manual - weldes
TRANSCRIPT

V1.2 18/08/23
MANUAL
SOLDADURA ondulador
DIGITIG 200AC / DC MULTIPRO

2
¡ADVERTENCIA!
Antes de la instalación y puesta en servicio, lea estas instrucciones
1. GENERAL
Puesta en marcha y funcionamiento del dispositivo puede ser hecha sólo después de una lectura cuidadosa de este manual.
Debido al continuo desarrollo de equipos técnicos, algunas de sus funciones se pueden modificar y operación pueden diferir en detalles de la
descripción en el manual. Esto no es un error de dispositivo, pero el resultado del progreso continuo y la unidad de trabajo de modificación.
Los daños provocados por una manipulación incorrecta resultados en una pérdida de la garantía. Cualquier alteración del rectificador están
prohibidos y anular la garantía.
2. SEGURIDAD
El personal que opera el dispositivo debe tener las calificaciones necesarias que les da derecho a llevar a cabo trabajos de soldadura:
• debe tener la competencia en el campo de la soldadora eléctrica MMA soldadura y gas de protección,
• conocer las reglas de seguridad durante el funcionamiento de la fuente que están Equipo de soldadura y el equipo auxiliar accionado por
electricidad,
• conocer las reglas de seguridad cuando manejo y la instalación del cilindro de gas comprimido (argón)
• conocer el contenido de este manual y utilizar el dispositivo para el fin previsto.
ADVERTENCIA
La soldadura puede poner en peligro la seguridad del operador y otras personas en las cercanías. Por lo tanto, cuando se suelda
precauciones especiales deben ser tomadas. Antes de la soldadura, se refieren a las normas de salud y seguridad aplicables en el lugar de
trabajo. Durante la soldadura MMA y TIG eléctrica tiene los siguientes riesgos:
• DESCARGA ELECTRICA
• ARC impacto negativo en los ojos humanos y PIEL
• PAREJAS Y intoxicación por gas
• BURNS
• Explosión y el incendio PELIGROS
• RUIDO
Prevención de descargas eléctricas:
• un dispositivo conectado a un sistema eléctrico técnicamente eficiente para la seguridad y la eficacia de (protección adicional contra el
fuego) neutra adecuada; Compruebe y conecte correctamente a la red y otros dispositivos en el lugar de trabajo del soldador,
• actual conduce fuera con la unidad montada,
• no toque simultáneamente la parte no aislada del soporte del electrodo, el electrodo y la pieza de trabajo en la carcasa del
dispositivo,
• No utilice las asas y los cables de carga con el aislamiento defectuoso,
• bajo riesgo especial de descarga eléctrica (trabajo en entornos con elevada humedad y tanques cerrados) para trabajar con el ayudante apoyar el
trabajo de la soldadora y vigilante sobre la seguridad, utilizar guantes y ropa con buenas propiedades de aislamiento,
• si observa alguna irregularidad, por favor, póngase en contacto con las personas competentes para eliminarlos,
• Está prohibido para operar el dispositivo con las cubiertas retiradas.
Prevención de los efectos negativos de arco eléctrico en la piel y los ojos humanos:
• Use ropa protectora (guantes, bata de laboratorio, calzado, cuero)
• Utilizar escudos protectores o cascos con filtro se ajustan correctamente,
• Utilice cortinas protectoras de materiales no combustibles, y la pared de colores adecuadamente seleccionados que absorben la
radiación dañina.

3
vapores y gases prevención del envenenamiento evolucionaron en el momento de la soldadura de recubrimientos para electrodos de soldadura y la evaporación de los
metales:
• Utilice ventilación y de escape instalado en el intercambio de aire limitado.
• Soplar aire fresco cuando se trabaja en un espacio confinado (tanques)
• Utilizar mascarillas y respiradores.
La prevención de las quemaduras:
• Use ropa protectora y calzado adecuados para proteger de quemaduras por radiación del arco y salpicaduras,
• Evitar la contaminación de los lubricantes y aceites de ropa que puede conducir a su inflamación.
prevención de explosión e incendio:
• No haga funcionar la máquina y soldadura en zonas con riesgo de explosión o incendio,
• estación de soldadura debe estar equipado con equipo de extinción de incendios,
• estación de soldadura debe estar situado a una distancia segura de los materiales inflamables.
Prevención de los efectos negativos del ruido:
• Use tapones para los oídos u otra protección contra el ruido,
• Advertir a la gente sobre el peligro cercano.
¡ADVERTENCIA!
No utilice la fuente de alimentación para descongelar tuberías congeladas.
Antes de arrancar la unidad:
• Compruebe el estado de las conexiones eléctricas y mecánicas. Está prohibido utilizar asas y los cables de carga con aislamiento dañado.
mangos aislantes y cables inadecuados actual peligro de descarga eléctrica,
• Asegurar condiciones de funcionamiento adecuadas, es decir. Para asegurar la temperatura adecuada, la humedad y la ventilación en el lugar
de trabajo. Aire libre cerrado para protegerlo de la lluvia,
• Coloque el cargador en un lugar que permita su fácil manejo. Las personas soldador operativo
debe:
• tienen el poder de soldadura de electrodo de soldadura eléctrica y TIG,
• conocer y cumplir con las regulaciones de salud y seguridad aplicables al realizar trabajos de soldadura,
• uso de equipo adecuado, especializado de protección: guantes, delantal, botas de goma, escudo o casco de soldadura con un filtro
adecuadamente seleccionado
• conocer el contenido de este soldador manual y operado de acuerdo con el uso previsto. Los trabajos de reparación sólo se puede
llevar a cabo después de retirar el enchufe de la toma de corriente.
Cuando el dispositivo está conectado a la red no se le permite tocar la mano desnuda o por cualquier elemento de la ropa mojada que forman el
circuito de corriente de soldadura.
Está prohibido quitar la carcasa exterior cuando el dispositivo se enciende a la red. Cualquier alteración del rectificador por su cuenta
está prohibido y puede constituir un deterioro de las condiciones de seguridad.
Todo el mantenimiento y reparación sólo debe ser realizado por personas autorizadas con las condiciones aplicables a la seguridad de los equipos
eléctricos. No haga funcionar el soldador en zonas con riesgo de explosión o incendio! estación de soldadura debe estar equipado con equipo de
extinción de incendios. Después de trabajar el cable de alimentación de la máquina debe estar desconectado de la red.
Los citados riesgos y las reglas generales de seguridad no es exhaustiva seguridad del soldador, ya que no tiene en cuenta las características
específicas del lugar de trabajo. Son un complemento importante a las instrucciones de seguridad del banco y la formación y sesiones informativas
dadas por el personal de supervisión.

