mechanization in oil shale mining r.0. t. n. … ·...
TRANSCRIPT

MECHANIZATION POTENTIAL IN OIL SHALE MINING
R. 0.Bredthauer1
and T. N.Williamson2
INTRODUCTION
Current proposals for acquiring oil from oil shale basically are directed
toward two general techniques. One would employ in situ combustion or
retorting after having increased the permeability of the oil shale by nuclear
blasting or other fracturing means. The other technique would physically
remove the oil shale by room-and-pillar mining and transport it to retorts
located on the surface. Both of these general methods pose problems for
which there are no current satisfactory solutions. For example, in the extrac
tion and surface retorting method, disposal of the spent shale takes on formid
able proportions. In the case of in situ retorting, spent shale disposal prob
lems are minimized and increased utilization of reserves are cited, but the
problem of providing permeability in the oil shale is formidable.
We will attempt to bring into proper perspective the role which mechan
ized mining systems can play in the application of either general method.
Current state-of-the-art in related areas such as tunneling, mechanical mining,
shaft sinking, and open pit excavation will be discussed, and projections will
be made of the production capabilities of such equipment in the mining of
oil shale, as well as the capability of such equipment to provide supplemen
tary services such as access, ventilation, injection, withdrawal or supply
shafts, development drifts, or communication or transport tunnels.
In the evaluation of current systems in terms of oil shale mining utility,
judgments were made relating a systems capability to serve a 100,000 ton
per day retorting operation, judged by some to be a minimum economical
production rate. To do this, some rather far-fetched assumptions were neces
sary. For example: (1) In systems limited to considerable degree by support
operations such as haulage, roof control and the like in their present applica
tion, these limiting factors were removed and instantaneous production rates
were used. A reasonable duty factor is assumed allowing for maintenance
and tool replacement. (2) Production rates are cited based on their cap
ability in the material of their current application, rather than being pro
jected to oil shale. Tonnages only are converted, based on differences in
specific gravity of the two materials. These two assumptions admittedly
1Research Engineer and 2Director, Industrial Research, Hughes Tool Com
pany, Houston, Texas.
55

56 Quarterly of the Colorado School of Mines
would be dangerous if engineering application were to be made of the re
sults. The purpose, however, is to attempt to fix relative capabilities in
rather gross terms. The assumptions permit this on the conservative side,
when it is seen that even with such generous concessions being made to the
system capabilities, most fall far short of being capable of being applied as
a mining system, per se.
CURRENT STATE-OF-THE-ART
In the last decade, there has been steady progress made in machines
which bore large diameter holes in rock. Two tunneling machines in New
Mexico, one 13 feet indiameter1
and the other 20 feet indiameter'
have
made 10 to 20 feet per hour instantaneous penetration rates in rock which is
somewhat softer than oil shale. On recent shaft sinking jobs in West Vir
ginia of 98-inch diameter and in Illinois of 124-inch diameter, penetration
rates of up to 20 feet per hour were obtained. While some of the rock in
which this work was done was in the order of oil shale compressive strengths
and perhaps was more abrasive, none of it had the toughness associated with
oil shale.
Tunneling Machines
In order to get a"feel"
for current large tunneling machines, table 1 has
been prepared. Data is shown on three machines. Many other machines have
been built, ranging in size to 29 U. feet in diameter, but the 3 described are
recent and will serve best to demonstrate current tunneling machine capabili
ties.
Of particular interest are the production rates. Note that the average
shift rates vary from 20 to 50 feet and that these rates are not compatible
with the instantaneous rates shown. The disparity is that machine duty cycles
are in the order of only 50 percent, being reduced to that level by inabilityof supporting systems to keep pace with the rapidly advancing machines. In
addition, existing rock boring machines are cyclic in operation, the boringhead being advanced by hydraulic thrust in strokes of only a few feet. Thrust
may be against anchor pads thrust hydraulically against the wall of the
tunnel, against previously set ring beams, or against the mass of the machine
itself. Retraction of the thrust cylinders and resetting of anchor pads some
times requires almost as much time as the boring operation.
