memoria ix-selasi-2013-lv
TRANSCRIPT

ISBN 978-980-7630-00-9
Edición - Producción Javier Antonio Cárdenas Oliveros
http://ixselasi.blogspot.com/ Comité Científico: [email protected], [email protected]
Comité Organizador: [email protected], [email protected]
IX SELASI 2013 El IX SELASI 2013, se celebra del 12 al 15 Noviembre de 2013 en la ciudad de La Victoria, Estado Aragua, República Bolivariana de Venezuela, teniendo a la Universidad Politécnica Territorial del Estado Aragua “Federico Brito Figueroa” (www.iutlv.edu.ve) como institución coordinadora, con el apoyo del Grupo Venezolano - Cubano de Sistemas de Ingeniería y las instituciones que conforman el comité organizador internacional.
UPTA Federico Brito Figueroa (1)
COMITÉ ORGANIZADOR INTERNACIONAL
Presidente: Bettys Muñoz Henriquez, Universidad Politécnica Territorial del Estado Aragua "Federico Brito Figueroa", Venezuela Vice-presidentes:
José Arzola Ruiz, Instituto Superior Politécnico “José Antonio Echeverría”, Cuba Angel Cobo Ortega, Universidad de Cantabria, España Rafael Pérez García, Universidad Politécnica de Valencia, España Alexis Cordovés García, Universidad de Holguín “Oscar Lucero Moya”, Cuba
Otros miembros:
Abrahán Segundo López Rodríguez, Instituto del Agua y Energías Renovables Universidad Nacional Experimental Francisco de Miranda, Estado Falcón, Venezuela
Ricardo Lorenzo Ávila Rondón, Universidad de Holguín, Cuba Obidio Rubio Mercedes, Universidad Nacional de Trujillo, Perú

http://ixselasi.blogspot.com/ Comité Científico: [email protected], [email protected]
Comité Organizador: [email protected], [email protected]
Jesús Edilberto Espinola Gonzales, Universidad Nacional de Ancash, Perú Alfredo Enrique Candia Véjar, Universidad de Talca, Chile Rolando Simeón Monet, Universidad de Holguín, Cuba Joseph Zarka, École Polytechnique Palaiseau, Francia
COMITÉ CIENTÍFICO
Presidente: Javier Antonio Cárdenas Oliveros, Universidad Politécnica Territorial del Estado Aragua “Federico Brito Figueroa”, Venezuela
Vice-presidentes:
Jimmy Virgilio Santana Cantos, Universidad Politécnica Territorial del Estado Aragua “Federico Brito Figueroa”, Venezuela
Andrés Leonardo García Fuentes, Instituto Universitario de Tecnología "Federico Rivero Palacios", Venezuela Abrahán Segundo López Rodríguez, Instituto del Agua y Energías Renovables Universidad Nacional Experimental
Francisco de Miranda, Estado Falcón, Venezuela Danilo Antonio Navarro García, Departamento de Postgrado, Universidad de Oriente, Venezuela Joaquín Izquierdo Sebastián, Universidad Politécnica de Valencia, España Rolando Esteban Simeón Monet, Universidad de Holguín “Oscar Lucero Moya”, Cuba Alfredo del Castillo Serpa, Instituto Superior Politécnico “José Antonio Echeverría”, Cuba José Soeiro Ferreira, Universidade do Porto, Portugal
Otros miembros:
Jorge Luis Hurtado Ortega, Universidad Politécnica Territorial del Estado Aragua “Federico Brito Figueroa”, Venezuela Raúl Santana Milán, Universidad de Holguín “Oscar Lucero Moya”, Cuba María Lucía Brito Vallina, Instituto Superior Politécnico “José Antonio Echeverría”, Cuba Jaime Puig-Pey Echebeste, Universidad de Cantabria, España Edmundo Vergara Moreno, Universidad Nacional de Trujillo, Perú Jorge Domínguez Chávez, Universidad Politécnica Territorial del Estado Aragua “Federico Brito Figueroa”, Venezuela Jesús Alberto Pérez Rodríguez, Universidad Politécnica Territorial del Estado Aragua “Federico Brito Figueroa”,
Venezuela Jeasmín Josefina Pérez Mass, Universidad Politécnica Territorial del Estado Aragua “Federico Brito Figueroa”,
Venezuela José Bernardo Peña Arcila, Universidad Politécnica Territorial del Estado Aragua “Federico Brito Figueroa”, Venezuela Clemente Herrera Heras, Universidad Politécnica Territorial del Estado Aragua “Federico Brito Figueroa”, Venezuela Luis Ernesto Capace Pérez, Universidad Politécnica Territorial del Estado Aragua “Federico Brito Figueroa”,
Venezuela Andrés Eloy Castillo Rojas, Universidad Politécnica Territorial del Estado Aragua “Federico Brito Figueroa”,
Venezuela
ORIGEN Y DESARROLLO DE LOS SEMINARIOS EURO LATINOAMERICANOS DE SISTEMAS DE INGENIERÍA (SELASI) Los SELASI fueron concebidos en el marco del Proyecto Alfa AML/B7-311/97/0666/II-0321-FA “Sistemas de Ingeniería para la Preparación y Toma de decisiones bajo Criterios Múltiples (Sisting), el que se ejecutó en el periodo 24/06/2004 al 23/12/2007. Instituciones participantes:
http://ixselasi.blogspot.com/ Comité Científico: [email protected], [email protected]
Comité Organizador: [email protected], [email protected]
1- Universidad de Saarlandes (Alemania) 2- Instituto Superior Politécnico "José Antonio Echeverría" (Cuba) 3- Universidad de Cantabria (España) 4- Universidad de Sevilla (España) 5- Universidade do Porto (Portugal) 6- Universidad de Holguín “Oscar Lucero Moya” (Holguín) 7- Universidad Nacional de Trujillo (Perú) 8- Universidad Nacional de Ancash “Santiago Antúnez de Mayolo" (Perú) 9- Universidad de Talca (Chile) Instituciones coordinadoras: Instituto Superior Politécnico "José Antonio Echeverría"– coordinador académico y Universidad de Saarlandes – Coordinador financiero Según se programó desde sus inicios los SELASI se realizaron todos los años de duración del Proyecto en diferentes países de Europa o América Latina, constituyendo el lugar de intercambio científico y personal entre los participantes del Proyecto e investigadores de otros países e instituciones y se aprovechaba la ocasión para realizar la reunión anual de Proyecto.
El primer SELASI se realizó en la Universidad Nacional de Trujillo, Trujillo, Perú, en el mes de Abril del 2005. El segundo, en la Facultad de Ingeniería de la Universidad de Porto, Porto, Portugal, en el mes de Junio de 2006 y el tercero en la Facultad de Ingeniería de la Universidad de Talca, Curicó, Chile en Mayo del 2007.
Los 3 primeros SELASI, además de expandir en mundo el conocimiento sobre la existencia del proyecto SistIng, permitieron establecer o estrechar las relaciones personales entre los participantes y de adquirir un mejor conocimiento de sus actividades investigativas, los enfoques utilizados por cada uno de ellos, lo que facilitó elevar la efectividad de la cooperación.
En la próxima tabla se muestra, respectivamente, la cantidad total de ponencias presentadas en los Seminarios por las universidades miembros o de otras universidades del país sede y de las procedentes de otros países de Europa o América Latina..
No Presentaciones y ponencias
totales Miembros de
Sisting De universidades del
país sede De otros países
I 28 15 5 8 II 35 25 4 6 III 37 18 10 9
Concluido el Proyecto se hizo necesario, para la continuidad del Evento, asegurar su permanencia bajo esquemas de autofinanciamiento, lo que se logró al siguiente año 2008 mediante su inclusión como un Evento de la Convención de Ingeniería y Arquitectura del Instituto Superior Politécnico “José Antonio Echeverría” (CUJAE) que se realiza cada dos años. A partir de ese año, las ediciones sexta y octava se realizaron en el marco de la Convención en La Habana, mientras las ediciones quinta y séptima se realizaron, respectivamente, en Quito, Ecuador, y Valencia, España. En la siguiente tabla se muestra el comportamiento de los indicadores de ponencias y conferencias.
Edición No
Conferencias y ponencias de países de
América Latina
Conferencias y ponencias de países
Europeos
De ellos del país sede
Total Ponentes y
conferencistas IV 20 6 12 26 V 50 10 35 60 VI 40 4 15 44 VII 10 10 7 20 VIII 80 10 25 90
http://ixselasi.blogspot.com/ Comité Científico: [email protected], [email protected]
Comité Organizador: [email protected], [email protected]
Según se puede notar, la tendencia predominante es de incremento de la participación, sobre todo de países de América Latina. Se observa, como regla, más del 50 % de participación de países externos a la sede. El V SELASI se caracterizó por una amplia participación de profesores y estudiantes de la Escuela Politécnica Nacional y de la Escuela Superior Politécnica del Ejército (más de 400 personas en total). En el VI SELASI se contó con la participación del. Dr. Daniel Ross, iniciador de esta de la línea de investigación en el Massachusetts Institute of Technology de los Estados Unidos, el que impartió una conferencia dedicada a su desarrollo en ese país. El pequeño número de participantes en el VII SELASI estuvo determinado por la proximidad de su realización a las fiestas navideñas (del 12 al 16 de Diciembre de 2011). En el VIII SELASI se introdujo la novedad de un Taller de Maestrías y Doctorados en el marco del Evento, lo que se relaciona con la ampliación de la enseñanza postgraduada asociada a esta línea en Cuba y Venezuela.
UPTA Federico Brito Figueroa (2)

http://ixselasi.blogspot.com/ Comité Científico: [email protected], [email protected]
Comité Organizador: [email protected], [email protected]
Reseña de la ciudad anfitriona, “El Casco Histórico de La Victoria”
Disponible en: http://chlavictoria.blogspot.com/p/monumentos-historicos-municipales.html Fuente: Los cronistas de La Victoria: Germán Fleitas Núñez y Germán Fleitas Freites.
Nuestra ciudad tiene alrededor de 400 años. Algunos historiadores dicen que fue fundada en 1593 y otros que después pero nada se ha podido comprobar documentalmente. Lo que sí sabemos es que nuestra iglesia se erigió el 18 de noviembre de 1620 fecha que algunos presentan como la de fundación de la ciudad lo cual no creemos porque en la relación de erección de la iglesia se dice que se erige en un pueblo “ya fundado” que además tenía otro nombre; se llamaba Nuestra Señora de La Victoria y la iglesia se le dedica a Santa Inés. Nunca sabremos desde cuando existe el pueblo, ni la fecha de su fundación ni el nombre de su fundador porque para conocerlos tendríamos que remontarnos a muchos siglos antes de la llegada de los españoles. Cuando llegaron los hombres blancos encontraron aquí varios cementerios indígenas, dominio del agua por acequias y regadíos, así como petroglifos, esas piedras marcadas que contenían mensajes que los aborígenes que habitaban la región no comprendían porque eran muy antiguas. La Victoria nació como nacen los árboles, los pájaros o los ríos. Nadie los sembró; nacieron solos. Cuando llegaron los conquistadores ya muchos soles y muchas lunas habían iluminado los días y las noches de nuestros antepasados. Después de conquistado el territorio se repartieron la tierra y a los hombres. Encomiendas, latifundios y esclavitudes. Aquí siempre hubo luchas; primero contra los invasores y luego por la libertad y la independencia. Cuando ya teníamos 300 años como parte de España, el hijo de un victoriano encabeza la lucha. Muchos de nuestros paisanos se incorporan a la lucha; los Muguerza, los Padrón, los Montilla del Pao de Zárate, los Adarraga, Los Judas, los Aldao, los Tovar, los Mijares y los Palacios de El Consejo, los Bolívar de San Mateo y muchos soldados anónimos cuyos nombres no recoge la historia. Además fuimos escenario de cuatro grandes batallas y muchas otras de menor calibre. En la vida republicana jugamos un papel de la primera importancia como capital Federal de la República, de la Provincia, del Estado, del Distrito y del Municipio. De cada época fueron quedando testimonios edificados que es necesario conservar para que las futuras generaciones conozcan como fue el escenario en el que vivieron sus antepasados. Es lo que denominamos el Casco Histórico que por supuesto no se limita al centro de la ciudad pero que en una primera aproximación son los siguientes:
I. MONUMENTOS HISTORICOS NACIONALES
Santa Iglesia Matriz de Nuestra Señora de Guadalupe (Catedral de La Victoria) Fue el primer edificio público de la ciudad, erigida el 18 de Noviembre de 1620 en un pueblo “…ya fundado”. Estuvo inicialmente un poco más adelante del sitio donde está ahora. A finales del Siglo XVIII se construyó el actual edificio y su inauguración se hizo el 25 de Julio de 1805, nueve años antes de la Batalla del 12 de Febrero de 1814. Fue declarada Monumento Histórico Nacional, el 2 de Agosto de 1962, según Gaceta Oficial N° 26.320.
Plaza “José Félix Ribas” y Estatua de Ribas Frente a la Iglesia Matriz, se encuentra la Plaza “José Félix Ribas”, antigua Plaza Mayor de La Victoria, que fue Campo de batalla, Mercado, Plaza de Toros y sitio de reuniones, hasta que en 1891, se colocó en su centro la Estatua, y se bautizó con el nombre del “Vencedor de las Tiranos en La Victoria”. Es el Centro Cívico de la Ciudad. Fue declarada Monumento Histórico Nacional el 30 de Mayo de 1965, según Gaceta Oficial N° 27.708.
http://ixselasi.blogspot.com/ Comité Científico: [email protected], [email protected]
Comité Organizador: [email protected], [email protected]
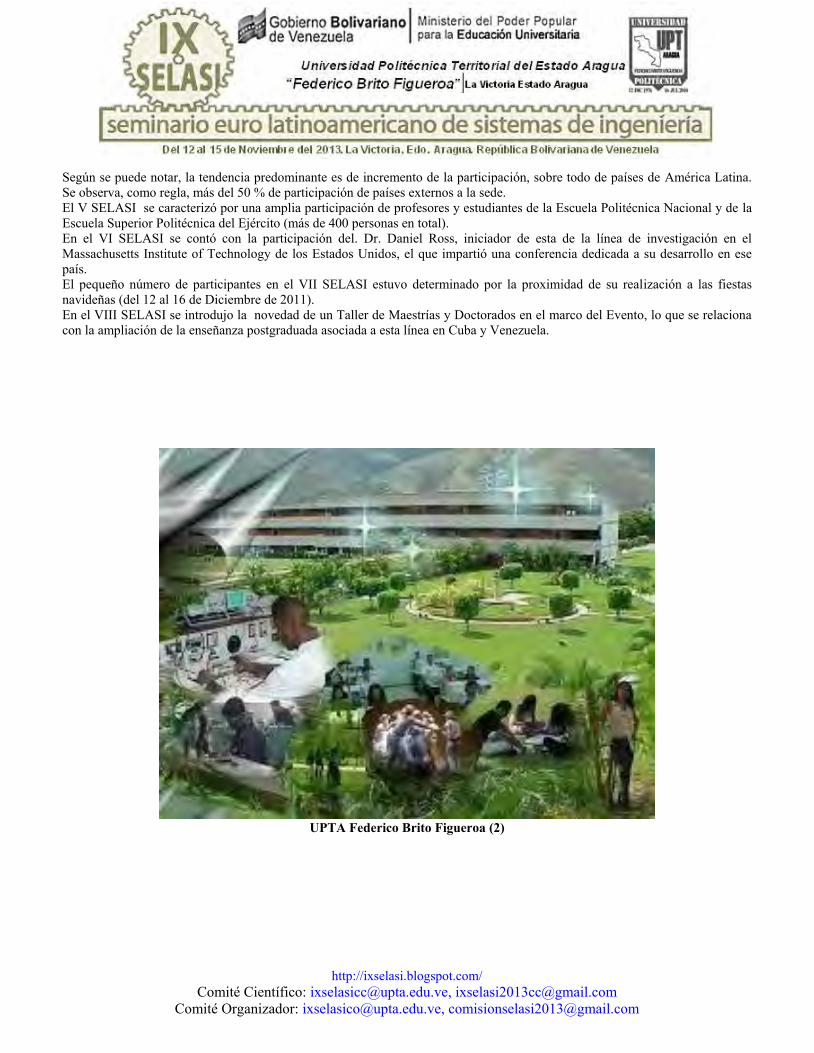
Casa del General en Jefe Santiago Mariño En la Avenida Rivas Dávila, antigua Calle Real de la Victoria, se encuentra la imponente mansión que fue durante cuarenta años, residencia del General Santiago Mariño, Libertador de Oriente. Residencia Particular, Hotel, Colegio, Bodega, sede el Centro de Historia y de la Sociedad Bolivariana. Adquirida por la nación y restaurada. Declarada Monumento Histórico Nacional el 15 de Mayo de1975, según Gaceta Oficial N° 30.396.
Cuartel General Mariano Montilla El más hermoso e imponente cuartel de Venezuela, fue decretado por el General Cipriano Castro, Presidente de la República, el 21 de Junio de 1904 e inaugurado por el General Eleazar López Contreras el 4 de Julio de 1937. Fue declarado Monumento Histórico Nacional el 7 de Diciembre de 1978.
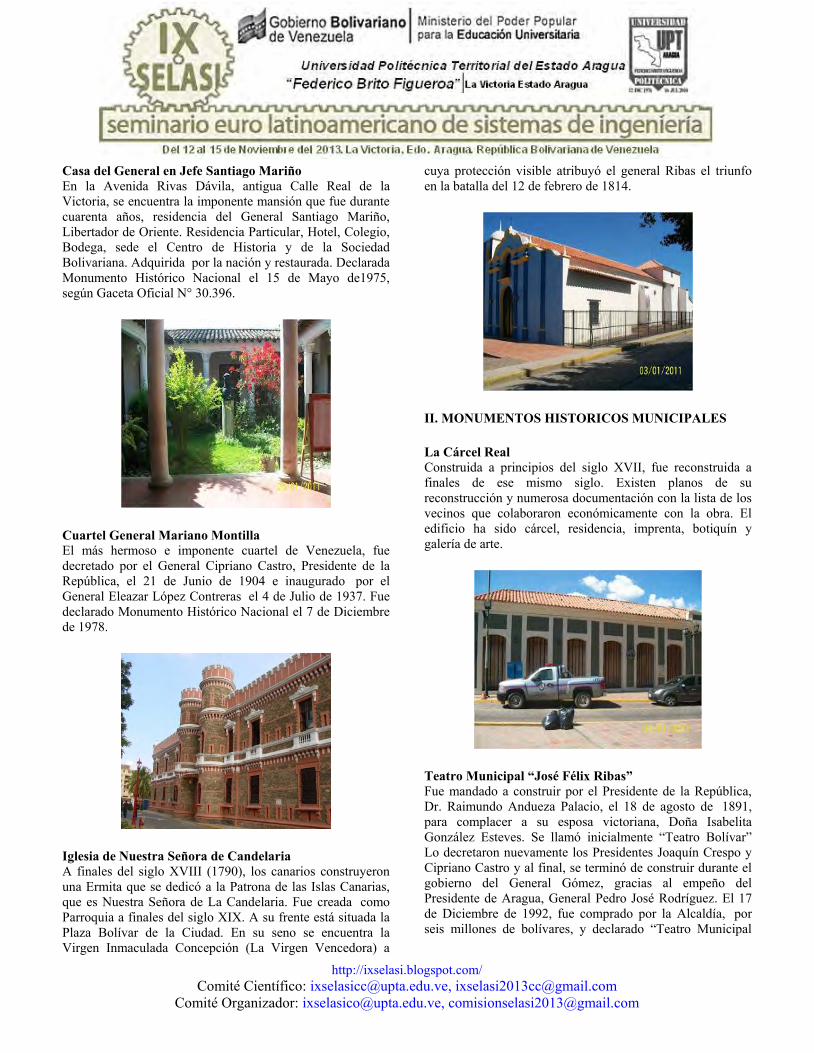
Iglesia de Nuestra Señora de Candelaria A finales del siglo XVIII (1790), los canarios construyeron una Ermita que se dedicó a la Patrona de las Islas Canarias, que es Nuestra Señora de La Candelaria. Fue creada como Parroquia a finales del siglo XIX. A su frente está situada la Plaza Bolívar de la Ciudad. En su seno se encuentra la Virgen Inmaculada Concepción (La Virgen Vencedora) a
cuya protección visible atribuyó el general Ribas el triunfo en la batalla del 12 de febrero de 1814.
II. MONUMENTOS HISTORICOS MUNICIPALES
La Cárcel Real Construida a principios del siglo XVII, fue reconstruida a finales de ese mismo siglo. Existen planos de su reconstrucción y numerosa documentación con la lista de los vecinos que colaboraron económicamente con la obra. El edificio ha sido cárcel, residencia, imprenta, botiquín y galería de arte.
Teatro Municipal “José Félix Ribas” Fue mandado a construir por el Presidente de la República, Dr. Raimundo Andueza Palacio, el 18 de agosto de 1891, para complacer a su esposa victoriana, Doña Isabelita González Esteves. Se llamó inicialmente “Teatro Bolívar” Lo decretaron nuevamente los Presidentes Joaquín Crespo y Cipriano Castro y al final, se terminó de construir durante el gobierno del General Gómez, gracias al empeño del Presidente de Aragua, General Pedro José Rodríguez. El 17 de Diciembre de 1992, fue comprado por la Alcaldía, por seis millones de bolívares, y declarado “Teatro Municipal
http://ixselasi.blogspot.com/ Comité Científico: [email protected], [email protected]
Comité Organizador: [email protected], [email protected]
José Félix Ribas”. Actualmente, después de ciento veintidós años de comenzado, está en proceso de remodelación.
La Casa Amarilla Casa de la Azotea, fue residencia particular de las familias Báez y Reverón. En ella nació en 1834, la primera victoriana que llegó a ser Primera Dama de la República: Doña Concepción Báez Reverón, esposa del Presidente Dr. Juan Pablo Rojas Paúl. Fue residencia del Presidente Francisco Linares Alcántara, Colegio, Casa de Gobierno, sede del Concejo Municipal y sede del Centro de Información Digital (CID) de La Victoria.
Casa de la Cultura Residencia particular de imponente arquitectura, situada en la acera sur de la Plaza. Fue habitación del General Francisco Linares Alcántara, hijo del General Presidente; del Coronel Arcángel Mora, Jefe Militar de La Victoria y de otras honorables familias. A mediados del siglo XX sirvió de sede al Colegio “Padre Machado”, fundado por el Párroco Dr. Angel Pérez Cisneros. En sus aulas funcionó durante muchos años el Liceo “José Félix Ribas”. Hoy Casa de la Cultura.
Casa de la Mujer “Josefa Palacios de Ribas” Antigua residencia particular. Fue propiedad de Doña Belencita Briceño y últimamente, del Dr. Ramón Camacho. Fue adquirida por la Alcaldía de La Victoria en 1990 para ampliar la Casa de la Cultura. Se destinó a sede provisional de la “Casa de la Mujer”. Hoy funciona como sede provisional de la Policía Municipal.
La Casa de la Capitulación Antigua residencia particular situada en el ángulo noroeste del cruce de las calles Rivas Dávila y Ribas. A comienzos del siglo XIX era propiedad de Don Juan de la Madriz, el mismo dueño de la Casa Natal del Libertador en Caracas. En ella se hospedaba El Libertador cuando venía a La Victoria. Al final de la Campaña Admirable de 1813, el 4 de Agosto de ese año, Bolívar recibe en ella a los representantes del Gobierno Realista que le ofrecen la Capitulación. Desde ella el Libertador le escribe al Presidente de Colombia anunciándole que la guerra ha terminado y que Venezuela es nuevamente libre. En esta casa nació la Segunda República.

http://ixselasi.blogspot.com/ Comité Científico: [email protected], [email protected]
Comité Organizador: [email protected], [email protected]
Casa del Marqués del Toro Residencia victoriana del Dr. Juan Perdomo Betancourt, Teniente Justicia Mayor de La Victoria a finales del siglo XVIII. Propiedad del Marqués del Toro. Cuartel General de Miranda en 1812, sede de la presidencia del Gobierno Federal de la República. Desde ahí dirigió el Generalísimo, la Primera Batalla de La Victoria, el 20 de Junio de 1812 y desde allí negoció la capitulación.
Casa del Marqués de Ustáriz Residencia de Don José Ignacio de Ustáriz, Marqués de Ustáriz, padre del Prócer de la Independencia Francisco Javier Ustáriz, quien vivió en ella. Fue Presidencia del estado Aragua, Jefatura Civil de La Victoria, Hospital “San Vicente de Paúl” (el primero fundado por la Madre María de San José), primera sede del Colegio “Madre María”. Residencia de ancianos.
Logia Victoria N° 9 Fundada en 1854 por el General Santiago Mariño, Libertador de Oriente, quien vivía en La Victoria. Es el Templo masónico más antiguo de Aragua y en él han trabajado ilustres venezolanos, entre ellos los Presidentes Francisco Linares Alcántara, Joaquín Crespo, Ignacio Andrade, Antonio Guzmán Blanco, Esteban Palacios y otros.
Mercado Público (hoy Ateneo de La Victoria) Inicialmente fue un mercado a la intemperie, hasta que el General Francisco Linares Alcántara construyó a sus expensas, el “Mercado de Paraguas”. A partir de 1936, el General Eleazar López Contreras, construyó el Mercado Público. Sirvió de Mercado Municipal hasta que en 1990, El Alcalde lo convirtió en “Ateneo de La Victoria”.
http://ixselasi.blogspot.com/ Comité Científico: [email protected], [email protected]
Comité Organizador: [email protected], [email protected]
Palacio Castro (hoy Palacio de Campoelías) Construido por el Presidente de la República General Cipriano Castro en 1904, para su residencia particular. Al ordenar su construcción pidió que fuera más bello que el Palacio de Miraflores lo cual se logró. Fue saqueado en 1908 a raíz de su caída. Conocido como “Palacio Castro”, por órdenes del General Gómez, se le cambió el nombre por el de “Palacio de Campoelías” en 1909. Fue destinado a Cuartel y en 1928 fue sede de la Escuela Militar de Venezuela. En sus aulas fueron cadetes los futuros presidentes Marcos Pérez Jiménez y Wolfgang Larrazábal. Declarado Monumento Histórico Municipal en 1990 se le destinó a sede del Museo Histórico de ciudad de La Victoria y provisionalmente, a Palacio Municipal de Gobierno. Actualmente es sede de la Alcaldía del Municipio Ribas.
Nuevo Circo de La Victoria Construido por el Coronel Gonzalo Gómez y e inaugurado el 24 de Noviembre de 1929. Fue propiedad de don Luís
Branger y luego de sus herederos de quienes lo adquirió el municipio en 1992.
Parque de la Estación Inaugurado el primero de Febrero de 1894 como punto intermedio entre Caracas y Valencia. Ese mismo día se inauguró el Gran Ferrocarril de Venezuela que unía las dos ciudades.
Plaza Bolívar Situada en la parte sur de la ciudad, en La Otra Banda, llamada así por estar en “…la otra vanda del río Caganchez.” (Así dicen los más antiguos documentos). Está al frente de la Iglesia de Nuestra Señora de La Candelaria.

http://ixselasi.blogspot.com/ Comité Científico: [email protected], [email protected]
Comité Organizador: [email protected], [email protected]
CONCLUSIÓN
Los materiales utilizados y la breve explicación del significado de cada uno de nuestros Monumentos Históricos, pueden contribuir a un mejor conocimiento de la historia y de la geografía de la ciudad.

http://ixselasi.blogspot.com/ Comité Científico: [email protected], [email protected]
Comité Organizador: [email protected], [email protected]
CONTENIDOId-TÍTULO-AUTORES-PÁG.
Id TÍTULO PÁG. 1
ANÁLISIS DE LA INFLUENCIA DE LAS CONDICIONES DE INSTALACIÓN EN LA PRECISIÓN DE LA MEDIDA DE UN CAUDALÍMETRO ULTRÁSÓNICO. Elizabeth Pauline Carreño Alvarado, Edmundo Pedroza-González, Rafael Pérez-García, Joaquín Izquierdo Sebastián
...…………….........…....….......
1
2 DURACIÓN MODIFICADA EN RODAMIENTOS RÍGIDOS DE BOLAS POR DESALINEACIÓN ANGULAR Y HOLGURA RADIAL NO ESTÁNDAR. Luis Miguel Corzo Rodríguez, Gonzalo González Rey
...…………….........…....…....... 9
3 APLICACIÓN DE SISTEMA SCADA PARA CONTROL DE VUELO DE UN AVIÓN. Gustavo Adolfo Jiménez Fajardo
...…………….........…....…....... 16
4 USO DE LA MÁXIMA CONTRACCIÓN DIARIA DEL TRONCO PARA LA OPTIMIZACIÓN DEL USO DEL AGUA EN LIMONERO García-Orellana Y., -Juan José Brito Ruiz-Sánchez, M.C. Conejero, W. Ortuño M. F., Torrecillas A.
...…………….........…....…....... 22
5 SISTEMA DE BASES DE CONOCIMIENTOS PARA EL ENTRENAMIENTO DE LOS OPERARIOS DE LA PLANTA DE DETERGENTE DE LA EMPRESA SUCHEL DEBÓN. Gil Cruz Lemus
...…………….........…....…....... 26
6 METAHEURÍSTICAS APLICADAS AL DISEÑO DE PARQUES EÓLICOS DE ENERGÍA. Martín Bilbao, Daniel Pandolfi, Enrique Alba
...…………….........…....…....... 35
7 CONCEPCIÓN DE UN SISTEMA AUTOMATIZADO PARA EL DISEÑO DE MOLDES EN LA CONSTRUCCIÓN DE VIVIENDAS. Víctor M. Pérez Pacheco, Rolando E. Simeón Monet
...…………….........…....…....... 42
8 BIOFILM: INFLUENCIA DEL DISEÑO Y OPERACIÓN DE LOS SISTEMAS DE ABASTECIMIENTO. Eva Ramos-Martínez, Manuel Herrera, Joaquín Izquierdo, Rafael Pérez-García
...…………….........…....…....... 50
9 LABORATORIOS VIRTUALES EN LA ENSEÑANZA DE LA INGENIERÍA HIDRÁULICA. Nohemy Calanche Sánchez, Luis Alejandro Sánchez Román
...…………….........…....…....... 56

http://ixselasi.blogspot.com/ Comité Científico: [email protected], [email protected]
Comité Organizador: [email protected], [email protected]
10 MODELO PARA ESTIMAR DEMANDA PERCAPITA DE AGUA EN COMUNIDADES SIN REGISTROS. Abrahán Segundo López Rodríguez
...…………….........…....…....... 61
11 METODOLOGÍA PARA CUANTIFICAR DAÑOS POR INUNDACIÓN EN EDIFICACIONES RESIDENCIALES EN PLANICIES RIBEREÑAS. Miguel Ángel Perozo Ynestroza
...…………….........…....…....... 69
12 SISTEMA DE MODELACIÓN DEL DRENAJE PLUVIAL EN UNA CUENCA URBANA APOYADO EN SIG. Luis Sánchez, Rebeca Pereira, Carla Colina
...…………….........…....…....... 78
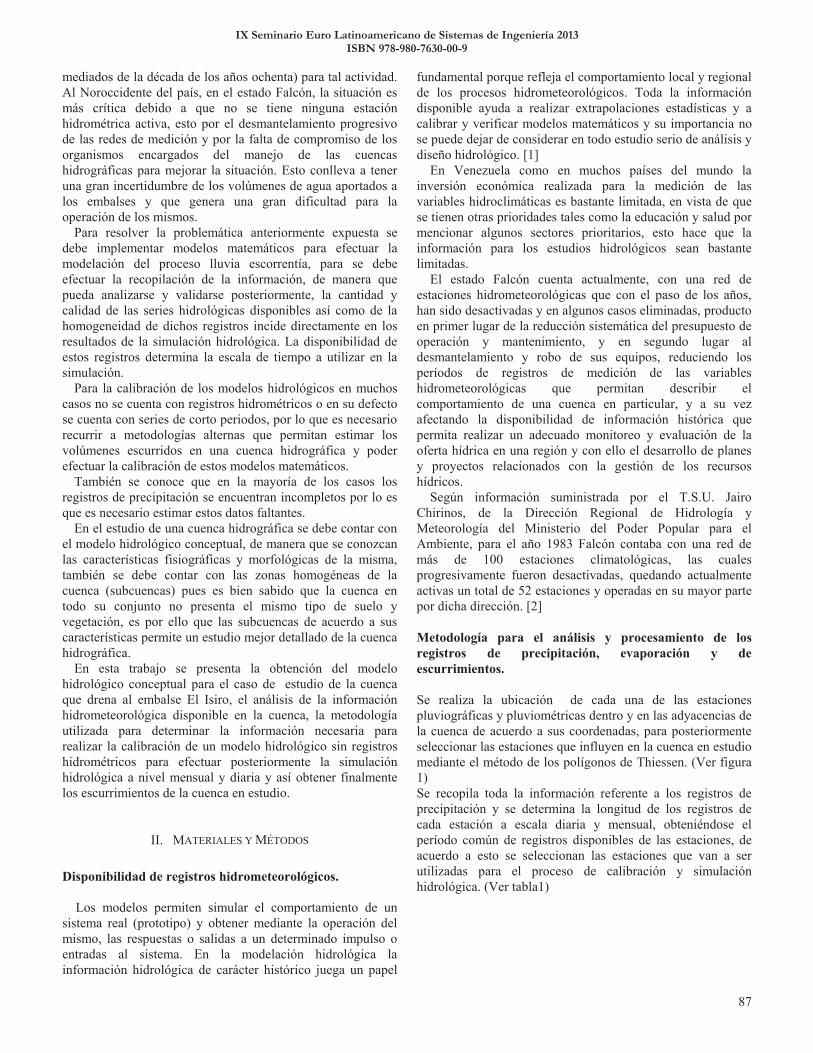
13 METODOLOGÍA PARA CUANTIFICAR LA PRODUCCIÓN DE AGUA EN CUENCAS CON ESCASEZ DE REGISTROS HIDROMÉTRICOS. Castro Ysea Jesús Alberto, Perozo Ynestroza Miguel Angel
...…………….........…....…....... 86
14 MODELO DE REGIONALIZACIÓN DE LOS FACTORES DE REDUCCIÓN POR ÁREA (FRA) EN UNA CUENCA HIDROGRÁFICA DEL ESTADO FALCÓN, VENEZUELA. Ortega Acacio Ana Beatriz, Perozo Ynestroza Miguel Ángel, Abrahan Segundo López Rodríguez
...…………….........…....…....... 94
15 APLICACIÓN PRÁCTICA DE SISTEMAS COMPUTACIONALES EN EL PROCESO DE CARACTERIZACIÓN, POR FATIGA, DE UN MATERIAL. Gustavo Adolfo Jiménez Fajardo
...…………….........…....…....... 100
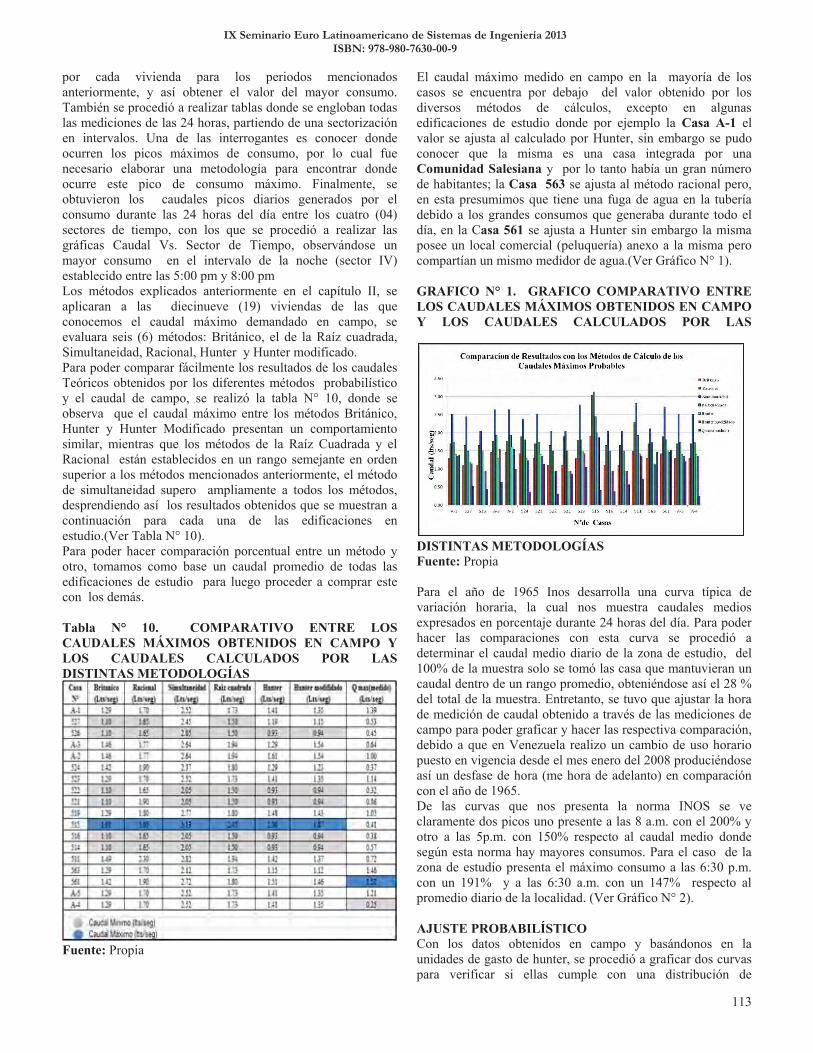
16 NECESIDAD DE LA SELECCIÓN ÓPTIMA DEL METODO EMPIRICO PARA EL DISEÑO DE LAS INSTALACIONES DE AGUA POTABLE EN EDIFICACIONES MEDIANTE SU COMPARACIÓN CON LOS GASTOS MÁXIMOS PROBABLES PROVENIENTES DE MEDICIONES DE CAMPO. Pastora Adjunta, Marlyn Martínez, Wilmer Barreto
...…………….........…....…....... 106
17 EXPERIENCIAS EN LA APLICACIÓN DE METODOS EVOLUCIONARIOS MULTIOBJETIVOS EN LA OPTIMIZACIÓN Y REHABILITACIÓN DE REDES DE DRENAJE URBANO. Wilmer Barreto
...…………….........…....…....... 116
18 GPR Y REALIDAD AUMENTADA: HACIA LA VISUALIZACIÓN AUTOMATICA DE TUBERÍAS EN SAA. David Ayala-Cabrera, Silvia J. Ocaña-Levario, , Rafael Pérez-García, Joaquín Izquierdo, Manuel Herrera
...…………….........…....…....... 123
19 MARCO DINÁMICO BASADO EN LA METODOLOGÍA AHP PARA ALCANZAR EL CONSENSO EN LA TOMA DE DECISIONES EN LA GESTIÓN DE FUGAS DE AGUA. Laura Carrión, Julio Benítez, Joaquín Izquierdo, Rafael Pérez-García
...…………….........…....…....... 135
20 COMPORTAMIENTO SIMULADO DE UN COMPRESOR EN CONDICIONES DE PAÍSES TROPICALES. Leandro Ayarde Henríquez, Karel Arencibia Ávila
...…………….........…....…....... 147

http://ixselasi.blogspot.com/ Comité Científico: [email protected], [email protected]
Comité Organizador: [email protected], [email protected]
21 DETERMINACIÓN EXPERIMENTAL DEL EFECTO DEL ESFUERZO AXIAL Y LA PRESIÓN INTERNA EN EL SURGIMIENTO DE LOS DEFECTOS EN EL PROCESO DE DOBLADO DE TUBOS POR EL MÉTODO DE ARRASTRE. Jorge Luis Hurtado Ortega, Orlenis Maleudi Márquez Paredes, José Arzola Ruiz, Raúl Santana Milán, Javier Antonio Cárdenas Oliveros
...…………….........…....…....... 153
22 ESTUDIO DE LA INFLUENCIA DE LAS HERRAMIENTAS EN EL PROCESO DE DOBLADO DE TUBOS EN DOBLADORAS POR EL MÉTODO DE ARRASTRE. Orlenis Maleudi Márquez Paredes, Jorge Luis Hurtado Ortega, Raúl Santana Milán, José Arzola Ruiz, Javier Antonio Cárdenas Oliveros
...…………….........…....…....... 160
23 REDES NEURONALES ARTIFICIALES PARA LA ESTIMACIÓN DE PARÁMETROS METEOROLÓGICOS SECUNDARIOS EN LA ZONA DE CASA BLANCA. Gil Cruz Lemus
...…………….........…....…....... 171
24 HIBRIDACIÓN DE METAHEURÍSTICAS APLICADAS AL PROBLEMA DE RUTEO DE VEHÍCULOS CON CAPACIDAD UNIFORME. Andrea Villagra, Daniel Pandolfi, José Rasjido, Viviana Mercado
...…………….........…....…....... 178
25 ESTIMACIÓN DE LA EFICIENCIA EN ENGRANAJES DE TORNILLO SINFÍN CONSIDERANDO PÉRDIDAS DE POTENCIA POR FRICCIÓN ENTRE FLANCOS CONJUGADOS. Gonzalo González Rey
...…………….........…....…....... 187
26 ESTIMACIÓN DE LOS PARÁMETROS DE LA ECUACIÓN DEL FLUJO DEL AGUA SUBTERRÁNEA MEDIANTE EL ALGORITMO DE OPTIMIZACIÓN PSO. Lemuel C. Ramos Arzola, Armando O. Hernández Valdés, David E. Marón Domínguez, Eric Cabrera Estupiñán
...…………….........…....…....... 196
27 DESARROLLO DE UN SISTEMA DE INFORMACIÓN DE HISTORIAS CLÍNICAS ELECTRÓNICAS. Jorge Domínguez Chávez
...…………….........…....…....... 203
28 MODELO DE ESTIMACIÓN DEL CAUDAL DE AGUA EN INSTALACIONES DE VACIADO CONTINUO DE ACEROS AL CARBONO. Yusdel Díaz Hernández, Alberto Fiol Zulueta , José Arzola Ruiz
...…………….........…....…....... 211
29 DISEÑO DE PRÓTESIS EXTERNA DE RODILLA CON MECANISMO DE MANIVELA BIELA CORREDERA. Vairon Vásquez, Jorge L. Moya Rodríguez
...…………….........…....…....... 218
30 ALGORITMO EVOLUTIVO APLICADO A LA IDENTIFICACIÓN DE LAS CARAS DE UN OBJETO ALÁMBRICO PROYECTADO EN EL PLANO. Gustavo Toranzo Lorca, José Arzola Ruiz
...…………….........…....…....... 227
31 EVOLUCIÓN Y ANÁLISIS DE LOS MÉTODOS DE CÁLCULO PARA ESTIMAR CARGAS TÉRMICAS. Gerardo Miguel Ramos Gordon, Jorge Alberto Mora Aguilera, Alexis Cordovés García
...…………….........…....…....... 232

http://ixselasi.blogspot.com/ Comité Científico: [email protected], [email protected]
Comité Organizador: [email protected], [email protected]
32 MODELO DE TÉCNICAS DE MINERÍA DE DATOS APLICADO A LOS DATOS DE CULTIVOS DEL SISTEMA DSERP AGRO. Jairo Alejandro Lefebre Lobaina, Marvyn Amado Marquez Rodriguez, Ramon Carrasco Velar
...…………….........…....…....... 238
33 VARIANTES DE DISEÑO DEL IMPELENTE DE BOMBAS CENTRIFUGAS HORIZONTALES ITT A-C GOULDS PUMP TIPO 9100. Simón Fernando Ernesto Pérez Rueda, Daniel Hernández Ochoa
...…………….........…....…....... 244
34 AUTOMATIZACIÓN DEL DISEÑO DE PRE FORMAS PARA LA OBTENCION DE PERFILES EN H LAMINADOS EN CALIENTE. Eugenio de Jesús Salas Viloria, Raúl Santana Milán
...…………….........…....…....... 251
35 MÉTODO HEURÍSTICO PARA LA EVALUACIÓN DE LA CONFIABILIDAD EN UN SUBSISTEMA DE LÍNEAS DE TRANSMISIÓN DE ALTA TENSIÓN. Yorlandys Salgado Duarte, Alfredo M. del Castillo Serpa
...…………….........…....…....... 260
36 CALIDAD DE SERVICIO PARA APLICACIONES DE VOZ SOBRE IP EN AMBIENTES SIMULADOS DE EDUCACIÓN INMERSIVA. José Bernardo Peña Arcila, Glendys María Muñoz Gámez
...…………….........…....…....... 269
37 METAVERSO SIMULADO CON AGENTES PERSONIFICADOS COMO HERRAMIENTA DE INTERACCIÓN. José Bernardo Peña Arcila, Glendys María Muñoz Gámez
...…………….........…....…....... 276
38 DISEÑO PRELIMINAR DE UN SIMULADOR VIRTUAL PARA ENSAYOS SÍSMICOS DE ESTRUCTURAS METÁLICAS. Tineo Moya Wilfredo Antonio, Miguel Cruz López, Roberto Estrada Cingualbres
...…………….........…....…....... 284
39 EFECTO DEL CAMBIO DE CORRUGADO EN ALETAS HELICOIDALES SOBRE EL NÚMERO DE NUSSELT. Emilio López, Rolando Simeón, Ricardo Ávila
...…………….........…....…....... 292
40 SISTEMA DE MÁQUINAS PARA REVESTIR CANALES MAGISTRALES. Julián Remberto Sánchez Alonso, Eusebio Ramón González Utria
...…………….........…....…....... 299
41 SISTEMA EXPERTO PARA LA IDENTIFICACIÓN DE AVES DEL GÉNERO ICTERUS. Javier Arruda, Milagros Barrera, Glendys Muñoz, Esmeralda Ramos
...…………….........…....…....... 306
42 APLICACIÓN DE MÓDULOS DIDÁCTICOS PARA LA COMPRENSIÓN DE LOS SISTEMAS INALÁMBRICOS. Pedro Landaeta
...…………….........…....…....... 315
42 ROBOT (AUTIS 1.50) PARA LA ESTIMULACIÓN NEUROCOGNITIVA EN NIÑOS CON AUTISMO. Rafael Ángel Telles Silva, Norelis Bolívar Santamaría
...…………….........…....…....... 322

http://ixselasi.blogspot.com/ Comité Científico: [email protected], [email protected]
Comité Organizador: [email protected], [email protected]
43 SISTEMA INTEGRADO HOJA DE CÁLCULO, SIG Y CAD PARA CALCULAR LA FACTIBILIDAD DE UNA NUEVA ESTACIÓN FM. Andrés Castillo
...…………….........…....…....... 328
44 LOS ENFOQUES DE LA COMPLEJIDAD Y SU EXTENSIÓN A LAS INGENIERÍAS. Elsa Rodríguez Castellanos, José Arzola Ruiz
...…………….........…....…....... 334
45 INTERFAZ PARA ESTIMAR LA FRECUENCIA GLOTAL EN NIÑOS HIPOACUSICOS EN EL PROCESO DE ENSEÑANZA DEL HABLA. Miguel Joaquín Millán Lovera
...…………….........…....…....... 345
46 “FRADSIMULATOR” SIMULADOR DE PROTOCOLO FRAME RELAY PARA LA ENSEÑANZA DE REDES WAN. Pedro Adonis Hernández Pérez
...…………….........…....…....... 354
47 ASPECTOS BÁSICOS DE SEGURIDAD EN UNA RED WIFI. Dianella Anais Stuch Dorta
...…………….........…....…....... 362
48 CONTROL FUZZY Y CONTROL EN CASCADA DE LA VELOCIDAD DE UN MOTOR DE CD. Marielsi Futrille, Angulo Aguilera
...…………….........…....…....... 366
49 DISEÑO DE UNA MÁQUINA DE ROTOMOLDEO PARA PIEZAS DE MEDIANA CAPACIDAD, CON AUXILIO DE SISTEMAS CAD. Freddy Amado Leal, Rolando E. Simeón Monet
...…………….........…....…....... 373
50 DISEÑO DE CHIMENEA C-301, PLANTA DE FERTILIZANTES GRANULADOS NPK, COMPLEJO PETROQUÍMICO MORÓN. Jairo David Palacios, Javier Hernán Cárdenas Caña, Héctor Marcano
...…………….........…....…....... 382
52 SUSTITUCION DE MATERIAL EN ZONA ACIDA DE TORRES DE ABSORCION C-02 Y C-03, PLANTA DE ACIDO SULFURICO, COMPLEJO PETROQUÍMICO MORÓN. Jairo David Palacios, Benito Romero, María Boca
...…………….........…....…....... 387
53 MODIFICACIONES EN EL REFORMADOR PRIMARIO A-701 DE LA PLANTA DE AMONÍACO DEL COMPLEJO PETROQUÍMICO MORÓN. Jairo David Palacios, Javier Hernán Cárdenas Caña, Jorge L. Pérez
...…………….........…....…....... 392
54 DISEÑO Y CONSTRUCCIÓN DE UN EQUIPO PARA SEGUIMIENTO SOLAR AUTOMÁTICO E IMPLEMENTACIÓN DE UN SOFTWARE DE SUPERVISIÓN PARA UN SISTEMA MÓVIL FOTOVOLTAICO. Javier Almeida, Roberto Gutiérrez, Paúl Ayala
....………….........…....…...........
398

http://ixselasi.blogspot.com/
Comité Científico: [email protected], [email protected]
Comité Organizador: [email protected], [email protected]
55
56
57
CONTROL PREDICTIVO BASADO EN MODELO DEL NIVEL EN EL DOMO DE
UNA CALDERA BAGACERA.
Ernesto Fernández Rodríguez, Guillermo Hernández Regueiro, Alejandro Pita Fajardo,
Susset Guerra Jiménez
DISEÑO DE UN CONTROLADOR MULTIVARIABLE IMC DESACOPLADO PARA
UNA UNIDAD MANEJADORA DE AIRE.
Ernesto Fernández Rodríguez, Osmany Oramas Padrón, Marcos A. Pérez Milián
APLICACIÓN DEL MEF A LA INGENIERÍA Y LA BIOMECÁNICA.
Roberto Andrés Estrada Cingualbres
....………….........…....….......
....………….........…....….......
....………….........…....….......
405
412
419

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
Máximo Mínimo PromedioDiámetros
aguas arribaError
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
Lecturas por prueba
Total de lecturasExperimento Diámetro Gasto (l/s) Dias de
prueba
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
Ubicación de los sensores, diámetros desde el codo
Dife
renc
ia, %
Gas
to e
n el
ver
tedo
r, Q
v, i/
s
Ubicación de los sensores, diámetros desde el codo
Dife
renc
ia, %
Gas
to e
n el
ver
tedo
r, Q
v, l/
s
Ubicación de los sensores, diámetros desde el codo
Porc
enta
je d
e Er
ror %
Gas
to e
n el
ver
tedo
r, Q
v, l/
s
-10
0
10
20
30
40
50
60
70
80
90
Ubicación de los sensores, diámetros desde el codo
Dife
renc
ia, %
Gas
to e
n el
ver
tedo
r, Q
v, i/
s
Ubicación de los sensores, diámetros desde el codo
Porc
enta
je d
e Er
ror %
Gas
to e
n el
ver
tedo
r, Q
v, l/
s
Ubicación de los sensores, diámetros desde el codo
Dife
renc
ia, %
Gas
to e
n el
ver
tedo
r, Q
v, l/
s

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
Nota: Los valores de duración en millones de ciclos fueron calculados considerando capacidad de carga dinámica Cr = 28 500 N, Fr = Cr, velocidad de rotación n = 1500 rpm y viscosidad del lubricante = 12 mm2/s.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
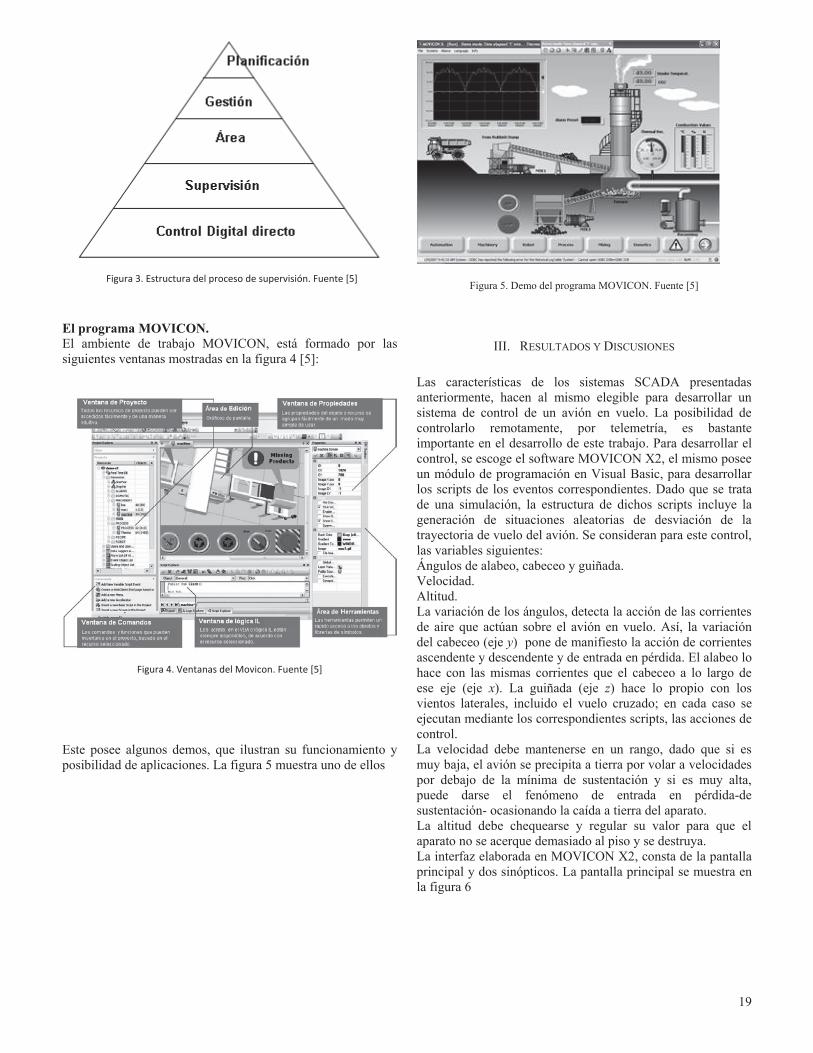
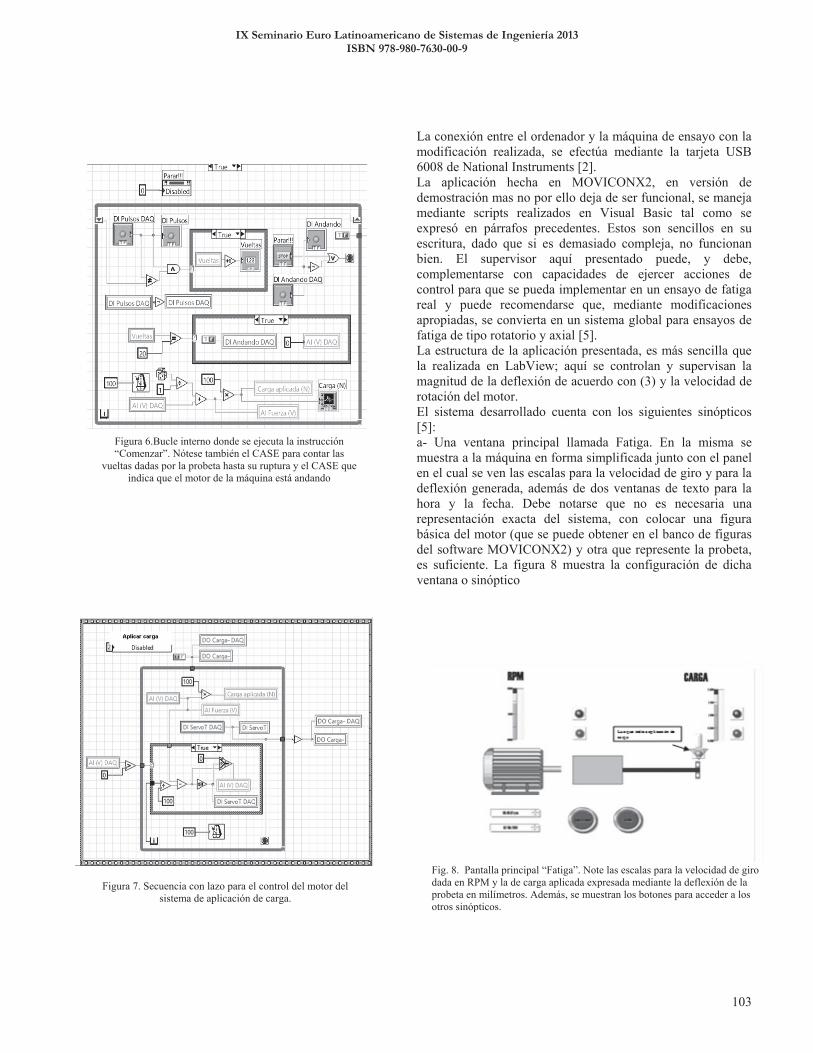
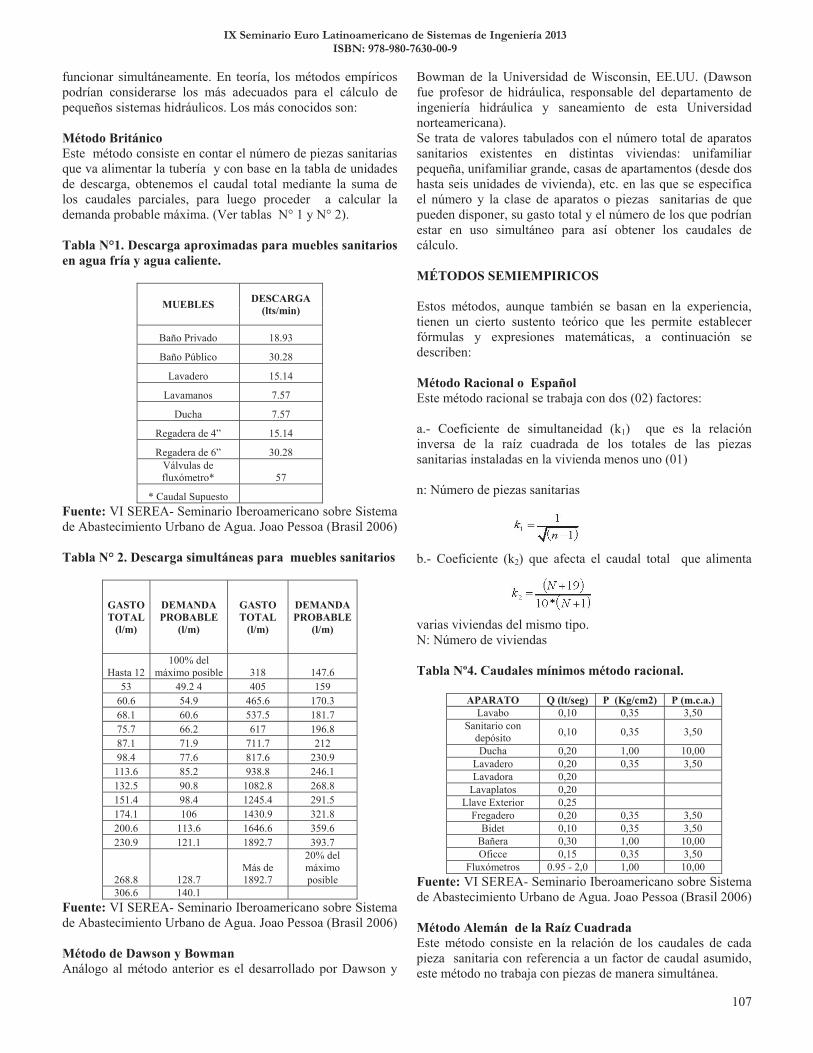
Figura 3. Estructura del proceso de supervisión. Fuente [5]
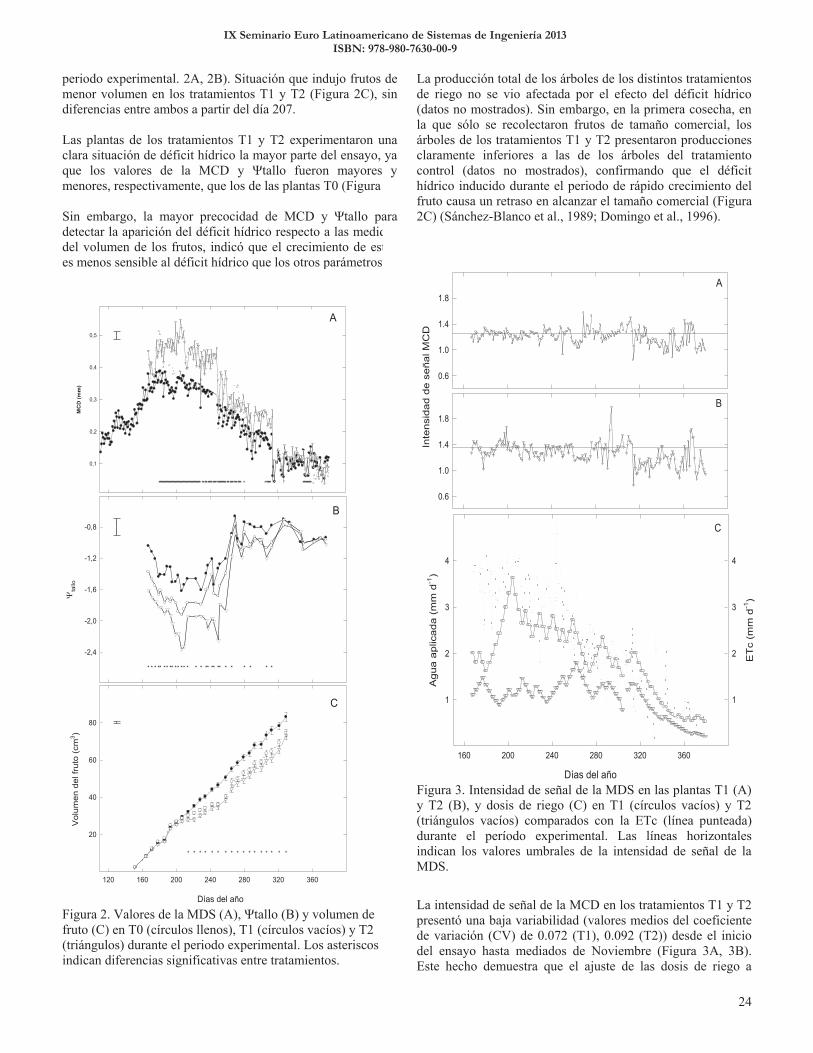
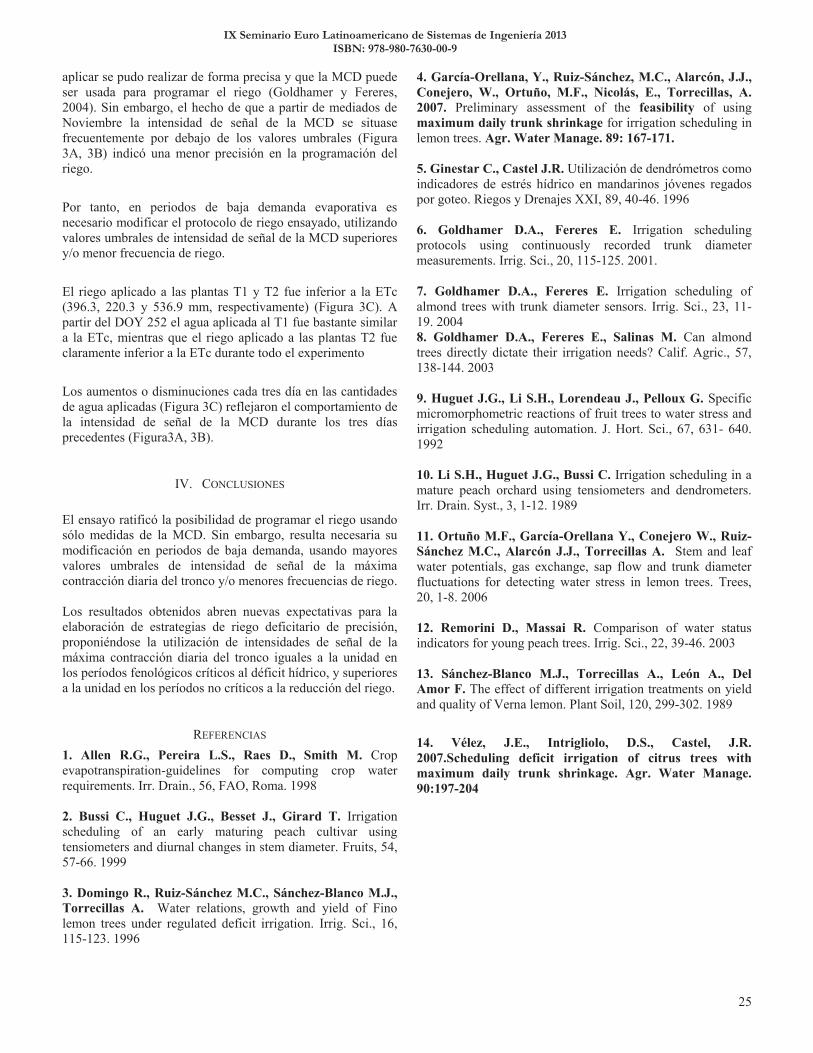
Figura 4. Ventanas del Movicon. Fuente [5]

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9


IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
MC
D (m
m)
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013ISBN: 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
Parámetro Valor

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
Valor
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
CHC EDA
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
CHC EDA
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
42

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
43
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
44

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
45

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
46
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
47

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
48
Fuente: Propia, 2013
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
49

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
64%25%
11%
Adquisición de habilidades en el uso de nuevas tecnologías
77%
23%
Extensión de la experencia a otras asignaturas
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
61
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
62
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
63
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
64
(1)
(1a)
(2)
(3)
(3a)
(4)
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
65
(5)
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
66

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
67

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
68

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013
ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
SUBCUENCAS
PROFUNDIDAD Ó LÁMINA (mm)
Duración
(horas)
2AÑO
S
5AÑO
S10
AÑOS25
AÑOS50
AÑOS100
AÑOS200
AÑOS500
AÑOS
0123456
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
CAUDALES MÁXIMOS (m3/s)
PERIODOS DE RETORNO (AÑOS)
ESCENARIO 2AÑOS
5AÑO
S10
AÑOS25
AÑOS50
AÑOS100
AÑOS200
AÑOS500
AÑOS
1
2
3
4
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
0
20
40
60
80
100
120
0 0.5 1 1.5 2 2.5
% D
año
Profundidad de inundación (m)
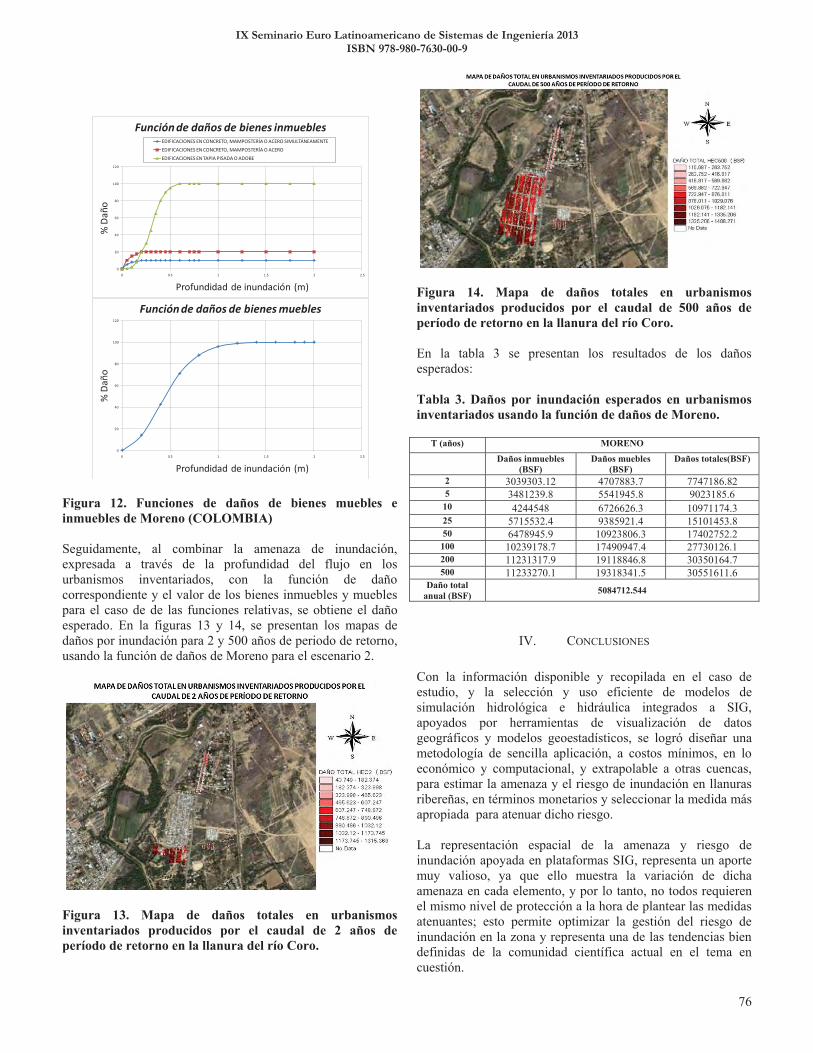
Función de daños de bienes inmueblesEDIFICACIONES EN CONCRETO, MAMPOSTERÍA O ACERO SIMULTÁNEAMENTEEDIFICACIONES EN CONCRETO, MAMPOSTERÍA O ACEROEDIFICACIONES EN TAPIA PISADA O ADOBE
0
20
40
60
80
100
120
0 0.5 1 1.5 2 2.5
% D
año
Profundidad de inundación (m)
Función de daños de bienes muebles

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
A)
B

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
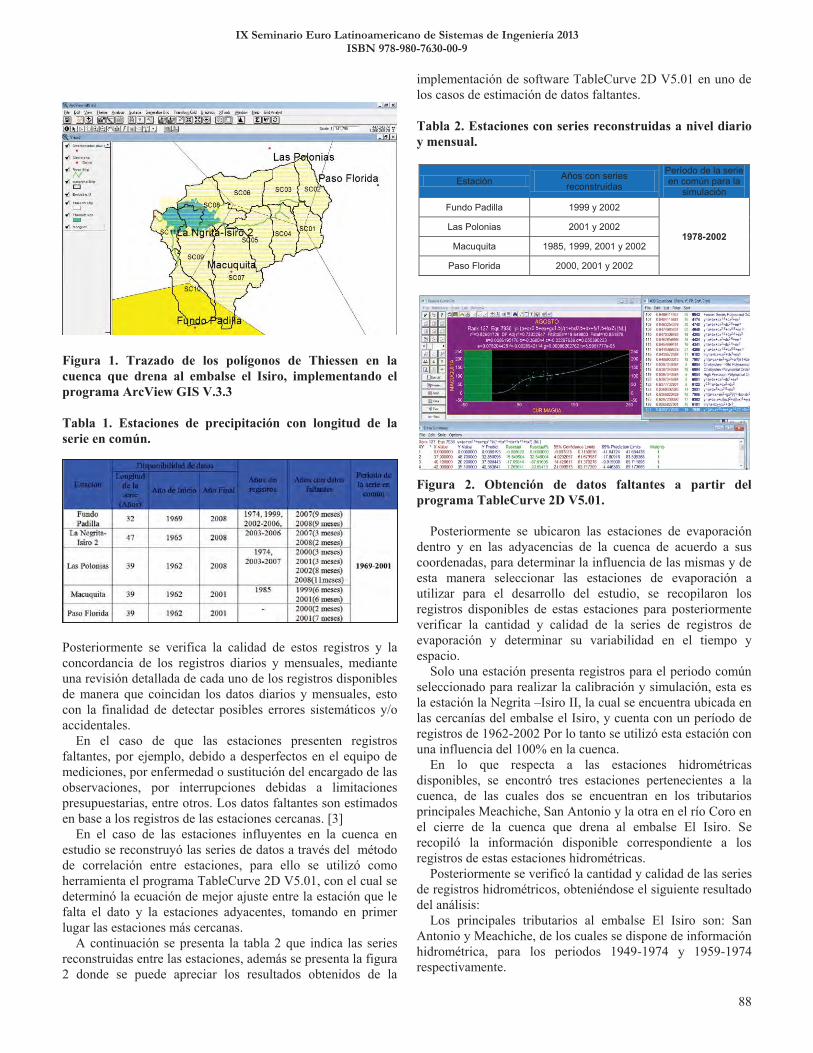
1978-2002

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
DURACIÓN (Horas)
6 500 200 100 50 25 10 5 2
PRECIPITACIÓN PUNTUAL
PRECIPITACIÓN DE DISEÑO
(Modelo general) PRECIPITACIÓN DE
DISEÑO (Modelo regionalizado)
PORCENTAJE DE REDUCCIÓN 42.80 42.65 42.52 42.38 42.26 42.28 42.77 46.78
PERÍODO DE RETORNO


IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

116
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
EXPERIENCIAS EN LA APLICACIÓN DE METODOS EVOLUCIONARIOS
MULTIOBJETIVOS EN LA OPTIMIZACIÓN Y REHABILITACIÓN DE REDES DE DRENAJE
URBANO
EXPERIENCES IN IMPLEMENTING MULTIOBJECTIVE EVOLUTIONARY METHODS IN
OPTIMIZATION AND REHABILITATION OF URBAN DRAINAGE NETWORKS
Dr. Wilmer Barreto
1Decanato de Ingeniería Civil UCLA, Av. La Salle antigua escuela ferroviaria, Barquisimeto-Venezuela
e-mail: [email protected]
RESUMEN. Una de las tareas más complejas de llevar a cabo en cualquier ciudad es la rehabilitación de los sistemas de drenaje
urbano, usualmente el mismo es acometido por entes gubernamentales, como por ejemplo las alcaldías u organismos dependientes de
las mismas. En la mayoría de los casos estas instituciones no poseen los recursos necesarios para acometer todas las labores requeridas
en el sistema en un corto plazo, por lo que la localización eficiente de dichos recursos es de prioridad para toma de decisiones.
Adicionalmente, el problema no es solo dependiente de los recursos financieros invertidos, sino que existen otras variables ya sean de
tipo tangible o intangible como lo son los daños materiales a edificaciones, disrupción del tránsito, proliferación de enfermedades
hídricas, satisfacción de los usuarios, etc., las cuales también deben ser consideradas en la toma de decisiones. En el presente trabajo se
detallan algunas experiencias del autor en cuanto al abordaje de este problema usando Algoritmos Genéticos (AGs) y en específico el
uso del “Non-Dominated Sorting Genetic Algorithm” (NSGA-II) en la optimización de la rehabilitación del drenaje urbano. La
aplicación de AGs para la optimización implica el establecer algunos parámetros como los son la mutación, el crossover, numero de
generaciones y la cantidad de la población a emplear, así mismo es necesario de establecer un criterio de parada en el número de
generaciones, estas incógnitas sobre la selección de estos parámetros se abordan en este trabajo para redes de drenaje pequeñas o de
mediana envergadura. Otro de los retos a enfrentar durante el proceso de optimización es el uso de modelos hidrodinámicos para la
estimación de la inundación, por lo que se pueden usar modelos uni, bidi o tridimensionales, esto acarrea el problema de que se
requiere de mayor poder computacional, el cual puede ser abordado de varias formas: el incremento en el tiempo de optimización, el
uso de súper-computadoras o la opción más económica del uso de clúster de computadoras, por lo que también se presentan algunas
experiencias en el uso de estos últimos donde se analizan las ventajas y desventajas de su uso. Por último mediante el uso del NSGA-II
se selecciona de forma óptima el periodo de retorno de diseño, usando el valor esperado de daños, mostrando su aplicación a una
ciudad Venezolana
Palabras Claves. Drenaje, Multi-Objetivo, NSGA-II, Optimización, Computación en Paralelo
ABSTRACT. One of the more complex tasks performed in any city is the rehabilitation of urban drainage systems, it is usually
undertaken by government agencies, such as municipalities or agencies under them. In most cases, these institutions do not have the
necessary resources to undertake all tasks required in the system in a short time, so efficient location of these resources is a priority for
decision making. Additionally, the problem is not only dependent on the financial resources invested , but there are other variables
type whether tangible or intangible such as physical damage to buildings , traffic disruption , proliferation of waterborne diseases ,
user satisfaction, which should also be considered in making decisions . In the present work describes some experiences of the author
as to the approach to this problem using Genetic Algorithms (GAs) and specifically the use of "Non - Dominated Sorting Genetic
Algorithm" (NSGA - II) optimization drainage rehabilitation urban. The application of GAs for optimization involves setting some
parameters as are mutation, crossover , number of generations and the number of people to use , so it is necessary to establish a
stopping criterion in the number of generations , these uncertainties over the selection of these parameters are discussed in this work
for small drainage networks or medium-sized . Another of the challenges faced during the optimization process is the use of
hydrodynamic models for flood estimation , so that you can use models uni, bidi or three-dimensional, this brings the problem that it
requires more computing power, which can be addressed in several ways: the increase in optimization time , the use of super -
computers or the cheaper option of using cluster of computers, so too are some experiences in the use of the latter where discusses the
advantages and disadvantages of their use. Finally using the NSGA- II is selected optimally design return period using the expected
value of damage, showing its application to a Venezuelan city
Keywords: Drainage, Multi-Objective, NSGA-II, Optimization, Parallel Computing
I. INTRODUCCIÓN
El drenaje es uno de los servicios de mayor importancia en
una ciudad, el impacto de un mal diseño del servicio de
drenaje puede acarrear graves consecuencias como daños
directos como los daños materiales a viviendas, perdidas de
enceres, daños a la vialidad y hasta la pérdida de vidas
humanas. También se producen otros daños intangibles como
lo es el retardo o inasistencia al trabajo, interrupción de los
servicios básicos, promover la proliferación de enfermedades
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
117
hídricas por vectores o caldo de cultivo de bacterias. De aquí
que se requiere de un buen diseño de estos sistemas.
Existen muchos factores el por qué puede fallar un sistema de
drenaje urbano, las causas van desde fallas estructurales,
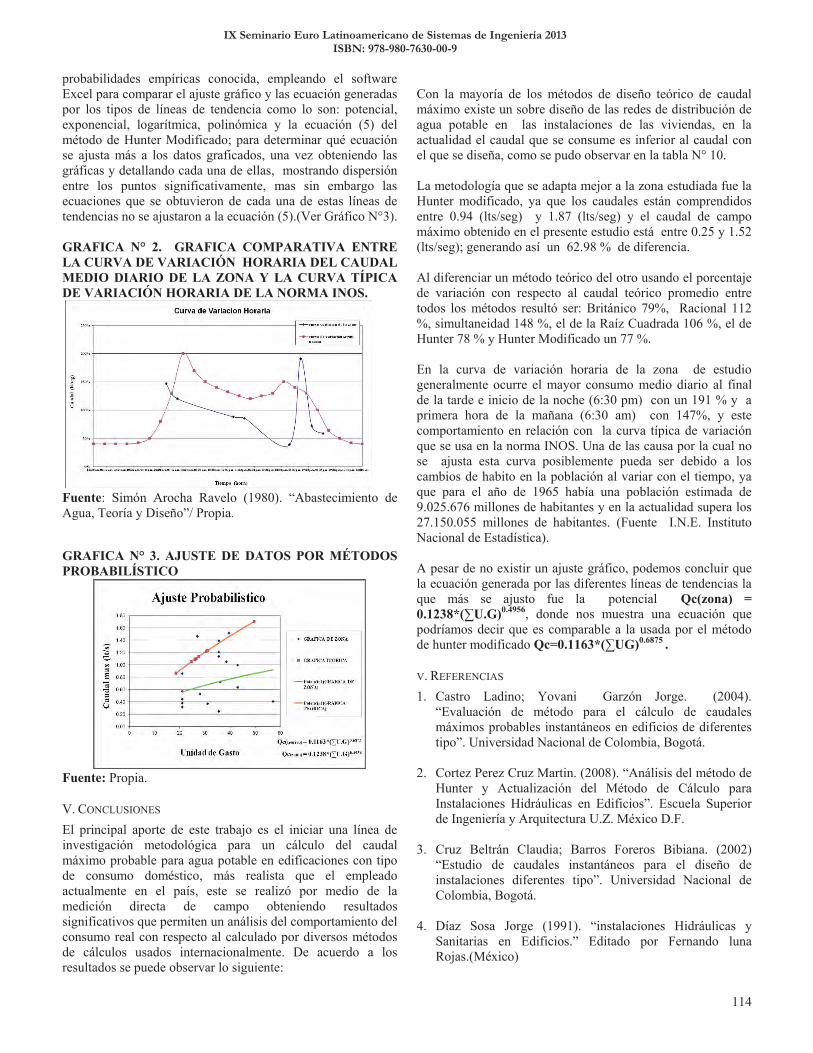
hidráulicas o ambientales. Así mismo la población al crecer va
exigiendo más al sistema hasta que el mismo termina fallando
por capacidad. En Latinoamérica en especial este problema del
crecimiento urbano se ve afectado por la migración de las
personas de la zona rural a las ciudades en busca de mejores
condiciones de vida, lo que obliga a estos a agruparse en
nuevos desarrollos que carecen de servicios, y donde le
drenaje no es una prioridad. Según estadísticas del banco
mundial los países con mayor urbanización en los últimos
años son los de países latinoamericanos, como se puede
observar en la Figura 1, donde Brasil y Venezuela van a la
cabeza, mientras que los países de Europa se mantienen
estables.
En la mayoría de los países de Latinoamérica y en específico
Venezuela el drenaje no había sido considerado como
prioridad, esto producto de que las otras carencias de servicios
más básicos o prioritarios como lo es el agua potable, y el
servicio de cloacas. Esto ha trajo como consecuencia que el
drenaje no fuera considerado prioridad y dado al poco
crecimiento de la ciudades estos eran inexistentes o de
pequeña envergadura, al crecer las ciudades el sistema era más
exigido y ha comenzado a causar mayores daños, viéndose
problemas de inundaciones en forma más frecuente.
Notándose en los cientos de damnificados que se tienen cada
año.
Figura 1 Población urbana en porcentaje del total (fuente
Banco Mundial 2011)
.
El diseño de estos sistemas es elaborado con normativas que
datan en los mejores casos de los años 1990 o como el caso de
Venezuela la normativa es anterior al año 1980. El diseño es
efectuado mediante la selección de una lluvia de diseño con un
periodo de retorno y una duración determinada, con la que se
genera un hidrograma de diseño o solo se determina el caudal
pico con la formula racional, para luego mediante una
ecuación de flujo permanente y uniforme (Manning) se
calcular la capacidad de canales y colectores.
Si bien este tipo de diseño puede ser aceptado para
poblaciones pequeñas o medianas, no lo es cuando se trata de
mega-ciudades, con poblaciones que a muchas veces superan
el millón de habitantes o en ciudades planas o de tipo
costanero, conde el asumir ecuaciones de flujo permanente no
es lo más adecuado ya que terminan sobre-dimensionando o
sub-dimensionando el sistema de drenaje.
Un problema aun de mayor complejidad lo representa el
rehabilitar este tipo de drenajes, que han crecido en forma no
planificada. La rehabilitación consiste en llevar al sistema no
solo a sus condiciones iniciales de diseño, sino a un sistema
que ahora sea capaz de prestar el servicio a este crecimiento
poblacional de forma adecuada. Por ejemplo las ciudades
europeas están sometidas a una demanda constante en sus
sistemas de drenaje, ya que el crecimiento poblacional es
mínimo, mientras que las ciudades como las de Latinoamérica
requieren de una mejora ya que la demanda del servicio es
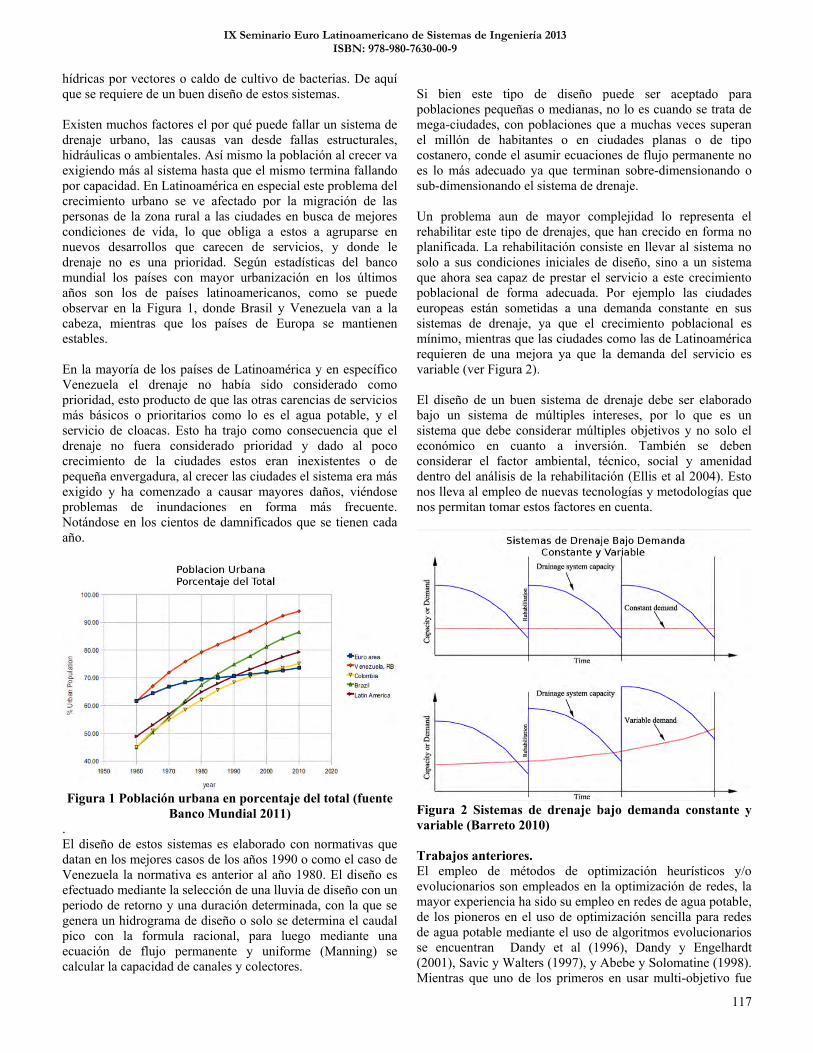
variable (ver Figura 2).
El diseño de un buen sistema de drenaje debe ser elaborado
bajo un sistema de múltiples intereses, por lo que es un
sistema que debe considerar múltiples objetivos y no solo el
económico en cuanto a inversión. También se deben
considerar el factor ambiental, técnico, social y amenidad
dentro del análisis de la rehabilitación (Ellis et al 2004). Esto
nos lleva al empleo de nuevas tecnologías y metodologías que
nos permitan tomar estos factores en cuenta.
Figura 2 Sistemas de drenaje bajo demanda constante y
variable (Barreto 2010)
Trabajos anteriores.
El empleo de métodos de optimización heurísticos y/o
evolucionarios son empleados en la optimización de redes, la
mayor experiencia ha sido su empleo en redes de agua potable,
de los pioneros en el uso de optimización sencilla para redes
de agua potable mediante el uso de algoritmos evolucionarios
se encuentran Dandy et al (1996), Dandy y Engelhardt
(2001), Savic y Walters (1997), y Abebe y Solomatine (1998).
Mientras que uno de los primeros en usar multi-objetivo fue
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
118
Gessler y Walski (1985), ellos usaron una función de
beneficio en el programa “Distribution Systems Optimization”
(WADISO), mientras que Prasad y Park (2004) aplicaron el
algoritmo multiobjetivo “Nondominated Sorting Genetic
Algorithm” (NSGA) para una red de distribución de agua
potable. Kapelan et al (2006) desarrollaron una nueva versión
de un algoritmo multiobjetivo evolucionario basado en el
NSGA el cual introduce incertidumbre en el proceso de
optimización. Además de estos autores existen otros, con
trabajos similares de más reciente data, que se enfocan en solo
en diseños nuevos.
Para el caso de la optimización multiobjetivo para
rehabilitación de drenaje urbano la literatura es muy escasa, y
ha sido poco estudiada. Se pueden citar artículos como
Loganathan et al (1982 y 1985) el cual trabajo con sistemas de
almacenamiento, Rauch y Harremoes (1999) quienes
introdujeron el uso de AG en la optimización de derrame por
sobre flujo en sistemas combinados de drenaje y Di Piero et al
(2005) quien uso optimización multiobjetivo en la calibración
de los modelos lluvia escorrentía para drenaje Urbano.
Si bien estas experiencias demostraban que se pueden
optimizar redes y ser empleados en drenaje, ninguno usaba
modelos complejos hidrodinámicos para el cálculo de los
daños o de los objetivos. Para agua potable se usan redes de
tuberías sin embargo el método de cálculo es bajo flujo
permanente y uniforme o el mejor de los casos es empleado
flujo pseudo-permante para considerar el efecto del tiempo.
Uno de los primeros trabajos que emplearon Algoritmos
Genéticos (AG) integrando modelos hidrodinámicos y redes
de drenaje fue presentado por Dorn y Ranjithan (2004), los
cuales desarrollaron un método de optimización evolucionaria
para optimización del diseño de una red de drenaje usando el
SWMM de la EPA como modelo de cálculo. Tambien
Barreto (2006) presenta la integración del NSGA II (Deb et al
2002) con el modelo hidrodinámico del “Danish Hydraulic”
MOUSE como motor de cálculo hidrodinámico para la
rehabilitación de una red pequeña de drenaje urbano.
II. MATERIALES Y MÉTODOS
Rehabilitación de un sistema de drenaje urbano.
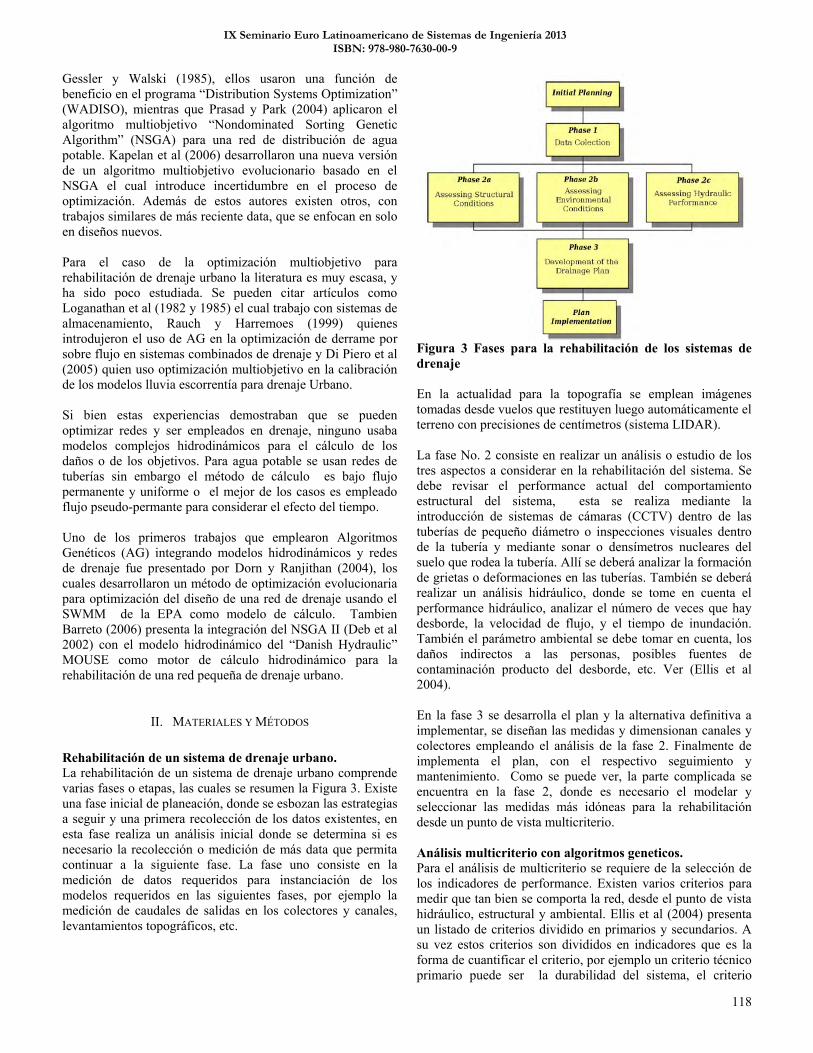
La rehabilitación de un sistema de drenaje urbano comprende
varias fases o etapas, las cuales se resumen la Figura 3. Existe
una fase inicial de planeación, donde se esbozan las estrategias
a seguir y una primera recolección de los datos existentes, en
esta fase realiza un análisis inicial donde se determina si es
necesario la recolección o medición de más data que permita
continuar a la siguiente fase. La fase uno consiste en la
medición de datos requeridos para instanciación de los
modelos requeridos en las siguientes fases, por ejemplo la
medición de caudales de salidas en los colectores y canales,
levantamientos topográficos, etc.
Figura 3 Fases para la rehabilitación de los sistemas de
drenaje
En la actualidad para la topografía se emplean imágenes
tomadas desde vuelos que restituyen luego automáticamente el
terreno con precisiones de centímetros (sistema LIDAR).
La fase No. 2 consiste en realizar un análisis o estudio de los
tres aspectos a considerar en la rehabilitación del sistema. Se
debe revisar el performance actual del comportamiento
estructural del sistema, esta se realiza mediante la
introducción de sistemas de cámaras (CCTV) dentro de las
tuberías de pequeño diámetro o inspecciones visuales dentro
de la tubería y mediante sonar o densímetros nucleares del
suelo que rodea la tubería. Allí se deberá analizar la formación
de grietas o deformaciones en las tuberías. También se deberá
realizar un análisis hidráulico, donde se tome en cuenta el
performance hidráulico, analizar el número de veces que hay
desborde, la velocidad de flujo, y el tiempo de inundación.
También el parámetro ambiental se debe tomar en cuenta, los
daños indirectos a las personas, posibles fuentes de
contaminación producto del desborde, etc. Ver (Ellis et al
2004).
En la fase 3 se desarrolla el plan y la alternativa definitiva a
implementar, se diseñan las medidas y dimensionan canales y
colectores empleando el análisis de la fase 2. Finalmente de
implementa el plan, con el respectivo seguimiento y
mantenimiento. Como se puede ver, la parte complicada se
encuentra en la fase 2, donde es necesario el modelar y
seleccionar las medidas más idóneas para la rehabilitación
desde un punto de vista multicriterio.
Análisis multicriterio con algoritmos geneticos.
Para el análisis de multicriterio se requiere de la selección de
los indicadores de performance. Existen varios criterios para
medir que tan bien se comporta la red, desde el punto de vista
hidráulico, estructural y ambiental. Ellis et al (2004) presenta
un listado de criterios dividido en primarios y secundarios. A
su vez estos criterios son divididos en indicadores que es la
forma de cuantificar el criterio, por ejemplo un criterio técnico
primario puede ser la durabilidad del sistema, el criterio

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
119
secundario seria la vida útil del sistema y el indicador
cuantificable o medible podría ser la rata de acumulación de
sedimentos, la durabilidad del material al desgaste o corrosión,
etc. Así mismo ocurriría con otros criterios, se puede usar un
solo indicador o varios en forma simultánea. Un listado de
estos criterios y otros se pueden encontrar en Barreto (2012).
Una vez que se seleccionan estos criterios es necesario
seleccionar el método de optimización. El presente artículo se
concentra en los métodos basados en algoritmos genéticos,
existen varios algoritmos genéticos para optimización
multiobjetivos, e-MOEA y NSGA-II son los más empleados
en ingeniería. Estos han demostrado ser relativamente
eficiente y precisos. Estos dos algoritmos fueron analizados
para identificar varios parámetros de importancia. Uno de los
inconvenientes de este tipo de algoritmos es que no se
detienen por si solos, sino que se requiere de prefijar la
cantidad de individuos a emplear y el número de iteraciones o
generaciones a realizar. De la misma manera es necesario fijar
parámetros como el valor de la mutación y el de cross-over.
Estos parámetros fueron analizados en una red hipotética,
Barreto (2010) la cual consistió de 12 tubos, 12 calles y 13
nodos ver Figura 4.
Figura 4 Red empleada para el análisis de los criterios de
parada
Para el análisis de la red fue necesario integrar el NSGA-II
con un modelo hidrodinámico, para este caso se escogió
MOUSE del Danish Institute of Technology. Para esta
integración fue necesario escribir un algoritmo de integración
capaz de leer los resultados del modelo hidrodinámico (1D),
calcular la profundidad de inundación y calcular el costo de
los daños causados. Este algoritmo fue escrito en leguaje
Pascal Delphi.
Funciones Objetivos.
Se emplearon inicialmente dos funciones objetivos para la
rehabilitación, que son el costo de remover e instalar las
tuberías y el daño causado por las inundaciones al
implementar una medida en particular. En otra de las
optimizaciones se emplearon tres objetivos, que es introducir
un objetivo adicional que es el stress de las personas al tener
una inundación determinada. Este último objetivo fue
implementado empleando las ecuaciones presentadas por
Lekuthai y Vongvisessomjai (2001). Las ecuaciones 1, 2 y 3
representan los objetivos empleados. Mayor información ver
Barreto (2012).
Computación en paralelo.
Producto del empleo de modelos hidrodinámicos, los cuales
son muy exigentes computacionalmente es necesario la
paralelización del algoritmo genético, en Barreto (2013) se
presenta en detalle como paraliza el NSGA-II, esta versión se
construye bajo un esquema de amo-esclavo. Para ello se
empleó la librería “Paralel Vitual Machine” conocida como
PVM. Se selecciona esta librería por que representa una
ventaja sobre otros protocolo que está diseñada para funcionar
con clúster de PC’s. La otra opción sería paralelizar usando
supercomputadoras pero estas no están al alcance de las
oficinas de ingeniería, sin embargo el armado de clúster de
PCs en una oficina es sencilla y aporta un buen poder
computacional al emplear más de cuatro PCs.
Esta implementación en paralelo fue comprobada usando el
ejemplo anterior y un estudio de caso con una parte de la red
de drenaje de Belo-Horizonte (Figura 5). Esta consta de 168
tuberías y 169 nodos. Por lo que es una red de medianas
dimensiones.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
120
Figura 5 Red y cuenca de Belo Horizonte
Selección del periodo de retorno.
Cuando se trabaja con costo de reposición de tuberías y daños
causados por inundaciones es necesario definir para que
periodo de retorno es se debe diseñar la red, si bien las normas
recomiendan un valor de diseño que varía entre 5 y 10 años
para zonas normales, no existe un valor que indique cual es el
más económico. Si bien un periodo de retorno bajo causa
pocos daños este se repetirá con frecuencia en la vida útil del
sistema, mientras que un periodo de retorno alto producirá
mucho daño pero puede que no se presente en la vida útil del
sistema de drenaje.
Un periodo de retorno está asociado a una probabilidad de
ocurrencia, muchas veces será mejor pagar los daños causados
por las inundaciones y no por la inversión de proteger. Esto
hace que pensar que debe existir un periodo de retorno que
minimice los daños y a su vez la inversión. Si se emplea el
valor probable de daños e inversión y se usan en los cálculos
todos los periodos de retornos es posible usando el Pareto que
se forma para minimizar la suma de inversión y daños. Para
ello se emplea la ecuación 4.
Para este ejemplo se empleó un estudio de caso en la ciudad
de Cabudare - Venezuela, el cual consta de 370 nodos y 370
tuberías.
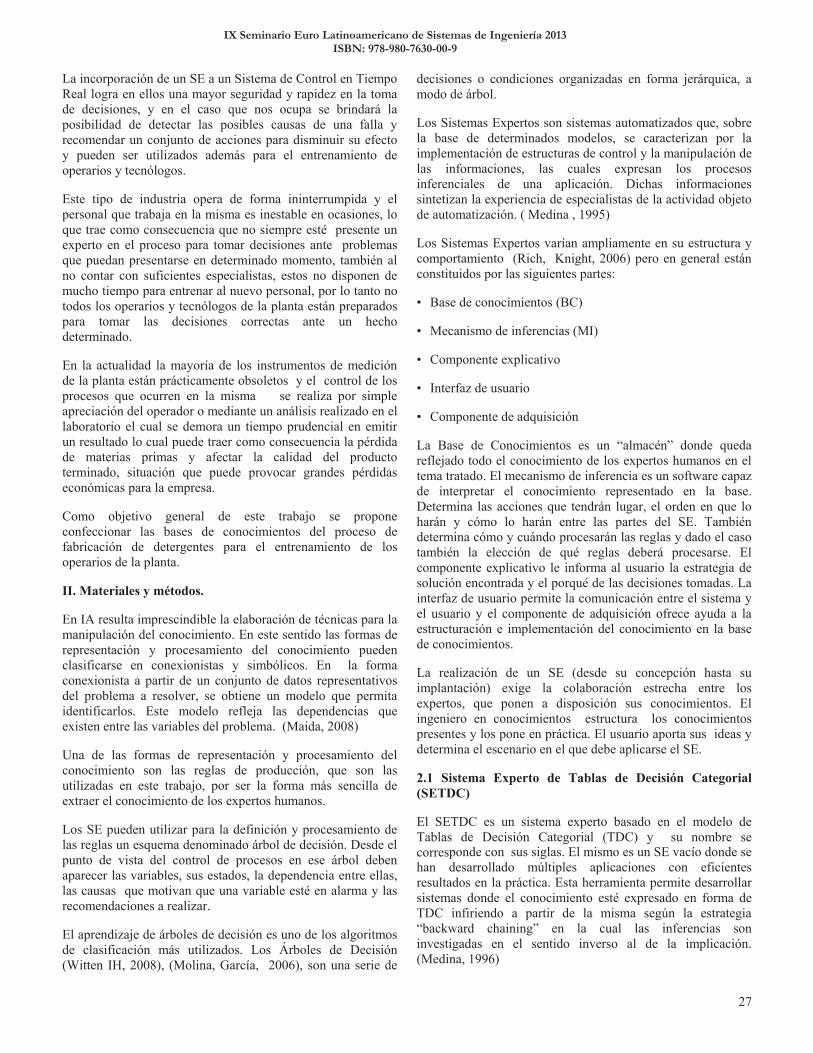
III. RESULTADOS Y DISCUSIONES
De la primera experiencia se obtuvo como resultado que el
hiper-volumen es más estable y presenta mejor convergencia
para ser seleccionado como criterio de parada de ambos
algoritmos genéticos ver Figura 6.
Figura 6 Hipervolumen y Iepsilon para el NSGA-II
Si bien el NSGA-II presenta mejor cardinalidad y diversidad
que el e-MOEA, este último presenta mejor distribución en el
Pareto que este último. En ambos algoritmos al aumentar la
población se incrementa el tiempo de cálculo
considerablemente. Al analizar los valores de crossover se
nota igual convergencia al mantenerlo entre 0.8 y 0.90. Con
una mutación de 0.0 el Pareto que se obtenía no era el más
óptimo, por lo que se presume se quedaba en óptimos locales,
encontrándose que la relación mejor fue de 0.1. Entre más
grande la red menor debe ser este valor, recomendándose un
valor del inverso del número de variables a emplear.
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
121
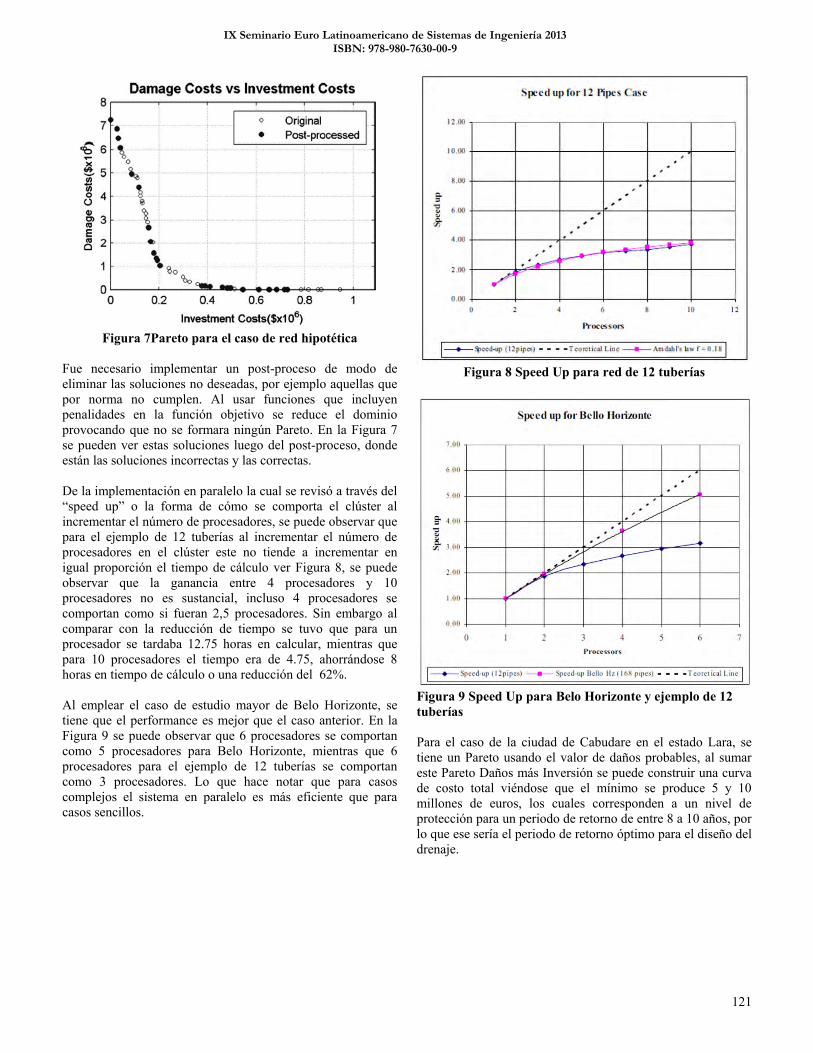
Figura 7Pareto para el caso de red hipotética
Fue necesario implementar un post-proceso de modo de
eliminar las soluciones no deseadas, por ejemplo aquellas que
por norma no cumplen. Al usar funciones que incluyen
penalidades en la función objetivo se reduce el dominio
provocando que no se formara ningún Pareto. En la Figura 7
se pueden ver estas soluciones luego del post-proceso, donde
están las soluciones incorrectas y las correctas.
De la implementación en paralelo la cual se revisó a través del
“speed up” o la forma de cómo se comporta el clúster al
incrementar el número de procesadores, se puede observar que
para el ejemplo de 12 tuberías al incrementar el número de
procesadores en el clúster este no tiende a incrementar en
igual proporción el tiempo de cálculo ver Figura 8, se puede
observar que la ganancia entre 4 procesadores y 10
procesadores no es sustancial, incluso 4 procesadores se
comportan como si fueran 2,5 procesadores. Sin embargo al
comparar con la reducción de tiempo se tuvo que para un
procesador se tardaba 12.75 horas en calcular, mientras que
para 10 procesadores el tiempo era de 4.75, ahorrándose 8
horas en tiempo de cálculo o una reducción del 62%.
Al emplear el caso de estudio mayor de Belo Horizonte, se
tiene que el performance es mejor que el caso anterior. En la
Figura 9 se puede observar que 6 procesadores se comportan
como 5 procesadores para Belo Horizonte, mientras que 6
procesadores para el ejemplo de 12 tuberías se comportan
como 3 procesadores. Lo que hace notar que para casos
complejos el sistema en paralelo es más eficiente que para
casos sencillos.
Figura 8 Speed Up para red de 12 tuberías
Figura 9 Speed Up para Belo Horizonte y ejemplo de 12
tuberías
Para el caso de la ciudad de Cabudare en el estado Lara, se
tiene un Pareto usando el valor de daños probables, al sumar
este Pareto Daños más Inversión se puede construir una curva
de costo total viéndose que el mínimo se produce 5 y 10
millones de euros, los cuales corresponden a un nivel de
protección para un periodo de retorno de entre 8 a 10 años, por
lo que ese sería el periodo de retorno óptimo para el diseño del
drenaje.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
122
Figura 10 Pareto y valor mínimo para Cabudare
IV. CONCLUSIONES
Como se puede deducir de lo anterior, la optimización usando
algoritmos genéticos posee varias aristas, sobre todo en
sistemas de drenaje urbano, los cuales requieren de modelos
hidrodinámicos en una, dos o tres dimensiones. Si bien en la
presente experiencias solo se usaron modelos
unidimensionales, la tendencia actual es usar modelos
hidrodinámicos en dos dimensiones lo que aumentaría aún
más la necesidad de computación en paralelo de modo no
simplificar los cálculos.
El uso del hiper-volumen como criterio de parada, podría
mejorar el funcionamiento actual de los modelos de
optimización multi-objetivo, reduciendo el riesgo de quedar
corto en las iteraciones y de utilizar tiempo innecesario.
La modelación en paralelo solo se justifica para modelación de
compleja o de envergadura y no para ejemplos sencillos, esto
debido que se utiliza mucho tiempo para la comunicación
entre procesadores y no para el cálculo del problema en sí.
REFERENCIAS
Ellis, J.B., Deutschb, JC., Mouchelb, J.M., Scholesa, L.,
Revitta, M.D. (2004). Multicriteria decision approaches to
support sustainable drainage options for the treatment of
highway and urban runoff. Science of the Total Environment,
334–335,pp 251–260.
Dandy, G. C., Simpson, A. R., and Murphy, L. J. (1996).
An improved genetic algorithm for pipe network optimization.
Water Resources Research, 32(2), pp. 449–458.
Savic, D. A., Walters, G. A. (1997). Genetic algorithms for
least cost design of water distribution networks. Journal of
Water Resources Planning and Management, 123(2), pp. 67–
77.
Abebe A.J., Solomatine D.P. (1998). Application of global
optimization to the design of pipe networks. Proceedings of
3rd International Conference on Hydroinformatics, pp. 989-
995.
Prasad T.D., Park, N. (2004). Multiobjective Genetic
Algorithms for Design of Water Distribution Networks.
Journal of Water Resources Planning and Management,
130(1), pp. 73-82.
Kapelan, Z., Savic, D.A., Walters, G.A., Babayan, A.V. (2006). Risk- and robustness-based solutions to a multi-
objective water distribution system rehabilitation problem
under uncertainty. Water Science and Technology, 53(1), pp.
61–75.
Loganathan, G. V., Delleur, J. W. and Segarra, R. I.
(1985). Planning detention storage for stormwater
management. Journal of Water Resources Planning and
Management, 111, pp. 382–398.
Rauch, W., Harremoes, P. (1999). On the potential of
genetic algorithms in urban drainage modeling. Urban Water,
1(1), pp. 79-89.
Di Pierro F., Djordjević S., Kapelan Z., Khu S.T., Savic D.,
Walters G.A. (2005) Automatic calibration of urban drainage
model using a novel multi-objective genetic algorithm. Water
Science and Technology, 52(5), pp. 43-52.
Dorn, J.L., Ranjithan, S. (2004). Generating Urban
Watershed Management Alternatives Using Evolutionary
Algorithms. ASCE World Water Congress.
Barreto W.J., Vojinovic Z., Price, R.K., Solomatine, D.P.
(2006) Approaches to Multi-Objective Multi-Tier
Optimization in Urban Drainage Planning. Proceedings 7th
International Conference on Hydroinformatics, Nice.
Deb K.; Pratap A.; Agarwall A. and Meyarivan T. (2002)
A Fast and Elitist Multiobjective Genetic Algorithm. IEEE
Transactions on Evolutionary Computation, vol. 6(2), pp. 182-
197.
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
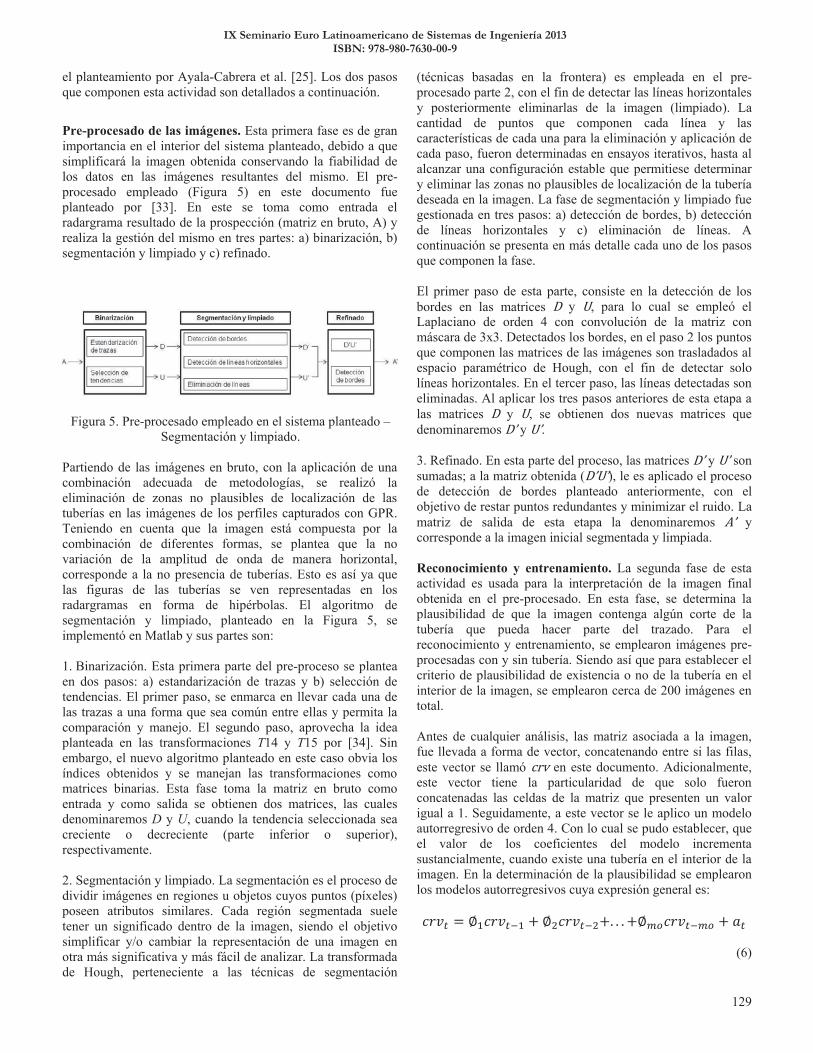
Esta primera fase es de gran importancia en el interior del sistema planteado, debido a que simplificará la imagen obtenida conservando la fiabilidad de los datos en las imágenes resultantes del mismo. El pre-procesado empleado (Figura 5) en este documento fue planteado por [33]. En este se toma como entrada el radargrama resultado de la prospección (matriz en bruto, A) y realiza la gestión del mismo en tres partes: a) binarización, b) segmentación y limpiado y c) refinado.
Partiendo de las imágenes en bruto, con la aplicación de una combinación adecuada de metodologías, se realizó la eliminación de zonas no plausibles de localización de las tuberías en las imágenes de los perfiles capturados con GPR. Teniendo en cuenta que la imagen está compuesta por la combinación de diferentes formas, se plantea que la no variación de la amplitud de onda de manera horizontal, corresponde a la no presencia de tuberías. Esto es así ya que las figuras de las tuberías se ven representadas en los radargramas en forma de hipérbolas. El algoritmo de segmentación y limpiado, planteado en la Figura 5, se implementó en Matlab y sus partes son: 1. Binarización. Esta primera parte del pre-proceso se plantea en dos pasos: a) estandarización de trazas y b) selección de tendencias. El primer paso, se enmarca en llevar cada una de las trazas a una forma que sea común entre ellas y permita la comparación y manejo. El segundo paso, aprovecha la idea planteada en las transformaciones T14 y T15 por [34]. Sin embargo, el nuevo algoritmo planteado en este caso obvia los índices obtenidos y se manejan las transformaciones como matrices binarias. Esta fase toma la matriz en bruto como entrada y como salida se obtienen dos matrices, las cuales denominaremos D y U, cuando la tendencia seleccionada sea creciente o decreciente (parte inferior o superior), respectivamente.
Segmentación y limpiado. La segmentación es el proceso de
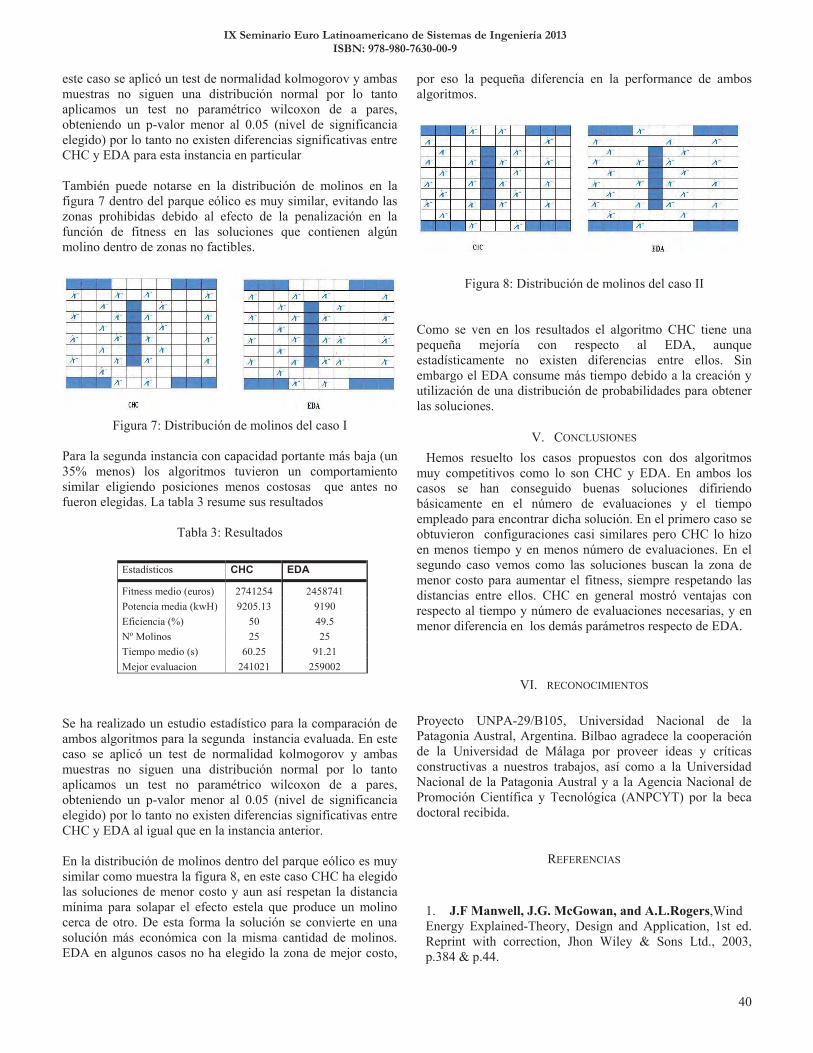
dividir imágenes en regiones u objetos cuyos puntos (píxeles) poseen atributos similares. Cada región segmentada suele tener un significado dentro de la imagen, siendo el objetivo simplificar y/o cambiar la representación de una imagen en otra más significativa y más fácil de analizar.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
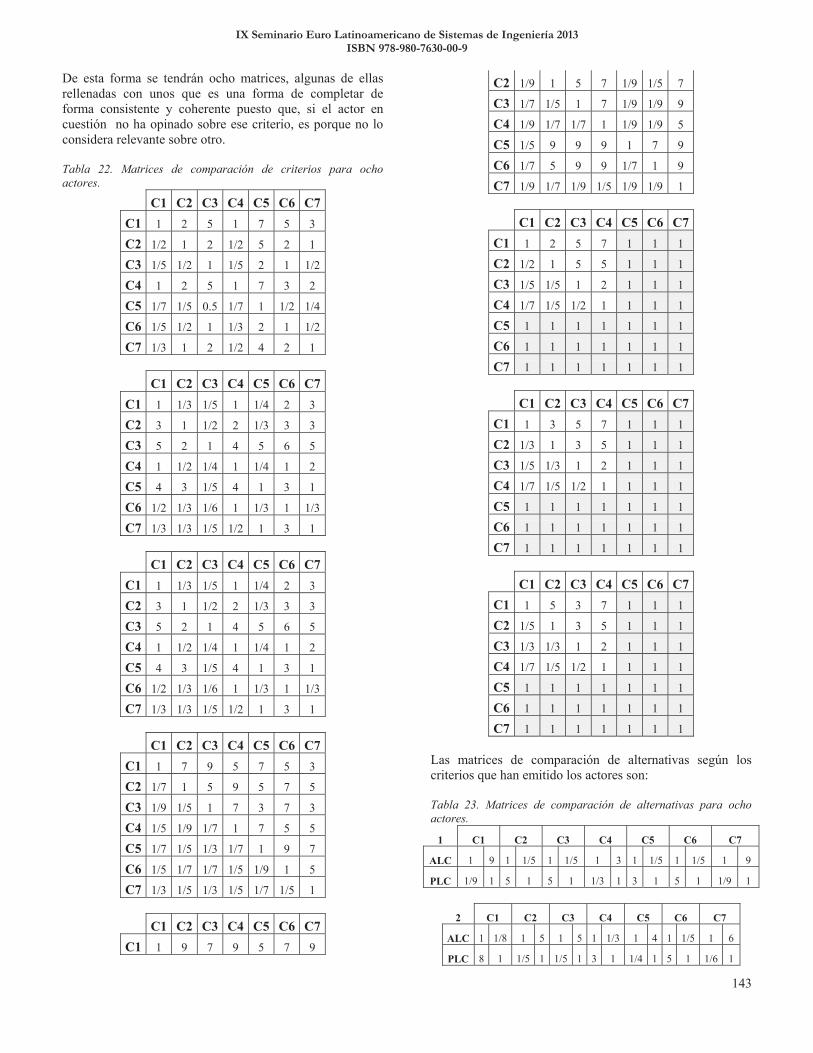
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
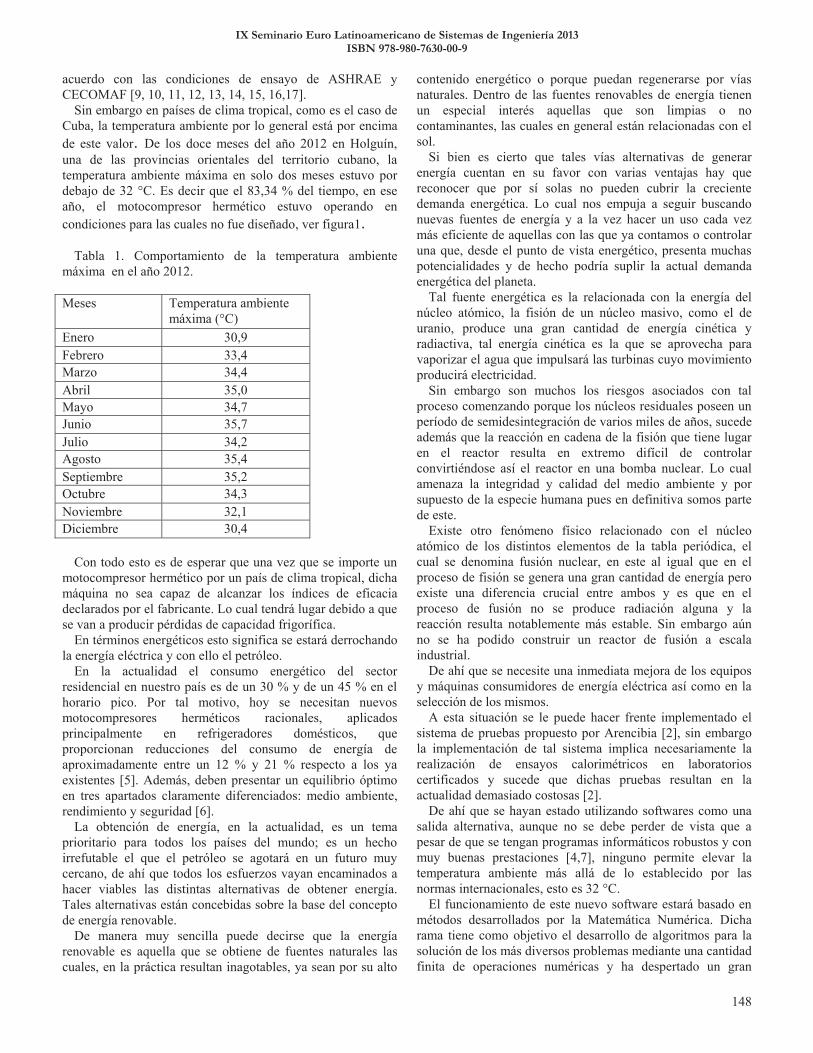
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
°
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
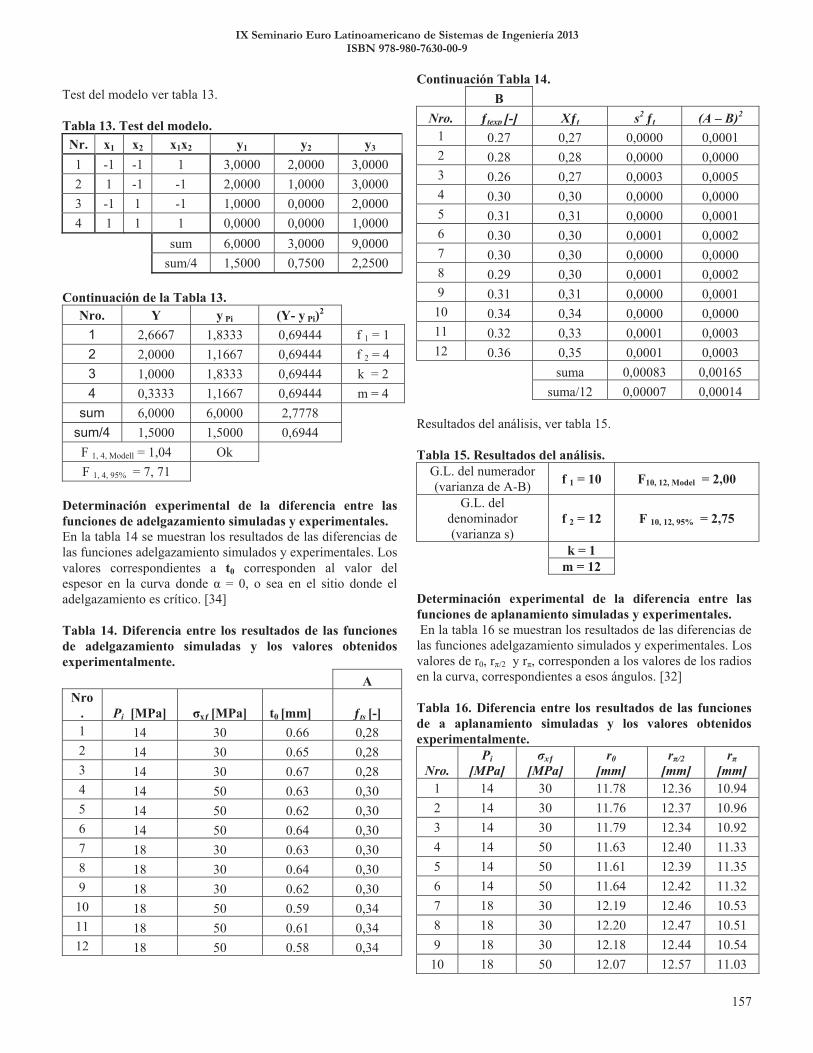
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
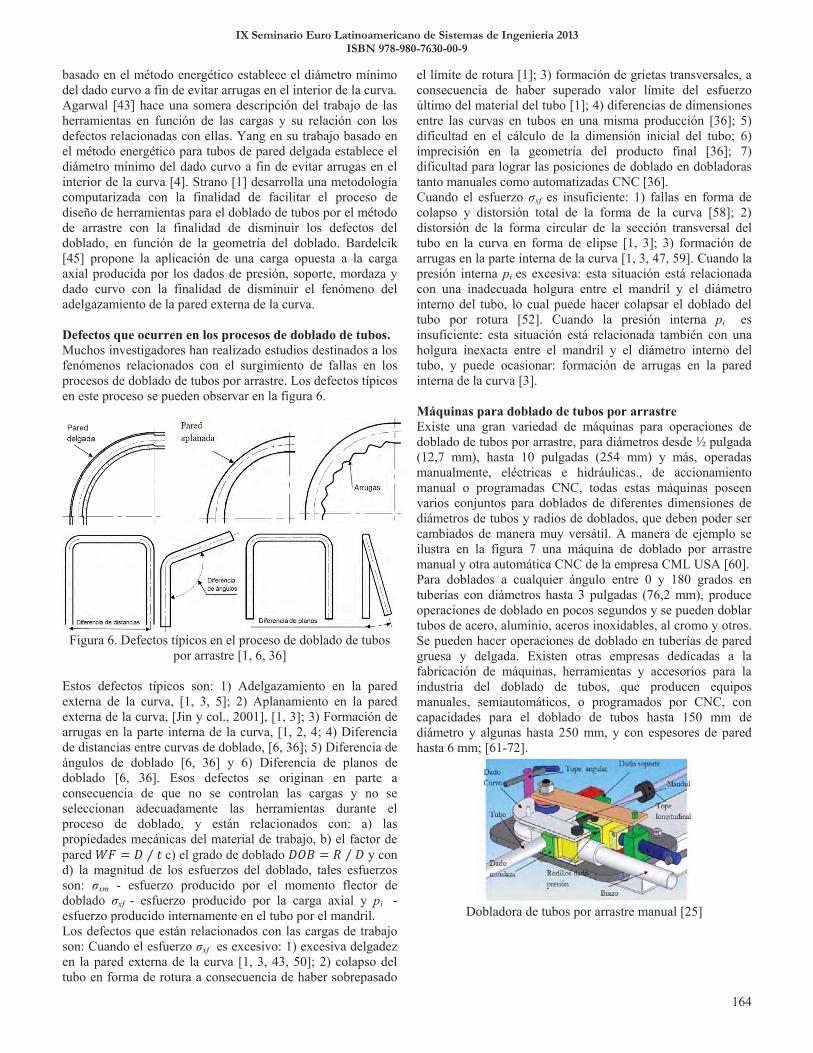
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
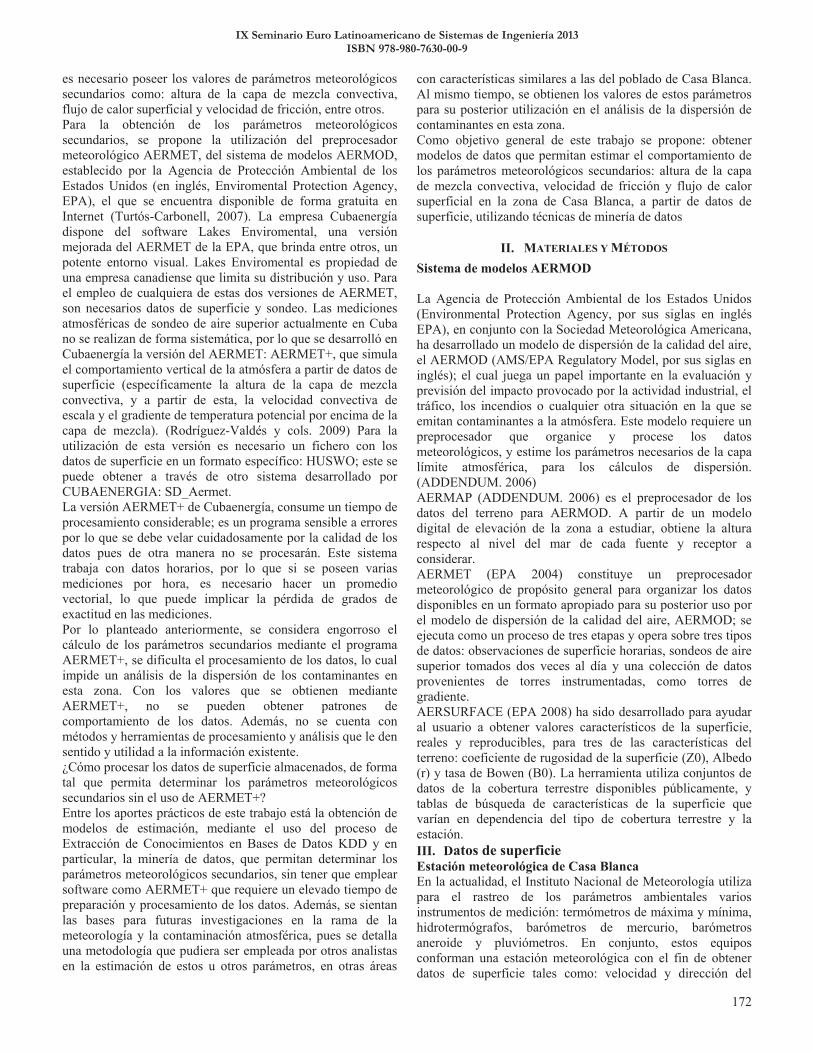
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
Extensión cieloOctavos
Extensión cieloCubierto/

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
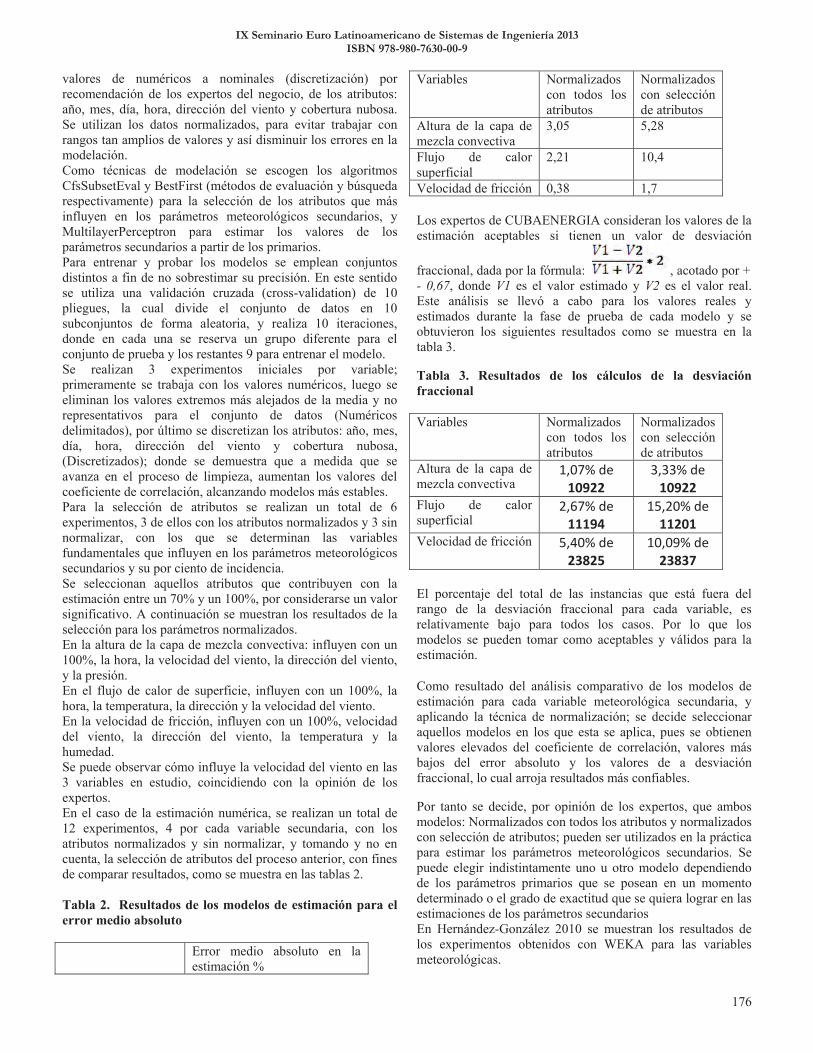
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
1,07% de 10922
3,33% de 10922
2,67% de 11194
15,20% de 11201
5,40% de 23825
10,09% de 23837

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
En la actualidad el problema de distribuir productos a partir de un depósito original (punto de origen) y una cantidad de clientes con una demanda por atender, juega un papel importante en empresas comercializadoras ya que planificar adecuadamente estos envíos puede significar considerables ahorros logísticos y sobretodo en costos como: el consumo de combustible, horas hombre, entre otros; que ayudarán a una mejor rentabilidad para los negocios hoy en día. Son por estas causas, que surge el problema de ruteo de vehículos (Vehicle Routing Problem o las siglas en inglés VRP).
Este problema consiste en generar rutas de reparto dado una cantidad de clientes por atender, un conjunto de vehículos de
reparto y un punto de origen, permitiendo minimizar ciertos factores que ayuden a la empresa a obtener beneficios; estos pueden ser: minimizar el tiempo de reparto, maximizar el ahorro de combustible en los vehículos, minimizar la cantidad de vehículos de reparto, lo cual llevaría a obtener menores costos y por lo tanto obtener beneficios y una mejor calidad de servicio e imagen [24]. Asimismo, presenta una serie de variantes como es el caso de incluir: la capacidad de un vehículo, espacios de tiempo de entrega, incluir varios puntos de origen, entre otros.
Su objetivo principal será minimizar la cantidad de vehículos y el tiempo de viaje (reduciendo así el gasto de combustible, choferes, horas hombre), siempre y cuando se respete que cada reparto no pueda exceder la capacidad que tiene un vehículo [6]. Este tipo de problemas no tienen una
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
solución exacta porque encontrar la ruta mínima entre dos puntos en un mapa que contiene miles de conexiones llevaría a realizar cálculos computacionales muy elevados. Por ello este tipo de problemas son clasificados como problemas de clase NP-duros [24].
En las dos últimas décadas ha emergido un nuevo tipo de técnicas aproximadas que consiste básicamente en la combinación de métodos heurísticos (técnicas aproximadas con componentes aleatorios guiados) básicos en entornos de más alto nivel con el fin de explorar el espacio de búsqueda de una forma eficiente y efectiva. Estos métodos son comúnmente conocidos con el término metaheurísticas. En [4] se pueden encontrar recopiladas varias definiciones de metaheurísticas dadas por diferentes autores, pero en general podemos decir que las metaheurísticas son estrategias de alto nivel que planifican de manera estructurada la aplicación de varias operaciones para explorar espacios de búsqueda de elevada dimensión y complejidad intrínseca.
Los algoritmos metaheurísticos son una familia de algoritmos cuya meta es precisamente dar soluciones aproximadas a problemas generales de tipo NP-duros sin necesidad de recorrer todo el espacio de búsqueda.
Los Algoritmos Evolutivos (AEs) son metaheurísticas que comparten un concepto base común que es simular la evolución de los individuos que forman la población usando un conjunto de operadores predefinidos de selección y de búsqueda. Existe una gran variedad de AEs, dentro de ellos se incluyen los Algoritmos Genéticos (AGs) [18] que son los utilizados en este problema. Otras tendencias en AEs hacen uso de enfoques con multirecombinación [13] y enfoques con múltiples padres conocidos como MCMP (Multiple Crossover Multiple Parent) [14].
Las metaheurísticas híbridas consisten en combinar dos o más algoritmos, diferentes metaheurísticas y métodos de otros campos de las metaheurísticas para obtener sistemas que aprovechen más las ventajas de las estrategias individuales para conseguir un mayor beneficio que podrían brindar por separado (sinergia). La combinación de estrategias que permitan la reducción de la complejidad del problema, y el mejoramiento de las soluciones son los enfoques más usados por los autores para hacer sus métodos competitivos.
Para algunos problemas prácticos y también académicos, los mejores resultados se han obtenido utilizando algoritmos híbridos. En [34] y [35] se presenta una taxonomía de metaheurísticas híbridas.
En este trabajo proponemos tres algoritmos híbridos que utilizan como base un algortimo evolutivo multirecombinativo con el objetivo de mejorar la performance obtenida por el algoritmo base sin hibridar.
El trabajo está organizado de la siguiente manera: La Sección 2 describe el problema y presenta algunos conceptos báscios sobre metaheurísticas y metaheuristicas hibridas, estableciendo las extensiones en los últimos años y los métodos de resolución existentes. La Sección 3 se muestran los algoritmos propuestos. Sección 4 se muestra el diseño de experimentos y los resultados obtenidos. Finalmente, la Sección 5 provee las conclusiones y futuras líneas de investigación.
El VRP se puede definir como un problema de programación entera perteneciente a la categoría de problemas NP-durosEntre las diferentes variedades de VRP trabajaremos con el VRP de Capacidad limitada (CVRP), en el que cada vehículo tiene una capacidad uniforme de un único artículo. Definimos el CVRP sobre un grafo no dirigido G = (V, E) donde V={v0, v1,..., vn} es un conjunto de vértices y E = {(vi, vj) / vi, vj Є V, i< j} es un conjunto de ejes.
Los vértices v0 parten del depósito, y es desde donde m vehículos de capacidad Q deben abastecer a todas las ciudades o clientes, representados por un conjunto de n vértices {v1, ..., vn}.
Definimos E una matriz C = (cij) de costo, distancia o tiempo de viaje no negativos entre los clientes vi y vj. Cada cliente vi tiene una demanda no negativa de artículos qi y tiempos de entrega δi (tiempo necesario para descargar todos los artículos). Siendo v1,..., vm una partición de V, una ruta Ri es una permutación de los clientes en Vi especificando el orden en el que se visitan, comenzando y terminado en el deposito v0. El costo de una ruta dada Ri = { v0, v1, ..., vk+1 }, donde vj Є V y v0 = vk+1= 0 (0 indica el depósito), viene dada por:
Cost(Ri)= Ci,j+1 + δj (1) y el costo de la solución al problema (S) es:
FCVRP(S) = Cost(Ri) (2) El CVRP consiste en determinar un conjunto de m rutas (i)
de costo total mínimo - como especifica la ecuación (2); (ii) empezando y terminando en el deposito v0; de forma que (iii) cada cliente es visitado una sola vez por un sólo vehículo, sujeto a las restricciones (iv) de que la demanda total de cualquier ruta no exceda:
; y (v) la duración total de
cualquier ruta no supera el límite preseleccionado D (Cost(Ri) ≤ D). Todos los vehículos tienen la misma
capacidad y transportan el mismo tipo de artículo. El número de vehículos puede ser un valor de entrada o una variable de decisión. En este estudio, la longitud de las rutas se minimiza independientemente del número de vehículos utilizados.
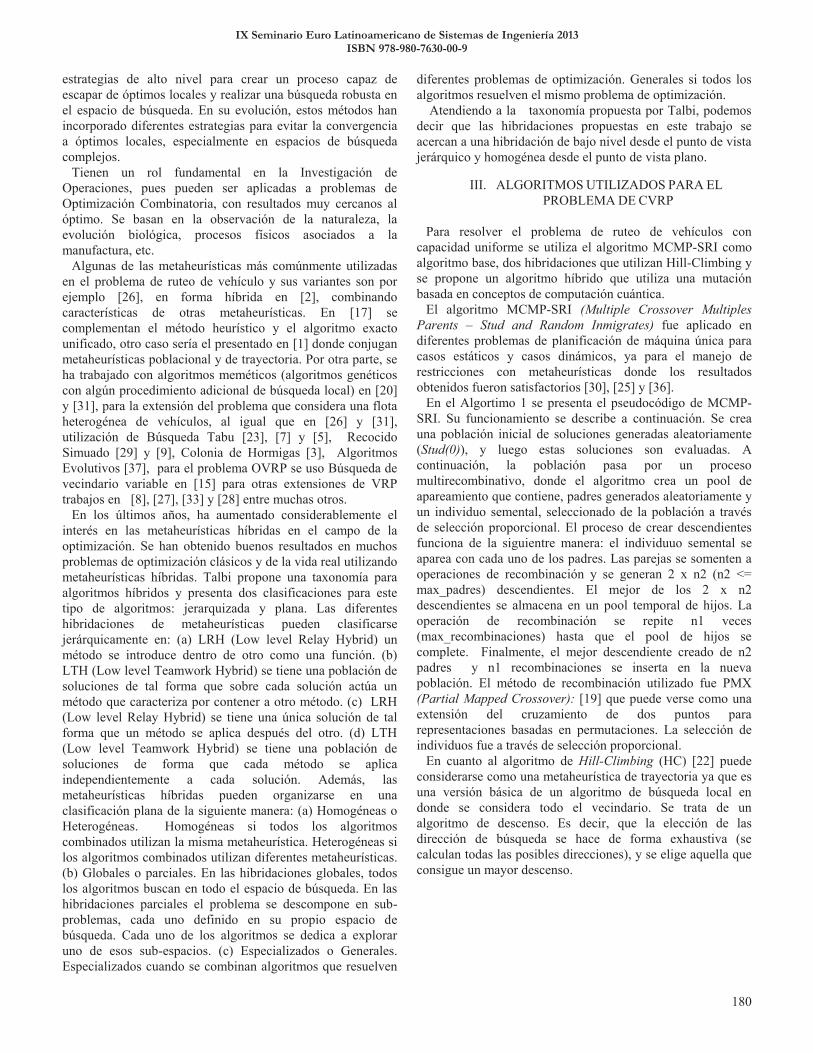
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
En los últimos años, ha aumentado considerablemente el interés en las metaheurísticas híbridas en el campo de la optimización. Se han obtenido buenos resultados en muchos problemas de optimización clásicos y de la vida real utilizando metaheurísticas híbridas. Talbi propone una taxonomía para algoritmos híbridos y presenta dos clasificaciones para este tipo de algoritmos: jerarquizada y plana. Las diferentes hibridaciones de metaheurísticas pueden clasificarse jerárquicamente en: (a) LRH (Low level Relay Hybrid) un método se introduce dentro de otro como una función. (b) LTH (Low level Teamwork Hybrid) se tiene una población de soluciones de tal forma que sobre cada solución actúa un método que caracteriza por contener a otro método. (c) LRH (Low level Relay Hybrid) se tiene una única solución de tal forma que un método se aplica después del otro. (d) LTH (Low level Teamwork Hybrid) se tiene una población de soluciones de forma que cada método se aplica independientemente a cada solución. Además, las metaheurísticas híbridas pueden organizarse en una clasificación plana de la siguiente manera: (a) Homogéneas o Heterogéneas. Homogéneas si todos los algoritmos combinados utilizan la misma metaheurística. Heterogéneas si los algoritmos combinados utilizan diferentes metaheurísticas. (b) Globales o parciales. En las hibridaciones globales, todos los algoritmos buscan en todo el espacio de búsqueda. En las hibridaciones parciales el problema se descompone en sub-problemas, cada uno definido en su propio espacio de búsqueda. Cada uno de los algoritmos se dedica a explorar uno de esos sub-espacios. (c) Especializados o Generales. Especializados cuando se combinan algoritmos que resuelven
diferentes problemas de optimización. Generales si todos los algoritmos resuelven el mismo problema de optimización.
Atendiendo a la taxonomía propuesta por Talbi, podemos decir que las hibridaciones propuestas en este trabajo se acercan a una hibridación de bajo nivel desde el punto de vista jerárquico y homogénea desde el punto de vista plano.
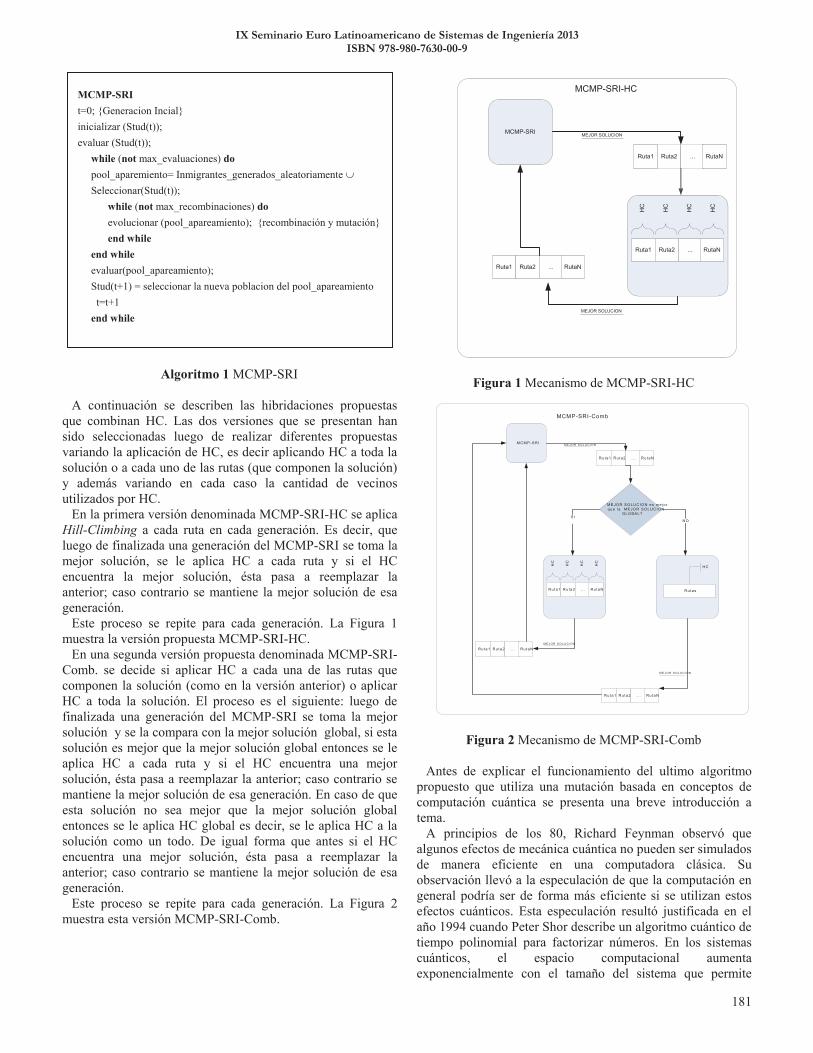
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
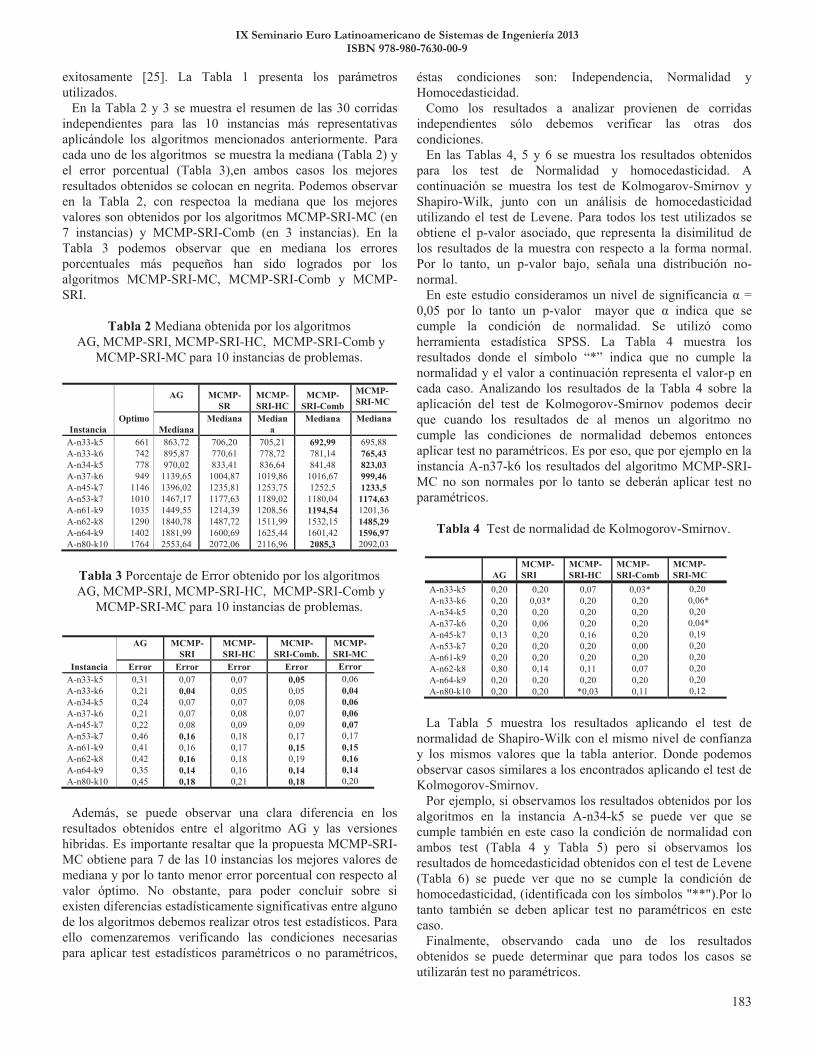
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
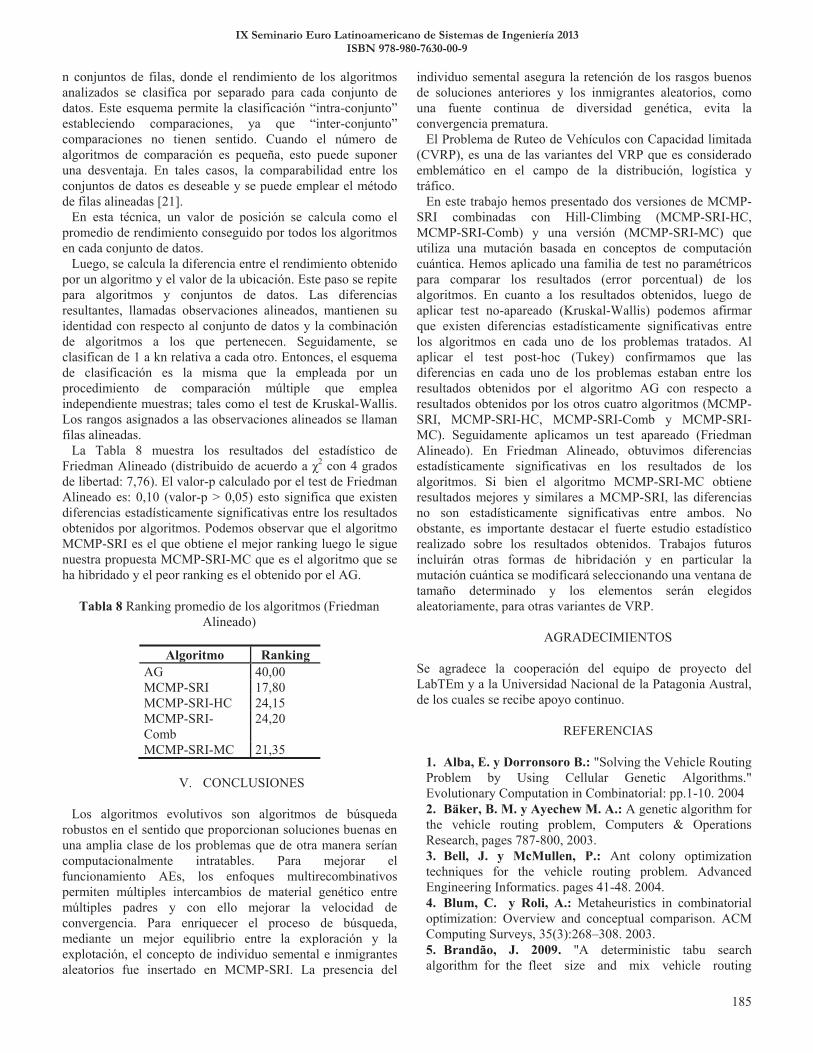
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
13.Eiben A. y Bäck T.: Empirical investigation of multiparent recombination operators in evolution strategies. Evolutionary Computation.vol.5 .pp. 347-365. 1997. 14.Esquivel, S., Leiva, H. A. y Gallard, R. Multiple crossover per couple a nd fitness proportional couple selection in genetic algorithms. III Congreso Argentino de Ciencias de la Computación.pp.12.1997.
34.Talbi, E.-G.: A taxonomy of hybrid metaheuristics. Heuristics, pp.541–564. 2002.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
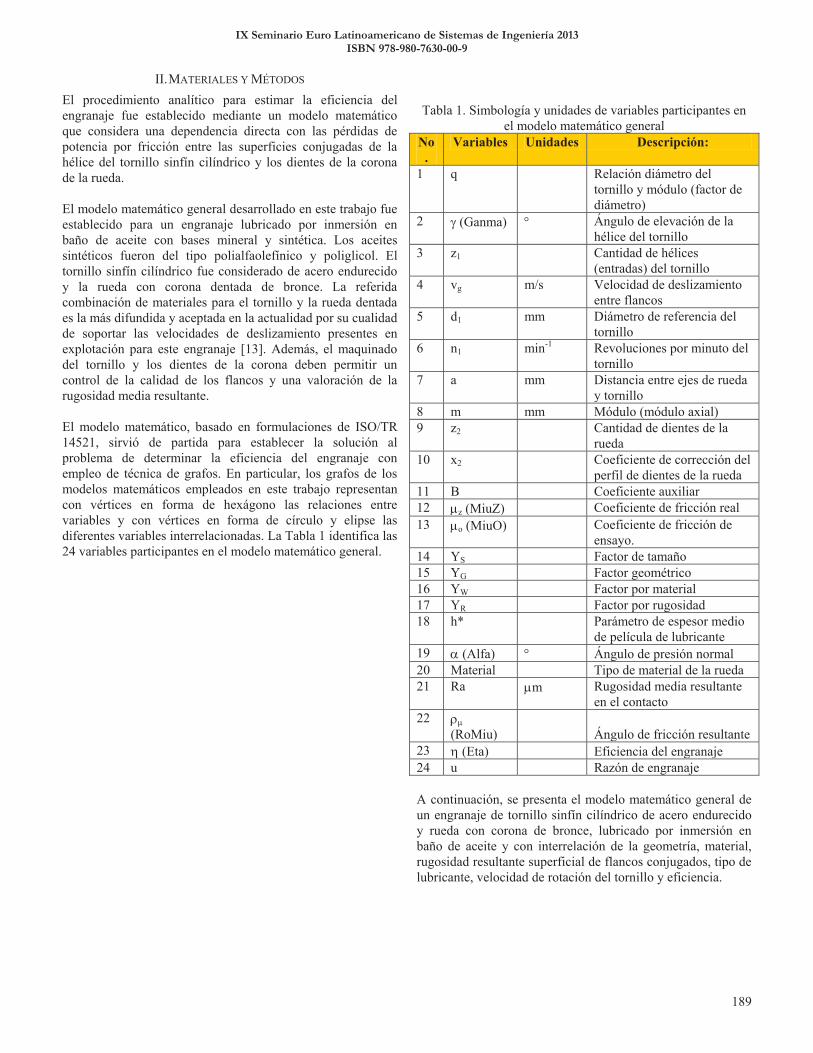
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
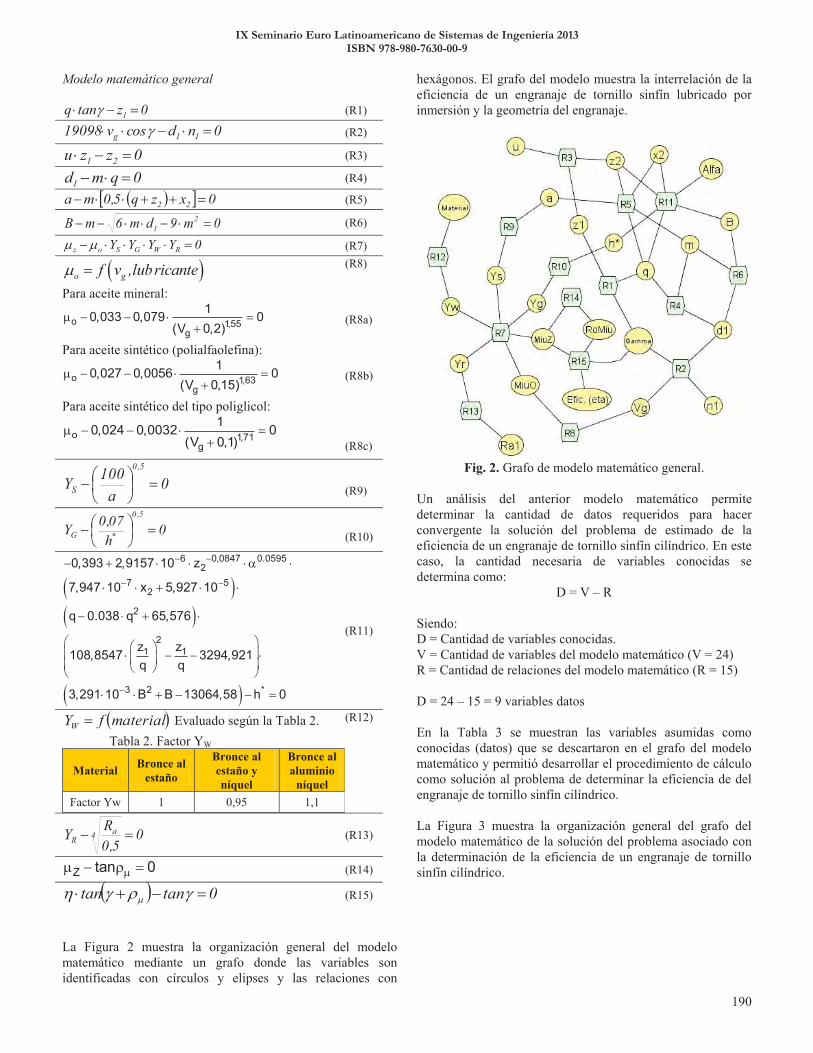
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
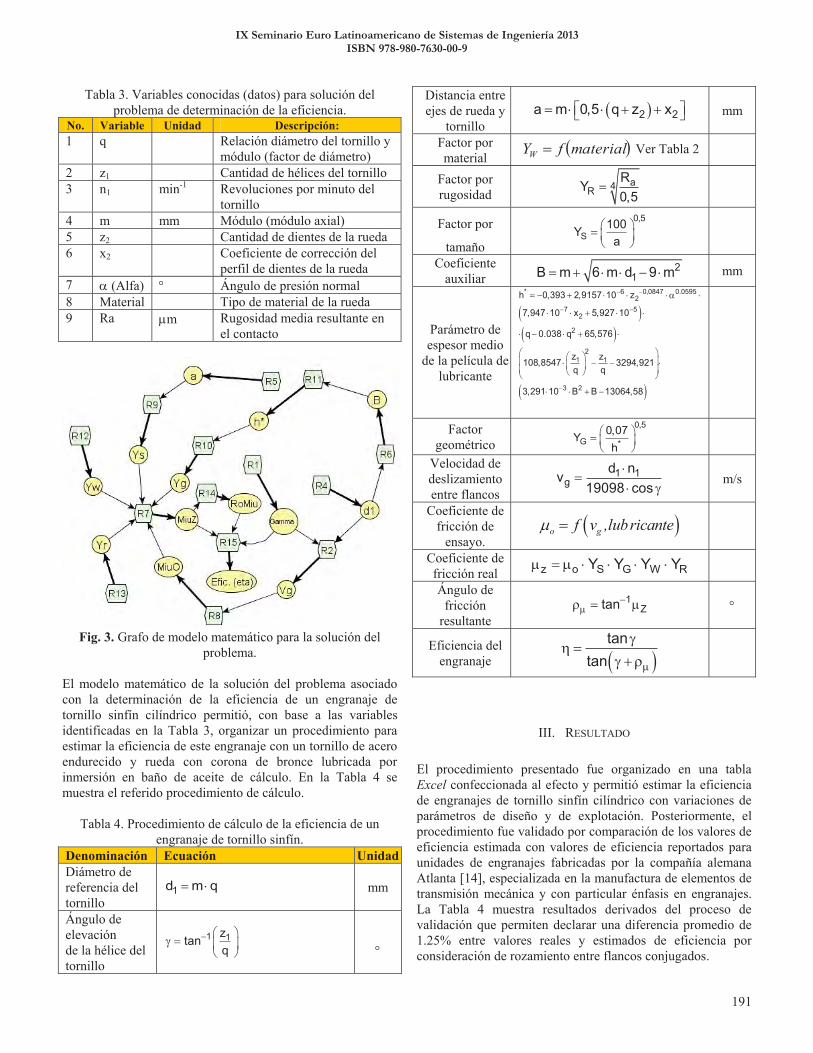
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
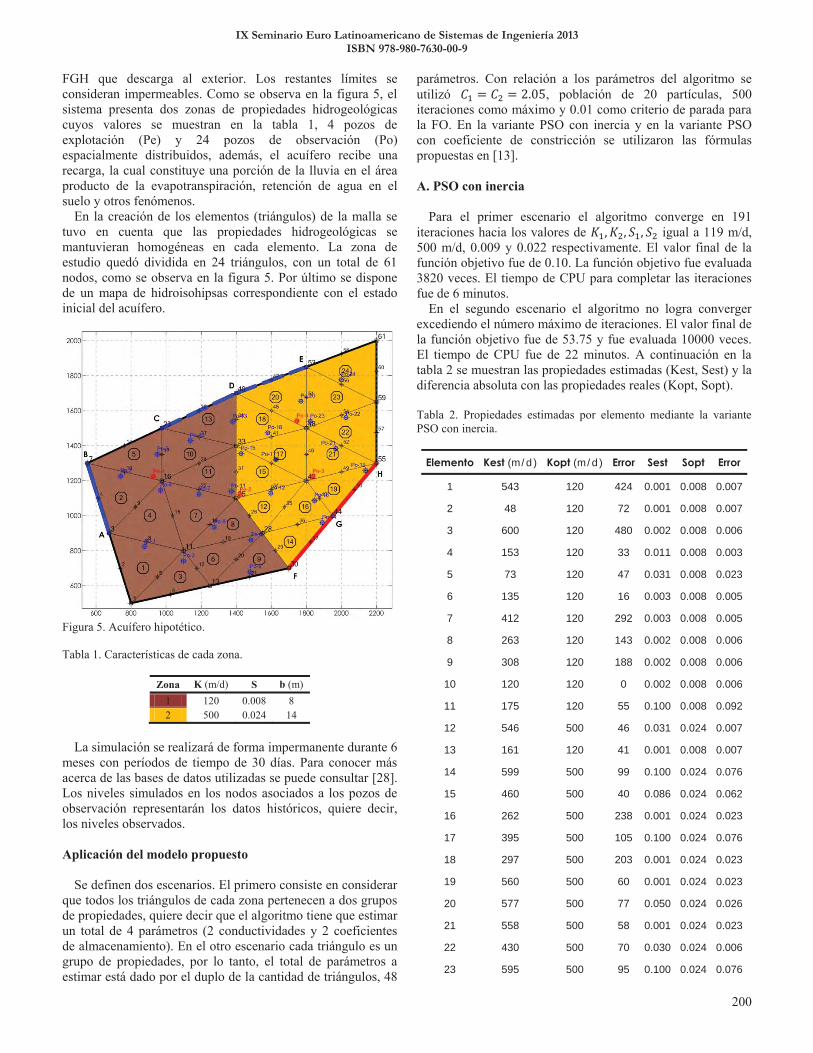
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
Elemento Kest (m/d) Kopt (m/d) Error Sest Sopt Error
1 543 120 424 0.001 0.008 0.007
2 48 120 72 0.001 0.008 0.007
3 600 120 480 0.002 0.008 0.006
4 153 120 33 0.011 0.008 0.003
5 73 120 47 0.031 0.008 0.023
6 135 120 16 0.003 0.008 0.005
7 412 120 292 0.003 0.008 0.005
8 263 120 143 0.002 0.008 0.006
9 308 120 188 0.002 0.008 0.006
10 120 120 0 0.002 0.008 0.006
11 175 120 55 0.100 0.008 0.092
12 546 500 46 0.031 0.024 0.007
13 161 120 41 0.001 0.008 0.007
14 599 500 99 0.100 0.024 0.076
15 460 500 40 0.086 0.024 0.062
16 262 500 238 0.001 0.024 0.023
17 395 500 105 0.100 0.024 0.076
18 297 500 203 0.001 0.024 0.023
19 560 500 60 0.001 0.024 0.023
20 577 500 77 0.050 0.024 0.026
21 558 500 58 0.001 0.024 0.023
22 430 500 70 0.030 0.024 0.006
23 595 500 95 0.100 0.024 0.076
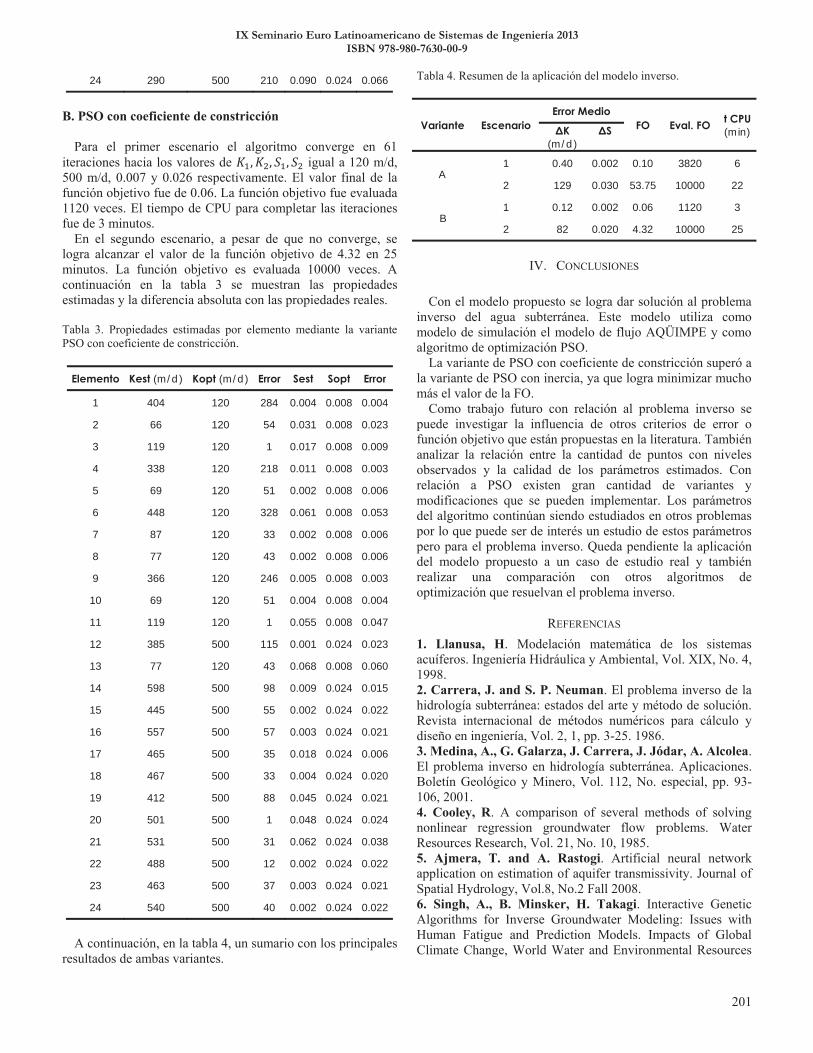
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
24 290 500 210 0.090 0.024 0.066
Elemento Kest (m/d) Kopt (m/d) Error Sest Sopt Error
1 404 120 284 0.004 0.008 0.004
2 66 120 54 0.031 0.008 0.023
3 119 120 1 0.017 0.008 0.009
4 338 120 218 0.011 0.008 0.003
5 69 120 51 0.002 0.008 0.006
6 448 120 328 0.061 0.008 0.053
7 87 120 33 0.002 0.008 0.006
8 77 120 43 0.002 0.008 0.006
9 366 120 246 0.005 0.008 0.003
10 69 120 51 0.004 0.008 0.004
11 119 120 1 0.055 0.008 0.047
12 385 500 115 0.001 0.024 0.023
13 77 120 43 0.068 0.008 0.060
14 598 500 98 0.009 0.024 0.015
15 445 500 55 0.002 0.024 0.022
16 557 500 57 0.003 0.024 0.021
17 465 500 35 0.018 0.024 0.006
18 467 500 33 0.004 0.024 0.020
19 412 500 88 0.045 0.024 0.021
20 501 500 1 0.048 0.024 0.024
21 531 500 31 0.062 0.024 0.038
22 488 500 12 0.002 0.024 0.022
23 463 500 37 0.003 0.024 0.021
24 540 500 40 0.002 0.024 0.022
Variante Escenario Error Medio
FO Eval. FO t CPU (min) ΔK
(m/d) ΔS
A 1 0.40 0.002 0.10 3820 6
2 129 0.030 53.75 10000 22
B 1 0.12 0.002 0.06 1120 3
2 82 0.020 4.32 10000 25