4
3. DESCRIPCIÓN GENERAL
DIGITIG 200AC / DC MULTIPRO se utiliza para la soldadura manual, y el de corriente continua alternada electrodos de acero estructural
recubiertas (método MMA) y aceros de calidad y metales no ferrosos gas inerte de tungsteno (TIG). En el diseño y la construcción de equipo que
utilizamos los últimos avances en la tecnología de PWM (modulación de impulsos en anchura) y IGBTs (puerta aislada transistores bipolares con
puerta) para que el soldador se caracteriza por su pequeño tamaño y bajo peso.
Durante la función de soldadura MMA está disponible ARC FORCE. Durante la soldadura TIG es posible controlar la subida y la caída de la
corriente, y el gas przedwypływu powypływu y los parámetros de impulso y la corriente AC. El dispositivo tiene una memoria de 10 conjuntos de
ajustes de parámetros para TIG HF y MMA.
4. ESPECIFICACIONES
4.1 soldador
fuente de alimentación AC 230 V ± 10% 50Hz
consumo máximo de energía MMA TIG 5,7 kVA 4,1 kVA
corriente de soldadura nominal / ciclo MMA: 180 A / 60% TIG 200 A / 60%
tensión nominal de estado sin carga 67 V
El consumo máximo de corriente MMA: 26.6 A, 19.6 A TIG
seguridad de la red 25 Y
Peso (sin accesorios) 17 kg
dimensiones 480 x 200 x 330 mm
grado de protección IP23
ajuste de parámetros 4.1.1 gama
la fuerza del arco 0 - 100 A
Pre-gas 0,1 - 15 s
Postgas 0,1 - 15 s
Rampa actual 0 - 15 s
actual caída 0 - 15 s
corriente inicial 5-200 A
corriente de soldadura MMA: 20-180 Un TIG 5-200 A
La base actual 10 - 90% de de la corriente de soldadura
cráter actual 5-200 A
frecuencia de pulso 0,5-999 Hz
ancho de pulso 10 - 90% de
La frecuencia de la AC 1-250 Hz
equilibrio AC 15 - 50% de
4.2 TIG
tipo de mango T-26
La capacidad máxima de transporte de corriente 200 A
flujo de gas 10-20 l / min
ignición del arco Sin contacto (HF)
longitud 4 m
El ciclo de trabajo
El ciclo de trabajo se basa en un período de 10 minutos. El ciclo de trabajo de 60% significa que después de 6 minutos de funcionamiento del dispositivo que se requiere para
la rotura de 4 minutos. El ciclo de trabajo del 100% significa que la máquina puede funcionar de forma continua sin interrupción.
¡Precaución! Ensayo de calentamiento se llevó a cabo en la temperatura del aire ambiente. El ciclo de trabajo a 40 ° C se determinó mediante
simulación.

5
grado de protección
IP especifica el grado en el que el dispositivo es resistente a la entrada de impurezas sólidas y el agua. IP23 significa que el dispositivo es
adecuado para su uso en espacios confinados y no es adecuado para su uso en la lluvia.
5. CONSTRUCCIÓN Y OPERACIÓN
La base para la construcción de los soldadores de electrónica de conversión de energía se realizan en tecnología IGBT para trabajar en el rango de
frecuencias por encima de 200 kHz. El principio consiste en una tensión rectificada de una sola fase a la tensión de alimentación, la conversión de la
tensión de CC resultante a una transformación de tensión de alta frecuencia de onda cuadrada en el intervalo requerido por el proceso de soldadura y
erigir de la tensión resultante en la tensión de CC. El dispositivo de soldadura está equipada con una fuente de alimentación sistema de
compensación, que les permite operar con las fluctuaciones de tensión en la red eléctrica a 10%.
6. CONEXIÓN A LA RED
1. Un dispositivo para ser utilizado sólo en una sola fase, de tres hilos, con neutro a tierra.
2. Las unidades inversoras DIGITIG 200AC / DC MultiPRO están adaptados para cooperar con 230V 50Hz fusionados 25 Una acción retardada
en el tiempo. Fuente de alimentación debe ser estable, sin caídas de tensión.
3. El dispositivo está equipado con un cable de alimentación y un enchufe. Antes de conectar, asegúrese de que el interruptor de
alimentación (7) está en la posición OFF (apagado).
7. PREPARACIÓN DE LA UNIDAD PARA LA OPERACIÓN
Para los dispositivos de almacenamiento o transporte en temperaturas de congelación antes del inicio del trabajo para llevar el
dispositivo a una temperatura apropiada !!!
7.1 MMA
Soldadura de los extremos del cable a los terminales (1) y (5) situado en el panel frontal de manera que el soporte del electrodo era adecuado para
el polo del electrodo. La polaridad del cableado depende del tipo de electrodos de soldadura utilizados y se le da en el envase electrodo. terminal
del cable de tierra debe ser montado cuidadosamente en un material soldado. Enchufe el dispositivo en una toma de corriente de 230V 50Hz.

6
MEMORIA
Tecnología IGBT del inversor
MEMORIA
Tecnología IGBT del inversor
Y
Hasta pendiente
ISTART
actual
trabajo de los impulsos
Frenquecy PULSO
base
Fuerza de arco
frenquency
Equilibrio de ca AC
Cuesta abajo
i = el
2T
4T
LIFT
MMA
OC REMOTO USUARIO
ASH%
corriente alterna
corriente continua
Antiguo Testamento
actual
H. FH. F
DIGITIG 200 ACDC MULTIPRO
tipo:
EN 60974-1
IP 23 S / N: TIG 5A / 10,2V-200A / 18V
y 2
U2
X
1 ~ 50Hz
100%
138A
25.5V
U = 67V
0
U = 230V1
y TIG = 19,31max
y TIG = 13A1eff
MMA
60%
180A
27.2V
100%
154A
16.1V
60%
18V
200A
TIG
MMA: 20A / 180A-20.4 / 27.2V
y MMA = 19,31max
MMA I = 13A1eff
TECWELD Peter Polak
41-943 Piekary Sl. Ul.
esmeralda 21/3/6
Sherman
ACDC TIG 200P modelo: DIGITIG 200ACDC MULTIPRO ACDC TIG 200P modelo: DIGITIG 200ACDC MULTIPRO ACDC TIG 200P modelo: DIGITIG 200ACDC MULTIPRO
GAS
7.2 TIG
soporte de terminales actual debe ser conectado al polo negativo mango de control (1), conecte cuidadosamente atornillado en el casquillo (3) y los
conectores hembra de conexión de gas (2). conducto de gas desde el regulador, el plomo y adjuntar a la boquilla de gas (9) situado en la pared
posterior de la carcasa. El polo positivo de la fuente (5) conectado a la pieza de trabajo por medio de un cable con una abrazadera. Enchufe el
dispositivo en una toma de corriente de 230V 50Hz.
MEMORIA
Tecnología IGBT del inversor
MEMORIA
Tecnología IGBT del inversor
Y
Hasta pendiente
ISTART
actual
trabajo de los impulsos
Frenquecy PULSO
base
Fuerza de arco
frenquency
Equilibrio de ca AC
Cuesta abajo
i = el
2T
4T
LIFT
MMA
OC REMOTO
USUARIO
ASH%
corriente alterna
corriente continua
Antiguo Testamento
actual
H. FH. F
DIGITIG 200 ACDC MULTIPRO
tipo:
EN 60974-1
IP 23 S / N: TIG 5A / 10,2V-200A / 18V
y 2
U2
X
1 ~ 50Hz
100%
138A
25.5V
U = 67V0
U = 230V
1
y TIG = 19,31max
y TIG = 13A1eff
MMA
60%
180A
27.2V
100%
154A
16.1V
60%
200A
18V
TIG
MMA: 20A / 180A-20.4 / 27.2V
y MMA = 19,31max
MMA I = 13A1eff
TECWELD Peter Polak
41-943 Piekary Sl. Ul.
esmeralda 21/3/6
Sherman
ACDC TIG 200P modelo: DIGITIG 200ACDC MULTIPRO ACDC TIG 200P modelo: DIGITIG 200ACDC MULTIPRO ACDC TIG 200P modelo: DIGITIG 200ACDC MULTIPRO
reductor
cilindro
de gas
GAS

