maanual de control mc5
TRANSCRIPT

Manual
Tecnología del mando MC5Mantenimiento y reparación de averías
en el sistema MC5

Tecnología del mando MC5
Página: 0-2 Junio 2004Versión: 01.00
© Copyright:
La reimpresión total o parcial y las traducciones requieren nuestra autorización expresa.Queda prohibida la distribución total o parcial de este manual o su utilización no autorizada con fines competitivos.Reservados todos los derechos a realizar modificaciones técnicas por motivos de desarrollo del pro-ducto.
Editor: Krauss-Maffei80997 MünchenKrauss-Maffei-Str. 2Abt. Technischer Kundendienst KS1Teléfono +49 89/88 99 41 52
Autor: Klaus Doerle
Dibujos e ilustraciones de terceros con la autorización de:
- Sigmatek
Tecnología del mando MC5
Junio 2004 Página: 0-3 Versión: 01.00
Sinopsis
Capítulo 1 Esquema del mando
Capítulo 2 Esquema eléctrico
Capítulo 3 Módulos estándar C-Dias
Capítulo 4 Módulos de ampliación
Capítulo 5 Calibrado
Capítulo 6 Diagnosis del hardware
Capítulo 7 Display de servicio y diagnosis
Capítulo 8 Manejo del MC5
Capítulo 9 Ajuste de la máquina
Capítulo 10 Información técnica

Tecnología del mando MC5
Página: 0-4 Junio 2004Versión 01.00
Índice
Capítulo 1
1 ESQUEMA DEL MANDO1.1 Esquema CX ...................................................................................................................... 41.2 Esquema MX...................................................................................................................... 61.3 Generalidades acerca del mando MC5.............................................................................. 91.4 Reglas del mando bus DIAS ............................................................................................ 101.5 Localización de averías el bus DIAS................................................................................ 11
Capítulo 2
2 ESQUEMA ELÉCTRICO 42.1 Tipos de esquemas ............................................................................................................ 42.1.1 Sinopsis de cada tipo de esquema .................................................................................... 52.1.1.1 Tipo de esquema índice ...................................................................................................... 72.1.1.2 Sinopsis del tipo de esquema distintivo de ubicación ......................................................... 82.1.1.3 Sinopsis del tipo de esquema mando principal Sigmatek ................................................... 92.1.1.4 Sinopsis del tipo de esquema módulos C-DIAS Sigmatek................................................ 102.1.1.5 Sinopsis del tipo de esquema módulos C-DIAS Sigmatek................................................ 112.1.1.6 Sinopsis del tipo de esquema módulos C-DIAS Sigmatek................................................ 122.1.1.7 Tipo de esquema lista de aparatos ................................................................................... 132.1.1.8 Tipo de esquema estructura.............................................................................................. 142.1.1.9 Tipo de esquema circuito eléctrico.................................................................................... 152.1.1.10 Tipo de esquema circuito eléctrico de conexiones conductores eléctricos
de los módulos CDM y CTO...............................................................................................162.1.1.11 Tipo de esquema circuito eléctrico distintivo de ubicación armario eléctrico .................... 172.1.1.12 Tipo de esquema circuito eléctrico distintivo de ubicación máquina................................. 182.1.1.13 Tipo de esquema circuito eléctrico alimentación 24 V AC, regleta de distribución X51.... 192.1.1.14 Alimentación del conductor eléctrico elementos de seguridad mando principal ............... 202.1.1.15 Alimentación del conductor eléctrico mando principal ...................................................... 212.1.1.16 Módulo de tecnología CTMS020 salidas y entradas digitales........................................... 222.1.1.17 Módulo de tecnología CTMS020....................................................................................... 232.1.1.18 Direccionamiento módulo CIC011..................................................................................... 242.1.1.19 Operando absoluto............................................................................................................ 252.1.1.20 Resumen de las abreviaturas más comunes empleadas en el esquema eléctrico:.......... 262.1.1.21 Información del esquema de asignación de cables .......................................................... 27

Tecnología del mando MC5
Junio 2004 Página: 0-5 Versión: 01.00
Capítulo 3
3 MÓDULOS BÁSICOS C-DIAS SIGMATEK3.1 Print de cableado C-Dias ................................................................................................... 43.2 IPC C-Dias ......................................................................................................................... 73.2.1 Cambio de tarjeta compact flash (flashdisk)....................................................................... 83.2.2 Cambio de la batería de la memoria intermedia en el C-IPC........................................... 103.2.2.1 Batería de la memoria intermedia .................................................................................... 113.2.3 Refrigeración del C-IPC ................................................................................................... 113.3 Módulo base I/O CTMS020.............................................................................................. 123.3.1 Entradas y salidas CTMS020........................................................................................... 133.3.1.1 Entradas digitales módulo CTMS020............................................................................... 143.3.1.2 Salidas digitales módulo CTMS020.................................................................................. 153.3.1.3 Entradas y salidas analógicas módulo CTMS020............................................................ 163.4 Módulo C-Dias CIC011 .................................................................................................... 173.4.0.1 Indicadores de estado CIC011......................................................................................... 173.4.0.2 Asignación de los conectores CIC011 ............................................................................. 183.4.1 Ejemplos del circuito de conexiones módulo C-Dias CIC011 .......................................... 193.5 Módulo C-Dias CNC031................................................................................................... 213.5.0.1 Asignación de conectores X1-X3 ..................................................................................... 223.5.1 Ejemplos del circuito de conexiones ................................................................................ 233.6 Módulo C-Dias CAI883..................................................................................................... 253.6.1 Ejemplos del circuito de conexiones ................................................................................ 263.7 Módulo C-Dias CTO166 ................................................................................................... 283.7.1 Asignación de conectores, conectores 1-4 ...................................................................... 293.7.2 Ejemplos del circuito de conexiones módulo CTO167..................................................... 303.8 Módulo C-Dias CDI161 .................................................................................................... 323.8.1 Asignación de conectores 1-4 .......................................................................................... 333.8.2 Ejemplos del circuito de conexiones ................................................................................ 343.9 Módulo C-Dias CTS051 ................................................................................................... 363.9.1 Indicadores de estado CIC011......................................................................................... 373.9.2 Ejemplos del circuito de conexiones ................................................................................ 383.10 Módulo C-Dias CDM166................................................................................................... 403.10.1 Ejemplos del circuito de conexiones ................................................................................ 413.11 EE-Prom........................................................................................................................... 433.12 Identificación del husillo ................................................................................................... 443.12.1 Identificación automática de plastificación ....................................................................... 44
Tecnología del mando MC5
Página: 0-6 Junio 2004Versión 01.00
Capítulo 4
4 MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK4.1 Módulo C-Dias Sigmatek CAM123..................................................................................... 44.2 Módulo C-Dias Sigmatek CAI083....................................................................................... 84.3 Módulo C-Dias Sigmatek CRO081................................................................................... 104.3.1 Ejemplos del circuito de conexiones módulo C-Dias CRO081 ........................................ 114.4 Módulo C-Dias Sigmatek CSI021..................................................................................... 144.5 Módulo C-Dias Sigmatek CSI022..................................................................................... 164.5.1 Indicadores de estado CSI022 ......................................................................................... 184.5.2 Ejemplos del circuito de conexiones módulo C-Dias CSI022 .......................................... 194.6 Módulo C-Dias Sigmatek CEZ201 ................................................................................... 224.6.1 Ejemplos del circuito de conexiones módulo C-Dias CEZ201 ......................................... 254.7 Módulo C-Dias Sigmatek CLV011.................................................................................... 284.8 Módulo del procesador C-Dias Sigmatek CCL721........................................................... 324.8.1 Indicaciones de estado C-Dias módulo del procesador CCL721..................................... 354.8.2 Pantalla del módulo del procesador C-Dias CCL721....................................................... 364.8.3 Configuración C-Dias módulo del procesador CCL721 ................................................... 374.8.4 Batería intermedia módulo del procesador CCL721 ........................................................ 384.8.5 Ejemplos del circuito de conexiones ................................................................................ 394.9 Módulo Sigmatek CM5I031 .............................................................................................. 424.9.1 Indicaciones de estado módulo CM5I031 ........................................................................ 454.9.2 Direccionamiento módulo CM5I031 ................................................................................. 464.10 Portamódulos Sigmatek CMB021/041/081 ...................................................................... 47
Capítulo 5
5 CALIBRADO 4
5.1 Ajuste del transductor de recorrido .................................................................................... 45.2 Ajuste de la bomba 1.......................................................................................................... 65.2.1 ajuste de la presión de la bomba 1 .................................................................................... 65.2.2 ajuste de volumen de la bomba 1 a través de la función inyectar...................................... 95.2.2.1 Ajuste de volumen de la bomba 1, superficies activas del cilindro de inyección, cálculo
de la tensión del punto cero (Volumen de la bomba de regulación mayor que el de la bomba constante) ..............................................................................................................11
5.3 Ajuste de la bomba 2 ....................................................................................................... 145.3.1 Ajuste de la presión de la bomba 2 ................................................................................. 145.3.2 Ajuste del volumen de la bomba 2 .................................................................................. 175.4 Ajuste del cierre................................................................................................................ 225.4.1 Ajuste del volumen del cierre ........................................................................................... 225.5 Ajuste del expulsor .......................................................................................................... 265.5.1 Ajuste del volumen de los expulsores .............................................................................. 265.5.2 Ajuste de la presión de los expulsores............................................................................. 305.6 Ajuste del inyector ............................................................................................................ 345.6.1 Ajuste del volumen de la inyección .................................................................................. 345.6.1.1 Ajuste del retroceso del husillo.......................................................................................... 365.6.1.2 Ajuste de la inyección....................................................................................................... 36

Tecnología del mando MC5
Junio 2004 Página: 0-7 Versión: 01.00
5.7 Calibrado del cojín de presión.......................................................................................... 375.7.1 Calibrar el cojín de presión............................................................................................... 385.7.2 Fijar el punto cero del cojín de presión ............................................................................ 41
Capítulo 6
6 DIAGNOSIS DEL HARDWARE6.1 Mando principal .................................................................................................................. 46.1.1 Elementos de seguridad del conductor con diodo de indicación........................................ 66.2 Diodo y pantallas de 7 segmentos en el C-IPC DM ........................................................... 76.3 Posibilidades de medición módulos C-DIAS Sigmatek ...................................................... 86.4 Unidad de mando MC5 ...................................................................................................... 96.4.1 Unidad de indicación .......................................................................................................... 96.4.1.1 Ajuste interruptor DIP unidad de indicación ....................................................................... 96.4.1.2 Función interruptor DIP unidad de indicación..................................................................... 96.4.1.3 Asignación de los interfaces USB (frontal) ....................................................................... 106.4.1.4 Asignación de los interfaces CAN, CAN1 y CAN2 (parte posterior)................................. 106.4.1.5 Asignación de los interfaces S-DVI unidad de indicación ................................................ 116.4.2 Teclado............................................................................................................................. 126.4.2.1 Ajuste interruptor DIP teclado .......................................................................................... 126.4.2.2 Función interruptor DIP teclado........................................................................................ 126.4.2.3 Asignación de los interfaces CAN, CAN1 y CAN2 ........................................................... 136.4.2.4 Asignación parada de emergencia conector teclado........................................................ 13

Tecnología del mando MC5
Página: 0-8 Junio 2004Versión 01.00
Capítulo 7
7 PANTALLA DE SERVICIO Y DIAGNOSIS 47.1 Entradas y salidas analógicas mando principal ................................................................. 47.1.1 Entradas y salidas analógicas módulo base I/O CTMS020 ............................................... 67.2 Entradas y salidas módulos C-Dias ................................................................................... 87.2.1 Entradas y salidas digitales módulo base I/O CTMS020 ................................................. 107.2.2 Entradas y salidas digitales, conductores de alimentación mando principal.................... 127.3 Pantalla de diagnosis grupo constructivo -A08 ................................................................ 207.3.1 Asignación de conectores módulo CAI883 (-A082) ......................................................... 217.3.2 Asignación de conectores módulo CAI883 (-A083) ......................................................... 237.3.3 Asignación de conectores módulo CDM167 (-A087) interfaz pulsador robot .................. 257.4 Pantalla de diagnosis grupo constructivo -A10 ................................................................ 267.4.1 Asignación de conectores módulo CAI883 (-A100) ......................................................... 277.4.2 Asignación de conectores módulo CAI883 (-A101) ......................................................... 297.4.3 Asignación de conectores módulo CAI883 (-A102) ......................................................... 317.4.4 Asignación de conectores módulo CAI883 (-A103) ......................................................... 337.5 Pantalla de diagnosis grupo constructivo -A14 ................................................................ 347.5.1 Asignación de conectores módulo CAI883 (-A140) ......................................................... 357.5.2 Asignación de conectores módulo CAI883 (-A141) ......................................................... 377.5.3 Asignación de conectores módulo CAI883 (-A142) ......................................................... 397.5.4 Asignación de conectores módulo CAI883 (-A143) ......................................................... 417.6 Pantalla de diagnosis grupo constructivo -A1C................................................................ 427.6.1 Asignación de conectores módulo CDI161 (-A1C0)......................................................... 437.6.2 Asignación de conectores módulo CTO167 (-A1C1) ....................................................... 457.6.3 Asignación de conectores módulo CDM167 (-A1C2)....................................................... 477.6.4 Asignación de conectores módulo CDM167 (-A1C3)....................................................... 497.6.5 Asignación de conectores módulo CTO167 (-A1C4) ....................................................... 517.6.6 Asignación de conectores módulo CDM167 (-A1C5)....................................................... 537.6.7 Asignación de conectores módulo CN031 (-A1C7).......................................................... 557.7 Pantalla de diagnosis grupo constructivo -A24 ................................................................ 567.7.1 Asignación de conectores módulo CTO167 (-A240)........................................................ 577.8 Pantalla de diagnosis grupo constructivo -A2C................................................................ 587.8.1 Asignación de conectores módulo CDI161 (-A2C0)......................................................... 597.8.2 Asignación de conectores módulo CTO167 (-A2C1) ....................................................... 617.8.3 Asignación de conectores módulo CDM167 (-A2C2)....................................................... 637.8.4 Asignación de conectores módulo CDM167 (-A2C3)....................................................... 657.8.5 Asignación de conectores módulo CDM167 (-A2C4)....................................................... 677.8.6 Asignación de conectores módulo CDM167 (-A2C5)....................................................... 697.8.7 Asignación de conectores módulo CNC031 (-A2C7) ....................................................... 717.9 Pantalla de diagnosis grupo constructivo -A34 ................................................................ 727.9.1 Asignación de conectores módulo CDM167 (-A343) ....................................................... 737.10 Pantalla de diagnosis "Diagnosis general"....................................................................... 74
Tecnología del mando MC5
Junio 2004 Página: 0-9 Versión: 01.00
Capítulo 8
8 ELEMENTOS DE MANDO 4
8.1 Puesto de mando e indicación MC5................................................................................... 48.2 Monitor ............................................................................................................................... 58.2.1 Estructura de las imágenes................................................................................................ 68.3 Elementos de mando ....................................................................................................... 138.3.1 Mandos en la pantalla ...................................................................................................... 148.3.1.1 Teclas de función ............................................................................................................. 158.3.1.2 Asignación de las teclas de función ................................................................................. 188.3.1.3 Índice................................................................................................................................ 208.3.1.4 Tecla de función conmutación del grupo de inyección..................................................... 218.3.1.5 Autorización para hacer entradas con tarjeta chip ........................................................... 21

Tecnología del mando MC5
Página: 0-10 Junio 2004Versión 01.00
Capítulo 9
9 Ajuste de la máquina en el monitor 4
9.1 Movimiento del molde / expulsores .................................................................................... 49.1.1 Cerrar molde / seguro del molde........................................................................................ 59.1.2 Abrir molde ......................................................................................................................... 69.1.3 Funciones seleccionables 1 unidad de cierre .................................................................... 79.1.4 Expulsores hidráulicos ....................................................................................................... 89.1.5 Expulsores de aire.............................................................................................................. 99.1.5.1 Condiciones de arranque de las válvulas neumáticas ...................................................... 109.1.5.2 Otros símbolos de la máscara válvulas neumáticas ........................................................ 119.2 Grupo de inyección .......................................................................................................... 139.2.1 Inyectar............................................................................................................................. 139.2.1.1 Ciclo de la función ............................................................................................................. 149.2.1.2 Funciones y parámetros................................................................................................... 149.2.1.3 Alarmas ............................................................................................................................ 159.2.2 Presión posterior .............................................................................................................. 169.2.2.1 Ciclo de la función ............................................................................................................ 169.2.2.2 Funciones y parámetros................................................................................................... 179.2.2.3 Alarmas ............................................................................................................................ 189.2.3 Plastificar.......................................................................................................................... 209.2.3.1 Ciclo de la función ............................................................................................................. 219.2.3.2 Funciones y parámetros................................................................................................... 219.2.4 Funciones seleccionables 1 inyector................................................................................ 239.3 Temperaturas del cilindro................................................................................................. 249.3.1 Temperaturas del cilindro arranque/descenso ................................................................. 279.3.1.1 Arranque........................................................................................................................... 279.3.1.2 Descenso .......................................................................................................................... 299.3.2 Temperaturas del cilindro parámetros de regulación ....................................................... 319.3.2.1 Optimización de la calefacción del cilindro....................................................................... 319.3.3 Símbolos de los mensajes de estado y avería de la calefacción de los cilindros
y del molde 329.4 Temperaturas del molde .................................................................................................. 339.4.1 Temperaturas del molde arranque/descenso................................................................... 349.4.1.1 Arranque........................................................................................................................... 349.4.1.2 Descenso .......................................................................................................................... 369.4.2 Temperaturas del molde parámetros de regulación......................................................... 389.4.2.1 Optimización de la calefacción del molde ......................................................................... 419.5 Preparación de la máquina .............................................................................................. 439.5.1 Ajuste de la máquina........................................................................................................ 439.5.2 Cargar/guardar juego de datos ........................................................................................ 449.6 Alarmas/incidencias ......................................................................................................... 469.6.1 Sinopsis de las alarmas ................................................................................................... 469.6.2 Ajustes sinopsis de alarma............................................................................................... 479.6.3 Estadísticas de alarmas ................................................................................................... 489.6.4 Protocolo de incidencias .................................................................................................. 499.6.5 Exportar/imprimir protocolo de incidencias ...................................................................... 519.6.6 Ajuste del protocolo de incidencias .................................................................................. 539.6.7 Información sobre las alarmas ......................................................................................... 54

Tecnología del mando MC5
Junio 2004 Página: 0-11 Versión: 01.00
Capítulo 10
10) Información técnica

Tecnología del mando MC5
Página: 0-12 Junio 2004Versión 01.00
Libre para anotaciones

TECNOLOGÍA DEL MANDO MC5
Junio 2004 Página: 1-1 Versión: 01.00
Capítulo 1
Esquema del mando

Tecnología del mando MC5
Página: 1-2 Junio 2004Versión: 01.00
Libre para anotaciones
TECNOLOGÍA DEL MANDO MC5
Junio 2004 Página: 1-3 Versión: 01.00
1 ESQUEMA DEL MANDO
1.1 CONCEPTO CX ................................................................................................................. 41.2 CONCEPTO MX................................................................................................................. 61.3 GENERALIDADES ACERCA DEL MANDO MC5.............................................................. 91.4 REGLAS DEL MANDO BUS DIAS................................................................................... 101.5 LOCALIZACIÓN DE AVERÍAS EN EL BUS DIAS ........................................................... 11
Tecnología del mando MC5ESQUEMA DEL MANDO
Página: 1-4 Junio 2004Versión: 01.00
1 ESQUEMA DEL MANDO
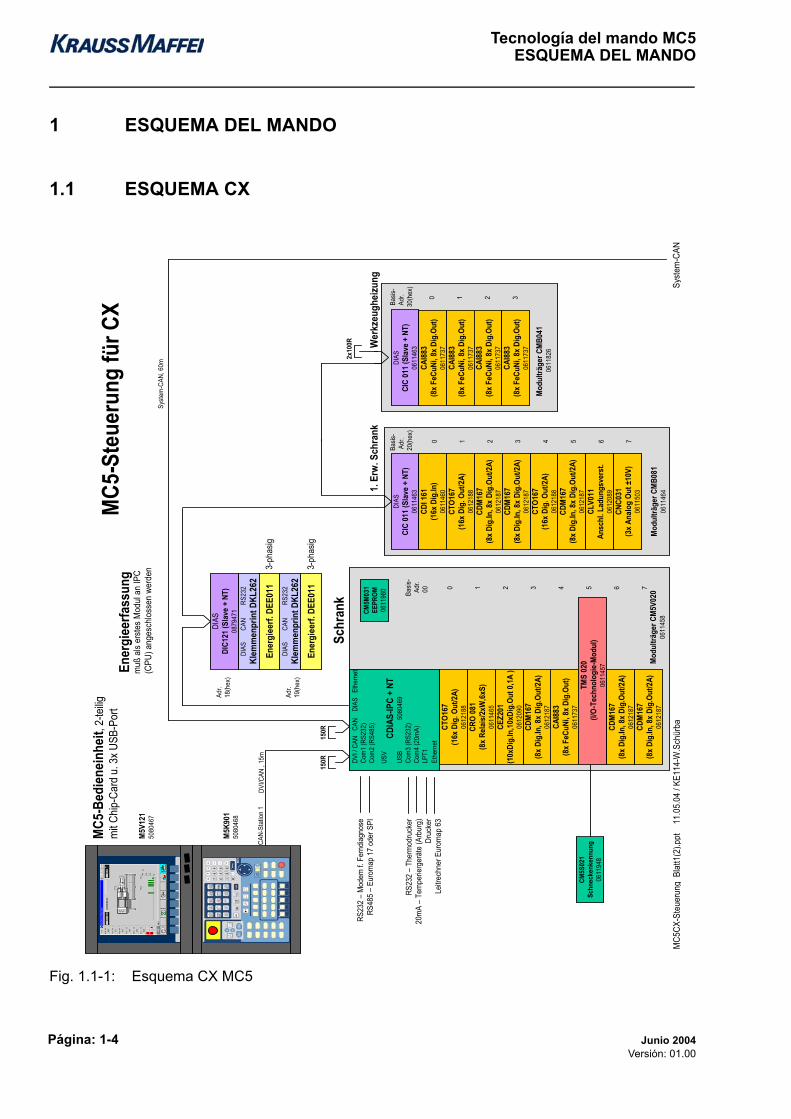
1.1 ESQUEMA CX
Fig. 1.1-1: Esquema CX MC5
7654320
Ba
sis-
Ad
r.
00 1
Mo
du
lträ
ge
r C
M5V
020
06
11
45
8
TM
S 0
20
(I/O
-Tech
no
log
ie-M
od
ul)
06
11
45
7
DIA
S
CIC
011 (
Sla
ve
+ N
T)
06
11
46
3
0 1 2 43 5 6 7
Ba
sis-
Ad
r.
20
(he
x)
Mo
du
lträ
ge
r C
MB
08
10
61
14
64
DIA
S
CIC
011 (
Sla
ve
+ N
T)
06
11
46
3
0 1 2 3
Ba
sis-
Ad
r.
30
(he
x)
Mo
du
lträ
ge
r C
MB
04
10
61
18
26
Sch
ran
k
1.
Erw
. S
ch
ran
kW
erk
zeu
gh
eiz
un
g
MC
5-S
teu
eru
ng
fü
r C
X
DV
I /C
AN
CA
ND
IAS
Eth
ern
et
Co
m1
(R
S2
32
)
Co
m2
(R
S4
85
)
CD
IAS
-IP
C +
NT
US
B5
08
04
69
Co
m3
(R
S2
32
)
Co
m4
(2
0m
A)
LP
T1
Eth
ern
et
RS
232 –
Modem
f.
Fern
dia
gnose
RS
485 –
Euro
map 1
7 o
der
SP
I
RS
232 –
Therm
odru
cker
20m
A –
Tem
perierg
erä
te (
Arb
urg
)
Dru
cker
Leitr
ech
ne
r E
uro
ma
p 6
3
MC
5-B
ed
ien
ein
heit
, 2-t
eili
g
mit
Chip
-Card
u. 3x
US
B-P
ort
DV
I/C
AN
, 1
5m
MC
5C
X-S
teu
eru
ng
_B
latt
1(2
).p
pt
1
1.0
5.0
4 /
KE
11
4-W
.Sch
ürb
a
15
0R
En
erg
iee
rf.
DE
E0
11
DIA
SC
AN
RS
23
2
Kle
mm
en
pri
nt
DK
L2
62
En
erg
iee
rf.
DE
E0
11
DIA
SC
AN
RS
23
2
Kle
mm
en
pri
nt
DK
L2
62
En
erg
ieerf
assu
ng
2x
10
0R
Sys
tem
-CA
N,
60
m
CM
5S
02
1
Sc
hn
ec
ke
nk
en
nu
ng
06
11
94
8
CM
5M
03
1
EE
PR
OM
06
11
98
0
DIA
S
DIC
121 (
Sla
ve
+ N
T)
08
79
47
1
mu
ßa
ls e
rste
s M
od
ul a
n I
PC
(CP
U)
an
ge
sch
loss
en
we
rde
n 3-p
ha
sig
3-p
ha
sig
Ad
r.
18
(he
x)
Ad
r.
19
(he
x)
Sys
tem
-CA
N
US
V
CR
O 0
81
(8x
Rela
is/2
xW
,6xS
)0
61
14
65
CA
I88
3
(8x F
eC
uN
i, 8
x D
ig.O
ut)
06
11
73
7
CT
O167
(16
x D
ig.
Ou
t/2
A)
06
12
18
8
CT
O167
(16
x D
ig.
Ou
t/2
A)
06
12
18
8
CT
O167
(16
x D
ig.
Ou
t/2
A)
06
12
18
8
CD
M167
(8x
Dig
.In
, 8
x D
ig.O
ut/
2A
)0
61
21
87
CD
M167
(8x
Dig
.In
, 8
x D
ig.O
ut/
2A
)0
61
21
87
CD
M167
(8x
Dig
.In
, 8
x D
ig.O
ut/
2A
)0
61
21
87
CD
M167
(8x
Dig
.In
, 8
x D
ig.O
ut/
2A
)0
61
21
87
CN
C031
(3x A
nalo
g O
ut
±1
0V
)0
61
15
03
CE
Z201
(10
xD
ig.I
n,1
0xD
ig.O
ut
0,1
A)
06
12
09
0
CD
I 161
(16x D
ig.In
)0
61
14
60
CA
N-S
tatio
n 1
CL
V011
An
sch
l. L
ad
un
gsvers
t.0
61
20
89
CD
M167
(8x
Dig
.In
, 8
x D
ig.O
ut/
2A
)0
61
21
87
CD
M167
(8x
Dig
.In
, 8
x D
ig.O
ut/
2A
)0
61
21
87
CA
I88
3
(8x F
eC
uN
i, 8
x D
ig.O
ut)
06
11
73
7
CA
I88
3
(8x F
eC
uN
i, 8
x D
ig.O
ut)
06
11
73
7
CA
I88
3
(8x F
eC
uN
i, 8
x D
ig.O
ut)
06
11
73
7
CA
I88
3
(8x F
eC
uN
i, 8
x D
ig.O
ut)
06
11
73
7
M5V
121
50
80
46
7
M5K
901
50
80
46
8
15
0R

TECNOLOGÍA DEL MANDO MC5ESQUEMA DEL MANDO
Junio 2004 Página: 1-5 Versión: 01.00
Fig. 1.1-2: Esquema CX MC5
Serie
lle S
chni
ttste
llen
MC
5CX-
Steu
erun
g_Bl
att2
(2).p
pt
11.
05.0
4 / K
E114
-W.S
chür
ba
Syst
em-C
AN
CMB0
21 o
der C
MB0
41
Inne
rhal
b de
s Ba
ugru
ppen
träge
rskö
nnen
die
Sch
nitts
telle
n w
ahlw
eise
verte
ilt w
erde
n, d
.h. R
S232
für W
aakö
nnte
z.B
. auc
h au
f CC
L721
gel
egt
wer
den.
10Basis
-Ad
r.00
Mod
ultr
äger
CM
B041
0611
826
RS2
32
D
IAS
C
ANCC
L911
/C-IP
C (C
PU +
NT)
0000
000
DIA
SDK
I021
0611
850
DIA
SDK
I021
0611
850
DIA
SDK
I021
0611
850
DIA
SDK
I021
0611
850
Umric
hter
2x10
0R
2x10
0R
DIAS
_IN
DSV0
11 (H
UB)
0610
332
DIAS
_OUT
DI
AS_O
UT D
IAS_
OUT
DIA
SHa
ndlin
g-I/O
DIA
SHa
ndhe
ld-
Term
inal
32
2x10
0R
DIA
SDK
I021
0611
850
CDM
167
(8x
Dig.
In, 8
x Di
g.O
ut/2
A)06
1218
7CD
M16
7(8
x Di
g.In
, 8x
Dig.
Out
/2A)
0612
187
CDI 1
61(1
6x D
ig.In
)06
1146
0CT
O16
7(1
6x D
ig. O
ut/2
A)06
1218
8
CAN
-Sta
tion
CPU
40
10Basi
s-Ad
r.00
(hex
)
Mod
ulträ
ger C
MB0
4106
1182
6
RS2
32
DIA
S
CAN
CCL7
21(C
PU +
NT)
0611
968
232/
485
2
32/4
85CS
I021
(2x
ser.
Schn
ittst
.)06
1193
9
CAN
C
ANCC
A021
(2x
CAN)
061x
xxx
RS2
32 –
Waa
geR
S232
–Le
itrec
hner
20m
A –
Gün
ther
Hei
ßkan
al20
mA
–W
erkz
eugk
ühlu
ng
CAN
–Eu
rom
ap 6
6/C
ANop
en
232/
485/
20m
A
232/
485/
20m
ACS
I022
(2x
ser.
Schn
ittst
.)06
1194
1
RS2
32
2
3
CAN
-Sta
tion
150R
10
Basi
s-Ad
r.38
(hex
)
Mod
ulträ
ger C
MB0
4106
1182
6 Neur
eder32
DIA
SCI
C 01
1 (S
lave
+ NT
)06
1146
3
J1
J3J4
J2 X Y Z C A
10(h
ex)
11(h
ex)
12(h
ex)
13(h
ex)
14(h
ex)
01(h
ex)
20(h
ex)
CDM
167
(8x
Dig.
In, 8
x Di
g.O
ut/2
A)06
1218
7CD
M16
7(8
x Di
g.In
, 8x
Dig.
Out
/2A)
0612
187
CDM
167
(8x
Dig.
In, 8
x Di
g.O
ut/2
A)06
1218
7CD
M16
7(8
x Di
g.In
, 8x
Dig.
Out
/2A)
0612
187
Serie
lle S
chni
ttste
llen
MC
5CX-
Steu
erun
g_Bl
att2
(2).p
pt
11.
05.0
4 / K
E114
-W.S
chür
ba
Syst
em-C
AN
CMB0
21 o
der C
MB0
41
Inne
rhal
b de
s Ba
ugru
ppen
träge
rskö
nnen
die
Sch
nitts
telle
n w
ahlw
eise
verte
ilt w
erde
n, d
.h. R
S232
für W
aakö
nnte
z.B
. auc
h au
f CC
L721
gel
egt
wer
den.
10Basis
-Ad
r.00
Mod
ultr
äger
CM
B041
0611
826
RS2
32
D
IAS
C
ANCC
L911
/C-IP
C (C
PU +
NT)
0000
000
DIA
SDK
I021
0611
850
DIA
SDK
I021
0611
850
DIA
SDK
I021
0611
850
DIA
SDK
I021
0611
850
Umric
hter
2x10
0R
2x10
0R
DIAS
_IN
DSV0
11 (H
UB)
0610
332
DIAS
_OUT
DI
AS_O
UT D
IAS_
OUT
DIA
SHa
ndlin
g-I/O
DIA
SHa
ndhe
ld-
Term
inal
32
2x10
0R
DIA
SDK
I021
0611
850
CDM
167
(8x
Dig.
In, 8
x Di
g.O
ut/2
A)06
1218
7CD
M16
7(8
x Di
g.In
, 8x
Dig.
Out
/2A)
0612
187
CDI 1
61(1
6x D
ig.In
)06
1146
0CT
O16
7(1
6x D
ig. O
ut/2
A)06
1218
8
CAN
-Sta
tion
CPU
40
10Basi
s-Ad
r.00
(hex
)
Mod
ulträ
ger C
MB0
4106
1182
6
RS2
32
DIA
S
CAN
CCL7
21(C
PU +
NT)
0611
968
232/
485
2
32/4
85CS
I021
(2x
ser.
Schn
ittst
.)06
1193
9
CAN
C
ANCC
A021
(2x
CAN)
061x
xxx
RS2
32 –
Waa
geR
S232
–Le
itrec
hner
20m
A –
Gün
ther
Hei
ßkan
al20
mA
–W
erkz
eugk
ühlu
ng
CAN
–Eu
rom
ap 6
6/C
ANop
en
232/
485/
20m
A
232/
485/
20m
ACS
I022
(2x
ser.
Schn
ittst
.)06
1194
1
RS2
32
2
3
CAN
-Sta
tion
10Basi
s-Ad
r.00
(hex
)
Mod
ulträ
ger C
MB0
4106
1182
6
RS2
32
DIA
S
CAN
CCL7
21(C
PU +
NT)
0611
968
232/
485
2
32/4
85CS
I021
(2x
ser.
Schn
ittst
.)06
1193
9
CAN
C
ANCC
A021
(2x
CAN)
061x
xxx
RS2
32 –
Waa
geR
S232
–Le
itrec
hner
20m
A –
Gün
ther
Hei
ßkan
al20
mA
–W
erkz
eugk
ühlu
ng
CAN
–Eu
rom
ap 6
6/C
ANop
en
232/
485/
20m
A
232/
485/
20m
ACS
I022
(2x
ser.
Schn
ittst
.)06
1194
1
RS2
32
2
3
CAN
-Sta
tion
150R
10
Basi
s-Ad
r.38
(hex
)
Mod
ulträ
ger C
MB0
4106
1182
6 Neur
eder32
DIA
SCI
C 01
1 (S
lave
+ NT
)06
1146
3
J1
J3J4
J2 X Y Z C A
10(h
ex)
11(h
ex)
12(h
ex)
13(h
ex)
14(h
ex)
01(h
ex)
20(h
ex)
CDM
167
(8x
Dig.
In, 8
x Di
g.O
ut/2
A)06
1218
7CD
M16
7(8
x Di
g.In
, 8x
Dig.
Out
/2A)
0612
187
CDM
167
(8x
Dig.
In, 8
x Di
g.O
ut/2
A)06
1218
7CD
M16
7(8
x Di
g.In
, 8x
Dig.
Out
/2A)
0612
187

Tecnología del mando MC5ESQUEMA DEL MANDO
Página: 1-6 Junio 2004Versión: 01.00
1.2 ESQUEMA MX
Fig. 1.2-1: Esquema MX MC5
7654320
Ba
sis-
Ad
r.
EE
(he
x)
1
Mo
du
lträ
ge
r C
M5V
020
06
11
45
8
TM
S 0
20
(I/O
-Tech
no
log
ie-M
od
ul)
06
11
45
7
DIA
S
CIC
011 (
Sla
ve
+ N
T)
06
11
46
3
0 1 2 43 5 6 7
Ba
sis-
Ad
r.
1C
(he
x)
Mo
du
lträ
ge
r C
MB
08
10
61
14
64
DIA
S
CIC
011 (
Sla
ve
+ N
T)
06
11
46
3
0 1 2 43 5 6 7
Ba
sis-
Ad
r.
2C
(he
x)
Mo
du
lträ
ge
r C
MB
08
10
61
14
64
Sp
ritz
e
FF
AP
BF
AP
MC
5-S
teu
eru
ng
fü
r M
X
DV
I /
CA
NC
AN
DIA
S E
the
rne
t
Co
m1
(R
S2
32
)
Co
m2
(R
S4
85
)
CD
IAS
-IP
C +
NT
US
B5
08
04
69
Co
m3
(R
S2
32
)
Co
m4
(2
0m
A)
LP
T1
Eth
ern
et
RS
232 –
Modem
f.
Fern
dia
gnose
RS
485 –
Euro
map 1
7 o
der
SP
I
RS
232 –
Therm
odru
cker
20m
A –
Tem
perierg
erä
te (
Arb
urg
)
Dru
cker
Leitr
ech
ne
r E
uro
ma
p 6
3
MC
5-B
ed
ien
ein
heit
, 2-t
eili
g
mit
Chip
-Card
u. 3x
US
B-P
ort
DV
I/C
AN
, 1
5m
MC
5M
X-S
teu
eru
ng
_B
latt
1(4
).p
pt
1
0.0
5.0
4 /
KE
11
4-W
.Sch
ürb
a
15
0R
En
erg
iee
rf.
DE
E0
11
DIA
SC
AN
RS
23
2
Kle
mm
en
pri
nt
DK
L2
62
En
erg
iee
rf.
DE
E0
11
DIA
SC
AN
RS
23
2
Kle
mm
en
pri
nt
DK
L2
62
En
erg
ieerf
assu
ng
2x
10
0R
Sys
tem
-CA
N,
60
m
CM
5S
02
1
Sc
hn
ec
ke
nk
en
nu
ng
06
11
94
8
CM
5M
03
1
EE
PR
OM
06
11
98
0
DIA
S
DIC
121 (
Sla
ve
+ N
T)
08
79
47
1
mu
ßa
ls e
rste
s M
od
ul a
n I
PC
(CP
U)
an
ge
sch
loss
en
we
rde
n 3-p
ha
sig
3-p
ha
sig
Ad
r.
18
(he
x)
Ad
r.
19
(he
x)
Sys
tem
-CA
N
US
V
CR
O 0
81
(8x
Rela
is/2
xW
,6xS
)0
61
14
65
CA
I88
3
(8x F
eC
uN
i, 8
x D
ig.O
ut)
06
11
73
7
CT
O167
(16
x D
ig.
Ou
t/2
A)
06
12
18
8
CT
O167
(16
x D
ig.
Ou
t/2
A)
06
12
18
8
CT
O167
(16
x D
ig.
Ou
t/2
A)
06
12
18
8
CT
O167
(16
x D
ig.
Ou
t/2
A)
06
12
18
8
CD
M167
(8x
Dig
.In
, 8
x D
ig.O
ut/
2A
)0
61
21
87
CD
M167
(8x
Dig
.In
, 8
x D
ig.O
ut/
2A
)0
61
21
87
CD
M167
(8x
Dig
.In
, 8
x D
ig.O
ut/
2A
)0
61
21
87
CD
M167
(8x
Dig
.In
, 8
x D
ig.O
ut/
2A
)0
61
21
87
CD
M167
(8x
Dig
.In
, 8
x D
ig.O
ut/
2A
)0
61
21
87
CD
M167
(8x
Dig
.In
, 8
x D
ig.O
ut/
2A
)0
61
21
87
CD
M167
(8x
Dig
.In
, 8
x D
ig.O
ut/
2A
)0
61
21
87
CN
C031
(3x A
nalo
g O
ut
±1
0V
)0
61
15
03
CN
C031
(3x A
nalo
g O
ut
±1
0V
)0
61
15
03
CN
C031
(3x A
nalo
g O
ut
±1
0V
)0
61
15
03
CN
C031
(3x A
nalo
g O
ut
±1
0V
)0
61
15
03
CE
Z201
(10
xD
ig.I
n,1
0xD
ig.O
ut
0,1
A)
06
12
09
0
CD
I 161
(16x D
ig.In
)0
61
14
60
CD
I 161
(16x D
ig.In
)0
61
14
60
CT
S051
(5x T
ran
sso
nar)
06
11
46
7
X1
X2
X3
CL
V011
An
sch
l. L
ad
un
gsvers
t.0
61
20
89
CD
M167
(8x
Dig
.In
, 8
x D
ig.O
ut/
2A
)0
61
21
87
WZ
-He
izung a
WZ
-He
izung b
15
0R
CA
N-S
tatio
n 1
M5V
121
50
80
46
7
M5K
901
50
80
46
8

TECNOLOGÍA DEL MANDO MC5ESQUEMA DEL MANDO
Junio 2004 Página: 1-7 Versión: 01.00
Fig. 1.2-2: Esquema MX MC5
Serie
lle S
chni
ttste
llen
MC
5MX-
Steu
erun
g_Bl
att2
(4).p
pt
10.
05.0
4 / K
E114
-W.S
chür
ba
Syst
em-C
AN
CM
B02
1 od
er C
MB
041
Inne
rhal
b de
s Ba
ugru
ppen
träge
rskö
nnen
die
Sch
nitts
telle
n w
ahlw
eis
verte
ilt w
erde
n, d
.h. R
S232
für W
akö
nnte
z.B
. auc
h au
f CC
L721
gel
ew
erde
n.
10Basi
s-Ad
r.00
Mod
ultr
äger
CM
B041
0611
826
RS2
32
D
IAS
C
ANCC
L911
/C-IP
C (C
PU +
NT)
0000
000
DIA
SD
KI0
2106
1185
0
DIA
SD
KI0
2106
1185
0
DIA
SD
KI0
2106
1185
0
DIA
SD
KI0
2106
1185
0
Um
richt
er
2x10
0R
2x10
0R
DIA
S_IN
DSV
011
(HU
B)
0610
332
DIA
S_O
UT
DIA
S_O
UT
DIA
S_O
UT
DIA
SHa
ndlin
g-I/O
DIA
SHa
ndhe
ld-
Term
inal
32
2x10
0R
DIA
SD
KI0
2106
1185
0
CDM
167
(8x
Dig.
In, 8
x Di
g.O
ut/2
A)06
1218
7CD
M16
7(8
x Di
g.In
, 8x
Dig.
Out
/2A)
0612
187
CDI 1
61(1
6x D
ig.In
)06
1146
0CT
O16
7(1
6x D
ig. O
ut/2
A)06
1218
8
CAN
-Sta
tion
CPU
40
10Basi
s -Ad
r.00
(he x
Mod
ultr
äger
CM
B041
0611
826
RS2
32
DIA
S
CAN
CCL9
11/C
-IPC
(CPU
+ N
T)00
0000
023
2/48
5
232
/485
CSI0
21 (2
x se
r. Sc
hnitt
st.)
0611
939
CAN
C
ANCC
A021
(2x
CAN
)06
1xxx
x
RS2
32 –
Waa
geR
S232
–Le
itrec
hner
20m
A –
Gün
ther
Hei
ßkan
al20
mA
–W
erkz
eugk
ühlu
ng
CAN
–Eu
rom
ap 6
6/C
ANop
en
232/
485/
20m
A
232/
485/
20m
ACS
I022
(2x
ser.
Schn
ittst
.)06
1194
1
RS2
32
2
3
CAN
-Sta
tio
150R
10
Basi
s-Ad
r.38
(hex
)
Mod
ultr
äger
CM
B041
0611
826 Ne
ured
er32
DIA
SCI
C 01
1 (S
lave
+ NT
)06
1146
3
J1
J3J4
J2 X Y Z C A
10(h
ex)
11(h
ex)
12(h
ex)
13(h
ex)
14(h
ex)
01(h
ex)
20(h
ex)
CDM
167
(8x
Dig.
In, 8
x Di
g.O
ut/2
A)06
1218
7CD
M16
7(8
x Di
g.In
, 8x
Dig.
Out
/2A)
0612
187
CDM
167
(8x
Dig.
In, 8
x Di
g.O
ut/2
A)06
1218
7CD
M16
7(8
x Di
g.In
, 8x
Dig.
Out
/2A)
0612
187
Serie
lle S
chni
ttste
llen
MC
5MX-
Steu
erun
g_Bl
att2
(4).p
pt
10.
05.0
4 / K
E114
-W.S
chür
ba
Syst
em-C
AN
CM
B02
1 od
er C
MB
041
Inne
rhal
b de
s Ba
ugru
ppen
träge
rskö
nnen
die
Sch
nitts
telle
n w
ahlw
eis
verte
ilt w
erde
n, d
.h. R
S232
für W
akö
nnte
z.B
. auc
h au
f CC
L721
gel
ew
erde
n.
10Basi
s-Ad
r.00
Mod
ultr
äger
CM
B041
0611
826
RS2
32
D
IAS
C
ANCC
L911
/C-IP
C (C
PU +
NT)
0000
000
DIA
SD
KI0
2106
1185
0
DIA
SD
KI0
2106
1185
0
DIA
SD
KI0
2106
1185
0
DIA
SD
KI0
2106
1185
0
Um
richt
er
2x10
0R
2x10
0R
DIA
S_IN
DSV
011
(HU
B)
0610
332
DIA
S_O
UT
DIA
S_O
UT
DIA
S_O
UT
DIA
SHa
ndlin
g-I/O
DIA
SHa
ndhe
ld-
Term
inal
32
2x10
0R
DIA
SD
KI0
2106
1185
0
CDM
167
(8x
Dig.
In, 8
x Di
g.O
ut/2
A)06
1218
7CD
M16
7(8
x Di
g.In
, 8x
Dig.
Out
/2A)
0612
187
CDI 1
61(1
6x D
ig.In
)06
1146
0CT
O16
7(1
6x D
ig. O
ut/2
A)06
1218
8
CAN
-Sta
tion
CPU
40
10Basi
s -Ad
r.00
(he x
Mod
ultr
äger
CM
B041
0611
826
RS2
32
DIA
S
CAN
CCL9
11/C
-IPC
(CPU
+ N
T)00
0000
023
2/48
5
232
/485
CSI0
21 (2
x se
r. Sc
hnitt
st.)
0611
939
CAN
C
ANCC
A021
(2x
CAN
)06
1xxx
x
RS2
32 –
Waa
geR
S232
–Le
itrec
hner
20m
A –
Gün
ther
Hei
ßkan
al20
mA
–W
erkz
eugk
ühlu
ng
CAN
–Eu
rom
ap 6
6/C
ANop
en
232/
485/
20m
A
232/
485/
20m
ACS
I022
(2x
ser.
Schn
ittst
.)06
1194
1
RS2
32
2
3
CAN
-Sta
tio
10Basi
s -Ad
r.00
(he x
Mod
ultr
äger
CM
B041
0611
826
RS2
32
DIA
S
CAN
CCL9
11/C
-IPC
(CPU
+ N
T)00
0000
023
2/48
5
232
/485
CSI0
21 (2
x se
r. Sc
hnitt
st.)
0611
939
CAN
C
ANCC
A021
(2x
CAN
)06
1xxx
x
RS2
32 –
Waa
geR
S232
–Le
itrec
hner
20m
A –
Gün
ther
Hei
ßkan
al20
mA
–W
erkz
eugk
ühlu
ng
CAN
–Eu
rom
ap 6
6/C
ANop
en
232/
485/
20m
A
232/
485/
20m
ACS
I022
(2x
ser.
Schn
ittst
.)06
1194
1
RS2
32
2
3
CAN
-Sta
tio
150R
10
Basi
s-Ad
r.38
(hex
)
Mod
ultr
äger
CM
B041
0611
826 Ne
ured
er32
DIA
SCI
C 01
1 (S
lave
+ NT
)06
1146
3
J1
J3J4
J2 X Y Z C A
10(h
ex)
11(h
ex)
12(h
ex)
13(h
ex)
14(h
ex)
01(h
ex)
20(h
ex)
CDM
167
(8x
Dig.
In, 8
x Di
g.O
ut/2
A)06
1218
7CD
M16
7(8
x Di
g.In
, 8x
Dig.
Out
/2A)
0612
187
CDM
167
(8x
Dig.
In, 8
x Di
g.O
ut/2
A)06
1218
7CD
M16
7(8
x Di
g.In
, 8x
Dig.
Out
/2A)
0612
187