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
203
DESARROLLO DE UN SISTEMA DE INFORMACIÓN DE HISTORIAS CLÍNICAS ELECTRÓNICAS
INFORMATION SYSTEM ELECTRONIC MEDICAL RECORDS
Jorge Domínguez Chávez
Departamento de Informática y Departamento de Postgrado, Universidad Politécnica Territorial del estado Aragua “Federico Brito Figueroa”, La Victoria, Venezuela e-mail: [email protected]
RESUMEN. Se desarrolló un prototipo de un “Sistema de información de historias clínicas electrónicas”, sustentado en la metodología ISI, Ingeniería de Sistemas de Información. El sistema presentado está conformado por una jerarquía de tres componentes principales: componente de tabla maestra de pacientes, componente integración semántico-tablas maestras y componente de historia clínica electrónica. Éste último, se dividió en siete subcomponentes: a) Instalación, actualización y configuración, b) Seguridad, c) Datos, d) Programación, e) Interacción humano-computador, f) Terminología médica y g) Estadísticas. Luego se diseñó y modeló un Sistema de Historias Clínicas Electrónicas con el lenguaje UML; así como formatos para los requerimientos del sistema. Se diseñó la base de datos. Se empleó software de código abierto (open source) para cada una de las etapas del proyecto. Por último, se presenta el prototipo obtenido, como sistema escalable centrado en la historia del paciente más que el hospital o médico tratante y que será visualizado en múltiples dispositivos móviles, facilitando el seguimiento del tratamiento del paciente por distintos médicos de distintos hospitales y su evolución, a través de dispositivos móviles como laptops, tabletas, ipad, teléfonos inteligentes entre otros
Palabras claves: Sistema de información, Historia Clínica Electrónica, Metodología ISI, Software de código abierto.
ABSTRACT. We developed a prototype of an "Information System electronic medical records" , supported by the methodology ISI , Information Systems Engineering . This system consists of a hierarchy of three main components : a component of patient master table , semantic integration component master tables and electronic medical record component. The latter divided into seven sub-components: a) Installation, upgrade and configuration , b ) Security, c ) Data d ) Programming , e) human-computer interaction , f ) Medical Terminology g ) Statistics . Then he designed and fashioned an Electronic Medical Records System with UML as well as formats for system requirements. Designed the database. We used open source software (open source) for each of the stages of the project. Finally , we present the prototype obtained as scalable focused on the patient's record rather than the hospital or physician records and will be displayed on multiple mobile devices , yielding the monitoring of patient treatment by several doctors from different hospitals and their evolution through mobile devices such as laptops , tablets, iPad , Smartphones and more
Keywords: Information system, Clinical Electronic Record, ISI Methodology, Free Software.
INTRODUCCIÓN Este trabajo pretende desarrollar algunas ideas expuestas en un trabajo previo titulado “Propuesta de un repositorio de Historias Clínicas Electrónicas”[1] y su proyección sobre “Desarrollo de un sistema de información de historias clínicas electrónicas”. En primer lugar, se propone a Ingeniería de Sistemas de Información, metodología ISI como metodología de desarrollo. En segundo lugar, el sistema estará conformado por tres componentes principales: componente de tabla maestra de pacientes, componente integración semántico-tablas maestras y componente de historia clínica electrónica. Éste, se divide en siete subcomponentes: a) Instalación, actualización y configuración, b) Seguridad, c) Datos, d) Programación, e) Interacción humano-computador, f) Terminología médica y g) Estadísticas. Componentes a implementar para llevar a cabo esta propuesta completa. Por último, se presenta el prototipo obtenido, como sistema escalable centrado en la historia más que el hospital o médico tratante y que será visualizado en múltiples dispositivos
móviles, facilitando el seguimiento del tratamiento del paciente por distintos médicos de distintos hospitales y su evolución. Como objetivo paralelo se pretende el paso de una historia clínica soportada por papel, a un almacenamiento en base de datos lo que supone disponibilidad y accesibilidad, tanto de forma como en contenido; así como la homogeneidad en formatos legibles y la parametrización de datos. El componente integración semántico-tablas maestras supone la parte más ambiciosa del proyecto ya que asume ser la base de sistema inteligente que sustentará una parte académica, de investigación, de ayuda al diagnóstico de pacientes; así como posible representación de datos y resultados en forma de blogs profesionales y académicos. El diseño y desarrollo del sistema propuesto está sustentado por software de código abierto, lo que evita costosas licencias, los problemas de propiedad intelectual e industrial del software; además facilitará su modificación y/o reparación en caso de ser necesario.
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
204
A. La Propuesta
Al proponer la metodología Ingeniería de Sistemas de información (ISI) como un conjunto de conceptos básicos de Gerencia, Sistema, Información, Sistema de Información, Planificación de Proyectos, se tiene como objetivo la necesidad y deseo de obtener la información requerida de forma fácil y rentable, sin importar el tamaño o tipo de la empresa o de la experiencia informática. La intención de ISI es conectar a las personas entre sí y proveerles de una forma de analizar, desarrollar y diseñar sistemas de información y aumentar la productividad en general. Además, se basa en el concepto de que la mejor ingeniería es la sencilla.
ISI consta de siete (7) etapas básicas: explorativa, levantamiento de información, diseño o mejora del sistema, codificación del programa, evaluación de los resultados del prototipo y evaluación de resultados del sistema.
El autor propone utilizar tres (3) complementos a ISI: la arquitectura cliente-servidor, el lenguaje procedimental SQL y el Desarrollo de software bajo metodologías ágiles (Métodos Ágiles XP).
ISI, como metodología, consiste de varias capas que incrementan su complejidad y capacidad. Los usuarios finales con poca o ninguna experiencia en el procesamiento electrónico de datos (PED) aprenden las características básicas muy rápidamente, los profesionales disponen de un conjunto completo y potente de facilidades y se convierte en el vehículo común entre analistas de sistemas, programadores y usuarios finales, que se usa tanto para la comunicación como para satisfacer requerimientos e implementar soluciones. De igual manera se presentan recomendaciones a seguir y errores a evitar, durante el Desarrollo de Sistemas de Información [2].
Los estudios, la experiencia y la práctica indican que no existe una solución única que conduzca a un modelo o patrón general del comportamiento de una organización, sino que cada una depende de su propia estructura organizativa y de su propio proceso de administración, por lo que cada solución es particular y “cortada a la medida”, con factores esenciales en su desenvolvimiento como sistema “orgánico”.
Tradicionalmente los sistemas de información dedicados a historias clínicas electrónicas han estado centrados en el centro hospitalario y/o en el médico tratante. En este trabajo, la gestión se centra en el paciente, por lo que Hospitales y médicos son entidades.[3]
La importancia del empleo, intensivo y extensivo, de la historia clínica electrónica se ve refleja día a día con su implementación en diferentes partes del mundo, incluso muchos países la han hecho ley debido a los requerimientos de un conocimiento más exacto sobre la historia clínica. Originalmente la información de la historia clínica se lleva en papel, dicho formato de almacenamiento trae aparejado algunos problemas de disponibilidad y accesibilidad, formato y contenido; así como la no uniformidad en formatos ni la parametrización de datos. Actualmente, la mayoría de los
registros médicos están orientados a las fuentes que generan la información (notas de evolución, exámenes complementarios, indicaciones médicas, lista de problemas y otros) y un ordenamiento cronológico para cada una de ellas.
Con la informática, el desarrollo de software, la Internet así como el requerimiento de información precisa, exacta, útil y disponible en cualquier el momento y lugar, surge el concepto de Repositorio de Historia Clínica Electrónica (HCE). Se presenta una nueva forma de almacenamiento, recuperación, procesamiento de los datos, visualización e intercambio de formatos y datos. Inclusive favorece la comunicación profesional, académica y de investigación a través de correos, foros y blogs.
La Historia Clínica Electrónica es una aplicación informática que revolucionará el diagnóstico médico, mejorar la calidad y rapidez de los servicios médicos, asegurando su permanencia y presencia en la medicina actual. Los médicos con cualquiera de los sistemas de historia clínica electrónica se beneficiaran de tener notas clínicas legibles, más datos sobre pacientes y sus patologías, referencias y solicitudes automatizadas tanto en laboratorio, consulta, dieta y tratamiento, así como seguridad en el acceso de ellas.[4]
Sin embargo no todo son ventajas, también hay desventajas. Los médicos llevan sus historias en el hospital donde trabajan y/o en su consulta privada por lo que no acceden a los datos de sus pacientes fuera de su horario de trabajo y no acceden a los datos clínicos de otros pacientes. También los datos de los pacientes no son compatibles entre sistemas informáticos y/o base de datos. Tampoco existe un seguimiento en el desarrollo de enfermedades por etapas y/o paso entre enfermedades distintas durante la vida del paciente.
Existen sistemas de historias clínicas electrónicas que están sesgados a ciertas áreas profesional y/o especialidades, que llamaremos sistemas no escalables [5], así se tiene sistema informáticos de gineco-obstetricia, sistema médico-odontológico, sistema médico de salud ocupacional, entre otros. Estos son sistemas aislados, no interrelacionados, que son motivados por intereses particulares, por lo que se constituyen en una visión fragmentada del problema de salud del paciente, sin considerar aquellos procesos que siguen siendo manuales. Tiene como consecuencia múltiples inconvenientes para obtener información certera, actualizada y a tiempo para la toma de decisiones, o para la implementación de planes y políticas dirigidas a prevenir o a impactar positivamente en la salud de los habitantes de la región.
Atendiendo a estos problemas se pretende desarrollar un sistema de información de historias clínicas electrónicas para mejorar la atención a los pacientes tal que sea un elemento clave de una estrategia para el Sistema Nacional de Salud contemplado en la Constitución de la República Bolivariana de Venezuela en sus artículos 28 y 60 ; así como en la Ley Especial Contra los Delitos Informáticos.[16] [17]
Un sistema de esta naturaleza, tiene cinco componentes fundamentales: los requerimientos, la base de datos, la

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
205
codificación, las pruebas y depuración y, por último, la producción.
Los requerimientos y la base de datos son esenciales para el sistema. En la tabla # 1 se comparan diferentes autores y sus puntos de vista relativos al diseño de sistemas de información.
Tabla # 1 J. Senn [6] M Zelkowitz [7] K Whitten[8] J Domínguez
Requerimiento 35 % 20 % 40 % 60 % Análisis 15 % Diseño 20 % 20 %
Codificación 25 % 20 % Depuración 35 % 35 %
Pruebas 35 % 15 % Documentación 5 % 5 % 5 % 5 %
Donde: Requerimientos + Análisis + Diseño + Codificación + Depuración + Pruebas + Documentación = 100
Requerimientos + Análisis + Diseño = Diseño de base de datos
1 Tareas a desarrollar
Elaborar una documentación que integre los siguientes contenidos:
1.1 Organigrama jerárquico del modelo propuesto
I.II Delimitación del Proyecto
Descripción de los componentes
1.1 Instalación, actualización y configuración
Componente para instalar el sistema de historias clínicas electrónicas cuando es descargado e instalado en un servidor, independientemente del sistema operativo residente, configurar el sistema de HCE con el propósito de adaptar y personalizar la interfaz a los requerimientos y preferencias del centro de salud y/o particulares y, por último, actualizar la versión del sistema HCE cuando ya está instalado en el servidor y copia autorizada.
1.2 Seguridad
Componente de seguridad para proteger las claves primarias de las tablas, claves de enlace persona-paciente-historia, protección contra inyecciones SQL y para autentificar acceso autorizado. Protección contra: Revelación no autorizada
(confidencialidad) , Alteración no autorizada (integridad) y Destrucción intencional o involuntaria ; además, Protección dirigida a dos tipos de usuarios: Los que no tienen derechos de acceso y Los que tienen derechos limitados a ciertas acciones.
El componente debe considerar brechas en la seguridad que puedan afectar otras partes del sistema, que a su vez puedan afectar la Base de Datos.
Aspectos Relativos a Seguridad : Legales , Sociales y Éticos , Controles Físicos , Cuestiones Estratégicas , • Problemas Operativos , Controles de Hardware , Sistema de Seguridad del Sistema Operativo y Sistema de Seguridad de la Base de Datos.
Como mecanismos de Seguridad de la Base de Datos se tiene a: Control de accesos , Control de flujo , Control de inferencia y Encriptado.
1.3 Datos
Componente de datos en el contexto del aumento masivo de los servicios de tecnología de la información, que imponen una creciente demanda al Repositorio de HCE presentará una estrategia para rediseñar la infraestructura subyacente, de la base de datos permitiendo a los centros de salud y médicos como usuarios finales beneficiarse de un mundo móvil cada vez más orientado a servicios. A medida que más dispositivos móviles se conecten a Internet, el software y las aplicaciones basados en el Repositorio de HCE se volverán más inteligentes, aprendiendo de los miles de millones de profesionales y equipos que los utilizarán, se iniciará una nueva era de experiencias y servicios ricos en contexto. Esto también da lugar a una enorme cantidad de conexiones de red y a un flujo continuo de datos transmitidos en tiempo real y no estructurados. Al transportarse un mayor volumen de datos, que se colectan, se agregan y se analizan al Repositorio, estarán emergiendo nuevos retos para las redes, el cómputo y el almacenamiento. Como resultado, el sistema HCE tendrá que ser más ágil y orientado a los servicios como nunca antes. Y más fácil de manejar y operar. La base de datos está diseñada en POSTGRESQL. Las Metas son: Manejo de datos, Requerimientos de uso de datos, Proceso de colección de datos e Implementación de servicios.[9]
1.4 Programación
Esta etapa presenta los modelos, conceptos y mecanismos fundamentales sobre los que se apoya rá el desarrollo de la aplicación HCE basado en componentes reutilizables. En primer lugar, las arquitecturas software y los marcos de trabajo proponen ofrecer soluciones de diseño desde el punto de vista estructural de las aplicaciones, y de las relaciones entre sus componentes. A otro nivel se encuentra la programación orientada a componentes, un paradigma que construirá componentes reutilizables en entornos abiertos y distribuidos, con el objetivo de lograr un mercado global de software para demandas futuras de la HCE. Basados en ellos, los modelos y plataformas de componentes proporcionarán los mecanismos adecuados para tratar la complejidad de los
Figura 1: Organigrama del proyecto.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
206
problemas que aparezcan en los sistemas abiertos y distribuidos. Finalmente, se describen las dificultades que encuentran las metodologías tradicionales para construir aplicaciones en estos nuevos ambientes, y los retos a los que se enfrenta la Ingeniería del Software para hablar realmente de “Ingeniería del Software Basada en Componentes”. Este componente será programado en PHP5.
1.5 Interacción humano-computador (IHC)
Componente IHC para hacer más sencilla e intuitiva la interacción entre el usuario y sus dispositivos. Buscando un nuevo “paradigma de la interacción”, con el potencial de “eliminar última barrera técnica entre el usuario y el hardware”. Asimismo, IHC facilitará considerablemente la cooperación entre distintos usuarios, mediante el intercambio de aplicaciones e interacción entre ellos, también incorporará la posibilidad de tener a dos usuarios trabajando simultáneamente frente al sistema.
1.6 Terminología médica
Terminología Médica. De numerosas revisiones, se pudo corroborar la existencia de obras de consulta; sin embargo existen dificultades en los centros educacionales del sector, relacionados fundamentalmente con la no existencia de una material docente, que permita apropiarse adecuadamente de estos conocimientos. De ahí que se planteara como problema científico, el cómo favorecer desde la Informática y las Comunicaciones; la enseñanza, sistematización y perfeccionamiento de la Terminología Médica. Para resolverlo, se propone desarrollar una multimedia educativa con el objetivo de ejercitar, sistematizar y profundizar los conocimientos relacionados con esta disciplina, dirigida a estudiantes y profesionales de la salud. Dentro de los métodos teóricos se utilizarán: el análisis y síntesis, el histórico – lógico y el modelo, y entre los empíricos están: la observación científica y la revisión de documentos. Para el desarrollo de esta multimedia se utilizarán herramientas tales como: GIMP para el diseño y tratamiento de las imágenes, Blender para la animación de textos, así como PhotoFilm Strip para el ensamblaje de la multimedia. Es válido destacar que esta multimedia tiene gran pertinencia, al ser una herramienta que por su flexibilidad, adaptabilidad, portabilidad y robustez, posibilita a los usuarios sistematizar, profundizar y ejercitar los conocimientos relacionados con la Terminología Médica. [10]
1.7 Estadísticas
Componente para cuantificar la información que unos resultados en unos pacientes del pasado aportan sobre pacientes futuros. La estadística cuantifica la información que proporciona un conjunto de pacientes y lo hace valorando la cantidad de incertidumbre que todo el proceso. También dice cómo se deben recolectar los datos para que aporten el máximo de información.
El papel de la estadística en la investigación médica, es funcionar como herramienta desde el planeamiento, el análisis de los datos y la obtención de conclusiones, no puede ser
desconocida por los investigadores a pesar de que no tenga oportunidad de usarla en toda su amplitud.
La necesidad de un enfoque estadístico es bien reconocido en la investigación y en la práctica de las disciplinas que constituyen la salud pública, ya que estas estudian comunidades o poblaciones en las que claramente se aplican las leyes de los grandes números y de las fluctuaciones aleatorias. La extensión de los conocimientos y aptitudes de carácter estadístico que necesitan adquirir los profesionales de la salud pública son importantes, porque el conocimiento de los principios y métodos estadísticos y la competencia en su aplicación se necesitan para el ejercicio eficaz de la salud pública, y adicionalmente para la comprensión e interpretación de los datos sanitarios; a fin de discriminar entre opiniones arbitrarias o discrecionales, con respecto a las verdaderamente evaluadas en un contexto científico.
El conocimiento de los métodos estadísticos está estrechamente ligado a una buena práctica de la investigación en salud. Ya que es necesario para interpretar correctamente y de una manera crítica los resultados obtenidos. Se considera como premisa que un buen trabajo de investigación en salud debe dedicar un espacio a describir los métodos de análisis de datos utilizados; y entre los factores determinantes para un buen análisis se encuentra el tipo de diseño y el conocimiento de las variables de estudio.
Se propone como solución al problema planteado el diseño e implementación de un componente que oriente teórica y prácticamente a los investigadores de las Ciencias Médicas en los contenidos de Estadística, componente que ayude a los médicos y bioestadísticos a lograr objetivos pedagógicos, para que incorporen determinados conceptos, manejen con soltura ciertos procedimientos y adquieran o afiancen actitudes en el tratamiento estadístico de datos, diseño de experimentos y procesamiento de los resultados en sus investigaciones.[11]
I.III Relaciones entre los actores principales
Diseño y modelo de un Sistema de Historias Clínicas Electrónicas empleando el lenguaje UML.
Este trabajo está basado en el Lenguaje de Modelado que simula y visualiza un sistema no codificado. Incluye:
Definición de los requerimientos del sistema. Los diagramas de casos y subcasos de uso. La descripción de los casos de uso. Diagrama de Estructura Estática (de Clases). Diagrama de Interacción.
Este trabajo solamente considera la codificación del módulo de paciente, con el propósito de mostrar como se lleva a un lenguaje particular el diseño realizado en UML.
Requerimientos del sistema.
Número Descripción Consultas / Informes R01 Informe de Historia de pacientes R02 Informe de Historia por fecha
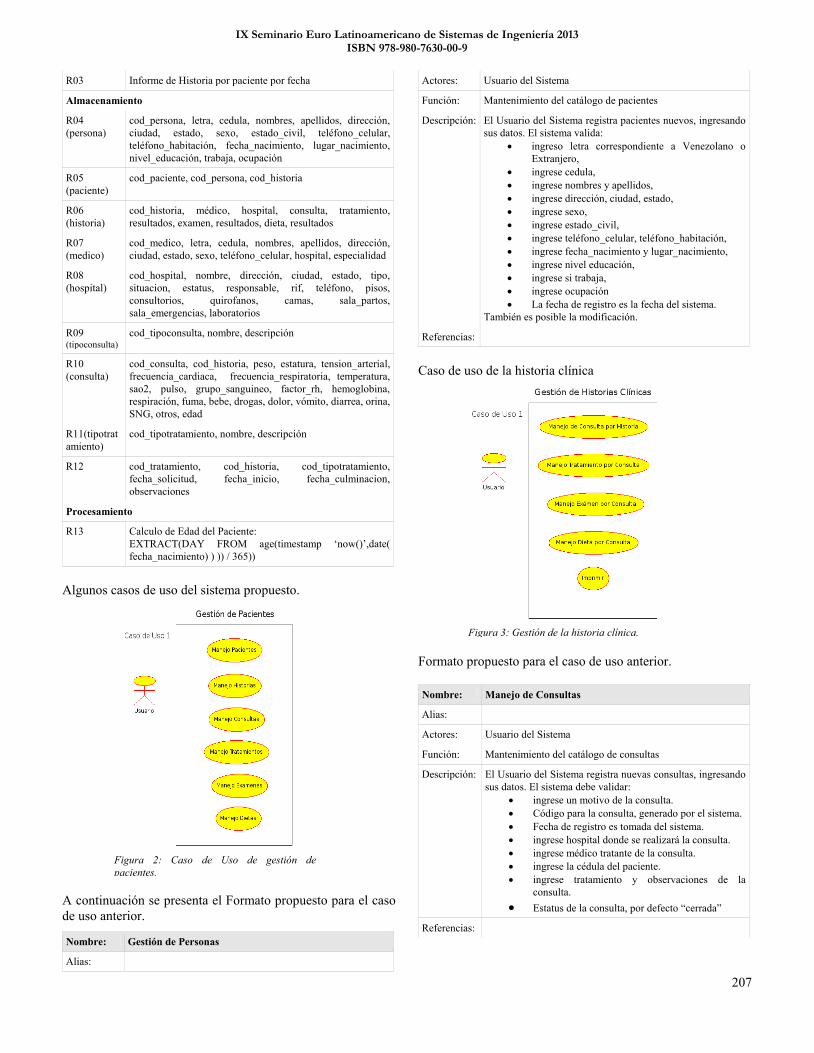
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
207
R03 Informe de Historia por paciente por fecha Almacenamiento R04 (persona)
cod_persona, letra, cedula, nombres, apellidos, dirección, ciudad, estado, sexo, estado_civil, teléfono_celular, teléfono_habitación, fecha_nacimiento, lugar_nacimiento, nivel_educación, trabaja, ocupación
R05 (paciente)
cod_paciente, cod_persona, cod_historia
R06 (historia)
cod_historia, médico, hospital, consulta, tratamiento, resultados, examen, resultados, dieta, resultados
R07 (medico)
cod_medico, letra, cedula, nombres, apellidos, dirección, ciudad, estado, sexo, teléfono_celular, hospital, especialidad
R08 (hospital)
cod_hospital, nombre, dirección, ciudad, estado, tipo, situacion, estatus, responsable, rif, teléfono, pisos, consultorios, quirofanos, camas, sala_partos, sala_emergencias, laboratorios
R09 (tipoconsulta)
cod_tipoconsulta, nombre, descripción
R10 (consulta)
cod_consulta, cod_historia, peso, estatura, tension_arterial, frecuencia_cardiaca, frecuencia_respiratoria, temperatura, sao2, pulso, grupo_sanguineo, factor_rh, hemoglobina, respiración, fuma, bebe, drogas, dolor, vómito, diarrea, orina, SNG, otros, edad
R11(tipotratamiento)
cod_tipotratamiento, nombre, descripción
R12 cod_tratamiento, cod_historia, cod_tipotratamiento, fecha_solicitud, fecha_inicio, fecha_culminacion, observaciones
Procesamiento R13 Calculo de Edad del Paciente:
EXTRACT(DAY FROM age(timestamp ‘now()’,date( fecha_nacimiento) ) )) / 365))
Algunos casos de uso del sistema propuesto.
A continuación se presenta el Formato propuesto para el caso de uso anterior.
Nombre: Gestión de Personas Alias:
Actores: Usuario del Sistema Función: Mantenimiento del catálogo de pacientes Descripción: El Usuario del Sistema registra pacientes nuevos, ingresando
sus datos. El sistema valida: ingreso letra correspondiente a Venezolano o
Extranjero, ingrese cedula, ingrese nombres y apellidos, ingrese dirección, ciudad, estado, ingrese sexo, ingrese estado_civil, ingrese teléfono_celular, teléfono_habitación, ingrese fecha_nacimiento y lugar_nacimiento, ingrese nivel educación, ingrese si trabaja, ingrese ocupación La fecha de registro es la fecha del sistema.
También es posible la modificación. Referencias:
Caso de uso de la historia clínica
Formato propuesto para el caso de uso anterior. Nombre: Manejo de Consultas Alias:
Actores: Usuario del Sistema Función: Mantenimiento del catálogo de consultas Descripción: El Usuario del Sistema registra nuevas consultas, ingresando
sus datos. El sistema debe validar: ingrese un motivo de la consulta. Código para la consulta, generado por el sistema. Fecha de registro es tomada del sistema. ingrese hospital donde se realizará la consulta. ingrese médico tratante de la consulta. ingrese la cédula del paciente. ingrese tratamiento y observaciones de la
consulta. Estatus de la consulta, por defecto “cerrada”
Referencias:
Figura 2: Caso de Uso de gestión de pacientes.
Figura 3: Gestión de la historia clínica.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
208
Flujo Básico y Flujo alterno de los Casos de Uso
Flujo Básico
Nombre del Caso de Uso:
Manejo de pacientes
Alias:
Actores: Usuario del sistema Usuario del Sistema
Respuesta del sistema
1. Escribe cédula
2. Buscar paciente por cédula 3. Escribe los datos
4. Valida datos: 1. ingrese letra correspondiente a
Venezolano o Extranjero, 2. ingrese cedula, sólo números 3. ingrese nombres y apellidos, sólo letras y
un espacio en blanco 4. ingrese dirección, ciudad, estado,
alfanumérico 5. ingrese sexo, correspondiente a
masculino o femenino. 6. ingrese estado_civil, seleccionar uno de
varios valores. 7. ingrese teléfono celular, teléfono
habitación, sólo números 8. ingrese fecha_nacimiento, sólo números 9. ingrese lugar_nacimiento, alfanumérico. 10. ingrese nivel educación, seleccionar uno
de varios valores. 11. ingrese trabaja, correspondiente a si o no. 12. ingrese ocupación, seleccionar uno de
varios valores. 13. La fecha de registro es la fecha del
sistema. 5. Presionar botón grabar
6. Graba datos en sistema. Flujo alternos Nombre del Caso de Uso:
Manejo de Pacientes – IngresarPaciente
Alias:
Actores: Usuario del sistema Usuario del Sistema
Respuesta del sistema
Linea 1 Si el paciente existe lo informa y muestra datos. Linea 3 Si algún dato obligatorio está vacío muestra mensaje
correspondiente.
Diagrama de Clases
Diseño de la base de datos
Para este proyecto, el diseño e implementación de la base de datos es vital. Se ha seleccionado PostgreSQL por ser líder entre los gestores de bases de datos de código abierto, y cuenta con una comunidad global de miles de contribuyentes y usuarios, y docenas de compañías y organizaciones. Como Proyecto, PostgreSQL tiene más de 20 años de ingeniería, con un ritmo de desarrollo actual sin precedentes. Su conjunto de funcionalidades no sólo es comparable a los mejores sistemas gestores de datos privativos, sino que las superan en características avanzadas, extensibilidad, seguridad y estabilidad. Operando con PostgreSQL se realiza una programación centralizada, a base de programas, disparadores, procedimientos o funciones, las cuales están almacenado en la base de datos y listas para ser usadas. Un procedimiento almacenado en PostgreSQL se puede escribir en múltiples lenguajes de programación. En una instalación por defecto de PostgreSQL podremos tener disponibles los siguientes lenguajes: PL/pgSQL, PL/Perl, PL/Tcl y PL/Python.,[12][13][14]
Además, aumentará el rendimiento de la aplicación al no tener que mandar datos entre el cliente y el servidor, y con el consiguiente ahorro de líneas de código redundante y complejidad. Evitando que el código forme parte de los formularios que viajarán por la Internet.
La escalabilidad vertical de PostgreSQL mejora la utilización eficiente del hardware en servidores más potentes. Los avances en gestión de bloqueos, eficiencia en escritura, acceso de sólo índices y en otras operaciones de bajo nivel permiten que PostgreSQL pueda manejar cargas de trabajo de mayor volumen. En números, esto significa:
Hasta 350.000 consultas de lectura por segundo (más de 4 veces más rápido)
Consultas en almacenes de datos con acceso sólo de índices (2-20 veces más rápido)
Hasta 14.000 escrituras de datos por segundo (5 veces más rápido)
Hasta un 30% de reducción de consumo de energía por la CPU
Figura 4: Diagrama de clases del proyecto.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
209
Además, la adición de replicación en cascada permite a los usuarios procesar grandes lotes mediante servidores escalados horizontalmente bajo PostgreSQL 9.2.
B. Resultados
Los sistemas de información de historia clínica electrónica son una realidad en muchos centros hospitalarios del país. Sin embargo, la implantación de un sistema de las características de este proyecto presenta retos importantes a nivel de procesos y de costos para las organizaciones públicas y privadas [15]. Todo sistema de información hospitalaria requiere de:
Una red de comunicaciones: tipos de redes (Intranet e Internet).
Equipo de cómputo (hardware): dependiendo de la infraestructura y la posibilidad económica de las instituciones.
Software de base: selección de plataforma con la cual se programará el sistema, que debe ser amigable al usuario.
De la mano del avance tecnológico y la aparición de las computadoras personales, el foco del desarrollo se centró en áreas clínicas y de exámenes complementarios (también llamadas auxiliares o departamentales) pero sin integración entre ellas, actuando cada una como silos de información. Debido a la necesidad de integrar la información generada por los sistemas departamentales surgió la necesidad de comunicar estos sistemas entre sí mediante el uso de un repositorio de datos de sistemas de información clínicos. Si bien, una de las premisas de estos nuevos sistemas fue respetar los procesos asistenciales y tener al acto médico como eje central de su modelo de información.
Desde entonces y hasta hoy, la descentralización de la atención médica en redes asistenciales generó nuevamente la necesidad de conectar múltiples sistemas, más allá de los muros de una institución, que posibiliten la fluida comunicación de la información clínica, basados en componentes basados en TIC para computadoras, laptops, tabletas, teléfonos inteligentes, entre otros dispositivos móviles. Generando nuevos requerimientos para este proyecto. Ver figura 6.
Figura 5: Parte del diseño de la base de datos del proyecto
El uso del software libre, así como la experiencia de las universidades y centros de desarrollo, unido a la voluntad política de hacer bien las cosas, hacen que este proyecto sea factible en un plazo de un año.
Un sistema de información de HCE puede ser implementado de una gran variedad de formas, teniendo en cuenta su estructura, propósito, datos y uso[14]. Tanto las funcionalidades como los componentes a integrar varían si se trata de:
Una HCE implementada para un consultorio particular profesional de un médico en el ámbito ambulatorio.
Una HCE implementada para un hospital que cubre todo, o casi todo, de los niveles de atención (ambulatorio, emergencias, hospitalización general, domiciliaria y tercer nivel).
Una HCE implementada para integrar la información para múltiples hospitales, clínicas, ambulatorios, CDI de diferentes niveles, donde la necesidad de estándares y protocolos de comunicación aumentan la complejidad del proyecto.
Los sistemas de información clínicos modernos están compuestos por múltiples componentes y el verdadero desafío reside en lograr una adecuada articulación de cada uno de ellos.
Figura 6: Entorno de un sistema de información de historia clínica electrónica.
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
210
C. Conclusión
La factibilidad de un proyecto esta magnitud ha quedado confirmada con algunos de los procesos realizados y los datos recabados. De los resultados obtenidos es posible extraer la siguiente generalización: los médicos con el historia clínica electrónica se beneficiarían de tener notas clínicas legibles, más datos de seguridad del paciente, y las referencias y solicitudes automatizadas de exámenes de laboratorio, dietas y de tratamientos.
En una próxima entrega aportaremos más datos que contribuyan a conocer mejor la madurez del uso de HCE compartida por múltiples instituciones y médicos; así como el empleo múltiple de los formatos electrónicos que constituyen la HCE, independientemente de las plataformas de software que utilicen, hace necesario que las instituciones de prestación de servicios de salud, implementen estándares informáticos internacionalmente reconocidos, con el fin de garantizar la integridad y legibilidad de la información. Para enriquecer la complejidad de las operaciones. Gracias a la continuidad de este tipo de investigación podremos mejorar la competencia comunicativa de nuestros médicos y pacientes; manejando un conjunto de formatos y datos que vayan encaminados a la incorporación de destrezas de este tipo, lograremos controlar y hacer avanzar el proceso de salud.
Las herramientas para la gestión de la historia clínica en hospitales y centros de salud se han ido incorporando progresivamente en los últimos años a lo largo y ancho del mundo. Aún se presentan ciertos retos pero el futuro y la era digital en la medicina se abre paso día a día.
D. Referencias
[1] Domínguez Chávez, J. (2012) Diseño de un repositorio de historias clínicas electrónicas en Venezuela. IX Jornadas Técnicas. Fundación Instituto de Ingeniería. Septiembre 2012, Venezuela.
[2] Domínguez Chávez, J. (2012) Ingeniería de Sistemas de Información, metodologías ISI. 2da. Edición. IEASS Editores, Venezuela.
[3]Ortiz Quesada, Federico, Modelos Médicos, MacGraw-Hill Interamericana, México, 2001.
[4] Negrete José y Gerardo López, Informática Médica. Edit. Noriega Limusa, México, 1995.
[5] Churchman, C. West, El enfoque de sistema, Editorial Diana, México, 1985.
[6] Senn, J. (1990) Análisis y diseño de sistemas de información (2da Edición) McGraw-Hill, México
[7] Zelkowitz M. V. (1980) Advances in software engineering: Resource estimation, in Advances in Computer Program Management, Heyden and Son, USA.
[8] Gleser, M., "The medical Event Vector", Methods of information in Medicine, 18(3), pp. 127-131, 1990.
[8] Whitten, K. (2000) Análisis y diseño de sistemas de información, McGraw-hill, México
[9] Castano, S., Fugini, M., Martella, G. y Samarati, P. (1994). Database Security. Addison-Wesley.
[10] Fernández-Medina, E. y Piattini, M. (2002). Una Metodología para Diseñar Bases de Datos Seguras Implementadas en Oracle9i. Label Security. Cuore, Vivat Academia. Nº 3. Noviembre.
[11] Chambers (2010) Software for Data Analysis: Programming with R ,
[12] Fernández-Medina, E., Moya, R. y Piattini, M. (2003). Seguridad en TI. La Construcción para una Sociedad Conectada. AENOR. Madrid.
[13] Fernández-Medina, E., Piattini, M. y Serrano, M. A. (2001). Seguridad en Bases de Datos. Fundación Dintel, Madrid.
[14] Huesing, S.A., Administrative and Financial Systems, MEDINFO-83, North-Holland, 1983, pp. 208-211.
[15] Hayrinen, Saranto y Nykanen, (2008). “Definition, Structure, Content, Use and Impact of Electronic Health Records: A review of research literature, Int J Med Inform, Vol 77, No. 5
[16] Constitución de la República Bolivariana de Venezuela. www.ucv.ve/.../constitucion-de-la-republica-bolivariana-de-venezuela.html
[17] Ley Especial Contra los Delitos Informáticos. fundabit.me.gob.ve descargas pdf ECDI. pdf Jorge Domínguez Chávez Físico, Maestro en ciencias físicas, Doctor en ciencias, mención Desarrollo de software por la Universidad Nacional Autónoma de México. Es profesor de la Universidad Politécnica Territorial del estado Aragua, Venezuela, Tutor designado por la Universidad Nacional Autónoma de México y ha sido profesor visitante en la Universidad Federal de Rio Grande do Sul, en Brazil. Autor de varios libros en el área de la programación, computación y sistemas. Miembro de la Sociedad Mexicana de Física, de la Sociedad Matemática de México, de la Sociedad Mexicana de la Inteligencia Artificial. El prof. Domínguez es mexicano, residente en Venezuela.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
211
MODELO DE ESTIMACIÓN DEL CAUDAL DE AGUA EN INSTALACIONES DE VACIADO
CONTINÚO DE ACEROS AL CARBONO
MODEL FOR ESTIMATING THE WATER FLOW IN CONTINUOUS CASTING INSTALLATION CARBON STEEL
1Yusdel Díaz Hernández, 1 Alberto Fiol Zulueta 2 José Arzola Ruiz 1 Unidad Docente Metalúrgica CUJAE, Calle 10522 municipio Cotorro, [email protected] 2 Centro de estudios matemáticos CEMAT, CUJAE, Calle 114 No 122 RESUMEN. En este artículo se presentó un algoritmo para simular el proceso de vaciado continuo a partir de la construcción de un modelo físico matemático utilizando el Método de los Elementos Finitos. Como característica más destacada del algoritmo se encuentra la consideración de los procesos complejos de intercambio de calor, cambio de fase del metal, distribución de temperaturas en el molde, composición química del metal, flujo de agua en el enfriamiento primario y secundario, y la velocidad de colada. El algoritmo permitió predecir con suficiente pericia el comportamiento de las variables durante el proceso de vaciado continuo de acero según perfil y marca del mismo Palabras claves: simulación, solidificación, vaciado continuo, modelado ABSTRACT. In this paper an algorithm to simulate the process of continuous casting based on a physical – mathematical model using finite element methods was presented. The most outstanding characteristic of the model was the inclusion of complex processes of heat interchange, metal phase changes, distribution of temperatures in the mould, chemical composition of the metal, flow of water in the primary and secondary cooling system and the casting speed. Moreover, the algorithm permitted to predict the behavior of the process variables in the continuous casting of steel according to its profile and type Keywords: simulation, solidification, continuous casting, modeling
I. INTRODUCCIÓN
El proceso de colada continua ha sido uno de los mayores avances en la producción del acero durante el último siglo. Esta tecnología comienza a extenderse en los años 60, pero es a partir de la década del 70 cuando su expansión es más pronunciada, reemplazando paulatinamente al método convencional de colado de lingotes. Durante las últimas décadas las investigaciones de este agredo se han centrado en su mayoría en el mejoramiento de las condiciones de operación a partir de modelos físicos, matemáticos, estadísticos y otros. Diversos autores como T. Heput [1] trabajan en la actualidad en la modelación y la simulación del proceso del vaciado continuo. En la última década, debido a los elevados costes por concepto de energía, montaje, mantenimiento y explotación de instalaciones de vaciado continuo pilotos [2] se evidencia que la generación de tecnologías para el proceso de vaciado continuo resulta inconcebible sin la ayuda de procedimientos efectivos de simulación cuyos resultados coincidan con los
experimentos prácticos. Este logro se traduce en un control eficiente del propio proceso. [3]. Por lo antes expuesto, en el presente trabajo se exponen los resultados de la experimentación en el sistema de enfriamiento primario de una Empresa Siderúrgica de referencia nacional y se formula un modelo físico-matemático del mismo a partir de los complejos mecanismos de transferencia de calor acero-molde, distribución de temperaturas en el cristalizador, cambio de fase y composición química del metal y flujo de agua en el enfriamiento primario. [4]
II. MATERIALES Y MÉTODOS
Para la obtención de un algoritmo a partir de un modelo matemático que represente un proceso, se Sigue una trayectoria desglosada en diferentes pasos [5]:
1. Definición del problema y sus objetivos. 2. Definición de la teoría que sustenta el problema. 3. Descripción de la situación física, si existe, en
términos matemáticos. 4. Solución matemática del modelo. 5. Comparación del modelo con la situación real. 6. Estudio de las limitaciones del modelo.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
212
Es posible además, adquirir una idea mucho más clara del estudio de cualquier proceso metalúrgico bajo un enfoque sistémico (Fig. 1), en él se resumen las ideas expresadas hasta el momento con relación a la modelación [6]. Para esto se parte de un análisis externo del fenómeno a estudiar y se descomponen las tareas a resolver más complejas en sub tareas más sencillas que se analizan internamente mediante el algoritmo expuesto
Así, diversos autores utilizan esta estrategia para el modelado de los procesos que intervienen en el vaciado continuo del acero, realizando adecuaciones según los casos concretos estudiados. A continuación se exponen algunos de los resultados más relevantes. En el año 2006, investigadores de la Universidad de Timisoara, Rumania [7] crearon un algoritmo para la simulación de la solidificación
del acero en instalaciones de vaciado de tipo radial. Este algoritmo se centra en el modelado del enfriamiento del acero en moldes a partir de técnicas heurísticas para generar soluciones aproximadas del frente de solidificación del acero líquido. La virtud de estos resultados radica en que se creó una tendencia a modelar el proceso de colada continua a partir de modelos matemáticos complejos. [8]
Descripción de la instalación experimental.
La figura 1 muestra la instalación en la que se realizaron los experimentos. Ella está compuesta por los equipos y los instrumentos de medición. La descripción de los equipos de la instalación se trató a inicios de este capítulo.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
213
Los instrumentos de medición toman las mediciones y las traducen a señal eléctrica mediante el transductor que almacena los datos obtenidos en un procesador digital. Estos instrumentos tienen las siguientes características.
a) Termopar tipo K: Es el indicado para rango de temperaturas superiores a los 1200 0C. En la investigación se utilizó uno de Platino-Platino Rodio cuyo error de exactitud es +- 3 0C. Se introdujo en el baño metálico dentro de la artesa.
b) Termómetro digital de alta precisión: Se encuentra instalado en el sistema hidráulico de la IVC. Está debidamente calibrado y certificado. Realiza lecturas de 0- 120 OC con una precisión de +- 2 0C.
c) Barómetro: Está colocado a la entrada del sistema de enfriamiento. Realiza lecturas on time de la presión que impulsa al agua que se introduce en el cristalizador medida en BAR y su error de precisión es +- 5 Pa.
d) Medidor de Corioli: Se utiliza para medir gasto de agua a altas velocidades donde los medidores tradicionales difieren de la realidad. Mide el caudal por zonas de la IVC en L/min. Su error de precisión oscila entra 10-3-10-2 L/min.
e) Espectrómetro: Utilizado para medir de forma directa la composición química del acero. Para controlar la marca de acero se sigue el mismo a través del número de colada. Es necesario aclarar que el equipo sólo está certificado para los elementos principales del acero y el Cobre, no así para otros elementos minoritarios presentes como el Níquel, etc.
f) Sensor óptico: Necesario para medir la velocidad de colada en m/min. Utiliza el Efecto Doppler para su desempeño y almacena sus lecturas en la base de datos acoplada al PLC.
Para parámetros tomados en la instalación de vaciado continuo tales como, Temperatura de la artesa (T1, T2 y T3) en ºC; donde 1, 2 y 3 son identificadores para las distintas muestras. Composición química expresada en por ciento para cada componente (C, Mn, Si, P, S, Cu), Can en L/min, Pan en Bar, Vcn en m/min y Tmn en ºC, son parámetros tomados por líneas donde n identifica el número de línea, y Ca, Pa, Vc y Tm, son Caudal de agua, Presión de agua a la entrada del cristalizador, Velocidad de colada y Temperatura del agua a la salida del molde, respectivamente. Resumen estadístico de los resultados obtenidos durante noventa y seis coladas. Se realiza un análisis estadístico, primero variable por variable para observar su comportamiento, y determinar si se distribuyen normalmente. En la Tabla 1 se muestra información estadística extraída de los datos obtenidos. Por otra parte, se observa que las variables obedecen una distribución normal. En los casos donde se obtuvo una Curtosis estandarizada mayor que dos, se realizó una comparación entre los parámetros por cada línea. La Tabla 2 expone los resultados mostrando que no hay una diferencia significativa entre los promedios de las velocidades por línea debido a que el Valor-P en menor que 0.05.
Tabla 1. Análisis estadístico de las variables.
Parámetro Promedio V.Max V.Min Sesgo Est. Curtosis Est. %C 0.23 0.21 0.26 -0.9 -1.1
%Mn 0.7 0,84 0.7 0.35 -1.99 %Si 0.185 0.23 0.15 1.4 -1.5 %Cu 0.33 0.42 0.22 -0.77 -1.8 %S 0.024 0.034 0.016 1.6 -0.10 %P 0.016 0.025 0.01 1.14 -2.74 T1 1539.97 1564 1515 -0.2 -0.9 T2 1548.66 1575 1514 -1.4 -1.4 T3 1540.48 1570 1516 1.65 -1.3
Vc1 1.65 1.8 1.5 1.18 -1.11 Tm1 37.9 44.1 33.7 1.9 0.45 Ca1 1606.8 1622 1590 -1.14 -1.53 Pa1 6.74 8.0 5.8 2.0 -2.1 Vc2 1.71 2.1 1.2 -1.8 1.12 Tm2 41.42 45.4 36.5 -1.08 -1.03 Ca2 1609.33 1624 1589 -1.9 -1.9
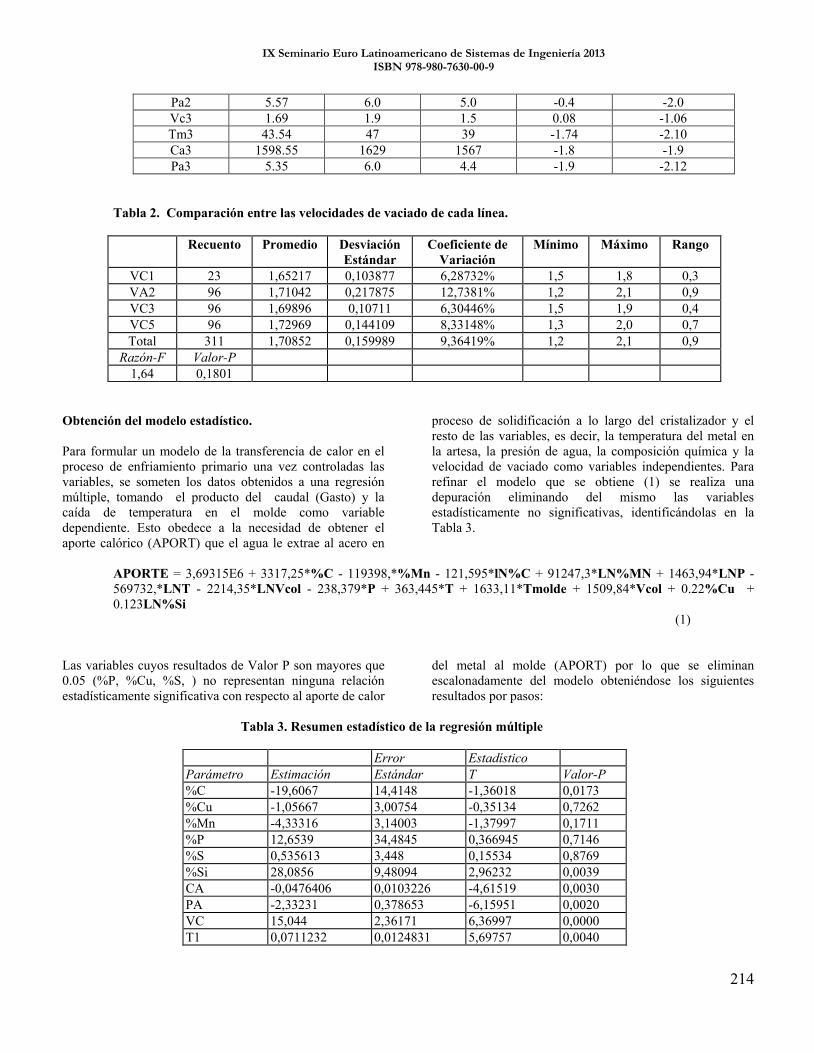
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
214
Pa2 5.57 6.0 5.0 -0.4 -2.0 Vc3 1.69 1.9 1.5 0.08 -1.06 Tm3 43.54 47 39 -1.74 -2.10 Ca3 1598.55 1629 1567 -1.8 -1.9 Pa3 5.35 6.0 4.4 -1.9 -2.12
Tabla 2. Comparación entre las velocidades de vaciado de cada línea.
Recuento Promedio Desviación Estándar
Coeficiente de Variación
Mínimo Máximo Rango
VC1 23 1,65217 0,103877 6,28732% 1,5 1,8 0,3 VA2 96 1,71042 0,217875 12,7381% 1,2 2,1 0,9 VC3 96 1,69896 0,10711 6,30446% 1,5 1,9 0,4 VC5 96 1,72969 0,144109 8,33148% 1,3 2,0 0,7 Total 311 1,70852 0,159989 9,36419% 1,2 2,1 0,9
Razón-F Valor-P 1,64 0,1801
Obtención del modelo estadístico. Para formular un modelo de la transferencia de calor en el proceso de enfriamiento primario una vez controladas las variables, se someten los datos obtenidos a una regresión múltiple, tomando el producto del caudal (Gasto) y la caída de temperatura en el molde como variable dependiente. Esto obedece a la necesidad de obtener el aporte calórico (APORT) que el agua le extrae al acero en
proceso de solidificación a lo largo del cristalizador y el resto de las variables, es decir, la temperatura del metal en la artesa, la presión de agua, la composición química y la velocidad de vaciado como variables independientes. Para refinar el modelo que se obtiene (1) se realiza una depuración eliminando del mismo las variables estadísticamente no significativas, identificándolas en la Tabla 3.
APORTE = 3,69315E6 + 3317,25*%C - 119398,*%Mn - 121,595*lN%C + 91247,3*LN%MN + 1463,94*LNP - 569732,*LNT - 2214,35*LNVcol - 238,379*P + 363,445*T + 1633,11*Tmolde + 1509,84*Vcol + 0.22%Cu + 0.123LN%Si (1)
Las variables cuyos resultados de Valor P son mayores que 0.05 (%P, %Cu, %S, ) no representan ninguna relación estadísticamente significativa con respecto al aporte de calor
del metal al molde (APORT) por lo que se eliminan escalonadamente del modelo obteniéndose los siguientes resultados por pasos:
Tabla 3. Resumen estadístico de la regresión múltiple
Error Estadístico Parámetro Estimación Estándar T Valor-P %C -19,6067 14,4148 -1,36018 0,0173 %Cu -1,05667 3,00754 -0,35134 0,7262 %Mn -4,33316 3,14003 -1,37997 0,1711 %P 12,6539 34,4845 0,366945 0,7146 %S 0,535613 3,448 0,15534 0,8769 %Si 28,0856 9,48094 2,96232 0,0039 CA -0,0476406 0,0103226 -4,61519 0,0030 PA -2,33231 0,378653 -6,15951 0,0020 VC 15,044 2,36171 6,36997 0,0000 T1 0,0711232 0,0124831 5,69757 0,0040
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
215
Paso 0 (Con todas las variables): 10 variable(s) en el modelo. 87 g.l. para el error. R-cuadrado = 69,93% R-cuadrado ajustado = 79,93% Paso 1: Eliminando variable %S con F para eliminar =0,0241307 9 variable(s) en el modelo. 88 g.l. para el error. R-cuadrado = 89,03% R-cuadrado ajustado = 81,2%
Paso 2: Eliminando variable %Cu con F para eliminar =0,131321 8 variable(s) en el modelo. 89 g.l. para el error. R-cuadrado = 90,16% R-cuadrado ajustado = 90,16% CME = 1,31646 Paso 3: Eliminando variable %P con F para eliminar =0,54442 7 variable(s) en el modelo. 90 g.l. para el error. R-cuadrado = 99,93% R-cuadrado ajustado = 99,93% CME = 1,3098
APORTE = 3,69315E6 + 3317,25*%C - 119398,*%Mn - 121,595*lN%C + +91247,3*LN%Mn + 1463,94*LNP - 569732,*LNT - 2214,35*LNVcol - 238,379*P + +363,445*T+ 1633,11*T + 1509,84*Vcol (2)
El modelo obtenido ( 2) expresa el consumo específico de agua en el molde dependiendo del %C, %Mn, presión de agua a la entrada del cristalizador en Bar, velocidad de colada en m/min y temperatura de la artesa ºC. Como se puede ver, el %C. a priori resalta que la velocidad de colada, es inversamente proporcional al aporte. Físicamente esto se explica porque el contenido de carbono disminuye el punto de fusión del acero por lo que conserva mejor la temperatura, mientras mayor es el contenido de carbono. El caudal de agua extrae el calor del acero y mientras, mayor sea este, mayor será la cantidad de agua por unidad de tiempo que circule por el cristalizador.
III. RESULTADOS Y DISCUSIONES Para comprobar la veracidad de este modelo, se realiza una corrida de los datos históricos reflejados en las cartas tecnológicas del mes de octubre del 2011 a partir de los datos recopilados durante el proceso, obteniéndose para cada colada un aporte calculado (MaportC), y luego se comprueba con el aporte real (MAportR) La Tabla 4 muestra un resumen estadístico de estas variables.
Tabla 4. Resumen estadístico de MTMR y MTMC.
MaportC MAportR Recuento 97 97 Promedio 42,4353 42,4348 Desviación Estándar 1,42 1,81974 Coeficiente de Variación 3,34627% 4,28832% Mínimo 38,5424 38,625 Máximo 44,3662 45,075 Rango 5,82372 6,45
También se aplica una prueba-t que se basa en la comparación entre las medias de ambas variables, los resultados de esta prueba se muestran a continuación: Suponiendo varianzas iguales: -0,000477162 +/- 0,462259 [-0,462736; 0,461782] Prueba t para comparar medias
Hipótesis nula: µMAPORTC = µMAPORTR Hipótesis Alternativa.: µMAPORTC ≠ µMAPORTR Suponiendo varianzas iguales: t = -0,00203599 valor-P = 0,998378
No se rechaza la hipótesis nula para alfa = 0,05.
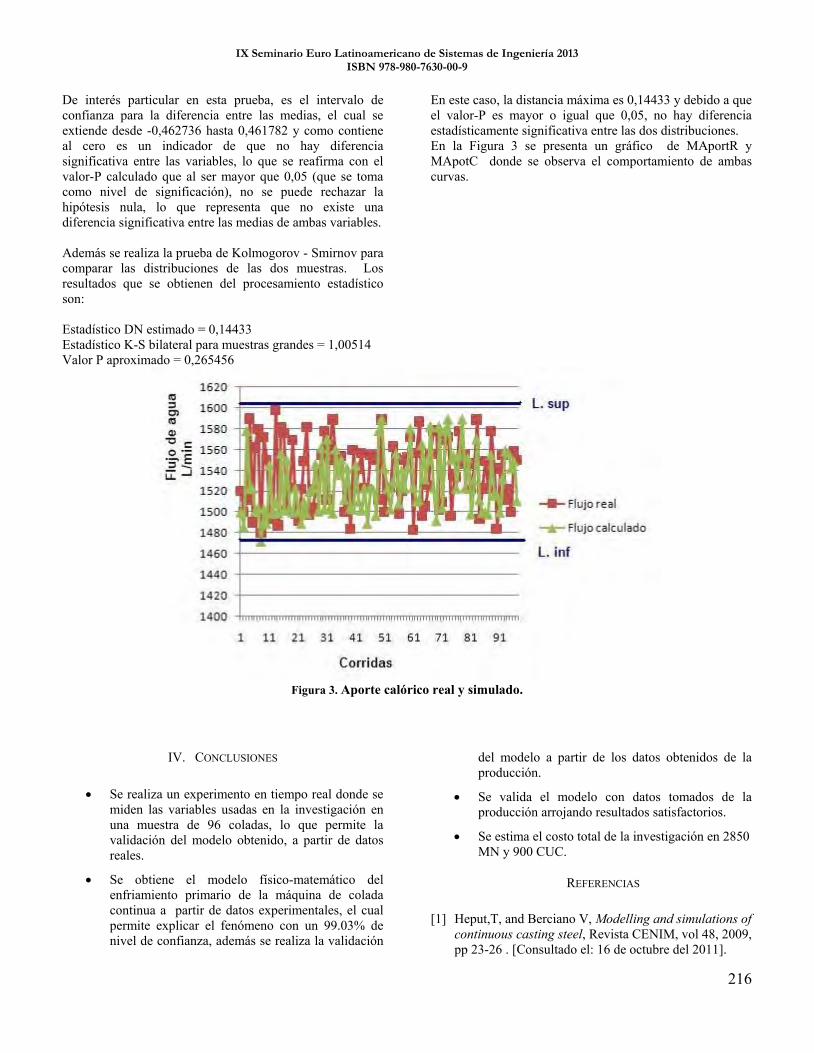
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
216
De interés particular en esta prueba, es el intervalo de confianza para la diferencia entre las medias, el cual se extiende desde -0,462736 hasta 0,461782 y como contiene al cero es un indicador de que no hay diferencia significativa entre las variables, lo que se reafirma con el valor-P calculado que al ser mayor que 0,05 (que se toma como nivel de significación), no se puede rechazar la hipótesis nula, lo que representa que no existe una diferencia significativa entre las medias de ambas variables. Además se realiza la prueba de Kolmogorov - Smirnov para comparar las distribuciones de las dos muestras. Los resultados que se obtienen del procesamiento estadístico son: Estadístico DN estimado = 0,14433 Estadístico K-S bilateral para muestras grandes = 1,00514 Valor P aproximado = 0,265456
En este caso, la distancia máxima es 0,14433 y debido a que el valor-P es mayor o igual que 0,05, no hay diferencia estadísticamente significativa entre las dos distribuciones. En la Figura 3 se presenta un gráfico de MAportR y MApotC donde se observa el comportamiento de ambas curvas.
Figura 3. Aporte calórico real y simulado.
IV. CONCLUSIONES
Se realiza un experimento en tiempo real donde se miden las variables usadas en la investigación en una muestra de 96 coladas, lo que permite la validación del modelo obtenido, a partir de datos reales.
Se obtiene el modelo físico-matemático del enfriamiento primario de la máquina de colada continua a partir de datos experimentales, el cual permite explicar el fenómeno con un 99.03% de nivel de confianza, además se realiza la validación
del modelo a partir de los datos obtenidos de la producción.
Se valida el modelo con datos tomados de la producción arrojando resultados satisfactorios.
Se estima el costo total de la investigación en 2850 MN y 900 CUC.
REFERENCIAS [1] Heput,T, and Berciano V, Modelling and simulations of
continuous casting steel, Revista CENIM, vol 48, 2009, pp 23-26 . [Consultado el: 16 de octubre del 2011].

