marketing management of filtration technology …
TRANSCRIPT

i
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
FAKULTA STAVEBNÍ ÚSTAV STAVEBNÍ EKONOMIKY A ŘÍZENÍ FACULTY OF CIVIL ENGINEERING INSTITUTE OF STRUCTURAL ECONOMICS AND MANAGEMENT
MARKETING MANAGEMENT OF FILTRATION TECHNOLOGY FOR CONSTRUCTION INDUSTRY IN CZECH AND SLOVAK REPUBLIC MARKETING MANAGEMENT CEMENTOVÝCH FILTRAČNÍCH TECHNOLOGIÍ PRO STAVEBNÍ PRŮMYSL V ČESKÉ A SLOVENSKÉ REPUBLICE
DIPLOMOVÁ PRÁCE MASTER'S THESIS
AUTOR PRÁCE Bc. PETR BERÁNEK AUTHOR
VEDOUCÍ PRÁCE PhDr. DANA LINKESCHOVÁ, CSc. SUPERVISOR BRNO 2013

ii
Bibliografická citace VŠKP BERÁNEK, Petr. Marketing management cementových filtračních technologií pro stavební průmysl v České a Slovenské republice (v angličtině). Brno, 2013. 99 s., 0 s. příl. Diplomová práce. Vysoké učení technické v Brně, Fakulta stavební, Ústav stavební ekonomiky a řízení. Vedoucí práce PhDr. Dana Linkeschová, CSc..

iii
Anotace Globálně cementářský průmysl je jedním z nejvíce energeticky náročných, dále produkce emisí prachu, CO2, NOX, SO2 a těžkých kovů je považována právě z tohoto průmyslu za značně znečisťující životní prostředí. Nicméně, na základě předpovědí Světového fondu pro ochranu přírody a Mezinárodní Energetické Agentůry potřeba cementu bude narůstat v příštích dekádách. V diplomové práci za účelem správného porozumění cementovému průmyslu byla shromážděna data o produkci znečištujících emisích a dále byl popsán postup výroby cementu. Diplomová práce analyzovala potenciál hornorakouské společnosti Kappa GmbH instalovat filtrační systém na českých a slovenských cementárnách v příštích 2 až 3 letech. Filtrační systémy společnosti Kappa jsou schopny značně redukovat emise prachu vypouštěných z cementáren. Nicméně jelikož pro společnost Kappa GmbH je cementářský průmysl novým průmyslovým odvětvím, ve kterém by společnost ráda v budoucnu působila, pro tento záměr jisté překážky musejí být překonány. Diplomová práce nalezla tyto překážky a dává doporučení pro jejich řešení.
Klíčová slova Emisní limity, výroba cementu, filtrační technologie, regenerace stlačeným vzduchem, skříňový filtr, řízený rozhovor, SWOT analýza, analýza výběrového řízení.

iv
Abstract Globally, cement industry is one of the most energy consuming industries. Moreover, production of emissions as dust, CO2, NOX, SO2 and heavy metals from manufacturing process is considered as environmentally harmful. However according to predictions of World Wildlife Found (WWF) and International Energy Agency (IEA) global cement demand is going to increase in next decades. For appropriate cement industry understanding data about production of harmful emissions were collected and cement production process was described in the thesis. The thesis mainly analyzed potential for Upper Austrian Company Kappa GmbH to install dedusting system on Czech or Slovak cement plants in next 2-3 years. Kappa´s dedusting systems are able to significantly reduced dust emissions exhaust from cement plants. However as for Company Kappa GmbH cement industry is a new industry branch in which company would like to operate in future, therefore certain objectives have be to overcome. The thesis found those objectives and gives recommendations for their solutions.
Keywords Emission limits, cement manufacturing, dedusting technology, pulse-jet, baghouse filter, guided interview, SWOT analysis, Buying Center analysis.

v
Prohlášení: Prohlašuji, že jsem diplomovou práci zpracoval samostatně a že jsem uvedl všechny použité informační zdroje. V Brně dne 11. 1. 2012 .………………………………………. podpis autora

vi
PROHLÁŠENÍ O SHODĚ LISTINNÉ A ELEKTRONICKÉ FORMY
VŠKP Prohlašuji, že elektronická forma odevzdané práce je shodná s odevzdanou listinnou formou. V Brně dne 11. 1. 2012
.……………………………………….
Bc. Petr Beránek

vii
Diplomová práce je se souhlasem vedoucí PhDr. Dany Linkeschové CSc. a na přání hornorakouské firmy Kappa GmbH psána v anglickém jazyce, pouze abstrakt, klíčová slova, úvodní a závěrečné části jsou psány jak v anglickém tak i českém jazyce.

viii
Acknowledgments Firstly, I would like to express my deap appreciation to M.A. Dana Linkeschova Phd. who help, advice and supervised me during fulfilment of the thesis. She was always considering appropriate aspects of my thesis and directed me to the right direction. Further, I appreciate help of Mr. Ing. Pavel Nevlud, Maintenance Manager of Heidelberg cement plant in Radotin town near Prague, he provided me with data about manufacturing process of the cement plant he works in. And he was kind to send informations about the filter systems currently used at the cement plant. Data mainly specified detailed process description, level of cement production, energy consumption and emission levels. I would like to thank Mr. Petr Kadlec, Maintenance Technician of Holcim cement plant in Prachovice town in the Czech Republic, Mr. Rudo Hatoka, Maintenance Technician of Berger cement plant in Ladce town in Slovakia, Mr. Misaros, Preventive Maintenance Technician of Holcim cement plant in Rohoznik town in Slovakia and Mr. Binovec Petr, Maintenance Manager of Lafarge cement plant in Cizkovice town in the Czech Republic all four Technicians guided me kindly through their cement plants, answered my questions and provided me with detailed informations about their filter system. Finally, I would like to express my deap appreciation to Mr. M.Sc. Maxmilian Hauer, who initially suggested the thesis topic and further was a mentor during my stay in company Kappa GmbH. Mr. Hauer provided me with useful advices during my thesis writing, shared his experience and successfully helped me calm down my passion into to unnecessary working tasks while directed my energy into right direction. Further I would like to appreciate help of Mr. M.A. Martin Boxhofer who was my closest support in our discussions in cases of filtration technology application on Czech and Slovak market. I want to also thank Mr. Josef Trauner who provided me with advices for potential future technical problems for filtration technology applied at cement plants. Currently, I know we will all have great pleasure to meet each other again during our professional lifes in company Kappa GmbH and I hope our relationships with greatfully develop.

ix
Table of Contents 1. Introduction………………………………………………………………………….1
1.1. Aims…………………………………………………………………………….1
2. Methods……………………………………………………………………………...3 2.1. Working Hypothesis…………………………………………………………....7
3. Cement industry introduction………………………………………………………..8
3.1. Main steps of production process……………………………………………...10 3.2. Collected data………………………………………………………………….12 3.3. Czech and Slovak directives and regulations about cement industry emissions
.................................................................................................................13 3.4. Baghouse filter technology outline.............................................................14
4. Company situation analysis................................................................................17
4.1. Kappa Filter Systems GmbH company introduction.......................................17 4.2. Hainzl Industriesysteme company overview..................................................18 4.3. SWOT analysis.............................................................................................18 4.4. Porter´s 5 forces analysis...................................................................................30
5. Market segmentation, targeting and positioning..................................................36
5.1. Potential costumers.................................................................................... .......37 5.1.1. Historical milestones and current filter systems of Czech cement
plants................................................................................................ .......41 5.1.2. Historical milestones and current filter systems of Slovak cement plants...........................................................................................................52
6. Buying Center of Czech and Slovak cement plants ...........................................................................................................................61
7. Competitor analysis..................................................................................................67
7.1. ZVVZ Group (a.s.)........................................................................................72 7.2. Kayser group (Ecotex).......................................................................................73 7.3. Scheuch..........................................................................................................74 7.4. Intensiv filter .................................................................................... ........75 7.5. Boldrocchi.............................................................................................. ........75 7.6. FLSmith......................................................................................................76 7.7. Enatec................................................................................................................76 7.8. Variable small scale filter systems suppliers.....................................................76
8. Evaluation of phone interviews with cement plants executives................................77
9. Personal guided interviews........................................................................................81 9.1. Questions of interviews with cement plant representatives...............................81

x
10. Summary........................................................................................................88
10.1. Working Hypothesis fulfilment………………………………………...90 10.2. Recommendations...........................................................................92
11. Results……………………………………………………………………………...96 12. References......................................................................................................98

xi
List of figures Figure 1 Cement manufacturing process layout ........................................................9
Figure 2 Cement plant layout with marked filter systems as main focus of the study . ................................................................................................................ 15
Figure 3 Structure of Porter´s 5 force analysis ........................................................ 30
Figure 4 Czech cement plants placements .............................................................. 37
Figure 5 Slovak cement plants placements ............................................................. 38
Figure 6 Structure of Buying Center in Heidelberg Holding in the Czech Republic 63
Figure 7 Structure of Buying Center in Lafarge Holding in the Czech Republic ..... 65
Figure 8 Map of competitor’s placements in the Czech Republic ............................ 73
Figure 9 Map of Slovak cement plants and competitor´s placements ...................... 74

xii
List of tables Table 1 Measured exhaust emissions from cement plants (excluding CO2)
............... 12
Table 2 Emission prices per ton of exhausted pollutant in the Czech Republic .......... 13
Table 3 Coeficients of emission level reached by a cement plant annually ................ 13
Table 4 Emission prices per ton of exhausted pollutant in Slovakia ........................... 14
Table 5 SWOT matrix of possible filter systems application at cement industry for Kappa GmbH .............................................................................................................. 26
Table 6 Annual cement production in the Czech Republic in millions of tons ........... 37
Table 7 Annual cement production at Czech and Slovak cement plants ..................... 39
Table 8 Number of employes and capital share of Czech cement plants .................... 40
Table 9 Number of employes and capital share of Slovak cement plants ................... 40
Table 10 Data about filter technology at Cement plant in Mokra ............................. 41
Table 11 Data about filter technology at Cement plant in Radotin ........................... 43
Table 12 Filter systems at expedition line in Kraluv Dvur Heidelberg ..................... 46
Table 13 Data about filter technology at the cement plant Holcim Prachovice ......... 47
Table 14 Data about filter technology at the cement plant Lafarge Cizkovice .......... 49
Table 15 Data about filter technology of Hranice cement plant ............................... 51
Table 16 Data about filter technology of Holcim cement plant in Rohoznik Slovakia .. 53
Table 17 Data about filter technology of cement plant in Turna nad Bodvou ........... 55
Table 18 Data about filter technology of PCLA Ladce cement plant ....................... 57
Table 19 Data about filter technology of Horne Srnie cement plant ......................... 60
Table 20 Parameters for new clinker cooler filter system design at Hranice cement plant 68
Table 21 Initial parameters for by-pass filter system design at Prachovice cement plant 68
Table 22 Grinding filter system parameters at Mokra cement plant ......................... 69
Table 23 Evaluation of communication with representatives of Holcim cement plant in Prachovice ............................................................................................................... 77
Table 24 Evaluation of communication with representative of Buzzi Unicem cement plant in Hranice ........................................................................................................... 77
Table 25 Evaluation of communication with representative of Heidelberg cement plant in Radotin ........................................................................................................... 78
Table 26 Evaluation of communication with representative of Heidelberg cement plant in Mokra ............................................................................................................. 78
Table 27 Evaluation of communication with representative of Lafarge cement plant in Cizkovice ................................................................................................................ 78
Table 28 Evaluation of communication with representative of Holcim cement plant in Rohoznik 79
Table 29 Evaluation of communication with representative of Holcim cement plant in Turna nad Bodvou ................................................................................................... 79
Table 30 Evaluation of communication with representative of Berger cement plant in Ladce 79

xiii
Table 31 Evaluation of communication with representative of Asamer cement plant in Horne Srnie ............................................................................................................. 80
Table 32 CEMMAC cement production and export from 2009 to 2011 ................... 82

1
1. Úvod
Marketing management můžeme charakterizovat jako proces analyzování, plánování a implementování myšlenek, zboží a služeb za účelem dosažení individuálních cílů a cílů společnosti. Pro studování marketing managementu jsem si zvolil cementářský průmysl, jelikož produkuje 5% všech škodlivých emisí na celé planetě Zemi. Globálně je cementářský průmysl jedním z nejvíce energeticky náročných, dále produkuje emise prachu, CO2, NOX, SO2 a těžkých kovů, které jsou považovány za značně znečišťující životní prostředí.
1.1 Cíle
Cílem práce je teoreticky vymezit dané téma v oblasti marketing managementu. V praktické části budu provádět marketingové šetření, analyzovat jeho výsledky a posoudím jeho uplatnění ve stavební oblasti v České a Slovenské republice. V diplomové práci mám za cíl nejprve analyzovat současný technický stav filtračních technologií na českých a slovenských cementárnách a to pomocí telefonických a osobních řízených rozhovorů. Osobní řízené rozhovory uskutečním se zástupci českých a slovenských cementáren. Za druhé, cílem práce je pomocí SWOT analýzy posoudit možnou aplikaci filtračních systémů společnosti Kappa GmbH v českém a slovenském cementářském průmyslu. SWOT analýza bude posuzovat následující faktory, které byly stanoveny před započetím této diplomové práce společností Kappa GmbH a to jako nejvíce důležité pro vstup na nový trh cementářského průmyslu:
a) informace o zákonech a vyhláškách týkajících se emisních limitů, technických požadavcích na vybavení cementáren hlavně pro filtrační technologie,
b) analyzování potencionálních zákazníků, jejich technického zařízení, průběh nabídkového řízení,
c) použitá technologie pro výrobu cementu a pro filtraci znečištěného vzduchu
na jednotlivých cementárnách, d) konkurence v oblasti filtračních technologiích na studovaném trhu, e) možné problémy pro vstup na trh.
Pro lepší analýzu všech pěti faktorů uskutečním osobní řízené rozhovory s vedoucími pracovníky společnosti Kappa GmbH. Výsledky SWOT analýzy a osobních řízených rozhovorů budou dvěma hlavními výstupy práce.

2
1. Introduction Marketing Management can be characterized as process of analysis, planning and implementation of ideas, goods and service, in order to fulfil aims of an individual and an organisation1. For study of marketing management I have chosen cement industry, because it produces 5% of global CO2 harmful emissions on the Earth2. Globally, cement industry is one of the most energy consuming industries. Moreover, production of emissions as dust, CO2, NOX, SO2 and heavy metals from manufacturing process is considered as environmentally harmful.
1.1 Aims
Aim of the thesis is to teoritically define given topic in Marketing Management. In practical part I will investigace marketing research, analyze its results and evaluate its application into civil engineering in Czech and Slovak Republic. Firstly, via phone and personal guided interviews I will analyse technical state of filter systems on Czech and Slovak cement plants. I will held personal guided with representatives of Czech and Slovak cement plants and with executives of Upper Austrian Company Kappa GmbH. Secondly, via SWOT analysis I will evaluate possible application of filter systems from Company Kappa GmbH into Czech and Slovak cement industry. SWOT analysis will consider following factors as they were set up by Company Kappa GmbH before the thesis writing started. Factors were founded as most important for entrance on new market of cement industry:
a) information about local law and directives (emission limits, requirements of technical equipment at cement plants mainly for dedusting technology),
b) analysis of the potential customers, their technical equipment, project tendering (Buying Centre analysis),
c) used technology for the cement production and for filtration of polluted air at cement plants,
d) competitors in filter system branch on the studied market,
e) possible problems for the market entrance.
For more appropriate analysis of all 5 factors I will held personal guided interviews with company Kappa GmbH representatives. Results of guided interviews and SWOT analysis are going to be two main outputs of the thesis.

3
2. Nástroje
Nástroje marketing managementu použité v práci jsou telefonické a osobní řízené rozhovory, SWOT analýza, analýza obchodního centra, Porterova analýza pěti sil a analýza konkurence. Marketing management můžeme také charakterizovat odděleně. Obecně marketing je rozložen do dvou hlavních částí, micro a makro-marketing. Makro-marketing zahrnuje široký pohled na celý produkční a distribuční systém a micro-marketing se zaměřuje na zákazníky a organizace, které zákazníkům dodávají. Tato diplomová práce bude hlavně zaměřena v oboru mikro-marketingu. Mikro-marketing je charakterizován jako aktivita hledající možnosti dosažení cílů organizace za předpokládání potřeb klienta se zaměřením uspokojení toku potřeb a služeb od výrobce k zákazníkovy. Zaměstnanec nebo manažer společnosti implementuje koncepty marketingu a považuje uspokojení zákazníka jako cestu k zisku. Management může být charakterizován jako proces založený na aktivitě člověka používajícího zdroje účinně za účelem dosažení toužených cílů.
Vhodný nástroj pro posouzení marketingové situace je marketingový průzkum. Prvními kroky marketingového průzkumu je získat primární a sekundární informace.
Obecně, sekundární informace byla získána pro jiný účel, ale jsou k dispozicí jako relevantní pro diplomovou práci. Sekundární informace jsou rozděleny na interní a externí. V návaznosti na průzkum situace na trhu byly hlavně zkoumány sekundární externí informace. V případě této diplomové práce zdroje sekundárních informací byli definování jako výroční zprávy českých a slovenských cementáren, relevantní vědecké články, dále zprávy Svazu českých cementáren a v neposlední řadě webové stránky jednotlivých cementáren. Nejprve, jako sekundární informace v rámci cementářského průmyslu byla studována data o spotřebě energie a produkovaných emisích a to dohromady se škodlivými emisemi vznikajících pří výrobě dementu. Právě pro přiměřené porozumění výrobnímu procesu cementu a cementářskému průmyslu, data o škodlivých emisích a spotřebě energie byla sebrána ze zdrojů jako výroční zprávy cementáren, vědecké články, zprávy Českého svazu cementáren a webových stránek cementáren. Pro obecný přehled je popsána výroba cementu a 3 hlavní místa pro umístění filtrační technologie ve výrobním procesu jsou vyznačena níže. Primární informace jsou charakterizovány jako nově posbíraná data pro účel výzkumu. Výhodou těchto informací je jejich aktuálnost. Na druhé straně sběr dat je mnohem časově a finančně náročnější.

4
Jako primární informační zdroj a nástroj managementu byli v diplomové práci použity telefonické a osobní řízené rozhovory pro další sběr dat. Řízené rozhovory proběhly se dvěma zástupci hornorakouské společnosti Kappa GmbH, s panem M.A. Martinem Boxhoferem a panem Josefem Traunerem. Dále pak bylo uskutečněno 5 osobních řízených rozhovorů se zástupci cementáren zodpovědných za filtrační technologii. Byly specifikovány otázky a struktura osobních řízených rozhovorů jak se zástupci společnosti Kappa GmbH, tak i se zástupci vedení cementáren. Dále otázky a odpovědi těchto rozhovorů jsou uvedeny. Dva rozhovory se zástupci firmy Kappa GmbH byly provedeny za účelem analyzování kladů a záporů pro vstup společnosti na český a slovenský trh s aplikací vlastní filtrační technologie. Dále jsou pro tento účel studovány příležitosti a hrozby trhu navazující na SWOT analýzu. Dále tyto dva rozhovory byly provedeny za účelem popisu společnosti, zmínění základních průmyslových oblastí pro instalaci systémů společnosti Kappa GmbH a analyzovat budoucí cíle společnosti pro český a slovenský trh. Jako první, zákony, vyhlášky a nařízení pro filtrační technologie byla prostudována na internetu. Byla uskutečněna e-mailová komunikace se zástupci cementáren zodpovědných za aspekty životního prostředí za účelem získat další informace o zákonech, vyhláškách a poplatcích platících aktuálně v cementářském průmyslu. Uskutečnili se osobní řízené rozhovory se zástupci 5 cementáren, a to provedením 2 cest do výrobních závodů v České republice a 3 na Slovensku. Řízené rozhovory byli uskutečněni s 5 zástupci českých a slovenských cementáren, za účelem sběru dat o typu technologie pro výrobu cementu, cementárnami vypouštěných emisích koncentracích a dále hlavně o filtračních systémech cementáren. Řízené rozhovory se zástupci cementáren byly zaměřeny na získání technických dat o filtračních systémech, dále také informace o struktuře společnosti a popisu rozhodování o projektech v rámci výběrových řízení. Navíc řízené rozhovory byly provedeny se zaměřením na budoucí možnou implementaci filtrační technologie od společnosti Kappa GmbH. Do diplomové práce byla zahrnuta Porterova analýza 5 sil ve snaze charakterizovat společnost Kappa GmbH jako nového hráče na trhu v oblasti filtračních technologií pro cementový průmysl. V neposlední řadě byla zahrnuta analýza výběrového řízení pro popis postupu rozhodování o projektech v oblasti filtračních technologií. Závěry a doporučení byla napsána na základě výše uvedených primárních a sekundárních informací.

