microsoft word - creep behaviour of reformer tubes
TRANSCRIPT
Sheffield Hallam University
School of Engineering
Creep Behavior and Life Time Estimation of
Reformer Tube
(G-NiCr28W)
Prepared by:
EL-Sayed Ibrahim
Supervised by:
Dr: Syed Hassan
2
Dedication
To my wife and my children Reem and Mohab,
and
my company ANSDK
ACKNOWLEDGEMENT
I would like to express my deep thanks to my supervisor Dr Syed Hassan for his great
support and guidance throughout the project. I would like also to thank Dr Rachel
Clington for her assistance especially with the preparation of the machine for the test.
I am also grateful to Mr. Wilknson, the technical manager of the school, for his always
support. I’d like to express my thanks to Brain (workshop) for his efforts to solve the
problems I had with the creep-testing machine.
3
Table of Contents
Preface 5
1. Introduction 6
2. Characteristics of High Temperature Applications 10
3. Creep Curve 13
4. Creep Characteristics
4.1 Time 17
4.2 Temperature 17
4.3 Stress 18
4.4 Microstructure 18
5. Fundamentals Mechanisms Responsible for Creep 19
5.1 Diffusion Creep Process 21
5.1.1 Lattice Diffusion Creep 24
5.1.2 Grain Boundary Diffusion Creep 26
5.2 Dislocation Creep 28
5.3 Grain Boundary Sliding and Supperplasticity 30
6. Micro-Mechanical Deformation Mechanisms During Creep 33
6.1 Intragranular Creep Deformation
6.1.1 Crystallographic Slip 33
6.1.2 Sub grain Formation 34
6.2 Intergranular Creep Deformation
6.2.1 Grain Boundary Sliding 35
6.2.2 Creep Cavity Nucleation 36
6.2.3 Fold Formation and Grain Boundary Migration 37
7. Creep Life Assessment
7.1 Current Approaches of Creep Life Assessment 39
7.1.a Operational Condition Monitoring Approach 40
7.1.b Methods Based on Post-Service Examination Sampling and
Calculation 40
7.1.1 Creep Rupture Testing 41
7.1.1.1 Larson Miller Method 41
4
7.1.1.2 Manson and Hafered Method 42
7.1.1.3 Orr-Shery-Dorn Method 43
7.1.2 Strain Measurement Methods 44
7.2 Mechanistic Models of Creep Damage Process
7.2.1 Reduction in Load Bearing Section 44
7.2.2 Micro structural Degradation 45
7.2.3 Cavitation Damage 45
7.2.4 Effect of Environment 46
7.3 Phenomenological Models 46
8. Material Specifications
8.1 Chemical Composition 49
8.2 Mechanical Properties at Room Temperature 49
8.3 Physical Properties 50
9. Experimental Procedures
9.1 Test Pieces 51
9.2 Impact Test 52
9.3 Hardness Test 54
9.4 Tensile Test 56
9.5 Accelerated Creep Rupture Test 58
9.5.1 Test Technique 58
9.5.2 Test Procedure 59
9.6 Microstructure Examination 75
10. Analysis of The Tests Result 78
11. Conclusion 85
12. Future Plan and Recommendation 86
13. References
14. Appendixes
14.1 List of Figures 89
14.2 List of Tables 93
14.3 Recorded Test Results 94
5
Preface
For the industrial components operating at elevated temperatures and subjected to
steady load conditions, there is a need to have enough information about the creep
behavior, creep mechanism controls that behavior, and to understand the failure
mechanism. Meanwhile there should be a method for assessing the remaining lifetime of
those components. This project aims at studying the creep behavior of tubes of alloys G-
NiCr28W operating in high temperature furnace (10000C), classifying the creep
mechanism and establish a criterion for remaining lifetime.
6
1. Introduction
Alexandria National Iron and Steel Co. (ANSDK) is one of the leading companies in
the Middle East for producing reinforced steel. The company consists of four main plants
• Direct reduction plant,
• Steel making plant,
• Continuous casting plant, and
• Rolling plant.
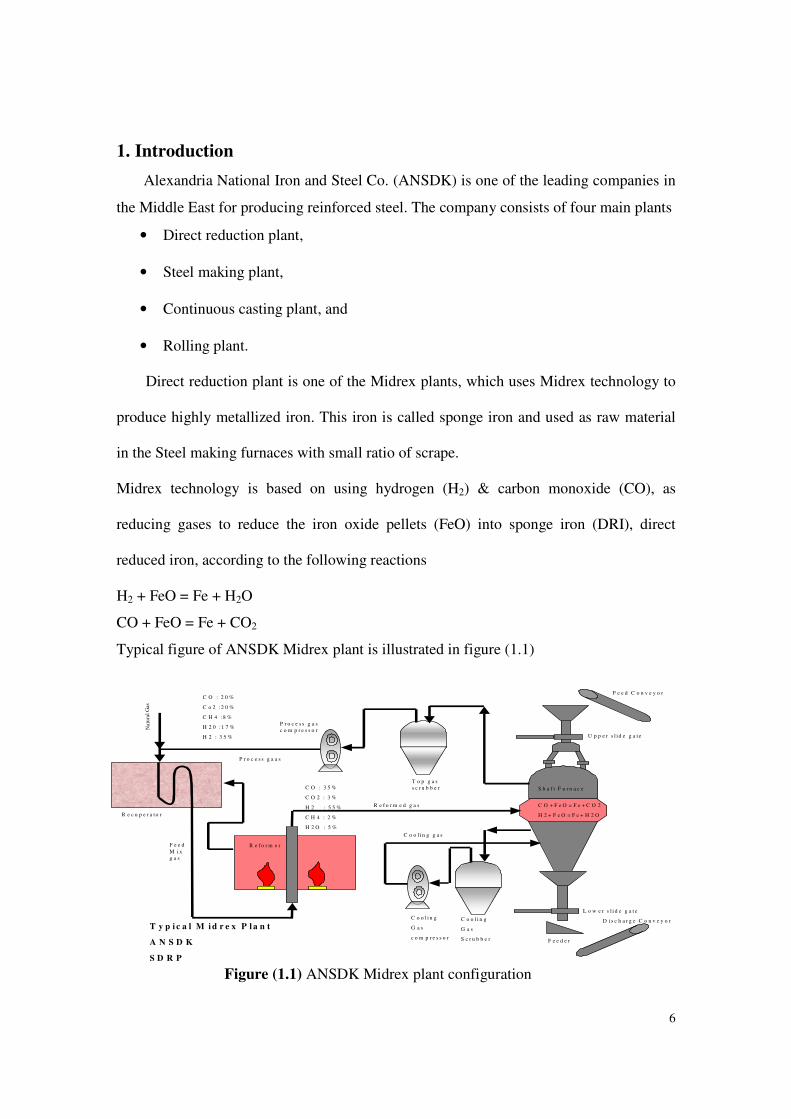
Direct reduction plant is one of the Midrex plants, which uses Midrex technology to
produce highly metallized iron. This iron is called sponge iron and used as raw material
in the Steel making furnaces with small ratio of scrape.
Midrex technology is based on using hydrogen (H2) & carbon monoxide (CO), as
reducing gases to reduce the iron oxide pellets (FeO) into sponge iron (DRI), direct
reduced iron, according to the following reactions
H2 + FeO = Fe + H2O
CO + FeO = Fe + CO2
Typical figure of ANSDK Midrex plant is illustrated in figure (1.1)
Nat
ura
l G
as
C O : 2 0 %
C o 2 : 2 0 %
C H 4 : 8 %
H 2 0 : 1 7 %
H 2 : 3 5 %
R e c u p e r a t o r
R e f o r m e r
C O : 3 5 %
C O 2 : 3 %
H 2 : 5 5 %
C H 4 : 2 %
H 2 O : 5 %
C o o l i n g
G a s
S c r u b b e r
C o o l i n g
G a s
c o m p r e s s o r
T o p g a s
s c r u b b e r
P r o c e s s g a s
c o m p r e s s o r
S h a f t F u r n a c e
T y p i c a l M i d r e x P l a n t
A N S D K
S D R P
R e f o r m e d g a s
P r o c e s s g a a s
C o o l i n g g a s
C O + F e O = F e + C O 2
H 2 + F e O = F e + H 2 O
F e e d C o n v e y o r
D i s c h a r g e C o n v e y o r
F e e d e r
U p p e r s l i d e g a t e
L o w e r s l i d e g a t e
F e e d
M i x
g a s
Figure (1.1) ANSDK Midrex plant configuration
7
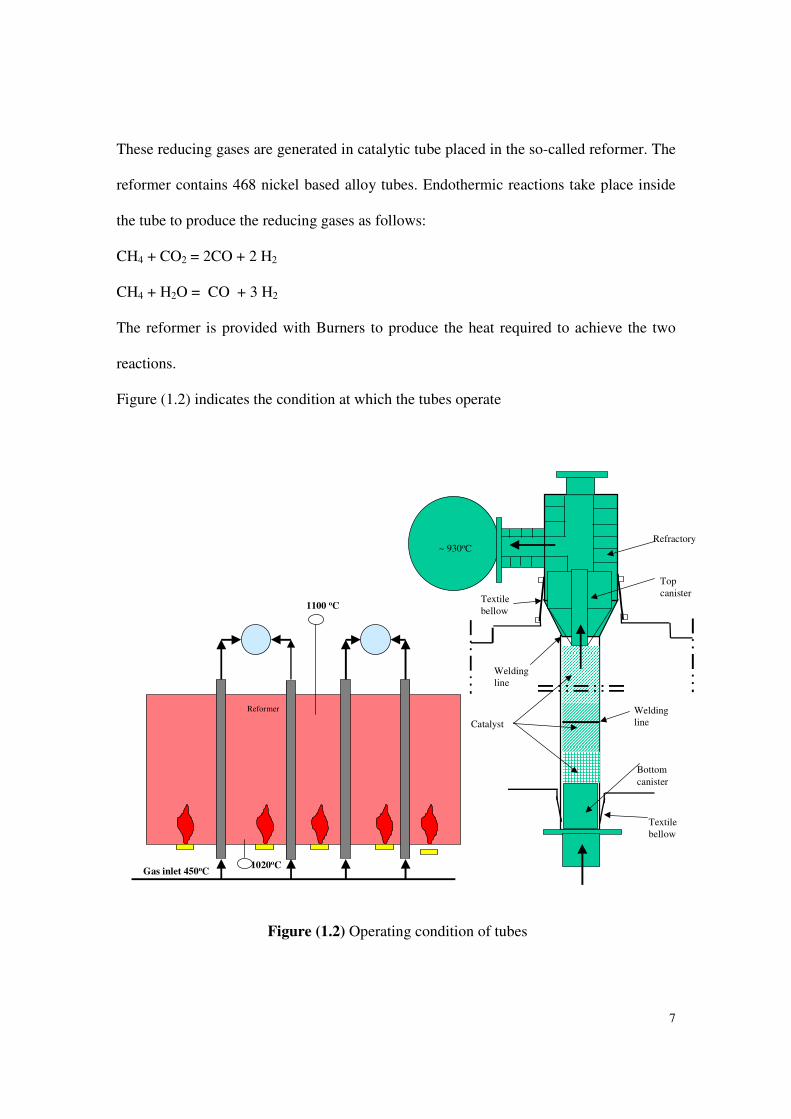
These reducing gases are generated in catalytic tube placed in the so-called reformer. The
reformer contains 468 nickel based alloy tubes. Endothermic reactions take place inside
the tube to produce the reducing gases as follows:
CH4 + CO2 = 2CO + 2 H2
CH4 + H2O = CO + 3 H2
The reformer is provided with Burners to produce the heat required to achieve the two
reactions.
Figure (1.2) indicates the condition at which the tubes operate
Reformer
1100 oC
1020oCGas inlet 450oC
Catalyst
~ 930oC
Welding
line
Welding
line
Refractory
Top
canister
Bottom
canister
Textile
bellow
Textile
bellow
Figure (1.2) Operating condition of tubes
8
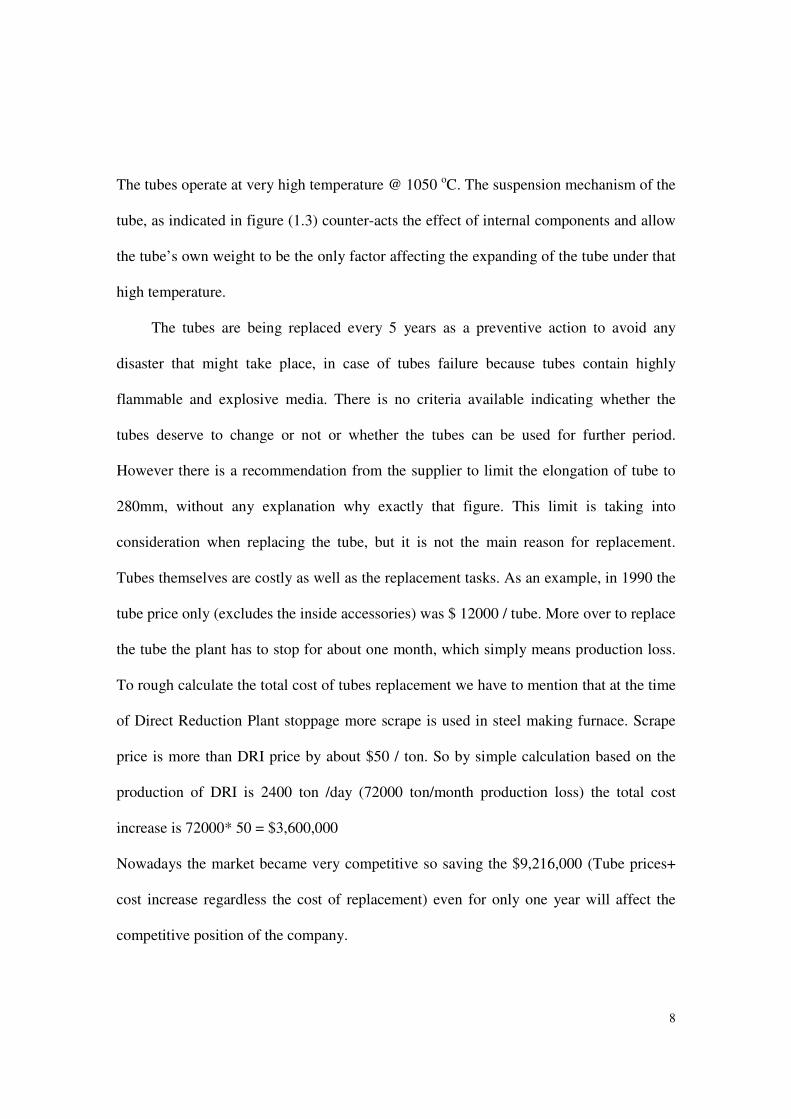
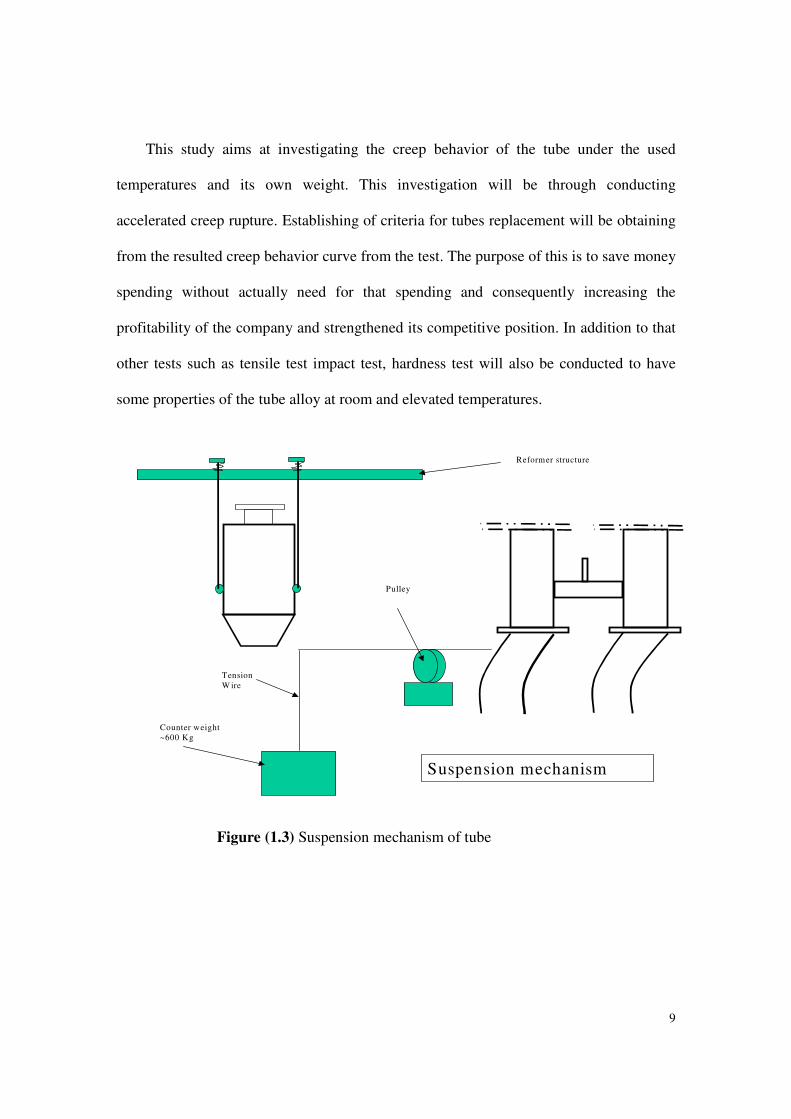
The tubes operate at very high temperature @ 1050 oC. The suspension mechanism of the
tube, as indicated in figure (1.3) counter-acts the effect of internal components and allow
the tube’s own weight to be the only factor affecting the expanding of the tube under that
high temperature.
The tubes are being replaced every 5 years as a preventive action to avoid any
disaster that might take place, in case of tubes failure because tubes contain highly
flammable and explosive media. There is no criteria available indicating whether the
tubes deserve to change or not or whether the tubes can be used for further period.
However there is a recommendation from the supplier to limit the elongation of tube to
280mm, without any explanation why exactly that figure. This limit is taking into
consideration when replacing the tube, but it is not the main reason for replacement.
Tubes themselves are costly as well as the replacement tasks. As an example, in 1990 the
tube price only (excludes the inside accessories) was $ 12000 / tube. More over to replace
the tube the plant has to stop for about one month, which simply means production loss.
To rough calculate the total cost of tubes replacement we have to mention that at the time
of Direct Reduction Plant stoppage more scrape is used in steel making furnace. Scrape
price is more than DRI price by about $50 / ton. So by simple calculation based on the
production of DRI is 2400 ton /day (72000 ton/month production loss) the total cost
increase is 72000* 50 = $3,600,000
Nowadays the market became very competitive so saving the $9,216,000 (Tube prices+
cost increase regardless the cost of replacement) even for only one year will affect the
competitive position of the company.
9
This study aims at investigating the creep behavior of the tube under the used
temperatures and its own weight. This investigation will be through conducting
accelerated creep rupture. Establishing of criteria for tubes replacement will be obtaining
from the resulted creep behavior curve from the test. The purpose of this is to save money
spending without actually need for that spending and consequently increasing the
profitability of the company and strengthened its competitive position. In addition to that
other tests such as tensile test impact test, hardness test will also be conducted to have
some properties of the tube alloy at room and elevated temperatures.
Counter weight~600 Kg
Tension
W ire
Suspension mechanism
Reformer structure
Pulley
Figure (1.3) Suspension mechanism of tube
10
2. Characteristics of High Temperature Applications
The technological developments since the early 20th century has required materials
that resist very high temperatures. Applications of these developments lie mainly in the
following areas:1
1. Gas turbine (stationary and on craft), whose blades operate at temperatures
of 800- 900 K. The burner and after burner sections operate at higher
temperatures, 1300 – 1400 K.
2. Nuclear reactors where pressure vessels and piping operate at 560 – 750 K.
Reactor skirts operate at 850- 950 K.
3. Chemical and petrochemical industries where some steam reformers
operate at 1250- 1350 K.
Materials used in these applications are subjected to a working temperatures
range (0.4~0.65) Tm, where Tm is the melting point of the material. Of course these
extreme working conditions affect the materials life and cause degradation, which can be
classified as follows:
1. Mechanical degradation. In spite of initially resist the applied loads, the
material undergoes anelastic deformation; its dimensions change with time.
2. Chemical degradation. This is due to the reaction of the material with the
chemical environment and to the diffusion of external elements into the
Mechanical Degradation
Chemical Degradation
Material Degradation at High Temperatures
11
materials. Chlorination (which affects the properties of super alloys used in
jet turbines) and internal oxidation are examples of chemical degradation.
Our concern here is the mechanical degradation. The thermo-mechanical
degradation or time dependant deformation of a material is known as creep.
Micro-structural changes take place at elevated temperatures; lead to materials failure at a
stress that is much lower than its ultimate tensile strength measured at ambient
temperature. A great number of failures can be attributed either to creep or to a
combination of creep and fatigue. Creep is characterized by a slow flow of the material,
which behaves as if it were viscous. If a component of a structure is subjected to a
constant tensile load, the decrease in cross-sectional area (due to the increase in length
resulting from creep) generates an increase in stress; when the stress reaches the value at
which failure occurs statically (ultimate tensile stress), failure occurs. Elastic, plastic,
visco-elastic, and visco-plastic deformations can all be included in the creep process,
depending on the material and the characteristic time of the deformation. However, creep
deformation is always treated as plastic deformation because the failures associated with
creep are similar to those due to yield in plastic deformation of the materials. There are
various mechanisms of creep in materials at elevated temperatures and thus there are
different creep models.
The temperature range, in Kelvin, for which creep is important in metals and
ceramics, is 0.4 Tm <T<Tm, where Tm is the melting temperature of the material and T is
the operating temperature.
The critical temperature for creep varies from material to another; lead material
creeps at ambient temperature, whereas creep becomes important in iron above 6000C. In
12
general, the phenomenon of creep is important at high temperatures. Some nickel-based
super alloys can withstand temperatures as high as 1,500 K, and ceramics have
temperature capabilities that are considerably higher (up to 2,000 K).1
13
3. Creep curve
A creep curve measures the resistance of the material to time dependence
deformation under load. When a constant load is applied to a tensile specimen at a
constant temperature (usually greater than 0.4 ~0.5 of the absolute melting temperature of
the specimen) the strain of the specimen is determined as a function of time. A typical
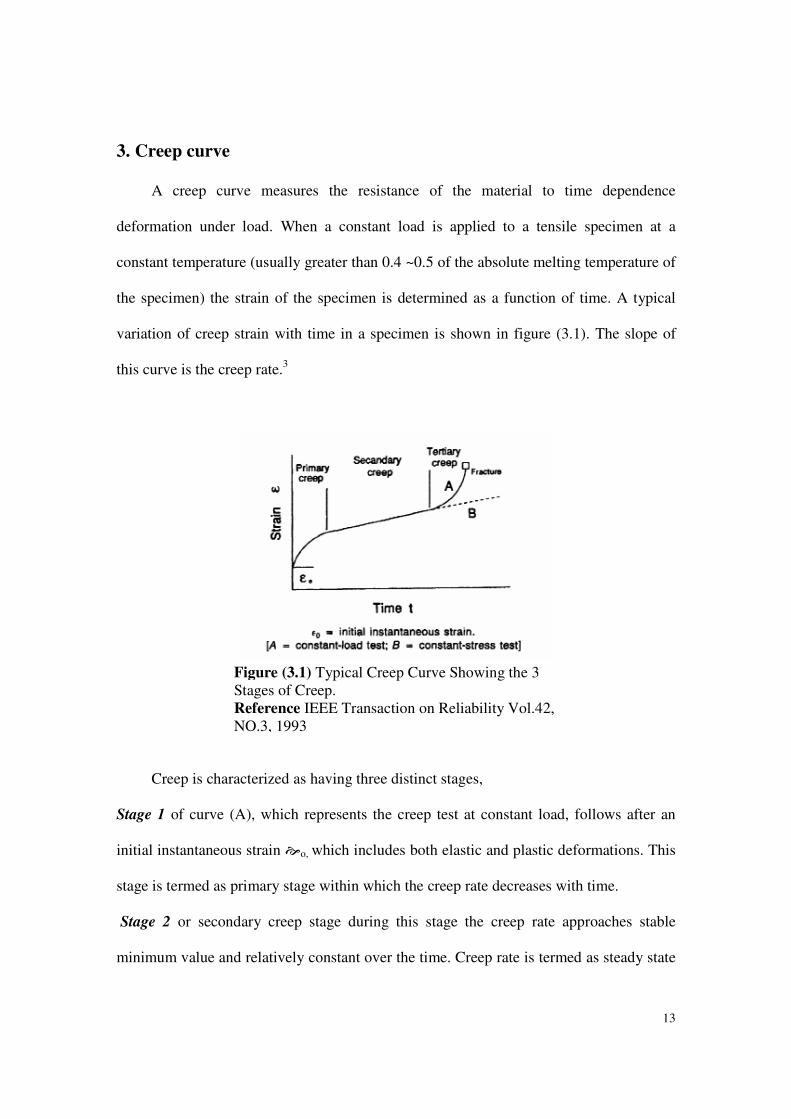
variation of creep strain with time in a specimen is shown in figure (3.1). The slope of
this curve is the creep rate.3
Creep is characterized as having three distinct stages,
Stage 1 of curve (A), which represents the creep test at constant load, follows after an
initial instantaneous strain �o, which includes both elastic and plastic deformations. This
stage is termed as primary stage within which the creep rate decreases with time.
Stage 2 or secondary creep stage during this stage the creep rate approaches stable
minimum value and relatively constant over the time. Creep rate is termed as steady state
Figure (3.1) Typical Creep Curve Showing the 3 Stages of Creep. Reference IEEE Transaction on Reliability Vol.42, NO.3, 1993
14
creep rate. It is also known as the minimum creep rate, because it corresponds to the
inflection point of the curve. The steady state creep rate is an important engineering
property, because most deformations involve this stage.
Stage 3 termed as tertiary creep, in which the creep rate accelerates with time and leads
to failure by creep rupture.
Although the three stages represent the creep behavior in most materials, the primary
creep stage can be absent for some materials. The extension during the tertiary creep
stage can be limited in brittle materials and very extensive in ductile materials.
Curve (B) in figure is different from curve (A) and indicates a creep test with a constant
stress.
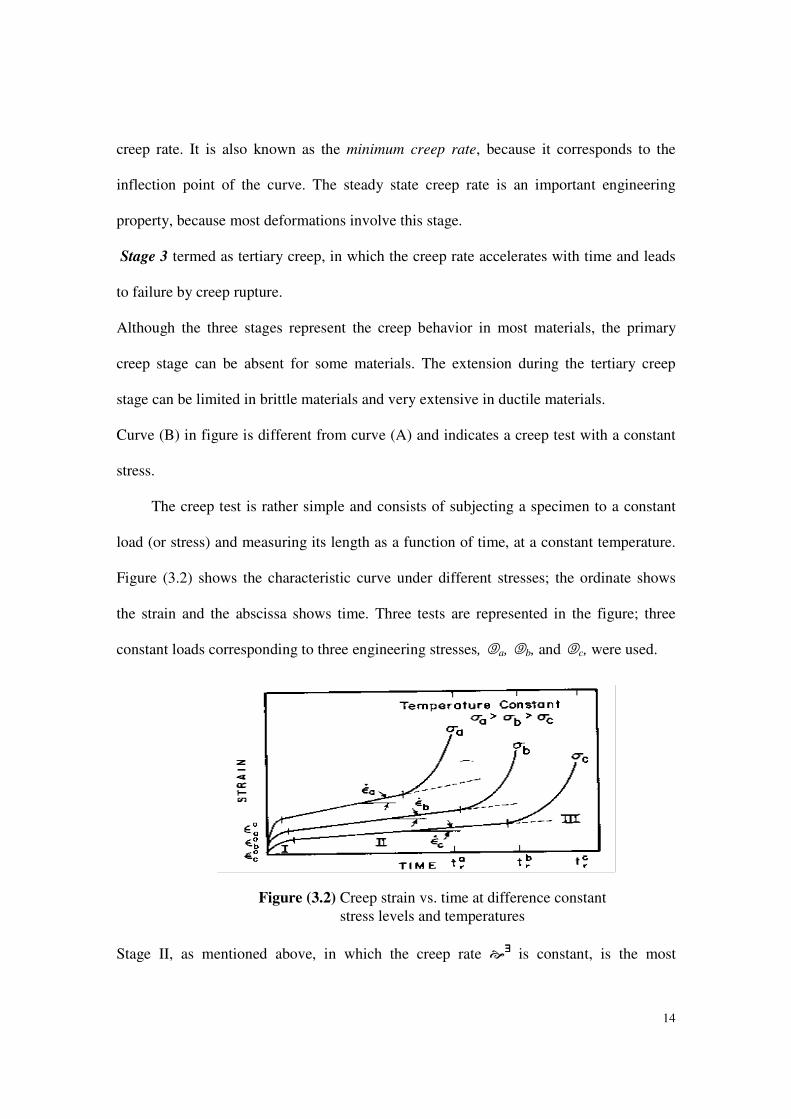
The creep test is rather simple and consists of subjecting a specimen to a constant
load (or stress) and measuring its length as a function of time, at a constant temperature.
Figure (3.2) shows the characteristic curve under different stresses; the ordinate shows
the strain and the abscissa shows time. Three tests are represented in the figure; three
constant loads corresponding to three engineering stresses, 9a, 9b, and 9c, were used.
Stage II, as mentioned above, in which the creep rate �∃∃∃∃ is constant, is the most
Figure (3.2) Creep strain vs. time at difference constant
stress levels and temperatures
15
important. It can be seen that ����∃∃∃∃
a > ����∃∃∃∃
b > ����∃∃∃∃
c as a consequence of the relationship
9999a>9999b> 9999c.
In figure (3.2) the rupture times tar, tr
b, and tr
c increase with decreasing stress. The strains
����0 are called instantaneous strains and correspond to the strains at the instant of loading.