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
217
Disponible en: http://revistademetalurgia.revistas.csic.es/112323 ISSN 120-298X
[2] Zarka,J, Intelligent optimal design of complex systems, Editorial Wards systems, 2008,pp 265-269. ISBN 831-232-869-13
[3] Orrling C, Observations of the melting and solidification behavior of mold slags, Iron and Steelmaker. Journal of materials processing technology (USA), 2000, vol. 27 (1), pp. 53-63, [ Consultado el: 20 de junio del 2011]. Disponible en: http://www.sciencedirect.com/science/journal/0.95162x ISSN 095-016-2X
[4] Habert, G, A numerical model for a heat flux DSC: Determining heat transfer coefficients within a DSC, Ironmaking & Steelmaking, 2009, vol. 40, p. 12–160. [Consultado el: 2 de abril de 2011]. Disponible en: http://www.sciencedirect.com/science/journal/01691317 ISSN 016 91317
[5] Janik M, and Dyja H, Modelling of three – dimensional temperature field inside the mould during continuous
casting of steel. USA.Computer methods in applieds mecanisc and engineering, 2009. vol. 10 , pp. 62-66, [Consultado el: 13 de enero del 2009]. Disponible en: http://www.elsevier.com/locate/jmatprotec/15315410 ISSN 153–154-10
[6] Incropera, F, Fundamentos de transferencia de calor, 2010, Editorial Prentice Hall, pp 213 – 295. ISSN 970-17-017-04
[7] Hardin, R and Beckerman C, A transient simulation and dynamic spray cooling control model for continuous steel casting. Metallurgical and Material Transactions B. Vol. 34B. 2004. pp 95 – 109. [Consultado el: 3 de julio del 2009]. Disponible en: www.elsevier.com/locate/jmatprotec/578582 ISSN 578 582
[8] Viera, B, López S, Modelación Matemática para Ingenieros Químicos. Pueblo y Educación. 1988,ISBN 909-229-074-00

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
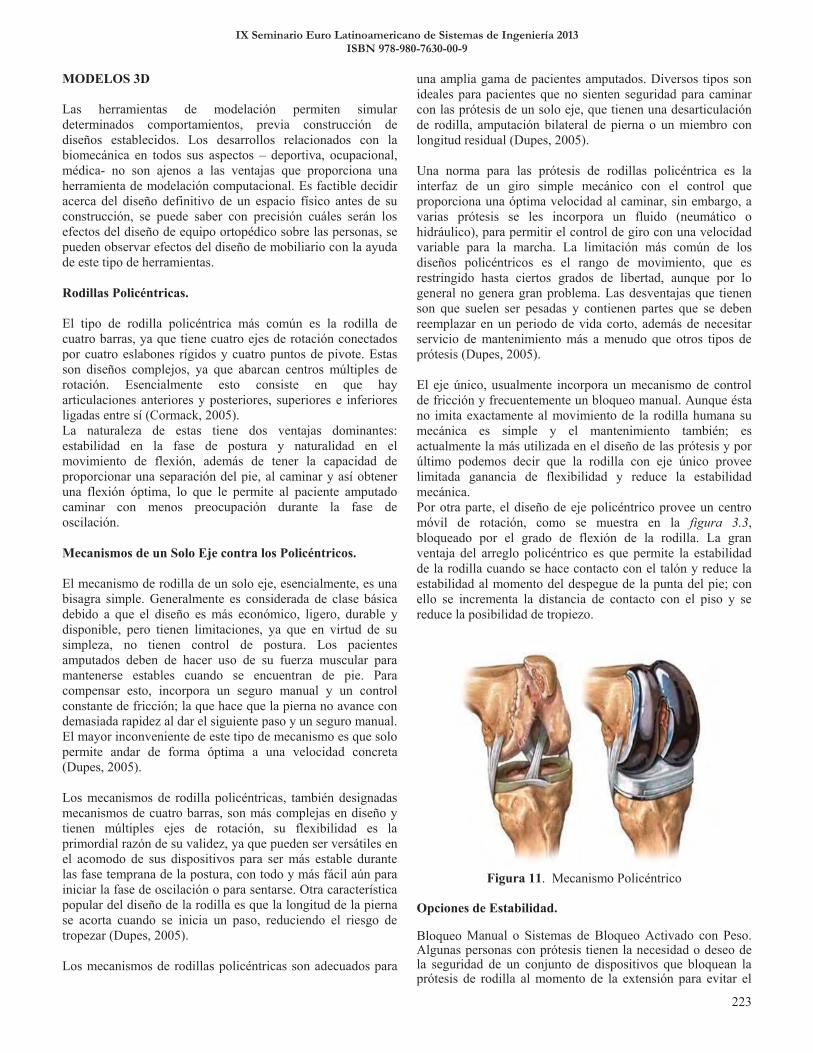
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
.
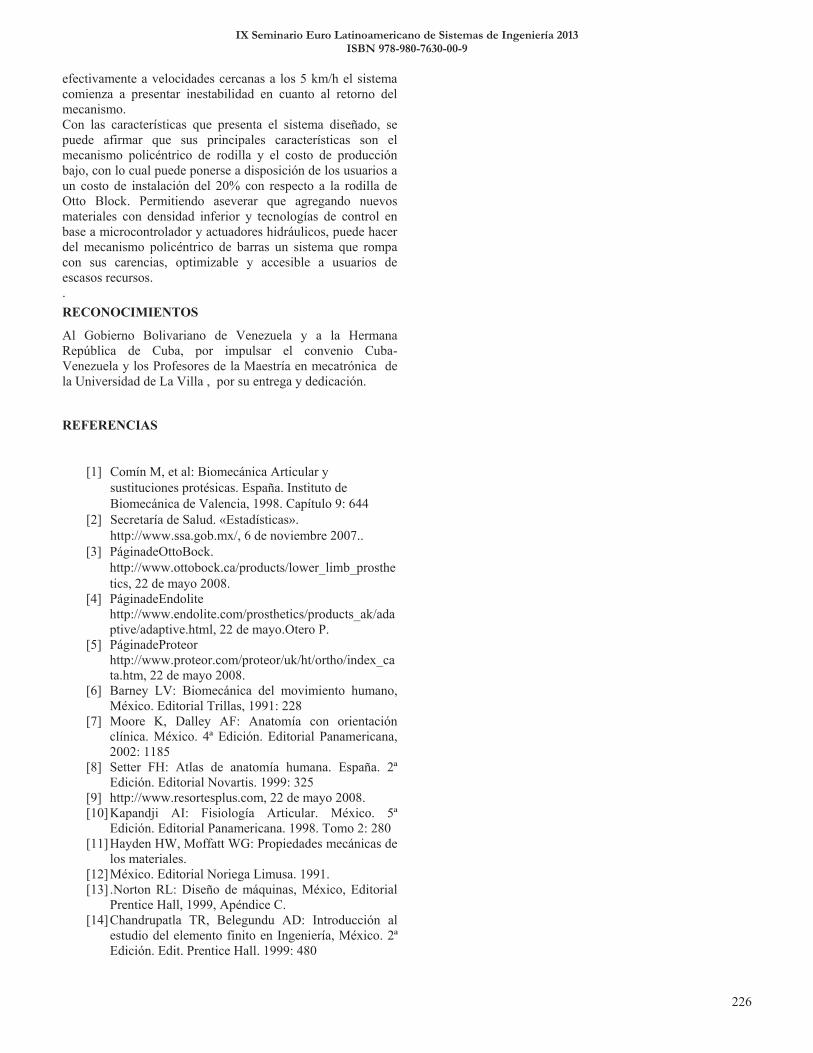
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
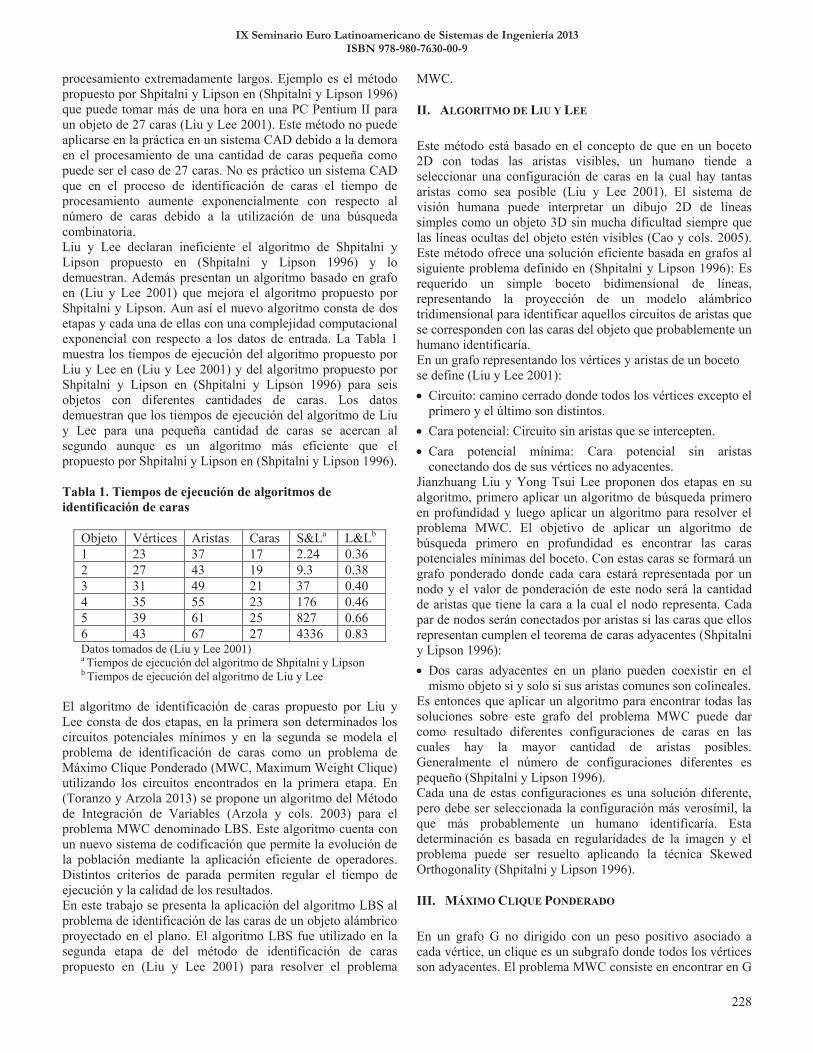
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
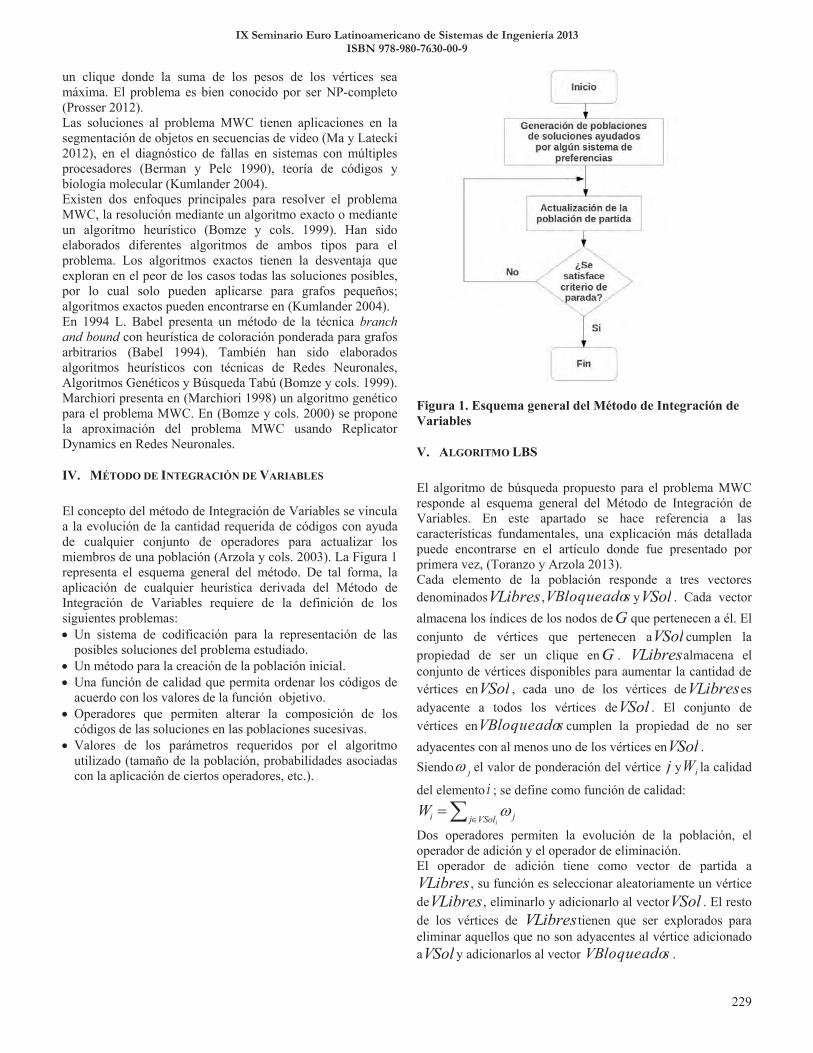
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
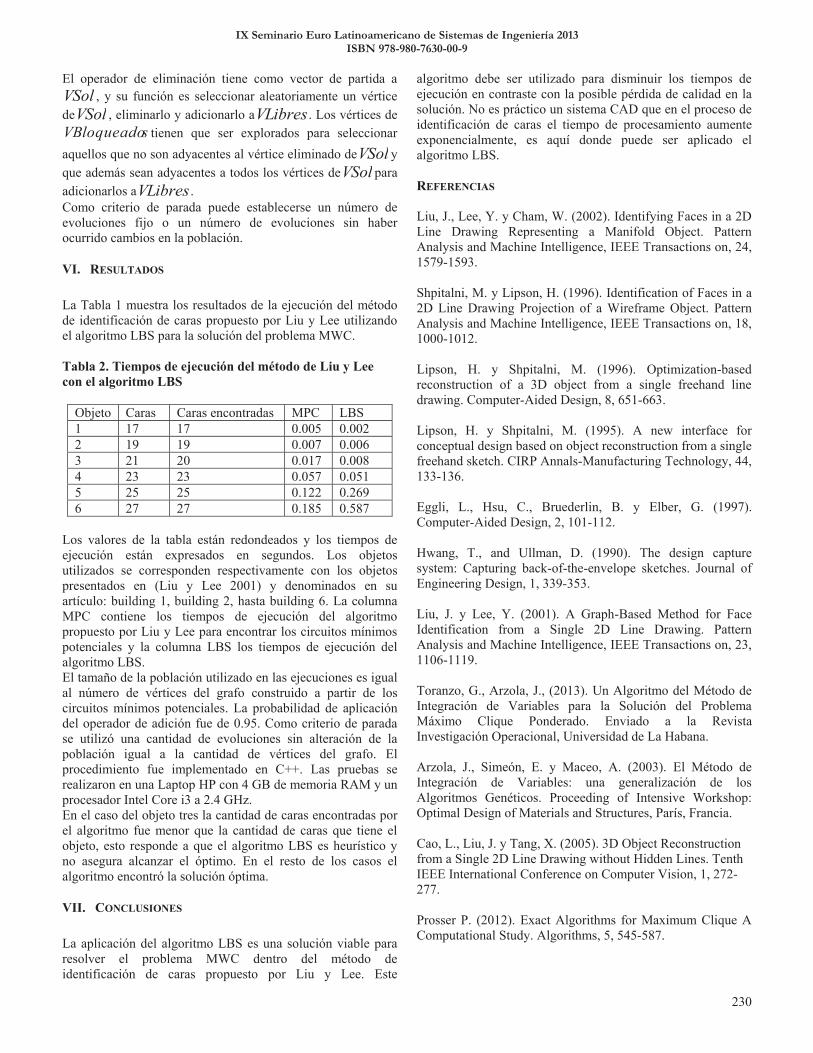
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
232

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
233

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
234
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
235
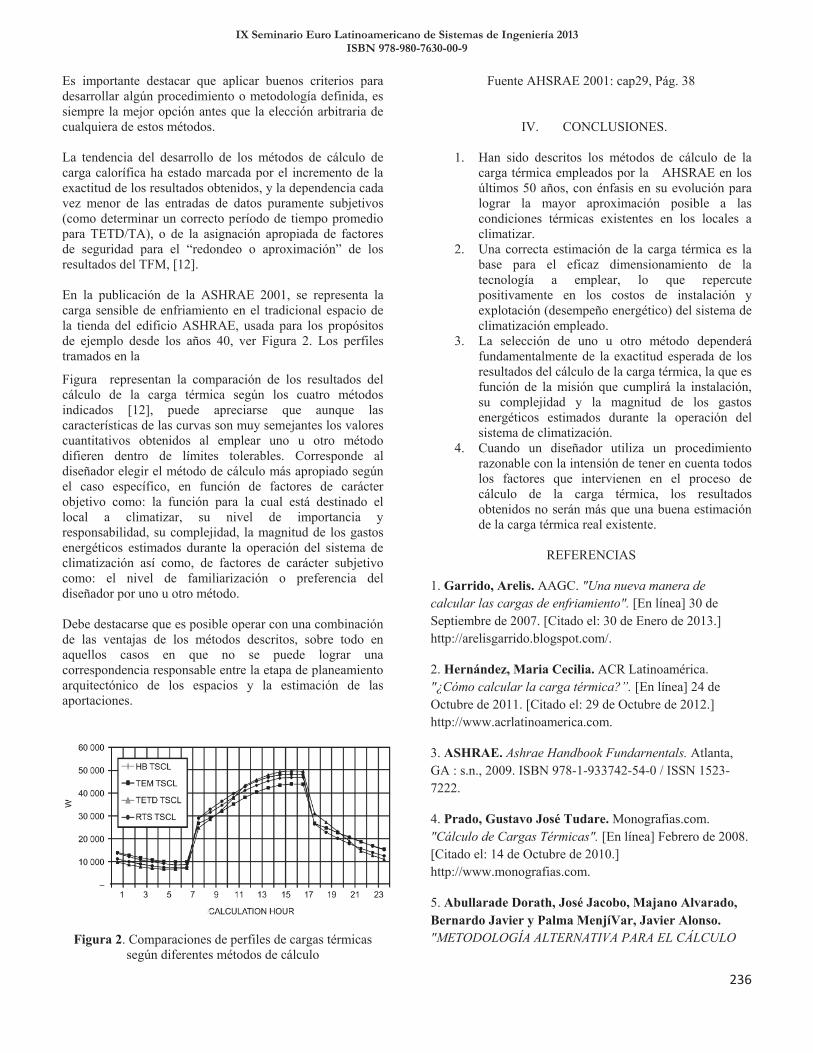
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
236

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
237

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
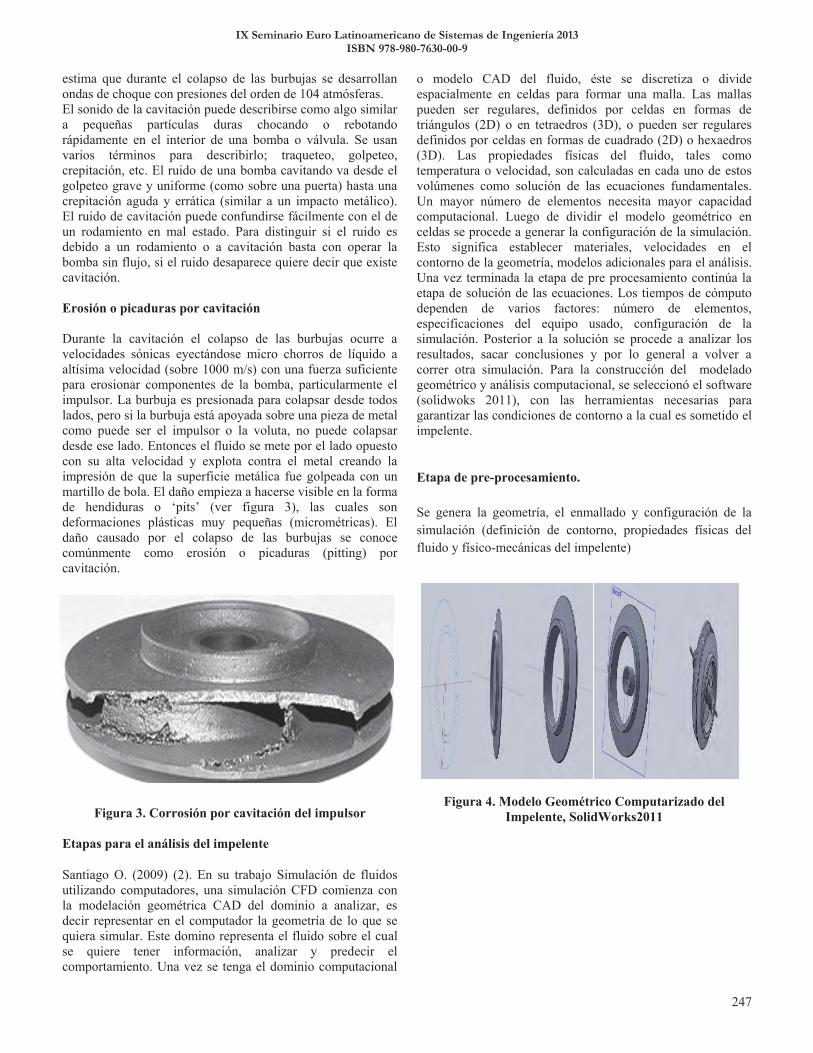
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
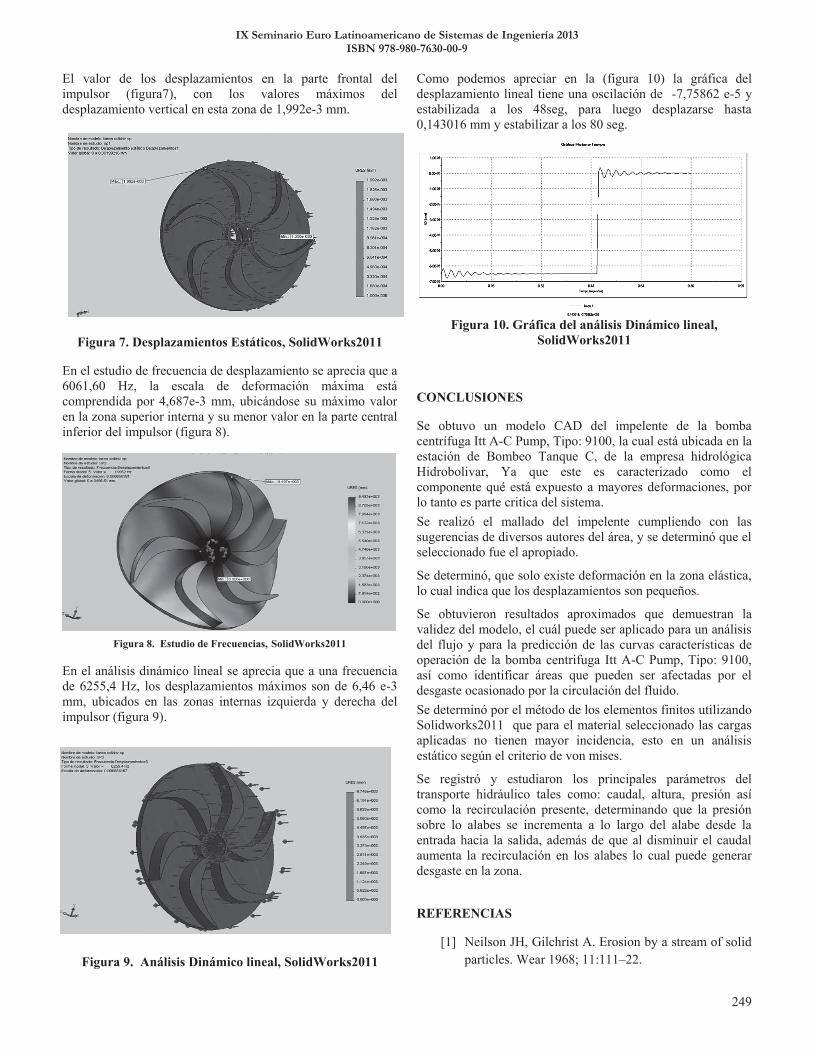
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

251
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
AUTOMATIZACIÓN DEL DISEÑO DE PRE FORMAS PARA LA OBTENCION DE PERFILES
EN H LAMINADOS EN CALIENTE
DESIGN AUTOMATION FOR OBTAINING PREFORMAS PROFILES IN HOT ROLLED H
1Ing. Eugenio de Jesús Salas Viloria, 2Dr. Raúl Santana Milán
1 Instituto Universitario de Tecnología “José Antonio Anzoátegui, San José de Guanipa, Anzoátegui, Venezuela, [email protected] 2 Universidad de Holguín “Oscar Lucero Moya”, Holguín, Cuba, [email protected], [email protected] RESUMEN: La industria de la transformación y la fabricación vinculada a los procesos de laminación se caracterizó hasta la década del 70 por ser una industria que se apoyaba en el talento técnico y la experiencia de sus obreros, por lo que no pudo introducir, con la misma rapidez que otras, las técnicas de avanzada; en este sentido se han venido produciendo avances y se han ido sustituyendo las soluciones empíricas por algoritmos eficientes creados sobre las bases de estudios teóricos o prácticos, este trabajo constituye un aporte en ese contexto, cuyo objeto son las formas intermedias de las piezas laminadas, vistas en el marco general del proceso integral de laminado y su objetivo fundamental consiste en la creación de las bases científicas para la realización del proceso de diseño automatizado de piezas mediante la tecnología de laminado en caliente. A partir de estas bases científicas o principios, se confeccionaron los algoritmos que permiten materializar el proceso de diseño del tipo de piezas objeto de esta investigación, llegando a obtener soluciones eficientes de diseño; se desarrollaron algunos de los programas necesarios para dar solución a esta problemática Palabras Claves: Laminado en Caliente, Automatización de Diseño, Diseño Herramental ABSTRACT: The processing industry and manufacturing processes related to rolling until the 70`decade was marked for being an industry that relied on technical talent and expertise of its workers , so they could not enter with the as quickly as others , advanced techniques in this sense have been producing progress and have been gradually replaced by efficient algorithms empirical solutions created on the basis of theoretical or practical , this work is a contribution in that context , the purpose intermediate forms are laminated parts , seen in the general framework of the whole process of rolling and its main objective is the creation of the scientific basis for the realization of automated design process parts by hot rolling technology . From these scientific bases or principles were made the algorithms that realize the design process the type of parts under investigation, leading to obtain efficient solutions design developed some of the programs needed to solve this problem Keywords: Hot Rolled, Design Automation, Tooling Design
I. INTRODUCCIÓN Dentro de los procesos de laminado multietapas, como procesos de tratamiento de los metales por presión, reviste una gran importancia el diseño de las formas intermedias que debe ir adoptando el material que se lamina y que preceden inmediatamente a la obtención de la forma final del perfil laminado. El empleo de las formas intermedias influye sobre los siguientes aspectos: Peso del material empleado. Cantidad de herramientas. Costos de producción de las piezas a forjar. Consumo energético. Disminución de errores o defectos. Durabilidad de la herramienta.
La obtención de muchas piezas laminadas es totalmente imposible si no se efectúa previamente una distribución de su masa antes del paso final (necesidad). Debido a la inmensa diversidad de formas intermedias que puede adoptar una pieza que va a ser laminada y las escasas investigaciones que sobre este tema se conocen, existen pocos lineamientos generales establecidos para el diseño manual o automatizado de las mismas. No es menos cierto que en el diseño de una forma intermedia intervienen la habilidad y la experiencia del diseñador, cualidades que sólo se adquieren con dedicación y empeño a lo largo de muchos años. Por otra parte, el diseño manual de las formas intermedias de piezas laminadas resulta extremadamente engorroso y propenso a la comisión de errores. Las razones antes expuestas han limitado, en gran medida, la utilización de las técnicas de computación en este campo.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
252
El problema del diseño de las formas intermedias de las piezas laminadas no puede ser considerado como una tarea aislada sino que debe tratarse en el marco de la concepción general del proceso de laminado. Surge así como objeto de este trabajo el diseño de las formas intermedias, por ser éstas las que representan el mayor grado de dificultad y donde habían venido aplicándose acentuadamente las soluciones empíricas, se toman además en consideración el diseño de las formas iniciales de las piezas laminadas (pieza en bruto) y el cálculo de otros factores de interés tecnológico. Los denominados sistemas CAD/CAM constituyen un eslabón importante en los procesos de automatización y empleo de la microelectrónica en las empresas. Los mismos permiten la utilización de todos los recursos de ésta en forma integrada, lo que trae como consecuencia la elevación de la productividad, el incremento de la calidad en los productos, la disminución de los costos de producción y la humanización del proceso de diseño con el consiguiente aumento de la fiabilidad de los mismos.
II. MATERIALES Y MÉTODOS
Para determinar las formas intermedias necesarias para obtener un perfil en H laminado en caliente se acepta el postulado de [Lange K., 1977], que plantea que: “debe emplearse el concepto de Preformación de Sección Transversal, entendiéndose esto como: la obtención de una forma intermedia cuyo perfil se va acercando al de la forma final de la pieza laminada en una o varias etapas”. Existen varios autores que se han ocupado con la determinación de las formas intermedias de las piezas obtenidas por conformación masiva, estos autores han aportado los conocimientos fundamentales del tratamiento de fenómenos típicos de la obtención de piezas por deformación en caliente, entre ellos tenemos: [Spies K., 1959.], este autor se ocupó con la obtención de formas intermedias por preformación de sección transversal, propone varias reglas básicas a tener en cuenta para lograr un diseño correcto de las piezas rotacionalmente simétricas por este procedimiento. Estas reglas proclamadas por SPIES son válidas y fundamentales para lograr un proceso de diseño correcto de las piezas rotacionalmente simétricas por preformación de la sección transversal de las mismas, pero adolecen de no brindar valores recomendados o expresiones que permitan calcular los parámetros a que hace referencia. [Lange K. y otros, 1977.], estos autores dividen en tres grupos las piezas forjadas con sección transversal en H según la relación entre la altura (h) y el ancho (b) del nervio de éstas. Ellos plantean que las secciones transversales en H con una relación h/b < 2 pueden ser conformadas sin preformación de la sección transversal, para nervios con relaciones h/b > 2 es indispensable la existencia de una forma intermedia previa. LANGE no contemplan o brindan reglas que permitan automatizar el proceso de diseño de las formas intermedias de
las piezas conformadas, a no ser la relación entre la altura h y el ancho b del nervio de la pieza con sección transversal en H, las cuales no representan la totalidad de las posibles configuraciones de secciones transversales.
Figura 1: Ejemplos de preformación de la sección transversal [Fuente: Spies K., 1959]
Figura 2: Preformación de la sección transversal para la forja de perfiles H en martillos. [Fuente: Lange K. y otros, 1977.] [Altan T., 1983], este autor se ha ocupado con el diseño y fabricación de estampas de forja para el preestampado con auxilio de la computación. Ellos basaron su trabajo en la obtención de piezas forjadas para la industria aeronáutica donde es frecuente la posibilidad de descomposición de piezas de secciones transversales complejas en secciones más simples en forma de "L" que luego de procesadas se vuelven a integrar, este método puede ser empleado solamente para piezas de forma relativamente sencillas, en el caso de piezas más complejas se presentarían muchos inconvenientes.
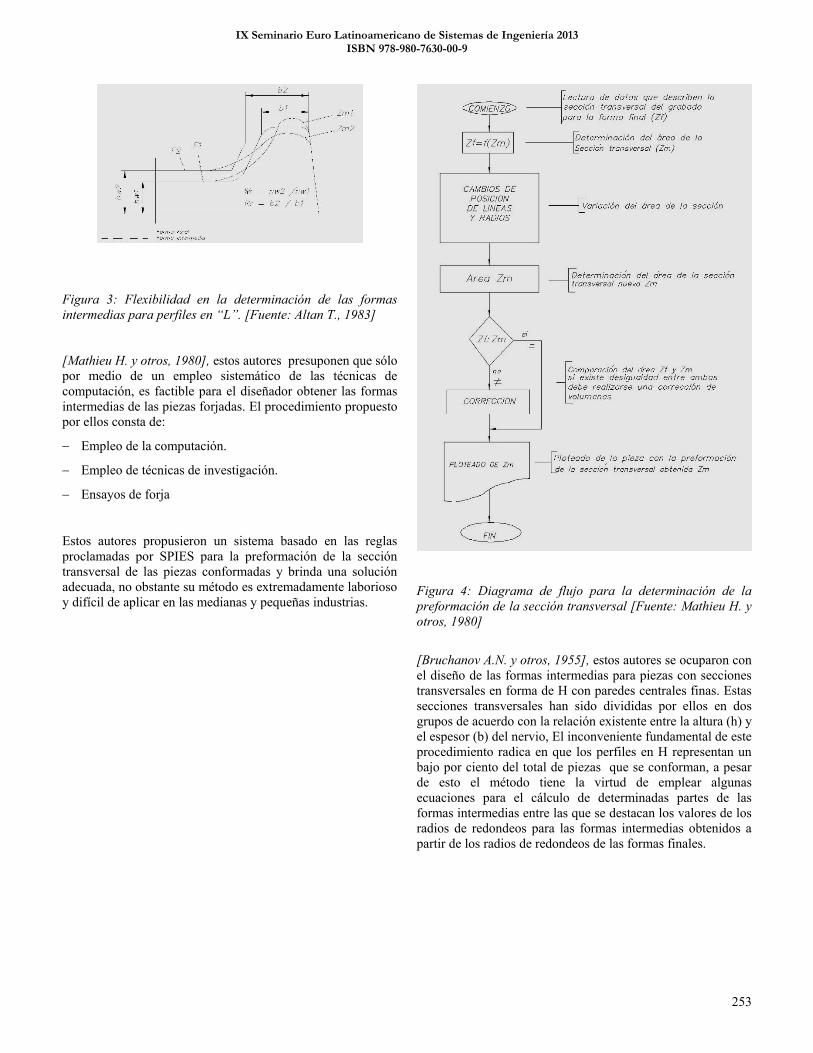
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
253
Figura 3: Flexibilidad en la determinación de las formas intermedias para perfiles en “L”. [Fuente: Altan T., 1983] [Mathieu H. y otros, 1980], estos autores presuponen que sólo por medio de un empleo sistemático de las técnicas de computación, es factible para el diseñador obtener las formas intermedias de las piezas forjadas. El procedimiento propuesto por ellos consta de:
Empleo de la computación.
Empleo de técnicas de investigación.
Ensayos de forja
Estos autores propusieron un sistema basado en las reglas proclamadas por SPIES para la preformación de la sección transversal de las piezas conformadas y brinda una solución adecuada, no obstante su método es extremadamente laborioso y difícil de aplicar en las medianas y pequeñas industrias.
Figura 4: Diagrama de flujo para la determinación de la preformación de la sección transversal [Fuente: Mathieu H. y otros, 1980]
[Bruchanov A.N. y otros, 1955], estos autores se ocuparon con el diseño de las formas intermedias para piezas con secciones transversales en forma de H con paredes centrales finas. Estas secciones transversales han sido divididas por ellos en dos grupos de acuerdo con la relación existente entre la altura (h) y el espesor (b) del nervio, El inconveniente fundamental de este procedimiento radica en que los perfiles en H representan un bajo por ciento del total de piezas que se conforman, a pesar de esto el método tiene la virtud de emplear algunas ecuaciones para el cálculo de determinadas partes de las formas intermedias entre las que se destacan los valores de los radios de redondeos para las formas intermedias obtenidos a partir de los radios de redondeos de las formas finales.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
254
Figura 5: Forma intermedia para secciones transversales en forma de “H”. [Fuente: Bruchanov A.N. y otros, 1955] [Chamouard A., 1964], este autor recomienda la utilización de curvas exponenciales para facilitar el flujo del metal dentro del grabado, el volumen de la forma intermedia corresponde con el volumen de la forma final, más el volumen de material que pasa a la rebaba. Chamouard tiene la virtud de haber utilizado por primera vez expresiones numéricas para el diseño de formas intermedias de piezas forjadas, a pesar de eso su método presenta las siguientes insuficiencias: Para garantizar la invariabilidad del volumen se tienen que
emplear ecuaciones no lineales cuyas soluciones son muy problemáticas.
La curva exponencial perdería libertad de variación de la relación pared-nervio, esto ocurre cuando corta la pared central en el punto E, que no representa una transición tangencial (canto agudo), y eso es indeseado en los procesos de forja.
Figura 6: Forma intermedia propuesta por CHAMOUARD [Fuente: Chamouard A., 1964] [Haller H., 1986], este autor se ocupó con la creación de un sistema CAD para el diseño de estampas de forja que se basó en las siguientes consideraciones sobre las formas intermedias:
El proceso de forja se lleva a cabo mediante un procedimiento no continuo de transformación de la forma inicial (pieza en bruto), hasta llegar a la forma final de la pieza forjada, el éxito de este proceso depende de la fluidez de la masa de la forma inicial sin ser forzada y paulatinamente hacia las formas intermedias, además el grabado final debe poseer una forma tal que permita el flujo adecuado del material, es decir, mientras que una parte del material debe ser aplastada o recalcada, otra debe fluir como en un proceso de extrusión. Este método presenta las siguientes restricciones: El redondeo de los cantos y los empalmes entre las
diferentes secciones son omitidos durante el cálculo debido a su escasa influencia en los mismos y estos en la realidad representan un volumen considerable de material.
El programa es válido sólo para piezas forjadas que han
sido obtenidas mediante un proceso de compresión y de extrusión simultáneo, caso que no recoge la generalidad de posibilidades.
[Yu G. B. y otros, 1985], estos autores logran unificar varios de los criterios tratados de forma independiente por otros de los autores anteriormente citados, estos principios son:
Figura 7: Diagrama de flujo del sistema propuesto por Yu y Dean [Fuente: Yu G. B. y otros, 1985]
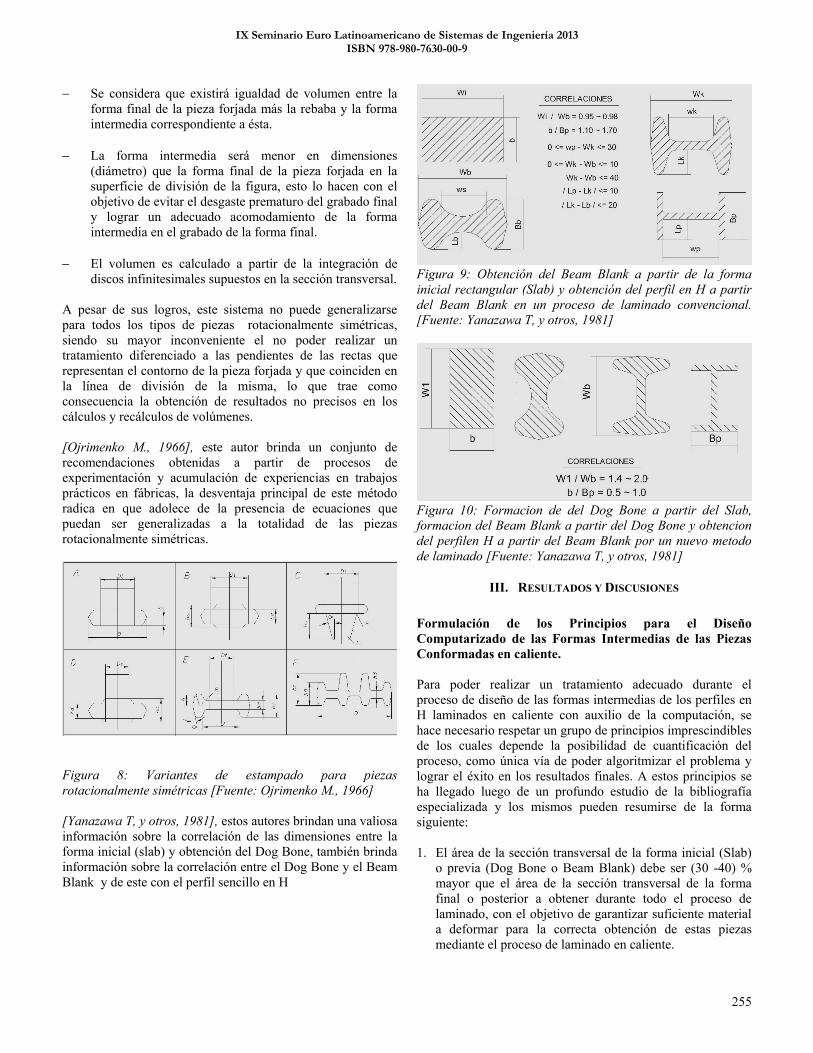
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
255
Se considera que existirá igualdad de volumen entre la forma final de la pieza forjada más la rebaba y la forma intermedia correspondiente a ésta.
La forma intermedia será menor en dimensiones
(diámetro) que la forma final de la pieza forjada en la superficie de división de la figura, esto lo hacen con el objetivo de evitar el desgaste prematuro del grabado final y lograr un adecuado acomodamiento de la forma intermedia en el grabado de la forma final.
El volumen es calculado a partir de la integración de
discos infinitesimales supuestos en la sección transversal. A pesar de sus logros, este sistema no puede generalizarse para todos los tipos de piezas rotacionalmente simétricas, siendo su mayor inconveniente el no poder realizar un tratamiento diferenciado a las pendientes de las rectas que representan el contorno de la pieza forjada y que coinciden en la línea de división de la misma, lo que trae como consecuencia la obtención de resultados no precisos en los cálculos y recálculos de volúmenes. [Ojrimenko M., 1966], este autor brinda un conjunto de recomendaciones obtenidas a partir de procesos de experimentación y acumulación de experiencias en trabajos prácticos en fábricas, la desventaja principal de este método radica en que adolece de la presencia de ecuaciones que puedan ser generalizadas a la totalidad de las piezas rotacionalmente simétricas.
Figura 8: Variantes de estampado para piezas rotacionalmente simétricas [Fuente: Ojrimenko M., 1966] [Yanazawa T, y otros, 1981], estos autores brindan una valiosa información sobre la correlación de las dimensiones entre la forma inicial (slab) y obtención del Dog Bone, también brinda información sobre la correlación entre el Dog Bone y el Beam Blank y de este con el perfil sencillo en H
Figura 9: Obtención del Beam Blank a partir de la forma inicial rectangular (Slab) y obtención del perfil en H a partir del Beam Blank en un proceso de laminado convencional. [Fuente: Yanazawa T, y otros, 1981]
Figura 10: Formacion de del Dog Bone a partir del Slab, formacion del Beam Blank a partir del Dog Bone y obtencion del perfilen H a partir del Beam Blank por un nuevo metodo de laminado [Fuente: Yanazawa T, y otros, 1981]
III. RESULTADOS Y DISCUSIONES Formulación de los Principios para el Diseño Computarizado de las Formas Intermedias de las Piezas Conformadas en caliente. Para poder realizar un tratamiento adecuado durante el proceso de diseño de las formas intermedias de los perfiles en H laminados en caliente con auxilio de la computación, se hace necesario respetar un grupo de principios imprescindibles de los cuales depende la posibilidad de cuantificación del proceso, como única vía de poder algoritmizar el problema y lograr el éxito en los resultados finales. A estos principios se ha llegado luego de un profundo estudio de la bibliografía especializada y los mismos pueden resumirse de la forma siguiente: 1. El área de la sección transversal de la forma inicial (Slab)
o previa (Dog Bone o Beam Blank) debe ser (30 -40) % mayor que el área de la sección transversal de la forma final o posterior a obtener durante todo el proceso de laminado, con el objetivo de garantizar suficiente material a deformar para la correcta obtención de estas piezas mediante el proceso de laminado en caliente.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
256
2. La altura de la secciones transversales de la forma inicial (Slab) y/o de las formas intermedias deben ser mayor que las alturas de las secciones transversales de la forma final o precedentes, lo que implica que el ancho de éstas seas menor, para esto se deben emplear las correlaciones brindadas por Yanazawa T. y otros [Yanazawa T, y otros, 1981], ello se debe garantizar con el objetivo de evitar el desgaste prematuro de los juegos de rodillos necesarios para obtener las diferentes formas intermedias y lograr la entrada adecuada de las formas intermedia en los grabados posteriores de los rodillos para la obtener la forma final.
Para procesos convencionales de laminado son válidas las correlaciones: (ver figura 9) Wi / Wb = 0.95 ~ 0.98…………………………...…(3.1.1) B / Bp = 1.10 ~ 1.70…………………….….….…....(3.1.2) 0 <= wp – Wk <= 30……………………………..…(3.1.3) 0 <= Wk – Wb <= 10………………………….…..(3.1.4) Wk – Wb <= 40……………………………………..(3.1.5) / Lp – Lk / <= 10………………………….………(3.1.6) / Lk – Lb / <= 20………………………….…..…..(3.1.7)
Para procesos especiales de laminado son válidas las correlaciones: (ver figura 10) W1 / Wb = .4 ~ 2.0……………………..….…..….(3.1.8) B / Bp = 0.5 ~ 1.0………………………..………..(3.1.9)
3. Los radios de redondeo de las formas intermedias deben
ser mayores que los radios de redondeo de las formas finales, con el objetivo de facilitar el flujo del metal en el grabado y disminuir el desgaste prematuro o posibles concentraciones de tensiones, para el cálculo de estos radios, se deben emplear las ecuaciones propuestas por Bruchanov y Rebelski [Bruchanov A.N. y otros, 1955]. (ver figura 5)
R2 = 1.2 Rf + 3 mm.............(3.1.10), para radios cóncavos R2 = 1.5 Rf..........................(3.1.11), para radios convexos
4. Las inclinaciones laterales de las formas intermedias deben
ser iguales a las inclinaciones de las formas finales en su defecto emplear valores entre 6 y 9 0.
5. Se supone que durante la obtención de la forma intermedia
no se pierde material, esto es con el objetivo de lograr un control efectivo de la constancia de volumen entre la forma final y las formas intermedias que se procesan. El volumen debe ser calculado a partir de esta invariabilidad del volumen y teniendo en cuenta las siguientes expresiones:
V1 = V0 = Constante…….……….……………….(3.1.12) V1 = A1.L1...............................................................(3.1.13) V0 = A0.L0……………………….…….………….(3.1.14)
donde: A1 - Área de la sección transversal de la preforma. L1 - Longitud del material que formará la preforma. A0 - Área de la sección transversal de la forma inicial. L0 - Longitud del material de la forma inicial.
La corrección de este volumen debe realizarse a partir de la disminución o aumento de la longitud de la forma final o intermedia, cumpliendo con el principio de la invariabilidad del volumen.
6. Se hace absolutamente necesario brindar la posibilidad de
un trabajo interactivo que permita al usuario según su experiencia y conocimiento, decidir sobre los resultados brindados por la computadora.
Estos principios formulados, constituyen el aporte principal de este trabajo, a su vez representan las bases sobre las que se sustentan los otros resultados a que se arribaron en esta investigación. Concepción y aseguramiento matemático del diseño automatizado de los procesos de laminado en caliente. Para diseñar una nueva familia de formas intermedias de perfiles sencillos laminados en caliente, es necesario seguir una secuencia lógica de pasos y ajustarse a los Principios para el Diseño Computarizado de las Formas Intermedias de las Perfiles que ya fueron proclamados en el apartado anterior. Teniendo en cuenta estos, se ha concebido un Sistema para el Diseño de Formas Intermedias de Perfiles Sencillos en H Laminados en Caliente (DiproINTER) que se muestra en la figura 11. El sistema DiproINTER consta de los siguientes módulos: Captura de Información: Es el encargado de obtener la
información introducida por el usuario (datos), en cualquier momento del proceso de trabajo del sistema, ejemplos: tipo de perfil, material, dimensiones, etc.
Edición de Base de Datos de Perfiles: Este módulo se
encarga de editar las bases de datos de perfiles, con el objetivo de eliminar elementos o adicionar nuevos.
Reconocimiento Gráfico: Es el encargado de reconocer
a partir del dibujo del perfil o de la edición de perfiles las propiedades de las entidades o cambios generados en estas, ejemplos radios, longitudes, ángulos, etc.
Procesamiento Gráfico: Es el encargado de procesar toda
la información que el usuario introduce y que provocan cambios a los perfiles existentes en la base de datos o cuando introduce nuevos perfiles encargándose de actualizar la información en dicha base de datos.
Cálculo Ingenieril: Se encarga de realizar todos los
cálculos (ecuaciones) que caracterizan el proceso y

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
257
devolver los resultados a las funciones por las cuales fue invocado, cálculo del número de pasos de laminado, cálculo de los parámetros geométricos de las variantes intermedias, etc.
Optimización: Es el encargado de buscar soluciones
Óptimas a problemas asociados a estos procesos, ejemplo: costo del herramental, costo por conceptos de consumo de energía, calidad del producto, etc.
Diseño del herramental: Se encarga, a partir del cálculo del número de pasos de laminado, cálculo de los parámetros geométricos de las variantes intermedias, de diseñar los juego de rodillos necesarios para obtener el perfil.
Memoria descriptiva: Es el encargado de brindar toda la
documentación técnica asociada al proceso de diseño y facilitar los informes para la organización del proceso.
Figura 11: Concepción del sistema para el diseño de formas intermedias de perfiles sencillos laminados en caliente (DiproINTER) Elaboración automatizada de la documentación tecnológica. La elaboración automatizada de la documentación tecnológica en los sistemas ingenieriles computarizados, constituye un componente fundamental de estos sistemas, la preparación de la tecnología está vinculada no sólo a la realización de cálculos de gran complejidad, a la utilización de métodos modernos de simulación y optimización, sino que la evaluación de las diferentes soluciones estudiadas dependen, frecuentemente, de información que sólo se puede obtener a partir de representaciones gráficas. De poco sirve un sistema que permita preparar decisiones de alta racionalidad, si estas
no pueden ser representadas oportunamente en la forma adecuada para su correcta implementación práctica. [Arzola Ruiz J., 2001] El sistema deber· ser lo suficientemente flexible y admitir formatos de ficheros de dibujo estándares, que aseguren su compatibilidad con otros sistemas CAD, por esta razón se admitirán dibujos en formatos DXF, STEP y DWG. Los perfiles que serán procesados por el sistema, deberán ser dibujados con anterioridad en los formatos especificados y se prefiere su ubicación en subdirectorios desde donde serán solicitadas por el programa en su debido momento. No obstante, si el usuario no ha dibujado la pieza con anterioridad, tiene la posibilidad de dibujarlos con el sistema CAD que sirve de plataforma a DiproINTER y su geometría puede ser incorporada a la Base de Datos de perfiles del sistema. Una vez que se elige un perfil de la base de datos o se dibuja uno nuevo por el usuario, el sistema captura la información geométrica del mismo y a partir de ella genera un conjunto de nuevas entidades que corresponden a las diferentes formas intermedias necesarias. Éstas nuevas entidades representan las secuencias de conformado y constituirán las formas geométricas a obtener en la batería de rodillos para obtener el perfil sencillo final. Implementación de los procedimientos para la automatización del diseño de baterías de rodillos. Después de concebido el sistema y definida las funciones de cada uno de los módulos que lo integran, lo cual se desarrolla a partir de la bibliografía consultada y según la metodología de diseño propuesta, se procede a la implementación del Sistema DiproINTER que tiene como soporte al Sistema Gráfico Profesional AutoCAD, de la firma AutoDesk y al lenguaje de programación AutoLisp. El esquema del algoritmo de cálculo en que se sustenta el mismo se representa en la figura 12 La tarea consiste en el procesamiento de los datos introducidos por el usuario o seleccionados de la base de datos para el diseño de las formas intermedias necesarias en la obtención de un nuevo perfil laminado sencillo final. El software implementado es un sistema CAD que facilita el cálculo ingenieril y la representación gráfica en el proceso de diseño de las formas intermedias necesarias para obtener un perfil en H. El sistema cuenta con herramienta que permiten la selección, modificación y actualización de entidades en su base de datos. Garantiza además la captura y evaluación de los datos suministrados para el cálculo, proporcionando una salida gráfica, que satisface las exigencias del proceso de diseño de estas piezas.
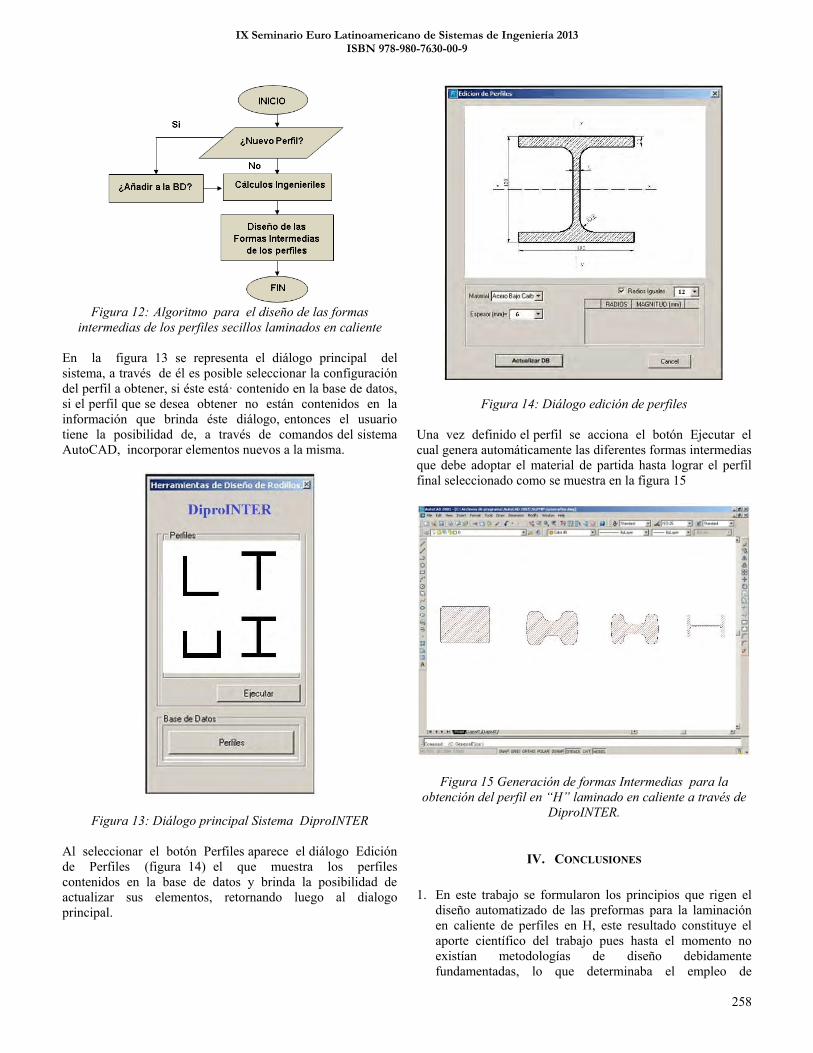
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
258
Figura 12: Algoritmo para el diseño de las formas
intermedias de los perfiles secillos laminados en caliente
En la figura 13 se representa el diálogo principal del sistema, a través de él es posible seleccionar la configuración del perfil a obtener, si éste está· contenido en la base de datos, si el perfil que se desea obtener no están contenidos en la información que brinda éste diálogo, entonces el usuario tiene la posibilidad de, a través de comandos del sistema AutoCAD, incorporar elementos nuevos a la misma.
Figura 13: Diálogo principal Sistema DiproINTER Al seleccionar el botón Perfiles aparece el diálogo Edición de Perfiles (figura 14) el que muestra los perfiles contenidos en la base de datos y brinda la posibilidad de actualizar sus elementos, retornando luego al dialogo principal.
Figura 14: Diálogo edición de perfiles Una vez definido el perfil se acciona el botón Ejecutar el cual genera automáticamente las diferentes formas intermedias que debe adoptar el material de partida hasta lograr el perfil final seleccionado como se muestra en la figura 15
Figura 15 Generación de formas Intermedias para la obtención del perfil en “H” laminado en caliente a través de
DiproINTER.
IV. CONCLUSIONES 1. En este trabajo se formularon los principios que rigen el
diseño automatizado de las preformas para la laminación en caliente de perfiles en H, este resultado constituye el aporte científico del trabajo pues hasta el momento no existían metodologías de diseño debidamente fundamentadas, lo que determinaba el empleo de

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
259
procedimientos heurísticos e impedía el diseño racional automatizado.
2. Con este trabajo queda demostrado que sólo si existe una
cuantificación adecuada de los parámetros geométricos en los procesos de diseño de las formas intermedias para las piezas laminadas en caliente, como la lograda en los principios proclamados, es posible lograr el diseño automatizado de este tipo de piezas.
3. En este trabajo se demuestra que sólo si se considera el
problema de las formas intermedias en el marco de la concepción general del proceso de laminado, es posible obtener diseños racionales de las mismas.
4. Las tecnologías CAD/CAM influyen no sólo en la
reducción de los tiempos necesarios para el diseño, la preparación tecnológica de la producción y la fabricación de las herramientas, sino que también influyen en la reducción del tiempo necesario para el desarrollo de nuevos productos, eleva la calidad de los mismos, aumenta la fiabilidad de los cálculos, aspectos muy difíciles de abarcar en una valoración económica convencional.
5. Los resultados de este trabajo pueden ser introducidos en
la Empresa SIDOR C.A. “Siderúrgica del Orinoco ALFREDO MANEIRO”, y en el proceso docente de las Universidades e Institutos que posean las Carreras de Mecánica, Metalurgia u otras afines.
V. REFERENCIAS 1. Lange K. Y Otros, “Gesenkschmieden”, 2. Auflage,
Springer Verlag, Berlin, Heidelberg, New York, 1977. 2. Spies K., “Die Zwischenformen beim Gesenkschmiede
und ihre Herstellung durch Formwalzen”, Forschungsbericht des Landes Nordrheim - Westfalen, Nr.728, Westdeutscher - Verlag, Köln, Opladen, 1959.
3. Kaessberg, “Gesnkschmieden von Sthal, I Teil”, Werkstattbücher, Heft 31, 3. Auflage, Berlin, Göttingen, Heidelberg, Springer Verlag, 1950.
4. Altan T., "Anwendung der Rechneruntertstützten Konstruktion Undfertigung auf das Gesenkschmieden", Industrie - Anzeiger, Essen 105, (1983) Nr. 82, S.35-41
5. Mathieu H. Y Otros, “Rechnerunterstütztes Gestalten von Zwischenformen beim Gesnkschmieden”, Fhh-Bericht Nr.6, 10. Umformtechnische Kolloquium, März 1980, Hannover.
6. Bruchanov A.N. Y Otros, “Gesenkschmieden und Warmpressen”, VEB Verlag Technik, Berlin, 1955.
7. Chamouard A., “Estampage et Forge”, Dunod, Paris, 1964. 8. Haller H., “Cad - Achssymmetrischer
Gesenkschmiedestück”, Zwf 80, (1986) 2, S. 77-82. 9. Yu G. B. Y Otros, "A Practical Computer - Aided
Approach to Mould Design for Axisymmetric Forging Die Cavities", International Journal of Machine Tool Design
and Research, 25, 1985. 10. Ojrimenko M., Tejnologia Kuznechno Shtampovochnovo
Proizvodstva, Moskva, Mashinostroenye, 1966 11. Yanazawa T., Tanaka T., Yamashita M., Okumura H.,
Kusaba T., “A New Rolling Method of Slab into Beam Blanks for Large H-Shapes”, Kawasaki Steel Technical Report No.3 September 1981.
12. Arzola Ruiz J. “Sistemas Ingenieriles Computarizados. Concepción y Aseguramiento Matemático”. Editorial Científico - Técnica, Ciudad de la, Cuba, 2001.
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
260
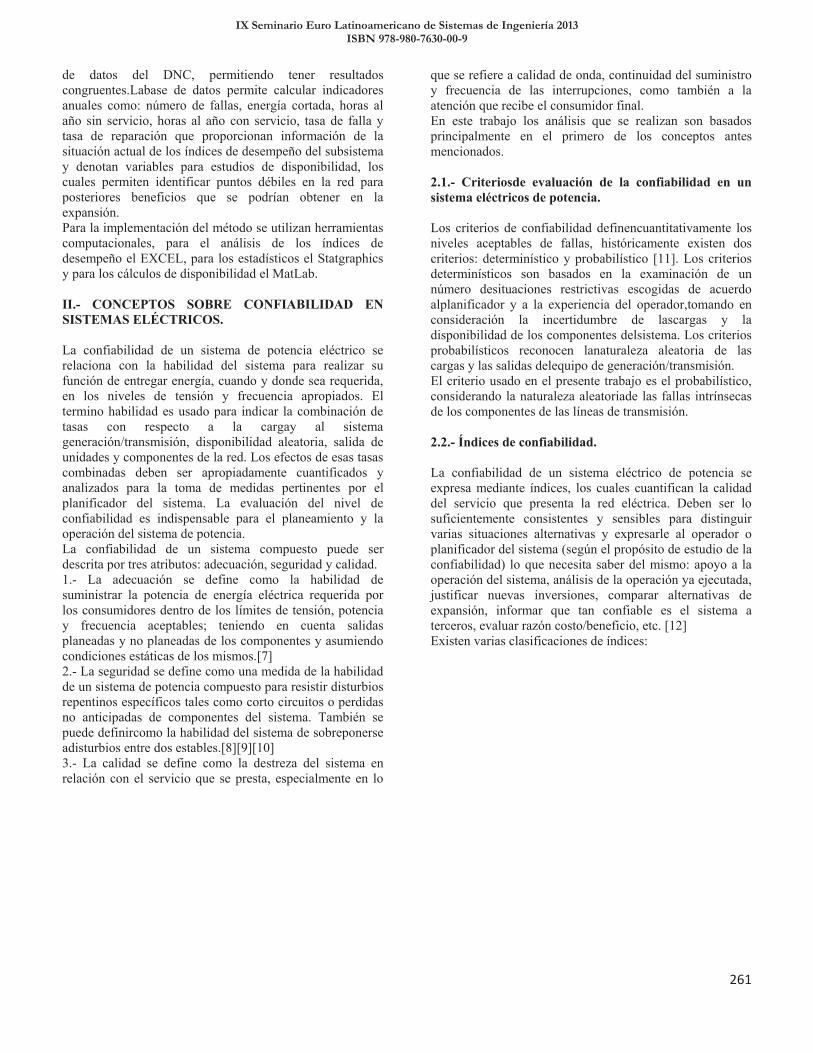
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
261

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
262
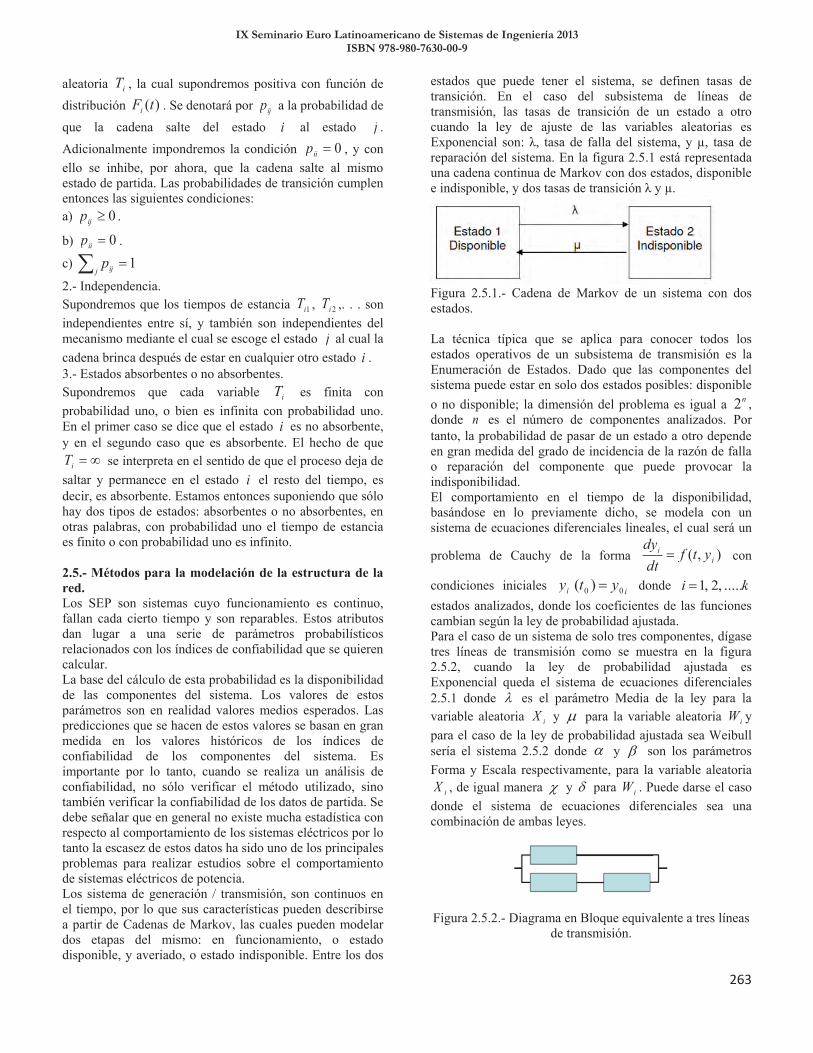
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
263

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
264
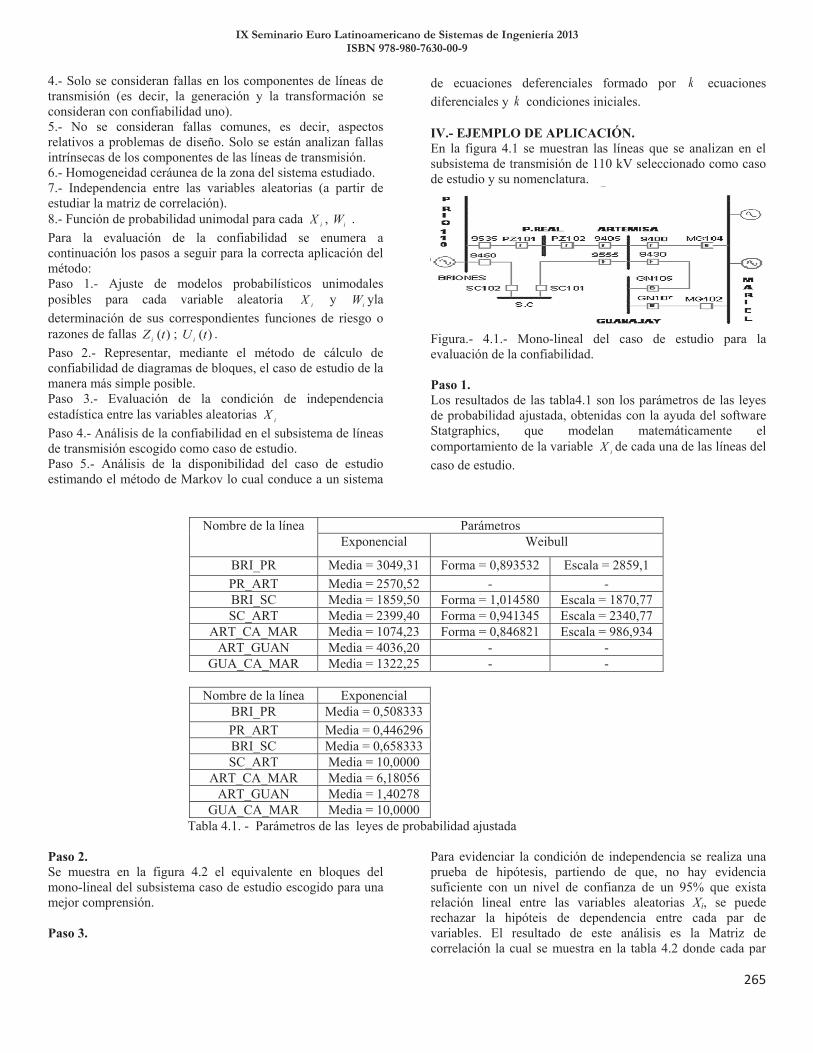
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
265

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
266
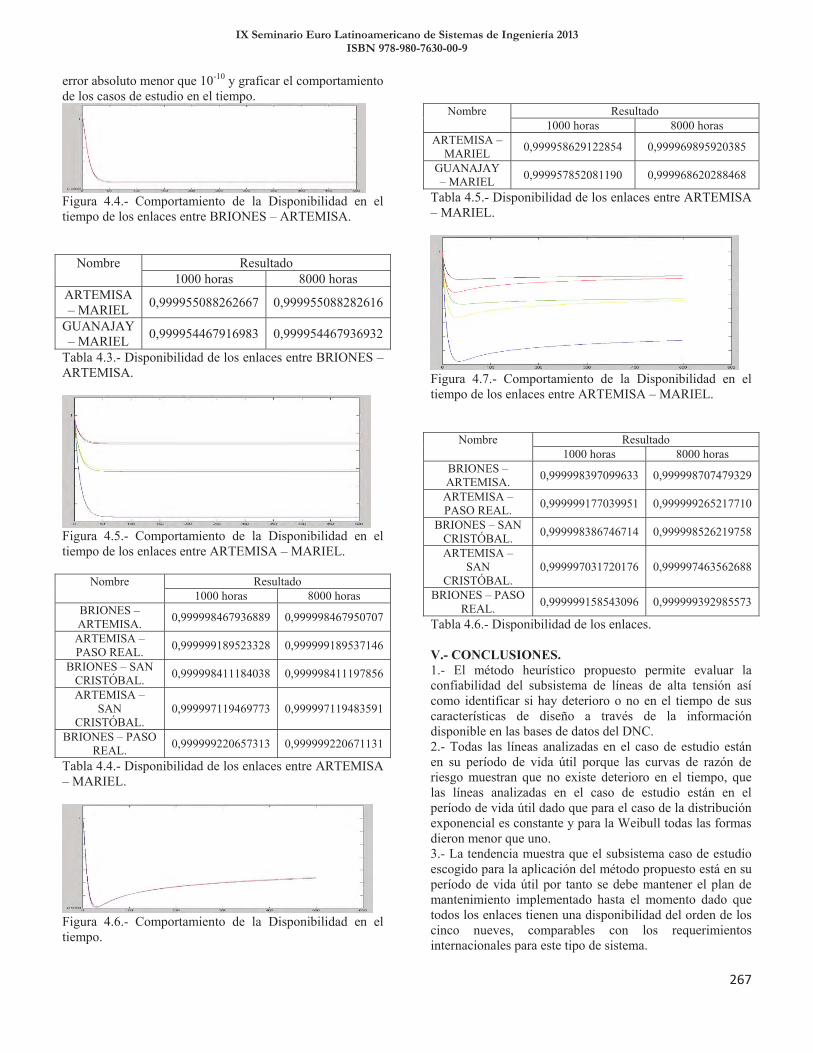
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
267
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
268
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
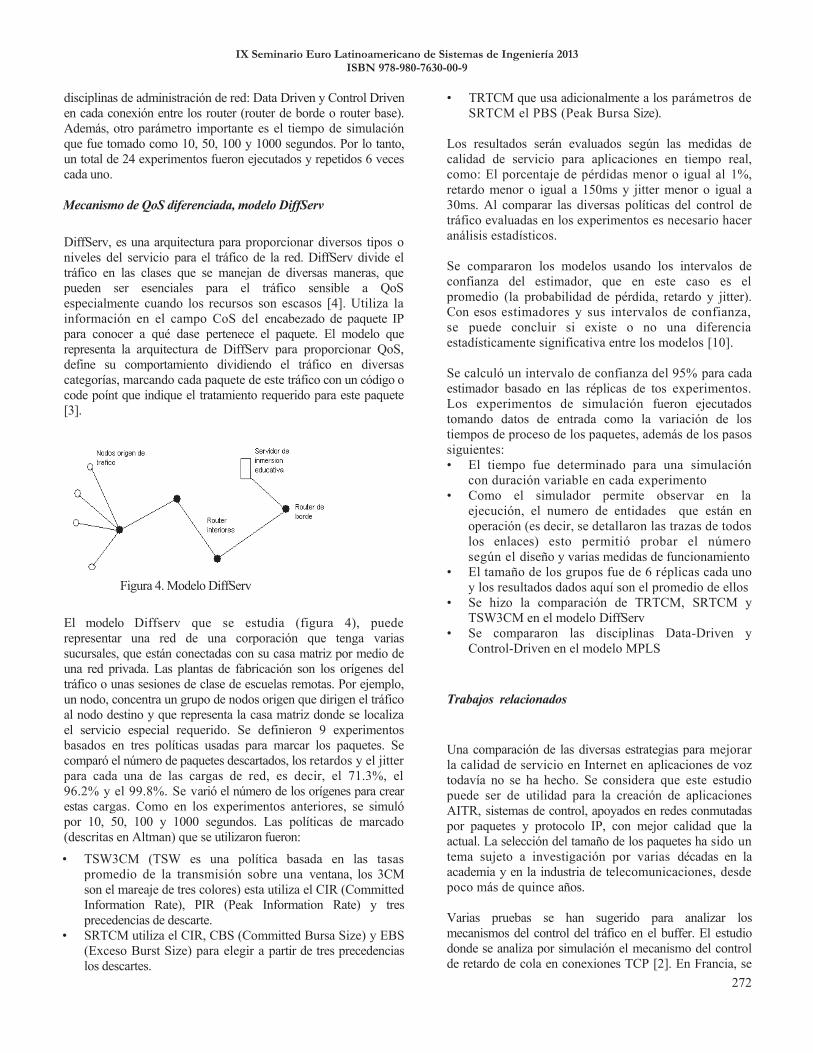
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
Comparacion de Perdida - Longitud de Cola 15 Time Sim 100 seg.
0.00%0.01%0.01%0.02%0.02%0.03%
71.30%
Porcentaje de carga de la red
Perd
ida
%
SRTCMTRTCMTSW3CMData DrivenControl Driven
Comparacion de Perdida - Longitud de Cola 15 Time Sim 100 seg.
0.00%
0.30%
0.60%
0.90%
1.20%
96.20%
Porcentaje de carga de la red
Perd
ida
%
SRTCMTRTCMTSW3CMData DrivenControl Driven
Comparacion de Perdida - Longitud de Cola 15 Time Sim 100 seg.
0.00%
0.30%
0.60%
0.90%
1.20%
99.80%
Porcentaje de carga de la red
Perd
ida
% SRTCMTRTCMTSW3CMData DrivenControl Driven
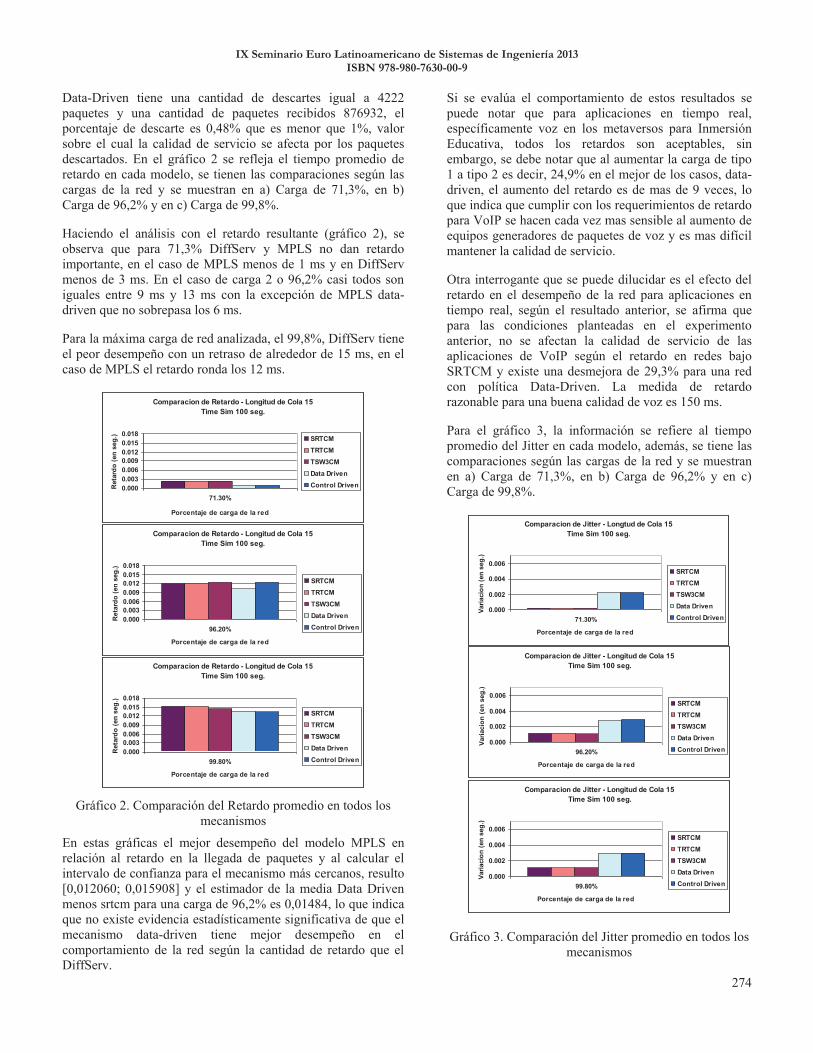
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
Comparacion de Jitter - Longtud de Cola 15 Time Sim 100 seg.
0.000
0.002
0.004
0.006
71.30%
Porcentaje de carga de la red
Varia
cion
(en
seg.
)
SRTCMTRTCMTSW3CMData DrivenControl Driven
Comparacion de Jitter - Longitud de Cola 15 Time Sim 100 seg.
0.000
0.002
0.004
0.006
96.20%
Porcentaje de carga de la red
Varia
cion
(en
seg.
)
SRTCMTRTCMTSW3CMData DrivenControl Driven
Comparacion de Jitter - Longitud de Cola 15 Time Sim 100 seg.
0.000
0.002
0.004
0.006
99.80%
Porcentaje de carga de la red
Varia
cion
(en
seg.
)
SRTCMTRTCMTSW3CMData DrivenControl Driven
Comparacion de Retardo - Longitud de Cola 15 Time Sim 100 seg.
0.0000.0030.0060.0090.0120.0150.018
71.30%
Porcentaje de carga de la red
Ret
ardo
(en
seg.
) SRTCMTRTCMTSW3CMData DrivenControl Driven
Comparacion de Retardo - Longitud de Cola 15 Time Sim 100 seg.
0.0000.0030.0060.0090.0120.0150.018
96.20%
Porcentaje de carga de la red
Ret
ardo
(en
seg.
)
SRTCMTRTCMTSW3CMData DrivenControl Driven
Comparacion de Retardo - Longitud de Cola 15 Time Sim 100 seg.
0.0000.0030.0060.0090.0120.0150.018
99.80%
Porcentaje de carga de la red
Ret
ardo
(en
seg.
)
SRTCMTRTCMTSW3CMData DrivenControl Driven
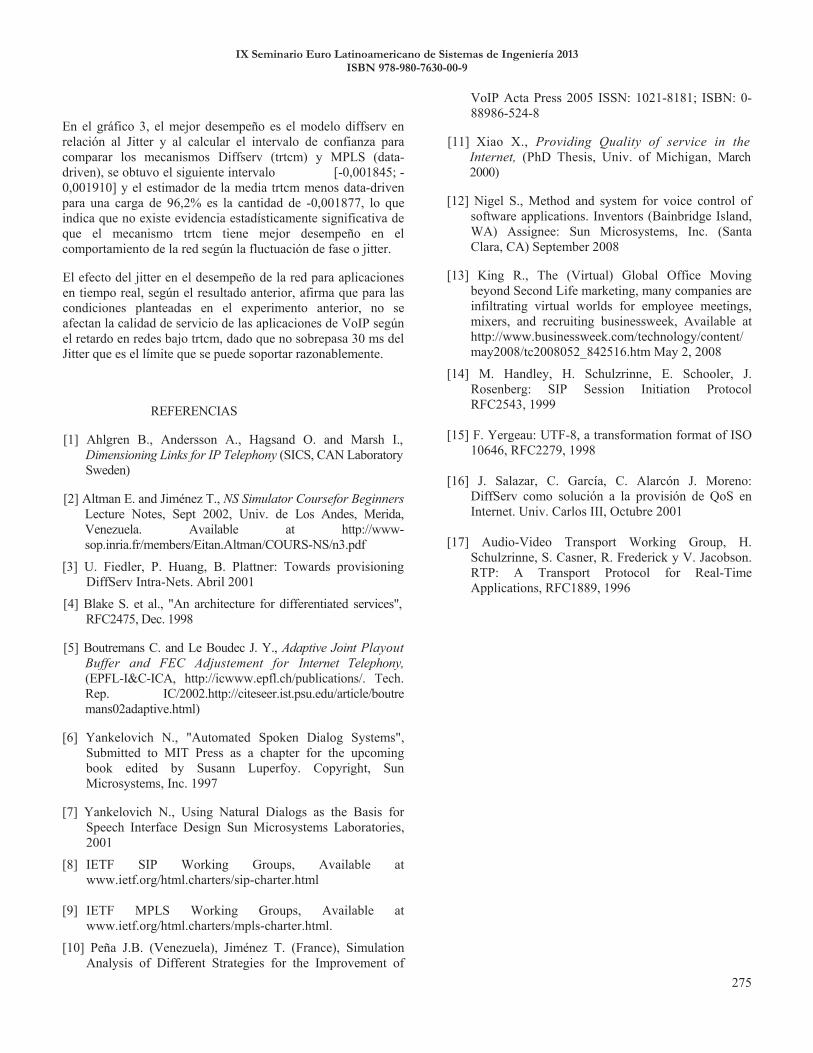
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
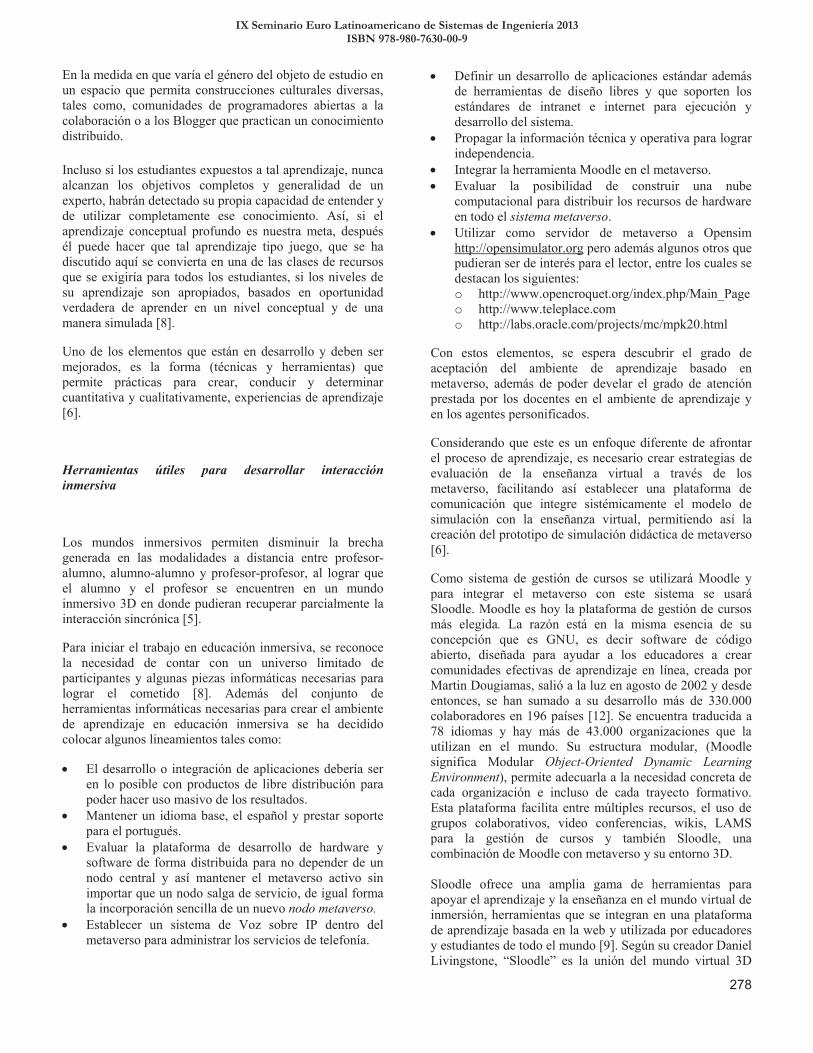
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
ooo