5
2. Methods
Methods of marketing management which were used in the thesis are phone and personal guided interviews, further SWOT analysis, Buying Centre analysis, Porter´s 5 forces analysis and Competitor analysis. Marketing and management we can characterize separately. In general, Marketing is spread into two main sections, micro and macro marketing. Macro-marketing includes broad view of whole production and distribution system, while micro-marketing focus on costumer and organisations that serves them. This thesis will be orientated mainly in micro-marketing. Micro-marketing is characterized as activity that seeks to accomplish organisation aims (objectives) by anticipating client needs and focusing a flow of need-satisfying goods and service from producer to client3. Company employee or a manager implements the marketing concepts and sees customer satisfaction as the way to the profit. Management can be characterized as a process based on human activity, using resources effectively in order to accomplish desire goals. A suitable tool for evaluation of marketing situation is marketing research. First steps are to gain primary and secondary information sources.
In general, secondary information have been collected for different final aim but are available and relevant for the thesis. Secondary information are divided between internal and external. In order of research of market situation are searched mainly external secondary information. In case of the thesis the secondary information can be define as annual reports of cement plants in Czech and Slovak Republic, relevant research papers, further reports of Czech cement association and lastly cement plants websites. These information sources can be characterize as appropriate for collected data, which were used for further decision making of studied market entrance for Kappa GmbH. As secondary information, firstly, the data of energy consumption and emissions produced from the cement industry were collected together with harmful emission exhausted during cement production process. For appropriate cement industry understanding and manufacturing process overview, data about harmful emissions and energy consumption were collected from sources as annual reports of cement plants, research papers, reports of Czech cement association and cement plants websites. Overview of cement production process is described and 3 main placements of dedusting technology were market in a figure of cement production process.

6
Primary information is characterized as new collected data for purpose of research. The advantage of primary information is their actuality. On the other hand the collection of data is more time and money demanding. Firstly, internet research of local law, directives and dedusting technology restrictions were done and phone and e-mail communication with cement plant executives responsible for environmental aspects of a cement plant were held in order to get additional data about national law, directives and current fees applied currently in cement industry. As primary information sources and management tools of further data collection, phone and personal guided interviews are used in the thesis. The guided interviews were done with two representatives of Upper Austrian Company Kappa GmbH, with Mr. M.A. Martin Boxhofer and Mr. Josef Traumer and further with 5 representatives of Czech and Slovak cement plants responsible for dedusting technology. Questions and structure of personal guided interviews of Kappa company representatives and cement plant executives have been specified. Further, questions and answers of personal guided interviews were listed. Two personal guided interviews were done with Kappa GmbH representatives in order to analyse company pros and cons for entrance of Czech and Slovak cement industry with application of company dedusting technology, further market opportunities and threats were studied, referring to a SWOT analysis. Moreover, two personal guided interviews at Kappa GmbH were done in order to describe the company, mention core industries of projects installations, analyse company future general aims and focuses for Czech and Slovak market. Personal guided interviews of cement plants representatives were held at 5 of cement plants, 2 travels into the Czech Republic and 3 into Slovakia were done. 5 executives of Czech and Slovak cement industry companies were interviewed in order to collect technical data about cement plants technology, their emissions exhausts levels and further data about plant´s filter systems. Personal guided interviews with cement plant executives were focused on a gain of technical data about dedustin systems as well as on information about company structure and description of project tendering process. Additionally, guided interviews were done with focus on future potential implementation of Kappa filtration technology at cement plants. Porter´s 5 forces analysis was included in the thesis in order to characterize Kappa GmbH as a new market entrant of dedusting technology for cement industry. Lastly, Buying Center analysis was included into the thesis for description of decision making process about dedusting systems. Mainly based on those primary and secondary information results and recommendations were written.

7
2.1 Pracovní hypotézy Jako měřítko naplnění cílů diplomové práce jsou použity pracovní hypotézy na začátku a na konci práce. Pracovní hypotézy mají následující znění: a) Práce nalezne šanci pro instalaci velkých filtračních systémů ve 3 z 9 možných
cementáren v období do 3 let a to od září 2012.
b) Výsledky práce přivedou společnost Kappa GmbH k bližšímu zkoumání příležitostí
k instalaci filtračních systémů v průmyslovém odvětví výroby stavebních materiálů a to v dalších okolních státech střední Evropy.
c) Práce bude prezentovat šanci společnosti Kappa GmbH pro vstup do cementářského průmyslu.
d) Práce nenajde nevyřešené technické problémy pro aplikaci Kappa filtrační
technologie v cementárnách.
2.1 Working Hypothesis
As a measurement of the thesis aims fulfilment working hypothesis were used at the start and end of the thesis. Working hypothesis have following versions: b) The study finds opportunity at 3 cement plants out of 9 on the market for a large
scale dedusting system installation in next 3 years, starting the period in September 2012.
c) The study outputs will attract Kappa GmbH to search more intensively at other surrounding middle European countries for opportunity to install their filter systems at stone industry.
d) The study presents chance for Kappa to enter the cement industry with its baghouse filter technology in Central and East European market in short or middle term (1-3 years).
e) The study will not find unsolved technical challenges for Kappa dedusting
technology application at cement plants.

8
3 Cement industry introduction
The cement industry is estimated as one of the most energy consuming industries globally, accounting at 2% of world total and 5% of industry total energy consumption4. Basically, from studies carried out it is clear the cement industry is an energy intensive industry, accounting about 40% of production costs for energy consumption, therefore energy efficiency can be seen as important research area for cement industry5. Clinker is an initial product produced typically from a rotary kiln after a burning process. Modern and most commonly used type of cement production process is horizontal rotary kiln with pre-calciner and multistage pre-heater. The process is essentially characterized as dry process, because raw material is dried during the production stage, while going through multistage pre-heater. The theoretical value of primary energy consumed per ton of clinker is 1,600 MJ/t6. Moreover, new cement plants with application of Best Available Technique (BAT) present energy consumption in range of 2,900-3,300 MJ per ton of clinker7. The Best Available Technique is currently represented by dry process rotary kiln with multistage-pre-heater and pre-calciner. However, significant heat loss occurs during cement manufacturing process. High amount of thermal energy is wasted through exhaust gases, cooler and kiln shell. This energy loss accounts for about 40% of primary energy8. Further, higher moisture content, not optimal size of kiln and other suboptimal factors through the manufacturing process increase energy consumption to the range of 3,200-4,500MJ of primary energy per ton of clinker9. In general, for cement production as a final product, 50% of primary energy is consumed by calcination (conversion) process. During the calcination process calcium carbonate (CaCO3) goes through chemical reaction where CO2 exhausts and calcium oxide CaO is produced for further use in burning process inside the rotary kiln. At the calcinations process temperature typically reaches above 900°Ciii. During the burning process the temperatures in rotary kiln reach up to 1450°C and the process consumes 40% of primary energy consumed in total through cement manufacturing process. Lastly, 10% of energy used is almost equally divided between transportation (5%) and electricity consumption (5%) at cement plant during the cement manufacturing process. The electricity consumption is in range of 80-120 kWh/ton of cement produced, depending significantly on technical equipment at a cement plant and running processes during different periods of the day. For instance, the highest fraction of electricity at a cement plant is consumed by clinker cooler, raw meal grinding and clinker grinding10. For instance, 33% of electricity is consumed for raw material crushing. Further grinding of clinker into the fine powder also consumes significant amount of electricity, accounting 38% of electricity consumptionxi. Time scheduling of running processes during the day depends mainly on level of cement production.

9
Figure 1 Cement manufacturing process layout11
1 Quarry 2 Crusher plant 3 Raw material homogenization
4 Aggregates
5 Raw mill feeding silo
6 Main stack 7 Bag filter for kiln-/raw mill
8 Vertical raw mill
9 Raw material feeding silo
10Gas conditioning tower
11Bag filter for alkali bypass
12Bypass mixing chamber
13Cyclone pre-heater
14 Raw coal 15Vertical coal grinding mill
16Bag filter for coal grinding plant
17Tubular cooler 18Bag filter for clinker cooler
19 Clinker cooler 20Rotary kiln
21Clinker silo 22 Gypsum 23 Minerals 24Separator
25Cement finish mill
26Bag filter for cement finish mill
27 Packaging plant 28Palletization plant

10
3.1 Main steps of cement production process
Limestone quarry Typically, a local quarry is the main source of limestone (CaCO3) supply for the cement production. Other additives such as silica, iron and alumina are also locally mined or can be transported to the cement plant. Limestone quarry is presented under numbers 1-4 in fugure 1 above. Raw material crushing Limestone size is typically reduced to 20-50mm going through crushers and mills12. The typical additives added into the raw material in small fractions are bauxite, iron, silica and alumina. Natural deviation from the composition of raw material is prevented by these additives13. The raw material is then stored in silos. The main strength of cement is provided by lime and silica, additionally iron gives cement its typical grey colour and reduces the reaction temperature. In figure 1, raw material silos and raw mill are presented under number 5 and 8 respectively. Pre-heater Improving energy efficiency for cement manufacturing process becoming more and more important, waste heat from cement kilns is being used. In dry manufacturing process, preheating of raw material plays important role as it saves high fraction of energy required for cement production. For example, the wet manufacturing process typically consumes energy over 5,000MJ/t of clinker and the dry manufacturing process with 4 cyclone pre-heater consumes energy in range of 3,200-4,000MJ/t of clinker13. A pre-heater is essentially a heat exchanger with hot exhaust air from cement kiln passing through raw material and removing moisture from the same. Temperatures above 100°C additionally heats raw material before it enters pre-calciner. Multistage pre-heaters are used from 1 to 6 stage cyclones, most typical is 4 stage pre-heater, presents usually best efficiency. 4 stage pre-heater has typically 5 pre-heatering cyclones, where 2 pre-heating cyclones at the top of the tower are connected in parallel while the rest of cyclones are in series. Pre-heater structure is shown in figure 1 under number 13. Pre-calciner (Calciner) In a pre-calciner the temperature of the raw material is increased up to 900°C before it is feed into the kiln. As mentioned in section 4, the process of pre-calcination consumes about 40% of primary energy required during cement production process. The mix of raw material is usually pre-calcinated by 90% before it is feed into the kiln. In figure 1, a pre-calciner is usually placed between rotary kiln and pre-heater. Rotary kiln The kiln plays most important part of cement production process. The length of kilns varies typically in range of 60-200m with diameter from 3 to 9m. Dry rotary kilns are most commonly used type of cement kiln in recent times. Most modern kilns are used in order to reduce greenhouse gases and energy consumption during the burning process.

11
The flame inside the kiln reaches about 1,850°C while temperature of raw materials reaches 1,450°C14. The high temperature in kiln is produced by combustion of fossil fuels such as coal, petroleum coke, natural gas, fuel oil and recyclable alternative materials. Alternative fuels are used in last decade in order to reduce harmful emissions and also fuels expenses, however they can cause lower quality of clinker coming out of the kiln and decrease cement quality as a final process product. Therefore additional technologies as alkali by-pass are applied into the manufacturing process. All types of fuels are typically crushed into fine powder in ball mills before combustion on one end of the rotary kiln. On part of the rotary kiln were combustion of main fuels is done, at this part also clinker goes out of the kiln and comas on clinker cooler. A rotary kiln is presented under number 20 in figure 1. Clinker cooler Clinker comes out of the kiln at a temperature of about 1,300-1,450°C and for further processing it is rapidly cooled down by blowing ambient air over the clinker by group of fans. Clinker temperature is reduced to approximately 170°C. Dusty air from clinker cooler is additionally cold down via air to air heat exchanger and then dedusted through filter technology. In figure 1, a clinker cooler is presented under number 19. Grinding of clinker Final process of cement production process is grinding in which the cooled clinker is ground with additives in cement mill and crushed into fine powder, characterized as cement. Fractions of different additives added to the clinker generally specify cement type. Main grinding process is shown in figure 1 under numbers 24 and 25 as it presents separator and cement mill respectively.

12
3.2 Collected data on Exhaust Emissions in Cement Industry
Table 1 presents example of typical emissions which are controlled at cement plants in the Czech Republic and Slovakia. A control device measures every half hour amount of every emission exhaust and for every emission is then calculated average day value. The average daily values are presented in following table 1. Table 1 Measured exhaust emissions from cement plants (excluding CO2)
15,16,17,
18, 19
Company name and place of cement plant
Holcim CZ Prachovice
Heidelberg CZ
Heidelberg CZ
Holcim SK Rohoznik
CEMMAC SK Hornie Srne
Eastern Slovakien Building Materials VSH SK
Year of measurement
2007 2008 2010 2008 2010 February 2012
Units mg/Nm3 mg/Nm3 mg/Nm3 mg/Nm3 mg/Nm3 mg/Nm3 Dust emissions 12.0 36.1 29.4 37.6 7.2 6.9 SO2 - 103.4 34.6 93.2 - 12.7 NOx 625.0 1,386.6 1,463.1 1,289.3 745.0 831.0 CO 1,478.2 1,779.0 1,549.6 2,874.0 27.6 SOx 125.0 - - - 6.4 -
Except dust emissions, other emissions reductions, a most commonly used abatement technique, selective non-catalytic reduction techniques (SNCR) can reduce emissions by 75% to 200-500mg/Nm3(of NOx). The more advanced selective catalytic reduction techniques (SCR) can bring emissions down to 50mg/Nm3, achieving emissions reductions of 90% or more. SCR techniques also serve to reduce emissions of other key pollutants, namely carbon monoxide, VOC, dioxins and furans20.At a high surplus of volatile elements, the installation of a preheater “by-pass” maybecome necessary where part of the dust laden exhaust gases of the rotary kiln isextracted from the system. Both filter and by-pass dust can totally or partially berecycled into the cement manufacturing process. Technology of dust emissions reduction is described in following section 4.4 and it is the technology of Kappa GmbH which can be applied at cement plants.

13
3.3 Czech and Slovak directives and regulations about cement industry emissions
Until 1989, development of new law adaptation for air protection in the Czech Republic was at prelinary stage and the Czech Republic was European country with one of the worse air quality. Initial law (number 4/1952 Sb.) covered only hygiene and pre-epidemie care. For operators of pollution sources previous law active until 1991 was applied. According to the previous lawoperators of pollution sources (e.g. coal and waste power plants, etc. and lastly cement plants) hade to pay annual fees for 19 variable types of emission produced at their plant. Main polution sources were characterized as plants with heat input higher than 50MW (or range from 5MW-500MW) and for example fee paid for dust emission exhaust was 121€ per ton and it is applied until the end of year 2012. Moreover, new law (directive) signed by government executives on 1st September 2012 and applicable from January 2013 takes into the account four main pollutants. They are heavy pollutants or rather called dust, SO2, NOxand Volatile Organic Compounds (VOC).
Table 2 Emission prices per ton of exhausted pollutant in the Czech Republic
Pollutants 2013 - 2016
2017 2018 2019 2020 2021
and after Dust (Heavy pollutants)
169.49 254.24 338.98 423.73 508.47 593.22
SO2 54.48 84.75 112.99 141.24 169.49 197.74
NOx 44.39 68.60 88.78 112.99 133.17 157.38
Volatile organic compounds (VOC)
108.96 169.49 225.99 282.49 338.98 395.48
Table 3 Coeficients of emission level reached by a cement plant annually
Annual emission concetration level as exhaust range
50-60 % > 60-70 % > 70-80 % > 80-90 % > 90 %
Coefficient 0.2 0.4 0.6 0.8 1
Coeficients in table 3 present how much of calculated feea cement plant has to pay according to its exhaust emissions level reffering to applied emission limit. Coefficients structure is applied from year 2017. How high emissions concentration level is exhausted at cement plant stacks, that high coeficient is chosen from the table above. For example, a cement plant exhausted dust from 74% in applied limit concetration 30mg/m3. For this example of emission concetration coefficient 0.6 is chosen. For currency conversion exchange course was taken from Czech National Bank at 24.78Kc for 1€ on 22/08/2012.

14
In Slovakia similar law as in the Czech Republic is applied since 1998 including pollutants.
Table 4 Emission prices per ton of exhausted pollutant in Slovakia
Pollutants €/t
Dust (Heavy pollutants)
166.97
SO2 66.39
NOx 49.79
CO 33.19 Carbon 132.77
Further, the Slovakien law presents more complicated calculation structure of annual fees for cement plants. Calculation structure of the fees is not main aim of the thesis and therefore is not presented in this section. For company purpose fee can be estimated from calculation structure on official website, where Slovakien law of cement plant fee is presented (http://www.zakonypreludi.sk/zz/2008-515). As an example of saving, calculate fees which are annually paid by cement plants (in the Czech Republic) and discount them on time line in a table, then it can be seen how much fee cement plant has to pay in longer period and how much would save with new filter system.
3.4 Baghouse filter technology
Two main technologies are currently used for large scale filter systems with air flow above 75,000m3/h at cement plants. First and longer used technology is electro static preciparator (further just electro filter) and the second applied technology is pulse-jet baghouse filter technology. Pulse-jet baghouse filter is currently presented as Best Available Technology (BAT). Both filter technologies mainly filter dust emissions (heavy pollutants). The Kappa GmbH designs and constructs different types of filter system and filter system which can be applied at cement plants is pulse-jet baghouse filter for few reasons. The temperature level which can by handled by a dedusting system is high and usually only materials used for bag house filters can sustain high temperatures. Different filter bags materials are available for variable price on the filter system market and therefore temperature level applied at dedusted process influences final price of a system installation. Basically, higher temperature filter bags have to continuously sustain, higher is their price. Because filter bags are weaved from higher quality material and typically with surface modification. Constant air temperature processed and dedusted through baghouse filters is most of the time in range from 90°C to 250°C. For shorter time periods temperature applied through the filter system can increase over

15
260°C, however higher temperatures reaching filter bags are prevented by suction system which opens and sucs extra ambient air in order to cold down hot air around 300°C to the lower temperature. Continously applied high air temperature (above 250°C) through filter bags would cause significant damage on them. And filter bags in pulse-jet filter system would have to be exchange for new filter bags. Other important reason for use of pulse-jet baghouse filter is emission level of dust and particles exhaust. Baghouse pulse-jet filters in general reach emission level around 1mg/Nm3. Tailor made and turn-key solutions of Kappa pulse-jet baghouse filter reaches emission level below 0,1mg/Nm3. Moreover, Kappa pulse-jet baghouse filter is able to clean air with contamination from 500 to 30,000mg/m³. Kappa large scale jet-pulse baghouse filter can be installed on three different places in the cement manufacturing process,those places are marked in figure 2. Most modern cement plant manufacturing processis dry manufacturing process with multi-pre-heater and calciner. The places for baghouse filter application are clinker cooler, cement (clinker) mill and kiln exhaust together with raw material mill. Other places at a cement plant production process are also suitable for baghouse filter installation but three mentioned places of manufacturing process are currently main target for Kappa GmbH. The filter installation at targed filter placements has typically air flow over 60,000m3/h measured at 0°C.
Figure 2 Cement plant layout with marked filter systems as main focus of the study
At cement manufacturing process, the kiln exhaust is typically directed into raw material mill, Raw material for burning is crashed in the mill before it enters the kiln.

16
The hot air from the kiln goes first through the calciner and pre-heater cyclones and finally reaches raw material mill before it is filtered in baghouse or electro filter and exhuast via stack to the air.A filter is presented in figure 2 under number 7. As the air flows through the calciner, pre-heater, water cooling tower and raw material mill, it is rapidly cooled down from 1000°C to about 320°C. After going through calciner and pre-heater a hot air is cooled down in a water cooling tower to get temperature around 150°C and then is usually directed to the raw material mill where the air is additionally cold down, typically into range 60-110°C. The temperature below 150°C is suitable temperature for baghouse dedusting system. Water consumption in cooling tower varies between 10-20m3/h depending on cement daily production and actual burning process activity. Clinker cooler contains number of fans which blow ambient air over hot clinker coming from the rotary kiln. The air is then typically cold down in air to air heat exchanger before it enters dedusting system. Temperature is decreased to the range 120-170°C. Air to air heat exchanger is shown under the number 17 in figure 2. Then air reaches dedusting system presented under the number 18 in figure 2. Air is filtered in the system to the required emission limit and then exhaust into the surrounding of the plant. A cement plant has typically more cement mills which are used for production of different cement types. Each cement mill has own filter system, one typical system is presented in figure 2 under numbers 24, 25 and 26. Kappa technology has an advantage in innovative filtration system, which uses minimal electrical energy and dust emissions are significantly reduced (heavy pollutants emissions). Dust emissions are main emissions together with SO2, NOx, VOC and CO2, which are monitored in cement and other industries. Possible substitute technologies of pulse-jet baghouse filter are described in section 5.4 (b. Threat of Substitutes)

17
4 Company situation analysis
One of main elements of marketing planning is a situation analysis. Therefore marketing strategy might be based on a successfully done situation analysis. The basic of situation analysis is identification, analysis and evaluation of relevant factors for focused market and for general company situation. The factors might be seen as relevant and having significant impact on strategy of company21.
4.1 Kappa Filter Systems GmbH company introduction
Kappa is part of the Hainzl Industry Group, a privately owned and managed concern located in Linz, Austria. The company was jointly founded in 1993 by Klaus Krüger and the Hainzl family. The company can be characterized as medium-sized, family-owned an international top supplier enterprise. In July 2012, the Kappa GmbH contains team of 50 engineers and totally 70 employees at their headquarter in Upper Austria in Steyr. And 5 employees work in a first subsidiary in Dusseldorf Germany. Kappa GmbH develop, produce and install filter systems and turn-key solutions for industrial air cleaning and are specialized in the areas of dedusting and fine dust separation, removal of mists and vapors, gas separation and malodor neutralization and hybrid filtration techniques. Kappa GmbH preciously and professionally dedicate all our power and creativity to the identification of the best clean air solution for industrial air cleaning and energy efficiency. As a consequence company precisely analyze the current state and future demands of our customers. Kappa GmbH supports their costumers from the first moment of planning to the final stage of the turn-key solution. As Original Equipment Manufacturer (OEM) Kappa GmbH develops integrative solutions and delivers its products in a continuous high quality while being 100% reliable. In general main aim of Kappa GmbH is to optimize existing facilities with regard to clean air and energy efficiency, irrespective of their previous supplier. And today is one of the world’s leading producers of industrial air filtration plants. Kappa´s core industries are steel and automotive industry and as the company is continuously increasing number of projects and filter systems applications, therefore it decided to search for opportunities in other related industrial areas. One of the market researched industrial areas is part of the thesis as it is cement industry. Cement industry is part of bigger industrial group so-called stone industry, including further lime and construction materials production. At stone industry Kappa GmbH bag house filter technology can be applied. Moreover, Kappa GmbH hopes that the constant market research will bring it chance to become strong player in stone industry.

