micro-alloyed high-purity aluminum for low-temperature conductor applications
TRANSCRIPT

phys. stat. sol. (a) 160, 413 (1997)
Subject classification: 72.15.Eb; 64.75.+g; S4
Micro-Alloyed High-Purity Aluminumfor Low-Temperature Conductor Applications
A. Takahashi (a), L. C. McDonald (b), H. Yasuda (a),and K. T. Hartwig (c)
(a) Tsukuba Research Laboratory, Sumitomo Chemical Company Ltd.,6 Kitahara, Tsukuba, Ibaraki 300-32, Japan
(b) RIMKUS Consulting Group Inc., 5910 Courtyard Drive Suite 170,Austin, Texas 78731, USA
(c) Department of Mechanical Engineering, Texas A & M University, College Station,Texas 77843-3123, USA
(Received September 30, 1996)
The development of micro-alloyed high-purity aluminum for low-temperature superconductor sta-bilizer applications is described. The base aluminum is 99.9998% pure; the micro-alloy levels rangefrom 5 up to 90 wt ppm. Individual elements are added to the base in binary form; the solute ele-ments used are B, Ca, Ce, Ga or Y. The effects of solute elements and solute concentration onelectrical, mechanical, and crystallographic properties and on cyclic-strain resistivity degradation at4.2 K are presented. The addition of low levels of various elements changes these properties withminimal effects on resistivity, and alloyed materials exhibit lower levels of cyclic-strain resistivitydegradation than the base high-purity aluminum. Our results show that this improvement in resis-tivity degradation is closely related to grain refinement resulting from the addition of solute ele-ments and sample preparation procedures. Optical micrographs show the presence of particles thatoccurred as a result of micro-segregation during the initial solidification.
1. Introduction
High-purity aluminum, whose resistivity is remarkably low at ultra-low-temperatureeven in a magnetic field, is planned to be used in large-scale-utility SMES (Supercon-ducting Magnetic Energy Storage) magnet as a stabilizer conductor [1]. Because such aconductor is mechanically weak it must be supported by a massive structure. If it is notsupported adequately, cyclic stress and strain due to daily charge and discharge cycleswill cause a significant increase in resistivity [2]. It has already been reported that high-purity aluminum single-crystal specimens, oriented with h111i or h100i along the ten-sion±compression axis, and fine-grained high-purity aluminum polycrystal specimenshave very low levels of cyclic-strain resistivity degradation compared to differently ori-ented or coarse-grained specimens [3, 4].
The objective of the work reported here is to determine whether small additions ofsolute elements have any effect in improving the cyclic-strain resistivity degradationbehavior. Solute elements are added to form dilute binary alloys. In these micro-alloys,limited strengthening can be achieved and the resistivity can be kept reasonably low.The effects of solute elements and concentration on the resistivity, flow stress, grain size,crystallographic texture and cyclic resistivity degradation at 4.2 K are presented. Opti-
A. Takahashi et al.: Micro-Alloyed High-Purity Al for Conductor Applications 413
cal analyses were also done to examine whether there is micro-segregation of addedsolute elements.
The results show that micro-alloyed specimens have lower levels of cyclic resistivitydegradation, and the mechanism of this effect is discussed in relationship to changes ofother properties.
2. Experimental Procedure
The base aluminum is 99.9998% pure with a residual resistivity ratio (RRR �r �273 K�=r (4.2 K)) of 10500. Solute elements of B, Ca, Ce, Ga or Y in concentrationsof 5 to 90 wt ppm were added to the base aluminum in binary form. These solute ele-ments were chosen because they have low resistivity coefficients and atomic radii thatare relatively different from that of aluminum. These characteristics cause solute ele-ments to react with crystal defects such as dislocations and grain boundaries and en-hance the mechanical properties of the base metal favorably. Chemical composition ana-lyses were done by glow discharge mass spectrometry.