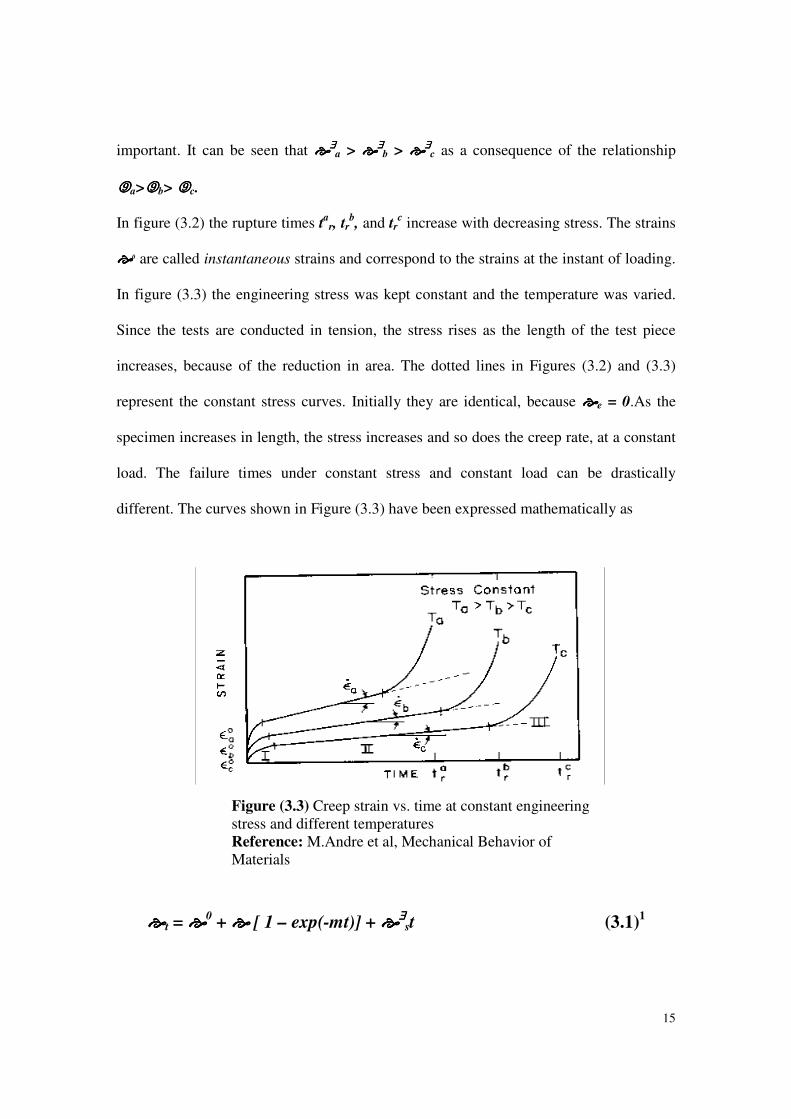
In figure (3.3) the engineering stress was kept constant and the temperature was varied.
Since the tests are conducted in tension, the stress rises as the length of the test piece
increases, because of the reduction in area. The dotted lines in Figures (3.2) and (3.3)
represent the constant stress curves. Initially they are identical, because ����e = 0.As the
specimen increases in length, the stress increases and so does the creep rate, at a constant
load. The failure times under constant stress and constant load can be drastically
different. The curves shown in Figure (3.3) have been expressed mathematically as
����t = ����0 + ���� [ 1 – exp(-mt)] + ����
∃∃∃∃st (3.1)
1
Figure (3.3) Creep strain vs. time at constant engineering stress and different temperatures Reference: M.Andre et al, Mechanical Behavior of Materials
16
The minimum creep rate is usually represented by
����∃∃∃∃
s = (AGb/ kT)D0 exp(-QC/RT)(b/d)p(9999/G)
n (3.2)1
Where A is the dimensionless constant, D0 is the frequency factor, G is the shear
modulus, b is the Burgers vector, k is Boltzmann’s constant, T is the absolute
temperature, 9 is the applied stress, d is the grain size, P is the inverse grain size
exponent, n is the stress exponent, QC is the appropriate activation energy, and R is the
gas constant. This equation is known as the Mukherjee-Bird-Dorn equation. The
activation energy for diffusion is often equal to the activation energy for creep (QC =
QD). The diffusion coefficient is
D = D0 exp (-QD/RT) (3.3 )1
And
����∃∃∃∃
s = AGbD/ kT)(b/d)p(9999/G)
n (3.4)1
Essentially, equations 3.2 and 3.4 express the steady –state creep rate as a function of the
applied stress, temperature, and grain size.
17
4. Creep Characteristics
Creep characteristics depend on several factors such as time, temperature, Stress, and the
microstructure.
4.1 Time.
A time scale is always involved in a creep test. As a comparison, for most
engineering materials tested at low temperatures, measured tensile properties are
relatively dependent of the test time, regardless of whether it is 5 minutes or 5 hour. The
main reason of that is the involvement of the thermally activated time dependent
processes. A single dominant thermally activated process usually controls the overall
creep rate during creep deformation. For example, if the controlling process is
diffusional, the creep rate is called diffusion controlled.1
4.2 Temperature
Normally the creep processes involve mechanisms at the atomic scale. The mobility
of atoms and vacancies increases rapidly with temperature so they can diffuse through the
lattice of the material along the direction of the hydrostatic stress gradient, which is
called self-diffusion. The self-diffusion of atoms can or vacancies helps dislocations (line
crystal defect) climb (a motion of dislocation toward the direction perpendicular to its
slip plane). At low temperatures, becomes less diffusion- controlled. Diffusion can occur,
but is limited in local porous areas, like grain boundaries and phase interfaces, which is
called grin boundary diffusion.3 Generally creep becomes of engineering importance at
T>0.5Tm. This is just empirical guideline based on the observations that above 0.5 Tm,
creep is most likely to be governed by mechanisms that depend on self-diffusion.
18
4.3 Stress
Stress level and stress state greatly affect the creep rate. As explained in figure (3.2)
shows the effect of different stress at constant temperature.
Measurements of creep property are classified into creep test and creep rupture test
according to the stress level.
• Creep test
Normally the test is carried out at low stresses to determine the steady state creep
rate. The total strain is often less than 0.5%
• Creep rupture test
It is similar to creep test except that high load is applied to precipitate failure of
the material. The total strain can be as high as 50%.
4.4 Micro-structure
Microstructure of the material plays an important part of determining the creep
behavior of the material. Grain size affects the creep rate in all the three stages.
Precipitations and impurity particles initiate creep cavities. Porosity due to sintering,
particularly in ceramics, is another microstructure effect.10
19
5. Fundamental Mechanisms Responsible For Creep
The models for creep deformation are based on the observations of different micro
structural mechanisms and are developed to represent ����∃∃∃∃
s. Usually ����∃∃∃∃
s is established
as the most basic creep parameter for modeling purposes. ����∃∃∃∃
s is strongly influenced by
creep stress and temperature. Therefore, for obtaining ����∃∃∃∃
s, various models for creep
deformations are developed according to stress and temperature ranges. For each
material, a creep deformation mechanism map can be plotted to identify the dominant
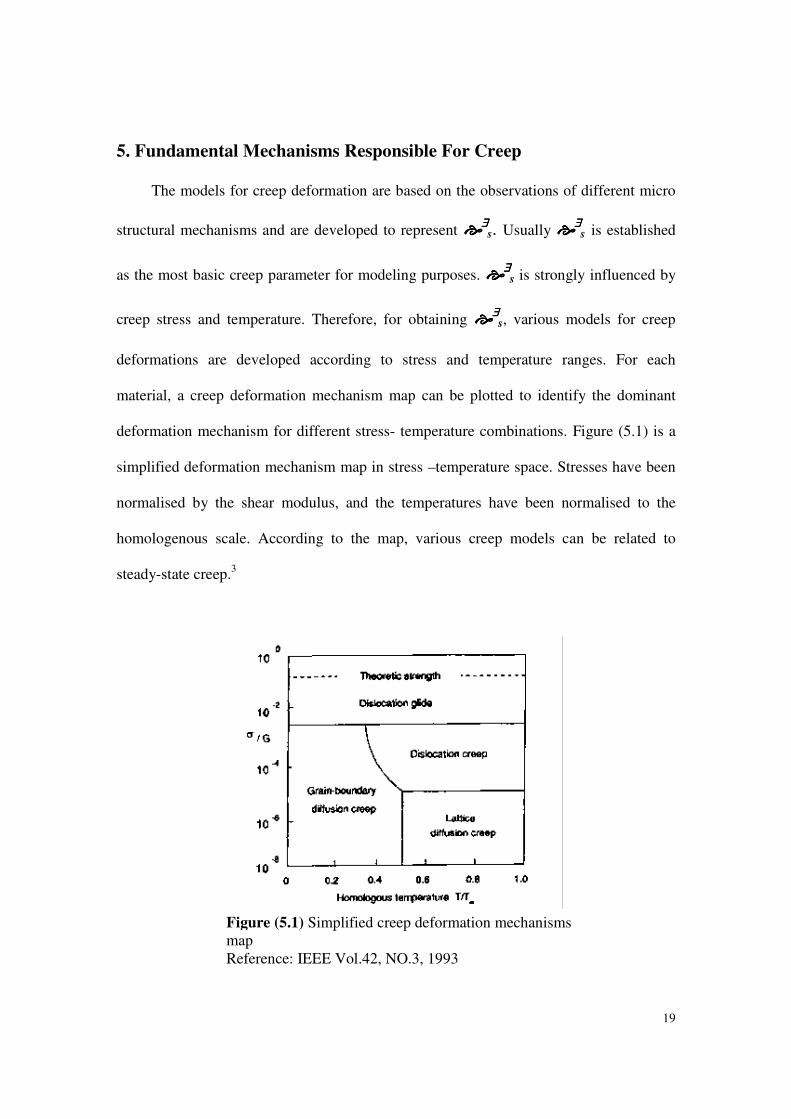
deformation mechanism for different stress- temperature combinations. Figure (5.1) is a
simplified deformation mechanism map in stress –temperature space. Stresses have been
normalised by the shear modulus, and the temperatures have been normalised to the
homologenous scale. According to the map, various creep models can be related to
steady-state creep.3
Figure (5.1) Simplified creep deformation mechanisms map Reference: IEEE Vol.42, NO.3, 1993
20
In fact the understanding of creep can be divided into two periods: before and after
1954. In that year, Orr et al. introduced the concept that the activation energy for creep
and diffusion are the same for an appreciable number of metals (more than 25). The
activation energy for diffusion is connected to the diffusion coefficient by Equation (3.3).
For temperatures below 0.5 Tm, half the melting point of the material, in kelvins, the
activation energy for creep tends to be lower than that for self-diffusion, because
diffusion takes place preferentially along dislocations (pipe diffusion), instead of in bulk.
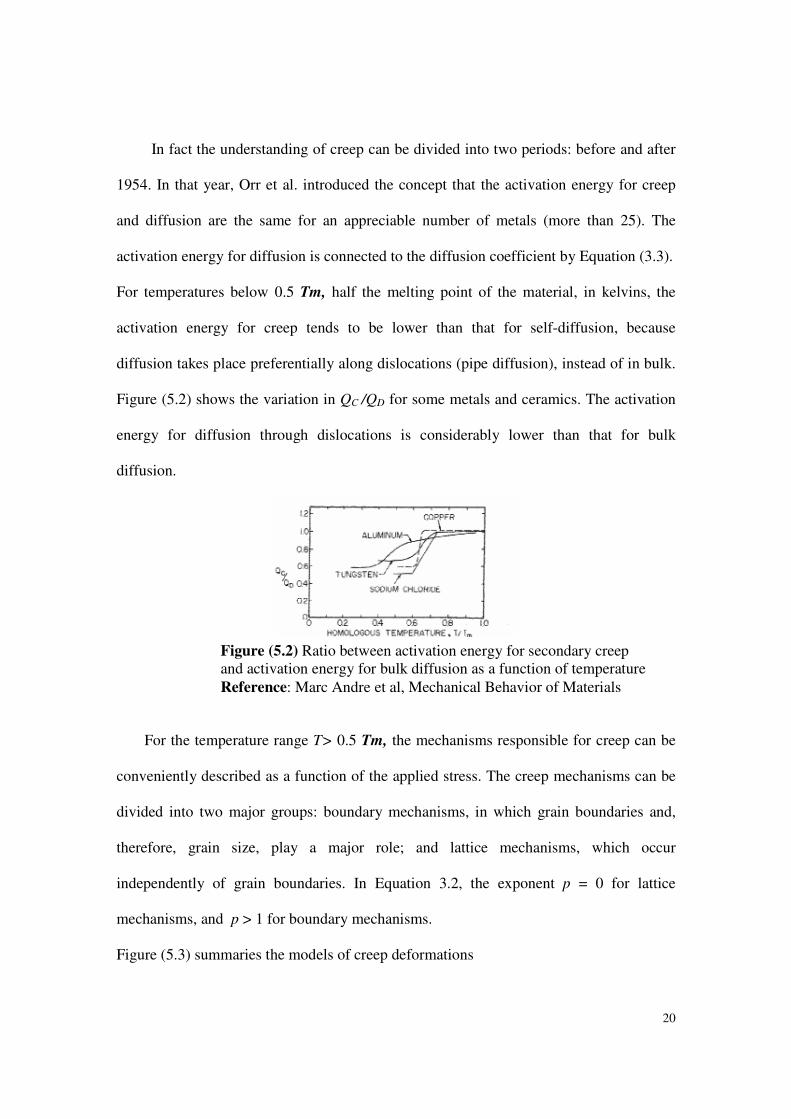
Figure (5.2) shows the variation in QC /QD for some metals and ceramics. The activation
energy for diffusion through dislocations is considerably lower than that for bulk
diffusion.
For the temperature range T> 0.5 Tm, the mechanisms responsible for creep can be
conveniently described as a function of the applied stress. The creep mechanisms can be
divided into two major groups: boundary mechanisms, in which grain boundaries and,
therefore, grain size, play a major role; and lattice mechanisms, which occur
independently of grain boundaries. In Equation 3.2, the exponent p = 0 for lattice
mechanisms, and p > 1 for boundary mechanisms.
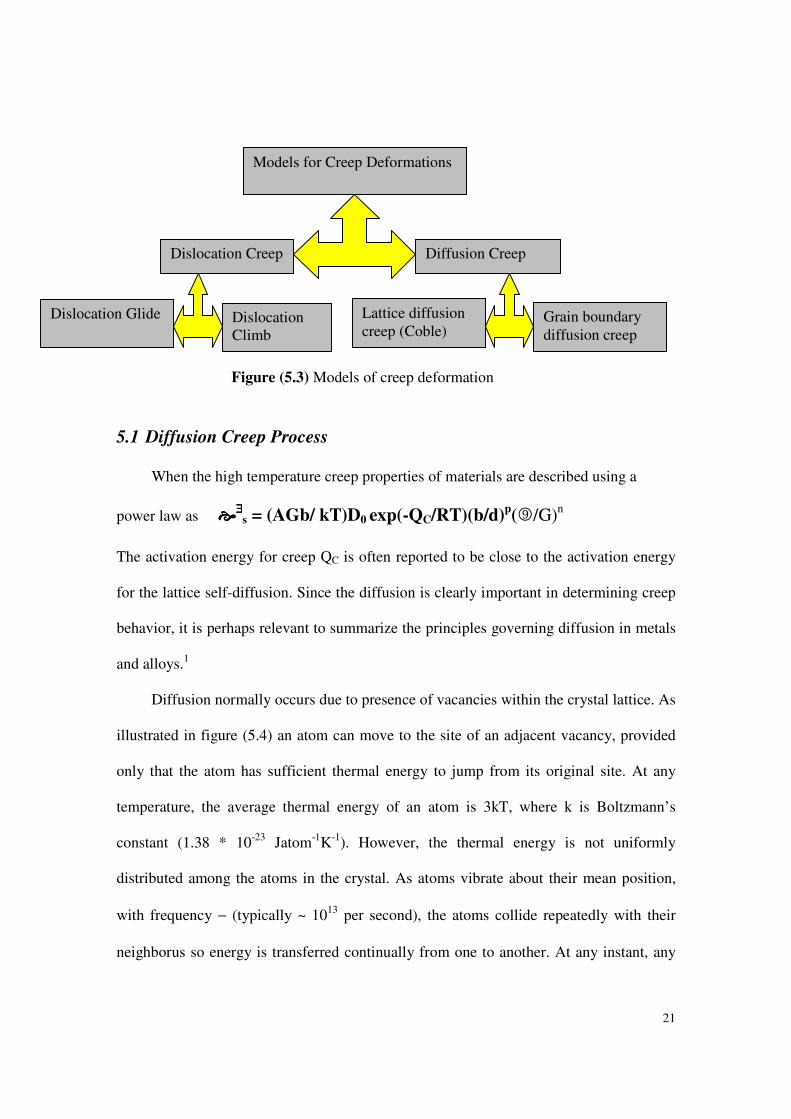
Figure (5.3) summaries the models of creep deformations
Figure (5.2) Ratio between activation energy for secondary creep and activation energy for bulk diffusion as a function of temperature
Reference: Marc Andre et al, Mechanical Behavior of Materials
21
5.1 Diffusion Creep Process
When the high temperature creep properties of materials are described using a
power law as ����∃∃∃∃
s = (AGb/ kT)D0 exp(-QC/RT)(b/d)p(9/G)n
The activation energy for creep QC is often reported to be close to the activation energy
for the lattice self-diffusion. Since the diffusion is clearly important in determining creep
behavior, it is perhaps relevant to summarize the principles governing diffusion in metals
and alloys.1
Diffusion normally occurs due to presence of vacancies within the crystal lattice. As
illustrated in figure (5.4) an atom can move to the site of an adjacent vacancy, provided
only that the atom has sufficient thermal energy to jump from its original site. At any
temperature, the average thermal energy of an atom is 3kT, where k is Boltzmann’s
constant (1.38 * 10-23 Jatom-1K-1). However, the thermal energy is not uniformly
distributed among the atoms in the crystal. As atoms vibrate about their mean position,
with frequency − (typically ~ 1013 per second), the atoms collide repeatedly with their
neighborus so energy is transferred continually from one to another. At any instant, any
Models for Creep Deformations
Diffusion Creep
Dislocation Creep
Lattice diffusion creep (Coble)
Dislocation Glide
Figure (5.3) Models of creep deformation
Grain boundary diffusion creep
Dislocation Climb

22
single atom therefore has more or less energy than the average value, i.e. it is vibrating
more or less violently about its mean position than the other atoms in the crystal.2 Let the
energy, which the atom requires in order to move into the adjacent vacant lattice site be q.
The probability, p, of any atom having an energy that is equal to or greater than q, at any
instant, is given as
p = exp-(q/kT) (5.1)2
Even if an atom has sufficient energy to jump from its original lattice site, it can only
move if a vacancy exists on the adjacent site to allow the move to take place. The
equilibrium concentration of vacancies in a lattice at temperature, T, is given by the
expression
−=
kT
q
N
N
L
v ^
exp (5.2)2
where Nv is the number of vacancies out of a total number of lattice sites, NL, and q' is the
thermal energy needed to displace an atom from a lattice site to create a vacancy. Thus,
Figure (5.4) Schematic representation of diffusion as a result of vacancy movement, showing the energy associated with the different atom locations.
Reference. R.W.Evans et al, Introduction to Creep

23
the probability of an atom having sufficient energy to jump successfully is given by
equation (5.1) while the probability of this atom being adjacent to a vacancy, so that the
jump can take place, is given by equation (5.2). The probability of two independent
processes occurring simultaneously is the product of the individual probabilities, so the
frequency with which atom movements occur (�) can be expressed as
���� = exp-(q/kT). exp-(q^I kT) (5.3)2
therefore ���� = exp -[(q + q^)/kT ] (5.4)
2
The rate of diffusion in a solid depends directly on the frequency with which
individual atom movements occur, so that
D∝∝∝∝ ���� ∝∝∝∝ exp-( q* /kT) (5.5)
2
With q* =q+q
^
D is called the diffusion coefficient, which has units of m2s-1. However, q* represents a
very small quantity of thermal energy (defined in units of joules per atom) and it is then
more usual to rewrite equation (5.5) as
D =D0exp-(Q/RT) (5.6)2
Where D0 is a constant and R is the universal gas constant (8.31 Jmol-1K-1) given as
R =NAk
NA is Avogadro's number, which is the number of atoms per mol (6.022 x 1023 mol-1).
The parameter, Q, is then termed the activation energy for diffusion (with units of Jmol-
1), given as
Q =NAq*
(5.7)2
24
Vacancy movement is the dominant diffusion mechanism in most metals and alloys,
and the movement of vacancies in a pure metal, say copper, is called self-diffusion, i.e.
the movement of copper atoms in the copper lattice. The activation energy for this
process is called the activation energy for self-diffusion, QSD. Yet while the activation
energy for creep is frequently found to be equal to that for self-diffusion at high creep
temperatures, QC values significantly less than QSD are often reported at creep
temperatures of around 0.4 to 0.6 Tm,
Diffusion creep tends to occur for 9/G [10-4. (This value depends, to a certain extent, on
the metal.) Two mechanisms are considered important in the region of diffusion creep.
5.1.1 Lattice Diffusion Creep
Lattice diffusion creep represents the creep process controlled by the diffusion of
atoms or vacancies under low applied stress and is often called Nabbaro- Herring creep.
Usually at 9/G <10-5. This normalized stress is not enough to move dislocations but
enough to cause atomic diffusion in preferential directions if T>0.5Tm
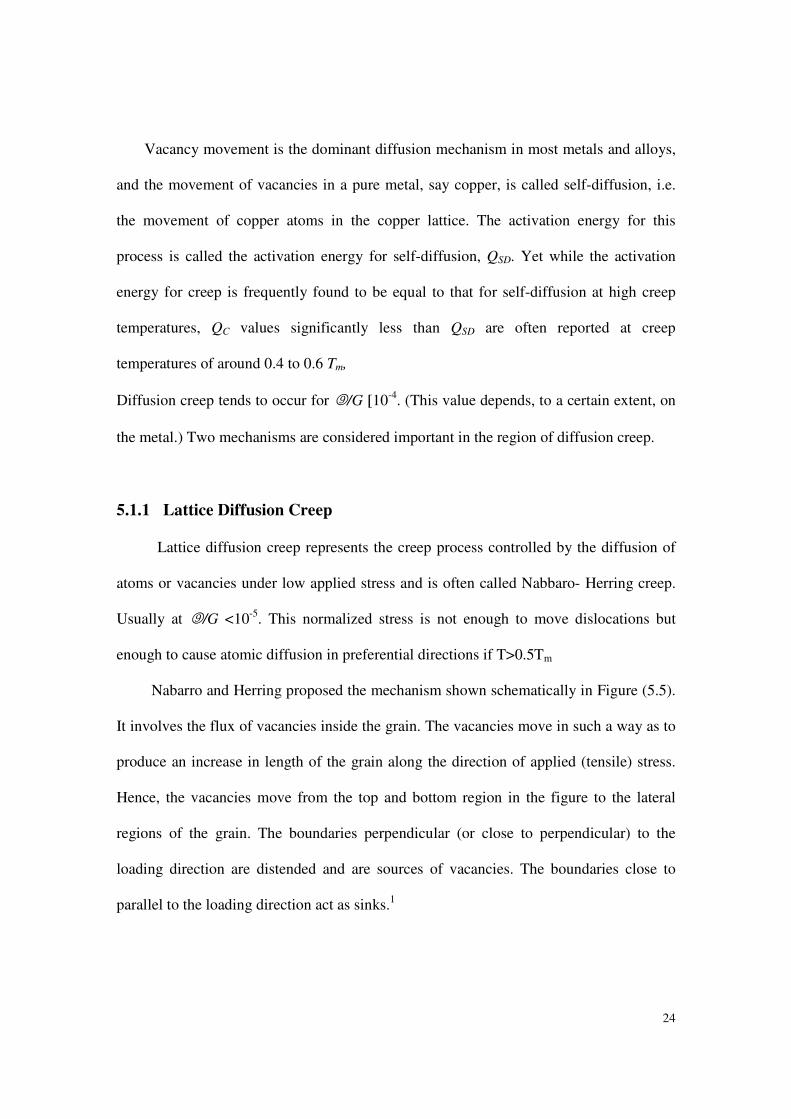
Nabarro and Herring proposed the mechanism shown schematically in Figure (5.5).
It involves the flux of vacancies inside the grain. The vacancies move in such a way as to
produce an increase in length of the grain along the direction of applied (tensile) stress.
Hence, the vacancies move from the top and bottom region in the figure to the lateral
regions of the grain. The boundaries perpendicular (or close to perpendicular) to the
loading direction are distended and are sources of vacancies. The boundaries close to
parallel to the loading direction act as sinks.1
25
Nabarro and Herring developed a mathematical expression connecting the vacancy
flux to the strain rate. They started by supposing that the “source” boundaries had a
concentration of vacancies equal to C0 + ����C and sink boundaries a concentration C0.
They assumed that
����C = C0 9999/ kT,
Where 9 is the applied stress and C0 the equilibrium vacancy concentration
C0 = NV/NL = exp –( q^/kT) (5.8)2
The flux of vacancies is therefore given by
J = k
` De(����C/x) = k
``De (����C/d) (4.8)
1
Figure (5.5) Flow of vacancies according to (a) Nabarro-Herring and (b) coble mechanisms, resulting in increase in the length of the specimen
Reference: Marc Andre et al, Mechanical Behavior of Materials

26
Where x is the diffusion distance, which is a direct function of the grain size
(approximately equal to d/2), De is the lattice diffusion coefficient, d is the grain size
diameter, k` and k
`` are proportionality constants. k
``= 2 k
`. The strain rate is related to the
increase in grain size d in the direction of the applied stress:
����∃∃∃∃
= 1/d (dd/dt).
The change in grain length, dd/dt, can be obtained from the shift of vacancies, each
having volume �:
dd/dt = J�.
thus the following equation can be obtained for creep rate
����∃∃∃∃
NH = k``De C0 9999/ d
2 kT, (5.9)
1
Expressing this equation in the format of equation 1.3 (making � = 0.7b3)
����∃∃∃∃
NH = ANH(GbDe/ kT)(b/d)2(9999/G) (5.10)1
ANH is typically equal to 10 – 15.
The equation for the steady state creep rate is derived according to diffusion dynamics in
poly-crystals is
����∃∃∃∃
s = 14(a/d)2.a.9999.(De/kT) (5.11)
3
Where a is the atomic size
5.1.2 Grain Boundary Diffusion Creep
At 9999/G <10-4 and also at T<0.5Tm, atomic diffusion in the lattice becomes
progressively more difficult. On the other hand, atoms at grain boundaries are less
closely packed than elsewhere and vacancies exist along the boundaries. Thus
27
atoms and vacancies can move easily in the porous grain boundaries, to release
the strain state of the crystal due to the applied stress.
Coble proposed that second mechanism explaining diffusion creep. This diffusion
results in sliding of the grain boundaries. Hence, if a fiducial scratch is made on the
surface of the specimen prior to creep testing, the scratch will show a series of
discontinuities (at the grain boundaries) after testing if Coble creep is operative.
Figure (8.b) shows, in a schematic manner, how the flow of vacancies along a
boundary generates shear. Notice that there is also additional accommodational
diffusion necessary.1 Coble creep leads to the relationship
����∃∃∃∃
C = AC (GbDgb/ kT)(����/b)(b/d)3(9999/G) (5.12)
1
Where AC is typically equal to 30-50. ���� is the effective width of the grain boundary for
diffusion, and Dgb is the grain-boundary diffusion coefficient.
By deriving the flux of atoms diffusing through grain boundaries, the equation becomes
����∃∃∃∃
s = 148(a/d)3.W.9999.(Dgh/kT) (5.13)
3
Where W is the grain boundary width.
Note that in Equations 5.10 and 5.12, the strain rate is proportional to the stress-that is, n
= 1. Also, the strain rate goes as d-2 for Nabarro-Herring creep and as d-3 for Coble creep.
This enables researchers to differentiate between the two mechanisms: They establish the
creep rates for specimens with different grain sizes and find the exponent on the grain
size. A practical way of having an alloy with high resistance to Nabarro-Herring or Coble
creep is to increase the size of the grains. This method is used in super alloys; a
fabricating technique called directional solidification has been developed to eliminate
virtually all grain boundaries perpendicular and inclined to the tensile axis.
