metal recycling technology from secondary and waste … · 2015. the proportion of ... - focus on...
TRANSCRIPT

1
M2R2
Metal Recycling Technology From
Secondary And Waste Materials
Wang Haibei
BGRIMM – Xuzhou Institute
April 2012

2
M2R2
Contents
1. Introduction
2. About BGRIMM – Xuzhou Institute
3. Copper
4. Zinc
5. Nickel and Cobalt
6. Precious Metals

3
M2R2
- China is the biggest metal output and consumption country;
- The output of non-ferrous metal is about 34.2 million tons in
2011;
- But the ratio of metal recycling is much lower than the
developed countries such as USA, Japan and Europe
- The ratio of main non-ferrous metal recycling is more than
60%, even 98% in the developed countries
- In China the ratio of Cu, Al, Pb, Zn is only 30%, 32%, 34%
and 2.8%
Introduction

4
Resource
Energy HOW TO
Environment
Introduction

5
Introduction
Raw materials Economy development Population increase
Life products
Spent products
Metal recycling

6
Introduction
Metal recycling can:
- Reduce mine exploitation and keep the balance of supply
and consumption
The output by metal recycling is willing to 15 million tons in
2015. The proportion of recycling Cu, Al, Pb will reach 40%,
30% and 40%.
- Reduce energy consumption distinctly. Compared with
prodction from mine, energy consumption with recycling is
only 18% for copper, 28% for lead, 38% for zinc, 11%.
Introduction

7
Introduction
Metal recycling can:
- Low environmental pollution, low
capital and operation cost
Compared with production from mine:
Capital cost: 20-30%
Operation cost: 15-40%
Environmental pollution:
Pb 9%, Al 50%, Cu 42%
Introduction
8
- Founded in 1978
- State own company and sub-institute of BGRIMM
- Specialty for non-ferrous metal recycling
- Focus on research, engineering, rare and precious metal
production, hydrometallurgy and environmental equipment
ment manufacture
About BGRIMM-Xuzhou Institute

9
- Pretreatment technology
- Smelting and leaching technology
- Extraction technology such as SX, ion exchange
- Purified production
About BGRIMM-Xuzhou Institute

10
About BGRIMM-Xuzhou Institute
Main production

11
About BGRIMM-Xuzhou Institute
Specialty for hydrometallurgy
and environmental equipment

12
Copper scrap recycling
- The output of secondary copper is about 30% of the total
production of electrowinning copper in China
- 38% copper scrap directly made copper prodution
- 12% copper scrap went into concentrate smelter
- 50% went into special copper scrap recycling plant

13
Copper scrap recycling
Reverberator furnace:
• Flexible for material, from 30-90% copper grade
• Scale: 50-350t/d
• Low capital cost
• High energy consumption
• High operation cost
• Directly produce copper rod or cathode copper

14
Copper scrap recycling
Blasting furnace:
• Treatment: low grade copper scrap
• Low capital cost
• Rare and precious metal recovery
• High energy consumption
• Need fire refining and electrolysis to produce cathode
copper

15
Copper scrap recycling
FRHC process:
• Introduced from La Farga Lacambra in Spain
• Treatment: >92% copper grade
• Production: copper rod
• High efficiency
• Copper grade: >99.93%, impurities<50ppm
• Conductivity: 100.4-100.9% IACS

16
Copper scrap recycling
Other processes:
• Kaldo process
• ISA/AUSMELT process
Development:
• Low grade copper scrap treatment technology
• Direct electrolysis for copper scrap
• Rare and precious metal recovery
17
Zinc recycling
• More than 60% zinc is used in steel industry
• Zinc reclycing mainly from steel plant dust
• Now the output of secondary zinc in China is only 120kt,
accounting for 2.8% of total production
• The final production is zinc ingot

18
Zinc recycling
Zinc dust in steel plant:
• Blast furnace dust, 0.1-3.0% Zn
• Converting furnace dust, 0.1-3.5% Zn
• Converting furnace OG mud, 0.5-3.5% Zn
• Electrical furnace dust, 1-30%
• The rest composition in dust is iron
• Containing nickel and chromium in EF dust

19
Zinc recycling
Technology for dust treatment:
• Zinc<1% dust: Return to pelletizing and sintering
• Zinc<5% dust: Magnetic and gravity flotation
• Zinc>5% dust: Walez process
RHF process

20
Zinc recycling
Walez process:
• Zinc dust: Zn 5-30%, Fe 20-40%, Pb 1%, In 0.0054%, C
10-35%, S 0.5-1%, Cl 0.1-2.5%
• Zn, Pb, In, In and Ag are reducted and go to rotary kiln
ash
• Iron and part of carbon still in the slag and can be
recoveried by flotation.