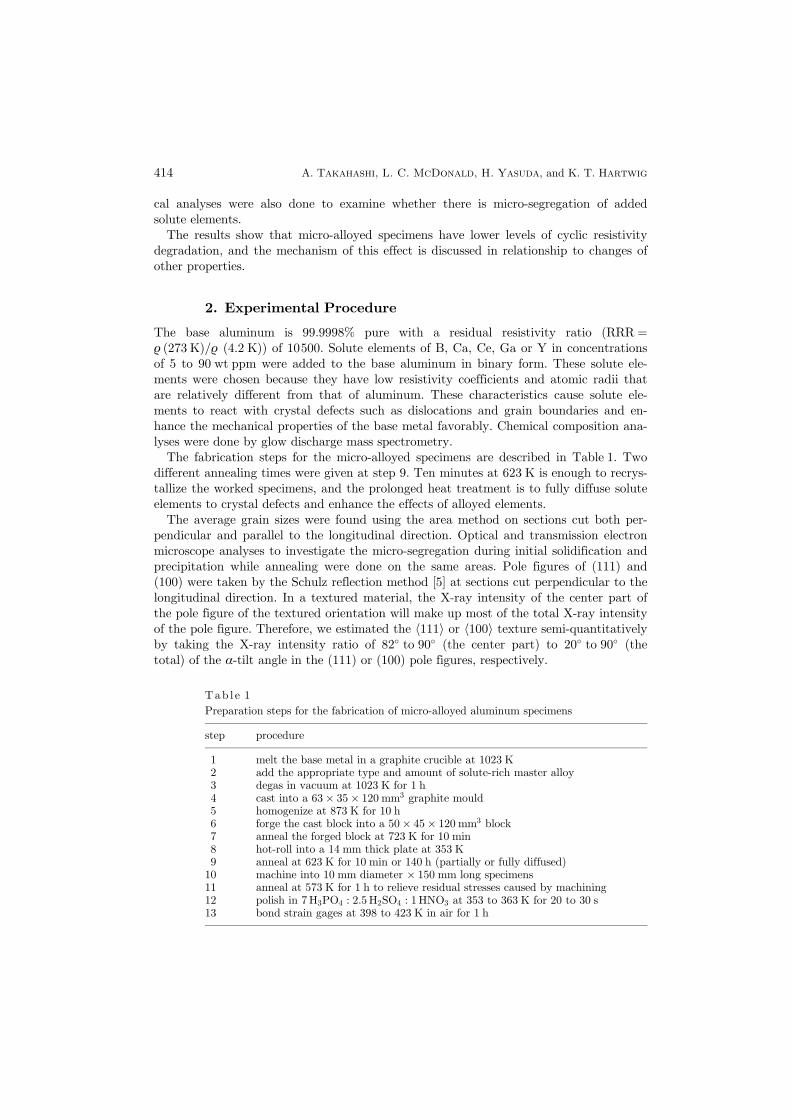
The fabrication steps for the micro-alloyed specimens are described in Table 1. Twodifferent annealing times were given at step 9. Ten minutes at 623 K is enough to recrys-tallize the worked specimens, and the prolonged heat treatment is to fully diffuse soluteelements to crystal defects and enhance the effects of alloyed elements.
The average grain sizes were found using the area method on sections cut both per-pendicular and parallel to the longitudinal direction. Optical and transmission electronmicroscope analyses to investigate the micro-segregation during initial solidification andprecipitation while annealing were done on the same areas. Pole figures of (111) and(100) were taken by the Schulz reflection method [5] at sections cut perpendicular to thelongitudinal direction. In a textured material, the X-ray intensity of the center part ofthe pole figure of the textured orientation will make up most of the total X-ray intensityof the pole figure. Therefore, we estimated the h111i or h100i texture semi-quantitativelyby taking the X-ray intensity ratio of 82� to 90� (the center part) to 20� to 90� (thetotal) of the a-tilt angle in the (111) or (100) pole figures, respectively.