7
8. interruptores Descripción funcional y DIAL
8.1 Panel frontal y trasera
MEMORIA
Tecnología IGBT del inversor
MEMORIA
Tecnología IGBT del inversor
Y
Hasta pendiente
ISTART
actual
trabajo de los impulsos
Frenquecy PULSO
base
Fuerza de arco
frenquency
Equilibrio de ca AC
Cuesta abajo
i = el
2T
4T
LIFT
MMA
OC REMOTO USUARIO
ASH%
corriente alterna
corriente continua
Antiguo Testamento
actual
H. FH. F
DIGITIG 200 ACDC MULTIPRO
3
2
1
4
5
7
8
9
6
tipo:
EN 60974-1
IP 23 S / N: TIG 5A / 10,2V-200A / 18V
I2
U2
X
1 ~ 50Hz
100%
138A
25.5V
U = 67V0
U = 230V1
y TIG = 26,61max
TIG I = 18,61eff
MMA
60%
180A
27.2V
100%
154A
16.1V
60%
200A
18V
TIG
MMA: 20A / 180A-20.4 / 27.2V
y MMA = 19,61max
y MMA = 13A1eff
TECWELD Peter Polak
41-943 Piekary Sl. Ul. esmeralda
21/3/6
Sherman
ACDC TIG 200P modelo: DIGITIG 200ACDC MULTIPRO ACDC TIG 200P modelo: DIGITIG 200ACDC MULTIPRO ACDC TIG 200P modelo: DIGITIG 200ACDC MULTIPRO
GAS
1. polaridad negativa Poder
2. Conexión de gas protector
3. conector de la manija de control TIG
4. toma de control remoto
5. Ranura de polaridad positiva
6. Terminal de tierra
7. El interruptor principal
8. Cable de alimentación
9. La conexión de gas protector
8.2 Panel de control
Inversor IGBT tecnología IGBT Inverter Technology
Y
Hasta pendiente
ISTART
actual
P Ulse Deber
PUL SE Fre n
meses
Que Base
Arco Fuerza E
AC AC B alance
Fr eque nc y
S Lope de Down
i = el
2T
4T
LIFT
MMA
OC REMOTO USUARIO
ASH%
corriente alterna
corriente continua
Antiguo Testamento
actual
H. FH. F
DIGITIG 200 ACDC MULTIPRO
la
BCD E FGHI
8
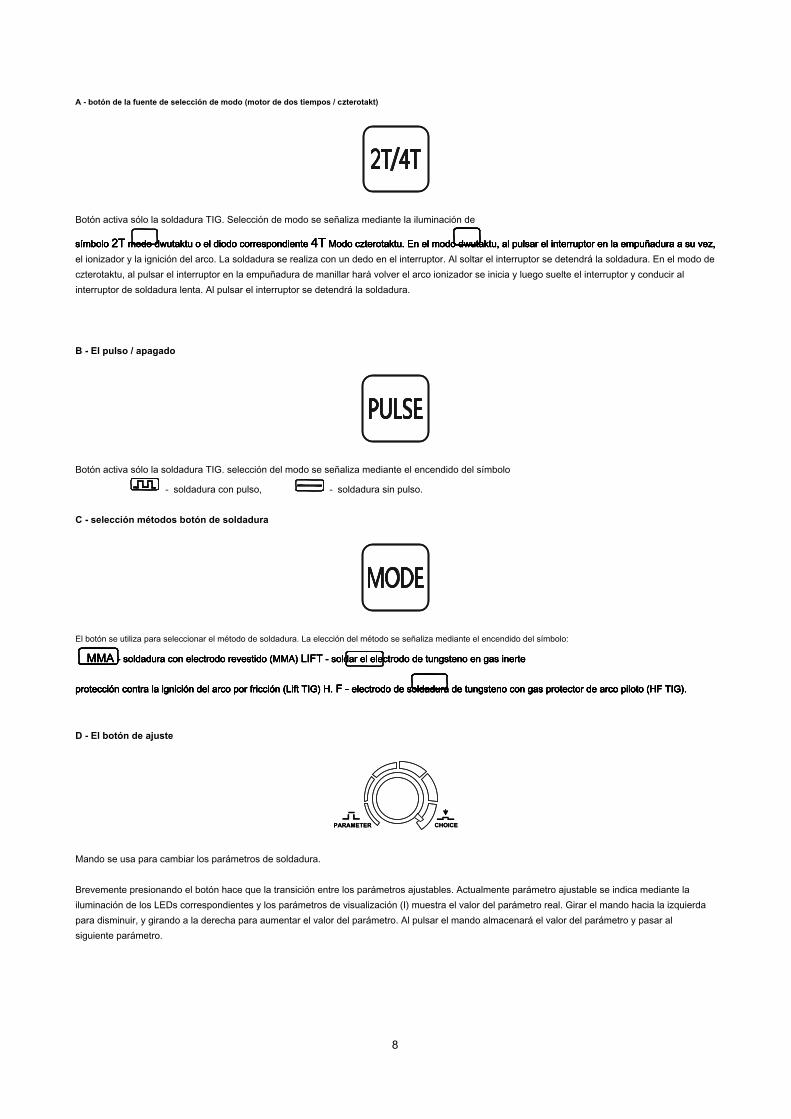
A - botón de la fuente de selección de modo (motor de dos tiempos / czterotakt)
Botón activa sólo la soldadura TIG. Selección de modo se señaliza mediante la iluminación de
símbolo 2T modo dwutaktu o el diodo correspondiente 4T Modo czterotaktu. En el modo dwutaktu, al pulsar el interruptor en la empuñadura a su vez, símbolo 2T modo dwutaktu o el diodo correspondiente 4T Modo czterotaktu. En el modo dwutaktu, al pulsar el interruptor en la empuñadura a su vez, símbolo 2T modo dwutaktu o el diodo correspondiente 4T Modo czterotaktu. En el modo dwutaktu, al pulsar el interruptor en la empuñadura a su vez, símbolo 2T modo dwutaktu o el diodo correspondiente 4T Modo czterotaktu. En el modo dwutaktu, al pulsar el interruptor en la empuñadura a su vez, símbolo 2T modo dwutaktu o el diodo correspondiente 4T Modo czterotaktu. En el modo dwutaktu, al pulsar el interruptor en la empuñadura a su vez,
el ionizador y la ignición del arco. La soldadura se realiza con un dedo en el interruptor. Al soltar el interruptor se detendrá la soldadura. En el modo de
czterotaktu, al pulsar el interruptor en la empuñadura de manillar hará volver el arco ionizador se inicia y luego suelte el interruptor y conducir al
interruptor de soldadura lenta. Al pulsar el interruptor se detendrá la soldadura.
B - El pulso / apagado
Botón activa sólo la soldadura TIG. selección del modo se señaliza mediante el encendido del símbolo
- soldadura con pulso, - soldadura sin pulso.
C - selección métodos botón de soldadura
El botón se utiliza para seleccionar el método de soldadura. La elección del método se señaliza mediante el encendido del símbolo:
MMA - soldadura con electrodo revestido (MMA) LIFT - soldar el electrodo de tungsteno en gas inerte MMA - soldadura con electrodo revestido (MMA) LIFT - soldar el electrodo de tungsteno en gas inerte MMA - soldadura con electrodo revestido (MMA) LIFT - soldar el electrodo de tungsteno en gas inerte MMA - soldadura con electrodo revestido (MMA) LIFT - soldar el electrodo de tungsteno en gas inerte
protección contra la ignición del arco por fricción (Lift TIG) H. F - electrodo de soldadura de tungsteno con gas protector de arco piloto (HF TIG). protección contra la ignición del arco por fricción (Lift TIG) H. F - electrodo de soldadura de tungsteno con gas protector de arco piloto (HF TIG). protección contra la ignición del arco por fricción (Lift TIG) H. F - electrodo de soldadura de tungsteno con gas protector de arco piloto (HF TIG). protección contra la ignición del arco por fricción (Lift TIG) H. F - electrodo de soldadura de tungsteno con gas protector de arco piloto (HF TIG). protección contra la ignición del arco por fricción (Lift TIG) H. F - electrodo de soldadura de tungsteno con gas protector de arco piloto (HF TIG).
D - El botón de ajuste
Mando se usa para cambiar los parámetros de soldadura.
Brevemente presionando el botón hace que la transición entre los parámetros ajustables. Actualmente parámetro ajustable se indica mediante la
iluminación de los LEDs correspondientes y los parámetros de visualización (I) muestra el valor del parámetro real. Girar el mando hacia la izquierda
para disminuir, y girando a la derecha para aumentar el valor del parámetro. Al pulsar el mando almacenará el valor del parámetro y pasar al
siguiente parámetro.