Tecnología del mando MC5ESQUEMA DEL MANDO
Página: 1-8 Junio 2004Versión: 01.00
Fig. 1.2-3: Esquema MX MC5
DIA
S
CIC
011 (
Sla
ve
+ N
T)
06
11
46
3
0 1 2 43 5 6 7
Ba
sis-
Ad
r.
08
(he
x)
Mo
du
lträ
ge
r C
MB
08
10
61
14
64
ZE
/ S
ch
alt
sc
hr.
/ X
3
DIA
S
CIC
011 (
Sla
ve
+ N
T)
06
11
46
3
0 1 2 43 5 6 7
Ba
sis-
Ad
r.
24
(he
x)
Mo
du
lträ
ge
r C
MB
08
10
61
14
64
FF
AP
/ X
1
CT
O167
(16
x D
ig.
Ou
t/2
A)
06
12
18
8
CD
M167
(8x
Dig
.In
, 8
x D
ig.O
ut/
2A
)0
61
21
87
DIA
S
CIC
011 (
Sla
ve
+ N
T)
06
11
46
3
0 1 2 3
Ba
sis-
Ad
r.
38
(he
x)
Mo
du
lträ
ge
r C
MB
04
10
61
18
26
BF
AP
/ X
2
CD
M167
(8x
Dig
.In
, 8
x D
ig.O
ut/
2A
)0
61
21
87
CT
O167
(16
x D
ig.
Ou
t/2
A)
06
12
18
8
CT
O167
(16
x D
ig.
Ou
t/2
A)
06
12
18
8
CD
M167
(8x
Dig
.In
, 8
x D
ig.O
ut/
2A
)0
61
21
87
CA
I88
3
(8x F
eC
uN
i, 8
x D
ig.O
ut)
06
11
73
7
CA
I88
3
(8x F
eC
uN
i, 8
x D
ig.O
ut)
06
11
73
7
MC
5M
X-S
teu
eru
ng
_B
latt
3(4
).p
pt
1
0.0
5.0
4 /
KE
11
4-W
.Sch
ürb
a
DIA
S
CIC
011 (
Sla
ve
+ N
T)
06
11
46
3
0 1 2 3Ba
sis-
Ad
r.
14
(he
x)
Mo
du
lträ
ge
r C
MB
04
10
61
18
26
0 1 2 3Ba
sis-
Ad
r.
10
(he
x)
Mo
du
lträ
ge
r C
MB
04
10
61
18
26
CA
I88
3
(8x F
eC
uN
i, 8
x D
ig.O
ut)
06
11
73
7
CA
I88
3
(8x F
eC
uN
i, 8
x D
ig.O
ut)
06
11
73
7
CA
I88
3
(8x F
eC
uN
i, 8
x D
ig.O
ut)
06
11
73
7
CA
I88
3
(8x F
eC
uN
i, 8
x D
ig.O
ut)
06
11
73
7
CA
I88
3
(8x F
eC
uN
i, 8
x D
ig.O
ut)
06
11
73
7
CA
I88
3
(8x F
eC
uN
i, 8
x D
ig.O
ut)
06
11
73
7
CA
I88
3
(8x F
eC
uN
i, 8
x D
ig.O
ut)
06
11
73
7
CA
I88
3
(8x F
eC
uN
i, 8
x D
ig.O
ut)
06
11
73
7
DIA
S
CIC
011 (
Sla
ve
+ N
T)
06
11
46
3
WZ
-He
izung b
WZ
-He
izung a
We
rkze
ug
he
izu
ng
2x
32 K
anä
le

TECNOLOGÍA DEL MANDO MC5ESQUEMA DEL MANDO
Junio 2004 Página: 1-9 Versión: 01.00
1.3 GENERALIDADES ACERCA DEL MANDO MC5
• El mando MC5 está compuesto por una unidad de mando, un mando principal, un C-IPC, unCTMS020 y varios módulos C-DIAS.
• La unidad de mando está conectada al C-IPC por medio de una interfaz C-IPC.• Los datos de la máquina se pueden memorizar en el disco flash o en una memoria portátil USB.• Con el C-IPC se genera la visualización y también el ciclo.• Iniciando desde el C-IPC, los componentes Sigmatek se controlan a través del bus DIAS o del
bus CAN.• Si hay una integración Neureder instalada se empleará un módulo CPU (C-IPC, CCL911). Este
módulo CPU está conectado a la línea de datos por medio del bus CAN.• Si están montadas otras interfaces seriales (báscula, 20mA, etc.) será necesario un módulo
CPU CCL721 adicional, que también esté conectado con el bus CAN.• El bus CAN tiene que desconectarse en su última estación. Esto se consigue con una resisten-
cia de 150 ohmios.• Cada una de las unidades pasivas de I/O (módulo C-Dias) se alimenta con un módulo de direc-
ción CIC011 con tensión y una dirección base.• La última estación cierra siempre el bus DIAS con dos resistencias (100R).• Si la opción registro de energía está instalada se tendrá que conectar el módulo DIC121 como
primer grupo constructivo después del C-IPC en el bus DIAS.• El direccionamiento del grupo constructivo registro de energía se logra en los prints de los bor-
nes DKL262 con dos interruptores giratorios codificados.• El direccionamiento de los portagrupos de los módulos CMB021 / CMB041 / CMB081 se ajusta
con el módulo CIC011 por medio de dos interruptores giratorios codificados (dirección alta ybaja).

Tecnología del mando MC5ESQUEMA DEL MANDO
Página: 1-10 Junio 2004Versión: 01.00
1.4 REGLAS DEL MANDO DEL BUS DIAS
• El bus DIAS es un bus maestro-esclavo serial de 4 cables, es decir, en este bus sólo puedehaber un maestro (C-IPC), pero muchos esclavos (grupos constructivos pasivos I/O).
• El bus DIAS está compuesto por las siguientes señales:Bus maestro: línea de transmisión de la unidad del procesadorBus esclavo: línea de respuesta de los módulos I/O conectados
• El programa del C-IPC está almacenado en un RAM dotado de memoria intermedia y tiene queleerse a través de una memoria portátil USB en la unidad de mando si se ha retirado la bateríapor descuido, si está agotada o si se realiza la actualización de un programa. Se recomiendasustituir la batería de la memoria intermedia anualmente.
• La longitud del bus DIAS con un cable plano puede ser como máximo de 6 m.• La longitud del bus DIAS con un cable esférico (apantallado) puede ser como máximo de 20 m.• El bus DIAS no está exento de potencial, de ahí que todos los participantes del bus DIAS tengan
que estar en el mismo potencial GND.• Al desconectar 2 salidas de válvulas A la corriente de desconexión inductiva fluye hasta la des-
carga completa en la bobina de la válvula a través del conductor de alimentación de 24 V y nosolicita la alimentación V 0 del módulo C-Dias en cuestión. Pero si se interrumpe un conductorde alimentación (por ejemplo, por un parada de emergencia o por la apertura de las puertas pro-tectoras), la corriente de desconexión inductiva no puede fluir a través del conductor y buscauna salida a través de la puesta a tierra 0 V del portamódulos CMB021, CMB041 o CMB081.Por ello es importante que los portamódulos tengan todos una buena conexión a masa yque la 0 V de la alimentación de 24 V también esté a masa. Si no está dada esta conexión amasa, las corrientes de desconexión fluirán por fuerza a través de los conductos de alimentaciónV 0 en los conectores de dos contactos de todos los módulos C-Dias de este portamódulos.
• Los cables de conexión eléctrica no se deben desconectar o conectar estando bajo tensión,esto rige especialmente para los cables del sensor de recorrido del ultrasonido.
• El módulo de conexión (CIC011) de un portagrupos CMB081, CMB041 o CMB021 se ha de aco-plar siempre a la posición exterior izquierda si los módulos C-DIAS del portagrupos están monta-dos con la placa frontal hacia arriba y la salida del cable hacia abajo (posición normal). De locontrario se acoplará el módulo CIC011 en la posición exterior derecha (salida del cable haciaarriba).

TECNOLOGÍA DEL MANDO MC5ESQUEMA DEL MANDO
Junio 2004 Página: 1-11 Versión: 01.00
1.5 LOCALIZACIÓN DE AVERÍAS EN EL BUS DIAS
1.) Generalidades:
Los diodos de los grupos constructivos C-IPC y CIC011 indican el estado del bus. El diodo Rx, Tx latransmisión de datos, el diodo DC ok. de la alimentación de tensión y el diodo Reset del estado resetde los grupos constructivos.Si el servicio es normal los diodos Rx y Tx parpadean rápidamente. No es posible que sólo uno delos diodos esté encendido (bus bidireccional). Si es así, se trata de una avería. El diodo DC verde seilumina de forma estática. El diodo reset parpadea al comienzo inmediatamente después de laconexión (aprox. 30 seg.) hasta que el proceso de inicialización haya concluido.En el módulo DIAS DPB002, DIC121 no se encienden los diodos Rx y TX, al no haber diodosmontados, aunque figure el rótulo.En el C-IPC van montados diodos de diagnosis y una indicación de 7 segmentos, que muestraestados de error codificados y mensajes de error de dos cifras hexadecimales.
2.) Avería del bus DIAS completo:
Se ha de controlar si las direcciones base de los módulos CIC están ajustadas correctamente.Desacoplar todos los portagrupos del bus DIAS (desconectar el cable plano o esférico) y conectarsólo el primer grupo constructivo y desconectar el bus DIAS con dos resistencias de 100 ohmios(utilizar el conector terminal del último portagrupos del sistema).Si este grupo constructivo funciona, desacoplar de nuevo el conector terminal y conectar el segundoportagrupos. Cerrar de nuevo el bus DIAS del segundo portagrupos con el conector terminal de bus.Continuar en esta cadena hasta detectar el causante.
3.) El portagrupos no responde:
Controlar si la dirección base en el módulo CIC o en el módulo DIAS está ajustada correctamente.Acoplar todos los módulos I/O de este grupo constructivo a excepción del primero. Si la función deseguridad está garantizada se acoplará el próximo módulo en el portamódulos. Realizar estaoperación hasta detectar el módulo defectuoso que ha interrumpido el bus del portagrupos.
Atención
Al cambiar un módulo desconectar siempre la tensión de alimentación de los portamó-dulos.4.) Componentes de un módulo defectuosos
Si el bus Dias sigue funcionando se puede localizar el módulo defectuoso a través de las páginas dediagnosis C-Dias. Todos los indicadores (diodos) permanecen apagados incluso habiendo señales.

Tecnología del mando MC5ESQUEMA DEL MANDO
Página: 1-12 Junio 2004Versión: 01.00
Libre para anotaciones
TECNOLOGÍA DEL MANDO MC5
Junio 2004 Página: 2-1 Versión: 01.00
Capítulo 2
Esquema eléctrico

Tecnología del mando MC5
Página: 2-2 Junio 2004Versión: 01.00
Libre para anotaciones

TECNOLOGÍA DEL MANDO MC5
Junio 2004 Página: 2-3 Versión: 01.00
2 ESQUEMA ELÉCTRICO 4
2.1 TIPOS DE ESQUEMAS ..................................................................................................... 42.1.1 SINOPSIS DE CADA TIPO DE ESQUEMA ....................................................................... 52.1.1.1 TIPO DE ESQUEMA ÍNDICE............................................................................................. 72.1.1.2 SINOPSIS DEL TIPO DE ESQUEMA DISTINTIVO DE UBICACIÓN................................ 82.1.1.3 SINOPSIS DEL TIPO DE ESQUEMA MANDO PRINCIPAL SIGMATEK .......................... 92.1.1.4 SINOPSIS DEL TIPO DE ESQUEMA MÓDULOS C-DIAS SIGMATEK .......................... 102.1.1.5 SINOPSIS DEL TIPO DE ESQUEMA MÓDULOS C-DIAS SIGMATEK .......................... 112.1.1.6 SINOPSIS DEL TIPO DE ESQUEMA MÓDULOS C-DIAS SIGMATEK .......................... 122.1.1.7 TIPO DE ESQUEMA LISTA DE APARATOS................................................................... 132.1.1.8 TIPO DE ESQUEMA ESTRUCTURA............................................................................... 142.1.1.9 TIPO DE ESQUEMA CIRCUITO ELÉCTRICO ................................................................ 152.1.1.10 TIPO DE ESQUEMA CIRCUITO ELÉCTRICO DE LOS CONDUCTORES
ELÉCTRICOS DE ALIMENTACIÓN DE LOS MÓDULOS CDM Y CTO .......................... 162.1.1.11 TIPO DE ESQUEMA CIRCUITO ELÉCTRICO DISTINTIVO DE
UBICACIÓN ARMARIO ELÉCTRICO 172.1.1.12 TIPO DE ESQUEMA CIRCUITO ELÉCTRICO DISTINTIVO DE UBICACIÓN MÁQUINA 182.1.1.13 TIPO DE ESQUEMA CIRCUITO ELÉCTRICO ALIMENTACIÓN 24 V AC,
REGLETA DE DISTRIBUCIÓN X51 192.1.1.14 ALIMENTACIÓN DEL CONDUCTOR ELÉCTRICO ELEMENTOS DE
SEGURIDAD MANDO PRINCIPAL 202.1.1.15 ALIMENTACIÓN DEL CONDUCTOR ELÉCTRICO MANDO PRINCIPAL ...................... 212.1.1.16 MÓDULO DE TECNOLOGÍA CTMS020 SALIDAS Y ENTRADAS DIGITALES.............. 222.1.1.17 MÓDULO DE TECNOLOGÍA CTMS020.......................................................................... 232.1.1.18 DIRECCIONAMIENTO MÓDULO CIC011....................................................................... 242.1.1.19 OPERANDO ABSOLUTO ................................................................................................ 252.1.1.20 RESUMEN DE LAS ABREVIATURAS MÁS COMUNES EMPLEADAS
EN EL ESQUEMA ELÉCTRICO: 262.1.1.21 INFORMACIÓN DEL ESQUEMA DE ASIGNACIÓN DE CABLES .................................. 27
Tecnología del mando MC5ESQUEMA ELÉCTRICO
Página: 2-4 Junio 2004Versión: 01.00
2 ESQUEMA ELÉCTRICO
2.1 TIPOS DE ESQUEMA
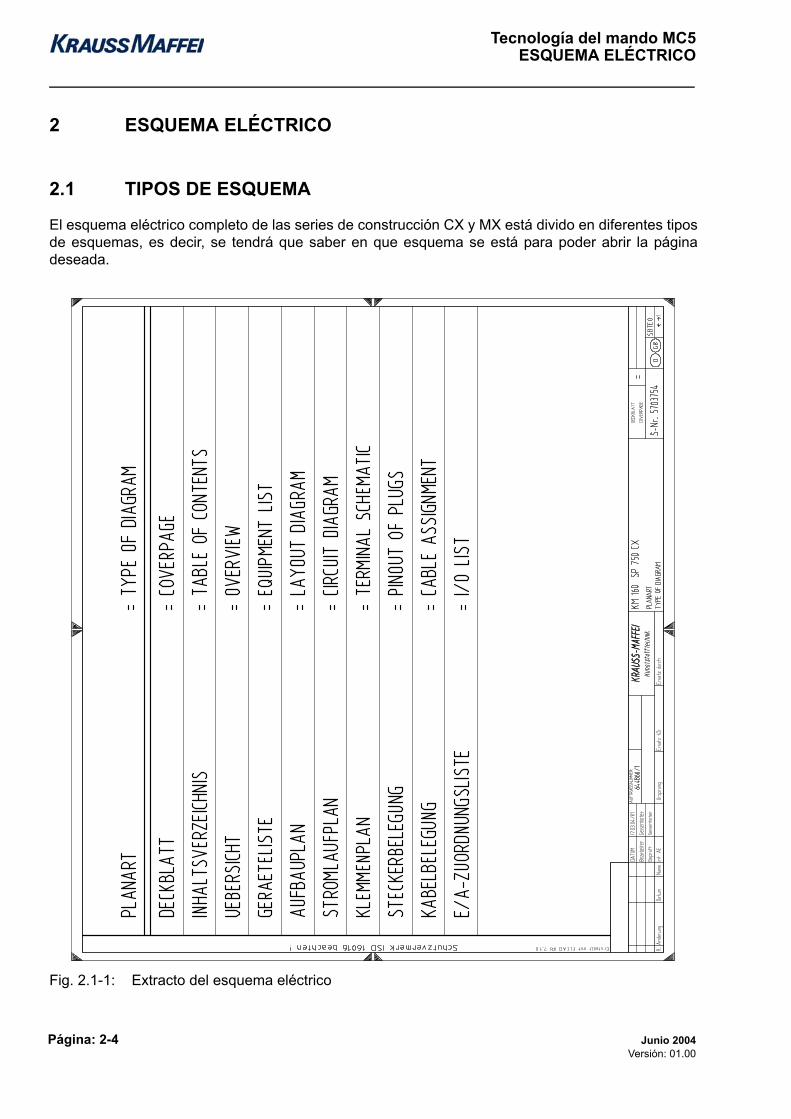
El esquema eléctrico completo de las series de construcción CX y MX está divido en diferentes tiposde esquemas, es decir, se tendrá que saber en que esquema se está para poder abrir la páginadeseada.
Fig. 2.1-1: Extracto del esquema eléctrico
TECNOLOGÍA DEL MANDO MC5ESQUEMA ELÉCTRICO
Junio 2004 Página: 2-5 Versión: 01.00
2.1.1 SINOPSIS DE CADA TIPO DE ESQUEMA
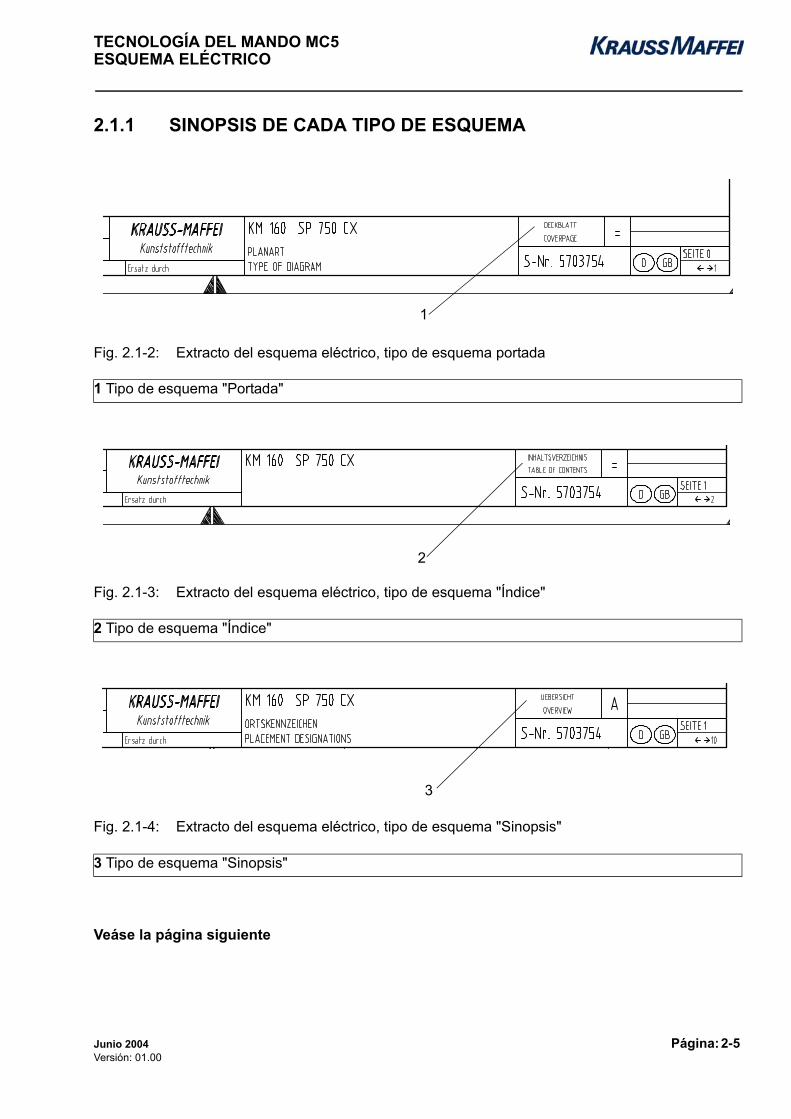
Fig. 2.1-2: Extracto del esquema eléctrico, tipo de esquema portada
Fig. 2.1-3: Extracto del esquema eléctrico, tipo de esquema "Índice"
Fig. 2.1-4: Extracto del esquema eléctrico, tipo de esquema "Sinopsis"
Veáse la página siguiente
1 Tipo de esquema "Portada"
2 Tipo de esquema "Índice"
3 Tipo de esquema "Sinopsis"
1
2
3

Tecnología del mando MC5ESQUEMA ELÉCTRICO
Página: 2-6 Junio 2004Versión: 01.00
Fig. 2.1-5: Extracto del esquema eléctrico, tipo de esquema "Lista de aparatos"
Fig. 2.1-6: Extracto del esquema eléctrico, tipo de esquema "Circuito eléctrico"
Fig. 2.1-7: Extracto del esquema eléctrico, tipo de esquema "Asignación de cables"
4 Tipo de esquema "Índice"
5 Tipo de esquema "Circuito eléctrico"
6 Tipo de esquema "Asignación de cables"
4
5
6
TECNOLOGÍA DEL MANDO MC5ESQUEMA ELÉCTRICO
Junio 2004 Página: 2-7 Versión: 01.00
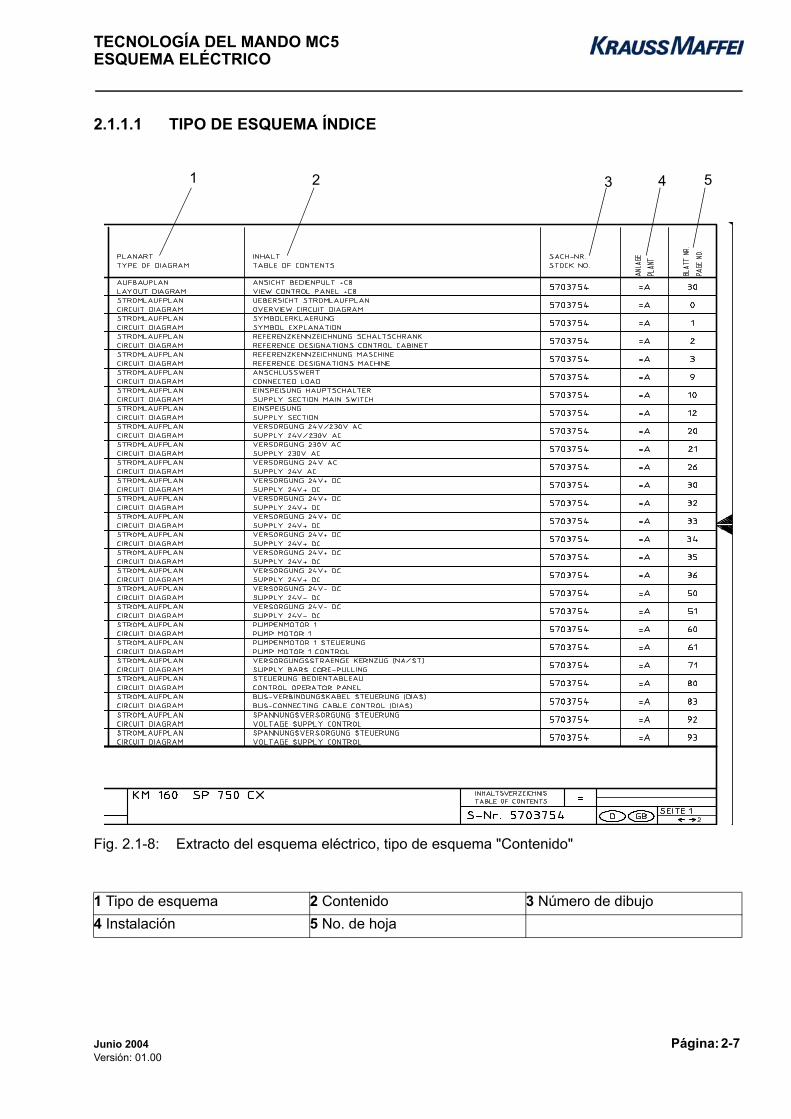
2.1.1.1 TIPO DE ESQUEMA ÍNDICE
Fig. 2.1-8: Extracto del esquema eléctrico, tipo de esquema "Contenido"
1 Tipo de esquema 2 Contenido 3 Número de dibujo4 Instalación 5 No. de hoja
1 2 3 4 5

Tecnología del mando MC5ESQUEMA ELÉCTRICO
Página: 2-8 Junio 2004Versión: 01.00
2.1.1.2 TIPO DE ESQUEMA SINOPSIS DEL DISTINTIVO DE LA UBICACIÓN
Fig. 2.1-9: Distintivo de ubicación (+M) serie de construcción CX

TECNOLOGÍA DEL MANDO MC5ESQUEMA ELÉCTRICO
Junio 2004 Página: 2-9 Versión: 01.00
Fig. 2.1-10: Extracto del esquema eléctrico, tipo de esquema "Sinopsis con distintivo de ubicación"
1 Denominación del producto "-"2 Distintivo de ubicación "+"3 Distintivo de la función "="
1 2 3

Tecnología del mando MC5ESQUEMA ELÉCTRICO
Página: 2-10 Junio 2004Versión: 01.00
2.1.1.3 TIPO DE ESQUEMA SINOPSIS MANDO PRINCIPAL SIGMATEK
Fig. 2.1-11: Extracto del esquema eléctrico, tipo de esquema "Sinopsis del mando principal"
1 Mando principal Sigmatek con regleta y casquillo de conexión2 Casquillo de conexión para módulos C-DIAS3 Módulo de tecnología Sigmatek con salidas y entradas analógicas y digitales
1 2 3
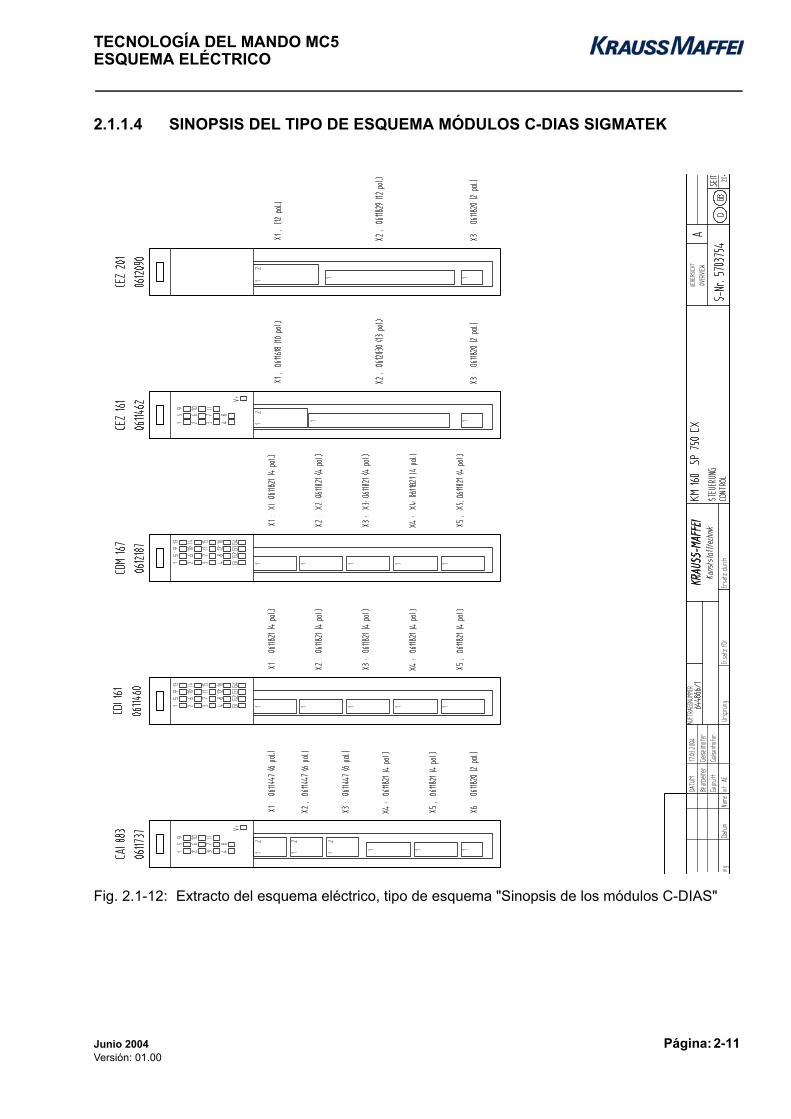
TECNOLOGÍA DEL MANDO MC5ESQUEMA ELÉCTRICO
Junio 2004 Página: 2-11 Versión: 01.00
2.1.1.4 SINOPSIS DEL TIPO DE ESQUEMA MÓDULOS C-DIAS SIGMATEK
Fig. 2.1-12: Extracto del esquema eléctrico, tipo de esquema "Sinopsis de los módulos C-DIAS"
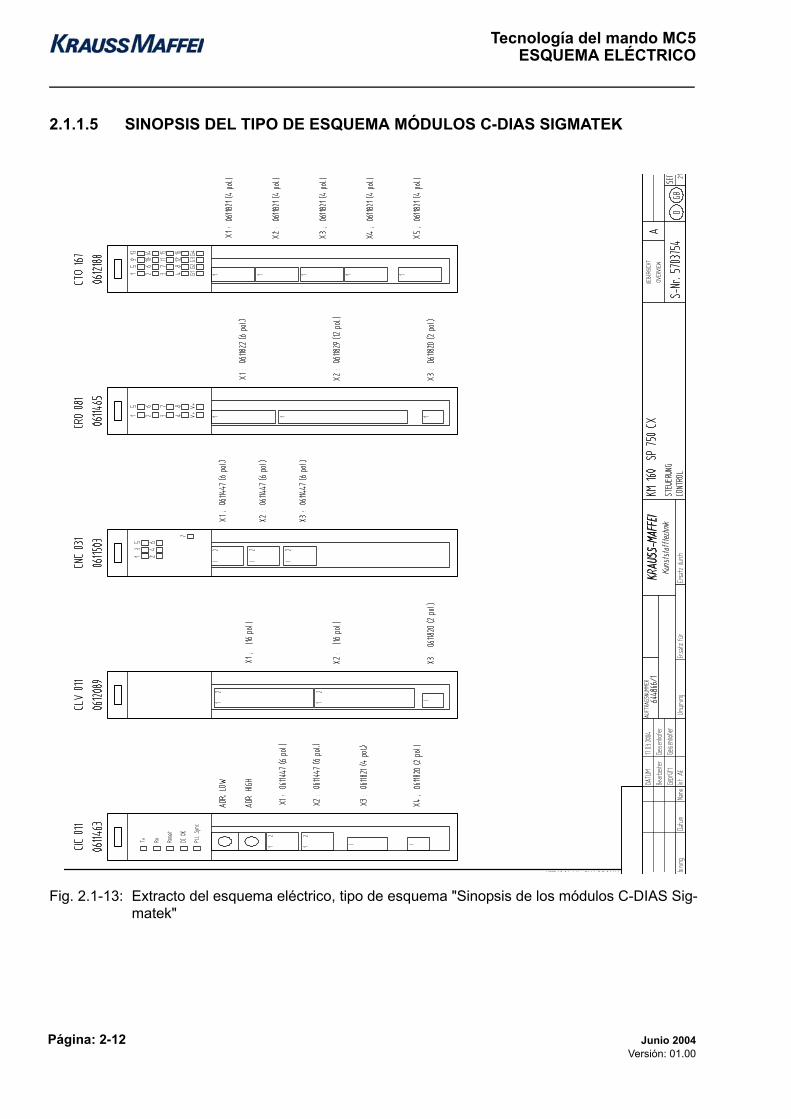
Tecnología del mando MC5ESQUEMA ELÉCTRICO
Página: 2-12 Junio 2004Versión: 01.00
2.1.1.5 SINOPSIS DEL TIPO DE ESQUEMA MÓDULOS C-DIAS SIGMATEK
Fig. 2.1-13: Extracto del esquema eléctrico, tipo de esquema "Sinopsis de los módulos C-DIAS Sig-matek"

TECNOLOGÍA DEL MANDO MC5ESQUEMA ELÉCTRICO
Junio 2004 Página: 2-13 Versión: 01.00
2.1.1.6 SINOPSIS DEL TIPO DE ESQUEMA MÓDULOS C-DIAS SIGMATEK
Fig. 2.1-14: Extracto del esquema eléctrico, tipo de esquema "Sinopsis de los módulos C-DIAS Sig-matek"
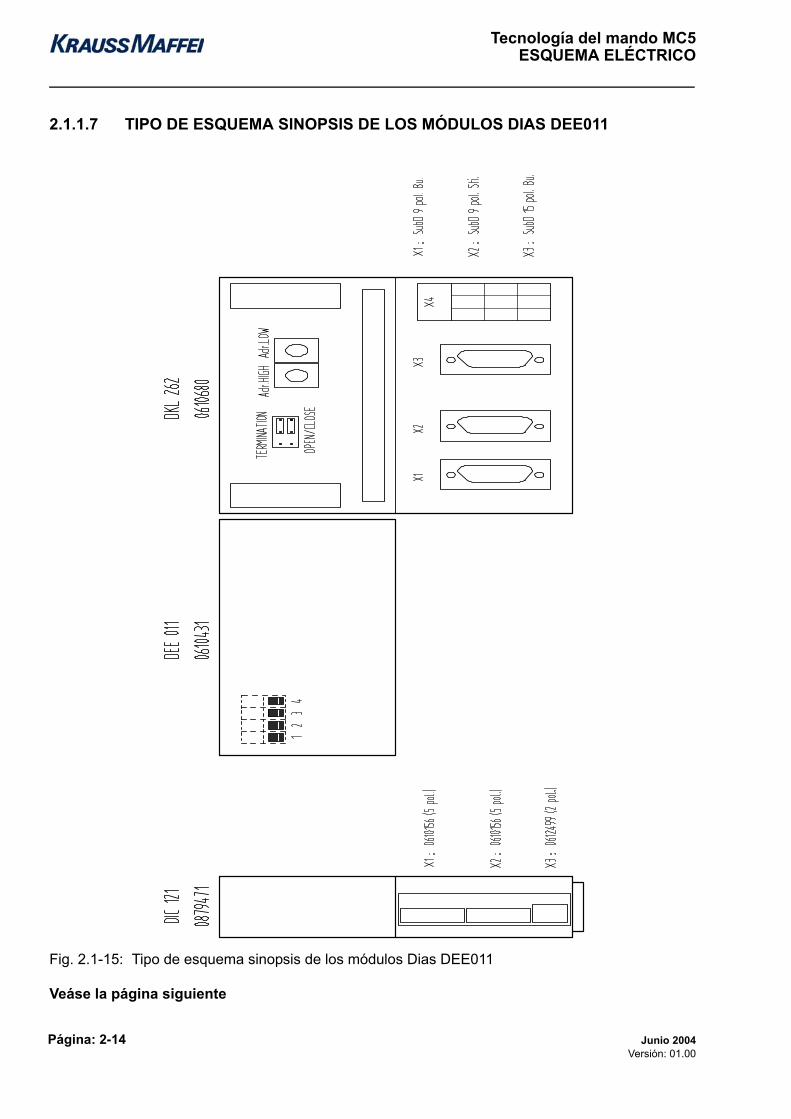
Tecnología del mando MC5ESQUEMA ELÉCTRICO
Página: 2-14 Junio 2004Versión: 01.00
2.1.1.7 TIPO DE ESQUEMA SINOPSIS DE LOS MÓDULOS DIAS DEE011
Fig. 2.1-15: Tipo de esquema sinopsis de los módulos Dias DEE011
Veáse la página siguiente
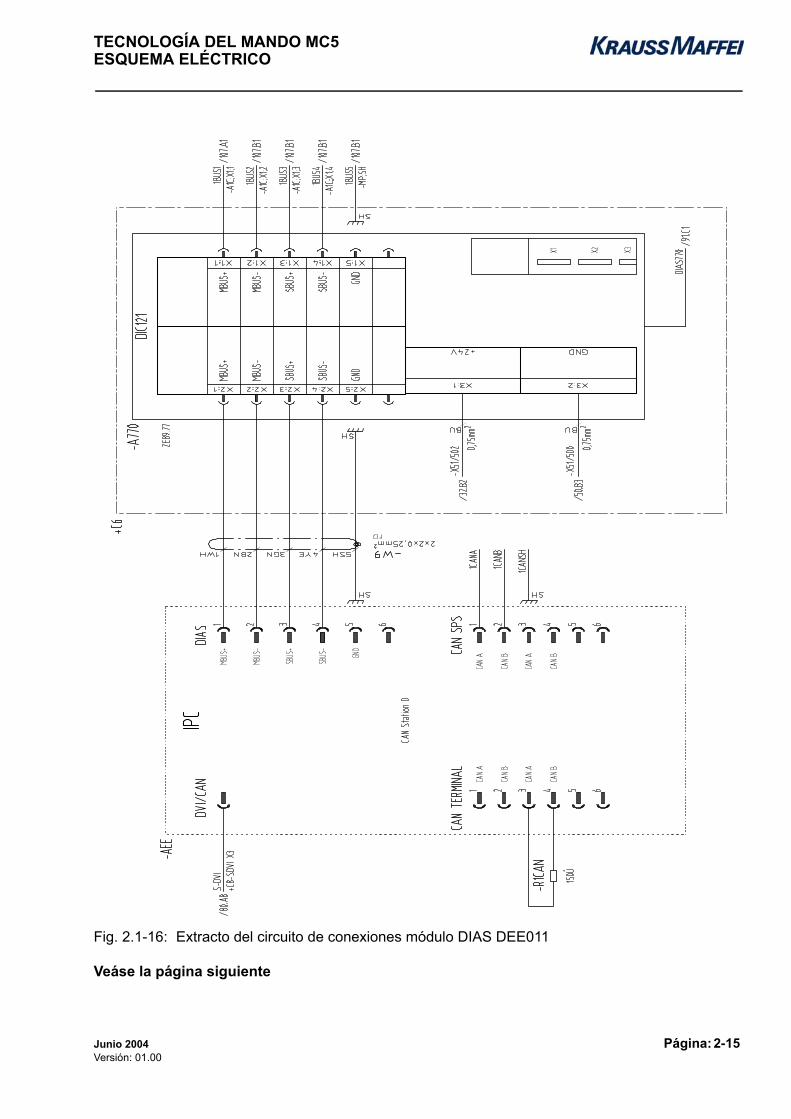
TECNOLOGÍA DEL MANDO MC5ESQUEMA ELÉCTRICO
Junio 2004 Página: 2-15 Versión: 01.00
Fig. 2.1-16: Extracto del circuito de conexiones módulo DIAS DEE011
Veáse la página siguiente
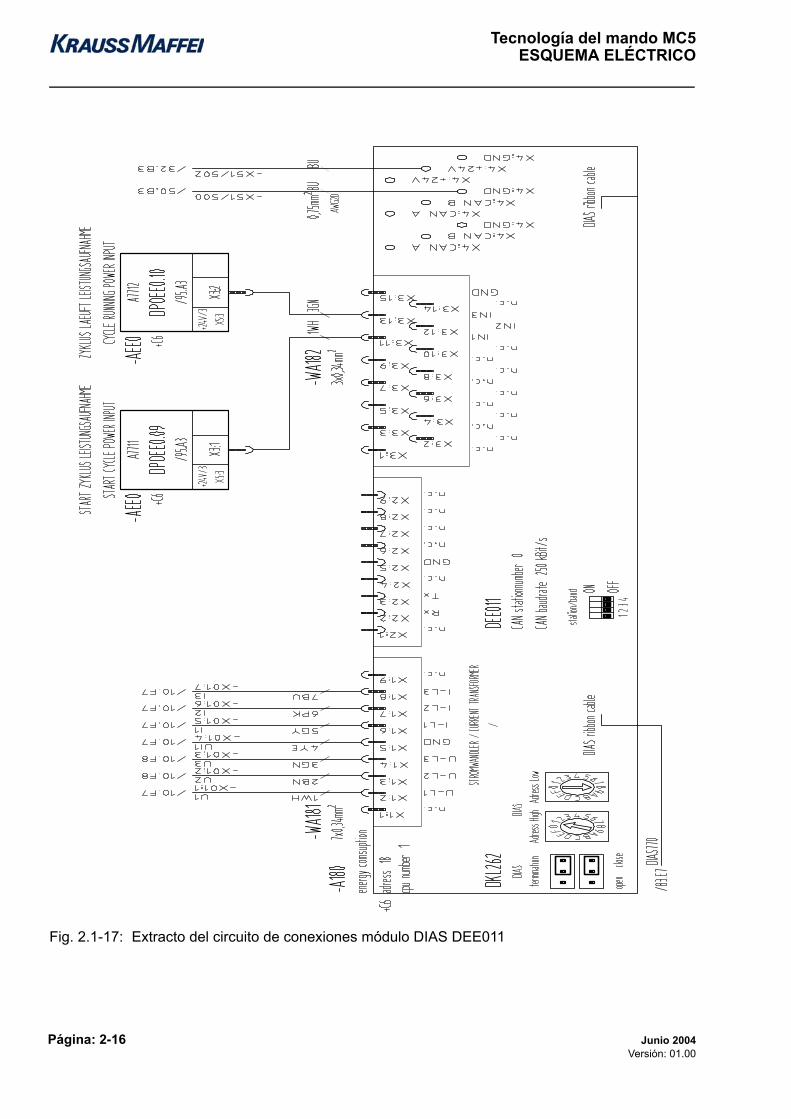
Tecnología del mando MC5ESQUEMA ELÉCTRICO
Página: 2-16 Junio 2004Versión: 01.00
Fig. 2.1-17: Extracto del circuito de conexiones módulo DIAS DEE011

