manufacturing cells
TRANSCRIPT
FACILITIES PLANNING
Ing. Fernando Corona
04
Manufacturing Cells

Manufacturing Cells
Objectives
To understand what a Manufacturing Cell is and how it canbe implemented.
To be aware of the different variables that must be considered when implementing a Cell.
Manufacturing Cells
1. Layout by tasks vs. Manufacturing Cells
2. Benefits
3. Implementation Requirements
4. Rules for Manufacturing Cells
5. Leader's Responsibilities
6. Manufacturing Cells Implementation
7. Keywords
Contents

Manufacturing Cells
1. Cell: a small part of something; Cellular: adjective.- Something that is made of many small groups that work independently.
2. Manufacturing Cell: A group of equipment (resources), - usually arranged in the shape of a “U” -, which is dedicated to produce similar products or a family of parts.
A Manufacture Cell produces parts, one at a time, following the
sequence of the machines and operations in a lean flow.
Concepts

1. Layouts by Tasks
• Defects in products are not detected until the part has a quality inspection.
• Some of the defects are not generated in the manufacture process but appear due to material handling problems (dirt, spots, damage).
• Parts spend too much time going to all the process. (Sometimes days or weeks – funnel sample).
• Inventory (RM, WIP, and FG), can require up to 25% of the total area of the plant.
vs. Manufacturing Cells
Old “Layouts by Tasks” are inconvenient because:

a) Old configuration by tasks Rockwell Telecommunications sample
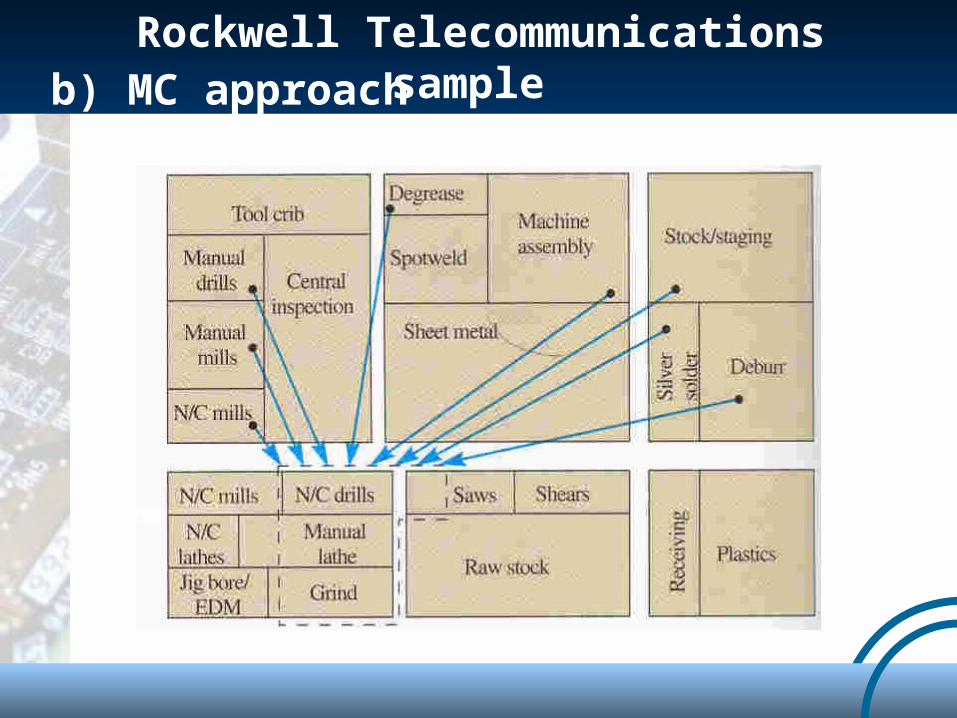
b) MC approach Rockwell Telecommunications sample
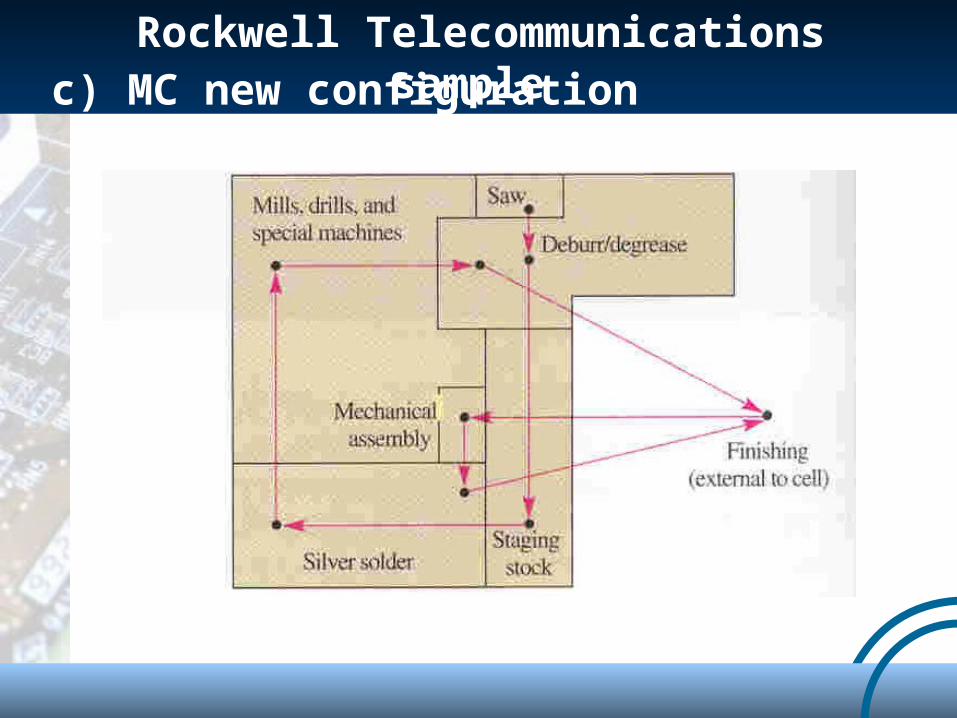
c) MC new configurationRockwell Telecommunications sample
2. Benefits of Manufacturing Cells
• Defects• Delivery Time• WIP Inventory• FG Inventory• Money invested in
parts. • Throughput Time
Decrease of Increase of
• Inventory Turnover• Productivity• Capacity• Flexibility
2. Benefits of Manufacturing Cells
Teamwork Improvement
• Communication (workers are closer and can help each other)
• Complete understanding of the manufacture process (multitask).
• They have the opportunity to know their customer; talk, discuss and propose improvement.
• Operators are more responsible and have more control in their activities.
• Responsibility of making high quality products from the beginning.
• More satisfaction due to responsibility and variety of the work.