Taking the optimistic view as expressed by the two assumptions made in
the introduction, projected daily rates were estimated for the three machines
shown in table 1. These projections are shown in table 2. These daily rates
vary from about 175 to 360 feet, and daily projected production in oil shale
varies from 3100 to 11,450 tons. Thus, if these current-art machines were

Mechanization Potential
Table 1. Data on large diameter tunneling machines
57
Rock type Soft and hard
sandstone
Soft shale Sandstone
Rock compressive strength, psi 3-11000 5-6000
Location Pakistan Azotea, N.M. Navajo, N.M.
Manufacturer Robbins Robbins Hughes
Tunnel diameter36'8" 13'3" 19'10'/-21'2"
Rotation horsepower 1000 400 1000
Total horsepower 1100 1150
Thrust, 1000 lbs 600 1400
Torque, 100 lb ft 5250 350 1500
Type of head Single Single Single
Cutter head RPM 1.85,3.7,9.25 6-7 3.5-5.0
Machine weight, tons 225 90 280
Instantaneous cutting
rates, ft per hr 8 19 Max. 5-15
Best shift rate, ft 80 57
Average shift rate, ft 20-3030-50*
Best daily rate, ft 241 171
Projected rate per shift,ft**
58 120 72
Type cutters Discs and fixed Discs Toothed and
discs
Remarks Belt haulage Train haulage Train haulage
5 man crew for 4077 ft
machine during best
month
Reference 2,3 1,4 5
*In ground not requiring supports
**When not hampered by supply and lining operations, and based on 90% availability
and average instantaneous rate. Author's estimate.
Table 2. Projected capabilities of current art tunneling machines
Manufacturer Robbins Robbins Hughes
Bore diameter36'8" 13'3" 20'
Bore area,ft2 1050 138 314
Tons oil shale per ft 65.7 8.6 19.6
Projected advance per shift, ft 58 120 72
Projected advance per day, ft 174 360 216
Production per day, tons 11450 3100 4230
Machines required for 100,000 tons
per day production 9 32 24
58 Quarterly of the Colorado School of Mines
considered as possible oil shale production units, approximately 9 of the 36-
foot 8-inch machines or 24 of the 20-foot diameter machines would be re
quired to supply a 100,000 ton per day retorting operation.
Other factors inherent in application of current-art tunneling machines in
oil shale mining are apparent. All current-art machines produce a circular
cross section. This shape is not the most desirable for either production
haulage or supply haulage entries. The most efficient use of oil shale re
sources would not be realized, as the recovery ratio would be reduced to
approximately 60 percent as compared to 75 percent for room-and-pillar
mining assuming equal minimum pillar cross sections. There are the possi
bilities, of course, of providing a separate mechanical cutter or relatively in
expensive drilling, shooting and loading methods to "square the round
entries made by a machine. Successful current-art tunneling machines lack
mobility and maneuverability. This equipment is designed basically for
specific tunneling jobs, and the major emphasis is on providing adequate
capability at the work face in terms of thrust and rotary power. The ability
to retract quickly from a heading, tram to another heading, and the clear
ances required for such operations, would be major requisites in adapting
current-art machines to oil shale minims.
Coal Mining Machines
The large proportion of machines specifically designed for mining pur
poses are used in the coal and potash industries. In low coal, several versions
are used, but due to severe limitations imposed by space, these machines are
inherently low-power, low-volume units, being in the order of 300 tons per
shift with three to five mancrews/'-7
High production machines, such as the
twin-borer type used in coal and potash, and longwall machines, well estab
lished in Europe but only recently introduced to this country's coal industry,are of more immediate interest in evaluation of current mining machine
capability in oil shale.
