mempelajari keseimbangan lini pada...
TRANSCRIPT

MEMPELAJARI KESEIMBANGAN LINI PADA PROSES COUNTER LINE MESIN TIPE XD833 CD3
MOTOR SATRIA F150 DI PT. SUZUKI INDOMOBIL MOTOR PLANT CAKUNG
Nama : Syaiful Ma’arif
NPM : 37412250
Jurusan : Teknik Industri
Pembimbing : Anita, ST., MT.

LATAR BELAKANG
Kegiatan Produksi
Kemacetan Produksi
Target Produksi
Keseimbangan Lini
Bagaimana proses proses perakitan pada bagian counter line .
Bagaimana keseimbangan lini perakitan mesin motor tipe XD833 CD3 bagian counter line.
PERUMUSAN MASALAH

Pengambilan data dilakukan di PT. Suzuki Indomobil Motor Plant Cakung yangberalamat di Jl. Raya Penggilingan Cakung, Jakarta Timur.
Pengambilan data dilakukan selama 1 bulan.
Penelitian yang dilakukan hanya mengamati proses perakitan motor tipe XD833 CD3.
Lintasan yang diamati hanya pada bagian counter line di lintasan 4 dengan produkmesin motor tipe XD833 CD3.
Penelitian hanya mempelajari keseimbangan lini pada bagian counter line perakitanmesin motor tipe XD833 CD3.
BATASAN MASALAH
Mempelajari proses perakitan mesin motor XD833 CD3 pada bagian counter line.
Mempelajari keseimbangan lini pada bagian counter line perakitan mesin motorXD833 CD3.
TUJUAN PENULISAN

PT. Suzuki Indomobil Motor Plant Cakung beralamat di Jl. Raya PenggilinganCakung, Jakarta Timur. Perusahaan memiliki lahan pabrik sebesar 85000 m2 danlahan bangunan sebesar 42200 m2 dengan tenaga kerja sebanyak 987 orang.
Visi:
“Menjadi perusahaan yang terkemuka di dalam Suzuki Global Operation (challenge)dan menjadi perusahaan otomotif yang dihargai dan dikagumi di Indonesia(customer satisfaction).”
Misi:
“Pertumbuhan dan perkembangan perusahaan yang berimbang berdasarkan azaskerja keras, integritas, dan kebersamaan untuk selalu mencapai hasil lebih baikdalam mendahului harapan pelanggan.”
PROFIL PERUSAHAAN