TECNOLOGÍA DEL MANDO MC5ESQUEMA ELÉCTRICO
Junio 2004 Página: 2-17 Versión: 01.00
Libre para anotaciones
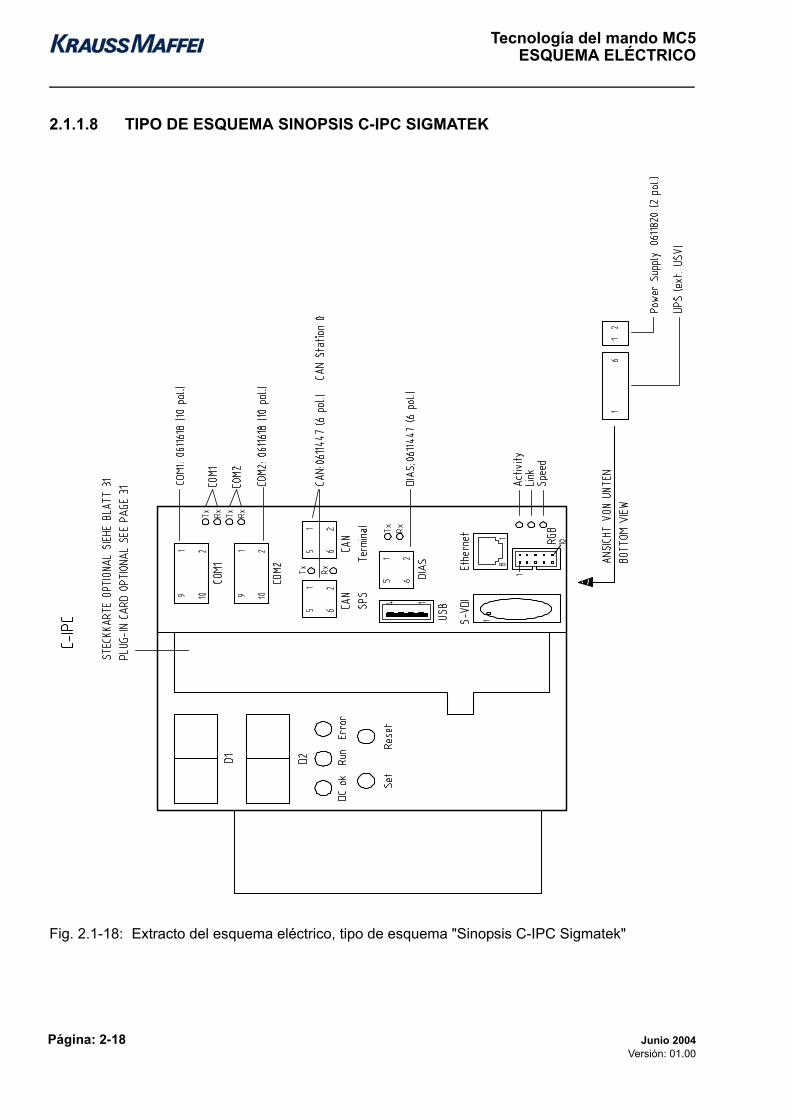
Tecnología del mando MC5ESQUEMA ELÉCTRICO
Página: 2-18 Junio 2004Versión: 01.00
2.1.1.8 TIPO DE ESQUEMA SINOPSIS C-IPC SIGMATEK
Fig. 2.1-18: Extracto del esquema eléctrico, tipo de esquema "Sinopsis C-IPC Sigmatek"
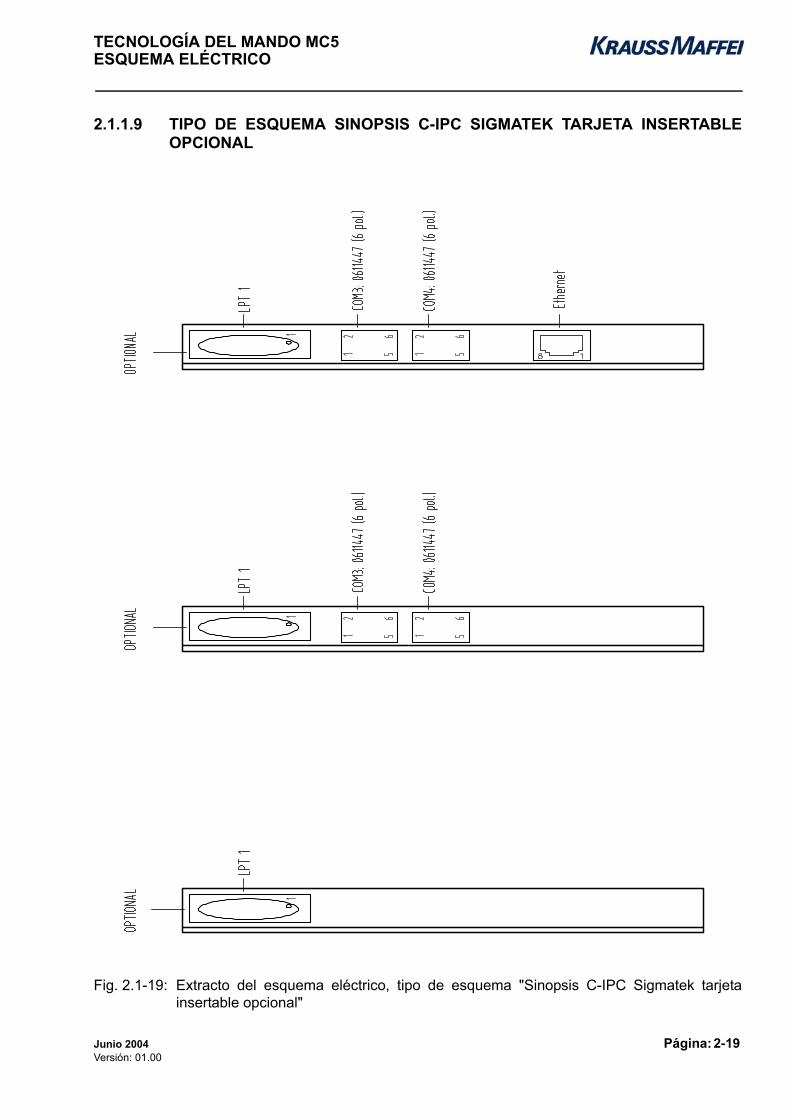
TECNOLOGÍA DEL MANDO MC5ESQUEMA ELÉCTRICO
Junio 2004 Página: 2-19 Versión: 01.00
2.1.1.9 TIPO DE ESQUEMA SINOPSIS C-IPC SIGMATEK TARJETA INSERTABLEOPCIONAL
Fig. 2.1-19: Extracto del esquema eléctrico, tipo de esquema "Sinopsis C-IPC Sigmatek tarjetainsertable opcional"

Tecnología del mando MC5ESQUEMA ELÉCTRICO
Página: 2-20 Junio 2004Versión: 01.00
2.1.1.10 TIPO DE ESQUEMA LISTA DE APARATOS
Fig. 2.1-20: Extracto del esquema eléctrico, tipo de esquema "Lista de aparatos"
1 Distintivo de ubicación lugar de montaje 2 Denominación del componente3 Referencia cruzada al circuito de conexiones
1 2 3

TECNOLOGÍA DEL MANDO MC5ESQUEMA ELÉCTRICO
Junio 2004 Página: 2-21 Versión: 01.00
2.1.1.11 TIPO DE ESQUEMA ESTRUCTURA
Fig. 2.1-21: Extracto del esquema eléctrico, tipo de esquema "Estructura"

Tecnología del mando MC5ESQUEMA ELÉCTRICO
Página: 2-22 Junio 2004Versión: 01.00
2.1.1.12 TIPO DE ESQUEMA CIRCUITO ELÉCTRICO
Fig. 2.1-22: Extracto del esquema eléctrico, tipo de esquema "Contenido del circuito de conexiones"
1 Número de páginas 2 Segmento de la función
1 2

TECNOLOGÍA DEL MANDO MC5ESQUEMA ELÉCTRICO
Junio 2004 Página: 2-23 Versión: 01.00
2.1.1.13 TIPO DE ESQUEMA CIRCUITO DE CONEXIONES CONDUCTORES ELÉCTRI-COS DE LOS MÓDULOS CDM Y CTO
Fig. 2.1-23: Extracto del circuito de conexiones Conductores eléctricos
• Abreviaturas como se representan arriba• Alimentación +24 V en cada pin 5 del conector de salida correspondiente de los módulos C-Dias
(CDM, CTO166). CTO y CDM167 ocupan el conector X5 de la alimentación de tensión.• Alimentación GND en los conectores de 2 contactos separados, CTO166.
Fig. 2.1-24: Extracto del circuito de conexiones conductores eléctricos

Tecnología del mando MC5ESQUEMA ELÉCTRICO
Página: 2-24 Junio 2004Versión: 01.00
2.1.1.14 TIPO DE ESQUEMA CIRCUITO ELÉCTRICO DISTINTIVO DE UBICACIÓNARMARIO ELÉCTRICO
Fig. 2.1-25: Extracto del esquema eléctrico, tipo de esquema "Circuito eléctrico, distintivo de ubica-ción armario eléctrico"
• El distintivo de ubicación en el armario eléctrico comienza siempre con +C y continúa con lassiguientes cifras, por ejemplo, +C55 --> es el mando 1 en el armario de mando 1 (véase la ilus-tración 2.2-19).

TECNOLOGÍA DEL MANDO MC5ESQUEMA ELÉCTRICO
Junio 2004 Página: 2-25 Versión: 01.00
2.1.1.15 TIPO DE ESQUEMA CIRCUITO ELÉCTRICO DISTINTIVO DE UBICACIÓNMÁQUINA
Fig. 2.1-26: Extracto del esquema eléctrico, tipo de esquema "Circuito eléctrico, distintivo de ubica-ción máquina"
• El distintivo de ubicación en la máquina comienza siempre con +M y continúa con las siguientescifras, por ejemplo +M221 -> es la caja de bornes en la placa de sujeción del molde móvil.

Tecnología del mando MC5ESQUEMA ELÉCTRICO
Página: 2-26 Junio 2004Versión: 01.00
2.1.1.16 TIPO DE ESQUEMA CIRCUITO ELÉCTRICO ALIMENTACIÓN 24 V AC,REGLETA DE DISTRIBUCIÓN X51
Fig. 2.1-27: Extracto del esquema eléctrico, tipo de esquema "Circuito de conexiones alimentación24V AC y distribuidor X51"
1 Alimentación 230 V AC y 24 V AC 2 Regleta de distribución X51 230 V AC3 Regleta de distribución X51 24 V AC
1 2 3

TECNOLOGÍA DEL MANDO MC5ESQUEMA ELÉCTRICO
Junio 2004 Página: 2-27 Versión: 01.00
2.1.1.17 ALIMENTACIÓN DEL CONDUCTOR ELÉCTRICO ELEMENTOS DE SEGURI-DAD MANDO PRINCIPAL
Fig. 2.1-28: Extracto del esquema eléctrico, tipo de esquema "Circuito de conexiones, alimentacióndel conductor eléctrico elementos de seguridad mando principal"
1 Elementos de seguridad mando principal 2 Tensión de alimentación 24 V fuente de alimentación
12

Tecnología del mando MC5ESQUEMA ELÉCTRICO
Página: 2-28 Junio 2004Versión: 01.00
2.1.1.18 ALIMENTACIÓN DEL CONDUCTOR ELÉCTRICO MANDO PRINCIPAL
Fig. 2.1-29: Extracto del esquema eléctrico, tipo de esquema "Circuito eléctrico, conductores eléctri-cos mando principal"
1 - 4 Denominación del módulo de los módulos de salida que se han de alimentar
1 2 3 4

TECNOLOGÍA DEL MANDO MC5ESQUEMA ELÉCTRICO
Junio 2004 Página: 2-29 Versión: 01.00
2.1.1.19 MÓDULO BASE I/O SALIDAS Y ENTRADAS DIGITALES CTMS020
Fig. 2.1-30: Extracto del esquema eléctrico, tipo de esquema "Circuito de conexiones módulo baseI/O CTMS020"
1 Entradas digitales módulo CTMS 2 Salidas digitales módulo CTMS
1 2

Tecnología del mando MC5ESQUEMA ELÉCTRICO
Página: 2-30 Junio 2004Versión: 01.00
2.1.1.20 Módulos base I/O CTMS020
Fig. 2.1-31: Extracto del esquema eléctrico, tipo de esquema "Circuito de conexiones módulo baseI/O CTMS020"
1 Salidas y entradas analógicas módulo CTMS
1
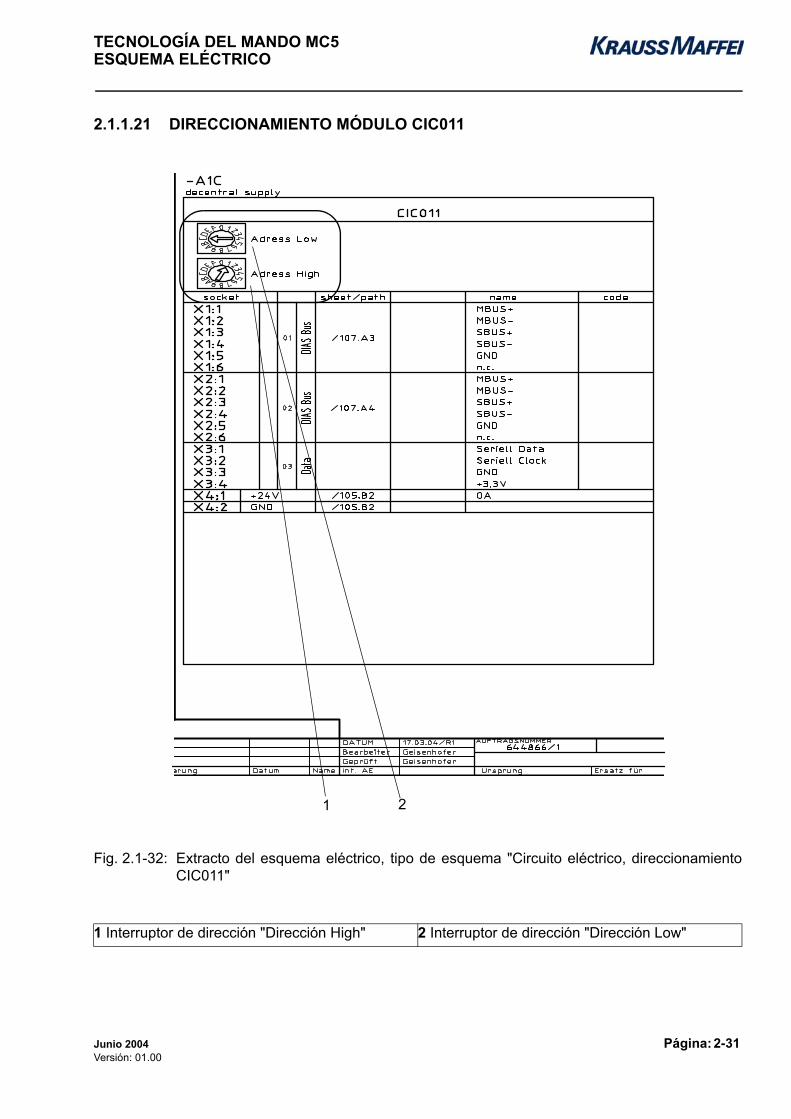
TECNOLOGÍA DEL MANDO MC5ESQUEMA ELÉCTRICO
Junio 2004 Página: 2-31 Versión: 01.00
2.1.1.21 DIRECCIONAMIENTO MÓDULO CIC011
Fig. 2.1-32: Extracto del esquema eléctrico, tipo de esquema "Circuito eléctrico, direccionamientoCIC011"
1 Interruptor de dirección "Dirección High" 2 Interruptor de dirección "Dirección Low"
1 2
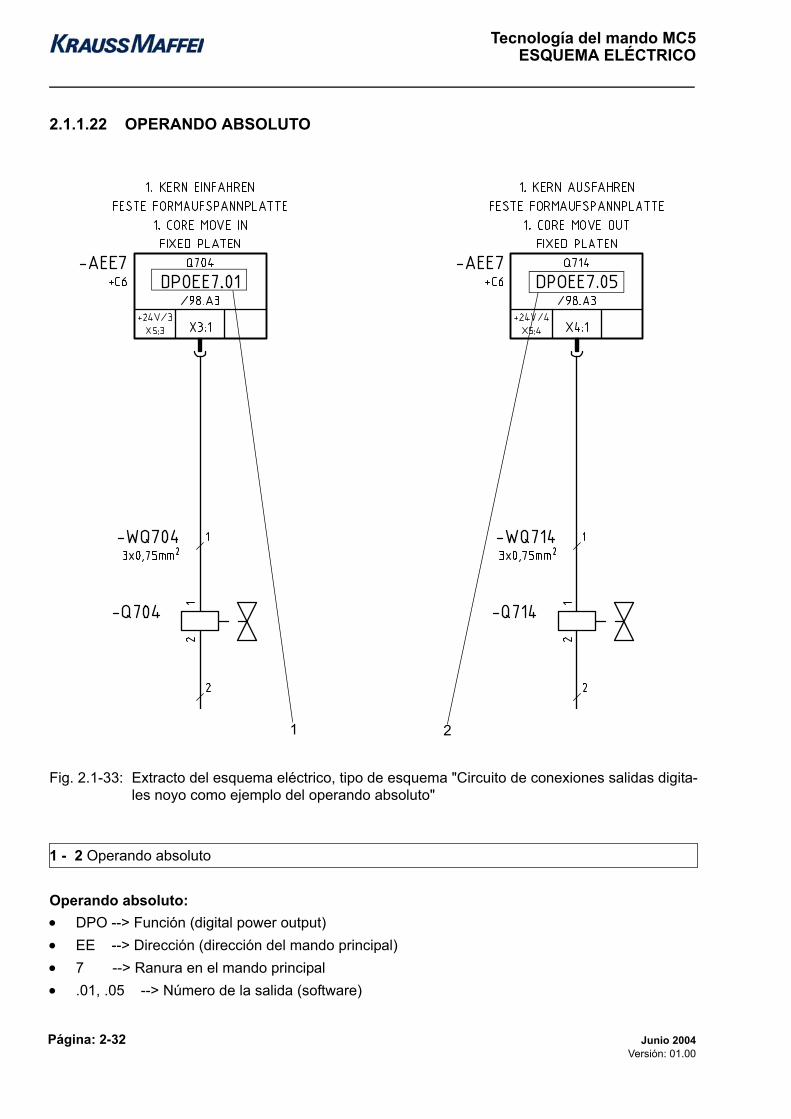
Tecnología del mando MC5ESQUEMA ELÉCTRICO
Página: 2-32 Junio 2004Versión: 01.00
2.1.1.22 OPERANDO ABSOLUTO
Fig. 2.1-33: Extracto del esquema eléctrico, tipo de esquema "Circuito de conexiones salidas digita-les noyo como ejemplo del operando absoluto"
Operando absoluto:• DPO --> Función (digital power output)• EE --> Dirección (dirección del mando principal)• 7 --> Ranura en el mando principal• .01, .05 --> Número de la salida (software)
1 - 2 Operando absoluto
1 2
TECNOLOGÍA DEL MANDO MC5ESQUEMA ELÉCTRICO
Junio 2004 Página: 2-33 Versión: 01.00
2.1.1.23 RESUMEN DE LAS ABREVIATURAS MÁS COMUNES EMPLEADAS EN ELESQUEMA ELÉCTRICO:
Dependencias de los conductores eléctricos para las salidas digitales:
• OA = sin desconexión• NA = parada de emergencia• ST = puerta protectora• SL = regleta de seguridad• TS = seguro contra pisada• DS = protección de la tobera• 016 = interruptor de llave expulsores y movimiento del noyo con la puerta protectora abierta
Denominación de la función del operando absoluto:
• DI = entrada digital 24 V• DPO = salida digital 24 V / 2 A• DO = salida digital 24 V / 0,07 A• EN201 = norma europea parada de emergencia circuito mando principal• SV = alimentación de tensión 24 V• ATI = entrada de temperatura analógica• AI = entrada analógica• AO = salida analógica• TSI = entrada transsonar (entrada para equipos de medición del recorrido)

Tecnología del mando MC5ESQUEMA ELÉCTRICO
Página: 2-34 Junio 2004Versión: 01.00
2.1.1.24 INFORMACIÓN DEL ESQUEMA DE ASIGNACIÓN DE CABLES
Fig. 2.1-34: Extracto del esquema eléctrico, tipo de esquema "Asignación de cables"
1 Destino 2 (punto final) 2 Referencia cruzada al circuito de conexiones3 Denominación de los cables 4 Destino1 (punto de partida)
1 2
4 3

TECNOLOGÍA DEL MANDO MC5ESQUEMA ELÉCTRICO
Junio 2004 Página: 2-35 Versión: 01.00
2.1.1.25 TIPO DE ESQUEMA E/S LISTA DE ASIGNACIÓN (CPU)
Fig. 2.1-35: Tipo de esquema E/S lista de asignación CPU

Tecnología del mando MC5ESQUEMA ELÉCTRICO
Página: 2-36 Junio 2004Versión: 01.00
Libre para anotaciones

TECNOLOGÍA DEL MANDO MC5
Junio 2004 Página: 3-1 Versión: 01.00
Capítulo 3
Módulos básicos C-DIAS

Tecnología del mando MC5
Página: 3-2 Junio 2004Versión: 01.00
Libre para anotaciones

TECNOLOGÍA DEL MANDO MC5
Junio 2004 Página: 3-3 Versión: 01.00
3 MÓDULOS BÁSICOS C-DIAS SIGMATEK
3.1 PRINT DE CABLEADO C-DIAS......................................................................................... 43.2 IPC C-DIAS ........................................................................................................................ 73.2.1 CAMBIO DE LA TARJETA COMPACT FLASH (FLASH DISK) ......................................... 83.2.2 CAMBIO DE LA BATERÍA DE LA MEMORIA INTERMEDIA EN EL C-IPC..................... 103.2.2.1 BATERÍA DE LA MEMORIA INTERMEDIA ..................................................................... 113.2.3 REFRIGERACIÓN DEL C-IPC......................................................................................... 113.3 MÓDULO BASE I/O CTMS020 ........................................................................................ 123.3.1 ENTRADAS Y SALIDAS CTMS020 ................................................................................. 133.3.1.1 ENTRADAS DIGITALES MÓDULO CTMS020 ................................................................ 143.3.1.2 SALIDAS DIGITALES MÓDULO CTMS020..................................................................... 153.3.1.3 ENTRADAS Y SALIDAS ANALÓGICAS MÓDULO CTMS020........................................ 163.4 MÓDULO C-DIAS CIC011 ............................................................................................... 173.4.0.1 INDICADORES DE ESTADO CIC011.............................................................................. 173.4.0.2 ASIGNACIÓN DE CONECTORES CIC011 ..................................................................... 183.4.1 EJEMPLOS DEL CIRCUITO DE CONEXIONES MÓDULO C-DIAS CIC011.................. 193.5 MÓDULO C-DIAS CNC031.............................................................................................. 213.5.0.1 ASIGNACIÓN DE CONECTORES X1-X3........................................................................ 223.5.1 EJEMPLOS DEL CIRCUITO DE CONEXIONES............................................................. 233.6 MÓDULOS C-DIAS CAI883 ............................................................................................. 253.6.1 EJEMPLOS DEL CIRCUITO DE CONEXIONES............................................................. 263.7 MÓDULO C-DIAS CTO166.............................................................................................. 283.7.1 ASIGNACIÓN DE CONECTORES, CONECTORES 1-4 ................................................. 293.7.2 EJEMPLOS DEL CIRCUITO DE CONEXIONES MÓDULO CTO167.............................. 303.8 MÓDULO C-DIAS CDI161 ............................................................................................... 323.8.1 ASIGNACIÓN DE CONECTORES 1-4 ............................................................................ 333.8.2 EJEMPLOS DEL CIRCUITO DE CONEXIONES............................................................. 343.9 MÓDULO C-DIAS CTS051 .............................................................................................. 363.9.1 INDICADORES DE ESTADO........................................................................................... 373.9.2 EJEMPLOS DEL CIRCUITO DE CONEXIONES............................................................. 383.10 MÓDULOS C-DIAS CDM166........................................................................................... 403.10.1 EJEMPLOS DEL CIRCUITO DE CONEXIONES............................................................. 413.11 EE-PROM......................................................................................................................... 433.12 IDENTIFICACIÓN DEL HUSILLO .................................................................................... 443.12.1 IDENTIFICACIÓN AUTOMÁTICA DE PLASTIFICACIÓN ............................................... 44

Tecnología del mando MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Página: 3-4 Junio 2004Versión: 01.00
3 MÓDULOS BÁSICOS C-DIAS SIGMATEK
3.1 PRINT DE CABLEADO C-DIAS
Fig. 3.1-1: Print de cableado C-DIAS
21 3 4

TECNOLOGÍA DEL MANDO MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Junio 2004 Página: 3-5 Versión: 01.00
Descripción de las ranuras en el print de cableado C-DIAS:
Tab. 3.1-1: Descripción de las ranuras en el print de cableado C-DIAS
Veáse la página siguiente
1 Ranura del C-IPC
2 Casquillo de conexión para módulos C-DIAS
3 Ranura para módulo CTMS020
4 Casquillo de conexión para módulos C-DIAS
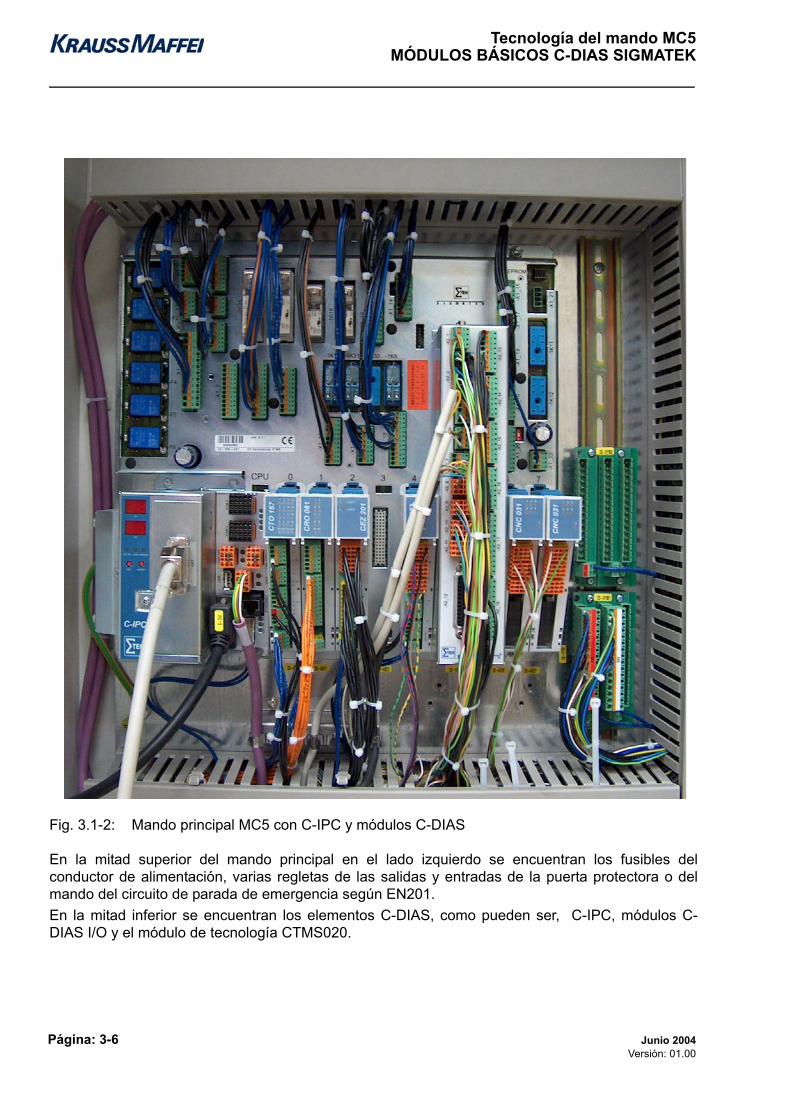
Tecnología del mando MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Página: 3-6 Junio 2004Versión: 01.00
Fig. 3.1-2: Mando principal MC5 con C-IPC y módulos C-DIAS
En la mitad superior del mando principal en el lado izquierdo se encuentran los fusibles delconductor de alimentación, varias regletas de las salidas y entradas de la puerta protectora o delmando del circuito de parada de emergencia según EN201.En la mitad inferior se encuentran los elementos C-DIAS, como pueden ser, C-IPC, módulos C-DIAS I/O y el módulo de tecnología CTMS020.
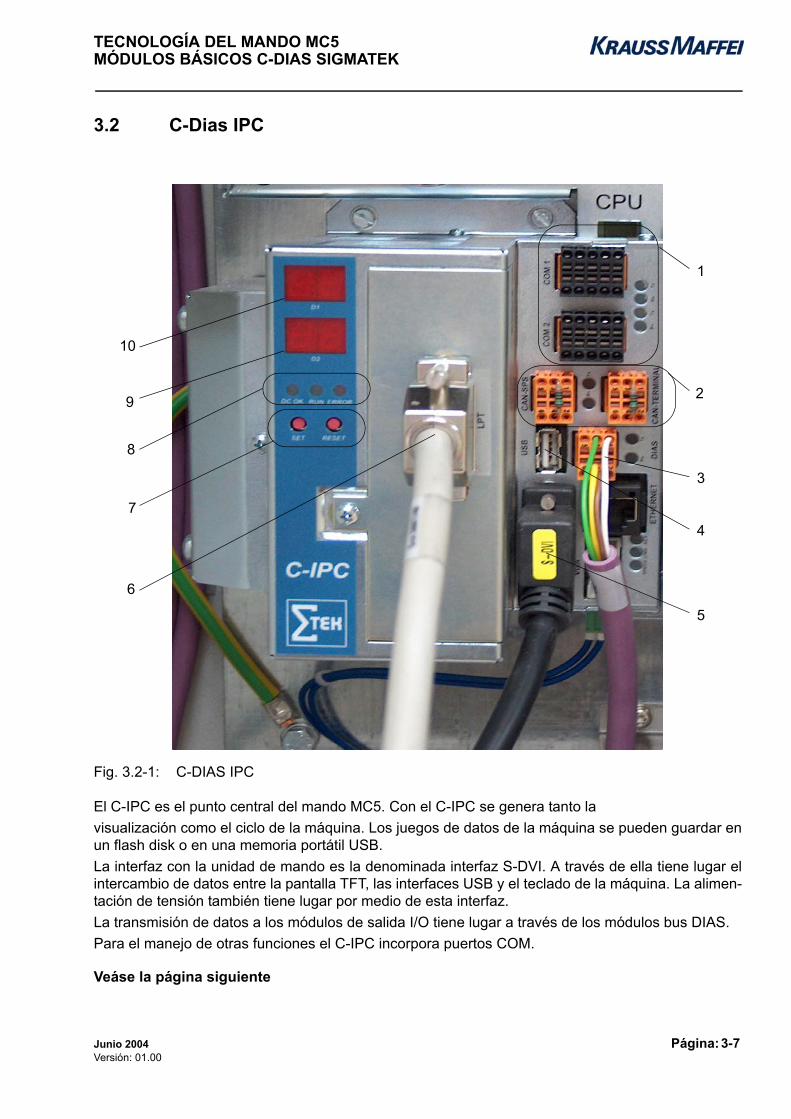
TECNOLOGÍA DEL MANDO MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Junio 2004 Página: 3-7 Versión: 01.00
3.2 C-Dias IPC
Fig. 3.2-1: C-DIAS IPC
El C-IPC es el punto central del mando MC5. Con el C-IPC se genera tanto la visualización como el ciclo de la máquina. Los juegos de datos de la máquina se pueden guardar enun flash disk o en una memoria portátil USB.La interfaz con la unidad de mando es la denominada interfaz S-DVI. A través de ella tiene lugar elintercambio de datos entre la pantalla TFT, las interfaces USB y el teclado de la máquina. La alimen-tación de tensión también tiene lugar por medio de esta interfaz.La transmisión de datos a los módulos de salida I/O tiene lugar a través de los módulos bus DIAS.Para el manejo de otras funciones el C-IPC incorpora puertos COM.
Veáse la página siguiente
1
2
3
4
5
6
7
8
9
10
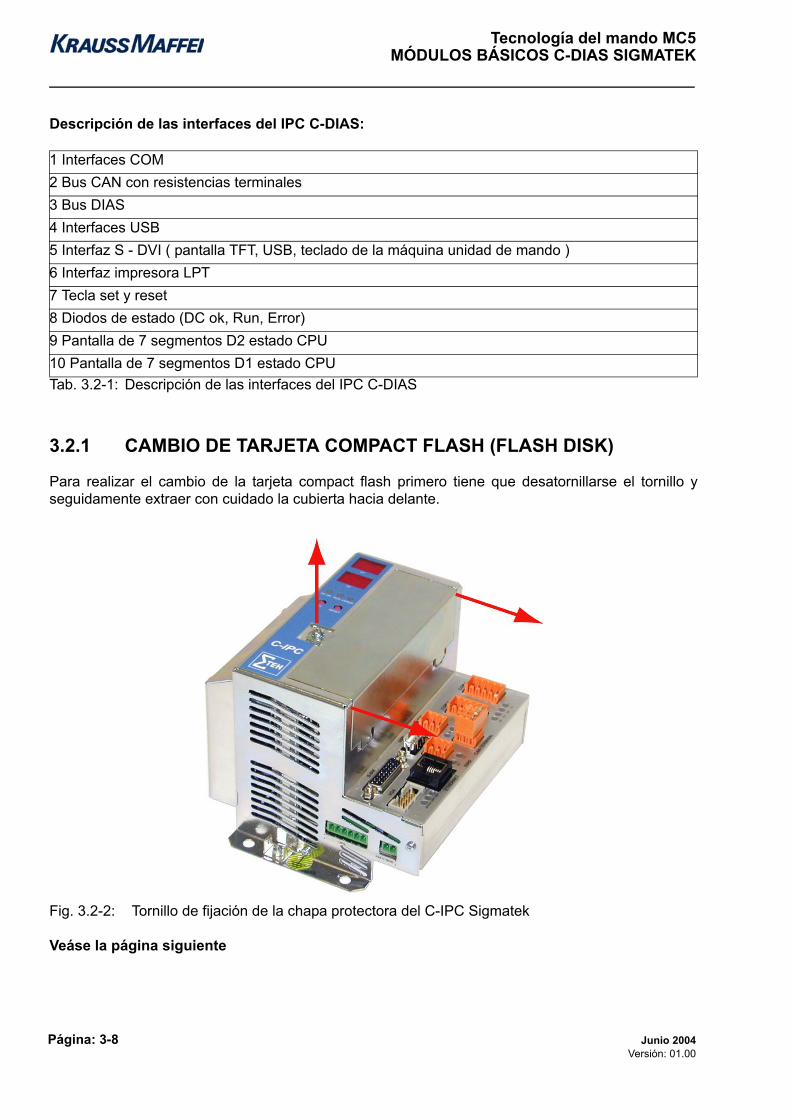
Tecnología del mando MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Página: 3-8 Junio 2004Versión: 01.00
Descripción de las interfaces del IPC C-DIAS:
Tab. 3.2-1: Descripción de las interfaces del IPC C-DIAS
3.2.1 CAMBIO DE TARJETA COMPACT FLASH (FLASH DISK)
Para realizar el cambio de la tarjeta compact flash primero tiene que desatornillarse el tornillo yseguidamente extraer con cuidado la cubierta hacia delante.
Fig. 3.2-2: Tornillo de fijación de la chapa protectora del C-IPC Sigmatek
Veáse la página siguiente
1 Interfaces COM2 Bus CAN con resistencias terminales3 Bus DIAS 4 Interfaces USB5 Interfaz S - DVI ( pantalla TFT, USB, teclado de la máquina unidad de mando )6 Interfaz impresora LPT7 Tecla set y reset8 Diodos de estado (DC ok, Run, Error)9 Pantalla de 7 segmentos D2 estado CPU10 Pantalla de 7 segmentos D1 estado CPU

TECNOLOGÍA DEL MANDO MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Junio 2004 Página: 3-9 Versión: 01.00
Extraer la tarjeta flash usada y sustituirla por la nueva. En la versión estándar sólo está montada latarjeta flash maestro. La tarjeta flash esclavo adicional sólo se monta si es necesario.
Fig. 3.2-3: Tarjetas compact flash C-Dias IPC Sigmatek de tipo maestro y esclavo
Atención
El cambio de la tarjeta compact flash sólo se ha de llevar a cabo con el mando desconectado.
Si se realiza estando bajo tensión resultará dañada.
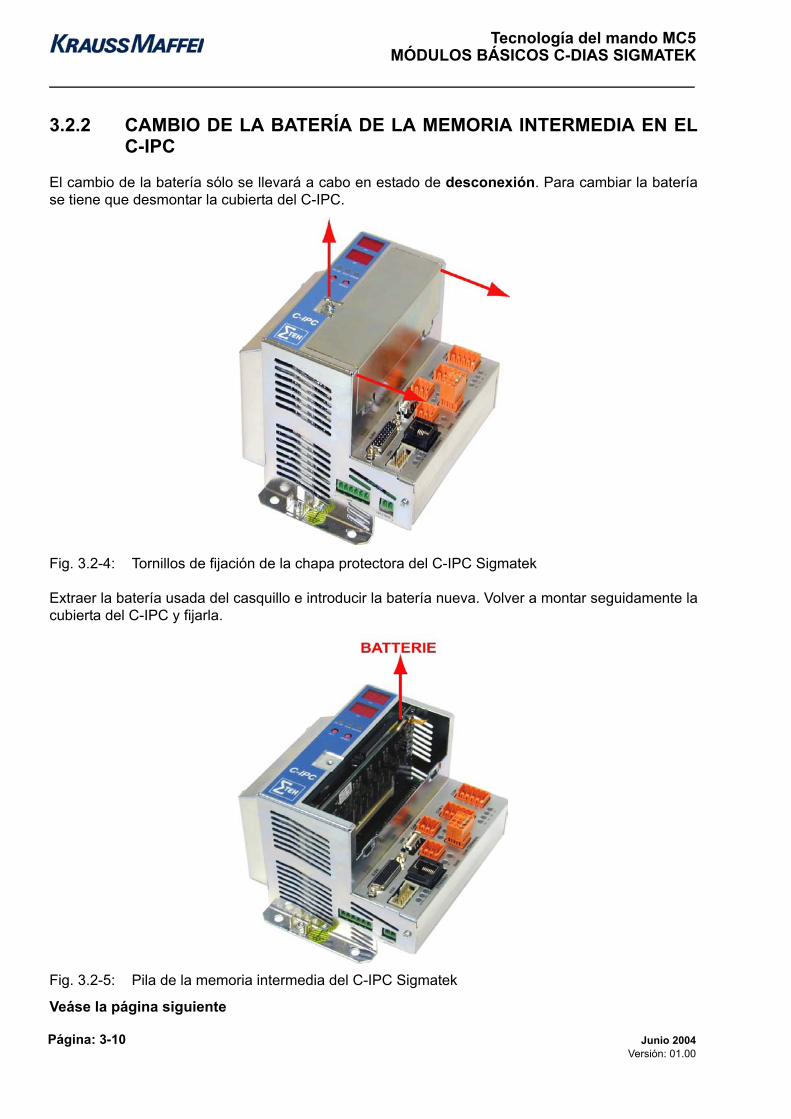
Tecnología del mando MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Página: 3-10 Junio 2004Versión: 01.00
3.2.2 CAMBIO DE LA BATERÍA DE LA MEMORIA INTERMEDIA EN ELC-IPC
El cambio de la batería sólo se llevará a cabo en estado de desconexión. Para cambiar la bateríase tiene que desmontar la cubierta del C-IPC.
Fig. 3.2-4: Tornillos de fijación de la chapa protectora del C-IPC Sigmatek
Extraer la batería usada del casquillo e introducir la batería nueva. Volver a montar seguidamente lacubierta del C-IPC y fijarla.
Fig. 3.2-5: Pila de la memoria intermedia del C-IPC Sigmatek
Veáse la página siguiente

TECNOLOGÍA DEL MANDO MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Junio 2004 Página: 3-11 Versión: 01.00
3.2.2.1 BATERÍA DE LA MEMORIA INTERMEDIA
La batería sustituible se encarga de que en estado de desconexión los programas y los datospermanezcan en la memoria RAM. De fábrica se monta una batería de litio con una tensión nominalde 3 V.
La capacidad de la batería es suficiente para mantener los datos y programas durante 3 años sinalimentación de tensión (en estado de desconexión).
Aunque se aconseja el cambio anual de la misma.
Tipo de batería: Batería de litio CR2032, fabricante RENATA, tensión nominal 3 V
Atención
El cambio de la batería sólo se llevará a cabo en estado de desconexión. Después dedesconectar la alimentación de 24 V la batería tiene una memoria intermedia de 15 minutos(vía condensador electrolítico). Durante este tiempo se ha de cambiar la batería para evitar lapérdida de datos.
3.2.3 REFRIGERACIÓN DEL C-IPC
La pérdida de potencia del C-IPC Sigmatek puede alcanzar los 50 W. Gran parte del calor seexpulsa mediante el ventilador incorporado. Se tiene que garantizar que el calor pueda disiparse entodo momento.