9
E - Configuración de memoria
El dispositivo tiene una memoria de la última configuración, es decir, después de la desconexión y luego regresar a los últimos parámetros
establecidos. También puede almacenar un total de 20 conjuntos de ajustes para TIG HF y MMA.
Para recuperar guardado con anterioridad conjunto de ajustes, pulse el botón hasta que vea
el número correspondiente establecido en la memoria de pantalla (H).
Si la conexión de establecimiento de llamada que cambiar cualquiera de los parámetros, el dispositivo se salga de la memoria - la memoria de pantalla
(H) se extinguirá y la línea de LED USUARIO. Los parámetros modificados se guardan automáticamente después de 30 segundos en la memoria caché. (H) se extinguirá y la línea de LED USUARIO. Los parámetros modificados se guardan automáticamente después de 30 segundos en la memoria caché. (H) se extinguirá y la línea de LED USUARIO. Los parámetros modificados se guardan automáticamente después de 30 segundos en la memoria caché.
Después de que el dispositivo esté apagado y reiniciado, serán restauradas y la memoria de la pantalla aparecerá el tablero.
Para guardar la configuración actual, pulse el botón y mantener dos segundos. luces
diodo USUARIO y el número en la memoria de pantalla (H) parpadea. Gire el mando cambiarádiodo USUARIO y el número en la memoria de pantalla (H) parpadea. Gire el mando cambiarádiodo USUARIO y el número en la memoria de pantalla (H) parpadea. Gire el mando cambiará
número determinado. Al pulsar el botón de nuevo dentro de los 10 segundos salvará la corriente dentro de los 10 segundos salvará la corriente
establecer el número seleccionado en ese momento. Si los 10 segundos no va a suceder de nuevo, la máquina volverá al menú principal.
Si el dispositivo está apagado, la memoria se carga conjunto de parámetros después de reiniciar automáticamente cargado usada por última vez
será establecido, y el número aparecerá en la pantalla. Si la memoria no se ha cargado ningún conjunto de parámetros y el dispositivo está
apagado, la próxima vez que encienda el utilizado más recientemente se restaurará y los parámetros de la pantalla (H) aparece en el tablero.
F - selección del tipo de botón de corriente de soldadura (AC / DC)
Al pulsar el botón se cambia el tipo de corriente de soldadura. Elegir el tipo de corriente se confirma
iluminando el símbolo. corriente alterna - AC, corriente continua - DC iluminando el símbolo. corriente alterna - AC, corriente continua - DC iluminando el símbolo. corriente alterna - AC, corriente continua - DC iluminando el símbolo. corriente alterna - AC, corriente continua - DC iluminando el símbolo. corriente alterna - AC, corriente continua - DC
G - botón de selección de forma de onda AC
Botón permite una elección de la forma de onda durante la soldadura TIG, o Lift TIG HF:
onda sinusoidal: onda clásica, similar a la del transformador de soldadura, favorecido por los soldadores mayores.
onda cuadrada: Universal, la forma de onda de soldadura más ampliamente utilizado para cada material. Genera más calor en la zona
de soldadura, una penetración mayor que las otras formas.
onda trapezoidal: El arco más suave con el lago líquido y una buena humectación del material. Un mejor control de arco de la onda
senoidal.
onda triangular: prefiere especialmente al soldar materiales delgados.