414 A. Takahashi, L. C. McDonald, H. Yasuda, and K. T. Hartwig
T a b l e 1
Preparation steps for the fabrication of micro-alloyed aluminum specimens
step procedure
1 melt the base metal in a graphite crucible at 1023 K2 add the appropriate type and amount of solute-rich master alloy3 degas in vacuum at 1023 K for 1 h4 cast into a 63 � 35 � 120 mm3 graphite mould5 homogenize at 873 K for 10 h6 forge the cast block into a 50 � 45 � 120 mm3 block7 anneal the forged block at 723 K for 10 min8 hot-roll into a 14 mm thick plate at 353 K9 anneal at 623 K for 10 min or 140 h (partially or fully diffused)
10 machine into 10 mm diameter � 150 mm long specimens11 anneal at 573 K for 1 h to relieve residual stresses caused by machining12 polish in 7 H3PO4 : 2:5 H2SO4 : 1 HNO3 at 353 to 363 K for 20 to 30 s13 bond strain gages at 398 to 423 K in air for 1 h

Specimens were instrumented with two temperature-compensated strain gages andheld in a test fixture with collet grips for mechanical testing. The resistivity was deter-mined using the eddy current decay method [6]. Measurement precision is within 2%.Specimens were carefully cooled to 4.2 K and a resistivity measurement taken beforecyclic strain. Loads were applied by a hydraulic actuator±feedback control system oper-ated in strain control. After the flow stress at the first 0.001 strain was measured, low-frequency (0.01 to 1.0 Hz) tensile±compressive stresses to �0:001 strain were applied for3000 cycles. Resistivity measurements were taken periodically at the zero-strain locationwith the cycling temporarily stopped for the resistivity measurements.
3. Results and Discussion
Fig. 1 shows the resistivity increase with increasing solute concentration. Resistivity val-ues due to grain boundaries have been subtracted �rgb � 1:35 � 10ÿ12 W cm2 [7]). Theresistivity values are not linear with respect to the solute level. Micro-segregation duringinitial solidification seems to be the cause of this non-linearity. Typical micro-segrega-tion is shown in Fig. 2. With longer annealing time, the resistivity decreases slightly. Noprecipitation of solute elements accompanying this decrease was observed by transmis-sion electron microscopy analysis. Resistivity coefficients estimated with linear fitting ofthe curves (short annealing times) in Fig. 1 are (0.009, 0.043, 0.003, 0.013 and4.0� � 10ÿ13 Wm/wt ppm for B, Ca, Ce, Ga and Y, respectively. The value for Ga,whose solid solubility is large in aluminum, is close to that found in the literature [8].
In Fig. 3, the 0.1% flow stress is plotted versus solute concentration in wt ppm. Thereis an increase in strength with micro-alloying. Long-time annealed (solid symbols) speci-mens exhibit higher flow stresses than material annealed for shorter times. Grain sizeversus solute element and concentration is shown in Fig. 4. The grain sizes of the speci-mens annealed for longer times are slightly larger than for the shorter annealing timecase.
The effect of micro-alloying on resistivity degradation during low-temperature cyclicstrain is shown in Fig. 5, where the final resistivity (at saturation) is plotted versus the
Micro-Alloyed High-Purity Al for Low-Temperature Conductor Applications 415
Fig. 1. Resistivity of micro-alloyed speci-mens. ^, ^ B; *, * Ca; ~, ~ Ga; &, &Y; !, ! Ce (dark symbols mean annealedfor 140 h); � 99.9998% Al

416 A. Takahashi, L. C. McDonald, H. Yasuda, and K. T. Hartwig
Fig. 2. Micrographs of specimens showing the segregation of alloying elements (the arrows indicatethe segregation particles during initial solidification). a) Al±21 ppm Ce, b) Al±19 ppm B
Fig. 3. 0.1% flow stress vs. alloy elementsand concentration. Symbols as in Fig. 1
Fig. 4. Grain size vs. solute concentration.Symbols as in Fig. 1

micro-alloy level in wt ppm. With micro-alloying, the resistivity degradation decreasedby several tens of percent compared to the base metal. This improvement is not as largeas the reported effects of crystal orientation or grain refinement of high-purity aluminum[3, 4]. An optimum level of micro-alloying occurs around 20 wt ppm. This level is almostindependent of alloying element type and annealing time.
