measuring the strength of metalsmedia.public.gr/books-pdf/9781118413418-0831211.pdf · 2 measuring...
TRANSCRIPT
1
CHAPTER 1
MEASURING THE STRENGTHOF METALS
Fundamentals of Strength: Principles, Experiment, and Applications of an Internal State Variable Constitutive Formulation, First Edition. Paul S. Follansbee.© 2014 The Minerals, Metals & Materials Society. Published 2014 by John Wiley & Sons, Inc.
The strength of metals is a fascinating topic that carries engineering and
scientifi c implications. You cannot build a bridge, design a turbine blade, or
construct a transmission line tower without understanding the strength of the
materials of construction in balance with the requirements of the system.
1.1 HOW IS STRENGTH MEASURED?
Let us take a piece of metal and machine a test specimen of either the geometry
shown in Figure 1.1 or Figure 1.2 . Note that two geometries are shown. At the
center point of these specimens, one has a circular cross section, whereas the
other has a rectangular cross section. Either geometry can be used according
to the material stock available.
After machining, this sample is attached to the “grips” of a test machine.
An example of a testing machine is shown in Figure 1.3 . This is an “electrome-
chanical” machine in that the moving crosshead is attached to very large
screws (in the columns) that move the crosshead up or down with great force.
The test specimen is mounted between the two grips.
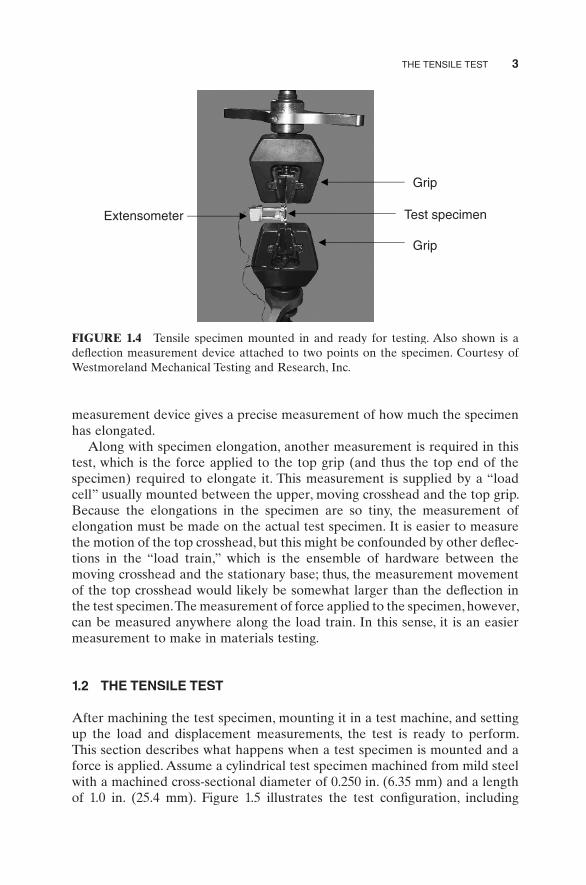
Figure 1.4 shows a test specimen mounted between two grips. It also
shows a “defl ection measurement device” attached to the specimen. As
force is applied to the top grip and the specimen elongates, the defl ection
COPYRIG
HTED M
ATERIAL

2 MEASURING THE STRENGTH OF METALS
FIGURE 1.1 Test specimen machined from a plate thick enough to give a circular
cross section. Courtesy of Westmoreland Mechanical Testing and Research, Inc.
(WMT&R, Inc.).
FIGURE 1.2 Test specimen machined from a plate that is too thin to give a large-
enough circular cross section. Courtesy of Westmoreland Mechanical Testing and
Research, Inc.
FIGURE 1.3 Mechanical test frame with top and bottom grips. Courtesy of West-
moreland Mechanical Testing and Research, Inc.
Moving
crosshead
Grip
Tensilespecimen with
extensometer
Data acquisitionsystem and test
machine controls
Grip
THE TENSILE TEST 3
measurement device gives a precise measurement of how much the specimen
has elongated.
Along with specimen elongation, another measurement is required in this
test, which is the force applied to the top grip (and thus the top end of the
specimen) required to elongate it. This measurement is supplied by a “load
cell” usually mounted between the upper, moving crosshead and the top grip.
Because the elongations in the specimen are so tiny, the measurement of
elongation must be made on the actual test specimen. It is easier to measure
the motion of the top crosshead, but this might be confounded by other defl ec-
tions in the “load train,” which is the ensemble of hardware between the
moving crosshead and the stationary base; thus, the measurement movement
of the top crosshead would likely be somewhat larger than the defl ection in
the test specimen. The measurement of force applied to the specimen, however,
can be measured anywhere along the load train. In this sense, it is an easier
measurement to make in materials testing.
1.2 THE TENSILE TEST
After machining the test specimen, mounting it in a test machine, and setting
up the load and displacement measurements, the test is ready to perform.
This section describes what happens when a test specimen is mounted and a
force is applied. Assume a cylindrical test specimen machined from mild steel
with a machined cross-sectional diameter of 0.250 in. (6.35 mm) and a length
of 1.0 in. (25.4 mm). Figure 1.5 illustrates the test confi guration, including
FIGURE 1.4 Tensile specimen mounted in and ready for testing. Also shown is a
defl ection measurement device attached to two points on the specimen. Courtesy of
Westmoreland Mechanical Testing and Research, Inc.
Grip
Grip
Extensometer Test specimen
4 MEASURING THE STRENGTH OF METALS
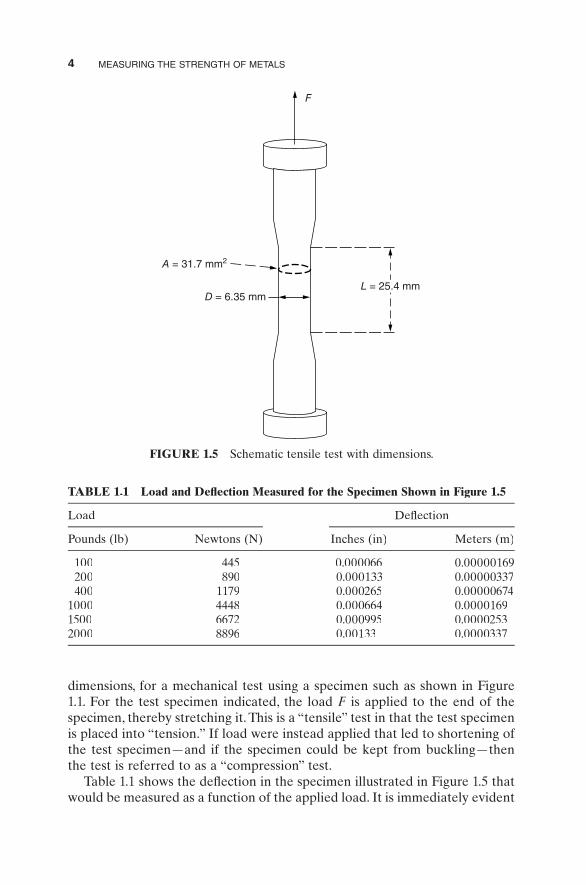
dimensions, for a mechanical test using a specimen such as shown in Figure
1.1 . For the test specimen indicated, the load F is applied to the end of the Fspecimen, thereby stretching it. This is a “tensile” test in that the test specimen
is placed into “tension.” If load were instead applied that led to shortening of
the test specimen—and if the specimen could be kept from buckling—then
the test is referred to as a “compression” test.
Table 1.1 shows the defl ection in the specimen illustrated in Figure 1.5 that
would be measured as a function of the applied load. It is immediately evident
FIGURE 1.5 Schematic tensile test with dimensions.
F
A = 31.7 mm2
D = 6.35 mmL = 25.4 mm
TABLE 1.1 Load and Defl ection Measured for the Specimen Shown in Figure 1.5
Load Defl ection
Pounds (lb) Newtons (N) Inches (in) Meters (m)
100 445 0.000066 0.00000169200 890 0.000133 0.00000337400 1179 0.000265 0.00000674
1000 4448 0.000664 0.00001691500 6672 0.000995 0.00002532000 8896 0.00133 0.0000337

THE TENSILE TEST 5
that even with what appears to be very large forces on this test specimen, the
defl ections are quite small. With 1 ton of force pulling on the specimen, the
specimen only elongates 1.33 mils (33.7 μm).
Figure 1.6 plots the load versus the defl ection—as if a defl ection measure-
ment were taken for every 100-lb increase in load. (Even though defl ection has
been defi ned as the dependent variable, which would normally be plotted on
the y -axes, Figure 1.6 plots defl ection on the x -axis; this will be made clear later.)
It is evident in Figure 1.6 that the force-versus-defl ection measurements plot
on a straight line. Recall from general physics that the behavior illustrated in
Figure 1.6 is analogous to the behavior of a spring, defi ned by the familiar
equation
F K XS= Δ , (1.1)
where F is the applied force and F ΔX is the extension of the spring. In fact, theXtest specimen does behave like a spring. However, this test specimen is indeed
a strong spring. Simple springs used in general physics laboratory experiments
typically have spring constants on the order of ∼ 10 N/m. As a comparison, the
test specimen is a spring with a spring constant of
KFX
S = =×
= ×−Δ
8896
3 37 102 64 10
5
8N
m
N
m.. .
Thus, as a spring, the test specimen has a spring constant ∼20 million times
larger than the springs used in a common physics laboratory. When materials
FIGURE 1.6 Force (as MN or 10 6 N) plotted versus defl ection (as μm or 10 −6 m) for
the specimen shown in Figure 1.5 .
10,000
6,000
8,000
4,000
Force (N)
0
2,000
0.0 10.0 20.0 30.0 40.0
Deflection (μm)

