mercerização de tecido plano de algodão
TRANSCRIPT

.
Mercerização de Tecido Plano de
Algodão

2
Índice:
1.0- A fibra de algodão
2.0- Preparação para o processo de mercerização:
2.1 - Chamuscagem
2.2 - Desengomagem
3.0- O processo de mercerização:
3.1-Preparação da solução de soda cáustica e
adição do umectante.
3.2- A mercerizadeira
3.3-Impregnação do tecido na solução de soda
cáustica.
3.4-Estabilização
3.5-Lavagem
4.0- O efeito do processo de mercerização
Anexos:
- Tabela para diluição de soda cáustica
- Método para Determinação do residual de soda
cáustica em tecido mercerizado.

3
1.0 - A Fibra de Algodão:
As características físicas e químicas da fibra de
algodão diferem em: cor, comprimento da fibra, resistência,
homogeneidade, maturação da fibra, teor de ferro, cálcio e
magnésio; tais variações ocorrem em função da região em que
foi plantado e do tipo de cultivo do algodoeiro.
Cada artigo a ser mercerizado sofre a influência dos
fatores citados acima, portando é útil a padronização de
processamento para cada um.
2.0 - Preparação para o processo de mercerização :
2.1 - Chamuscagem:
O processo de chamuscagem é aplicado para eliminação de
pequenas fibras de algodão (fibrilas), dispersas no fio.
Sendo um processo opcional, que quando aplicado, resulta em
uma melhor qualidade do artigo final.
2.2 - Desengomagem:
Os tratamentos de desengomagem tem como objetivo a
degradação e solubilização do amido ou outras gomas, que
foram aplicadas aos fios de urdume para melhorar a
produtividade da tecelagem. Estas gomas interferem
substancialmente nos processos seguintes aos quais o tecido
poderá ser submetido, entre eles o processo de mercerização,

4
pois a goma torna o substrato hidrofóbo (repelente de água)
impedindo a penetração da soda cáustica no interior do
tecido, pois o veículo para transporte da soda é a água.
As gomas solúveis tais como o álcool polivinílico,
poliacrilato ou CMC (carboxi metil celulose) são usadas na
engomagem em diversas combinações, apesar de serem solúveis
em água, após a secagem passam a se dissolver com
dificuldade, requerendo uma rigorosa lavagem a quente com um
detergente apropriado. As gomas de álcool polivinílico devem
ser perfeitamente removidas, caso contrário podem reagir com
a soda formando um precipitado que não é possível remover.
As gomas de amido podem ser removidas por hidrólise
enzimática ou oxidativa.
O processo desengomagem necessita ser bem realizado
para que resíduos de goma não interfiram na mercerização.
3.0 - O processo de mercerização:
3.1 - Preparação da solução de soda cáustica e adição do
umectante:
A soda cáustica, um dos principais elementos no
processo de mercerização, merece especial atenção quanto a
verificação de sua concentração e possíveis contaminantes.
O ferro contaminante, pode causar reações catalíticas
com água oxigenada durante processo de alvejamento,
ocasionando ruptura do fio de algodão. E também pode
prejudicar o grau de alvura, avermelhando o branco.
O silicato de sódio pode causar depósitos de difícil
remoção sobre o tecido, causando manchas brancas que serão
reveladas no tingimento e prejudicando a maciez do artigo.
Concentração da soda cáustica inicial:
Um método comum, para controlar a concentração, é a
graduação em graus Baumé (Areômetro de Baumé) ou mesmo por
densímetro.
Diluição da soda cáustica (vide tabela completa no final do
trabalho):
Tabela para diluição para 1000 litros:
Bé Densidade Escamas 100% kg de soda
Líquida 50°
Bé
litros de
soda líquida
50ºBé