Coal mining machines having twin boring heads and working on faces
6 feet to 8 feet high and 11 -;> to 13% feet in width have a reported capacity
of 8 to 12 tons perminute.*
This mining rate is seldom if ever achieved in
practice for sustained periods, however, due to mining system or haulage
limitations. Onesource'
reports production rates of 859 tons per shift with
a best shift of 1255 tons in bituminous coal, average advance being 250 feet
per shift. In potash, similar machines are capable of advancing lx(1 by 13-
foot wide faces at approximately 15 inches per minute, or about 61/{> tons
per minute. Sustained production, however, is only in the order of 65 tons
per hour per machine, or about one-sixth the instantaneous capacity. This
severe production limitation is largely due to haulage incapacity. In the

Mechanization Potential 59
potash operation from which these data are derived, 14 machines (13 in
operation and 1 in routine repair) produce at a rate of approximately 12,000
tons of potash per two-shift day. Haulage is by loader, shuttle car and con
veyor belt to a hoisting shaft.
The twin-borer type machines depend upon friction between the support
tracks and the floor for thrust. These units, weighing in the order of 45 to 50
tons, are capable of providing approximately 45,000 to 50,000 lbs thrust at
the work face. Primary cutters in both coal and potash are fixed-type drag
cutters, with assist from rolling discs, used to break up the uncut bottom.
Mobility of these machines is good, and the cross-section configuration pro
duced would be more suitable than a round bore, but the recovery ratio,
though improved over the 60 percent of the round bore to 65 percent, would
still compare unfavorably with the 75 percent attainable by conventional
square room-and-pillar methods.
Longwall coal mining is being introduced into United States coal mines
at an increasingrate.10
This system is based upon the idea of having a cutting
head or plow continuously working on a long face which usually begins as
the side wall of a conventionally driven entry in the ore body. Haulage
capability is built into the mining unit. As applied in coal, mechanical roof
support is provided near the face or longwall to permit the face operation to
proceed. As the face advances, the support is also advanced and the roof is
allowed to fall. Longwalling of coal in this country is of recent origin, but
projections of production capacities to 3000 tons per two-shift day for a
single longwall face under average conditions have beenmade.10
Longwalling of oil shale appears to be a promising concept. Roof sup
ports would not be required if the mining plan is based on a combination
of conventional longwalling and the room-and-pillar method. It would ap
pear that the equipment could be designed to produce a 60 by 60 foot cross
section. The mode of attack of cutters in longwalling would be parallel to
the bedding planes rather than a combination of across and parallel as is the
case with boring equipment. The obvious advantage is that the shear strength
parallel to the bedding planes is approximately one-third that perpendicular
to the beddingplanes.10A
Longwalling of oil shale was suggested as early as
10 yearsago10B based on a conventional system.
Bucket Wheel Excavators
One of the previously discussed concepts has been used in a machine
system capable of handling tonnages, with a single unit, in the order of
100,000 tons per day. The Germans pioneered a method of strip mining
which is finding increased use in this country in stripping and construction
excavation. This system has the capability of handling very large volumes

60 Quarterly of the Colorado School of Mines
of material. This is the bucket wheel excavator ( BWE ) and its capabilities
warrant a look at its possible application in underground oil shale mining.
It is expected that two BWE will go into service in 1967 in the Athabasca
tar sand of Canada to produce, without blasting, over 100,000 tons perday.11
Frozen material is now being successfully handled with BWE in the United
States, Germany, and Russia, and hard shale is also being handled without
blasting.
BWE are mammoth machines. Units vary in wheel diameter from 11 to
57 feet; in theoretical output from 650 to 11,000 cubic yards per hour of
loose material: in installed power from 130 kw to 9200 kw; and in
machine weight from 130 tons to 7300tons.11
Effective machine availabili
ties range from 40 to 70 percent, and actual capacities of loose material vary
from 1200 to 6800 cubic yards per hour, or. based on the specific gravity of
oil shale, approximately 1200 to 11.500 tons per machine hour.