Tecnología del mando MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Página: 3-12 Junio 2004Versión: 01.00
3.3 MÓDULOS BASE I/O CTMS020
Fig. 3.3-1: Módulos base I/O CTMS020
Veáse la página siguiente
2
3
4
5
6
7
8
1

TECNOLOGÍA DEL MANDO MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Junio 2004 Página: 3-13 Versión: 01.00
3.3.1 SALIDAS Y ENTRADAS CTMS020
El módulo de tecnología CTMS020 dispone de las siguientes entradas y salidas digitales y analó-gicas:
• 7 entradas de temperatura 0-600° C FeCuNi elementos térmicos tipo J• 2 entradas de temperatura -50 hasta +150° C KTY (temperatura de reserva y aceite)• 4 canales transsonar conexión de los sistema digitales de medición del recorrido• 4 entradas analógicas 0 - 10 V• 4 salidas analógicas -10 V hasta +10 V• 32 entradas digitales +24 V• 16 salidas digitales +24 V / 2 A eléctricamente aisladas, resistentes al cortocircuito• 8 salidas digitales +24 V / 2 A resistentes al cortocircuito• 8 salidas digitales +24 V / 70 mA resistentes al cortocircuito, para activación del relé SSR
Veáse la página siguiente
1 32 salidas digitales 24 V 2 32 entradas digitales 24 V3 Entradas analógicas del sensor térmico (tipo J), codificación del husillo
4 Entradas del los sistemas de medición de recorrido
5 Entrada KTY 11-6 temperatura de aceite 6 Entradas analógicas de los sensores de presión 7 Mando de la bomba alim. de tensión y valores nominal
8 Salidas analógicas válvulas prop. unidad de cierre K100, unidad de inyección K521

Tecnología del mando MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Página: 3-14 Junio 2004Versión: 01.00
3.3.1.1 ENTRADAS DIGITALES MÓDULO CTMS020
Fig. 3.3-2: Extracto del esquema eléctrico módulo CTMS020 entradas digitales
1 Referencia cruzada 2 Asignación de conectores3 Dirección base 4 Número y tipo de función5 Elemento ejecutor 6 Dirección del software (operando absoluto)
1
2
34
5
6

TECNOLOGÍA DEL MANDO MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Junio 2004 Página: 3-15 Versión: 01.00
3.3.1.2 SALIDAS DIGITALES MÓDULO CTMS020
Fig. 3.3-3: Extracto del esquema eléctrico módulo CTMS020 salidas digitales
1 Referencia cruzada 2 Asignación de conectores3 Número y tipo de función 4 Elemento ejecutor5 Dirección del software (operando absoluto)
1
2
3
4
5
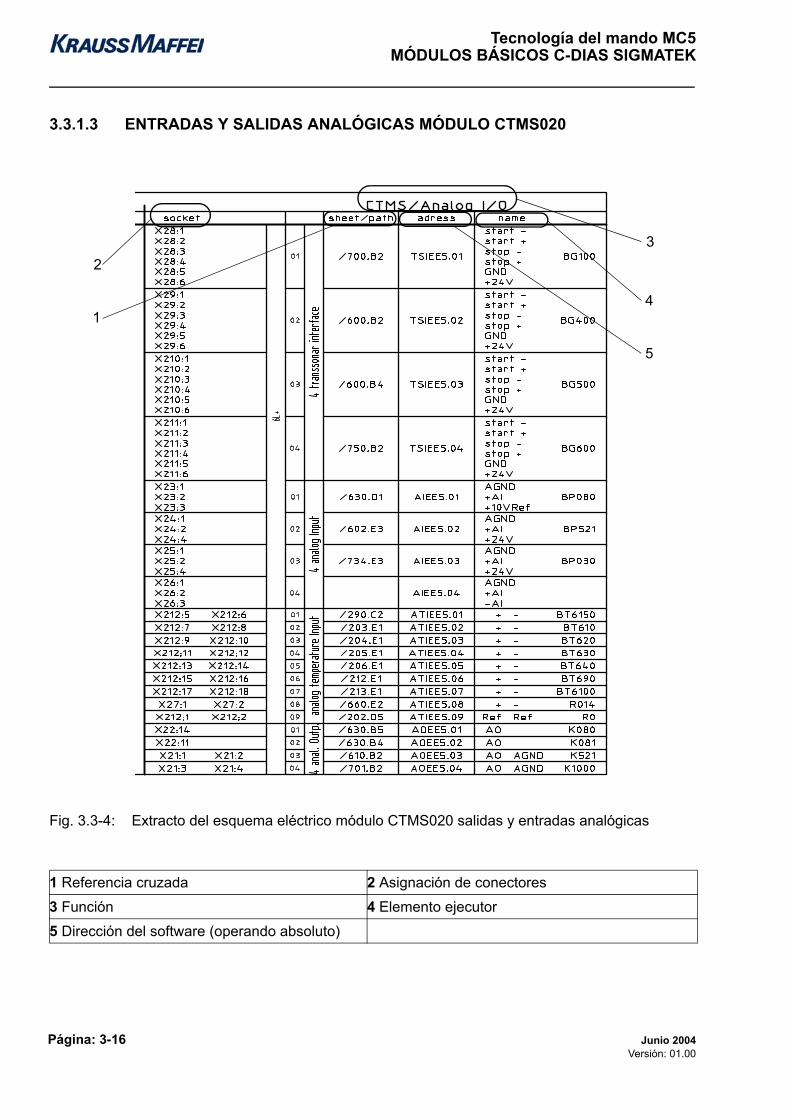
Tecnología del mando MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Página: 3-16 Junio 2004Versión: 01.00
3.3.1.3 ENTRADAS Y SALIDAS ANALÓGICAS MÓDULO CTMS020
Fig. 3.3-4: Extracto del esquema eléctrico módulo CTMS020 salidas y entradas analógicas
1 Referencia cruzada 2 Asignación de conectores3 Función 4 Elemento ejecutor5 Dirección del software (operando absoluto)
1
23
4
5

TECNOLOGÍA DEL MANDO MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Junio 2004 Página: 3-17 Versión: 01.00
3.4 MÓDULO C-DIAS CIC011
El módulo C-DIAS CIC011 realiza la alimentación de tensión y la conexión de grupos constructivo demódulos con una CPU por medio de un bus DIAS.Un grupo constructivo de módulo está compuesto por un portamódulo y los módulos C-DIASmontados en él.
Fig. 3.4-1: Módulo C-DIAS CIC 011
3.4.0.1 INDICADORES DE ESTADO CIC011
5 diodos muestran el estado del módulo:
Veáse la página siguiente
1 Tx amarillo se ilumina cuando se envían datos2 Rx verde se ilumina cuando se reciben datos3 Reset rojo se ilumina cuando se activa un reset4 DC OK verde se ilumina si +5 V es correcto5 PLL sync. verde se ilumina si el PLL (Phase Locked Loop) está sincronizado, es
decir, si el módulo CIC se ha sincronizado a los impulsos sinc. de 1 kHz del bus DIAS.
12345
6
7
8
9
10
11
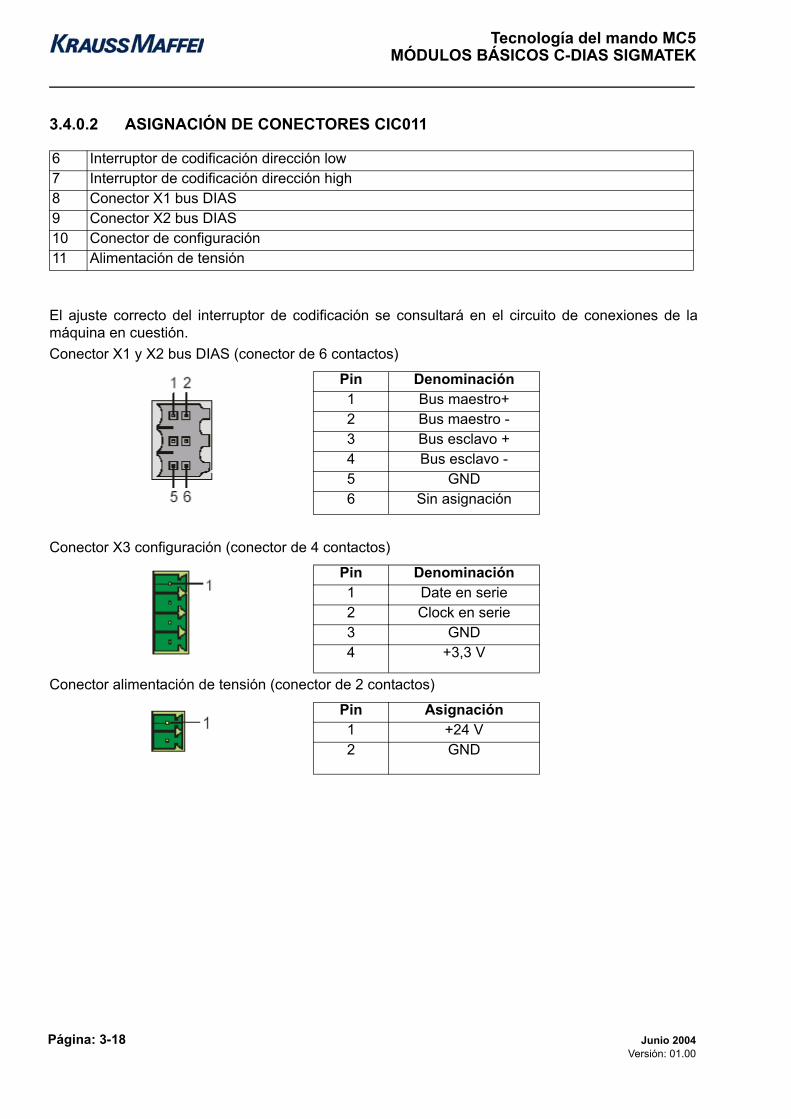
Tecnología del mando MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Página: 3-18 Junio 2004Versión: 01.00
3.4.0.2 ASIGNACIÓN DE CONECTORES CIC011
El ajuste correcto del interruptor de codificación se consultará en el circuito de conexiones de lamáquina en cuestión.Conector X1 y X2 bus DIAS (conector de 6 contactos)
Conector X3 configuración (conector de 4 contactos)
Conector alimentación de tensión (conector de 2 contactos)
6 Interruptor de codificación dirección low7 Interruptor de codificación dirección high8 Conector X1 bus DIAS9 Conector X2 bus DIAS10 Conector de configuración11 Alimentación de tensión
Pin Denominación1 Bus maestro+2 Bus maestro -3 Bus esclavo +4 Bus esclavo -5 GND6 Sin asignación
Pin Denominación1 Date en serie2 Clock en serie3 GND4 +3,3 V
Pin Asignación1 +24 V 2 GND
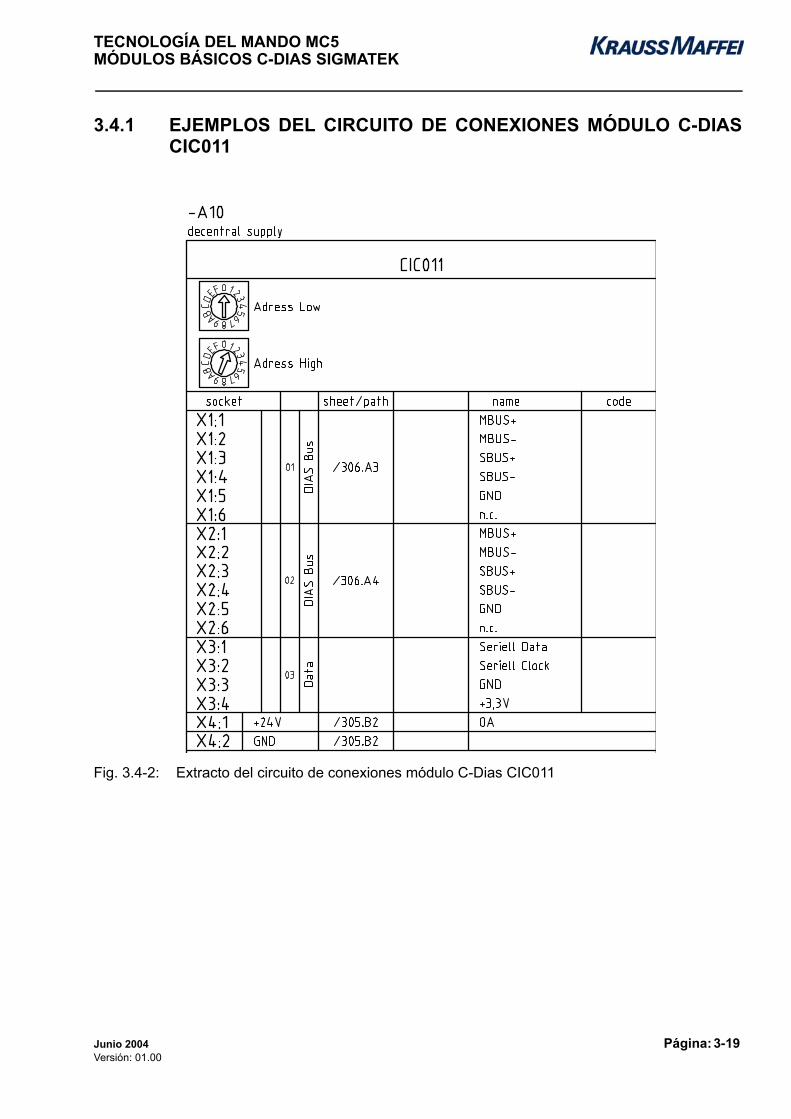
TECNOLOGÍA DEL MANDO MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Junio 2004 Página: 3-19 Versión: 01.00
3.4.1 EJEMPLOS DEL CIRCUITO DE CONEXIONES MÓDULO C-DIASCIC011
Fig. 3.4-2: Extracto del circuito de conexiones módulo C-Dias CIC011

Tecnología del mando MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Página: 3-20 Junio 2004Versión: 01.00
Fig. 3.4-3: Extracto del circuito de conexiones C-Dias CIC011
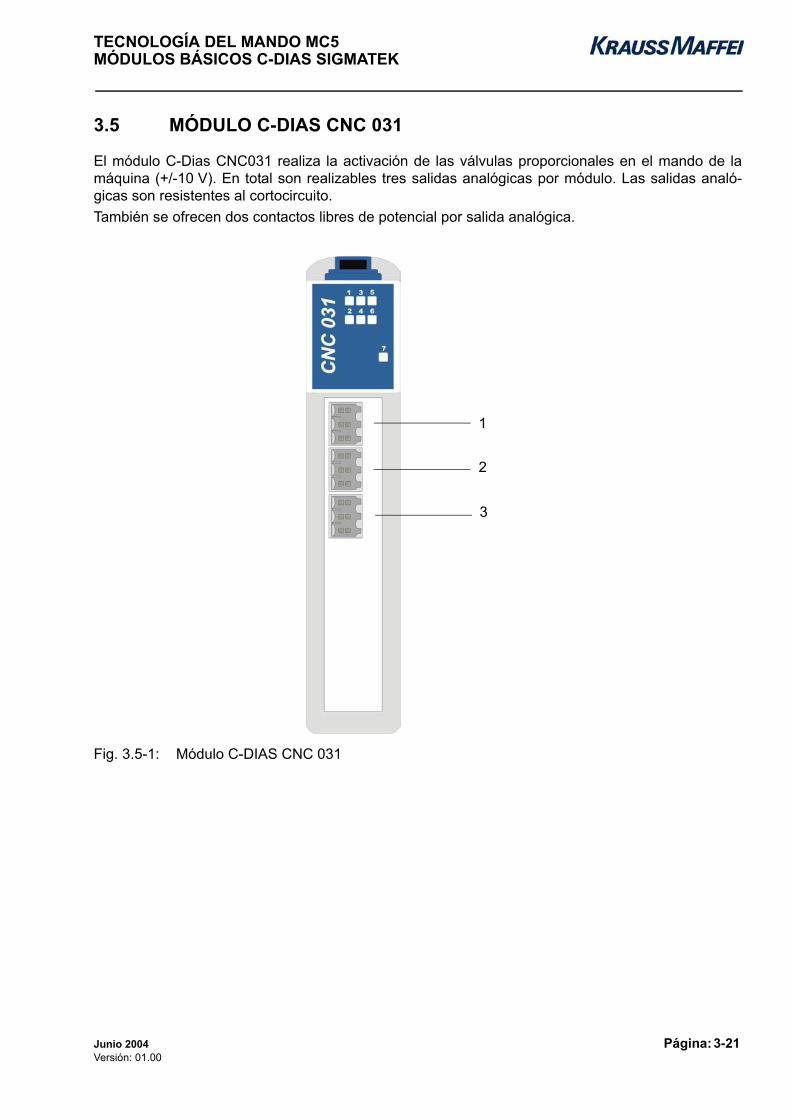
TECNOLOGÍA DEL MANDO MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Junio 2004 Página: 3-21 Versión: 01.00
3.5 MÓDULO C-DIAS CNC 031
El módulo C-Dias CNC031 realiza la activación de las válvulas proporcionales en el mando de lamáquina (+/-10 V). En total son realizables tres salidas analógicas por módulo. Las salidas analó-gicas son resistentes al cortocircuito.También se ofrecen dos contactos libres de potencial por salida analógica.
Fig. 3.5-1: Módulo C-DIAS CNC 031
1
2
3
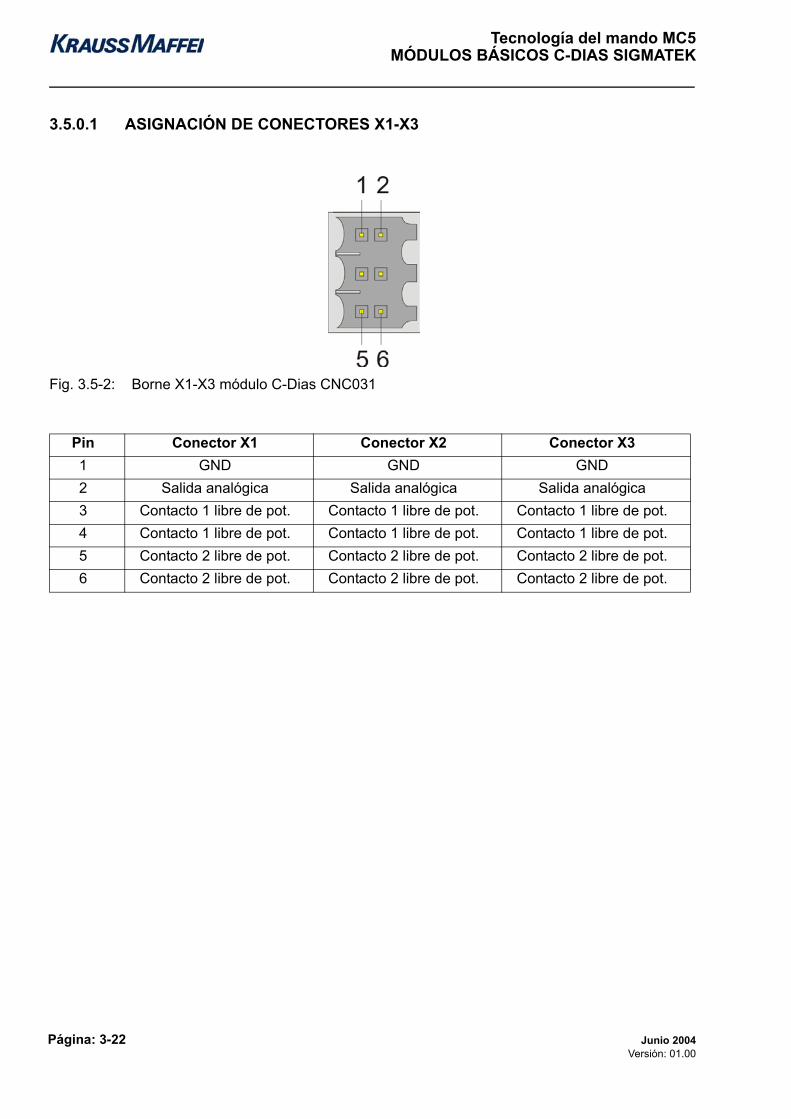
Tecnología del mando MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Página: 3-22 Junio 2004Versión: 01.00
3.5.0.1 ASIGNACIÓN DE CONECTORES X1-X3
Fig. 3.5-2: Borne X1-X3 módulo C-Dias CNC031
Pin Conector X1 Conector X2 Conector X31 GND GND GND2 Salida analógica Salida analógica Salida analógica3 Contacto 1 libre de pot. Contacto 1 libre de pot. Contacto 1 libre de pot.4 Contacto 1 libre de pot. Contacto 1 libre de pot. Contacto 1 libre de pot.5 Contacto 2 libre de pot. Contacto 2 libre de pot. Contacto 2 libre de pot.6 Contacto 2 libre de pot. Contacto 2 libre de pot. Contacto 2 libre de pot.

TECNOLOGÍA DEL MANDO MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Junio 2004 Página: 3-23 Versión: 01.00
3.5.1 EJEMPLOS DEL CIRCUITO DE CONEXIONES
Fig. 3.5-3: Extracto del circuito de conexiones módulo C-Dias CNC031
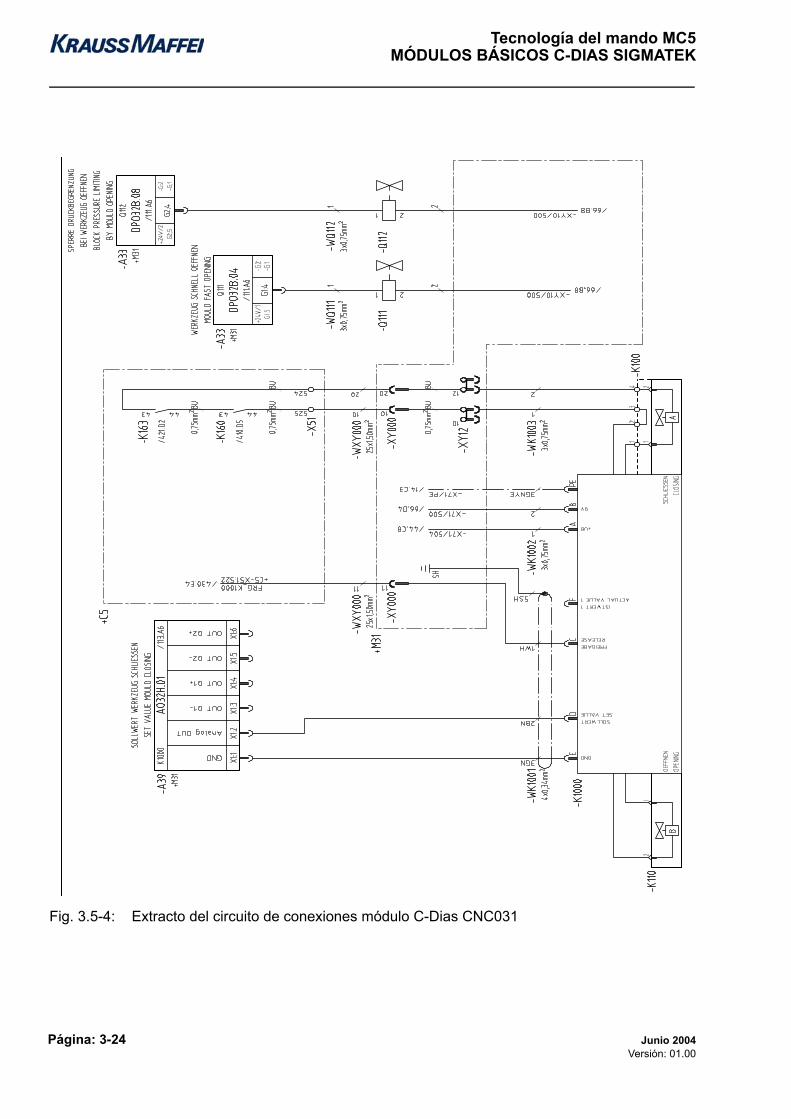
Tecnología del mando MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Página: 3-24 Junio 2004Versión: 01.00
Fig. 3.5-4: Extracto del circuito de conexiones módulo C-Dias CNC031

TECNOLOGÍA DEL MANDO MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Junio 2004 Página: 3-25 Versión: 01.00
3.6 MÓDULO C-DIAS CAI 883
El módulo C-Dias CAI883 se utiliza para el registro de temperaturas entre 0 - 600 °C a través delsensor de temperatura FeCuNi (tipo J).Además de las entradas analógicas están a disposición 8 entradas digitales, salidas de +24 V resis-tentes al cortocircuito para activación de los relés SSR.
Fig. 3.6-1: Módulo C-DIAS CAI 883
Veáse la página siguiente
Pin Conector X1Entrada analógica
Conector X2Entrada analógica
Conector X3Entrada analógica
1 Entrada de temperatura 1- Entrada de temperatura 4- Entrada de temperatura 7-2 Entrada de temperatura 1+ Entrada de temperatura 4+ Entrada de temperatura 7+3 Entrada de temperatura 2- Entrada de temperatura 5- Entrada de temperatura 8-4 Entrada de temperatura 2+ Entrada de temperatura 5+ Entrada de temperatura 8+5 Entrada de temperatura 3- Entrada de temperatura 6- Entrada de compensación-6 Entrada de temperatura 3+ Entrada de temperatura 6+ Entrada de compensación+
1
2
3
4
5
6

Tecnología del mando MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Página: 3-26 Junio 2004Versión: 01.00
3.6.1 EJEMPLOS DEL CIRCUITO DE CONEXIONES
Fig. 3.6-2: Módulo C-Dias CAI883 ejemplo del circuito de conexiones
Veáse la página siguiente
Pin Conector X4Salidas digitales
Conector X5Salidas digitales
Conector X6Alimentación de salidas
digitales1 Salida 1 Salida 5 +24 V2 Salida 2 Salida 6 GND3 Salida 3 Salida 74 Salida 4 Salida 8
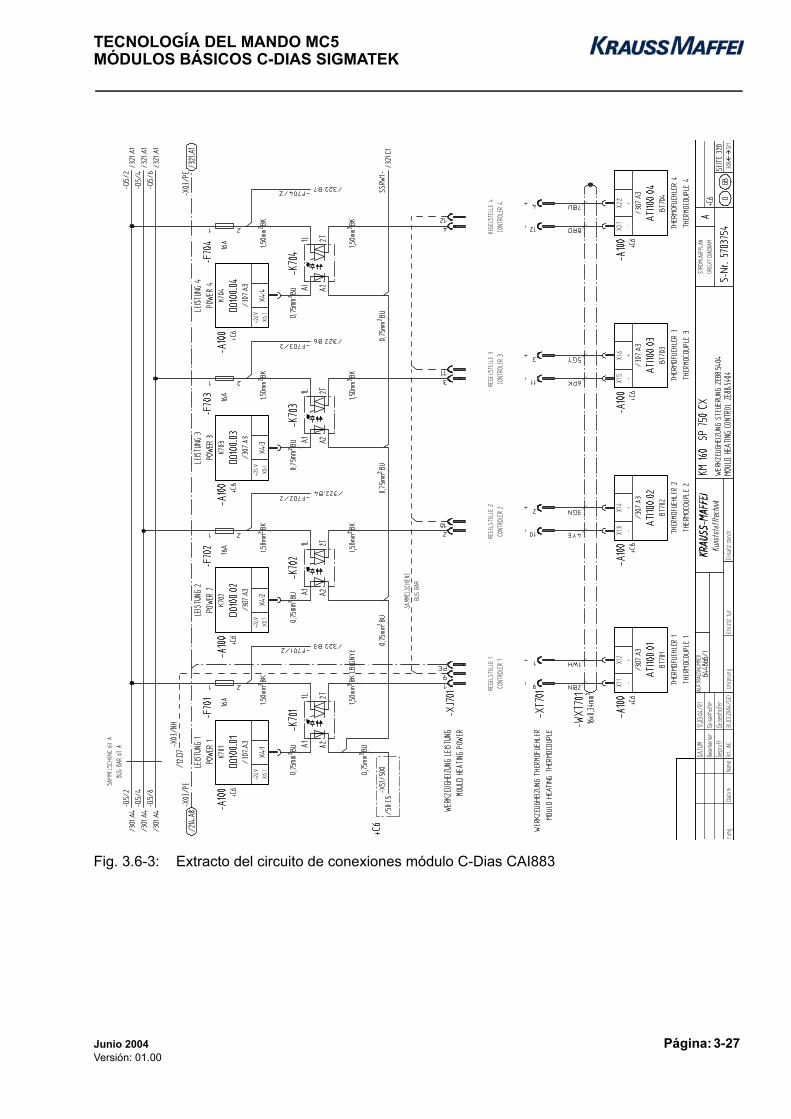
TECNOLOGÍA DEL MANDO MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Junio 2004 Página: 3-27 Versión: 01.00
Fig. 3.6-3: Extracto del circuito de conexiones módulo C-Dias CAI883

Tecnología del mando MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Página: 3-28 Junio 2004Versión: 01.00
3.7 MÓDULO C-DIAS CTO 167
El módulo CTO 167 tiene 16 salidas digitales +24 V/2 A resistentes al cortocircuito. La alimentaciónde tensión de cada grupo de canal está supervisada con respecto a subtensión (<20,4 V).
Fig. 3.7-1: Módulo C-dias CTO167
1
2
3
4
5

TECNOLOGÍA DEL MANDO MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Junio 2004 Página: 3-29 Versión: 01.00
3.7.1 ASIGNACIÓN DE CONECTORES CONECTORES 1-4
Fig. 3.7-2: Conectores 1-4 (4 contactos)
Pin Conector 1 Conector 2 Conector 3 Conector 41 Salida 1 Salida 5 Salida 9 Salida 132 Salida 2 Salida 6 Salida 10 Salida 143 Salida 3 Salida 7 Salida 11 Salida 154 Salida 4 Salida 8 Salida 12 Salida 16
Pin Conector 51 Alimentación de tensión 1-42 Alimentación de tensión 5-83 Alimentación de tensión 9-124 Alimentación de tensión 13-16
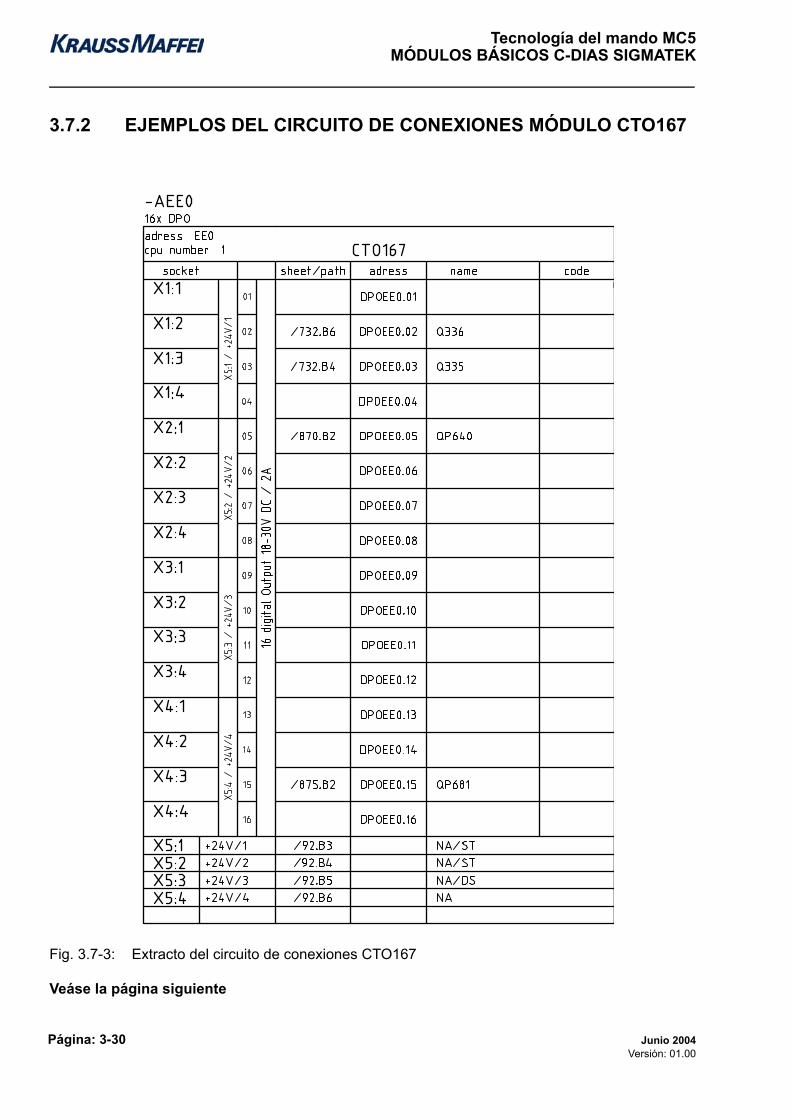
Tecnología del mando MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Página: 3-30 Junio 2004Versión: 01.00
3.7.2 EJEMPLOS DEL CIRCUITO DE CONEXIONES MÓDULO CTO167
Fig. 3.7-3: Extracto del circuito de conexiones CTO167
Veáse la página siguiente
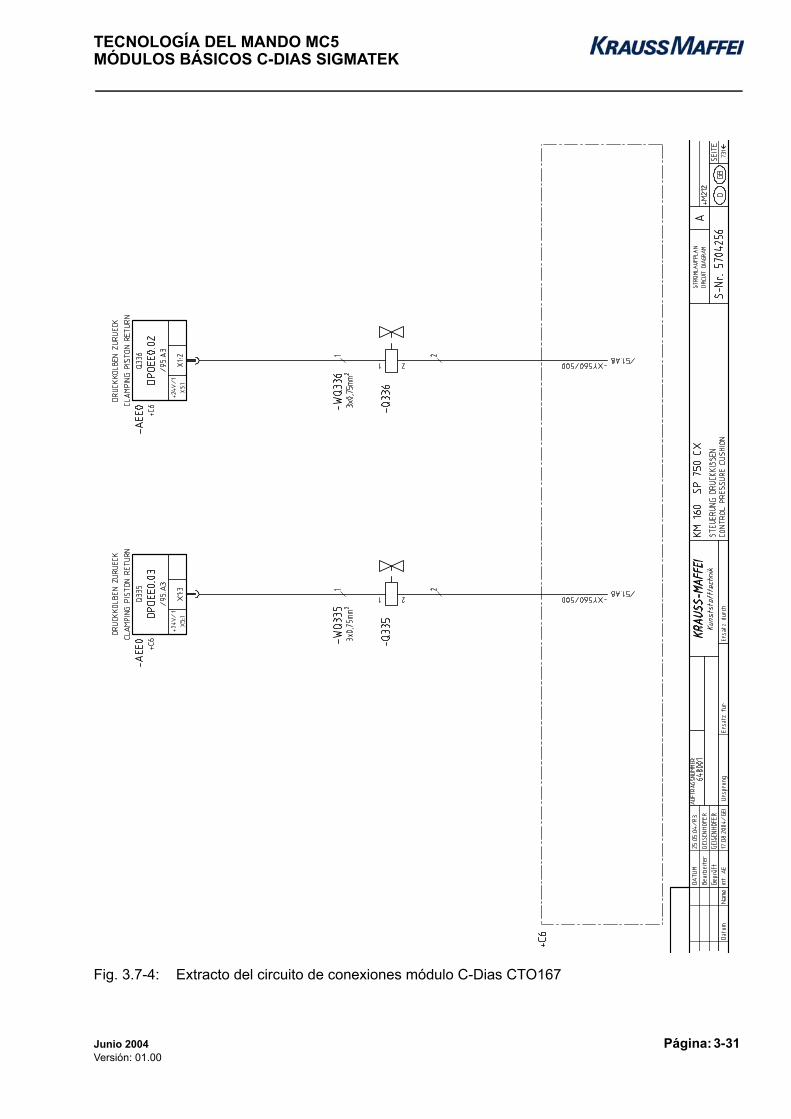
TECNOLOGÍA DEL MANDO MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Junio 2004 Página: 3-31 Versión: 01.00
Fig. 3.7-4: Extracto del circuito de conexiones módulo C-Dias CTO167

Tecnología del mando MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Página: 3-32 Junio 2004Versión: 01.00
3.8 MÓDULO C-DIAS CDI 161
El módulo C-Dias CDI161 tiene 16 entradas digitales con un nivel +24 V para la lectura de losestados de las señales "0" y "1".
Fig. 3.8-1: Módulo C-DIAS CDI 161
1
2
3
4
5

TECNOLOGÍA DEL MANDO MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Junio 2004 Página: 3-33 Versión: 01.00
3.8.1 ASIGNACIÓN DE CONECTORES 1-4
Fig. 3.8-2: Conectores 1-4 (4 contactos)
Fig. 3.8-3: Conector 5
Pin Conector 1 Conector 2 Conector 3 Conector 41 Entrada 1 Entrada 5 Entrada 9 Entrada 132 Entrada 2 Entrada 6 Entrada 10 Entrada 143 Entrada 3 Entrada 7 Entrada 11 Entrada 154 Entrada 4 Entrada 8 Entrada 12 Entrada 16
Pin Denominación1 n.c.2 n.c.3 n.c.4 n.c.

Tecnología del mando MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Página: 3-34 Junio 2004Versión: 01.00
3.8.2 EJEMPLOS DEL CIRCUITO DE CONEXIONES
Fig. 3.8-4: Extracto del circuito de conexiones módulo C-Dias CDI161
Veáse la página siguiente
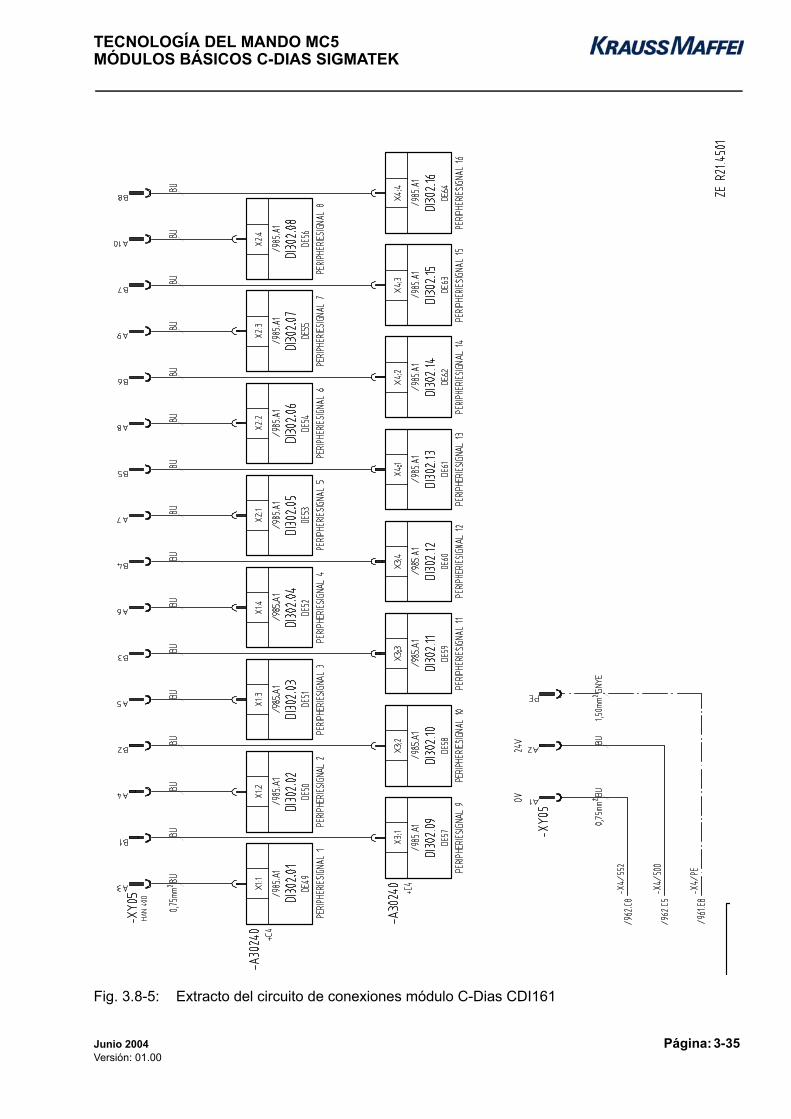
TECNOLOGÍA DEL MANDO MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Junio 2004 Página: 3-35 Versión: 01.00
Fig. 3.8-5: Extracto del circuito de conexiones módulo C-Dias CDI161
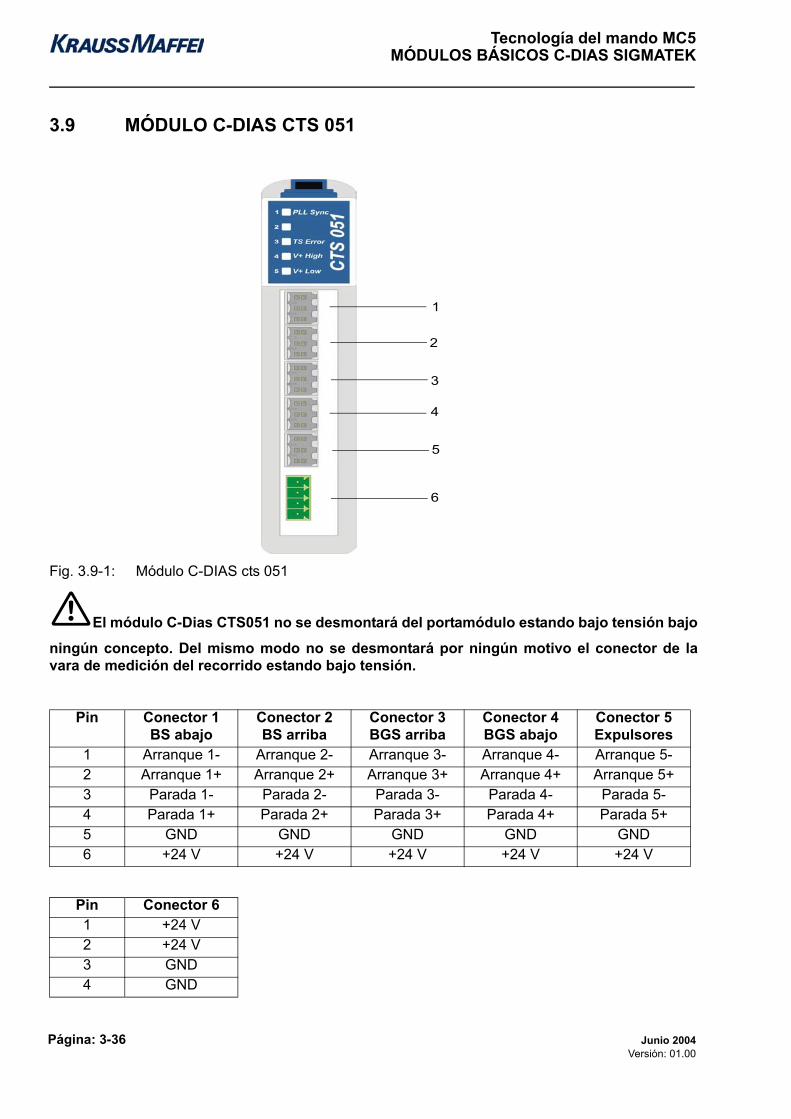
Tecnología del mando MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Página: 3-36 Junio 2004Versión: 01.00
3.9 MÓDULO C-DIAS CTS 051
Fig. 3.9-1: Módulo C-DIAS cts 051
El módulo C-Dias CTS051 no se desmontará del portamódulo estando bajo tensión bajoningún concepto. Del mismo modo no se desmontará por ningún motivo el conector de lavara de medición del recorrido estando bajo tensión.
Pin Conector 1BS abajo
Conector 2BS arriba
Conector 3BGS arriba
Conector 4BGS abajo
Conector 5Expulsores
1 Arranque 1- Arranque 2- Arranque 3- Arranque 4- Arranque 5-2 Arranque 1+ Arranque 2+ Arranque 3+ Arranque 4+ Arranque 5+3 Parada 1- Parada 2- Parada 3- Parada 4- Parada 5-4 Parada 1+ Parada 2+ Parada 3+ Parada 4+ Parada 5+5 GND GND GND GND GND6 +24 V +24 V +24 V +24 V +24 V
Pin Conector 61 +24 V2 +24 V3 GND4 GND
1
2
3
4
6
5

TECNOLOGÍA DEL MANDO MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Junio 2004 Página: 3-37 Versión: 01.00
3.9.1 INDICADORES DE ESTADO
Fig. 3.9-2: Indicadores de estado CTS 051
No. Función1 Estado (sincronización)2 Error transsonar (comparar SW --> HW número de las varas de medición del recorrido
conectadas)Indicación de sistema de medición del recorrido defectuoso
3 Sobretensión + 24 V >28,8 V4 Subtensión + 24 V <20,4 V
1
234

Tecnología del mando MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Página: 3-38 Junio 2004Versión: 01.00
3.9.2 EJEMPLOS DEL CIRCUITO DE CONEXIONES
Fig. 3.9-3: Extracto del circuito de conexiones módulo C-Dias CTS051

TECNOLOGÍA DEL MANDO MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Junio 2004 Página: 3-39 Versión: 01.00
Fig. 3.9-4: Extracto del circuito de conexiones módulo C-Dias CTS051