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
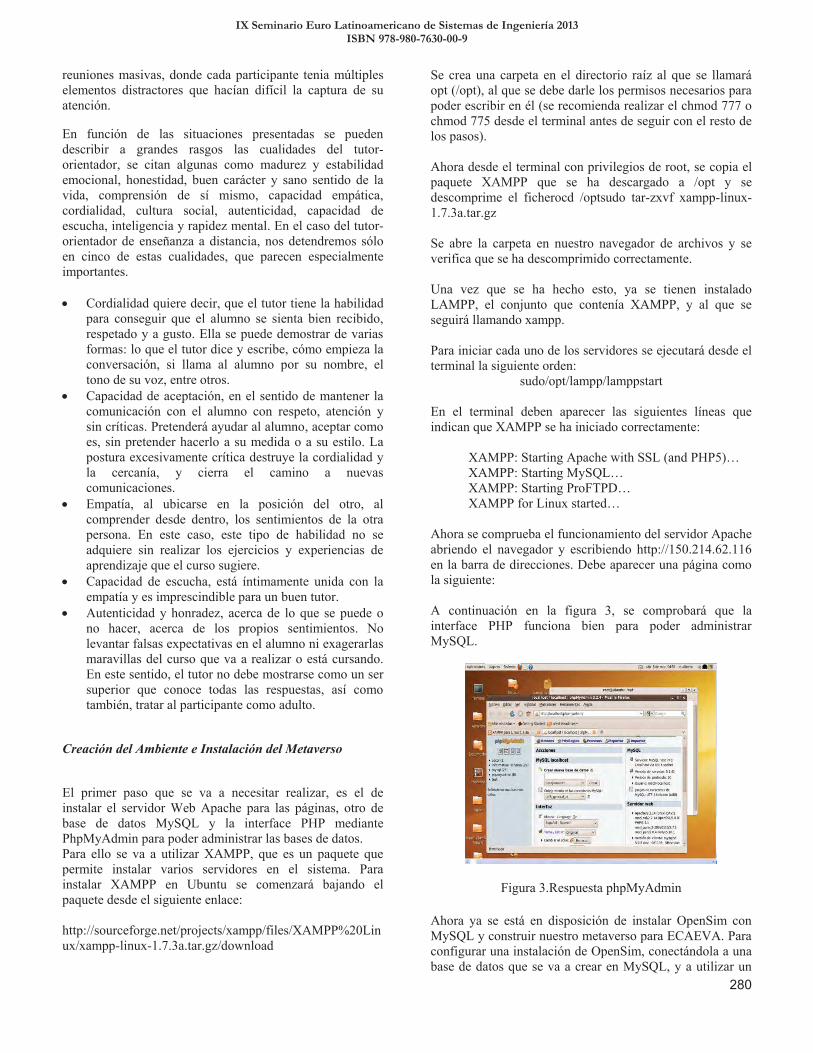
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
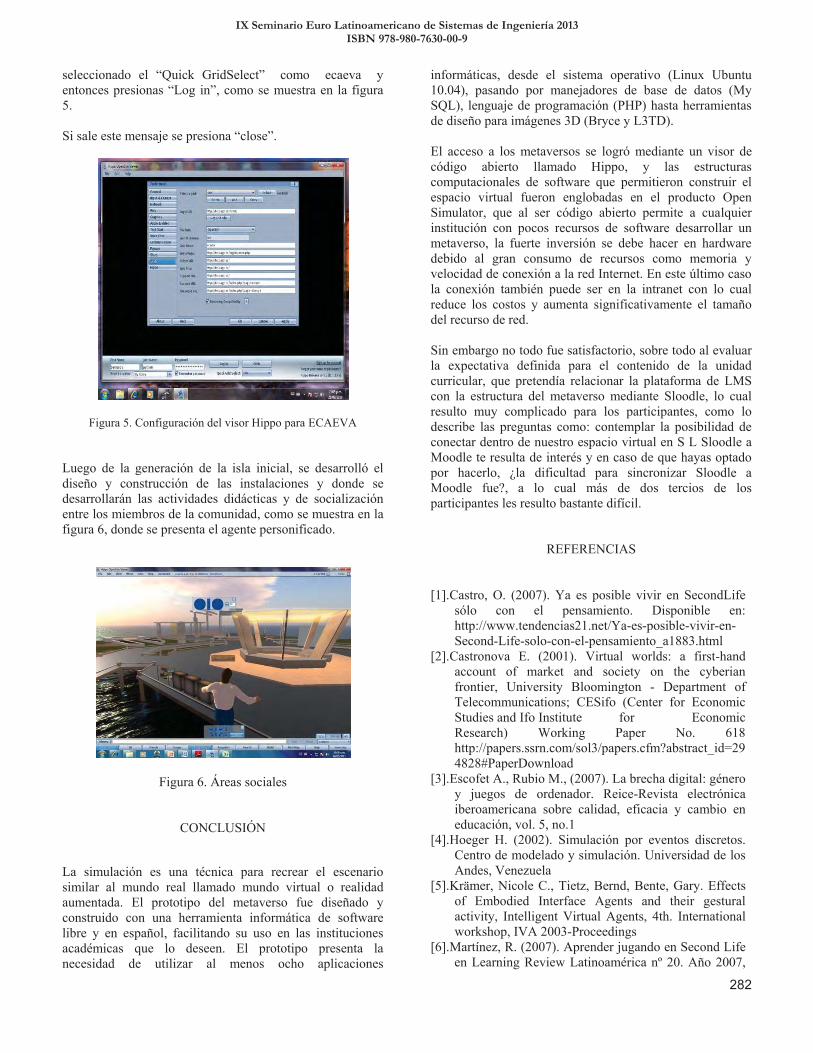
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
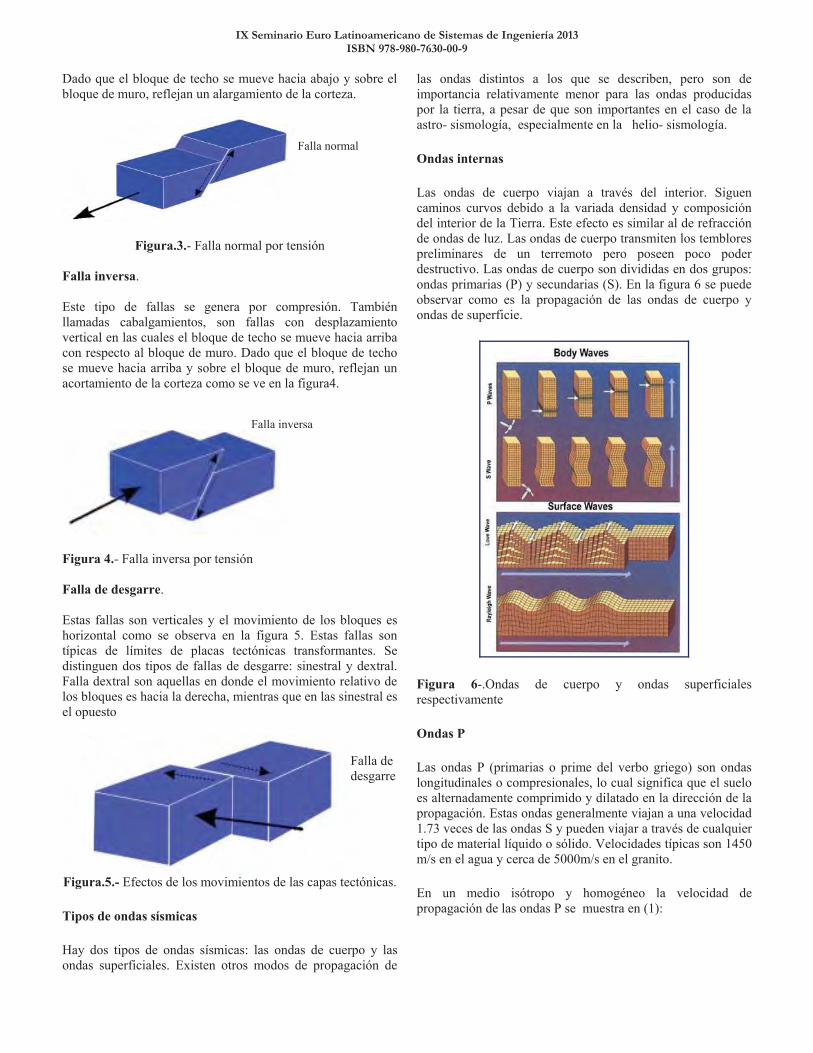
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
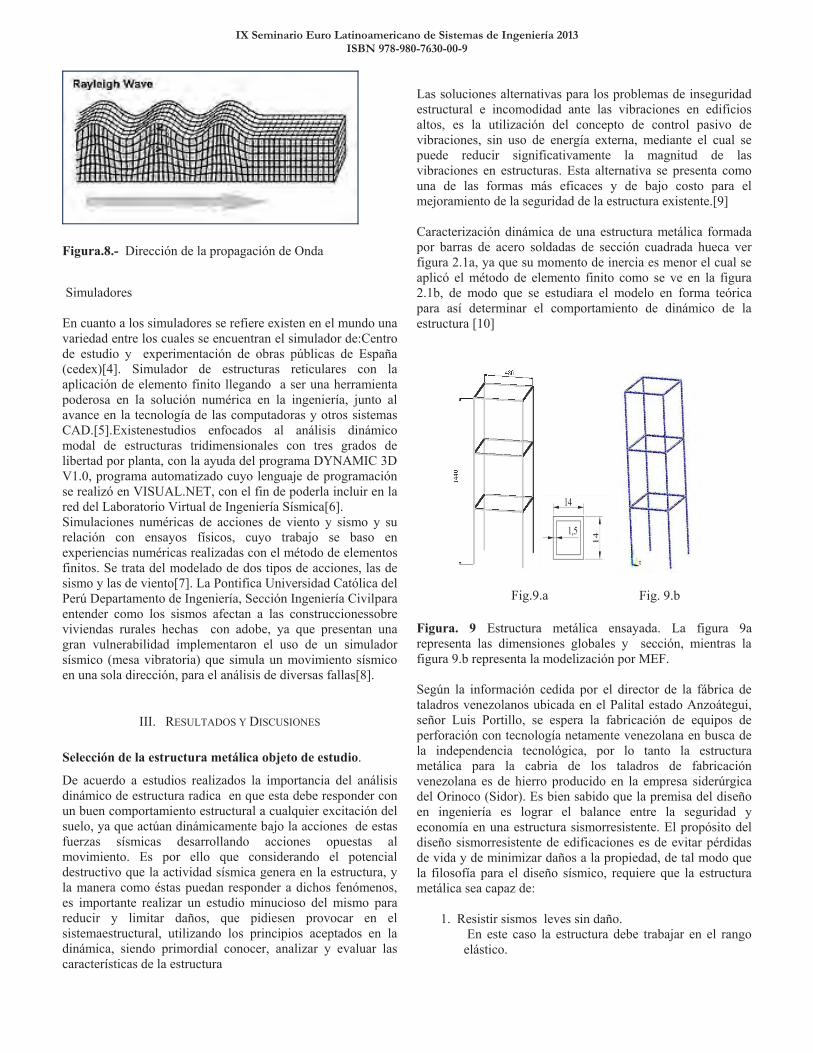
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
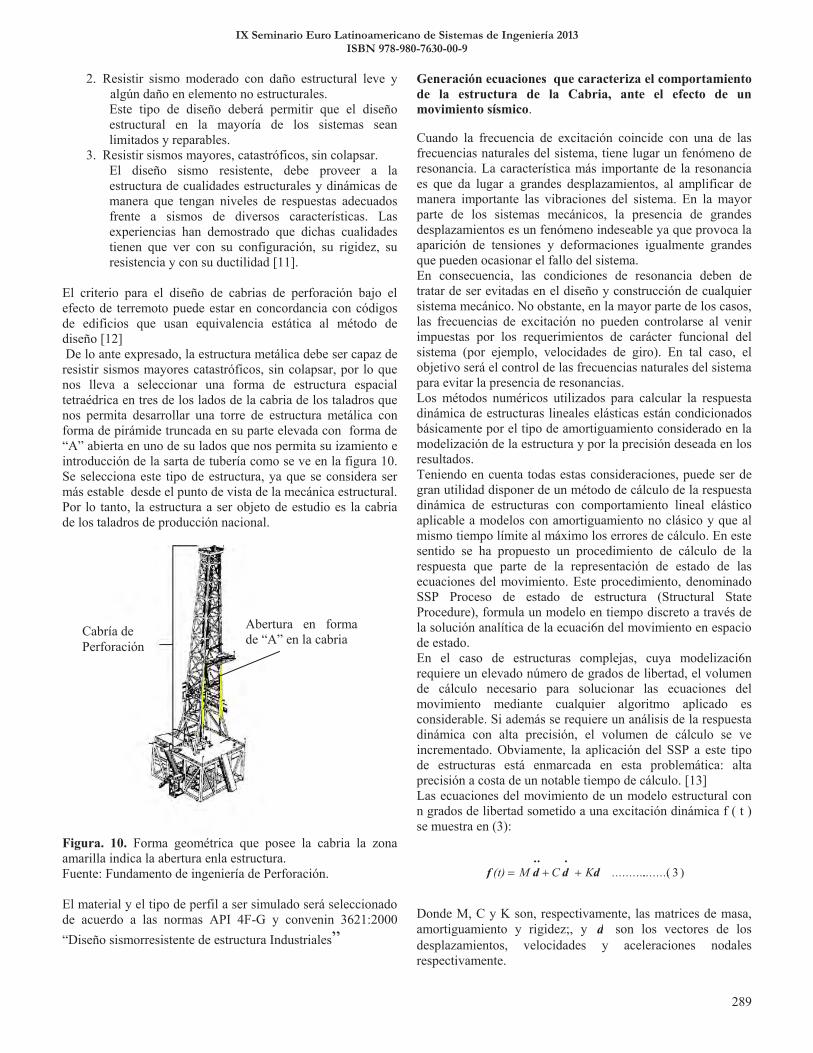
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
∆
∆ ∆
∆, ∆
4.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
Marta B. Rosales, Patricia M. Bellés, Silvia González y Juan Chierchie,
8. aracterización de daños en construcciones de adobe
11. . ,

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013ISBN: 978-980-7630-00-9
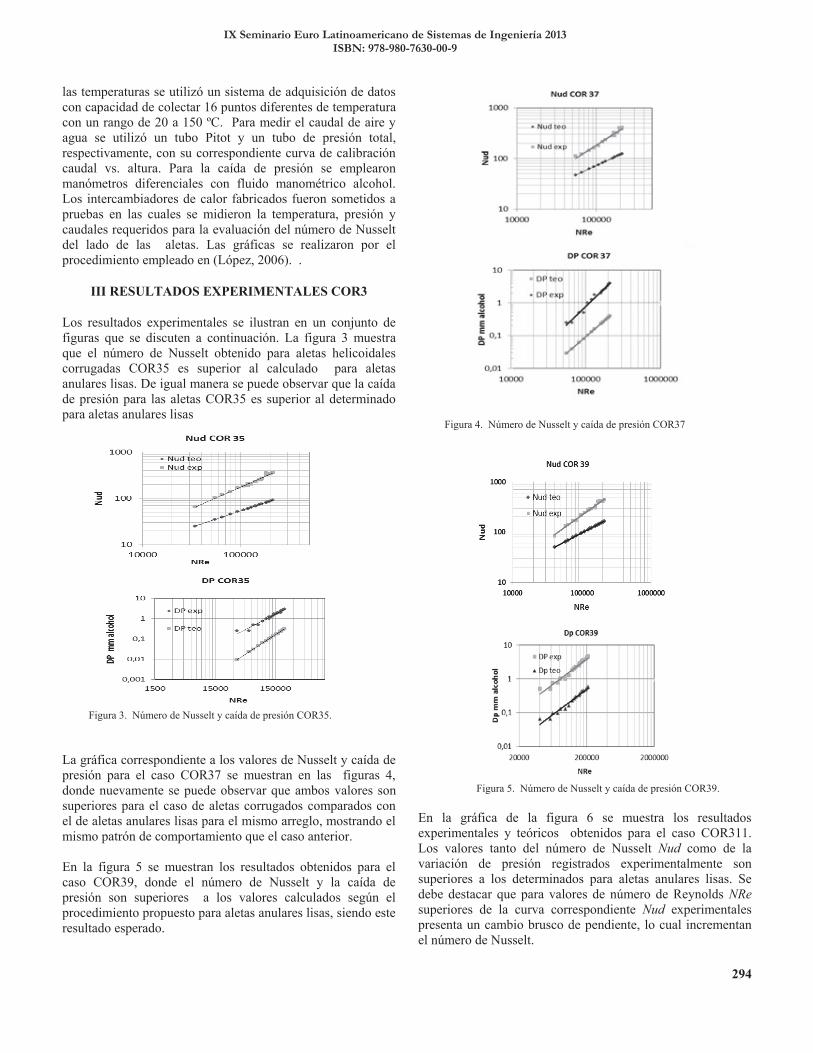
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013ISBN: 978-980-7630-00-9
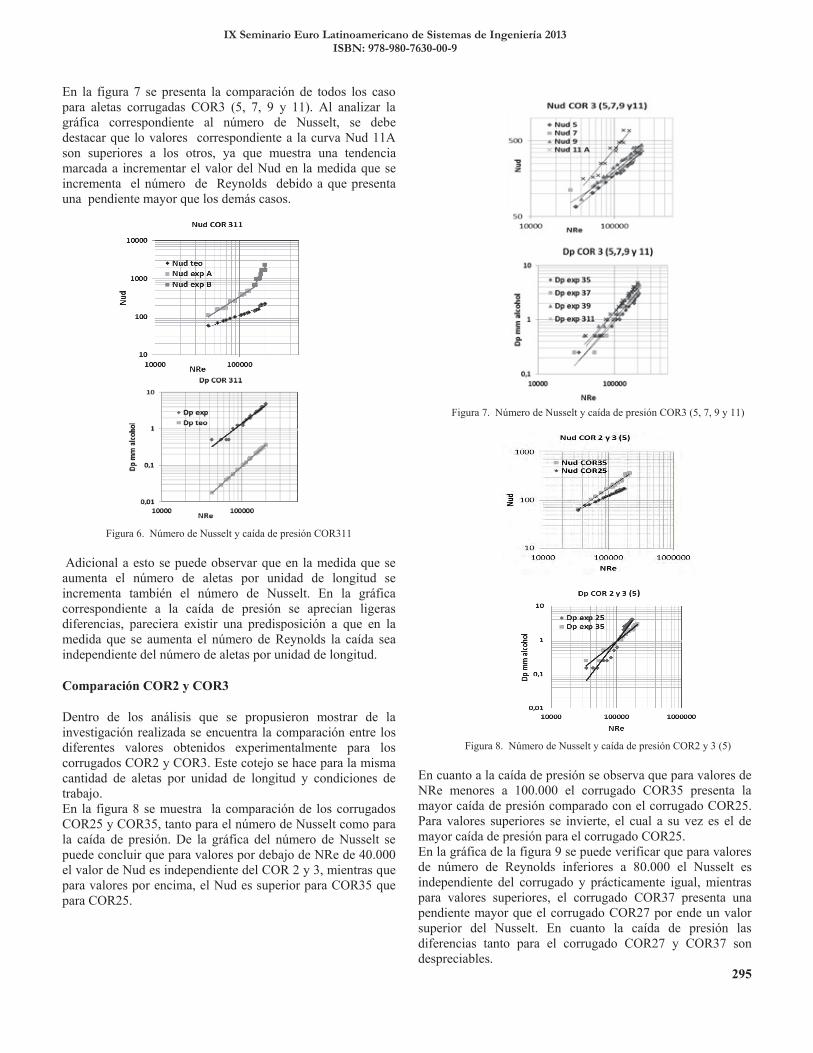
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013ISBN: 978-980-7630-00-9
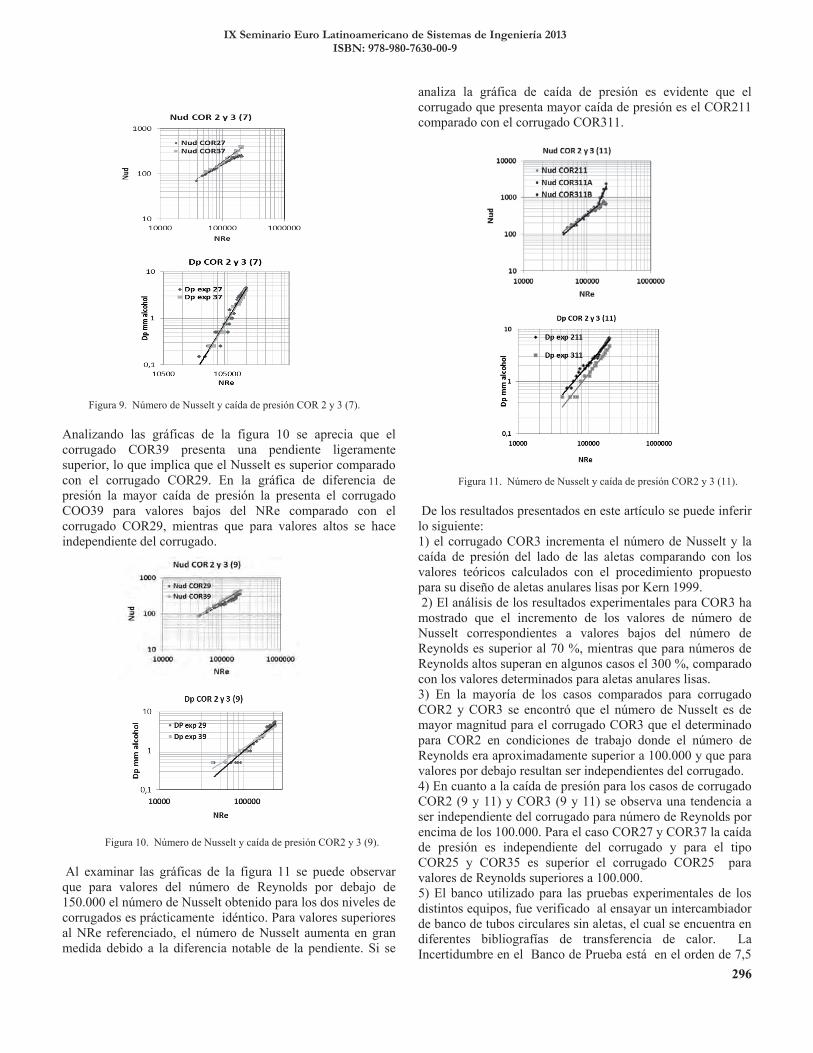
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013ISBN: 978-980-7630-00-9
c n
COR35 0,0854 1,027
COR37 0,1577 0,9807
COR39 0,107 1,007
COR311 A 0,0179 1,3762
COR311 B 5,875E-07 2,7972
Cf m
COR35 20.494 -0.6305
COR37 0.1296 0.1767
COR39 52.372 -0.5498
COR311 5.487 -0.2544

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
1)
2)
3)
4)
5)
6)
7)
8)
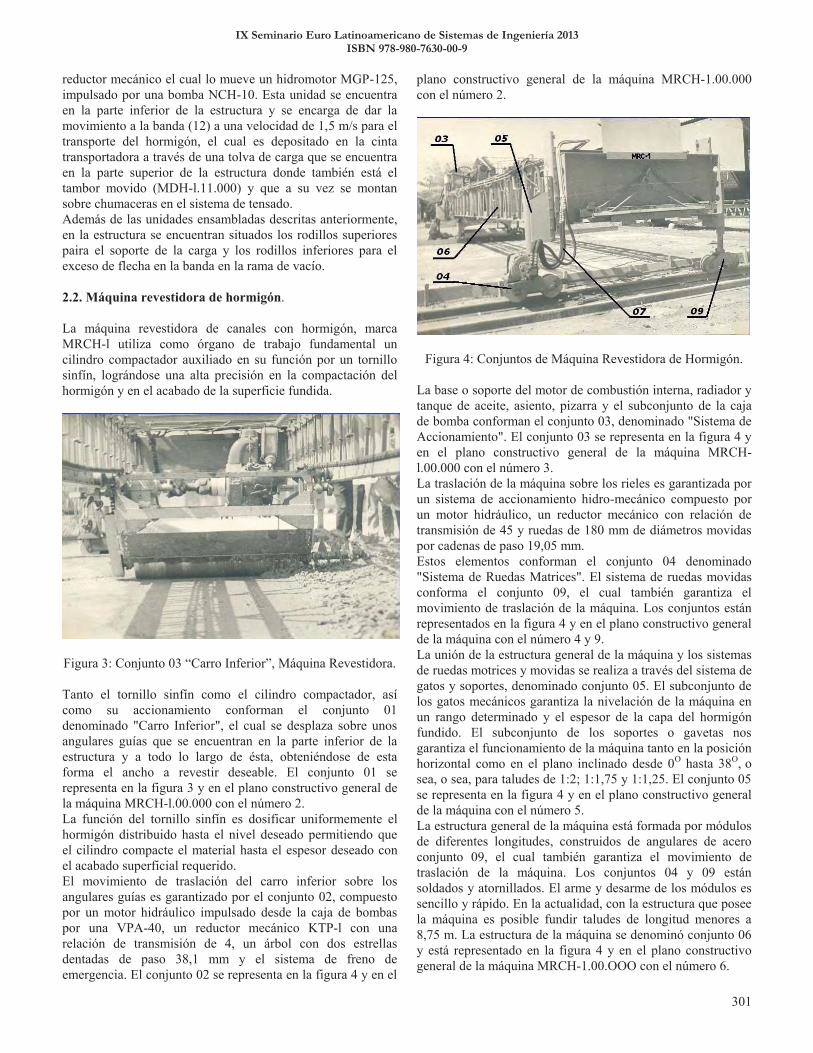
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9


IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
306

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
307
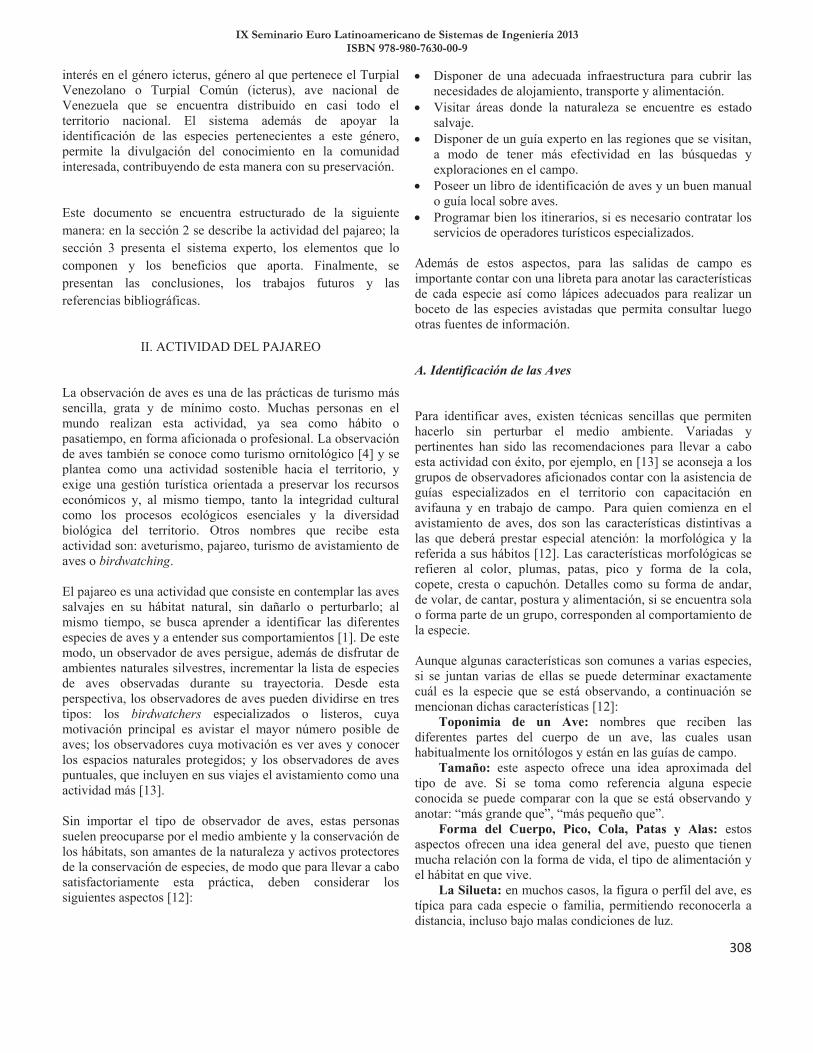
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
308
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
309

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
310

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
311

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
312
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
313
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
314

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
.
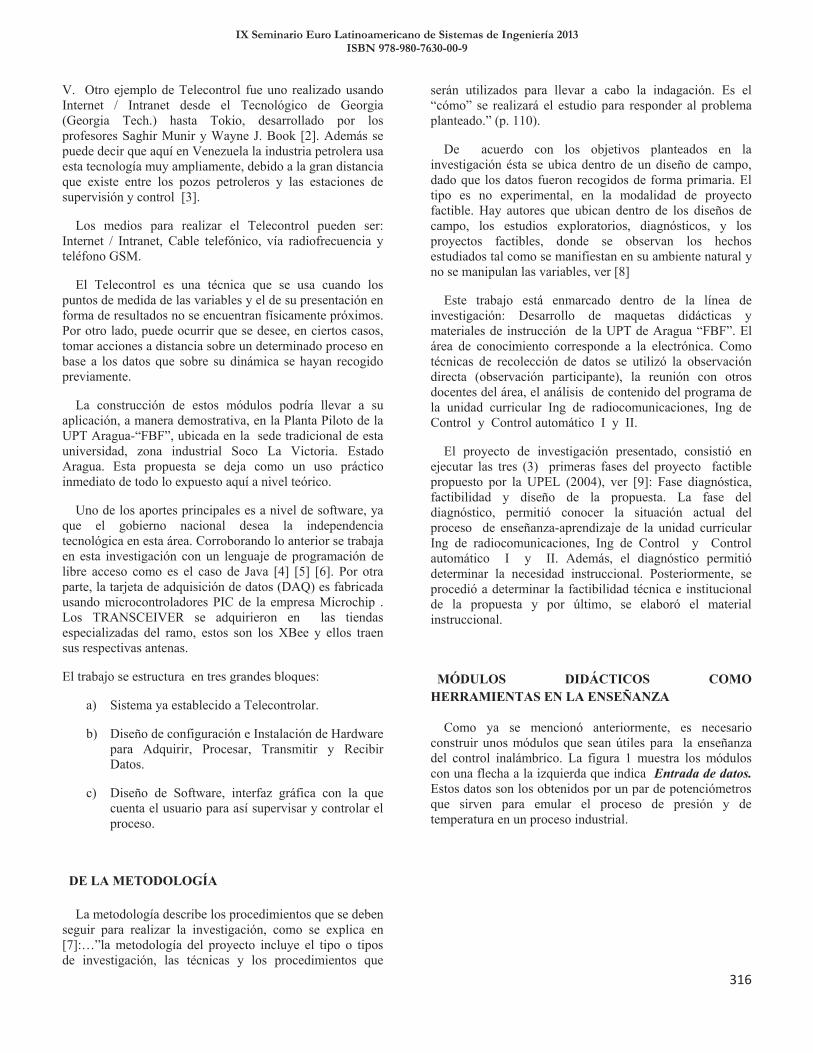
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
316
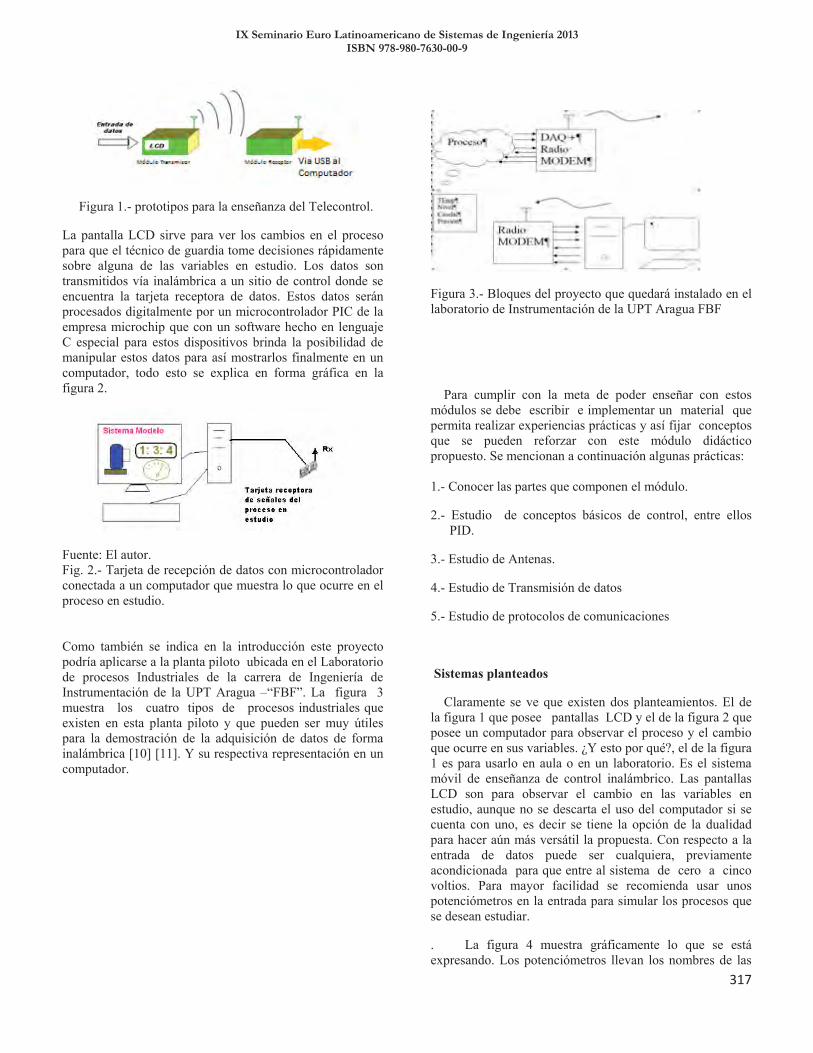
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
317

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
318

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
319

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
320

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
321

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
ROBOT NEUROCOGNITIVE

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
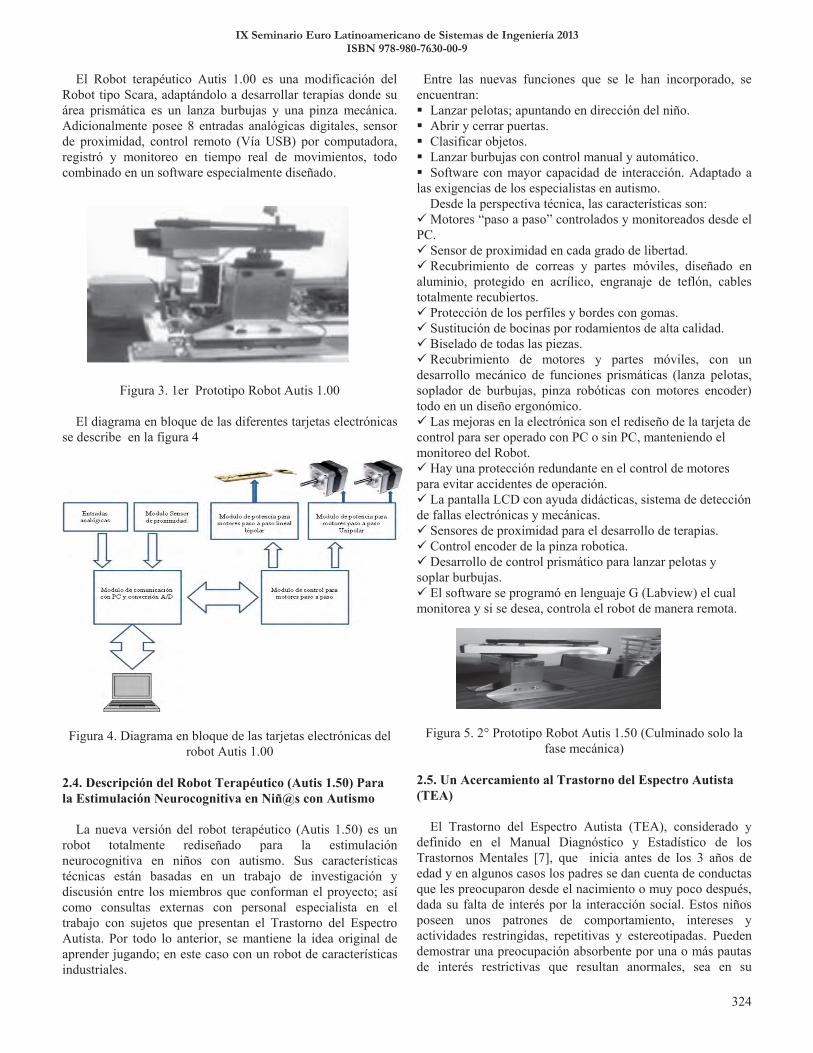
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
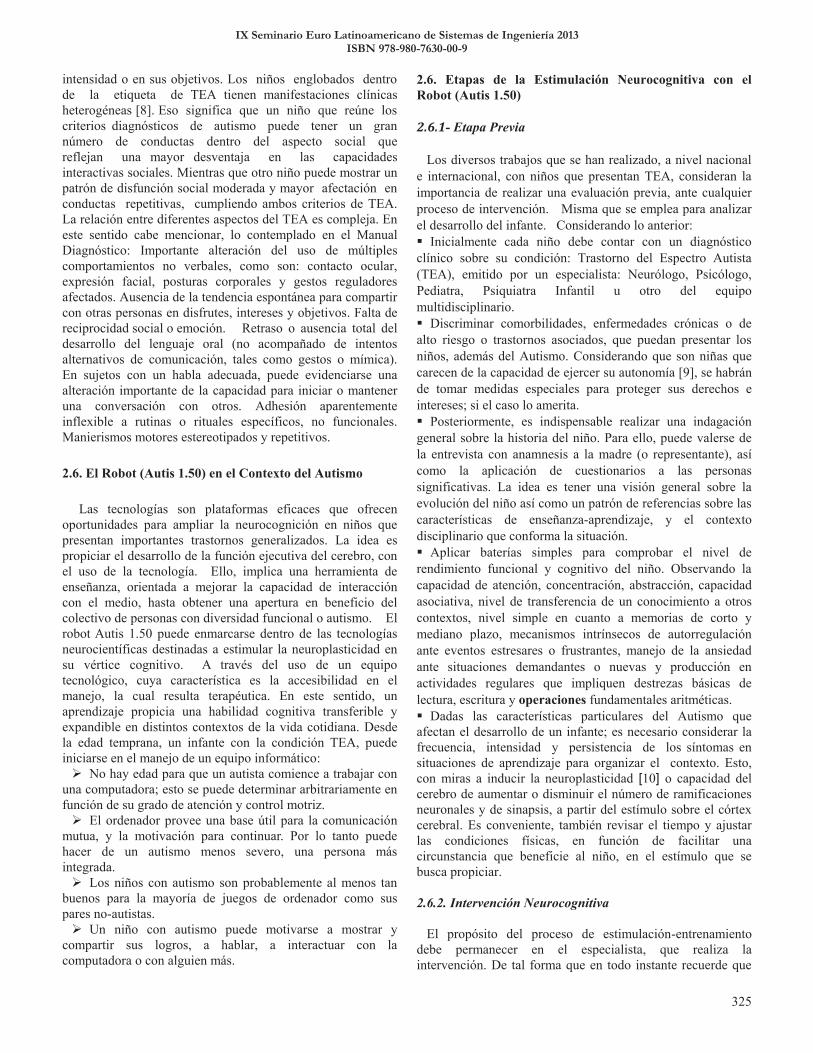
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
2.6.1

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
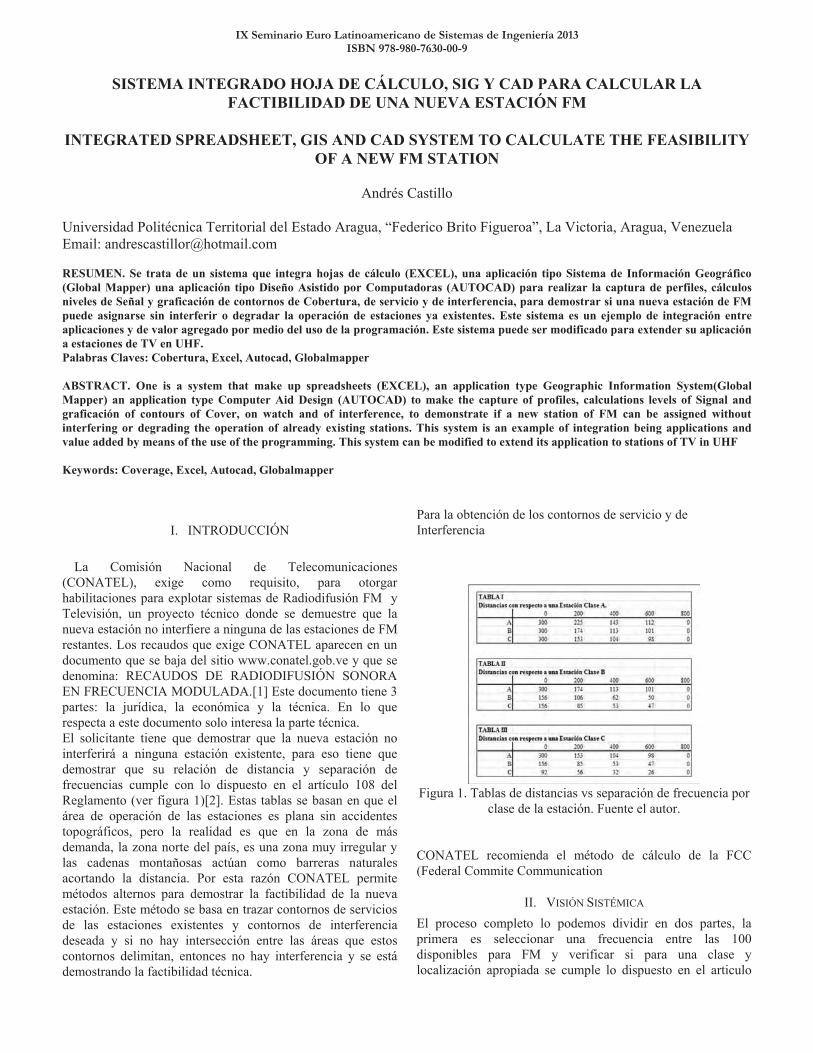
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
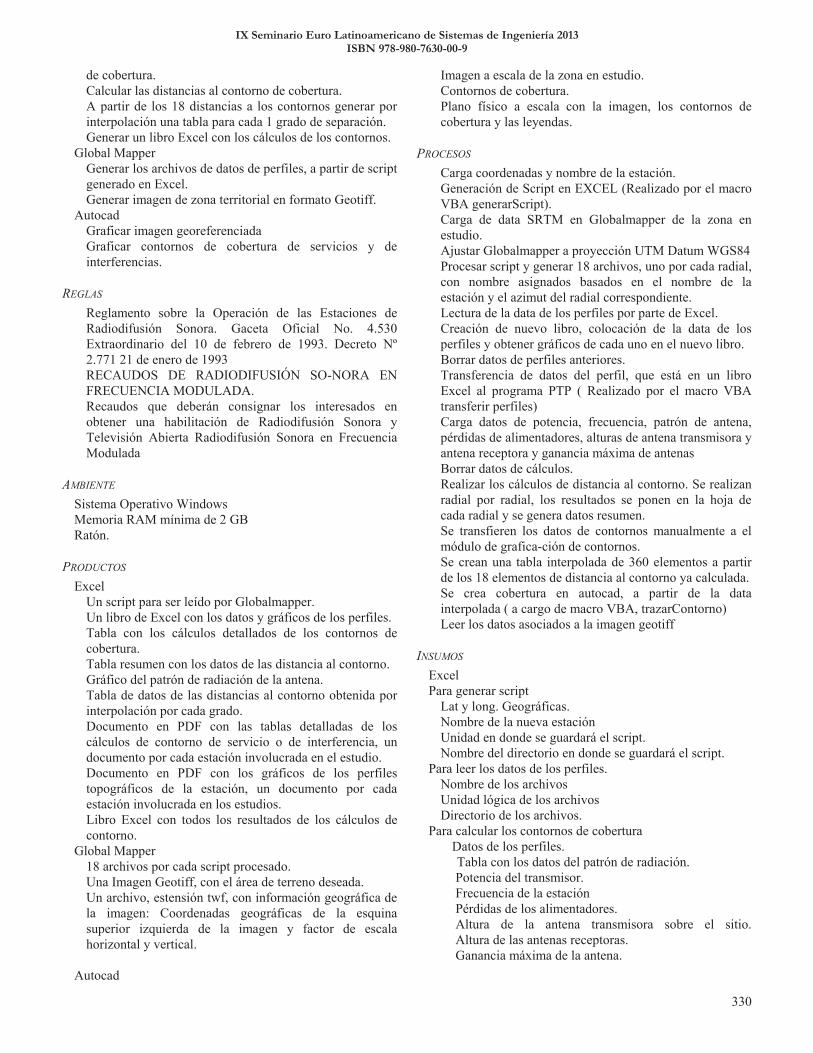
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
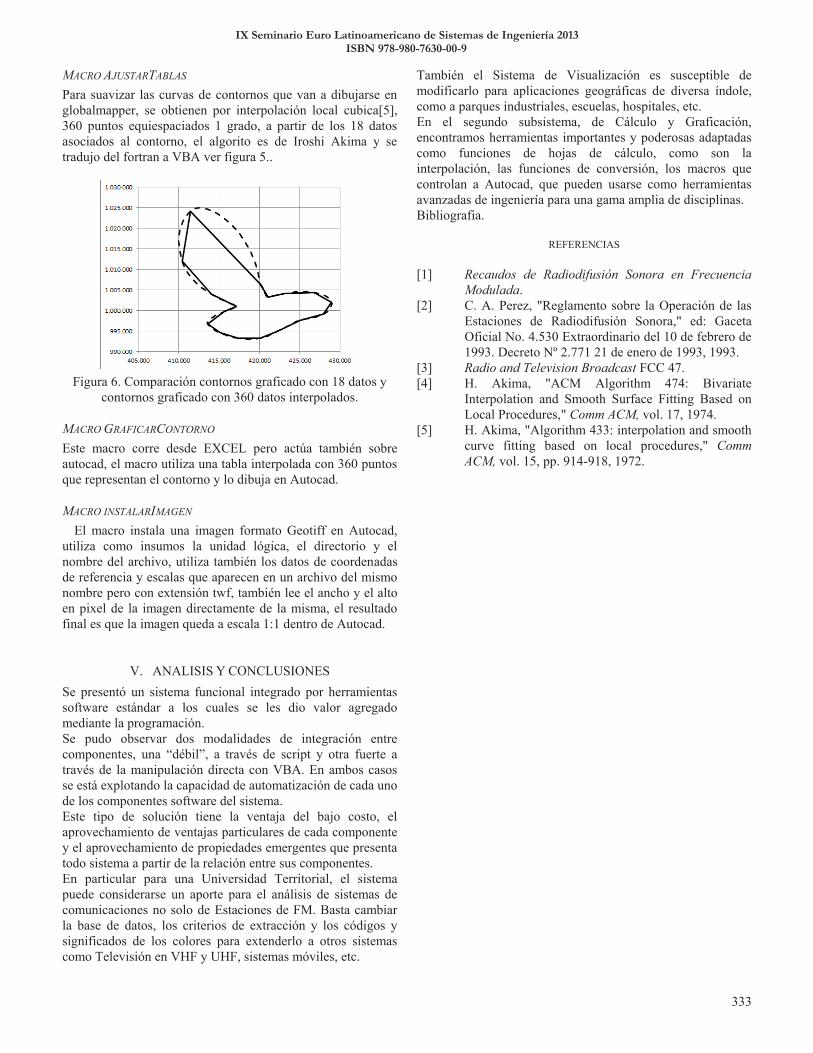
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
334
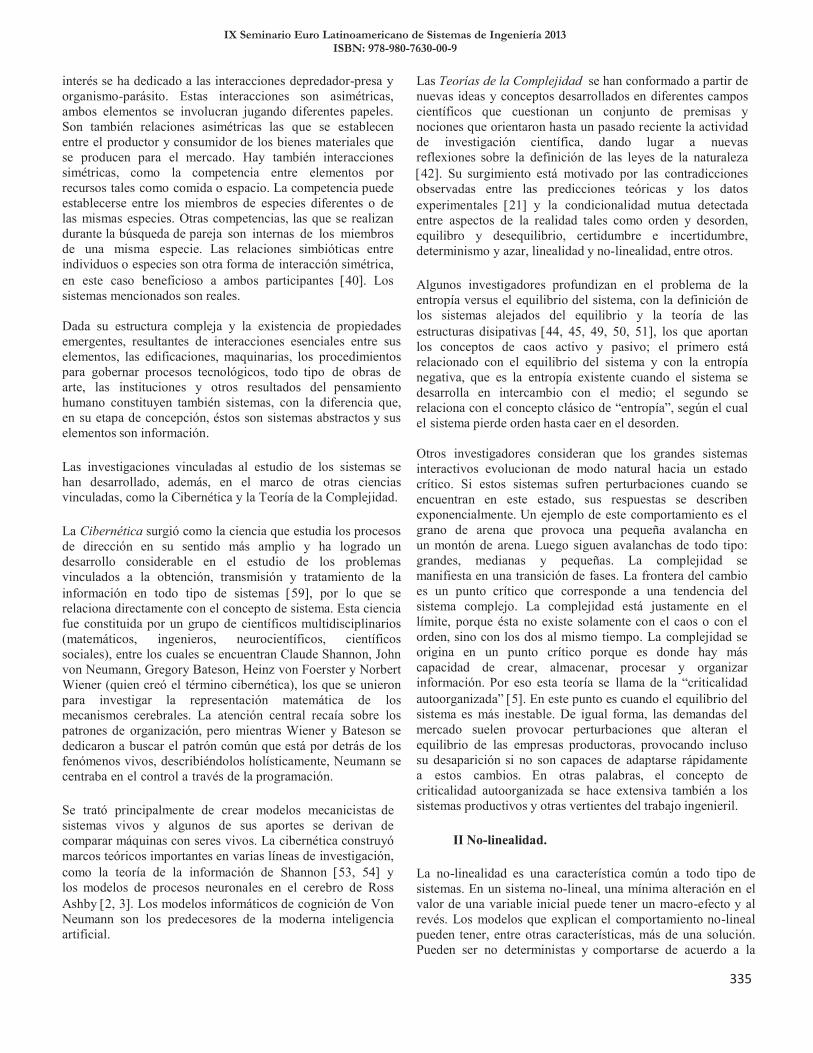
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
335
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
336
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
337

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
338

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
339
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
340

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
341
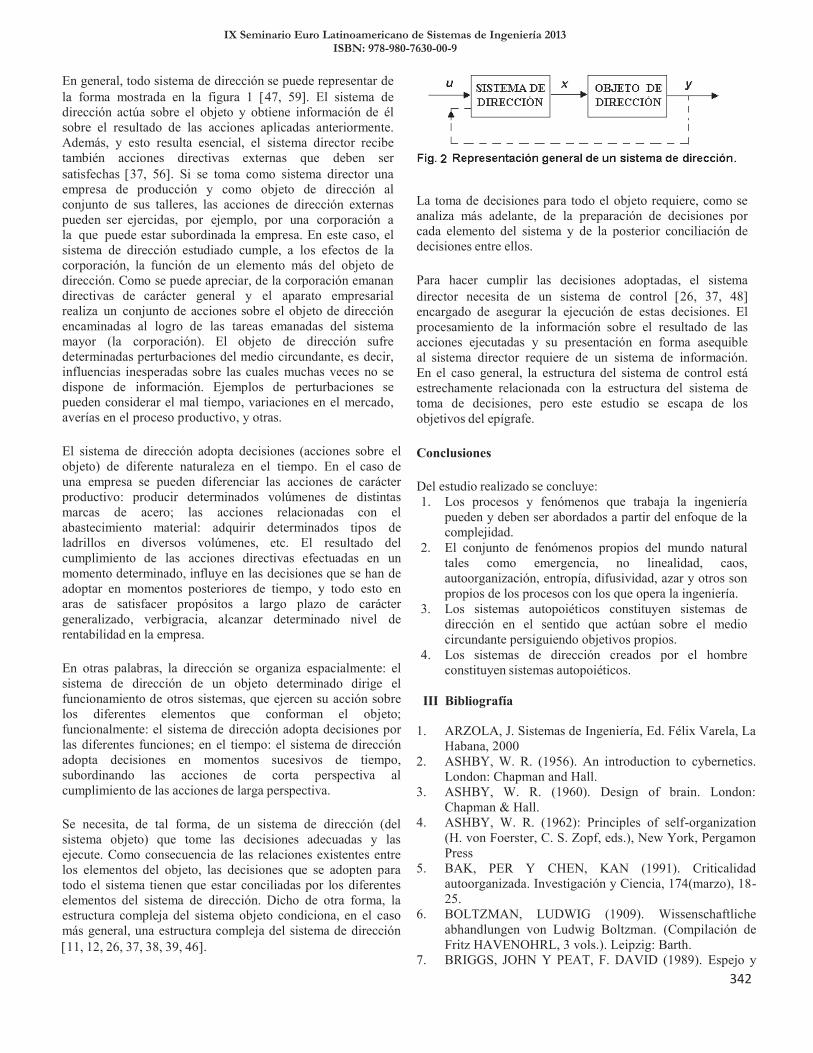
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
342

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
343

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
344

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
0 0.005 0.01 0.015 0.02 0.025 0.03-0.1
-0.05
0
0.05
0.1
0.15Segmento de la señal de voz
segundos
ampl
itud
(V)
0 0.005 0.01 0.015 0.02 0.025 0.03-0.1
-0.05
0
0.05
0.1
0.15Señal de voz sin los primeros formantes aplicando "clipping"
segundos
ampl
itud
(V)

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
-250 -200 -150 -100 -50 0 50 100 150 200 250-0.4
-0.2
0
0.2
0.4
0.6
0.8
1Resultado de la autocorrelación
retardos
Ene
rgía
(Jou
les)
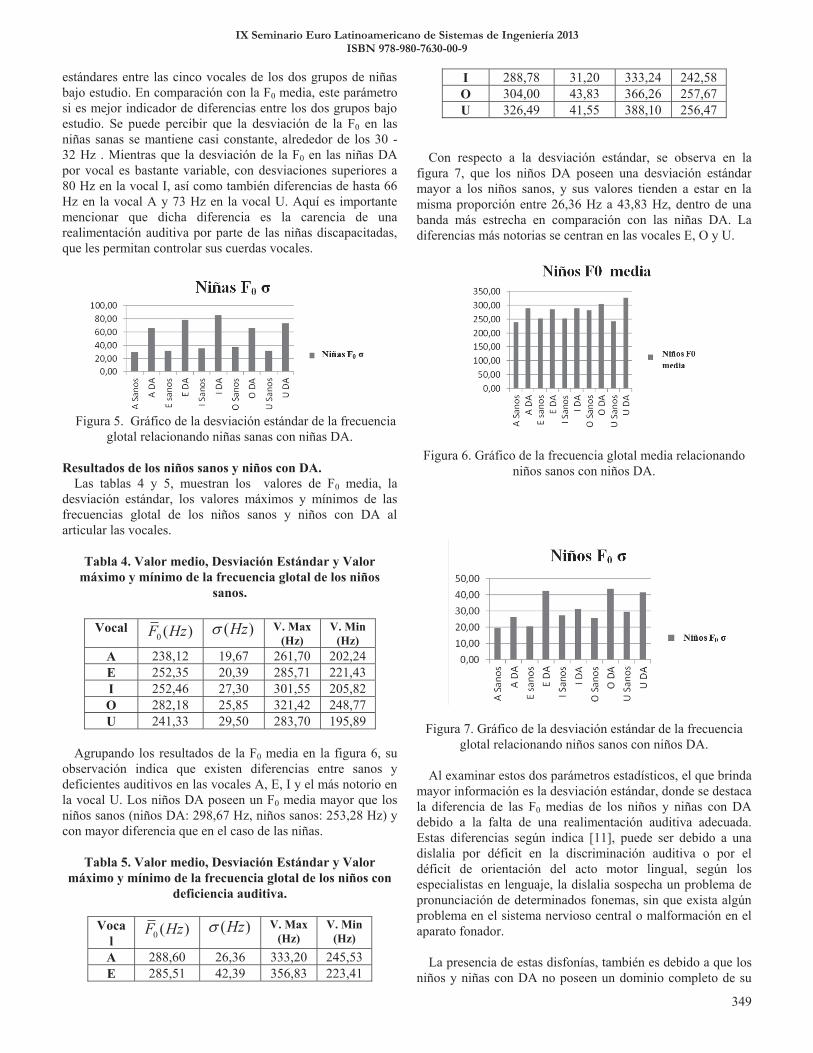
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
0 1 2 3 4 5 60
50
100
150
200
250
300
350
400
Vocales
Frec
uenc
ia H
z
Intervalos de la F0 en Hembras Sanas
0 1 2 3 4 5 60
50
100
150
200
250
300
350
Vocales
Frec
uenc
ia H
z
Intervalos de la F0 en Varones Sanos

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
362
ASPECTOS BÁSICOS DE SEGURIDAD EN UNA RED WIFI
BASICS OF SAFETY IN A WIFI NETWORK
1 Dianella Anais Stuch Dorta
Universidad Politécnica Territorial de Aragua “Federico Brito Figueroa”, Especialización en Redes de Computadoras en el Postgrado en Telemática, [email protected]
Resumen. Mucho se ha escrito sobre la seguridad en una red WIFI, pero no todas las personas las aplican, dejando a la deriva puntos cruciales en ella. En la ingeniería, lo sencillo es fundamental. Muchas veces las reglas simples nos hacen la vida más agradable y segura, dando una respuesta oportuna y útil. Casi todos tenemos y/o trabajamos con WIFI pero ¿Es segura? ¿Es legal? ¿Es costosa? ¿Las redes sociales? En este trabajo se presentan 6 puntos básicos sobre la seguridad de nuestra red WIFi en beneficio de nuestra propia seguridad personal y laboral, y sobre todo en nuestra economía.
Palabras Claves: WIFI, seguridad, red
Summary. Much has been written about WIFI network security, but not everyone applies them, leaving crucial points adrift in it. In engineering, simple is essential. Often simple rules make our lives more enjoyable and safe, providing a timely and useful. Almost all have and / or work with WIFI but ¿Is it safe? ¿Is it legal? ¿Is it expensive? ¿what is the matter about social networks? In this paper, 6 basic points on the security of our network WIFI benefit of our own personal safety and work, and especially in our economy.
Keywords: WIFI, security, network
I. INTRODUCCIÓN
Vivimos la era de Internet y de wifi. En un mundo cada vez más inalámbrico. Muchas personas, jóvenes y adultos, tienen un teléfono celular inteligente, una laptop, una tableta que usan en el hogar y el trabajo. Tal que en casa o en el trabajo no falta el WIFI. Es un dispositivo electrónico más, un elemento imprescindible que permite la conexión a Internet sin los molestos cables. El mundo se desvive por el wifi, y nos lo ofrecen en cafeterías, escuelas, universidades, parques, bibliotecas y otros lugares públicos.
Es una tecnología muy útil, da movilidad y comodidad en nuestras labores cotidianas. Si requerimos saber algo, nos conectamos y obtenemos un resultado. Para nuestra distracción y esparcimiento tenemos juegos, Wii, Nintendo DSS. Los iPhones se están convirtiendo rápidamente en una de las formas más populares de comunicación y entretenimiento e incluso se están introduciendo en las escuelas.
Pero, ¿WIFI es seguro? ¿Es legal?, hoy es fácilmente disponible y hay una presión social para mantenerse al día con las innovaciones del siglo 21. Además, ahora también tenemos las redes sociales, por lo surgen varias preguntas sobre su seguridad.
Cuando pensamos en la seguridad de la WIFI, a menudo pensamos en tener cuidado con el robo de identidad o acoso cibernético. Pero, si no abres tu casa a cualquiera, ¿por qué lo haces en Internet?
La Propuesta
Si vas regalando tu dirección de correo electrónico a todas las páginas de promociones y regalos que ves, lo único que vas a conseguir es tener un buzón lleno de spam, publicidad no deseada y, seguramente, algún que otro intento de phishing. También uno que otro intento de hackeo de tu wifi con programas como backtrack y otros sistemas similares pero no tan completos: Wifislax, Wifiway, Beini.
¿Cómo proteger nuestra intimidad y economía haciendo un uso razonable de la WIFI?
Empezamos aclarando que los siguientes consejos requieren tener acceso al router1 que tenemos en nuestro hogar u oficina, tener conexión entre ese router y nuestro computador, luego ingresar en un navegador web la dirección 192.168.0.1 o 192.168.1.1, pues estas son las dos direcciones comunes para acceder a la administración de nuestro dispositivo. Si ninguna de ellas te funciona, utiliza los comandos para conocer la dirección IP privada.
Después de ingresar la dirección correspondiente a nuestro router, es seguro que solicite un nombre de usuario y contraseña, si los sabemos, los ingresamos, de lo contrario tenemos tres opciones para conocerlos:
1. Ingresar a www.routerpasswords.com, seleccionamos la marca y modelo de nuestro router y probamos la contraseña por defecto que utiliza.
2. Buscar en Google: clave del router “marca de nuestro router” seguido de “la empresa (ISP) con la que tenemos contratado el servicio”. Muchos usuarios comparten las claves de acceso que normalmente son las mismas para todos los
1 Las configuraciones varían según el tipo de módem que se utilice ,
consulta el manual de él
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
363
dispositivos instalados por la empresa en los diferentes hogares.
3. Contactar con la empresa a la que le contratamos el servicio de Internet y solicitarle los datos de administración del router.
Para tener una red lo más robusta, bien sea en un entorno de usuario personal o de trabajo, debemos tener en cuenta seis (6) áreas de aplicación diferentes:
1. Fortificar la configuración de la red WIFI
Establece cifrado WPA/WPA2-PSK
Es lo más robusto hoy en día, aunque no infalible, ya que existen formas de atacar una red con este cifrado, pero es lo más que podemos tener en cuanto a cifrado de red en entornos domésticos.
WPA2 and WPA (PSK) (WPA2 y WPA, PSK): Tienes que ajustar el tipo de Encryption (Cifrado) en TKIP and AES (TKIP y AES), AES o TKIP. A continuación, debes introducir una Pass phrase (Contraseña), también denominada Network key (Clave de red), WPA key (Clave WPA) o WPA Pre-shared key (Clave WPA compartida previamente). La contraseña debe contener entre 8 y 63 caracteres. Todos los equipos conectados a la red inalámbrica deben tener la misma contraseña. También puedes especificar una Key rotation (Rotación de la clave) en segundos, o introducir 0 en el campo para desactivar tal opción.
Cambia el SSID
El SSID es el nombre de la red, y los SSID son necesarios para intentar crackear WPA/WPA2-PSK con ataques de diccionario, así que si pones uno que nadie haya pre-calculado antes, mejor que mejor.
Lo ideal es usar un nombre que sea fácilmente reconocible y que no tenga relación alguna con nosotros. En muchas ocasiones me he topado con gente que ponía como SSID su dirección o su nombre, esto es un grave error porque este nombre señala directamente al propietario de la red. Yo elegiría nombres como: Papelon o MiRedWiFi, de este modo reconoceríamos nuestra red rápidamente y no daríamos información alguna sobre nosotros.
Cambia la clave por defecto
También, las redes WPA/WPA2 - PSK se atacan por el descubrimiento de los algoritmos que usaron los fabricantes para establecer claves por defecto. Herramientas como Liberad a WiFi o el famoso e histórico WLanDecrypter se hicieron muy populares por hacer esto, pero hay muchas como WLanAudit, iWep y un largo etcétera para algoritmos de claves de redes WiFi de routers de todo el mundo.
Oculta el SSID
Al ocultar el SSID de tu red haces que tu punto de acceso WiFi no emita los beacon frames con el nombre de la red. Ocultarlo hace que el atacante trabaje más para descubrir los Probe de los clientes que se conectan y evita curiosos. Para ello, asegúrate de marcar la opción de "Conectar a esta red aun cuando no se detecte" en la configuración de la rede WiFi en tu sistema operativo.
El problema de ocultar el SSID es que ocultar las señales inalámbricas es imposible. SSID o no, el router sigue transmitiendo ondas de radio en todas las direcciones, lo que significa que las ondas pueden ser interceptadas. No tendrán un SSID unido a ellos, pero hay otras maneras de separar las redes inalámbricas.
Esto significa que ocultar su SSID no oculta la red Wi-Fi de alguien que usa un escáner de red WiFi. Cualquier persona que trate de romper una red inalámbrica usará uno de esos escáneres, por lo que la utilidad de ocultar el SSID es bastante limitada.
Cambia periódicamente el SSID y la clave
Aunque no lo creas, aun así te pueden crackear la red, consejo: cambia de vez en cuando estos valores para que tu configuración no acabe publicada en bases de datos de Wardriving. Estas bases de datos comparten las claves de redes WiFi geoposicionadas como WiFiGet, y hasta usan Four Square.
Desactiva WPS (WiFi Protected Setup)
Característica que facilita que un equipo se conecte a la WiFi utilizando un código temporal que simplifica todo el proceso de "enrollment" de nuevo equipo. Por desgracia, las implementaciones de muchos routers no detectan los ataques de fuerza bruta y en unos minutos acceden a tu red WiFi. Así que desactívalo.
Filtra por direcciones MAC de conexión
Tampoco es una medida definitiva, pero complica el trabajo del atacante y ayuda localizar a los atacantes. Para ello, en el panel de administración crea un filtro por dirección MAC para todos los equipos de tu red doméstica.
Cada tarjeta de red posee una dirección MAC (Media Access Control), que en teoría es única para cada una de ellas. Está formada por 48 bits que se suelen representar mediante dígitos hexadecimales que se agrupan en seis parejas (cada pareja se separa de otra mediante dos puntos ":" o mediante guiones "-". Una dirección MAC podría ser E1:B1:CF:3D:4A:AA . Normalmente viene impresa en la tarjeta de red, también se consultan mediante el comando ifconfig /all en Linux.
WPA/WPA2 - Enterprise
Si quieres eliminar problemas en la red de tu empresa, utiliza WPA2 Enterprise con EAP-TLS, TLS-EAP-TLS, PEAP-TLS, o PEAP-MSCHAPv2 o algo similar para que sea difícil de atacar.
2. Fortificar la configuración de tu router WiFi
Actualiza el firmware de tu AP
Si actualizas el software de tu equipo, también actualiza el software de tu router. Para ello busca en la web del fabricante y pon la última versión, estable, que haya disponible para tu hardware.
Cambia la contraseña de administración de tu router
La clave por defecto es un grave problema en estos dispositivos, así que procura cambiarlo. Ya mencionamos

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
364
como incluso desde un correo electrónico es posible atacar un router AP aprovechando alguna de las múltiples vulnerabilidades de CSRF que tienen.
No permitas la consola de administración en la WAN
Ni la consola de administración WAN ni la consola de comandos vía Telnet o SSH. Sólo conectado a la LAN puedes configurar las características de tu dispositivo.
Configura el Firewall de Internet y Filtra por IP
Evita que desde Internet se puedan conectar a los equipos de tu red por ningún puerto, y sobre todo evita configuraciones en las que envíes todo el tráfico de Internet a un equipo de la red, ya que lo van a bloquear. Si aparte del filtrado MAC, quitas el servidor DHCP y filtras por dirección IP de cliente, lo pondrás más difícil al atacante, aunque configurar y administrar tu red se hará un poco más trabajoso.
3. Fortificar la conexión desde el cliente
Valida el BSSID de tu red WiFi
Los sistemas operativos Windows validan el BSSID, es decir, que no ha cambiado el identificador de la red que depende de la dirección MAC. Esto evita suplantación de routers y ataques de Rogue AP. En el caso de Mac OS X no se valida el BSSID y tampoco en los sistemas operativos iOS de iPhone o iPad.
Utiliza una conexión VPN
Tanto si la red es tuya como si no, estar en una red WiFi compartida es como "vivir en la jungla", así que crea una VPN para evitar que alguien te intercepte cualquier comunicación. Recuerda: hackeando al vecino hax0r que me roba la WiFi y todos los ataques en redes IPv4 & IPv6 que se pueden hacer.
Configura el Firewall de tu sistema operativo
Una vez que abres la VPN, el firewall del tu router no va a ayudarte, así que tienes que tener el de tu sistema operativo activo y restringiendo todos los protocolos de entrada a tu equipo. Si tienes un equipo Windows, selecciona la opción de "Red Pública" en el perfil de la conexión, que es el más restrictivo de todos - si sólo vas a conectarte a Internet - y luego configura en detalle tu firewall.
4. Supervisa la red periódicamente
Revisa los logs del router o punto de acceso Wi-Fi
Revisa las direcciones MAC y las direcciones IP de conexión a tu red. Si tienes filtrado de MAC, y si alguien consiguiera entrar en la red, entonces en la red habrá varios equipos con la misma dirección IP sobre la misma dirección MAC. Esto genera alertas en software IDS (Intrusion Detection System). Si no tienes filtrado de dirección MAC, seguramente el atacante usará una falsa y tendrá otra dirección IP para no generar alertas de seguridad, pero será fácil darse cuenta de que hay un nuevo equipo en la red.
Utiliza escaneo pasivo de conexiones
Uno de los más populares y que menos ruido hace porque es pasivo aunque es un poco antiguo, es Satori, un escáner de red
que detecta los equipos en tu red por medio de las direcciones IPv4, IPv6 y direcciones físicas MAC usadas en la red. Escanea el tráfico periódicamente de forma silenciosa a ver si tienes algún huésped no deseado. Puedes usar WireShark o lo que quieras para este trabajo.
5. Defenderse contra la grabación en WebCam
Actualiza todo el software de tu equipo
No sé ni cuantas veces se ha hablado y escrito de esto, pero hay que hacerlo. Para que el atacante tenga control de tu máquina necesita saber las claves o explotar un bug al estilo de un pentester con Metasploit, así que evita que tenga bugs que explotar, actualiza tu software.
Utiliza contraseñas robustas
Si el atacante no puede explotar un bug, evita que tus claves puedan ser adivinadas porque son simples o están en un diccionario, así que establece una política de claves seguras y cámbialas periódicamente.
Usa un antimalware
Un antimalware reconoce casi todo el software comúnmente utilizado por cyber-acosadores para grabar con la webcam, así que instala uno, con protección en tiempo real.
Cubre la webcam y el micro
La seguridad física es mejor, así que cubre la webcam. Recuerda que tus grabaciones se venden, porque muchos acosadores compran vídeos de gente haciendo cosas normales para engañar a sus víctimas. No te fies de un extraño aunque lo veas por la webcam.
6. Descubre quién accede a tu WiFi con WiFi Guard
La mayoría accedemos a Internet a través de WiFi. La conexión WiFi es rápida y cómoda, ya que te permite estar en cualquier habitación o rincón de tu casa u oficina sin necesidad de cables con tu computador, laptop, teléfono, tableta o videoconsola.
Precisamente esa facilidad de acceso hace al WiFi frágil. Con WiFi Guard encontrarás a ese atacante molesto y bloquear su dirección MAC para que no te quite ancho de banda sin permiso.
La ventaja de WiFi Guard respecto a otros métodos, como el acceder a la configuración de tu router, es que no necesita permisos especiales ni complicadas operaciones. Abre el programa, clic en Escanear Ahora y esperar a que se muestren los dispositivos conectados.
WiFi Guard analiza distintas conexiones WiFi. Para elegir la conexión a analizar basta con ir a Opciones > Adaptador de red.
Respecto al análisis que realiza WiFi Guard, el resultado es una lista de direcciones IP con sus respectivas direcciones MAC, nombres y fabricantes del aparato. Si el programa considera la dirección conocida o segura, la marca con una bola verde. En caso contrario, con una bola roja.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
365
Para estar seguros del todo, fíjate en la columna de Vendedor. Si no te es familiar tener un aparato de esa marca conectado, has encontrado al intruso. En caso que reconozcas todos los dispositivos conectados, puedes estar tranquilo.
I. CONCLUSIONES Se han presentado 6 puntos básicos para asegurar la calidad, privacidad y economía de nuestra red WIFi en nuestro hogar o trabajo. El lector debe asegurarse el tener una política de actualización de software tanto de su computador como de su router. El Lector debe ser cuidadoso en que sitios navega y a quién le comparte su correo electrónico y/o autoriza a ver sus datos en las redes sociales.
REFERENCES [1] Antonio Mañas Sandoval y Miguel Ángel Sacristán Lima
(2000). Redes Inalámbricas. Universidad del Valle. Santiago de Cali, Colombia.
[2] Stallings, W. Wireless comunications and networks. Prentice Hall. USA.
[3] Berkley Varitronics Systems Inc. Wireless Products Catalog
[4] Cisco Systems Inc. WLAN Design
[5] Fuller, R.;Pfund,A.; Padjen, R.; Oullet, E.; Blankenship, T. Building a Cisco Wireless LAN. Callisma
Sitios
[1] http://www.ssh.com
[2] http://www.cisco.com
[3] http://www.cisco.com/warp/public/779/smbiz/prodconfig/help/eaglair/ap3xx/index.shm.htm
Dianalla Anais Stuch Dorta es Ingeniero en Informática por la Universidad Politécnica Territorial del estado Aragua, Técnico Superior Universitario por el Instituto Universitario Experimental de Tecnología de La Victoria, Cursante de la especialización en Redes de Computadoras en el Postgrado en Telemática de la Universidad Politécnica Territorial del estado Aragua. Certificado en Servidores Linux por el Instituto Universitario Experimental de Tecnología de La Victoria. Se desempeña como Analista de sistemas en el Instituto Universitario de Tecnología y Administración, Sede Maracay.
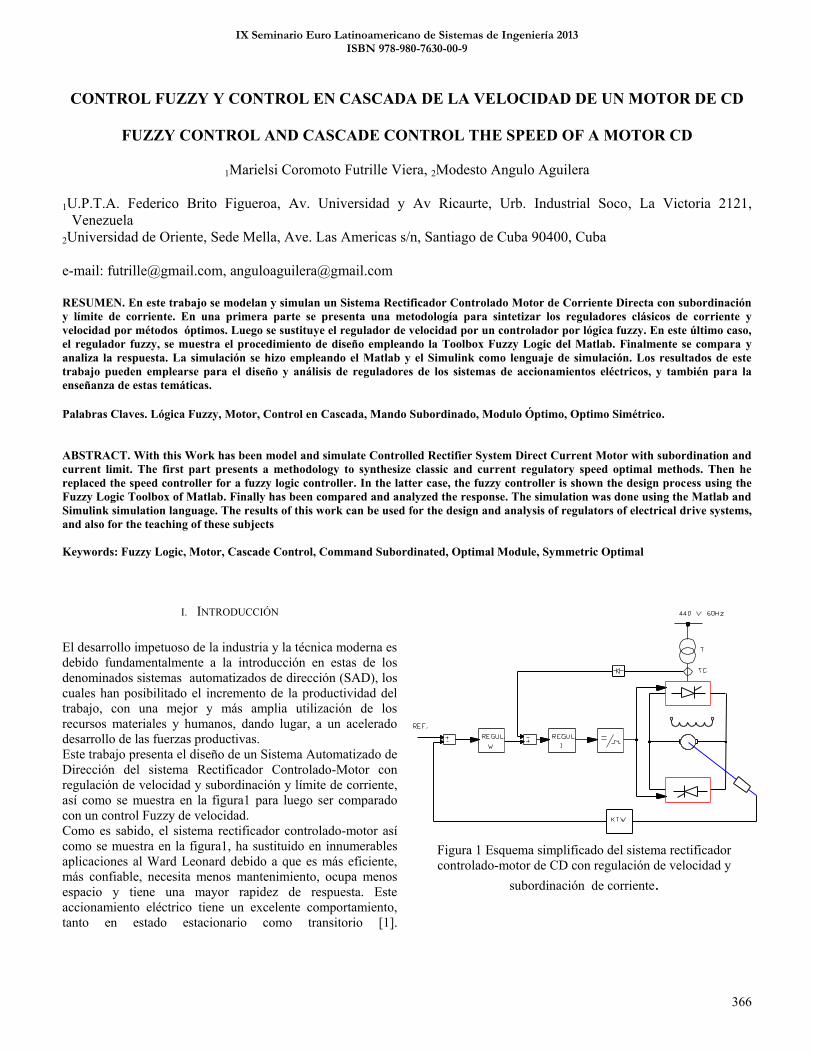
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
366
CONTROL FUZZY Y CONTROL EN CASCADA DE LA VELOCIDAD DE UN MOTOR DE CD
FUZZY CONTROL AND CASCADE CONTROL THE SPEED OF A MOTOR CD
1Marielsi Coromoto Futrille Viera, 2Modesto Angulo Aguilera
1U.P.T.A. Federico Brito Figueroa, Av. Universidad y Av Ricaurte, Urb. Industrial Soco, La Victoria 2121,
Venezuela 2Universidad de Oriente, Sede Mella, Ave. Las Americas s/n, Santiago de Cuba 90400, Cuba
e-mail: [email protected], [email protected] RESUMEN. En este trabajo se modelan y simulan un Sistema Rectificador Controlado Motor de Corriente Directa con subordinación y límite de corriente. En una primera parte se presenta una metodología para sintetizar los reguladores clásicos de corriente y velocidad por métodos óptimos. Luego se sustituye el regulador de velocidad por un controlador por lógica fuzzy. En este último caso, el regulador fuzzy, se muestra el procedimiento de diseño empleando la Toolbox Fuzzy Logic del Matlab. Finalmente se compara y analiza la respuesta. La simulación se hizo empleando el Matlab y el Simulink como lenguaje de simulación. Los resultados de este trabajo pueden emplearse para el diseño y análisis de reguladores de los sistemas de accionamientos eléctricos, y también para la enseñanza de estas temáticas. Palabras Claves. Lógica Fuzzy, Motor, Control en Cascada, Mando Subordinado, Modulo Óptimo, Optimo Simétrico. ABSTRACT. With this Work has been model and simulate Controlled Rectifier System Direct Current Motor with subordination and current limit. The first part presents a methodology to synthesize classic and current regulatory speed optimal methods. Then he replaced the speed controller for a fuzzy logic controller. In the latter case, the fuzzy controller is shown the design process using the Fuzzy Logic Toolbox of Matlab. Finally has been compared and analyzed the response. The simulation was done using the Matlab and Simulink simulation language. The results of this work can be used for the design and analysis of regulators of electrical drive systems, and also for the teaching of these subjects Keywords: Fuzzy Logic, Motor, Cascade Control, Command Subordinated, Optimal Module, Symmetric Optimal
I. INTRODUCCIÓN
El desarrollo impetuoso de la industria y la técnica moderna es debido fundamentalmente a la introducción en estas de los denominados sistemas automatizados de dirección (SAD), los cuales han posibilitado el incremento de la productividad del trabajo, con una mejor y más amplia utilización de los recursos materiales y humanos, dando lugar, a un acelerado desarrollo de las fuerzas productivas. Este trabajo presenta el diseño de un Sistema Automatizado de Dirección del sistema Rectificador Controlado-Motor con regulación de velocidad y subordinación y límite de corriente, así como se muestra en la figura1 para luego ser comparado con un control Fuzzy de velocidad. Como es sabido, el sistema rectificador controlado-motor así como se muestra en la figura1, ha sustituido en innumerables aplicaciones al Ward Leonard debido a que es más eficiente, más confiable, necesita menos mantenimiento, ocupa menos espacio y tiene una mayor rapidez de respuesta. Este accionamiento eléctrico tiene un excelente comportamiento, tanto en estado estacionario como transitorio [1].
Figura 1 Esquema simplificado del sistema rectificador controlado-motor de CD con regulación de velocidad y
subordinación de corriente.
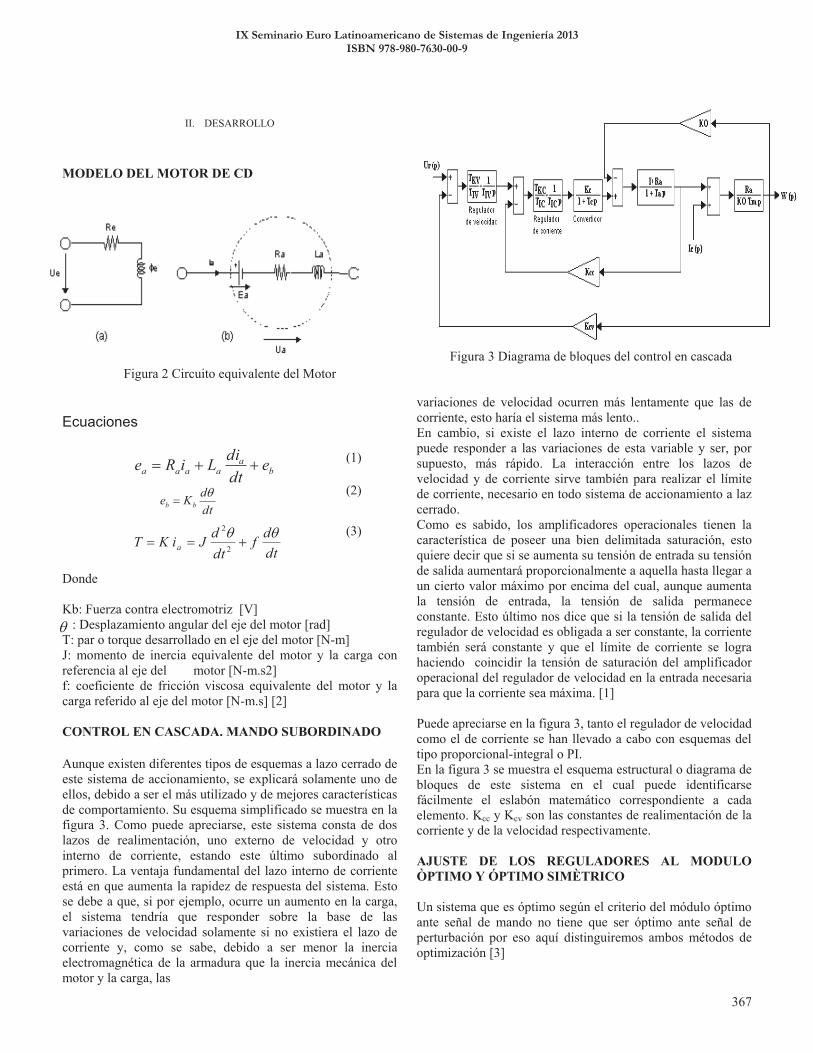
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
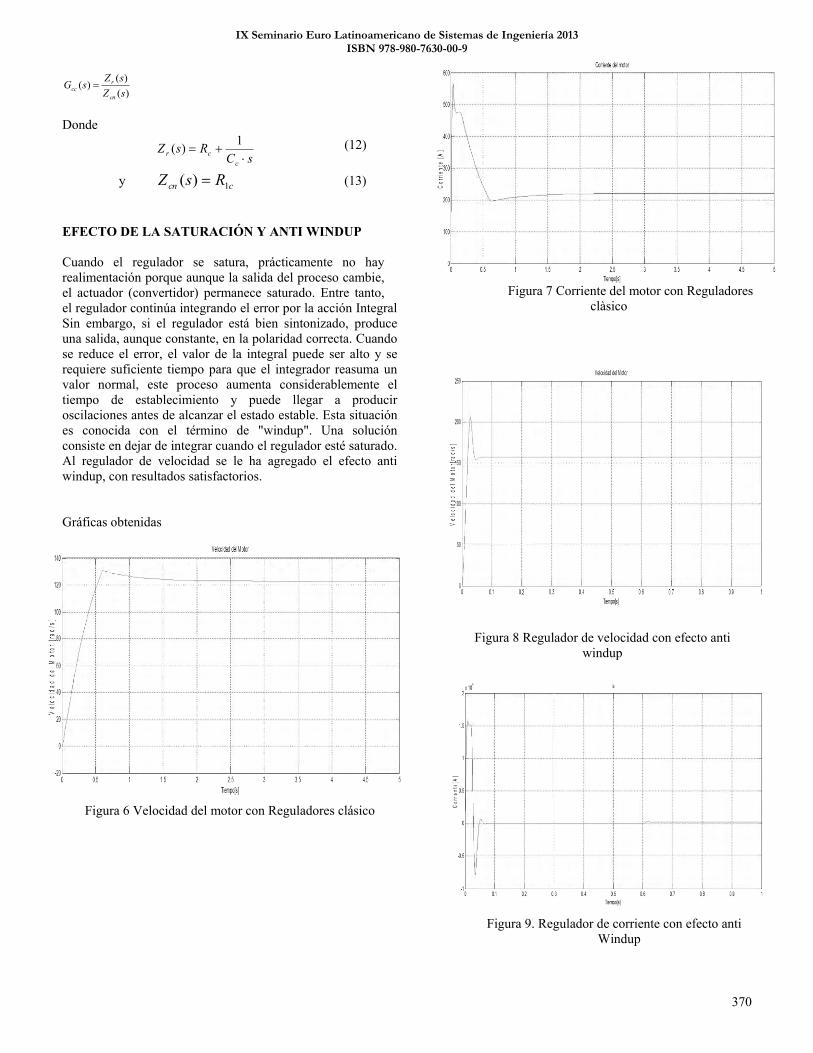
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
370
)()()(
sZsZsG
cn
rcc
Donde
sCRsZ
ccr
1)( (12)
y ccn RsZ 1)( (13) EFECTO DE LA SATURACIÓN Y ANTI WINDUP Cuando el regulador se satura, prácticamente no hay realimentación porque aunque la salida del proceso cambie, el actuador (convertidor) permanece saturado. Entre tanto, el regulador continúa integrando el error por la acción Integral Sin embargo, si el regulador está bien sintonizado, produce una salida, aunque constante, en la polaridad correcta. Cuando se reduce el error, el valor de la integral puede ser alto y se requiere suficiente tiempo para que el integrador reasuma un valor normal, este proceso aumenta considerablemente el tiempo de establecimiento y puede llegar a producir oscilaciones antes de alcanzar el estado estable. Esta situación es conocida con el término de "windup". Una solución consiste en dejar de integrar cuando el regulador esté saturado. Al regulador de velocidad se le ha agregado el efecto anti windup, con resultados satisfactorios. Gráficas obtenidas
Figura 6 Velocidad del motor con Reguladores clásico
Figura 8 Regulador de velocidad con efecto anti
windup
Figura 9. Regulador de corriente con efecto anti Windup
Figura 7 Corriente del motor con Reguladores clàsico
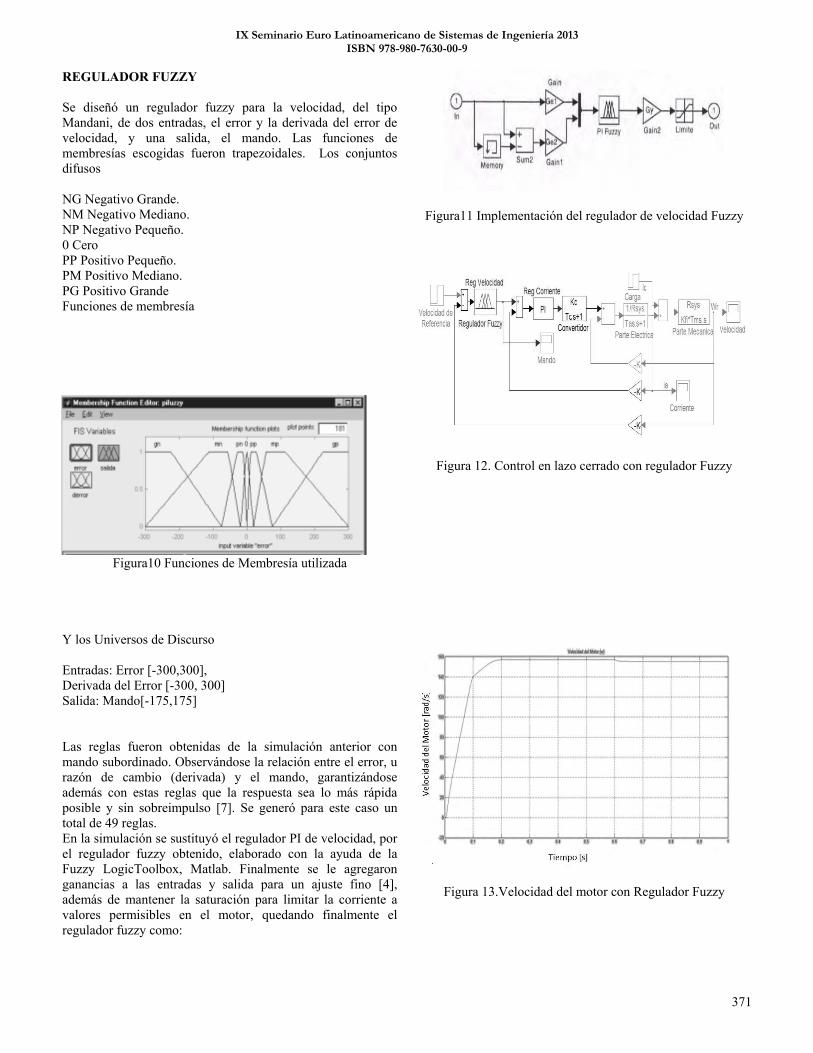
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
371
REGULADOR FUZZY Se diseñó un regulador fuzzy para la velocidad, del tipo Mandani, de dos entradas, el error y la derivada del error de velocidad, y una salida, el mando. Las funciones de membresías escogidas fueron trapezoidales. Los conjuntos difusos NG Negativo Grande. NM Negativo Mediano. NP Negativo Pequeño. 0 Cero PP Positivo Pequeño. PM Positivo Mediano. PG Positivo Grande Funciones de membresía
Figura11 Implementación del regulador de velocidad Fuzzy
Figura 12. Control en lazo cerrado con regulador Fuzzy
Figura10 Funciones de Membresía utilizada Y los Universos de Discurso Entradas: Error [-300,300], Derivada del Error [-300, 300] Salida: Mando[-175,175]
Las reglas fueron obtenidas de la simulación anterior con mando subordinado. Observándose la relación entre el error, u razón de cambio (derivada) y el mando, garantizándose además con estas reglas que la respuesta sea lo más rápida posible y sin sobreimpulso [7]. Se generó para este caso un total de 49 reglas. En la simulación se sustituyó el regulador PI de velocidad, por el regulador fuzzy obtenido, elaborado con la ayuda de la Fuzzy LogicToolbox, Matlab. Finalmente se le agregaron ganancias a las entradas y salida para un ajuste fino [4], además de mantener la saturación para limitar la corriente a valores permisibles en el motor, quedando finalmente el regulador fuzzy como:
Figura 13.Velocidad del motor con Regulador Fuzzy