6 MEASURING THE STRENGTH OF METALS
behave like this during a tensile test, they are said to be behaving as an “elastic”
solid.
Just as with any spring, if the force on our tensile specimen is reduced, the
elongation decreases until it reaches zero extension when the force goes to
zero.
1.3 STRESS IN A TEST SPECIMEN
Imagine that the test specimen had a diameter of 0.500 in. (12.7 mm) instead
of 0.250 in. (6.35 mm). One would expect that the spring constant of our test
specimen would get even larger, and the same force would cause less elonga-
tion. To eliminate the effect of specimen size, the force, F , is divided by theFFcross-sectional area, A, to yield a “stress,” σe, wheree
σe =FA
. (1.2)
Of course, stress in general is force divided by area. When deformation
increases as shown in Figure 1.6 —which implies the specimen geometry
changes—but stress is computed by dividing the force by the original area, then
the stress is referred to as the engineering stress , which is why a subscript “e” is
used in Equation (1.2) . Later (Section 1.10 ), the stress will be based on the
current area. If F has the unit of newton and F A has the unit of square meter, then
the stress σe has the unit newton per square meter, which is known as a pascal:
PaN
m=
2.
A pascal is a very small stress. Recall that the units of pressure are also
force per unit area. Standard atmospheric air pressure is ∼ 105 Pa. Thus, stresses
in test specimens are more commonly stated in terms of 10 6 Pa or MPa. The
engineering units for stress are pounds per square inch, or psi. Standard atmo-
spheric air pressure is 14.7 psi. Accordingly, when using engineering units,
stresses in test specimens are commonly stated in terms of 103 psi or ksi. The
conversion between MPa and ksi is
MPaksi
=0 145.
. (1.3)
1.4 STRAIN IN A TEST SPECIMEN
Suppose the test specimen was machined with a length of 2.0 in. (50.8 mm)
instead of 1.0 in. (25.4 mm). The same force would produce an extension in

THE ELASTIC STRESS VERSUS STRAIN CURVE 7
the 2.0-in.-long test specimen that is twice that in the 1.0-in.-long test specimen.
To eliminate the effect of specimen length, L , on the test result, the extension,
ΔL, is measured relative to the specimen ’ s length:
εe =ΔLL
. (1.4)
This relative extension is referred to as the “strain” εe . Note that since e ΔLand L have the same units, the ratio εe is dimensionless. As in the calculation
of stress, when strain is based on the initial specimen length, the value is
referred to as the engineering strain denoted by the subscript “e.”
1.5 THE ELASTIC STRESS VERSUS STRAIN CURVE
Since the cross-sectional area of the test specimen (with a diameter of 0.250 in.
or 6.35 mm) and the length of the test specimen (1.0 in. or 25.4 mm) are known,
the force versus extension curve can easily be converted to stress versus strain
for the tensile test shown earlier. The resulting stress versus strain curve is
shown in Figure 1.7 .
Note that there are no units shown for strain, which is a dimensionless
quantity, and that the units for stress are MPa (or 10 6 Pa or 10 6 N/m 2 ). Other
than this, the curve appears identical to that shown in Figure 1.6 . The differ-
ence is that if a specimen with a diameter of 0.500 in. instead of 0.250 in. or
a specimen with a length of 2.0 in. instead of 1.0 in. had been used, the result-
ing stress versus strain curves would have been identical; that is, converting
from force to stress and extension to strain has eliminated specimen geometry
effects.
FIGURE 1.7 Stress versus strain for the specimen shown in Figure 1.5 .
300
200
Stress(MPa)
100
00.0000 0.0005 0.0010 0.0015
Strain
8 MEASURING THE STRENGTH OF METALS
1.6 THE ELASTIC MODULUS
Given the curve shown in Figure 1.7 is geometry invariant, the slope of this
line rather than the slope of the line in Figure 1.6 takes on special meaning.
This slope is defi ned as the “elastic modulus.” It is also referred to as Young ’ s
modulus, named after a nineteenth century British scientist. In fact, the equa-
tion for the line in Figure 1.7 is
σ εe e= E (1.5)
σ εe e= = =FA
E EL
LΔ
, (1.6)
where E is the elastic modulus. Because E εe in this equation is dimensionless, Ehas the unit of σe , which, as discussed earlier, is newton per square meter ore
pascal. From the plot in Figure 1.6 , E for this steel is 30.7 E × 10 6 psi (212 × 10 9 Pa).
It turns out that E is a fundamental physical property of metals and ceram-Eics. It is defi ned by interatomic forces and varies from material to material.
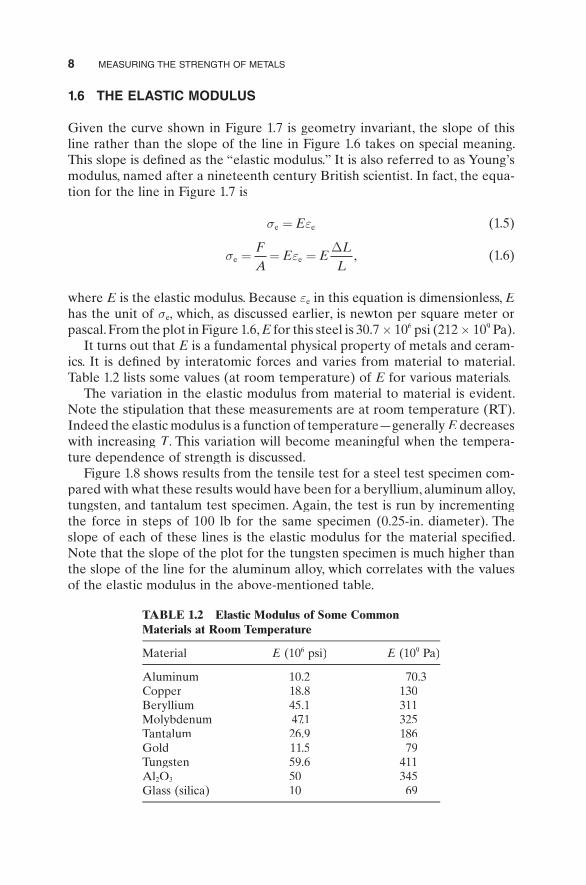
Table 1.2 lists some values (at room temperature) of E for various materials.E The variation in the elastic modulus from material to material is evident.
Note the stipulation that these measurements are at room temperature ( RT ).
Indeed the elastic modulus is a function of temperature—generally E decreases Ewith increasing T . This variation will become meaningful when the tempera-TTture dependence of strength is discussed.
Figure 1.8 shows results from the tensile test for a steel test specimen com-
pared with what these results would have been for a beryllium, aluminum alloy,
tungsten, and tantalum test specimen. Again, the test is run by incrementing
the force in steps of 100 lb for the same specimen (0.25-in. diameter). The
slope of each of these lines is the elastic modulus for the material specifi ed.
Note that the slope of the plot for the tungsten specimen is much higher than
the slope of the line for the aluminum alloy, which correlates with the values
of the elastic modulus in the above-mentioned table.
TABLE 1.2 Elastic Modulus of Some CommonMaterials at Room Temperature
Material E (10 E 6 psi) E (10E 9 Pa)
Aluminum 10.2 70.3Copper 18.8 130Beryllium 45.1 311Molybdenum 47.1 325Tantalum 26.9 186Gold 11.5 79Tungsten 59.6 411Al2 O3 50 345Glass (silica) 10 69

LATERAL STRAINS AND POISSON’S RATIO 9
1.7 LATERAL STRAINS AND P OISSON ’ S RATIO
For the tensile tests described earlier, a defl ection measuring device—also
known as an extensometer—was attached to measure axial defl ection, which rwas converted to strain. How about the strain in the radial direction (for the
case of a cylindrical test specimen)? If volume is conserved during the test,
then this can be estimated. Assume the initial and fi nal diameters of the test
specimen are D and Df and that the initial and fi nal lengths are f L and Lf.fAccordingly, when volume is conserved,
L D L D
LL
DD
L LL
LL
DD
π π
ε
4 42 2
2
2
=
=⎛⎝⎜⎜⎜
⎞⎠⎟⎟⎟
−= = =
⎛⎝⎜⎜⎜
⎞⎠⎟⎟⎟
f f
f
f
fe
f
Δ−−
= +( )
=+( )
−= =
+( )−
1
1
1
1
1
11
1 2
1 2
1 2
DDDD
D DD
f
e
f
e
feD
e
ε
ε
εε
,
Stress versus strain for fi ve metals with differing values of the elastic
modulus.
1000
800
Mild steel
Aluminum 6061
Tantalum
Tungsten
Stress(MPa)
400
600Beryllium
0
200
0 0.0005 0.001 0.0015 0.002 0.0025
Strain