Tecnología del mando MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Página: 3-40 Junio 2004Versión: 01.00
3.10 MÓDULO C-DIAS CDM 167
El módulo CDM167 tiene 8 salidas digitales +24 V/2 A resistentes al cortocircuito, y 8 entradasdigitales +24 V para detectar los estados de las señales 0 y 1. La alimentación de tensión de cada grupo de canal está supervisada con respecto a subtensión.
Fig. 3.10-1: Módulo C-DIAS cdm 167
Conector 1-4 (conector de 4 contactos de los conectores 1 a 4)
Conector 5 alimentación de tensión 24V (conector de 4 contactos)
Pin Conector 1 Conector 2 Conector 3 Conector 41 Entrada 1 Entrada 5 Salida 1 Salida 52 Entrada 2 Entrada 6 Salida 2 Salida 63 Entrada 3 Entrada 7 Salida 3 Salida 74 Entrada 4 Entrada 8 Salida 4 Salida 8
Pin Asignación3 Alimentación de tensión 1-44 Alimentación de tensión 5-8
1
2
3
4
5

TECNOLOGÍA DEL MANDO MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Junio 2004 Página: 3-41 Versión: 01.00
3.10.1 EJEMPLOS DEL CIRCUITO DE CONEXIONES
Fig. 3.10-2: Extracto del circuito de conexiones módulo C-Dias CDM167

Tecnología del mando MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Página: 3-42 Junio 2004Versión: 01.00
Fig. 3.10-3: Extracto del circuito de conexiones módulo C-Dias CDM167
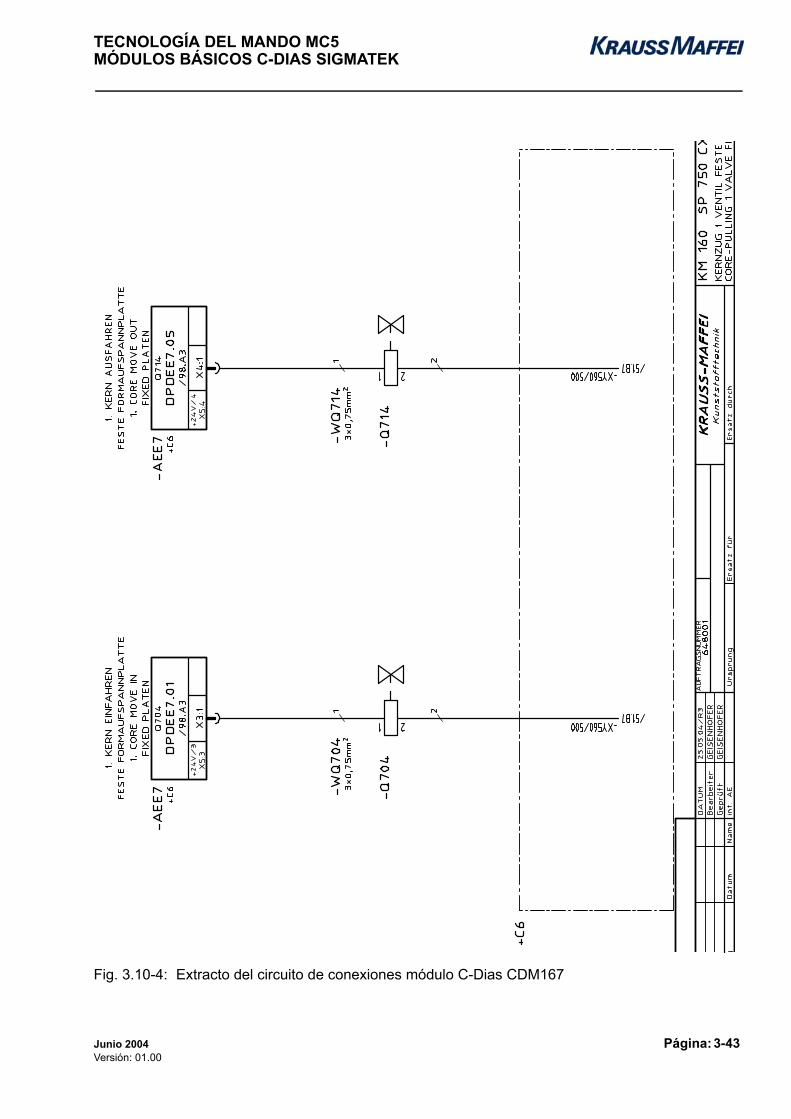
TECNOLOGÍA DEL MANDO MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Junio 2004 Página: 3-43 Versión: 01.00
Fig. 3.10-4: Extracto del circuito de conexiones módulo C-Dias CDM167

Tecnología del mando MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Página: 3-44 Junio 2004Versión: 01.00
Libre para anotaciones
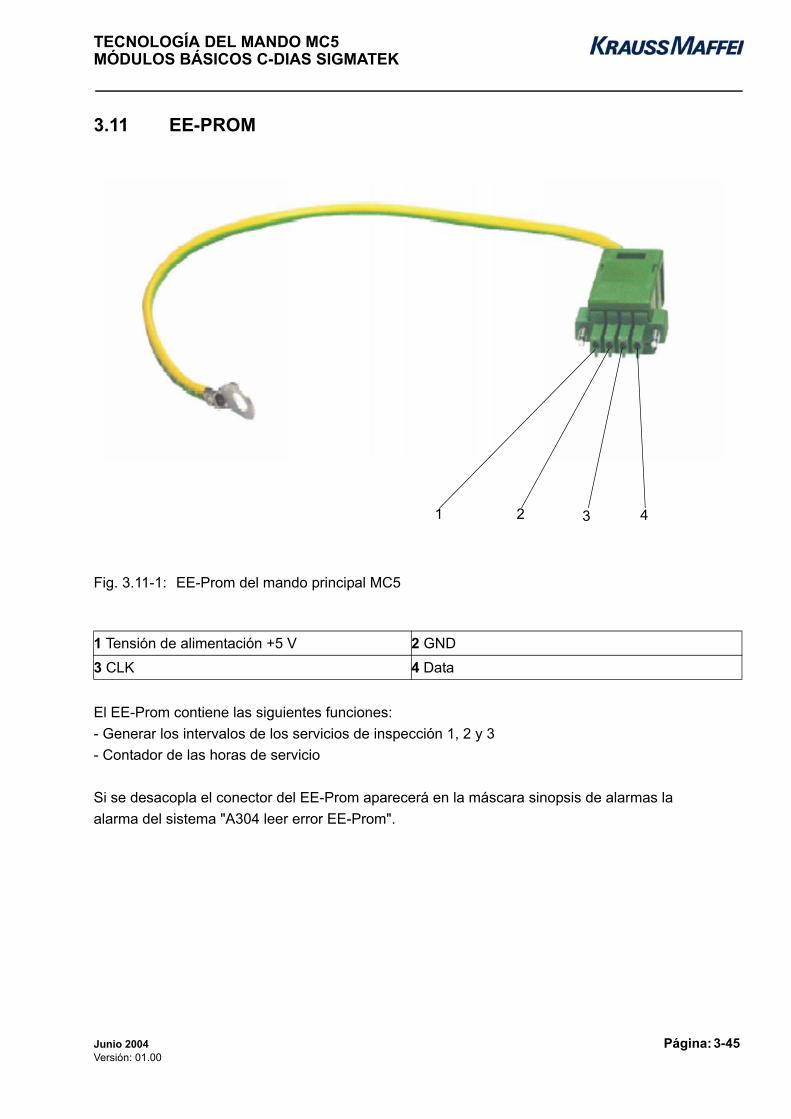
TECNOLOGÍA DEL MANDO MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Junio 2004 Página: 3-45 Versión: 01.00
3.11 EE-PROM
Fig. 3.11-1: EE-Prom del mando principal MC5
El EE-Prom contiene las siguientes funciones:- Generar los intervalos de los servicios de inspección 1, 2 y 3- Contador de las horas de servicio
Si se desacopla el conector del EE-Prom aparecerá en la máscara sinopsis de alarmas laalarma del sistema "A304 leer error EE-Prom".
1 Tensión de alimentación +5 V 2 GND3 CLK 4 Data
1 2 3 4
Tecnología del mando MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Página: 3-46 Junio 2004Versión: 01.00
3.12 IDENTIFICACIÓN DEL HUSILLO
3.12.1 DETECCIÓN AUTOMÁTICA DE LA PLASTIFICACIÓN
Para que el mando MC5 pueda detectar un cambio automáticamente es necesaria una codificaciónespecial de las diferentes plastificaciones. La codificación actual con puentes no es suficiente. Lanueva codificación se realiza con una tarjeta electrónica que acompaña a cada una de las plastifica-ciones. Los datos técnicos relevantes de la plastificación como la longitud de las toberas, carrera del grupo,diámetro del husillo, presión de inyección máxima / presión de retención y el recorrido de lainyección se leen de la tarjeta electrónica y se transmiten al mando MC5. Los valores leídos serepresentan en una máscara y se emplean en el mando de la tarjeta electrónica en las posicionescorrespondientes como valores límite. Si uno o varios valores no se pueden leer (por ejemplo, tarjetaelectrónica defectuosa, plastificación desconocida sin codificación o no se ha empleado una plastifi-cación) entonces se pondrán todos los valores no leídos a cero.Se muestra un cuadro de información al usuario. Este remite al cambio de plastificación. Si no estántodos los datos, se solicita su introducción manual. Sólo los valores no leídos pueden introducirsemanualmente. Esta entrada se registra en el protocolo de incidencias. Con ello se garantiza elfuncionamiento de la máquina incluso con la identificación automática de la plastificación averiada.
Lectura de la codificación del husillo:La codificación del husillo se lee al poner en marcha el mando la calefacción del cilindro. Los datosnuevos leídos se comparan con los datos almacenados. En caso de divergencia se muestra unmensaje con las siguientes posibilidades.
• Cambio a otra plastificación con codificación completa:Registrar datos, indicación cuadro de información: se ha cambiado la plastificación.
• Cambio a otra plastificación con codificación incompleta:Los datos que faltan se ponen a cero, indicación cuadro de información: se ha cambiadola plastificación y se tendrán que completar los datos manualmente.
• Cambio a otra plastificación sin codificación completa:Todos los datos se ponen a cero, indicación cuadro de información: se ha cambiado laplastificación y se tendrán que completar los datos manualmente.
El estado leído se almacena para realizar comparaciones posteriormente. Si este estado no cambiadespués de otra lectura, se mantendrán los datos completados manualmente. En este caso no semostrará el cuadro de información. Si es necesaria la introducción manual, se ha de abrir automáti-camente la página de la identificación de la plastificación al confirmar el cuadro de información.

TECNOLOGÍA DEL MANDO MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Junio 2004 Página: 3-47 Versión: 01.00
Escribir la identificación del husillo:Activar el programa de selección "Guardar los datos de plastificación en plastificación". La plastifi-cación lee la codificación y los datos existentes se registran en el mando MC5. Los datos que faltanse pueden completar manualmente en la máscara codificación del husillo. La memorizacióndefinitiva se realiza al pulsar el botón "Guardar los datos en la EEPROM".
Fig. 3.12-1: Máscara codificación del husillo

Tecnología del mando MC5MÓDULOS BÁSICOS C-DIAS SIGMATEK
Página: 3-48 Junio 2004Versión: 01.00
Libre para anotaciones
TECNOLOGÍA DEL MANDO MC5
Junio 2004 Página: 4-1 Versión: 01.00
Capítulo 4
Módulos de ampliación C-DIAS (ZE, especial)

Tecnología del mando MC5
Página: 4-2 Junio 2004Versión: 01.00
Libre para anotaciones

TECNOLOGÍA DEL MANDO MC5
Junio 2004 Página: 4-3 Versión: 01.00
4 MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
4.1 MÓDULO C-DIAS SIGMATEK CAM123............................................................................ 44.2 MÓDULO C-DIAS SIGMATEK CAI083.............................................................................. 84.3 MÓDULO C-DIAS SIGMATEK CRO081.......................................................................... 104.3.1 EJEMPLOS DEL CIRCUITO DE CONEXIONES MÓDULO C-DIAS CRO081................ 114.4 MÓDULO C-DIAS SIGMATEK CSI021............................................................................ 144.5 MÓDULO C-DIAS SIGMATEK CSI022............................................................................ 164.5.1 INDICADORES DE ESTADO CSI022.............................................................................. 184.5.2 EJEMPLOS DEL CIRCUITO DE CONEXIONES MÓDULO C-DIAS CSI022 .................. 194.6 MÓDULO C-DIAS SIGMATEK CEZ201........................................................................... 224.6.1 EJEMPLOS DEL CIRCUITO DE CONEXIONES MÓDULO C-DIAS CEZ201................. 254.7 MÓDULO C-DIAS SIGMATEK CLV011........................................................................... 284.8 MÓDULO DEL PROCESADOR C-DIAS SIGMATEK CCL721 ........................................ 324.8.1 INDICACIONES DE ESTADO C-DIAS MÓDULO DEL PROCESADOR CCL721 ........... 354.8.2 PANTALLA DEL MÓDULO DEL PROCESADOR C-DIAS CCL721 ................................ 364.8.3 CONFIGURACIÓN C-DIAS MÓDULO DEL PROCESADOR CCL721 ............................ 374.8.4 BATERÍA INTERMEDIA MÓDULO DEL PROCESADOR CCL721 ................................. 384.8.5 EJEMPLOS DEL CIRCUITO DE CONEXIONES............................................................. 394.9 MÓDULO SIGMATEK CM5I031....................................................................................... 424.9.1 INDICACIONES DE ESTADO MÓDULO CM5I031 ......................................................... 454.9.2 DIRECCIONAMIENTO MÓDULO CM5I031..................................................................... 464.10 PORTAMÓDULOS SIGMATEK CMB021/041/081 .......................................................... 47
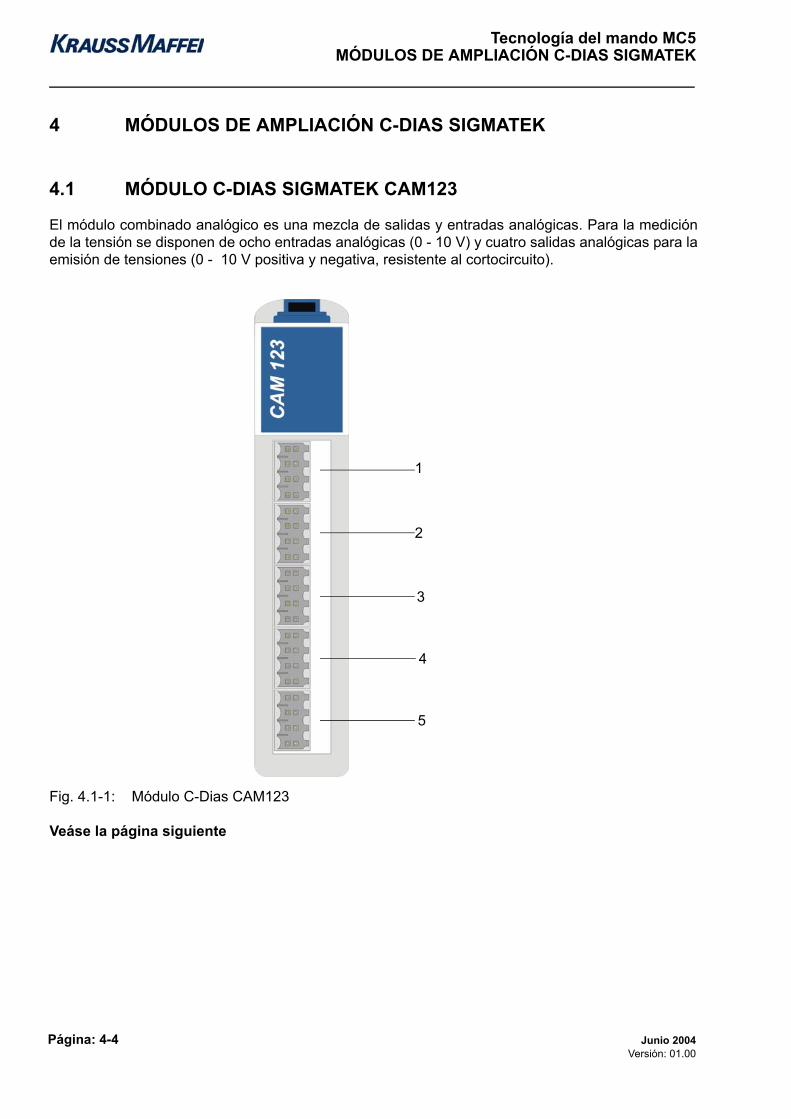
Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-4 Junio 2004Versión: 01.00
4 MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
4.1 MÓDULO C-DIAS SIGMATEK CAM123
El módulo combinado analógico es una mezcla de salidas y entradas analógicas. Para la mediciónde la tensión se disponen de ocho entradas analógicas (0 - 10 V) y cuatro salidas analógicas para laemisión de tensiones (0 - 10 V positiva y negativa, resistente al cortocircuito).
Fig. 4.1-1: Módulo C-Dias CAM123
Veáse la página siguiente
1
2
3
4
5
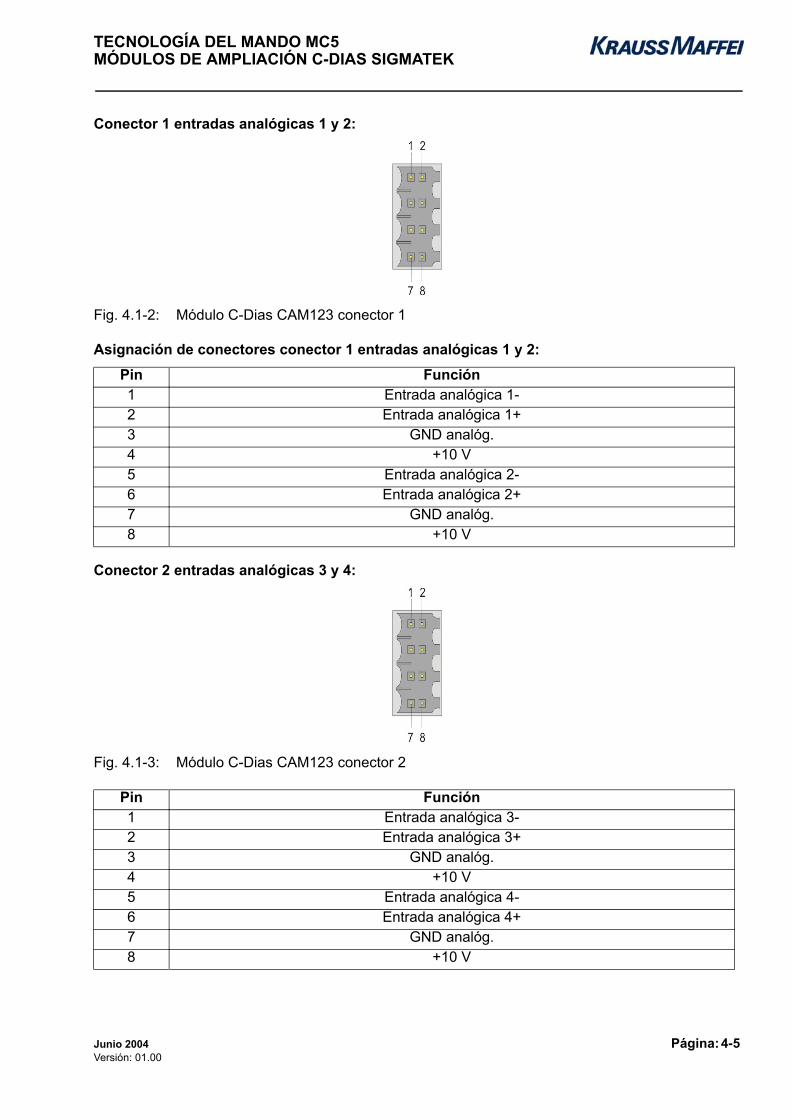
TECNOLOGÍA DEL MANDO MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Junio 2004 Página: 4-5 Versión: 01.00
Conector 1 entradas analógicas 1 y 2:
Fig. 4.1-2: Módulo C-Dias CAM123 conector 1
Asignación de conectores conector 1 entradas analógicas 1 y 2:
Conector 2 entradas analógicas 3 y 4:
Fig. 4.1-3: Módulo C-Dias CAM123 conector 2
Pin Función1 Entrada analógica 1-2 Entrada analógica 1+3 GND analóg.4 +10 V5 Entrada analógica 2-6 Entrada analógica 2+7 GND analóg.8 +10 V
Pin Función1 Entrada analógica 3-2 Entrada analógica 3+3 GND analóg.4 +10 V5 Entrada analógica 4-6 Entrada analógica 4+7 GND analóg.8 +10 V

Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-6 Junio 2004Versión: 01.00
Conector 3 entradas analógicas 5 y 6:
Fig. 4.1-4: Módulo C-Dias CAM123 conector 3
Asignación de conectores conector 3 entradas analógicas 5 y 6:
Conector 4 entradas analógicas 7 y 8:
Fig. 4.1-5: Módulo C-Dias CAM123 conector
Pin Función1 Entrada analógica 5-2 Entrada analógica 5+3 GND analóg.4 +10 V5 Entrada analógica 6-6 Entrada analógica 6+7 GND analóg.8 +10 V
Pin Función1 Entrada analógica 7-2 Entrada analógica 7+3 GND analóg.4 +10 V5 Entrada analógica 8-6 Entrada analógica 8+7 GND analóg.8 +10 V

TECNOLOGÍA DEL MANDO MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Junio 2004 Página: 4-7 Versión: 01.00
Conector 5 salidas analógicas 1 - 5:
Fig. 4.1-6: Módulo C-Dias CAM123 conector 5 salidas analógicas
Asignación de conectores conector 5 salidas analógicas 1 - 5:
Pin Función1 GND analóg.2 Salida digital 1 (-10 V hasta +10 V, resistente al cortocircuito)3 GND analóg.4 Salida digital 2 (-10 V hasta +10 V, resistente al cortocircuito)5 GND analóg.6 Salida digital 3 (-10 V hasta +10 V, resistente al cortocircuito)7 GND analóg.8 Salida digital 4 (-10 V hasta +10 V, resistente al cortocircuito)

Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-8 Junio 2004Versión: 01.00
4.1.0.1 EJEMPLOS DEL CIRCUITO DE CONEXIONES MÓDULO C-DIAS CAM123
Fig. 4.1-7: Extracto del circuito de conexiones módulo C-Dias CAM123
Veáse la página siguiente

TECNOLOGÍA DEL MANDO MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Junio 2004 Página: 4-9 Versión: 01.00
Fig. 4.1-8: Extracto del circuito de conexiones módulo C-Dias CAM123
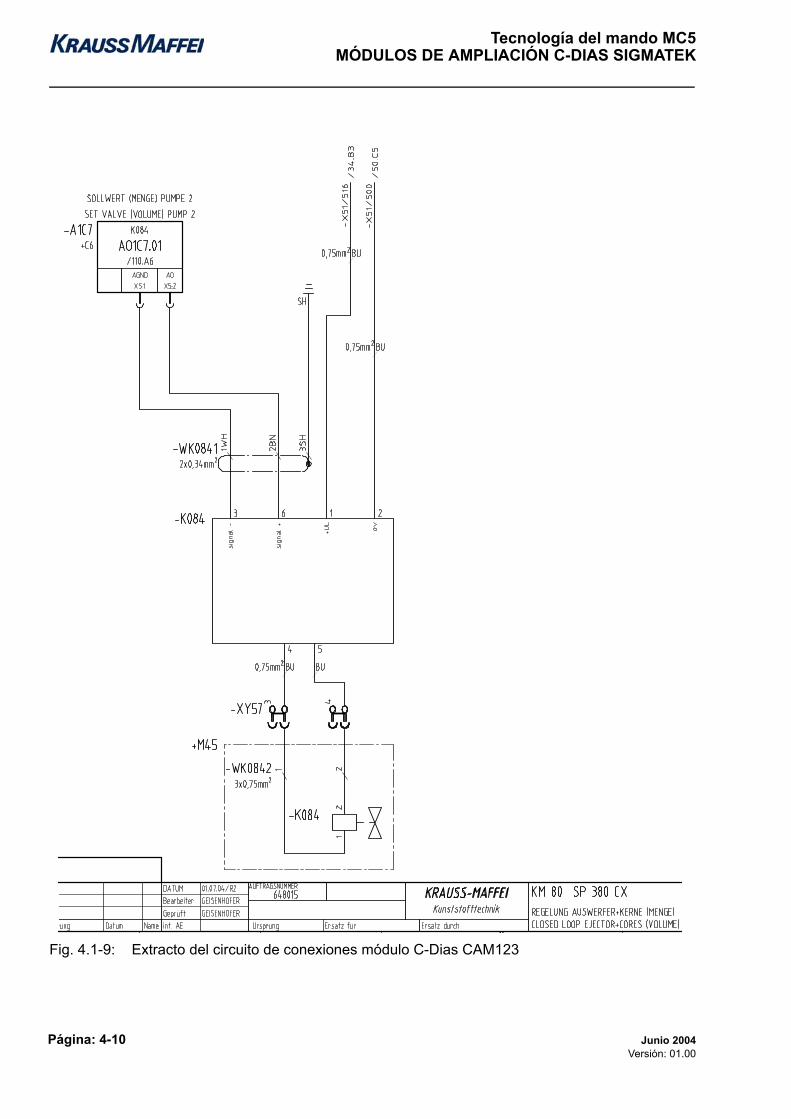
Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-10 Junio 2004Versión: 01.00
Fig. 4.1-9: Extracto del circuito de conexiones módulo C-Dias CAM123

TECNOLOGÍA DEL MANDO MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Junio 2004 Página: 4-11 Versión: 01.00
Libre para anotaciones
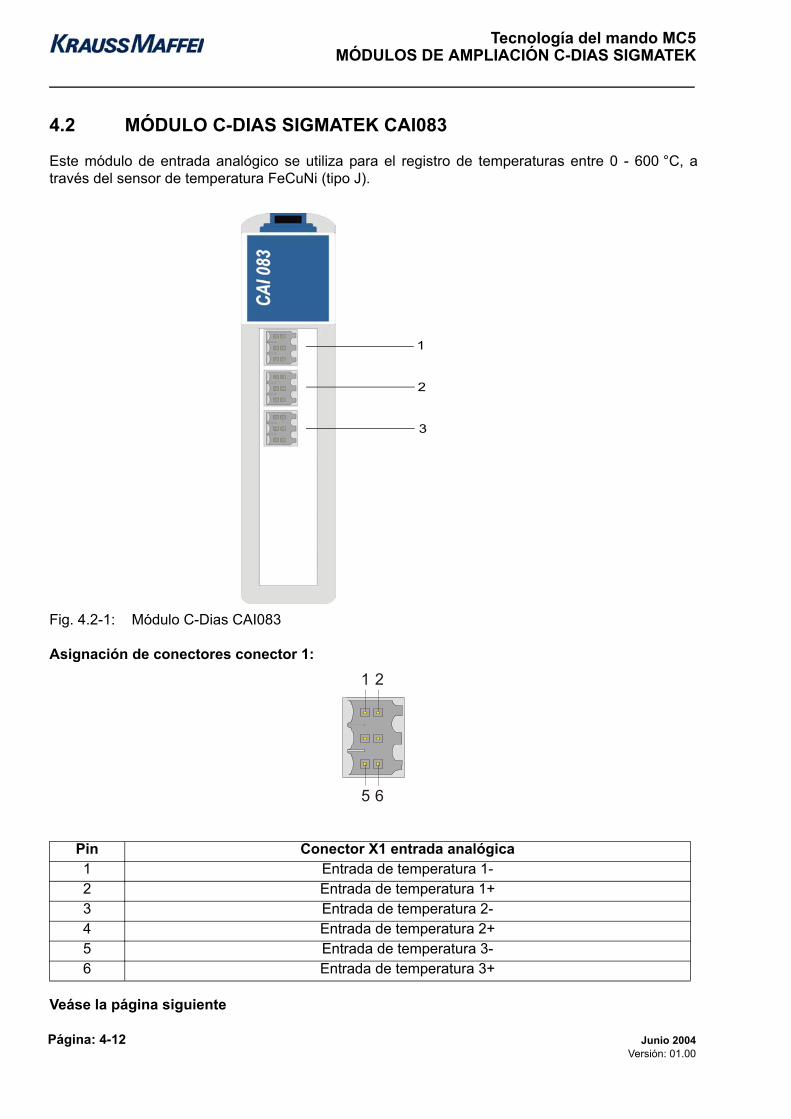
Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-12 Junio 2004Versión: 01.00
4.2 MÓDULO C-DIAS SIGMATEK CAI083
Este módulo de entrada analógico se utiliza para el registro de temperaturas entre 0 - 600 °C, através del sensor de temperatura FeCuNi (tipo J).
Fig. 4.2-1: Módulo C-Dias CAI083
Asignación de conectores conector 1:
Veáse la página siguiente
Pin Conector X1 entrada analógica1 Entrada de temperatura 1-2 Entrada de temperatura 1+3 Entrada de temperatura 2-4 Entrada de temperatura 2+5 Entrada de temperatura 3-6 Entrada de temperatura 3+
1
2
3
1 2
65

TECNOLOGÍA DEL MANDO MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Junio 2004 Página: 4-13 Versión: 01.00
Asignación de conectores conector 2:
Fig. 4.2-2: Módulo C-Dias CAI083 conector 2
Asignación de conectores conector 3:
Fig. 4.2-3: Módulo C-Dias CAI083 conector 3
Pin Conector 2 entrada analógica1 Entrada de temperatura 4-2 Entrada de temperatura 4+3 Entrada de temperatura 5-4 Entrada de temperatura 5+5 Entrada de temperatura 6-6 Entrada de temperatura 6+
Pin Conector 3 entrada analógica1 Entrada de temperatura 7-2 Entrada de temperatura 7+3 Entrada de temperatura 8-4 Entrada de temperatura 8+5 Temperatura de compensación-6 Temperatura de compensación+
1 2
65
1 2
65

Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-14 Junio 2004Versión: 01.00
4.3 MÓDULO C-DIAS SIGMATEK CRO081
El relé del módulo de salida C-Dias pone a disposición contactos libres de potencial. La cargamáxima de los contactos del relé es 125 V / 2 A.
Fig. 4.3-1: Módulo C-Dias CRO081
Pin Conector 1Contacto inversor
Conector 2Contacto de cierre
Conector 3Alimentación de tensión
1 Contacto de trabajo 1 Contacto de trabajo 3 +24 V2 Base 1 Base 3 GND3 Contacto de reposo 1 Contacto de trabajo 44 Contacto de trabajo 2 Base 45 Base 2 Contacto de trabajo 56 Contacto de reposo 2 Base 57 Contacto de trabajo 68 Base 69 Contacto de trabajo 7
10 Base 711 Contacto de trabajo 812 Base 8
1
2
3
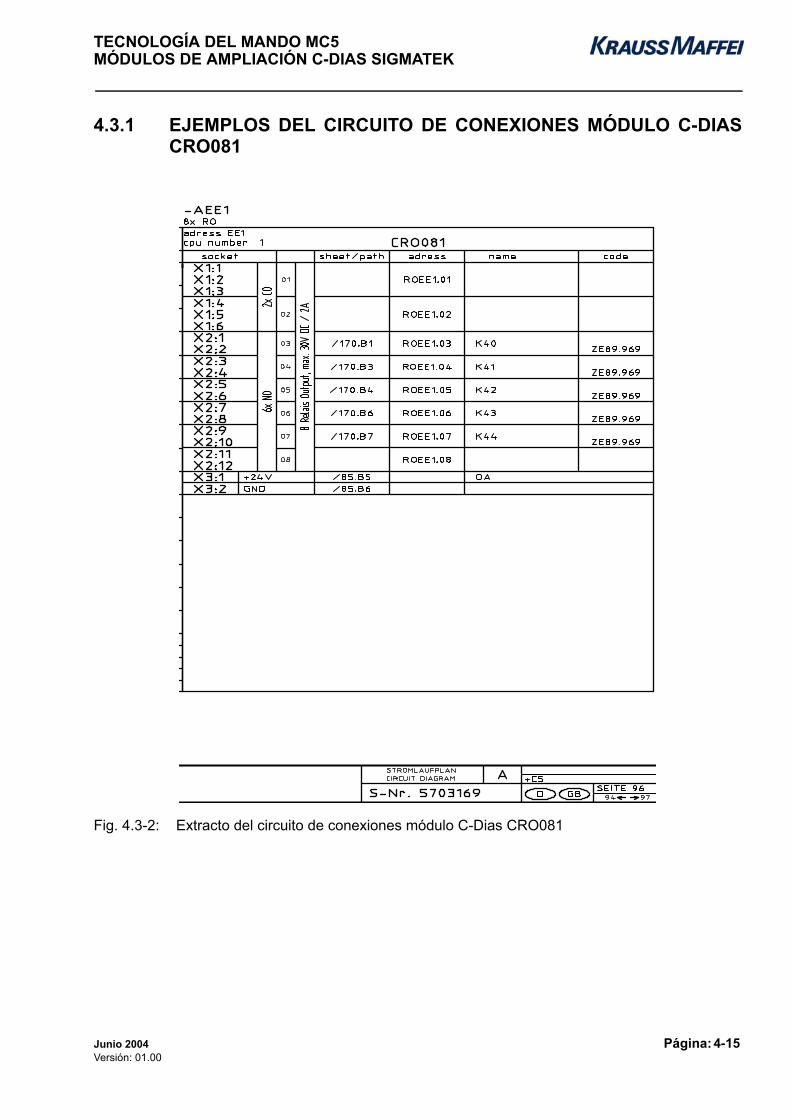
TECNOLOGÍA DEL MANDO MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Junio 2004 Página: 4-15 Versión: 01.00
4.3.1 EJEMPLOS DEL CIRCUITO DE CONEXIONES MÓDULO C-DIASCRO081
Fig. 4.3-2: Extracto del circuito de conexiones módulo C-Dias CRO081
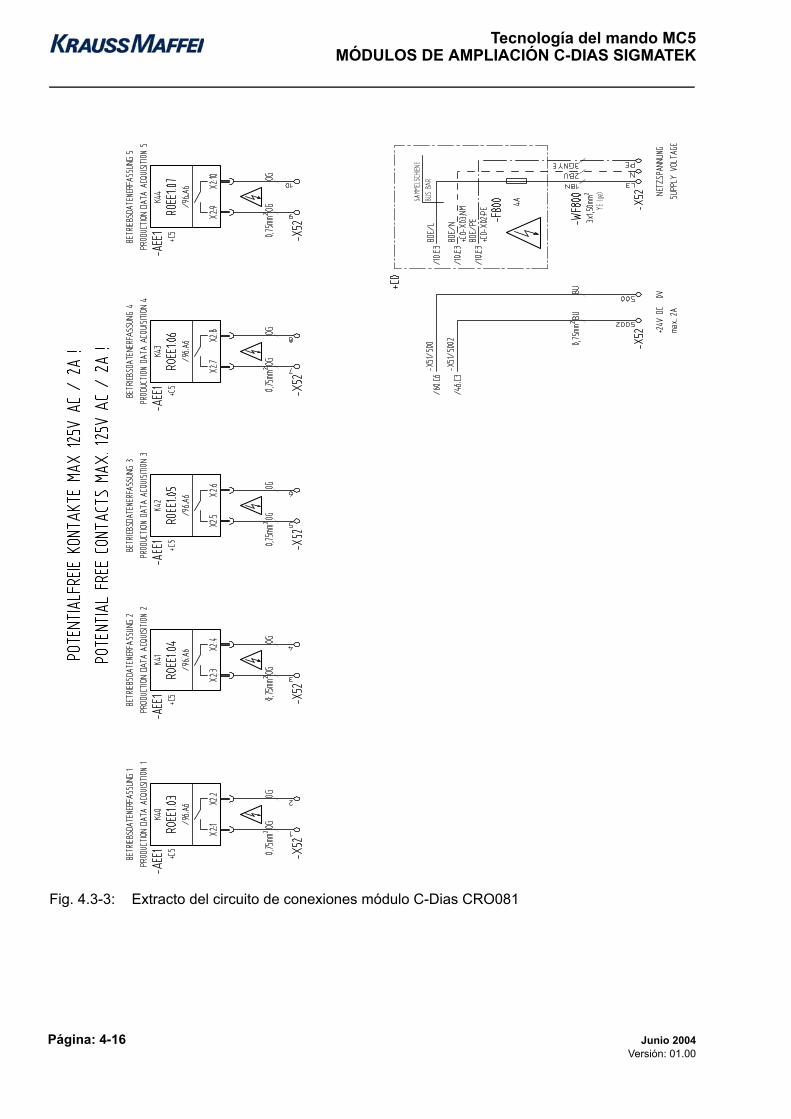
Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-16 Junio 2004Versión: 01.00
Fig. 4.3-3: Extracto del circuito de conexiones módulo C-Dias CRO081

TECNOLOGÍA DEL MANDO MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Junio 2004 Página: 4-17 Versión: 01.00
Libre para anotaciones
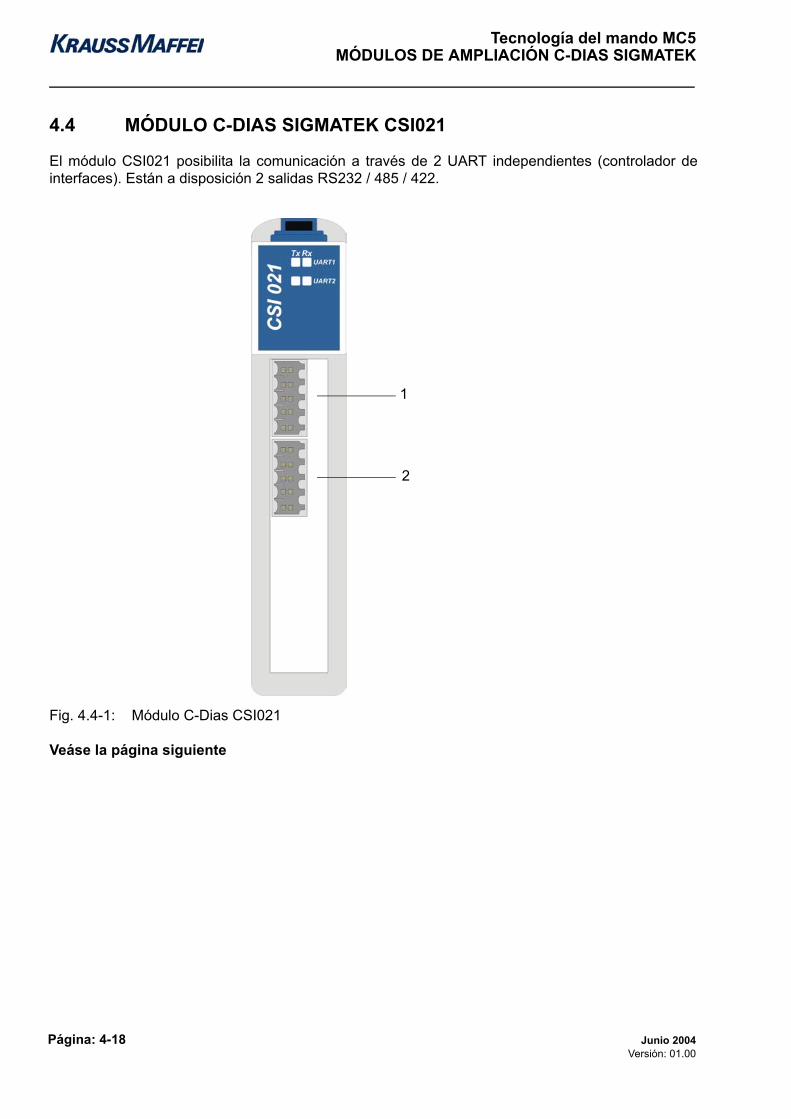
Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-18 Junio 2004Versión: 01.00
4.4 MÓDULO C-DIAS SIGMATEK CSI021
El módulo CSI021 posibilita la comunicación a través de 2 UART independientes (controlador deinterfaces). Están a disposición 2 salidas RS232 / 485 / 422.
Fig. 4.4-1: Módulo C-Dias CSI021
Veáse la página siguiente
1
2

TECNOLOGÍA DEL MANDO MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Junio 2004 Página: 4-19 Versión: 01.00
Asignación de conectores conector 1 y 2:
Fig. 4.4-2: Módulo C-Dias CSI021 conector 1 y 2
Pin RS232 RS485 RS4221 RxD RS485 - A TxD +2 RTS RS485 - B TxD -3 TxD RxD +4 CTS RxD -5 DTR6 GND GND GND7 n.c. RS485 - A TxD +8 n.c. RS485 - B TxD -9 n.c. RxD +
10 n.c. RxD -
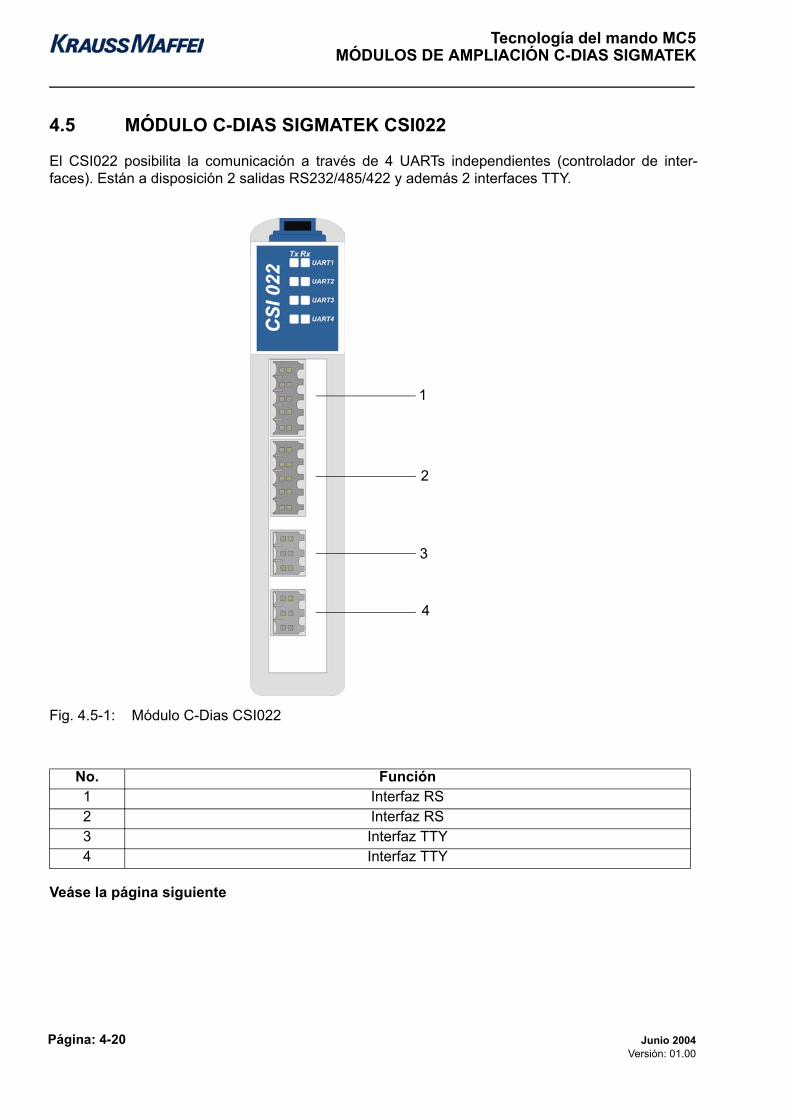
Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-20 Junio 2004Versión: 01.00
4.5 MÓDULO C-DIAS SIGMATEK CSI022
El CSI022 posibilita la comunicación a través de 4 UARTs independientes (controlador de inter-faces). Están a disposición 2 salidas RS232/485/422 y además 2 interfaces TTY.
Fig. 4.5-1: Módulo C-Dias CSI022
Veáse la página siguiente
No. Función1 Interfaz RS2 Interfaz RS3 Interfaz TTY4 Interfaz TTY
1
2
3
4