5
25 1.210 226,4 kg. 452,8 kg. 374 litros
26 1.220 239,7 kg. 479,4 kg. 393 litros
27 1.231 253,6 kg. 507,2 kg. 412 litros
28 1.241 267,4 kg. 534,8 kg. 431 litros
29 1.252 281,7 kg. 563,4 kg. 450 litros
30 1.263 296,8 kg. 593,6 kg. 469,5 litros
Obs.: Usualmente a mercerização é realizada com concentrações
entre 28 e 30ºBé.
Exemplo: - Soda Líquida 50 ºBé Soda Líquida 30 ºBé
- Soda em escamas Soda Líquida 30 ºBé
-593,6kg soda líquida 50ºBé ou 296,8 kg de soda em
escamas, completar para 1000 litros com água, a aferição do
volume final de 1000 litros e da concentração deve ser feita
com a frio, pois a densidade da soda é calculada para uma
solução em torno de 25ºC.
Realizar esta diluição conforme descrito abaixo:
Diluição:
Como a diluição da soda cáustica é um processo
exotérmico, é recomendável instalar no processo de diluição,
um sistema de resfriamento para diluir em uma temperatura
em torno de 25° C.
Colocar no tanque de diluição a água e depois a soda
cáustica, para facilitar a homogeneização. Deve-se ter um
bom sistema misturador para uma homogeneização completa e
rápida. É recomendável o uso de máscara de gás, óculos de
segurança, protetor facial, luvas, botas e avental de
borracha para a realização desta operação. Em caso de
contato da pele com a solução de soda lavar o local com água