10 MEASURING THE STRENGTH OF METALS
where εeD is defi ned as the strain in the direction of the diameter of the test
specimen. The fi rst term in the equation can be estimated using a binomial
series approximation:
εε
ε εeD
e
e e=+( )
− ≅ −⎛⎝⎜⎜⎜
⎞⎠⎟⎟⎟− = −
1
11 1
21
21 2. (1.7)
When volume is conserved, the strain in the direction of the diameter—the
diametrical strain—is one-half the axial strain—and it is of opposite sign. The lratio of the diametrical strain to the axial strain is
εεeD
e
= −1
2. (1.8)
The negative of this ratio is called Poisson ’ s ratio , ν , named after the Frenchνmathematician Siméon Poisson:
νεε
= − eD
e
. (1.9)
This derivation, however, assumed that the volume remains constant
throughout the test. Materials that behave like this are referred to as “incom-
pressible.” However, most materials are not incompressible but have a very
small change in volume when elastically deformed. In fact, Table 1.3 summa-
rizes typical values of Poisson ’ s ratio for metals, ceramics, and polymers.
How much does the volume and density change? Taking the example tensile
test on a steel test specimen (which has a Poisson ’ s ratio of 0.33) shown in
Figure 1.7 , the volume would be
VV
D LD L
DD
LL
F F F F F
e
0
2
02
0 0
2
0
1
= =⎛⎝⎜⎜⎜
⎞⎠⎟⎟⎟
⎛⎝⎜⎜⎜
⎞⎠⎟⎟⎟
= −( )
ππ
νεmax
221+( )εemax ,
where V0VV and VFVV are the initial and fi nal volumes, respectively, and εemax is the
maximum strain. Taking εemax .= 0 0013 from Figure 1.7 ,
TABLE 1.3 Poisson ’ s Ratios for Metals, Ceramics, and Polymers Differ and Are in the Ranges Shown
Material Poisson ’ s Ratio ν
Metals ∼ 0.33Ceramics ∼ 0.25Polymers ∼ 0.40

DEFINING STRENGTH 11
VV
F
0
21 0 33 0 0013 1 0 0013 1 00044= − ×( ) +( ) =. . . . ,
which shows the volume increases (thus, the density decreases) by 0.044%.
Thus, the metal is compressible during elastic loading, but the change in
volume is very small.
1.8 DEFINING STRENGTH
One should wonder now whether a tensile specimen can be stretched elasti-
cally even further than shown in Figure 1.6 , Figure 1.7 , and Figure 1.8 . Intui-
tively, the answer of course is no; eventually, the test specimen will break.
Figure 1.9 shows a test sample before and after testing. Notice that the failed
tensile specimen is longer than at start. This is one hint that something other
than elastic strain occurred, since, as described earlier, elastic strain is revers-
ible, meaning the specimen length would have returned to its initial length.
Thus, the strain experienced by the test specimen was permanent—not recov-
erable. From inspection of Figure 1.9 , the sample elongates ∼ 50% upon failure.
Thus, the (permanent) strain experienced by this specimen is
εe = =≈
=ΔLL
LL
20 5. ,
which is much larger than the elastic strains plotted in Figure 1.7 and Figure
1.8 . Also evident in the photo is that the test specimen formed a neck (a loca-
tion where the cross-sectional area decreased locally) and eventually broke.
Thus, when a force is initially applied, the test specimen elongates elastically,
FIGURE 1.9 Tensile test specimen before and after testing showing in the tested
specimen the necked region and location of fi nal fracture. Courtesy of Westmoreland
Mechanical Testing and Research, Inc.
12 MEASURING THE STRENGTH OF METALS
but eventually, the specimen experiences permanent strain. The transition
between these two processes is one defi nition of strength.
There was actually a hint regarding this defi nition of strength in Figure 1.8 ,
when the lines were only plotted to a specifi c value of strain (or stress). The
aluminum line was plotted only to a strain of only ∼ 0.00065, whereas the
tungsten line was plotted all the way to a strain of ∼0.0025. The reason is that
this maximum strain is the point on each curve where this transition occurs.
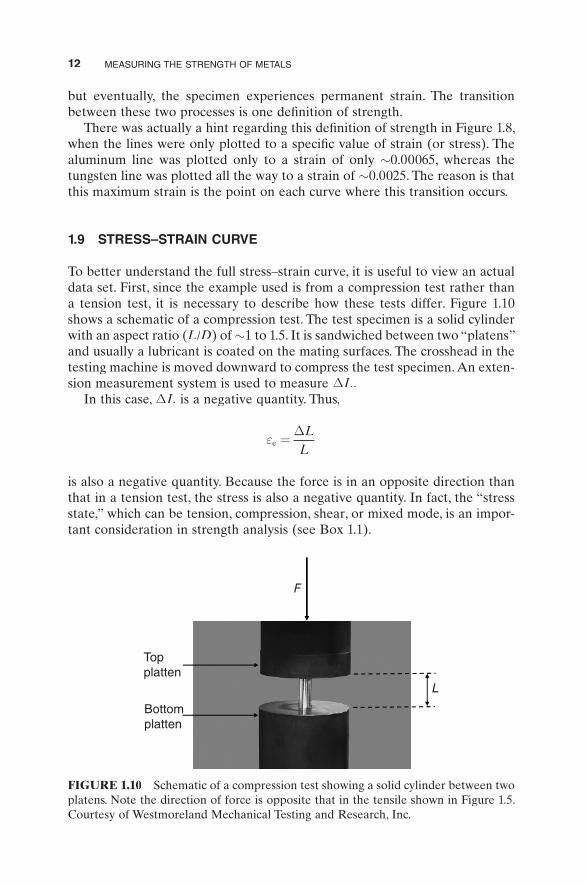
1.9 STRESS–STRAIN CURVE
To better understand the full stress–strain curve, it is useful to view an actual
data set. First, since the example used is from a compression test rather than
a tension test, it is necessary to describe how these tests differ. Figure 1.10
shows a schematic of a compression test. The test specimen is a solid cylinder
with an aspect ratio (L /D ) of ∼ 1 to 1.5. It is sandwiched between two “platens”
and usually a lubricant is coated on the mating surfaces. The crosshead in the
testing machine is moved downward to compress the test specimen. An exten-
sion measurement system is used to measure ΔL .
In this case, ΔL is a negative quantity. Thus,
εe =ΔLL
is also a negative quantity. Because the force is in an opposite direction than
that in a tension test, the stress is also a negative quantity. In fact, the “stress
state,” which can be tension, compression, shear, or mixed mode, is an impor-
tant consideration in strength analysis (see Box 1.1 ).
FIGURE 1.10 Schematic of a compression test showing a solid cylinder between two
platens. Note the direction of force is opposite that in the tensile shown in Figure 1.5 .
Courtesy of Westmoreland Mechanical Testing and Research, Inc.
F
Top
Lplatten
Bottom
platten

STRESS–STRAIN CURVE 13
Box 1.1 Stress State
As illustrated in the fi gure on the left, stress is a tensor quantity comprised
in a general x , y, z coordinate system of three normal stresses— σxσ , σyσ , and
σz—and three shear stresses— τxyτ , τyzτ , and τxzτ .
1
2
3σzσ
yσ
xσxyτ
xzτ
yzτ
σ
σ
The principal coordinate system (on the right) is one where the principal stresses σ1, σ2 , and σ3 are normal to the three planes and the shear stress
components on these planes are zero. Uniaxial tension and compression
tests represent the case where the stress axis is a principal stress axis and
σ2 and σ3 equal zero. Of course, in a tensile test, σ1 is a positive quantity,
whereas in a compression test, it is a negative quantity. There are a myriad
of stress states that are used in mechanical testing. The following fi gure
shows the case on the left of a plane stress test on a thin sheet, where σ3 = 0
and σ1 and σ2 can take on any (positive) values, and on the right, a torsion
test on a tube, where σ1 = −σ2 = τ and τ σ3 = 0.
σ
1
1 2
2
1
σ2
σ σ
σσ