TECNOLOGÍA DEL MANDO MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Junio 2004 Página: 4-21 Versión: 01.00
Asignación de conectores conector 1 y 2:
Fig. 4.5-2: Módulo C-Dias CSI022 conector 1 y 2
Asignación de conectores conector 3 y 4:
Fig. 4.5-3: Módulo C-Dias CSI022 conector 3 y 4 (interfaces TTY)
Pin RS232 RS485 RS4221 RxD RS485 - A TxD +2 RTS RS485 - B TxD -3 TxD - RxD +4 CTS RxD -5 DTR6 GND GND GND7 n.c. RS485 - A TxD +8 n.c. RS485 - B TxD -9 n.c. RxD +
10 n.c. RxD -
Pin Función1 +20 mA2 GND3 TxD +4 RxD -5 TxD -6 RxD +

Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-22 Junio 2004Versión: 01.00
4.5.1 INDICADORES DE ESTADO CSI022
Todos los UART (controlador de interfaces) tienen los diodos Tx y Rx. El diodo Tx para enviar y eldiodo Rx para recibir.
Fig. 4.5-4: Módulo C-Dias CSI022 indicadores de estado
No. Función1 Diodos Tx y Rx UART1 (controlador de interfaces)2 Diodos Tx y Rx UART2 (controlador de interfaces)3 Diodos Tx y Rx UART3 (controlador de interfaces)4 Diodos Tx y Rx UART4 (controlador de interfaces)
1
234

TECNOLOGÍA DEL MANDO MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Junio 2004 Página: 4-23 Versión: 01.00
4.5.2 EJEMPLOS DEL CIRCUITO DE CONEXIONES MÓDULO C-DIASCSI022
Fig. 4.5-5: Extracto del circuito de conexiones módulo C-Dias CSI022
Fig. 4.5-6: Extracto del circuito de conexiones módulo C-Dias CSI022

Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-24 Junio 2004Versión: 01.00
Fig. 4.5-7: Extracto del circuito de conexiones módulo C-Dias CSI022

TECNOLOGÍA DEL MANDO MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Junio 2004 Página: 4-25 Versión: 01.00
Libre para anotaciones

Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-26 Junio 2004Versión: 01.00
4.6 MÓDULO C-DIAS SIGMATEK CEZ201
Este módulo C-DIAS tiene 10 entradas digitales 24 V y 10 salidas digitales 24 V/100 mA, resistentesal cortocircuito.
Fig. 4.6-1: Módulo C-Dias CEZ201
Veáse la página siguiente
1
2
3

TECNOLOGÍA DEL MANDO MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Junio 2004 Página: 4-27 Versión: 01.00
Conector 1 entradas digitales 1-10:
Fig. 4.6-2: Módulo C-Dias CEZ201 conector 1
Asignación de conectores conector 1 entradas digitales 1-10:
Veáse la página siguiente
Pin Función1 Entrada 12 Entrada 23 Entrada 34 Entrada 45 Entrada 56 Entrada 67 Entrada 78 Entrada 89 Entrada 9
10 Entrada 1011 +24 V12 GND
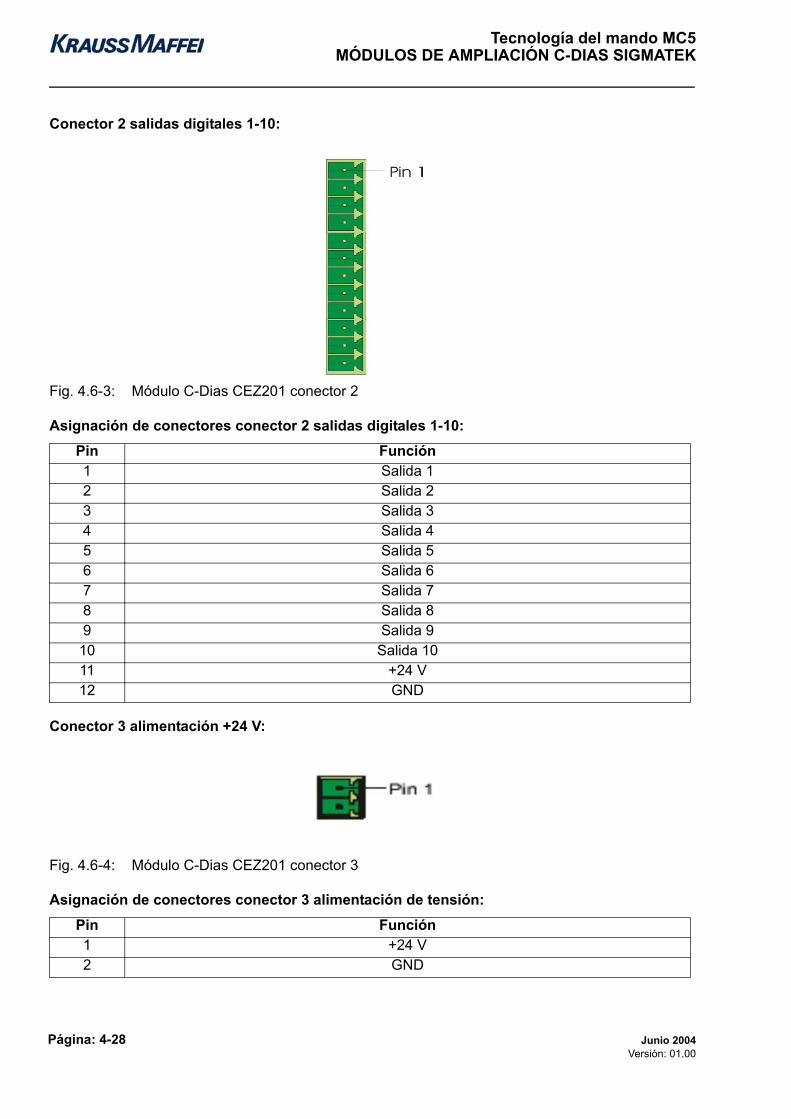
Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-28 Junio 2004Versión: 01.00
Conector 2 salidas digitales 1-10:
Fig. 4.6-3: Módulo C-Dias CEZ201 conector 2
Asignación de conectores conector 2 salidas digitales 1-10:
Conector 3 alimentación +24 V:
Fig. 4.6-4: Módulo C-Dias CEZ201 conector 3
Asignación de conectores conector 3 alimentación de tensión:
Pin Función1 Salida 12 Salida 23 Salida 34 Salida 45 Salida 56 Salida 67 Salida 78 Salida 89 Salida 9
10 Salida 1011 +24 V12 GND
Pin Función1 +24 V2 GND

TECNOLOGÍA DEL MANDO MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Junio 2004 Página: 4-29 Versión: 01.00
4.6.1 EJEMPLOS DEL CIRCUITO DE CONEXIONES MÓDULO C-DIASCEZ201
Fig. 4.6-5: Extracto del circuito de conexiones módulo C-Dias CEZ201
Veáse la página siguiente
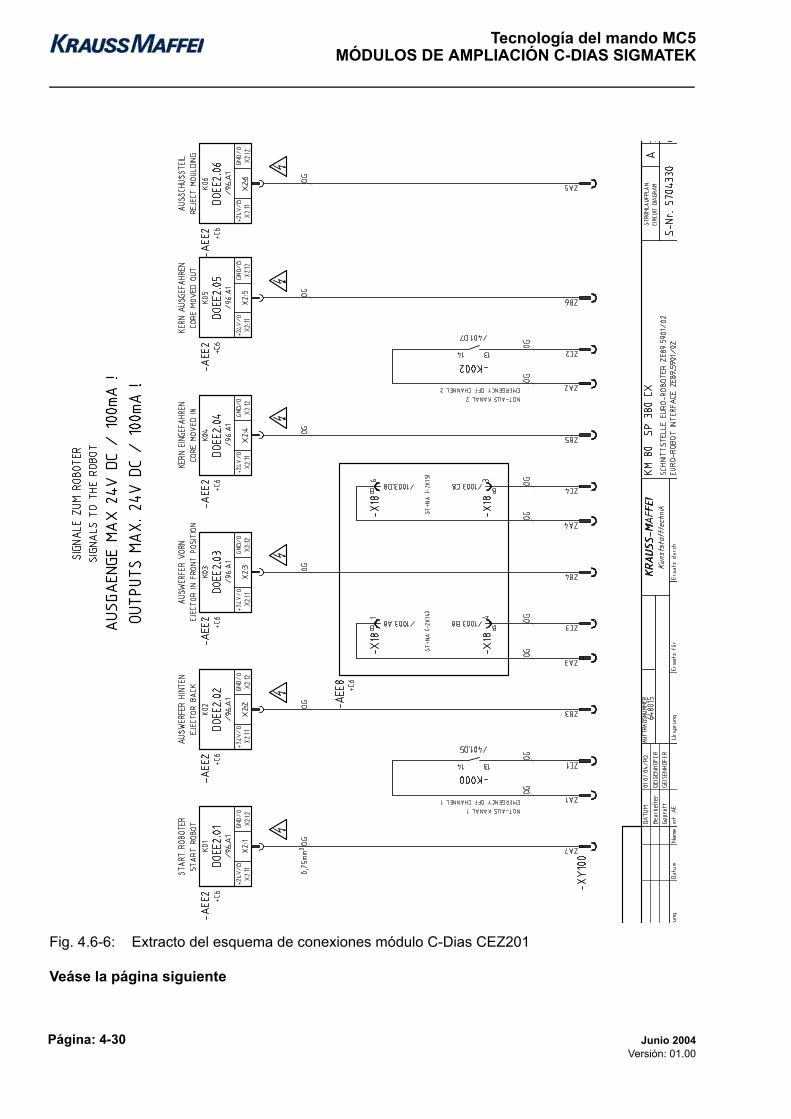
Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-30 Junio 2004Versión: 01.00
Fig. 4.6-6: Extracto del esquema de conexiones módulo C-Dias CEZ201
Veáse la página siguiente
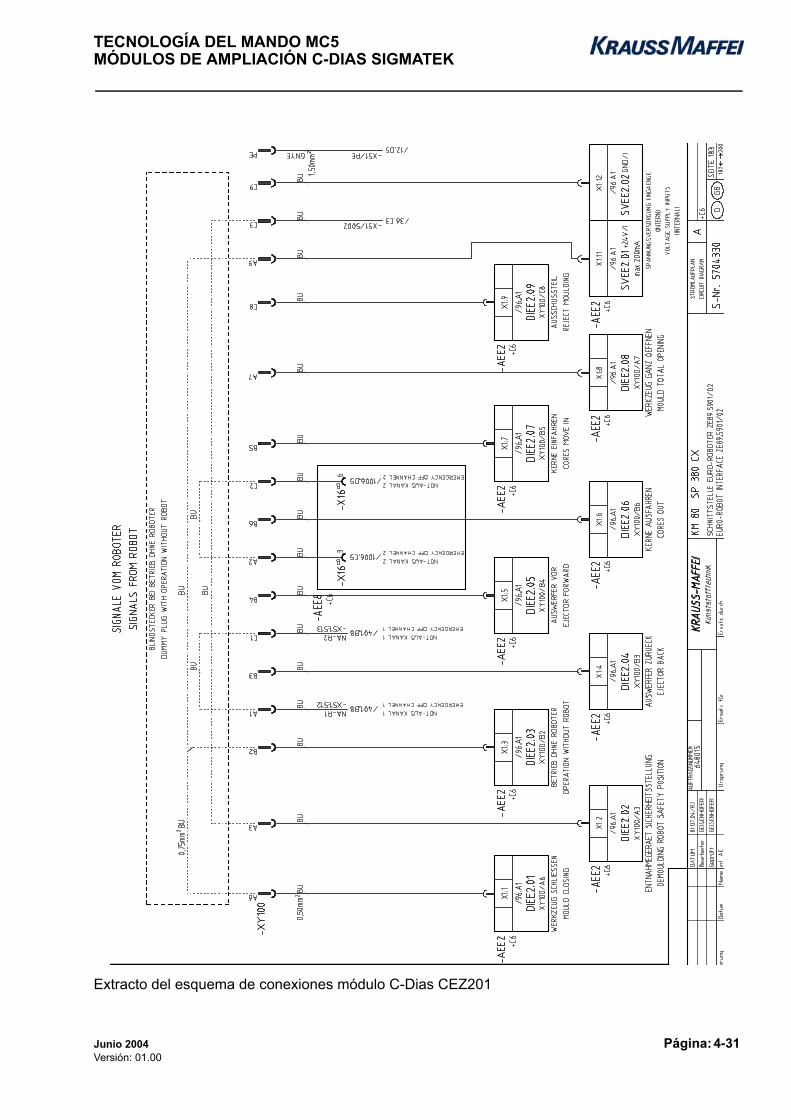
TECNOLOGÍA DEL MANDO MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Junio 2004 Página: 4-31 Versión: 01.00
Extracto del esquema de conexiones módulo C-Dias CEZ201
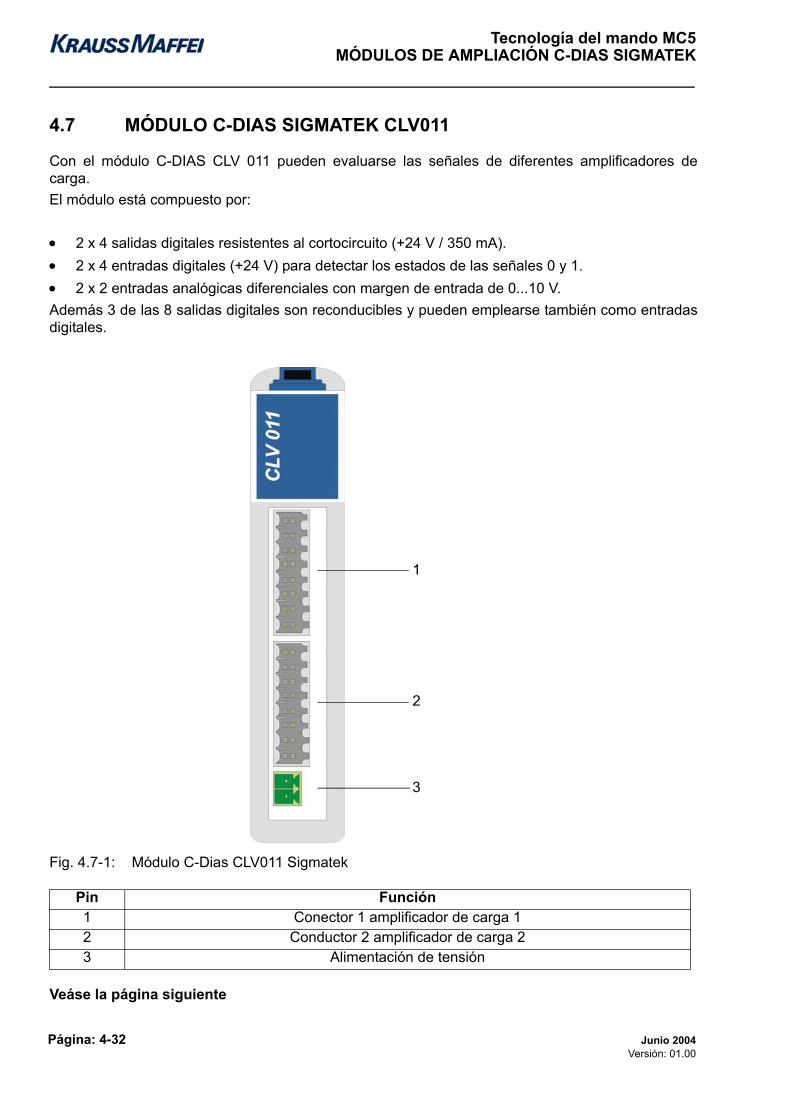
Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-32 Junio 2004Versión: 01.00
4.7 MÓDULO C-DIAS SIGMATEK CLV011
Con el módulo C-DIAS CLV 011 pueden evaluarse las señales de diferentes amplificadores decarga.El módulo está compuesto por:
• 2 x 4 salidas digitales resistentes al cortocircuito (+24 V / 350 mA).• 2 x 4 entradas digitales (+24 V) para detectar los estados de las señales 0 y 1.• 2 x 2 entradas analógicas diferenciales con margen de entrada de 0...10 V.Además 3 de las 8 salidas digitales son reconducibles y pueden emplearse también como entradasdigitales.
Fig. 4.7-1: Módulo C-Dias CLV011 Sigmatek
Veáse la página siguiente
Pin Función1 Conector 1 amplificador de carga 12 Conductor 2 amplificador de carga 23 Alimentación de tensión
1
2
3
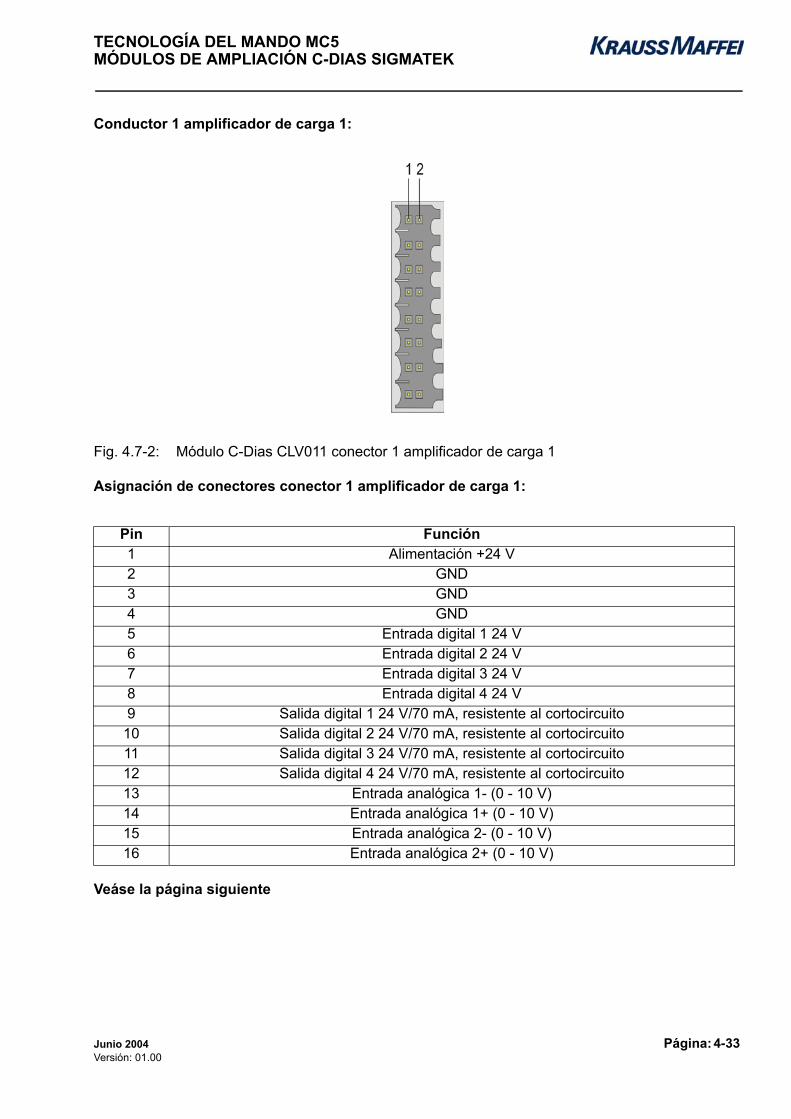
TECNOLOGÍA DEL MANDO MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Junio 2004 Página: 4-33 Versión: 01.00
Conductor 1 amplificador de carga 1:
Fig. 4.7-2: Módulo C-Dias CLV011 conector 1 amplificador de carga 1
Asignación de conectores conector 1 amplificador de carga 1:
Veáse la página siguiente
Pin Función1 Alimentación +24 V2 GND3 GND4 GND5 Entrada digital 1 24 V6 Entrada digital 2 24 V7 Entrada digital 3 24 V8 Entrada digital 4 24 V9 Salida digital 1 24 V/70 mA, resistente al cortocircuito
10 Salida digital 2 24 V/70 mA, resistente al cortocircuito11 Salida digital 3 24 V/70 mA, resistente al cortocircuito12 Salida digital 4 24 V/70 mA, resistente al cortocircuito13 Entrada analógica 1- (0 - 10 V)14 Entrada analógica 1+ (0 - 10 V)15 Entrada analógica 2- (0 - 10 V)16 Entrada analógica 2+ (0 - 10 V)

Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-34 Junio 2004Versión: 01.00
Conductor 2 amplificador de carga 2:
Fig. 4.7-3: Módulo C-Dias conector 2 amplificador de carga 2
Asignación de conectores conector 2 amplificador de carga 2:
Fig. 4.7-4: Módulo C-Dias CLV011 conector 3 alimentación de tensión
Pin Función1 Alimentación +24 V2 GND3 GND4 GND5 Entrada digital 5 24 V6 Entrada digital 6 24 V7 Entrada digital 7 24 V8 Entrada digital 8 24 V9 Salida digital 5 24 V/70 mA, resistente al cortocircuito
10 Salida digital 6 24 V/70 mA, resistente al cortocircuito11 Salida digital 7 24 V/70 mA, resistente al cortocircuito12 Salida digital 8 24 V/70 mA, resistente al cortocircuito13 Entrada analógica 3- (0 - 10 V)14 Entrada analógica 3+ (0 - 10 V)15 Entrada analógica 4- (0 - 10 V)16 Entrada analógica 4+ (0 - 10 V)
Pin Función1 Alimentación de tensión +24 V2 GND

TECNOLOGÍA DEL MANDO MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Junio 2004 Página: 4-35 Versión: 01.00
4.7.0.1 EJEMPLOS DEL CIRCUITO DE CONEXIONES MÓDULO C-DIASCLV011
Fig. 4.7-5: Extracto del circuito de conexiones módulo C-Dias CLV011
Veáse la página siguiente

Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-36 Junio 2004Versión: 01.00
Fig. 4.7-6: Extracto del circuito de conexiones módulo C-Dias CLV011
Veáse la página siguiente

TECNOLOGÍA DEL MANDO MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Junio 2004 Página: 4-37 Versión: 01.00
Fig. 4.7-7: Extracto del circuito de conexiones módulo C-Dias CLV011

Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-38 Junio 2004Versión: 01.00
Libre para anotaciones

TECNOLOGÍA DEL MANDO MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Junio 2004 Página: 4-39 Versión: 01.00
4.8 MÓDULO DEL PROCESADOR C-DIAS SIGMATEK CCL721
El módulo del procesador C-Dias CCL721 ejecuta una parte asignada (por ejemplo, las interfacesseriales) del programa de mando. Con el convertidor DC/DC interno se alimenta la totalidad de losmódulos en un portamódulos (tensión de alimentación interna +5 V).
Fig. 4.8-1: Módulo C-Dias CCL721
Veáse la página siguiente
No. Función1 Batería de la memoria intermedia (RENATA 3 V, CR2450N)2 Bus DIAS3 Bus DIAS4 Bus CAN5 Interfaz serial RS2326 Alimentación de tensión
1
2
3
4
5
6
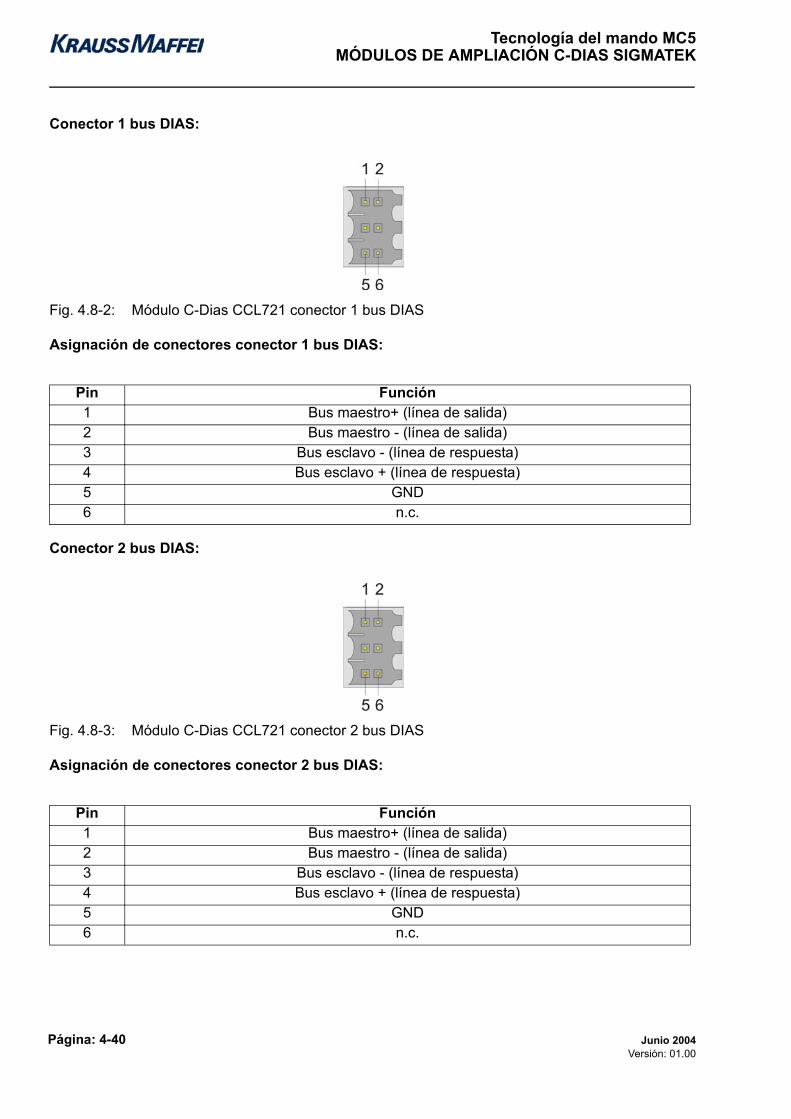
Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-40 Junio 2004Versión: 01.00
Conector 1 bus DIAS:
Fig. 4.8-2: Módulo C-Dias CCL721 conector 1 bus DIAS
Asignación de conectores conector 1 bus DIAS:
Conector 2 bus DIAS:
Fig. 4.8-3: Módulo C-Dias CCL721 conector 2 bus DIAS
Asignación de conectores conector 2 bus DIAS:
Pin Función1 Bus maestro+ (línea de salida)2 Bus maestro - (línea de salida)3 Bus esclavo - (línea de respuesta)4 Bus esclavo + (línea de respuesta)5 GND6 n.c.
Pin Función1 Bus maestro+ (línea de salida)2 Bus maestro - (línea de salida)3 Bus esclavo - (línea de respuesta)4 Bus esclavo + (línea de respuesta)5 GND6 n.c.

TECNOLOGÍA DEL MANDO MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Junio 2004 Página: 4-41 Versión: 01.00
Conector 3 bus CAN:
Fig. 4.8-4: Módulo C-Dias CCL721 conector 3 bus CAN
Asignación de conectores conector 3 bus CAN:
Conector 4 interfaz serial (RS 232):
Fig. 4.8-5: Módulo C-Dias CCL721 conector 4 interfaz serial RS232
Pin Función1 CAN A (Low)2 CAN B (High)3 CAN A (Low)4 CAN B (High)5 GND6 +5 V
Pin Función1 RxD2 RTS3 TXT4 CTS5 GND6 n.c.7 n.c.8 n.c.9 n.c.
10 n.c.
Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-42 Junio 2004Versión: 01.00
Conector 5 alimentación de tensión:
Módulo C-Dias CCL721 conector 5 alimentación de tensiónAsignación de conectores conector 5 alimentación de tensión:
4.8.1 INDICADORES DE ESTADO MÓDULO DEL PROCESADOR C-DIAS CCL721
Fig. 4.8-6: Indicadores de estado módulo C-Dias CCL721
Los diodos se iluminan cuando en la pantalla aparece el parámetro en cuestión o cuando se puedemodificar.
Pin Función1 Alimentación de tensión +24 V2 GND
No. Función1 Diodo de estación CAN en rojo2 Diodo de la velocidad en baudios en rojo3 Sin función4 Tecla SET
1234

TECNOLOGÍA DEL MANDO MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Junio 2004 Página: 4-43 Versión: 01.00
4.8.2 PANTALLA DEL MÓDULO DEL PROCESADOR C-DIAS CCL721
Fig. 4.8-7: Pantalla del módulo C-Dias CCL721
El módulo del procesador CCL 721 dispone de una pantalla decimal de dos dígitos (visualización de7 segmentos) para las siguientes funciones:
• En la configuración del módulo del procesador se indican los parámetros en la pantalla (númerode estación y velocidad en baudios).
• Si mientras se ejecuta el programa se presenta un error o no se encuentra un programa deusuario válido, aparecerá un mensaje de error en la pantalla. En la pantalla se muestra alternati-vamente "Er" (= Error) y el código del error.
Veáse la página siguiente
No. Función1 Pantalla
1
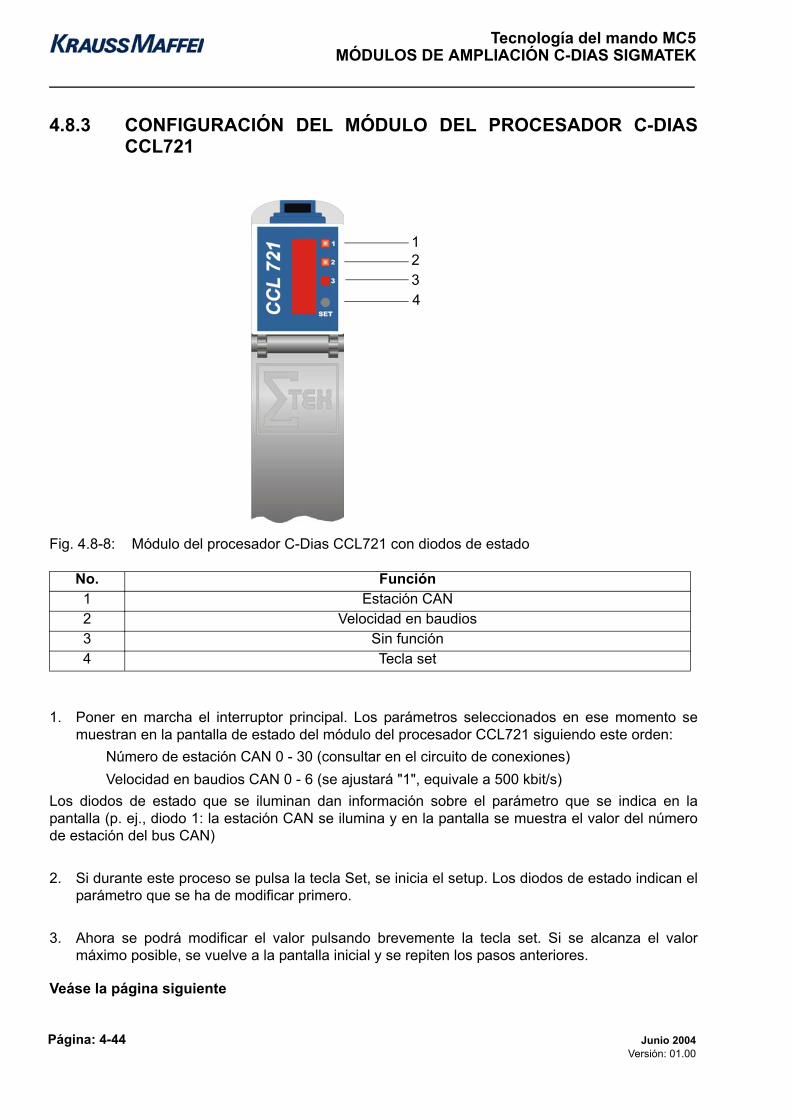
Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-44 Junio 2004Versión: 01.00
4.8.3 CONFIGURACIÓN DEL MÓDULO DEL PROCESADOR C-DIASCCL721
Fig. 4.8-8: Módulo del procesador C-Dias CCL721 con diodos de estado
1. Poner en marcha el interruptor principal. Los parámetros seleccionados en ese momento semuestran en la pantalla de estado del módulo del procesador CCL721 siguiendo este orden:
Número de estación CAN 0 - 30 (consultar en el circuito de conexiones)Velocidad en baudios CAN 0 - 6 (se ajustará "1", equivale a 500 kbit/s)
Los diodos de estado que se iluminan dan información sobre el parámetro que se indica en lapantalla (p. ej., diodo 1: la estación CAN se ilumina y en la pantalla se muestra el valor del númerode estación del bus CAN)
2. Si durante este proceso se pulsa la tecla Set, se inicia el setup. Los diodos de estado indican elparámetro que se ha de modificar primero.
3. Ahora se podrá modificar el valor pulsando brevemente la tecla set. Si se alcanza el valormáximo posible, se vuelve a la pantalla inicial y se repiten los pasos anteriores.
Veáse la página siguiente
No. Función1 Estación CAN2 Velocidad en baudios3 Sin función4 Tecla set
1234
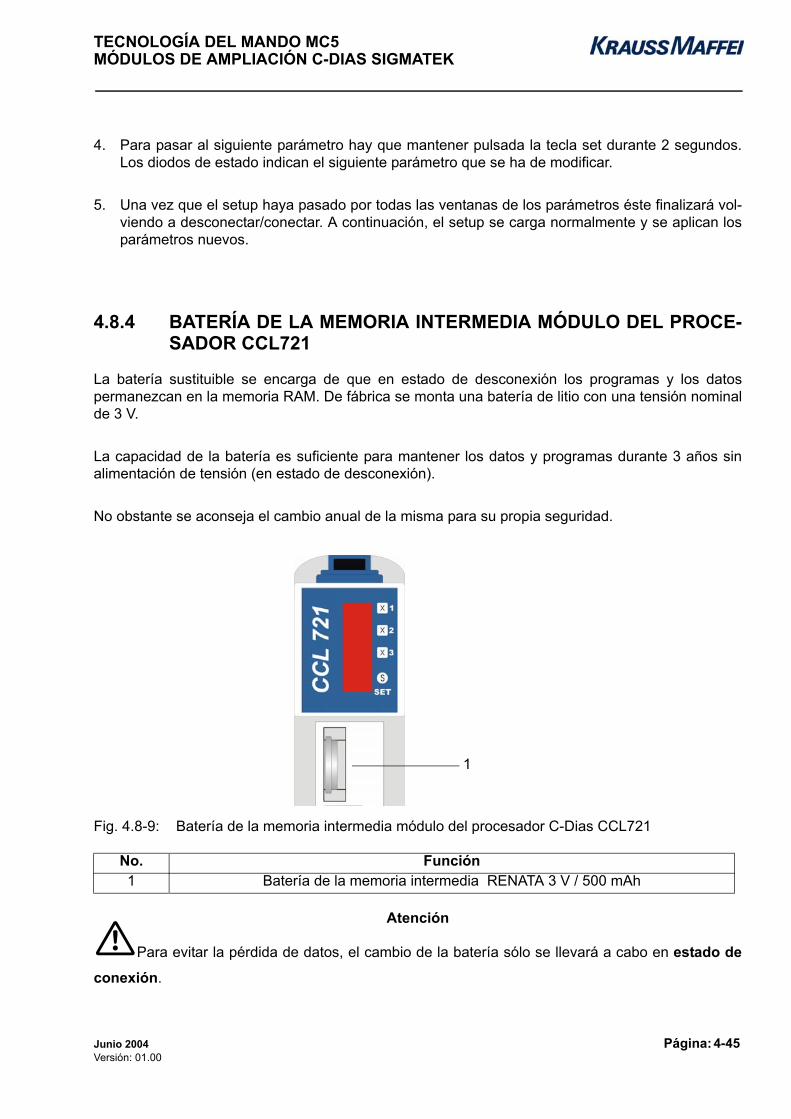
TECNOLOGÍA DEL MANDO MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Junio 2004 Página: 4-45 Versión: 01.00
4. Para pasar al siguiente parámetro hay que mantener pulsada la tecla set durante 2 segundos.Los diodos de estado indican el siguiente parámetro que se ha de modificar.
5. Una vez que el setup haya pasado por todas las ventanas de los parámetros éste finalizará vol-viendo a desconectar/conectar. A continuación, el setup se carga normalmente y se aplican losparámetros nuevos.
4.8.4 BATERÍA DE LA MEMORIA INTERMEDIA MÓDULO DEL PROCE-SADOR CCL721
La batería sustituible se encarga de que en estado de desconexión los programas y los datospermanezcan en la memoria RAM. De fábrica se monta una batería de litio con una tensión nominalde 3 V.
La capacidad de la batería es suficiente para mantener los datos y programas durante 3 años sinalimentación de tensión (en estado de desconexión).
No obstante se aconseja el cambio anual de la misma para su propia seguridad.
Fig. 4.8-9: Batería de la memoria intermedia módulo del procesador C-Dias CCL721
Atención
Para evitar la pérdida de datos, el cambio de la batería sólo se llevará a cabo en estado deconexión.
No. Función1 Batería de la memoria intermedia RENATA 3 V / 500 mAh
1

Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-46 Junio 2004Versión: 01.00
4.8.5 EJEMPLOS DEL CIRCUITO DE CONEXIÓN
Fig. 4.8-10: Extracto del circuito de conexión del módulo C-Dias CCL721
Veáse la página siguiente

TECNOLOGÍA DEL MANDO MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Junio 2004 Página: 4-47 Versión: 01.00
Fig. 4.8-11: Extracto del circuito de conexión del módulo C-Dias CCL721

Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-48 Junio 2004Versión: 01.00
Libre para anotaciones
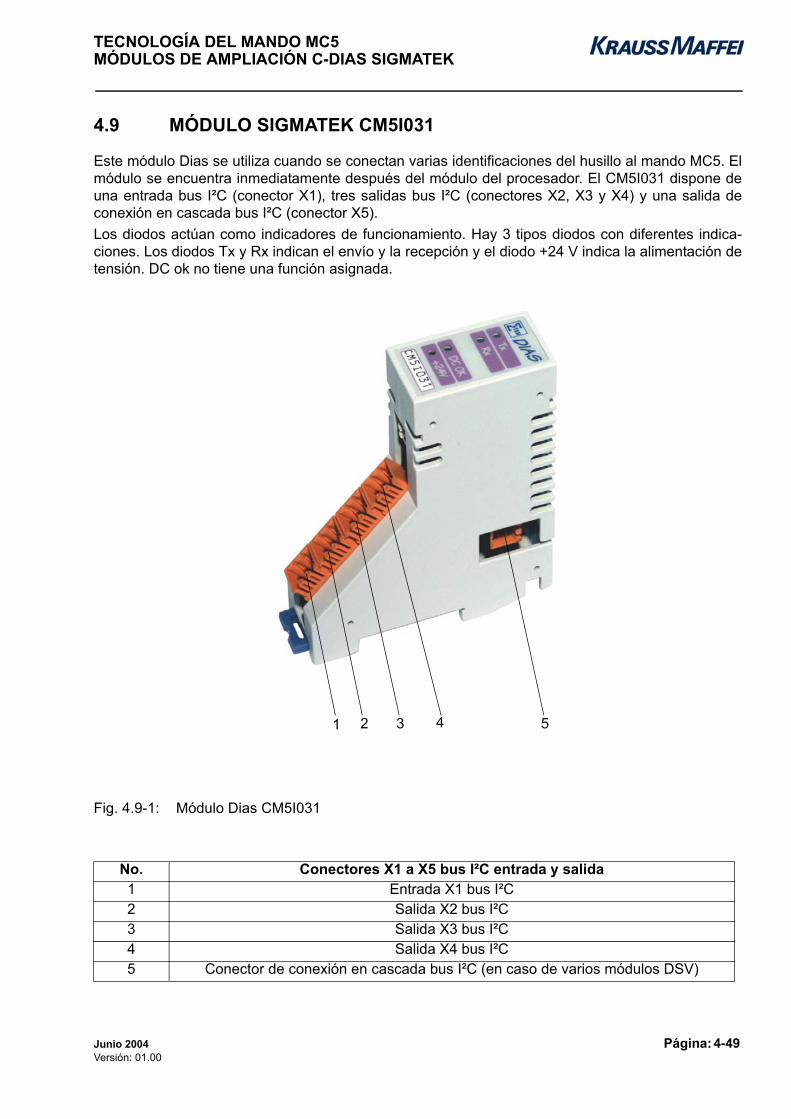
TECNOLOGÍA DEL MANDO MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Junio 2004 Página: 4-49 Versión: 01.00
4.9 MÓDULO SIGMATEK CM5I031
Este módulo Dias se utiliza cuando se conectan varias identificaciones del husillo al mando MC5. Elmódulo se encuentra inmediatamente después del módulo del procesador. El CM5I031 dispone deuna entrada bus I²C (conector X1), tres salidas bus I²C (conectores X2, X3 y X4) y una salida deconexión en cascada bus I²C (conector X5).Los diodos actúan como indicadores de funcionamiento. Hay 3 tipos diodos con diferentes indica-ciones. Los diodos Tx y Rx indican el envío y la recepción y el diodo +24 V indica la alimentación detensión. DC ok no tiene una función asignada.
Fig. 4.9-1: Módulo Dias CM5I031
No. Conectores X1 a X5 bus I²C entrada y salida1 Entrada X1 bus I²C2 Salida X2 bus I²C3 Salida X3 bus I²C4 Salida X4 bus I²C5 Conector de conexión en cascada bus I²C (en caso de varios módulos DSV)
1 2 3 4 5

Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-50 Junio 2004Versión: 01.00
Conector X1 entrada del bus I²C:
Fig. 4.9-2: Módulo Dias CM5I031 conector 1 entrada del bus I²C
Conector X2 salida del bus I²C
Fig. 4.9-3: Módulo Dias CM5I031 conector 2 salida del bus I²C
Pin Función1 Data-In (entrada de datos)2 Data-Out (salida de datos)3 Clock (impulso)4 Sin asignación5 GND6 Alimentación de tensión +24V
Pin Función1 Data-In (de la identificación del husillo)2 Data-Out (hacia la identificación del husillo)3 Clock (impulso)4 Sin asignación5 GND6 Alimentación de tensión +24V

TECNOLOGÍA DEL MANDO MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Junio 2004 Página: 4-51 Versión: 01.00
Conector X3 salida del bus I²C:
Fig. 4.9-4: Módulo Dias CM5I031 conector 3 salida del bus I²C
Conector X4 salida del bus I²C:
Fig. 4.9-5: Módulo Dias CM5I031 conector 4 salida del bus I²C
Pin Función1 Data-In (de la identificación del husillo)2 Data-Out (hacia la identificación del husillo)3 Clock (impulso)4 Sin asignación5 GND6 Alimentación de tensión +24 V
Pin Función1 Data-In (de la identificación del husillo)2 Data-Out (hacia la identificación del husillo)3 Clock (impulso)4 Sin asignación5 GND6 Alimentación de tensión +24
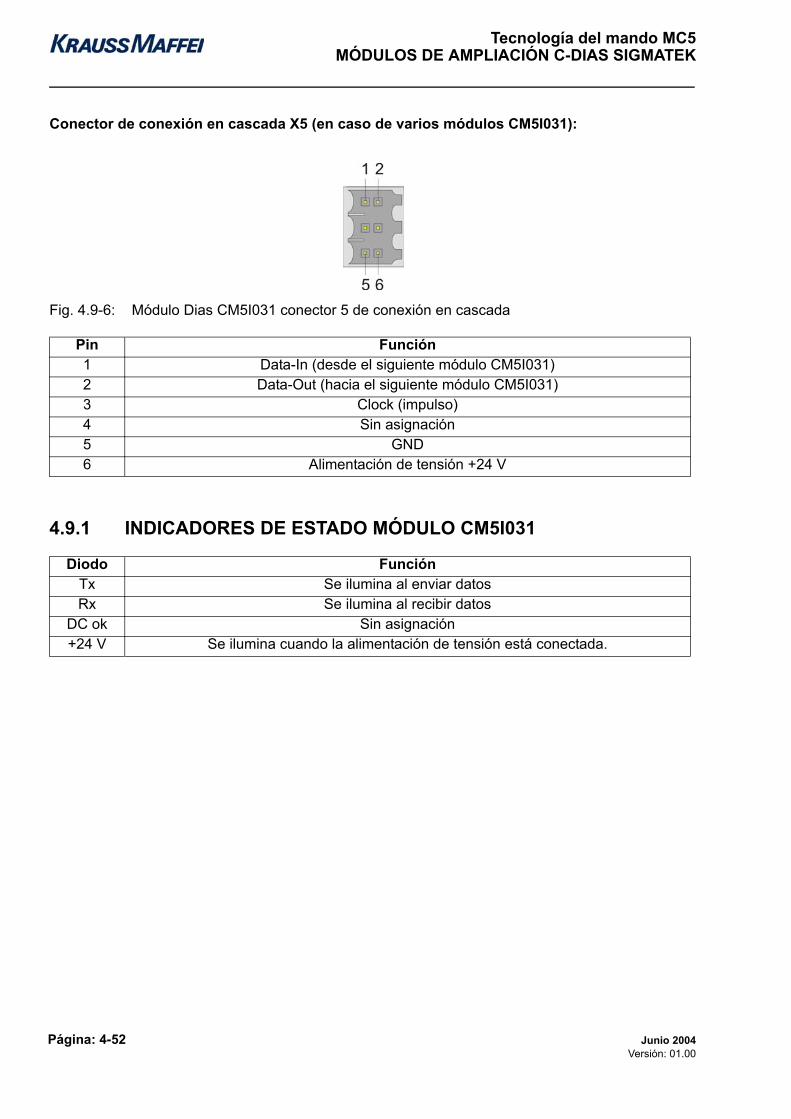
Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-52 Junio 2004Versión: 01.00
Conector de conexión en cascada X5 (en caso de varios módulos CM5I031):
Fig. 4.9-6: Módulo Dias CM5I031 conector 5 de conexión en cascada
4.9.1 INDICADORES DE ESTADO MÓDULO CM5I031
Pin Función1 Data-In (desde el siguiente módulo CM5I031)2 Data-Out (hacia el siguiente módulo CM5I031)3 Clock (impulso)4 Sin asignación5 GND6 Alimentación de tensión +24 V
Diodo FunciónTx Se ilumina al enviar datosRx Se ilumina al recibir datos
DC ok Sin asignación+24 V Se ilumina cuando la alimentación de tensión está conectada.