Conventional Drilling and Blasting
The production method against which mechanized systems ultimately
must be measured, and which in fact is being employed in pilot production,
is conventional drilling and blasting. The extensive work of the U.S. Bureau
of Mines during the early1950V"
resulted in mining cost estimates of, ap
proximately 29 cents per ton of mined oil shale, with total costs delivered to
the retort of less than 60 cents per ton. This method of mining is proven
technically feasible, and thus becomes the standard. The immense scope of
such a mining operation becomes evident, however, when it is noted that
although unprecedented production rates of 148 tons per man-shift of under
ground labor were achieved, 24 men per shift were required to produce 3400
tons of oilshale.1"
To supply a 100,000 ton per day operation, 30 crews of
24 men each would be required on 10 different headings. While no recent
figures have been published by those currently engaged in pilot production,
it is expected that mining costs would be at essentially the same level.
Shaft Sinking
A technique which is related to underground mining but which has no
direct application in production is that of shaft sinking. Depending upon the
manner in which underground mining plans are developed, ultimate distances
to outcrop locations, and overburden depths, it is likely that numerous pro
duction, ventilation, access, and supply shafts will have to be provided. On
the other hand, if in situ methods are employed, emplacement, injection,
and/or withdrawal shafts will be necessary. Thus, a review of current shaft
sinking art is in order.
Two general methods are used in shaft sinking. They are: (1) shaft sink-
Mechanization Potential 61
ing by drilling and blasting, and (2) shaft sinking by boring methods. The
first, or conventional, method is used for all sizes and depths ranging from
approximately 6-foot diameter upwards, and employing equipment ranging
from simple drill jumbos supporting the air drills to elaborate sinking stages
supporting drilling, mucking, and lining operations. The scope of this paper
does not permit a detailed description of the blasting method, but rather will
deal more completely with shaft boring methods.
Perhaps the most widely publicized shaft boring projects have been those
of the Atomic Energy Commission at the Nevada TestSite.13,14
Capabilities
have been developed to the extent that 72-inch diameter holes to 4200-foot
depth including approximately 2000 feet in water, have been bored in seven
months from spud date, not including lining. Equipment required for such
projects is massive. Rigs are based on oil field rotary drilling principles,
with most components greatly increased in size and weight. Drill collar
strings weighing 150 tons are 60 inches in diameter, drill pipe is 13% -inch
N-80 casing with special quick make-up joints, swivels have 650 ton capacity,
and drive kellys are 14 inches square. To about 2000 feet depth, circulation
has been by reverse air. 20,000 to 30,000 cfm of air at 3 to 5 psi pressure
is introduced into the sealed hole annulus and forced back through the 13%-
inch drill pipe, carrying cuttings with it. When water is encountered, and
sufficient submergence of the bit is obtained, reverse circulating fluid with
air-lift assist is used. In this method, air is injected in tubing suspended in
side the 13% -inch drill pipe, lightening the fluid column inside the drill pipe
in comparison with the column in the hole annulus, and thus inducing up
ward flow in the drill pipe.