28
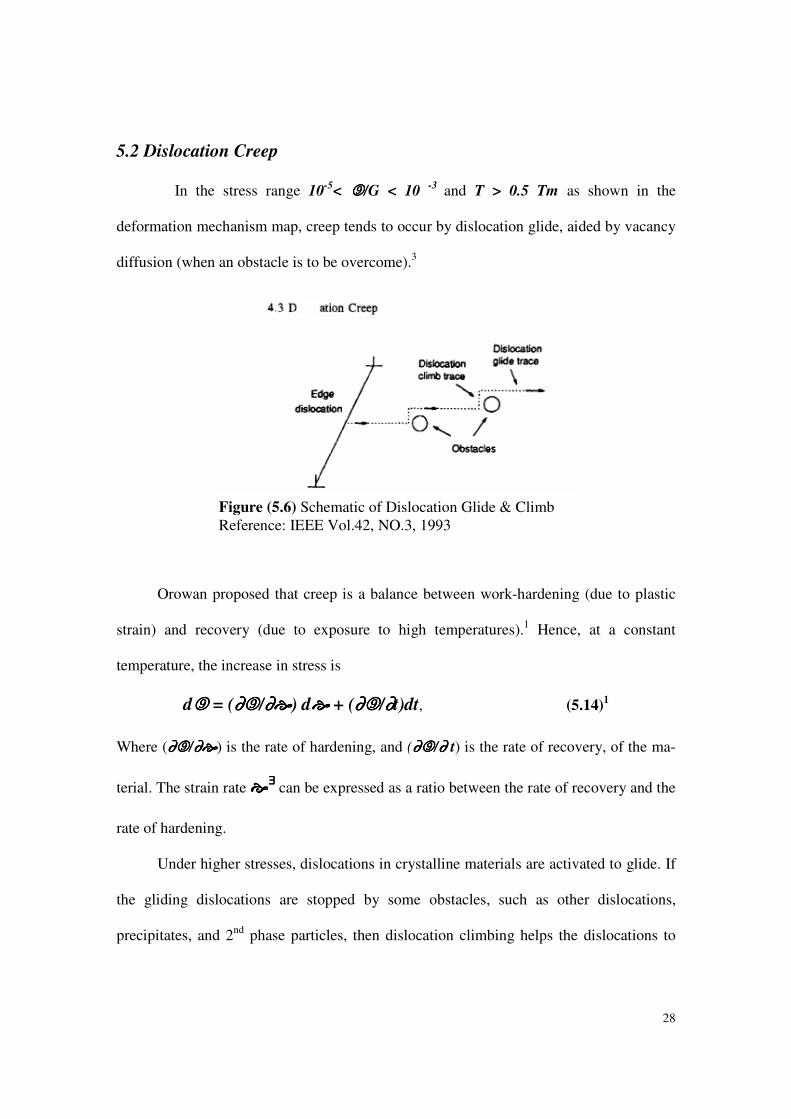
5.2 Dislocation Creep
In the stress range 10-5< 9999/G < 10 -3 and T > 0.5 Tm as shown in the
deformation mechanism map, creep tends to occur by dislocation glide, aided by vacancy
diffusion (when an obstacle is to be overcome).3
Orowan proposed that creep is a balance between work-hardening (due to plastic
strain) and recovery (due to exposure to high temperatures).1 Hence, at a constant
temperature, the increase in stress is
d9999 = (∂∂∂∂9999/∂∂∂∂����) d���� + (∂∂∂∂9999/∂∂∂∂t)dt, (5.14)1
Where (∂∂∂∂9999/∂∂∂∂����) is the rate of hardening, and (∂∂∂∂9999/∂∂∂∂ t) is the rate of recovery, of the ma-
terial. The strain rate ����∃∃∃∃ can be expressed as a ratio between the rate of recovery and the
rate of hardening.
Under higher stresses, dislocations in crystalline materials are activated to glide. If
the gliding dislocations are stopped by some obstacles, such as other dislocations,
precipitates, and 2nd phase particles, then dislocation climbing helps the dislocations to
Figure (5.6) Schematic of Dislocation Glide & Climb Reference: IEEE Vol.42, NO.3, 1993
29
overcome the obstacles and continue their gliding as shown in figure (5.6). Therefore
dislocation motion controlled creep deformation occurs by both dislocations gliding and
climbing. Dislocation gliding, viz, crystallographic slip deformation, produces almost all
the creep strain, while dislocation climbing controls the creep rate, because the
dislocation gliding rate is much faster than atomic diffusion rate which controls
dislocation climbing.
A creep model based on the mechanisms of dislocation climbing and atomic
diffusion predicts the steady state creep rate to be proportional to the third power of
stress. However creep experiments show that the exponent of stress ranges from 1 to 8.
Therefore the steady state creep is generally presented by power –low equation:
����∃∃∃∃
s=A(DeGb/kT)(9999/G)n
= B9999n.exp(-Q/kT) (5.15)
3
The term A incorporates the various parameters and proportionality coefficients
B is determined by the slip magnitude & direction of a dislocation in crystal.
Equation (5.15) shows the power- low relation between steady state creep and stress for
creep controlled by dislocation gliding and climbing. This model can be more generally
used for both dislocation creep (n µµµµ 2) and diffusion creep (n =1).
When 9/G>10-3, dislocation gliding dominates over atomic diffusion effect
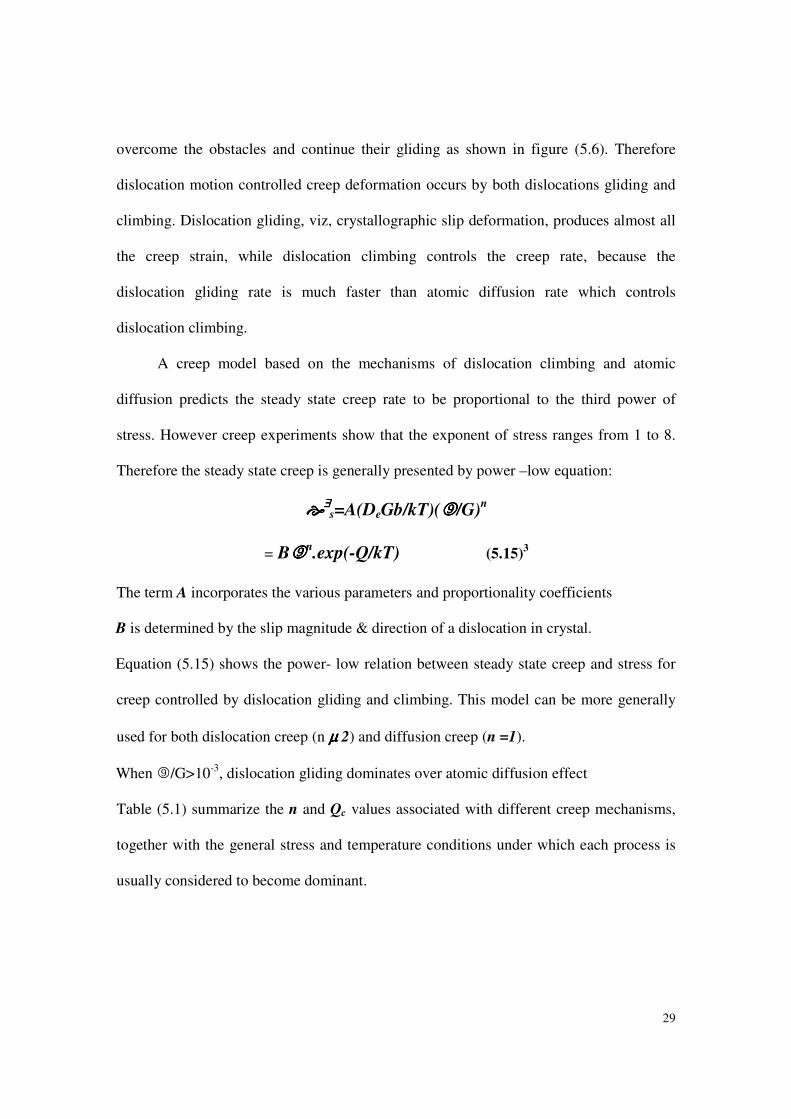
Table (5.1) summarize the n and Qc values associated with different creep mechanisms,
together with the general stress and temperature conditions under which each process is
usually considered to become dominant.
30
Creep Process Temp. Stress n value Qc value
High temperature dislocation >~0.7Tm Intermediate/high >3 ~QSD
Low temperature dislocation ~0.4 to~0.7Tm Intermediate/high >3 Qcore***
High temp. diffusional creep
(Nabarro-Herring)
>~0.7Tm Low ~1 QSD
Low temp. diffusional creep
(Coble creep)
~0.4 to
~0.7Tm
Low ~1 QGB
*** Qcore is the activation energy for self-diffusion along dislocation cores (Qcore=QGB)
5.3 Grain-Boundary Sliding And Supperplasticity
Grain-boundary sliding usually does not play an important role during primary or
secondary creep. However, in tertiary creep it does contribute to the initiation and
propagation of intercrystalline cracks. in fact it has some contribution to creep in primary.
Because of that this creep mechanism is not shown in figure (5.1), though temperature
and stress conditions are similar to that of diffusion creep. There is a good relation
between the activation energy of creep deformation ( mainly due to grain boundary
sliding ) and of the lattice self-diffusion. Therefore, the sliding is considered as diffusion
controlled process, even though the creep deformation is caused by grain boundary
sliding.
Another deformation process to which it contributes significantly is super
plasticity; it is thought that most of the deformation in super plastic forming takes place
Table (5.1) Values of n and QC associated with dislocation and diffusional creep (pure metal)
Reference: R.W.Evans et al, Introduction to Creep
31
by grain-boundary sliding.
The rate of diffusion-controlled grain boundary sliding can be expressed as:
����∃∃∃∃
s=C.9999.exp(-Q/kT) (5.16)3
Modifications of equation (5.16) are required if impurity or 2nd phase particles are existed
in the grain boundaries and if both lattice diffusion and grain boundary diffusion are
involved. The stress dependence of the power law in equation (5.16) is the same as the
mechanism of diffusion creep (n =1).
The accommodating processes control the grain-boundary sliding rate where the
sliding surface deviates from a perfect plane. One can readily see that we cannot have a
perfect plane defined by the boundaries between different grains; we cannot look sepa-
rately at the sliding between two grains having a common interface. The requirements of
strain compatibility are such that we have to model the interface as sinusoidal, as is
depicted in Figure (5.7). The applied stress �a can produce sliding only if it is coupled
with diffusional flow that transports material (or vacancies) over a maximum distance of
A, the wavelength of the irregularities. Figure (5.7-b) shows the same effect in a
polycrystalline aggregate. The individual grain boundaries are translated by a
combination of sliding and diffusional flow under the influence of the applied stress.
32
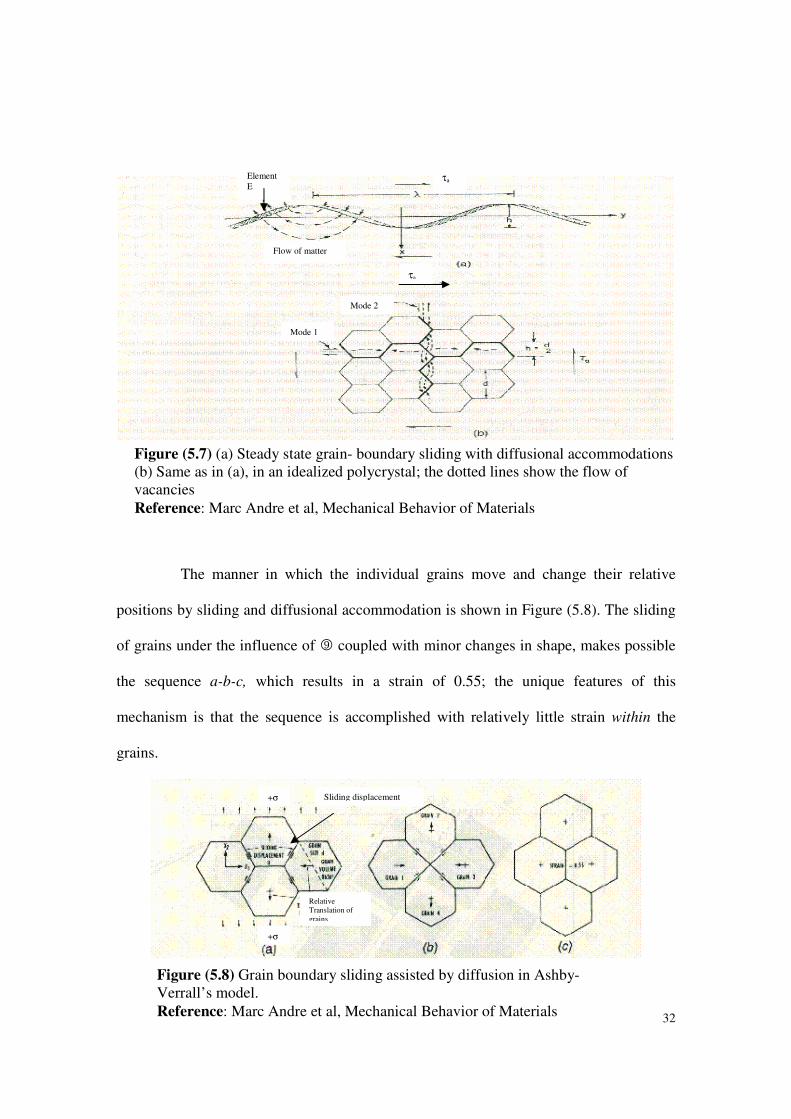
The manner in which the individual grains move and change their relative
positions by sliding and diffusional accommodation is shown in Figure (5.8). The sliding
of grains under the influence of 9 coupled with minor changes in shape, makes possible
the sequence a-b-c, which results in a strain of 0.55; the unique features of this
mechanism is that the sequence is accomplished with relatively little strain within the
grains.
Figure (5.8) Grain boundary sliding assisted by diffusion in Ashby-Verrall’s model.
Reference: Marc Andre et al, Mechanical Behavior of Materials
Figure (5.7) (a) Steady state grain- boundary sliding with diffusional accommodations (b) Same as in (a), in an idealized polycrystal; the dotted lines show the flow of vacancies
Reference: Marc Andre et al, Mechanical Behavior of Materials
Element E
Flow of matter
τa
τa
Mode 2
Mode 1
+σ
+σ
Relative Translation of grains
Sliding displacement
33
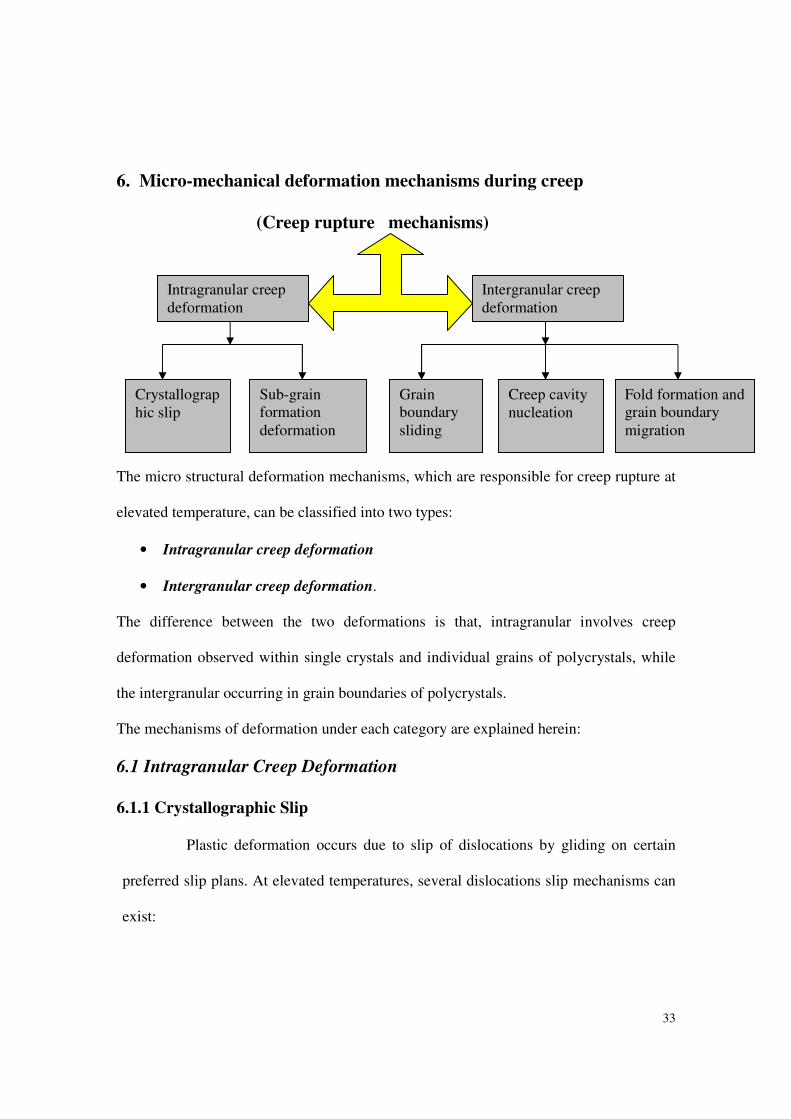
6. Micro-mechanical deformation mechanisms during creep
(Creep rupture mechanisms)
The micro structural deformation mechanisms, which are responsible for creep rupture at
elevated temperature, can be classified into two types:
• Intragranular creep deformation
• Intergranular creep deformation.
The difference between the two deformations is that, intragranular involves creep
deformation observed within single crystals and individual grains of polycrystals, while
the intergranular occurring in grain boundaries of polycrystals.
The mechanisms of deformation under each category are explained herein:
6.1 Intragranular Creep Deformation
6.1.1 Crystallographic Slip
Plastic deformation occurs due to slip of dislocations by gliding on certain
preferred slip plans. At elevated temperatures, several dislocations slip mechanisms can
exist:
Intragranular creep deformation
Intergranular creep deformation
Fold formation and grain boundary migration
Creep cavity nucleation
Grain boundary sliding
Sub-grain formation deformation
Crystallographic slip
34
• Single slip: Dislocations glide in one slip system. Each slip system in crystalline
materials consists of a certain slip plane and a certain direction.
• Multiple slips: Dislocations glide in several slip systems.
• Cross slip: Dislocations change their slip systems during glide
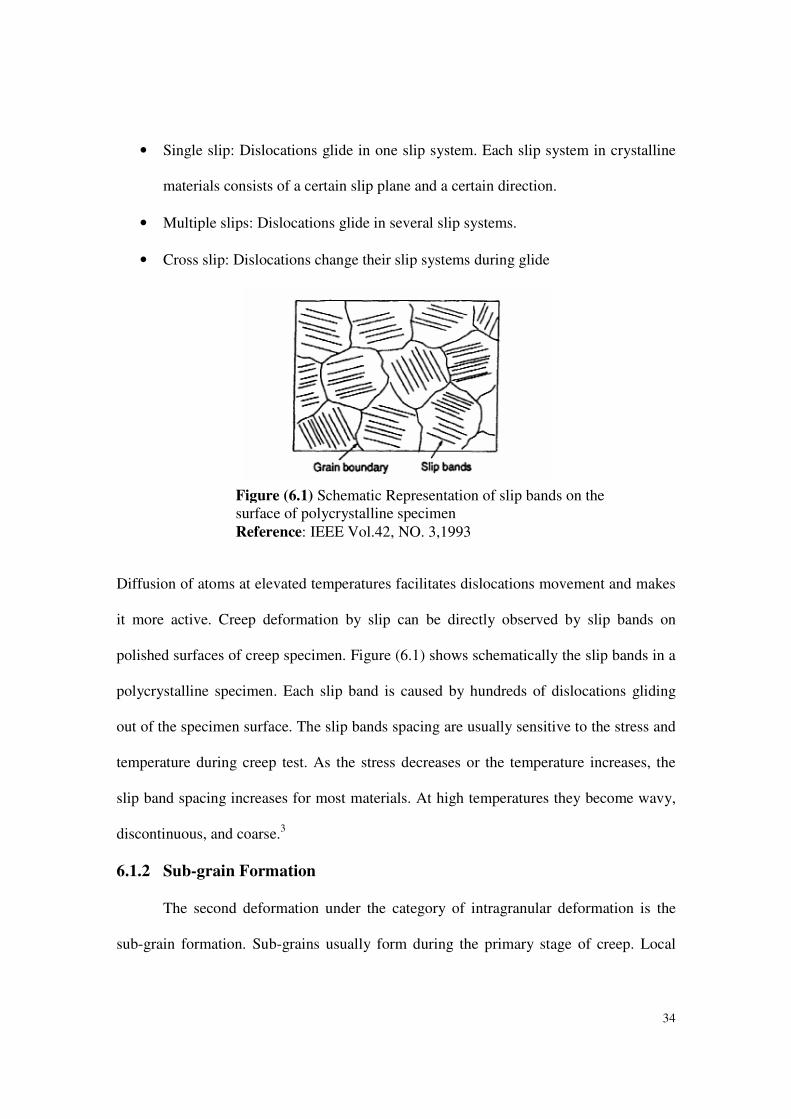
Diffusion of atoms at elevated temperatures facilitates dislocations movement and makes
it more active. Creep deformation by slip can be directly observed by slip bands on
polished surfaces of creep specimen. Figure (6.1) shows schematically the slip bands in a
polycrystalline specimen. Each slip band is caused by hundreds of dislocations gliding
out of the specimen surface. The slip bands spacing are usually sensitive to the stress and
temperature during creep test. As the stress decreases or the temperature increases, the
slip band spacing increases for most materials. At high temperatures they become wavy,
discontinuous, and coarse.3
6.1.2 Sub-grain Formation
The second deformation under the category of intragranular deformation is the
sub-grain formation. Sub-grains usually form during the primary stage of creep. Local
Figure (6.1) Schematic Representation of slip bands on the surface of polycrystalline specimen
Reference: IEEE Vol.42, NO. 3,1993

35
bending occurs in single crystal or individual grains of polycrystals, because of the in
homogeneity of creep deformation. Local bending further causes dislocations of one sign
to line up in the way shown in figure (6.2) .Due to interaction force between dislocations,
they arrange themselves by cross-slip into low-angle sub-grain boundaries. At high
temperatures, dislocations climb also helps to form sub grain boundaries. The density of
dislocations increases during primary creep to a level that remains constant during steady
state creep; thus sub grain boundaries usually form in the primary stage of creep. Similar
to the slip-band spacing, the size of sub-grain depends on creep stress and temperature.
Small sub grains are produced at high stresses or low temperatures.5
6.2 Intergranular Creep Deformation
This type of deformation includes, grain boundary sliding, creep cavity
nucleation, fold formation, and grain boundary migration
6.2.1 Grain boundary sliding
Figure (6.2) Schematic of Dislocations Lining Up to Form Sub grain Boundaries Reference: IEEE Vol.42.NO.3, 1993

36
Grain size plays an important part in creep deformation. At low temperatures, the
strength of the material increases as the grain size decreases, because grain boundaries
can stop dislocation glide. However at elevated temperatures increases the grain
boundaries behave differently, has a negative effect on the strength of the material.
Sliding is one of the grain boundary displacement modes, i.e., grains shear relative to
each other at grain boundaries. The strain introduced by grain boundary sliding can range
from a few percent up to 90% of the total strain depending on the material and testing
conditions. To understand grain boundary sliding, straight line can be scratched on the
polished specimen surface after creep test at elevated temperatures, grain boundary
sliding is shown by the shear separation of the lines where they cross the grain
boundaries. Figure (6.3) explains the shearing mechanism. Grain boundary sliding is
often discontinuous with time and is not uniform along grin boundaries
Large stress concentrations can be produced due to grain boundary sliding, which
can be released by self- diffusion.3
6.2.2 Creep Cavity nucleation
Figure (6.3) Schematic of grain boundary sliding, showing a scratched line
Reference: IEEE Vol.42.NO.3, 1993
37
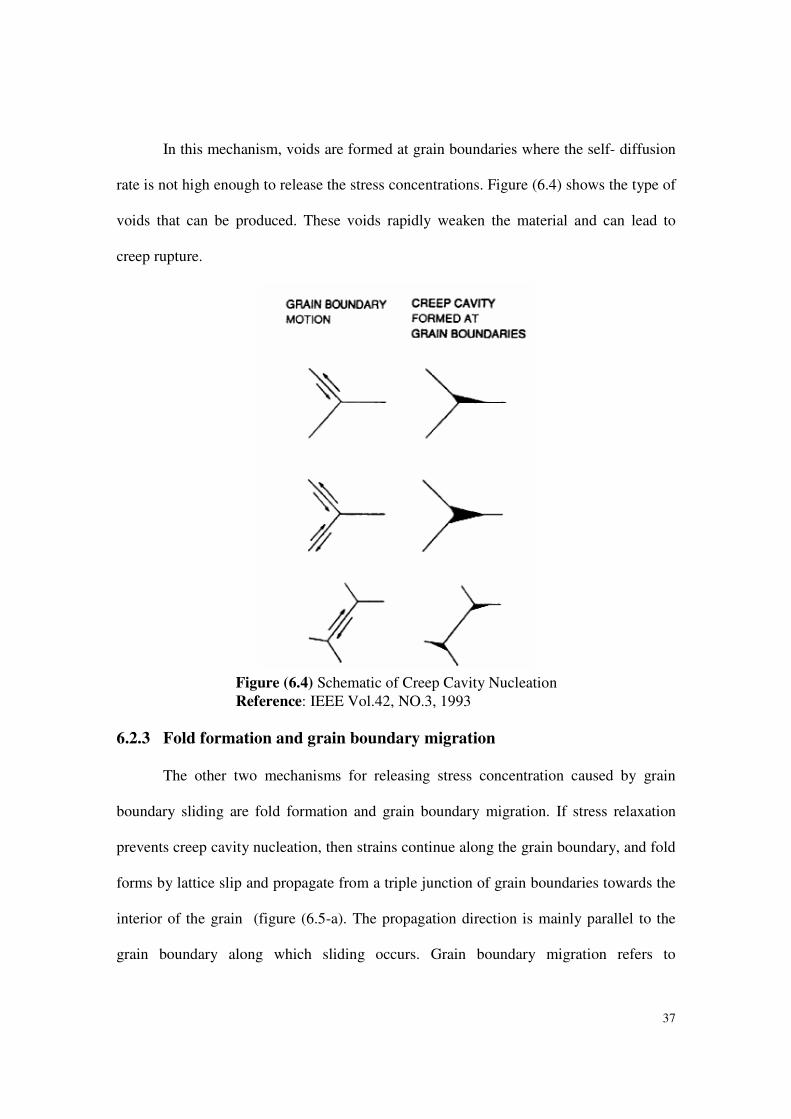
In this mechanism, voids are formed at grain boundaries where the self- diffusion
rate is not high enough to release the stress concentrations. Figure (6.4) shows the type of
voids that can be produced. These voids rapidly weaken the material and can lead to
creep rupture.
6.2.3 Fold formation and grain boundary migration
The other two mechanisms for releasing stress concentration caused by grain
boundary sliding are fold formation and grain boundary migration. If stress relaxation
prevents creep cavity nucleation, then strains continue along the grain boundary, and fold
forms by lattice slip and propagate from a triple junction of grain boundaries towards the
interior of the grain (figure (6.5-a). The propagation direction is mainly parallel to the
grain boundary along which sliding occurs. Grain boundary migration refers to
Figure (6.4) Schematic of Creep Cavity Nucleation
Reference: IEEE Vol.42, NO.3, 1993

38
movement of the grain boundary normal to itself by short-range diffusion of point defects
near the grain boundary. Grain boundaries become wavy to release the stress induced
during grain boundary sliding (figure (6.5-b) Grain boundary migration is often observed
during high temperature creep
Figure (6.5) Schematic of: a) Fold formation and b) Grain Boundary Migration
Reference: IEEE Vol.42, NO.3, 1993
(a) (b)
39
7. Creep Life Assessment
There is a need to assess the remaining life of industrial components, which are
subjected to steady load and high temperatures environment. Particularly when the
components have been in service for long time. Lifetime of a component is a function of
stress and temperature. The design stress is generally the relevant rupture stress factored
to allow for material variability, some variation in plant operating conditions, corrosion,
and weldments in structure. Many plants operate safely beyond their design life. Thus
two distinct parts of service life can be defined.4
a) The original design life which can typically be 100000hr (11.4 years);
b) the safe economic life.
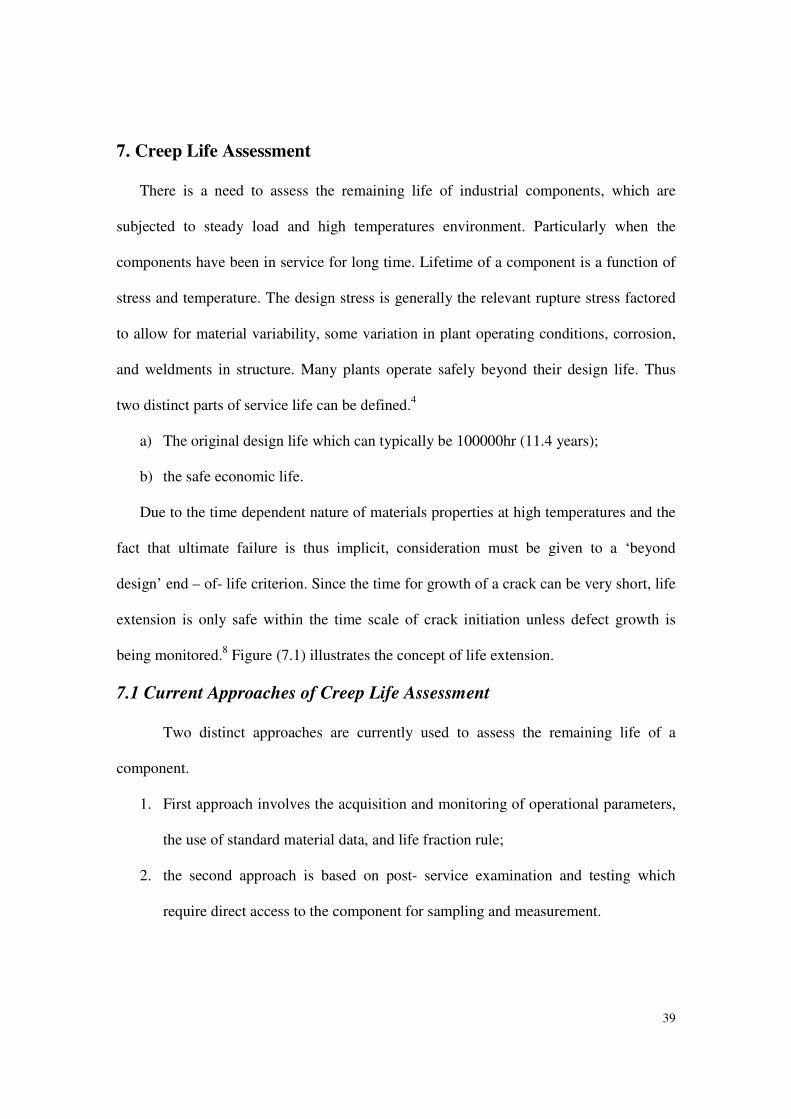
Due to the time dependent nature of materials properties at high temperatures and the
fact that ultimate failure is thus implicit, consideration must be given to a ‘beyond
design’ end – of- life criterion. Since the time for growth of a crack can be very short, life
extension is only safe within the time scale of crack initiation unless defect growth is
being monitored.8 Figure (7.1) illustrates the concept of life extension.
7.1 Current Approaches of Creep Life Assessment
Two distinct approaches are currently used to assess the remaining life of a
component.
1. First approach involves the acquisition and monitoring of operational parameters,
the use of standard material data, and life fraction rule;
2. the second approach is based on post- service examination and testing which
require direct access to the component for sampling and measurement.