PROSES PERAKITAN
Proses Tahap Awal
Proses Counter Line
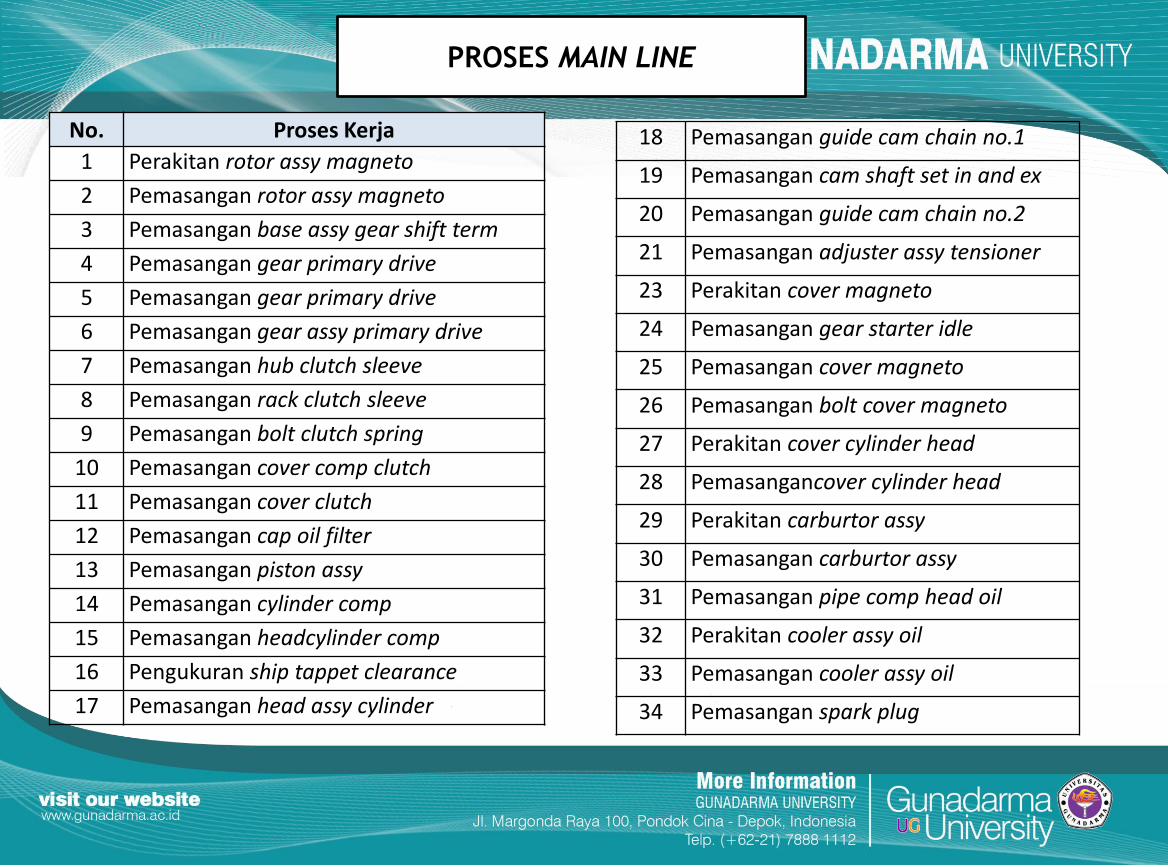
Proses Main Line
Firing Test
Terdapat Kecacatan
Perbaikan
Engine
Ya
Tidak
Mulai
Selesai
Terdapat Kecacatan
Perbaikan
Ya
Tidak
Pengecekan:
- Kekuatan atau kekencangan baut dan mur
- Ada atau tidak kesalahaan perakitan
- Terdapat komponen yang belum terpasang
- Pemeriksaan secara visual dari hasil perakitan
- Dan lainnya
Pengecekan:
- Pengecekan kompresi
- Tekanan oli
- Ada atau tidak kesalahaan perakitan
- Ada atau tidak kebocoran pada mesin
- Pemeriksaan secara visual dari hasil perakitan
- Dan lainnyaLINI PERAKITAN

PROSES COUNTER LINE
No. Proses Kerja
1 Pemasangan retainer cam bearing
2 Pemasangan guide kick starter
3 Pemasangan crank shaft assy
4 Pemasangan shaft kick starter
5 Pemasangan gear, crk ball drive
6 Pemasangan cam comp gear shift
7 Pemasangan assy gear balancer driven
8 Pemberian sealent threebond
9 Penggabungan crank case
10 Pemasangan bolt crank case
11 Pemasangan key magneto rotor
12 Pemasangan sprocket engine
13 Pemasangan tensioner cam chain
14 Pemasangan stopper comp shift cam
15 Pemasangan bolt crank balancer set
16 Pemasangan shaft comp gear shift
17 Pemasangan pump assy oil
No. Proses Kerja
1 Perakitan rotor assy magneto
2 Pemasangan rotor assy magneto
3 Pemasangan base assy gear shift term
4 Pemasangan gear primary drive
5 Pemasangan gear primary drive
6 Pemasangan gear assy primary drive
7 Pemasangan hub clutch sleeve
8 Pemasangan rack clutch sleeve
9 Pemasangan bolt clutch spring
10 Pemasangan cover comp clutch
11 Pemasangan cover clutch
12 Pemasangan cap oil filter
13 Pemasangan piston assy
14 Pemasangan cylinder comp
15 Pemasangan headcylinder comp
16 Pengukuran ship tappet clearance
17 Pemasangan head assy cylinder
18 Pemasangan guide cam chain no.1
19 Pemasangan cam shaft set in and ex
20 Pemasangan guide cam chain no.2
21 Pemasangan adjuster assy tensioner
23 Perakitan cover magneto
24 Pemasangan gear starter idle
25 Pemasangan cover magneto
26 Pemasangan bolt cover magneto
27 Perakitan cover cylinder head
28 Pemasangancover cylinder head
29 Perakitan carburtor assy
30 Pemasangan carburtor assy
31 Pemasangan pipe comp head oil
32 Perakitan cooler assy oil
33 Pemasangan cooler assy oil
34 Pemasangan spark plug
PROSES MAIN LINE