10
H - Display conjunto de parámetros de memoria
USUARIO
La pantalla muestra el número del conjunto de parámetros que se cargó o bajo el conjunto actual se guardará.
I - visualización de los parámetros de soldadura
OC REMOTO
ASH%
Antiguo Testamento
La pantalla muestra los parámetros durante la instalación y durante la soldadura. La iluminación de la LED correspondiente en el lado de
la pantalla indica un parámetro de unidad.
La pantalla también incluye LEDs adicionales:
REMOTO
indicando LED que la unidad está en modo de control remoto. LED se ilumina
automáticamente al conectar el mando a distancia a la toma (4)
OC
LED indica actual parámetros no válidos soldadura o mal funcionamiento. en
además, aparece el código de error "E00"
Antiguo Testamento
Protección contra el sobrecalentamiento - la fuente de alimentación está equipado con térmica,
un interruptor de circuito. Cuando la temperatura es demasiado altas máquinas de soldadura, la seguridad se desconecta la corriente de soldadura,
OT LED se ilumina y la pantalla muestra el código de error "E00". Después de caer la temperatura se restablecerá automáticamente el disyuntor.
La pantalla también puede indicar otros códigos de error: Parámetros no válidos
E01 E02 de red error del conductor interno
Parámetros incorrectos de red E03 y un error del conductor interno
9. PARÁMETROS
9.1 MMA
actual Fuerza de arco
Después de seleccionar el MMA es posible controlar la corriente de soldadura y la función de ARC FORCE. Durante las luces corriente de
soldadura LED actual y el ajuste de la ARC FORCE es posible tras el encendido de los LED Fuerza de Arco.soldadura LED actual y el ajuste de la ARC FORCE es posible tras el encendido de los LED Fuerza de Arco.soldadura LED actual y el ajuste de la ARC FORCE es posible tras el encendido de los LED Fuerza de Arco.soldadura LED actual y el ajuste de la ARC FORCE es posible tras el encendido de los LED Fuerza de Arco.

11
la fuerza del arco
ARC FORCE permite que el arco. El acortamiento de la longitud del arco se acompaña de un aumento de la corriente de soldadura, lo que resulta en la
estabilización del arco. La disminución del valor dará un arco suave y una menor profundidad de penetración, mientras que el aumento de los resultados de
valor en una penetración más profunda y la posibilidad de la soldadura de arco corto. En una función ARC FORCE alto valor establecido que se pueden
soldar mientras se mantiene la longitud de arco mínimo y un rango de electrodo de fusión de alta velocidad: 0 - 100A
9.2 TIG
Selección método del botón de soldadura (C), elija soldadura HF TIG o TIG Lift. Botón para elegir el tipo de corriente (F) para seleccionar corriente
continua (CC) o alterna (AC). Interruptor de impulsos (B) en o fuera de pulso. Pulse (G) para seleccionar la forma de onda. Establecer los parámetros
de soldadura:
Tiempo de pre gas ( ) - el momento de presionar el botón en el mango de la pistola y la apertura de la válvula de gas hasta que la ignición del arco. Tiempo de pre gas ( ) - el momento de presionar el botón en el mango de la pistola y la apertura de la válvula de gas hasta que la ignición del arco. Tiempo de pre gas ( ) - el momento de presionar el botón en el mango de la pistola y la apertura de la válvula de gas hasta que la ignición del arco. Tiempo de pre gas ( ) - el momento de presionar el botón en el mango de la pistola y la apertura de la válvula de gas hasta que la ignición del arco.
Normalmente debe ser de no más de 0,5 segundos, para proporcionar gas de protección a la boquilla de salida del quemador con el fin de proteger el
sitio de inicio de la soldadura y el electrodo de tungsteno. En caso de un tiempo przedwypływu cilindro de gas tubo de suministro más largo debe ser
más largo.
Rango: 0,1 - 15s.
corriente inicial ( Y Start) - actual que aparece en el circuito pulsando el botón de la empuñadura. La corriente inicial más alto, más fácil encender el corriente inicial ( Y Start) - actual que aparece en el circuito pulsando el botón de la empuñadura. La corriente inicial más alto, más fácil encender el
arco. Sin embargo, cuando la soldadura de hoja delgada demasiado alto valor de la corriente inicial puede conducir a una hoja de grabación. En
algunos modos, la corriente de soldadura no crece con el fin de calentar la pieza de trabajo. Rango: 5 - 200A.
La corriente de soldadura ( Actual) La corriente de soldadura ( Actual)
Rango de ajuste: 5 - 200A.
ancho de pulso ( Deber PULSO) - duración del pulso, le permite ajustar la profundidad de la penetración. El aumento de la anchura de aumentar la ancho de pulso ( Deber PULSO) - duración del pulso, le permite ajustar la profundidad de la penetración. El aumento de la anchura de aumentar la
profundidad de penetración, la reducción reduce la cantidad de calor que entra en el material, reduciendo el riesgo de desgaste de las placas más
delgadas y componentes más pequeños.
Los valores más bajos de la anchura de impulso deben ser utilizados para corrientes más altas. Cuanto mayor sea la anchura de impulso debe aplicarse
a las corrientes pequeñas, una anchura de más de 50% se debe utilizar para corrientes inferiores a 100A.
Rango: 10 - 90%.
base actual ( Base actual) - responsable de mantener el proceso de soldadura de corriente, menor será el valor del impulso de corriente. Ayuda a base actual ( Base actual) - responsable de mantener el proceso de soldadura de corriente, menor será el valor del impulso de corriente. Ayuda a
controlar la cantidad de entrada de calor al material. control de corriente Base sólo es posible cuando se suelda con rango de pulsación: 10 - 90%
de la corriente de soldadura.