40
7.1 Approach (a); operational condition monitoring
Operating temperatures and pressures are monitored and recorded. A combination
of the operational parameters, standard creep rupture data and inverse design stress
calculations which, in association with simple damage summation rules, produce a
preliminary estimate of the remaining life. Some assumptions are included in the
estimation of remaining life, which lead to uncertainties of the results. Therefore this
approach does not provide a realistic basis on which to base life extension or planning for
component replacement.4
7.1 Approach (b); methods base on post-service examination sampling and
calculation
These techniques are more accurate than the operational monitoring approach
since they don not rely on standard materials data. These methods position the component
materials within the standard data scattered either:
Figure (7.1) Life extension of high temperature equipment Reference: Journal of strain analysis Vol.29 NO 3, 1994
41
• by measuring its properties and hence providing a refined prediction based on
stress and temperature records and damage summation rules, or
• Direct assessment of the extend of damage experienced by the component as a
result of actual service exposure.
Both destructive and non-destructive methods can be used. Component type, location of
critical area, and economic factors control the method used, either destructive or non-
destructive. The main methods of the second approach are:
1. Creep and rupture testing;
2. Methods based on assessment of micro structural degradation and cavitations
damage;
3. Methods based on component strain measurement
7.1.1 Creep and rupture testing
Several extrapolation methods have been developed to predict creep life based on
tests conducted over a shorter period. There are more than 30 methods can be used in this
concern. However, three most common methods are the Larson –Milller, Manson-
Haferd, and Sherby- Dorn.1
7.1.1.1 Larson- Miller Method:
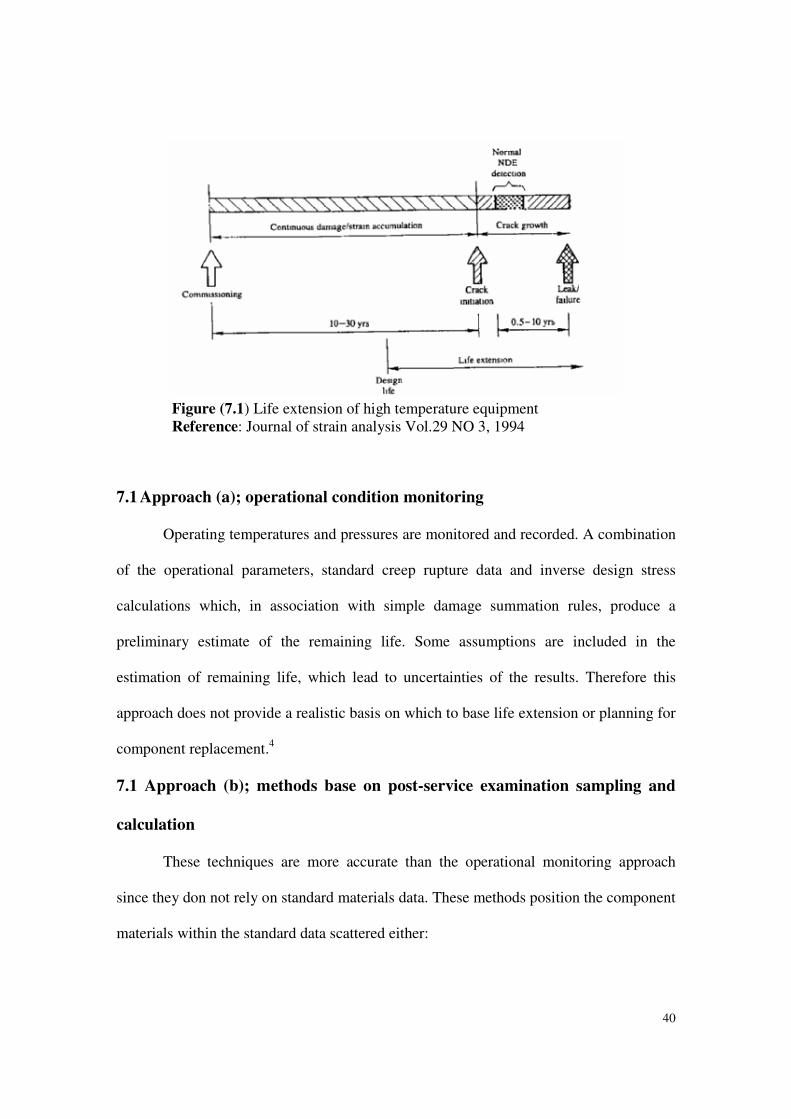
This method simply correlates the temperature T (in kelvins) with the time
to failure tr, at a constant engineering stress 9999. The Larson – Miller equation has the
form
mCtr =+Τ )(log (7.1 )1
Where C is a constant that depends on the alloy, m is a parameter that depends on the
stress, and rupture time. According to that equation, if C is known for a particular alloy,
42
m can be easily found in a single test. So one can find the rupture time at any
temperature, as long as the same engineering stress is applied. Figure (7.2) graphically
represents the equation
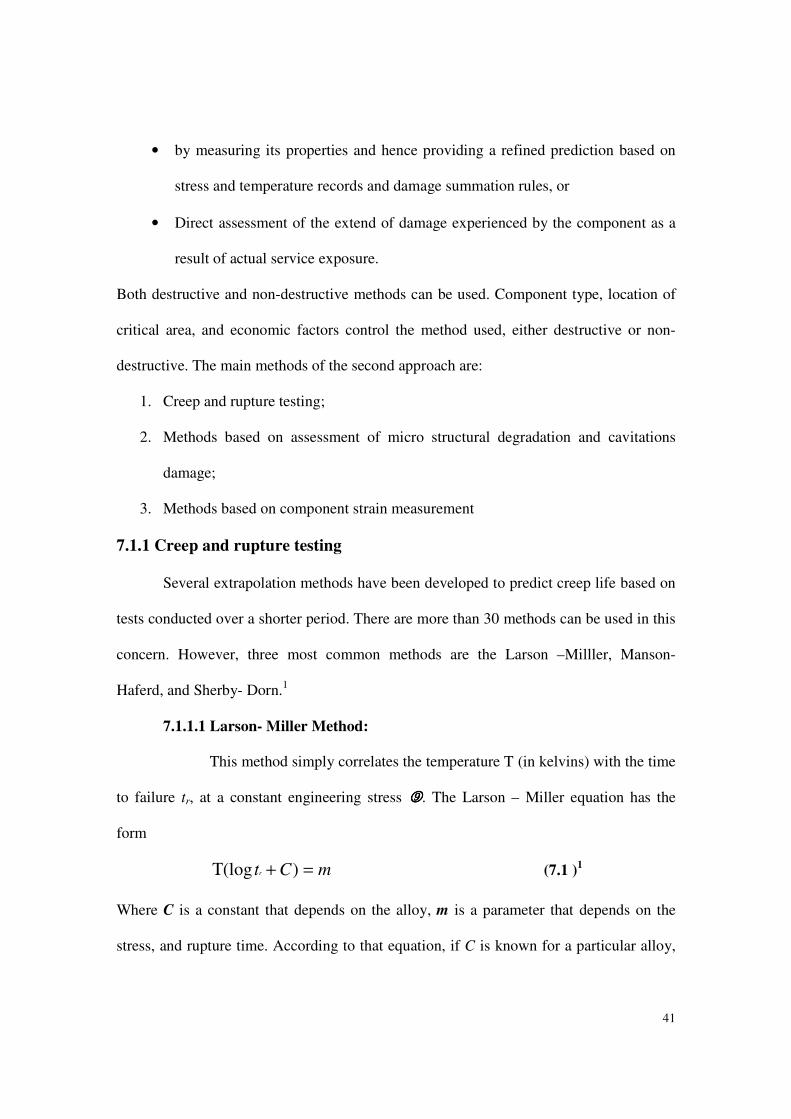
7.1.1.2 Manson and Hafered Method
After Larson and Miller proposed their parameter, Manson and Hafered proposed
the second method of correlating the creep test data to the life of the component. Manson
and Hafered apply the following equation:
T
tt
a
ar
T −
− loglog (7.2)
1
Where Ta and log ta is the intercept of the family of lines. Figure (7.3) represents the
Manson and Hafered equation, graphically. In that figure three stresses are shown,
leading to three lines with different slops mc>mb >ma. The times tr and ta are usually
expressed in hours.
Figure (7.2) Relationship between time to rupture and temperature at three levels of engineering stress 9a, 9b, and 9c using Larson-Miller equation
Reference: Marc Andre et al, Mechanical Behavior of Materials
43
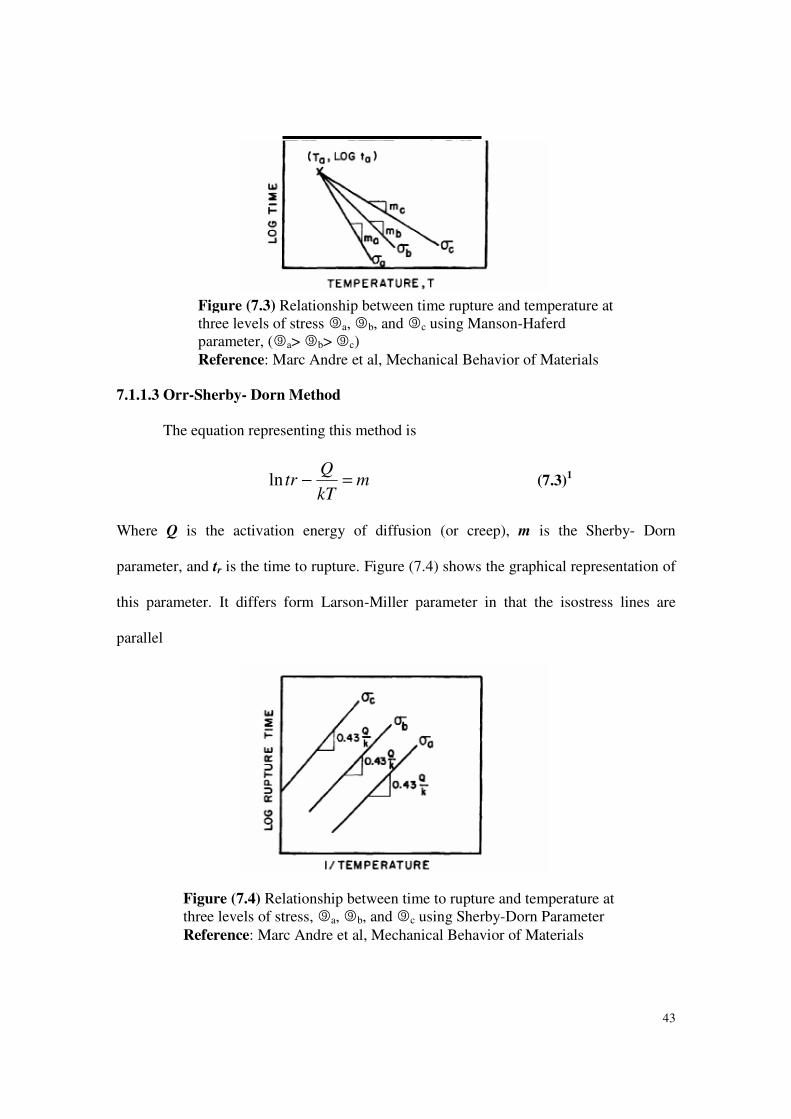
7.1.1.3 Orr-Sherby- Dorn Method
The equation representing this method is
mkT
Qtr =−ln (7.3)
1
Where Q is the activation energy of diffusion (or creep), m is the Sherby- Dorn
parameter, and tr is the time to rupture. Figure (7.4) shows the graphical representation of
this parameter. It differs form Larson-Miller parameter in that the isostress lines are
parallel
Figure (7.3) Relationship between time rupture and temperature at three levels of stress 9a, 9b, and 9c using Manson-Haferd parameter, (9a> 9b> 9c)
Reference: Marc Andre et al, Mechanical Behavior of Materials
Figure (7.4) Relationship between time to rupture and temperature at three levels of stress, 9a, 9b, and 9c using Sherby-Dorn Parameter
Reference: Marc Andre et al, Mechanical Behavior of Materials
44
7.1.2 Strain Measurement Methods.
In order to determine the remaining life from strain measurement, models are
required which relate the strain or strain rate to the life fraction consumed. Generally and
re-calling for the creep failure mechanisms, the processes that lead to failure at elevated
temperature can be categorized as follows:
1. Creep strain accumulation with no significant decrease in creep strength relative
to the original value
2. Structural degradation, Crystallographic Slip, Sub-grain Formation, Gain
boundary sliding, giving rise to a continuous reduction in creep strength;
3. Creep cavitations;
4. Environmental attack
In many circumstances, some of these processes occur simultaneously. The prevalence of
any one will be determined by the initial microstructure, purity, stress, temperature, and
component size.4
7.2 Mechanistic models of Creep Damage Process:
These models develop equation relating creep strain or creep strain rate to the
damage feature.
7.2.1 Reduction in load bearing section
This process is only likely to be significant at very high temperatures in solid-
solution strengthened alloys. Failure- time relationships have been derived by Hoff and
predict infinite strain at failure. More realistically, necking limits the failure strain
45
7.2.2 Micro structural degradation
High temperature creep resistance arises from the finely dispersed precipitates.
Creep rate is primarily dependent on the interparticle spacing and the associated
mechanisms by which dislocations overcome the particles. Under these conditions, it is
possible to relate the creep rate,�., to the structural state via a modified Norton low
����. =A1(9999-99990)
n f (T) (7.4 )4
Where A1 and n are material parameters, and T is temperature. 99990 is regarded as a
threshold stress having a value close to the Orwan stress, i.e.
99990 ~ λαµ /b
Where µ is the shear modulus, b is the burgers vector, and α is a particle – dislocation
interaction coefficient. By specifying a failure criteria e.g. critical level of strain, equation
(7.4) provides a means of relating strain or strain rate measured to component lifetime.
7.2.3 Cavitation damage
Creep cavities nucleate and grow predominantly on grain boundaries oriented
normal to the maximum principle stress. Numerous controlling mechanisms have been
suggested to creep cavitation- namely vacancy flow, power –law growth, and constrained
cavity growth. Power- law growth and diffusion control are most likely at high strain rate
or low cavity spacing. Creep rate is described as
����.= B9999
n/(1-Ac)
n (7.5)
4
Where Ac is the fraction of cavitating grain boundaries and B and n are material
constants. Same here, a failure criterion must be specified
46
7.2.4 Effect of Environment
Creep in aggressive environments, including air, normally leads to changes in
rupture life and ductility. The low alloy ferritic steel, for example, form oxides, which
spell during exposure, reducing the load bearing section and accelerating, creep. The
kinetics of creep and oxidation in these materials and such that metal loss measured after
creep fracture increases with decreasing temperature in iso-stress test. Consequently if the
oxide is non-load bearing it is relatively simple task to predict the creep curve as a
function of stress and temperature using the appropriate oxidation data. At service
temperatures the oxide is often strongly adherent and is likely to bear some of the load
because its inherent creep resistance is grater generally than the metal. In this case, the
rate of attack is controlled no longer by inward diffusion of oxygen but by the frequency
of surface cracking. The extent of oxidation is thus dependent on strain rate as well as
time. Under these circumstances the rate of oxidation becomes linear with time, even
though the oxidation kinetics are parabolic, and the specimen size is important in
determining life expectancy.
7.3 Phenomenological models
From an engineering viewpoint, the mechanics of creep damage, tertiary creep,
and fracture have developed as a continuum mechanical approach. Damage is described
by a generalized scalar parameter,ω , which varies from zero at the start of life to unity at
failure. Both damage and strain are assumed to increase as functions of stress,σ ,
temperature, T, and the current state of the damage, so that for uniaxial tension the creep
rate and damage rate are expressed as
���� = A9999n/(1 - ω )
n (7.6)
4

47
ηωσω )1( −=
• vB (7.7)
4
Where A, B, n, v, and ηηηη are temperature- dependent constants. These equations can be
integrated for constant stress conditions to give
Λ−−= 1)1(1R
R
ttε
ε (7.8)
4
)1()1)((
Λ−=
•
RRtttsεε (7.9)
4
)1()(1
−Λ−−=
Rtttω (7.10)
4
Where
R
ε = Rupture ductility
s
ε = Minimum creep rate% rupture life ( Monkman-Grant Constant)
Λ= sR εε
In conjunction with an appropriate failure criterion (i.e., a critical level of strain equations
(7.9)- (7.10) thus provide a means of relating strain or strain rate measured on component
life fraction consumed.
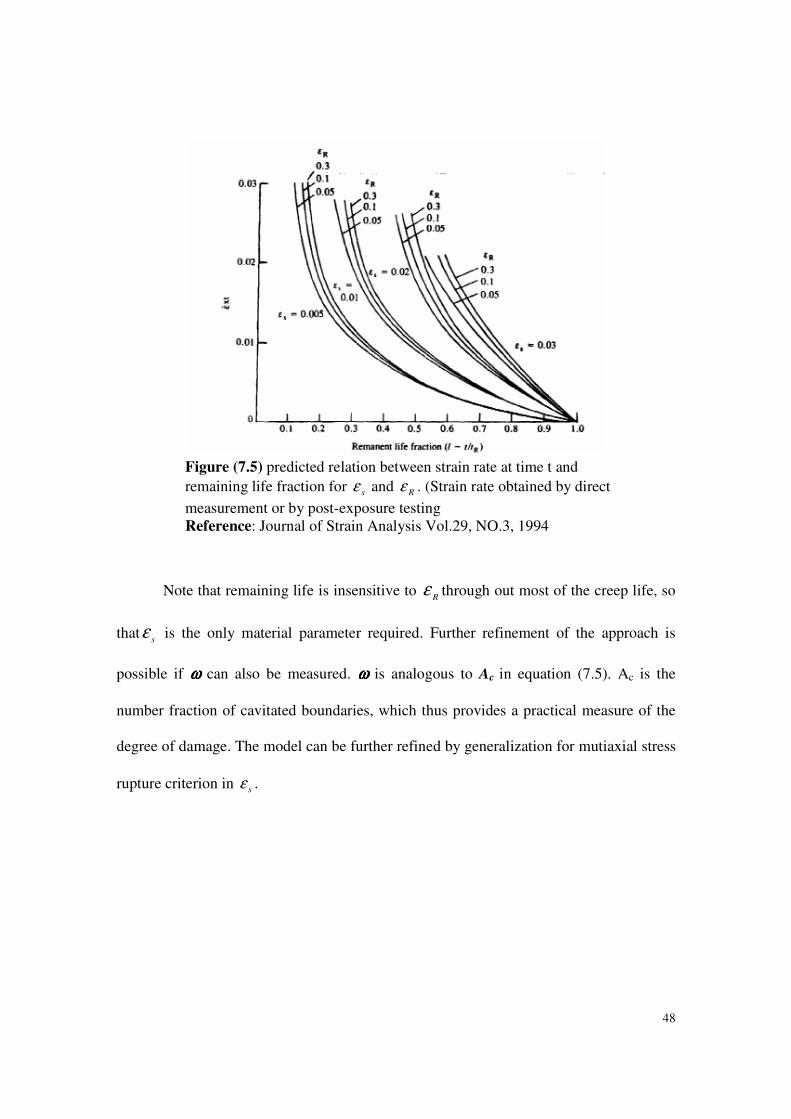
The relationship between the strain rate and the remaining life fraction is given for
various sε and
Rε values in figure (7.5).
48
Note that remaining life is insensitive to R
ε through out most of the creep life, so
thats
ε is the only material parameter required. Further refinement of the approach is
possible if ωωωω can also be measured. ωωωω is analogous to Ac in equation (7.5). Ac is the
number fraction of cavitated boundaries, which thus provides a practical measure of the
degree of damage. The model can be further refined by generalization for mutiaxial stress
rupture criterion in sε .
Figure (7.5) predicted relation between strain rate at time t and
remaining life fraction for sε and Rε . (Strain rate obtained by direct
measurement or by post-exposure testing Reference: Journal of Strain Analysis Vol.29, NO.3, 1994
49
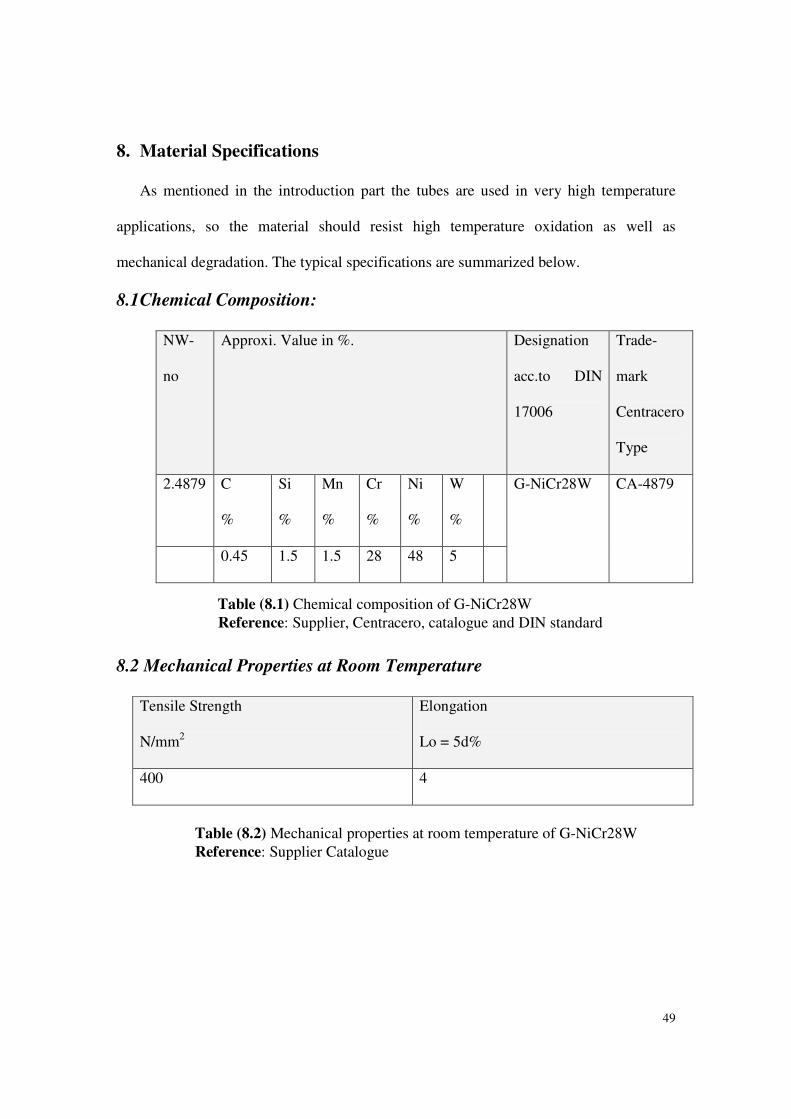
8. Material Specifications
As mentioned in the introduction part the tubes are used in very high temperature
applications, so the material should resist high temperature oxidation as well as
mechanical degradation. The typical specifications are summarized below.
8.1 Chemical Composition:
NW-
no
Approxi. Value in %. Designation
acc.to DIN
17006
Trade-
mark
Centracero
Type
2.4879 C
%
Si
%
Mn
%
Cr
%
Ni
%
W
%
G-NiCr28W CA-4879
0.45 1.5 1.5 28 48 5
8.2 Mechanical Properties at Room Temperature
Tensile Strength
N/mm2
Elongation
Lo = 5d%
400 4
Table (8.1) Chemical composition of G-NiCr28W
Reference: Supplier, Centracero, catalogue and DIN standard
Table (8.2) Mechanical properties at room temperature of G-NiCr28W
Reference: Supplier Catalogue
50
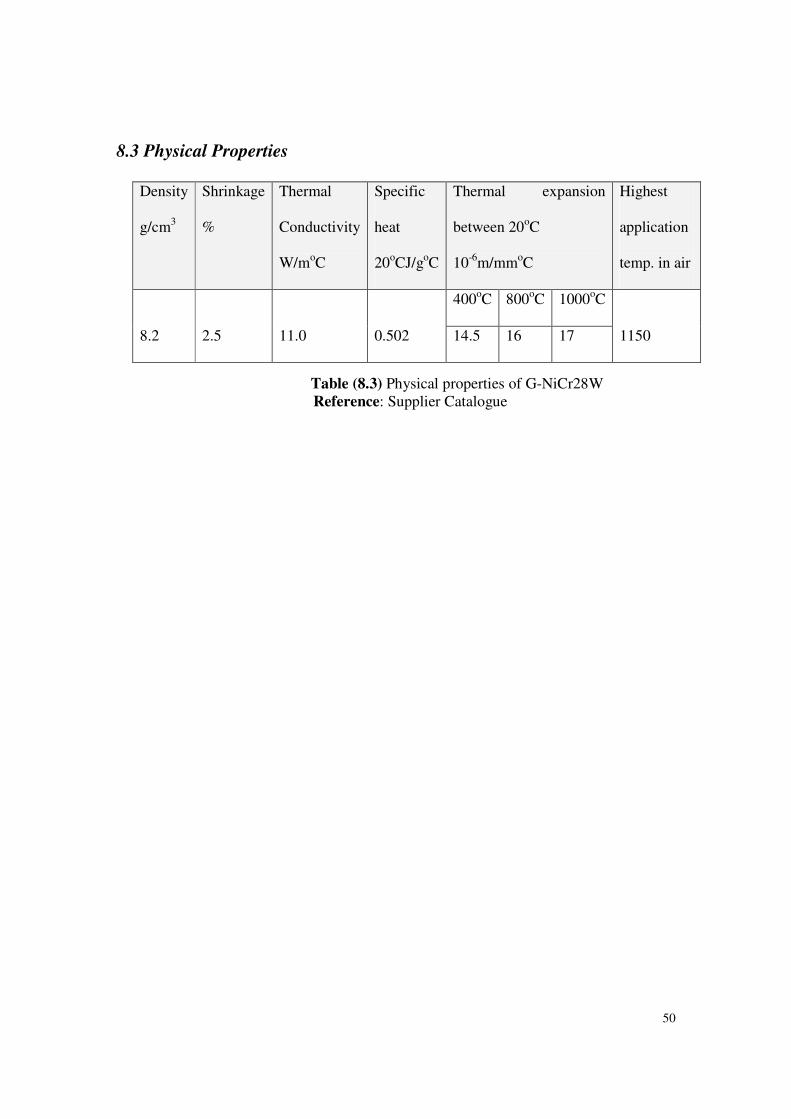
8.3 Physical Properties
Density
g/cm3
Shrinkage
%
Thermal
Conductivity
W/moC
Specific
heat
20oCJ/goC
Thermal expansion
between 20oC
10-6m/mmoC
Highest
application
temp. in air
400oC 800oC 1000oC
8.2 2.5 11.0 0.502 14.5 16 17 1150
Table (8.3) Physical properties of G-NiCr28W Reference: Supplier Catalogue
51
9. Experimental procedure
Because of the alloy in question is a special one there was no enough data
available on reference books or papers. So in addition to the accelerated creep test other
tests such as impact test, tensile test, hardness test and micro-structural examination have
been conducted to get the properties of that alloy at room temperature as well as at
elevated temperature
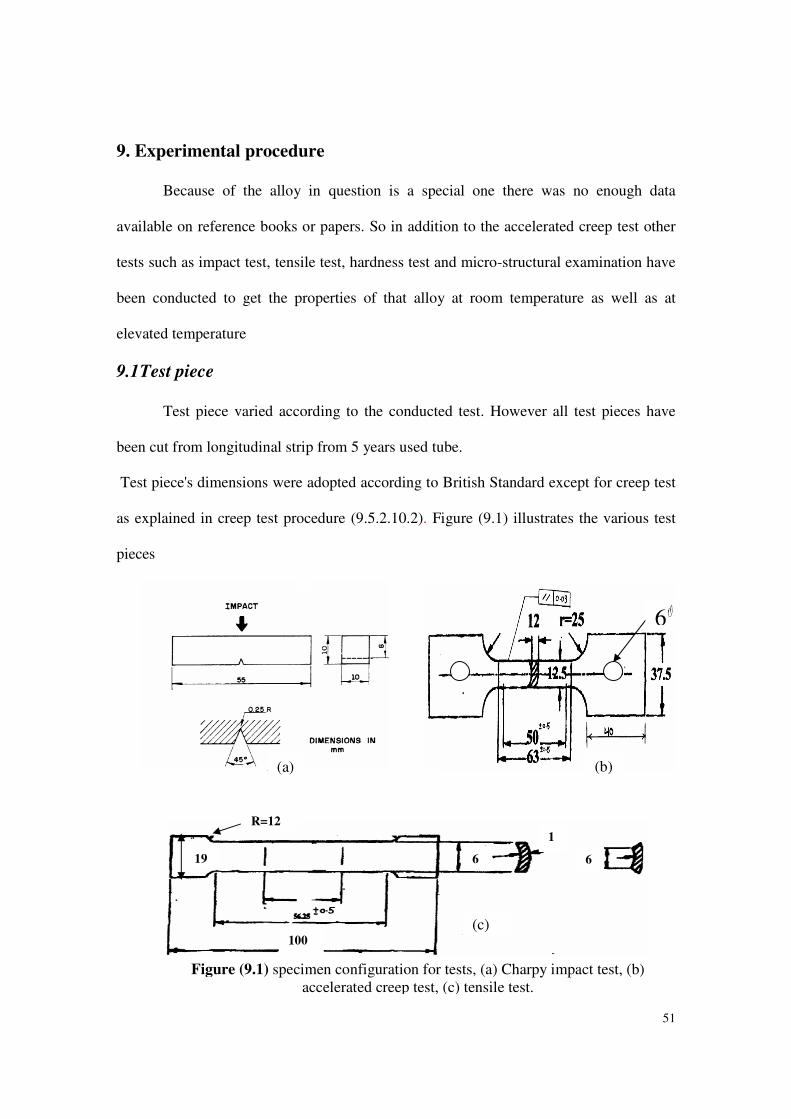
9.1 Test piece
Test piece varied according to the conducted test. However all test pieces have
been cut from longitudinal strip from 5 years used tube.
Test piece's dimensions were adopted according to British Standard except for creep test
as explained in creep test procedure (9.5.2.10.2). Figure (9.1) illustrates the various test
pieces
100
1
6 6
R=12
19
(c)
(a) (b)
Figure (9.1) specimen configuration for tests, (a) Charpy impact test, (b) accelerated creep test, (c) tensile test.
6�
52
It is worth mentioning that it was not easy to manufacture the required specimen as
special tools were used to machine them.
9.2 Impact test
Fracture toughness of a material represents its resistance to crake propagation.
Creep mechanisms, in someway, are similar to crack propagation. When small cavities
link together forming internal crake. Propagation of that crack will cause rupture of the
material, if reached certain value. From this point, impact test was conducted to assess
the resistance of the alloy for crack propagation, particularly at elevated temperature.
The test was performed as follows
1. Machining the test piece as illustrated in figure (9.1), the notch is located in the
center of the test specimen.
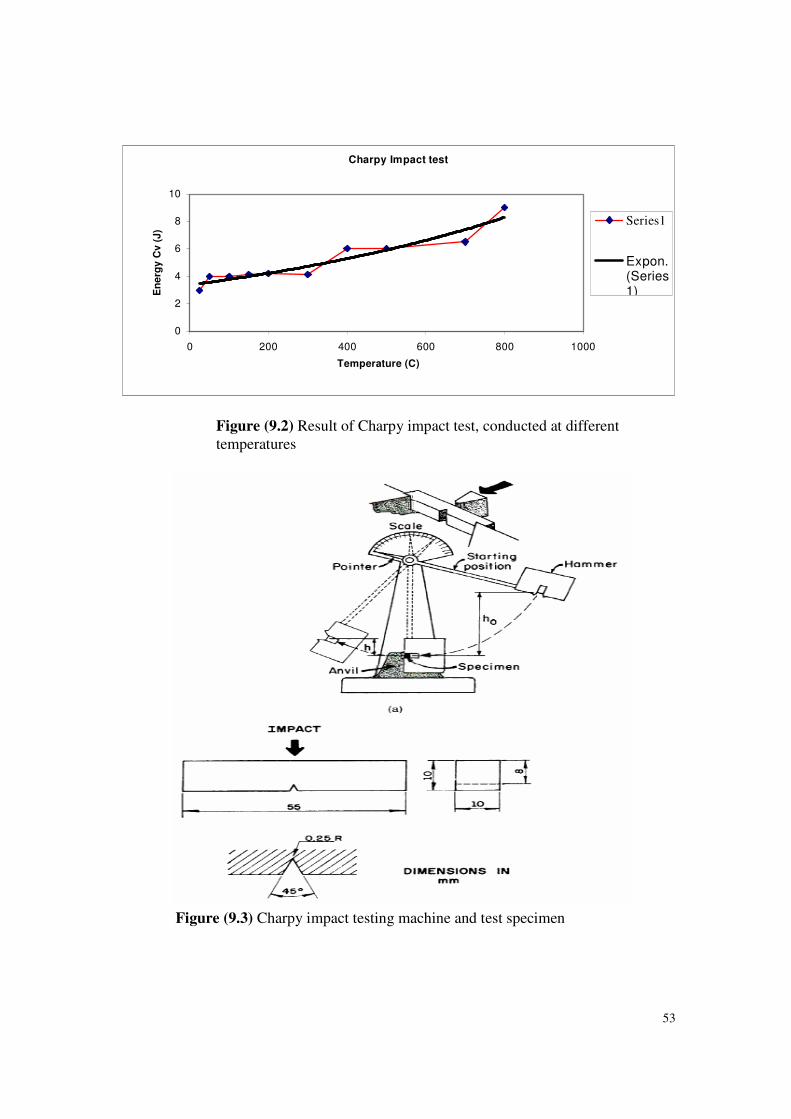
2. The test piece was supported horizontally at two points
3. The test piece received an impact from a pendulum of specific weight on the side
opposite that of the notch, figure (9.3)
4. Electric furnace was used to heat the specimen to the test temperature
N.B. about 5-15 seconds time consumed to take out the specimen from the furnace and
put it in the test position.
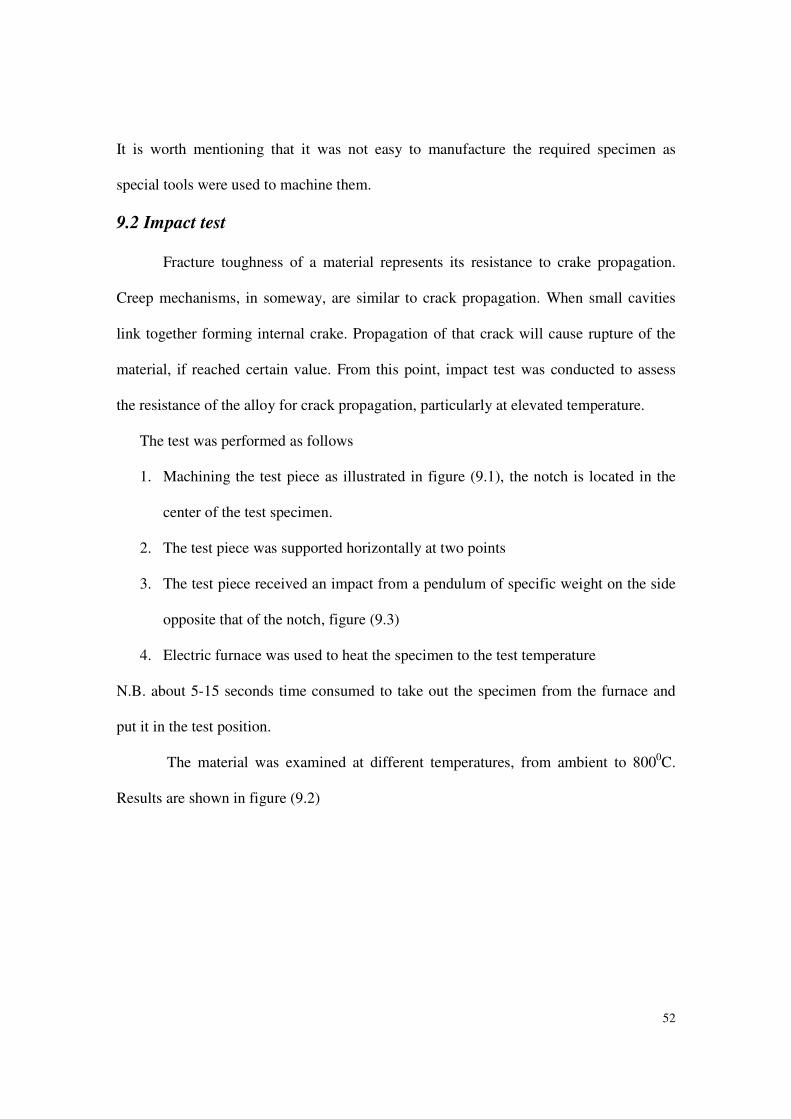
The material was examined at different temperatures, from ambient to 8000C.
Results are shown in figure (9.2)
53
Charpy Impact test
0
2
4
6
8
10
0 200 400 600 800 1000
Temperature (C)
En
erg
y C
v (
J)
Series1
Expon.(Series1)
Figure (9.2) Result of Charpy impact test, conducted at different temperatures
Figure (9.3) Charpy impact testing machine and test specimen
54
9.3 Hardness test
Hardness is one of the most important properties of metals. The reason is because
it relates to several other properties of metal, such as strength, brittleness, and ductility.
Therefore by measuring the hardness we are indirectly measuring the strength, the
brittleness, and the ductility of that metal.
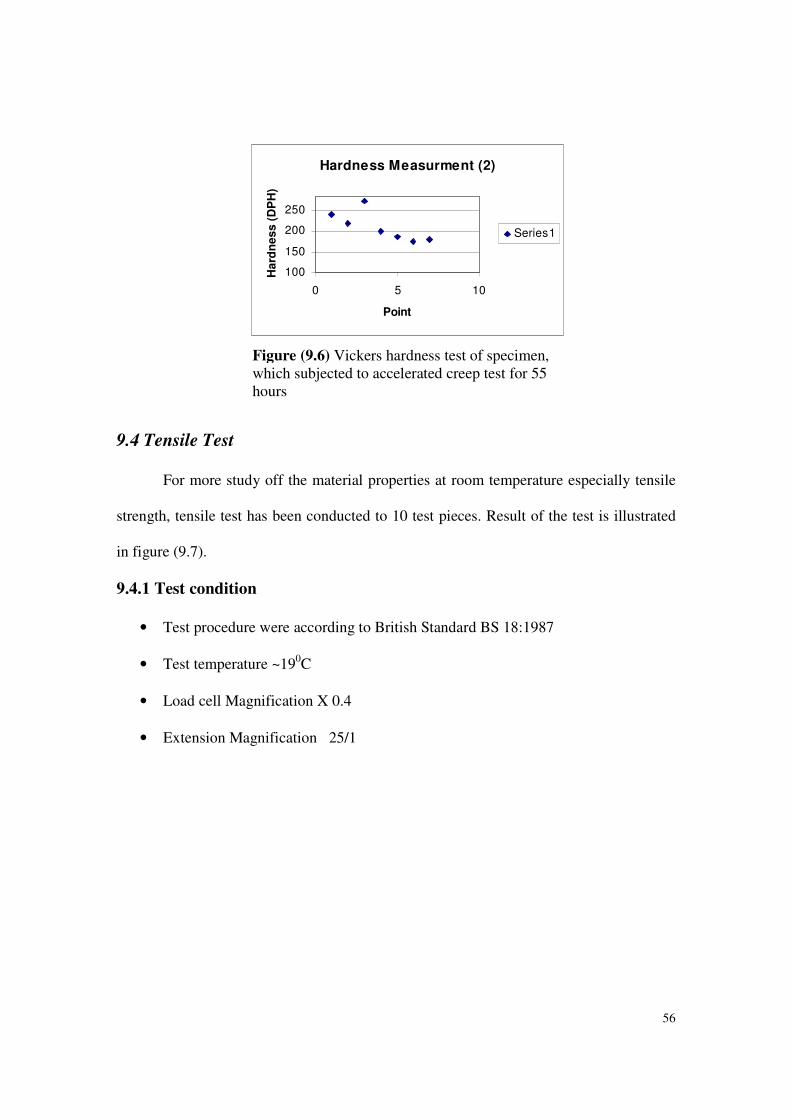
Vickers hardness test has been conducted on two different samples. First sample
was fresh samples and the second was unbroken specimen in accelerated creep test,
which lasted for 55 hours, as will be explained later.
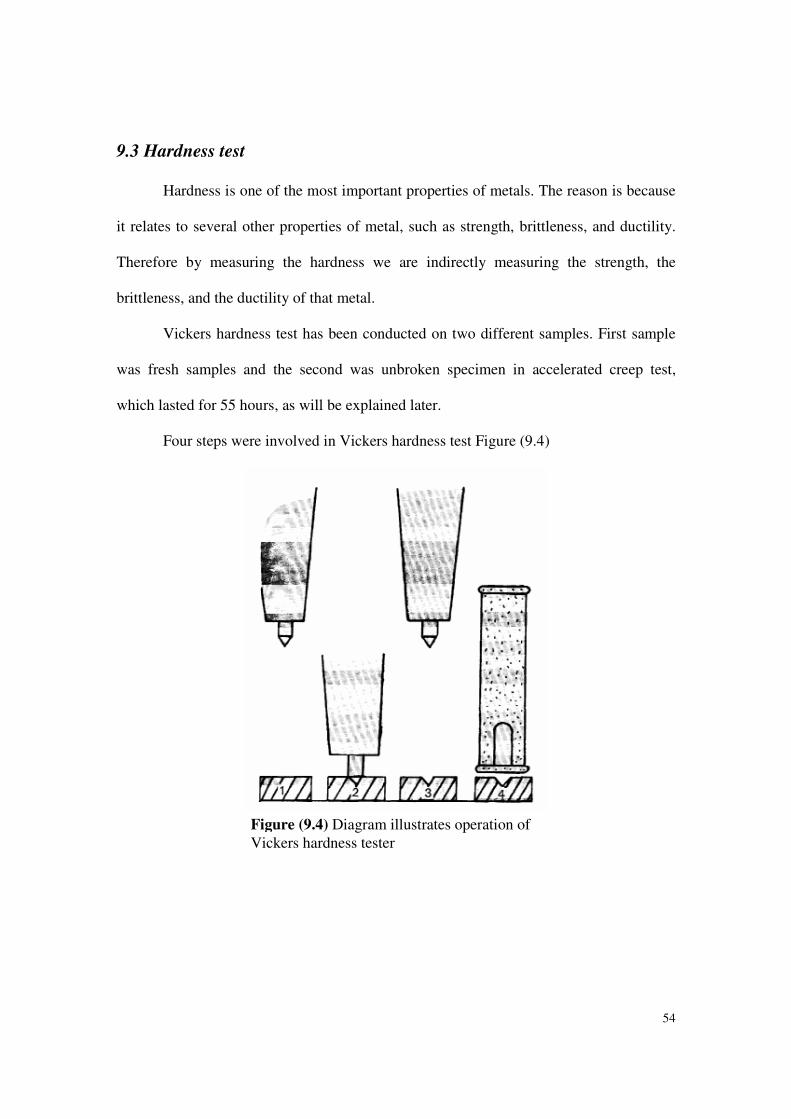
Four steps were involved in Vickers hardness test Figure (9.4)
Figure (9.4) Diagram illustrates operation of
Vickers hardness tester
55
1. The test piece was placed on the anvil of the tester, below a hardened steel
penterator with a diamond point
2. The square diamond penetrator was slowly brought into contact with the test piece
and penetrated until the contact pressure between the penetrator and test piece
reached 50 kilograms
3. The penetrator was automatically retracted and the test piece showed a small,
pyramidal shaped hole.
4. Test piece then removed and a microscope was used to measure the diagonal of
the dent.
5. Standard conversion table then used to convert the ocular reading into Vickers
hardness number.
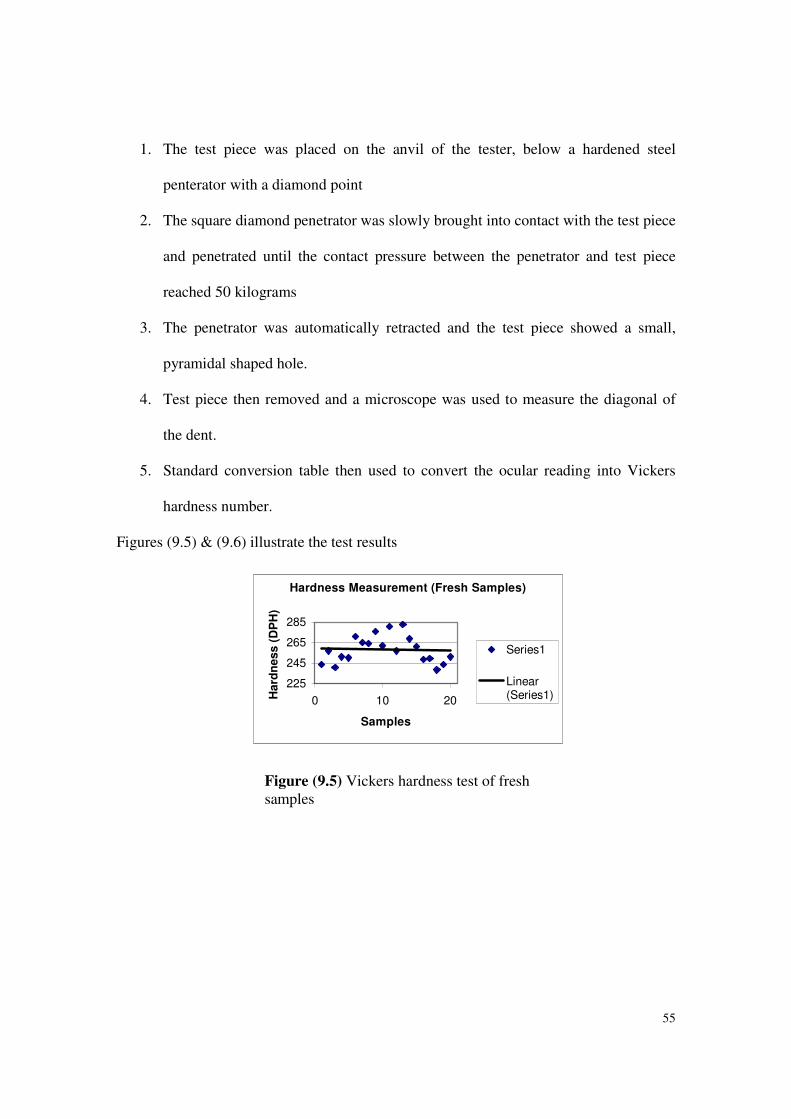
Figures (9.5) & (9.6) illustrate the test results
Hardness Measurement (Fresh Samples)
225
245
265
285
0 10 20
Samples
Hard
ness (
DP
H)
Series1
Linear(Series1)
Figure (9.5) Vickers hardness test of fresh samples
56
Hardness Measurment (2)
100
150
200
250
0 5 10
Point
Ha
rdn
es
s (
DP
H)
Series1
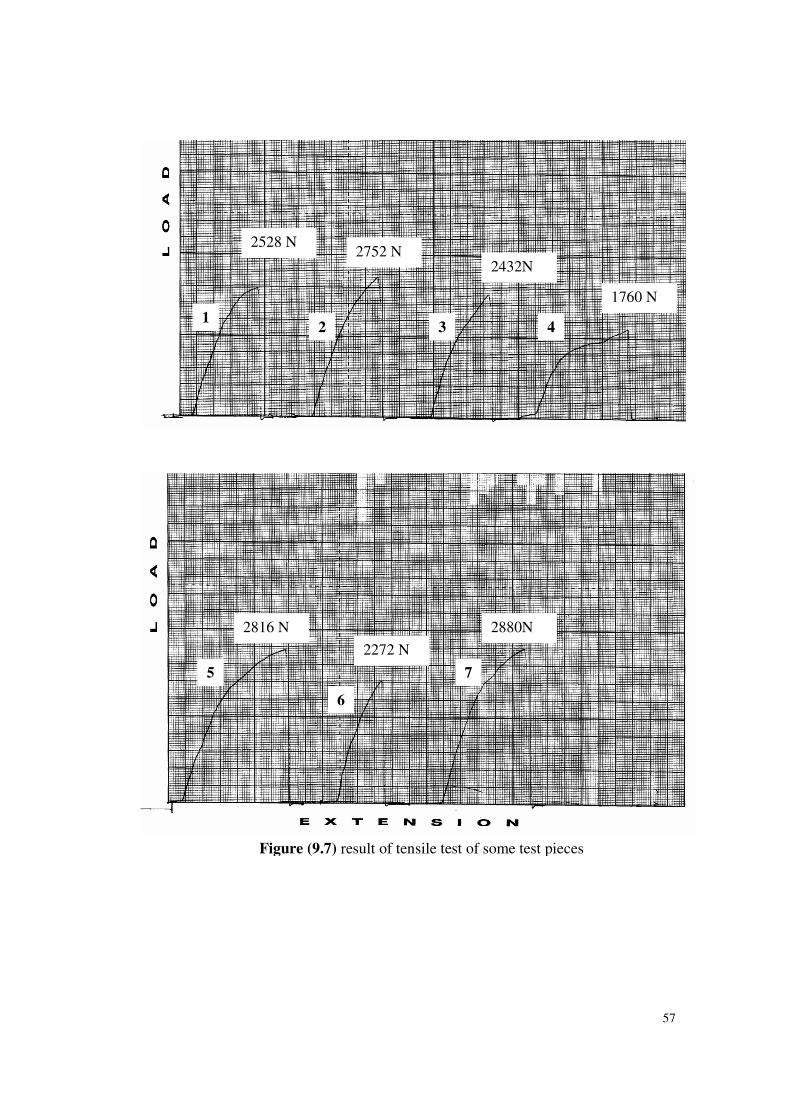
9.4 Tensile Test
For more study off the material properties at room temperature especially tensile
strength, tensile test has been conducted to 10 test pieces. Result of the test is illustrated
in figure (9.7).
9.4.1 Test condition
• Test procedure were according to British Standard BS 18:1987
• Test temperature ~190C
• Load cell Magnification X 0.4
• Extension Magnification 25/1
Figure (9.6) Vickers hardness test of specimen, which subjected to accelerated creep test for 55 hours
57
Figure (9.7) result of tensile test of some test pieces
2528 N 2752 N
2432N
1760 N
2880N
2272 N
2816 N
1 2 3 4
5
6
7
58
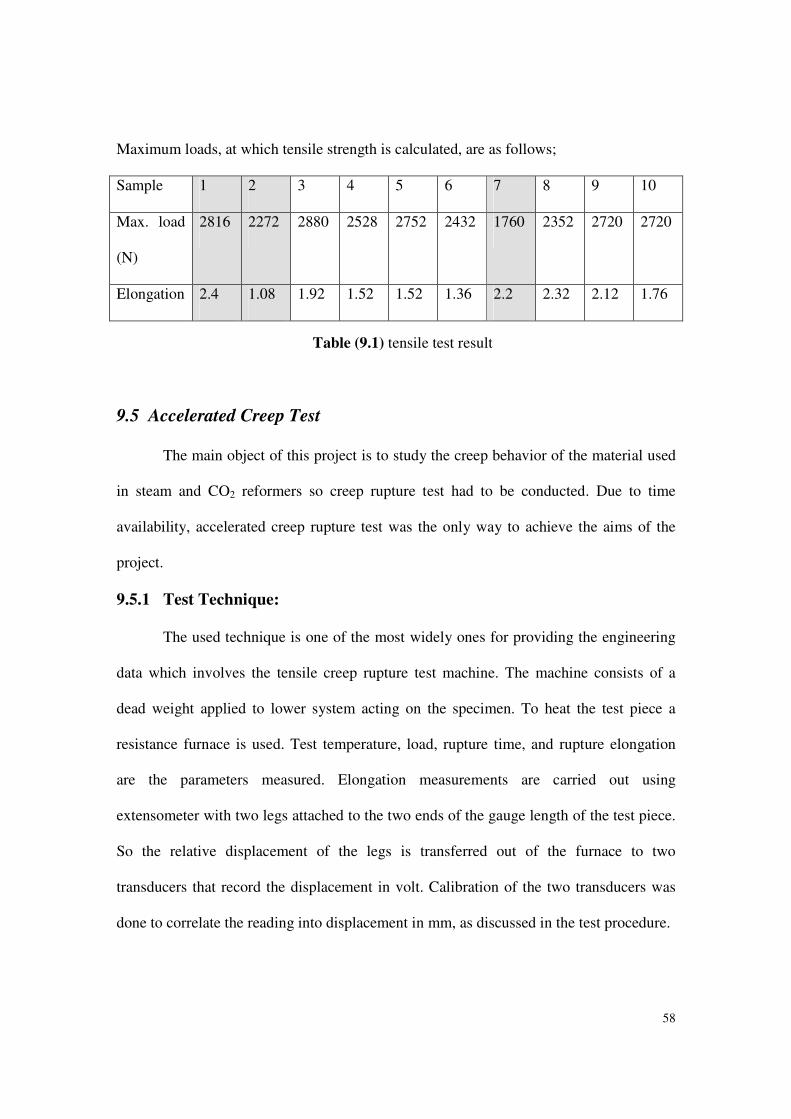
Maximum loads, at which tensile strength is calculated, are as follows;
Sample 1 2 3 4 5 6 7 8 9 10
Max. load
(N)
2816 2272 2880 2528 2752 2432 1760 2352 2720 2720
Elongation 2.4 1.08 1.92 1.52 1.52 1.36 2.2 2.32 2.12 1.76
9.5 Accelerated Creep Test
The main object of this project is to study the creep behavior of the material used
in steam and CO2 reformers so creep rupture test had to be conducted. Due to time
availability, accelerated creep rupture test was the only way to achieve the aims of the
project.
9.5.1 Test Technique:
The used technique is one of the most widely ones for providing the engineering
data which involves the tensile creep rupture test machine. The machine consists of a
dead weight applied to lower system acting on the specimen. To heat the test piece a
resistance furnace is used. Test temperature, load, rupture time, and rupture elongation
are the parameters measured. Elongation measurements are carried out using
extensometer with two legs attached to the two ends of the gauge length of the test piece.
So the relative displacement of the legs is transferred out of the furnace to two
transducers that record the displacement in volt. Calibration of the two transducers was
done to correlate the reading into displacement in mm, as discussed in the test procedure.
Table (9.1) tensile test result
59
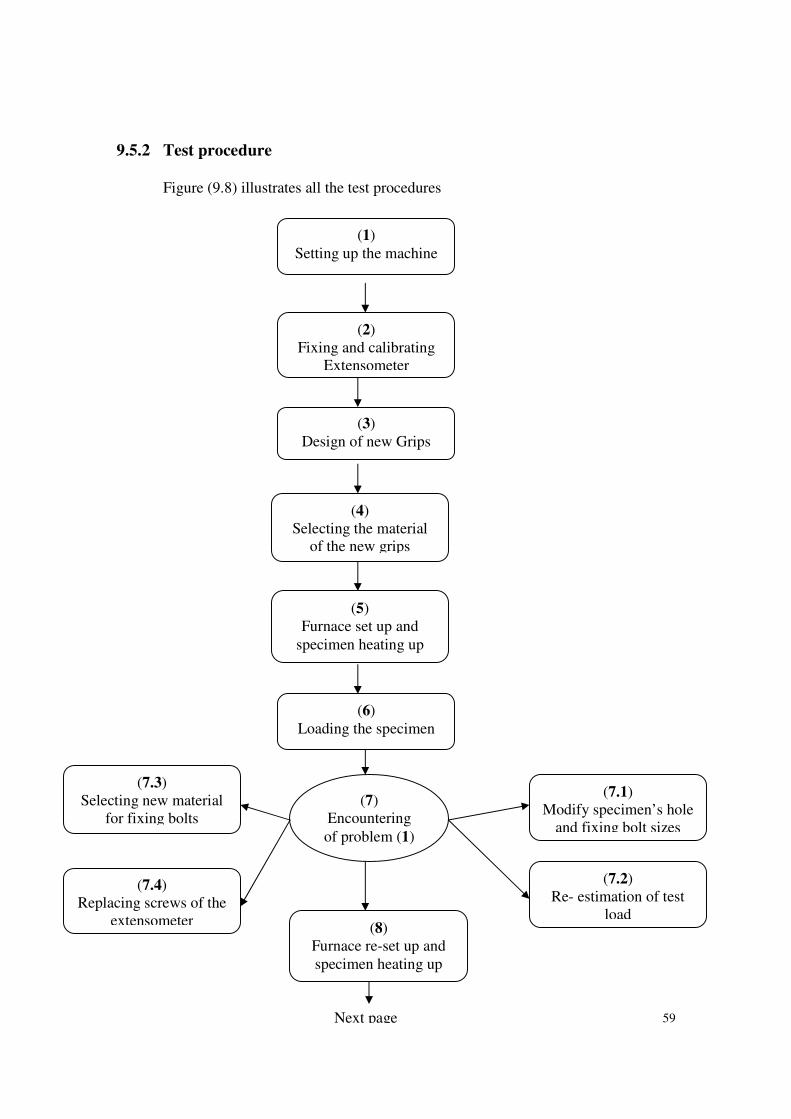
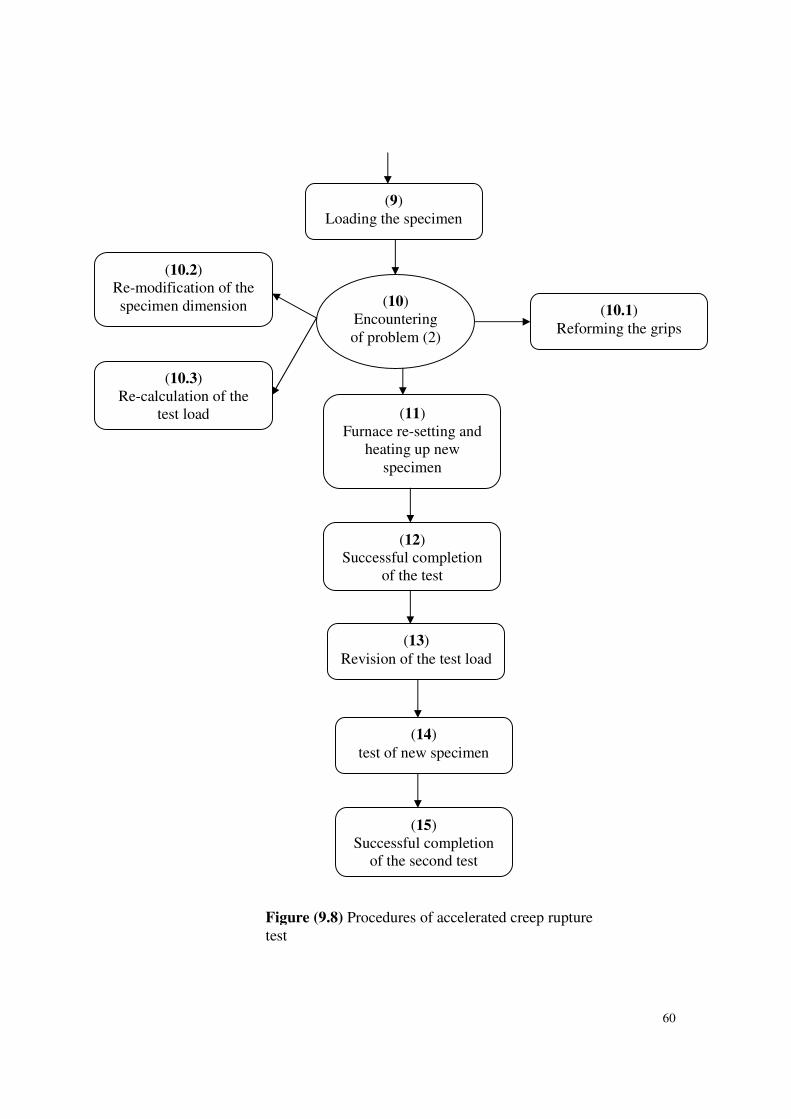
9.5.2 Test procedure
Figure (9.8) illustrates all the test procedures
(1) Setting up the machine
(2) Fixing and calibrating
Extensometer
(3) Design of new Grips
(4) Selecting the material
of the new grips
(5) Furnace set up and
specimen heating up
(7) Encountering
of problem (1)
(7.1) Modify specimen’s hole
and fixing bolt sizes
(7.3) Selecting new material
for fixing bolts
(7.4) Replacing screws of the
extensometer
(6) Loading the specimen
(8) Furnace re-set up and specimen heating up
(7.2) Re- estimation of test
load
Next page
60
(9) Loading the specimen
(10) Encountering of problem (2)
(10.1) Reforming the grips
(10.2) Re-modification of the specimen dimension
(10.3) Re-calculation of the
test load (11) Furnace re-setting and
heating up new specimen
(12) Successful completion
of the test
(13)
Revision of the test load
(14)
test of new specimen
(15) Successful completion
of the second test
Figure (9.8) Procedures of accelerated creep rupture test
61
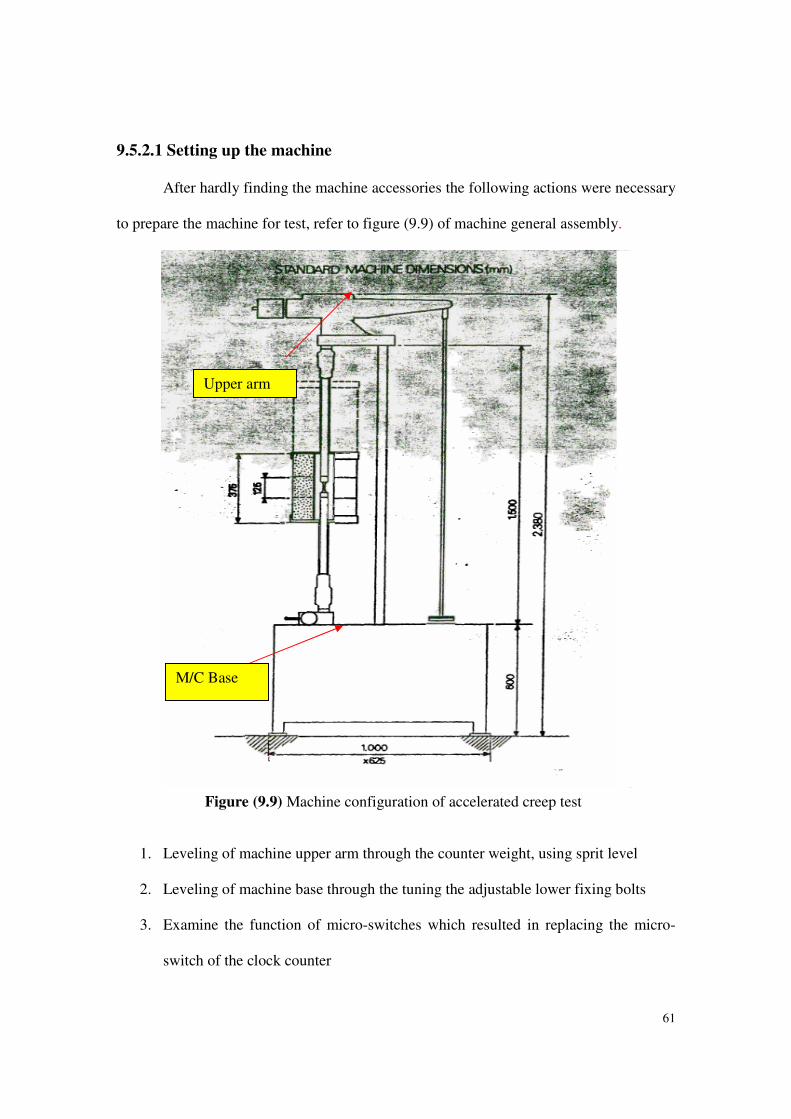
9.5.2.1 Setting up the machine
After hardly finding the machine accessories the following actions were necessary
to prepare the machine for test, refer to figure (9.9) of machine general assembly.