corrente em abundância por aproximadamente 15 minutos e
encaminhar-se ao médico.
Verificação da homogeização da Soda:
Deve-se conferir a concentração em graus Baumé, após o
resfriamento do banho com amostras coletadas na parte
superior e inferior do tanque. Quando as duas medidas
estiverem no mesmo ° Bé, pode-se considerar a soda homogênea
e pronta para o uso.
Adição do Umectante:
Os umectantes de mercerização possuem uma tendência de
separar-se da solução de soda cáustica em função de sua
6
menor densidade e por este motivo faz-se necessário o uso de
sistema de agitação constante do tanque.
Homogeneização do banho de mercerização com umectante:
Após adicionar o umectante à soda, acionar o sistema
misturador, e aguardar a homogeneização completa.
Verificação da homogeinização do umectante:
Da mesma forma da soda, coletar duas amostras, uma da
parte superior e outra da inferior do tanque.
Testar a umectação pelo método de contração, até obter
a mesma contração no fio em amostra coletada na parte
superior e na inferior do tanque. Para obtenção de valores
aproximados pode-se usar o teste de umectação simples.
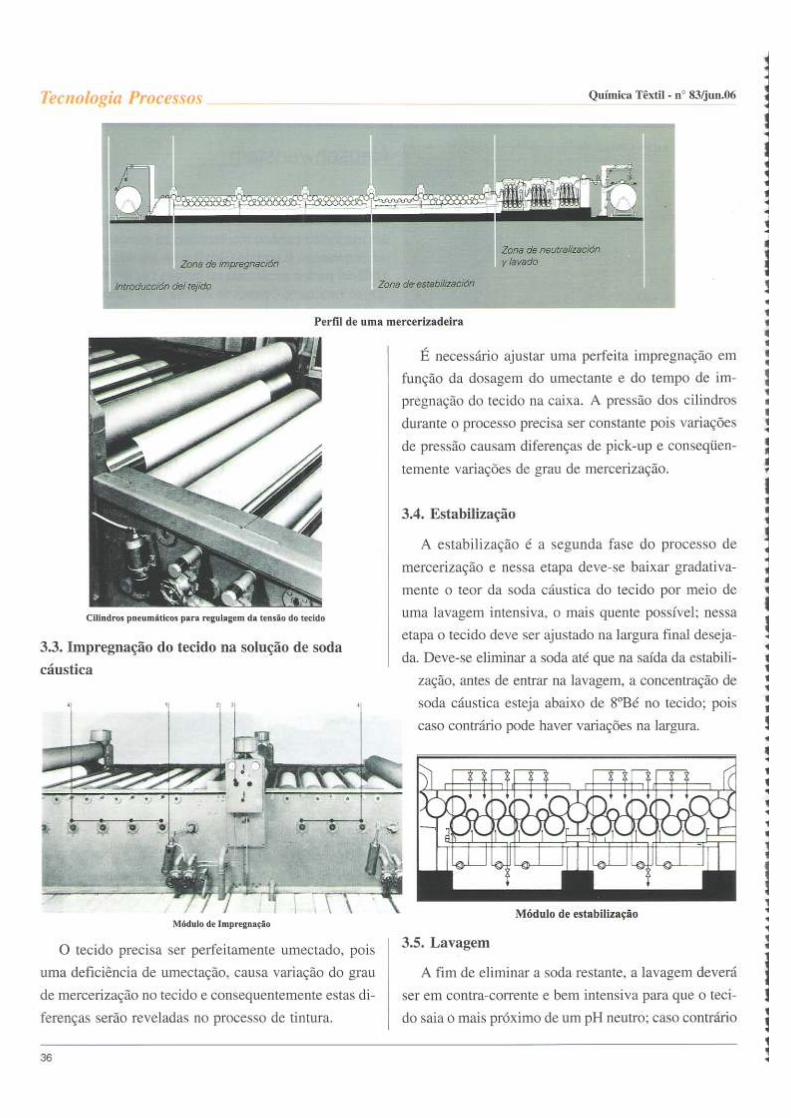
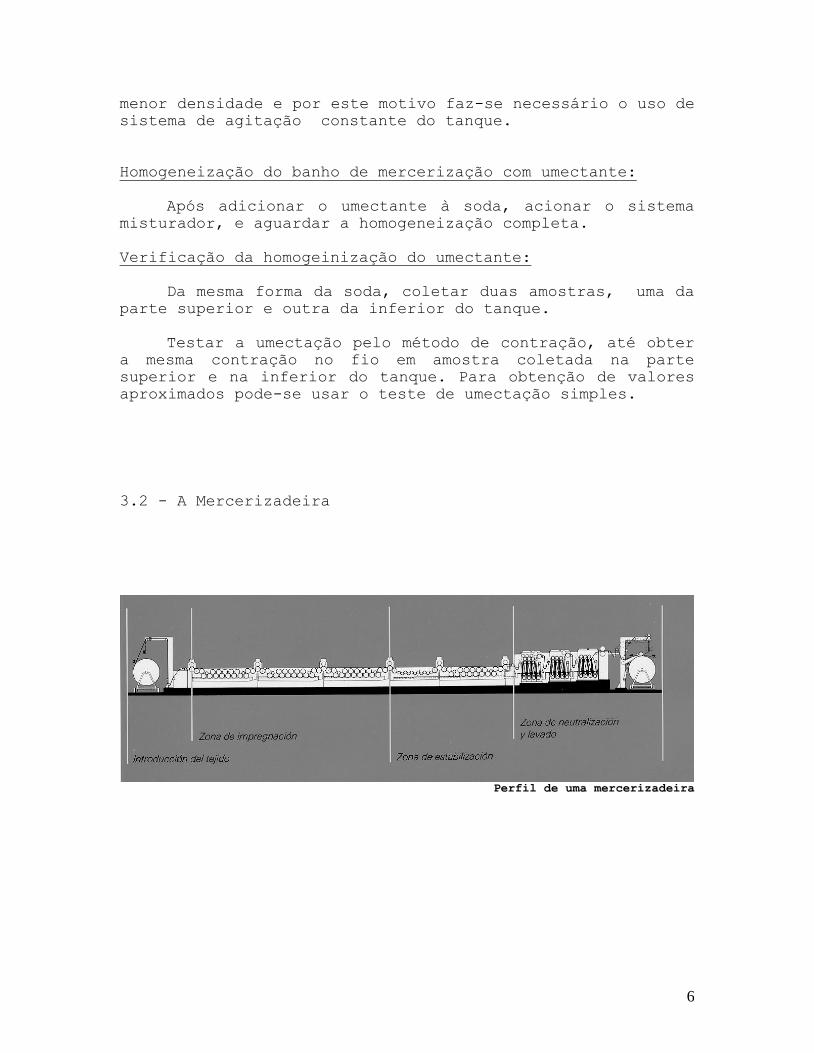
3.2 - A Mercerizadeira
Perfil de uma mercerizadeira