Using this method, 6-foot diameter shafts 3200 to 4200 feet deep on the
average require eight months of drilling operations and cost about $2 million
to drill and case with 48-inch diameter steel casing. About $1.4 million
represents contract drilling cost and the remainder is in government equip
ment andservices.15
In the development of oil shale properties, it would appear that good
possibilities exist that considerable savings could be made by applying a
different shaft sinking and lining technique. Where lower entries, or drifts,
are available and may be intersected by the shaft, and where water as may
be produced in the shaft can be handled in the lower entry, downhole boringmachines can be employed, with cuttings being permitted to drop into the
lower entry through a pilot hole. Shafts 12 feet in diameter and 1000 feet
deep and 10 feet in diameter and 660 feet deep have recently been bored in
West Virginia and Illinois, respectively, using this method. The downhole
machine has integral electric motors for rotary power and hydraulic thrust
systems. It is controlled from the surface and is suspended in the hole by5 ] 4-inch drill pipe from a surface derrick and drawworks. The drill pipe

62 Quarterly of the Colorado School of Mines
acts only as a handle and does not provide any rotary power, thrust, or aid
to circulation. Hydraulically operated wall jacks force pads against the wall
of the hole to resist torque and thrust reactions, and the rotating boring head
is thrust forward hydraulically. Upon attaining of the full stroke, wall jacks
are released and the entire machine is lowered against the boring head. Usinga uniquely designed convex cutter head with disc cutters, an 8-foot diameter
shaft was reamed from a 22-inch diameter pilot hole at an average instan
taneous rate of 14 feet per hour. The 10-foot diameter shaft was reamed in
a single pass from a 22-inch pilot hole to 660-foot depth in 40 rotating
hours, for an average of 16.5 feet per hour. These shafts were in soft sand
stone and shale. With this cutting principle, large cuttings are produced.
being in the order of 6 inches x 3 inches x 2 inches in size. Sandstone of
approximately 35,000 psi compressive strength has been reamed from 44-inch
diameter to 100-inch diameter at 5 feet per hour using this method.
The primary advantages of this system of shaft sinking are that, where it
can be used, much less surface equipment is required, no circulation facilities
are necessary, and heavy dead weight drill collars are not required for thrust.
It has the disadvantage of requiring the existence of a lower entry, and facili
ties in that entry for haulage purposes.
RELATION OF CURRENT EQUIPMENT TO A 100,000 TPD
OIL SHALE MINING SYSTEM
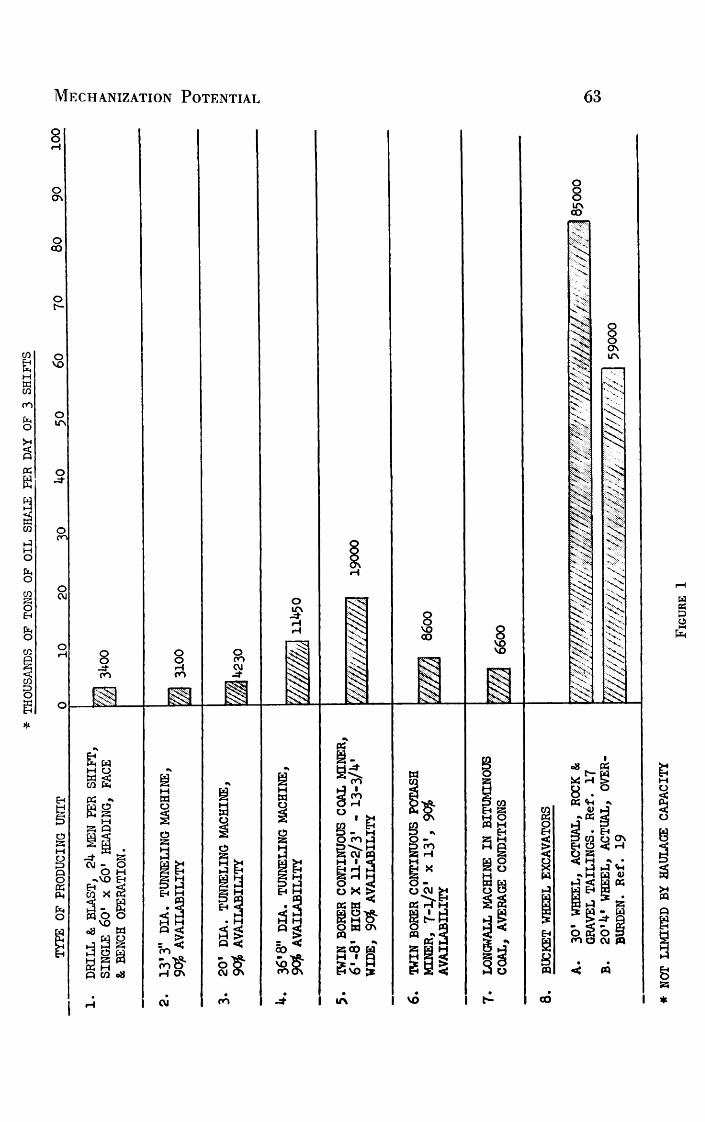
Figure 1 is an attempt to represent current capabilities in mining, pre
suming that production in other materials can be projected to oil shale in
terms of volume. This figure is based on single production units. It is
evident that only the bucket wheel excavator holds any promise of beingcapable of anticipated production tonnage requirements with a single unit.