14 MEASURING THE STRENGTH OF METALS
The elastic loading behavior for our steel compression specimen is as shown
in Figure 1.11 . Per convention, the stress and strain start at zero, but as the
sample compresses, the stress and strain increase in a negative direction.
Figure 1.12 shows the measured stress–strain curve in a 1018 steel compres-
sion test specimen [1] . The solid line is the measurement of force and extension
converted to stress and strain as discussed earlier. The dashed line is the elastic
loading line plotted in Figure 1.11 . Because the full-scale value of strain in
Figure 1.12 is −0.10 whereas that in Figure 1.11 was −0.0015, the elastic line
in Figure 1.12 seems to have a much higher slope. It actually is the same line.
How about the “bumps and wiggles” on the measured curve? More than
likely in this case, these represent “noise,” for example, electronic noise, in the
FIGURE 1.11 Stress versus strain in the elastic regime for a compression test in 1018
steel.
0–0.0015 –0.0010 –0.0005 0.0000
Strain
–100
–200
Stress(MPa)
–300
FIGURE 1.12 Compression test in 1018 steel showing stress versus strain up to a
strain of −10%.
–0.1 –0.08 –0.04 –0.02 0
Strain
–200
0–0.06
Elastic behavior
–400
Stress(MPa)
–600
1018 steel
–800
STRESS–STRAIN CURVE 15
measurement system, although there are examples where features such as
these may actually refl ect a metallurgical process.
The key point in Figure 1.12 is that the measured behavior follows the elastic
line to a stress of ∼− 265 MPa, at which point a marked transition in behavior
occurs and the strain begins to build rapidly while the stress increases slowly—
opposite the trend during elastic loading. This point of transition is referred
to as the “yield stress.” It is the point at which the strain becomes nonrecover-
able. As mentioned earlier, the yield stress is one defi nition of material strength.
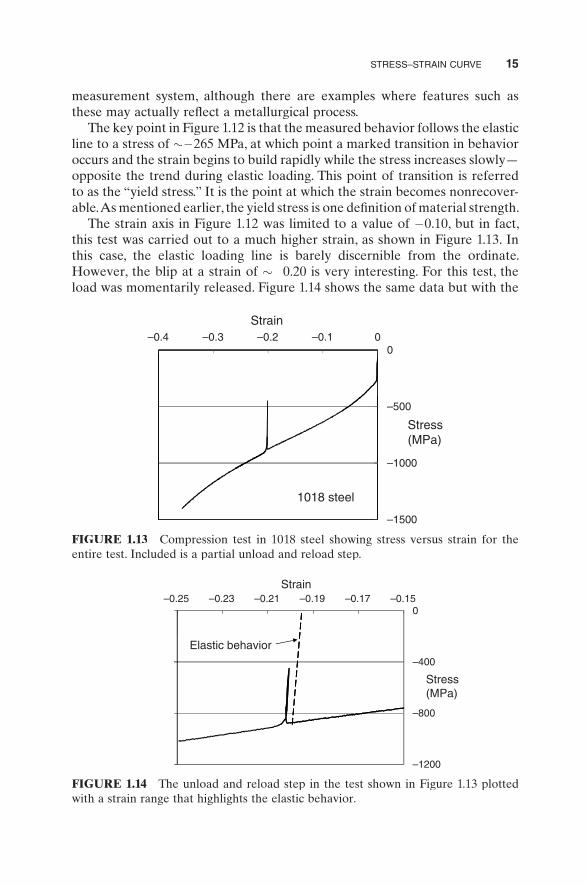
The strain axis in Figure 1.12 was limited to a value of − 0.10, but in fact,
this test was carried out to a much higher strain, as shown in Figure 1.13 . In
this case, the elastic loading line is barely discernible from the ordinate.
However, the blip at a strain of ∼− 0.20 is very interesting. For this test, the
load was momentarily released. Figure 1.14 shows the same data but with the
Strain
0–0.4 –0.3 –0.2 –0.1 0
–500
Stress(MPa)
–1000
1018 steel
–1500
FIGURE 1.13 Compression test in 1018 steel showing stress versus strain for the
entire test. Included is a partial unload and reload step.
FIGURE 1.14 The unload and reload step in the test shown in Figure 1.13 plotted
with a strain range that highlights the elastic behavior.
0–0.25 –0.23 –0.21 –0.19 –0.17 –0.15
Strain
–400
Stress
Elastic behavior
–800
(MPa)
–1200

16 MEASURING THE STRENGTH OF METALS
x -axis adjusted to focus on the unloading/loading behavior. In Figure 1.14 , a
line with the slope of the elastic loading line has been drawn to illustrate that
the unloading/loading line follows the slope of the elastic line; that is, when
the load was decreased, the strain decreased along the elastic line rather than
along the solid line. And when the load was once again increased, the strain
increased along the elastic line until the previous maximum stress was reached.
At this point, the stress–strain curve followed the trend of the previous curve.
If the load had been decreased all the way to zero, then the strain would
have relaxed elastically by
εe
MPa
MPa= =
~
,. ,
875
212 0000 004
which is the maximum (absolute value of the) stress reached before unloading
divided by the elastic modulus. In the case of the compression test, the strain
is negative; thus, when the specimen is unloaded, it becomes less negative. The
permanent strain in the test specimen would have been
εep = − + = −0 202 0 004 0 198. . . ,
which is the maximum (negative) strain reached before unloading plus the
elastic strain that is recovered. The compression test specimen would have
been 19.8% shorter.
The strain past the yield stress has been referred to earlier as permanent
and nonrecoverable strain. The more traditional term is “plastic strain” as
opposed to “elastic strain” during the initial elastic portion of the loading cycle.
1.10 THE TRUE STRESS–TRUE STRAIN CONVERSION
Recall that all of the calculations of stress and strain have been based on the
initial cross-sectional area of the specimen (for the stress calculation) and
the initial length of the specimen (for the strain calculation). The specimen,
however, is deforming and the cross-sectional area changes. In a tension test,
the cross-sectional area decreases, whereas in a compression test, the area
increases. The stress–strain curves based on original dimension—as plotted in
Figure 1.13 —are referred to as “engineering” stress–strain curves. When the
stress during the test is based on the current (or actual) area and the strain is
based on the current length, the resulting curve is referred to as a “true” stress–
strain curve; that is, the incremental change in true strain, ε, is defi ned as
ddll
ε = , (1.10)
and the true strain , ε, in a test where the specimen ’ s length begins as Lo and
ends as Lf isf

THE TRUE STRESS–TRUE STRAIN CONVERSION 17
ε ε= = − =⎛⎝⎜⎜⎜
⎞⎠⎟⎟⎟ = +( )∫
dll
L LLL
L
L
o
f
f of
o
eln ln ln ln .1 (1.11)
The true strain is the logarithm of one plus the engineering strain. The true stress , σ, is defi ned asσ
σ =FA
,
where A is now taken as the current area:
σ σ= = =FA
AA
FA
AA
AA
o
o o
oe
o .
One distinction between elastic deformation and plastic deformation is that
whereas (as discussed in Section 1.7 ) volume is not conserved in the former,
it is conserved in the latter. Thus, plastic deformation is incompressible, and
σ σ σ σ ε= = = +( )eo
e
o
e e
AA
LL
1 . (1.12)
The true stress is simply the engineering stress multiplied by one plus the
engineering strain. Here the distinction between a tension test where εe is posi-
tive and a compression test where εe is negative becomes critically important.
For the compression test shown in Figure 1.13 , the conversion from an
engineering stress–strain curve to a true stress–strain curve yields the curve
shown in Figure 1.15 . Compare this curve with that in Figure 1.13 . The absolute
FIGURE 1.15 The stress–strain curve in Figure 1.13 (plotted as engineering stress
versus engineering strain) converted to true stress versus true strain.
0–0.50 –0.40 –0.30 –0.20 –0.10 0.00
True strain
–400
–200
–600
Truestress(MPa)
–1000
–800
1018 steel
18 MEASURING THE STRENGTH OF METALS
value of the maximum stress is lower in the true stress–strain curve because
the diameter of the compression specimen increases during testing and the
force divided by the current area gives a smaller stress. The peak strain has
increased from ∼− 0.35 on engineering coordinates to ∼− 0.43 on true stress–
strain coordinates, which follows from ε = ln (1 − 0.35).
In this monograph, only true stress–strain properties will be considered.
However, engineers need to check to verify whether it is engineering or true
stress–strain curves that are being reported and to be explicit themselves when
reporting test results.
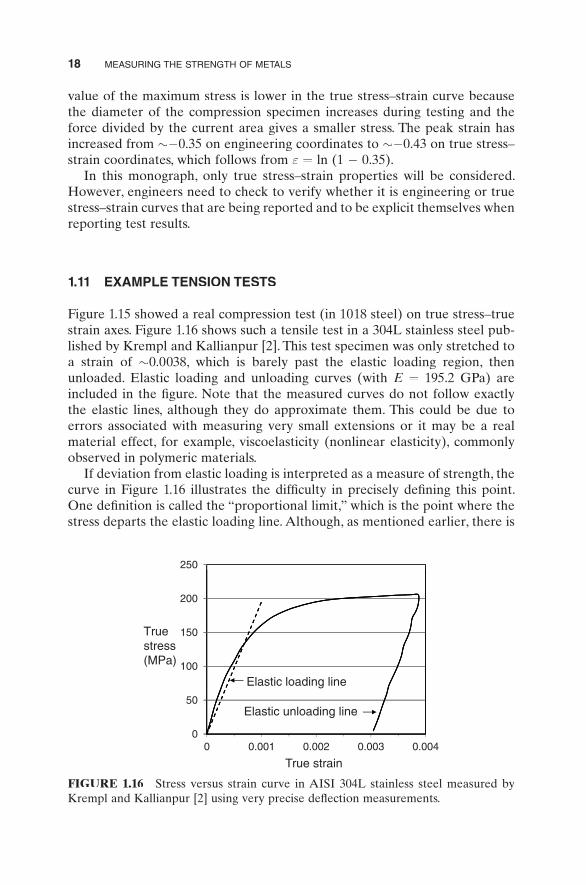
1.11 EXAMPLE TENSION TESTS
Figure 1.15 showed a real compression test (in 1018 steel) on true stress–true
strain axes. Figure 1.16 shows such a tensile test in a 304L stainless steel pub-
lished by Krempl and Kallianpur [2] . This test specimen was only stretched to
a strain of ∼0.0038, which is barely past the elastic loading region, then
unloaded. Elastic loading and unloading curves (with E = 195.2 GPa) are
included in the fi gure. Note that the measured curves do not follow exactly
the elastic lines, although they do approximate them. This could be due to
errors associated with measuring very small extensions or it may be a real
material effect, for example, viscoelasticity (nonlinear elasticity), commonly
observed in polymeric materials.
If deviation from elastic loading is interpreted as a measure of strength, the
curve in Figure 1.16 illustrates the diffi culty in precisely defi ning this point.
One defi nition is called the “proportional limit,” which is the point where the
stress departs the elastic loading line. Although, as mentioned earlier, there is
FIGURE 1.16 Stress versus strain curve in AISI 304L stainless steel measured by
Krempl and Kallianpur [2] using very precise defl ection measurements.
250
200
100
150Truestress(MPa)
Elastic loading line
0
50Elastic unloading line
0 0.001 0.002 0.003 0.004
True strain
EXAMPLE TENSION TESTS 19
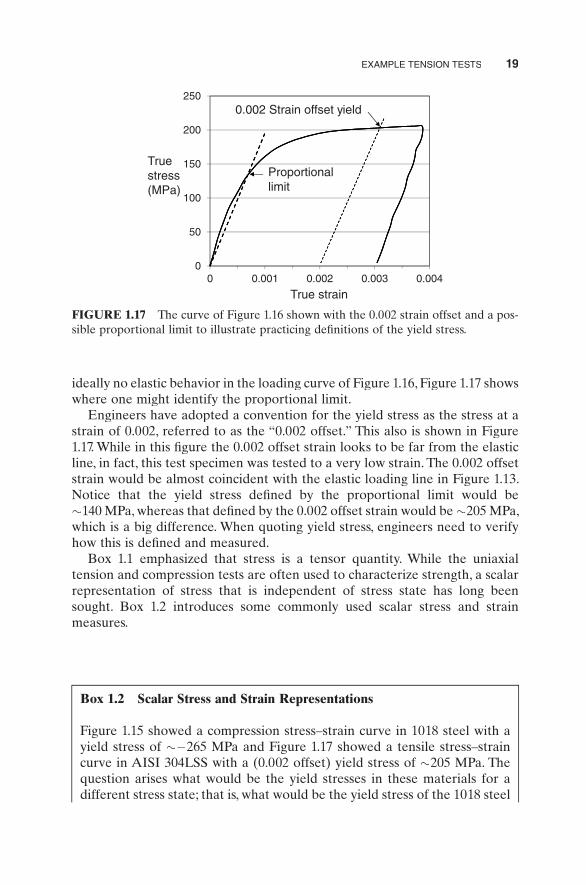
ideally no elastic behavior in the loading curve of Figure 1.16 , Figure 1.17 shows
where one might identify the proportional limit.
Engineers have adopted a convention for the yield stress as the stress at a
strain of 0.002, referred to as the “0.002 offset.” This also is shown in Figure
1.17 . While in this fi gure the 0.002 offset strain looks to be far from the elastic
line, in fact, this test specimen was tested to a very low strain. The 0.002 offset
strain would be almost coincident with the elastic loading line in Figure 1.13 .
Notice that the yield stress defi ned by the proportional limit would be
∼ 140 MPa, whereas that defi ned by the 0.002 offset strain would be ∼205 MPa,
which is a big difference. When quoting yield stress, engineers need to verify
how this is defi ned and measured.
Box 1.1 emphasized that stress is a tensor quantity. While the uniaxial
tension and compression tests are often used to characterize strength, a scalar
representation of stress that is independent of stress state has long been
sought. Box 1.2 introduces some commonly used scalar stress and strain
measures.
FIGURE 1.17 The curve of Figure 1.16 shown with the 0.002 strain offset and a pos-
sible proportional limit to illustrate practicing defi nitions of the yield stress.
250
200
True
0.002 Strain offset yield
100
150stress(MPa)
Proportionallimit
0
50
0.0010 0.002 0.003 0.004
True strain
Box 1.2 Scalar Stress and Strain Representations
Figure 1.15 showed a compression stress–strain curve in 1018 steel with a
yield stress of ∼−265 MPa and Figure 1.17 showed a tensile stress–strain
curve in AISI 304LSS with a (0.002 offset) yield stress of ∼ 205 MPa. The
question arises what would be the yield stresses in these materials for a
different stress state; that is, what would be the yield stress of the 1018 steel