7
3.3 - Impregnação do tecido na solução de soda cáustica:
O tecido precisa ser perfeitamente umectado, pois uma
deficiência de umectação, causa variação do grau de
Cilindros
pneumáticos para
regulagem da tensão
do tecido.
Módulo de
Impregnação

8
mercerização no tecido e consequentemente estas diferenças
serão reveladas no processo de tintura.
É necessário ajustar uma perfeita impregnação em
função da dosagem do umectante e do tempo de impregnação do
tecido na caixa. A pressão dos cilindros durante o
processo precisa ser constante pois variações de pressão
causam diferenças de pick-up e consequêntemente variações de
grau de mercerização.
3.4 - Estabilização:
A estabilização é a segunda fase do processo de
mercerização e nesta etapa deve-se baixar gradativamente o
teor da soda cáustica do tecido por meio de uma lavagem
intensiva, o mais quente possível, nesta etapa o tecido deve
ser ajustado na largura final desejada. Deve-se eliminar a
soda, até que na saída da estabilização, antes de entrar na
lavagem, a concentração de soda cáustica esteja abaixo de
8ºBé no tecido; Pois caso contrário pode haver variações na
largura.
3.5 - Lavagem:
módulo de
estabilizaç
ão

9
Lavagem e
Neutralização
A fim de eliminar a soda restante, a lavagem deverá ser
em contra-corrente e bem intensiva para que o tecido saia o
mais próximo de um pH neutro; Caso contrário a soda cáustica
residual, causará interferências que serão reveladas no
tingimento posterior.
4.0 - O efeito do processo de mercerização:
A mercerização é um processo físico- químico que
significa tratar o algodão com uma lixívia alcalina
concentrada, sob condições determinadas de tensão
longitudinal do fio, tempo, temperatura e alcalinidade, a
fibra do algodão incha-se e seu corte transversal de forma
alargada passa para uma forma arredondada e seu
característico aspecto torcido transforma-se em cilíndrico.
Durante a mercerização de um tecido a tensão no urdume e
dada pelo encolhimento longitudinal na impregnação e na
trama a tensão é aplicada na estabilazação para acerto da
largura.
Observando a figura abaixo nota-se as mudanças da fibra
durante a mercerização as figuras de 1 a 5 demonstram um
inchamento progressivo na fibra de algodão; a figura nº 6

10
indica o começo do encolhimento ao introduzir-se a fibra sob
tensão no processo de lavagem, o qual finaliza durante a
secagem conforme demonstra a fig. abaixo:
Ao mesmo tempo a fibra livre sofre um grande
encolhimento podendo alcançar de 20 a 25% do seu comprimento
primitivo, o que deve ser impedido por uma tensão oposta.
Quando o algodão é mercerizado sob uma tensão suficiente, a
fibra inchada e lisa toma um poder de reflexão mais
acentuado, devido a uma paralelização das fibras, que
consequentemente aumenta o brilho no tecido.
Nem todas as qualidades de algodão reagem nas mesmas
proporções na mercerização. A intensidade do brilho que se
pode obter depende de : regulagem da tensão durante a
mercerização, comprimento da fibra, briho natural da fibra,
torção do fio, fio penteado, fio cardado, estrutura do
tecido.
O tecido mercerizado final em relação ao não
mercerizado apresenta boa estabilidade dimensional, maior
brilho, maior resistência a tensão e ao abrasão, maior
rendimento tintorial ( tratando-se de tecido mercerizado

11
molhado o rendimento pode chegar de 30 a 40%, se for seco o
rendimento situa-se entre 15 e 25% em relação ao tecido não
mercerizado) e torna o algodão imaturo (morto) quimicamente
mais reativo, melhorando o seu rendimento colorístico.