18
4.2 Hainzl Industriesysteme company overview
Hainzl Industriesysteme GmbH was founded in 1965 and currently contains 700 employees. The company head office is placed in Linz in Upper Austria. Hainzl Industriesysteme delivers individual solutions for customers over all industries, specifically for customers who present high level of reliability. The company is European provider of systems as drive technology, automation and manipulation technology and building service engineering. In field of building service engineering, focusing on dedusting systems, Hainzl Industriesysteme is a mother company for Kappa Filter Systems. Role of Hainzl Industriesysteme as the mother company for Kappa Filter Systems contains pre-assembly of filter systems before they are installed at construction site of a costumer and further Hainzl Industriesysteme provides quality control of the filter systems. In order to have a complete picture about the business group it contains a third entrepreneur, Aquasys Technik GmbH. The company delivers solutions for fire fighting systems, presented as high pressure water mist technology. Aquasys Technik GmbH applies its solutions in four fields as tunnels, variable industries, buildings and rail vehicles.
4.3 SWOT analysis
SWOT analysis includes list of important factors, which are organized in logical order of 2x2 matrix. SWOT analysis can be characterized as a subjective assessment of a certain company goal. When company as studied subject uses guaranty factors the success at the market is high. Four areas included in the analysis are named as Strengths, Weaknesses, Opportunities and Threats and. Essentially, in the analysis they state for their meanings in relation to the studied subject and goal. Strengths and Weaknesses typically present current stage of strong and weak points (elements) of the studied subject and are characterize as internal factors. Opportunities and Threats characterize future chances and dangerous situations for the studied subject which can happened on the market and are presented as external factors. Further, SWOT analysis identify a company internal strengths in order to take into the favour its external opportunities and in same time tries to avoid external threats, while addressing its weaknesses22. In the thesis, studied subject of SWOT analysis is company Kappa GmbH from Upper Austrian region specified closer in section 5.1. As a main aim the SWOT analysis in the thesis focus on potential of Kappa GmbH to enter the Czech Republic and Slovakian cement industry market with application of filtration technology. Main company product suitable for this market is a baghouse filter. The technology is specified in section 4.4.

19
Following two interviews were done in order to better understand Kappa company situation and analyse opportunities and threats for cement market entrance.
Guided interview with M.A. Martin Boxhofer, Sales and Project Manager for Central and Eastern Europe on 27/08/2012 How long do you work in Kappa and do you have any other previous experiences from other positions? Mr. Boxhofer is responsible for area of Central and Eastern Europe as a Sales and Project Manager. The position can be characterized as Business to Business selling. He started at this position in January 2011 in Kappa GmbH. Taking responsibility for previous projects at Central and Eastern Europe, first project of Mr. Boxhofer was successfully commisioned in September 2012. At previous position Mr. Boxhofer worked as sales person in area of Business to Costumer. Here Mr. Boxhofer worked in interial architecture company from 2000-2006. First working experience Mr. Boxhofer got as a research assistant and business consultant at Upper Austria University, giving advices how to develop business in Central and Eastern European countries, mainly Czech Republic, Slovakia, Ukraine and Russia. Can you count how many emplyoes does it Kappa GmbH has with more than 5 and 10 years working experience in related technical field to the Kappa brand? Kappa has 5 employes at Guru level, CEO Mag. Ing. Klaus Krüger, two salesmen responsible for Austria and Germany respectively, further a process engineer who is responsible for preparation and construction of complicated plants and additional a technician who mainly works in research area and on complicated projects. Further, company contains about 3 employes at mastery level as a salesman, then Mr. Josef Traumer (his position is specified further in interview with him) and a technician responsible for complicated projects, as project where systems with danger of explosion are involved. Guru level it means in this case emploeeyhas more than 10 years experience in the field of dedusting systems and employee at Mastery level means person between 6-10 years experience from his/her specific field of working. For example, specific field means the person specify in Selling and Project management, Purchasing or Technical department. How many selling teams Kappa GmbH currently contains? Kappa GmbH has 7 seeling teams, including 2 senior salesmen and my team for Midlle and Eastern European market. Except my selling team, other selling teams sell company products on Austrian and South German market.

20
One selling team as new business unit containing team of 4 employes started its operation in January 2011 in Dusseldorf and it is responsible for Western part of German market. New business unit is in preparation level for Eastern part of German market. What Kappa GmbH does well and in which industrial areas is excellent? Dominating Kappa current technologies are welding, junction Aluminium injection molding and handling of oil mist, aerosols and other similar fluids. Welding can be characterized for Kappa as broad field, where dedusting systems can be applied. Junction Aluminium injection molding is used mainly in automotive industry and also Kappa GmbH systems are from 90% installed in this industrial field. Further, Kappa´s dedusting systems has excellent separation grade, while reaching at least 0,1mg/Nm3 and in addition cleaned air is recycled via recuperation system and send back into the process or manufacturing hall space. Because the cleaned air sent back into the process is cleaner than the ambient air which initially enters a process. Moreover, at German market Kappa has specific position. As many German engineering companies are not willing to do specific solution and turn-key projects for the costumers in industrial air cleaning field. German companies offer standart solution for the costumers but do not offer additional services. In general, German companies are not costumer oriented and are less flexible with project solutions. For example, a German company rather drop complicated project with specific solution, where it could actually get higher profit and a company rather take two less profitable projects, but the projects have standard engineering solutions, which are easily installable. Kappa GmbH is one of the few if not only one who rather go for project where complicated engineering solution is required. Even the young team of engineer of Kappa GmbH is able to design and successfully implement such a project and put it into operation with fulfilment of costumer specific requirements. Advantages and disadvantages for Czech and Slovak market for Kappa products, especially for baghouse filter, as most applicable technology for cement industry? At the Czech market there is lack of middel and large sizecompanies with size of Kappa, which would be able to apply larger scale projects as for example replacement of electrofilter for new pulse-jet baghouse filter. Usually, local companies present solutions with trial arrow strategy or same solution as competition with lower price.Basically, in project competition Kappa always presents best engineering solution and turn-key project. However Kappa is less flexible on Middle and Eastern European market than on German ans Austrian market and also therefore always reaches higher price in a competition (first reason for higher project price). Second reason for higher price of Kappa´s projects is level of risk calculation included in a project price. As in business of plant construction the price of the project

21
can be hardly predicted (counted) in advance, when project solution and offer for competition is made. And further later during the signing of a contract between costumer and supplier company (Kappa GmbH),price cannot be precisely set by Kappa for its own calculation, because other additional costs can become into the project.Price and profit of the project is finally accounted, when project is commissioned and rather in operation. Therefore Kappa GmbH counts price of a project with high level of risk, which can be seen as second and main reason for higher price in competition on Czech and Slovak market. Third reason for higher price is not local supplier of metal work, most of the metal work would have to be done by Austrian company at the construction site or in pre-assembly stage of a system. And still labor (smith) work is more expensive in Austria than in Czech. The difference in labor price is not only made by higher salary and living standarts but additionalyby higher personal income taxes in Austria than in the Czech and Slovak Republic. Also, language barrier has to be listed as not always all costumer company excetutives or technicians are excellently skilled with English or German language. Mr. Beranek explanation is mostly because this is partly an example of older generation of managers or technicians, who learned as first foreign language Russian during the communism era and it was not easy for them to learn later after the revolution in their oldery age another foreign language. Can you name any specific features for Czech and Slovak market for a plant construction? As Kappa GmbH present inself as a family ownedcompany but strong market positioned company, many small-scale Czech and Slovak companies can find this as a similar outline and relation with Kappa GmbH. For example, the fact can lead into easier understading of the both site situation and more opened communication about the dedusting problems in a costumer company. Further we discussed other important features for filter systems market: Most of the companies get bankrupted not because of the lack of work or projects, but because they sell their projects with to low price, with almost 0% profit. In addition, as every selling, technical and manufacturing department of company A has certain capacity, often company salesmen or executives in plant construction business are not able to recognise projects with highest profits reachable for their company A. In this case, it has been already mentioned Kappa´s unique advantage in non standart solutions which are often turn-key projects. Basically for Kappa GmbH, non standart solutionsprojects become most profitable. Further, a spare part business for Kappa GmbH is becoming more important and it is more profitable. In addition, profit is made easier by selling the spare parts to the previous costumer, then design, installation and commissioning of a new system.

22
Specific costumer mind set can be characterized, for instance, a previous Kappa´s costumer, where a filter system successfully works and spare parts are needed, rather byus original spare parts from Kappa GmbH 10-20% more expensive than from another supplier who he does not have any previous relationship with a costumer company and any significant experience with an installed system. What is the advantage or disadvantage of Scheuch compared to the Kappa? For example, Scheuch Company has more emploeys and is more world wide, also as company has more employes their fix costs are spread more evenly. Moreover, Scheuch Companypresents larger installation crew in last years, which can cause problems when no work at the construction site is required. Installation crew gets its salary and cost company money any way. But when not enough system installations are available for installation crews, company loses money, because it has to pay their salary. For Kappa GmbH seems currently easier to have a small permanent installation crew. And when extra construction work is needed Kappa GmbH hires external workers. As a main part of the baghouse filter, relays Kappa GmbH on one filter bag supplier? Mainly yes, relays on one filter bag supplier. And for logical reason, because than company can get high volume discounts for filter bags from one permanent supplier. But on the other hand there is always cross check at least with offer from one more filter bag supplier at least to have a small competition and comparison of the price. It also secures Kappa GmbH from getting higher price for the filter bags. Does it Kappa GmbH has any leverage or current loans? Kappa GmbH does not have any current loans or even leverage. The Company has 100% of own capital and presents itself as family owned business. Kappa GmbH rather preffer natural grow on its market, rather than steep increase of market share with help of loans. Where do you see chance for Kappa GmbH to enter Czech and Slovak cement industry market? Essentially, in 5 years higher demand for baghouse filters at the cement plants will be required as a replacement of older electro filters. In addition, I see good chance for Kappa to enter the market when problems with a current filter system at a cement plant occurs, not help or service from previous supplier

23
is delivered. Then Kappa GmbH has to come to the market and required help from the costumer or essentially old electro filters What is the role of Hainzl GmbH as a mother company? Firstly, Hainzl GmbH mainly does for Kappa GmbH pre-assembly work of the filter systems in their manufacturing hall in Linz. Secondly it provides installation crew and construction site work. And lastly, Hainzl GmbH does the quality control of delivered products (parts of a filter systems) from other companies also quality control of pre-assembled and commissioned filter systems. For instance, delivered products (parts of a filter systems) are specified by Kappa mainly according to the costumer requirements.
24
Guided interview with Mr. Josef Trauner, Kappa Purchasing Manager on 19/09/2012 How long do you work in Kappa and what are your other previous working experinces? I used to work in ÖMAC for 12 years, from 1997 to 2009. Most of the time I has worked as an assistant for a Project Manager. The company was working ongeneral delivery of cemen plants construction as a main contractor. In October 2010 I started to work for Kappa GmbH.Along first year, beside main work as a Project Technician, I went through the technical traning about company technology. Currently, I am responsible for offers structure and price negotiation with Kappa costumers. In addition, from July 2012 I am responsible for EDF and CAD software systems in the company. What Kappa GmbH does well and in which industrial areas is excellent? First of all I see Kappa big advantage in experienced team, which knows to find solution for specific costumer requirements. However Kappa experienced team contains high number of young people, which can be seen as other advantage for constant future growth. Main company products are dedusting systems with carthridge filter. I roughly estimate 90% of project commissioned are cathridge systems. Dominating industry where are Kappa cathridge systems installed is automotive industry, including all its areas. The field of automotive industry includes broad range of manufacturing processes, however Kappa is able to provide dedusting systems for all of them. Automotive industry can be characterized as core industry for Kappa GmbH. In last 2-3 years Kappa increased number of system installations in casting industry. How calculation of a price for typical Kappa project look like (as part of mechanical engineering)? We discussed typical engineering price calculation pattern, where direct costs are material, direct wages, equipments owned or rented, other direct costs and subcontractors and futher indirect costs are estimated jobsite and home office overheads and profit. Profit typically includes risk calculation involved with a project. However, for example, mechanical engineering companies as Kappa GmbH, mostly the prices for steel work are negotiated with a potential supplier per kg of steel work. The weight amount includes typically specification in contract and it is set what is going to be done for costumer (here Kappa GmbH) from supplier of steel work. Basically, it

25
would cost supplier unnecessary time to calculate price for every project. And usually supplier is enough experienced to negotiate price level for a certain project per kg of steel work. Potential technical problems for baghouse filter at cement plant were discussed with Mr. Trauner and are listed in thesis hand out for Company Kappa GmbH.
26
SWOT analysis commonly follows few aspects to get realistic outputs. Aspects for realistic outputs:
• Short explanation or description why or what exactly each of four parts of matrix means?
• Ask for inputs from Kappa employees, about general company situation and preparedness for new market entrance
• List the factors from SWOT analysis from most important to least important (or grade the factors)
• Good to focus SWOT analysis for certain market and certain goal, as in the thesis does for entrance of Kappa GmbH into the cement industry
• Look at the Kappa business now and ask competent executive about where they see Kappa in future and what is middle term plan
• Use goals and objective from Kappa global company business plan
• Essential factors for success in Kappa technology area
• Consider the competitors and consider realistically Kappa GmbH in comparison with them
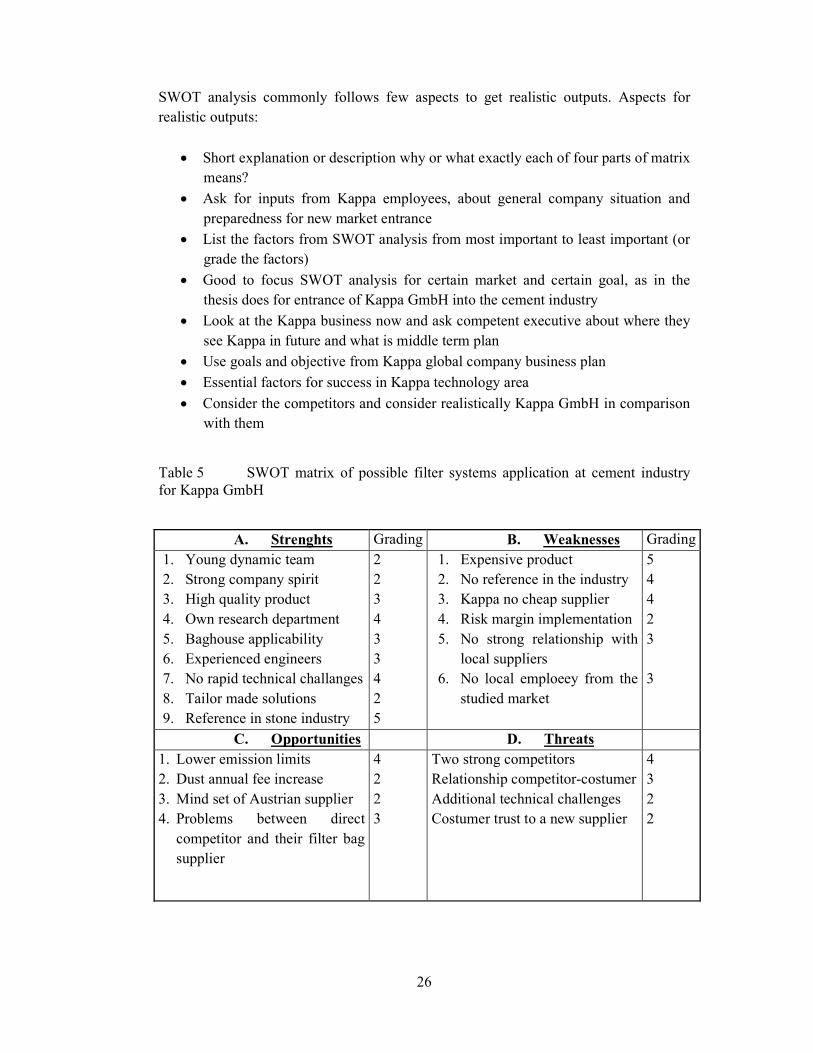
Table 5 SWOT matrix of possible filter systems application at cement industry for Kappa GmbH
A. Strenghts Grading B. Weaknesses Grading 1. Young dynamic team 2. Strong company spirit 3. High quality product 4. Own research department 5. Baghouse applicability 6. Experienced engineers 7. No rapid technical challanges 8. Tailor made solutions 9. Reference in stone industry
2 2 3 4 3 3 4 2 5
1. Expensive product 2. No reference in the industry 3. Kappa no cheap supplier 4. Risk margin implementation 5. No strong relationship with
local suppliers 6. No local emploeey from the
studied market
5 4 4 2 3 3
C. Opportunities D. Threats 1. Lower emission limits 2. Dust annual fee increase 3. Mind set of Austrian supplier 4. Problems between direct
competitor and their filter bag supplier
4 2 2 3
Two strong competitors Relationship competitor-costumer Additional technical challenges Costumer trust to a new supplier
4 3 2 2

27
A. Strenghts
1. Kappa GmbH contains young dynamic team of employees, who are able to react on changes on the market.
2. The company presents strong spirit in sence to believe what theyr technology stands for
3. Kappa GmbH develops high quality products in filter systems technology based
on tailor made solutions and not catalogue once.
4. The company has own research and development department. A new bag house pulse-jet filter technology is developed in the department.
5. Similar parameters for baghouse filter applied in steel and cement industry. With small upgrades in technology a new baghouse pulse-jet filter system is applicable for variable range of industries. Therefore the system can be easily apllied into cement industry manufacturing process.
6. Experienced engineers and project managers in field of dedusting technology. In addition, one engineer used to work for more than 10 years as an Assistant of Project Manager for engineering of whole cement plants.
7. Technology of cement industry dedusting is not difficult to understand
8. Right solvation of technical challenges (tailor made solution) for Kappa
baghouse system in cement industry (section 4.4.1)
9. Reference system was installed in stone industry. Forinstance, Kappa GmbH has done basalt quarry dedusting in Romania. At least smaller scale system as a reference in similar industry. Kappa can build on the reference and later install smaller scale baghouse filter in the cement industry and then continue a strategy towards large scale filter installation in the cement industry.