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
372
Figura 14. Corriente del motor con Regulador Fuzzy Como entrada se aplicó un paso escalón de voltaje nominal con corriente de carga igual a cero, incrementándose a la nominal en 0.6seg. (Igual que en primer caso con el objetivo de comparar los resultados).
III. RESULTADOS Y DISCUSIONES Según lo expuesto anteriormente a la hora de realizar un diseño con un regulador clásico se requiere hacer un estudio con modelos matemáticos que se hace laborioso para el diseñador, aumentando el tiempo de diseño.
El diseño de controlador difuso es mucho más sencillo si se tiene conocimientos de la lógica difusa y el comportamiento del sistema. La principal motivación para utilizar la lógica difusa es la facilidad para escribir las reglas del sentido común de tal manera que sea posible construir una estrategia de control razonable, sin olvidar un conocimiento teórico profundo sobre el control. Esto quiere decir que no se tiene conocimiento de las propiedades de estabilidad del control porque no existe modelo matemático solo el sentido común. En las gráficas obtenidas (Figura 13 y 14) de velocidad y corriente utilizando el control difuso, se observa un mejor desempeño que en las del control clásico en relación con el sobreimpulso; como es el caso de las figuras 6 y 7 para evitar esto se agrega al módulo del regulador de velocidad el efecto anti windup (Figura 8 y 9) y aun así el sombreimpulso utilizando el control difuso sigue siendo menor.
IV. CONCLUSIONES Las gráficas demuestran que los métodos óptimos de ajuste (módulo óptimo y óptimo simétrico) poseen un comportamiento dinámico no adecuado ya que se observa un sobre paso en la velocidad y un tiempo de establecimiento excesivo. Sin embargo, se puede diseñar un controlador fuzzy relativamente sencillo que posea mejores indicadores dinámicos, que los métodos anteriores (observando los resultados de la figuras 9 y la figura 14). Además, se observan mejoras en la respuesta de corriente y velocidad, pues en el
caso del regulador fuzzy, la corriente no toma valores negativo, que producirían pares de frenado en el motor, y la respuesta ante el escalón de carga es mucho mejor, sin sobre impulso. Finalmente, la simulación es una herramienta necesaria para el diseño y análisis de los reguladores fuzzy
REFERENCIAS
1. Costa F. Bonne,: Principios fundamentales de accionamiento eléctrico,Editorial Pueblo y Educación, Pag 19-25,Ciudad de la Habana, Cuba, 1989
2. Díaz Rodríguez J.L, Pardo García. A. Control Fuzzy VS. Control Clàsico de Velocidad en un Motor de CD. Revista Colombiana de Tecnologías de avanzada Volumen 2, Pag. 2-4Pamplona, 2003
3. Cecilia E. Sandoval Accionamiento Eléctrico de sistemas dinámicos A través de criterios de optimización. Universidad Autónoma de México. Pag18-25 Año 2008
4. Passino M. y Yurkovich S., Fuzzy Control, Addison - Wesley, 1998.
5. Ogata K. Ingeniería de control moderna. PRENTICE HALL.1993. Páginas. 150-155, 211, 615y 670. 2003
6. Osorio J., Rodriguez C. Control moderno aplicado a maquinas eléctricas rotatorias y sistemas automatizados. Instituto Politécnico Nacional Cuhulcan. México.2007 Págs. 87-24, en línea, consultado, Junio 2012 tesis.ipn.mx/dspace/bitstream/123456789/3249/1/45.pdf 7. Palomino O. Modelación y Control de Posición de un Robot Manipulador de Seis Grados de Libertad usando Sistemas Difusos. Centro de investigación y estudios avanzados Capítulo 4. 2002. Pág. 45-58, en línea, consultado en febrero 2012 http://www.cinvestav.mx/publicaciones/anuario04/controlautomatico.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
373
DISEÑO DE UNA MÁQUINA DE ROTOMOLDEO PARA PIEZAS DE MEDIANA
CAPACIDAD, CON AUXILIO DE SISTEMAS CAD
DESIGN OF ROTOMOLDING MACHINE FOR MEDIUM CAPACITY PARTS, WITH HELP OF CAD SYSTEMS
1Freddy Amado Leal, 2Rolando E. Simeón Monet
1 Instituto Universitario “José Antonio Anzoátegui”, Venezuela 2 Universidad de Holguín “Oscar Lucero Moya”, Cuba e-mail: [email protected], [email protected]
RESUMEN. La técnica del Rotomoldeo se está imponiendo progresivamente como una importante respuesta tanto para el mundo del diseño como para una amplia gama de aplicaciones industriales. El Rotomoldeo se convierte en una alternativa económica, para la fabricación de piezas plásticas, que por sus dimensiones o complejidad no permiten ser obtenidos por procesos tales como el soplado o la inyección. Aunque existen empresas dedicadas a la fabricación y comercialización de máquinas de Rotomoldeo, de forma general estas son de dimensiones extremadamente grandes, lo que no las hace factible para ser utilizadas como medio de enseñanza. En este trabajo se muestran las distintas etapas utilizadas para el diseño de una máquina de Rotomoldeo que además de permitir obtener piezas pequeñas eficientemente energéticas, sirva como base material de estudio en asignaturas de procesos de manufactura en los institutos de enseñanza de nivel superior. Todo desarrollado y simulado con la ayuda de herramientas CAD profesionales Palabras claves: Rotomoldeo, Máquinas de proceso de plásticos SUMMARY. The rotational molding technique is gaining progressively as an important response for both the design world and for a wide range of industrial applications. The rotomolding becomes an economical alternative for the manufacture of plastic parts, which by its size or complexity cannot be obtained by allowing processes such as blow molding or injection. Although there are companies dedicated to the manufacture and marketing of rotational molding machines, these are generally extremely large dimensions, which does not make them feasible for use as a teaching . This paper shows the different steps used to design a rotational molding machine in addition to allowing energy efficiently obtain small pieces, serve as study materials in manufacturing processes courses in institutes of higher level education . All developed and simulated with the help of professional CAD tools . Keywords : rotomolding , plastic processing machines
1. INTRODUCCIÓN La técnica del Rotomoldeo se está imponiendo progresivamente como una importante respuesta tanto para el mundo del diseño como para una amplia gama de aplicaciones industriales. Así, el Rotomoldeo se convierte en una alternativa económica, para la fabricación de piezas, que por sus dimensiones no permiten ser obtenidos por procesos tales como el soplado o la inyección.
La durabilidad es otro de los beneficios de las piezas plásticas obtenidas por Rotomoldeo, además su alta calidad, está determinada por su diseño sin costura, homogeneidad en el espesor de pared, alta resistencia a los daños, a la herrumbre, entre muchos otros factores contribuyen a su longevidad y al mantenimiento de excelentes condiciones de explotación.
Por otro lado, cuando se realiza un producto por Rotomoldeo, éste no está sometido a los esfuerzos que
soporta la materia prima en la inyección, la extrusión o el soplado, lo cual permite obtener una pieza libre de tensiones y una resistencia mecánica muy elevada.
El Rotomoldeo consiste en el moldeo de una pieza obtenida en un molde que rota de forma biaxial a temperaturas que oscilan entre los 220 y los 240 oC. La rotación provoca una fuerza centrífuga que adhiere la materia prima, en forma de polvo o resina líquida, al molde con una presión uniforme, lo que facilita obtener una pieza hueca con un espesor de pared uniforme. Este proceso requiere de un ciclo largo que depende de las dimensiones de la pieza y el espesor de pared que se quiere obtener (puede durar hasta 1 h por pieza), a diferencia de otros procesos como el Moldeo por Inyección que solo requiere de unos segundos. Sin embargo este proceso posee sus ventajas. La manufactura de partes huecas de grandes volúmenes como tanques de aceite y combustible, es mucho más fácil y económico de producir por Rotomoldeo que por cualquier otro método. Los moldes de rotomoldeo

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
374
son mucho más baratos que otros tipos de molde. Además, el proceso de rotomoldeo es muy versátil y es uno de los pocos en los cuales se pueden producir piezas huecas sin perder la eficiencia del material.
En Venezuela se ha desarrollado paulatinamente el empleo de la técnica de Rotomoldeo por pequeñas, medianas y grandes industrias. Una de ellas es EUROPLAST de Venezuela C.A. la cual es una empresa con más de 10 años de trayectoria en el mundo de la transformación de resinas plásticas. Actualmente en compañía de Pequiven S.A. como empresa mixta, colabora con la innovación tecnológica del Estado a través de la creación de una nueva familia de maquinarias para transformar los polímeros, equipos netamente venezolanos con calidad de exportación, y evolucionando el desarrollo endógeno, apoyando gran número de familias venezolanas en los aspectos económicos y sociales.
Las principales industrias que fabrican máquinas de Rotomoldeo, tratan de crear equipos con grandes capacidades, equipos que pueden medir 2.5 m de diámetro y 3.5 m de profundidad, para producir piezas de dimensiones elevadas, ejemplo de estas piezas son los depósitos de agua para edificaciones y casas, tan común en muchas de las viviendas venezolanas. También en diferentes Universidades del mundo (EU, Inglaterra, México, Perú, Colombia) se han desarrollado de forma artesanal máquinas de Rotomoldeo de dimensiones pequeñas o con fines didácticos, pero el diseño de estos equipos se ha limitado a investigaciones locales no extendidas a otras Instituciones con fines de favorecer la docencia y preparación de otros estudiantes. Por supuesto en Venezuela esta deuda con la formación de profesionales de la mecánica también existe.
2. DESARROLLO. El diseño de una máquina de Rotomoldeo, para uso a pequeña escala ha sido expuesto por diferentes autores, los mayores detalles los brinda Lodoño en su trabajo, donde hace una matriz morfológica, en la que analiza las diferentes variantes de elementos que pueden formar parte del diseño de una máquina de Rotomoldeo, y brinda algunas alternativas de diseño que son mostradas en la figura 2.
La alternativa 2 A es de tipo carrusel. El molde es soportado por un brazo central, que al rotar se encarga de posicionarlo en cada uno de los 3 módulos, que son independientes.
La alternativa 2 B es de tipo shuttle, el carro portamolde se desliza por rieles para de colocar el molde en las 3 posiciones, el horno, sobre el extractor y posición inicial
para el desmonte. El horno tiene 2 resistencias eléctricas, arriba y abajo y no cuenta con puerta frontal que impida la perdida de calor.
La alternativa 2 C también del tipo shuttle, El carro portamolde en la parte superior, con vigas de la estructura que funcionan como guía. El horno cuenta con dos resistencias tubulares laterales y es abierto en el frente y en la parte superior, cuando el molde está adentro, la parte superior se sella. El carro soporta un motor eléctrico que le proporciona giro en un sentido al molde, y el otro giro es dado por un motor más pequeño puesto en la horquilla que sujeta el molde.
La alternativa 2 D del tipo carrusel con estructura circular. El brazo es central soportado por una guía semicircular, con el fin de soportar gran parte de la carga del molde. También cuenta con tres estaciones montaje,
Figura 1 Máquinas de Rotomoldeo (EuroPlast 2011, Lobo 2007)
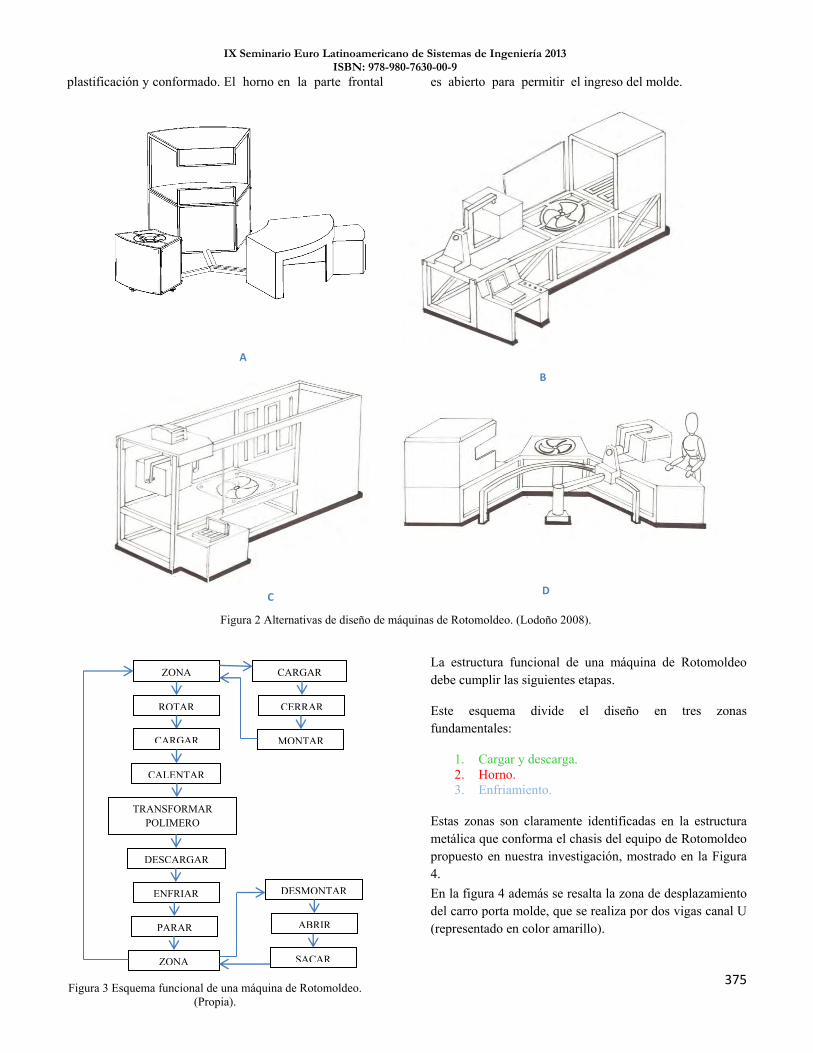
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
375
plastificación y conformado. El horno en la parte frontal es abierto para permitir el ingreso del molde.
La estructura funcional de una máquina de Rotomoldeo debe cumplir las siguientes etapas.
Este esquema divide el diseño en tres zonas fundamentales:
1. Cargar y descarga. 2. Horno. 3. Enfriamiento.
Estas zonas son claramente identificadas en la estructura metálica que conforma el chasis del equipo de Rotomoldeo propuesto en nuestra investigación, mostrado en la Figura 4. En la figura 4 además se resalta la zona de desplazamiento del carro porta molde, que se realiza por dos vigas canal U (representado en color amarillo).
Figura 2 Alternativas de diseño de máquinas de Rotomoldeo. (Lodoño 2008).
A
B
C D
Figura 3 Esquema funcional de una máquina de Rotomoldeo. (Propia).
ZONA CARGAR
CERRAR
MONTAR
ROTAR
CARGAR
CALENTAR
TRANSFORMAR POLIMERO
DESCARGAR
ENFRIAR
PARAR
ZONA
DESMONTAR
ABRIR
SACAR
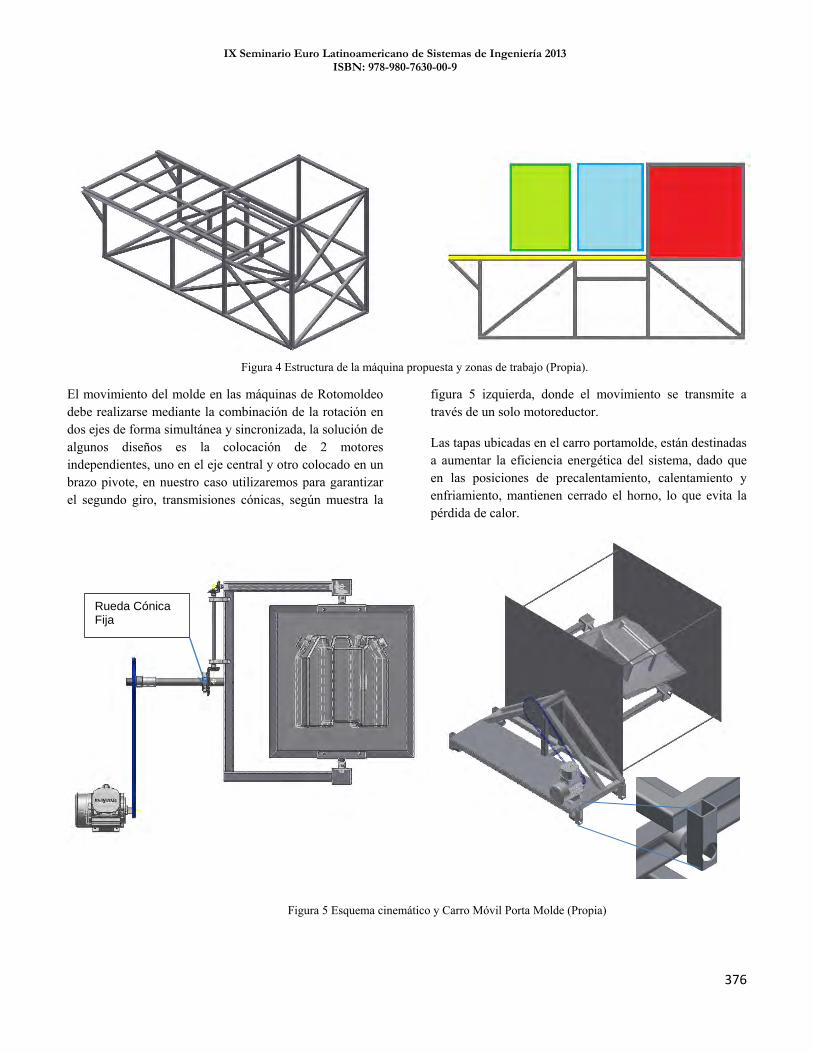
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
376
El movimiento del molde en las máquinas de Rotomoldeo debe realizarse mediante la combinación de la rotación en dos ejes de forma simultánea y sincronizada, la solución de algunos diseños es la colocación de 2 motores independientes, uno en el eje central y otro colocado en un brazo pivote, en nuestro caso utilizaremos para garantizar el segundo giro, transmisiones cónicas, según muestra la
figura 5 izquierda, donde el movimiento se transmite a través de un solo motoreductor.
Las tapas ubicadas en el carro portamolde, están destinadas a aumentar la eficiencia energética del sistema, dado que en las posiciones de precalentamiento, calentamiento y enfriamiento, mantienen cerrado el horno, lo que evita la pérdida de calor.
Figura 5 Esquema cinemático y Carro Móvil Porta Molde (Propia)
Rueda Cónica Fija
Figura 4 Estructura de la máquina propuesta y zonas de trabajo (Propia).
7

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
377
2.1
Diseño de la máquina de ROTOMOLDEO.
El trabajo para el diseño de cada parte componente de la máquina de Rotomoldeo se apoya en las facilidades que brindan los sistemas CAD profesionales disponibles.
Como se explicó la estructura principal está dividida en tres zonas fundamentales, para lograr el diseño de la
misma, se utilizó el Modulo de estructura que brinda el Sistema CAD escogido al efecto, para ello se crea una estructura alámbrica donde se regulan las dimensiones que llevará cada parte componente. Cada Sketch provee la información requerida para la formación de cada uno de los elementos y su información sirve de base para formar la pieza. La Figura 7 muestra la secuencia de creación de la estructura alámbrica para obtener el modelo del equipo.
Figura 6 Máquina de Rotomoldeo (Izq. Enfriamiento, Der. Calentamiento) (Propia).
Figura 7 Secuencia de creación del modelo. (Propia).
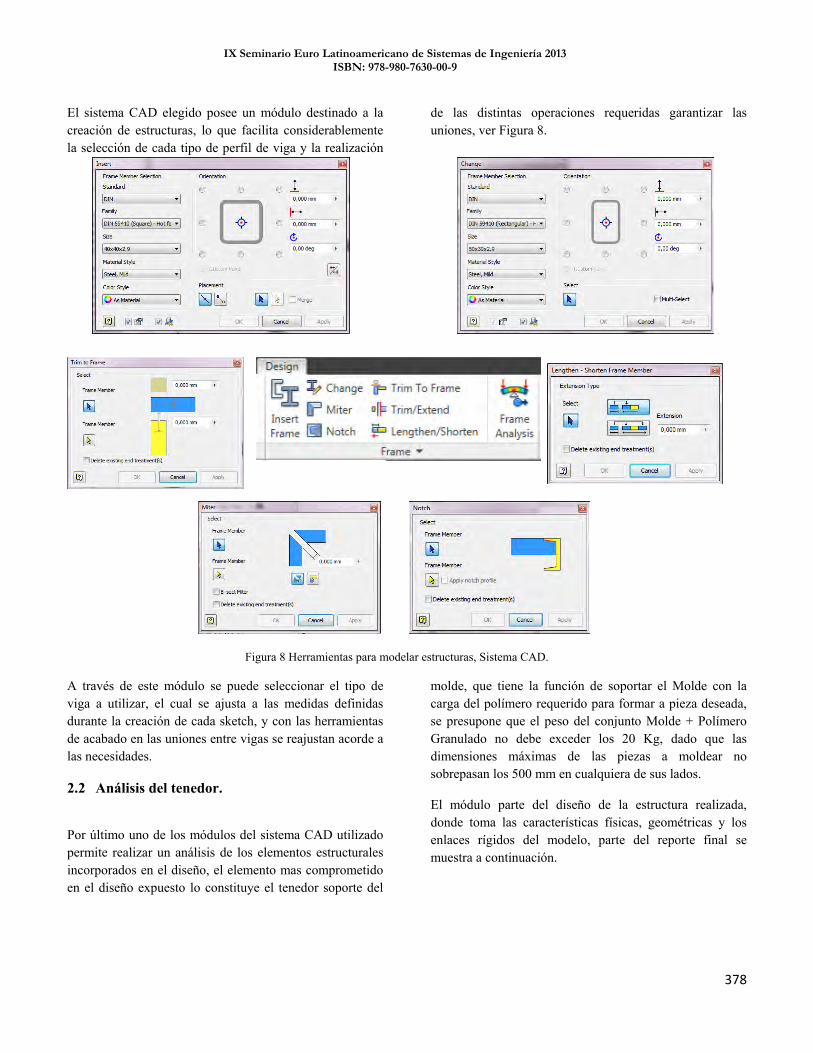
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
378
El sistema CAD elegido posee un módulo destinado a la creación de estructuras, lo que facilita considerablemente la selección de cada tipo de perfil de viga y la realización
de las distintas operaciones requeridas garantizar las uniones, ver Figura 8.
A través de este módulo se puede seleccionar el tipo de viga a utilizar, el cual se ajusta a las medidas definidas durante la creación de cada sketch, y con las herramientas de acabado en las uniones entre vigas se reajustan acorde a las necesidades.
2.2 Análisis del tenedor.
Por último uno de los módulos del sistema CAD utilizado permite realizar un análisis de los elementos estructurales incorporados en el diseño, el elemento mas comprometido en el diseño expuesto lo constituye el tenedor soporte del
molde, que tiene la función de soportar el Molde con la carga del polímero requerido para formar a pieza deseada, se presupone que el peso del conjunto Molde + Polímero Granulado no debe exceder los 20 Kg, dado que las dimensiones máximas de las piezas a moldear no sobrepasan los 500 mm en cualquiera de sus lados.
El módulo parte del diseño de la estructura realizada, donde toma las características físicas, geométricas y los enlaces rígidos del modelo, parte del reporte final se muestra a continuación.
Figura 8 Herramientas para modelar estructuras, Sistema CAD.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
379
Frame Analysis Report Analyzed File: Tenedor.iam Version: 2012 (Build 160160000, 160) Creation Date: 03/03/2013, 12:48 Simulation Author: Freddy Amado Leal Summary: ------------------------------------------------------------------------ Status
Physical Tenedor:1 *General objective and settings:*
------------------------------------------------------------------------ Material(s)
Cross Section(s) Beam Model Rigid Links Operating conditions Gravity Force:1 Force:2

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
380
Floating Pinned Constraint:1 Floating Pinned Constraint:2 Fixed Constraint:2
Selected Reference(s)
Results Static Result Summary Displacement Fx
Fy Fz
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN: 978-980-7630-00-9
381
CONCLUSIONES. En el presente trabajo se expuso el procedimiento seguido para el diseño de una máquina de Rotomoldeo, de media capacidad, que permite realizar piezas con dimensiones no superiores a los 500 mm por cada uno de sus lados, es un trabajo que va desde la toma de decisión de la forma constructiva que debería tener la estructura principal, hasta el diseño de los elementos componentes del sistemas de colocación y rotación del molde.
También se muestra la factibilidad de utilización de un sistema CAD que incluya tanto los módulos de diseño estructural, como el análisis estático y dinámico de los diferentes componentes, para ello se escogieron los elementos más cargados y que más influencia tenían en el correcto funcionamiento de la máquina diseñada.
Todas las transmisiones y elementos estandarizados fueron también analizadas por el mismo sistema CAD escogido.
BIBLIOGRAFÍA.
- Varona, R. 2011. Diseño de una Máquina de Rotomoldeo. Universidad de Holguín, 2011.
- Espejel, F. 2006. Moldeo rotacional con polietileno y polipropileno de desecho. Universidad Autonoma Metropolitana, Iztapalapa, México. 2006.
- Lobo, H. 2007. El rotomoldeo y sus perspectivas. 6º Encuentro de Negocios de ANIPAC. Moviplas, 2007.
- Garcia, C. 2008. Introduccion al Rotomoldeo. 4to. Congreso Internacional de Plásticos, Caracas, 21 de Octubre, 2008.
- Londoño, S. 2008. Prototipo de una máquina para rotomoldeo de produccion a baja escala de polímeros termoplásticos. Universidad EAFIT, Departamento de Ingenieria de Diseño de Producto, MEDELLÍN, Colombia. 2008.
Sitios WEB
- http://www.reductioninternational.com/ - Reduction International – Everything Rotational Moulding – visitado 22/02/2013.
- www.plastico.com - Tecnología del plástico, Suplemento especial de Rotomoldeo. Edición 3 / Vol. 22 / abril 2007. – visitado 22/02/2013.
- www.plastico.com - Tecnología del plástico, Suplemento especial de Rotomoldeo. Edición 6 / Vol. 23 / agosto / septiembre 2008. – visitado 22/02/2013.
- http://www.coramer.com - Polinter. Boletín Técnico de Poliolefinas Internacionales, C.A. Guía para la Solución de Problemas de Rotomoldeo. – visitado 22/02/2013.
- http://www.coramer.com - Polinter. Boletín Diseño de piezas Rotomoldeadas con PE. – visitado 22/02/2013.
- http://www.moviplas.mx - MOVIPLAS, fabricantes de máquinas de rotomoldeo. – visitado 10/12/2012.
- http://www.industriasovelma.com - Industrias Ovelma S.A. Resistencia para uso industrial. – visitado 5/01/2013.
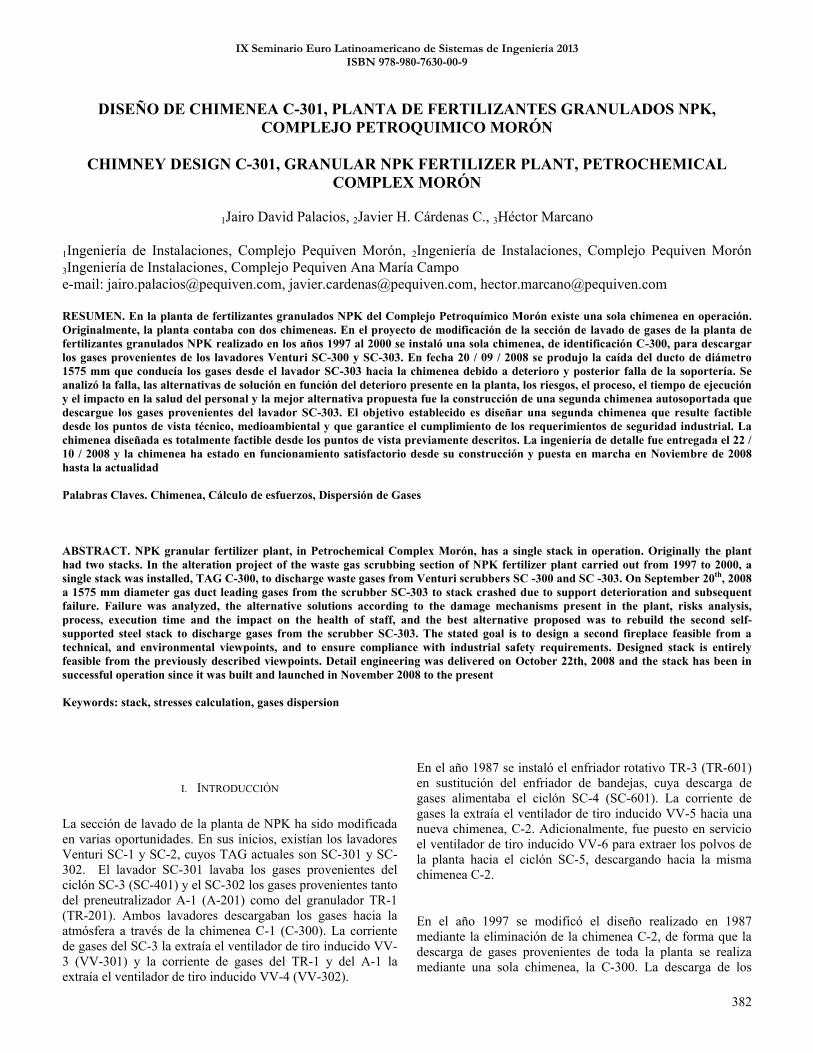
382
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013
ISBN 978-980-7630-00-9
DISEÑO DE CHIMENEA C-301, PLANTA DE FERTILIZANTES GRANULADOS NPK, COMPLEJO PETROQUIMICO MORÓN
CHIMNEY DESIGN C-301, GRANULAR NPK FERTILIZER PLANT, PETROCHEMICAL
COMPLEX MORÓN
1Jairo David Palacios, 2Javier H. Cárdenas C., 3Héctor Marcano
1Ingeniería de Instalaciones, Complejo Pequiven Morón, 2Ingeniería de Instalaciones, Complejo Pequiven Morón 3Ingeniería de Instalaciones, Complejo Pequiven Ana María Campo e-mail: [email protected], [email protected], [email protected] RESUMEN. En la planta de fertilizantes granulados NPK del Complejo Petroquímico Morón existe una sola chimenea en operación. Originalmente, la planta contaba con dos chimeneas. En el proyecto de modificación de la sección de lavado de gases de la planta de fertilizantes granulados NPK realizado en los años 1997 al 2000 se instaló una sola chimenea, de identificación C-300, para descargar los gases provenientes de los lavadores Venturi SC-300 y SC-303. En fecha 20 / 09 / 2008 se produjo la caída del ducto de diámetro 1575 mm que conducía los gases desde el lavador SC-303 hacia la chimenea debido a deterioro y posterior falla de la soportería. Se analizó la falla, las alternativas de solución en función del deterioro presente en la planta, los riesgos, el proceso, el tiempo de ejecución y el impacto en la salud del personal y la mejor alternativa propuesta fue la construcción de una segunda chimenea autosoportada que descargue los gases provenientes del lavador SC-303. El objetivo establecido es diseñar una segunda chimenea que resulte factible desde los puntos de vista técnico, medioambiental y que garantice el cumplimiento de los requerimientos de seguridad industrial. La chimenea diseñada es totalmente factible desde los puntos de vista previamente descritos. La ingeniería de detalle fue entregada el 22 / 10 / 2008 y la chimenea ha estado en funcionamiento satisfactorio desde su construcción y puesta en marcha en Noviembre de 2008 hasta la actualidad Palabras Claves. Chimenea, Cálculo de esfuerzos, Dispersión de Gases ABSTRACT. NPK granular fertilizer plant, in Petrochemical Complex Morón, has a single stack in operation. Originally the plant had two stacks. In the alteration project of the waste gas scrubbing section of NPK fertilizer plant carried out from 1997 to 2000, a single stack was installed, TAG C-300, to discharge waste gases from Venturi scrubbers SC -300 and SC -303. On September 20th, 2008 a 1575 mm diameter gas duct leading gases from the scrubber SC-303 to stack crashed due to support deterioration and subsequent failure. Failure was analyzed, the alternative solutions according to the damage mechanisms present in the plant, risks analysis, process, execution time and the impact on the health of staff, and the best alternative proposed was to rebuild the second self-supported steel stack to discharge gases from the scrubber SC-303. The stated goal is to design a second fireplace feasible from a technical, and environmental viewpoints, and to ensure compliance with industrial safety requirements. Designed stack is entirely feasible from the previously described viewpoints. Detail engineering was delivered on October 22th, 2008 and the stack has been in successful operation since it was built and launched in November 2008 to the present Keywords: stack, stresses calculation, gases dispersion
I. INTRODUCCIÓN
La sección de lavado de la planta de NPK ha sido modificada en varias oportunidades. En sus inicios, existían los lavadores Venturi SC-1 y SC-2, cuyos TAG actuales son SC-301 y SC-302. El lavador SC-301 lavaba los gases provenientes del ciclón SC-3 (SC-401) y el SC-302 los gases provenientes tanto del preneutralizador A-1 (A-201) como del granulador TR-1 (TR-201). Ambos lavadores descargaban los gases hacia la atmósfera a través de la chimenea C-1 (C-300). La corriente de gases del SC-3 la extraía el ventilador de tiro inducido VV-3 (VV-301) y la corriente de gases del TR-1 y del A-1 la extraía el ventilador de tiro inducido VV-4 (VV-302).
En el año 1987 se instaló el enfriador rotativo TR-3 (TR-601) en sustitución del enfriador de bandejas, cuya descarga de gases alimentaba el ciclón SC-4 (SC-601). La corriente de gases la extraía el ventilador de tiro inducido VV-5 hacia una nueva chimenea, C-2. Adicionalmente, fue puesto en servicio el ventilador de tiro inducido VV-6 para extraer los polvos de la planta hacia el ciclón SC-5, descargando hacia la misma chimenea C-2.
En el año 1997 se modificó el diseño realizado en 1987 mediante la eliminación de la chimenea C-2, de forma que la descarga de gases provenientes de toda la planta se realiza mediante una sola chimenea, la C-300. La descarga de los

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
383
lavadores Venturi SC-301 y SC-302 fue enviada hacia un lavador adicional, el SC-300, ubicado previo a la chimenea.
Los ventiladores VV-5 y VV-6 fueron sustituidos por un solo ventilador de tiro inducido, el VV-303, cuya descarga se envía al lavador Venturi SC-303 antes de incorporarse a la chimenea.
El ducto que unía el lavador SC-303 con la chimenea C-300, tenía diámetro 1575 mm, sección transversal 2m2, recorrido horizontal 36226 mm y una elevación de 12320 mm, con un ángulo de inclinación de apenas 18°. Este ducto descansaba sobre soportes de acero al carbono anclados a las columnas estructurales del edificio de la planta de NPK lado norte. Un tramo de aproximadamente 28m del ducto se desprendió el sábado 20 / 09 / 2008. En su interior había 0,5m2 de producto húmedo con densidad de 1540 ton/m3.
La falla fue originada por una combinación de factores: arrastre de aproximadamente veinte (20) toneladas de producto húmedo, deterioro por corrosión uniforme de los soportes de acero estructural y del alma de acero de las columnas de concreto, ambos ocasionados por ataque químico del fertilizante con posterior desprendimiento de dos de los soportes.
El estudio de patología estructural que determinó el avance de los cloruros en los elementos estructurales de la planta también reveló que el piso de la sección de lavado de la planta está fuertemente contaminado con ácido.
En la documentación del proyecto de 1997, histórico de informes de inspección y demás documentación de la planta, no fue encontrada evidencia que indicara problemas con la existencia de dos chimeneas.
II. MATERIALES Y MÉTODOS De las tres posibles soluciones planteadas dos son descartadas por el deterioro reinante en la planta: recuperar la soportería para reinstalar el ducto en el trazado caído y reinstalar el ducto en una soportería diferente. La tercera alternativa es diseñar una chimenea para la corriente de gases tal y como estaba funcionando la C-2 hasta el año 1997.
El cálculo de una chimenea consta de cuatro (04) etapas: (Storch, 2008).
Altura de la chimenea
En primer lugar se debe determinar la altura mínima de la chimenea de forma que la corriente de gases y la dispersión de los polvos arrastrados por la corriente no afecten al personal que labora en el área. Hay que considerar la dirección predominante de los vientos. El modelo de dispersión utilizado para calcular las distancias mínimas debe ser según API 952 basado en la ecuación de dispersión de Sutton, adaptación para refinerías del modelo de dispersión Gaussiana. Se considera las propiedades del aire y que el polvo no precipita en la corriente. (Storch, 2008), (API Pub. 931), (API Pub. 952).
Diseño del proceso
El ventilador aspira un determinado caudal y lo descarga a una determinada presión. Se verifica que la caída de presión del tramo eliminado, incluyendo la chimenea C-300 hasta el lugar de descarga, sea similar a la caída de presión del nuevo tramo. Si la caída de presión aumenta, varía la curva del sistema, el punto de operación del ventilador y pueden disminuir el flujo transportado y la eficiencia del equipo. Si la caída de presión disminuye, puede aumentar el flujo transportado generando problemas en el proceso, ruido si la velocidad de descarga excede los valores recomendados en sistemas de transporte de gases por ductería y disminución de la eficiencia del equipo. Diseño mecánico del sistema de tuberías que conforma la chimenea
Considerando que la chimenea es un sistema de tuberías vertical con descarga atmosférica, se calcula los esfuerzos mediante un programa de diseño asistido por computadora basado en el método de elementos finitos, o basado en la teoría de vigas, recordando que los esfuerzos calculados en los nodos por uno y otro programa no son comparables. En este caso se calcula con un programa basado en la teoría de vigas. Se debe evaluar los siguientes casos de carga: sostenida, operación y expansión térmica.
Debido a la elevada expansión térmica, no por efecto de una elevada temperatura de diseño sino por la altura total de 24,5m de la chimenea, existirá un solo soporte para la carga sostenida, anclaje en la parte más baja de la estructura y cuatro guías para evitar los desplazamientos radiales. No se requiere la colocación de soportes de resorte de carga variable (Spring Hangers).
En las figuras 1 y 2 se pueden observar los modelos elaborados con el software.
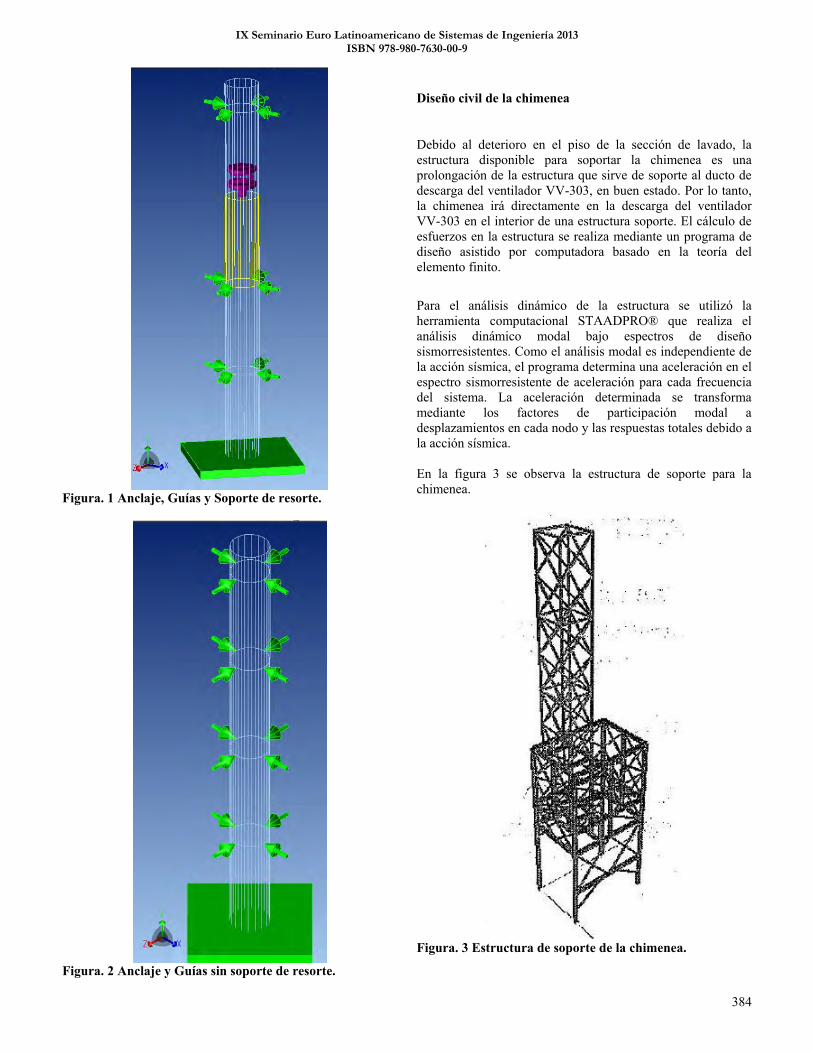
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
384
Figura. 1 Anclaje, Guías y Soporte de resorte.
Figura. 2 Anclaje y Guías sin soporte de resorte.
Diseño civil de la chimenea
Debido al deterioro en el piso de la sección de lavado, la estructura disponible para soportar la chimenea es una prolongación de la estructura que sirve de soporte al ducto de descarga del ventilador VV-303, en buen estado. Por lo tanto, la chimenea irá directamente en la descarga del ventilador VV-303 en el interior de una estructura soporte. El cálculo de esfuerzos en la estructura se realiza mediante un programa de diseño asistido por computadora basado en la teoría del elemento finito.
Para el análisis dinámico de la estructura se utilizó la herramienta computacional STAADPRO® que realiza el análisis dinámico modal bajo espectros de diseño sismorresistentes. Como el análisis modal es independiente de la acción sísmica, el programa determina una aceleración en el espectro sismorresistente de aceleración para cada frecuencia del sistema. La aceleración determinada se transforma mediante los factores de participación modal a desplazamientos en cada nodo y las respuestas totales debido a la acción sísmica. En la figura 3 se observa la estructura de soporte para la chimenea.
Figura. 3 Estructura de soporte de la chimenea.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
385
El procedimiento y los criterios de diseño están acorde con las normas PDVSA de diseño de estructuras y con (AISC, 1993), (COVENIN 1618, 1998), (COVENIN 1756-1, 2001).
Evaluación de los materiales posterior a la falla
El ducto original estaba fabricado en acero inoxidable austenítico de bajo carbono ASTM A 240 Tp 316L, un diseño de ingeniería con vida útil calculada de veinte (20) años y estuvo solamente diez (10) años en operación. Se le hizo una evaluación de los mecanismos de deterioro presentes, corrosión producida por el fluido de trabajo y el medio e impacto de la caída del ducto para determinar la vida útil remanente y utilizar el material en la construcción de la chimenea.
RESULTADOS Y DISCUSIÓN La altura de 24,5 m es suficiente para evitar la dispersión del polvo en el edificio de la planta de fertilizante NPK y en la planta de producción de ácido fosfórico, instalaciones en la trayectoria del viento según la distribución anual de vientos registrada en el Complejo Petroquímico Morón.
La caída de presión en el ducto existente es de 1,8 pulg H20 (0,066 psi). La presión de descarga del ventilador VV-303 es de 2 pulg H20 y la caída de presión prevista en la chimenea es de 1,9 pulg H20, similar a la caída de presión en el trazado caído. No se espera variación de condiciones de operación del ventilador ni incremento de ruido.
Los esfuerzos calculados durante el análisis con la herramienta computacional de los soportes originales en el trazado original tomando en cuenta el peso añadido del producto en el ducto caído superan los esfuerzos admisibles para los esfuerzos y elementos estructurales del edificio de NPK. El material del ducto original estaba en buen estado, sin presencia de picaduras, corrosión uniforme o generalizada. No fue evaluada corrosión bajo tensión por esfuerzos, mecanismo de falla predominante para el acero inoxidable en ambiente de cloruro. Utilizar este material eliminó los tiempos de procura y redujo a solo un mes el tiempo de ejecución del proyecto.
En el diseño de la chimenea se tomaron en cuenta todos los factores técnicos requeridos, sin embargo no se optimizó el diseño en función del costo de material estructural o mano de obra sino en función del menor tiempo de diseño y ejecución
posible, un mes para emitir la ingeniería de detalle y un mes de ejecución.
CONCLUSIONES La segunda chimenea diseñada para la planta de fertilizantes fosfatados NPK es factible técnicamente cumpliendo con los códigos en Ingeniería mecánica y civil aplicables al diseño de estos componentes, sin impactar negativamente en el proceso, el ambiente ni la seguridad industrial.
REFERENCIAS [1]- AISC, LRFD Specification for Structural Steel Buildings, En: Manual of Steel Construction. Load & Resistance Factor Design, (LRFD), Part 6, USA, 1993. [2]- API, Publicación N° 931, Chapter 6: Dispersion of gases, En: Manual on Disposal of Refinery Wastes Volume on Atmospheric Emissions, API, USA, 1974. [3]- API, Publicación N° 952, Gaussian Dispersion Models Applicable to Refinery Emissions, API, USA, 1977. [4]- COVENIN, Nº 1618 Estructura de acero para edificaciones. Método de los Estados Límites, COVENIN, Venezuela, 1998. [5]- COVENIN, Nº 1756-1 Edificaciones Sismorresistentes, COVENIN, Venezuela, 2001. [6]- COVENIN, Nº 2003 Acciones del viento sobre las construcciones, COVENIN, Venezuela, 1989. [7]- PDVSA, Nº 90615.1.013 Cargas Sísmicas en Recipientes Verticales, Chimeneas y Torres. PDVSA, Caracas, 1999. [8]- PDVSA, Nº JA-221 Diseño sismorresistente de Instalaciones Industriales, PDVSA, Caracas, 1999. [9]- PDVSA, Nº JA-222 Diseño sismorresistente de Instalaciones Industriales, PDVSA, Caracas, 1999. [10]- PDVSA, Nº JB-251 Diseño de estructuras de acero, PDVSA, Caracas, 1999. [11]- PDVSA, Nº A-261 Criterios y acciones mínimas para el diseño de estructuras industriales, PDVSA, Caracas, 2001. [12]- PDVSA, Nº JA-252 Diseño de fundaciones, PDVSA, Caracas, 2002.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
386
[13]- Storch de Gracia, J. M., & García Martín, T., Capítulo 2. Química, Física e Ingeniería de los accidentes y de la extinción, En: Seguridad Industrial en Plantas Químicas y Energéticas. Fundamentos, evaluación de riesgos y diseño 2° Ed. (Ediciones Díaz de Santos), Primera parte, ISE, Madrid, España, pp. 76-79, 2008.

387
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
SUSTITUCION DE MATERIAL EN ZONA ACIDA DE TORRES DE ABSORCION C-02 Y C-03,
PLANTA DE ACIDO SULFURICO, COMPLEJO PETROQUIMICO MORÓN
REPLACEMENT MATERIAL IN ACID ZONE ABSORPTION TOWER C-02 and C-03, SULFURIC ACID PLANT, PETROCHEMICAL COMPLEX MORÓN
1Jairo David Palacios, 2Benito Romero, 3Maria Boca.
1Ingeniería de Instalaciones, Complejo Pequiven Morón, 2Ingeniería de Instalaciones, Complejo Pequiven Morón, 3Ingeniería de Instalaciones, Complejo Pequiven Ana María Campo. e-mail: [email protected], [email protected], [email protected]. RESUMEN. En las torres de absorción intermedia C-02 y final C-03 de la planta de producción de ácido sulfúrico 218 del Complejo Petroquímico Morón se produce el ácido sulfúrico mediante la absorción de trióxido de azufre SO3 en agua H2O en presencia de ácido sulfúrico. En el diseño de la planta, la zona en contacto con el ácido de estas torres es de acero al carbono recubierto en su interior con dos capas de productos poliméricos anticorrosivos y dos capas de ladrillos antiácidos. En el año 2008 se estudió un nuevo material: el acero inoxidable austenítico de alto silicio 310M UNS S38815 resistente al ácido sulfúrico diluido a elevadas temperaturas. Se establece como objetivo el estudio de la resistencia a la corrosión del material y el cálculo estructural de las torres cumpliendo con legislación Venezolana y códigos internacionales para edificaciones. Los resultados obtenidos permiten el empleo del material, razón por la cual en el año 2010 se instala dos anillos en la torre C-02 para verificar su comportamiento. En el año 2011 debido a los resultados satisfactorios, la zona en contacto con el ácido sulfúrico de las torres C-02 y C-03 fue construida en su totalidad por este material. Palabras Claves. Torre de absorción, ácido sulfúrico, acero 310M UNS S38815, Calculo de esfuerzos. ABSTRACT. In the Petrochemical Complex Morón, sulphuric acid production plant 218, absorption towers C-02, Intermediate Absorption, and C-03, End Absorption, sulphuric acid is produced by absorbing sulphur trioxide SO3 in H2O in the presence of sulphuric acid. In the design of the plant, the surface in contact with the acid of these towers is carbon steel internally coated with two layers of polymeric products corrosive resistant and two layers of antacids bricks. In 2008, a new material was studied: austenitic stainless steel 310M UNS S38815 high silicon, resistant to dilute sulphuric acid at elevated temperatures. It is required to study the corrosion resistance of the material and the structural design of towers meeting Venezuelan and international legislation and codes for building design. The results allow the use of the material, with the subsequent fabrication and further installation of two rings in the tower C-02 in year 2010 to verify its behaviour. In 2011 due to the successful results, the area in contact with sulphuric acid in both towers C-02 and C-03 was designed and built entirely using this material. Key words: absorption tower, sulphuric acid, steel 310M UNS S38815, stresses calculation.
I. INTRODUCCIÓN MECS, licenciante de la planta de ácido sulfúrico 218 del Complejo Petroquímico Morón, desarrolló el acero UNS S38815 para su utilización en torres de absorción tales como las torresC-01, C-02 y C-03 de la planta 218. En el año 2007, a sugerencia del representante de MECS en Venezuela, planificación de parada mayor de mantenimiento concibió la idea de probar la resistencia a la corrosión de este material en la torre C-02 previo al cambio total de la zona ácida en todas las torres de absorción de la planta. A tal fin, ante la carencia de probetas de este material para verificar la pérdida de espesor mediante su colocación en el proceso, la prueba consistió en la colocación de los dos anillos en la parte superior del cuerpo de la torre C-02 en la siguiente parada mayor, del 2008. El material adquirido tenía menor espesor al material original de la torre y propiedades mecánicas diferentes, razón por la
cual es necesario repetir el cálculo estructural de la torre. El código de referencia para cálculo de cargas en estructuras vigente en 1986 al momento del diseño de la planta era ANSI A58.1-1982, en el 2008 el código de referencia vigente era el ASCE 7-2005 y las cargas deben estar acorde con las normas COVENIN de diseño de edificaciones, 1756-1-2001 para edificaciones sismorresistentes y 2003-1989 para acciones del viento en las construcciones. Una vez verificado que el material sea resistente a la corrosión y soporte las cargas estructurales de la edificación, es necesario identificar si existe alguna variación en el proceso debido al cambio de dimensiones en el cuerpo de las torres de absorción C-02 y C-03 y cuáles son las modificaciones requeridas en la configuración de las torres, ductos y otros equipos asociados para compensar los cambios en el proceso.
II. MATERIALES Y MÉTODOS La información técnica suministrada por MECS respecto al
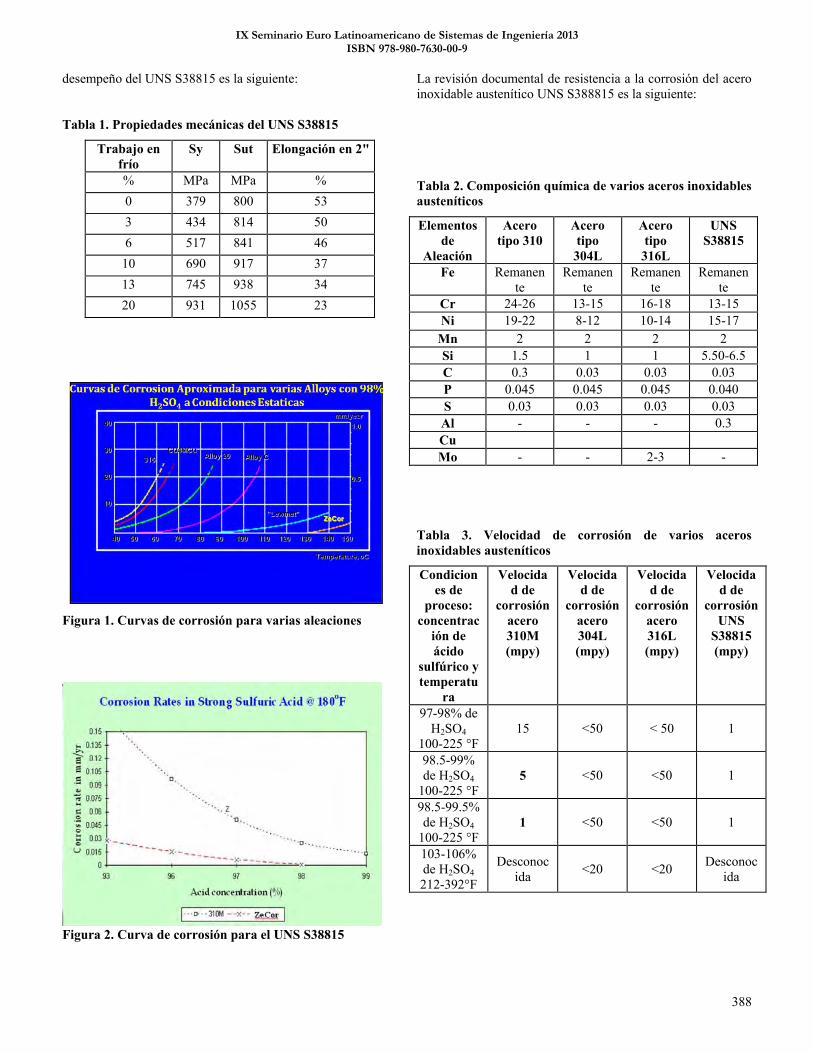
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
388
desempeño del UNS S38815 es la siguiente: Tabla 1. Propiedades mecánicas del UNS S38815
Trabajo en frío
Sy Sut Elongación en 2"
% MPa MPa % 0 379 800 53 3 434 814 50 6 517 841 46
10 690 917 37 13 745 938 34 20 931 1055 23
Figura 1. Curvas de corrosión para varias aleaciones
Figura 2. Curva de corrosión para el UNS S38815
La revisión documental de resistencia a la corrosión del acero inoxidable austenítico UNS S388815 es la siguiente: Tabla 2. Composición química de varios aceros inoxidables austeníticos
Elementos de
Aleación
Acero tipo 310
Acero tipo 304L
Acero tipo
316L
UNS S38815
Fe Remanente
Remanente
Remanente
Remanente
Cr 24-26 13-15 16-18 13-15 Ni 19-22 8-12 10-14 15-17
Mn 2 2 2 2 Si 1.5 1 1 5.50-6.5 C 0.3 0.03 0.03 0.03 P 0.045 0.045 0.045 0.040 S 0.03 0.03 0.03 0.03 Al - - - 0.3 Cu Mo - - 2-3 -
Tabla 3. Velocidad de corrosión de varios aceros inoxidables austeníticos
Condiciones de
proceso: concentrac
ión de ácido
sulfúrico y temperatu
ra
Velocidad de
corrosión acero 310M (mpy)
Velocidad de
corrosión acero 304L (mpy)
Velocidad de
corrosión acero 316L (mpy)
Velocidad de
corrosión UNS
S38815 (mpy)
97-98% de H2SO4
100-225 °F 15 <50 < 50 1
98.5-99% de H2SO4
100-225 °F 5 <50 <50 1
98.5-99.5% de H2SO4
100-225 °F 1 <50 <50 1
103-106% de H2SO4 212-392°F
Desconocida <20 <20 Desconoc
ida

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
389
Figura 3. Gráfico de velocidad de corrosión menor a 20 mpy para varias aleaciones
Todo recipiente cuya altura excede 15 m se considera torre alta y requiere cálculos de carga sísmica, vientos, frecuencia natural y cargas excéntricas. Si la presión interna o externa no excede los 15 psig no requiere cálculo de esfuerzos de membrana según ASME B&PVC Sec VIII Div 1.
Según API 510, una alteración de un recipiente a presión debe cumplir con el código de referencia en su edición vigente al momento del diseño del equipo, en cuyo caso corresponde al ANSI A58.1-1982 o al código de referencia en su edición vigente al momento de estudiar la alteración, en cuyo caso corresponde al ASCE 7-2005.
El procedimiento utilizado aplica a torres altas de simetría axial, también llamadas de revolución o axisimétricas, de forma que el peso total del equipo origina solamente cargas de compresión axial. Las conexiones, boquillas y estructuras que ocasionan esfuerzos asimétricos se calculan como cargas excéntricas. Para geometrías diferentes existen factores equivalentes.
El procedimiento utilizado no permite combinación de espesores diferentes o materiales con diferente esfuerzo admisible en el área de interés. Se utiliza el más desfavorable de ambos.
Para realizar el cálculo de la estructura se recurre a un procedimiento de ANSI A58.1-1982 (Megyesy, 1992) y (González, 2007). Aunque el procedimiento sigue vigente, no aparece en las ediciones más recientes de ASCE 7. Los datos se obtienen de ASCE 7, COVENIN 1756-1 y 2003. Como el acero UNS S38815 no está en las tablas de propiedades mecánicas de ANSI / ASME y se conoce solamente los datos de esfuerzo de fluencia Sy suministrados por el fabricante en
la tabla 1, el esfuerzo admisible Sa a una temperatura menor a 500 °F se obtiene aplicando un factor de seguridad de 3,5.
Los datos son los siguientes: (Velocidad básica del viento: 93 mph), (qs: Presión de estancamiento: 21 lb/ft2), (Cq: Coeficiente de fricción: 0,9), (Ce: Coeficiente de altura combinada),( Z: Factor sísmico: 1), (Vc: Velocidad de corrosión: 0,04 mpy), (tt: Espesor del techo: 10 mm), (tf: Espesor del faldón: 13 mm), (to: Espesor de cuerpo: 8 mm / 6 mm), (P: Presión interna: 4750 mmH20), (I: Coeficiente de ocupación: 1), (E: Eficiencia de junta: 0,85), (K: Factor de fuerza horizontal: 2).
En adición a los datos geométricos obtenidos a partir de los planos de la torre.
Las cargas de viento se descomponen en una fuerza cortante V y un momento flector M los cuales actúan sobre la pared de la torre. Para calcular V y M se utilizan las siguientes ecuaciones:
eqs CCqPw (1)
DHPwV (2)
hDHPwM (3)
Las cargas sísmicas dependen de la frecuencia natural ω y se descomponen en una fuerza cortante V y un momento flector M los cuales actúan sobre la pared de la torre. El período de vibración T, inverso de la frecuencia natural ω, no debe exceder el máximo período admisible Ta. Para calcular V, M y el período de vibración T se utilizan las siguientes ecuaciones:
HsPesow (4)
ft
DwD
HT 2
0000265,0 (5)
TC
151 (6)
2048,024,02,1
5,1TT
S5,2;5,2;
TT
(7)
PesosSCKIZV (8)
VTFt 07,0
07,0;7,0;
TT
(9)
32HFVHFM tt (10)
Las cargas excéntricas ocasionan un momento flector M que depende de la excentricidad e o distancia de la carga al eje del equipo. Para calcular M se utiliza la siguiente ecuación:
Oro, Platino
20Cr30Ni, 18 Cr 8Ni
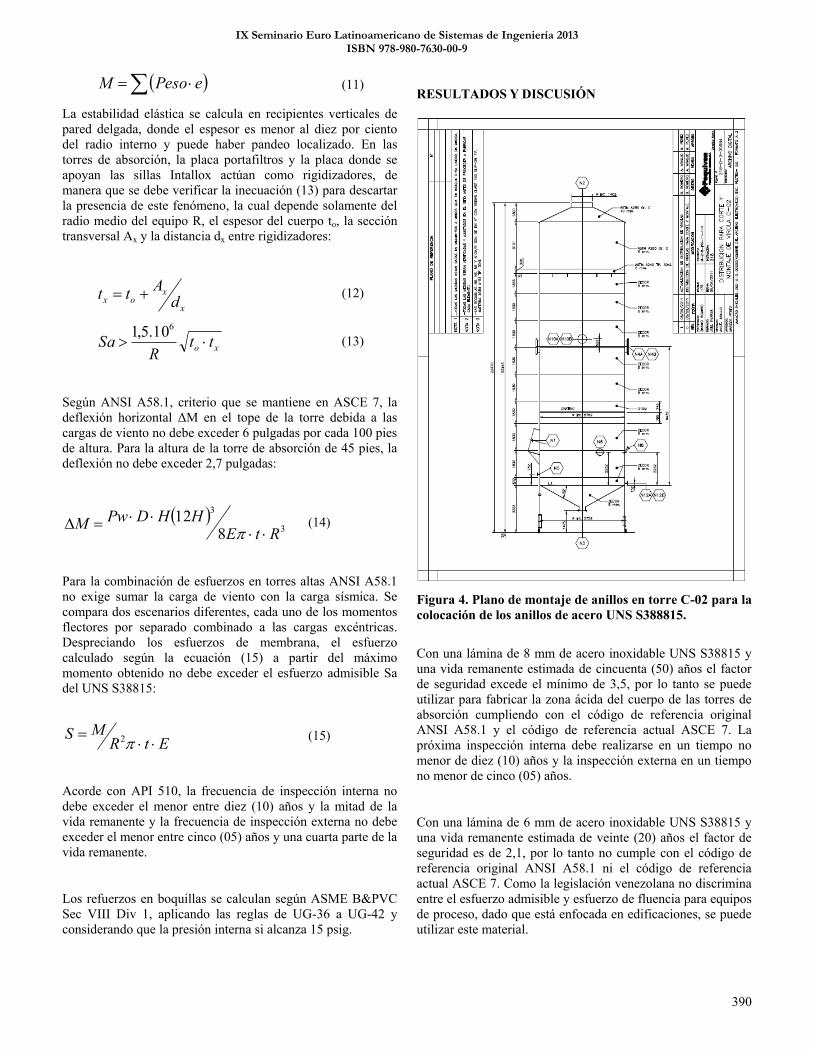
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
390
ePesoM (11)
La estabilidad elástica se calcula en recipientes verticales de pared delgada, donde el espesor es menor al diez por ciento del radio interno y puede haber pandeo localizado. En las torres de absorción, la placa portafiltros y la placa donde se apoyan las sillas Intallox actúan como rigidizadores, de manera que se debe verificar la inecuación (13) para descartar la presencia de este fenómeno, la cual depende solamente del radio medio del equipo R, el espesor del cuerpo to, la sección transversal Ax y la distancia dx entre rigidizadores:
x
xox d
Att (12)
xo ttR
Sa 610.5,1
(13)
Según ANSI A58.1, criterio que se mantiene en ASCE 7, la deflexión horizontal ΔM en el tope de la torre debida a las cargas de viento no debe exceder 6 pulgadas por cada 100 pies de altura. Para la altura de la torre de absorción de 45 pies, la deflexión no debe exceder 2,7 pulgadas:
3
3
812
RtEHHDPwM
(14)
Para la combinación de esfuerzos en torres altas ANSI A58.1 no exige sumar la carga de viento con la carga sísmica. Se compara dos escenarios diferentes, cada uno de los momentos flectores por separado combinado a las cargas excéntricas. Despreciando los esfuerzos de membrana, el esfuerzo calculado según la ecuación (15) a partir del máximo momento obtenido no debe exceder el esfuerzo admisible Sa del UNS S38815:
EtRMS
2 (15)
Acorde con API 510, la frecuencia de inspección interna no debe exceder el menor entre diez (10) años y la mitad de la vida remanente y la frecuencia de inspección externa no debe exceder el menor entre cinco (05) años y una cuarta parte de la vida remanente.
Los refuerzos en boquillas se calculan según ASME B&PVC Sec VIII Div 1, aplicando las reglas de UG-36 a UG-42 y considerando que la presión interna si alcanza 15 psig.
RESULTADOS Y DISCUSIÓN
Figura 4. Plano de montaje de anillos en torre C-02 para la colocación de los anillos de acero UNS S388815.
Con una lámina de 8 mm de acero inoxidable UNS S38815 y una vida remanente estimada de cincuenta (50) años el factor de seguridad excede el mínimo de 3,5, por lo tanto se puede utilizar para fabricar la zona ácida del cuerpo de las torres de absorción cumpliendo con el código de referencia original ANSI A58.1 y el código de referencia actual ASCE 7. La próxima inspección interna debe realizarse en un tiempo no menor de diez (10) años y la inspección externa en un tiempo no menor de cinco (05) años.
Con una lámina de 6 mm de acero inoxidable UNS S38815 y una vida remanente estimada de veinte (20) años el factor de seguridad es de 2,1, por lo tanto no cumple con el código de referencia original ANSI A58.1 ni el código de referencia actual ASCE 7. Como la legislación venezolana no discrimina entre el esfuerzo admisible y esfuerzo de fluencia para equipos de proceso, dado que está enfocada en edificaciones, se puede utilizar este material.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
391
Conocidos estos resultados, se puede modelar el equipo en elementos finitos para calcular la distribución estimada de esfuerzos con combinaciones de espesores diferentes y materiales con diferente esfuerzo de fluencia, partiendo de los dos casos calculados como validación del modelo.
CONCLUSIONES El acero inoxidable austenítico de alto silicio UNS S388815 puede ser utilizado en los anillos de la zona ácida de las torres de absorción C-02 y C-03 de la planta de ácido sulfúrico 218 del Complejo Petroquímico Morón.
El espesor de lámina de 8 mm cumple con los códigos de referencia aplicables.
El espesor de lámina de 6 mm no cumple con los códigos aplicables, pero no se descarta teniendo en cuenta la legislación Venezolana en edificaciones.
Los resultados obtenidos son un valor de referencia para validar el modelado por elementos finitos de las torres.
REFERENCIAS [1].- ANSI, Nº A58.1, Building Code Requirements for Minimum Design Loads in Buildings and Other Structures, ASCE / SEI, USA, 2006. [2].- API, Nº 510 Pressure Vessel Inspection Code: In-Service Inspection, Rating, [3].- Repair, and Alteration, 9° Ed., ANSI / API, USA, 2006. [4].- ASCE, N° 7, Minimum Design Loads for Buildings and Other Structures, ANSI, USA, 1982. [5].- COVENIN, Nº 1756-1 Edificaciones Sismorresistentes, COVENIN, Venezuela, 2001. [6].- COVENIN, Nº 2003, Acciones del viento sobre las construcciones, COVENIN, Venezuela, 1989.
[7].- GONZÁLEZ, M., Diseño de torres altas, En: Apuntes de Especialización de Ingeniería Mecánica en Plantas de Procesos (USB) Tópico 3: Apuntes de MC7171 Equipos Estáticos, USB, Caracas, Venezuela, pp. 79-80, 2007. [8].- MEGYESY, E., Diseño de torres altas, En: Manual de Recipientes a Presión. Diseño y Cálculo (Grupo Noriega Editores), Parte 1: Diseño y manufactura de recipientes a presión, traducción autorizada de MEGYESY, E., Pressure Vessel Handbook 7° Ed, Limusa, Ciudad de México, pp. 50-82, 1992.
392
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
MODIFICACIONES EN EL REFORMADOR PRIMARIO A-701 DE LA PLANTA DE
AMONÍACO DEL COMPLEJO PETROQUÍMICO MORÓN
CHANGES IN PRIMARY REFORMER A-701 AMMONIA PLANT PETROCHEMICAL COMPLEX MORÓN
1Jairo David Palacios, 2Javier H. Cárdenas C., 3Jorge L. Pérez.
1Ingeniería de Instalaciones, Complejo Pequiven Morón, 2Ingeniería de Instalaciones, Complejo Pequiven Morón, 3Ingeniería de Instalaciones, Complejo Pequiven Morón. e-mail: [email protected], [email protected], [email protected]. RESUMEN. La planta de amoniaco del Complejo Petroquímico Morón obtiene el Hidrógeno requerido mediante la reformación con vapor del gas natural. El reformador primario A-701 contiene doscientos veinticuatro (224) tubos catalíticos dispuestos en catorce serpentines o arpas, soportado cada tubo mediante un soporte de resorte de carga variable apoyado al techo del equipo. El 28 / 07 / 2010 un evento produjo la liberación de la mezcla de gas natural y vapor en una junta bridada del distribuidor de entrada cercana al arpa once (11). La mezcla se inflama al contacto con el aire provocando daños generalizados en los soportes de resorte y el techo de la zona de las arpas 10, 11, 12 y 13 y en menor medida en el resto del techo y los demás soportes. Los componentes estructurales y de proceso no estaban disponibles en Venezuela y están sujetos a gran tiempo de importación. Según API RP 573, un reformador de hidrógeno no puede operar fuera de las condiciones de diseño debido a los elevados esfuerzos y desplazamientos térmicos, razón por la cual se establece como objetivo determinar las modificaciones requeridas para colocar el reformador primario en servicio. Todos los cambios fueron visualizados aplicando las herramientas convencionales. Adicionalmente, se requirió los servicios de una empresa especialista en cálculo de esfuerzos utilizando el programa de diseño asistido por computadora ANSYS® para verificar que las configuraciones estudiadas cumplen los códigos de diseño en ingeniería mecánica e ingeniería civil sin disminuir los factores de seguridad. La mejor propuesta fue ejecutada en su totalidad y la planta reinició servicio el 06 / 09 / 2010. Las propuestas fueron discriminadas utilizando como parámetros de referencia los menores esfuerzos combinados de Von Mises y el menor tiempo de ejecución. Palabras Claves. Cálculo de esfuerzos, falla, hidrógeno, reformador primario. ABSTRACT. Ammonia plant in Petrochemical Complex Morón uses Haber Bosch process, producing Hydrogen via steam reforming with natural gas a raw material. Primary steam reformer TAG A-701 contains 224 catalytic tubes arranged in 14 catalytic harps, 16 tubes per harp. Tube supports are variable load Spring Hangers attached to reformer roof. On July 28th 2010, an unwanted event released the reformer raw feed reactants, a mixture of steam and natural gas, through a leaking flanged joint of inlet header close to 11th harp. Mixture burns on contact with air leading to generalized failure on spring hangers and serious damage on roof structure surrounding harps 10, 11, 12, and 13, and lower damage spread on the rest of roof structure. Structural and process components are not available in Venezuela, and are subject to long import periods. According to API RP 573, a steam reformer shall not operate far from design conditions due to high thermal stresses and displacements, so the objective is determine applicable alterations to accomplish operating conditions and put the primary reformer back in service. All changes are assessed using mechanical engineering conventional design procedures. Additionaly, a specialized computer-aided engineering company was required to estimate stresses using software ANSYS® to verify if proposed configurations meet Mechanical and Civil Engineering design codes without a decrease in Safety Factors. The best configuration was fully executed and Ammonia plant production was re-established on September 06th, 2010. All proposed configurations were ranked using as reference parameters lower Von Mises stresses and lower time of execution. Key words: stresses calculation, failure, hydrogen, primary reformer.
I. INTRODUCCIÓN
La planta de amoniaco del Complejo Petroquímico Morón
obtiene el Hidrógeno requerido para la producción de amoniaco mediante la reformación con vapor del gas natural.
La reformación inicia en el reformador primario A-701 con
el flujo de una corriente a una presión de 30 Kgf/cm² y una temperatura de entrada de 510°C a través de doscientos veinticuatro (224) tubos catalíticos dispuestos en catorce arpas de dieciséis tubos cada una, soportado cada tubo mediante un soporte de resorte de carga variable o Spring Hanger apoyado al techo del equipo. Adicionalmente, existen cuatro soportes
de resorte para el distribuidor de entrada al reformador de la corriente gaseosa. A la salida de cada tubo, posterior a la reacción, la corriente de gases se denomina gas reformado. La reformación es una reacción endotérmica que sucede a 900°C en presencia de catalizador de Níquel. El calor requerido se suministra mediante la combustión de gas natural en cuarenta y dos quemadores dispuestos en el fondo del reformador.
El 28 / 07 / 2010 un evento produjo la liberación de la
mezcla de gas natural y vapor en una junta bridada del distribuidor de entrada cerca al arpa once (11). La mezcla se inflama al contacto con el aire provocando daños en el equipo afectando en gran medida los soportes y el techo en la zona de las arpas 10, 11, 12 y 13 y en menor medida el resto del techo
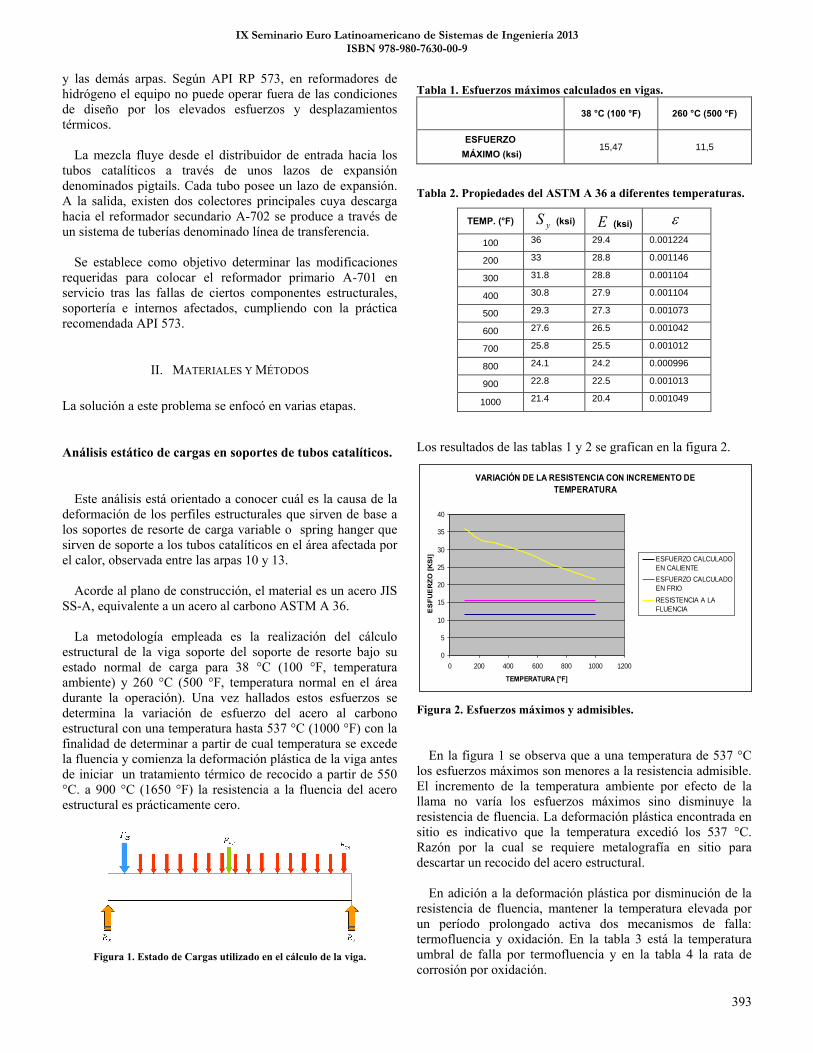
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
393
y las demás arpas. Según API RP 573, en reformadores de hidrógeno el equipo no puede operar fuera de las condiciones de diseño por los elevados esfuerzos y desplazamientos térmicos.
La mezcla fluye desde el distribuidor de entrada hacia los
tubos catalíticos a través de unos lazos de expansión denominados pigtails. Cada tubo posee un lazo de expansión. A la salida, existen dos colectores principales cuya descarga hacia el reformador secundario A-702 se produce a través de un sistema de tuberías denominado línea de transferencia.
Se establece como objetivo determinar las modificaciones
requeridas para colocar el reformador primario A-701 en servicio tras las fallas de ciertos componentes estructurales, soportería e internos afectados, cumpliendo con la práctica recomendada API 573.
II. MATERIALES Y MÉTODOS La solución a este problema se enfocó en varias etapas.
Análisis estático de cargas en soportes de tubos catalíticos.
Este análisis está orientado a conocer cuál es la causa de la deformación de los perfiles estructurales que sirven de base a los soportes de resorte de carga variable o spring hanger que sirven de soporte a los tubos catalíticos en el área afectada por el calor, observada entre las arpas 10 y 13.
Acorde al plano de construcción, el material es un acero JIS
SS-A, equivalente a un acero al carbono ASTM A 36.
La metodología empleada es la realización del cálculo estructural de la viga soporte del soporte de resorte bajo su estado normal de carga para 38 °C (100 °F, temperatura ambiente) y 260 °C (500 °F, temperatura normal en el área durante la operación). Una vez hallados estos esfuerzos se determina la variación de esfuerzo del acero al carbono estructural con una temperatura hasta 537 °C (1000 °F) con la finalidad de determinar a partir de cual temperatura se excede la fluencia y comienza la deformación plástica de la viga antes de iniciar un tratamiento térmico de recocido a partir de 550 °C. a 900 °C (1650 °F) la resistencia a la fluencia del acero estructural es prácticamente cero.
Figura 1. Estado de Cargas utilizado en el cálculo de la viga.
Tabla 1. Esfuerzos máximos calculados en vigas.
38 °C (100 °F) 260 °C (500 °F)
ESFUERZO MÁXIMO (ksi)
15,47 11,5
Tabla 2. Propiedades del ASTM A 36 a diferentes temperaturas.
TEMP. (°F) yS (ksi) E (ksi)
100 36 29.4 0.001224
200 33 28.8 0.001146
300 31.8 28.8 0.001104
400 30.8 27.9 0.001104
500 29.3 27.3 0.001073
600 27.6 26.5 0.001042
700 25.8 25.5 0.001012
800 24.1 24.2 0.000996
900 22.8 22.5 0.001013
1000 21.4 20.4 0.001049
Los resultados de las tablas 1 y 2 se grafican en la figura 2.
VARIACIÓN DE LA RESISTENCIA CON INCREMENTO DE TEMPERATURA
0
5
10
15
20
25
30
35
40
0 200 400 600 800 1000 1200
TEMPERATURA [°F]
ES
FUE
RZO
[KS
I] ESFUERZO CALCULADO
EN CALIENTE
ESFUERZO CALCULADO
EN FRIO
RESISTENCIA A LA
FLUENCIA
Figura 2. Esfuerzos máximos y admisibles.
En la figura 1 se observa que a una temperatura de 537 °C los esfuerzos máximos son menores a la resistencia admisible. El incremento de la temperatura ambiente por efecto de la llama no varía los esfuerzos máximos sino disminuye la resistencia de fluencia. La deformación plástica encontrada en sitio es indicativo que la temperatura excedió los 537 °C. Razón por la cual se requiere metalografía en sitio para descartar un recocido del acero estructural.
En adición a la deformación plástica por disminución de la
resistencia de fluencia, mantener la temperatura elevada por un período prolongado activa dos mecanismos de falla: termofluencia y oxidación. En la tabla 3 está la temperatura umbral de falla por termofluencia y en la tabla 4 la rata de corrosión por oxidación.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
394
Tabla 3. Umbral de falla por termofluencia
Tabla 4. Rata de corrosión (mpy) por oxidación.
La metalografía realizada en sitio descartó que las vigas no deformadas hubiesen sufrido recocido.
En relación a la deformación de la escalera de acceso, donde
el punto superior, el inferior y el intermedio están alineados, se observa un comportamiento esperado en elementos esbeltos sujetos a compresión axial, según se indica en la figura 3. (Budynas, 2006)
Figura 3. Compresión axial de la escalera.
La presencia de este fenómeno es indicativa de la
disminución de la altura del reformador primario y se requiere un chequeo dimensional del equipo.
La altura real tomada entre el piso y el techo del reformador
primario posterior al evento varía con la posición. La menor altura corresponde a la zona de fuga y la mayor altura está en la zona diametralmente opuesta a la zona de fuga y es similar a la altura de la escalera.
Análisis de elementos estructurales
Los elementos estructurales deteriorados por exposición a elevadas temperaturas son los siguientes.
Tabla 5. Perfiles estructurales a sustituir.
PERFIL
PESO (kg/m)
INERCIA (cm4) CANT (m) Ix Iy
C200X90X8 30,27 2520 374 20
C180X75X7 21,3 1450 159 30
C150X75X9 23,96 1050 147 30
C150X75X6,5 18,57 850 133 50
H200X100X5,5X8 20,9 1770 135 10
La metodología empleada consiste en comparar el momento de inercia respecto al eje OX y al eje OY bajo su estado normal de carga a una temperatura ambiente de 38 °C e las vigas originales que conforman el reformador primario, con los momentos de inercia de las vigas disponibles en el mercado nacional. Posteriormente, se valida los perfiles estructurales seleccionados mediante un cálculo estructural computacional del reformador primario como conjunto utilizando un modelado por elementos finitos (Ayestarán, 2012). Las opciones analizadas se muestran en las tablas 3, 4, 5, 6 y 7. En cada caso, las mejores alternativas están resaltadas en colores.
Tabla 3. Opciones para sustituir el perfil C200X90X8.
PERFIL PESO (kg/m) % Variación
INERCIA (cm4)
Ix (cm4) % Variación Iy (cm4) % Variación
UPE 200 18,4 -39,21 1520 -39,7 152 -59,4
UPE 200M6 26,97 -10,89 1836 -27,1 234,2 -37,4
UPE 200M10 32,69 7,98 2037 -19,2 247,7 -33,8
UPE 200M13 36,54 20,73 2172 -13,8 254,3 -32,0
UPN 200M6 33,64 11,12 2254 -10,6 278,3 -25,6
UPN 200M8 36,42 20,30 2346 -6,9 296,0 -20,9
UPN 200M10 39,19 29,48 2439 -3,2 306,0 -18,2
UPN 200M11 40,74 34,59 2490 -1,17 314,0 -16,0
UPN 200M12 42,95 41,88 2563 1,74 319,5 -14,6
IPN200 26,20 -13,45 2140 -15,08 117,0 -68,7
IPN220 31,10 2,74 3060 21,43 162,0 -56,7
UPN220 29,40 -2,87 2690 6,75 196,0 -47,6
W8X24 36 18,93 3460 37,30 761 103,5
W8X21 31,4 3,73 3160 25,40 407 8,8
W8X18 26,7 -11,79 2580 2,38 332 -11,2