Perhitungan Takt Time
Target Produksi per Hari
(unit)
Waktu Kerja
(menit)
Takt Time
(menit)
355 480 1,35

Hasil Evaluasi dari Percobaan Perakitan
No. Operator Proses Kerja
Waktu Proses (detik)
Rata-rataPengamatan Ke-
1 2 3
1
1
Pemasangan retainer cam bearing
73,2 75 73,8 742 Pemasangan guide kick starter
3 Pemasangan crank shaft assy
42
Pemasangan shaft kick starter
73,8 74,4 73,2 73,85 Pemasangan gear, crk ball drive
6 Pemasangan cam comp gear shift
7
3
Pemasangan assy gear balancer driven
74,4 74,4 73,8 74,48 Pemberian sealent threebond
9 Penggabungan crank case
104
Pemasangan bolt crank case74,4 73,8 74,4 74,4
11 Pemasangan key magneto rotor
125
Pemasangan sprocket engine75 75,6 75,6 75,4
13 Pemasangan tensioner cam chain
146
Pemasangan stopper comp shift cam74,4 74,4 73,8 74,2
15 Pemasangan bolt crank balancer set
167
Pemasangan shaft comp gear shift74,4 74,4 75 74,4
17 Pemasangan pump assy oil
Jumlah 520,6

10152025303540455055606570758085
1 2 3 4 5 6 7
Wa
ktu
Pro
ses
Ker
ja
Operator Ke-
Waktu Proses Kerja Operator Terhadap Takt Time
Takt Time
Grafik Waktu Proses Kerja Terhadap Takt Time

Permasalahan Keseimbangan Lini
Produk cacat masuk ke lintasan
Kerusakan mesin
Keterlambatan pengiriman komponen
Operator ceroboh dan lalai
Over load production

• Proses perakitan di bagian counter line terdiri dari 17 operasi kerja. Prosestersebut antara lain, melakukan pemasangan retainer cam bearing, pemasangantranmisi yang terdiri dari guide kick starter, crankshaft assy, dan shaft kickstarter, pemasangan gear, crk ball drive, pemasangan cam comp gear shift, danlainnya hingga pada proses pemasangan pump assy oil dan dilakukanpemindahan ke bagian main line. Proses counter line menghasilkan produksetengah jadi mesin motor XD833 CD3. Proses pengendalian kualitas jugaterdapat dalam proses counter line, yaitu repair engine.
• Keseimbangan lini pada proses counter line menggunakan SPS (SuzukiProduction System). Pembagian kerja pada setiap operator atau stasiun kerjadilakukan dengan proses trial atau percobaan perakitan dengan menggunakanbatasan takt time untuk mencapai target produksi yang diinginkan. Targetproduksi per hari sebesar 360 unit pada bulan Agustus 2015 memiliki nilai takttime sebesar 1,33 menit dengan waktu siklus 7,602 menit.
KESIMPULAN

• Melakukan pengamatan atau pengambilan data dengan baik, serta memahami dan mempelajari dengan seksama penerapan kesimbangan lini yang diterapkan di perusahaan. Melakukan perhitungan keseimbangan lini dengan metode yang tepat. Hal tersebut dapat dilakukan dengan memperhatikan kondisi perusahaan dan memperhatikan beberapa syarat dalam penggunaan metode perhitungan yang sesuai, sehingga metode tersebut dapat digunakan untuk membantu proses penyelesaian masalah keseimbangan lini.
• Melakukan pembaharuan atau pengambilan data baru secara berkala dan segera melakukan pembaharuan data tata letak lini dan pembagian kerja operator jika memang di lapangan telah mengalami perubahan tersebut. Meningkatkan koordinasi antar bagian yang berhubungan dalam perencanaan dan penyusunan lintasan yang berkaitan dengan keseimbangan lini.
SARAN