Ultimate validity of such a statement is of course contingent upon the de
termination that BWE cutters, thrust capacities, and superstructure dimen
sions are such or can be modified to permit underground handling of oil
shale. A major advantage is that BWE systems are proven in terms of
handling of large volumes of material. All other mechanical systems not
only would require much development in handling systems, but also in the
cutting system.
Without knowing the specific form that a particular mining concept will
take, power required, and the personnel required, it is patently useless to
estimate costs of oil shale production. In the case of the BWE, however,considerable development has already gone into this system, howbeit in open
pit type operations, and cost ranges are established. These costs are at such
a low level as to indicate considerable latitude in development of necessarymodifications to the system with the expectation that mining costs will be
Mechanization Potential 63
o
ot-
ovo
oir\
o
8
I5
&i wM O
CO Pt<
M
OJ - o
O M
->VO Eh
E- <
CO X
I08
9
CO 08
oOHCO
w
CVJ
ono
CVJ
3
ro
O
i
M
O
-*
$^
a m
a h
B-O POjJ
b2Js
8x|
O W ON
m
acb w
S- s
I UN
8voCO
m
I vo
ooou\
GO
^
Is
8vovo
ECT
i
p CO
H
8
s3
"..'
8oas
ir\
^
5&
OC
^>
^L
00

64 Quarterly of the Colorado School of Mines
competitive with that of conventional mining. Operating costs in the L . S.
are between 3 cents and 4 cents per cubic yard not including capitalcosts.1'
Capital costs, assuming long term amortization of 20 years, would add less
than 1 cent per cubic yard for a 4500 cubic yard per hour machine costing
SV/2 million, for total costs in the order of 4 cents to 5 cents per cubic yard.
It should be remembered that these costs are for operation in material which
does not require"digging"
in the same sense that oil shale requires "dig
However, the application of BWE's are constantly being extended
into harder materials,"hard."
unblasted shale being handled near Cleveland.
Ohio.'1
The use of BWE's is not necessarily being advocated for underground oil
shale mining, although it is felt that a hard look at its potential is in order.
The major point is this: massive equipment of physical dimensions com
parable to BWE type operations will be required for underground mining
of oil shale, and BWE's may well be the best starting place for development.
For example, the BWE in operation at the OrovilleDam1,
weighs 668 tons,
is self-propelled, is 100 feet long. 45 feet high and 44 feet wide, the wheel is
30 feet in diameter and has 8 Vs -cubic-yard buckets, and is capable of 3500
cubic yards per hour production round-the-clock. Major modifications no
doubt would have to be made to adapt it to use in oil shale, such as increased
rotation power, increased thrust, and possible use of special cutting tools on
the bucket edges or in between buckets. Another problem may be in con
nection with the necessity of the wheel to take a full 180-degree circumfer
ential cut. rather than the approximate 90-degree cut normally taken. Under
ground bucket wheel excavators are not without precedent, as the Germans
tested a prototype model reported as early as1960.1S
This was a small drift
type machine presumably for use in coal mines. It met with limited success,
but stimulated development of other small size BWE s for use in open pits.