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
395
Tabla 4. Opciones para sustituir el perfil C180X75X7.
PERFIL PESO (kg/m)
% Variación
Ix (cm4)
% Variación
Iy (cm4)
% Variación
IPN 180 21,9 2,82% 1450 0,00 81,3 -48,87
UPN200 25,30 18,78% 1910 31,72 148 -6,92
IPN 180 21,90 2,82% 1450 0,00 81,3 -48,87
UPN180M6 29,44 38,22% 1583 9,17 198 24,53
UPN180M5 28,20 32,40% 1551 6,97 191 20,13
UPN180M4 26,96 26,58% 1518 4,69 182 14,47
W8X18 26,7 25,35% 2580 2,38 332 108,81
W6X16 24,1 13,15% 1350 -6,90 184 15,72
W8X15 22,7 6,57% 2020 39,31 142 -10,69
W6X20 29,9 40,38% 1730 19,31 553 247,80
IPE220 26,2 23,00% 2770 91,03 205 28,93
UPN220 29,4 38,03% 2690 85,52 196 23,27
Tabla 5. Opciones para sustituir el perfil C150X75X9.
PERFIL PESO (kg/m)
% Variación Ix (cm4) %
Variación Iy
(cm4) %
Variación UPN 160 18,90 -21,12% 925 -11,90 85 -42,18 UPN 160M4 23,26 -2,90% 1036 -1,31 132 -10,20 UPN 160M5 24,36 1,65% 1059 0,82 138 -6,12 UPN 180 22,00 -28,92% 1350 28,57 114 -22,45 W6X16 24,1 0,58% 1350 28,57 184 25,17 IPN 160 17,9 24,51% 935 -10,95 54,7 -62,79
Tabla 6. Opciones para sustituir el perfil C150X75X6,5.
PERFIL PESO (kg/m)
% Variación
Ix (cm4)
% Variación
Iy (cm4)
% Variación
UPN 160 18,90 1,78% 925 8,82 85 -36,09 UPN 160M4 23,26 25,28% 1036 21,91 132 -0,75 UPN 160M5 24,36 31,16% 1059 24,54 138 3,76 W6X15 22,4 20,62% 1210 42,35 388 191,73
IPN 160 17,9 -3,61% 935 10,00 54,7 -58,87
Tabla 7. Opciones para sustituir el perfil H200X100X5,5X8.
PERFIL PESO (kg/m)
% Variación Ix (cm4) %
Variación Iy
(cm4) %
Variación
HEA200 42,3 39,74% 3690 46,43 1340 258,29
HEA180 35,5 17,28% 2510 -0,40 925 147,33
IPN200 26,20 25,36% 2140 20,90 117 -13,33
Análisis de soportes de resorte
La metodología empleada en este caso es la evaluación de
propuestas o alternativas de sustitución de los soportes de resorte de carga variable dañados o comprometidos mecánicamente durante el incidente. Los parámetros de comparación son el desplazamiento, carga en frío y carga en caliente listados en las tablas 8 y 9. Cada tubo catalítico posee su propio soporte.
Tabla 8. Soportes de tubos catalíticos
Carga en frío [Kgf] 650
Carga en caliente [Kgf] 477
Desplazamiento [mm] 173
Tabla 9. Soportes del distribuidor de entrada
Carga en frío [Kgf] 1175
Carga en caliente [Kgf] 835
Desplazamiento [mm] 173
En el mercado nacional, se evalúa los soportes de resorte del
reformador primario de un tren de producción de amoniaco Urea ubicado en el Complejo Petroquímico Ana María Campos CPAMC, actualmente fuera de servicio. El desplazamiento, carga en frío y carga en caliente son similares a lo requerido y se listan en la tabla 10. Posteriormente, se valida estos cálculos mediante un análisis de esfuerzos de los tubos catalíticos en un programa computacional utilizando un modelado por elementos finitos (Ayestarán, 2012).
Tabla 10. Soportes de resorte ubicados en CPAMC.
Carga en frío [Kgf] 450
Carga en caliente [Kgf] 344
Desplazamiento [mm] 212
Debido a que los soportes de resorte no tienen la misma
configuración y que cada soporte proveniente del CPAMC pueden soportar dos tubos catalíticos, se diseña un nuevo arreglo de instalación para los soportes de resorte seleccionados.
Se diseña un banco de pruebas para calibrar los soportes
seleccionados. La carga en caliente se obtiene a partir de la constante de rigidez real de cada soporte de resorte y el desplazamiento de 173 mm de los soportes originales. El modelado por elementos finitos requiere conocer los valores reales de carga en frío, carga en caliente y desplazamiento de cada soporte de resorte utilizado. (Ayestarán, 2012).
No se debe operar el reformador primario sin soportación
adecuada de los tubos catalícos debido a que los tubos pueden fallar por fatiga térmica en las zonas en las cuales la combinación de esfuerzos de membrana y expansión térmica a elevadas temperaturas exceda el umbral de resistencia admisible del material. Sin un sistema de soportes adecuado, los tubos se pueden inclinar o doblar en servicio adicionando momentos flectores en los respectivos pigtails y distribuidor de entrada (API 573, 2003). Estas fallas liberan al ambiente

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
396
una mezcla de vapor de agua, gas natural e hidrógeno a una temperatura superior a la de autoignición, lo cual provocará otro evento como el sucedido.
Aunque el reformador primario está fabricado a partir de tubos, accesorios de tubería y soportes de tubería no es un sistema de tubería y no debe ser tratado como tal. Es un recipiente a presión sometido a fuego directo. En la información de diseño no especifica el código de referencia. Para la reparación, debe aplicarse el código API 510 el cual permite aplicar como código de referencia el código de recipientes a presión ASME Sec VIII Div 1.
El análisis de esfuerzos debe realizarse entre dos anclajes.
Como el reformador primario carece de anclajes, el análisis se realiza desde el precalentador de mezcla gas vapor identificado como H-704 hasta el reformador secundario A-702, incluyendo las tuberías asociadas.
Análisis de materiales
Todo componente a presión que requiera ser reemplazado,
incluyendo empaquetaduras, debe ser reemplazado por un material cuya resistencia a los mecanismos de deterioro existentes y resistencia admisible a la temperatura de trabajo sean mayores o iguales a la resistencia de los componentes en funcionamiento y a las resistencias de los materiales originales del equipo.
Los materiales que requieren ser reemplazados son algunos
pigtails, las empaquetaduras y componentes de los colectores de salida. Adicional a la selección de materiales adecuados, se debe verificar que el espesor de los lazos de expansión o pigtails sea mayor al espesor de presión.
III. RESULTADOS Y DISCUSIONES
El equipo está diseñado de manera que en condiciones normales de parada y operación su estructura permite el óptimo soporte de todos sus elementos internos con un factor de seguridad no menor de dos.
La presencia de altas temperaturas durante cierto período de
tiempo en el área interna de la parte superior del reformador primario A-701 disminuyó la resistencia de fluencia de los perfiles estructurales internos que resisten las cargas y momentos propios de la soportación de las arpas, lo cual originó su deformación plástica y desplazamiento tanto en sentido horizontal dirección sur – norte como en sentido vertical descendente. Las altas temperaturas exceden el umbral de falla por termofluencia y de oxidación.
La altura del techo del reformador disminuyó en la zona
afectada por el calor. Antes de colocar los nuevos perfiles estructurales debe efectuarse un levantamiento dimensional de la estructura para llevarla a sus condiciones originales debido
a que en condición deformada las nuevas secciones estructurales podrían no coincidir con lo existente.
Todos los perfiles con deformación plástica, que hayan
sufrido daños, cambios en su microestructura o disminución de sus propiedades mecánicas deben ser sustituidos y deben ser apuntalados previo a su sustitución para prevenir una redistribución de cargas estructurales en el equipo.
Los perfiles estructurales seleccionados para sustituir los
perfiles originales se listan en la tabla 11.
Tabla 11. Perfiles a utilizar en el reformador primario.
PERFIL PROPUESTA 1 PROPUESTA 2
C200X90X8 HEA180 UPN 220
C180X75X7 IPE 220 IPE 220
C150X75X9 UPN 180 UPN 180
C150X75X6,5 UPN 160 UPN 160
H200X100X5,5X8 IPN 200 IPN 200
Las opciones seleccionadas para sustituir los perfiles
estructurales originales incrementan el peso de la estructura. Para compensar este incremento, en una parada mayor previa se cambió el refractario del techo del horno del reformador desde primario denso por módulos de fibra cerámica, lo cual implicó una reducción de peso superior a cincuenta (50) toneladas, un orden de magnitud superior al peso adicionado en elementos estructurales.
Los soportes de resorte provenientes del CPAMC se pueden
instalar en el reformador primario A-701 de la Instalación 180A. Se listan en la tabla 12. Su instalación requiere un arreglo distinto al existente. Para instalar el arreglo no se debe modificar las vigas que conforman la estructura del reformador primario, sea de forma temporal o permanente. Todo soporte de resorte debe ser calibrado en el banco de pruebas, incluyendo los soportes en operación no reemplazados.
Tabla 12. Soportes a utilizar en el reformador primario.
Carga en frío [Kgf] 450
Carga en caliente [Kgf] 344
Desplazamiento [mm] 212
No se debe operar el reformador primario sin soportación
adecuada de los tubos catalícos. El reformador primario es un recipiente a presión a fuego
directo y debe ser inspeccionado y reparado acorde con los códigos de recipientes a presión, aunque el banco de tubos catalíticos haya sido fabricado con elementos de tubería.
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
397
El arreglo de instalación de soportes de resorte debe respetar los resultados del cálculo de esfuerzos por elementos finitos realizado.
El análisis de esfuerzos debe realizarse entre dos anclajes.
Como el reformador primario carece de anclajes, el análisis se realiza desde el precalentador de mezcla gas vapor identificado como H-704 hasta el reformador secundario A-702, incluyendo las tuberías asociadas.
Todo componente a presión que requiera ser reemplazado,
incluyendo empaquetaduras, debe ser reemplazado por un material cuya resistencia a los mecanismos de deterioro existentes y resistencia admisible a la temperatura de trabajo sean mayores o iguales a la resistencia de los componentes en funcionamiento y a las resistencias de los materiales originales del equipo.
El reformador primario debe ser modelado como un
conjunto integrado para verificar que el arreglo seleccionado cumple con los códigos aplicables. El cálculo de esfuerzos en el conjunto integrado determinó que el arreglo es aplicable
IV. CONCLUSIONES Existen alternativas estructurales, de soportería y de
materiales para colocar el reformador primario A-701 en servicio.
REFERENCIAS [1]- Ayestarán, A., & Vega, C., Análisis Estructural por Elementos Finitos del Reformador Primario A-701, ubicado en la Planta de Amoniaco de Pequiven – Complejo Morón. 1° Jornadas Tecnológicas. Morón, Venezuela, Junio 2012. [2]- API, Deterioro de reformadores, En: Nº 573 Recommended Practice. Inspection of Fired Boilers and Heaters, Chapter 6: Deterioration mechanisms, 2° Ed., ANSI / API, USA, 2003. [3]- API, Nº 510 Pressure Vessel Inspection Code: In-Service Inspection, Rating, Repair, and Alteration, 9° Ed., ANSI / API, USA, 2006. [4]- ASME, ASME Boiler and Pressure Vessel Code B&PVC. Section VIII Division 1 Rules for Construction of Pressure Vessels, ASME, New York, USA, 2007. [5]- Budynas, & Nysbett, Shigley’s Mechanical Engineering Design, 8° Ed, McGraw Hill, USA, 2006.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
398
DISEÑO Y CONSTRUCCIÓN DE UN EQUIPO PARA SEGUIMIENTO SOLAR AUTOMÁTICO, E IMPLEMENTACIÓN DE UN SOFTWARE DE SUPERVISION PARA UN SISTEMA MÓVIL
FOTOVOLTAICO
DESIGN AND CONSTRUCTION OF A SOLAR TRACKING AUTOMATIC EQUIPMENT, AND IMPLEMENTATION OF A MONITORING SOFTWARE FOR A PHOTOVOLTAIC CELL
SYSTEM
Javier Almeida , Roberto Gutiérrez, Paúl Ayala
UNIVERSIDAD DE LAS FUERZAS ARMADAS ECUADOR e-mail: [email protected], [email protected], [email protected]
RESUMEN: El proyecto se basa en habilitar un sistema móvil fotovoltaico que cuenta con 3 paneles solares que generan una potencia efectiva de 300W. Adicional se diseñó y construyó un dispositivo de seguimiento solar automático con dos grados de libertad, junto con la implementación de un software de supervisión el cual sirve para llevar un histórico, que permite obtener las curvas características de funcionamiento y operatividad de los parámetros que intervienen dentro del sistema solar fotovoltaico. Este proyecto aprovecha la energía producida por las células fotovoltaicas, transformando la energía solar en electricidad, que es utilizada en el consumo local y abastecimiento del propio sistema, volviéndose un equipo autónomo. Este sistema trabaja con el algoritmo perturbar y observar (Maximum Power Point Tracking, MPPT) para el seguimiento del punto de máxima potencia del sistema fotovoltaico Palabras claves: Convertidor DC-DC, Algoritmo perturbar y observar (MPPT), Sistema móvil fotovoltaico, Curvas características
ABSTRACT: The project is based on enabling a mobile system has 3 photovoltaic solar panels that generate an effective output of 300W. Additional was designed and built an automatic solar tracking device with two degrees of freedom, along with the implementation of a monitoring software which is used to take a historical, giving operating characteristic curves and operability of the parameters involved in photovoltaic solar system. This project uses the energy produced by photovoltaic cells transform solar energy into electricity, which is used for local consumption and supply of the system itself, becoming a self. This system works with the algorithm perturb and observe (Maximum Power Point Tracking, MPPT) for tracking the maximum power point of the photovoltaic system Keywords: DC-DC Converter, perturb and observe algorithm (MPPT) Mobile system PV curves

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
398
INTRODUCCIÓN La conservación del medio ambiente, a efecto de que el
hombre pueda habitar en un mundo que le ofrezca las mejores condiciones de vida posibles y evitar la destrucción de nuestro planeta.
El sol es considerado una de las fuentes de energía más prometedoras, pues se considera una fuente inagotable, debido a esto las tecnologías de aprovechamiento de energía solar han tenido un gran auge en el mercado, donde la tecnología que mayor ha impactado es la fotovoltaica, la cual convierte directamente la energía solar en electricidad [1].
El principio físico que rige el funcionamiento de una célula fotovoltaica, puede ser explicado tomando como base una unión p-n de material semiconductor (normalmente silicio) sensible a la luz solar. Cuando ésta incide sobre la unión (generalmente sobre el lado n), los fotones que la constituyen suministran la cantidad de energía necesaria a los electrones de valencia del semiconductor, para romper el enlace que los mantenía unidos a sus átomos respectivos.
Las celdas fotovoltaicas tienen curvas características V-I que definen el comportamiento de las mismas ante diferentes condiciones de operación. La potencia de una celda solar está dada por el producto de la corriente y el voltaje de la misma.
El punto de máxima potencia (MPPT, Maximum Power Point Tracking) es el producto del voltaje en el punto máximo (VMPPT) y corriente en el punto máximo (IMPPT) para los cuales la potencia extraída del arreglo fotovoltaico es máxima (PMPPT). El punto de máxima potencia varía continuamente, pues depende de factores como la temperatura de la celda solar y de las condiciones de irradiancia [2].
Los algoritmos de seguimiento del punto de máxima potencia (MPPT) se utilizan en sistemas fotovoltaicos para maximizar la energía entregada por los mismos, dicho seguimiento se realiza básicamente variando el valor de ciclo útil de un convertidor de potencia. Existen gran variedad de algoritmos de seguimiento de punto de máxima potencia como por ejemplo [3]: perturba y observa, basados en lógica difusa, basado en redes neuronales artificiales, RCC (Ripple Correlation Control) [4], conductancia incremental (INC) [5, 6, 7] entre otros.
En los sistemas fotovoltaicos existe la posibilidad de implementar un dispositivo adicional con el fin de aumentar la captación de radiación solar y por ende la energía suministrada por la instalación, tal dispositivo es un seguidor solar.
Un seguidor solar fig. 1, es un equipo conformado por una parte fija y una móvil, que consta de 2 grados de libertad, cuya finalidad es la de proporcionar una mayor captación de la radiación solar, permitiendo que los paneles se encuentren de manera perpendicular con los rayos de sol durante el día y dentro del rango de movimiento.
Figura 1: Diseño de Seguidor Solar
I. DESARROLLO
A. Modelo panel solar
El circuito equivalente de una celda PV, tiene su configuración física y sus características eléctricas fig. 2.
Figura 2.- Esquemático de la celda PV [Townsend, 1989] La juntura entre la capa N (red de carga negativa) y P (red
de carga positiva) crea el efecto de un diodo. Cuando la celda PV recibe la irradiación solar se obtiene una fuente de corriente constante y las pérdidas eléctricas internas son representadas por una resistencia fig. 3.
Figura 3.- Circuito Eléctrico equivalente de la celda PV
[Eckstein, 1990] La fuente de corriente IL representa la corriente eléctrica
generada debida a la radiación luminosa incidente sobre la superficie activa de la celda (efecto fotovoltaico), la corriente es unidireccional y es función de la radiación incidente, temperatura y voltaje. La juntura P-N es representada por el

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
399
diodo en paralelo con la fuente de corriente, que es atravesado por una corriente interna unidireccional ID que depende de la tensión en las terminales de la celda y la temperatura, la resistencia en serie Rs representa las pérdidas eléctricas interna en la celda [8].
Una única célula, es capaz de proporcionar una tensión de apenas 0,5V y una potencia entre 1 y 2W. Para elevar la potencia suministrada, las células se conectan en serie y en paralelo, dando lugar a lo que se denomina panel o módulo fotovoltaico.
La siguiente expresión (1) describe la relación que existe entre la tensión (V) y la corriente (I) entregada por el módulo [9], donde np y ns son las células conectadas en paralelo y en serie; RP y RS las resistencias intrínsecas paralelo y serie asociadas a la célula, K es la constante de Boltzman (1.38 * 10-23 J/K) y q es la carga del electrón. El factor A determina la desviación de las características de una unión p-n ideal, e IS la corriente inversa de saturación. IL representa la corriente generada por la radiación solar (G). Dicha corriente exhibe una relación respecto de la radiación y la temperatura.
(1)
P = I * V (2)
P np V IL Is e
qV
ns
P RS
V np
AKT 1
VnS
P RS
P np
Rp
(3)
(4)
La expresión (1) (considerando la dependencia de los parámetros con T y G), proporciona las curvas características de I-V de un panel fotovoltaico, y su producto nos entrega la potencia suministrada. Se muestra en la fig. 4 las curvas de un panel determinado, así como la dependencia de las variables con la temperatura y la radiación solar. En la curva se representa el punto de máxima potencia (Vmppt), indicando el punto óptimo de operación, para un uso eficiente del panel. Puntos importantes de esta curva son la tensión a circuito abierto (Voc) y la corriente de cortocircuito (Isc). La tensión en circuito abierto representa la máxima tensión que proporciona el panel a corriente cero (sin carga), la corriente máxima en cortocircuito representa la máxima corriente que se puede extraer del panel (carga en cortocircuito).
Figura 4.- Características I-V y P-V de un panel fotovoltaico.
B. Algoritmo “Perturbar y Observar (P&O)” El algoritmo de perturbar y observar funciona bajo el
siguiente criterio, si el voltaje de operación V, del arreglo fotovoltaico se perturba en cierta dirección y la potencia del mismo incrementa significa que el punto de operación se ha movido hacia el MPPT, por lo que el voltaje de operación deberá perturbarse en la misma dirección, de otra forma si la potencia extraída del arreglo fotovoltaico disminuye, el punto de operación se ha movido en dirección opuesta de la ubicación del MPPT, por lo tanto deberá ser perturbado en dirección contraria a la que tenía [6].
En la fig. 5 se muestra el diagrama de flujo del algoritmo P&O utilizado, donde la potencia medida (pact) es comparada con la potencia anterior (pant), esto determina si aplica la misma perturbación (pert es una variable binaria que indica la dirección de la perturbación) o se deberá invertir en el siguiente ciclo. La variable step representa el tamaño de la perturbación y pwm es el valor del ciclo útil utilizado.
Figura 5.- Algoritmo Perturbar y Observar
I np IL Is e
qV
ns
IRS
np
AKT 1
VnS
IRS
np
Rp
dPdV
MPPT
0

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
400
Po
vi 2
r i
Pi Po
C. Análisis Transitorio Se utiliza un convertidor DC-DC para modificar la potencia
a la salida de los paneles fotovoltaicos, esta energía será almacenada en un banco de baterías y se utilizará para él funcionamiento del seguidor solar y un conversor DC-AC.
SEPIC (Single Ended Primary Inductor Converter) se ha utilizado esta topología porque el voltaje de salida puede ser más alto o más bajo que la entrada, además la salida no es invertida como en el caso de la topología Cuk.
Figura 6.- Circuito equivalente de Thevenin de un panel
solar conectado a un conversor.
Figura 7.- Diseño del conversor Sepic El circuito Sepic fig.7 funciona en modo de corriente del
inductor discontinuo (DICM) o el modo de tensión del condensador (DCVM). Este tipo de convertidor tiene la particularidad que la resistencia de entrada es proporcional a la conmutación de frecuencia. Por lo tanto, mediante el ajuste del ciclo de trabajo del interruptor principal, se puede hacer que la resistencia de entrada del convertidor sea igual a la salida, obteniendo una salida equivalente a la del panel. Esto asegura la máxima transferencia de potencia.
La fig.6 muestra el circuito equivalente del panel solar conectado a un seguidor de MPPT. El panel solar se modela mediante un circuito equivalente de Thevenin, que consta de una fuente vg conectada con una resistencia rg en serie a la salida, alrededor del MPPT. Donde vg y rg están sujetos al nivel de radiación solar y la temperatura. La entrada de voltaje y la equivalente resistencia de entrada del conversor son vg y rg, respectivamente. Suponiendo que no existe pérdida en el convertidor, la potencia de entrada Pi en el seguidor es igual a la potencia de salida Po del panel solar.
(5) La variación de Pi con respecto a vi y ri será la siguiente
(6) En el MPPT, la variación de potencia Pi es igual a cero y ri igual a rg. Por lo tanto
(7) Donde Vi es la tensión de entrada. Esta ecuación da las características de entrada requeridas por el MPPT, donde vi tiene una pequeña variación de señal de δri. En la fig.6 el convertidor que está conectado al panel solar es un SEPIC operando en DICM o DCVM [10], [11]. Para analizar este circuito, se analizara entre los dos estados de conducción del transistor MOSFET, en estado encendido y estado apagado. Para eso, se tendrá en cuenta el ciclo útil de trabajo de la señal PWM que es usada para disparar el transistor en los diferentes modos de conducción.
0 < t <DT
Durante este periodo de trabajo, el transistor es activado, obteniendo el circuito equivalente que se muestra en la fig.8, con sus respectivas tensiones y corrientes. Durante este proceso, el inductor L1 es cargado con la tensión de la fuente de entrada, mientras que el inductor L2 es cargado con la energía almacenada por el condensador C1. Adicionalmente la carga se encuentra aislada de la tensión de entrada y es alimentada con la energía almacenada en el condensador de salida C2:
Figura 8. Circuito equivalente
La tensión a través del inductor L1 está determinada por la relación
DTiL
dtdiLVV LL
IONL1
11
11
(8)
La tensión que aparece a través del inductor L2 es igual a
ƏPi 2vi
ri Əvi
vi 2
ri 2Əri
δvi
δri
Əvi
Əri
Əvi
Əri
Vi
2 rg

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
401
DTiL
dtdiLVV LL
CONL2
22
212
(9)
Finalmente, la corriente que circula sobre el condensador de salida es igual a
RV
iC0
(10)
El diodo se encuentra polarizado en sentido inverso, por lo que la corriente a través del mismo es 0Di , y la tensión entre sus terminales es
)( 10 CD VVV (11) Mientras que el transistor al estar activo posee una tensión
0QV y una corriente igual a la del inductor de entrada L1
1LQ ii .
DT < t < T
El siguiente paso es analizar cuando el transistor está apagado, obteniendo el circuito que se muestra en la fig.9. Durante este momento, las corrientes a través de los inductores L1 y L2 actúan como fuentes de corriente obligando al diodo a polarizarse en forma directa.
Figura 9 La tensión en las terminales del inductor L2 es igual a
TDiL
dtdiLVV LL
OFFL )1(2
22
202
(12)
Recordando que la tensión media en un inductor es igual a cero durante un ciclo en régimen permanente, hallaremos la tensión del inductor en el estado encendido (que es el mismo del condensador C1) en términos de alguna tensión más conocida del circuito:
DVD
VVDDV
VVT
VVT
V
CC
TD
DT
DT
C
TD
DTOFFL
DT
ONLL
0101
)1(
00
1
)1(
20
2
____
2
)1()1(
1
10
(13)
Una vez obtenido el voltaje en el condensador en términos de tensiones más conocidas, procedemos a hallar el valor de la tensión en el inductor L1, recordando que la tensión de un condensador no puede cambiar de manera abrupta. Por medio de la ley de conservación de energía aplicada en la primera malla, la ecuación resultante es:
DV
VVVD
DVVV IOFFLOFFLI0
1001 0)1(
(14)
Y recordando que la tensión media de un inductor es cero durante un ciclo en régimen permanente, llegamos a la expresión:
0)1(
1
10
0
)1(0
0
)1(
10
1
____
1
DV
VDDV
DV
VVT
VVT
V
II
TD
DTI
DT
I
TD
DTOFFL
DT
ONLL
(15)
De donde podemos despejar la función de transferencia de la función, es decir:
DD
VV
I
10 (16)
Usando la expresión anterior, es fácil ver que se pueden simplificar algunas tensiones ya obtenidas, dando como resultado que
IC VV 1 y 01 VV OFFL (17) Al encontrarse el transistor apagado, la corriente por el mismo es igual 0Qi , mientras que la tensión entre sus terminales es igual a
01 VVVVV IOFFLIQ (18) La corriente de polarización en el diodo depende de las corrientes de los dos inductores L1 y L2, y por medio de la ley de corrientes en un nodo es igual a 21 LLD iii . La tensión
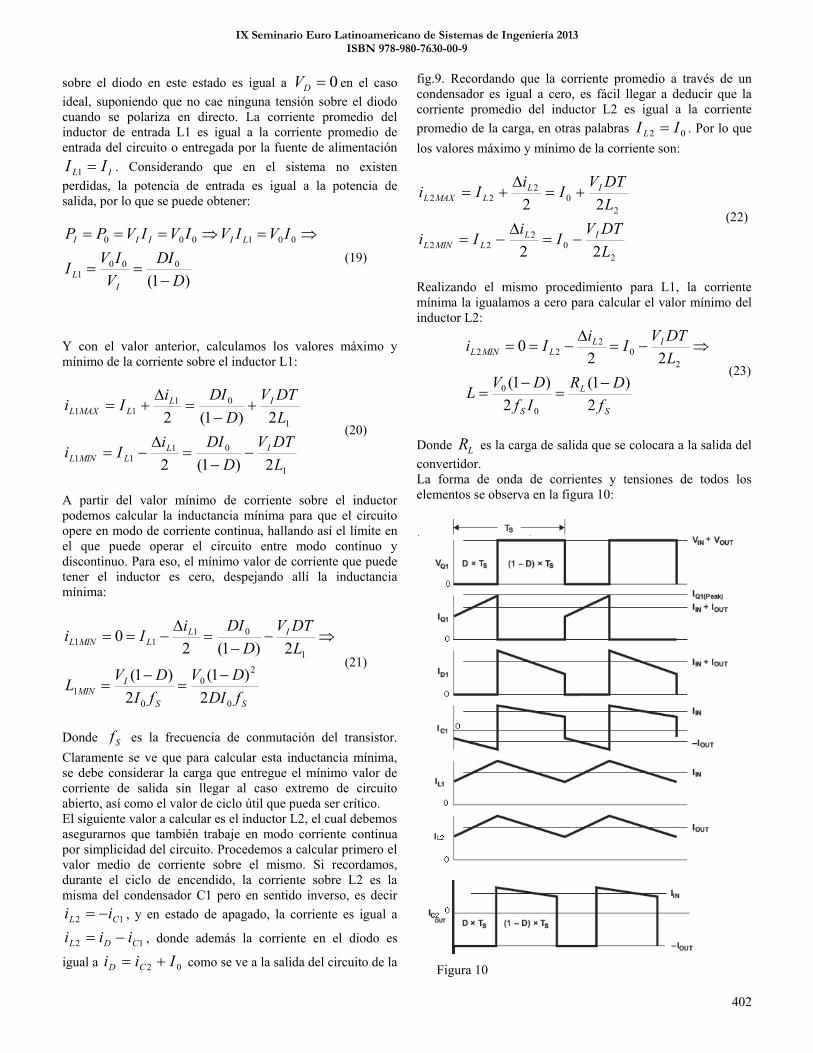
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
402
sobre el diodo en este estado es igual a 0DV en el caso ideal, suponiendo que no cae ninguna tensión sobre el diodo cuando se polariza en directo. La corriente promedio del inductor de entrada L1 es igual a la corriente promedio de entrada del circuito o entregada por la fuente de alimentación
IL II 1 . Considerando que en el sistema no existen perdidas, la potencia de entrada es igual a la potencia de salida, por lo que se puede obtener:
)1(000
1
001000
DDI
VIVI
IVIVIVIVPP
IL
LIIII
(19)
Y con el valor anterior, calculamos los valores máximo y mínimo de la corriente sobre el inductor L1:
1
0111
1
0111
2)1(2
2)1(2
LDTV
DDIiIi
LDTV
DDIiIi
ILLMINL
ILLMAXL
(20)
A partir del valor mínimo de corriente sobre el inductor podemos calcular la inductancia mínima para que el circuito opere en modo de corriente continua, hallando así el límite en el que puede operar el circuito entre modo continuo y discontinuo. Para eso, el mínimo valor de corriente que puede tener el inductor es cero, despejando allí la inductancia mínima:
SS
IMIN
ILLMINL
fDIDV
fIDVL
LDTV
DDIiIi
0
20
01
1
0111
2)1(
2)1(
2)1(20
(21)
Donde Sf es la frecuencia de conmutación del transistor. Claramente se ve que para calcular esta inductancia mínima, se debe considerar la carga que entregue el mínimo valor de corriente de salida sin llegar al caso extremo de circuito abierto, así como el valor de ciclo útil que pueda ser crítico. El siguiente valor a calcular es el inductor L2, el cual debemos asegurarnos que también trabaje en modo corriente continua por simplicidad del circuito. Procedemos a calcular primero el valor medio de corriente sobre el mismo. Si recordamos, durante el ciclo de encendido, la corriente sobre L2 es la misma del condensador C1 pero en sentido inverso, es decir
12 CL ii , y en estado de apagado, la corriente es igual a
12 CDL iii , donde además la corriente en el diodo es
igual a 02 Iii CD como se ve a la salida del circuito de la
fig.9. Recordando que la corriente promedio a través de un condensador es igual a cero, es fácil llegar a deducir que la corriente promedio del inductor L2 es igual a la corriente promedio de la carga, en otras palabras 02 II L . Por lo que los valores máximo y mínimo de la corriente son:
20
222
20
222
22
22
LDTVIiIi
LDTVIiIi
ILLMINL
ILLMAXL
(22)
Realizando el mismo procedimiento para L1, la corriente mínima la igualamos a cero para calcular el valor mínimo del inductor L2:
S
L
S
ILLMINL
fDR
IfDVL
LDTVIiIi
2)1(
2)1(
220
0
0
20
222
(23)
Donde LR es la carga de salida que se colocara a la salida del convertidor. La forma de onda de corrientes y tensiones de todos los elementos se observa en la figura 10:
Figura 10

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
403
De la figura 10, podemos calcular los valores de los condensadores a partir de las áreas que se muestran. Comenzamos calculando el valor del condensador C1, recordando que durante el ciclo de apagado del transistor, la corriente sobre C1 es la misma que circula por L1. Si observamos que el área de corriente de C1 durante el ciclo de apagado del transistor es un trapecio con alturas iguales al valor mínimo y máximo de la corriente del inductor L1, el diferencial de carga que es el área bajo esta curva es igual a:
SL
LMINL
LMINL
fDITID
iiTD
iTDTDiQ
0
11
11
)1(
2)1(
2)1()1(
(24)
Y recordando la definición de capacitancia 01 VCQ , despejando C1 se tiene el valor de:
SfVDI
VQC
0
0
01
(25)
Finalmente, para el condensador de salida C2, durante el estado de encendido del transistor, la corriente sobre C2 es la misma de la carga pero en sentido inverso, luego el diferencial de carga obtenido es igual a
SRfDV
RDTV
Q 00 (26)
Por lo que el condensador es igual a:
SRfVDV
VQC
0
0
02
(27)
El circuito Sepic, es usado en aplicaciones de corrección de factor de potencia, sin embargo posee gran ventaja sobre este último en que la tensión de salida puede llegar a ser menor que la tensión de entrada, lo que lo hace muy llamativo para la aplicación de cargador de baterías. Presenta una fácil implementación y aislamiento entre la entrada y la salida, y un menor rizado de corriente de entrada a altas frecuencias. Sin embargo, una mejora de este circuito puede ser obtenida acoplando los dos inductores vistos bajo un mismo núcleo, teniendo la posibilidad de aumentar la eficiencia en un 2% y reduciendo la emisión de ruido, lo que conlleva a simplificar el filtro de entrada del convertidor.
II. SIMULACION Se utilizó el programa de matlab para realizar la simulación
del convertidor en cuestión.
Figura 11.- Sistema Fotovoltaico con control MPPT
Figura 12.- Circuito conversor SEPIC
Figura 13.- Respuesta de Voltaje

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
404
Figura 14.- Respuesta de Corriente
Figura 13.- Respuesta de Potencia Se usó un panel fotovoltaico Isofotón I-110, que tiene una tensión nominal 12V, una potencia máxima de 110W, corriente de cortocircuito 6.54A, tensión de circuito abierto 21.6V, corriente de máxima potencia 6.1A, tensión de máxima potencia 17.4V. Inductor L1 = 1mF, L2 = 300uF, C1=100uF, C2=1000uF, frecuencia de 73 kHz y ciclo de carga del 50% regulado por el control de MPPT.
III. CONCLUSIONES Una sección de conclusiones no se requiere. Aunque una
conclusión puede repasar los puntos principales del documento, no reproduzca lo del resumen como conclusión. Una conclusión podría extender la importancia del trabajo o podría hacer pensar en aplicaciones y extensiones.
REFERENCIAS [1] Rashid Muhammad H. and Lana Char “Solar Power
Conversion” Power Electronics Handbook, Capítulo 26, pp. 661 – 672, Academic Press, Segunda edición, 2007.
[2] N. Femia, G. Petrone, G. Spagnuolo and M. Vitelli “Optimizing Duty-cycle Perturbation of P&O MPPT Techinque” Power Electronics Especialists Conference, 2004. PESC 2004. 35th Annnual. vol. 3, pp 1939 – 1944, 20 –25 Junio 2004.
[3] Trishan Esram and Patrick L. Chapman “Comparision of Photovoltaic Array Maximum Power Point Tracking techniques”, IEEE Transactions on energy conversion, vol 22 (2), Junio de 2007.
[4] Trishan Esram and Patrick L. Chapman “Comparision of Photovoltaic Array Maximum Power Point Tracking Arrays Using Ripple Correlation Control” IEEE Transactions on Power Electronics, vol. 21 (5), Septiembre 2006.
[5] Chad Alberts, Justin Brown, Rpbert Button, Anna Flower and Srinivasa Vemuru “Solar Array Peak Power Tracker”, American Socierty, 31 Marzo de 2006 – 1 Abril 2006.
[6] Dezso Sera, Tamas Kerekes, Remus Teodorescu and Frede Blaabjerg “Improved MPPT algorithms for rapidly changing enviromental conditions”, Power Electronics and Motion Control Conference, 2006. EPE-PEMC 2006, pp 1614–1619, 12th International. 30 Agosto 2006 1 Septiembre 2006.
[7] J. Kouta, A. El-Ali, N. Moubayed, and R. Outlib “Improving the incremental conductance control method of a solar energy conversion system”, International Conference on Renewable Energy and Power Quality (ICREPQ'08), Santander, Spain, March 12-14 2008.
[8] Castro, Energias Renováveis e Producao Descentralizada, Introducao a energía fotovoltaica, Rui M.G. Castro, Universidad Técnica de Lisboa, 2004.
[9] J.A. Grow, C.D. Manning : “Development of a photovoltaic array model for use in power-electronics simulation studies”. IEE Proc. On Electric Power Applications, vol. 146, no. 2, pp, 193-200, March 1999.
[10] B. Lin and Y. Lee, “Power-factor correction using Cuk converters in dis-continuous-capacitor-voltage mode operation,” IEEE Trans. Ind. Electron., vol. 44, pp. 648-653, Oct. 1997.
[11] D. Maksimovic and S. Cuk, “A unified analysis of PWM converters in discontinuous modes,” IEEE Trans. Power Electron., vol. 6 pp. 476-490, Mar. 1991.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013
ISBN 978-980-7630-00-9
405
CONTROL PREDICTIVO BASADO EN MODELO DEL NIVEL EN EL DOMO DE UNA
CALDERA BAGACERA
MODEL BASED PREDICTIVE CONTROL OF THE LEVEL IN THE DOME OF A TRASH BOILER
Ernesto Fernández Rodríguez1, Guillermo Hernández Regueiro2, Alejandro Pita Fajardo3, Susset Guerra Jiménez1
1Departamento de Automática y Computación del ISPJAE. Av. 114 #11901, Marianao, CP 19390, La Habana,
Cuba. 2Empresa “Conrado Benítez” (ELEKA). San José de las Lajas, Mayabeque, Cuba. 3Empresa COPEXTEL. San José de las Lajas, Mayabeque, Cuba.
e-mail: [email protected]. RESUMEN: En el presente trabajo se realiza en el generador de vapor de la UEB “Héctor Molina Riaño” y el objetivo fundamental es el diseño de un controlador predictivo basado en modelo. Para el domo superior de este generador se obtienen los modelos matemáticos del proceso de variación de nivel ante cambios en el flujo de agua de alimentación y el flujo de vapor demandado, considerando este último como la perturbación fundamental del proceso. Con los modelos obtenidos se diseñan varios controladores con el objetivo de realizar un mejor control sobre el proceso ya sea en el seguimiento de referencias o ante perturbaciones. Con este trabajo se trata de demostrar la superioridad de otras estrategias de control sobre la que existe en la actualidad en este proceso. A partir de la propuesta realizada en este trabajo, se confirmará la posibilidad de introducir mejoras a partir del ahorro de energía y el tiempo de generación. Palabras claves: Generador de vapor, SBSA, CPBM, identificación Abstract: Presently work is carried out in the steam generator of UEB "Héctor Molina Riaño" and the fundamental objective is the design of a model based predictive controller. For the superior dome of this generator, the mathematical models of the process of level variation are obtained for the changes in the flow of feeding water and the flow of demanded steam, considering this last as the fundamental perturbation of the process. With the obtained models several controllers are designed with the objective of either carrying out a better control on the process in the following of references or before perturbations. With this work it intend demonstrating the superiority of other control strategies on which exists at the present time in this process. Starting from the proposal carried out in this work, it will confirm the possibility to introduce improvements starting from the energy saving and the time of generation. Keywords: Steam generator, PRBS, MBPC, identification 1. INTRODUCCIÓN
Actualmente, como resultado del incremento del costo de
los combustibles, la competitividad en los mercados
energéticos y las fuertes exigencias medioambientales, la
industria de transformación de la caña de azúcar requiere
optimizar el aprovechamiento de sus recursos energéticos,
así como disminuir el impacto de la actividad industrial
sobre el medio ambiente
Los centrales azucareros se caracterizan por su elevado
consumo de energía, en gran parte debido a la tecnología de
baja eficiencia con la que cuentan. Dentro de un ingenio
azucarero tradicional, el área de generación de vapor es la
que presenta las principales pérdidas energéticas, es por
ello, que las medidas y estrategias van encaminadas a
aumentar la eficiencia energética de los equipos y procesos
consumidores de energía en esta clase de industria, entre
los que se encuentran las calderas bagaceras.
Las calderas bagaceras son vitales para la industria de
transformación de la caña de azúcar, debido a que
garantizan la producción de energía de una forma
relativamente económica, quemando un desecho propio de
la industria. Es una realidad, que la mayoría de las calderas
bagaceras operan con tecnología obsoleta pese a las
ventajas que reportan, sin embargo, la operación de esta
clase de calderas con buenos niveles de eficiencia reporta
un elevado beneficio económico y medioambiental. Por
ejemplo, por cada 10°C que aumente la temperatura de
salida de los gases de la combustión, se incrementa el
consumo de bagazo. De igual forma, durante el proceso de
combustión por cada 10 % de incremento en el exceso de
aire, el consumo de bagazo aumenta. En fin, para asegurar
una máxima eficiencia en la operación de estas calderas,
son esenciales tres requisitos:
1. Garantizar que en todo momento se queme la cantidad de
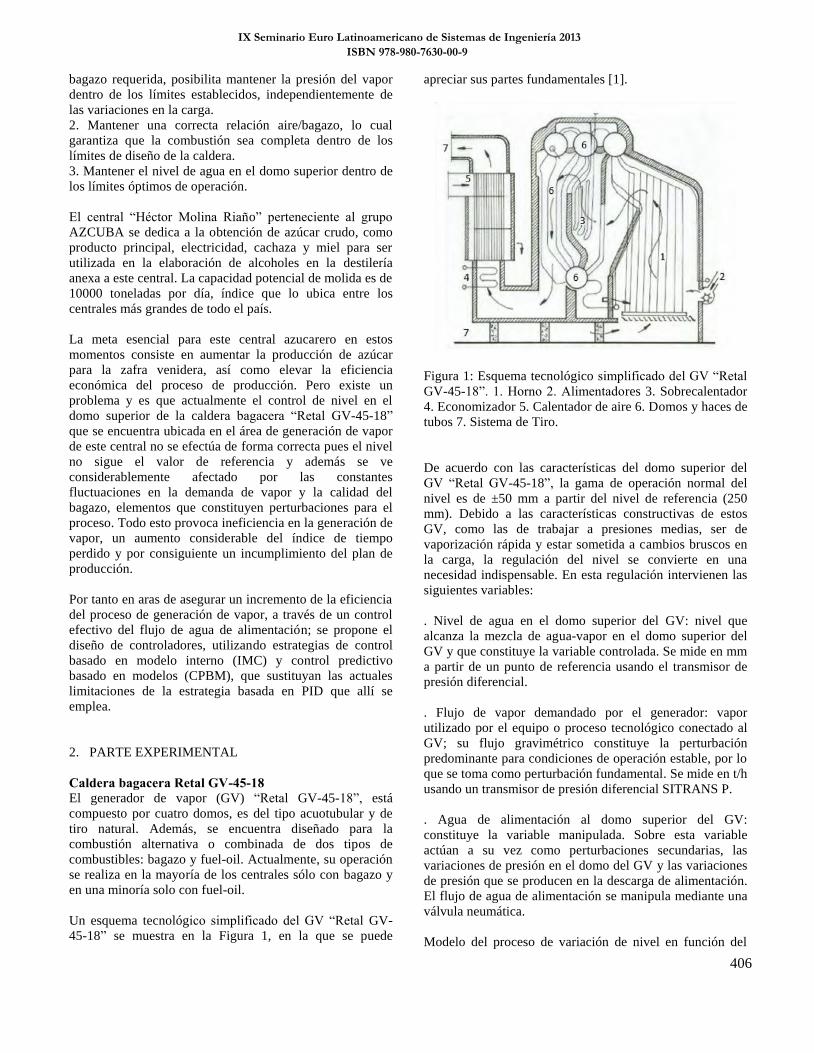
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013
ISBN 978-980-7630-00-9
406
bagazo requerida, posibilita mantener la presión del vapor
dentro de los límites establecidos, independientemente de
las variaciones en la carga.
2. Mantener una correcta relación aire/bagazo, lo cual
garantiza que la combustión sea completa dentro de los
límites de diseño de la caldera.
3. Mantener el nivel de agua en el domo superior dentro de
los límites óptimos de operación.
El central “Héctor Molina Riaño” perteneciente al grupo
AZCUBA se dedica a la obtención de azúcar crudo, como
producto principal, electricidad, cachaza y miel para ser
utilizada en la elaboración de alcoholes en la destilería
anexa a este central. La capacidad potencial de molida es de
10000 toneladas por día, índice que lo ubica entre los
centrales más grandes de todo el país.
La meta esencial para este central azucarero en estos
momentos consiste en aumentar la producción de azúcar
para la zafra venidera, así como elevar la eficiencia
económica del proceso de producción. Pero existe un
problema y es que actualmente el control de nivel en el
domo superior de la caldera bagacera “Retal GV-45-18”
que se encuentra ubicada en el área de generación de vapor
de este central no se efectúa de forma correcta pues el nivel
no sigue el valor de referencia y además se ve
considerablemente afectado por las constantes
fluctuaciones en la demanda de vapor y la calidad del
bagazo, elementos que constituyen perturbaciones para el
proceso. Todo esto provoca ineficiencia en la generación de
vapor, un aumento considerable del índice de tiempo
perdido y por consiguiente un incumplimiento del plan de
producción.
Por tanto en aras de asegurar un incremento de la eficiencia
del proceso de generación de vapor, a través de un control
efectivo del flujo de agua de alimentación; se propone el
diseño de controladores, utilizando estrategias de control
basado en modelo interno (IMC) y control predictivo
basado en modelos (CPBM), que sustituyan las actuales
limitaciones de la estrategia basada en PID que allí se
emplea.
2. PARTE EXPERIMENTAL
Caldera bagacera Retal GV-45-18 El generador de vapor (GV) “Retal GV-45-18”, está
compuesto por cuatro domos, es del tipo acuotubular y de
tiro natural. Además, se encuentra diseñado para la
combustión alternativa o combinada de dos tipos de
combustibles: bagazo y fuel-oil. Actualmente, su operación
se realiza en la mayoría de los centrales sólo con bagazo y
en una minoría solo con fuel-oil.
Un esquema tecnológico simplificado del GV “Retal GV-
45-18” se muestra en la Figura 1, en la que se puede
apreciar sus partes fundamentales [1].
Figura 1: Esquema tecnológico simplificado del GV “Retal
GV-45-18”. 1. Horno 2. Alimentadores 3. Sobrecalentador
4. Economizador 5. Calentador de aire 6. Domos y haces de
tubos 7. Sistema de Tiro.
De acuerdo con las características del domo superior del
GV “Retal GV-45-18”, la gama de operación normal del
nivel es de ±50 mm a partir del nivel de referencia (250
mm). Debido a las características constructivas de estos
GV, como las de trabajar a presiones medias, ser de
vaporización rápida y estar sometida a cambios bruscos en
la carga, la regulación del nivel se convierte en una
necesidad indispensable. En esta regulación intervienen las
siguientes variables:
. Nivel de agua en el domo superior del GV: nivel que
alcanza la mezcla de agua-vapor en el domo superior del
GV y que constituye la variable controlada. Se mide en mm
a partir de un punto de referencia usando el transmisor de
presión diferencial.
. Flujo de vapor demandado por el generador: vapor
utilizado por el equipo o proceso tecnológico conectado al
GV; su flujo gravimétrico constituye la perturbación
predominante para condiciones de operación estable, por lo
que se toma como perturbación fundamental. Se mide en t/h
usando un transmisor de presión diferencial SITRANS P.
. Agua de alimentación al domo superior del GV:
constituye la variable manipulada. Sobre esta variable
actúan a su vez como perturbaciones secundarias, las
variaciones de presión en el domo del GV y las variaciones
de presión que se producen en la descarga de alimentación.
El flujo de agua de alimentación se manipula mediante una
válvula neumática.
Modelo del proceso de variación de nivel en función del
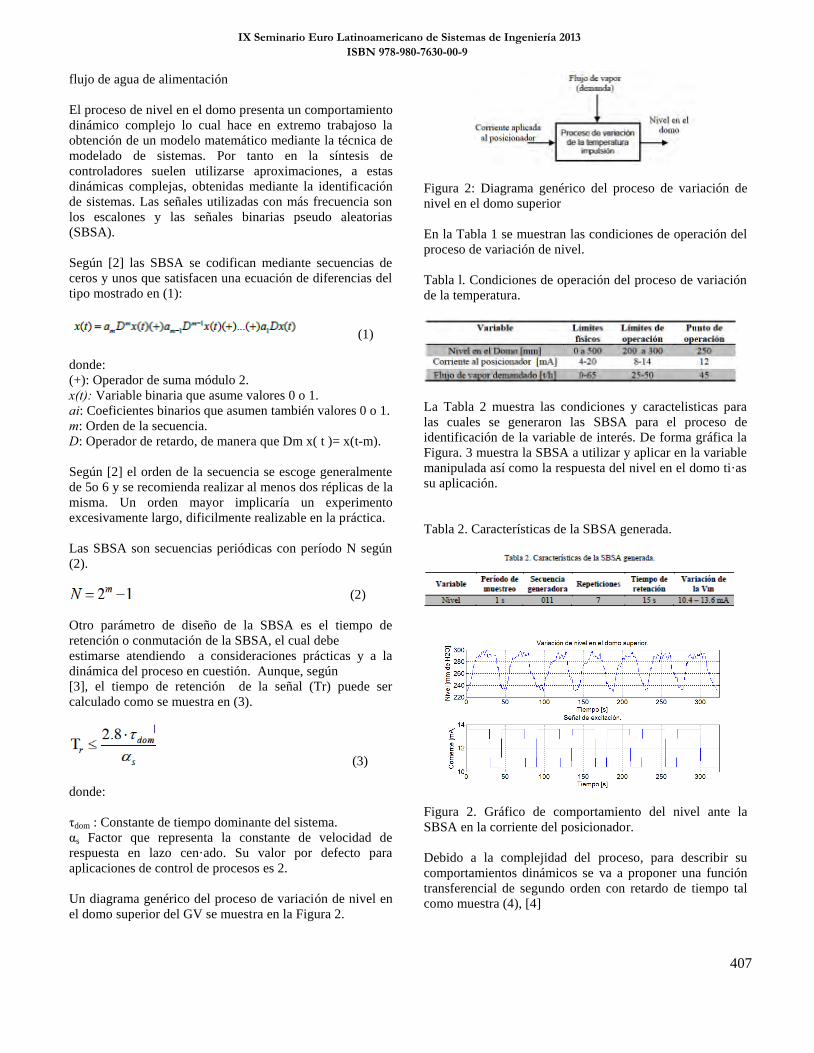
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013
ISBN 978-980-7630-00-9
407
flujo de agua de alimentación
El proceso de nivel en el domo presenta un comportamiento
dinámico complejo lo cual hace en extremo trabajoso la
obtención de un modelo matemático mediante la técnica de
modelado de sistemas. Por tanto en la síntesis de
controladores suelen utilizarse aproximaciones, a estas
dinámicas complejas, obtenidas mediante la identificación
de sistemas. Las señales utilizadas con más frecuencia son
los escalones y las señales binarias pseudo aleatorias
(SBSA).
Según [2] las SBSA se codifican mediante secuencias de
ceros y unos que satisfacen una ecuación de diferencias del
tipo mostrado en (1):
(1)
donde:
(+): Operador de suma módulo 2.
x(t): Variable binaria que asume valores 0 o 1.
ai: Coeficientes binarios que asumen también valores 0 o 1.
m: Orden de la secuencia.
D: Operador de retardo, de manera que Dm x( t )= x(t-m).
Según [2] el orden de la secuencia se escoge generalmente
de 5o 6 y se recomienda realizar al menos dos réplicas de la
misma. Un orden mayor implicaría un experimento
excesivamente largo, dificilmente realizable en la práctica.
Las SBSA son secuencias periódicas con período N según
(2).
(2)
Otro parámetro de diseño de la SBSA es el tiempo de
retención o conmutación de la SBSA, el cual debe
estimarse atendiendo a consideraciones prácticas y a la
dinámica del proceso en cuestión. Aunque, según
[3], el tiempo de retención de la señal (Tr) puede ser
calculado como se muestra en (3).
(3)
donde:
τdom : Constante de tiempo dominante del sistema.
αs Factor que representa la constante de velocidad de
respuesta en lazo cen·ado. Su valor por defecto para
aplicaciones de control de procesos es 2.
Un diagrama genérico del proceso de variación de nivel en
el domo superior del GV se muestra en la Figura 2.
Figura 2: Diagrama genérico del proceso de variación de
nivel en el domo superior
En la Tabla 1 se muestran las condiciones de operación del
proceso de variación de nivel.
Tabla l. Condiciones de operación del proceso de variación
de la temperatura.
La Tabla 2 muestra las condiciones y caractelisticas para
las cuales se generaron las SBSA para el proceso de
identificación de la variable de interés. De forma gráfica la
Figura. 3 muestra la SBSA a utilizar y aplicar en la variable
manipulada así como la respuesta del nivel en el domo ti·as
su aplicación.
Tabla 2. Características de la SBSA generada.
Figura 2. Gráfico de comportamiento del nivel ante la
SBSA en la corriente del posicionador.
Debido a la complejidad del proceso, para describir su
comportamientos dinámicos se va a proponer una función
transferencial de segundo orden con retardo de tiempo tal
como muestra (4), [4]
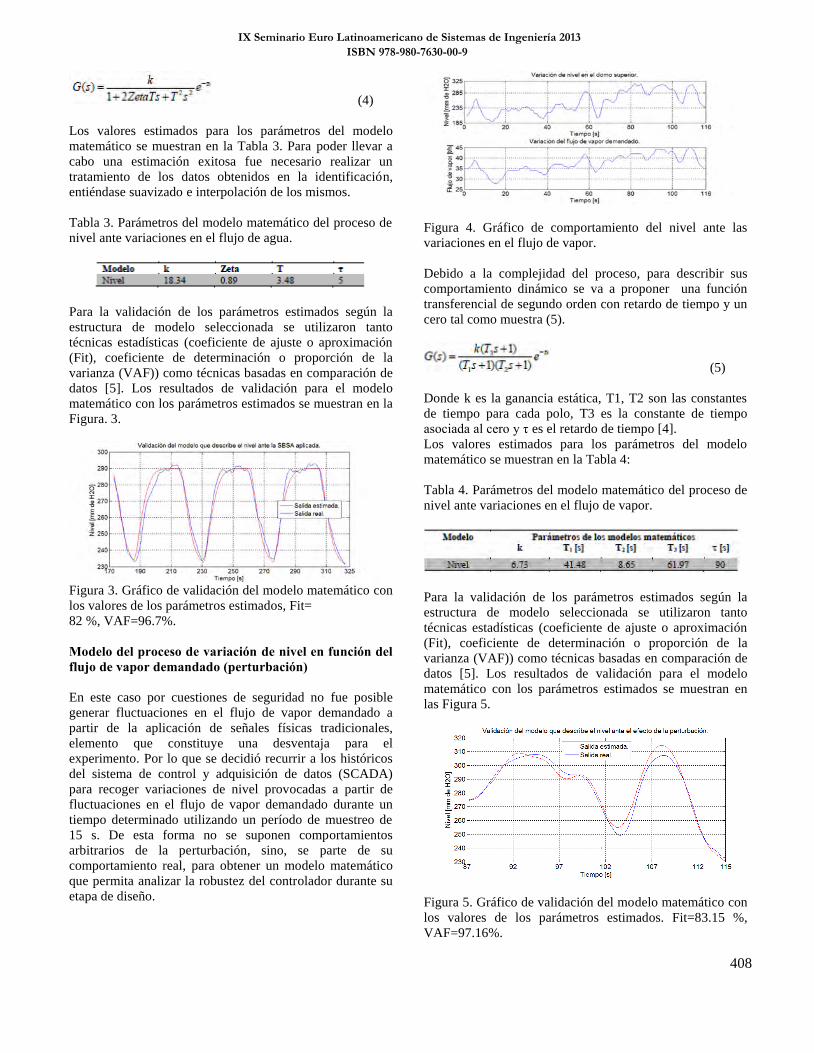
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013
ISBN 978-980-7630-00-9
408
(4)
Los valores estimados para los parámetros del modelo
matemático se muestran en la Tabla 3. Para poder llevar a
cabo una estimación exitosa fue necesario realizar un
tratamiento de los datos obtenidos en la identificación,
entiéndase suavizado e interpolación de los mismos.
Tabla 3. Parámetros del modelo matemático del proceso de
nivel ante variaciones en el flujo de agua.
Para la validación de los parámetros estimados según la
estructura de modelo seleccionada se utilizaron tanto
técnicas estadísticas (coeficiente de ajuste o aproximación
(Fit), coeficiente de determinación o proporción de la
varianza (VAF)) como técnicas basadas en comparación de
datos [5]. Los resultados de validación para el modelo
matemático con los parámetros estimados se muestran en la
Figura. 3.
Figura 3. Gráfico de validación del modelo matemático con
los valores de los parámetros estimados, Fit=
82 %, VAF=96.7%.
Modelo del proceso de variación de nivel en función del flujo de vapor demandado (perturbación)
En este caso por cuestiones de seguridad no fue posible
generar fluctuaciones en el flujo de vapor demandado a
partir de la aplicación de señales físicas tradicionales,
elemento que constituye una desventaja para el
experimento. Por lo que se decidió recurrir a los históricos
del sistema de control y adquisición de datos (SCADA)
para recoger variaciones de nivel provocadas a partir de
fluctuaciones en el flujo de vapor demandado durante un
tiempo determinado utilizando un período de muestreo de
15 s. De esta forma no se suponen comportamientos
arbitrarios de la perturbación, sino, se parte de su
comportamiento real, para obtener un modelo matemático
que permita analizar la robustez del controlador durante su
etapa de diseño.
Figura 4. Gráfico de comportamiento del nivel ante las
variaciones en el flujo de vapor.
Debido a la complejidad del proceso, para describir sus
comportamiento dinámico se va a proponer una función
transferencial de segundo orden con retardo de tiempo y un
cero tal como muestra (5).
(5)
Donde k es la ganancia estática, T1, T2 son las constantes
de tiempo para cada polo, T3 es la constante de tiempo
asociada al cero y τ es el retardo de tiempo [4].
Los valores estimados para los parámetros del modelo
matemático se muestran en la Tabla 4:
Tabla 4. Parámetros del modelo matemático del proceso de
nivel ante variaciones en el flujo de vapor.
Para la validación de los parámetros estimados según la
estructura de modelo seleccionada se utilizaron tanto
técnicas estadísticas (coeficiente de ajuste o aproximación
(Fit), coeficiente de determinación o proporción de la
varianza (VAF)) como técnicas basadas en comparación de
datos [5]. Los resultados de validación para el modelo
matemático con los parámetros estimados se muestran en
las Figura 5.
Figura 5. Gráfico de validación del modelo matemático con
los valores de los parámetros estimados. Fit=83.15 %,
VAF=97.16%.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013
ISBN 978-980-7630-00-9
409
3. RESULTADOS Y DISCUSIÓN
Diseño de controladores para el proceso de variación de temperatura en el horno secador
Teniendo en cuenta la presencia de perturbaciones
considerables en el flujo de vapor, se propone como
esquema de control el mostrado en la Figura 6. Para este
esquema se llevará a cabo el diseño de controladores que
sean capaces de suplir las limitaciones de la estrategia de
control PID que en estos momentos existe en el proceso
bajo estudio, de forma tal que redunde en una operación
mucho más eficiente y contribuya a un ahorro de energía en
la operación del generador de vapor. Tres controladores van
a ser estudiados y comparados: el controlador PID con
estructura convencional, el controlador IMC estándar y un
CPBM.
Figura 6. Esquema genérico utilizado para el diseño de los
controladores.
Todos estos controladores van a ser diseñados con el
objetivo de que describan un comportamiento dinámico
acorde a las especificaciones de diseño establecidas según
exigencias de operación para el proceso. El análisis del
desempeño de cada uno de los controladores se realizará en
base al por ciento de pico máximo (%Mp), tiempo de
establecimiento (Te) según el criterio del 2% y rechazo a
perturbaciones.
Especificaciones de diseño
A continuación se presentan las especificaciones de diseño
a tener en cuenta para la síntesis de cada uno de los
controladores. Con respecto a la velocidad de respuesta
nominal del proceso controlado, es posible comprobarla a
través del tiempo de establecimiento. Para el proceso bajo
estudio utilizando el modelo nominal se consideraría un
buen tiempo de establecimiento cualquier tiempo por
debajo de 3 minutos. El error de estado estacionario nulo
debe ser comprobado para una referencia variable que tome
valores entre 200 y 300 mm. De igual forma el porciento de
pico máximo debe ser mínimo para entradas tipo paso
escalón. El retardo de tiempo propio del proceso de
variación de nivel no llega a alcanzar el valor de la
constante de tiempo fundamental del sistema identificado,
sin embargo debe tenerse en cuenta. Como
modelo matemático de la perturbación se va a tomar el
modelo presentado en (5) y va a representar las variaciones
del nivel ante cambios en el flujo de vapor.
Controlador PID estándar
A partir de los métodos clásicos de diseño de controladores
PID estándar [6] se obtienen los valores iniciales de los
parámetros de la función transferencial para el controlador
PI resultante. Se debe resaltar que los valores finales no se
obtuvieron solamente de forma analítica, sino que se
necesitó de una etapa de prueba y error para lograr un
ajuste fino de estos. Logrando finalmente obtener la
función transferencial del PI que se muestra en (6).
(6)
Controlador IMC
En el diseño del controlador IMC [3], [7] se tuvo en cuenta
el retardo de tiempo presente en el modelo identificado y el
mismo fue reemplazado por una aproximación de Pade de
primer orden quedando definidas de esta forma, según el
modelo nominal de la planta, las componentes invertible y
no invertible del controlador. Estas se muestran en la
ecuación 7.
(7)
La función transferencial del controlador IMC resultante se
presenta en la ecuación 8, en función de la constante de
tiempo del filtro pasa bajo (Tf).
(8)
Existen varios criterios para la selección de Tf [3], [7]. Sin
embargo estos criterios solo aseguran un valor de partida
que debe ser mejorado a partir del método de prueba y
error. Un buen valor para Tf dado el modelo nominal de
la planta es Tf = 3.8.
Controlador predictivo basado en modelos
Para el diseño del CPBM [8], [9] fueron utilizados como
modelos de referencia para la planta y la perturbación los
modelos lineales descritos en (4) y (5) respectivamente.
Como función de coste a optimizar se utilizó la descrita en
(9), donde lo que se trata es de encontrar los valores
óptimos del flujo de agua (Qa), de forma tal que se
minimice el funcional J. Este funcional está definido como
una fórmula cuadrática del error entre la salida predicha y
la trayectoria de referencia más el esfuerzo de control. Con
el objetivo de llevar la salida al punto de operación deseado

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013
ISBN 978-980-7630-00-9
410
(250 mm) y además penalizar los esfuerzos de control para
evitar la saturación de los actuadores.
(9)
Como parámetros para el diseño del controlador se
seleccionaron un período de muestreo TS = 1s, un
horizonte de control Nu = 2 y un horizonte de predicción
NP = 20. En el diseño del controlador se tuvo en cuenta el
retardo de tiempo y se establecieron restricciones tanto para
la variable manipulada como para la variable controlada
(ver Tabla 5). En ambos casos fueron establecidos los
límites máximos y mínimos a alcanzar y las velocidades de
cambio para la variable manipulada.
Tabla 5. Restricciones de operación para el proceso.
Para llevar a cabo las simulaciones de los controladores
diseñados se le añadió a cada lazo de control un ruido de
forma tal que simule el efecto del burbujeo en el interior del
domo, acercando así el proceso a la realidad. Como puede
apreciarse en la Figura 7 la respuesta simulada del proceso
presenta mejores índices de desempeño utilizando un
CPBM que un IMC o PI concretamente, mejora los tiempos
de subida y establecimiento.
Dado que las pruebas para cada uno de los controladores
fueron realizadas vía simulación, no basta solo con mostrar
los datos que caracterizan las espuestas del proceso para los
diferentes controladores diseñados. No debe pasarse por
alto que en ocasiones este rendimiento se logra como
muestra la figura 9 sacrificando el movimiento de la
variable manipulada de forma diferente para cada
controlador.
Tal como muestra la figura, solo el CPBM satura la acción
de control, a diferencia del IMC y PI aspecto este que va a
garantizar un mayor tiempo de vida para el actuador en el
caso de los segundos. Sin embargo la saturación del
actuador es puntual y solo al inicio de la variación de la
referencia por lo cual teniendo en cuenta las mejoras que
ofrece el CPBM con respecto a Te y %Mp con respecto a
los otros controladores se puede afirmar que su desempeño
es mejor en todos los sentidos que el de los demás
controladores.
Figura 7. Respuesta del sistema controlado a un cambio en
la referencia
Efecto de la perturbación
El comportamiento de la perturbación va a ser descrito por
el modelo matemático representado en (5) y se asumirá una
variación en el flujo de vapor de 5 t/h a partir del valor
nominal. Para la simulación del efecto de la perturbación
sobre el sistema controlado se tuvo en cuenta que el
proceso hubiera alcanzado su valor de estado estacionario y
solo después se varió el flujo de vapor. De ahí que la Figura
8 muestre el efecto de la perturbación sobre el sistema
controlado para cada uno de los controladores diseñados.
Figura 8: Comportamiento dinámico de la salida del
proceso controlado ante una variación tipo paso en el flujo
de vapor.
Como se puede observar en la figura 8 el controlador que
mejor atenúa el efecto de la perturbación es el CPBM. Por
el contrario el controlador que peor atenúa el efecto de la
perturbación es el PID, sin dejar de resaltar que su
desempeño sigue siendo bueno. Es necesario al igual que
para la simulación anterior tener en cuenta el
comportamiento de la acción de control mientras que el PI
y el IMC tienen acciones suaves y sin oscilaciones el
CPBM mantiene una acción de control oscilatoria aunque
en una banda relativamente pequeña. Nuevamente el
controlador que mejores índices de desempeño (Te y %
Mp) alcanza es el CPBM mejorando en ambos sentidos los
comportamientos del IMC y PI.
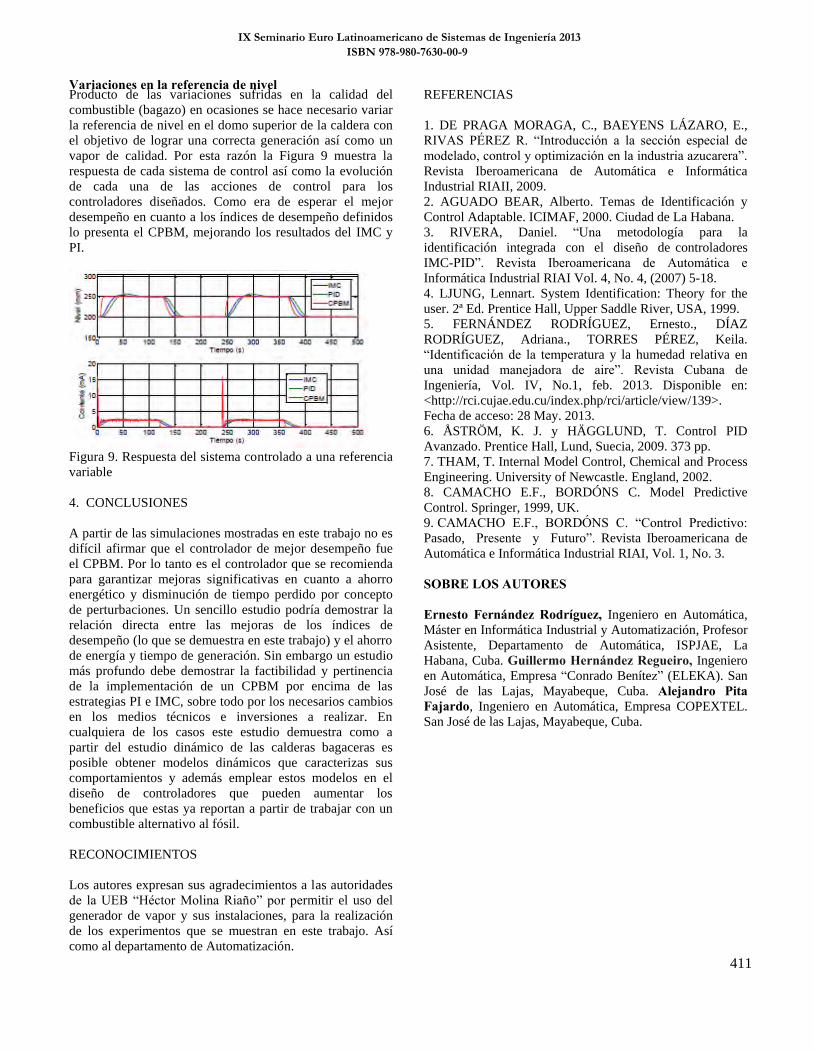
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013
ISBN 978-980-7630-00-9
411
Variaciones en la referencia de nivel Producto de las variaciones sufridas en la calidad del
combustible (bagazo) en ocasiones se hace necesario variar
la referencia de nivel en el domo superior de la caldera con
el objetivo de lograr una correcta generación así como un
vapor de calidad. Por esta razón la Figura 9 muestra la
respuesta de cada sistema de control así como la evolución
de cada una de las acciones de control para los
controladores diseñados. Como era de esperar el mejor
desempeño en cuanto a los índices de desempeño definidos
lo presenta el CPBM, mejorando los resultados del IMC y
PI.
Figura 9. Respuesta del sistema controlado a una referencia
variable
4. CONCLUSIONES
A partir de las simulaciones mostradas en este trabajo no es
difícil afirmar que el controlador de mejor desempeño fue
el CPBM. Por lo tanto es el controlador que se recomienda
para garantizar mejoras significativas en cuanto a ahorro
energético y disminución de tiempo perdido por concepto
de perturbaciones. Un sencillo estudio podría demostrar la
relación directa entre las mejoras de los índices de
desempeño (lo que se demuestra en este trabajo) y el ahorro
de energía y tiempo de generación. Sin embargo un estudio
más profundo debe demostrar la factibilidad y pertinencia
de la implementación de un CPBM por encima de las
estrategias PI e IMC, sobre todo por los necesarios cambios
en los medios técnicos e inversiones a realizar. En
cualquiera de los casos este estudio demuestra como a
partir del estudio dinámico de las calderas bagaceras es
posible obtener modelos dinámicos que caracterizas sus
comportamientos y además emplear estos modelos en el
diseño de controladores que pueden aumentar los
beneficios que estas ya reportan a partir de trabajar con un
combustible alternativo al fósil.
RECONOCIMIENTOS
Los autores expresan sus agradecimientos a las autoridades
de la UEB “Héctor Molina Riaño” por permitir el uso del
generador de vapor y sus instalaciones, para la realización
de los experimentos que se muestran en este trabajo. Así
como al departamento de Automatización.
REFERENCIAS
1. DE PRAGA MORAGA, C., BAEYENS LÁZARO, E.,
RIVAS PÉREZ R. “Introducción a la sección especial de
modelado, control y optimización en la industria azucarera”.
Revista Iberoamericana de Automática e Informática
Industrial RIAII, 2009.
2. AGUADO BEAR, Alberto. Temas de Identificación y
Control Adaptable. ICIMAF, 2000. Ciudad de La Habana.
3. RIVERA, Daniel. “Una metodología para la
identificación integrada con el diseño de controladores
IMC-PID”. Revista Iberoamericana de Automática e
Informática Industrial RIAI Vol. 4, No. 4, (2007) 5-18.
4. LJUNG, Lennart. System Identification: Theory for the
user. 2ª Ed. Prentice Hall, Upper Saddle River, USA, 1999.
5. FERNÁNDEZ RODRÍGUEZ, Ernesto., DÍAZ
RODRÍGUEZ, Adriana., TORRES PÉREZ, Keila.
“Identificación de la temperatura y la humedad relativa en
una unidad manejadora de aire”. Revista Cubana de
Ingeniería, Vol. IV, No.1, feb. 2013. Disponible en:
<http://rci.cujae.edu.cu/index.php/rci/article/view/139>.
Fecha de acceso: 28 May. 2013.
6. ÅSTRÖM, K. J. y HÄGGLUND, T. Control PID
Avanzado. Prentice Hall, Lund, Suecia, 2009. 373 pp.
7. THAM, T. Internal Model Control, Chemical and Process
Engineering. University of Newcastle. England, 2002.
8. CAMACHO E.F., BORDÓNS C. Model Predictive
Control. Springer, 1999, UK.
9. CAMACHO E.F., BORDÓNS C. “Control Predictivo:
Pasado, Presente y Futuro”. Revista Iberoamericana de
Automática e Informática Industrial RIAI, Vol. 1, No. 3.
SOBRE LOS AUTORES Ernesto Fernández Rodríguez, Ingeniero en Automática,
Máster en Informática Industrial y Automatización, Profesor
Asistente, Departamento de Automática, ISPJAE, La
Habana, Cuba. Guillermo Hernández Regueiro, Ingeniero
en Automática, Empresa “Conrado Benítez” (ELEKA). San
José de las Lajas, Mayabeque, Cuba. Alejandro Pita Fajardo, Ingeniero en Automática, Empresa COPEXTEL.
San José de las Lajas, Mayabeque, Cuba.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
412
DISEÑO DE UN CONTROLADOR MULTIVARIABLE IMC DESACOPLADO PARA UNA UNIDAD MANEJADORA DE AIRE
DESIGN OF AN IMC DECOUPLING MULTIVARIABLE CONTROLLER FOR AN AIR HANDLING UNIT
Ernesto Fernández Rodríguez1, Osmany Oramas Padrón1, Marcos A. Pérez Milián2 1
Departamento de Automática y Computación del ISPJAE. Av. 114 #11901, Marianao, CP 19390, La Habana,
Cuba. 2
Centro Nacional de Biopreparados. Carretera Bejucal, Mayabeque, Cuba
e-mail: [email protected]. RESUMEN: En este artículo se propone una estrategia de control por desacople basada en control por modelo interno entre la temperatura de impulsión y la humedad relativa de una Unidad Manejadora de Aire (UMA) la cual controla el clima de un local de formulaciones del Centro Nacional de Biopreparados (Bio-Cen). Para el diseño del controlador, primero se obtienen los modelos matemáticos de ambos procesos utilizando técnicas de identificación de sistemas mediante la aplicación de una señal binaria pseudoaleatoria (SBSA), después se obtienen los modelos matemáticos de la interacción entre ambas variables utilizando una señal tipo paso escalón. Finalmente se muestran los resultados obtenidos mediante simulación, así como la comparación del controlador propuesto con la actual estrategia de control con que opera el proceso, con el objetivo de demostrar el mejor desempeño de la propuesta realizada para el seguimiento de referencias y ante perturbaciones. Para realizar una propuesta más completa se tienen en cuenta en los resultados la evolución de las acciones de control para cada controlador. Palabras Claves: Control por desacople, señal binaria pseudoaleatoria, clima, IMC Abstract: In this paper it is propose a decoupling control strategy based in internal model control of the drive temperature and relative humidity of Air Handling Unit (AHU) which controls the climate of a formulations local in (Bio-Cen). To design the controller, first mathematical models are obtained in both processes using system identification techniques by applying a pseudo-random binary signal (PRBS), then it is get the mathematical models of interaction between the two variables using a step signal. Finally, the results obtained in the simulation are shown, as well as the comparison between the current control strategy and the proposed controller, in order to demonstrate the better performance of the proposal controller, following references and rejecting perturbations. Para realizar una propuesta más completa se tienen en cuenta en los resultados la evolución de las acciones de control para cada controlador. Keywords: Decoupling control, pseudo-random binary signal, climate, IMC
1. INTRODUCCIÓN
El Centro Nacional de Biopreparados (Bio-Cen) produce
medicamentos que están destinados primordialmente al
sistema de atención de la salud cubana y una parte de la
producción se destina a la exportación y comercialización en
divisas en aras de ayudar al autofinanciamiento del sistema y
a la adquisición de nuevas tecnologías. Este centro es una de
las principales instituciones de la biotecnología en Cuba y
acumula experiencia en distintas tecnologías de producción
de vacunas, biofármacos, medios de cultivo para
microbiología y antianémicos. El centro cuenta con la planta
de Producción de Parenterales 3 la cual está dedicada
fundamentalmente a la formulación, llenado y liofilización
de productos fármacos tales como el Heberpenta líquido, el
Heberprot-P y el Interferón. En ella se encuentra la sala de
Formulaciones I donde al llegar la solución del producto
previamente preparado, se le añade el Ingrediente
Farmacéutico Activo (IFA), y los excipientes como el
manitol y la albúmina. En esta sala se detectaron deficiencias
en el control de temperatura y humedad relativa por
parte de la UMA 1006 debido aperturbaciones ya que el flujo
de agua de enfriamiento y deshumificación se encuentra en
mal estado y este en ocasiones no llega con la temperatura
requerida de 8 °C, además existe un mal diseño en el circuito
de abastecimiento de agua que provoca que el caudal
suministrado a la manejadora no sea el correcto. El control
PID, presente en la planta, con el ajuste actual no garantiza
un control eficiente de la temperatura y la humedad relativa
debido a su vulnerabilidad frente a perturbaciones lo cual
provoca que muchos lotes tengan que ser desechados ya que
el producto no sale con la calidad requerida. En el año 2012
se realizaron dos proyectos que mejoraron el sistema de
control de la UMA utilizando estrategias de control por
modelo interno (IMC), con las cuales se redujo el efecto de
las perturbaciones aunque no lograron eliminarlas, pues no
se consideraron las interacciones entre la temperatura de
impulsión y la humedad relativa, ya que fueron trabajadas
ambas variables de forma independiente. [1]

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
413
Con la presente investigación se prevé eliminar el efecto de
la interacción entre ambas variables. Para ello se ha de
retomar el estudio de las investigaciones precedentes, pero
aportando mejoras en cuanto al modelado de la dinámica del
sistema y el diseño del algoritmo de regulación. El objetivo
del artículo no radica en precisar las deficiencias de los
estudios anteriores, sino más bien en mostrar los beneficios y
las mejoras que se introducen a partir de la presente
propuesta. La idea radica en la posibilidad de elevar el
rendimiento de la UMA ante posibles perturbaciones,
logrando minimizar sus efectos con la implementación de un
sistema de control multivariable utilizando técnicas de
control por desacople.
2. MATERIALES Y MÉTODOS
Descripción tecnológica La UMA 1006 se encuentra ubicada en el piso técnico de la
planta PP3 la cual recibe el aire del retorno, éste en su
recorrido pierde sus propiedades por eso es preciso adherirlo
con un aire de renovación para cambiar el dioxígeno y así no
recircular el mismo aire, después de esta mezcla pasa a
través de un pre-filtro, luego pasa a través de un filtro bolsa
de 0.5 micras, ambos filtros tienen un indicador de presión
para saber sus estados. Este aire choca con las baterías de
frío por las cuales circula agua fría proveniente de un
enfriador la cual lo enfría y deshumidifica, en dependencia
de la humedad relativa detectada por el sensor ubicado en los
conductos de retorno del aire se regula el flujo de agua fría a
través de la válvula de tres vías, controlando así la humedad
relativa que debe ser del 60 ± 10%. Luego pasa por los
recalentadores para el control de la temperatura. Estos
recalentadores consisten en dos baterías de resistencias, una
analógica y una digital. En el banco de resistencias analógico
se realiza el control de la temperatura de forma continua,
regulando la cantidad de corriente con que opera el mismo.
A mayor corriente eléctrica suministrada, mayor será la
temperatura generada (Estos valores de temperatura deben
estar entre 20 ± 2ºC). El valor de corriente necesario para la
temperatura adecuada se determina mediante una tabla que
emplea los valores de temperatura del flujo de impulsión y
de retorno para lo cual se encuentran instaladas dos sondas
en los respectivos conductos de ventilación. El controlador
realiza el análisis con cada par de valores de temperatura
censados y envía la señal de control en el rango de 0-10 V
hacia el banco de resistencias. Si no se logra la temperatura
adecuada se enciende el banco de resistencia digital
suministrando más calor, lo que sobre este no se tiene un
control continuo. Más adelante el ventilador hace circular el
aire por la red de ductos a través de la instalación, la falta de
flujo se detecta con un detector de flujo que manda una señal
digital 0 o 1, además se censa el valor de la presión del aire
de impulsión con presostatos diferenciales (transmisor de
presión diferencial), este valor es enviado al DDC y éste a su
vez manda una señal de 0-10V hacia el convertidor de
frecuencia de esta forma se controla el caudal de aire de
salida, posteriormente en el área existe un filtro Hepa para
garantizar que el aire que llega sea lo más limpio posible. [2]
El proceso cuenta con un cuarto de supervisión en el cual se
encuentra el sistema de control y adquisición de datos
(SCADA) donde se visualizan los valores de las diferentes
variables de interés y se puede actuar sobre el proceso
cambiando las condiciones de trabajo. El diagrama
tecnológico del proceso de clima es el que se ilustra en la
Figura 1. [2]
Figura 1: Diagrama tecnológico simplificado de la UMA
1006.
Requerimientos
El objetivo fundamental del diseño radica en la eliminación
de las perturbaciones que pueden ocurrir en ambas variables
debido a la interacción que existe entre ellas. En principio las
variaciones de la temperatura del agua fría que afecten el
control de temperatura de impulsión no deben reflejarse
como perturbaciones en el control de la humedad relativa, así
mismo variaciones de temperatura en el local que afecten el
control de la humedad relativa, no deben reflejarse como
perturbaciones en el control de la temperatura de impulsión.
Para mejorar y hacer más eficiente el sistema de control de
clima en el local, hay que lograr, para ambas variables, un
tiempo de establecimiento (Ts) inferior a los 25 minutos y un
porciento de pico máximo (%Mp) mínimo para entradas de
tipo paso escalón. Para la temperatura de impulsión se debe
lograr un error de estado estacionario (Eee) nulo para una
referencia de 19°C y en cuanto a la humedad relativa un
error de estado estacionario nulo para referencia del 60%.
Identificación del sistema
La identificación de sistemas para la obtención de modelos
matemáticos es el enfoque resulta generalmente más directo
y puede producir resultados a más corto plazo. Las señales
utilizadas con más frecuencia son los escalones y las SBSA.
La restricción más importante de esta solución es la

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
414
necesidad de introducir perturbaciones indeseables en el
proceso que a menudo tropiezan con la resistencia de los
operadores.
Según [3] las SBSA se codifican mediante secuencias de
ceros y unos que satisfacen una ecuación de diferencias del
tipo mostrado en (1):
(1)
donde:
(+): Operador de suma módulo 2.
x(t): Variable binaria que asume valores 0 o 1.
ai: Coeficientes binarios que asumen también valores 0 o 1.
m: Orden de la secuencia.
D: Operador de retardo, de manera que Dm x(t)= x(t-m).
Según [3] el orden de la secuencia se escoge generalmente
de 5 o 6 y se recomienda realizar al menos dos réplicas de la
misma. Un orden mayor implicaría un experimento
excesivamente largo, difícilmente realizable en la práctica.
Las SBSA son secuencias periódicas con período N según
(2).
N 2m 1 (2)
Otro parámetro de diseño de la SBSA es el tiempo de
retención o conmutación de la SBSA, el cual debe estimarse
atendiendo a consideraciones prácticas y a la dinámica del
proceso en cuestión. Aunque, según [4], el tiempo de
retención de la señal (Tr) puede ser calculado como se
muestra en (3).
(3)
donde:
dom: Constante de tiempo dominante del sistema.
s: Factor que representa la constante de velocidad de
respuesta en lazo cerrado. Su valor por defecto para
aplicaciones de control de procesos es 2.
Procesos de variación de temperatura de impulsión y humedad relativa En la Figura 2a se muestra el diagrama en bloques genérico
del proceso de variación de la temperatura de impulsión y en
la Tabla 1 aparecen las condiciones de operación. La Figura
2b muestra el diagrama en bloques genérico del proceso de
variación de la humedad relativa y en la Tabla 2 se observan las
condiciones de operación. [2]
Figura 2: Diagramas en bloques genéricos. (a) Variación de
la temperatura de impulsión. (b) Variación de la humedad
relativa.
Variables manipuladas: Tensión en el banco de resistencias
y tensión en la válvula de agua fría.
Variables controladas: Temperatura de impulsión y
humedad relativa del aire extraído.
Perturbaciones: Flujo del agua fría y temperatura del aire.
Tabla 1: Condiciones de operación del proceso de variación de la temperatura de impulsión.
Variable Límites
físicos Límites de operación
Punto de operación Controlada
[°C] 12 – 26 15 - 20 19
Manipulada [V]
0 – 10 4 - 10 7 Perturbación [m3/s]
0 – 3*10-3 0 - 3*10-3 1.8*10-3
Tabla 2: Condiciones de operación del proceso de variación
de la humedad relativa.
Variable Límites
físicos Límites de operación
Punto de operación Controlada
[%] 20 – 80 50 - 70 60
Manipulada [V]
0 – 10 3 – 7 4 Perturbación [°C]
14 – 26 17 - 22 19
Generación y aplicación de la SBSA
La Tabla 3 muestra las condiciones y características para las
cuales se generaron las SBSA para la identificación de los
procesos de interés. De forma gráfica en las Figuras 3 y 4 se
observan las SBSA a utilizar y aplicar en cada variable
manipulada, así como las respuestas de las variables a
controlar. En estos gráficos asociados a mediciones reales del
proceso y los gráficos de validación de modelos, el
comportamiento de las variables se presenta en función de
las muestras adquiridas según el período de muestreo
seleccionado en cada caso. [2]
Tabla 3. Características de las SBSA generadas. Figura 3: Temperatura de impulsión. (a) SBSA utilizada en
los experimentos de identificación. (b) Comportamiento de la
temperatura ante la SBSA aplicada.
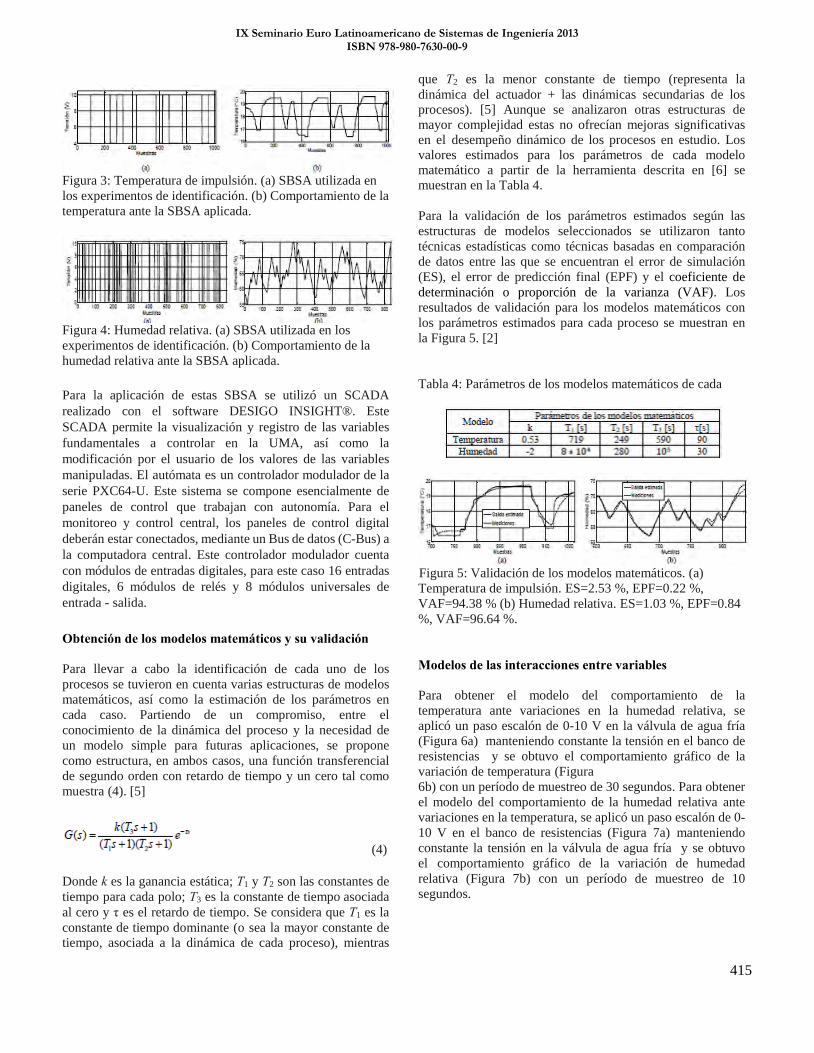
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
415
Figura 4: Humedad relativa. (a) SBSA utilizada en los
experimentos de identificación. (b) Comportamiento de la
humedad relativa ante la SBSA aplicada. Figura 3: Temperatura de impulsión. (a) SBSA utilizada en
los experimentos de identificación. (b) Comportamiento de la
temperatura ante la SBSA aplicada.
Figura 4: Humedad relativa. (a) SBSA utilizada en los
experimentos de identificación. (b) Comportamiento de la
humedad relativa ante la SBSA aplicada.
Para la aplicación de estas SBSA se utilizó un SCADA
realizado con el software DESIGO INSIGHT®. Este
SCADA permite la visualización y registro de las variables
fundamentales a controlar en la UMA, así como la
modificación por el usuario de los valores de las variables
manipuladas. El autómata es un controlador modulador de la
serie PXC64-U. Este sistema se compone esencialmente de
paneles de control que trabajan con autonomía. Para el
monitoreo y control central, los paneles de control digital
deberán estar conectados, mediante un Bus de datos (C-Bus) a
la computadora central. Este controlador modulador cuenta
con módulos de entradas digitales, para este caso 16 entradas
digitales, 6 módulos de relés y 8 módulos universales de
entrada - salida.
Obtención de los modelos matemáticos y su validación
Para llevar a cabo la identificación de cada uno de los
procesos se tuvieron en cuenta varias estructuras de modelos
matemáticos, así como la estimación de los parámetros en
cada caso. Partiendo de un compromiso, entre el
conocimiento de la dinámica del proceso y la necesidad de
un modelo simple para futuras aplicaciones, se propone
como estructura, en ambos casos, una función transferencial
de segundo orden con retardo de tiempo y un cero tal como
muestra (4). [5]
(4)
Donde k es la ganancia estática; T1 y T2 son las constantes de
tiempo para cada polo; T3 es la constante de tiempo asociada
al cero y τ es el retardo de tiempo. Se considera que T1 es la
constante de tiempo dominante (o sea la mayor constante de tiempo, asociada a la dinámica de cada proceso), mientras
que T2 es la menor constante de tiempo (representa la
dinámica del actuador + las dinámicas secundarias de los procesos). [5] Aunque se analizaron otras estructuras de
mayor complejidad estas no ofrecían mejoras significativas en el desempeño dinámico de los procesos en estudio. Los valores estimados para los parámetros de cada modelo matemático a partir de la herramienta descrita en [6] se
muestran en la Tabla 4.
Para la validación de los parámetros estimados según las
estructuras de modelos seleccionados se utilizaron tanto
técnicas estadísticas como técnicas basadas en comparación
de datos entre las que se encuentran el error de simulación
(ES), el error de predicción final (EPF) y el coeficiente de
determinación o proporción de la varianza (VAF). Los
resultados de validación para los modelos matemáticos con
los parámetros estimados para cada proceso se muestran en
la Figura 5. [2]
Tabla 4: Parámetros de los modelos matemáticos de cada
Figura 5: Validación de los modelos matemáticos. (a)
Temperatura de impulsión. ES=2.53 %, EPF=0.22 %,
VAF=94.38 % (b) Humedad relativa. ES=1.03 %, EPF=0.84
%, VAF=96.64 %.
Modelos de las interacciones entre variables
Para obtener el modelo del comportamiento de la
temperatura ante variaciones en la humedad relativa, se
aplicó un paso escalón de 0-10 V en la válvula de agua fría
(Figura 6a) manteniendo constante la tensión en el banco de
resistencias y se obtuvo el comportamiento gráfico de la
variación de temperatura (Figura
6b) con un período de muestreo de 30 segundos. Para obtener
el modelo del comportamiento de la humedad relativa ante
variaciones en la temperatura, se aplicó un paso escalón de 0-
10 V en el banco de resistencias (Figura 7a) manteniendo
constante la tensión en la válvula de agua fría y se obtuvo
el comportamiento gráfico de la variación de humedad
relativa (Figura 7b) con un período de muestreo de 10
segundos.
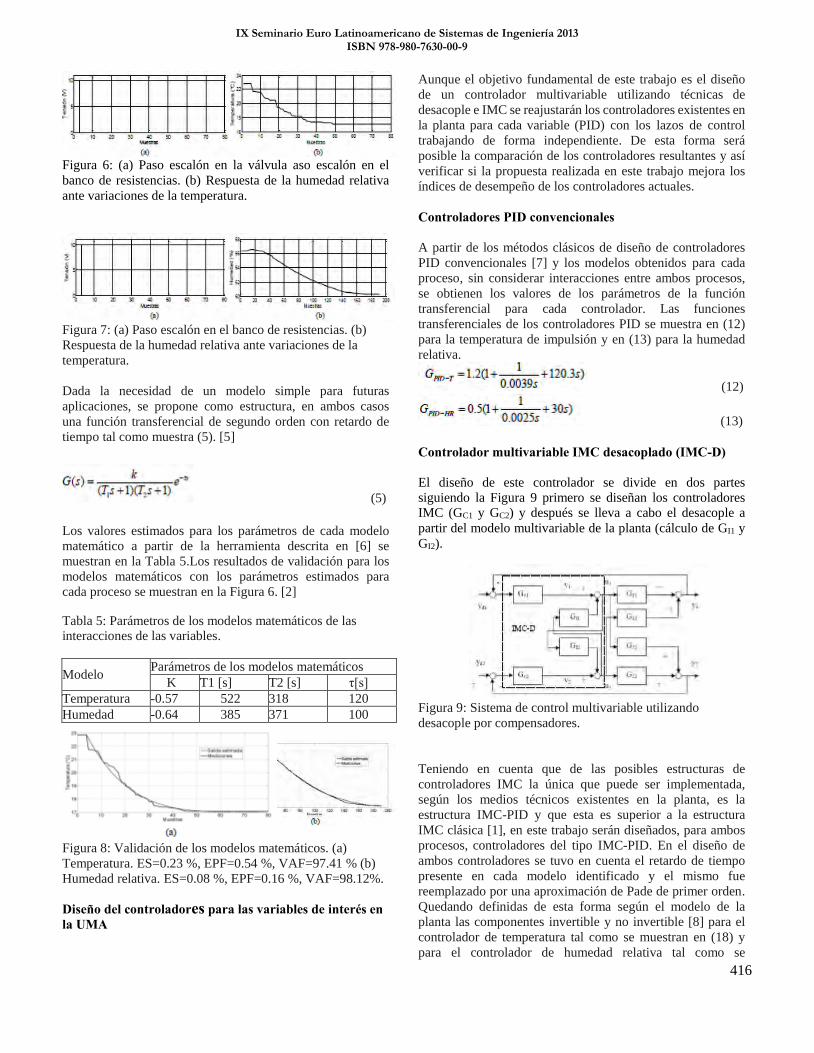
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
416
Figura 6: (a) Paso escalón en la válvula aso escalón en el
banco de resistencias. (b) Respuesta de la humedad relativa
ante variaciones de la temperatura.
Figura 7: (a) Paso escalón en el banco de resistencias. (b)
Respuesta de la humedad relativa ante variaciones de la
temperatura.
Dada la necesidad de un modelo simple para futuras
aplicaciones, se propone como estructura, en ambos casos
una función transferencial de segundo orden con retardo de
tiempo tal como muestra (5). [5]
(5)
Los valores estimados para los parámetros de cada modelo
matemático a partir de la herramienta descrita en [6] se
muestran en la Tabla 5.Los resultados de validación para los
modelos matemáticos con los parámetros estimados para
cada proceso se muestran en la Figura 6. [2]
Tabla 5: Parámetros de los modelos matemáticos de las interacciones de las variables.
Modelo Parámetros de los modelos matemáticos
K T1 [s] T2 [s] τ[s] Temperatura -0.57 522 318 120 Humedad -0.64 385 371 100
Figura 8: Validación de los modelos matemáticos. (a)
Temperatura. ES=0.23 %, EPF=0.54 %, VAF=97.41 % (b)
Humedad relativa. ES=0.08 %, EPF=0.16 %, VAF=98.12%.
Diseño del controladores para las variables de interés en la UMA
Aunque el objetivo fundamental de este trabajo es el diseño
de un controlador multivariable utilizando técnicas de
desacople e IMC se reajustarán los controladores existentes en
la planta para cada variable (PID) con los lazos de control
trabajando de forma independiente. De esta forma será
posible la comparación de los controladores resultantes y así
verificar si la propuesta realizada en este trabajo mejora los
índices de desempeño de los controladores actuales.
Controladores PID convencionales
A partir de los métodos clásicos de diseño de controladores
PID convencionales [7] y los modelos obtenidos para cada
proceso, sin considerar interacciones entre ambos procesos,
se obtienen los valores de los parámetros de la función
transferencial para cada controlador. Las funciones
transferenciales de los controladores PID se muestra en (12)
para la temperatura de impulsión y en (13) para la humedad
relativa.
(12)
(13)
Controlador multivariable IMC desacoplado (IMC-D) El diseño de este controlador se divide en dos partes
siguiendo la Figura 9 primero se diseñan los controladores IMC (GC1 y GC2) y después se lleva a cabo el desacople a
partir del modelo multivariable de la planta (cálculo de GI1 y
GI2).
Figura 9: Sistema de control multivariable utilizando
desacople por compensadores.
Teniendo en cuenta que de las posibles estructuras de
controladores IMC la única que puede ser implementada,
según los medios técnicos existentes en la planta, es la
estructura IMC-PID y que esta es superior a la estructura
IMC clásica [1], en este trabajo serán diseñados, para ambos
procesos, controladores del tipo IMC-PID. En el diseño de
ambos controladores se tuvo en cuenta el retardo de tiempo
presente en cada modelo identificado y el mismo fue
reemplazado por una aproximación de Pade de primer orden.
Quedando definidas de esta forma según el modelo de la
planta las componentes invertible y no invertible [8] para el
controlador de temperatura tal como se muestran en (18) y
para el controlador de humedad relativa tal como se

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
417
muestran en (19).
(18)
(19)
La función transferencial de los controladores resultantes se
presentan en (20) y (21), en función de las constantes de
tiempo de los filtros pasa bajo.
(20) Existen varios criterios para la selección de la constante de
tiempo del filtro f [4 y 8]. Sin embargo según [8] todos
estos criterios solo aseguran un valor de partida que debe
ser mejorado a partir del método de prueba y error. Un buen
valor de f para el control de la temperatura sería f =175 y
para la humedad relativa sería f = 80 , para estos valores se
va a garantizar que no exista sobre impulso de la variable
controlada y un aceptable rechazo a las perturbaciones.
Para diseñar la estrategia de desacople y el cálculo de los compensadores GI1 y GI2 [9] se consideran las interacciones
entre ambas variables tal como se muestra en la Figura 9. Esto trae consigo que cambien las acciones de control que para los controladores PID anteriores eran v1 y v2,
quedando para los IMC-PID diseñados como u1 y u2 tal
como se muestra en (22).
Partiendo de la Figura 9 es posible definir la salida del sistema controlado como (23).
Donde G(s) se muestra en (24):
Sustituyendo en (24) los modelos obtenidos en la etapa de identificación se llega a (25).
Las salidas del sistema de control teniendo en cuenta los
compensadores quedan como en (26).
y1 (G11 G12GI 2 )v1 (G11GI 1 G12 )v2
y2 (G21 G22GI 2 )v1 (G21GI 1 G22 )v2 (26)
Para eliminar las interacciones, o sea, que v1 solo afecte a
y1 y que v2 solo afecte a y2, entonces deben cumplirse (27)
y (28):
Teniendo cuenta estas condiciones y redefiniendo las
salidas se obtienen los valores de ambos compensadores
en (29) y (30):
3. RESULTADOS Y DISCUSIÓN En esta sección se presentan y analizan los resultados de
simulación a partir de los controladores diseñados (PID e
IMC-D). Se realizarán tres simulaciones fundamentales, la
primera para observar el comportamiento del sistema
siguiendo la referencia y ante perturbaciones y las otras dos
para observar el rechazo a perturbaciones que pueden
aparecer tanto en la temperatura de impulsión como en la
humedad relativa. Como perturbación al sistema de control
de la temperatura de impulsión se va a considerar una
variación de un 5 % en la humedad relativa y como
perturbación al sistema de control de la humedad relativa se
va a considerar una variación de 3 °C en la temperatura. Para
aplicar ambas perturbaciones se espera a que el sistema se
haya establecido en la referencia.
Las Figuras 14 y 15 muestran en detalles las respuestas de
los sistemas de control ante perturbaciones. Se presenta en
las Figuras 14a y 15a la comparación entre las respuestas de
los sistemas de control perturbados para cada variable,
mientras en las Figuras 14b y 15b se muestra el efecto en la
otra variable, producto del rechazo a la perturbación. Como
se esperaba mientras los controladores que existen en la
actualidad en la planta (PID) se ven afectados por la
interacción existente entre ambas variables el controlador
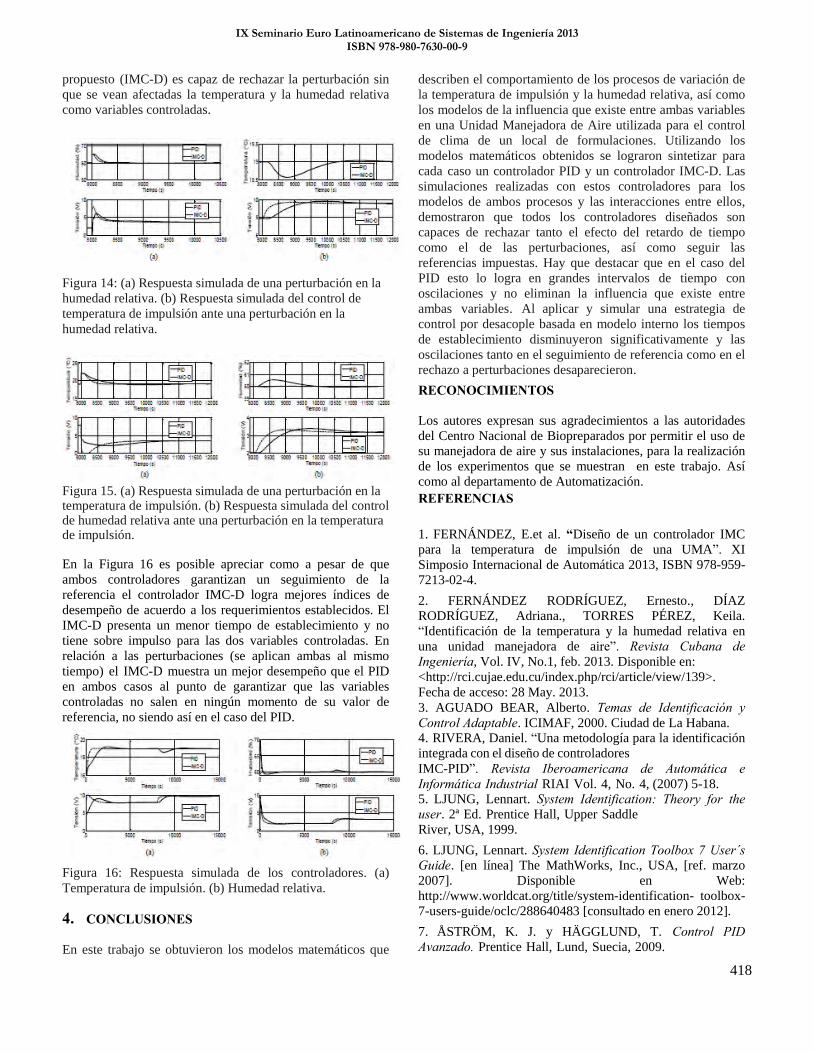
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
418
propuesto (IMC-D) es capaz de rechazar la perturbación sin
que se vean afectadas la temperatura y la humedad relativa
como variables controladas.
Figura 14: (a) Respuesta simulada de una perturbación en la
humedad relativa. (b) Respuesta simulada del control de
temperatura de impulsión ante una perturbación en la
humedad relativa.
Figura 15. (a) Respuesta simulada de una perturbación en la temperatura de impulsión. (b) Respuesta simulada del control de humedad relativa ante una perturbación en la temperatura de impulsión. En la Figura 16 es posible apreciar como a pesar de que
ambos controladores garantizan un seguimiento de la
referencia el controlador IMC-D logra mejores índices de
desempeño de acuerdo a los requerimientos establecidos. El
IMC-D presenta un menor tiempo de establecimiento y no
tiene sobre impulso para las dos variables controladas. En
relación a las perturbaciones (se aplican ambas al mismo
tiempo) el IMC-D muestra un mejor desempeño que el PID
en ambos casos al punto de garantizar que las variables
controladas no salen en ningún momento de su valor de
referencia, no siendo así en el caso del PID.
Figura 16: Respuesta simulada de los controladores. (a)
Temperatura de impulsión. (b) Humedad relativa.
4. CONCLUSIONES
En este trabajo se obtuvieron los modelos matemáticos que
describen el comportamiento de los procesos de variación de
la temperatura de impulsión y la humedad relativa, así como
los modelos de la influencia que existe entre ambas variables
en una Unidad Manejadora de Aire utilizada para el control
de clima de un local de formulaciones. Utilizando los
modelos matemáticos obtenidos se lograron sintetizar para
cada caso un controlador PID y un controlador IMC-D. Las
simulaciones realizadas con estos controladores para los
modelos de ambos procesos y las interacciones entre ellos,
demostraron que todos los controladores diseñados son
capaces de rechazar tanto el efecto del retardo de tiempo
como el de las perturbaciones, así como seguir las
referencias impuestas. Hay que destacar que en el caso del
PID esto lo logra en grandes intervalos de tiempo con
oscilaciones y no eliminan la influencia que existe entre
ambas variables. Al aplicar y simular una estrategia de
control por desacople basada en modelo interno los tiempos
de establecimiento disminuyeron significativamente y las
oscilaciones tanto en el seguimiento de referencia como en el
rechazo a perturbaciones desaparecieron.
RECONOCIMIENTOS
Los autores expresan sus agradecimientos a las autoridades
del Centro Nacional de Biopreparados por permitir el uso de
su manejadora de aire y sus instalaciones, para la realización
de los experimentos que se muestran en este trabajo. Así
como al departamento de Automatización.
REFERENCIAS
1. FERNÁNDEZ, E.et al. “Diseño de un controlador IMC
para la temperatura de impulsión de una UMA”. XI
Simposio Internacional de Automática 2013, ISBN 978-959-
7213-02-4.
2. FERNÁNDEZ RODRÍGUEZ, Ernesto., DÍAZ
RODRÍGUEZ, Adriana., TORRES PÉREZ, Keila.
“Identificación de la temperatura y la humedad relativa en
una unidad manejadora de aire”. Revista Cubana de Ingeniería, Vol. IV, No.1, feb. 2013. Disponible en:
<http://rci.cujae.edu.cu/index.php/rci/article/view/139>.
Fecha de acceso: 28 May. 2013.
3. AGUADO BEAR, Alberto. Temas de Identificación y Control Adaptable. ICIMAF, 2000. Ciudad de La Habana. 4. RIVERA, Daniel. “Una metodología para la identificación
integrada con el diseño de controladores
IMC-PID”. Revista Iberoamericana de Automática e Informática Industrial RIAI Vol. 4, No. 4, (2007) 5-18. 5. LJUNG, Lennart. System Identification: Theory for the user. 2ª Ed. Prentice Hall, Upper Saddle
River, USA, 1999.
6. LJUNG, Lennart. System Identification Toolbox 7 User´s Guide. [en línea] The MathWorks, Inc., USA, [ref. marzo
2007]. Disponible en Web:
http://www.worldcat.org/title/system-identification- toolbox-
7-users-guide/oclc/288640483 [consultado en enero 2012].
7. ÅSTRÖM, K. J. y HÄGGLUND, T. Control PID Avanzado. Prentice Hall, Lund, Suecia, 2009.

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
419
373 pp.
8. THAM, T. Internal Model Control, Chemical and Process Engineering. University of Newcastle.
England, 2002.
9. SKOGESTAD, S., POSTLETHWAITE, I.: Multivariable Feedback Control, Analysis and design. John Wiley & Sons. New York, USA, 2005.
SOBRE LOS AUTORES
Ernesto Fernández Rodríguez, Ingeniero en Automática,
Máster en Informática Industrial y Automatización, Profesor
Asistente, Departamento de Automática, ISPJAE, La
Habana, Cuba. Osmany Oramas Padrón, Ingeniero en
Automática, ISPJAE, La Habana, Cuba. Marcos Antonio Pérez Milián, Ingeniero en Automática, Jefe de
Automatización de la Planta de Parenterales del Centro
Nacional de Biopreparados, Mayabeque, Cuba

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
420
APLICACIÓN DEL MEF A LA INGENIERÍA Y LA BIOMECÁNICA
APPLICATION OF MEF TO ENGINEERING AND BIOMECHANICS
Roberto Andrés Estrada Cingualbres
Centro de Estudios CAD/CAM, Facultad de Ingeniería, Universidad de Holguín “Oscar Lucero Moya”, Cuba,
Vicedecano de Investigación y Posgrado, Doctor en Ciencias Técnicas, Profesor Titular
e-mail: [email protected]
RESUMEN: Un elemento característico de las universidades cubanas es el desarrollo de investigaciones científicas vinculadas a los
problemas del entorno, donde se articulan y complementan los trabajos desarrollados desde los programas académicos y las tareas
llevadas a cabo por los miembros de los grupos científicos estudiantiles, materializado en tesis de doctorado, maestrías, tesis de
culminación de estudios de pregrado, con su introducción en la práctica social y la elevación de la producción científica expresada en
participación en eventos, publicaciones científicas. En este trabajo se exponen los resultados y el impacto de la aplicación del Método
de los Elementos Finitos en la solución de problemas reales a partir de la actividad científica de los actores antes mencionados y el
desarrollo de valores en los estudiantes como parte de su formación profesional. Se mostrarán diferentes ejemplos de aplicación de este
novedoso método de análisis en el campo de la maquinaria y estructuras de diferentes tipos así como en estudios biomecánicos. Se
arriban a conclusiones sobre la necesidad de la aplicación de diferentes tipos de estudios en el campo del análisis de tensiones y las
ventajas que esto representa, no solo desde el punto de vista económico, de la fiabilidad del objeto en cuestión, sino también del
impacto medioambiental que aportan sus resultados
Palabras Claves: elementos finitos, biomecánica, ingeniería, posgrado académico, grupos científicos estudiantiles
ABSTRACT: A characteristic element of the Cuban universities is the development of scientific researches associated to the problems
of the environment, where there are articulated and supplemented the works developed from the Academic Programs and the tasks
carried out by the members of the student scientific groups, materialized in thesis of doctorate, masters, thesis of culmination of pre-
grade studies, with its introduction in the social practice and the increase of the scientific production expressed in the participation in
events, scientific publications. In this work the results and the impact of the application of the Method of the Finite Elements are
exposed in the solution of real problems starting from the scientific activity of the actors mentioned before and the development of
values in the students as part of its professional formation. Different examples of application of this novel analysis method will be
shown in the field of the machinery and structures of different types as well as in biomechanics studies. We can arrive to conclusions
about the necessity of the application of different types of studies in the field of the analysis of stresses and the advantages that this
represents, not alone from the economic point of view and the reliability of the object in question, but also from the environmental
impact that bring about their results
Keywords: finite elements, biomechanics, engineering, academic academic post-grade, student scientific groups
INTRODUCCIÓN
La Universidad del siglo XXI, como casa de altos estudios,
tiene un importante papel en la realización no solo de
actividades de formación profesional, sino que muy
entrelazada con ésta, realiza actividades de investigación,
desarrollo e innovación. Estas actividades han cambiado sus
características en los últimos años, dejando atrás el modelo
de la Universidad de Humboldt, donde se concebía la
investigación científica desvinculada de objetivos prácticos y
se producía en lo fundamental conocimiento básico y en
menor proporción se desarrollaba la investigación aplicada,
pasando a un nuevo modelo de producción del conocimiento
donde la investigación y la formación académica en su tercer
ciclo se articulan estrechamente con los procesos de
innovación.
Se hace necesario cada vez más a tenor de los cambios de las
relaciones productivas en las empresas y las
transformaciones que se desarrollan en la universidad,
acercar ésta a los sectores productivos en un contexto donde
el conocimiento incrementa su importancia económica y
social.
Es por ello que la universidad tiene que ser una institución
donde la investigación y la formación de alto nivel ocupen
un lugar central, conectando la ciencia universitaria con el
sector productivo, perfeccionando las políticas públicas, pero
sin perder la especificidad de la universidad (Núñez, 2013).
La investigación científica en las Instituciones de la
Educación Superior debe responder además a los objetivos
de elevar el nivel científico-tecnológico del contenido de la
enseñanza y la formación y desarrollo de habilidades y
hábitos de trabajo científico tanto en profesores como
estudiantes (Tristá, 2004).
En la red de instituciones de Educación Superior en Cuba los
Centros de Estudios están formados por profesores-
investigadores cuya misión fundamental es la actividad
científica, muy ligada a la formación académica de tercer
ciclo y su inserción en la formación profesional del
estudiante de pregrado a través de la participación de sus

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
421
miembros en las asignaturas del currículo de la carrera y la
dirección de los grupos científicos estudiantiles.
El Centro de Estudios CAD/CAM (Computer Aided
Design/Computer Aided Manufacturing) perteneciente a la
Facultad de Ingeniería de la Universidad de Holguín, es un
centro de excelencia fundado en el año 1985 el cual tiene
como misión “Obtener resultados investigativos de alto
impacto en la solución de problemas científico-técnicos
dentro y fuera del país, basado en una fuerte relación
universidad-entorno que posibilita contribuir
económicamente al sostenimiento de este Centro de
Educación Superior, teniendo como base un colectivo de
excelencia con una sólida formación científica en las
tecnologías CAD/CAM”. El mismo cuenta con un programa
de maestría acreditado el cual desarrolla su 7ma edición, dos
de ellas desarrolladas en diferentes estados de la República
Bolivariana de Venezuela y lleva a cabo la salida en
CAD/CAM del recientemente aprobado Doctorado
Curricular Colaborativo en Ingeniería Mecánica con la
Universidad de Oriente en Santiago de Cuba.
Entre los temas de investigación que se desarrollan en el
Centro de Estudios CAD/CAM, se encuentra la Aplicación
del Método de los Elementos Finitos (MEF en castellano o
FEM en inglés) a la ingeniería y la biomecánica, al cual
pertenecen cinco profesores a tiempo completo y
colaboradores de las empresas del territorio, así como
doctorandos, maestrantes y miembros del Grupo Científico
Estudiantil en una masa que oscila permanentemente en
alrededor de 15 miembros de estos tres últimos actores.
La asignatura de Análisis por Elementos Finitos se imparte
en el 3er año de la carrera de Ingeniería Mecánica y en los
programas de maestrías de CAD/CAM, Máquinas Agrícolas
y Mantenimiento y Reacondicionamiento de Piezas, así
como en el programa de doctorado curricular, dividido en
dos módulos, uno básico y otro avanzado.
La vinculación e interrelación entre los elementos sustantivos
que conforman este tema de investigación, ha permitido
conformar un proceso donde los estudiantes participan en
investigaciones básicas, aplicadas y de innovación a partir de
los problemas científicos focalizados en diferentes empresas,
siempre con un alcance en función del grado de formación
del investigador en cuestión.
MÉTODOS
Los métodos de diseño y análisis en el siglo XXI, al igual
que las herramientas empleadas para su ejecución, tienen
diferencias sustanciales respecto a las utilizadas en los siglos
anteriores. El empleo de ordenadores cada vez más potentes
para llevar a cabo estas tareas, así como la aparición de
software cada vez más versátiles que emplean los constantes
avances que se obtienen en la aplicación de los métodos
numéricos, han permitido estos acelerados pasos de
desarrollo tecnológico disminuyendo considerablemente el
período de investigación-desarrollo del nuevo producto y
sustituyendo el antiguo Método de Prototipo-Prueba
imperante hasta los años 90 del siglo pasado.
El MEF es un método numérico general para la
aproximación de soluciones de ecuaciones diferenciales
parciales muy utilizado en diversos problemas de ingeniería
y física. Está pensado para ser usado en computadoras y
permite resolver ecuaciones diferenciales asociadas a un
problema físico sobre geometrías complicadas. El MEF se
usa en el diseño y mejora de productos y aplicaciones
industriales, así como en la simulación de sistemas físicos y
biológicos complejos. La variedad de problemas a los que
puede aplicarse ha crecido enormemente, siendo el requisito
básico que las ecuaciones constitutivas y ecuaciones de
evolución temporal del problema a considerar sean conocidas
de antemano. El diseñador deberá responder a las siguientes
interrogantes, ¿se romperá, se deformará, se calentará
demasiado, podrá disminuirse el volumen de metal?. En los
últimos años con los avances obtenidos en las técnicas y
equipos de procesamiento de imágenes, conjuntamente con
los adelantos en la determinación de los modelos
constitutivos de diferentes órganos humanos es una
herramienta imprescindible en la biomecánica
computacional.
Se presenta a continuación una muestra de los trabajos
llevados a cabo por investigadores, maestrantes y miembros
del grupo científico estudiantil del tema antes señalado.
RESULTADOS
Aplicación del MEF a la ingeniería.
Los cambios climáticos producidos en el planeta en los
últimos años hacen del Caribe una zona de alta
vulnerabilidad ante huracanes, cada vez son más frecuentes
los huracanes de categoría 5 según la escala de Saffir-
Simpson, con vientos que superan los 250 km/h, basta
apreciar los datos, en la década de los 80 se formaron en el
Atlántico tres tormentas que alcanzaron esta categoría, en los
90 dos y en la última década ocho. El huracán Mitch (Figura
1 a) fue uno de los ciclones tropicales más poderosos y
mortales que se han visto en la era moderna, teniendo una
velocidad máxima de vientos sostenidos de 290 km/h, causó
miles de millones de dólares en pérdidas materiales (National
Hurricane Center, 1998). El ciclón Ike, (apodado el leñador),
causó grandes estragos en el fondo habitacional de la
provincia de Holguín la noche del 8 al 9 de Septiembre del
2008, también causó grandes estragos en la infraestructura
industrial y de obras sociales, las torres de comunicaciones y
la vegetación de la ciudad de Holguín (Figura 1 b y c).
(a) (b)
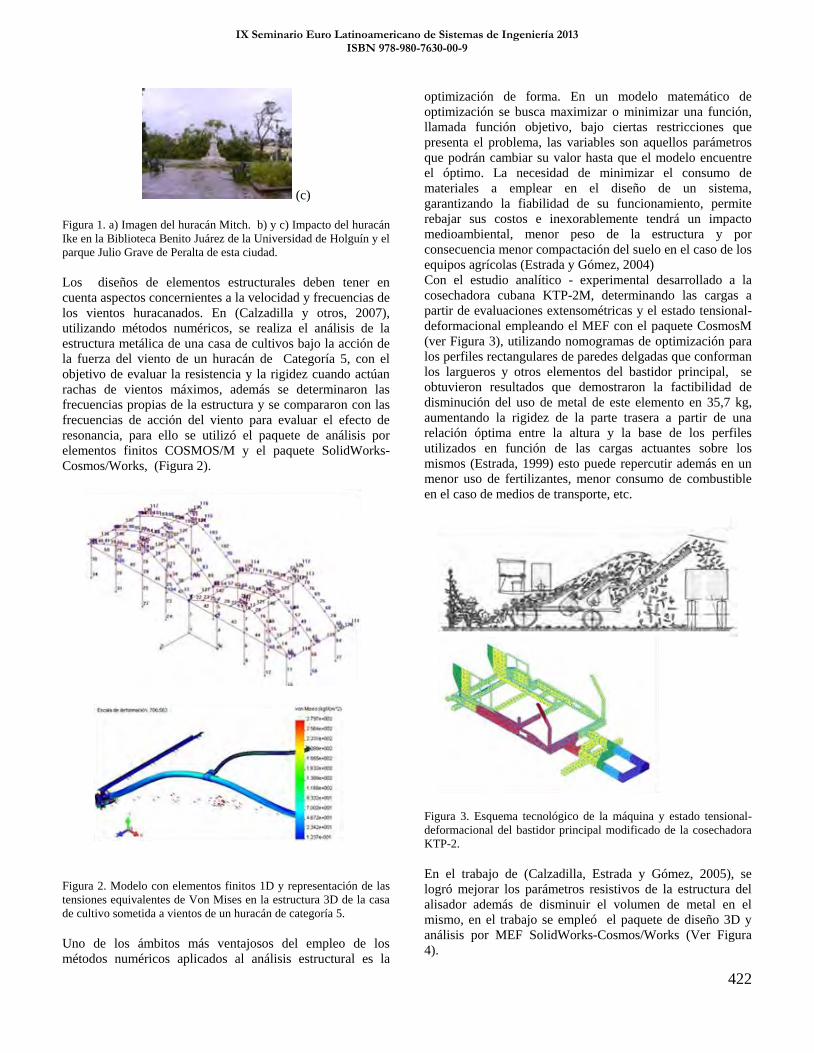
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
422
(c)
Figura 1. a) Imagen del huracán Mitch. b) y c) Impacto del huracán
Ike en la Biblioteca Benito Juárez de la Universidad de Holguín y el
parque Julio Grave de Peralta de esta ciudad.
Los diseños de elementos estructurales deben tener en
cuenta aspectos concernientes a la velocidad y frecuencias de
los vientos huracanados. En (Calzadilla y otros, 2007),
utilizando métodos numéricos, se realiza el análisis de la
estructura metálica de una casa de cultivos bajo la acción de
la fuerza del viento de un huracán de Categoría 5, con el
objetivo de evaluar la resistencia y la rigidez cuando actúan
rachas de vientos máximos, además se determinaron las
frecuencias propias de la estructura y se compararon con las
frecuencias de acción del viento para evaluar el efecto de
resonancia, para ello se utilizó el paquete de análisis por
elementos finitos COSMOS/M y el paquete SolidWorks-
Cosmos/Works, (Figura 2).
Figura 2. Modelo con elementos finitos 1D y representación de las
tensiones equivalentes de Von Mises en la estructura 3D de la casa
de cultivo sometida a vientos de un huracán de categoría 5.
Uno de los ámbitos más ventajosos del empleo de los
métodos numéricos aplicados al análisis estructural es la
optimización de forma. En un modelo matemático de
optimización se busca maximizar o minimizar una función,
llamada función objetivo, bajo ciertas restricciones que
presenta el problema, las variables son aquellos parámetros
que podrán cambiar su valor hasta que el modelo encuentre
el óptimo. La necesidad de minimizar el consumo de
materiales a emplear en el diseño de un sistema,
garantizando la fiabilidad de su funcionamiento, permite
rebajar sus costos e inexorablemente tendrá un impacto
medioambiental, menor peso de la estructura y por
consecuencia menor compactación del suelo en el caso de los
equipos agrícolas (Estrada y Gómez, 2004)
Con el estudio analítico - experimental desarrollado a la
cosechadora cubana KTP-2M, determinando las cargas a
partir de evaluaciones extensométricas y el estado tensional-
deformacional empleando el MEF con el paquete CosmosM
(ver Figura 3), utilizando nomogramas de optimización para
los perfiles rectangulares de paredes delgadas que conforman
los largueros y otros elementos del bastidor principal, se
obtuvieron resultados que demostraron la factibilidad de
disminución del uso de metal de este elemento en 35,7 kg,
aumentando la rigidez de la parte trasera a partir de una
relación óptima entre la altura y la base de los perfiles
utilizados en función de las cargas actuantes sobre los
mismos (Estrada, 1999) esto puede repercutir además en un
menor uso de fertilizantes, menor consumo de combustible
en el caso de medios de transporte, etc.
Figura 3. Esquema tecnológico de la máquina y estado tensional-
deformacional del bastidor principal modificado de la cosechadora
KTP-2.
En el trabajo de (Calzadilla, Estrada y Gómez, 2005), se
logró mejorar los parámetros resistivos de la estructura del
alisador además de disminuir el volumen de metal en el
mismo, en el trabajo se empleó el paquete de diseño 3D y
análisis por MEF SolidWorks-Cosmos/Works (Ver Figura
4).
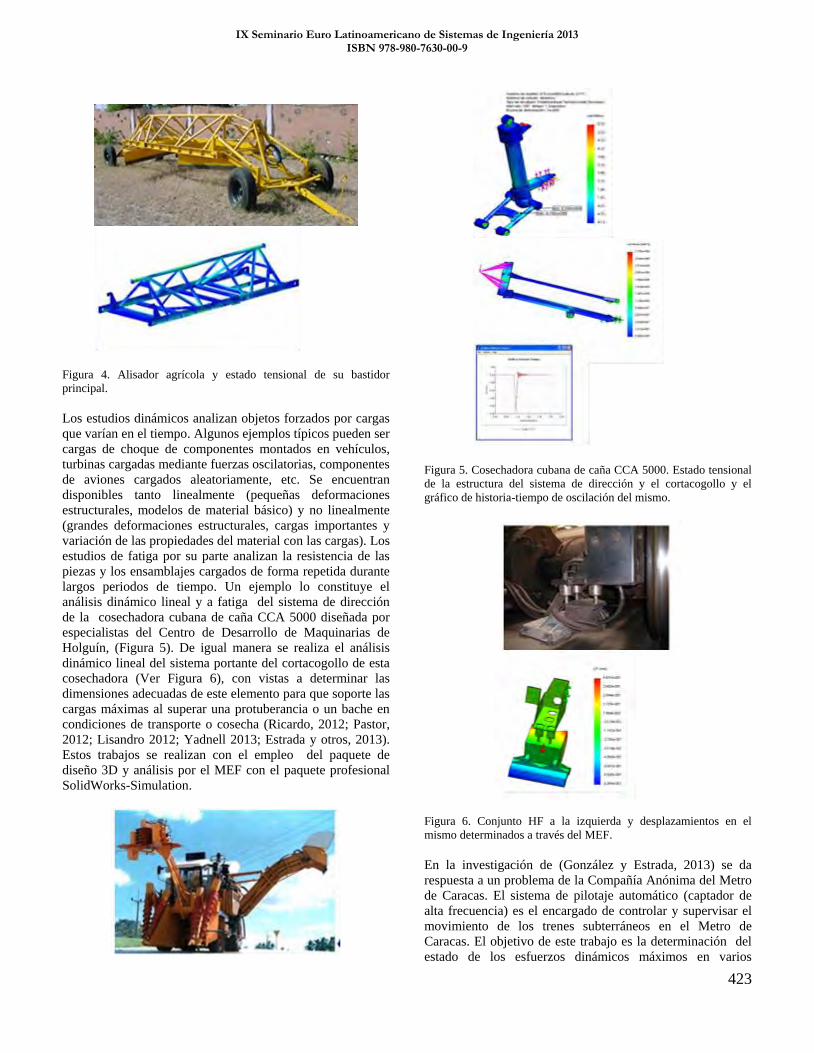
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
423
Figura 4. Alisador agrícola y estado tensional de su bastidor
principal.
Los estudios dinámicos analizan objetos forzados por cargas
que varían en el tiempo. Algunos ejemplos típicos pueden ser
cargas de choque de componentes montados en vehículos,
turbinas cargadas mediante fuerzas oscilatorias, componentes
de aviones cargados aleatoriamente, etc. Se encuentran
disponibles tanto linealmente (pequeñas deformaciones
estructurales, modelos de material básico) y no linealmente
(grandes deformaciones estructurales, cargas importantes y
variación de las propiedades del material con las cargas). Los
estudios de fatiga por su parte analizan la resistencia de las
piezas y los ensamblajes cargados de forma repetida durante
largos periodos de tiempo. Un ejemplo lo constituye el
análisis dinámico lineal y a fatiga del sistema de dirección
de la cosechadora cubana de caña CCA 5000 diseñada por
especialistas del Centro de Desarrollo de Maquinarias de
Holguín, (Figura 5). De igual manera se realiza el análisis
dinámico lineal del sistema portante del cortacogollo de esta
cosechadora (Ver Figura 6), con vistas a determinar las
dimensiones adecuadas de este elemento para que soporte las
cargas máximas al superar una protuberancia o un bache en
condiciones de transporte o cosecha (Ricardo, 2012; Pastor,
2012; Lisandro 2012; Yadnell 2013; Estrada y otros, 2013).
Estos trabajos se realizan con el empleo del paquete de
diseño 3D y análisis por el MEF con el paquete profesional
SolidWorks-Simulation.
Figura 5. Cosechadora cubana de caña CCA 5000. Estado tensional
de la estructura del sistema de dirección y el cortacogollo y el
gráfico de historia-tiempo de oscilación del mismo.
Figura 6. Conjunto HF a la izquierda y desplazamientos en el
mismo determinados a través del MEF.
En la investigación de (González y Estrada, 2013) se da
respuesta a un problema de la Compañía Anónima del Metro
de Caracas. El sistema de pilotaje automático (captador de
alta frecuencia) es el encargado de controlar y supervisar el
movimiento de los trenes subterráneos en el Metro de
Caracas. El objetivo de este trabajo es la determinación del
estado de los esfuerzos dinámicos máximos en varios

IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
424
modelos del soporte con el empleo del MEF a partir de la
densidad espectral de potencia de las cargas y las
aceleraciones máximas determinadas con anterioridad en
evaluaciones extensométricas realizadas al mismo, teniendo
en cuenta las frecuencias propias de oscilación del conjunto.
Los altos valores de tensiones que ocurren son la causa de la
aparición de las grietas y su desarrollo trae como
consecuencia la aparición de elevados niveles de vibraciones
lo que conllevan al descontrol en el funcionamiento del
sistema y la necesidad de su reparación o sustitución
prematura. Se diseñó y analizó un nuevo modelo de soporte,
más rígido, donde conjuntamente con la elevación de la
resistencia, se mejora notablemente su comportamiento ante
las cargas dinámicas (Ver Figura 7), estos resultados se
encuentran en estado de validación experimental para su
introducción.
Figura 7. Imagen de la Cabria y modelo numérico con elementos
3D y 1 D de su estructura
El gobierno venezolano en aras de alcanzar la soberanía
económica lleva a cabo la asimilación de la tecnología para
la fabricación propia de diferentes elementos que conforman
los taladros de perforación de petróleo importados de
empresas internacionales hasta la fecha. En este ámbito se
desarrolla la investigación empleando la simulación
numérica del estudio tensional-deformacional de los
elementos estructurales que conforman la Cabria (del Monte,
2013). La Cabria de perforación tiene la función de orientar y
sostener los tubos de perforación y de revestimiento al
introducirlos o extraerlos del pozo durante el proceso de
perforación. Su estructura principal es continua desde la base
hasta el extremo superior donde se apoya en el bloque
corona, se divide en cuatro secciones y es clasificada como
de tipo armadura de acero rígida, tiene forma piramidal. El
estado tensional durante el trabajo, se agudiza en los
momentos de su izaje y durante la operación del taladro, se
incluyen además, las tensiones generadas por las condiciones
de estabilidad de la misma bajo la acción de la velocidad del
viento cuando alcanza valores máximos (Ver Figura 8).
Figura. 8 Modelos numéricos de diferentes implantes utilizados en
Cuba en la consolidación de fracturas de cadera.
Aplicación del MEF a la Biomecánica.
En el mundo el número de fracturas de cadera calculado fue
de 1,66 millones en 1990 y se estima que podría aumentar a
6,26 millones para el 2050. En Estados Unidos ocurren 340
000 fracturas de cadera por año en la actualidad y se prevé
que pasen a 650 000 en el 2050, habiéndose calculado su
coste anual a finales del siglo pasado cercano a los 10
billones de dólares. En España por ejemplo, se dan unos 35
000 casos de fracturas proximales al año. En Cuba se
presenta una situación similar a la de países desarrollados,
siendo las causas fundamentales del aumento de las fracturas
de cadera, el incremento de la esperanza de vida y de los
accidentes del tránsito sobre todo en aquellos donde se ven
involucrados motoristas, ciclistas, y peatones de la tercera
edad (Ramos Botello, Y; Estrada Cingualbres, R y Bosch
Cabrera 2013).
Con las investigaciones realizadas en (Estrada Cingualbres,
R; Ramos Botello, Y y Bosch Cabrera, J, 2011; Estrada
Cinqualbres, R y otros, 2013) se ha avanzado en el
conocimiento del comportamiento biomecánico del conjunto
hueso-implante. En estas investigaciones se presentan los
resultados del análisis numérico realizado a un grupo de
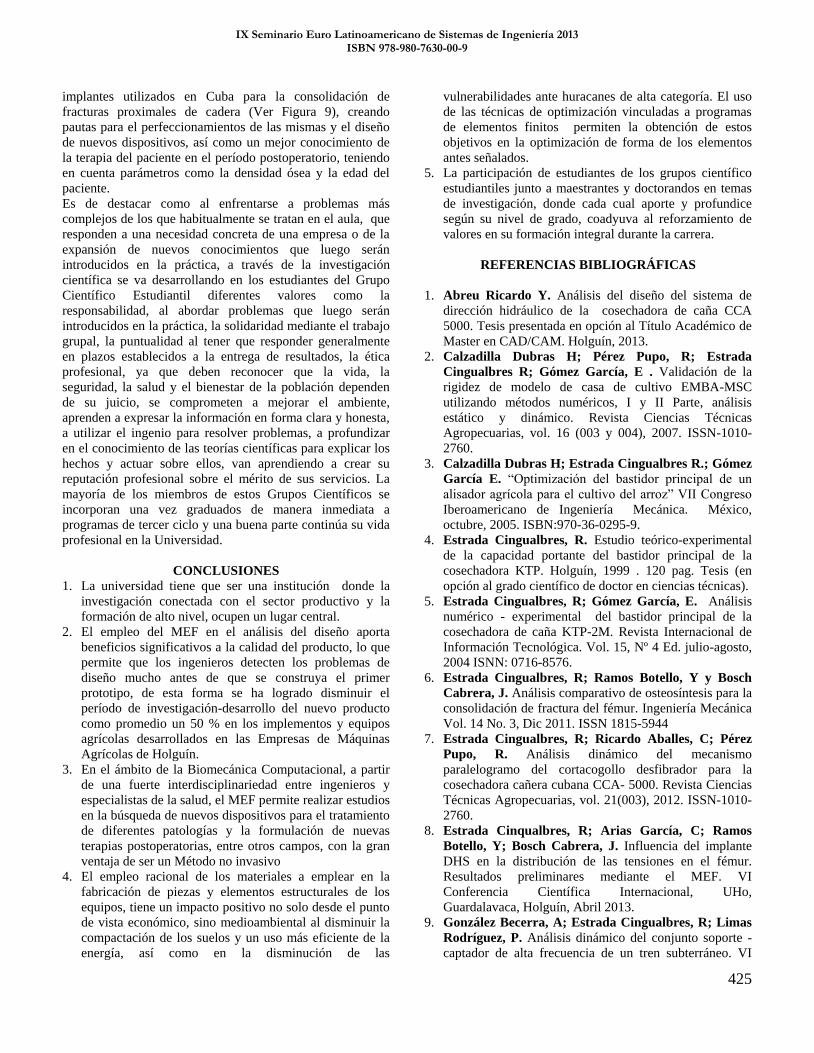
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
425
implantes utilizados en Cuba para la consolidación de
fracturas proximales de cadera (Ver Figura 9), creando
pautas para el perfeccionamientos de las mismas y el diseño
de nuevos dispositivos, así como un mejor conocimiento de
la terapia del paciente en el período postoperatorio, teniendo
en cuenta parámetros como la densidad ósea y la edad del
paciente.
Es de destacar como al enfrentarse a problemas más
complejos de los que habitualmente se tratan en el aula, que
responden a una necesidad concreta de una empresa o de la
expansión de nuevos conocimientos que luego serán
introducidos en la práctica, a través de la investigación
científica se va desarrollando en los estudiantes del Grupo
Científico Estudiantil diferentes valores como la
responsabilidad, al abordar problemas que luego serán
introducidos en la práctica, la solidaridad mediante el trabajo
grupal, la puntualidad al tener que responder generalmente
en plazos establecidos a la entrega de resultados, la ética
profesional, ya que deben reconocer que la vida, la
seguridad, la salud y el bienestar de la población dependen
de su juicio, se comprometen a mejorar el ambiente,
aprenden a expresar la información en forma clara y honesta,
a utilizar el ingenio para resolver problemas, a profundizar
en el conocimiento de las teorías científicas para explicar los
hechos y actuar sobre ellos, van aprendiendo a crear su
reputación profesional sobre el mérito de sus servicios. La
mayoría de los miembros de estos Grupos Científicos se
incorporan una vez graduados de manera inmediata a
programas de tercer ciclo y una buena parte continúa su vida
profesional en la Universidad.
CONCLUSIONES
1. La universidad tiene que ser una institución donde la
investigación conectada con el sector productivo y la
formación de alto nivel, ocupen un lugar central.
2. El empleo del MEF en el análisis del diseño aporta
beneficios significativos a la calidad del producto, lo que
permite que los ingenieros detecten los problemas de
diseño mucho antes de que se construya el primer
prototipo, de esta forma se ha logrado disminuir el
período de investigación-desarrollo del nuevo producto
como promedio un 50 % en los implementos y equipos
agrícolas desarrollados en las Empresas de Máquinas
Agrícolas de Holguín.
3. En el ámbito de la Biomecánica Computacional, a partir
de una fuerte interdisciplinariedad entre ingenieros y
especialistas de la salud, el MEF permite realizar estudios
en la búsqueda de nuevos dispositivos para el tratamiento
de diferentes patologías y la formulación de nuevas
terapias postoperatorias, entre otros campos, con la gran
ventaja de ser un Método no invasivo
4. El empleo racional de los materiales a emplear en la
fabricación de piezas y elementos estructurales de los
equipos, tiene un impacto positivo no solo desde el punto
de vista económico, sino medioambiental al disminuir la
compactación de los suelos y un uso más eficiente de la
energía, así como en la disminución de las
vulnerabilidades ante huracanes de alta categoría. El uso
de las técnicas de optimización vinculadas a programas
de elementos finitos permiten la obtención de estos
objetivos en la optimización de forma de los elementos
antes señalados.
5. La participación de estudiantes de los grupos científico
estudiantiles junto a maestrantes y doctorandos en temas
de investigación, donde cada cual aporte y profundice
según su nivel de grado, coadyuva al reforzamiento de
valores en su formación integral durante la carrera.
REFERENCIAS BIBLIOGRÁFICAS
1. Abreu Ricardo Y. Análisis del diseño del sistema de
dirección hidráulico de la cosechadora de caña CCA
5000. Tesis presentada en opción al Título Académico de
Master en CAD/CAM. Holguín, 2013.
2. Calzadilla Dubras H; Pérez Pupo, R; Estrada
Cingualbres R; Gómez García, E . Validación de la
rigidez de modelo de casa de cultivo EMBA-MSC
utilizando métodos numéricos, I y II Parte, análisis
estático y dinámico. Revista Ciencias Técnicas
Agropecuarias, vol. 16 (003 y 004), 2007. ISSN-1010-
2760.
3. Calzadilla Dubras H; Estrada Cingualbres R.; Gómez
García E. “Optimización del bastidor principal de un
alisador agrícola para el cultivo del arroz” VII Congreso
Iberoamericano de Ingeniería Mecánica. México,
octubre, 2005. ISBN:970-36-0295-9.
4. Estrada Cingualbres, R. Estudio teórico-experimental
de la capacidad portante del bastidor principal de la
cosechadora KTP. Holguín, 1999 . 120 pag. Tesis (en
opción al grado científico de doctor en ciencias técnicas).
5. Estrada Cingualbres, R; Gómez García, E. Análisis
numérico - experimental del bastidor principal de la
cosechadora de caña KTP-2M. Revista Internacional de
Información Tecnológica. Vol. 15, Nº 4 Ed. julio-agosto,
2004 ISNN: 0716-8576.
6. Estrada Cingualbres, R; Ramos Botello, Y y Bosch
Cabrera, J. Análisis comparativo de osteosíntesis para la
consolidación de fractura del fémur. Ingeniería Mecánica
Vol. 14 No. 3, Dic 2011. ISSN 1815-5944
7. Estrada Cingualbres, R; Ricardo Aballes, C; Pérez
Pupo, R. Análisis dinámico del mecanismo
paralelogramo del cortacogollo desfibrador para la
cosechadora cañera cubana CCA- 5000. Revista Ciencias
Técnicas Agropecuarias, vol. 21(003), 2012. ISSN-1010-
2760.
8. Estrada Cinqualbres, R; Arias García, C; Ramos
Botello, Y; Bosch Cabrera, J. Influencia del implante
DHS en la distribución de las tensiones en el fémur.
Resultados preliminares mediante el MEF. VI
Conferencia Científica Internacional, UHo,
Guardalavaca, Holguín, Abril 2013.
9. González Becerra, A; Estrada Cingualbres, R; Limas
Rodríguez, P. Análisis dinámico del conjunto soporte -
captador de alta frecuencia de un tren subterráneo. VI
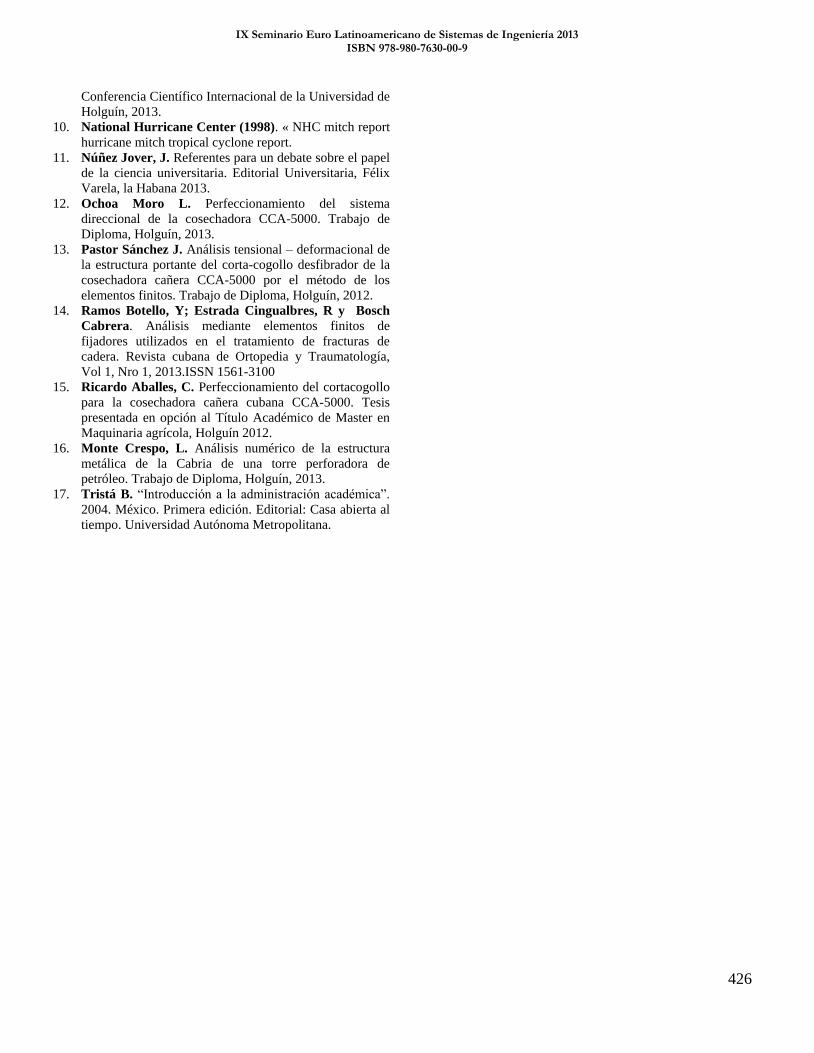
IX Seminario Euro Latinoamericano de Sistemas de Ingeniería 2013 ISBN 978-980-7630-00-9
426
Conferencia Científico Internacional de la Universidad de
Holguín, 2013.
10. National Hurricane Center (1998). « NHC mitch report
hurricane mitch tropical cyclone report.
11. Núñez Jover, J. Referentes para un debate sobre el papel
de la ciencia universitaria. Editorial Universitaria, Félix
Varela, la Habana 2013.
12. Ochoa Moro L. Perfeccionamiento del sistema
direccional de la cosechadora CCA-5000. Trabajo de
Diploma, Holguín, 2013.
13. Pastor Sánchez J. Análisis tensional – deformacional de
la estructura portante del corta-cogollo desfibrador de la
cosechadora cañera CCA-5000 por el método de los
elementos finitos. Trabajo de Diploma, Holguín, 2012.
14. Ramos Botello, Y; Estrada Cingualbres, R y Bosch
Cabrera. Análisis mediante elementos finitos de
fijadores utilizados en el tratamiento de fracturas de
cadera. Revista cubana de Ortopedia y Traumatología,
Vol 1, Nro 1, 2013.ISSN 1561-3100
15. Ricardo Aballes, C. Perfeccionamiento del cortacogollo
para la cosechadora cañera cubana CCA-5000. Tesis
presentada en opción al Título Académico de Master en
Maquinaria agrícola, Holguín 2012.
16. Monte Crespo, L. Análisis numérico de la estructura
metálica de la Cabria de una torre perforadora de
petróleo. Trabajo de Diploma, Holguín, 2013.
17. Tristá B. “Introducción a la administración académica”.
2004. México. Primera edición. Editorial: Casa abierta al
tiempo. Universidad Autónoma Metropolitana.