21
Zinc recycling
• Temperature: 1200-1250C
• Time: 2.0h
• Zinc recovery rate >90%, zinc in slag less than 1%
• Zinc ash: Zn 55-60%, Pb 8-10%, In 0.05%, Fe <2.5%,
C<1%, Ag>600g/t
• Iron concentrate: Fe>65%, iron recovery 70%
• Carbon>70%, return to rotary kiln for reduction

22
Zinc recycling
RHF process:
• BGRIMM – Xuzhou Institute is developing RHF process
to treat nickel laterite and zinc dust from steel plant
• Nickel laterite and zinc dust mixed together
• The productions are zinc oxide and ferronickel
• Most metals become useful in the process

23
Zinc recycling
RHF flowsheet
Zinc dust and nickel laterite
Agglomeration
RHF
Gas slag
Dust collection Go to EF or flotation to produce ferronickel
Zinc oxide

24
Zinc recycling
The test result indicated:
• Zn/Pb/In/Ag went to gas collected as zinc dust
• Recovery: Zn>90%, Pb>85%, In>80%, Ag>95%
• Ni/Fe/Cr went to metallic phase as ferronickel
• RHF slag could go to EF to produce ferronickel
• RHF slag also could produce ferronickel by gravity and
magnetic flotation

25
Secondary nickel and cobalt resource:
• High melting point alloy
• Chrome nickel alloy
• Spent hard alloy
• Ni/Co catalyst
• Magnetic material
• Used lithium battery
Nickel and cobalt recycling

26
High melting point alloy:
• Electrolysis and electrochemistry process
-- For high grade nickel alloy
-- Alloy was melt and cast to anode by electrical furnace
-- Nickel was dissolved from anode selectively and produce
metal in cathode
-- Cobalt and other metals recovery from electrolyte
Nickel and cobalt recycling

27
Nickel and cobalt recycling
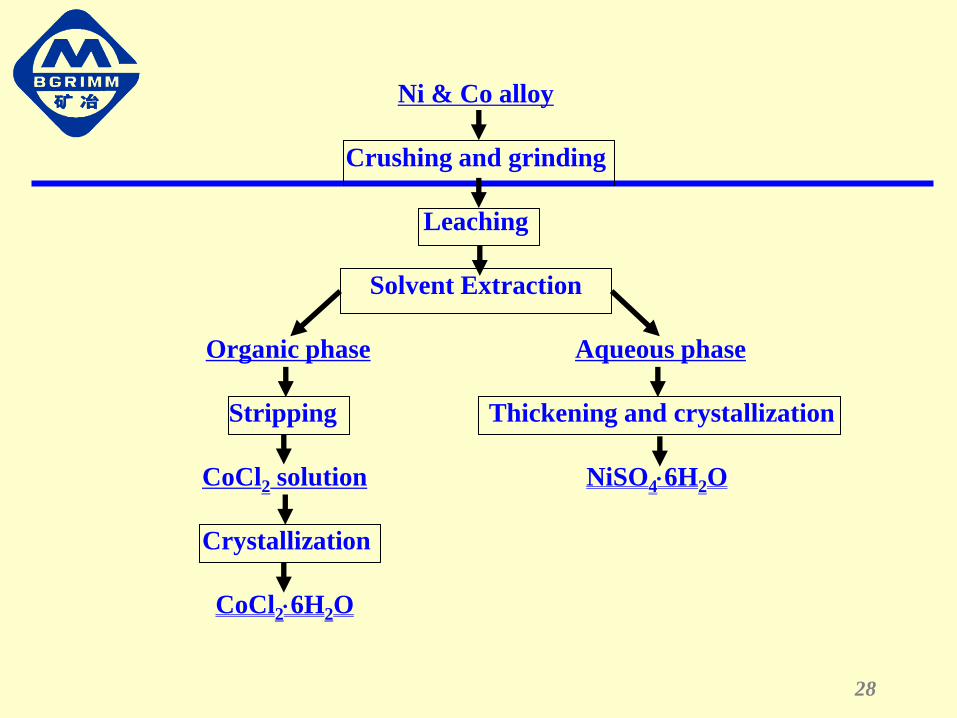
• L – SX process
-- For low grade nickel and cobalt alloy
-- Alloy was pretreated by crushing and grinding
-- The powder was leached to solve valuable metals
-- Precipitation or N235 SX to remove iron
-- P204 SX for impurities removal
-- P507 SX for nickel and cobalt separation
28
Ni & Co alloy
Crushing and grinding
Leaching
Solvent Extraction
Organic phase Aqueous phase
Stripping Thickening and crystallization
CoCl2 solution NiSO46H2O
Crystallization
CoCl26H2O

29
Hard alloy:
• Sodium roasting process
-- Alloy, oxidant and NaNO3 mixed together to roast
-- Water leaching to dissolve tungsten as Na2WO4
-- After purification solution produce APT etc
-- Recovery cobalt and other metals from leaching residue
Nickel and cobalt recycling

30
• Electrochemistry dissolve process
-- Cobalt dissolved by electrochemistry
-- Cobalt was extracted from solution
-- The rest WC modified composition by carbonizing
furnace
-- Reduce oxygen and increase carbon in furnace
-- Recovery: WC>98%, Co 92-95%
Nickel and cobalt recycling

31
Nickel and cobalt recycling
Sodium roast Zinc melting Electrochemistry dissolve
Metal recovery W>90%, Co>90% W>95%, Co>95% W 95-96%, Co 92-95%
kWh/t alloy 1400 6000-10000 300
Environment NO2 pollution Friendly Friendly
Equipment Much, simple Much, complex Simple
Energy efficiency / 20-30% Current efficiency>90%
Capital cost High High Low
Reagent
consumption
High Low Middle
Operation cost >10,000RMB 11,000RMB 5,000-6,000RMB
Profit(RMB/t alloy) / 10,000RMB 15,000RMB
Labor More Less Less

32
Spent lithium battery:
Nickel and cobalt recycling
Spent lithium battery
Reductive roasting
Leaching
Solution Residue
Copper SX Copper production
P204 for impurities removal
P507 for nickel and cobalt separation
Cobalt production Nickel production

33
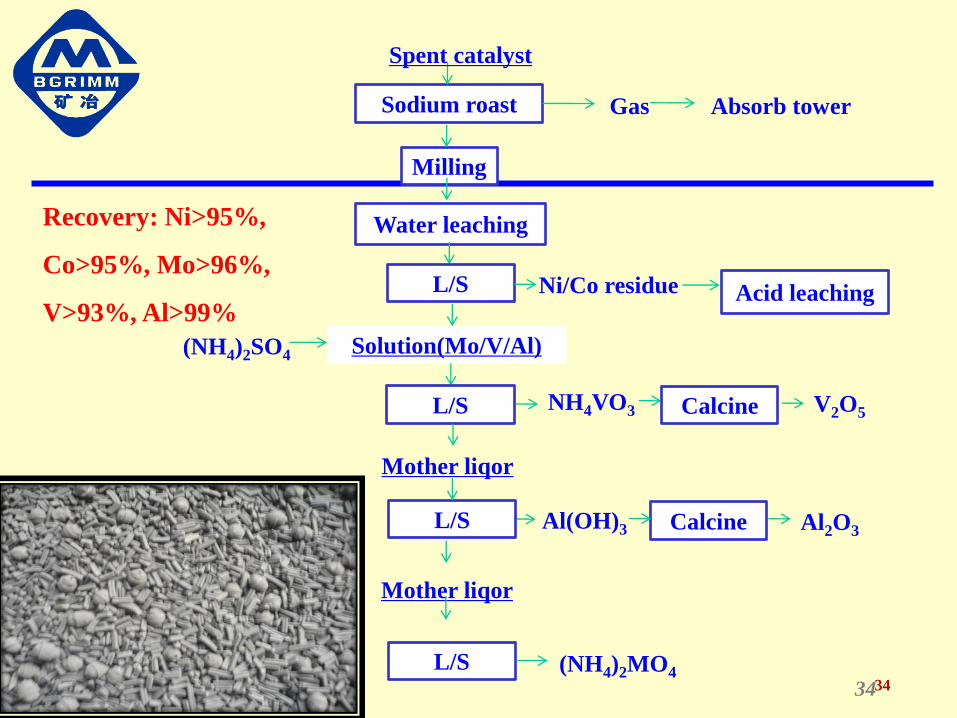
Ni/Co/Mo/V catalyst:
• Sodium roasting process
-- BGRIMM – Xuzhou Institute developed the process
-- Sodium roast to remove organic, sulphur and carbon
Aluminium and molybdenum convert into sodium salt
-- Water leaching to solve Al and Mo
-- Nickel and cobalt extraction from residue by acid leaching
Nickel and cobalt recycling
34
Sodium roast
Milling
Gas Absorb tower
Water leaching
L/S
Solution(Mo/V/Al) (NH4)2SO4
Spent catalyst
L/S
Al(OH)3 Al2O3 Calcine L/S
Mother liqor
Acid leaching Ni/Co residue
34
NH4VO3 Calcine V2O5
L/S
Mother liqor
(NH4)2MO4
Recovery: Ni>95%,
Co>95%, Mo>96%,
V>93%, Al>99%

35
• Reductive smelting process
-- BGRIMM – Xuzhou Institute carried out tests for
reductive smelting process
-- Spent catalyst and pyrite mixed together for smelting
-- At 950-1000C Ni/Co/V/Mo converted into sulphide
separated from carrier and slag
-- Polymetallic sulphide is treated by pressure leaching or
oxidative leaching
Nickel and cobalt recycling

36
Precious metal catalyst:
• BGRIMM – Xuzhou Institute developed smelting process
to treat low grade and refractory precious materials
• For unitary precious catalyst it is solved for extraction
• For high grade precious catalyst it can leach directly
• Low grade and refractory precious materials need to
enrich precious metals
Precious metal recycling

37
Precious metal recycling
Spent precious metal catalyst
EF smelting
Enrichment Slag
Leaching
Solution Residue
Ion exchange
Pt/Pd/Rh production
38
• Metal recycling should be treated with concentrate smelter
by advanced technology
• Valuable metal recovery should be considered in recycling
• Advanced technology for low grade secondary resource
should be developed
• Gathering channel and policy for secondary resources
need to improve
Conclusion

39
谢 谢!
结 束 语