20 MEASURING THE STRENGTH OF METALS
in tension or torsion? There are two ways to consider this. The second will
be addressed in Box 3.4 in Chapter 3 .
The common model for the stress-state dependence of the yield stress is
based on the von Mises criterion. In the principal axis coordinate system,
J2JJ —the second invariant of the stress deviator—is
J2 1 22
2 32
3 121
6= −( ) + −( ) + −( )⎡
⎣⎤⎦σ σ σ σ σ σ ,
where J 2JJ is a scalar combination of the principal stresses. The von Mises
yield criterion states that yield occurs when J2JJ reaches the critical value
of k2 :
J k22= .
If σo is the yield stress in a tension test, where σ1 = σo and σ2 = σ3 = 0,
then
k =σo
3,
which defi nes the value of k. Note that due to the squared terms, the yield
stress in compression has the same absolute value as that in tension. In a
torsion test where σ1 = −σ2 = τ and τ σ3 = 0, then
J k
k
22
1 12
12
12
12
1
1
6
3 3
= = +( ) + +⎡⎣
⎤⎦ =
= = = =
σ σ σ σ σ
σ τσ
τσo o; .
Note that the yield stress in a torsion test is predicted to be 0.577, the
yield stress in uniaxial tension. The yield stress in tension σo is also referred
to as the von Mises stress, σv. Rearranging the above-mentioned equation v
defi ning J2JJ gives (for principal stress coordinate system)
σ σ σ σ σ σ σv = −( ) + −( ) + −( ){ }⎡
⎣⎢⎢
⎤
⎦⎥⎥
1
21 2
22 3
23 1
21 2
.
The von Mises strain (in principal axes) is defi ned as
ε ε ε ε ε ε εv = −( ) + −( ) + −( ){ }⎡
⎣⎢⎢
⎤
⎦⎥⎥
2
3
1
21 2
22 3
23 1
21 2
.
Recall in a tension test (with the tensile axis along the principal direction
“1”) that

EXAMPLE TENSION TESTS 21
ε εε
2 31
2= = − .
In this case, it can be shown that εv = ε1 ; the von Mises strain is equal to
the tensile strain.
For pure shear, ε1 = −ε3 = γ /2 and γγ ε2 = 0, where γ is the shear strain. Itγcan be shown that
pure shear v: .ε εγ
= =2
3 31
octa-hedral shear stress , τoctττ , defi ned as follows. Note the relation between this
scalar and the von Mises stress:
τ σ σ σoct v= = = =2
3
2
3
1
3
2
3
2
32
2J O O .
The octahedral shear strain, γoctγγ , is defi ned as
γ ε ε ε ε ε εoct = −( ) + −( ) + −( )⎡⎣
⎤⎦
2
31 2
22 3
23 1
2 1 2.
In a uniaxial tensile test, γoctγγ relates to the tensile strain ε1 through
γ εε ε
εε
oct = +⎛⎝⎜⎜⎜
⎞⎠⎟⎟⎟ + − −
⎛⎝⎜⎜⎜
⎞⎠⎟⎟⎟
⎡
⎣⎢⎢
⎤
⎦⎥⎥ =
2
3 2 2
2
3
31
12
11
2 1 2
112
12 1 2
12
1
2
3
2
2
3
9
2
⎛⎝⎜⎜⎜
⎞⎠⎟⎟⎟ + −
⎛⎝⎜⎜⎜
⎞⎠⎟⎟⎟
⎡
⎣⎢⎢
⎤
⎦⎥⎥ =
⎡
⎣⎢⎢
⎤
⎦⎥⎥
εε
22
12= ε .
Still another common scalar measure is the effective stress, σ :
σ σ σ σ σ σ σ= −( ) + −( ) + −( )⎡⎣
⎤⎦
2
21 2
22 3
23 1
2 1 2,
and the effective strain, ε :
ε ε ε ε ε ε ε= −( ) + −( ) + −( )⎡⎣
⎤⎦
2
31 2
22 3
23 1
2 1 2.
Both the effective stress and the effective strain reduce to the uniaxial
stress and strain, which is why the von Mises stress is often referred to as
the von Mises effective stress and, similarly, the von Mises strain is often
referred to as the von Mises effective strain.
While the von Mises yield criterion explicitly refers to yield, stress–strain
curves often plot the entire curve on von Mises stress and strain axes or
octahedral shear stress and strain axes.
22 MEASURING THE STRENGTH OF METALS
1.12 ACCOUNTING FOR STRAIN MEASUREMENT ERRORS
The measurement of strain in a tension or compression specimen can be chal-
lenging. A defl ection measurement device such as that shown in Figure 1.4 is
costly and can be diffi cult to install—particularly when experiments at cryo-
genic temperatures or elevated temperatures are desired. One common prac-
tice is to use the linear variable displacement transducer ( LVDT ) attached to
the machine axis to record displacement in the test specimen, but as men-
tioned earlier, this measurement could represent displacements beyond those
in the test specimen. Recent development of noncontact strain measurement
devices based on laser interferometry offers an attractive alternative [3] . Even
these new techniques, though, can introduce measurement artifacts. Thus,
when viewing stress–strain measurements in the published literature, one
must be cognizant of potential effects of errors in the strain measurement
system.
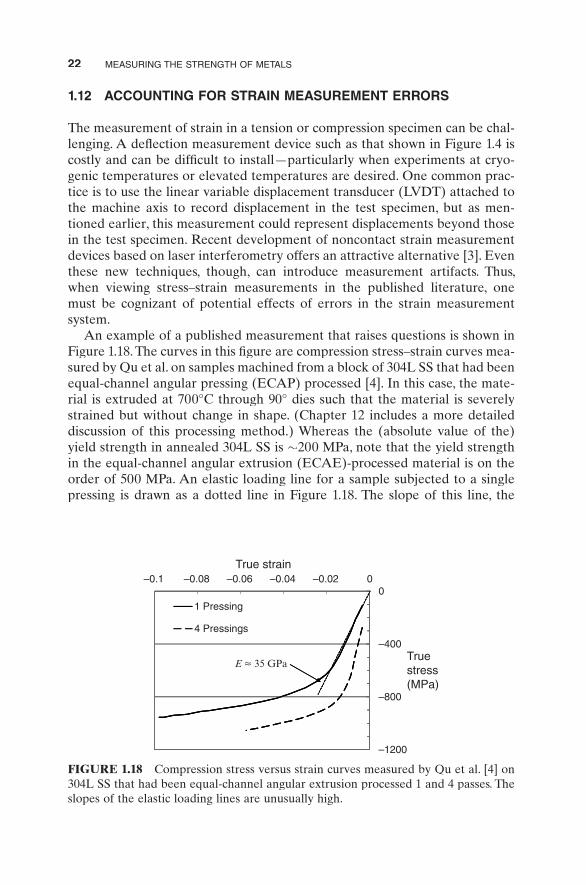
An example of a published measurement that raises questions is shown in
Figure 1.18 . The curves in this fi gure are compression stress–strain curves mea-
sured by Qu et al. on samples machined from a block of 304L SS that had been
equal-channel angular pressing ( ECAP ) processed [4] . In this case, the mate-
rial is extruded at 700°C through 90° dies such that the material is severely
strained but without change in shape. (Chapter 12 includes a more detailed
discussion of this processing method.) Whereas the (absolute value of the)
yield strength in annealed 304L SS is ∼ 200 MPa, note that the yield strength
in the equal-channel angular extrusion (ECAE)-processed material is on the
order of 500 MPa. An elastic loading line for a sample subjected to a single
pressing is drawn as a dotted line in Figure 1.18 . The slope of this line, the
FIGURE 1.18 Compression stress versus strain curves measured by Qu et al. [4] on
304L SS that had been equal-channel angular extrusion processed 1 and 4 passes. The
slopes of the elastic loading lines are unusually high.
0–0.1 –0.08 –0.06 –0.04 –0.02 0
1 Pressing
True strain
–400
4 Pressings
E ≈ 35 GPaTrue
–800
stress(MPa)
–1200