A second mining system held to have attractive potential in oil shale
mining is longwalling. No current longwall system exists of a magnitude
sufficient for oil shale type operations, nor are current concepts satisfactory
for such operations even on a small scale. The self-advancing type roof sup
ports used in coal would not be required in an oil shale mine with less than
60-foot span. Eliminating this requirement eliminates one problem but cre
ates another, the cutting mechanism will have no base from which to thrust
against the face. In order to utilize longwalling, totally new concepts will
have to be devised and developed. Even though we appear much further
away from utilization of longwalling than possible utilization of BWE's, it
appears that very active effort in the direction of longwalling would be the
most reasonable long-term approach. This premise is based on the fact that
longwalling would permit attack of the oil shale in its weakest plane, as
opposed to BWE's attacking it in its strongest plane. A possible marriage

Mechanization Potential 65
of the two systems may indeed have merit, resulting in a system employing
a longwalling wheel, combined with the mobility and material handlingcapabilities of the BWE.
IN CONCLUSION
The production cost projections from the Bureau of Mines work in con
ventional mining methods, and a review of those costs from rock boringmachines now being used in tunneling work, indicate that present concepts
of mechanical boring devices must be drastically modified to be competitive
in oil shale. However, it would be unwise to plan a new mining system and
not consider the advantages of these new machines. In mine development
work, these machines can advance a heading two to three times faster than
conventional methods, and, at the same time, provide safer, smooth-walled
openings, with smaller crews.
Based on the U.S. Bureau of Mines work in conventional mining, it ap
pears that a goal of approximately 30 cents per ton for mining and loadingonto a haulage system at the working section is that against which new
mining systems will be judged. However, because so many other factors are
involved, it would appear unrealistic to set a fixed goal for cost of mining
and ignore the influence of fluctuations in the other factors.
Where the boring method of removing rock similar to oil shale has been
used, cutter costs alone have been over 30 cents per ton. All published con
cepts of tunneling machines use a similar rock attack method, and therefore.
on the basis of economics alone cannot be considered as production tools,
aside from the technological problems connected with their use. However,
these machines are rapid, and can be used in any mining system to develop,
or open up, a mine from which production tonnage can be mined either byconventional methods or by future mechanized methods.
In considering machines for extracting oil shale the unique and favorable
characteristics of the deposits and the overall mining problem must be looked
at with a fresh view, unhampered by limitations found in mining elsewhere.
Favorable characteristics include: room for massive equipment due to the
great ore-body height, a material that is not extremely strong, good roof
conditions, absence of large volumes of water, uniformity in thickness and
pitch of deposit, and the relative weakness in the bedding planes. These
characteristics of the ore deposit and the production requirements indicate
that the machines will be tremendously large, dictating on-site assembly.
It appears that some form of longwall mining from a room-and-pillar
grid made by boring machines may be the best approach. All rock is much
weaker in tension than in compression, and oil shale is considerably weaker
in the bedding planes than across these planes. Existing mining and rock

66 Quarterly of the Colorado School of Mines
tunneling machines break a large portion of the rock or mineral by com
pressive loading. A longwalling machine using cutting tools similar to those
used on rock tunnel boring machines can be made to attack the shale in a
tensile mode along the bedding planes and could probably reduce cutter
costs drastically from current costs.
In summary, it appears that no current-art equipment in its present form
is suitable for underground oil shale mining. Some current-art equipment
is probably suitable, with minor modifications, for development work, both
for shafts and drifts. The only current-art equipment capable of handling
(transporting) the large tonnages required in oil shale mining is the bucket
wheel excavator, but major modifications would be necessary to adapt it to
underground operations and to provide the most favorable rock attack mode
and cutters. A longwalling method which employs some of the characteristics
of the bucket wheel excavator but which attacks the oil shale at its weakest
points, in tension and parallel to the bedding planes, is considered as havingthe best potential in mechanized oil shale mining. .
Research and development of large scale equipment of the type envisioned
for oil shale mining requires 5 to 10 years. Forecasters predict a need for a
large oil shale industry in 5 to 15 years. If these forecasts are right then it is
not too soon to start several large scale research programs directed toward
the creation of a mining system which will take advantage of new massive,
mechanical rock breaking techniques.