12
tiempo de la corriente caiga ( Pendiente hacia abajo) - tiempo del valor corriente de soldadura se establece en cero y el valor actual del cráter tiempo de la corriente caiga ( Pendiente hacia abajo) - tiempo del valor corriente de soldadura se establece en cero y el valor actual del cráter
caer. Rango: 0 - 15s.
cráter actual ( Y Stop) - modos actuales utilizados en algunos de soldadura cuando el arco no se extingue inmediatamente después de la fase de descenso cráter actual ( Y Stop) - modos actuales utilizados en algunos de soldadura cuando el arco no se extingue inmediatamente después de la fase de descenso
de la corriente de soldadura. Se le permite llenar el cráter y el final de la soldadura. Rango: 5 - 200A.
Tiempo de rampa ( Hasta Slope) - Soldaduras tiempo de subida de corriente de la corriente inicial a la corriente de soldadura conjunto. Tiempo de rampa ( Hasta Slope) - Soldaduras tiempo de subida de corriente de la corriente inicial a la corriente de soldadura conjunto.
Rango: 0 - 15s.
La frecuencia del pulso ( Frecuencia de pulso) - la frecuencia con la que el valor de un impulso de corriente entre la corriente de soldadura La frecuencia del pulso ( Frecuencia de pulso) - la frecuencia con la que el valor de un impulso de corriente entre la corriente de soldadura
y la corriente de base.
Rango: 0,5 - 999Hz, se recomienda ajustar el 200Hz estándar.
Frecuencia de la corriente alterna ( Frecuencia AC) - una característica útil cuando se suelda aluminio. Cuanto mayor sea la frecuencia, la mejor Frecuencia de la corriente alterna ( Frecuencia AC) - una característica útil cuando se suelda aluminio. Cuanto mayor sea la frecuencia, la mejor
calidad de la soldadura y la mejora de rango de ajuste del arco de enfoque 1 - 250 Hz, se recomienda ajustar el 100Hz estándar.
Equilibrar AC ( Equilibrio AC) - La relación de la duración de la fase positiva a una potencia negativa. Reducir el equilibrio produce una mayor Equilibrar AC ( Equilibrio AC) - La relación de la duración de la fase positiva a una potencia negativa. Reducir el equilibrio produce una mayor
cantidad de calor en el material para dar una penetración más estrecha y más profunda de la soldadura al tiempo que reduce la carga térmica del
electrodo de tungsteno. El aumento de la balanza introducirá menos calor al material para proporcionar una limpieza mejorada, penetración de la
soldadura ancho y poco profundo pero electrodo de tungsteno pesada carga. Rango: 15 - 50% se recomienda ajustar el nivel de 25%.
Tiempo de gas powypływu - el tiempo de extinción del arco para cerrar la válvula de gas con el fin de proteger el baño de fusión la solidificación del Tiempo de gas powypływu - el tiempo de extinción del arco para cerrar la válvula de gas con el fin de proteger el baño de fusión la solidificación del Tiempo de gas powypływu - el tiempo de extinción del arco para cerrar la válvula de gas con el fin de proteger el baño de fusión la solidificación del
aire y para la refrigeración del electrodo de tungsteno. powypływu tiempo demasiado corto puede dar lugar a la oxidación de la soldadura. Al soldar
en el modo TIG, el tiempo de AC (corriente alterna) debe ser más largo. Rango: 0,1 - 15s.
10. SOLDADURA
10.1 de soldadura con electrodo de cubierta (MMA)
arco 10.1.1 Iniciación
arco Iniciación soldadura electrodo revestido es tocar el electrodo a la pieza de trabajo, y el aislamiento se frota corto. Para la iniciación de los
electrodos de arco, en el que la vaina cuando se solidifica, crea una escoria no conductor que ser pre-limpia la punta del electrodo mediante
repetidamente impacto contra una superficie dura hasta que el metal en contacto con la pieza de trabajo.
10.1.2 Mantener proceso de soldadura
Soldadura botón de selección del método para seleccionar el método de MMA. En este modo, se puede ajustar la función de ajuste de corriente y
fuerza del arco de soldadura.
Control corriente de soldadura es posible inmediatamente después del encendido. Al girar el mando cambia la corriente de soldadura.
10.2. Soldadura con gas protector (TIG).
iniciación 10.2.1 arco y la conducta de TIG HF soldadura
Dispositivo DIGITIG 200AC / DC MULTIPRO equipado con el ionizador permitiendo sin contacto de encendido del arco.
Para encender el modo de arco dwutaktu debe abordar el electrodo a la pieza de trabajo a una distancia de 2 milímetros y pulse el botón en
el mango del quemador para encender el ionizador. Al inicio exitoso del arco

13
soldar el botón de plomo se presiona. Al soltar el botón en el mango hace que el inicio de la fase actual de descenso y que termina el proceso de
soldadura.
Para encender el modo de arco czterotaktu debe abordar el electrodo a la pieza de trabajo a una distancia de 2 milímetros y pulse el botón en el
mango de la antorcha para encender el ionizador. Después de que el arco correcta se ilumina el botón puede ser liberado y el plomo de soldadura al
botón lento. Para completar la prensa de soldadura de nuevo y suelte el botón en el mango.
iniciación 10.2.2 arco y la conducta de TIG Lift soldadura
Para encender el modo dwutaktu arco presionar el botón de la empuñadura para girar el flujo de gas. material de electrodo contacto soldada corto
frotación y desgaste. Después de la iniciación correcta de la soldadura por arco conducir el botón presionado. Al soltar el botón en el mango hace
que el inicio de la fase actual de descenso y que termina el proceso de soldadura.
Para encender el modo czterotaktu arco presionar el botón de la empuñadura para girar el flujo de gas. material de electrodo contacto soldada corto
frotación y desgaste. Después de que el arco correcta se ilumina el botón puede ser liberado y el plomo de soldadura al botón lento. Para completar
la prensa de soldadura de nuevo y suelte el botón en el mango.
soldadura TIG 10.2.3 en 2T :soldadura TIG 10.2.3 en 2T :
• 0 :0 : Presione y mantenga el mango. Inicia el flujo de gas de protección;
• 0 ~ t1 : Pre-gas; 0 ~ t1 : Pre-gas; 0 ~ t1 : Pre-gas; 0 ~ t1 : Pre-gas; 0 ~ t1 : Pre-gas;
• t1 ~ t2 : El arco, la soldadura aumenta la corriente desde el valor mínimo hasta el valor de ajuste t1 ~ t2 : El arco, la soldadura aumenta la corriente desde el valor mínimo hasta el valor de ajuste t1 ~ t2 : El arco, la soldadura aumenta la corriente desde el valor mínimo hasta el valor de ajuste t1 ~ t2 : El arco, la soldadura aumenta la corriente desde el valor mínimo hasta el valor de ajuste t1 ~ t2 : El arco, la soldadura aumenta la corriente desde el valor mínimo hasta el valor de ajuste
corriente de soldadura. Si se activa el pulsador, la corriente se modula.
• t2 ~ t3 : Durante la soldadura de la manija debe permanecer deprimido; t2 ~ t3 : Durante la soldadura de la manija debe permanecer deprimido; t2 ~ t3 : Durante la soldadura de la manija debe permanecer deprimido; t2 ~ t3 : Durante la soldadura de la manija debe permanecer deprimido; t2 ~ t3 : Durante la soldadura de la manija debe permanecer deprimido;
Nota: Si se activa el pulsador, la soldadura actual parpadea, si el pulsador está apagado, la corriente de soldadura es
constante
t3 :t3 : Liberar el soporte, corriente de soldadura comienza a caer. Si se enciende el pulsador, la caída actual es modulada;
• t3 ~ t4 : La corriente de soldadura se reduce a un valor mínimo, se extingue el arco; t3 ~ t4 : La corriente de soldadura se reduce a un valor mínimo, se extingue el arco; t3 ~ t4 : La corriente de soldadura se reduce a un valor mínimo, se extingue el arco; t3 ~ t4 : La corriente de soldadura se reduce a un valor mínimo, se extingue el arco; t3 ~ t4 : La corriente de soldadura se reduce a un valor mínimo, se extingue el arco;
• t4 ~ t5 : Post-gas. t4 ~ t5 : Post-gas. t4 ~ t5 : Post-gas. t4 ~ t5 : Post-gas. t4 ~ t5 : Post-gas.
• t5 :t5 : La válvula solenoide se cierra el flujo de gas, la finalización de la soldadura.