ACCOUNTING FOR STRAIN MEASUREMENT ERRORS 23
apparent elastic modulus, is ∼35 MPa. The typical elastic modulus of stainless
steels, however, is ∼192 MPa. Since strain alone—even high levels of strain
produced by ECAP processing—does not alter the interatomic forces, the
apparent modulus must either be an artifact of the strain measurement or
refl ect unusual loading behavior.
Although in this case Qu et al. are confi dent that the strain measurements
reported by them are accurate and that the low initial slope is real * (perhaps
indicating microplasticity in a few grains), this measurement serves as an
example of the effect of a measurement system that indicates displacements
beyond actual elastic displacements in the deforming specimen.
To illustrate the issue, Figure 1.19 is a schematic two-spring system, which
is a model for the elastic displacements of a mechanical test specimen attached
to a load frame. In this model, the test specimen has a spring constant (equiva-
lent to an elastic modulus) of E1, whereas the load frame has a spring constant
of E2, which is assumed to be a constant. A force F is applied to the load axis Fand the total displacement, ΔY , is measured with an LVDT. In this case, theYYtotal displacement is
ΔYFE
FE
= +1 2
(1.13)
* This was communicated in a private conversation with a member of the Qu et al. research group.
FIGURE 1.19 Schematic spring analogy illustrating how the stiffness (elastic
modulus) of the machine can add to displacements measuring using an LVDT.
Spring constant (elastic
modulus) of the test E1
specimen
Spring constant (elastic modulus) of the machineE2
ΔY
frame
LVDT Measures ΔY
F

24 MEASURING THE STRENGTH OF METALS
and the displacement within the test specimen is
Δ ΔY YFE
1
2
= − . (1.14)
If the displacements within the machine frame are not subtracted from the
total displacements, the (absolute value of the) presumed displacements within
the test specimen will be too large. Once the test specimen begins to plastically
deform, the elastic displacements within the machine frame will continue to
add to the measured displacements. Inaccurate measurement of displacements
within the test specimen offers one source of error in the stress–strain curve.
This error compounds in the true stress calculation using Equation (1.12)
since the conversion from engineering to true stress involves multiplication of
the engineering stress by (1 + e ), which relies on an accurate measurement of
the engineering strain using Equation (1.4) .
Fortunately, a simple correction is possible under certain idealized condi-
tions. When, for instance, the machine modulus is constant and the errors to
the measurement of strain solely arise from displacements in the machine
frame, the fi ctitious elastic displacements (engineering strains) can be sub-
tracted from the measured displacements. *
In this case, the actual elastic strains can be computed using the known
specimen modulus:
ε εσ σ
e ee
app
e
actact app= − +
E E, (1.15)
where the subscript “app” refers to “apparent” and “act” refers to “actual.”
Note that the correction is performed on the engineering values of stress and
strain and that the signage is very important.
Figure 1.20 shows the stress–strain curves from Figure 1.18 corrected using
Equation (1.15) . In this case, the actual measured apparent moduli for the 1-pass
and 4-pass curves are used. As indicated in Figure 1.18 , this was 35 GPa for the
1-pass curve and 74 GPa for the 4-pass curve. The actual modulus was assumed
to equal 192 GPa for both cases. A comparison between the raw data in Figure
1.18 and the corrected curves in Figure 1.20 shows that it is mostly the strain
values that have changed. The stresses show less of a change since the strains
in these tests were fairly low (compared, for instance, with those in Figure 1.13
and Figure 1.15 ) It is worth reemphasizing that Qu et al. believe that the strains
are accurate, in which case the stress–strain curves in Figure 1.18 are accurate
and there is no reason to apply the above-mentioned correction. It is done only
* The fact that the slopes of the elastic portions of the 1-pressing and 4-pressing curves are not
identical suggests that the high slope does not simply arise from a machine compliance effect.
Assuming a constant machine modulus, thus, is an approximation.

FORMATION OF A NECK IN A TENSILE SPECIMEN 25
as an illustration. For tests carried to large strains, the errors introduced by
inaccurate strain measurements can be signifi cant.
1.13 FORMATION OF A NECK IN A TENSILE SPECIMEN
Figure 1.21 shows another tensile test measurement. This one was reported by
Antoun [5] and is also in a 304 stainless steel—but at 160°F instead of room
temperature. This stress–strain curve was taken all the way to a true strain of
FIGURE 1.20 True stress versus true strain curves from Figure 1.18 with apparent
elastic strains not associated with those in the test specimen removed using Equation
(1.15) .
0–0.08 –0.06 –0.04 –0.02 0
1 Pressing
True strain
–400
4 Pressings
True
–800
stress(MPa)
–1200
FIGURE 1.21 Stress versus strain (tension) measured in 304 SS by Antoun [5] at
160°F (71°C).
100
120
60
80True stress(MPa)
20
40
160°F
00 0.1 0.2 0.3 0.4 0.5
True strain

26 MEASURING THE STRENGTH OF METALS
∼ 0.44. The unloading portion of the curve (as load is reduced to zero) is not
shown. It is likely that this test specimen formed a neck and broke (as in Figure
1.9 ).
To examine formation of a neck during a tensile test, Figure 1.22 shows
schematically a cross section of a specimen with an “incipient” neck. This could
have initiated from a machining defect or could simply be a region that for
some reason strained slightly nonuniformly. The area within the necked region
is less than the area in the bulk of the test specimen. Thus, the stress will
increase locally, which will lead to an even more localized strain and will
accentuate the growth of the neck. This will be countered by the fact that the
local region that strains nonuniformly will be a little stronger due to the
increase in the stress–strain curve.
When the increased stress along the stress—strain curve is no longer suf-
fi cient to counter the increased stress due to the area reduction in the neck,
the neck will grow. This is a classic instability process. Recall the force F , FFdefi ned as
F A= σ .
Differentiating the force with respect to the strain gives
dFd
dAd
Addε
σε
σε
= + .
At the point of instability,
dFdε
= 0.
From the constant volume condition,
V AL
dVd
AdLd
LdAd
dAd
AL
dLd
A
dLLd
Add
A
=
= = +
= − = − = − = −
ε ε ε
ε ε εεε
0
FIGURE 1.22 Cross section of a tensile test specimen with an incipient neck region.