1. Leveling of machine upper arm through the counter weight, using sprit level
2. Leveling of machine base through the tuning the adjustable lower fixing bolts
3. Examine the function of micro-switches which resulted in replacing the micro-
switch of the clock counter
Upper arm
M/C Base
Figure (9.9) Machine configuration of accelerated creep test
62
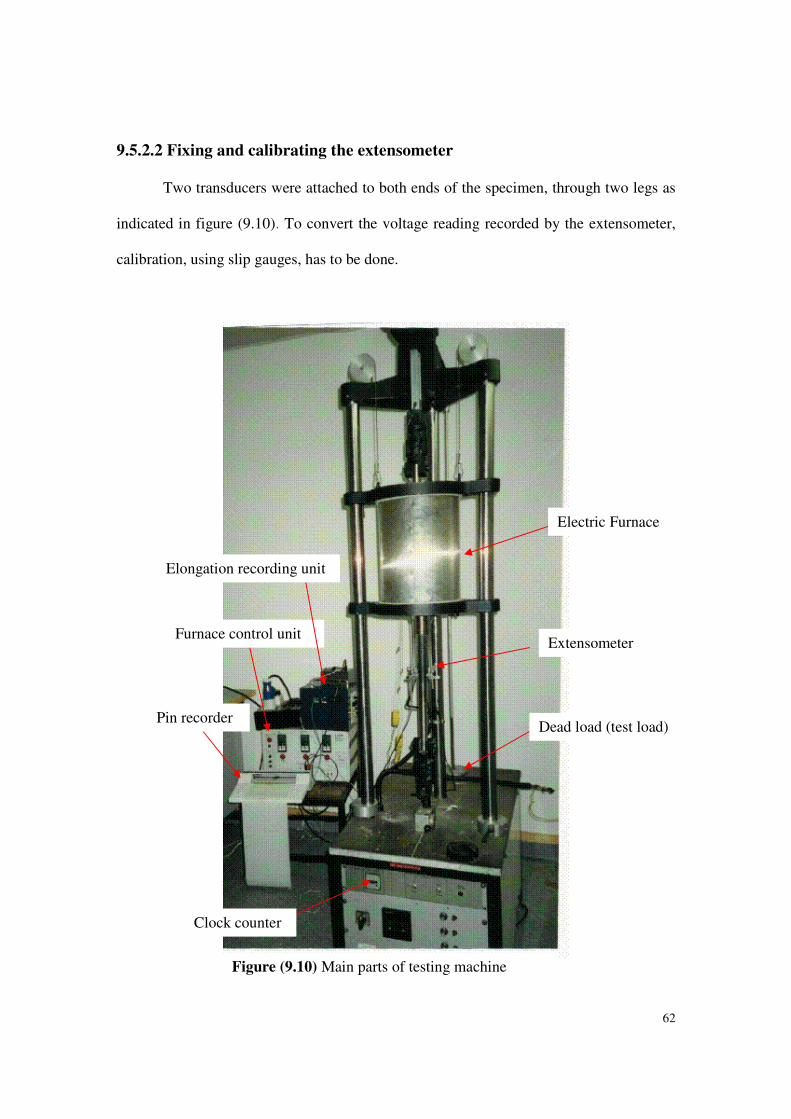
9.5.2.2 Fixing and calibrating the extensometer
Two transducers were attached to both ends of the specimen, through two legs as
indicated in figure (9.10). To convert the voltage reading recorded by the extensometer,
calibration, using slip gauges, has to be done.
Electric Furnace
Extensometer
Pin recorder
Furnace control unit
Clock counter
Elongation recording unit
Dead load (test load)
Figure (9.10) Main parts of testing machine
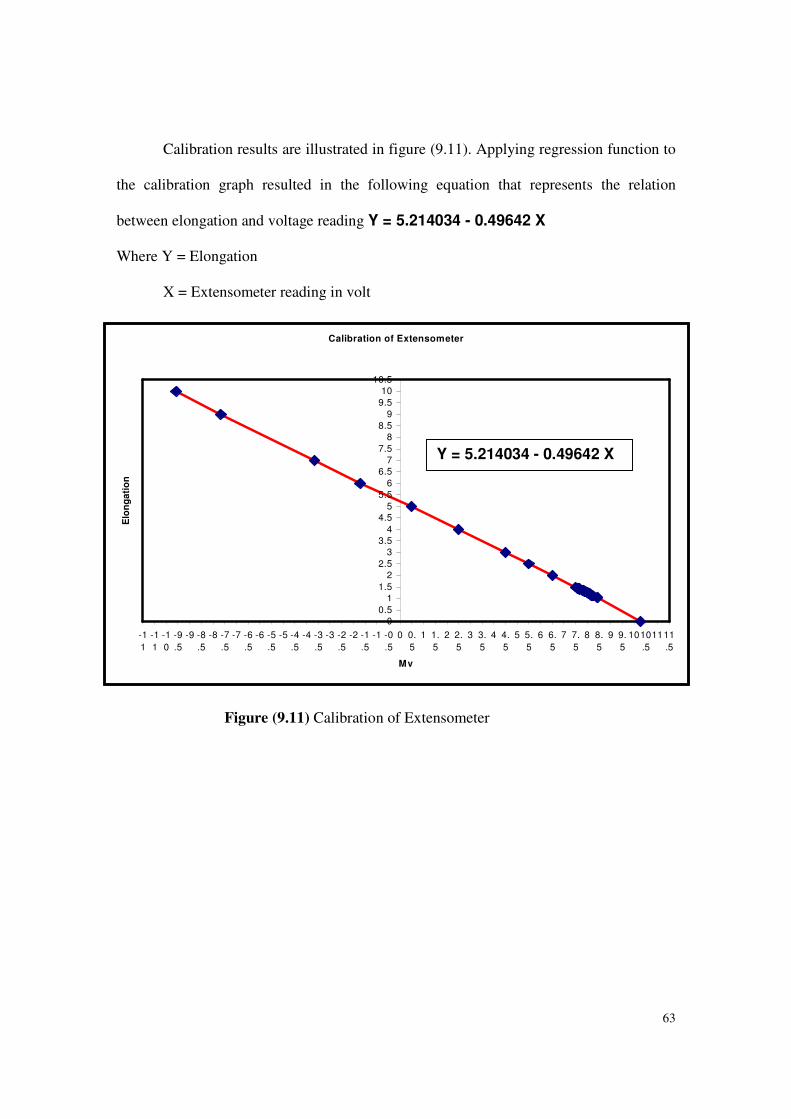
63
Calibration results are illustrated in figure (9.11). Applying regression function to
the calibration graph resulted in the following equation that represents the relation
between elongation and voltage reading Y = 5.214034 - 0.49642 X
Where Y = Elongation
X = Extensometer reading in volt
Calibration of Extensometer
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
5.5
6
6.5
7
7.5
8
8.5
9
9.5
10
10.5
-1
1
-1
1
-1
0
-9
.5
-9 -8
.5
-8 -7
.5
-7 -6
.5
-6 -5
.5
-5 -4
.5
-4 -3
.5
-3 -2
.5
-2 -1
.5
-1 -0
.5
0 0.
5
1 1.
5
2 2.
5
3 3.
5
4 4.
5
5 5.
5
6 6.
5
7 7.
5
8 8.
5
9 9.
5
1010
.5
1111
.5
Mv
Elo
ng
ati
on
Figure (9.11) Calibration of Extensometer
Y = 5.214034 - 0.49642 X
64
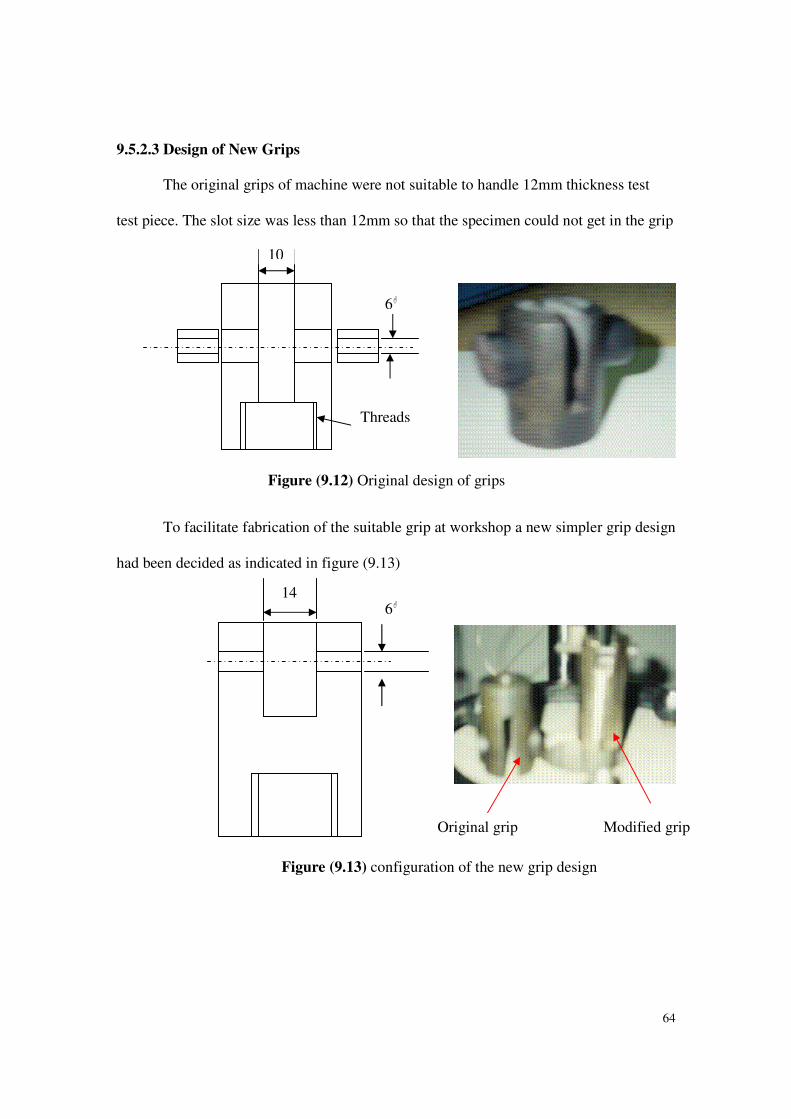
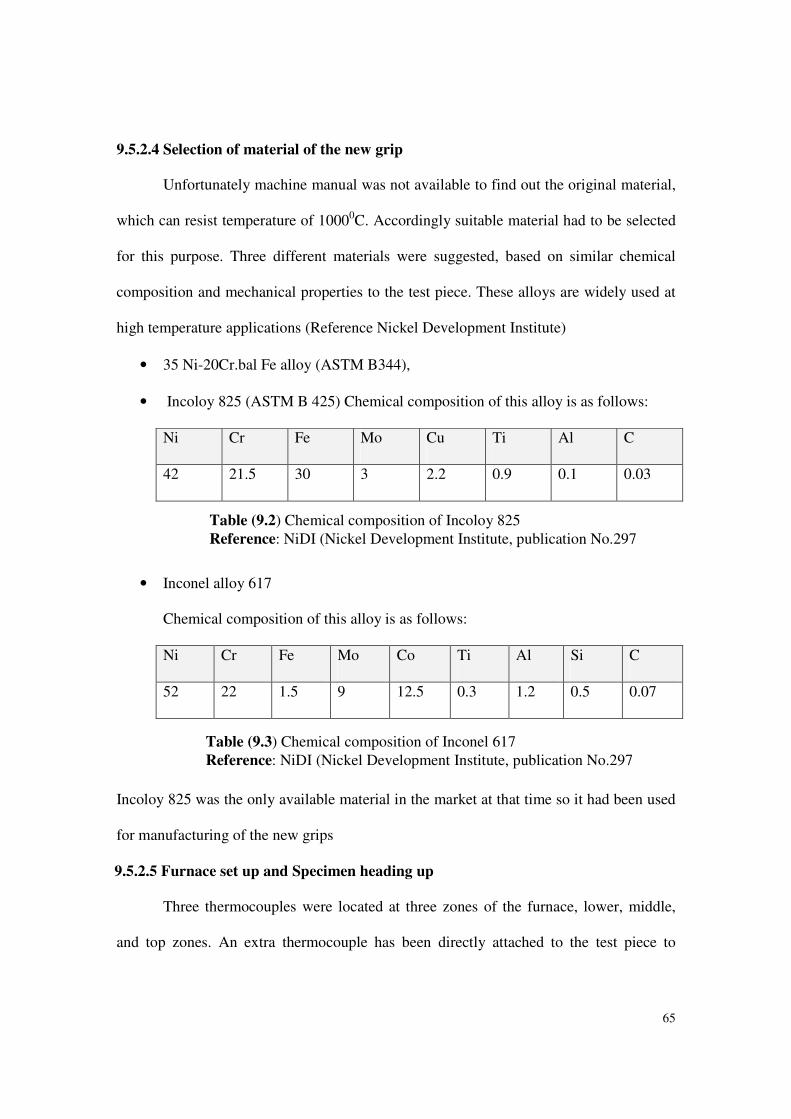
9.5.2.3 Design of New Grips
The original grips of machine were not suitable to handle 12mm thickness test
test piece. The slot size was less than 12mm so that the specimen could not get in the grip
To facilitate fabrication of the suitable grip at workshop a new simpler grip design
had been decided as indicated in figure (9.13)
10
6�
Figure (9.12) Original design of grips
Threads
14 6�
Figure (9.13) configuration of the new grip design
Original grip Modified grip
65
9.5.2.4 Selection of material of the new grip
Unfortunately machine manual was not available to find out the original material,
which can resist temperature of 10000C. Accordingly suitable material had to be selected
for this purpose. Three different materials were suggested, based on similar chemical
composition and mechanical properties to the test piece. These alloys are widely used at
high temperature applications (Reference Nickel Development Institute)
• 35 Ni-20Cr.bal Fe alloy (ASTM B344),
• Incoloy 825 (ASTM B 425) Chemical composition of this alloy is as follows:
Ni Cr Fe Mo Cu Ti Al C
42 21.5 30 3 2.2 0.9 0.1 0.03
• Inconel alloy 617
Chemical composition of this alloy is as follows:
Ni Cr Fe Mo Co Ti Al Si C
52 22 1.5 9 12.5 0.3 1.2 0.5 0.07
Incoloy 825 was the only available material in the market at that time so it had been used
for manufacturing of the new grips
9.5.2.5 Furnace set up and Specimen heading up
Three thermocouples were located at three zones of the furnace, lower, middle,
and top zones. An extra thermocouple has been directly attached to the test piece to
Table (9.2) Chemical composition of Incoloy 825
Reference: NiDI (Nickel Development Institute, publication No.297
Table (9.3) Chemical composition of Inconel 617
Reference: NiDI (Nickel Development Institute, publication No.297
66
measure its actual temperature. The attached thermocouple to the test piece was
connected to pin recorder and the temperature was continuously plotted on chart. Heating
the test piece usually took 24 hours to reach the test temperature (1000 0C) in addition to
one hour at least at the test temperature.
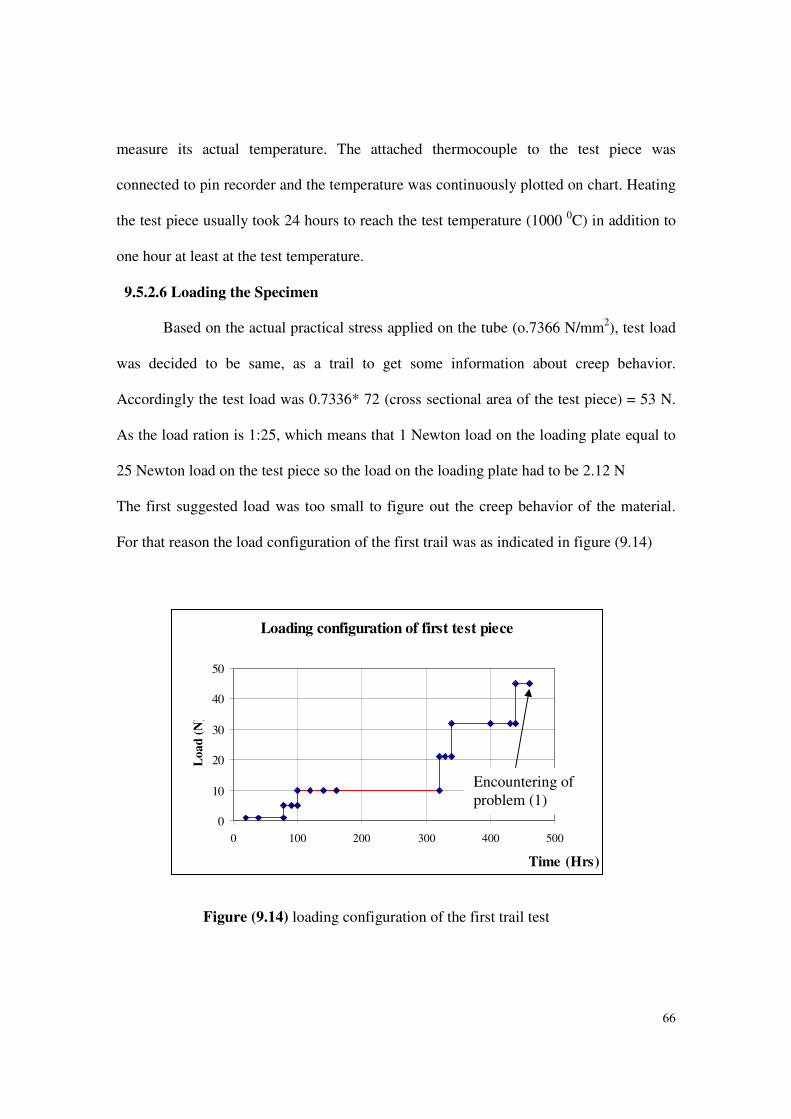
9.5.2.6 Loading the Specimen
Based on the actual practical stress applied on the tube (o.7366 N/mm2), test load
was decided to be same, as a trail to get some information about creep behavior.
Accordingly the test load was 0.7336* 72 (cross sectional area of the test piece) = 53 N.
As the load ration is 1:25, which means that 1 Newton load on the loading plate equal to
25 Newton load on the test piece so the load on the loading plate had to be 2.12 N
The first suggested load was too small to figure out the creep behavior of the material.
For that reason the load configuration of the first trail was as indicated in figure (9.14)
Loading configuration of first test piece
0
10
20
30
40
50
0 100 200 300 400 500
Time (Hrs)
Lo
ad
(N
)
Figure (9.14) loading configuration of the first trail test
Encountering of
problem (1)
67
9.5.2.7 Encountering of problem (1)
After increasing the load to (45) the loading plate touched the machine base and
hence the clock counter stopped. By checking the test piece condition after cooling down
the furnace the following have been observed.
1. Rupture of the test piece fixing bolts upper and lower ones
2. Fusion of the ruptured part of fixing bolts with the test piece holes (welded in the
holes)
3. Fusion of extensometer screws
4. No effect on the test piece
By analyzing this problem we can conclude the following
1. Rupture of the fixing bolts is due to the cross sectional area of the bolts was less than
that of the test piece, cross sectional area of test piece was 72mm2 while the bolt’s
was 28.26 mm2
2. Fusion of bolts and screws can be explained ad the material was not suitable for
10000C applications
• Action Taken
1. Dismantle the test piece with grips
2. Drilling the fused bolts, as hammering and knocking did not succeeded to take
out the bolts from the test piece.
Drilling operation led to distortion in holes size the matter, which led to increasing
the hole size of extensometer screws.
68
Counter measures of Problem (1)
9.5.2.7.1. Modify Specimen’s hole and fixing bolt sizes
To avoid repetition of bolt rupture due to smaller cross sectional area than that of
test piece fixing hole of test piece and fixing bolt sizes were increased from 6mm to
10mm. Taking into consideration that this increasing will not affect the fixing area of the
test piece as the cress sectional area at the point of fixation was still bigger than the cross
sectional area of the test piece itself.
9.5.2.7.2 Re-estimation of the Test Load
The only benefit we got from the first trail test is the approximation of the load at
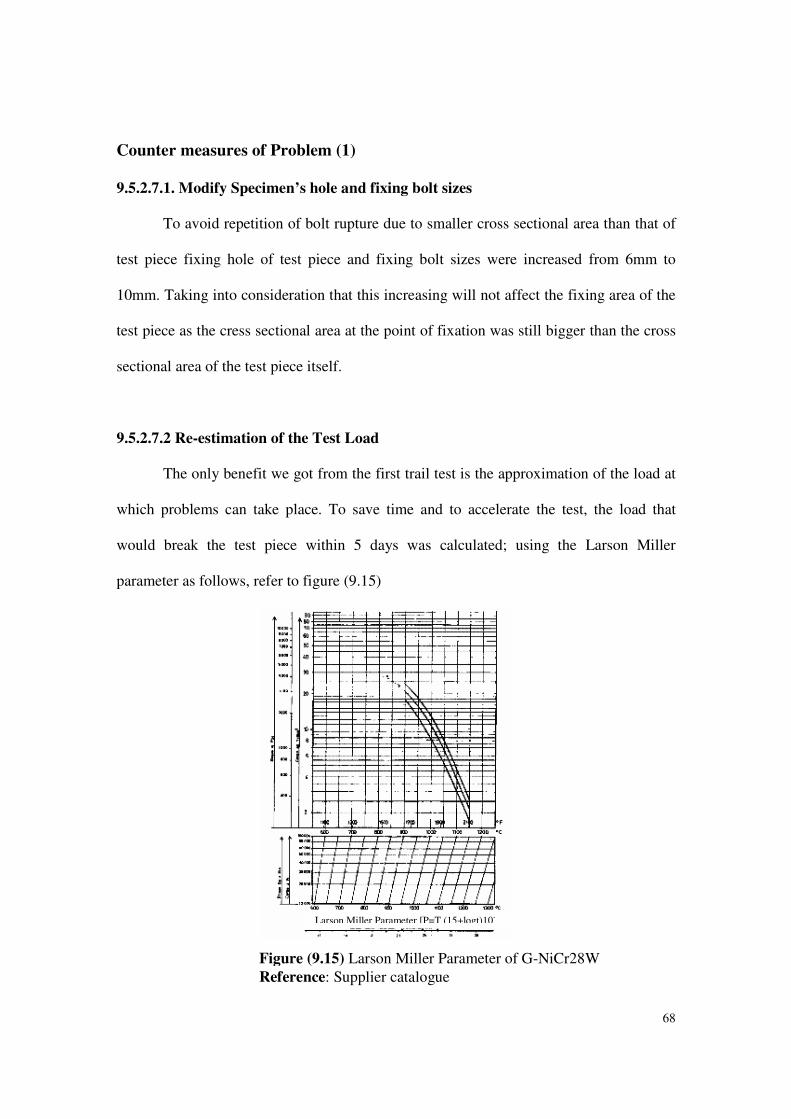
which problems can take place. To save time and to accelerate the test, the load that
would break the test piece within 5 days was calculated; using the Larson Miller
parameter as follows, refer to figure (9.15)
Larson Miller Parameter [P=T (15+logt)10-
Figure (9.15) Larson Miller Parameter of G-NiCr28W
Reference: Supplier catalogue
69
P= T (K) (15 + log t)10-3
P =1273 (15 + 2.079) 10-3
P = 21.74
From the graph the stress would be approximately 27 N/mm2 so the load would be 1944
N and according to the machine ratio 77.76 N would be loaded on the loading plate.
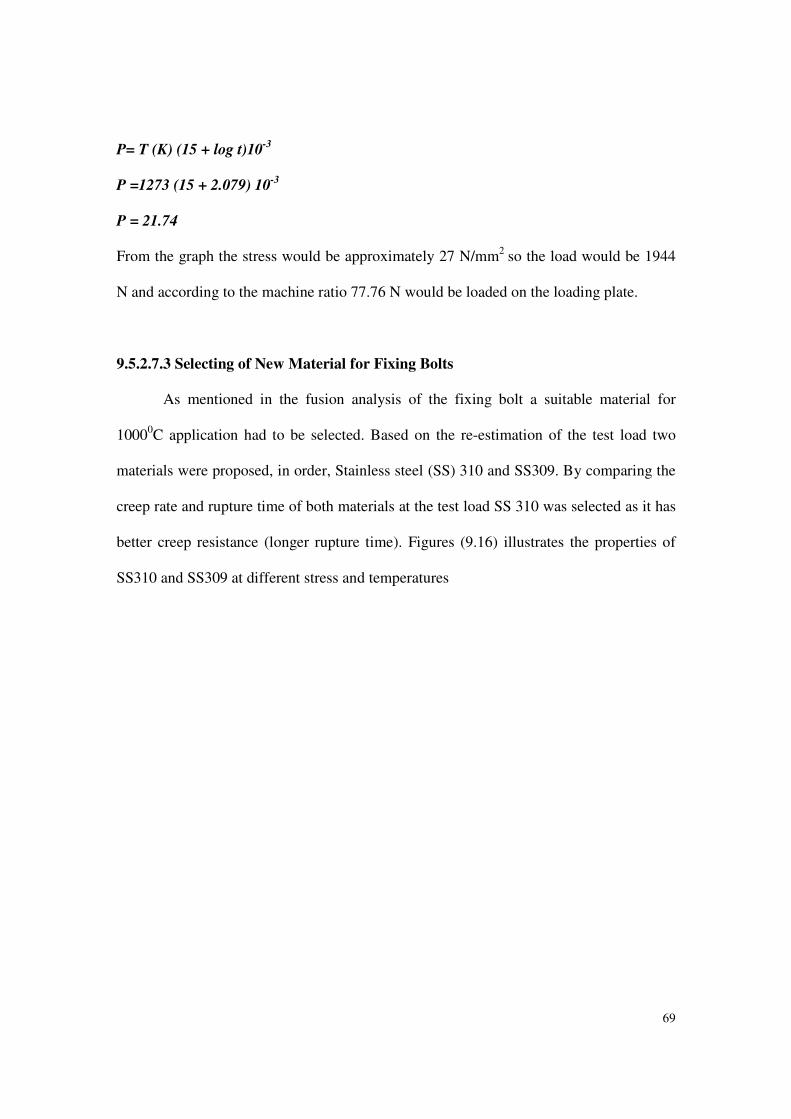
9.5.2.7.3 Selecting of New Material for Fixing Bolts
As mentioned in the fusion analysis of the fixing bolt a suitable material for
10000C application had to be selected. Based on the re-estimation of the test load two
materials were proposed, in order, Stainless steel (SS) 310 and SS309. By comparing the
creep rate and rupture time of both materials at the test load SS 310 was selected as it has
better creep resistance (longer rupture time). Figures (9.16) illustrates the properties of
SS310 and SS309 at different stress and temperatures
70
For further simplification and facilitate machining, fixation was changed from bolts to
pins
9.5.2.7.4 Replacing screws of the extensometer
Screws of the extensometer had to be replaced by another ones that can resist high
temperature applications. There was no stock of stainless steel screws at machine shop
and only SS316 screws were only available in the market. SS316 has inferior properties
at elevated temperature compared with SS310. However it has been used because the
Figure (9.16) Properties of SS309 and 310 at elevated temperatures.
Reference: NiDI Publication No.2980
71
screws were no subjected to any stress, their main functions are to hold the extensometer
legs at its position.
9.5.2.8 Furnace Re-set up and Test piece Heating up
Light up the furnace re-started after taking all the counter measures related to
problem (1). Heating up regime was the same as the first trial test.
9.5.2.9 Loading the Test piece
During heating up of the test piece just only 7 Newton load (10% of the test load)
was loaded on the loading plate for keeping the machine parts straight. 77.76 Newton was
loaded after heating up and socking of the test piece
9.5.2.10 Encountering of Problem (2)
After 55.2 hours problem No (2) was encountered which is illustrated in figure
(9.17) and summarized as follows:
1. Shearing of the new fixing pins
2. Deformation of the grips
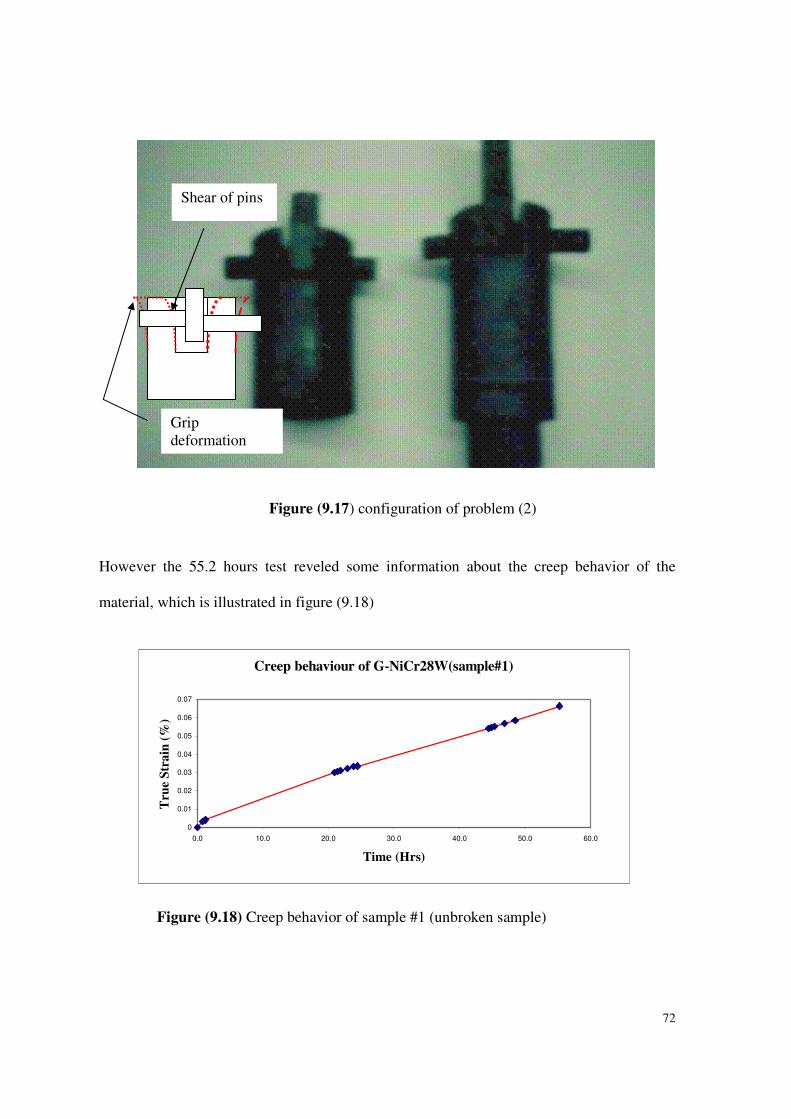
72
However the 55.2 hours test reveled some information about the creep behavior of the
material, which is illustrated in figure (9.18)
Grip deformation
Shear of pins
Figure (9.17) configuration of problem (2)
Creep behaviour of G-NiCr28W(sample#1)
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.0 10.0 20.0 30.0 40.0 50.0 60.0
Time (Hrs)
Tru
e S
tra
in (
%)
Figure (9.18) Creep behavior of sample #1 (unbroken sample)
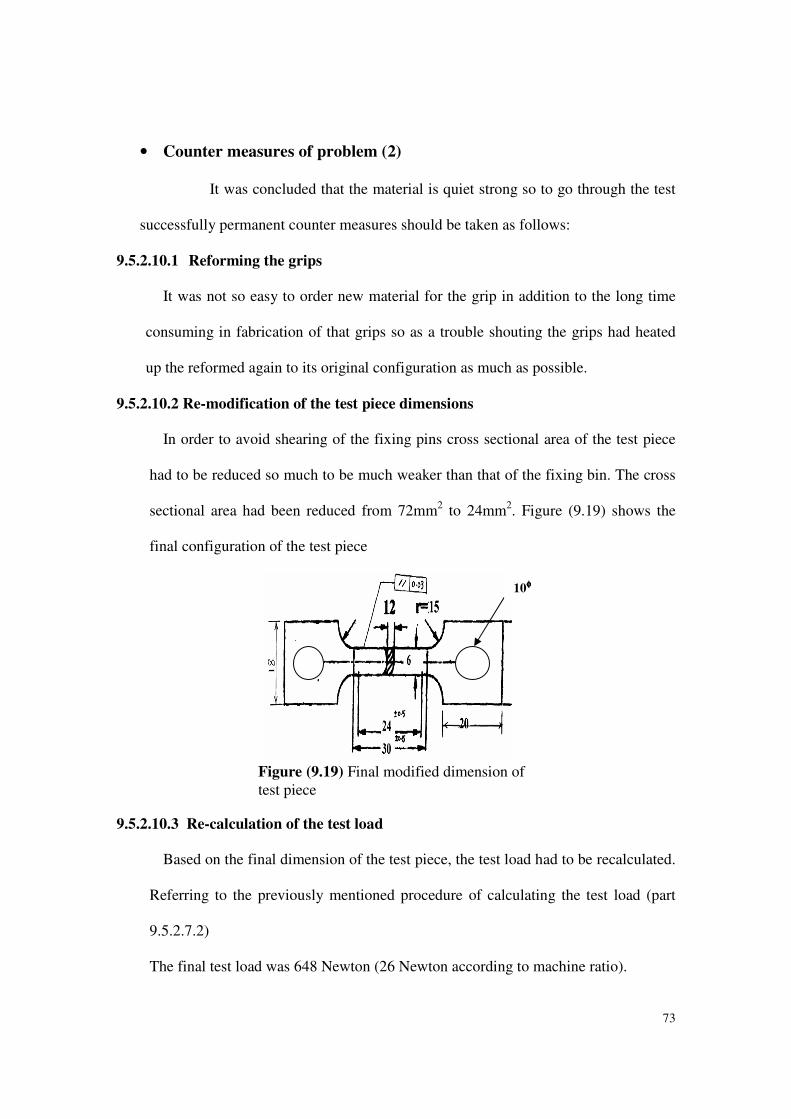
73
• Counter measures of problem (2)
It was concluded that the material is quiet strong so to go through the test
successfully permanent counter measures should be taken as follows:
9.5.2.10.1 Reforming the grips
It was not so easy to order new material for the grip in addition to the long time
consuming in fabrication of that grips so as a trouble shouting the grips had heated
up the reformed again to its original configuration as much as possible.
9.5.2.10.2 Re-modification of the test piece dimensions
In order to avoid shearing of the fixing pins cross sectional area of the test piece
had to be reduced so much to be much weaker than that of the fixing bin. The cross
sectional area had been reduced from 72mm2 to 24mm2. Figure (9.19) shows the
final configuration of the test piece
9.5.2.10.3 Re-calculation of the test load
Based on the final dimension of the test piece, the test load had to be recalculated.
Referring to the previously mentioned procedure of calculating the test load (part
9.5.2.7.2)
The final test load was 648 Newton (26 Newton according to machine ratio).
Figure (9.19) Final modified dimension of test piece
10φφφφ
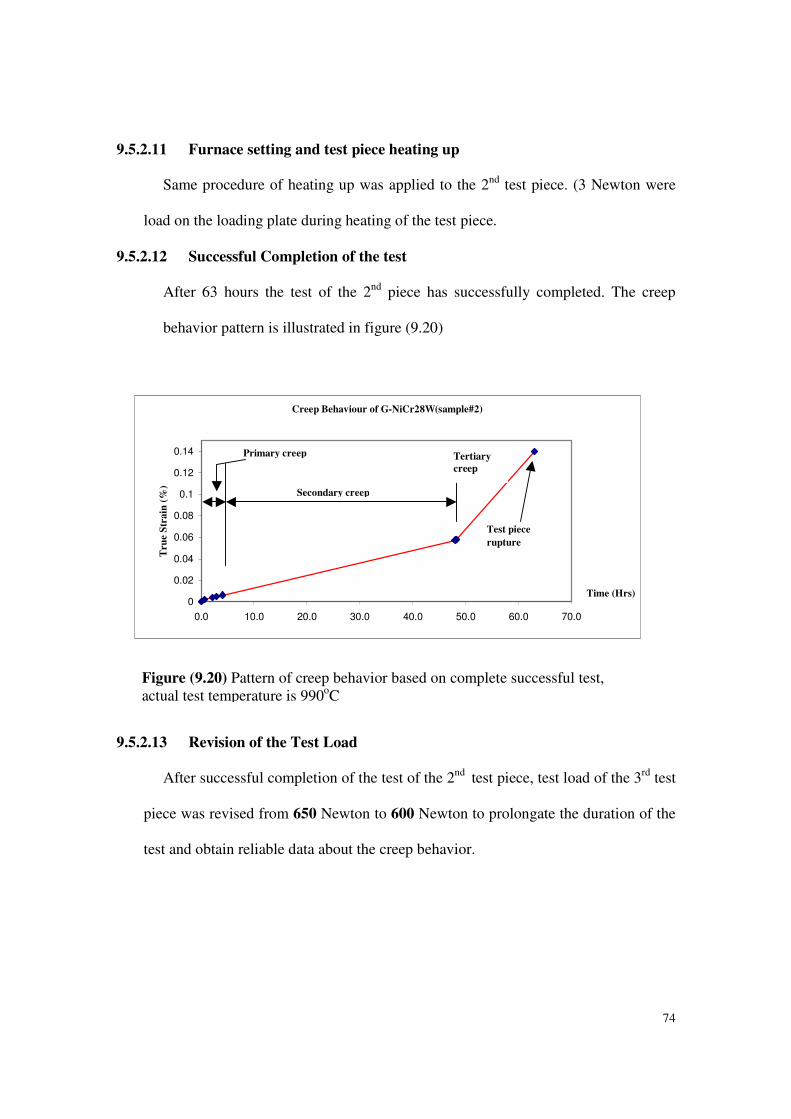
74
9.5.2.11 Furnace setting and test piece heating up
Same procedure of heating up was applied to the 2nd test piece. (3 Newton were
load on the loading plate during heating of the test piece.
9.5.2.12 Successful Completion of the test
After 63 hours the test of the 2nd piece has successfully completed. The creep
behavior pattern is illustrated in figure (9.20)
Creep Behaviour of G-NiCr28W(sample#2)
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0.0 10.0 20.0 30.0 40.0 50.0 60.0 70.0
Time (Hrs)
Tru
e S
train
(%
)
Secondary creep
Primary creep
Test piece
rupture
9.5.2.13 Revision of the Test Load
After successful completion of the test of the 2nd test piece, test load of the 3rd test
piece was revised from 650 Newton to 600 Newton to prolongate the duration of the
test and obtain reliable data about the creep behavior.
Figure (9.20) Pattern of creep behavior based on complete successful test, actual test temperature is 990oC
Tertiary
creep
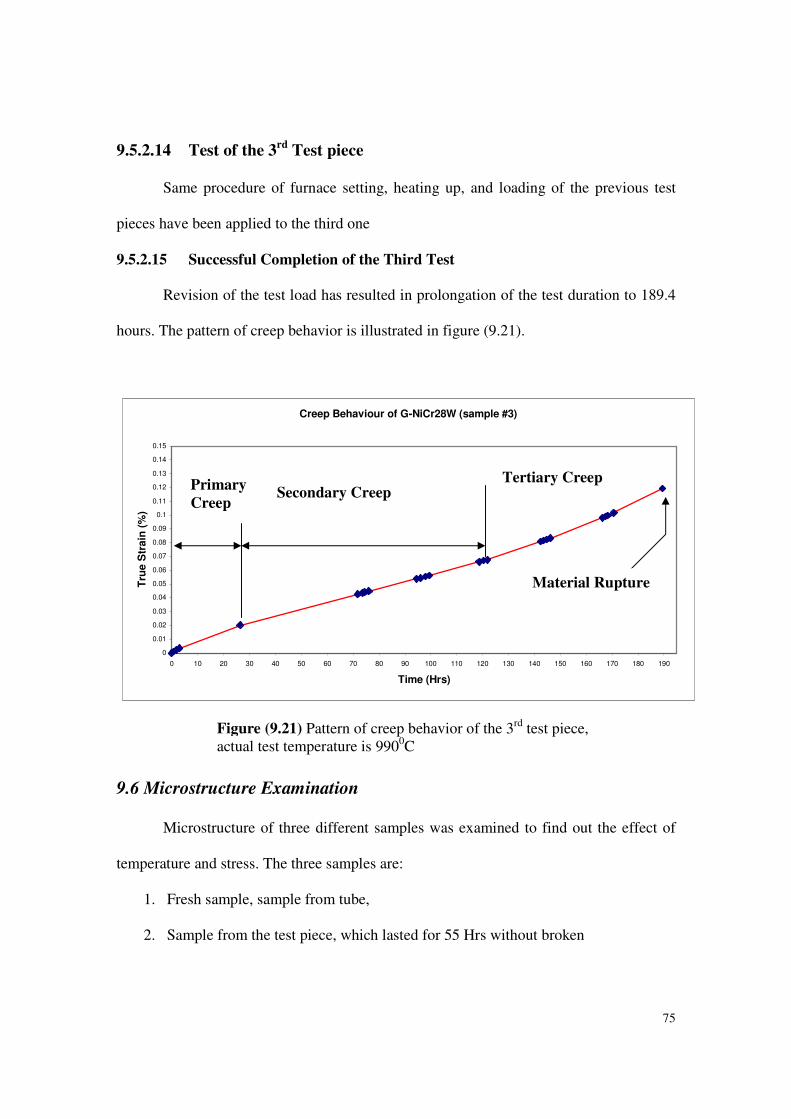
75
9.5.2.14 Test of the 3rd
Test piece
Same procedure of furnace setting, heating up, and loading of the previous test
pieces have been applied to the third one
9.5.2.15 Successful Completion of the Third Test
Revision of the test load has resulted in prolongation of the test duration to 189.4
hours. The pattern of creep behavior is illustrated in figure (9.21).
Creep Behaviour of G-NiCr28W (sample #3)
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.1
0.11
0.12
0.13
0.14
0.15
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190
Time (Hrs)
Tru
e S
train
(%
)
9.6 Microstructure Examination
Microstructure of three different samples was examined to find out the effect of
temperature and stress. The three samples are:
1. Fresh sample, sample from tube,
2. Sample from the test piece, which lasted for 55 Hrs without broken
Secondary Creep Primary
Creep
Material Rupture
Figure (9.21) Pattern of creep behavior of the 3rd test piece, actual test temperature is 9900C
Tertiary Creep
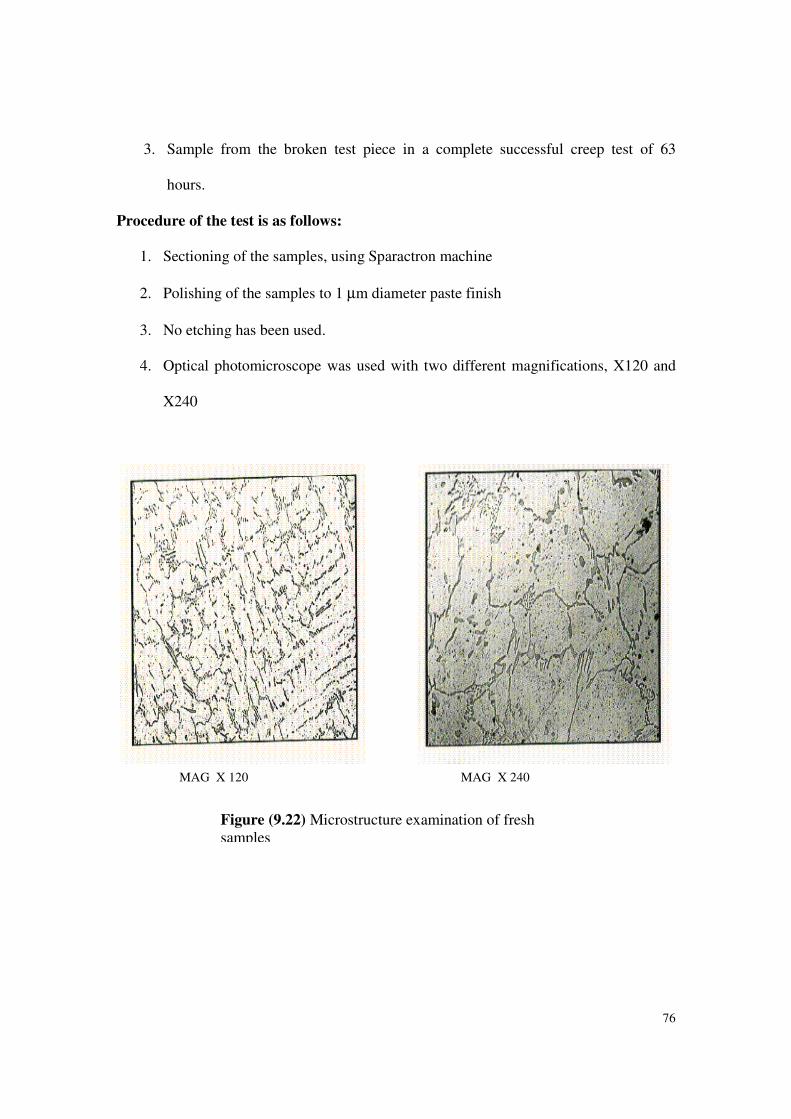
76
3. Sample from the broken test piece in a complete successful creep test of 63
hours.
Procedure of the test is as follows:
1. Sectioning of the samples, using Sparactron machine
2. Polishing of the samples to 1 µm diameter paste finish
3. No etching has been used.
4. Optical photomicroscope was used with two different magnifications, X120 and
X240
Figure (9.22) Microstructure examination of fresh samples
MAG X 120 MAG X 240

77
Figure (9.23) Microstructure examination of unbroken sample after 55 hrs on test
Figure (9.24) Microstructure examination of broken samples after 63 hrs on test
MAG X120 MAG X240
MAG X120 MAG X240
78
10. Analysis of the Test Results
In this section the results of the various test will be analyised as much as possible.
However the accelerated creep test will be highlighted, as it is the main aim of this
project.
10.1 Charpy Impact Test
From figure (9.2) we can conclude the following:
a. Transition temperature, at which great change in the energy absorption takes
place, is not clear within the conducted temperature range.
b. There is sensible energy increase at temperature above 250oC. However we
cannot say it is the transient temperature.
c. Generally it is clear that energy absorption increases with temperature
increase, which means that toughness of the alloy increases with increasing
the temperature. Such improvement of toughness is an indication of suitability
of such alloy for high temperature applications
10.2 Hardness Test
Processing of the results, indicated in figures (9.5) of fresh samples, by
considering acceptable limits of results based on σ±X where σ is the standard
deviation, has reveled the following
1. Ignoring hardness values less than 245 DHP and higher than 272 DHP
2. Average value of hardness is 258 DHP
Same concept was applies for the samples that taken from the unbroken test piece
subjected to 55 Hrs accelerated creep test figure (9.6). Average value of that
samples is 205 DHP.
79
It is clear that hardness decreases after subjecting the test piece to heat for
sometimes. Decreasing the hardness increases the toughness of the alloy and
hence the resistance of the alloy fore crack propagation. This is another prove of
the suitability of such alloy for high temperature applications and underlines the
result of charpy impact test, in the way that when the alloy subjects to high
temperature its hardness decreases and accordingly the strength. Decreasing the
strength improve the toughness.
10.3 Tensile Test
The only property needed from that test was the tensile strength of the alloy in
question. Results of the test as indicated in table (9.1) shows some variation of maximum
load to break the test piece. By ignoring the shaded values, which are the lowest and
highest values of either load or extension we obtain an average value of max. Load as
2628 Newton.
Thus
Tensile strength = Max Load/ original cross sectional area
= 2628/6 = 438 N/mm2
This figure is around the specification of that alloy which mentioned in table (8.2)
10.4 Accelerated Creep Test;
The result of the accelerated creep test will be analyised from the following
viewpoints:
• Creep Curve Pattern
• Creep rate
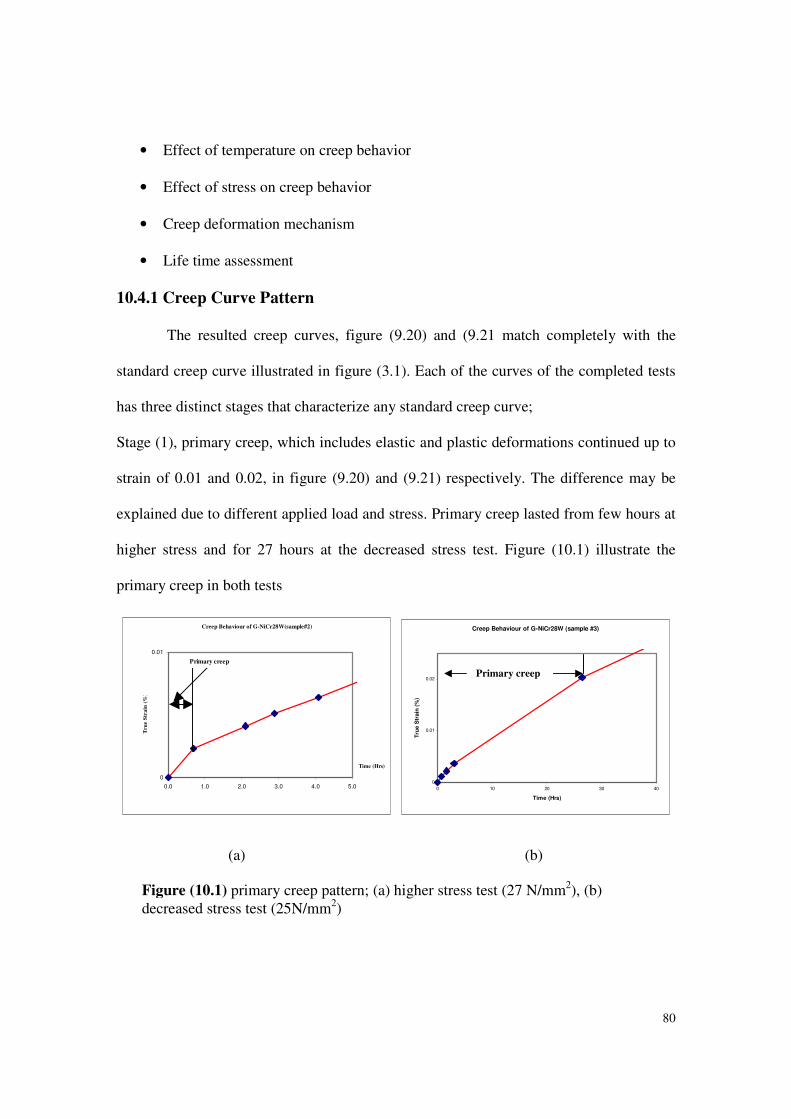
80
• Effect of temperature on creep behavior
• Effect of stress on creep behavior
• Creep deformation mechanism
• Life time assessment
10.4.1 Creep Curve Pattern
The resulted creep curves, figure (9.20) and (9.21 match completely with the
standard creep curve illustrated in figure (3.1). Each of the curves of the completed tests
has three distinct stages that characterize any standard creep curve;
Stage (1), primary creep, which includes elastic and plastic deformations continued up to
strain of 0.01 and 0.02, in figure (9.20) and (9.21) respectively. The difference may be
explained due to different applied load and stress. Primary creep lasted from few hours at
higher stress and for 27 hours at the decreased stress test. Figure (10.1) illustrate the
primary creep in both tests
Creep Behaviour of G-NiCr28W(sample#2)
0
0.01
0.0 1.0 2.0 3.0 4.0 5.0
Time (Hrs)
Tru
e S
tra
in (
%)
Primary creep
Creep Behaviour of G-NiCr28W (sample #3)
0
0.01
0.02
0 10 20 30 40
Time (Hrs)
Tru
e S
tra
in (
%)
Primary creep
(a) (b)
Figure (10.1) primary creep pattern; (a) higher stress test (27 N/mm2), (b) decreased stress test (25N/mm2)
81
10.4.2 Creep rate
Stage (2) in both curves of figure (9.20) and (9.21) lasted for 44.3 and 95.5 hours
respectively. The slop of the secondary creep represents the creep rate, which is as
follows:
����∃∃∃∃
s = 0.0012% /Hr for the higher stress test (27 N/mm2), figure (9.20)
����∃∃∃∃
s = 0.000494% /Hr for the decreased stress test (25 N/mm2), figure (9.21)
This result matches with the equation (3.2) and (3.4) in which ����∃∃∃∃
s α σσσσn
10.4.3 Effect of Temperature on creep behavior
In fact there was no chance to examine the effect of different temperature on the
pattern of creep behavior. The test has been conduct at only one temperature 980 0C
deg10± .
10.4.4 Effect of stress on creep behavior
By comparing the curves of figures (9.20) and (9.21) we can see clearly that when
the load decreased from 650 Newton (27 N/mm2) to 600 Newton (25 N/mm2) the creep
rate of secondary creep decreased to more than a half of its value and hence the
secondary creep duration increased to more than a double. Meanwhile the fracture time
was three times of the higher stress test.
10.4.5 Creep mechanism
To classify the creep mechanism according to the simplified creep deformation
map, figure (5.1) we have to determine the shear modulus of the alloy.
Shear modulus of the main components is illustrated in table (10.1)
82
Element Ni Cr W Mn Iron C Si
Shear
modulus
(G) GPa
76 115.4 160.6 58.05*** 81.6 --- ---
*** Calculated from the equation )1(2 ν+
=E
G
Where G: shear modulus
E: Young’s modulus
ν : Poisson’s ratio
According to the chemical composition of the alloy in question, the calculated shear
modulus is 90.38 GPa.
So to classify the mechanism two ratios have to be calculated,
103
*38.90
27 −=
G
σ = 2.88*10-4 for the higher stress test
103
*38.90
25 −=
G
σ = 2.77*10-4 for the decreased stress test
The second ratio is T m
T =
2300
990= 0.43
Tm is estimated to 23000C, based on the stated operating temperature of the alloy
specification, 11500C, and the chemical composition relative to the melting point of the
iron and stainless steel. We have to emphasis once again there is no enough published
information about this alloy.
Table (10.1) shear modulus of alloy main components Reference: Richard W.Hertzberg, Deformation and Fracture Mechanics of Engineering Materials
83
It is now possible to classify the creep deformation mechanism of this alloy. By
investigating the deformation mechanism map, the creep mechanism controlling the
behavior of creep is the grain boundary diffusion creep (Coble creep), where T<0.5Tm
and σσσσ ≤≤≤≤ 10-4
.
Exponential n value of power law equation is now settled to be (1) according to table
(5.1)
So ����∃∃∃∃
s α σσσσ
10.4.6 Life Time Assessment
Lifetime at different stresses than those conducted on the test can be calculated by
interpolating the results of the two completed tests as explained in figure (10.2). However
because of only two successful tests have been conducted, this method is not accurate.
Many tests have to be conducted to get enough data related to this issue.
To use Larson Miller parameter, as a tool, to calculate the lifetime of the tube
(alloy in question) two tests are necessary to carry out at same stress and different
temperature. Because of the problems encountered during the tests and time limitation
there was no chance to do the tests at different temperatures.
The only relevant way to assess the remaining lifetime is by considering the strain
value at the end of secondary creep (stage (2)) as a limit of service of the tube.