TECNOLOGÍA DEL MANDO MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Junio 2004 Página: 4-53 Versión: 01.00
4.9.2 DIRECCIONAMIENTO MÓDULO CM5I031
Fig. 4.9-7: Módulo Dias CM5I031 interruptor DIP
Fig. 4.9-8: Módulo Dias CM5I031 interruptor DIP
Fig. 4.9-9: Módulo Dias CM5I031 interruptor DIP
Direccionamiento no autorizada:
Interruptor Función1 OFF Dirección 0, primer módulo CM5I0312 OFF
Interruptor Función1 ON Dirección 1, segundo módulo CM5I0312 OFF
Interruptor Función1 OFF Dirección 2, tercer módulo CM5I0312 ON
Interruptor Función1 ON no autorizado2 ON
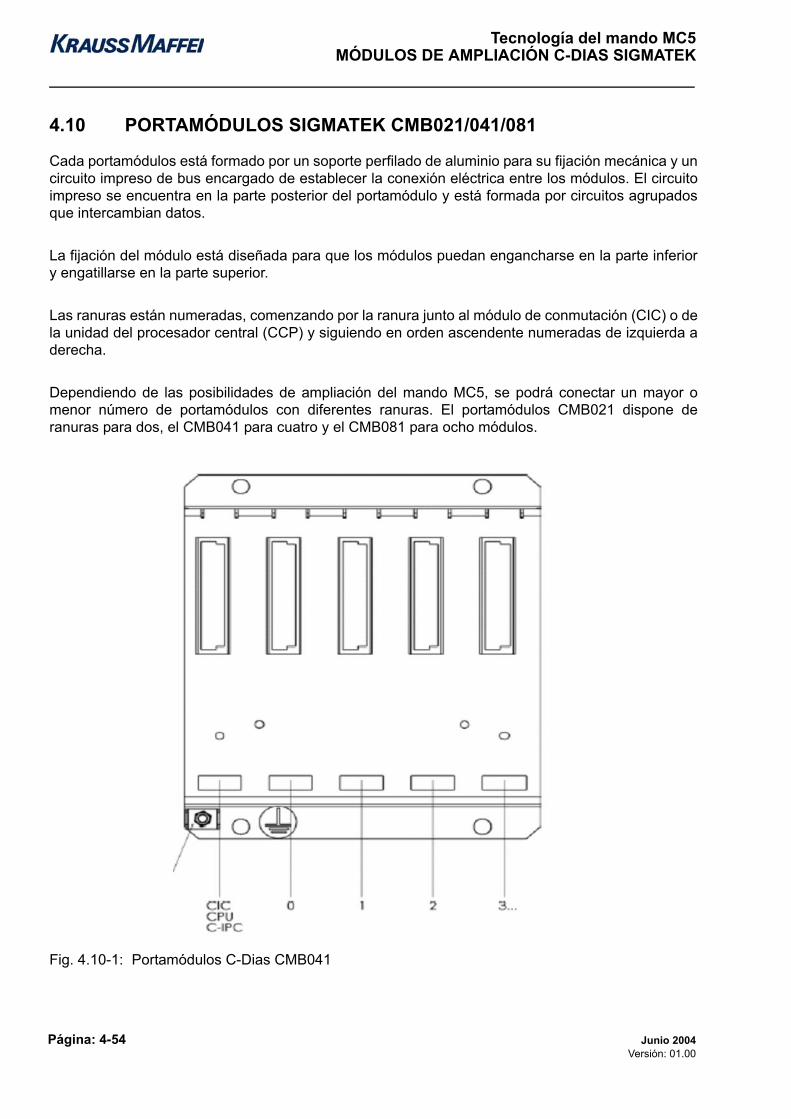
Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-54 Junio 2004Versión: 01.00
4.10 PORTAMÓDULOS SIGMATEK CMB021/041/081
Cada portamódulos está formado por un soporte perfilado de aluminio para su fijación mecánica y uncircuito impreso de bus encargado de establecer la conexión eléctrica entre los módulos. El circuitoimpreso se encuentra en la parte posterior del portamódulo y está formada por circuitos agrupadosque intercambian datos.
La fijación del módulo está diseñada para que los módulos puedan engancharse en la parte inferiory engatillarse en la parte superior.
Las ranuras están numeradas, comenzando por la ranura junto al módulo de conmutación (CIC) o dela unidad del procesador central (CCP) y siguiendo en orden ascendente numeradas de izquierda aderecha.
Dependiendo de las posibilidades de ampliación del mando MC5, se podrá conectar un mayor omenor número de portamódulos con diferentes ranuras. El portamódulos CMB021 dispone deranuras para dos, el CMB041 para cuatro y el CMB081 para ocho módulos.
Fig. 4.10-1: Portamódulos C-Dias CMB041

TECNOLOGÍA DEL MANDO MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Junio 2004 Página: 4-55 Versión: 01.00
Libre para anotaciones

Tecnología del mando MC5MÓDULOS DE AMPLIACIÓN C-DIAS SIGMATEK
Página: 4-56 Junio 2004Versión: 01.00
Libre para anotaciones
TECNOLOGÍA DEL MANDO MC5
Junio 2004 Página: 5-1 Versión: 01.00
Capítulo 5
Calibrado

Tecnología del mando MC5
Página: 5-2 Junio 2004Versión: 01.00
Libre para anotaciones
TECNOLOGÍA DEL MANDO MC5
Junio 2004 Página: 5-3 Versión: 01.00
5 CALIBRADO 4
5.1 AJUSTE DEL TRANSDUCTOR DE RECORRIDO ............................................................ 45.2 AJUSTE DE LA BOMBA 1 ................................................................................................. 65.2.1 AJUSTE DE LA PRESIÓN DE LA BOMBA 1..................................................................... 65.2.2 AJUSTE DE VOLUMEN DE LA BOMBA 1 A TRAVÉS DE LA FUNCIÓN INYECTAR...... 95.2.2.1 AJUSTE DE VOLUMEN DE LA BOMBA 1, SUPERFICIES ACTIVAS DEL
CILINDRO DE INYECCIÓN, CÁLCULO DE LA TENSIÓN DEL PUNTO CERO (VOLUMEN DE LA BOMBA DE REGULACIÓN MAYOR QUE EL DE LA BOMBA CONSTANTE) 11
5.3 AJUSTE DE LA BOMBA 2 .............................................................................................. 145.3.1 AJUSTE DE LA PRESIÓN DE LA BOMBA 2 .................................................................. 145.3.2 AJUSTE DEL VOLUMEN DE LA BOMBA 2 .................................................................... 175.4 AJUSTE DEL CIERRE ..................................................................................................... 225.4.1 AJUSTE DEL VOLUMEN DEL CIERRE .......................................................................... 225.5 AJUSTE DEL EXPULSOR ............................................................................................... 265.5.1 AJUSTE DEL VOLUMEN DE LOS EXPULSORES ......................................................... 265.5.2 AJUSTE DE LA PRESIÓN DE LOS EXPULSORES........................................................ 305.6 AJUSTE DEL INYECTOR ................................................................................................ 345.6.1 AJUSTE DEL VOLUMEN DE LA INYECCIÓN................................................................. 345.6.1.1 AJUSTE DEL RETROCESO DEL HUSILLO.................................................................... 365.6.1.2 AJUSTE DE LA INYECCIÓN ........................................................................................... 365.7 CALIBRADO DEL COJÍN A PRESIÓN Y DEL BLOQUEO .............................................. 375.7.1 CALIBRAR EL COJÍN A PRESIÓN.................................................................................. 385.7.2 FIJAR EL PUNTO CERO DEL COJÍN A PRESIÓN......................................................... 41
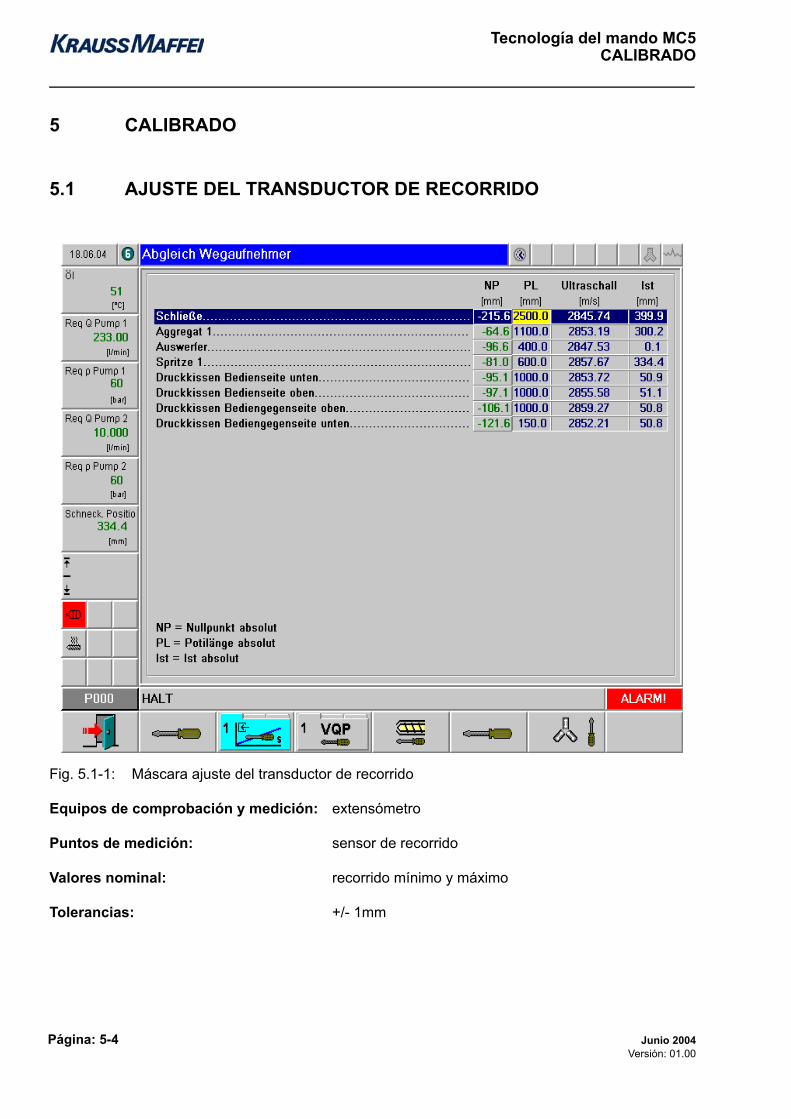
Tecnología del mando MC5CALIBRADO
Página: 5-4 Junio 2004Versión: 01.00
5 CALIBRADO
5.1 AJUSTE DEL TRANSDUCTOR DE RECORRIDO
Fig. 5.1-1: Máscara ajuste del transductor de recorrido
Equipos de comprobación y medición: extensómetro
Puntos de medición: sensor de recorrido
Valores nominal: recorrido mínimo y máximo
Tolerancias: +/- 1mm
TECNOLOGÍA DEL MANDO MC5CALIBRADO
Junio 2004 Página: 5-5 Versión: 01.00
Método:Máscara ajuste del transductor de recorrido (véase 5.1-1):1. Llevar el sensor de recorrido a una posición arbitraria (cercana al punto cero en la medida de lo
posible). Está representada una tabla para el punto cero (NP), la longitud del potenciómetro(PL), el ultrasonido (parámetro de velocidad Vus) y el valor real. En esta tabla está descrito elpunto del recorrido del sistema de medición del recorrido correspondiente.
2. Introducir la posición medida del sensor de recorrido en la columna del valor real "Ist". Atención:observar la altura de montaje mínima del molde y la profundidad de inmersión de la tobera.
3. Llevar el sensor del recorrido a varias posiciones y comparar el valor que se muestra con el valorreal medido.
IndicaciónAl realizar el montaje de los de los sistemas de medición del recorrido se observará que nose obstaculicen los desplazamientos (posición de montaje del sistema de medición delrecorrido).Si está montado el tipo P111, la longitud del potenciómetro y el valor del ultrasonido setransmiten automáticamente a través de la interfaz inteligente al módulo de función.En el caso del tipo P110 se ha de introducir en la tabla la longitud del potenciómetro y elvalor del ultrasonido manualmente.
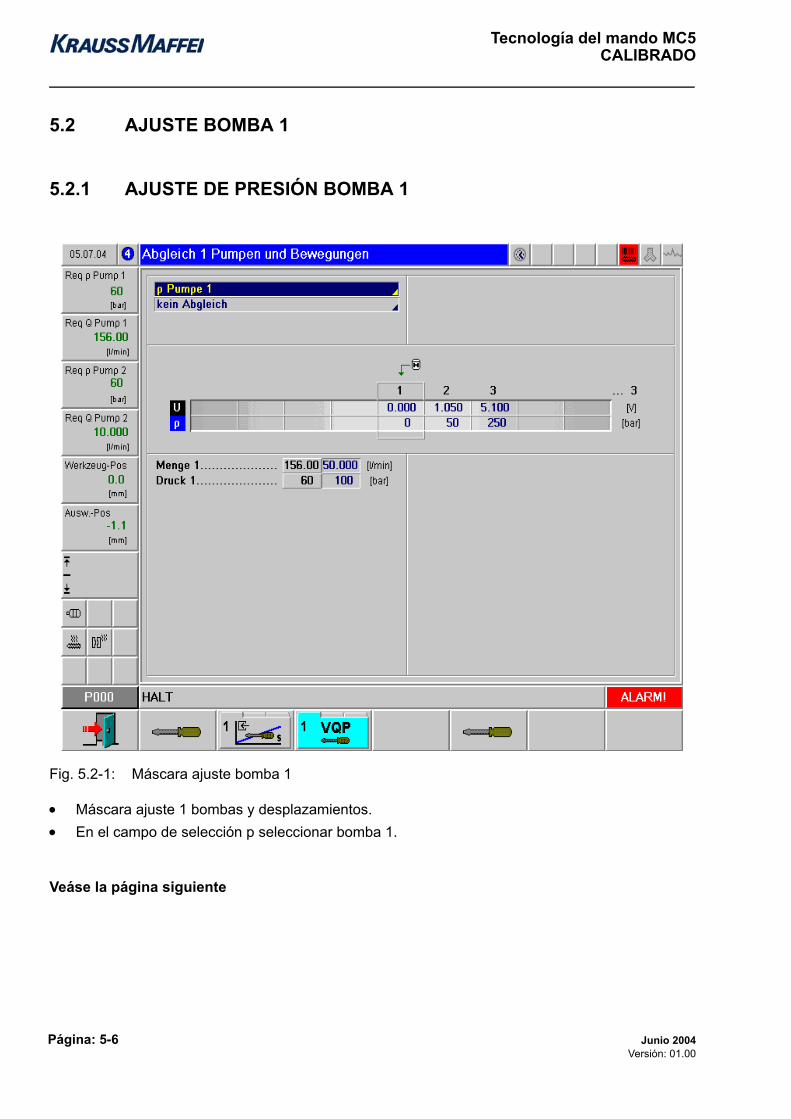
Tecnología del mando MC5CALIBRADO
Página: 5-6 Junio 2004Versión: 01.00
5.2 AJUSTE BOMBA 1
5.2.1 AJUSTE DE PRESIÓN BOMBA 1
Fig. 5.2-1: Máscara ajuste bomba 1
• Máscara ajuste 1 bombas y desplazamientos.• En el campo de selección p seleccionar bomba 1.
Veáse la página siguiente

TECNOLOGÍA DEL MANDO MC5CALIBRADO
Junio 2004 Página: 5-7 Versión: 01.00
Fig. 5.2-2: Máscara ajuste p bomba 1
Equipos de comprobación y medición: manómetro digital
Puntos de medición: X020
Tolerancias: +/- 1 bar
Condiciones:• Temperatura del aceite 45 °C (temperatura de servicio)• Limitación de la presión ajustada
Veáse la página siguiente

Tecnología del mando MC5CALIBRADO
Página: 5-8 Junio 2004Versión: 01.00
Método:
1. Si está instalado cerrar el acumulador y desacoplar el interruptor de presión BP581.2. Conectar el manómetro X020.3. Máscara ajuste 1 bombas y desplazamientos.4. Seleccionar el servicio de ajuste y activar el ajuste de la bomba 1 presión.5. Introducir en el campo de entrada presión 1 50 bar y volumen 1 20% de Qmax.6. Seleccionar el tipo de servicio manual. Se tiene que mostrar el paso P166 ajuste análogo.7. Comparar el valor del manómetro indicado con el valor introducido en el campo de entrada pre-
sión 1. Si fuera necesario añadir el punto de apoyo nuevo (50 bar) en la curva característica depresión y modificar la tensión de salida hasta que el valor real coincida con el valor nominal.
8. Comprobar la linealidad de la curva característica con 100 bar, 150 bar y 200 bar (En CX ampliarla comprobación de la curva característica correspondientemente).
9. Si está instalado volver a abrir el acumulador y a acoplar el conector del interruptor de presiónBP581.
IndicaciónEs necesario introducir el punto de apoyo mínimo (punto cero de presión). (Atención: En labomba constante y en la de regulación no debe haber efecto succionador.)Se tiene que introducir el punto de apoyo para la presión máxima (valor mayor que F0130).La presión máxima sólo se puede comprobar en CX si se garantiza que las válvulas Q013 yQ014 están alimentadas.Las modificaciones en la línea característica influyen inmediatamente en la salida.

TECNOLOGÍA DEL MANDO MC5CALIBRADO
Junio 2004 Página: 5-9 Versión: 01.00
5.2.2 AJUSTE DE VOLUMEN DE LA BOMBA 1 A TRAVÉS DE LA FUN-CIÓN INYECTAR
Fig. 5.2-3: Máscara ajuste Q bomba 1
• Máscara ajuste 1 bombas y desplazamiento.• En el campo de selección Q seleccionar bomba 1.
Veáse la página siguiente

Tecnología del mando MC5CALIBRADO
Página: 5-10 Junio 2004Versión: 01.00
Fig. 5.2-4: Máscara ajuste Q bomba 1
Equipos de comprobación y medición: valor real de la velocidad de inyección
Puntos de medición: máscara ajuste inyección
Tolerancias: +/- 1%
Condiciones:• Temperatura del aceite 45 °C (temperatura de servicio).• Presión de pretensión de la bomba y limitación de presión ajustadas.• Sensor de presión BP080 en perfecto estado.• Limitación de presión (F0100, F0130, F0140) ajustada.• Plastificación a temperatura de trabajo, tolva de material cerrada y plastificación inyectada por
completo o husillo desacoplado.
Veáse la página siguiente

TECNOLOGÍA DEL MANDO MC5CALIBRADO
Junio 2004 Página: 5-11 Versión: 01.00
5.2.2.1 AJUSTE DE VOLUMEN DE LA BOMBA 1, SUPERFICIES ACTIVAS DELCILINDRO DE INYECCIÓN, CÁLCULO DE LA TENSIÓN DEL PUNTO CERO(VOLUMEN DE LA BOMBA DE REGULACIÓN MAYOR QUE EL DE LABOMBA CONSTANTE)
Equipos de comprobación y medición: manómetro de la máquina
Condiciones:• Temperatura del aceite 45 °C.• Limitación de la presión ajustada
Método:1. Si está instalado cerrar el acumulador y desacoplar el interruptor de presión BP581.2. Conectar el manómetro X020.
Atención
En la bomba constante y en la de regulación no debe haber efecto succionador.
Máscara ajuste 1 bomba y desplazamientos.3. Seleccionar el servicio de ajuste y activar la función ajuste p bomba 1.4. Introducir en el campo de entrada presión 1 200 bar y volumen 0 l/min.5. Seleccionar el tipo de servicio manual. Se tiene que mostrar el paso P166 ajuste análogo.6. Modificar la tensión en el punto de apoyo 1 hasta que la presión del sistema suba a 200 bar en el
manómetro de la máquina. Aumentar la tensión calculada 0,1 V e introducirla en el punto deapoyo 1.
Veáse la página siguiente
InyeccionesTipo
Superficie activa del cilindro de inyección [cm²]
SP 3000SP 4300SP 6100 706,8583SP 8100 855,2986
SP 12000 1104,4662SP 17200 1418,6254SP 24500 1809,5574SP 32000SP 42000SP 62000
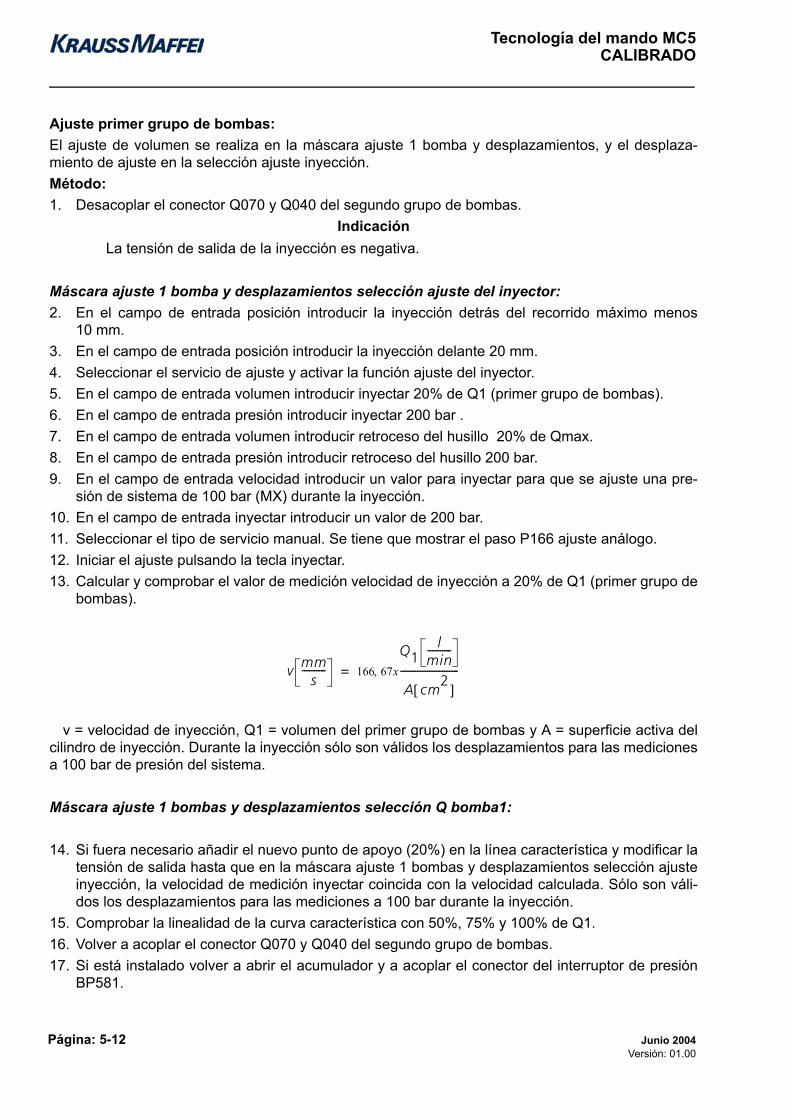
Tecnología del mando MC5CALIBRADO
Página: 5-12 Junio 2004Versión: 01.00
Ajuste primer grupo de bombas:El ajuste de volumen se realiza en la máscara ajuste 1 bomba y desplazamientos, y el desplaza-miento de ajuste en la selección ajuste inyección.Método:1. Desacoplar el conector Q070 y Q040 del segundo grupo de bombas.
IndicaciónLa tensión de salida de la inyección es negativa.
Máscara ajuste 1 bomba y desplazamientos selección ajuste del inyector:2. En el campo de entrada posición introducir la inyección detrás del recorrido máximo menos
10 mm.3. En el campo de entrada posición introducir la inyección delante 20 mm.4. Seleccionar el servicio de ajuste y activar la función ajuste del inyector.5. En el campo de entrada volumen introducir inyectar 20% de Q1 (primer grupo de bombas).6. En el campo de entrada presión introducir inyectar 200 bar .7. En el campo de entrada volumen introducir retroceso del husillo 20% de Qmax.8. En el campo de entrada presión introducir retroceso del husillo 200 bar.9. En el campo de entrada velocidad introducir un valor para inyectar para que se ajuste una pre-
sión de sistema de 100 bar (MX) durante la inyección.10. En el campo de entrada inyectar introducir un valor de 200 bar.11. Seleccionar el tipo de servicio manual. Se tiene que mostrar el paso P166 ajuste análogo.12. Iniciar el ajuste pulsando la tecla inyectar.13. Calcular y comprobar el valor de medición velocidad de inyección a 20% de Q1 (primer grupo de
bombas).
v = velocidad de inyección, Q1 = volumen del primer grupo de bombas y A = superficie activa delcilindro de inyección. Durante la inyección sólo son válidos los desplazamientos para las medicionesa 100 bar de presión del sistema.
Máscara ajuste 1 bombas y desplazamientos selección Q bomba1:
14. Si fuera necesario añadir el nuevo punto de apoyo (20%) en la línea característica y modificar latensión de salida hasta que en la máscara ajuste 1 bombas y desplazamientos selección ajusteinyección, la velocidad de medición inyectar coincida con la velocidad calculada. Sólo son váli-dos los desplazamientos para las mediciones a 100 bar durante la inyección.
15. Comprobar la linealidad de la curva característica con 50%, 75% y 100% de Q1.16. Volver a acoplar el conector Q070 y Q040 del segundo grupo de bombas.17. Si está instalado volver a abrir el acumulador y a acoplar el conector del interruptor de presión
BP581.
v mms
---------- 166 67xQ1
lmin----------
A cm2
[ ]------------------------,=

TECNOLOGÍA DEL MANDO MC5CALIBRADO
Junio 2004 Página: 5-13 Versión: 01.00
Libre para anotaciones
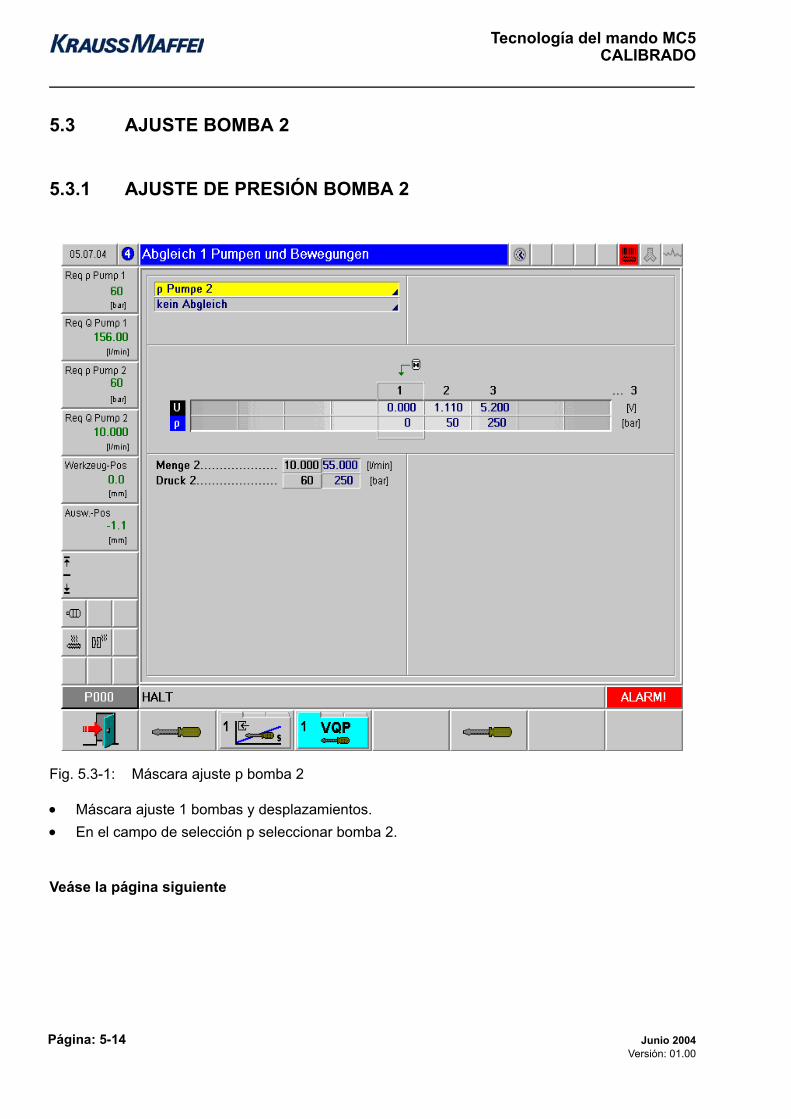
Tecnología del mando MC5CALIBRADO
Página: 5-14 Junio 2004Versión: 01.00
5.3 AJUSTE BOMBA 2
5.3.1 AJUSTE DE PRESIÓN BOMBA 2
Fig. 5.3-1: Máscara ajuste p bomba 2
• Máscara ajuste 1 bombas y desplazamientos.• En el campo de selección p seleccionar bomba 2.
Veáse la página siguiente

TECNOLOGÍA DEL MANDO MC5CALIBRADO
Junio 2004 Página: 5-15 Versión: 01.00
Fig. 5.3-2: Máscara ajuste p bomba 2
Equipos de comprobación y medición: manómetro digital
Puntos de medición: X040
Tolerancias: +/- 1 bar
Condiciones:• Temperatura del aceite 45 °C (temperatura de servicio)• Limitación de la presión ajustada
Tecnología del mando MC5CALIBRADO
Página: 5-16 Junio 2004Versión: 01.00
Método:
1. Conectar el manómetro X040.2. Si está instalado cerrar el acumulador y desacoplar el interruptor de presión BP581.Máscara ajuste 1 bombas y desplazamientos selección p bomba 2:3. Ajustar en el campo de entrada presión 2 50 bar y en volumen 2 20% de Q2 (segundo grupo de
bombas).4. Seleccionar el servicio de ajuste y activar la función p bomba 2.5. Seleccionar el tipo de servicio manual. Se tiene que mostrar el paso P166 ajuste analógo.6. Comparar el valor del manómetro indicado con el valor introducido en el campo de entrada pre-
sión 2. Si fuera necesario añadir el punto de apoyo nuevo (50 bar) en la curva característica depresión y modificar la tensión de salida hasta que el valor real coincida con el valor teórico.
7. Comprobar la linealidad de la curva característica con 100 , 150 y 200 bar.8. Si está instalado volver a abrir el acumulador y a acoplar el conector del interruptor de presión
BP581.
IndicaciónEs necesario introducir el punto de apoyo mínimo (punto cero de presión). (Atención: En labomba constante y en la de regulación no debe haber efecto succionador.)El punto de apoyo de la presión máxima tiene que introducirse.Las modificaciones en la línea característica influyen inmediatamente en la emisión.
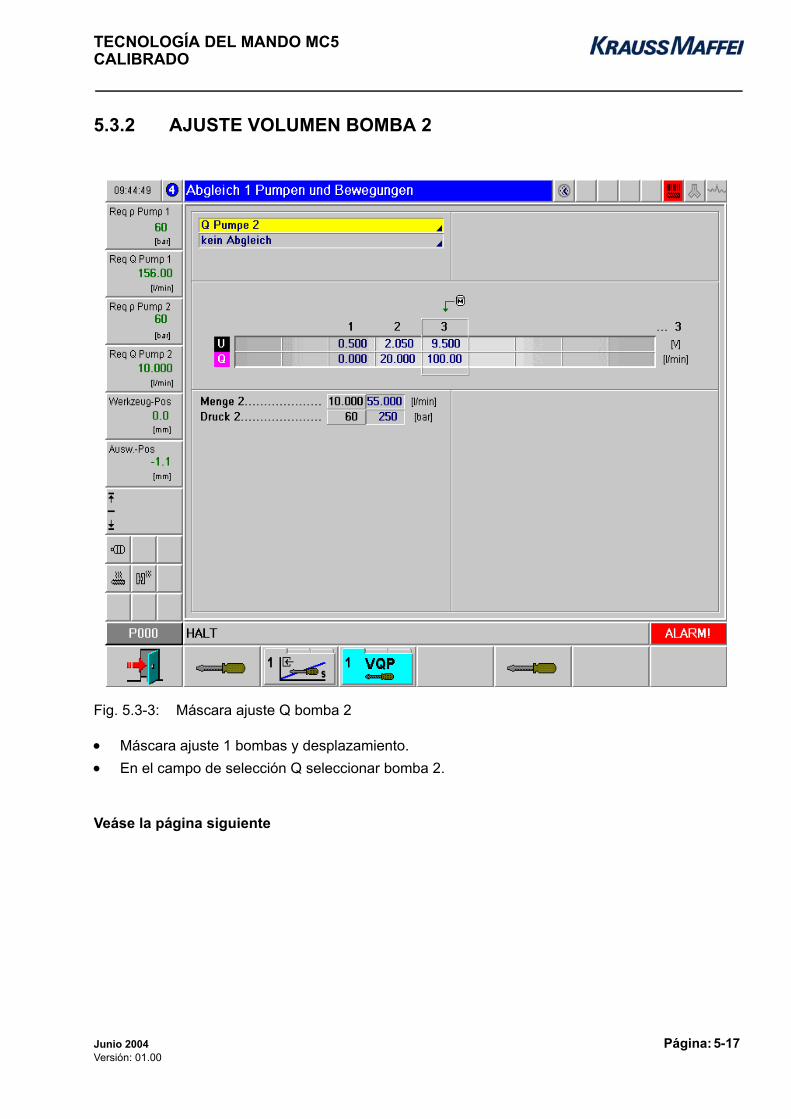
TECNOLOGÍA DEL MANDO MC5CALIBRADO
Junio 2004 Página: 5-17 Versión: 01.00
5.3.2 AJUSTE VOLUMEN BOMBA 2
Fig. 5.3-3: Máscara ajuste Q bomba 2
• Máscara ajuste 1 bombas y desplazamiento.• En el campo de selección Q seleccionar bomba 2.
Veáse la página siguiente

Tecnología del mando MC5CALIBRADO
Página: 5-18 Junio 2004Versión: 01.00
Fig. 5.3-4: Máscara ajuste Q bomba 2
Equipos de comprobación y medición: valor real de la velocidad de inyección
Puntos de medición: máscara ajuste inyección
Tolerancias: +/- 2%
Condiciones:• Temperatura del aceite 45 °C (temperatura de servicio).• Presión de pretensión de la bomba y limitación de presión ajustadas.• Sensor de presión BP084 en perfecto estado.• Limitación de la presión (F0400) ajustada.• Plastificación a temperatura de trabajo, tolva de material cerrada y plastificación inyectada por
completo o husillo desacoplado.
Veáse la página siguiente
TECNOLOGÍA DEL MANDO MC5CALIBRADO
Junio 2004 Página: 5-19 Versión: 01.00
Ajuste segundo grupo de bombas:El ajuste de volumen se realiza en la máscara ajuste 1 bomba y desplazamientos, y el desplaza-miento de ajuste en la selección ajuste del inyector.
Método:
1. Si está instalado cerrar el acumulador y desacoplar el conector del interruptor de presión BP581.Máscara ajuste 1 bomba y desplazamientos selección p bomba 2:2. Ajustar el punto cero de la línea característica como sigue:
Conectar el manómetro X040.Introducir en el campo de entrada presión 2 200 bar y volumen 2 0 l/min.Seleccionar el servicio de ajuste y activar la función p bomba 2.Seleccionar el tipo de servicio manual. Se tiene que mostrar el paso P166 ajuste análogo.Aumentar la tensión de sal¡da en el punto de apoyo mínimo (punto cero) volumen 2 hastaque la presión del sistema en X040 alcance los 200 bar. Aumentar la tensión calculada0,1 V e introducirla como punto cero.
Máscara ajuste 1 bomba y desplazamientos selección ajuste del inyectorIndicación
La tensión de salida del retroceso del husillo es positiva, la tensión de inyección es nega-tiva.
3. En el campo de entrada posición introducir la inyección retroceso recorrido máximo menos10 mm.
4. En el campo de entrada posición introducir la inyección delante 10 mm.5. Seleccionar el servicio de ajuste y activar la selección ajuste del inyector 16. Introducir en el campo de entrada volumen inyectar Q1+2 (100% Q1 primer grupo de bombas +
20% de Q2 segundo grupo de bombas).Indicación
Para el ajuste del segundo grupo de bombas se tiene que introducir para Q1+2 siempre100% del primer grupo de bombas más el porcentaje del segundo grupo de bombas.
7. En el campo de entrada presión introducir inyectar 200 bar .8. En el campo de entrada volumen introducir retroceso del husillo 20% de Qmax.9. En el campo de entrada presión introducir retroceso del husillo 200 bar.
Veáse la página siguiente

Tecnología del mando MC5CALIBRADO
Página: 5-20 Junio 2004Versión: 01.00
10. En el campo de entrada velocidad introducir un valor para inyectar para que se ajuste una pre-sión de sistema de 100 bar (MX) durante la inyección.
11. En el campo de entrada inyectar introducir un valor de 200 bar.12. Seleccionar el tipo de servicio manual. Se tiene que mostrar el paso P166 ajuste análogo.13. Iniciar el ajuste pulsando la tecla inyectar.14. Calcular y comprobar el valor de medición velocidad de inyección a 20% de Q1+2.
v = velocidad de inyección, Q1 = volumen del primer grupo de bombas y A = superficie activa delcilindro de inyección. Durante la inyección sólo son válidos los desplazamientos para las medicionesa 100 bar de presión del sistema.
Máscara ajuste 1 bombas y desplazamientos selección Q bomba 2:15. Si fuera necesario añadir el nuevo punto de apoyo (20%) en la curva característica de volumen y
modificar la tensión de salida hasta que en selección ajuste del inyector coincidan la velocidadde medición inyectar con la velocidad calculada. Durante la inyección sólo son válidos los des-plazamientos para las mediciones a 100 bar de presión del sistema.
16. Comprobar la linealidad de la curva característica con 50%, 75% y 100% de Q2.17. Si está instalado volver a abrir el acumulador y a acoplar el conector del interruptor de presión
BP581.
v mms
---------- 166 67x
Q1 2 l
min----------+
A cm2
[ ]----------------------------------,=

TECNOLOGÍA DEL MANDO MC5CALIBRADO
Junio 2004 Página: 5-21 Versión: 01.00
Libre para anotaciones

Tecnología del mando MC5CALIBRADO
Página: 5-22 Junio 2004Versión: 01.00
5.4 AJUSTE CIERRE
5.4.1 AJUSTE VOLUMEN CIERRE
Fig. 5.4-1: Máscara ajuste Q cierre
• Máscara ajuste 1 bombas y desplazamiento.• Seleccionar en el campo de selección Q cierre.
Veáse la página siguiente

TECNOLOGÍA DEL MANDO MC5CALIBRADO
Junio 2004 Página: 5-23 Versión: 01.00
Fig. 5.4-2: Máscara ajuste Q cierre
Equipos de comprobación y medición: máscara ajuste 1 bombas y desplazamientos, ajustecierre
Puntos de medición: Valor real valor de medición cerrar, valor de mediciónabrir y posición del molde
Tolerancias: recorrido sobrecarrera hasta 4 mm, desviación carrerade apertura 0,2 mm
Condiciones:• Temperatura del aceite 45 °C (temperatura de servicio).• Presión de pretensión de la bomba y limitación de presión ajustadas.• Presión y volumen mando de la bomba compensado• Molde y pieza de presión montados• Máquina al menos 30 h de servicio continuo (en caso de primera puesta en marcha)
Veáse la página siguiente
Tecnología del mando MC5CALIBRADO
Página: 5-24 Junio 2004Versión: 01.00
Método:
1. Si está instalado cerrar el acumulador y desacoplar el conector del interruptor de presión BP581.2. Seleccionar en las páginas del monitor cerrar molde y abrir molde los recorridos de las velocida-
des rápidas tan grandes como sea posible.Máscara ajuste 1 bombas y desplazamientos selección ajuste cierre:3. Comprobar los puntos de apoyo de la curva característica de cierre.
IndicaciónLos valores nominal del desplazamiento cerrar molde son negativosLos valores nominales del desplazamiento abrir molde son positivos
4. Seleccionar el servicio de ajuste y activar la función ajuste cierre.5. Primero se compensa el desplazamiento cerrar molde y seguidamente el desplazamiento abrir
molde.6. Introducir en el campo de entrada velocidad abrir, velocidad media.7. Introducir en el campo de entrada velocidad cerrar aprox. 2% de la velocidad máxima.8. Seleccionar el servicio manual e iniciar cerrar molde. La máquina avanza en el servicio de
ajuste. 9. Modificando la tensión de salida del punto de apoyo de velocidad mínimo (1% punto de apoyo
en la curva característica) tiene que ajustarse a aprox. 2% de la velocidad máxima un desplaza-miento de cierre sin vibraciones y visualmente limpio.
10. Introducir en el campo de entrada velocidad cerrar el valor máximo.11. Modificar la tensión de la curva característica del valor máximo hasta que la velocidad real coin-
cida con la velocidad teórica.12. Compensar abrir molde. 13. Introducir en el campo de entrada velocidad cerrar, velocidad media. Repetir los puntos 5 a 11
de velocidad abrir.14. Comprobar también que las diferentes velocidades (25%, 50%, 75% y 100% de la velocidad
máxima) y recorridos de apertura (20%, 50%, 75% y 100%-10mm del recorrido máximo):la sobrecarrera se mantenga constanteno se presente una compresión de los muelles previala presión del sistema sea de aprox. 80 bar y no sobrepase los 120 bar
15. Si está instalado volver a abrir el acumulador y a acoplar el conector del interruptor de presiónBP581.
TECNOLOGÍA DEL MANDO MC5CALIBRADO
Junio 2004 Página: 5-25 Versión: 01.00
Libre para anotaciones

Tecnología del mando MC5CALIBRADO
Página: 5-26 Junio 2004Versión: 01.00
5.5 AJUSTE DEL EXPULSOR
5.5.1 AJUSTE VOLUMEN EXPULSORES
Fig. 5.5-1: Máscara ajuste Q expulsores
• Máscara ajuste 1 bombas y desplazamiento.• En el campo de selección Q seleccionar expulsores 1.
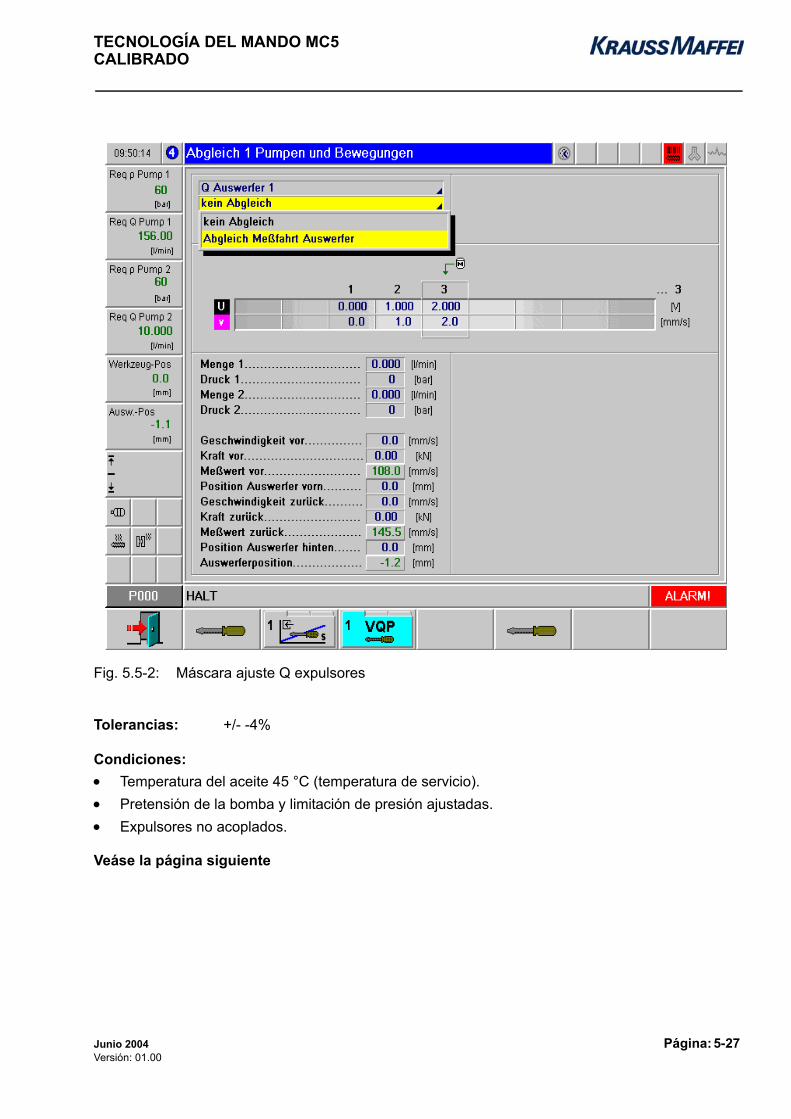
TECNOLOGÍA DEL MANDO MC5CALIBRADO
Junio 2004 Página: 5-27 Versión: 01.00
Fig. 5.5-2: Máscara ajuste Q expulsores
Tolerancias: +/- -4%
Condiciones:• Temperatura del aceite 45 °C (temperatura de servicio).• Pretensión de la bomba y limitación de presión ajustadas.• Expulsores no acoplados.
Veáse la página siguiente

Tecnología del mando MC5CALIBRADO
Página: 5-28 Junio 2004Versión: 01.00
Método:Indicación
Si está montado un noyo, realizar el ajuste a través del noyo.
Máscara expulsores hidráulicos:1. Seleccionar el servicio de ajuste y activar el programa de selección expulsores.2. Ajustar la carrera máxima de los expulsores.Máscara ajuste 1 bombas y desplazamientos selección ajuste avance de medición de losexpulsores:3. En el campo de entrada posición introducir expulsores avance recorrido máximo menos 10 mm.4. En el campo de entrada posición introducir expulsores retroceso 10 mm.5. En el campo de entrada presión 1 y presión 2 introducir 110 bar respectivamente. El volumen
está predefinido introduciendo la velocidad en los campos velocidad de avance y velocidad deretroceso.
6. Introducir en los campos de entrada velocidad de avance y velocidad de retroceso correlativa-mente 20% de la velocidad máxima.
7. Seleccionar el servicio de ajuste y activar la función ajuste avance de medición de los eyectores.8. Seleccionar el tipo de servicio manual. Se tiene que mostrar el paso P166 ajuste analógica.9. Con expulsores avance se inicia el avance de medición. El expulsor se desplaza continuamente
hacia delante y hacia atrás. Durante el avance de medición se muestra la velocidad en el campovalor de medición avance y valor de medición retroceso.
10. Modificar las tensiones en la curva característica hasta que las velocidades reales coincidan conlas velocidades teóricas.
11. Comprobar la linealidad de la curva característica con 50%, 75% y 100% de la velocidadmáxima.
Indicación
Las modificaciones en la línea característica influyen inmediatamente en la salida.