STRAIN RATE 27
dFd
dAd
Add
A Addε
σε
σε
σσε
= = + = − +0 .
Therefore, at the point of instability,
σσε
=dd
. (1.16)
When the true stress equals the slope of the true stress versus true strain
curve, the specimen is prone to undergoing unstable deformation via forma-
tion of a neck. The instability condition represented by Equation (1.16) is
referred to as the Considère criterion in recognition of the 1885 experimental
observations in iron and steel by this French researcher. Figure 1.23 shows the
stress–strain data of Figure 1.21 plotted along with dσ /σ dε . Recall that since εis dimensionless, dσ /σ dε has the units of stress.
The two curves in Figure 1.23 coincide at a strain of ∼0.41. Thus, per the
instability condition, a neck likely begins to form at this point and the tensile
specimen will soon break. In addition, data are not reported past this point
since the stress and strain are no longer uniform in the test specimen. This
prediction is consistent with the measurement shown in Figure 1.21 .
1.14 STRAIN RATE
In the test results highlighted in Figure 1.13 , Figure 1.16 , Figure 1.18 , and Figure
1.21 , the velocity of the crosshead has not been specifi ed. This actually is an
important variable. Typically, the yield stress in a test where the cross-head
FIGURE 1.23 Strain hardening rate (slope of the stress–strain curve) versus true
stress for the tensile test shown in Figure 1.21 . The point of intersection of these curves
is the point of tensile instability.
2000
dd
1000
1500
MPa
0
500
True stress
00 0.1 0.2 0.3 0.4 0.5
True strain
σ ε
28 MEASURING THE STRENGTH OF METALS
velocity is high exceeds that in a test where the crosshead is low. The difference
can be small, but it is generally measureable.
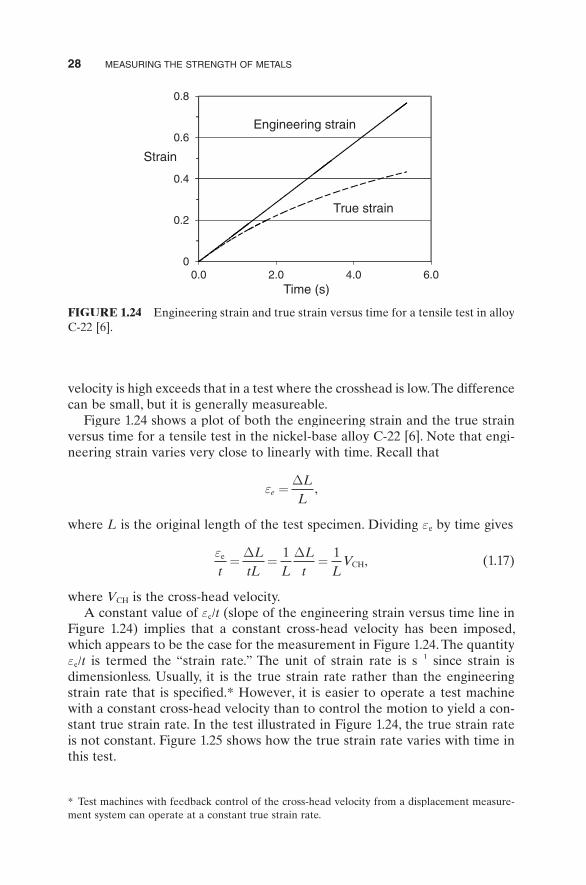
Figure 1.24 shows a plot of both the engineering strain and the true strain
versus time for a tensile test in the nickel-base alloy C-22 [6] . Note that engi-
neering strain varies very close to linearly with time. Recall that
εeL
L=
Δ,
where L is the original length of the test specimen. Dividing εe by time gives
εeCH
tL
tL LLt L
V= = =Δ Δ1 1
, (1.17)
where VCHVV is the cross-head velocity.
A constant value of εe/ t (slope of the engineering strain versus time line in tFigure 1.24 ) implies that a constant cross-head velocity has been imposed,
which appears to be the case for the measurement in Figure 1.24 . The quantity
εe /t is termed the “strain rate.” The unit of strain rate is st − 1 since strain is
dimensionless. Usually, it is the true strain rate rather than the engineering
strain rate that is specifi ed. * However, it is easier to operate a test machine
with a constant cross-head velocity than to control the motion to yield a con-
stant true strain rate. In the test illustrated in Figure 1.24 , the true strain rate
is not constant. Figure 1.25 shows how the true strain rate varies with time in
this test.
FIGURE 1.24 Engineering strain and true strain versus time for a tensile test in alloy
C-22 [6] .
0.8
0.6Engineering strain
Strain
0.2
0.4
True strain
00.0 2.0 4.0 6.0
Time (s)
* Test machines with feedback control of the cross-head velocity from a displacement measure-
ment system can operate at a constant true strain rate.

EXERCISES 29
The true strain rate for this test started at a value nearly equal 0.14 s−1 at
yield but decreased throughout the test. The average true strain rate was
approximately equal to 0.08 s−1 .
1.15 MEASURING STRENGTH: SUMMARY
The mechanical test is used to measure the strength of materials. This chapter
has reviewed the tensile test; introduced defi nitions of stress, strain, and strain
rate; discussed elastic and plastic deformation; and summarized concepts such
as compressibility, instability, and errors introduced by imprecise displacement
measurement. Several examples of stress–strain curves—in tension as well as
compression—have been presented. With this introduction, the contributions
to the strength measured in a mechanical test can be presented.
EXERCISES
1.1 A copper tensile test specimen is machined with an initial diameter of
5.00 mm and an initial gage length of 40.0 mm. A load of 400 N is
applied.
(a) At this load, what is the applied stress?
(b) If the specimen only deforms elastically, calculate the defl ection
that would be measured.
1.2 Measurements of load versus defl ection in a metallic tensile test speci-
men with an initial diameter of 6.00 mm and an initial gage length of
50.0 mm are given in the following table.
(a) Does this specimen appear to be deforming elastically?
(b) From the elastic constants in Table E1.2 , determine the metal.
FIGURE 1.25 True strain rate versus time for the alloy C-22 tensile test (slope of the
true strain versus time curve in Figure 1.24 ).
0.16
0.12
True strain
0 04
0.08rate (s–1)
0.000.0 2.0 4.0 6.0
Time (s)

30 MEASURING THE STRENGTH OF METALS
1.3 An Al2O 3 solid cylinder with an initial length of 1.50 cm and an initial
diameter of 1.00 cm is loaded in compression. An optical extensometer
is used that continuously measures the diameter of the test specimen.
Table E1.3 lists the measured force versus diameter. Assuming that Pois-
son ’ s ratio for this material is 0.25, compare the elastic modulus with the
value listed in Table 1.2 . (Note that the forces are listed as negative to
refl ect the compressive loading.)
TABLE E1.3
ΔD (μ m) Force (N)
0.36 − 3,9601.81 −19,6003.26 −35,3004.71 −51,0006.16 −66,8007.61 −82,4009.06 −98,200
10.51 −113,800
TABLE E1.2
ΔL (μ m) Force (N)
5.4 57216.2 166226.9 280737.6 392148.4 508959.2 618969.9 732680.7 8457
1.4 Compare the forces required to perform the tensile test in Exercise 1.2
with the forces required to perform the compression test in Exercise 1.3.
Instron ® and MTS® are two companies that supply mechanical testing
machines. Go to either the Instron or MTS website and research which
testing machine would be required to perform these mechanical tests.
1.5 A copper tensile test specimen is machined with an initial diameter of
5.00 mm and an initial gage length of 40.0 mm. The measured load (N)
versus displacement ( μm) data is listed in Table E1.5 .
(a) Calculate and plot stress versus strain for this test.
(b) Has the yield stress been exceeded in this test?