28
B. Weaknesses
1. Kappa baghouse filter is an expensive product for Czech and Slovak market
2. The projects of Kappa usually reaches higher price as it goes together with product quality, engineering work and risk management (describe more).
3. No references system application in the cement industry
4. On the Czech and Slovak market of dedusting technology, a first project offer is typically not a final project offer. Initial offer adapts usually changes and also increase of a project. In Kappa GmbH project price offered is a final and definite price. Therefore this one of the reasons for higher implementation of risk in a project price. The project has to have higher implementation of risk in a project price, because of many uncertain factors in offer projetct face.
5. No strong relationship with local suppliers

29
C. Opportunities
1. New emission limits are going to be set and not all electro static filters at cement plants can fulfil those new limits (10mg/m3), they must be exchanged at least in next 5 years.
2. Dust annual fee payment. Fee payments are helpful especially for kiln and raw material dedusting system as it presents annualy highest volume of dust exhaust. Compared to other sources as clinker cooler, cement mills or smaller scale filters, dust exhaust is at least two times more.
3. Buyers (costumer) mind set of great engineering quality product from company placed in (with production) German speaking country
4. Problems between direct competitor and their filter bag supplier (ZVVZ and Ecotex)
D. Threats
1. Two competitors well set up on Czech and Slovak cement industry market for filtration technology.ZVVZ-Enven Engineering and Scheuch Slovakia presents large scale system references and further costumer relationship
2. Costumers’ relationship with a local dedusting technology supplier (ZVVZ-
Enven Engineering) from communism era. In addition, also close cooperation of technology supplier with local company preparing tenders of dedusting systems.
3. Costumer level of trust for supplier with no reference Burning process has to run continuously – no problems with filter systems, 100% reliability of filter, every unplanned hour of stopped kiln operation cost at least 2,000€
4. Technical challenges mentioned in thesis hand out for Company Kappa GmbH

30
4.4 Porter´s 5 forces analysis The analysis briefly summarizes futher gained details about Kappa GmbH, studied market and filter technology applicable for it. Moreover, the analysis was additionally added into the thesis and most appropriate sections from typical Porter´s 5 force analysis were taken for the analysis. Moreover, the analysis can be seen as extention and further specification of factors at the SWOT analysis in previous section. Figure 3 Structure of Porter´s 5 force analysis
Figure 3 presents structure of Porter´s 5 force analysis and essentially 5 main elements
a. Threat of New Entrants
In this section Kappa GmbH is taken as a New Market Entrant.
• Existing loyality Existing loyality to major brands can be characterized as a cement plant relationship with competitors already on the market. In this case the study see reasonable level of loyality to the main filter system suppliers,based on phone interviews communication with cement plants executives. For example, companies as Scheuch and ZVVZ are well placed on the Czech and Slovak market and have good name on it. I have subjective doubts about company ZVVZ Milevsko, that currently their position on the market is not to strong as it was one decade before, at least they have hold whole Czech and maybe also Slovak market during the communismera.However still I find

31
them as one of two strong competitors at the cement industry marketof filter systems. For example, from 1989 ZVVZ-Enven Engineering have had installed more than 50% of larger scale filter systems on Czech and Slovak cement industry market.
• Scarcity of Resources On the market there is not real danger of scarcity of recources. Many suppliers provide materials for filter chambers, duct work and other steel construction neccesary for baghouse filter. Further fabric filter bags are also easily available on the market from variable range of suppliers. Kappa GmbH has relationship with necessary suppliers and for instance, Kappa GmbH purchases its filter bags from one main supplier. The reason is clear, because Kappa GmbH can get higher discounts mainly because higher number of filter bags is purchased.
• Econimies of scale Installation of new baghouse filter at a cement plant as replacement for old electrofilter with typicall air flow over 100,000 m3/h trough the filter can reach total cost in range 200,000 – 700,000€, reffering tothe phone interview with Mr. Nevlud from Heildeberg cement plant in Radotin.
• Capital requirements Kappa can present itself as a financialy strong entity, not having any significant problems with current global economicalcrisis or with internal finance situation. And further, it can easily supply and deliver project to the Czech or Slovak Republic as it does the same for German market for several years. Additionally the health of the Kappa Company can be seen from continued trend in employment of new engineers along last one and half year.
• Government policies High importance related tothe new European directive about emission limits, giving Kappa good advantage for market entrance. Because European Union is planning to tighten emission limits for cement and lime production according to draft of BREF document from June 2012 or is officially published version in May 2010.
• References in industrial area Kappa GmbH doesnot have reference project installation in cement industry. However the baghouse filter of Kappa fulfills easily technical parameters for its installation at cement plant. In general, main technical parameters doesnot have significant difference from Kappa pulse-jet baghouse filter instalations. Technical parameters are overviewed in section … and technical schematic drawings presented in appendix.
• Market access Firstly the access to the Czech and Slovak cement industry might be easier for Kappa GmbH as the company has currently one emploey from Slovak Republic, Ms. Katarina

32
Tatarkova. And one practical trainee, Mr. Petr Beranek, working on a market study as part of this thesis. Ms. Katarina Tatarkova works as a purchasing manager and is also responsibel for phone aquisition of Kappa GmbH core industrieson Czech and Slovak market. Access to the Czech and Slovak cement plants by transport is not excellent to all of them but 7 out of 9 plants have a highway in very close distance. Figure with cement plant locations follows in section 6.1.
b. Threat of Substitues
• Relative quality and price of substitute Electrostatic precipitator (further just electrofilter) is one of the older technologies used in Czech and Slovak cement plants from early 80´s and can be characterize as pulse-jetbaghouse technology substitute. However the technology does not fulfill new emission limits for dust (heavy pollutants), which are going to be announced in new European directive. The emission limit is going to be set at 10mg/Nm3. Only electro filter with higher number of chambers than 4 in series can reach continuously emission level of dust at 10mg/Nm3. However a system with higher number of chambers would present higher electricity consumption, compared to smaller electrofilter or Kappa baghouse filter with same exhaust emission level. Main advantage of baghouse filter application at cement plants is low level of heavy pollutants emissions, which is reached by the technology. For example, lowest reacheable emission level for electrostatic precipitator is about 8mg/Nm3 and average value varies in range between 10-15mg/Nm3, depending on number of chambers applied in serie. And for fabric jet-pulse filter technology the lowest value is commonly around 1mg/Nm3, while Kappa baghouse filter system can be design for emission level below 0,1mg/Nm3. Operation of old electrostatic precipitator at cement plant cause in most cases higher operation and maintenance costs compared to the new baghouse technology, this can be characterize as a same problem for more than 50% of cement plants in Czech and Slovak cement industry (5 out of 9). The fact is proved by phone interviews with cement plant executives. However, for example, to compare modern (same aged)electrostatic precipitator and fabric jet-pulse filter, an electrostatic precipitator presents lower operation costs due to easy cleaning of electrodes and additional every year maintenance. And baghouse filters (hoses) have to be changed in fabric jet-pulse filter in every 3-5 years depending on precise design and operation parameters, therefore it commonly presents slightly higher operation costs. (The principal of baghouse technology can be explained in additional section or in appendix with schematic drawings, not neccessarly)

33
For instance, how are filter bags cleaned, what isthe pressure difference in the upper and lower part of a filter chamber etc. this parameters affect lifetime of bag filters. Other technic of fabric filters are for example fabric filters with reverse air flow.Reverse air flow dedusting technology is other possible substitute on the market. However reverse air filter technology presents few advantages and disadvantages over baghouse filter technology. As a disadvantage, reverse air fabric filter has strict limits to industries where it can be applied.Find which once are most suitable for it. Moreover for the reverse air filter system bag failure can occur, when improper tension is applied. Reverse air filter system can be applied in filter systems where dust is not strongly hold on bag filters and therefore high cleaning power is not required. In general, investment into the new filter technology is always deal between capital costs, operation and maintenance costs and fullfiled (required) emission limits. Finally, Kappa´s dedusting technology applicable for cement industry, as baghouse filter, presents itself as Best Available Technology (BAT). Therefore there are currently no real threats of other technology substitues.
c. Bargaining Power of Suppliers For filter bags supply Kappa gets commonly discount for amount of bags company orders for a project and Kappa GmbH mainly uses one filter bag supplier. But there is no problem in switching to another supply when getting long run contract with appropriately low price. For other parts of baghouse filter systems Kappa uses variable suppliers, where quality and price decides. For this parts Kappa might try to use advantage of cheap and quality suppliers from Czech and Slovak market. This can help to decrease price of Kappa final product and make more competitive with competitors as ZVVZ and Scheuch.
• Importance of industry to the suppliers The cement industry is new branch for Kappa GmbH and it does not have system installation at Czech or Slovak market. The company has installed similar systems of baghouse filters in Germany, Austria and Balkan countries, however there is no large-scale installation in cement industry from Kappa GmbH. The cement industry in next 3 years is not going to become main profit industry for Kappa GmbH.

34
d. Bargaining Power of Buyers
• Number of buyers relative to sellers There are 9 potential buyers for Kappa baghouse filter from Czech and Slovak cement industry. Further, stone industry presents high number of buyers, including cement, lime and construction materials production. The number of buyers in cement industry compared to the steel and other Kappa core industries is low. On the other hand, competition is low compared to standard dedusting product forcore industry of Kappa GmbH as for example automotive industry. For example, a typical dedusting product for automotive industry is cathridge filter. In this branch of product there is definitely much higher number of competitors. And only for dedusting of automotive industy solution in cathridge filter technology is a catalougue solution, which many competitors can cheaply supply. Catalogue solution is not a target of Kappa GmbH. Kappa always willing to deliverquality tailor made solution, typically with additional advantages. For instance, quality and tailor made solution can be seen as advantage from companies as Holcim and Heidelberg. They are strong on the market, therefore they can easier find money for larger insvestment into a new dedusting technology.
• Product differentation Current technology of baghouse filter stated as a pulse-jet baghouse filter from main suppliers as Scheuch, Intensiv Filter etc. is more or less similiar to Kappa´s technology.
• Importance of product to the buyer 7 Application of new bag house filter can become crucial for a cement plant in order to fulfill new emission limits. The new emission limits which are going to be most likely required in next three years, according to new Europaen directive. Those limits will accelerate the exchange of old electrostatic precipitator for new baghouse filters. So in this case barganing power of Buyers decrease.

35
e. Competitive Rivalry within the Industry
• Number of competitors and their size Two strong middle scale suppliers of baghouse filters are well placed on Czech and Slovak market (ZVVZ-Enven Milevsko and Scheuch Slovakia in Prievidza), both having installation of large scale baghouse filters at Czech and Slovakien cement plants. In addition, two big Italien suppliers of bag house filters with references in cement industry in different countries already installed filters at Czech cement plants in last 5 years. Further, other competitors from variable European locations have installed small scale baghouse filter systemsor single large scale filter system on the studied market. Three main competitors are further specified and in section 7 while also smaller competitors are overviewed.

36
5 Market segmentation, targeting and positioning
Three main features, market segmentation, targeting and positioning can be specified based on characteristics of industrial sector of the company Kappa GmbH, company technology applied and focused costumers on the Czech and Slovak market. The company Kappa GmbH has product specialization in industrial air filtration. One of typical basic industrial air filtration systems is a baghouse filter, where applicable in cement industry. Therefore market segmentation and targeting has typical product specialization characteristic. Targets on the market are going to be 9 cement plants in Czech and Slovak Republic.
As a part of positioning the thesis analysed future possible costumers at the Czech ans Slovak cement market. For all cement plant on studied market short history overview is given and further specification of filter systems is presented. Technical informations about filter technology were gained from the available internet sources, later from phone interviews and personal guided interviews with a cement plant technicians or executives.

37
5.1 Potential costumers In the Czech Republic there are currently 5 cement plants manufacturing main component of cement, which is clinker and 1 grinding plant. All 5 cement plants and 1 grinding plant in the Czech Republic belong to their international headquarters, none of plants is governmentally owned. Locations of Czech cement plants are presented in figure 5.
Figure 4 Czech cement plants placements Table 6 Annual cement production in the Czech Republic in millions of tons23
Year 2005 2009 2010 2011 Total production 3,850 3,637 3,345 3,831 Domestic consumption 4,189 4,170 3,595 3,759 Export 556 528 576 843 Import 875 883 696 747

38
In Slovakia there are 4 cement plants manufacturing main component of cement and no grinding plant itself. Also all 4 Slovakien cement plants belong to their international headquarters. Locations of Slovak cement plants are presented in figure 6.
Figure 5 Slovak cement plants placements

39
Table 7 Annual cement production at Czech and Slovak cement plants
Cement plant placement and company name
Prachovice Holcim Czech
Prachovice Holcim Czech
Prachovice Holcim Czech
Radotin and Mokra Heidelberg Czech
Hranice Buzzi Unicem Czech
Year of data collection
2007 2008 2010 2010 2008
Tons of cement produced
926,000 887,000 676,000 1,430,100 1,050,000
Company name and place of cement plant
Rohoznik SK Holcim
Turna nad Bodvou VSH SK/Holcim
Ladce Horne Srnie CEMMAC SK /Asamer
PCLA SK /Berger
Year of data collection
2008 2009 2010 2010
Tons of cement produced
1,500,000 735,000 680,000 510,000
Tabel 7 presents cement production at Czech and Slovak cement plants in variable years. As data were gained from different sources as internet, company annual reports or cement industry association the years of collected data varies from 2007 to 2010.

40
Table 8 Number of employes and capital share of Czech cement plants
Cement plant placement and company/holding name
Prachovice Holcim Czech
Lafarge Czech Cizkovice
Radotin and Mokra Heidelberg Czech
Hranice Buzzi Unicem Czech
Year of data collection
2010 2012 2011 2009
Number of employes
366 180 1,147 in whole concern in Czech
100-199
Year of data collection
2010 2005 2001 2006
Capital Share in thousands of Czech Crowns (Euros)
486,297 (19,625)
1,142,967 (46,125)
1,000,000 (40,355)
510,219 (20,590)
For currency conversion exchange course was taken from Czech National Bank at 24.78Kc for 1€ on 22/08/2012. Table 9 Number of employes and capital share of Slovak cement plants
Cement plant placement and company/holding name
Rohoznik SK Holcim
Turna nad Bodvou VSH SK/Holcim
Ladce PCLA SK /Berger
Horne Srnie CEMMAC SK /Asamer
Year of data collection
2008 - - 2011
Number of employes
270 - - 225
Year of data collection
2009 2011 2009 2009
Capital Share in thousands of Euros
42,319 362 11,508 16,414
Table 9 presents number of employes in certain year in different cement plants. Further table 8 presents Antal turn over of Czech cement plants in variable years. The information were collected from publicly available sources, mainly a cement plant websites or public register of enterpreneurs in Czech Republic and Slovakia. As no concrete numbers were found so far at publicly available sources, for cement plants at Turna nad Bodvou and Ladce estimation can be done in range 150-350 emploeys at each cement plant.

41
5.1.1 Historical milestones and current filter systems of Czechcement plants
A. Cement plant in Mokra (Heidelberg group) In 1907, a new cement plant in Brno at suburb Malomerice was built up, however later decision about the plant demolition was made in 1997-98. Close distance to the town of Brno as bigger aglomaration could be seen as main reason for demolition. Moreover, in years 1961-1968 a new cement plant was build up in village Mokra close to Brno. A wet rotary kiln was main manufacturing technology at that time. Currently, Mokra cement plant has two manufacturing lines with dry kiln. In 1991, share holding company was founded and majority owner became Belgium Company CBR.In this period, the lime manufacture was still part of the company as later in 2003 lime manufacture was sold to the Company Carmeuse. In 1998, share holding company with name of Czech and Moravian Cement (Ceskomoravsky cement) was founded and became part of the Heidelberg Cement group, containing cement plants in Mokra, Radotin and Kraluv Dvur.
Table 10 Data about filter technology at Cement plant in Mokra
Filter placement
Unit Raw mill and rotary kiln
Clinker cooler
Clinker (cement) mill
Mill for slag
Used dedusting technology
Fabric filters on both production lines
- 5 x fabric filters
Fabric filter
Air volume
m3/h 250,000 Nm3/h - 5 x 23,400 Nm3/h
220,000
Installation year
2010/2011 - - 2010
Supplier of the dedusting unit
Boldrocchi/Redecam Scheuch/ Lurgi
Scheuch ZVVZ Milevsko
Filter area m2 7,000 - - -
Data at the table above were collected via phone communication with Manufacturing Manager Ing. Jiri Strapina, who presented overview of current filter systems at the cement plant and further mentioned significant importance of filter system reference in the cement industry for new market entrant. Moreover, Mr. Strapina also mentioned that for projects with larger budget filter systems Heidelberg Technology Center evaluates offers in a tender.

42
B. Cement plant in Radotin (Heidelberg group)
The Heidelberg concern in the Czech Republic includes further a cement plant in Radotin nearby Prague. Radotin cement plant has long history and started to be built up in area of Radotin in 1871. From year 1930 the cement plant in Radotin presented rapid development and increase in cement production. In 1959, new cement plant started to be built as the cement demand was constantly increasing. The new cement plant started cement production in 1961. In 1991, share holding company Pragocement was founded and the company started cooperation with Company Heidelberg Cement. In 1998 share holding company with name of Czech and Moravian Cement (Ceskomoravsky cement) was founded. During the winter reconstruction in 2006-2007 a clinker cooler sand filter from company Lurgi was teared down and replaced by new bag house filter with cooler from company Redecam. In order to decrease alkali emissions and prevent material sticking (bonding) in pre-heating cyclones, by-pass was built up on first kiln line. On both kiln lines were change valves below 4th cyclone for new modern once. By installation of new baghouse filters from company Redecam dust emissions were significantly decreased. And by commissioning of by-pass, it was prevented sticking of the material in cooling exchanger. Basically, both technology improvements decreased frequency of the kiln switch off. As the start up phase and turn off phase was reduced also dust emissions decreased. Moreover, by the optimization of whole kiln system in 2009 the use of alternative fuels increased to 44%. Further, upgrade in a remote system of line 1, including transport ways to the clinker silo, it allows to used higher concentration of alternative fuels in manufacturing process. In 2010, Czech and also global economy did not recover from economical crisis. One of the business fields which were significantly affected by the crisis is building construction and civil construction in general. Decrease in build activity has also significant impact on level of material production. Essentially manufacturing plants of building materials decreased their production. For example, for Heidelberg Cement Czech Republic investments were reduced on the start of the year 2010 and totally stopped for second half of 2010. For instance, at Radotin cement plant were done just necessary noise reduction constructions at two cement mills and on four ventilators at clinker cooler. As currently economic crisis decreases industrial business,however relatively modern cement plant process equipment and experienced employes in Radotin guaranty successful future growth.

43
Table 11 Data about filter technology at Cement plant in Radotin
Filter placement
Unit Raw mill and rotary kiln Clinker cooler
Clinker (cement) mill
Cement silos
Used dedusting technology
Electro filter Baghouse pulse jet
Reverse air filter
Fabric filters
Air volume m3/h 70,000 at 20°C and 109,400 at 185°C
38,000 - -
Temperature °C 185 110 (max 130)
100 60
Installation year
1983 2006 1993 2001/2002
Supplier of the dedusting unit
ZVVZ Milevsko Redecam ZVVZ Milevsko
Machinery Uhlirske Janovice
Plan for investment into filter tech.
change needed until 5 years maintenance manager knows
- - -
Further information (advantages and disadvantages)
often reperation and service with small or more significant investments
- - -
Filter area m2 - - 420 37 m2 each Filter emission level reached
mg/Nm3 15-18 cca 2-3 cca 2-3 cca 2-3
Additional technical information
pressure 6kPa, max working temp 250°C, 6,5m3/h of water, ∆P 2,550, fan 200kW, max rotational speed 740 per min but average used 400
∆P 2,740, fan 132kW
- -
In order to get further data about filter technology at Radotin cement plant, communication with Maintenance Manager Ing Pavel Nevlud started 19/07/2012. Providing detailed data about filter systems at the cement plant, at first phone contact Mr. Nevlud additionally mentioned need of electro filter exchange as raw mill and rotary kiln dedusting technology. Mr. Nevlud mentioned the modern filter technology has to be installed in next 5 years or the cement plant would not fulfill new emission limits.

44
Mainly therefore the study sees significant opportunity at the Radotin cement plant for Kappa GmbH to offer its solution for the new filter system for raw mill and rotary kiln exhaust. Additionally two further phone calls and e-mail communication with Mr. Nevlud were done. During this communication Mr. Nevlud specified further used filters at the cement plant and provided drawings, including scheme of filters at manufacturing line.

45
C. Grinding plant in Kraluv Dvur (Heidelberg Group)
In 1891 a cement plant in Kraluv Dvur started its cement production. The cement plant was further developed with increasing annual cement production of 90 000 tons in 1911. After second world war cement production at the cement plant of Kraluv Dvur continue its growth and reached its highes annual cement production of 980 472 tons of cement in 1978. However, cement manufacturing was interrupted in 2002 and currently part of the plant is used as modern grinding, packing and expedition line for cement produced inMokra cement plant near Brno town. In order to get additional data about small scale filters used at Kraluv Dvur expedition line further phone communication with Maintenance Manager Ing Pavel Nevlud was carried out on 23/08/2012. After the phone interview Ing Pavel Nevlud sent process description and drawings of the packing and expedition line and additionally described Byuing Center structure and process of decision making about new filter systems (or any project in general) implementation at the Radotin cement plant, structure and process are described in section 6.2. Byuing Center structure and process of decision making is applicable for all Heidelberg cement plants. The e-mail was received on 28/08/2012 with mentioned data about expedition line filters, data are listed in table 12 below. In addition, Mr. Nevlud talked about theoretical possibility to start production at Kraluv Dvur cement plant again but he mentioned that it is practically impossible to start produce cement at the cement plant again without any high investment into general reconstruction of the cement plant.