REFERENCES
1. Engineering News-Record, 1965, Rock mole makes 200 feet a day: May 13.
2. Engineering and Mining Journal, 1962, Hard rock tunnel boring moves ahead:
p. 172-173, June.
3. Harder, Paul B., 1965, Giant mole speeds Mangla's five diversion tunnels: Roads
and Streets, Mar.
4. Arizona/New Mexico Contractor and Engineer, 1966, Mammoth San Juan-Chama
project diverts money, water to New Mexico economy: p. 18-21, Jan.
5. Hughes Tool Company data.
6. Coal Age, 1964, High tonnage and full range power: p. 92-95, Feb.
7. 1964, High tonnage in low coal: p. 62, Dec.
8. 1963, Equipment news bulletin: p. 114, Aug.
9. Goodman Manufacturing Co. advertisement.
10. Coal Age, 1965, Longwall mining: p. 89-104, Feb.
10A. Merrill, Robert H., 1954, Design of underground mine openings oil shale mine,
Rifle, Colorado: U.S. Bur. Mines Rept. Inv. 5089, Dec.
10B. Waltch, M. J., and Rausch, D. O., 1956, Longwall mining of oil shale: Colorado
School Mines Quart., v. 51, no. 2, p. 71-81.

Mechanization Potential 67
11. Aiken, George E., 1966, Bucket wheel excavators: how to choose the right one
for the job: Mining Eng., p. 76-81, Jan.
12. Sipprelle, E. M., and Ballinger, H. T., 1951, Oil shale mining developments and
the mining industry: Mining Cong. Jour., p. 46-51, Aug.
13. Bowman, Gene A., 1964, Large diameter drilling methods, equipment, and prob
lems: Drilling Contractor, p. 60-62, 80-85, Nov.-Dec.
14. Dellinger, Thomas B., 1966, For shaft sinking new study analyzes bighole costs:
Eng. Mining Jour., Mar.
15. Hobbs, Mel, 1964, Here is a wrap-up of big hole drilling at Nevada Test Site:
World Oil, p. 113-119, Oct.
16. Hughes Tool Company data.
17. Engineering News-Record, 1964, Big wheel replaces draglines at Oroville: p. 26-
27, May 14.
18. Mining Engineering, 1960, Bucket wheels in Germany: Sept.
19. Engineering and Mining Journal, 1960, Wheel and belts strip Nehanga pit: Jan.
R. 0. BREDTHAUER
R. O. Bredthauer has a B.S. degree in Mechanical Engineering from the
University of Texas (1950) and an M.S. degree in Mechanical Engineeringfrom Rice University (1955). He is a Registered Professional Engineer in
the State of Texas, and a member of the American Society of Mechanical
Engineers. Mr. Bredthauer has been employed by the Hughes Tool Co., Oil
Tool Division, since 1950, and has been engaged in various capacities in the
Houston, Texas plant and in the field including Laboratory Project Engineer,
Laboratory Supervisor, Regional Field Engineer, Research Engineer, and
Research Staff Engineer.
In his former capacities, Mr. Bredthauer has had wide experience in
laboratory testing and development of oil field equipment, laboratorystudies on the effect of confining pressures on the behavior of rock in pres
sure ranges encountered in oil well drilling, and field testing of oil field
products, primarily rock bits.
In his present capacity, Mr. Bredthauer has contributed to company work
on large scale rock destruction studies, including shaft sinking, tunneling,
and mining.
T. N. WILLIAMSON
T. N. Williamson, prior to joining Hughes Tool Company, held engineer
ing and managerial jobs in coal mining and contractor equipment distribu
tion firms. His mining experience included work in European coal mines
with the Army during WorldWar II.
Since joining Hughes he has been instrumental in mining tool research,
including playing a prominent role in development of large hole drilling and
mechanical tunneling.