By reviewing the history of tube during its service and the recorded elongation data creep
rate ����∃∃∃∃
s can be calculated. Remaining time to reach the creep limit can then be
calculated, according to following equation,
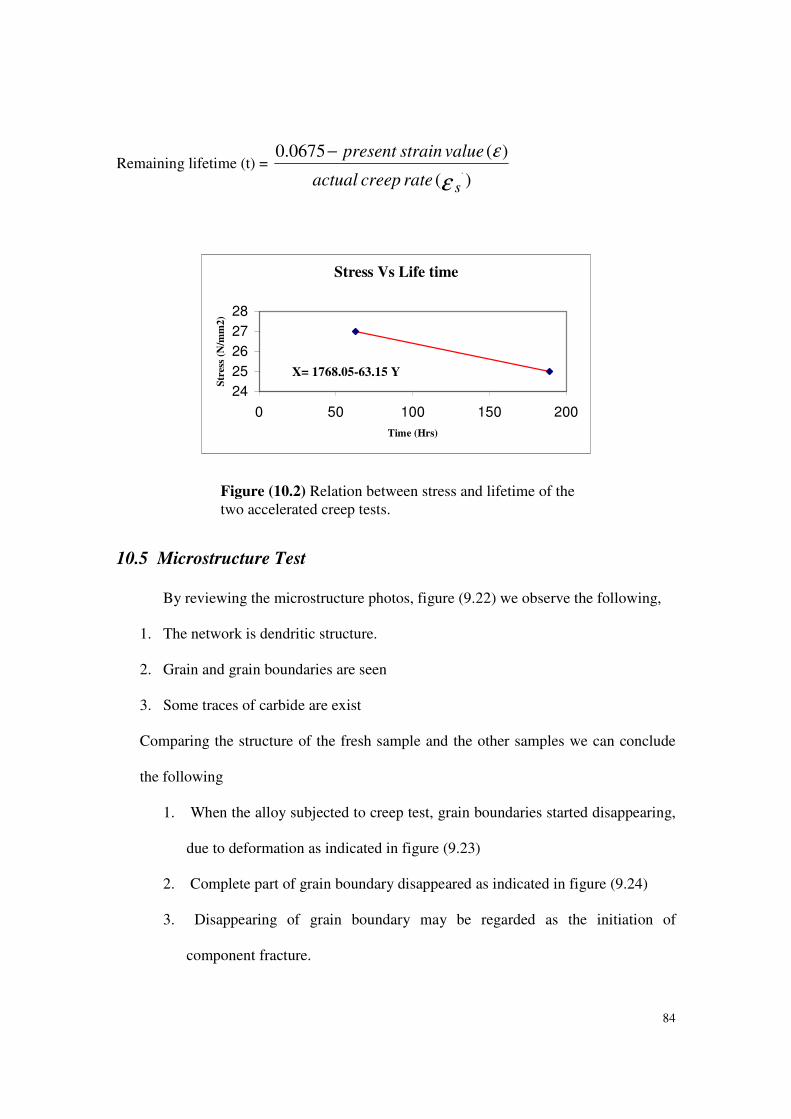
84
Remaining lifetime (t) = )(
)(0675.0.
ε
ε
sratecreepactual
valuestrainpresent−
Stress Vs Life time
24
25
26
27
28
0 50 100 150 200
Time (Hrs)
Str
ess
(N/m
m2)
10.5 Microstructure Test
By reviewing the microstructure photos, figure (9.22) we observe the following,
1. The network is dendritic structure.
2. Grain and grain boundaries are seen
3. Some traces of carbide are exist
Comparing the structure of the fresh sample and the other samples we can conclude
the following
1. When the alloy subjected to creep test, grain boundaries started disappearing,
due to deformation as indicated in figure (9.23)
2. Complete part of grain boundary disappeared as indicated in figure (9.24)
3. Disappearing of grain boundary may be regarded as the initiation of
component fracture.
Figure (10.2) Relation between stress and lifetime of the two accelerated creep tests.
X= 1768.05-63.15 Y
85
11. Conclusion
From the previous sections, test results and analysis, we can conclude the
following points
1. Creep behavior of G-NiCr28W is a standard pattern of creep curve
2. The Creep rate depends on the applied stress typical rate according to the test
stress is 0.0012 %/Hr and 0.000494 %/Hr at 27 N/mm2 and 25 N/mm2
respectively.
3. Strain of 0.0675% is limit determines the lifetime of the tube
4. Lifetime regression equation X = 1768.05 – 63.15 Y can be used to calculate the
lifetime in the stress range of 25 to 27 N/mm2.
5. Based on strain limit of 0.0675%, remaining lifetime of the tubes is calculated
using the equation (t) = )(
)(0675.0.
ε
ε
sratecreepactual
valuestrainpresent−.
6. Grain boundary diffusion creep, Coble creep, controls the creep behavior of G-
NiCr28W alloy, in the operating temperature and stress regime.
7. Tube toughness resistance to crack propagation, increases with increasing the
operating temperature.
8. Tube hardness decreases with temperature increases.
86
12. Future Plan and Recommendations
For deep investigation of the creep behavior of G-NiCr28W tube the following
are will consider as a future plan and recommendation for the company as well,
1. Study the effect of temperature on the creep behavior pattern, at constant
stress.
2. Conduct accelerated creep test at different temperature to calculated Larson
Miller parameter, for the purpose of establishing general equation for
remaining lifetime.
3. Study the creep failure mechanism to find put a way to improve the lifetime.
4. Study the recorded data about the elongation tube during its service life to
determine the strain rate and estimation of the remaining lifetime.
5. Due to possibility of changing the operating condition accelerated creep test is
recommended to carry out at certain times, during the entire service of the
tube, to confirm the remaining lifetime.

87
13. References
1. Marc Andre and Krishan Kumar Chawla, “Mechanical Behavior of Materials”
2. R.W.Evans and B.Wilshire, “Introduction to Creep”
3. Junhui Li, “Failure Mechanism Models for Creep and Creep Rupture”, IEEE
Transactions on Reliability, Vol.42, NO.3, 1993 Septemper
4. B.J. Cane et al, “Creep Life assessment Methods”, Journal of Strain Analysis, Vol.
29, NO. 3,1994
5. Shiqiang Deng, “High Temperature Creep Behavior of Single Crystal Oxides”,
Journal of Materials Science 31 (1996) 6077-6083
6. G.A.Webster, “Fracture Mechanics in the Creep Range”, Journal of Strain Analysis
Vol. 29, No.3, 1994
7. David M. Owen et al, “Low Stress Creep Behavior an Examination of Nabarro-
Herring and Happer- Dorn Creep”, Material Science and Engineering A216(1996)
20-29
8. Y.Kaizumi et al, “Creep Life Extension of a Single Crystal Superalloy”,
http://www/nrim.go.jp:8080/open/usr/harada/documents/990225m.html
9. Richard W.Hertzberg, “ Deformation and Fracture Mechanics of Engineering
Materials”
10. Sixth International Confernece, 15-17 April,1996, “ Creep and Fatigue”
11. J.Bresser, “ Creep and Fatigue in High Temperature Alloys”

88
12. Iain Finnie and William R.Heller, “ Creep of Engineering Materials”
13. A.J.Fenner, “ Mechanical Testing of Material
14. Nickel Development Institute (NiDI), “Austenitic Chromium- Nickel, Stainless Steel
Engineering Properties at Elevated Temperature”, Publication No. 2980
15. Nickel Development Institute (NiDI), “ Properties of Some Metals and Alloys”,
Publication No. 297
16. Supplier Catalogue
89
14. Appendixes
14.1 List of Figures
S.
No.
Figure
No.
Title Page
No.
1 1.1 ANSDK Midrex Plant Configuration 6
2 1.2 Operating Condition of Tube 7
3 1.3 Suspension Mechanism of Tube 9
4 3.1 Typical Creep Curve Showing the 3 Stages of Creep 13
5 3.2 Creep Strain vs Time at Different Constant Stress Levels and
Temperatures
14
6 3.3 Creep Strain vs Time at Constant Engineering Stress and Different
Temperatures
15
7 5.1 Simplified Creep Deformation Mechanisms Map 19
8 5.2 Ratio Between Activation Energy for Secondary Creep and
Activation Energy for Bulk Diffusion As a Function of
temperature
20
9 5.3 Models of Creep Deformation 21
10 5.4 Schematic Representation of Diffusion As a Result of Vacancy
Movement
22
11 5.5 Flow of Vacancies According to Nabarro-Herring and Coble 25
12 5.6 Schematic of Dislocation Glide and Climb 28
13 5.7 Steady State Grain Boundary Sliding 32
90
S.
No.
Figure
No.
Title Page
No.
14 5.8 Grain Boundary Sliding Assisted by Diffusion in Ashby- Verrall’s
Model
32
15 6.1 Schematic Representation of Slip Bands on the Surface of
Polycrystalline Specimen
34
16 6.2 Schematic of Dislocations Lining Up To Form Sub grain
Boundaries
35
17 6.3 Schematic of Grain Boundary Sliding 36
18 6.4 Schematic of Creep Cavity Nucleation 37
19 6.5 Schematic of Fold Formation and Grain Boundary Migration 38
20 7.1 Life Extension of High Temperature Equipment 40
21 7.2 Relationship Between Time and Temperature at Three Levels of
Stresses, Using Larson –Miller Equation
42
22 7.3 Relationship Between Time Rupture and Temperature at Three
Levels of Stresses, Using Manson-Haferd Parameter
43
23 7.4 Relationship Between Time Rupture and Temperature at Three
Levels of Stresses, Using Sherby-Dorn Parameter
43
24 7.5 Predicted Relation Between Strain Rate at Time t and Remaining
Life Fraction
48
25 9.1 Specimen Configuration for Tests 51
26 9.2 Result of Charpy Impact Test 53
27 9.3 Charpy Impact Testing Machine and Test Specimen 53
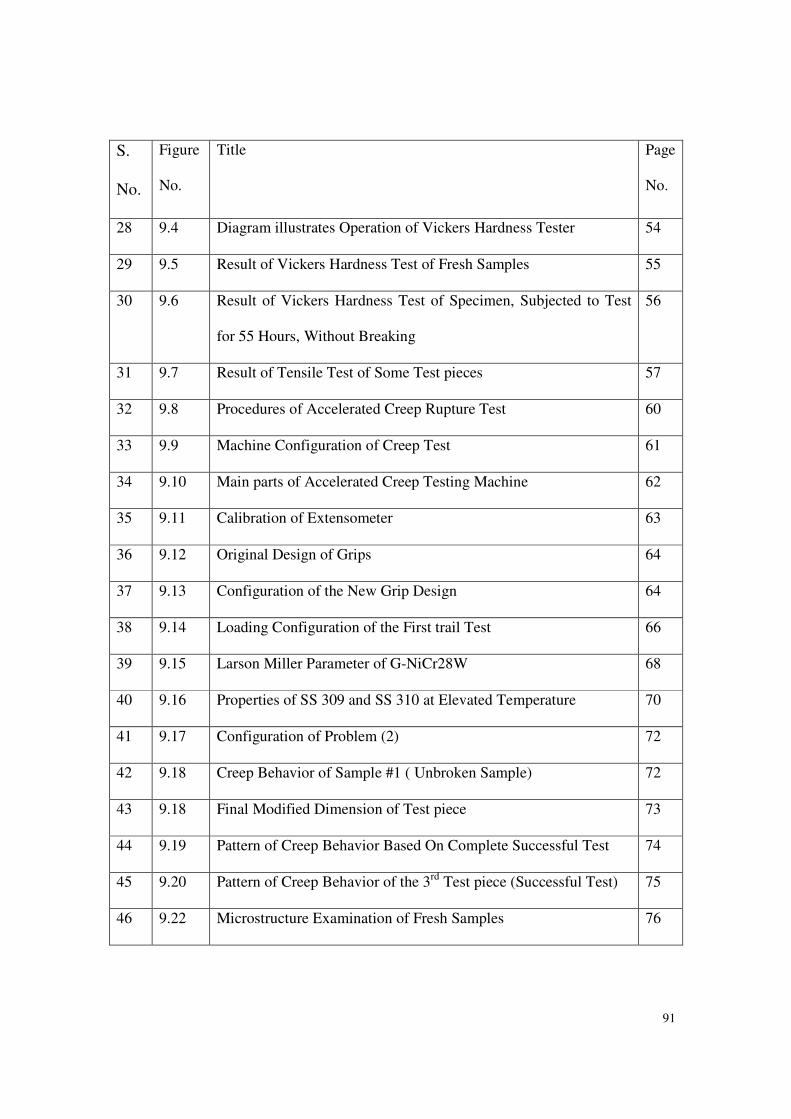
91
S.
No.
Figure
No.
Title Page
No.
28 9.4 Diagram illustrates Operation of Vickers Hardness Tester 54
29 9.5 Result of Vickers Hardness Test of Fresh Samples 55
30 9.6 Result of Vickers Hardness Test of Specimen, Subjected to Test
for 55 Hours, Without Breaking
56
31 9.7 Result of Tensile Test of Some Test pieces 57
32 9.8 Procedures of Accelerated Creep Rupture Test 60
33 9.9 Machine Configuration of Creep Test 61
34 9.10 Main parts of Accelerated Creep Testing Machine 62
35 9.11 Calibration of Extensometer 63
36 9.12 Original Design of Grips 64
37 9.13 Configuration of the New Grip Design 64
38 9.14 Loading Configuration of the First trail Test 66
39 9.15 Larson Miller Parameter of G-NiCr28W 68
40 9.16 Properties of SS 309 and SS 310 at Elevated Temperature 70
41 9.17 Configuration of Problem (2) 72
42 9.18 Creep Behavior of Sample #1 ( Unbroken Sample) 72
43 9.18 Final Modified Dimension of Test piece 73
44 9.19 Pattern of Creep Behavior Based On Complete Successful Test 74
45 9.20 Pattern of Creep Behavior of the 3rd Test piece (Successful Test) 75
46 9.22 Microstructure Examination of Fresh Samples 76
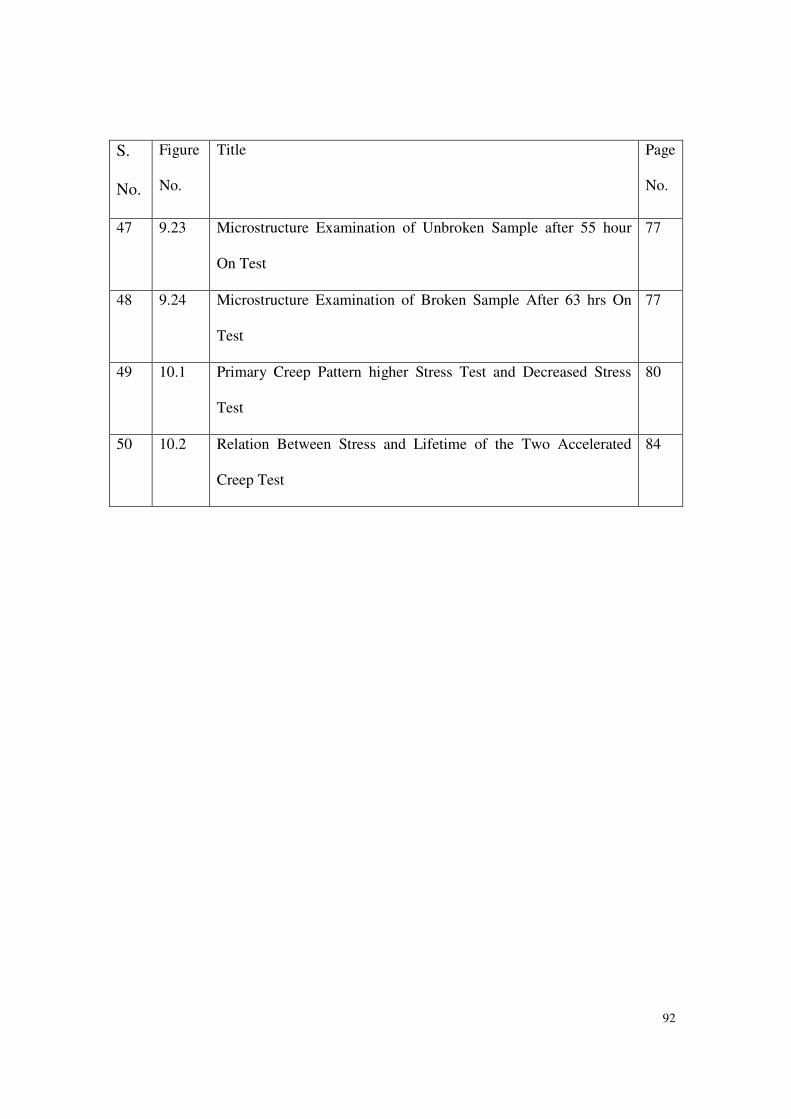
92
S.
No.
Figure
No.
Title Page
No.
47 9.23 Microstructure Examination of Unbroken Sample after 55 hour
On Test
77
48 9.24 Microstructure Examination of Broken Sample After 63 hrs On
Test
77
49 10.1 Primary Creep Pattern higher Stress Test and Decreased Stress
Test
80
50 10.2 Relation Between Stress and Lifetime of the Two Accelerated
Creep Test
84
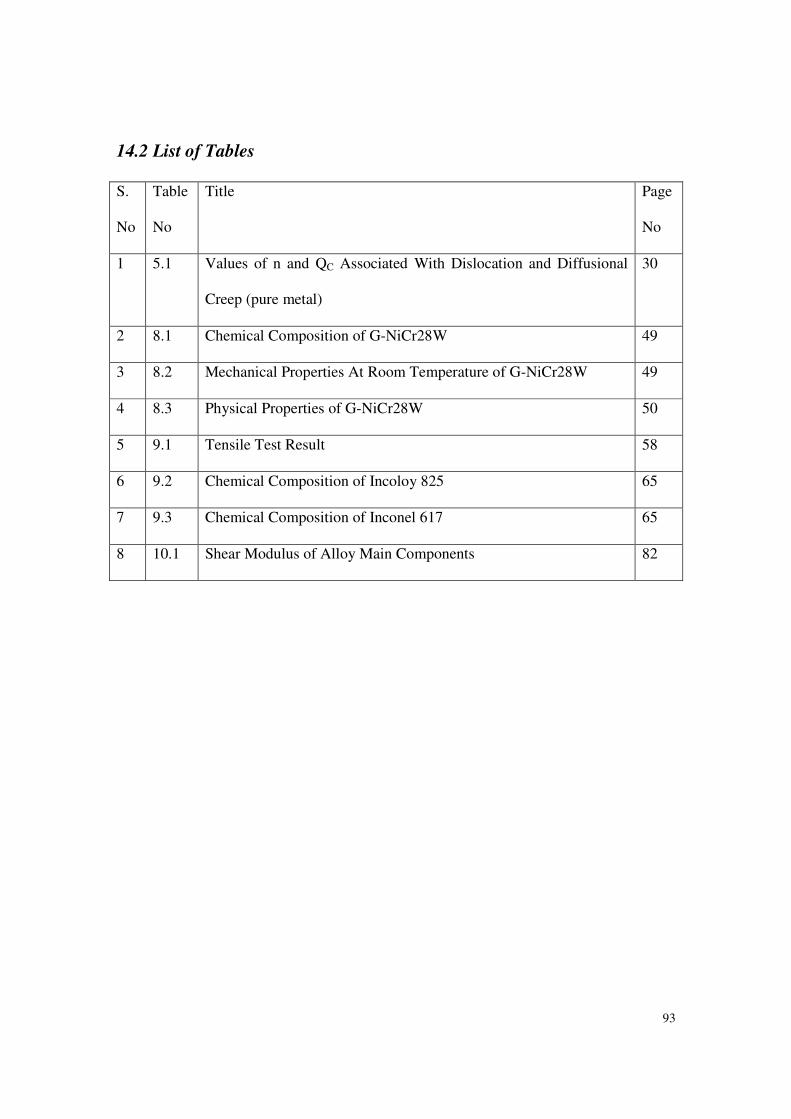
93
14.2 List of Tables
S.
No
Table
No
Title Page
No
1 5.1 Values of n and QC Associated With Dislocation and Diffusional
Creep (pure metal)
30
2 8.1 Chemical Composition of G-NiCr28W 49
3 8.2 Mechanical Properties At Room Temperature of G-NiCr28W 49
4 8.3 Physical Properties of G-NiCr28W 50
5 9.1 Tensile Test Result 58
6 9.2 Chemical Composition of Incoloy 825 65
7 9.3 Chemical Composition of Inconel 617 65
8 10.1 Shear Modulus of Alloy Main Components 82
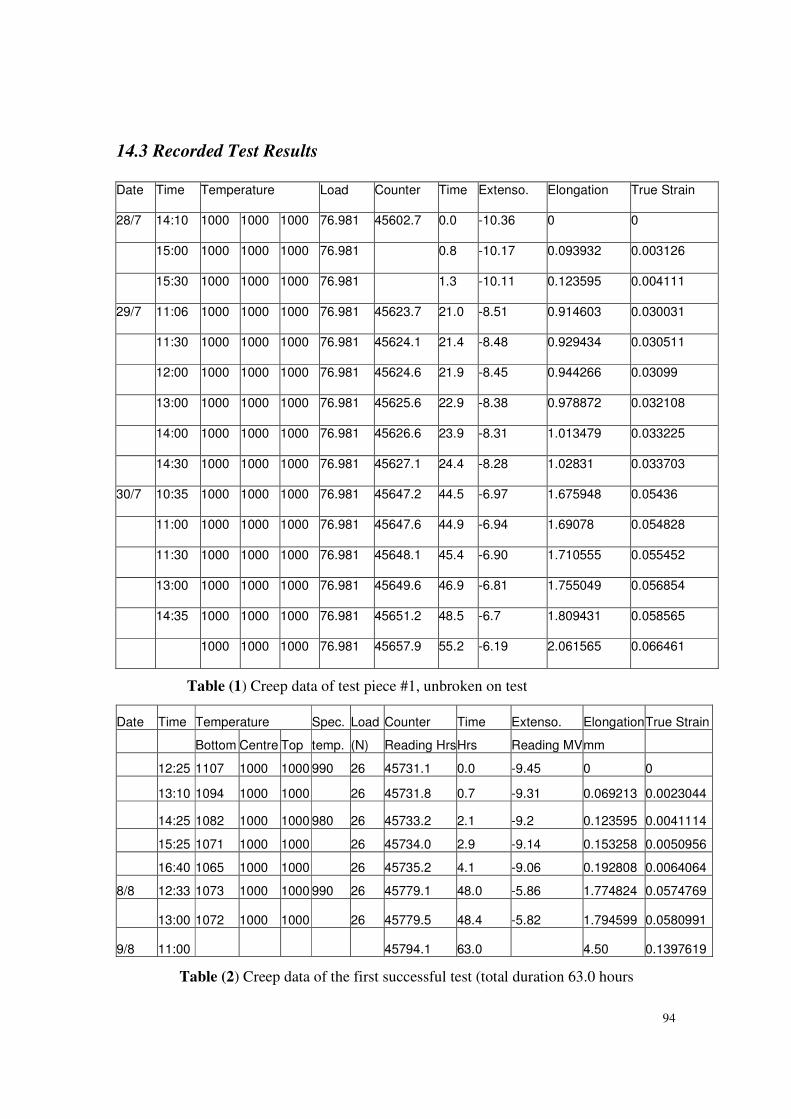
94
14.3 Recorded Test Results
Date Time Temperature Load Counter Time Extenso. Elongation True Strain
28/7 14:10 1000 1000 1000 76.981 45602.7 0.0 -10.36 0 0
15:00 1000 1000 1000 76.981 0.8 -10.17 0.093932 0.003126
15:30 1000 1000 1000 76.981 1.3 -10.11 0.123595 0.004111
29/7 11:06 1000 1000 1000 76.981 45623.7 21.0 -8.51 0.914603 0.030031
11:30 1000 1000 1000 76.981 45624.1 21.4 -8.48 0.929434 0.030511
12:00 1000 1000 1000 76.981 45624.6 21.9 -8.45 0.944266 0.03099
13:00 1000 1000 1000 76.981 45625.6 22.9 -8.38 0.978872 0.032108
14:00 1000 1000 1000 76.981 45626.6 23.9 -8.31 1.013479 0.033225
14:30 1000 1000 1000 76.981 45627.1 24.4 -8.28 1.02831 0.033703
30/7 10:35 1000 1000 1000 76.981 45647.2 44.5 -6.97 1.675948 0.05436
11:00 1000 1000 1000 76.981 45647.6 44.9 -6.94 1.69078 0.054828
11:30 1000 1000 1000 76.981 45648.1 45.4 -6.90 1.710555 0.055452
13:00 1000 1000 1000 76.981 45649.6 46.9 -6.81 1.755049 0.056854
14:35 1000 1000 1000 76.981 45651.2 48.5 -6.7 1.809431 0.058565
1000 1000 1000 76.981 45657.9 55.2 -6.19 2.061565 0.066461
Date Time Temperature Spec. Load Counter Time Extenso. Elongation True Strain
Bottom Centre Top temp. (N) Reading HrsHrs Reading MV mm
12:25 1107 1000 1000 990 26 45731.1 0.0 -9.45 0 0
13:10 1094 1000 1000 26 45731.8 0.7 -9.31 0.069213 0.0023044
14:25 1082 1000 1000 980 26 45733.2 2.1 -9.2 0.123595 0.0041114
15:25 1071 1000 1000 26 45734.0 2.9 -9.14 0.153258 0.0050956
16:40 1065 1000 1000 26 45735.2 4.1 -9.06 0.192808 0.0064064
8/8 12:33 1073 1000 1000 990 26 45779.1 48.0 -5.86 1.774824 0.0574769
13:00 1072 1000 1000 26 45779.5 48.4 -5.82 1.794599 0.0580991
9/8 11:00 45794.1 63.0 4.50 0.1397619
Table (1) Creep data of test piece #1, unbroken on test
Table (2) Creep data of the first successful test (total duration 63.0 hours
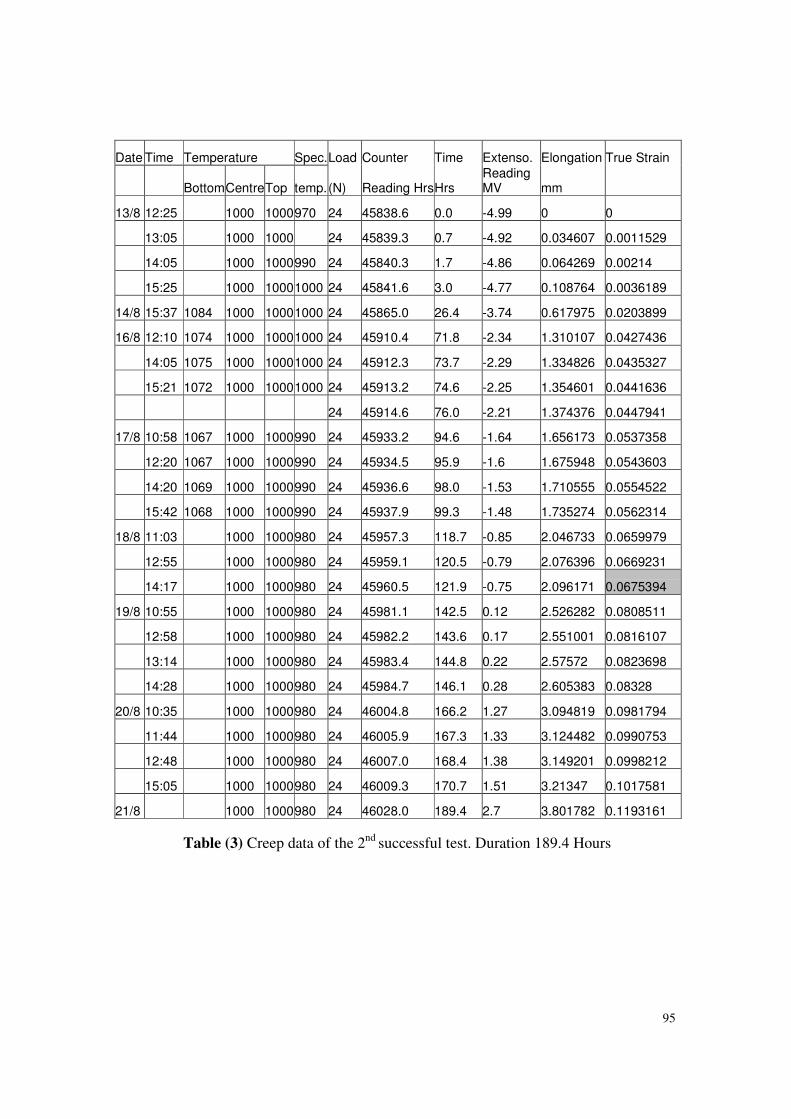
95
Date Time Temperature Spec.Load Counter Time Extenso. Elongation True Strain
Bottom CentreTop temp. (N) Reading HrsHrs Reading MV mm
13/8 12:25 1000 1000 970 24 45838.6 0.0 -4.99 0 0
13:05 1000 1000 24 45839.3 0.7 -4.92 0.034607 0.0011529
14:05 1000 1000 990 24 45840.3 1.7 -4.86 0.064269 0.00214
15:25 1000 1000 1000 24 45841.6 3.0 -4.77 0.108764 0.0036189
14/8 15:37 1084 1000 1000 1000 24 45865.0 26.4 -3.74 0.617975 0.0203899
16/8 12:10 1074 1000 1000 1000 24 45910.4 71.8 -2.34 1.310107 0.0427436
14:05 1075 1000 1000 1000 24 45912.3 73.7 -2.29 1.334826 0.0435327
15:21 1072 1000 1000 1000 24 45913.2 74.6 -2.25 1.354601 0.0441636
24 45914.6 76.0 -2.21 1.374376 0.0447941
17/8 10:58 1067 1000 1000 990 24 45933.2 94.6 -1.64 1.656173 0.0537358
12:20 1067 1000 1000 990 24 45934.5 95.9 -1.6 1.675948 0.0543603
14:20 1069 1000 1000 990 24 45936.6 98.0 -1.53 1.710555 0.0554522
15:42 1068 1000 1000 990 24 45937.9 99.3 -1.48 1.735274 0.0562314
18/8 11:03 1000 1000 980 24 45957.3 118.7 -0.85 2.046733 0.0659979
12:55 1000 1000 980 24 45959.1 120.5 -0.79 2.076396 0.0669231
14:17 1000 1000 980 24 45960.5 121.9 -0.75 2.096171 0.0675394
19/8 10:55 1000 1000 980 24 45981.1 142.5 0.12 2.526282 0.0808511
12:58 1000 1000 980 24 45982.2 143.6 0.17 2.551001 0.0816107
13:14 1000 1000 980 24 45983.4 144.8 0.22 2.57572 0.0823698
14:28 1000 1000 980 24 45984.7 146.1 0.28 2.605383 0.08328
20/8 10:35 1000 1000 980 24 46004.8 166.2 1.27 3.094819 0.0981794
11:44 1000 1000 980 24 46005.9 167.3 1.33 3.124482 0.0990753
12:48 1000 1000 980 24 46007.0 168.4 1.38 3.149201 0.0998212
15:05 1000 1000 980 24 46009.3 170.7 1.51 3.21347 0.1017581
21/8 1000 1000 980 24 46028.0 189.4 2.7 3.801782 0.1193161
Table (3) Creep data of the 2nd successful test. Duration 189.4 Hours