46
Table 12 Filter systems at expedition line in Kraluv Dvur Heidelberg
Filter placement
Unit Cement transport dedusting
Cement transport to storage dedusting
Storage silos dedusting
Expedition silos dedusting
Cement transport to expedition dedusting
Packing line dedusting
Used dedusting technology
Pulse jet baghouse
Reverse air
Pulse jet baghouse
Pulse jet baghouse
Reverse air FVU150
Reverse air 4 x FVU 150
Air volume m3/s 2.08 2 x 1.94 6 x 2.08 6 x 0.83 2.38 1.4 Installation year
1999/2000 1999/2000 1999/2000 2005 1995
Supplier of the dedusting unit
ZVVZ -Enven
APF ZVVZ -Enven
Scheuch APF APF
Additional information
- Fan RVM 800, 1500 speed/min
- - - Fan RVK 800speed/min
Filter area m2 94 - 94 34 4 x 150

47
D. Cement plant in Prachovice (Holcim group) From the late 1870´s were around town of Prachovice continuously build quarries for lime and plants for production of lime. And from 1913 the cement plant construction was planned. After two world wars the cement plant in Prachovice was finally build up and started its production in 1956. Initial cement plant had contained three rotary kilns for wet manufacturing process. In years 1977-1980, manufacturing process was improved to the dry process. From 2003 to 2006, electrostatic filters were changed to the modern fabric (bag house) filters. By implementation of those filters Holcim Prachovice completed its long-term investment into the environmentally friendly technology and achieved Best Available Technology for dust removal.
Table 13 Data about filter technology at the cement plant Holcim Prachovice
Filter placement
Unit Raw mill and rotary kiln
Clinker cooler
Clinker (cement) mill
Cement mill + seperator
Coal mill
By-pass
Used dedusting technology
2 x Baghouse jet pulse
Baghouse jet pulse
Baghouse jet pulse
2x Baghouse jet pulse
Bag house jet pulse
Bag house jet pulse
Air volume m3/h 2x 86,000 2x 195,000
-
Temperature
°C up to 250 up to 150 90-120 120-150 70-80 240-260
Last filter bags exchange
2011 and 2012
2 chambers 9 years ago
2007 and 2008
2008 and 2012
2007
Material PE fibertex Supplier of the dedusting unit
Scheuch Lurgi (Ecotex)
ZVVZ -Enven
Enatec BETH
Filter bags pieces
m2 1440/1800
10 x 180 2 x 1620 816 888
Filter bags lenght
mm 5625 4592 3500 4000 6000
Filter bags diameter
mm 160 129 140 160 152
Additional technical information
old Lurgi chamber
dust conc. 230g/m3, 6,5kPa
160

48
First communication was done with Maintenance Manager Mr. Janousek, who specified briefly data about filter systems at the Prachovice cement plant and rather offer excursion of production. Moreover, for specific data about filter systems he has reffered to his colleague Mr. Petr Kadlec, who is a Filter Technician at the cement plant. The Filter Technician Mr. Petr Kadlec has specified some of required data for the thesis market search during the first phone interview. Further, I specified my question to him in e-mail on 23/07/2012. After phone communication with Mr. Janousek and Mr. Kadlec in September 2012, personal meeting was held and excursion through the cement plant was done on 05/10/2012. Mr. Kadlec specified data about all large scale filter systems at the cement plan. Data are specified in table 13 above and unpublished data are saved in an office folder. As most potential filter system for future exchange the study analysis a clinker cooler filter system. The system contains 8 chambers installed 25 years ago,the filter system was reconstructed into baghouse jet pulse filter system in 1997. New filter bags from Ecotex are applied almost every year for single chamber. The system filters dust with relatively low emission level. During normal system operation the clinker cooler filter system reaches level around 10mg/m3. The system might present problems when higher production of clinker is applied in the future as it would not fulfil emission limits. Other chance for Kappa is to exchange filter bags in single chamber of the clinket cooler. Three are 2 chambers (C and D) out of 10 chambers with older filter bags which were not exchanged in last 6 and 7 years respectively. Moreover, it would be useful to get into the competition of filter bags exchange in next 2 years. It would bring Kappa additional view of the market and Kappa GmbH could see strength of Ecotex and their filter bag price range. Mr. Janousek as Maintenance Manager is looking forward to get short summary of the thesis. He together with Mr. Kadlec would appreciate findings overview of typical problems of filter systems at different cement plants at the market.
E. Cement plant in Cizkovice (Lafarge group) After 10 years of planning and building in 1899, cement plant started to manufacture cement in Cizkovice. In 1929 and 1930 two new rotary kilns were build up. New improvement in cement plant construction started in 1970 with main focus on increase of cement production. In 1975 construction work was finished and maximal annual cement production could reach 586 000 tons of cement. Other large improvements in cement plant technology in years 1994-1996 were done, old heat exchanger was changed to the cyclone pre-heater and pre-calciner, installation of electronic control system and build up of new cement mill. The cement plant was awarded of first place in “Global Cement Awards 2006” in London for lowest specific energy consumption for its cement production.

49
Table 14 Data about filter technology at the cement plant Lafarge Cizkovice
Filter placement
Unit Raw mill and rotary kiln
Clinker cooler
Clinker (cement) mill
Clinker mill with sorting
By-pass
Used dedusting tech.
Electro filter Pulse jet baghouse filter
Pulse jet baghouse filter
Pulse jet baghouse filter
Pulse jet baghouse filter
Air volume
m3/h 190,000 /220,000
132,000 70,000 130,000
Temp. °C max 160,
average 140 120 80 max
140
Inst. year 1975/1975 /1995
1995 1996-97 2010-2011 (+ 2003)
ZVVZ-Enven /FLSmith
AFEI France
Scheuch Intensiv
Material PE Fibertex Filter bags pieces
1500 1080
Filter bags lenght
mm 4500 3375
Filter bags diameter
mm 135 160
Tech. info 3 sections in serie, setting of each section, temperatures around 200 would damage filter, electro filter also sensitive to higher temperatures, 1995 added third section (chamber), water consumption 15-20 m3/h for cooling
Changing part of filter bags almost every year
Suppliers of filters as Scheuch, Intensiv, Menhofe
Bm3/ m2h
71.4

50
At the cement plant of Lafarge in Cizkovice, a first phone communication was done via phone with Maintenance Manager Mr. Petr Binovec on 20/07/2012. At the first phone communication Mr. Binovec was not so opened during the communication most likely because relationship with Kappa GmbH was mentioned reffering to the thesis, however he promised to send further specification of filter technical data via e-mail based on further spefication. In two weeks time e-mail did not come and was contacted Mr. Binovec for second phone interview. The interview was much more pleasant and Mr. Binovec gave information how different filters at the cement plant works. Moreover, Mr. Binovec was asked for possible future meeting or an excursion at the cement plant he said he would be happy to guide through their plant. In week 37 in 2012, Mr. Petr Binovec and Mr. Petr Beranek agreed to set up a personal meeting at the cement plant. The meeting was done on 11/09/2012. During the meeting further data about the filter systems at the cement plant were discussed and are noted in table 14 In addition, an excursion trough the cement plant was done. Further process of emission measurements and previous problems with filter systems were discussed with Mr. Binovec.

51
F. Cement plant in Hranice, Buzzi Unicem holding (Dyckerhoff) In 1954, new cement plant was put into the operation with wet manufacturing process. Application of new manufacturing technology to the dry process was done in 1987 and in 1992 was finalized extensive modernization of the cement plant. Cement Hranice becomes share holding business in 1991 by Italcementi as one of the firtst share holders. During the next 6 years share holds changed and in 1998 Dyckerhoff Company holds main share. Later in 2004, Buzzi Unicem becomes major owner of Dyckerhoff Company and also Hranice cement plant becomes part of the Buzzi Unicem Holding.
Table 15 Data about filter technology of Hranice cement plant
Filter placement
Unit Raw mill and rotary kiln
Clinker cooler
Clinker (cement) mill
Cement silos
Used dedusting technology
Electro filter Electro filter
Pulse jet baghouse
Pulse jet baghouse
Air volume m3/h 200,000-250,000
cca 200,000
2 x 100,000, small filters until 8 x 30,000
-
Temperature °C 170 up to 200 up to 90 -
Installation year
2005 1991 cca 1997 and 2005
-
Supplier of the dedusting unit
ZVVZ Milevsko
ZVVZ Milevsko
- -
Additional technical information
2 electro filters in parallel
- 4 plus 4 small filters, 2 bigger filters pulse jet
4 plus 4 smaller filters changed cca 20 years ago
Filter material
fabric filters made of fiber glass
- - -
First phone communication was done with Technical Director Ing. Roman Michalcik. From Mr. Michalcik were gained data about the current filter technology at three targeting filter systems and additionally about filters at cement silos. In addition, Mr. Beranek as a student was not allow to get further data about project planning of new by-pass filter from Hranice cement plant representatives. But the study estimates, that new by-pass system, including bag house filter, is most likely planned to be installed by the end of 2012.

52
5.1.1 Historical milestones and current filter systems of Slovak cement plants
G. Cement plant in Rohoznik (Holcim group) In 1971 building of a new cement plant started in industrial area of Rohoznik. In 1976, production of clinker started at the cement plant. In 1992, the cement plant started to become privat owned as the first share of 6% has had Switzerland Company Hirocem. In next decade the share increased and Hirocem becomes major owner of the cement plant. After technical changes at the cement plant and structural changes in Company Hirocem in 1996, Hirocem as European company changed also its name to Holcim in 2001. In 2004, first phase of the general reconstruction of the cement plant was done. The reconstruction placed the Rohoznik cement plant as one of the most modern cement plants in middle Europe. Holcim Slovakia is the biggest producer of construction materials in Slovakia. In general, cement from the plant at Rohoznik presents high quality binder. Holcim Slovakia constantly target on sustanaible development and can be characterize as strong player in this industrial section.

53
Table 16 Data about filter technology of Holcim cement plant in Rohoznik Slovakia
Filter placement
Unit Raw mill and rotary kiln, white cement line
Raw mill and rotary kiln, grey cement line
Clinker cooler
Clinker (cement) mill
Coal mill By-pass for grey line
Used dedusting technology
Pulse jet baghouse
Pulse jet baghouse
Pulse jet baghouse
3 x jet pulse + pocket filter
Pulse jet baghouse
Pulse jet baghouse
Air volume m3/h up to 700,000
700,000 60,000
Temperature °C up to 160 160 120 80-90 70-80 240/260
Material PTFE PO84 with chemical treatment against higher content of alt. fuels up to 80% -89%
fibertex fibertex fiberglass, 9.1-9.9mBar, 18mBar exchange of filter bags
Installation year
2006 2006 2004-2005
2008/2005/2005
min 10 years old
2006 or 2008
Supplier of the dedusting unit
ZVVZ-Enven
Scheuch Scheuch, Ecotex
ZVVZ-Enven
BETH Scheuch (Ecotex)
Filter bags pieces
720
Filter bags lenght
mm 5,625 5,625 4,305 3,630
Filter bags diameter
mm 160 160 152 160
Additional technical information
more alter. fuels, problems with corrosion, air/air cooler FLS Smith
2 coolers At white cement line applied old Tarpaulin filter, cca 60,000m3
/h
Treatment of filter bag surface against variable chemicals,
Weight g/m2 700 550 600 746
Price €/ piece
66 66.7

54
Communication started via phone with Maintenance Manager Mr. Kovacevic on 20/07/2012. Mr. Kovacevic is part of the top management at Holcim cement plant in Rohoznik. He presented overview of company filter systems via phone and kindly invited Mr. Petr Beranek for a meeting at the cement plant. The meeting was done on 10/09/2012. Mr. Kovacevic forwarded communication with Mr. Beranek to his direct younger colleague Mr. Misaros Preventive Maintenance Manager. Mr. Misaros was happy to give detailed data about the filter systems and guided Mr. Beranek trough the cement plant, giving inputs about current problems with dedusting systems. At the end of the meeting Mr. Beranek was personally introduced to Mr. Kovacevic. And Mr. Kovacevic together with Mr. Misaros asked for help and business offer for inside painting of their by-pass filter. They look forward to see Kappa representative at their cement plant for business meeting. Data about filter systems at the cement plant are presented in table 16 above. In addition, smaller by-pass filter is applied for white cement line.

55
H. Cement plant in Turna nad Bodvou (Holcim group) (Vychodoslovenske stavebni hmoty - VSH) The cement plant is placed in Turňa nad Bodvou and started production in 1974.From 2011, a company Eastern Slovakien Building Materials (VSH) is owned by Holcim Slovakia. Holcim Slovakia increased its share almost to 100% in VSH Company and started VSH integration into the Holcim Holding in November 2011. The integration started with information systems unification and introduction of Holcim standarts, in areas as finance, protection and health for employees. As the manufacturing director Andre Csete mentioned currently the cement plant mainly focus on the process cost optimization via financial problems.The exchange of an electro filter was planned in 2007-2009 but the investment to this technology was put on hold as the cement plant has to rather focus on process optimization and structural savings. As public sources presentTabel below presents gained data from Mr. Csete during the phone interview.
Table 17 Data about filter technology of cement plant in Turna nad Bodvou
Filter placement
Unit Raw mill and rotary kiln
Clinker cooler
Clinker (cement) mill
Used dedusting technology
Electro filter Baghouse pulse jet filter
-
Air volume m3/h 210,000-220,000 2x100,000 plus pre-mill 200,000
Temperature °C - 150 -
Installation year
1992-1995 cca 2002 2008-2009
Supplier of the dedusting unit
- Scheuch -

56
I. Cement plant in Ladce (BergerHolding) (Povazske cementarne Ladce - PCLA) A cement plant in area of town Ladce started its construction in 1889. In 1895, production started and the cement plant employed around 500 workers. In 1926, first shaft kilns were commissioned. Production of cement at the cement plant Ladce stably increased, for instance in 1971 annual production reached peak of 400 000 tons and in 1977 overcame 600 000 tons per year. In 1982, the cement plant started to burn used tires as part of its fuel. In 1995, privatization of the cement plant started and in 1999 the structure of privat owners was joined by Berger Holding from Germany and Lafarge Group from France. In 2000, the investment into modern technology and increase of the cement production was approved by the cement plant management. The investment was applied continuously until 2008. For example, a modern rotary kiln was commissioned in 2006, new roller cement mill was installed at a second manufacturing line, etc.

57
Table 18 Data about filter technology of PCLA Ladce cement plant
Filter placement
Unit Raw mill and rotary kiln
Clinker cooler Clinker (cement) mill
Cement silos
Used dedusting technology
Electro filter Electro filter 3 x mills for cement
Fabric filters EFP
Air volume m3/h 322,560 374,400 -
Temperature °C 300 to pre-heater of raw material, after 120 to the electro filter
250, sometimes reach temperatures up to 400
90 -
Installation year
cca 30 years ago 2001 2002/2005/ 2008
2007
Supplier of the dedusting unit
ZVVZ Milevsko
ZVVZ Milevsko
ZVVZ Milevsko
Further technical information
3 chambers filter, Scheuch chlorid bypass 2007 regulation of cooling (with 412 hoses, specified in fax), fan 120m3/s, water cooling 15-20m3/h
4 chambers filter, problems with reliability, but know how to fix it,fan 132,4m3/s, 1,120Pa, 250kW, plus specification of clinker cooler fans in mail from 31/07/2012
Enven 146/2,500/ 972 pieces and 146/2,500/ 972 pieces, ZVVZ Milevsko 200/2,750/336
-
Filters lenght m - - 2,500 - Filter diameter mm - - 146 - Number of bags in filter
412 at bypass - 972 -
After phone and e-mail communication with Mr. Hatoka and Mr. Dolinka in August 2012, personal meeting was done with Mr. Hatoka on 09/10/2012. Mr. Hatoka is technician responsible for burning process, clinker cooler system and its electro filter and for main electro filter of a kiln and raw mill. Excursion through the cement plant was done. Two main electro filters operate with average dust level 12-15 mg/m3. A water cooling tower for main electro filter was installed cca 20 years ago but it is not in operation as it not performed optimally. A water cooling system in the tower was not set up correctily and blast particles were coming out of the tower into the filter system. Currently cooling is done through the raw materil drier where water is spried additionally over hot air coming out of the kiln. Main potential for Kappa filter system

58
application the thesis can present for transport of by-pass dust into the silo. For the system, new installation was planned for the end of year 2012 but investment was stop via budget reductions. Other potential filter system installation could be done for transport of raw material back into the silos from material dryier. For this system at two places are installed older pocket filter bags. The thesis recommends Kappa GmbH get into the contact with production director or maintenance manager. And keep in touch with the cement plant excecutives as a small scale project can be installed here as appropriate new branch first reference. Futher, one of electrofilters can be exchanged for new baghouse filter system in next 5-10 years, when new emission limits are applied. None of the interviewed technicians mentioned future replacement of the electro filter, however they were not spefically ask for their opinion about electro filter system future replacement and they don’t directly decide about the new system installations. According to the new emissions limits (10mg/m3), 30 years old electro filter (with 3 or 4 chambers) is not able to fulfil new emission limits.

59
J. Cement plant in Horne Srnie (Asamer Holding) CEMMAC In 1929 the cement plant was build up with its initial capacity of 100 tons per day per with its single line. In 1943 two new shaft kilns were add to the manufacturing process. The cement plant became part of the Slovakien national concern, including national cement and lime plants. In 1970, the electro filter was built up. In 1988 two clinker silos were commissioned with 15,000 ton of clinker together. New electro filter from company ZVVZ Milevsko was commissioned. In 1993 the electro filter for cement kiln and clinker cooler exhaust was installed by the company ZVVZ Milevsko, as the old one was tired down. From 1996 the cement plant ispart oft he Asamer Holding.A general reconstruction of the cement plantstarted in 1998. During the reconstruction over half of the cement plant equipment was exchange for new. The new rotary kiln was installed with 5 stage pre-heating cyclones, including also calcination, homogenization silo and coal mill. First communication was done with Maintenance Manager Ing Martauz. Mr. Martauz was not allowed to present technical information, which are required for the study. Moreover, during the phone interview Mr. Martauz mentioned project of filter system installation in this year. Therefore, it was recommended to Kappa Project Manager Mr. Martin Boxhofer to come to CEMMAC cement plant for business meeting. The business meeting followed on 2th of August 2012 and resulted into discover of current study preparation for a new filter system of clinker transport at the cement plant. And Company Kappa GmbH was asked to make an offer for the filter systemof clinker transport based on technical documents from CEMMAC cement plant. Summary of the business metting is described in following 5 paragraphs. Cement production droped at the cement plant by 15% from 2008. (just comparing to the other cement plants where drop in production is more significant). Main problem for further investments into the cement plant technical equipment is the lower price of cement. Currently a technical study for exchange of 3 filters is made and will be finished by the end of August. 3 filters for conveyors are going to be replaced rather with on compact filter. A new filter will dedust 7 places with cca 2,500m3/h for each. The investment manager Mr. Maschtovsky accounts the filter at about 20,000m3/h with reserve (7x2,500 plus secure value add). By one new filter they decrease also number of stacks. And usually they pay extra fee to the controlling institutions for every stack. Important fact is that they really did not set up what emission limit the cement plant wants to reach with new filter. Mr. Maschtovsky mentioned it would be nice to reach 1mg/Nm3 but also 5 or 10 mg/Nm3 is ok. For example, with 10 mg/Nm3 the cement

60
plant fulfils new limits.Sample of dust taken bellow the conveyor, which is part of the new dedusting system. Moreover, the cement plant is equipt with electrofilter (cca 200,000 m3/h) for exhaust from kiln, raw mill and clinker cooler together. Filter was installed in 1993 by ZVVZ Milevsko and dedusts the fine dust at optimal temperature around 220°C. Smaller filters in range of air flow 10,000 -30,000m3/h account cca 30% from all filters at the cement plant. Those filters are variably from competitors Scheuch, ZVVZ or Herding (can be also others). The cement plant further includes 4 “bigger filters” in range 40,000 – 80,000 m3/h. In addition, Scheuch Company installed one large and smaller scale filter at the cement plant. After the business meeting, questions of guided interview were asked and answers are presented in section 9.1 and Table below presents summary of technical data which were gained.
Table 19 Data about filter technology ofHorne Srnie cement plant
Filter placement
Unit Raw mill and rotary kiln plus clinker cooler (one exhaust directed together)
Clinker (cement) mill
Used dedusting technology
Electro filter -
Air volume m3/h cca 200,000 up to 80,000
Temperature °C 220 -
Installation year
1993 -
Supplier of the dedusting unit
ZVVZ Milevsko -
Additional information
Management of the cement plant wish to exchange the filter in future whe they get budget for it
Filter emission level reached
mg/Nm3 Average emission level 10-15 -

61
6 Buying Center of Czech and Slovak cement plants
For group decision making of industrial projects buying, most important people at costumer site to selling process are: Endoser: Gives final approval for the project or increase the budget Decider: Recommends to Endoser which of project solutions should be purchased. He/she is responsible for the project and for budget limits. User: Usually significantly affected by the project application, benefits from it. The User judge an offered solution, based on how manufacturing process will be affected. Assessor: Evaluates also the offered solution but more from technical point of view. Gatekepper: People in the company who has the power to prevent sellers from first contact with company executives, calling operators, secretaries and receptionists. Initiators (Influencers): Those who request technology to be purchased. The roles can be linked to each other or have similiar responsibilities, depending on company structure. Most important roles in decision making process are User and budget Keeper. One of important aspects for application of Kappa bag house filter will play position and decision making power of an User in the cement plant company structure. Further important aspect related to the User will be how strongly will sales person convinces the User during the meeting-s about Kappa´s system advantages. Not easy to depict structure of Buying center in smaller companies, as structure of it can be specified but it is not known how strong influences have the menbers of Buying Center on each other. Or rather how particular one, for example person A can influence person B in Buying Center.
a. Understanding the relationship network (Byuing center structure and influences)
What type of relationship do the people involved in the buying process have with each other.Knowing this relationship network – which goes beyond understanding the official hierarchy – is a deciding factor for your success. Following relationships at the customer can define:
• Formal relationships, based on the structure of the organization (person A reports to person B)

62
• Informal relationships, based on personal relationships and influences (person B influences person A)
• When customizing the software, you can define these relationship categories depending on your business requirements.
b. Establishing personal value propositions Once you have identified the key players and their degree of influence on the buying decision, the next step is to define and communicate the value of your solution.A common mistake is to substitute product features and benefits for specific value propositions.
Important attributes for building convincing value propositions are:
1. Being aware of the importance and urgency of the project from each person’s point of view
2. Understanding each individual’s business objectives, buying criteria and personal goals
3. Knowing how each individual perceives your solution
You can record all of these attributes for each person with the opportunity, helping you to identify gaps and necessary actions early in the sales process.You can, of course, define further attributes important in your selling environment.You can easily highlight risks and missing information using warning signs. Based on this information, you can tailor your sales campaign to the customer and the specific individualsinvolved. For example, knowing the business objectives and criteria helps you to prepare individual product presentations.

63
Heidelberg Technological Center (HTC) Heidelberg Technological Center (HTC) is the part of the typical Byuing Center in Heidelberg Holding. Generally, HTC is joint a stock company which operates as another division of world wide Heidelberg Holding. HTC includes about 150 specialists from different areas, for example, public relation, human resources, management, company education and variable range of engineers and technicians. For purpose of the study, focus is put on engineers and technicians. Technician specialists commonly gain and collect experience and knowledge about variable projects from Heidelberg cement plants around the World. More all less every engineer or technicianis specialized at one specific technology(component) at a cement plant, for example, kiln line, pre-heating system, calcination, raw and cement mills, electro filters or baghouse filters. The engineers are typically included into Byuing Decision as one External Project Manager for project with larger budget. There is requirement from Heidelberg Holding that External Project Manager has to be included into Byuing Decision process when budget of the project over comes cca 75,000€ - 100,000€. Projects with lower budget can be decided byainternal cement plant commission where final decision is made by a cement plant director (CEO).
Figure 6 Structure of Buying Center in Heidelberg Holding in the Czech Republic
A typical structure of Heidelberg Buying Center for the Czech Republic is presented in figure 7 .The structure includes two Project Managers (Internal and External), which are chosen for a technology installation before a project competition starts. Choice of two Project Managers is commonly made after decision about the technology installationis made and when a project budget is already fixed. Then project planning starts more into details and engineering companies comes into the competion to get later a contract and install a technology (e.g. baghouse filter system) at the cement plant. An engineer from HTC is an External Project Manager and he is specialized in technology, which is going to be installed at the cement plant (e.g. baghouse filter system). Typically, External Project Managergives recommendation which type of technology is a best solution for

64
the project installation and further collects and evaluates data about reference projects of engineering companies coming into the project competition. Additionally, it was found in communication with Mr. Nevlud, Maintenance Manager of Radotin cement plant, that the external Project Manager is responsible for final project evaluation together with anInternal Project Manager. External Project Manager play important role in final decision about the project. A second Project Manager is typically internal employe from the cement plant, where technology is going to be installed. And he is responsible for the project competition organisation and its internal evaluation. For internal evaluation about the project installation,appropriate internal commission from cement plant is selected. The internal commission typically include 4-5 employes from the cement plant. For instance, one member is typically involved with regulations, directives, local law and general administration of the project and can be socalled Administrative Officer. Two or rather three members of commission are technicians from the cement plant involved with technology which is going to be installed. As one technician Maintenance Manager is typically included in commission as at his normal position he is responsible more or less for smoth running of complete cement manufacturing process. Other two technicians have experience with technology which is going to be installed and usually the technology is part of their job at the cement plant. Fifth member of the internal team canbe added as an additional technician or administrative officer in case of complicated higher budget project. Two Technicians and Maintenance Manager have high level of influence on the Internal Project Manager,at the competitionthey give advices to Internal Project Manager about the suitable engineering solution from offers of competing engineering companies. The Internal Project Manager then disccus and evaluate offers with the External Project Manager and final choice of engineering company is made. Final decision about selected engineering company is based on recommendations from internal commission and findings of External Project Manager about offered engineering solutions and engineering company experiences with the technology.

65
Lafarge Buying Center
In order to have overview about Buying Centre in Lafarge Holding Mr. Binovec was asked few related questions during the personal meeting on 11/09/2012. Mr. Beranek described him structure of HTC and heagreed to have similar group in Lafarge Holding, which make decisions about larger-scale projects. The group can be called a project commission and it typically contains one person from Lafarge technology centre. The technology centre has currently two placements in Lyon and Vienna. In last years Vienna technology centre reduced its size via global economic crisis. Usually external Lafarge employee responsible for filter systems comes from technology centre in Lyon and can be so called an external technician. Certainly the external technician has a lot of experience with filter systems, however the person is also responsiblefor financial part of the project. For example, previous director of Cizkovice cement plant currently work in technology center in Vienna. Further, the project commission, contains 3-4 technicians. The technicians are employees of the cement plant, where the project is going to be installed. Typically one technician is from manufacturing, process and maintenance department respectively, as it is presented in figure 8. Fourth additional technician is chosen in relationship to the project design and technical features. One of the technicians takes responsibility for a project as its manager. Level of influence on a final choice of project supplying company from commission members, external technician and top management members of the cement plant have to be found during a project phase. Figure 7 Structure of Buying Center in Lafarge Holdingin the Czech Republic

66
Holcim Buying Center Based on personal guided interview with technician at Holcim cement plant in Prachovice, Holcim Buying center becomes for large scale projects support of an external employee (technician or manager) from international technical center. The supportative employee presents his recommendations to an internal team of cement plant in final phase of project supplier decision. Technical center of Holcim is currently placed in Vienna.

67
7 Competitor analysis
For installation of baghouse filter at kiln, clinker cooler or cement mill exhaust there are two major competitors on Czech and Slovak market. Further, for bigger installations of filter systems, Italien companies Boldrocchi and Redecam has to be taken into account as they already installed larger baghouse filters technology atCzech cement plants in last decade. Smaller competitors as Herding or Zeos they don’t have so significant market share and did not installed any larger filter systems above 150,000m3/h at the cement plants.
7.1 ZVVZ Group (a.s.)
ZVVZ (joint-stock) company can be characterized as typical Czech Republic business with long history, starting shorly after Second World War. From 1948 until the revolution in 1989, the company was mostly government owned with more or less significant changes in company structure in this period. From 1993, joint-stock company was founded and two years later is from 100% privat owned company. Company continuously change its structure into departments and divisions. Last changes were done in 2006, when division of transport conveyors was set up. And in 2007, is first year when company presents itself as a ZVVZ Group with two daughter companies OOO ZVVZ-M (Machinery) and ZVVZ-Enven Engineering. In addition, Enven Company was separate company in previous decade also installing filters for cement and steel industry. Generally, company focuses on manufacturing and solution delivery of products as ventilators, variable seperators, filter systems for fine dust dedusting and pneumatic transport of loose (fine) materials. Company has own manufacturing hall, where develops and pre-assemble filter systems. ZVVZ-Machinery has currently 700 emplyoes. Additionally, at ZVVZ-Engineering works totally 250, where 100 people work at the construction site as an installation crew and rest of 150 employes works at engineering department. Currently company has a strong position at Czech and Slovak cement industry market for filter systems, having three large installations at Czech cement plants and one at Slovak cement plant in Ladce. In addition, ZVVZ presents refences of baghouse filter systems on foreign cement industry markets. For example, since 2007, company has delivered 4 filter systems to Russian cement plants, two to the Kazachstan cement plants and one system to Ukranian cement plant. For instance, the Ukranian cement plant is part of the Dyckerhoff (Buzzi Unicem) concern. Moreover, as company Project Manager for fabric filters Ing Pavel Jelinek presented in e-mail communication the company orders fabric filters (bags) from variable suppliers, for example GUTSCHE, BWF, KAYSER.
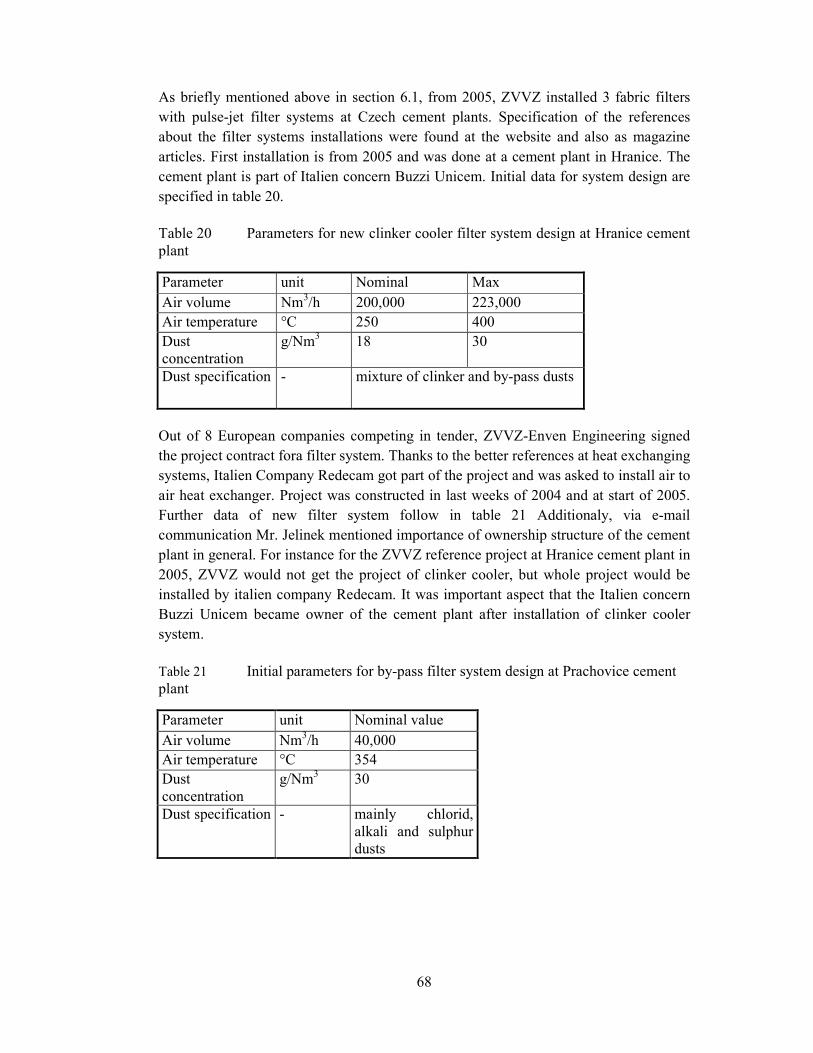
68
As briefly mentioned above in section 6.1, from 2005, ZVVZ installed 3 fabric filters with pulse-jet filter systems at Czech cement plants. Specification of the references about the filter systems installations were found at the website and also as magazine articles. First installation is from 2005 and was done at a cement plant in Hranice. The cement plant is part of Italien concern Buzzi Unicem. Initial data for system design are specified in table 20. Table 20 Parameters for new clinker cooler filter system design at Hranice cement plant
Parameter unit Nominal Max Air volume Nm3/h 200,000 223,000 Air temperature °C 250 400 Dust concentration
g/Nm3 18 30
Dust specification - mixture of clinker and by-pass dusts
Out of 8 European companies competing in tender, ZVVZ-Enven Engineering signed the project contract fora filter system. Thanks to the better references at heat exchanging systems, Italien Company Redecam got part of the project and was asked to install air to air heat exchanger. Project was constructed in last weeks of 2004 and at start of 2005. Further data of new filter system follow in table 21 Additionaly, via e-mail communication Mr. Jelinek mentioned importance of ownership structure of the cement plant in general. For instance for the ZVVZ reference project at Hranice cement plant in 2005, ZVVZ would not get the project of clinker cooler, but whole project would be installed by italien company Redecam. It was important aspect that the Italien concern Buzzi Unicem became owner of the cement plant after installation of clinker cooler system. Table 21 Initial parameters for by-pass filter system design at Prachovice cement plant
Parameter unit Nominal value Air volume Nm3/h 40,000 Air temperature °C 354 Dust concentration
g/Nm3 30
Dust specification - mainly chlorid, alkali and sulphur dusts

69
The second reference was installed at Holcim cement plant in Prachovice in 2007. The built technology was chlorid by-pass with fabric filter. Design parameters are presented in table 22. Pulse jet fabric filter with filter area 2486,4m2 was installed for maximal air volume 80,000Nm3/h. Nominal filtration temperature is in range 160-180°C and maximal 220°C. For safety reasons filter design allows air temperature 250°C. The third reference is from Heidelberg cement plant in Mokra near Brno. A large scale pulse-jet filter was installed at the cement plant in 2009.The mill which is filtered is used for cement grinding or either also for slag grinding. Parameters of the filter system installed at the Mokra cement plant are presented in table 22. Table 22 Grinding filter system parameters at Mokra cement plant Parameter Unit Filter data Filter type Pulse jet, off-line Number of bags 2,304 Bags lenght mm 5,000 Bags diameter mm 152 Bags material Polyacrylnitril Working temp. °C 90-95°C Air volume (slag grinding) m3/h 319,000 Air volume (cement grinding) m3/h 365,000 Pressurized air consumption Nm3/h 150 Reached exhaust dust concetration
mg/Nm3 2.8
Pressure loss at the filter bags Pa 1,100*
*long term measured value

70
In reference document Company ZVVZ-Enven Enginerring presents unique economically efficient system handling inlet dust concentration in the filtered air higher than 1,000 g/Nm3 for guarantied dust exhaust (outlet) under the 10mg/Nm3. In addition, short phone interview was done with Mr. Pavel Jelinek, Sales and Project Manager for fabric filters from ZVVZ Company. As Mr. Jelinek was happy to answer further questions via e-mail also this interview content is written below. Summary of questions and answers from phone interview 08/08/2012 What is your position in the ZVVZ Engineering Company? I am Project Manager responsible for contact with costumers and further communication about technical details of fabric filter systems in company ZVVZ-Enven Engineering. Do you coperate wih some companies which prepare project documentation (study, drawings) for filter realistions at cement plants? Yes, as we are long time involved in filter system business and good relationship with Company Aliacem from Prerov is essential. I would like to ask you about your reference project at the cement plant in Hranice in 2005, here you installed filter for clinker cooler but you did not deliver whole exchanged system. The company Redecem installed part of the project, is this true? And why didn’t you get whole project including air to air heat exchanger? And which parameters had to Company Redecam guaranty from their system in relation to the installation of your system? Yes, company Redecam installed air to air heat exchanger at cement plant in Hranice. Competion for this project included 8 european companies and the reason not getting whole project installation was because Company Redecem have had better reference in field of heat exchangers.
Summary of questions and answers from e-mail communication 10/08/2012 - 31/08/2012 What about the top management of the Hranice cement plant as it is part of Italien Holding Buzzi Unicem, do you thing this plaied some more or less significant role, when company Redecam got part of the project as it is also based in Italy? Mr. Jelinek mentioned importance of ownership structure of the cement plant in general. For instance, for the ZVVZ reference project at Hranice cement plant in 2005, ZVVZ would not get the project of clinker cooler, but whole project would be installed

71
by italien company Redecam. It was important aspect that the Italien concern Buzzi Unicem became owner of the cement plant after installation of clinket cooler system. To be clear share holding German company Dyckerhoff is still owner of the cement plant in Hranice but whole Dyckerhoff company was bouth by the Italien concern Buzzi Unicem in 2004. At the phone interview we also talked about your reference at the Heildeberg cement plant in Mokra. ZVVZ Company installed there one filter for two process (slag and cement grinding) in 2009. What material of bag filters did you use for this filter system and why? Were you expecting some problems for filter bags in emission exhaust? As for example, additional emission of sulphur, chlorid or water content in filtered dust? As a bag filters material we used in this case Polyacrylnitril homopolymer, which has for the vertical mill appropriate temperature and chemical resistance. Polyester as a bag filters material is not suitable in this case, because clinker is in the vertical mill also dried and significant water content evaporates and get into the contact with filter bags. For the filter bags we used surface coating (modification) based on similar technology as PTFE membrane. The surface coating is based on oleophobic and hydrophobic modification. Basically, this surface coating prevents dust sticking at the surface of filter bags. Problems with sulphur and chlorid air emissions occurs mainly at the kiln exhaust filter systems. For cement mill material leaves the kiln from outlet at the opposite direction than exhaust gas. This material from the kiln is transported into the vertical mill. The content of sulphur and chlorid crystalic particles in the clinker material entering the cement mill and filter system afterwards is in small concetrations. This concentration does not have any significant impacts on the filter bags material or chamber surface. What is structure of filter bag suppliers? Do you have one main supplier in Ecotex Company or do you use other suppliers? Company Ecotex was our main supplier (but not from 100%) in past years but via current structural changes in the company, we decided rather to have variable portfolio of filter bags suppliers. Ecotex is owned by German company Kayser. Kayser delivers filter materials to Ecotex which then manufactures (or rather weave) filter bags for projects of ZVVZ Company. Does it Ecotex or any other similar company stocks the filter bags and then sells them to costumers for more exclusive price? No, filter bags are not stock in the hall. Filter bags as thei get older they loss their features. Further reason is that there is no really company which would use same diameter of filter bags and same filter bag hooking. Therefore no filter manufacturer can sells different bags to different costumer. Basically, for ZVVZ Company filter bags are

72
weaved for certain project which is in planning or later signed. It is difficult to plan price of materials in advance for whole year or for longer period. So usually in case of ZVVZ contracts with filter bags supplier is closed for 3 months. Except filter bags price made from Polyester, price of all other filter bags made from more expensive materials is at the end negotiated for specific installation (project). How does it work with garancies from a filter supplier (e.g. Ecotex)? Does it Ecotex guaranty service of filter bags for period of time? How long isusually guaranty time from Ecotex? Manufacturer of filter bags takes care of given garancy for filter bags in a system for guarantied period. Typical guaranties for filter bags from Ecotex are 2 years, occasionally 3 years. It is good business for a company to service filter bags after guaranty expires. Moreover, filter bags are essentially exchange in a system every 4-6 years. Therefore most of the companies in branch is interested to service filter bags. And it can be manufacturer of filter bags, maintenance division of a supplier company or company which only re-sell filter bags. In addition Mr Jelinek did not want to comment current relationship with Ecotex Company as I asked about it directly in an e-mail questionary. From the communication with Mr Jelinek I feel that there was kind of disagreement or argument between ZVVZ group and Ecotex. Therefore the relationship is not so strong any more, which could mean ZVVZ Engineeringdoes not purchase filter bags from Ecotex for so exclusive price. Further, along our e-mail communication with Mr. Jelinek I asked technical questions about by-pass system, combination of electrofilter and fabric pulse-jet filter and important design parameters of fabric pulse-filters. Mr Jelinek was happy to answer them and communication is saved in a folder in paper form.

73
7.2 Kayser group (Ecotex) Kayser Textil Filtermedia is not typical competitor as an engineering company, but it is important to mention its role on the studied market. The company is rather a supplier of filter bags for filter systems installed on Czech and Slovak market. The company has Czech daughter company Ecotex,Ecotex has its own manufacturing hall at Vysoke Myto in the Czech Republic. Filter bags are weaved in the manufacturing hall, according to requirements of engineering company (as ZVVZ) specification fora certain project (gained information from ZVVZ project manager). Or filter bags are weaved according to specifications of a costumer as a cement plant. Ecotex has strong cooperation with ZVVZ-Engineering, but probably recently (last 1-2 last years) cooperation is not any more so strong, reffering to information gained from Project Manager Mr. Jelinek and technician of Prachovice cement plant. ZVVZ has currently more broad range of filter bag suppliers.And most likely does not get so high price discounts for filter bags from a new supplier. Evonik as other company partner provides (manufactures) filter bag material. Figure 9 presents map with placement of Czech competitor ZVVZ-Enven Engineering and additionally Ecotex Company as local supplierof filter bags and part of German group Kayser.
Figure 8 Map of competitor’s placements in the Czech Republic

74
7.3 Scheuch Company Scheuch GmbH is well known player on central European market for dedusting technologies, company has headquater in Upper Austrian inAurolzmünster. At the headquater works approximately 630 employes and company production is from 80% exported, as it is presented at company websites.From 2009 Czech Company Subsidary was completely moved into Slovakia to Prievidza. The Company Scheuch presents its baghouse filter system for cement industry as low pressure with typical pressure range from 0.8 to 2.2 bar. Air flow at Moreover filter bags of the system can have a length until 8 meters. Regarding references of the competitor company, Scheuch Company installed chlorid by-pass system (P.S.P.) with the filter of air volume 58,000 Bm3/h at the Ladce cement plant in Slovakia in 2007. Same technology was applied in the Holcim cement plant Rohoznik also in Slovakia in 2006. This chlorid by-pass system has air volume 105,000 Bm3/h. Further Scheuch Company installed filter system for clinker cooler at the Heildeberg cement plant Mokra in the Czech Republic in 2008. The system presents air volume of 143,000 Bm3/h. Beside typical instalations at cement plants as baghouse filters at clinker cooler, kiln, cement mill exhaust or application of smaller filters, for lastperiod of 7-8 years Scheuch Slovakia doesinstallations of by-pass dedusting technology at cement plants in middle European region. The fact can ben seen clearly from Scheuch cement industry references and also from their presentation available at the interner from 2008. Figure 10 presents placements of Slovakien cement plants and placement of Scheuch Slovakien subsidary
Figure 9 Map of Slovak cement plants and competitor´s placements

75
7.4 Intensiv filter The company could be presented as strong competitor on Middle European market, but Intensiv filter is currently in insolvency status and it is not clear how the situation will develop around the company. Additionally, for Kappa GmbH could be good chance to hire experienced employees of Intensiv filter company, who leaved the company to a position where Kappa GmbH needs to improve in order to expand business into new industrial field as cement and stone industry or for example just to strength Kappa selling team.
7.5 Boldrocchi
Company was founded in 1909 and currently contains 400 emploeys, 220 of them works at four manufacturing halls with total area over 45,000m2. Division of Boldrocchi socalled Boldrocchi Ecologia is separated division similar to Kappa GmbH, delivering turn-key engineering solutions of dedusting systems. Boldrocchi Ecologia contained 30 engineers and 120 manufacturing workers in 2009 and currently presents same number of employes in the division at the company websites. Boldrocchi has installed its first large scale system at a cement plant in the Czech Republic in 2010. And it could become strong competitor if company decides to constantly get dedusting projects on middle European area. Boldrocchi has installations around the globe so it can be estimated that it is not problem for the company with supply chain into middle European market. Additionally, at the company video for cement industry, it is presented a minimum operating hours of bearings at 100,000 per typical Boldrocchi filter system. Fans can be designed for typical temperatures around 450°C and peak temperature at 500°C.
7.6 FLSmith Company can be shortly characterized as worldwide supplier of all technologies applied at cement plant, including filter systems and providing also solutions of complete cement plants. Company installed variable technologies on Czech and Slovak cement market including one large pulse-jet baghouse filter. The system was installed at Lafarge cement plant in Cizkovice as dedusting of a kiln and raw material mill.

76
7.7 Enatec Enatec is a French spare parts, cement mills and separator systems supplier. Further company provides exchange of filter bags and engineering work on cement industry market and contains up to 50 employees. Enatec has installed pulse-jet baghouse filter system at Holcim cement plant in Prachovice as dedusting of two cement mills in 2008 and 2012.
7.8 ELEX
Elex is swiss base company focusing mainly on application of electrostatic precipitators (often called electro filters). Further Elex developed hybrid system of electrostatic precipitator and baghouse filter technology. The company has not applied a larger scale filter system on Czech or Slovak cement market.
7.9 Variable small scale filter systems suppliers
During the internet research and phone communication with cement plants executives and technicians additional smaller scale filter systems suppliers were found. For this suppliers would be difficult to supply dedusting system over 150,000m3/h with filter bags from quality material. Smaller scale suppliers are for example Herdig company, APF or Zeos (from Hradec Kralove) Company installed filter system at Czech and Slovak cement market mostly 20 years ago and later company shifted its interest into different industrial areas. Lurgi Company has done few installations of large scale filters 2-3 decades ago on Czech and Slovak cement market, these filters were mostly exchanged with modern baghouse filters. In some examples not complate Lurgi filter was exchanged rather new filter system was installed into an older Lurgi chamber. Lurgi Company changed its focus and does not install filter systems for stone industry any more, therefore it is not direct competitor. Currently, the company focus in area as Petrochemmicals, Gas and Biofuels.

77
8 Evaluation of phone interviews with cement plants executives Other aspect of improving chance of Kappa technology application at a cement plant is communication quality with and from cement plant representatives and their willingness to provide information. For this purpose as one of final outputs, the thesis has evaluated and graded communication from cement plant representatives. Quality of phone communication with cement plant representatives was graded in three main categories. Firstly, level of personal communication of a representative was graded, secondly its willigness to provide technical information about filtration technologies at the cement plant and then lastly, willingness to provide information about future dedusting system installations. Additionally, level of e-mail communication was graded. For each cement plant grading was done based also on Mr. Beranek (personal) evaluation. Grading starts from 1 point as a lowest grading result and finish with 5 as a best result. Moreover, for further use details of representative’s communication are noted in Kappa GmbH internal system Rolando.
Table 23 Evaluation of communication with representatives of Holcim cement plant in Prachovice
Cement plant name
Holcim Prachovice CZ
Phone communication E-mail communication Personal
communication Technical information
Additional information
Employee name
Mr. Janousek 5 x x x
Employee position
Maintenance Manager
Employee name
Mr. Petr Kadlec
4 3 3 1
Employee position
Filter technician
Table 24 Evaluation of communication with representative of Buzzi Unicem cement plant in Hranice
Cement plant name
Buzzi Unicem Hranice CZ
Phone communication E-mail communication Personal
communication Technical information
Additional information
Employee name
Mr. Roman Michalcik
3 5 2 x
Employee position
Technical Director

78
Table 25 Evaluation of communication with representative of Heidelberg cement plant in Radotin
Cement plant name
Heidelberg Radotin CZ
Phone communication E-mail communication Personal
communication Technical information
Additional information
Employee name
Mr. Pavel Nevlud
5 5 5 5
Employee position
Maintenance Manager
Table 26 Evaluation of communication with representative of Heidelberg cement plant in Mokra
Cement plant name
Heidelberg Mokra CZ
Phone communication E-mail communication Personal
communication Technical information
Additional information
Employee name
Mr. Jiri Strapina
4 4 5 x
Employee position
Manufacturingl Director
Table 27 Evaluation of communication with representative of Lafarge cement plant in Cizkovice
Cement plant name
Lafarge Cizkovice CZ
Phone communication E-mail communication Personal
communication Technical information
Additional information
Employee name
Mr. Petr Binovec
4 5 3 1
Employee position
Maintenance Manager

79
Table 28 Evaluation of communication with representative of Holcim cement plant in Rohoznik
Cement plant name
Holcim Rohoznik SK
Phone communication E-mail communication Personal
communication Technical information
Additional information
Employee name
Mr. Kovacevic
3 2 2 4
Employee position
Maintenance Manager
Table 29 Evaluation of communication with representative of Holcim cement plant in Turna nad Bodvou
Cement plant name
Holcim Turna nad Bodvou SK
Phone communication E-mail communication Personal
communication Technical information
Additional information
Employee name
Mr. Radovan Fecko
5 x x x
Employee position
Sales Director
Employee name
Andre Csete 4 3 3 x
Employee position
Manufacturing Director
Table 30 Evaluation of communication with representative of Berger cement plant in Ladce
Cement plant name
Berger Ladce SK
Phone communication E-mail communication Personal
communication Technical information
Additional information
Employee name
Mr. Rudo Hatoka
5 5 3 4
Employee position
Filter technician ( clinker cooler + kiln)
Employee name
Mr. Dolinka 5 5 3 x
Employee position
Filter technician (cement mills)

80
Table 31 Evaluation of communication with representative of Asamer cement plant in Horne Srnie
Cement plant name
Asamer Horne Srnie SK
Phone communication E-mail communication Personal
communication Technical information
Additional information
Employee name
Mr. Karol Cabala
3 x x x
Employee position
Manufacturing and Technical Director
Employee name
Mr. Martouz 4 x 3 x
Employee position
Manufacturing technician
More or less all contacted employees at 9 cement plants were willing to answer required questions and presented overview of filter systems equipment. For detailed specification and further data about filter systems 5 cement plant representatives made invitation for personal excursion at their cement plant. Talking to variable range of employees, basically, communication took shorter time with higher cement plant executives and broad rather additional information about planned projects then detailed information about filter systems. At communication with employees as Maintenance Managers, here were usually gained required technical data and little additional information about filter systems current situation. Communication with filter technicians was pleasant in direction about technical data of filter systems but no significant information was gained about future exchange or planned filter improvements. From all interviews in three interviews, talks were directed to the planned projects and additional information as problems with filter systems. To sum up, phone communication with all cement plant representatives was pleasant and reached common level in sense to get required technical data about filter systems. Further, more or less it was difficult to gain additional information from interviewed representatives about planned filter systems projects for next period. Partly because contacted employees are usually not directly included in annual budget planning. Or also because from a technical position an employee is not allow to present data about planned projects and actual budget talks at a cement plant. Information about cement plant´s filter systems are specified in section 6.1.

81
9 Personal guided interviews
In the thesis, guided interviews with Kappa GmbH representatives and cement plants representatives are used. For interview with Kappa GmbH representatives, it is suitable to use structured interview with opened questions, where space for broader description of situations is leaved for interviewed person. Moreover, guided interview for potential costumer’s representatives was developed. For this interview, suitable structure was to set as a guided interview with prepared questions. First introductional questions were given about a cement plant production and technology in general, where straight answers were gained. Further, questions were focused on main dedusting systems, its suppliers and emission limits for it. Larger space was leaved for broad answers.
9.1 Questions of interviews with cement plant representatives
a) What was your production during the last years?
b) Describe please cement manufacturing process you use at your cement
plant?
c) Can you please describe filter systems applied at different places at your
cement plant? Main types?
d) Have you applied chlorid by-pass into your manufacturing process?
e) What is the air flow at the entrance of your dedusting system at kiln
exhaust, clinker cooler and cement mill and which highest temperature you
let into these filters?
f) Which companies installed filters at your cement plant? And when?
g) What is your experience with filtration technology suppliers (ZVVZ
Milevsko) their after sales and maintenance service, do they help the
technicians with maintenance or do you do it only by yourself? how reliable
is their (ZVVZ) system? Can you compare them to the other filter
suppliers?
h) What is the emission limit you reach and would like to reach in a future
with your bigger filters?
i) What is electricity price you pay as a cement plant?
j) In which parts of cement manufacturing process you would not fulfil new emission limit 10mg/m3 for filter systems? Where do you have problems with filtration technology? Ask about specific placement for filters?

82
Asamer cement plant of CEMMAC in Horne Srnie, meeting summary 02/08/2012 Guided interview with Dipl-Ing. Mr. Maschtovsky (responsible for Investment and Technical Department) What was your production during the last years? Cement production droped at the cement plant by 15% from 2008. Comparing to the other cement plants, the drop in production is less significant at the cement plant in Horne Srnie. Main problem for further investments into the cement plant technical equipment is the lower price of cement. Table 32 CEMMAC cement production and export from 2009 to 2011
Unit 2009 2010 2011 2012 (expected)
Cement Production tons 545,000 510,000 500,000 396,000
Cement Expedition tons 545,000 510,000 500,000 396,000
Export to Czech Republic
tons 96,000 78,000 47,000 -
Export to Austria tons 98,000 55,000 92,000 -
Describe please cement manufacturing process you use at your cement plant? CEMMAC cement plant uses dry manufacturing process with pre-heating with 5 cyclones, where 2 upper cyclones are connected in parallel and others follow in serie. Currently, cement plant uses 42%of alternative fuels. As the cement plant burns mainly old tires or solid waste material. Have you applied chlorid by-pass into your manufacturing process? Yes, we installed chlorid by-pass technology mainly because of higher fraction of used alternative fuels in burning process. Can you please describe filter systems applied at the CEMMAC cement plant? Moreover, the cement plant is equipt with electrofilter (cca 200,000 m3/h) for exhaust from kiln, raw mill and clinker cooler together. Filter was installed in 1993 by ZVVZ Milevsko and dedusts the fine dust at optimal temperature around 220°C. Smaller filters in range of air flow 10,000 -30,000m3/h account cca 30% from all filters at the cement plant. Those filters are variably from competitors Scheuch, ZVVZ or Herding (can be also others). The cement plant further includes 4 “bigger filters” in range 40,000 – 80,000 m3/h.

83
In addition, Scheuch installed “one big and one smaller filter” at the cement plant. Further information about cement mill filter I would like to get from further communication, mentioning possible exchange of filter bags at a cement mill (to get them interested and in order to get the information). Currently a technical study for exchange of 3 filters is made and will be finished by the end of August. 3 filters for material conveyors are going to be replaced rather with one compact filter. A new filter will dedust 7 places with cca 2,500m3/h for each. The investment and technical manager Mr. Maschtovsky accounts the filter at about 20,000m3/h with reserve (7x2,500 plus secure value add).The typical temperature entering the filter chamber is 90°C, occasionally it can reach 100°C. By one new filter the cement plant decreases also number of stacks. Important fact is that cement plant representatives did not set up what emission limit they want to reach with a new filter system. They mentioned would be great to reach 1mg/Nm3 but also 5 or 10 mg/Nm3 is appropriate for the new filter system of material transport. For example, with 10 mg/Nm3 the cement plant fulfils new incoming limits. At the cement plant, sample of dust was taken bellow one of conveyors for which new dedusting system is going to be applied. What companies installed filters at your cement plant? As mentioned above Scheuch, further Herding installed amount of smaller filters until 30,000m3/h of air flow and also company ZVVZ Milevsko installed electro filter in 1993. What is the air flow at the entrance of your electro filter and highest temperature which you let in? The air flow from both process (kiln and clinker cooler) varies cca around 200,000 Bm3/h and the average temperature which is allow to enter the filter is around 220°C, occasionally temperature entering the filter reaches 250°C but with that higher temperature filtration efficiency rapidly decreases. What is the emission limit you would like to reach with your bigger filters? Important fact is that they really did not set up what emission limit cement plant executives want to reach with new filter. (air flow up to 20,000m3/h) They mentioned would be nice to reach 1mg/Nm3 but also 5 or 10 mg/Nm3 is ok. For example, with 10 mg/Nm3 the cement plant fulfils new limits. Same situation applies to their electro filter possible replacement, cement plant executives would love to have dust emissions around 1mg/Nm3. But on the other hand, fulfilling the required limits at 10mg/Nm3 seems to be suitable and reasonable.

84
Before the guided interview the business meeting was held with Mr. Martin Boxhofer from Kappa Gmbh and Dipl-Ing Karol Cabala and Dipl-Ing Marian Maschtovsky as two representative of CEMMAC cement plant. As mentioned above in guided interview summary replacement of three smaller filters is planned in 2012-2013 and Kappa Gmbh was asked to make an offer for a new filter system. As main focus was on current clinker project details, data for cement mill´s filters are missing and will be gained in next contact with Mr. Maschtovsky or other cement plant technician. Addtionally, Kappa discovered that it has experience from 2000 with similar project for Asamer group and CEMMAC cement plant is part of this international group. Project for Asamer was held in Romania and filter system was designed for dedusting of belt conveyors, which is same technology which is going to be dedusted in CEMMAC cement plant. Moreover, other reference project for Asamer group was done in 2010, where furnace exhaust of basalt stone was dedusted in Austria. Discovering and mentioning of new facts at the next personal meeting with CEMMAC representative might help Kappa Gmbh to get more involved with current project at the cement plant.
Holcim cement plant in Rohoznik, meeting summary 07/10/2012 Guided interview with Mr. Misaros (Preventive Maintenance Technician) Communication started with Maintenance Manager Mr. Kovacevic on 20/07/2012. Mr. Kovacevic is part of the top management at Holcim cement plant in Rohoznik. He presented overview of company filter systems via phone and kindly invited Mr. Petr Beranek for a meeting at the cement plant. The meeting was done on 10/09/2012. Mr. Kovacevic forwarded communication with Mr. Beranek to his younger colleague Mr. Misaros Preventive Maintenance Technician responsible for filter systems at the cement plant. Mr. Misaros was happy to give detailed data about the filter systems and guided Mr. Beranek trough the cement plant, giving inputs about current problems with dedusting systems. At the end of the meeting Mr. Beranek was personally introduced to Mr. Kovacevic. And Mr. Kovacevic together with Mr. Misaros asked for help and business offer for inside painting of their by-pass filter. They look forward to see Kappa representative at their cement plant for business meeting. Most potential project which is considered to be installed in 1-3years is an increase of capacity of pulse-jet baghouse filter. Or rather cement plant executives will consider option for exchange of whole filter system (not only filter bags) inside the chamber. Further information about filter systems are listed in section 6.

85
Lafarge cement plant in Cizkovice, meeting summary 11/09/2012 Guided interview with Mr. Binovec Petr (Maintenance Manager) At the cement plant of Lafarge in Cizkovice, a first phone communication was done via phone with Maintenance Manager Mr. Petr Binovec on 20/07/2012. In week 37 in 2012, Mr. Petr Binovec and Mr. Petr Beranek agreed to set up a personal meeting at the cement plant. The meeting was done on 11/09/2012. During the meeting further data about the filter systems at the cement plant were discussed and they are noted in section 6 of the Master thesis of Mr. Beranek. In addition, an excursion trough the cement plant was done. Further, process of emission measurements and previous problems with filter systems were discussed with Mr. Binovec. Currently as part of maintenance crew they are satisfied with their filter systems, however in Mr. Beranek opinion older electrostatic filter will not fulfil new limits which are going to be applied soon. Two following interviews did not strictly followed above specified questions as some required data and information were gained in advance from internet sources or during phone communication.

86
Holcim cement plant in Prachovice, meeting summary 05/10/2012 Results of interview with Mr. Kadlec Petr (Technician responsible for filters) After phone communication with Mr. Janousek and Mr. Kadlec in September 2012, personal meeting was held and excursion through the cement plant was done on 05/10/2012. Mr. Kadlec specified data about all large scale filter systems at the cement plan. Data are specified in section 6 of the thesis and unpublished data are saved in an office folder called “Czech cement plants” in Kappa GmbH. As most potential filter system for future exchange the study analysis a clinker cooler filter system. The system contains 8 chambers installed 25 years ago, the filter system was reconstructed into baghouse jet pulse filter system in 1997. New filter bags from Ecotex are applied almost every year for single chamber. The system filters dust with relatively low emission level. During normal system operation the clinker cooler filter system reaches level around 10mg/m3. The system might present problems when higher production of clinker is applied in the future as it would not fulfil emission limits. Other chance for Kappa is to exchange filter bags in single chamber of the clinker cooler. Three are 2 chambers (C and D) out of 10 chambers with older filter bags which were not exchanged in last 6 and 7 years respectively. Moreover, it would be useful to get into the competition of the filter bags exchange in next 2 years. At least, it would bring Kappa additional view of the market and Kappa GmbH could see strength of Ecotex and their filter bag price range. Mr. Janousek as Maintenance Manager is looking forward to get short summary of the thesis. He together with Mr. Kadlec would appreciate findings overview of typical problems of filter systems at different cement plants at the market.

87
Berger cement plant in Ladce, meeting summary 09/10/2012 Results of interview with Mr. Hatoka (Technician responsible for burning process and related filters)
After phone and e-mail communication with Mr. Hatoka and Mr. Dolinka in August 2012, personal meeting was done with Mr. Hatoka on 09/10/2012. Mr. Hatoka is technician responsible for burning process, clinker cooler system and its electro filter and for main electro filter of a kiln and raw mill. Excursion through the cement plant was done. Two main electro filters operate with average dust level 12-15 mg/m3. Main potential for Kappa filter system application is presented for transport of by-pass dust into the silo. For the system, new transport and filter system installation was planned for the end of year 2012 but investment was stop via budget reductions. Other potential filter system installation could be done for transport of raw material back into the silos from material dryer. For this system at two places are installed older pocket filter bags. The thesis recommends Kappa GmbH get into the contact with production director or maintenance manager. And keep in touch with the cement plant executives as a small scale project can be installed here as appropriate new branch first reference. Further, one of electrofilters can be exchanged for new baghouse filter system in next 5-10 years, when new emission limits are applied. None of the interviewed technicians mentioned future replacement of the electro filters, however they were not asked for their opinion about electro filter systems future replacement and they don’t directly decide about the new system installations. According to the new emissions limits (10mg/m3), 30 years old electro filter (with 3 or 4 chambers) is not able to fulfil new emission limits.

88
10. Shrnutí
Diplomová práce uvádí charakteristiky cementářského průmyslu, kde ukazuje typickou spotřebu energie na produkci jednotky cementu a dále poukazuje na množství znečišťujících emisních látek produkovaných cementárnami. Práce v přiměřeném rozsahu popisuje postup výroby cementu a dále pak charakterizuje skříňový filtrační systém s regenerací tlakovým vzduchem, který je v současnosti nejlepší dostupnou technikou na trhu. Aktuální vyhlášky, zákony a nařízení pro emisní limity prachu vypouštěné cementárnami jsou popsány v této diplomové práci.
SWOT analýza díky dvěma řízeným rozhovorům se zástupci společnosti Kappa GmbH našla překvapivá fakta, která nebyla očekávána. Například, společnost Kappa GmbH nemá žádného partnera pro montážní práce na českém a slovenském trhu. Dále společnost Kappa GmbH neinstalovala v minulosti filtrační systém v cementářském průmyslu. Analyzování výběrového řízení přinesla zjištění, že v oblasti instalace velkých filtračních zařízení pro cementářský průmysl mají výběrová řízení podobnou strukturu a postup jako většina velkých projektů společnosti Kappa GmbH v jejích hlavních průmyslových odvětvích. Telefonické řízené rozhovory pomohli získat základní technické specifikace filtračních systémů v českých a slovenských cementárnách. Na jejich základě byly definovány nejvíce potenciální cementárny pro další osobní kontakt a pro budoucí pravděpodobnou výměnu starších filtračních zařízení. Bylo provedeno celkem 5 exkurzí cementáren za přímé účasti a komentáře technických pracovníků jednotlivých cementáren. Osobní řízené rozhovory se zástupci cementáren přinesly značné množství poznatků o stavu a způsobu provozu filtračních zařízeních na cementárnách. A to zejména o nutnosti výměny některých starších filtračních zařízení v návaznosti na budoucí aplikované emisní limity. Dále byly zjištěny například i informace o četnosti a způsobu výměny filtračních hadic.