2. Benefits of Manufacturing Cells
Packing Test Assembly
Test
Drill
Assem
bly 1
DieDrill 2Kanban Material
Operators, as a team, decide when to rotate positions
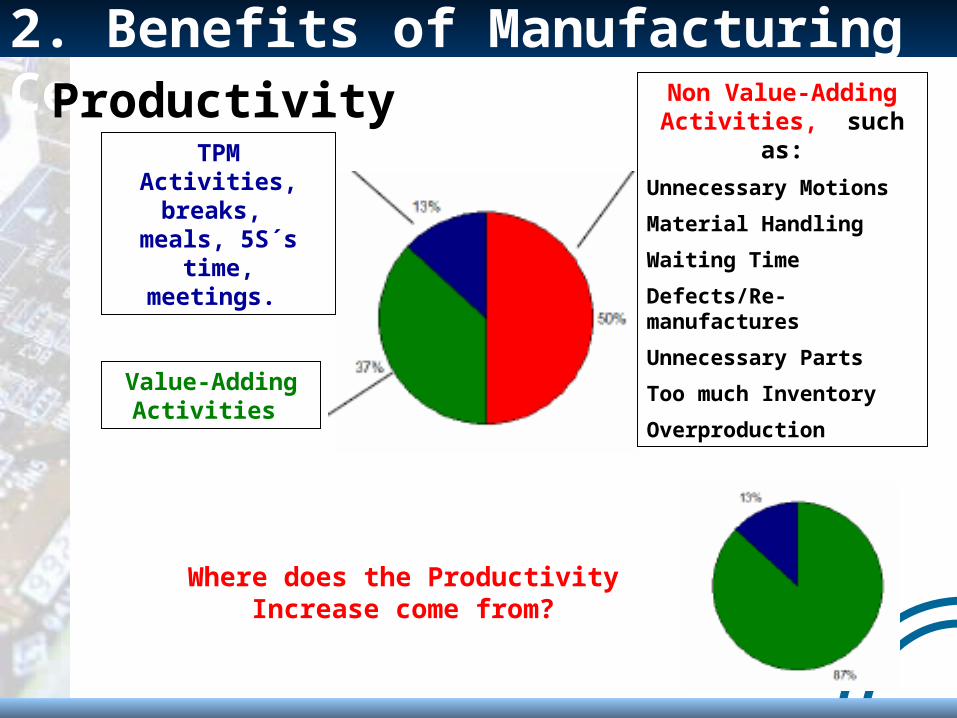
2. Benefits of Manufacturing CellsProductivity
TPM Activities, breaks, meals,
5S´s time, meetings.
Value-Adding Activities
Non Value-Adding Activities, such as:
Unnecessary Motions
Material Handling
Waiting Time
Defects/Re-manufactures
Unnecessary Parts
Too much Inventory
Overproduction
Where does the Productivity Increase come from?
2. Benefits of Manufacturing Cells
Productivity• Productivity is achieved when waste is eliminated.
• Eliminate all “Non Value-Adding Activities”. (because you
have to pay for them).
• Nobody feels good when they realize that half of the time
they are working is dedicated to create waste; such as:
– Transporting
– Searches
– Unnecessary Motions
– Stocking