14
10.2.4 Modo TIG 4T :10.2.4 Modo TIG 4T :
• 0 :0 : Presione y mantenga el mango. Inicia el flujo de gas de protección;
• 0 ~ t1 : pre gases tiempo. Puede ser ajustado en el intervalo de 0 ~ 1,0 seg;0 ~ t1 : pre gases tiempo. Puede ser ajustado en el intervalo de 0 ~ 1,0 seg;0 ~ t1 : pre gases tiempo. Puede ser ajustado en el intervalo de 0 ~ 1,0 seg;0 ~ t1 : pre gases tiempo. Puede ser ajustado en el intervalo de 0 ~ 1,0 seg;0 ~ t1 : pre gases tiempo. Puede ser ajustado en el intervalo de 0 ~ 1,0 seg;
• t1 :t1 : Arco de ignición, se determina en la corriente de arranque;
• t2 :t2 : Suelta el mango, comienza a aumentar el valor del conjunto actual de la corriente de soldadura. Si habilita el pulsador, la corriente
es modulada;
• t2 ~ t3 : Tiempo de rampa; t2 ~ t3 : Tiempo de rampa; t2 ~ t3 : Tiempo de rampa; t2 ~ t3 : Tiempo de rampa; t2 ~ t3 : Tiempo de rampa;
• t3 ~ t4 : El proceso de soldadura; t3 ~ t4 : El proceso de soldadura; t3 ~ t4 : El proceso de soldadura; t3 ~ t4 : El proceso de soldadura; t3 ~ t4 : El proceso de soldadura;
Nota: Si se activa el pulsador, la soldadura actual parpadea, si el pulsador está apagado, la corriente de soldadura es
constante;
• t4 :t4 : Presione el mango. La corriente de soldadura comienza a caer al valor actual del cráter. Si se enciende el pulsador, la caída actual
es modulada;
• t4 ~ t5 : Hora caída; t4 ~ t5 : Hora caída; t4 ~ t5 : Hora caída; t4 ~ t5 : Hora caída; t4 ~ t5 : Hora caída;
• t5 ~ T6 : cráter actual; t5 ~ T6 : cráter actual; t5 ~ T6 : cráter actual; t5 ~ T6 : cráter actual; t5 ~ T6 : cráter actual;
• T6 :T6 : Suelte el mango. Arco se extingue, los flujos de gas de protección;
• T7 :T7 : La válvula solenoide se cierra el flujo de gas, la finalización de la soldadura.
11. Antes de llamar al servicio técnico,
En caso de mal funcionamiento de la unidad, antes de enviar la soldadura de servicio, revise la lista de fallos básicos y tratar de eliminar por sí
mismo.
Los trabajos de reparación sólo se puede llevar a cabo después de retirar el enchufe de la toma de corriente.
¡Precaución! El dispositivo no está sellado, y el usuario puede retirar la tapa del dispositivo de soldadura con el fin de eliminar averías menores. síntomas
remedio
El panel de control no se enciende, el
ventilador no funciona, no hay salida
1. Asegúrese de que el interruptor está en la posición ON
2. Comprobar la seguridad en la conexión de red y
3. Retire la tapa y comprobar la conexión de todos enchufe eléctrico en el interior del
dispositivo
El panel de control se enciende, el
ventilador no funciona, hay tensión de
salida.
1. Verificar que el dispositivo no ha sido conectado a la tensión más alta. Si es así, conectar a
230V y girar de nuevo
2. La tensión de alimentación es inestable y se convierte en la protección contra sobretensiones.
Apague el dispositivo durante 23 minutos y luego de vuelta
3. corto para encender o apagar Se ha activado la protección contra sobretensiones. Apague el
dispositivo durante 23 minutos y luego de vuelta
4. Hubo otros daños que requieran una reparación por un servicio autorizado
El panel de control se enciende, el ventilador
está funcionando, los problemas con arco se
inicia
1. Verificar TIG sustituir las piezas de desgaste, si se utilizan

15
El panel de control se enciende, el ventilador
está funcionando, no soldador huelgas arco
1. Compruebe los terminales correctos y la conductividad eléctrica del alambre de electrodo y la
masa
2. Compruebe la conexión de la antorcha TIG al dispositivo, prestar atención a si los terminales del
enchufe no están rotos o mermelada.
3. Aflojar el mango de la antorcha TIG y compruebe que el interruptor en el mango está bien
El panel de control se enciende, el
ventilador está funcionando, el LED OC
es el mensaje de la pantalla "E00"
1. El dispositivo se ha recalentado. Espere unos minutos. Después de que el indicador se
apaga para continuar la soldadura.
calidad insatisfactoria del electrodo de
soldadura MMA se pega a la pieza de
trabajo
1. Compruebe la polaridad del alambre de soldadura
2. Comprobar que el electrodo no está mojado. Sustituir el electrodo.
3. El soldador se suministra desde el generador o por un diámetro de cable de extensión largo
es demasiado pequeño cable. Conectarse directamente a la red eléctrica
insatisfactoria calidad de la
soldadura TIG
1. Sustituir los consumibles. Cambiar el electrodo de tungsteno o el cilindro de gas para materiales
de mayor calidad
2. Comprobar que el gas protector fluye con la intensidad adecuada
3. Compruebe la manguera de gas, mejorar la manguera de conexión con conectores rápidos, y el
estado
4. Comprobar przybutlowy regulador.
Lista de códigos de error:
E00 El sobrecalentamiento o parámetros incorrectos corriente de soldadura
E01 Los parámetros no válidos red
E02 error del conductor interno
E03 parámetros incorrectos de la fuente de alimentación y el error controlador interno
MANUAL 12. OPERACIÓN
El funcionamiento del dispositivo DIGITIG 200AC / DC MULTIPRO debería tener lugar en una atmósfera libre de componentes corrosivos y polvoriento.
No coloque el dispositivo en polvo, cerca de las amoladoras de trabajo, etc. polvo y control de la contaminación limaduras de tableros metálicos, cables
y conexiones dentro de la unidad pueden causar un cortocircuito eléctrico, y por lo tanto dañar a la máquina de soldadura.
Evitar el uso en entornos con elevada humedad, especialmente en situaciones de ocurrencia de rocío en las partes metálicas.
Si hay rocío en las piezas de metal, por ejemplo. Después de entrar en el equipo de frío a una habitación caliente, esperar hasta que el rocío
desaparece. Se recomienda que en caso de operación de soldadura lugar al aire libre debajo de un techo para proteger contra las condiciones
climáticas adversas.
Dispositivo DIGITIG 200AC / DC MULTIPRO debe funcionar en las siguientes condiciones:
- los cambios en el valor efectivo de la tensión de alimentación no es mayor que 10%
- temperatura ambiente de desde -10 ° C a + 40 ° C
- La presión atmosférica 860 a 1060 hPa
- humedad relativa de la atmósfera no es más de 80%
- altura sobre el nivel del mar hasta 1000m
usted k con piezas consumibles TIG antorcha T 26: usted k con piezas consumibles TIG antorcha T 26: usted k con piezas consumibles TIG antorcha T 26: usted k con piezas consumibles TIG antorcha T 26:
lp nombre
1 electrodo de tungsteno 1 electrodo de tungsteno
2 manga de compresión T-26 2 manga de compresión T-26
3 La corriente conector T-26 3 La corriente conector T-26
4 Boquilla de gas T-26 4 Boquilla de gas T-26
Para obtener una lista completa de consumibles y piezas de repuesto está disponible en la página web y en la empresa www.tecweld.pl
TECWELD. Hay una posibilidad de compra directa de estas partes.