TECNOLOGÍA DEL MANDO MC5CALIBRADO
Junio 2004 Página: 5-29 Versión: 01.00
Libre para anotaciones

Tecnología del mando MC5CALIBRADO
Página: 5-30 Junio 2004Versión: 01.00
5.5.2 AJUSTE DE PRESIÓN EXPULSORES
Fig. 5.5-3: Máscara ajuste P expulsores
• Máscara ajuste 1 bombas y desplazamiento.• En el campo de selección p seleccionar expulsores 1.

TECNOLOGÍA DEL MANDO MC5CALIBRADO
Junio 2004 Página: 5-31 Versión: 01.00
Fig. 5.5-4: Máscara ajuste P expulsores
Equipos de comprobación y medición: manómetro digital
Puntos de medición: X6002
Tolerancias: +/-1 bar
Condiciones:• Temperatura del aceite 45 °C (temperatura de servicio).• Pretensión de la bomba y limitación de presión ajustadas.• Expulsores no acoplados.• Programa de selección activo.
Veáse la página siguiente
Tecnología del mando MC5CALIBRADO
Página: 5-32 Junio 2004Versión: 01.00
Método:Máscara ajuste 1 bombas y desplazamientos selección p bomba 2:1. Reducir 30 bar la presión del punto de apoyo máximo en la curva característica (la bomba de
regulación entrega presión elevada para el ajuste). Anotar el punto de apoyo original.Máscara expulsores hidráulicos:2. Seleccionar el servicio de ajuste y activar el programa de selección expulsores.3. Introducir la carrera máxima de los expulsores.4. Conectar el manómetro X6002.Máscara ajuste 1 bombas y desplazamientos selección ajuste avance de medición de losexpulsores:5. En el campo de entrada volumen 1 y volumen 2 introducir 20% del volumen máximo del
segundo grupo de bombas.6. En el campo de entrada presión 1 introducir 50 bar.7. En el campo de entrada presión 2 introducir 150 bar.8. Seleccionar el servicio de ajuste y activar la función ajuste avance de medición de los eyectores.9. Seleccionar el tipo de servicio manual. Se tiene que mostrar el paso P166 ajuste analógica.10. Con el retroceso del expulsor se inicia el ajuste. Los expulsores avanzan a aproximación mecá-
nica. Se alterna entre la presión 1 y la presión 2. Ambas presiones se mantienen durante 10 s.11. Modificar la tensión de la curva característica hasta que los valores reales coincidan con los
valores teóricos.12. Comprobar la linealidad de la curva característica con 80 y 120 bar.13. En la máscara ajuste 1 bombas y desplazamientos, selección p bomba 2 volver a introducir los
puntos de apoyo originales.Indicación
Las modificaciones en la línea característica influyen inmediatamente en la salida del valornominal.Si no se ha montado un expulsor se tiene que seleccionar para Prop.1 placa móvil/expulso-res.Si la presión del expulsor está limitada en el software, se realiza el ajuste del expulsor conla selección Prop.1 placa móvil.Si se realiza el ajuste a través del noyo se tiene que ajustar si el noyo se alimenta a travésde la bomba o a través del acumulador (lado de ajuste noyo).

TECNOLOGÍA DEL MANDO MC5CALIBRADO
Junio 2004 Página: 5-33 Versión: 01.00
Libre para anotaciones
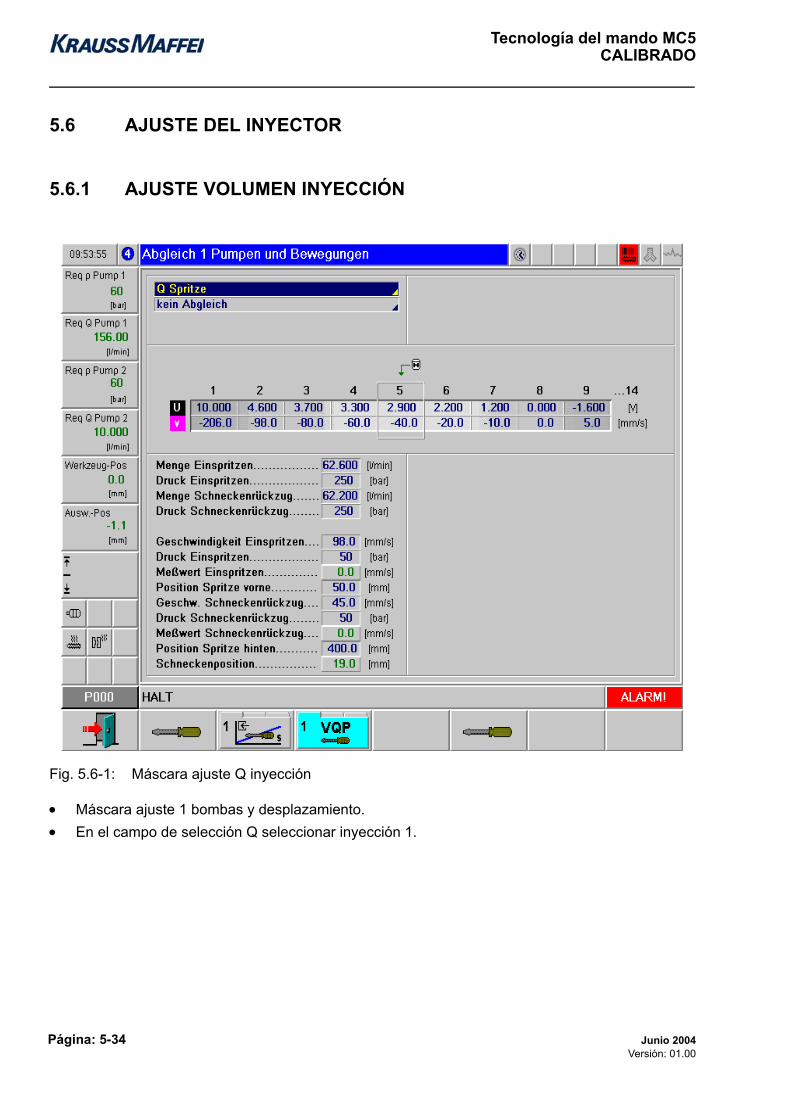
Tecnología del mando MC5CALIBRADO
Página: 5-34 Junio 2004Versión: 01.00
5.6 AJUSTE DEL INYECTOR
5.6.1 AJUSTE VOLUMEN INYECCIÓN
Fig. 5.6-1: Máscara ajuste Q inyección
• Máscara ajuste 1 bombas y desplazamiento.• En el campo de selección Q seleccionar inyección 1.

TECNOLOGÍA DEL MANDO MC5CALIBRADO
Junio 2004 Página: 5-35 Versión: 01.00
Fig. 5.6-2: Máscara ajuste Q inyección
Tolerancias: +/-1% de la velocidad máxima
IndicaciónLa tensión de salida del retroceso del husillo es negativa y para la inyección es positiva.

Tecnología del mando MC5CALIBRADO
Página: 5-36 Junio 2004Versión: 01.00
5.6.1.1 AJUSTE RETROCESO DEL SINFÍN
Método:1. Introducir en el campo de entrada posición inyección avance 10 mm y en posición inyección
retroceso el recorrido máximo menos 10 mm.2. Introducir en el campo de entrada volumen retroceso del husillo y en presión retroceso del husi-
llo el valor máximo. (Del esquema de funcionamiento).3. Introducir en el campo de entrada velocidad inyección 50 mm/s.4. Introducir en el campo de entrada presión inyectar 200 bar.5. Introducir en el campo de entrada velocidad retroceso del husillo el valor deseado.6. Introducir en el campo de entrada presión retroceso del husillo 200 bar.7. Seleccionar el tipo de servicio manual. Se tiene que mostrar el paso P166 ajuste análogo.8. El ajuste se inicia al pulsar la tecla retroceso del husillo.9. El husillo avanza y retrocede una vez.10. El valor real puede consultarse en el campo valor de medición retroceso del husillo.11. Modificar la tensión en el punto de apoyo correspondiente hasta que el valor real coincida con el
valor nominal.
5.6.1.2 AJUSTE INYECTAR
Método:1. Introducir en el campo de entrada posición inyección avance 10 mm y posición inyección retro-
ceso el recorrido máximo menos 10 mm.2. Introducir en el campo de entrada volumen inyectar y presión de inyección el valor máximo. (Del
esquema de funcionamiento).3. Introducir en el campo de entrada velocidad retroceso del husillo 50 mm/s.4. Introducir en el campo de entrada presión retroceso del husillo 200 bar.5. Introducir en el campo de entrada inyectar el valor deseado.6. Introducir en el campo de entrada presión inyectar 200 bar.7. Seleccionar el tipo de servicio manual. Se tiene que mostrar el paso P166 ajuste análogo.8. El ajuste se inicia al pulsar la tecla inyectar.9. El husillo avanza y retrocede una vez.10. El valor real puede consultarse en el campo valor de medición de inyección.11. Modificar la tensión en el punto de apoyo correspondiente hasta que el valor real coincida con el
valor nominal.

TECNOLOGÍA DEL MANDO MC5CALIBRADO
Junio 2004 Página: 5-37 Versión: 01.00
5.7 CALIBRADO DEL COJÍN DE PRESIÓN Y DEL BLOQUEO
Fig. 5.7-1: Máscara ajuste del cojín de presión y del bloqueo
• Seleccionar la máscara ajuste del cojín de presión y del bloqueo

Tecnología del mando MC5CALIBRADO
Página: 5-38 Junio 2004Versión: 01.00
5.7.1 CALIBRAR EL COJÍN DE PRESIÓN
Método:1. Ajustar el sensor de recorrido hacia el centro. (Es importante que realice todo el recorrido).2. Seleccionar en la máscara ajuste de la máquina "manual".3. Avance de todos los cojines de presión hasta el tope. (Recorrido máximo).4. Introducir el recorrido correspondiente (recorrido de parada de emergencia) en la columna "real"
en la máscara ajuste del sensor de recorrido. (Observar dimensiones del cierre, véase latabla de la página 37).
Fig. 5.7-2: Máscara ajuste del transductor de recorrido

TECNOLOGÍA DEL MANDO MC5CALIBRADO
Junio 2004 Página: 5-39 Versión: 01.00
Fig. 5.7-3: Ajuste del cojín de presión
D e
inst
elle
n
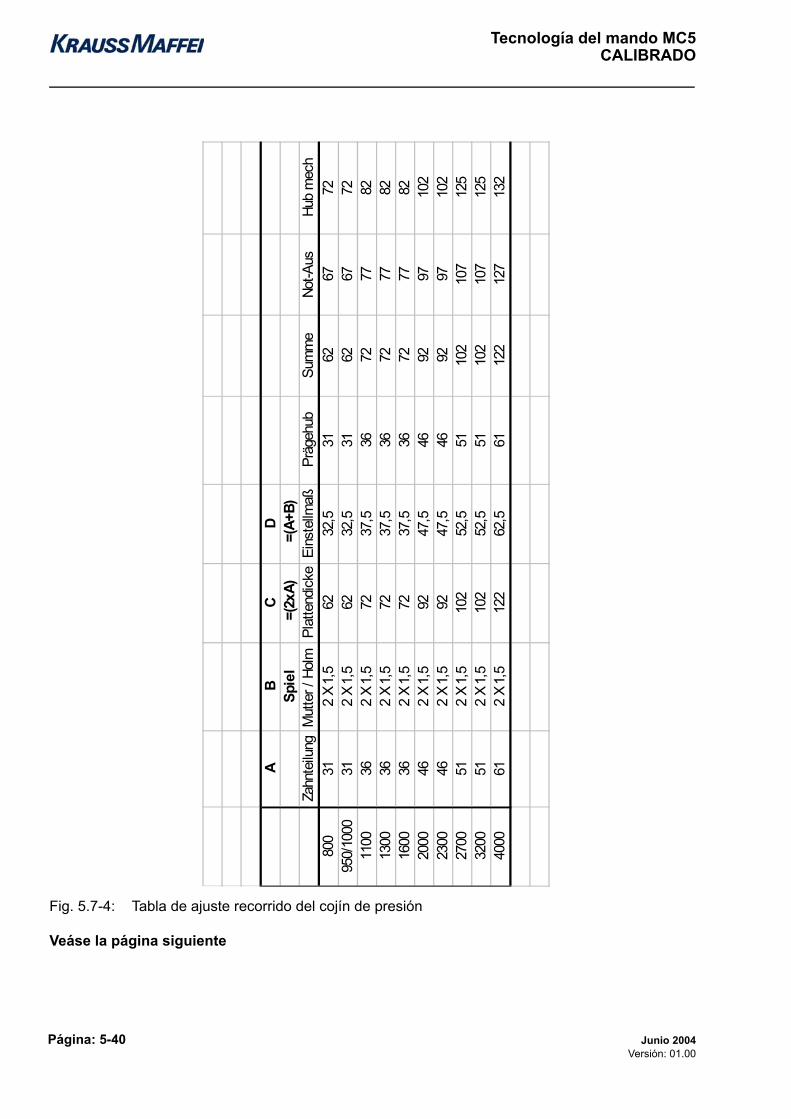
Tecnología del mando MC5CALIBRADO
Página: 5-40 Junio 2004Versión: 01.00
Fig. 5.7-4: Tabla de ajuste recorrido del cojín de presión
Veáse la página siguiente
AB
CD
Spie
l =
(2xA
) =
(A+B
)Za
hnte
ilung
Mut
ter /
Holm
Pl
atte
ndick
eEi
nste
llmaß
Präg
ehub
Sum
me
Not-A
usHu
b m
ech
800
312
X 1,
562
32,5
3162
6772
950/
1000
312
X 1,
562
32,5
3162
6772
1100
362
X 1,
572
37,5
3672
7782
1300
362
X 1,
572
37,5
3672
7782
1600
362
X 1,
572
37,5
3672
7782
2000
462
X 1,
592
47,5
4692
9710
223
0046
2 X
1,5
9247
,546
9297
102
2700
512
X 1,
510
252
,551
102
107
125
3200
512
X 1,
510
252
,551
102
107
125
4000
612
X 1,
512
262
,561
122
127
132
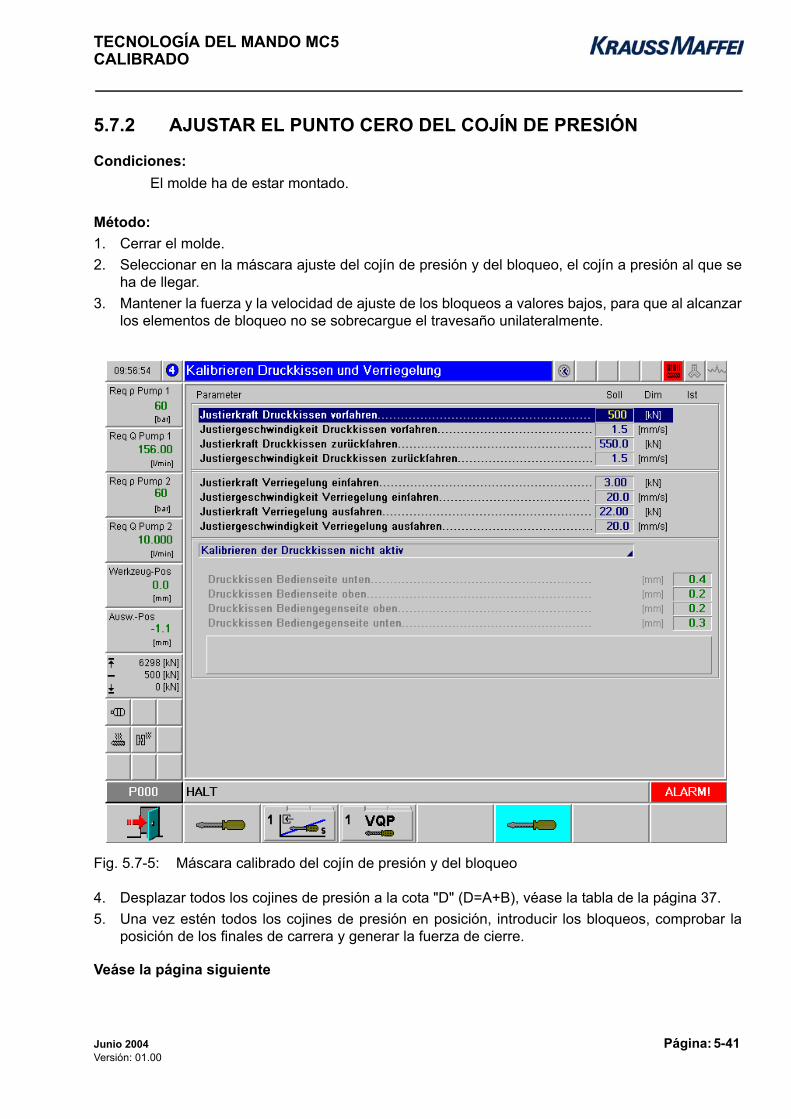
TECNOLOGÍA DEL MANDO MC5CALIBRADO
Junio 2004 Página: 5-41 Versión: 01.00
5.7.2 AJUSTAR EL PUNTO CERO DEL COJÍN DE PRESIÓN
Condiciones:El molde ha de estar montado.
Método:1. Cerrar el molde.2. Seleccionar en la máscara ajuste del cojín de presión y del bloqueo, el cojín a presión al que se
ha de llegar.3. Mantener la fuerza y la velocidad de ajuste de los bloqueos a valores bajos, para que al alcanzar
los elementos de bloqueo no se sobrecargue el travesaño unilateralmente.
Fig. 5.7-5: Máscara calibrado del cojín de presión y del bloqueo
4. Desplazar todos los cojines de presión a la cota "D" (D=A+B), véase la tabla de la página 37.5. Una vez estén todos los cojines de presión en posición, introducir los bloqueos, comprobar la
posición de los finales de carrera y generar la fuerza de cierre.
Veáse la página siguiente
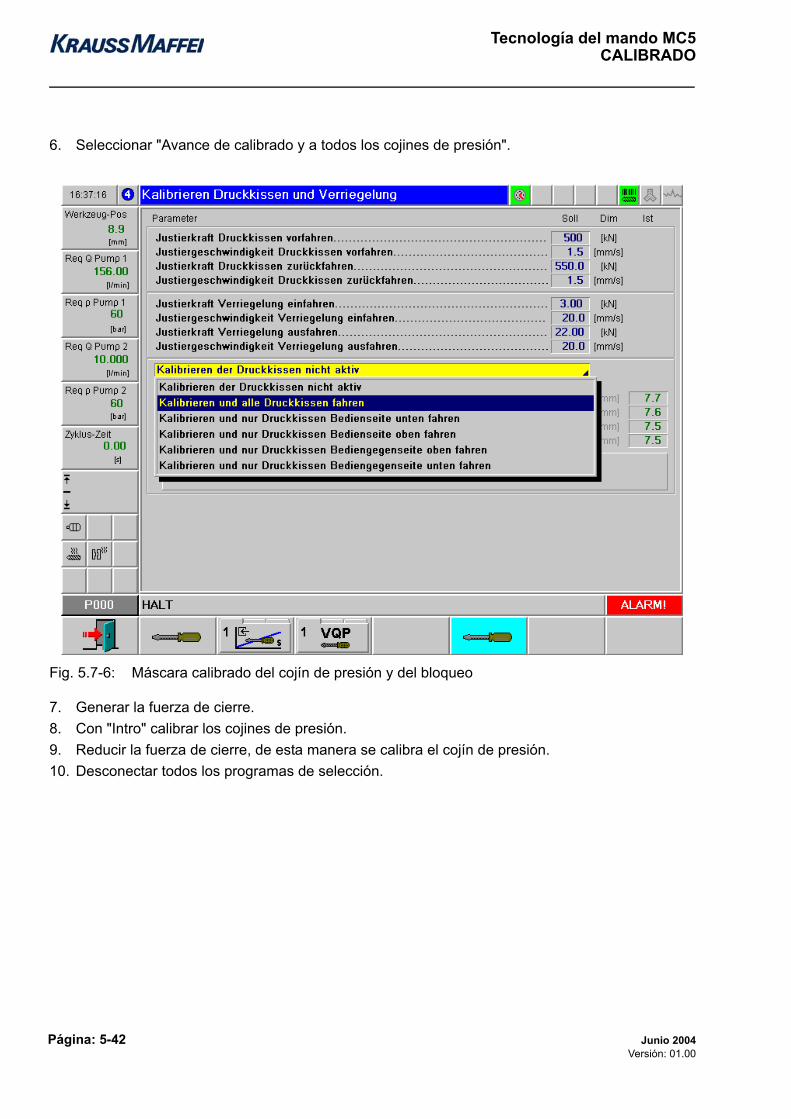
Tecnología del mando MC5CALIBRADO
Página: 5-42 Junio 2004Versión: 01.00
6. Seleccionar "Avance de calibrado y a todos los cojines de presión".
Fig. 5.7-6: Máscara calibrado del cojín de presión y del bloqueo
7. Generar la fuerza de cierre.8. Con "Intro" calibrar los cojines de presión.9. Reducir la fuerza de cierre, de esta manera se calibra el cojín de presión.10. Desconectar todos los programas de selección.
TECNOLOGÍA DEL MANDO MC5
Junio 2004 Página: 6-1 Versión: 01.00
Capítulo 6
Diagnosis/hardware

Tecnología del mando MC5
Página: 6-2 Junio 2004Versión: 01.00
Libre para anotaciones
TECNOLOGÍA DEL MANDO MC5
Junio 2004 Página: 6-3 Versión: 01.00
6 DIAGNOSIS DEL HARDWARE
6.1 MANDO PRINCIPAL .......................................................................................................... 46.1.1 ELEMENTOS DE SEGURIDAD DEL CONDUCTOR CON DIODO DE INDICACIÓN....... 66.2 DIODO Y PANTALLAS DE 7 SEGMENTOS EN EL C-IPC DM......................................... 76.3 POSIBILIDADES DE MEDICIÓN MÓDULOS C-DIAS SIGMATEK ................................... 86.4 UNIDAD DE MANDO MC5................................................................................................. 96.4.1 UNIDAD DE INDICACIÓN.................................................................................................. 96.4.1.1 AJUSTE INTERRUPTOR DIP UNIDAD DE INDICACIÓN................................................. 96.4.1.2 FUNCIÓN INTERRUPTOR DIP UNIDAD DE INDICACIÓN .............................................. 96.4.1.3 ASIGNACIÓN DE LOS INTERFACES USB (FRONTAL) ................................................ 106.4.1.4 ASIGNACIÓN DE LOS INTERFACES CAN, CAN1 Y CAN2 (PARTE POSTERIOR) ..... 106.4.1.5 ASIGNACIÓN DE LOS INTERFACES S-DVI UNIDAD DE INDICACIÓN ....................... 116.4.2 TECLADO ........................................................................................................................ 126.4.2.1 AJUSTE INTERRUPTOR DIP TECLADO........................................................................ 126.4.2.2 FUNCIÓN INTERRUPTOR DIP TECLADO ..................................................................... 126.4.2.3 ASIGNACIÓN DE LOS INTERFACES CAN, CAN1 Y CAN2........................................... 136.4.2.4 ASIGNACIÓN PARADA DE EMERGENCIA CONECTOR TECLADO ............................ 13

Tecnología del mando MC5DIAGNOSIS DEL HARDWARE
Página: 6-4 Junio 2004Versión: 01.00
6 DIAGNOSIS DEL HARDWARE
6.1 MANDO PRINCIPAL
Fig. 6.1-1: Mando principal Sigmatek diodos
Veáse la página siguiente
1 2 3 4 5
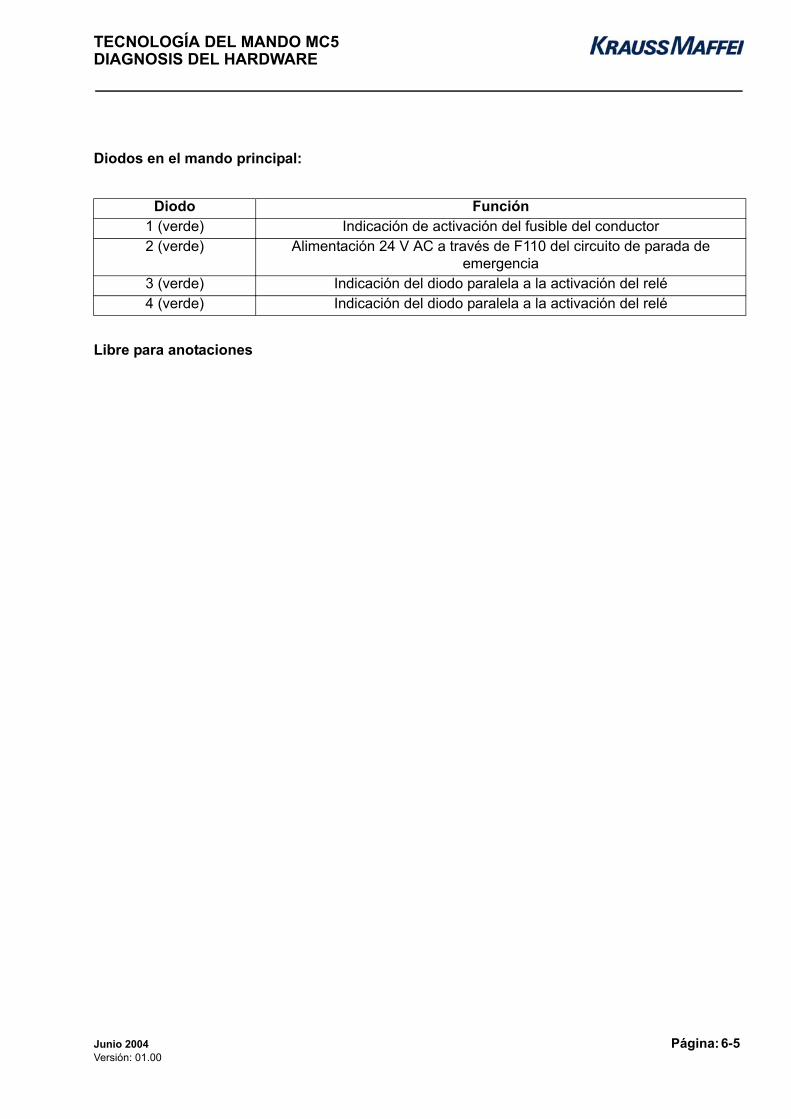
TECNOLOGÍA DEL MANDO MC5DIAGNOSIS DEL HARDWARE
Junio 2004 Página: 6-5 Versión: 01.00
Diodos en el mando principal:
Libre para anotaciones
Diodo Función1 (verde) Indicación de activación del fusible del conductor 2 (verde) Alimentación 24 V AC a través de F110 del circuito de parada de
emergencia3 (verde) Indicación del diodo paralela a la activación del relé4 (verde) Indicación del diodo paralela a la activación del relé

Tecnología del mando MC5DIAGNOSIS DEL HARDWARE
Página: 6-6 Junio 2004Versión: 01.00
6.1.1 ELEMENTOS DE SEGURIDAD DEL CONDUCTOR CON DIODO DEINDICACIÓN
Fig. 6.1-2: Elementos de seguridad del conductor
• Si salta el fusible del conductor se apaga el diodo.• Los elementos de seguridad se pueden resetear.
No. Función1 Elementos de seguridad del conductor con indicación del diodo, F1-F6
1

TECNOLOGÍA DEL MANDO MC5DIAGNOSIS DEL HARDWARE
Junio 2004 Página: 6-7 Versión: 01.00
6.2 INDICACIONES DEL DIODO Y DE 7 SEGMENTOS EN EL C-IPCDM
Fig. 6.2-1: Diodos C-IPC Sigmatek
No. Función1 Tecla de ajuste y de reset2 Diodos DC ok, RUN, ERROR3 Indicaciones de 7 segmentos D2, estado y códigos de errores4 Indicaciones de 7 segmentos D1, estado y códigos de errores5 Tx,Rx diodos COM1 y COM26 Tx, Rx diodos interfaz CAN7 TX, Rx diodos bus DIAS8 Estos diodos sólo están activos cuando hay un intercambio de datos con un PC/
portátil activo. Activity (parpadea rápidamente), Link (permanece encendida), Speed (permanece encendida)
1
2
3
45
6
7
8

Tecnología del mando MC5DIAGNOSIS DEL HARDWARE
Página: 6-8 Junio 2004Versión: 01.00
6.3 POSIBILIDADES DE MEDICIÓN EN EL MÓDULO C-DIAS SIGMA-TEK
Fig. 6.3-1: Posibilidades de medición en los conectores de entrada y salida módulos C-Dias (picosde medición No. ref. 061 2234)
No. Función1 Puntos de medición conectores de entrada o salida módulos C-Dias
1 1

TECNOLOGÍA DEL MANDO MC5DIAGNOSIS DEL HARDWARE
Junio 2004 Página: 6-9 Versión: 01.00
6.4 UNIDAD DE MANDO MC5
6.4.1 UNIDAD DE INDICACIÓN
Fig. 6.4-1: Interruptor DIP y unidad de indicación de los interfaces
6.4.1.1 Ajuste interruptor DIP unidad de indicación
Los interruptores DIP en la unidad de indicación MC5 se han de ajustar como sigue a continuación:• Interruptor DIP 1 en posición "ON"• Interruptor DIP 2 - 4 en posición "OFF"• Interruptor DIP 5 en posición "ON"• Interruptor DIP 6 - 8 en posición "OFF"
6.4.1.2 Función del interruptor DIP unidad de indicación
• Interruptor DIP 1 - 4 ajuste de la estación CAN (posible de 0 - 15)• Interruptor DIP 5 - 6 ajuste de los baudios• Interruptor DIP 7 PS2 / Master• Interruptor DIP 8 terminal CAN 150R
No. Función1 Interruptor DIP2 Interfaz CAN 13 Interfaz CAN 24 Interfaz S-DVI
1 2 3 4

Tecnología del mando MC5DIAGNOSIS DEL HARDWARE
Página: 6-10 Junio 2004Versión: 01.00
6.4.1.3 ASIGNACIÓN DE LOS INTERFACES USB (FRONTAL)
Fig. 6.4-2: Conectores USB (3) unidad de indicación
6.4.1.4 ASIGNACIÓN DE LOS INTERFACES CAN, CAN1 Y CAN2 (PARTE POSTE-RIOR)
Fig. 6.4-3: Interfaz CAN CAN1 y CAN2 unidad de indicación
No. Función1 VCC2 D0-3 D0+4 GND
No. Función1 CAN A2 CAN B3 CAN A4 CAN B5 GND6 +5 V7 GND8 +24 V
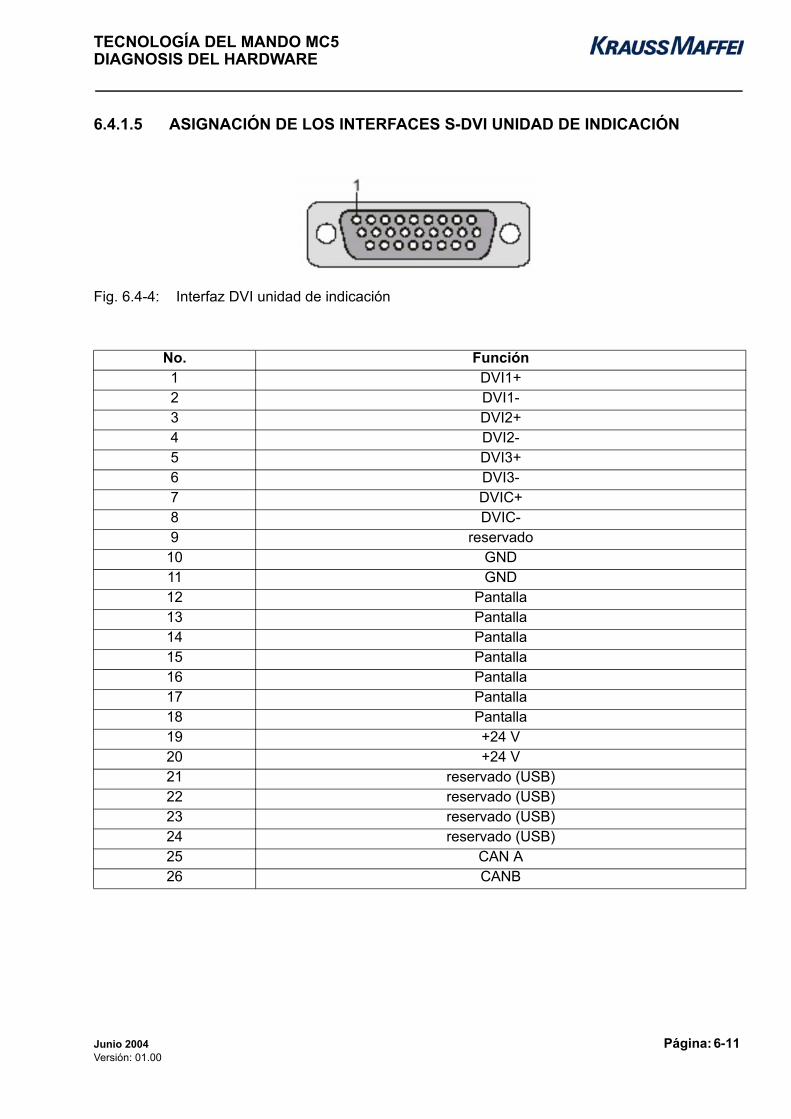
TECNOLOGÍA DEL MANDO MC5DIAGNOSIS DEL HARDWARE
Junio 2004 Página: 6-11 Versión: 01.00
6.4.1.5 ASIGNACIÓN DE LOS INTERFACES S-DVI UNIDAD DE INDICACIÓN
Fig. 6.4-4: Interfaz DVI unidad de indicación
No. Función1 DVI1+2 DVI1-3 DVI2+4 DVI2-5 DVI3+6 DVI3-7 DVIC+8 DVIC-9 reservado
10 GND11 GND12 Pantalla13 Pantalla14 Pantalla15 Pantalla16 Pantalla17 Pantalla18 Pantalla19 +24 V20 +24 V21 reservado (USB)22 reservado (USB)23 reservado (USB)24 reservado (USB)25 CAN A26 CANB

Tecnología del mando MC5DIAGNOSIS DEL HARDWARE
Página: 6-12 Junio 2004Versión: 01.00
6.4.2 TECLADO
Fig. 6.4-5: Interruptor DIP y unidad de indicación de los interfaces
6.4.2.1 AJUSTE INTERRUPTOR DIP TECLADO
Los interruptores DIP en el teclado MC5 se han de ajustar como sigue a continuación:• Interruptor DIP 1 - 4 "OFF"• Interruptor DIP 5 "ON"• Interruptor DIP 6 "OFF"• Interruptor DIP 7 - 8 "ON"
6.4.2.2 FUNCIÓN DEL INTERRUPTOR DIP TECLADO
• Interruptor DIP 1 - 4 ajuste de la estación CAN (posible de 0 - 15)• Interruptor DIP 5 - 6 ajuste de los baudios• Interruptor DIP 7 PS2 / Master• Interruptor DIP 8 terminal CAN 150R
No. Función1 Interruptor DIP2 Interfaz CAN 13 Interfaz CAN 24 Conector de parada de emergencia
1 2 3 4
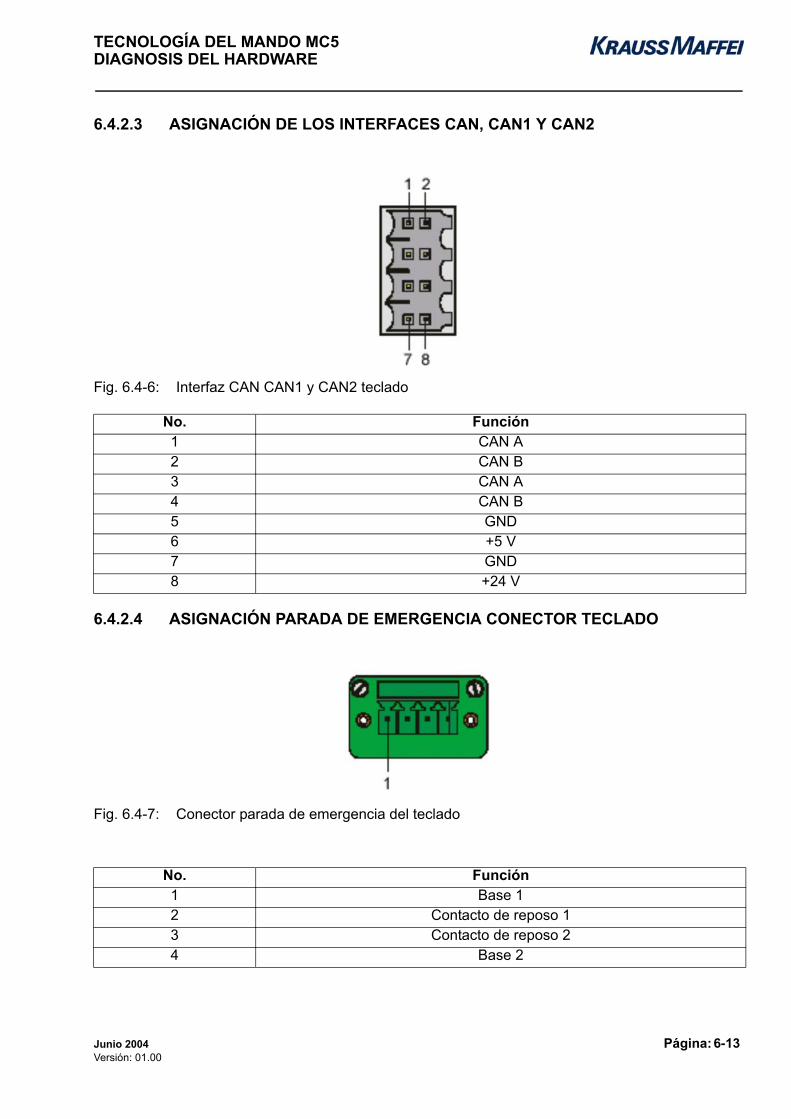
TECNOLOGÍA DEL MANDO MC5DIAGNOSIS DEL HARDWARE
Junio 2004 Página: 6-13 Versión: 01.00
6.4.2.3 ASIGNACIÓN DE LOS INTERFACES CAN, CAN1 Y CAN2
Fig. 6.4-6: Interfaz CAN CAN1 y CAN2 teclado
6.4.2.4 ASIGNACIÓN PARADA DE EMERGENCIA CONECTOR TECLADO
Fig. 6.4-7: Conector parada de emergencia del teclado
No. Función1 CAN A2 CAN B3 CAN A4 CAN B5 GND6 +5 V7 GND8 +24 V
No. Función1 Base 12 Contacto de reposo 13 Contacto de reposo 24 Base 2

Tecnología del mando MC5DIAGNOSIS DEL HARDWARE
Página: 6-14 Junio 2004Versión: 01.00
Libre para anotaciones

TECNOLOGÍA DEL MANDO MC5
Junio 2004 Página: 7-1 Versión: 01.00
Capítulo 7
Display de servicio y diagnosis

Tecnología del mando MC5
Página: 7-2 Junio 2004Versión: 01.00
Libre para anotaciones
TECNOLOGