove the protection cap with distancebracket
3. Loosen nozzle by means of a spanner. Allconsumable parts can now be replaced.
4. Please note the correct assembling method.
5. Tighten nozzle by means of a spanner.
6. Tighten the protection cap.
7. Switch on the mains supply.
TROUBLE SHOOTING
If the pump, fan (and compressor) are working butthe green READY lamp is not lit, the thermal overloadprotection is active.1. Let the machine cool down while switched on
until the lamp lights. Now the machine is readyfor use.
No plasma arc:1. Check and, if necessary, change nozzle,
electrode and electrode insulator.2. Check and, if necessary, adjust air/gas pressure
to 3 bar.3. If possible, check air/gas flow, approx. 15 l/min.
Too high air/gas flow will prevent the pilot arcfrom striking.
Unstable plasma arc:1. Too high air/gas flow, adjust inlet pressure to 3
bar.2. The machine is working two-phase, check
mains fuses.
Unsatisfactory cutting results:1. Check inlet air/gas pressure, 3 bar.2. Inspect torch body and hose assembly for
damage and leaks.3. Check nozzle, electrode and electrode insulator.4. Check earth lead connection. If necessary,
clean it from dirt, paint and oxide.
13
EXPLOSION DRAWING OF THE DURACUT TORCH
8a
8b
3c
6d
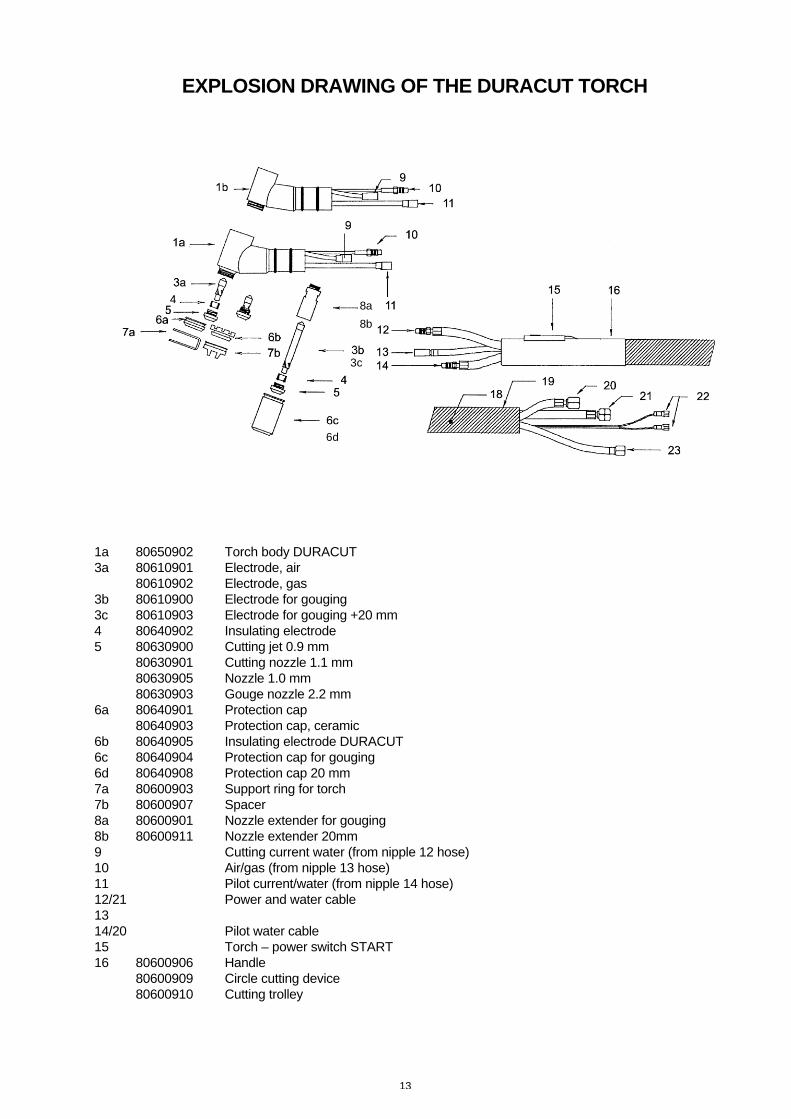
1a 80650902 Torch body DURACUT3a 80610901 Electrode, air
80610902 Electrode, gas3b 80610900 Electrode for gouging3c 80610903 Electrode for gouging +20 mm4 80640902 Insulating electrode5 80630900 Cutting jet 0.9 mm
80630901 Cutting nozzle 1.1 mm80630905 Nozzle 1.0 mm80630903 Gouge nozzle 2.2 mm
6a 80640901 Protection cap80640903 Protection cap, ceramic
6b 80640905 Insulating electrode DURACUT6c 80640904 Protection cap for gouging6d 80640908 Protection cap 20 mm7a 80600903 Support ring for torch7b 80600907 Spacer8a 80600901 Nozzle extender for gouging8b 80600911 Nozzle extender 20mm9 Cutting current water (from nipple 12 hose)10 Air/gas (from nipple 13 hose)11 Pilot current/water (from nipple 14 hose)12/21 Power and water cable1314/20 Pilot water cable15 Torch – power switch START16 80600906 Handle
80600909 Circle cutting device80600910 Cutting trolley

14
SPARE PARTS LIST
Machine parts in MIGACUT 5i / MIGACUT 5iC
Art.no. Description of goods
MIGACUT 5i power sourceMIGACUT 5iC power source with built-in compressor
82039017 Primary PCB82039016 Control PCB82039018 Ignition PCB82039019 Secondary PCB82039020 Input rectifier bridge
Capacitor 0.1?FPotentiometer CURRENTSelector switch, GASTEST
82039021 Main power switchREADY lampFuse holderFuse 2A 20*5
82039010 Solenoid valve (1-way)Fan
82039012 Water pumpDix-socketRubberfoot
170022 CablingClampHandleFan wire net
81960900 ManometerWater canister 2.5 litresControl transformer
82039024 Transmission transformer82039025 Filter rate regulator, complete
Cooling liquid
Accessories MIGACUT i
Compressorbox, complete82039023 Solenoid valve (2-ways)
FanWheel, stationaryWheel, looseFan wire net

15
DEUTSCH
WARNUNGDurch verkehrte Anwendung können Lichtbogenschweißen und -schneiden gefährlich für sowohl Be-nutzer als auch Umgebungen sein. Deshalb darfen die Geräte nur unter Beobachtung aller relevantenSicherheitsvorschriften benutzt werden. Bitte insbesondere folgendes beobachten:
Elektrizität- Das Schweißgerät vorschriftsmäßig installieren.- Jeglichen Kontakt mit stromführenden Teilen im Schweißkreis oder in Elektroden mit bloßen Händen
vermeiden. Nie defekte oder feuchte Schweißerhandschuhe anwenden.- Eine gute Erdverbindung sichern (z.B. Schuhe mit Gummisohlen anwenden).- Eine sichere Arbeitsstellung anwenden (z.B. Fallunhälle vermeiden).- Korrekte Wartung des Schweißgeräts unternehmen. Bei Beschädigung der Kabel oder Isolierungen muß die
Arbeit umgehend unterbrochen werden, und Reparationen durchgeführt werden.- Reparationen und Wartung des Schweißgeräts sollen immer von einem Person mit der notwendigen Kenntnis
hiervon unternommen werden.
Licht- und Hitzestrahlung- Die Augen schützten, weil selbst eine kurzzeitige Einwirkung zu Dauerschäden führen kann. Deshalb ist es
notwendig einen Schweißerhelm mit geeignetem Strahlenschutzschild anzuwenden.- Den Körper gegen das Licht vom Lichtbogen schützen, weil die Haut durch Strahlung geschädigt werden kann.
Immer Arbeitsschutzanzug anwenden, der alle Teile des Körpers deckt.- Die Arbeitsstelle ist, wenn möglich, abzuschirmen, und andere Personen in der Umgebung müßen vor dem
Licht gewarnt werden.
Schweißrauch und Gase- Das Einatmen von Rauch und Gase, die beim Schweißen entstehen, sind gesundheitsgefährlich. Deshalb ist
gute Absaugung und Ventilation notwendig.
Feuergefahr- Die Hitzestrahlung und der Funkelflug vom Lichtbogen bilden eine Feuergefahr. Leicht entflammbare Stoffe
müßen deshalb vom Schweißbereich entfernt werden.- Die Arbeitskleidung muß gegen Funken vom Lichtbogen gesichert werden (Evt. eine feuerfeste Schürze
anwenden und auf Falten oder offenstehenden Taschen achtgeben).
Geräusch- Eine beträchtliche Menge Geräusch kann in Verbindung mit dem Plasmaschneiden entstehen, und es ist
deshalb immer notwendig, einen effektiven Gehörschutz anzuwenden.
Bitte diese Bedienungsanleitung gründlich durchlesen,bevor die Anlage installiert und benutzt wird!
Elektromagnetische Störungen
Diese Maschine für den professionellen Einsatz ist in Überein-stimmung mit der Europäischen Norm EN50199. Diese Normregelt die Austrahlung und die Anfälligkeit elektrischer Gerätegegenüber elektromagenetischer Störung. Da das Lichtbogenauch Störungen aussendet, setzt ein problemfreier Betrieb vor-aus, daß gewisse Maßnahmen bei Installation und Benutzung ge-troffen werden. Der Benutzer trägt die Verantwortung dafür, daßandere elektrischen Geräte im Gebiet nicht gestört werden.
In der Arbeitsumgebung sollte folgendes geprüft werden:1. Netzkabel und Signalkabel in der Nähe der Schweißmaschine,
die an andere elektrischen Geräte angeschloßen sind.2. Rundfunksender- und empfänger.3. Computeranlagen und elektronische Steuersysteme.4. Sicherheitssensible Ausrüstungen, wie z.B. Steuerung und
Überwachungseinrichtungen.5. Personen mit Herzschrittmacher und Hörgeräten.6. Geräte zum Kalibrieren und Messen
7. Tageszeit, zu der das Schweißen und andere Aktivitätenstattfinden sollen.
8. Baukonstruktion und ihre Anwendung.
Wenn eine Schweißmaschine in Wohngebieten angewendet wird,können Sondermaßnahmen notwendig sein (z.B. Information überzeitweilige Schweißarbeiten).
Maßnahmen um die Aussendung von elektromagnetischenStörungen zu reduzieren:1. Nicht Geräte anwenden, die gestört werden können.2. Kurze Schweißkabel.3. Plus- und Minuskabel dich aneinander anbringen.4. Schweißkabel auf Bodenhöhe halten.5. Signalkabel im Schweißgebiet von Netzkabel entfernen.6. Signalkabel in Schweißgebiet schützen, z.B. durch Abschir-
mung.7. Separate Netzversorgung für sensible Geräte z.B. Computer.8. Abschirmung der kompletten Schweißanlage kann in Sonder-
fällen in Betracht gezogen werden.
16
INBETRIEBNAHME
MIGACUT 5i ist gebrauchsfertig nach Anschluß anelektrische Kraft und Druckluft oder technische Gasefür Plasmaschneiden.
MIGACUT 5iC (mit eingebautem Kompressor) istgebrauchsfertig nach Anschluß an elektrische Kraft.
Elektrischer Anschluß3~50 Hz 400 VAbsicherung: 10A
Gasanschluß (Nur MIGACUT 5i)Luftplasmaschneiden:Druckluft an den Filterregulator anschliessen und auf3 bar einstellen.
Gasplasmaschneiden:Den Konstantmengen-Druckminderer der Gasflaschean den Filterregulator anschliessen und auf 3 bareinstellen.
BITTE BEMERKEN!Der Plasmaschneidbrenner SPARCUT für MIGACUT5i soll ein ROTES Schlauchpaket haben. Die Plas-maerzeugende Luft-/Gasmenge ist nämlich voneinem Gasinjektor (Staudüse) in der Kupplungzwischen Gasschlauch und Brennerkörper abhängig.
Dies ist nur für Stromquelle MIGACUT 5i berechnetund ist mit einer roten Schutzhülle gezeigt. Mitdiesem Schlauchpaket wird Flussmenge 15L/Min miteinem Druck auf 3 bar.
TECHNISCHE DATEN
Netzspannung : 3~50 Hz 400 VSicherung : 10 AProzessleistung : 120 V, 20-40 AEinschaltdauer : 60 % (120V, 40 A)Leistung : 8 kVALeistungsfaktor : 0,95Leerlaufspannung : 200VGasvorströmzeit : 1 Sek.Gasnachströmzeit : 5 Sek.Schutzklasse : IP 22Norm : EN60974-1
EN50199
Abmessung : MIGACUT 5i MIGACUT 5iCLänge : 550 mm 550 mmBreite : 300 mm 300 mmHöhe : 310 mm 440 mmGewicht : 22 kg 28 kg
BEDIENUNGSANLEITUNG
Nachprüfen, dass der Anschluß an Elektrische Kraftund Gas richtig ist (siehe Abschnitt Inbetriebnahme).
BITTE BEMERKEN!Das Gerät darf nur nach Anschluß an 3 x 400V ge-braucht werden!
Das Massekabel an der Frontplatte anschliessen dieMasseklemme direkt an dem Werkstück festmachen.
Wenn nötig, Farbe, Rust und Schmutz von der Ober-fläche entfernen.
SchneidenDen Schalter POWER auf position ON stellen.
Die lampe READY leuchtet. Pumpe, Ventilator undgegebenfalls der Kompressor startet.
Prozessleistung wählen (Schneidstrom 20-40 A).
Der Brenner entweder auf Kontakt- oder Distanz-schneiden einrichten und den Tasters des Brennersdrücken.
KontaktschneidenDie Düse wird mit Direktkontakt über das Werkstückgeführt. Als Zubehör gibt es Sonderdüsen für Schnei-den mit Schablone. Kontaktschneiden empfiehlt sichfür Bleche bis auf 4 mm materialstärke.
DistanzschneidenDistanz von einigen Millimetern zwischen Düse undWerkstück, mit oder ohne Hilfsmittel wie Distanz-stück, Schneidführungswagen oder Zirkelstange.
Nach Schneidstart strömt Luft/Gas eine kleine Weilevor der Plasmalichtbogen (Pilotlichtbogen) zündet.Sollte der Schneidlichtbogen nicht zünden, erlischtder Plasmalichtbogen nach einigen Sekunden. Nocheinmal versuchen.
Bei Ende des Schneidvorgangs den Taster los-lassen, wobei der Plasmalichtbogen unverzögert er-lischt. Gas/Luft strömt noch einige sekunden nach.
BITTE BEMERKEN!Wenn die Maschine nicht gebraucht wird, denSchalter POWER auf Position OFF stellen.
Die Maschine enthält mechanische Komponente -wie Pumpe, Ventilator und gegebenenfalls Kom-pressor - die nicht unnötigen Verschleiss ausgesetztwerden sollen.
LuftplasmaschneidenBei Einsatz von Druckluft als plasmaerzeugendesGas.
Kennzeichen der Elektrode: Vernickelt
17
GasplasmaschneidenBei einsatz von Stickstoff (N2) oder Argonwasserstoff(Ar/H2) als plasmaerzeugendes Gas.
Kennzeichen der Elektrode: Verkupfert
Immer Düse bemerkt ”SPT 0.9” benutzen. (Aus-nahme: die Sonderdüse für Kontaktschneiden).
BITTE BEMERKEN!Der Plasmaschneidbrenner ist für hohe Leistungkonstruiert. Den Brennerkörper sowohl als dasSchlauchpaket mit vorsicht hantieren.
Unter dieser Voraussetzung ist die Lebensdauer desBrenners sehr lang. Ausserdem gibt das Gerät sehrgute Schneidwirtschaftlichkeit durch den niedrigenVerbrauch an Düsen und Elektroden.
Ein beschädigtes Schlauchpaket, z.B. mit Luft- oderWasserleckage beschädigt, immer den Brennerkör-per.
Nie einen beschädigten Plasmaschneidbrennerverwenden.
WARTUNG
TäglichDüse, Elektrode und Elektrodenisolator überprüfenund wenn erforderlich austauschen.
Den Entwässerungsfilter an der Rückwand desGerätes leeren - Nippel im Boden des Glasdeckelseindrücken, Druckluft strömt aus und entwässert denFilter; oder auch den Glasdeckel ganz losmachenund saubermachen.
Den Brennerkörper und das Schlauchpaket sorgfältigbesichtigen und hinsichtlich Schäden wie Lecken vonLuft, Gas oder Wasser, mechanische Beschädigungu.s.w.
BITTE BEMERKEN!Nie einen beschädigten Brennerkörper oderSchlauchpaket verwenden.
HalbjährlichDie Seitenplatten des Gerätes abnehmen.
Kabelanschlüsse kontrollieren.
Staub und Schmutz mit trockenem Druckluft aus-blasen.
Die Kühlflüssigkeit kontrollieren und wenn erforder-lich mit destilliertem oder entionisiertemwassernachfüllen.
Leitfähigkeit < 5µS/cm.
Frostschutzmittel wenn erforderlich nachfüllen.
BITTE BEMERKEN!Frostschutzmittel nur reines Glukol.

18
WECHSEL VON BRENNER-VERSCHLEISSTEILEN
ACHTUNG!Beim Eingriff in Maschine oder Brenner: DieMaschine soll immer abgeschaltet sein.
1. Schutzkappe mit Abstandsführung abmontieren.
2. Die Düse mit einem Schlüssel losschrauben.Alle Verschleißteile können jetzt ausgewechseltwerden.
3. Bitte die richtige Montage bemerken.
4. Die Düse mit dem Schlüssel festziehen.
5. Die Schutzkappe wieder anbringen.
6. Wieder Strom anschließen
Brennerkörper
Elektrode
ElektrodenisolatorDüse
Schutzkappe
FEHLERSUCHE
Pumpe, Ventilator und Kompressor arbeiten aber diegrüne Lampe (READY) leuchtet nicht:.1. Das Gerät ist thermisch überlastet. Abkühlen
lassen bis lampe wieder zündet. Gerät ist wiedereinsatzbereit.
Plasmalichtbogen zündet nicht:1. Düse, Elektrode, Elektrodenisolator prüfen/aus-
wechseln.2. Gasdruck kontrollieren, 3 bar.3. Gasfluss kontrollieren wenn möglich (15 L/min).
Zu grossem Gasfluss stört die Zündung desPlasmalichtbogens.
Plasmalichtbogen nicht stabil:1. Zu hohem Gas-/Luftdruck. Einlaufdruch zu 3 bar
einstellen.2. Das Gerät arbeitet zweiphasig. Netzsicherungen
kontrollieren.
Schneidresultate nicht zufriedenstellend:1. Gas-/Luftdruck kontrollieren, 3 bar.2. Brennerkörper und Schlauchpaket überprüfen.3. Düse, Elektrode und Elektrodenisolator aus-
wechseln.4. Anschluß der Masseklemme kontrollieren.
Schmutz und Oxydbelag entfernen.

19
ERSATZTEILLISTE Brennerteile DURACUT
8a
8b
3c
6d
1a 80650902 Brennerkörper DURACUT3a 80610901 Elektrode, Luft
80610902 Elektrode, Gas3b 80610900 Elektrode für Fugenhobeln3c 80610903 Elektrode für Fugenhobeln +20 mm4 80640902 Elektrodenisolator5 80630900 Düse 0,9 mm
80630901 Düse 1,1 mm80630905 Düse 1,0 mm für Kontaktschneiden80630903 Düse 2,2 mm für Plasmafugenhobeln
6a 80640901 Schutzkappe, PTFE80640903 Schutzkappe, Keramisch
6b 80640905 Schutzkappe, DURACUT6c 80640904 Schutzkappe für Fugen6d 80640908 Schutzkappe 20mm7a 80600903 Stützring für Brenner7b 80600907 Abstandsstück8a 80600901 Düsenverlänger für Plasmafugenhobeln8b 80600911 Düsenverlänger 20mm9 Schneidstrom - Wasser (von Nippel 12 im Schlauchpaket)10 Luft/Gas (von Nippel 13 im Schlauchpaket)11 Pilotstrom - Wasser (von Nippel 14 im Schlauchpaket)12/21 Stromwasserkabel1314/20 Pilotwasserkabel15 Microswitch START16 80600906 Brennerhandgriff ohne Microswitch
80600909 Kreisschneideeinrichtung80600910 Schneidenwagen
20
ERSATZTEILLISTE
Maschinenteile MIGACUT 5i / MIGACUT 5iC
Art.nr. Bezeichnung
MIGACUT 5i StromquelleMIGACUT 5iC Stromquelle mit eingebautem Kompressor
82039017 Primärsteckkarte82039016 Kontrollsteckkarte82039018 Steuersteckkarte82039019 Sekundärsteckkarte82039020 Gleichrichterbrücke
Kondensator 0,1µF 1000VPotentiometer, CURRENTUmschalter, GASTEST
82039021 Schalter, POWERLampe, grün, READYSicherungshalterSicherung 2A 20*5
82039010 Magnetventil einweg-Ventilator
82039012 PumpeChassiskupplung DixGummifußVerkabelungMasseklemmeHandgriffVentilatorgitter
81960900 ManometerWasserbehälter 2,5 literSteuertrafo
82039024 Übertragungstrafo82039025 Filterregulator komplett
Kühlflüssigkeit
Zubehör MIGACUT 5i
Kompressorkasten, komplett82039023 Magnetventil zweiweg-
VentilatorRolle, festRolle, losVentilatorgitter

21