16
13. INSTRUCCIONES DE MANTENIMIENTO
Como parte de la operación de todos los días de la soldadora debe mantenerse limpio, compruebe el estado de la conexión y el estado
de los cables eléctricos y cables externos. reemplazar regularmente los consumibles.
Periódicamente limpiar el interior del dispositivo mediante la purga con aire comprimido para eliminar el polvo y las virutas de placas metálicas, y
los cables de control y las conexiones eléctricas. No menos de una vez cada seis meses debe ser una revisión general del estado y las
conexiones eléctricas, en particular:
- estado de protección contra golpes
- el aislamiento
- la seguridad del Estado
- el funcionamiento del sistema de refrigeración
Los daños resultantes de la operación de soldadura en condiciones inadecuadas y la falta de recomendaciones para el mantenimiento no
están cubiertos por las reparaciones en garantía.
14. ALMACENAMIENTO DE INSTRUCCIONES Y TRANSPORTE
El dispositivo debe ser almacenado a -10 ° C a + 40 ° C y humedad relativa 80% libre de humos corrosivos y polvos. El transporte de dispositivos
envasados debe ser cubierto medios de transporte. Para el transporte de la unidad de envasado debe ser asegurado contra el deslizamiento y
asegurar la posición correcta.
15. especificación completa
1. Fuente DIGITIG 200AC / DC MULTIPRO 1 PC.
2. Soporte para la soldadura TIG 1 PC.
3. Hilo de electrodo, 1 PC.
4. Cable de tierra con una abrazadera 1 PC.
5. Manual 1 PC.
6. paquete 1 PC.
16. ESQUEMA ELÉCTRICO

17
17. GARANTÍA
Garantía concede por un período de 12 meses para las entidades comerciales o consumidores durante 24 meses desde la fecha de venta.
La garantía será respetada por el anunciante después de la presentación del comprobante de compra (factura o recibo) y tarjeta de garantía
inscrita con el nombre del producto, número de serie, fecha de venta y punto de venta con el sello.
En el caso de la reparación de garantía deben ponerse en contacto TECWELD, que se encargará del dispositivo de recepción por correo.
Los envíos enviados a expensas de TECWELD través de otras empresas de envío no serán aceptados!
Soldador debe estar provisto de la antorcha de soldadura. No se considerarán las quejas del equipo sin la antorcha.
El dispositivo transmite a la queja debe ser embalado en su caja original y protegido por los accesorios originales de espuma de poliestireno.
TECWELD empresa no se hace responsable de los daños causados por un soldador durante el transporte.
Si desea desechar este producto, no lo tire a la basura doméstica. De acuerdo con la Directiva WEEE (Directiva
2002/96 / CE) en vigor en la Unión Europea para los equipos eléctricos y electrónicos usados debe ser utilizado
métodos de utilización.
En Polonia, de conformidad con las disposiciones de la Ley de 1 de julio, 2005. Está prohibido residuos de aparatos
eléctricos y electrónicos para colocar junto con otros residuos de equipos utilizados marcada con tachado de símbolo de un
contenedor con ruedas.
El usuario que desee deshacerse de este producto, se está obligado a devolver los aparatos eléctricos y electrónicos a un punto de recogida de
equipos usados. se llevan a cabo los puntos de recogida, entre otros, por los mayoristas y minoristas de los equipos y las unidades organizativas
municipales que participan en la recogida de residuos.
Estas obligaciones legales se han introducido para reducir la cantidad de residuos generados por equipos eléctricos y electrónicos de desechos y
para asegurar un nivel adecuado de recogida, recuperación y reciclado de los equipos utilizados. La correcta aplicación de estos derechos, es
importante, especialmente cuando el equipo de desecho contiene componentes peligrosos que tienen un impacto particularmente negativo sobre
el medio ambiente y la salud humana.
TECWELD Peter Polak
41-943 Piekary Slaskie la calle. esmeralda 21/3/6
rama:
41-909 Bytom ul. 3 Cross Tel. +48 32 38-69-428, fax +48
32 38-69-434 e-mail: [email protected]
www.tecweld.pl

DECLARACIÓN DE CONFORMIDAD 01 /
DIGITIG200ACDCMULTIPRO / 2018
representante autorizado del fabricante:
TECWELD Peter Polak
41-943 Piekary Slaskie la calle.
esmeralda 21/3/6
rama:
41-909 Bytom ul. 3
Cross POLONIA
Declarar que dicho producto:
soldador inversor
Nombre comercial: DIGITIG 200AC / DC MULTIPRO
tipo: TIG 200P AC / DC
marca comercial del fabricante:
a la que se refiere esta declaración cumple con las siguientes directivas de la Unión Europea y
disposiciones nacionales de aplicación de la Directiva:
Directiva de baja tensión LVD 2006/95 / CE
EMC Compatibilidad Electromagnética 2004/108 / CE
Directiva RoHS 2011/65 II / UE
y es compatible con las siguientes normas:
BS EN 60974-1: 2013-04 Arco equipos de soldadura - Parte 1: Soldadura fuentes de energía, BS EN 60974-1: 2013-04 Arco equipos de soldadura - Parte 1: Soldadura fuentes de energía,
BS EN 60974-10: 2010 equipo de soldadura por arco - Parte 10: Requisitos BS EN 60974-10: 2010 equipo de soldadura por arco - Parte 10: Requisitos
la compatibilidad electromagnética (EMC)
BS EN 50581: 2013-03 evaluación de la documentación técnica de los productos eléctricos y electrónicos BS EN 50581: 2013-03 evaluación de la documentación técnica de los productos eléctricos y electrónicos
teniendo en cuenta la restricción del uso de sustancias peligrosas.
Año colocar la marca CE en el dispositivo: 2017
Bytom, dn. 06/01/2018 Peter Polak
(Firma de la persona autorizada)