EXERCISES 31
1.6 For the test described in Exercise 1.5,
(a) estimate the proportional limit and
(b) estimate the 0.002 offset yield stress.
1.7 The test described in Exercise 1.5 was actually strained to a higher total
elongation. Table E1.7 lists the measured elongation versus force data.
Add these data to the data listed in Exercise 1.5.
(a) Plot the engineering stress–strain curve.
(b) Calculate and plot the true stress–strain curve. (Remember that
the conversion from engineering strain and stress to true strain and
stress needs to be performed only for points beyond the yield
stress.)
TABLE E1.5
ΔL (μ m) Force (N)
4.1 2697.9 532
12 81316 106819.2 123124 156028.1 181731.9 197336.1 210840.4 219548.1 240756.1 258364.1 274072.2 290380 310488.3 318295.9 3368
112.2 3659128.2 3845144.3 4141160.3 4289176.5 4507
32 MEASURING THE STRENGTH OF METALS
1.8 The highest elongation and force recorded in the test described in Exer-
cise 1.7 were 4127.4 mm and 19,494 N, respectively. If at this point the
load were reduced to zero, what would be the fi nal length of the tensile
specimen?
1.9 Could the tensile test described in Exercise 1.7 deform to the maximum
elongation listed without forming a neck?
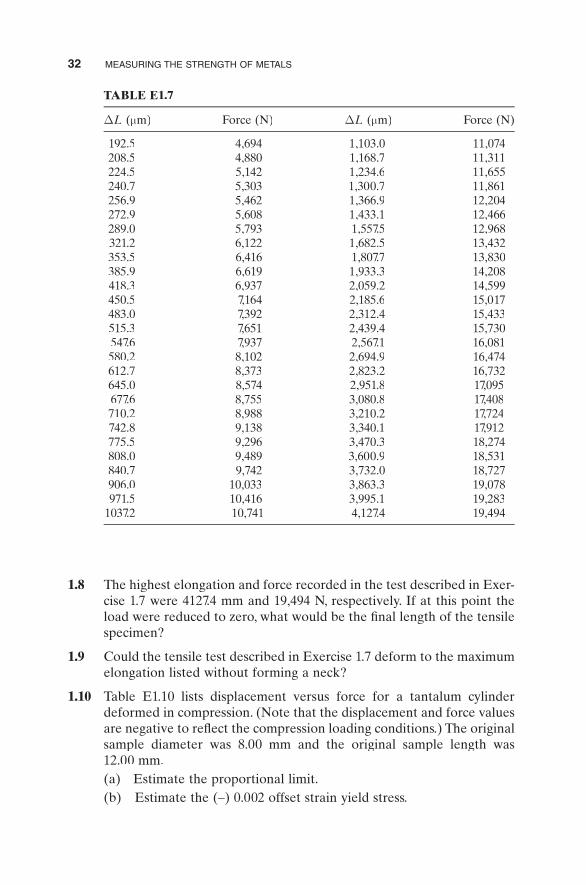
1.10 Table E1.10 lists displacement versus force for a tantalum cylinder
deformed in compression. (Note that the displacement and force values
are negative to refl ect the compression loading conditions.) The original
sample diameter was 8.00 mm and the original sample length was
12.00 mm.
(a) Estimate the proportional limit.
(b) Estimate the (–) 0.002 offset strain yield stress.
TABLE E1.7
ΔL (μ m) Force (N) ΔL (μ m) Force (N)
192.5 4,694 1,103.0 11,074208.5 4,880 1,168.7 11,311224.5 5,142 1,234.6 11,655240.7 5,303 1,300.7 11,861256.9 5,462 1,366.9 12,204272.9 5,608 1,433.1 12,466289.0 5,793 1,557.5 12,968321.2 6,122 1,682.5 13,432353.5 6,416 1,807.7 13,830385.9 6,619 1,933.3 14,208418.3 6,937 2,059.2 14,599450.5 7,164 2,185.6 15,017483.0 7,392 2,312.4 15,433515.3 7,651 2,439.4 15,730547.6 7,937 2,567.1 16,081580.2 8,102 2,694.9 16,474612.7 8,373 2,823.2 16,732645.0 8,574 2,951.8 17,095677.6 8,755 3,080.8 17,408710.2 8,988 3,210.2 17,724742.8 9,138 3,340.1 17,912775.5 9,296 3,470.3 18,274808.0 9,489 3,600.9 18,531840.7 9,742 3,732.0 18,727906.0 10,033 3,863.3 19,078971.5 10,416 3,995.1 19,283
1037.2 10,741 4,127.4 19,494
EXERCISES 33
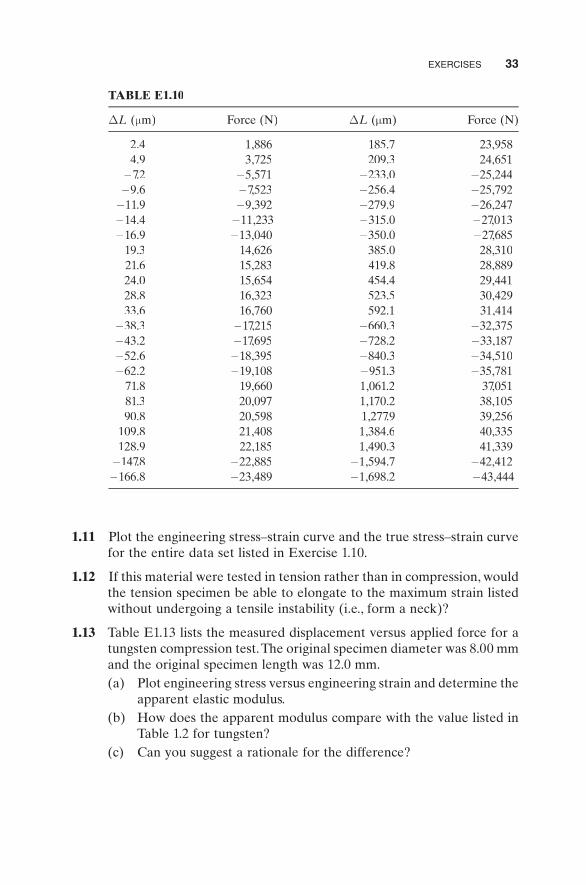
TABLE E1.10
ΔL (μ m) Force (N) ΔL ( μm) Force (N)
−2.4 − 1,886 −185.7 − 23,958
−4.9 − 3,725 −209.3 − 24,651
−7.2 − 5,571 −233.0 − 25,244
−9.6 − 7,523 −256.4 − 25,792
− 11.9 − 9,392 −279.9 − 26,247
−14.4 − 11,233 −315.0 −27,013
−16.9 − 13,040 −350.0 − 27,685
−19.3 − 14,626 −385.0 − 28,310
− 21.6 − 15,283 −419.8 − 28,889
− 24.0 − 15,654 −454.4 − 29,441
− 28.8 − 16,323 −523.5 − 30,429
− 33.6 − 16,760 −592.1 − 31,414
− 38.3 − 17,215 −660.3 − 32,375
− 43.2 − 17,695 −728.2 − 33,187
− 52.6 − 18,395 −840.3 − 34,510
− 62.2 − 19,108 −951.3 − 35,781
− 71.8 − 19,660 − 1,061.2 − 37,051
− 81.3 − 20,097 −1,170.2 − 38,105
− 90.8 − 20,598 −1,277.9 − 39,256
−109.8 − 21,408 −1,384.6 − 40,335
−128.9 − 22,185 −1,490.3 − 41,339
− 147.8 − 22,885 −1,594.7 − 42,412
− 166.8 − 23,489 −1,698.2 −43,444
1.11 Plot the engineering stress–strain curve and the true stress–strain curve
for the entire data set listed in Exercise 1.10.
1.12 If this material were tested in tension rather than in compression, would
the tension specimen be able to elongate to the maximum strain listed
without undergoing a tensile instability (i.e., form a neck)?
1.13 Table E1.13 lists the measured displacement versus applied force for a
tungsten compression test. The original specimen diameter was 8.00 mm
and the original specimen length was 12.0 mm.
(a) Plot engineering stress versus engineering strain and determine the
apparent elastic modulus.
(b) How does the apparent modulus compare with the value listed in
Table 1.2 for tungsten?
(c) Can you suggest a rationale for the difference?

34 MEASURING THE STRENGTH OF METALS
TABLE E1.13
ΔL (μ m) Force (N) ΔL ( μ m) Force (N)
–23.8 –3,916 –528.9 –75,442–47.7 –8,170 –575.4 –76,089–71.6 –12,216 –624.1 –76,656–95.4 –15,890 –672.1 –77,415
–119.9 –20,134 –719.5 –77,703–145.0 –23,989 –767.3 –78,266–167.5 –28,082 –815.3 –78,835–192.2 –32,012 –864.5 –79,343–216.8 –36,201 –912.4 –79,574–239.3 –40,076 –959.6 –80,102–264.7 –44,121 –1,007.5 –80,259–287.5 –48,382 –1,055.1 –80,934–312.9 –52,415 –1,104.8 –80,983–335.4 –56,339 –1,152.7 –81,591–360.1 –60,182 –1,200.1 –81,797–384.7 –64,281 –1,248.9 –82,345–407.8 –68,243 –1,295.7 –82,626–432.2 –71,999 –1,343.1 –82,794–480.5 –73,694 –1,391.6 –83,012
1.14 Assuming that the true elastic modulus is 411 MPa, perform a correction
to remove the artifi cial elastic strain. Compare the corrected and uncor-
rected engineering stress–strain curves.
1.15 Table E1.15 lists the measured displacement versus time for a tensile
test on a specimen with an initial length of 25.0 mm.
(a) Plot the engineering strain versus time and the true strain versus
time.
(b) Was this test run at a uniform engineering strain rate or a uniform
true strain rate?
(c) What is this strain rate?

REFERENCES 35
TABLE E1.15
Time (s) ΔL ( μm) Time (s) ΔL ( μm)
2.93 0.070 104.79 2.7588.83 0.216 111.17 2.942
14.99 0.372 116.71 3.09820.96 0.527 123.12 3.28127.2 0.674 129.07 3.43832.79 0.846 134.75 3.61039.09 0.987 141.21 3.78545.1 1.161 146.88 3.96150.87 1.298 153.27 4.12957.19 1.457 159.04 4.29862.85 1.619 165.08 4.49568.88 1.786 171.22 4.66274.93 1.943 177.03 4.84480.88 2.105 182.97 5.02686.8 2.265 189.16 5.19592.76 2.444 195.1 5.37898.71 2.604 201.08 5.557
REFERENCES
1 G.T. Gray III and S.R. Chen , “ MST-8 constitutive properties & constitutive model-
ing ,” Los Alamos National Laboratory, LA_CP-07-1590 and LA-CP-03-006, 2007 .
2 E. Krempl and V.V. Kallianpur , “ Some critical uniaxial experiments for viscoplastic-
ity at room temperature ,” Journal of the Mechanics and Physics of Solids , Vol. 32 ,
No. 4 , 1984 , p. 301 .
3 B. Becker and M. Dripke , “ Choosing the right extensometer for every materials
testing application ,” Advanced Materials & Processes , Vol. 169 , No. 4 , 2011 , pp.
17 – 21 .
4 S. Qu , C.X. Huang , Y.L. Gao , G. Yang , S.D. Wu , Q.S. Zang , and Z.F. Zhang , “ Tensile
and compressive properties of AISI 304L stainless steel subjected to equal channel
angular pressing ,” Materials Science and Engineering A , Vol. 475 , 2008 , pp.
207 – 216 .
5 B.R. Antoun , “ Temperature effects on the mechanical properties of annealed and
HERF 304L stainless steel ,” Sandia National Laboratories, Sandia Report,
SAND2004-3090, November 2004 .
6 B.O. Tolle , “ Identifi cation of dynamic properties of materials for the nuclear waste
package ,” Technical Report, Task 24, Document ID: TR-02-007, September 2003 .
See Task 24 documents at the following website: http://hrcweb.nevada.edu/data/tda/
(accessed April 2011 ).