2. Benefits of Manufacturing Cells
Waste Elimination
1) Overproduction
2) Excessive inventory
3) Over processing
4) Motion

5) Waiting
6) Transportation
7) Defects
* Order tracking (Although not generally recognized as a waste, order tracking in manufacturing operations is quite time- consuming and not a value-added activity)
2. Benefits of Manufacturing Cells
Waste Elimination
3. Implementation Requirements1. Product Families: parts that share the same
manufacturing process and equipment. They are
similar not in shape or size, but because their
process.
2. It is essential that the Cell produces parts or family
parts that the customer constantly requires (20% in
pareto chart).
3. Small and Easy to move equipment.
4. Flexible and Multi-task workers.
5. Additional Capacity. (Reserved)

4. Rules for Manufacturing Cells1. When installing a Manufacturing Cell, the productivity will
increase, so prepare a plan and explain to the personnel that some of them will have to be “Re-located”
2. Design a complete Inspection System for each Manufacturing Cell.
3. Each aspect affected by the Manufacturing Cell should be discussed and communicated to all the workers and the Labor Union through the Manager.
4. The design for the Cell should consider: - Work Flow- Parts and Material Flow- 5S´s

5. Leader's Responsibilities
Develop a clear understanding of the global vision of the company.
Give a clear explanation of the idea of the Manufacturing Cell.
Clear understanding of the implementation process.
Visit some other plants (competence if possible).
Lead the first Pilot Cell

6. Manufacturing Cell Implementation
STEP 1. Winner Work Team Selection/Pilot Cell Selection
STEP 2. Determine Product Families
STEP 3. Product Grouping Analysis
STEP 4. Determine Production Capacity
STEP 5. Compare customer’s demand VS capacity.
STEP 6. Cell Design, Cell Layout.
STEP 7. Standardize operations by documenting processes.
6. Manufacturing Cell Implementation
STEP 1a. Pilot Cell Selection
A key point for the success and implementation's speed is the selection of the Team and the Team leader.
Enthusiasm and Leadership: supported by the Management.
Manufacturing Cells represent a drastic change, but changes are required to achieve the company's goals.
Team Leader: Must have understanding of: The Team, Production and Planning… Someone that the personnel admires and respects.
• It is important to make sure you have a successful launching of your Pilot Cell; This will be a good “sign” for
the company and for the future of the Cells Project.

6. Manufacturing Cell Implementation
STEP 1b. Team Selection (decision group)
• 5 to 12 members
• At least 2 operators of the selected process.
• Maintenance Staff (Skills and Authority).
• Process Engineers.
• Quality Engineers.
• Supervisors.
• Accounting rep. (desirable)
• Human Resources/Training Staff
6. Manufacturing Cell Implementation
STEP 2. Determine Product Families
• Parts in development must be included.
• The Team must check meticulously to make sure no part is left behind.
• If there are alternative part production routes, they must be included.
• Use Product Families selection formats.
Include all Active Part Numbers

6. Manufacturing Cell Implementation
STEP 3. Product Grouping Analysis
Purpose: To group the Part Numbers by similar equipment routes.
• When all Parts with similar routes are in a group, make a chart like this:
Lateral Support
Medium Support
Front Support
Lateral “C” Support
Left Support
SKU’s Description Tasks

6. Manufacturing Cell Implementation
STEP 4. Determine Production Capacity
Purpose: To determine Production Capacity including Change-over Time of each one of the Parts.
• Product Families Selection must be done previously.
• Must take note of all obvious wastes on the Time Study Sheet.
• Wastes must be eliminated before or during the Manufacturing Cell development process.
6. Manufacturing Cell Implementation
STEP 5. Compare customer’s demand vs. capacity.
Purpose: To compare the Cell's production capacity (step 4) with your customer’s demand.
• The point is to design cells where you can balance the work, a cell must be balanced efficiently.
• At this point, it is important to search for all bottle-necks.

6. Manufacturing Cell Implementation
STEP 6. Cell Design, Cell Layout.
Purpose: To have a lean and productive cell, avoiding all kinds of waste in order to satisfy the demand and increase your profit.
Cell Layout must be carefully planned taking in consideration each machine specification, the product flow process, moves etc.
STEP 7. Standardize operations by documenting processes.
6. Manufacturing Cell Implementation
Purpose: To ensure a continuous process in order to make successful further Cell implementation.
Documenting helps saving time, maintains knowledge as it should be and is necessary for ISO and other certifications.
KeytermsManufacturing Cells
Pilot Cell Manufacturing Cell Production Capacity
Part Number (SKU)
Part Change-over Time
Product Family
Waste
7 must common types of waste (mudas)