89
10. Summary
The thesis describes characteristics of cement industry, while presents energy consumption per unit of production and further points out on amount of harmful emissions produced by cement plants. The thesis overviews cement manufacturing process and further characterize Baghouse pulse-jet filter system, which is currently Best Available Technology (BAT) on the market. Current directives, laws and regulations of emission limits of dust exhausted by cement plants are described in the thesis. Further, SWOT analysis founded surprising facts via two guided interviews with executives of Kappa GmbH. For example, Kappa GmbH does not have any partner for installation of filter systems on Czech and Slovak market. Further, Kappa GmbH did not previously install filter system in cement industry. Buying Centre analysis brought founding about similar structure of decision making process about large-scale filter systems projects in cement industry as well as in Kappa´s core industries. Guided phone interviews helped to gain basic technical information about dedusting systems in Czech and Slovak cement plants. On basics of those interviews were defined most potential cement plants for further personal contact and future probable replacement of older filter systems. 5 excursions of cement plants were done with direct commentary of cement plants technical employees. Personal guided interviews with cement plants technical employees brought a lot of knowledge about current status and operation of filter systems. Mainly about necessity of exchange of older filter systems, referring to future applied emission limits. Further for instance, information was founded about frequency and method of filter bags exchange.

90
10.1 Naplnění pracovních hypotéz
Jako měřítko naplnění cílů diplomové práce jsou použity pracovní hypotézy na začátku a na konci práce. V rámci pracovních hypotéz diplomová práce došla k následujícím závěrům:
a) V průběhu dalších 3 let diplomová práce definovala příležitost pro instalaci 6
velkých filtračních systémů, skříňového typu na 6 různých cementárnách z 9 možných. Ve všech případech skříňový filtr s regenerací stlačeným vzduchem může být vyměněn za stávající starší elektro filtrační zařízení. Dále práce definovala zájem cementárny Holcim v Rohožníku na Slovensku o zvětšení kapacity skříňového filtračního zařízení za pecní linkou a na mlýnici cementu, jelikož filtrační zařízení instalované společností Scheuch nemá požadovanou kapacitní velikost. V neposlední řadě diplomová práce nalezla příležitost pro dva projekty a to výměnu dvou menších filtračních zařízení na dvou cementárnách na Slovensku, které se budou realizovat v příštích 2 letech. Původní odhad 3 cementáren vykazujících příležitost pro instalaci velkého filtračního zařízení byl překročen a může být prezentován značný potenciál pro aplikaci Kappa skříňového filtračního systému s regenerací stlačeným vzduchem.
b) Práce v současné době nevzbudila významnější zájem společnosti Kappa GmbH pro
vyhledávání příležitostí pro instalaci filtračních systémů v okolních státech střední Evropy
c) Diplomová práce prezentuje šanci pro společnost Kappa GmbH proniknout na český a slovenský trh filtračních technologií v oblasti cementářského průmyslu v následujících 2 až 3 letech.
d) Diplomová práce nenašla nevyřešené technické problémy pro aplikaci Kappa
filtračního systému na cementárnách. Nicméně další technické problémy mohou být nalezeny, jelikož společnost nemá v současnosti zkušenosti s provozem velkých filtračních systémů ve studovaném průmyslovém odvětví.

91
10.1 Working Hypotheses fulfilment
As a measurement of the thesis aims fulfilment working hypothesis are used at the start and at this closing section of the thesis. The working hypotheses thesis came to the following conclusions: a) The study found opportunity at 6 cement plants out of 9 on the market for
installation of larger scale pulse-jet baghouse in next 3 years, starting the period in September 2012. In all cases the pulse-jet baghouse filter at 6 cement plants would be replacement of older electro filter system. Further, study found interest of Holcim cement plant in Rohoznik for kiln and raw material baghouse filter system capacity extension, as filter installed by Company Scheuch does not have enough larger capacity. And lastly, the study found opportunity for two projects as exchange of two smaller dedusting systems at cement plants in Slovakia, which are going to be exchanged in next 2 years. The initial estimation of 3 cement plants presenting an opportunity for future larger scale system was overcame. And high potential for Kappa pulse-jet baghouse application is presented.
b) The study outputs did not currently attract Kappa GmbH to search more intensively
at other surrounding Middle and Eastern European countries (as Poland, Hungary, Slovenia, Romanian, or Bulgaria) for opportunity to install their filter systems at cement industry.
c) The study presents chance for Kappa to enter the cement and rather stone industry
with its baghouse filter technology in Central and Eastern European market in next 2-3years).
d) The study did not found unsolved technical challenges for Kappa dedusting
technology application at cement plants. However still further potential technical problem could be found as company does not have any experience with operation of larger scale system in the studied industry.

92
10.2 Doporučení
Stavebnictví ve střední Evropě je v současné době v krizi, nicméně společnost Kappa GmbH má dostatek času na přípravu dobré startovní pozice pro budoucí aplikaci filtrační technologie na českých a slovenských cementárnách. Až stavebnictví v budoucnu začne navyšovat svoji produkci, Kappa GmbH bude mít značnou šanci dosáhnout na různé projekty, jelikož pro současné dodavatele filtračních technologií (ZVVZ, Scheuch, atd.) bude nemožné pokrýt všechny potřeby trhu. Doporučení pro vybudování dobré startovní pozice jsou zmíněny v následujících odstavcích.
Za prvé, diplomová práce doporučuje Kappa GmbH kontaktovat technická centra Heidelberg, Holcim a Lafarge za účelem domluvení osobní obchodní schůzky s technikem (se skupinou techniků) zodpovědným za ohodnocení velkých filtračních systémů v oblasti filtračních zařízení. Kappa zde může prezentovat svoji technologii skříňového filtru s řešením potencionálních problémů při instalací a provozu filtru. Hlavním cíle schůzky by bylo přesvědčit technika (skupinu techniků) o řešení společnosti Kappa pro cementárny, i přesto, že společnost nemá zkušenost s aplikací a provozem velkého skříňového filtru v cementářském průmyslu. Za druhé, diplomová práce doporučuje udržovat kontakt s cementárnami Berger a Asamer na severozápadním Slovensku (mapa v oddílu 6.1). Tyto cementárny jsou součástí menších mezinárodních skupin a nevykazují tak silnou strukturu výběrového řízení v porovnání se společnostmi Heidelberg nebo Holcim. Hlavním rozhodujícím faktorem je cena plánované technologie. Proto Kappa velký skříňový filtr může být jednodušeji instalován na těchto dvou cementárnách. Kromě toho, diplomová práce doporučuje společnosti Kappa se informovat o nadcházejících výběrových řízeních pro menší filtrační systémy na výše zmíněných dvou cementárnách. Na cementárně Berger byla výměna starého zařízení pro transport by-pasových odprašků a jeho odprášení v plánu na konci roku 2012 ale projekt byl zastaven pro nedostatek investičních prostředků. Projekt by měl být aktuální v druhé polovině roku 2013 nebo nejpozději na konci roku 2014. Cementárna Asamer uskutečnila pravděpodobně výměnu starého filtračního zařízení pro dopravu slínku na konci roku 2012, i přesto může dojít k menší instalaci filtračního zařízení. Dále cementárna Asamer si je vědoma budoucí výměny staršího elektrického filtru. Obecně jakákoliv úspěšná implementace menšího filtračního zařízení na cementárně pomůže zvýšit společnosti Kappa GmbH její prestiž v cementářském průmyslu. Za třetí, Kappa GmbH může zkusit opravit některý problematický filtrační systém, například některý z by-pasových filtrů na cementárně v Rohožníku na Slovensku.

93
Nicméně, většinou filtrační systém byl instalován dalším dodavatelem a je složité upravit a uvést do provozu takový systém. Diplomová práce doporučuje tento krok pouze, vyžaduje-li zákazník tuto výpomoc, dřívější dodavatel nespolupracuje a systém byl více méně zanechán zákazníkovy. Další přirozené doporučení je začít budovat vztah se zákazníky v cementářském průmyslu a jejich zaměstnanci důležitými při rozhodování o filtračních systémech. Je také doporučeno monitorovat další příbuzná průmyslová odvětví jako výrobu vápna a stavebních materiál pro možnost instalovat filtrační zařízení na těchto továrnách. Kromě toho, diplomová práce doporučuje společnosti Kappa GmbH hledat příležitosti pro instalaci filtračního zařízení v příbuzném průmyslu na německém nebo rakouském trhu. Vedení společnosti už ví, že není prostor pro implementaci filtračního systém do cementářského průmyslu v Německu nebo Rakousku, jelikož zde průzkum trhu byl již proveden. Ale šance by se mohla vyskytnout v širším odvětví a to ve výrobě vápna nebo stavebních hmot. Diplomová práce považuje za důležité rozvíjet obchodní vztahy s místními dodavateli části filtračních systémů. Toto může mít zásadní vliv na snížení ceny systémů. Pro společnost Kappa GmbH je také velmi důležité najít kvalitní místní dodavatele. Další výhodou bude najít kvalitní místní montážní společnost, poskytující kovodělnou práci. Jako další krok, společnost Kappa GmbH může profitovat z rozvíjení sítě zákazníků ve střední Evropě kupujících od společnosti servis a součástky pro filtrační systémy. Z pohledu zisku je důležité zmínit, že Kappa GmbH musí porovnat výnosnost instalací filtračních systémů v cementářském průmyslu se systémy instalovanými v základních průmyslových odvětvích společnosti. V neposlední řadě, v dlouhodobějším horizontu 2-4 let, by se společnost Kappa GmbH měla dostat do kontaktu s institucemi monitorujícími emisní limity v cementárnách, vápenkách, slévárnách a automobilovém průmyslu v Česku a na Slovensku. Tyto instituce vědí o potencionálních zákaznících pro Kappa GmbH s problémy ve vypouštění emisí. Kontakt s takovými institucemi přinese Kappa GmbH další výhodu v rychlejším a snadnějším hledání správných zákazníků.

94
10.2 Recommendations
As Middle European construction industry is currently in crisis Kappa GmbH has enough time to prepare starting position for future application of filter systems into Middle European cement plants. In the future, when construction industry will start increase its production, Kappa GmbH will have significant chance to get variable projects as for current filter systems suppliers (ZVVZ, Scheuch etc.) will be impossible to cover all the market needs. Recommendations for development of good starting position are given in following paragraphs.
Firstly, the thesis recommends Kappa GmbH to contact technical centres of Heidelberg, Holcim and Lafarge in order to set up a personal meeting with a technician (group of technicians) responsible for larger scale dedusting system evaluation. Kappa would present its pulse-jet baghouse system technology with solution of potential problems for system installation and operation. Main aim of such a meeting would be persuades the technician (group of technicians) about Kappa solution for a cement plant, even not having experience with large scale baghouse application and operation in cement industry as a reference system. Secondly, study recommends Kappa GmbH to keep in touch with cement plants of Berger and Asamer in northwest region of Slovakia (map in section 6.1). The cement plants are part of smaller international groups and they do not present strong structure of Buying Centre as compared to Heidelberg or Holcim. Main deciding factor is a price of planned technology. Therefore Kappa´s larger scale baghouse filter can be easier install at those two cement plants. Moreover, thesis recommends Kappa carefully watch for coming tenders for smaller scale filter systems at those two cement plants. At Berger cement plant exchange of old transport system of for by-pass dust with its dedusting was planned for end of 2012 but a project was stopped, because not enough investment money for a project. And the project might come to be actual in second half of 2013 or at latest end of 2014. Cement plant Asamer did probably exchange of old dedusting system for clinker transport at the end of 2012 but other installation of smaller scale filter system could occur. And further Asamer cement plant is willing to exchange an older electro filter in a future. In general, any successful implementation of smaller scale baghouse filter system into a cement plant will help Kappa GmbH increase its prestige in cement industry. Thirdly, Kappa GmbH could try to fix a problematic filter system, for example one of by-pass filters at Rohoznik cement plant in Slovakia. However commonly a filter

95
system was installed by different supplier and it is difficult to upgrade and successfully commission such system. The thesis would recommend this step only when costumer really requires help, old system supplier does not cooperate with costumer and system was more or less leaved on its own. Essential recommendation is to start develop relationship with costumers in cement industry and important decision making people of filter systems. It is recommended to monitor also other related industries as gypsum or building materials manufacturing for a chance to install filter systems at those types of plants. In addition, the thesis recommends Kappa GmbH search for opportunity to install filter system in stone industry on German or Austrian market. Kappa GmbH executives already know that there is not a room for implementation of filter system into cement industry in Germany or in Austria, as market research was already done. But the chance could occur in broader industry, stone industry. The thesis sees necessity to develop business relationship with local suppliers of parts of filter systems. This can significantly decrease price of the systems. But for Kappa GmbH is also very important to find quality local suppliers. Another advantage can be seen in finding a quality local installation company, providing metal work. As a further step, Kappa GmbH would profit from development of a net of costumers on Middle European market buying via the company service and spare parts for filter systems. From point of view of profit, it is important to mention Kappa GmbH has to compare profitability of filter systems installations in cement industry with systems installed in company core industries. If insufficient profit is gain from projects in cement industry, then it is essential for Kappa GmbH keep focus on its projects in core industries. Lastly, in longer term 2-4 years, Kappa GmbH could get into a contact with main institutions measuring emissions at stone, foundry and automotive industry on Czech and Slovak market. They know about potential customers for Kappa GmbH with emission exhaust problems. Contact with such institutions will bring Kappa additional advantage in faster, easier and right costumer finding.

96
11. Závěr V úvodu práce jsem si stanovil hlavní cíle práce, které byly studovány za pomocí dvou nástrojů marketing managementu, a to SWOT analýzou a pomocí řízených rozhovorů se zástupci cementáren a s vedením společnosti Kappa GmbH. Pomocí dvou osobních řízených rozhovorů s pány Josefem Traunerem a M.A. Martinem Boxhoforem jako zaměstnanci společnosti Kappa GmbH jsem získal bližší informace o potenciálu vstupu společnosti na český a slovenský trh. Tyto informace mi pomohli k hlubší SWOT analýze se zaměřením na cementárenský průmysl. Dále hlavními zdroji informací pro SWOT analýzu bylo 9 řízených telefonických rozhovorů a 5 osobních řízených rozhovorů se zástupci cementáren. Výsledky SWOT analýzy byly rozděleny do čtyř hlavních částí z každé části byl vybrán nejdůležitější faktor. Vybrané faktory ze silných a slabých stránek, příležitostí a hrozeb nejvíce ovlivňují možný vstup společnosti Kappa GmbH na český a slovenský cementářský průmysl. Hlavní silnou stránkou společnosti pro vstup do cementářského průmyslu je její silné zázemí a motivovaní zaměstnanci, naopak hlavní slabou stránkou do budoucna v tomto směru je cenová hladina filtračních systémů společnosti Kappa GmbH. Hlavní příležitost byla nalezena v aplikaci nových nižších emisních limitů a v možné instalaci 2 menších systémů s na míru ušitým řešením pro dvě cementárny na Slovensku v následujících 2 letech. Hlavní nebezpečí pro společnost Kappa GmbH na trhu filtračních technologií pro cementárny je relativně silná pozice dvou konkurentů, společností Scheuch a ZVVZ. V diplomové práci jsem za pomocí řízených rozhovorů se zástupci cementáren zjistil nedostatky ve filtračních technologiích na českých a slovenských cementárnách. Na jedné z 9 studovaných cementáren filtrační systém za pecní linkou s velkými obtížemi splňuje současný emisní limit pro prach 30mg/Nm3. A na 5 cementárnách by různé velké filtry nesplnili nově plánovaný emisní limit pro prach 10mg/Nm3. Díky závěrům SWOT analýzy a osobních řízených rozhovorů předpokládám značný potenciál pro společnost Kappa GmbH v aplikaci filtrační technologie na českém a hlavně slovenském cementářském průmyslu. Pokud se společnost Kappa GmbH rozhodne pro výstavbu filtračních technologií na českých a slovenských cementárnách kvalita ovzduší v oblasti těchto provozů bude značně zlepšena, tento fakt je hlavním přínosem mojí diplomové práce.

97
11. Results
Main outputs of the thesis were assumed using two marketing management tools, SWOT analysis and personal guided interviews with representatives of Czech and Slovak cement plants and executives of company Kappa GmbH. Via two personal guided interviews with employees of Company Kappa GmbH Mr. Josef Trauner and Mr. M.A. Martin Boxhofer I gained closer information about potential company entrance on Czech and Slovak market. Information helped me with deeper SWOT analysis with focus on cement industry. Further, main information sources for SWOT analysis were 9 phone guided interviews and 5 personal guided interviews with cement plants representatives. Results of SWOT analysis were divided into 4 sections and one factor was chosen from every section. Chosen factors are taken from Strengths, Weaknesses, Opportunities and Threats and most significantly influence potential entrance of Kappa GmbH into Czech and Slovak cement industry. Main strength of the company for its entrance into cement industry for installation of filtration systems is strong background of the company a motivated employees. On the other hand main weakness for a future in case of Czech and Slovak market was founded price level of the systems of company Kappa GmbH. Main opportunity was founded in application of new lower emission limits and in possible installation of two smaller-scale filter systems with tailor made solutions for two Slovakian cement plants in next 2 years. Main threat on Czech and Slovak Republic market for filter systems application in cement industry is relatively strong position of two competitors, companies Scheuch and ZVVZ. In the thesis with use of personal guided interviews I discovered weaknesses in filtration technologies on Czech and Slovak cement plants. On 1 out of 9 studied cement plants current dust emission limit 30mg/Nm3 is barely fulfilled by an electro filter behind a kiln line. At 5 cement plants variable filter systems would not fulfill newly planned dust emission limit 10mg/Nm3. Based on results of SWOT analysis and personal guided interviews I assume significant potential for company Kappa GmbH in application of filtration technology into Czech and especially into Slovak cement industry. As a main result of the thesis, if company Kappa GmbH decides to install dedusting systems at Czech and Slovak cement plants, quality of air rapidly increase around the plants. The statement above is main contribution of the thesis.

98
12 References 1Kotler P., Marketing Management, (1991) 11 2 C. Valderrama, R. Granados, José Luis Cortina, Carles M. Gasol, Manel Guillem, Alejandro Josa, Implementation of best available technique in cement manufacturing a life-cycle assessment study, Journal of Cleaner Production 25 (2012) 60-61 3Perreault, McCarthy, Basic Marketing, 15th edition 2002, 6-12 4 Laszlo Szabo, Ignacio Hidalgo, Juan Carlos Ciscar, Antonio Soria, CO2 emission trading within the European Union and Annex B countries: the cement industry case, Energy Policy 34 (2006) 72-75 5 M.G. Rasul , W. Widianto, B. Mohanty, Assessment of the thermal performance and energy conservation opportunities of a cement industry in Indonesia, Applied Thermal Engineering 25 (2005) 2950-2954 6 Vedat Ari, Energetic and exergetic assessments of a cement rotary kiln system, Scientific Research and Essays Vol. 6 (6) (2011) 1428-1429 7M. Schneider, M. Romer, M. Tschudin, H. Bolio, Sustainable cement production—present and future, Cement and Concrete Research 41 (2011) 643-645 8 Jiangfeng Wang, Yiping Dai, Lin Gao, Exergy analyses and parametric optimizations for different cogeneration power plants in cement industry, Applied Energy 86 (2009) 941–942 9Jan Dejaa, Alicja Uliasz-Bochenczykb, Eugeniusz Mokrzyckib,CO2 emissions from Polish cement industry, International journal of Greenhouse Gas Control 4 (2010) 583-585 10N.A. Madloola,b, R. Saidura,b, M.S. Hossaina,b, N.A. Rahimb, A critical review on energy use and savings in the cement industries, Renewable and Sustanaible Energy Reviews 15 (2011) 2045-2047 11Dry cement process, Intensiv Filter, (Online) Available from: http://www.intensiv-filter.com/en/geschaeftsfelder/zement-kalk-gips/(Accessed 25/09/2012) 12N.A. Madloola,b, R. Saidura,b, M.S. Hossaina,b, N.A. Rahimb,A critical review on energy use and savings in the cement industries, Renewable and Sustanaible Energy Reviews 15 (2011) 2045-2047 13Vedat Ari, Energetic and exergetic assessments of a cement rotary kiln system, Scientific Research and Essays Vol. 6 (6) (2011) 1428-1429 14Nicolas Muller & Jochen Harnisch, WWF International, How to Turn Around the Trend of Cement Related Emissions in the Developing World (2011) 18-21 15 Holcim Czech Republic, Annual Report, (2010) 12-16 16 Heidelberg Czech Republic, Evaluation of Social Responsibilities of the company, (2008) 3-10 17 Heidelberg Czech Republic, Report of Sustainable Development, (2010) 45-59 18 Holcim Slovak Republic, Report of Sustainable Development, 29-36 19 Povazske cement plant, Annual Report, (2010) 12-20 20John Hontelez (responsible editor), A PUSH FOR CLEANER INDUSTRIAL PRODUCTION, December 2008, 18-20P FOR IAL PRODUCTION 21Jakubíková, D. Strategický marketing, Praha VŠE 2005, 35

99
22 Kuang-cheng Wang, A PROCESS VIEW OF SWOT ANALYSIS, Doctoral Program, Graduate Institute of Business Administration, National Taipei University/Tatung University, Taipei, Taiwan, R.O.C. Lecturer, Business Management Department 23Association of Czech Cement Producers, Cement industry annual report 2005, 2009, 2010, 2011, (Online) Available from: http://www.svcement.cz/includes/dokumenty/pdf/data_2005.pdf (Accessed 05/06/2012) 24 Veber J and col.: Management - the basics, prosperity, globalization, Management Press, Praha 2000. 25 Linkeschová D., Issues of management in the construction industry, CERM s.r.o., 2005. 26 Vodáček, Vodáčková, Management Theory and Practice in the Information Society, Management Press, Praha 2001.