In order to investigate the micro-alloying effect, the correlation coefficients betweenresistivity degradation and 0.1% flow stress, h111i or h100i texture, and grain size werecalculated. Flow stress and crystallographic texture were found to have a small correla-tion with resistivity degradation. Grain size has a good correlation with the improve-ment of resistivity degradation (Fig. 6). Though grain refinement and the addition ofsolute elements resulted in strengthening, the results do not show a correlation between0.1% flow stress and the improvement of resistivity degradation. The resistivity increase
Micro-Alloyed High-Purity Al for Low-Temperature Conductor Applications 417
Fig. 5. Resistivity at saturation vs.alloy elements and concentration.Symbols as in Fig. 1
Fig. 6. Correlation between grain size andresistivity at saturation (the dashed line isfor unalloyed pure aluminium). Symbolsas in Fig. 1. Solid line: resistivity � 2:35 �grain size + 5.37. Correlation coefficientbetween resistivity of alloyed materials atsaturation and grain size is 0.78

with cyclic strain is proportional to the total accumulated plastic strain [3]. The amountof increase in flow stress, however, seems to be insufficient to substantially decrease thetotal amount of accumulated plastic strain.
In Fig. 6, our previous data of grain size versus resistivity degradation of 99.9998%purity polycrystal are also plotted. Though fine-grained material is easily produced bymicro-alloying, the resistivity degradation of micro-alloyed specimens is larger than thatfor the pure base aluminum specimens with the same grain size. The smaller amount ofh100i texture than in pure base aluminum as well as solute elements and segregatedparticles seem to be the cause of this larger degradation.
4. Conclusions
In order to develop an improved low-temperature conductor, measurements of electric,mechanical and crystallographic properties as well as resistivity degradation by low-tem-perature cyclic strain of micro-alloyed aluminum have been carried out. The main find-ings include the following:
1. The resistivity increase due to low-temperature cyclic strain is decreased by theaddition of wt ppm levels of solute elements to high-purity aluminum base metal.
2. This improvement is related to grain refinement caused by the solute additions andsample preparation procedures.
3. Micro-segregated particles which evolved during the initial solidification were notdispersed by a homogenization heat treatment during sample preparation.
Acknowledgements The authors wish to thank Mr. H. Honda for the transmissionelectron microscopy work, and Sumitomo Chemical Co. Ltd. for financial support.
References
[1] R. W. Boom, IEEE Transaction on Applied Superconductivity, Vol. 3, No. 1, Large Scale De-vices 320 (1993).
[2] K. T. Hartwig and G. S. Yuan, Cryogenic Materials '88, Vol. 2, Structural Materials 1988(p. 677).
[3] A. Takahashi, H. Yasuda, and K. T. Hartwig, Ultra High-Purity Base Metals (UHPM-94),Ed. K. Abiko, K. Hirokawa, and S. Takaki, The Japan Institute of Metals, Sendai 1995(p. 458).
[4] A. Takahashi, H. Yasuda, K. T. Hartwig, and L. C. McDonald, The 88th Annual Meet-ing of Japan Institute of Light Metals, Muroran 1995 (p. 177).
[5] L. G. Schulz, J. appl. Phys. 20, 1030 (1949).[6] A. F. Clark, V. A. Deason, J. G. Hust, and R. L. Powell, Standard Reference Materials,
The Eddy Current Decay Method for Resistivity Characterization of High Purity Metals, NBSSpecial Publication 260-39, U.S. Dept. Commerce, National Bureau of Standards 1972.
[7] M. B. Kasen, Phil. Mag. 21, 599 (1970).[8] F. R. Fickett, Cryogenics 11, 349 (1971).
418 A. Takahashi et al.: Micro-Alloyed High-Purity Al for Conductor Applications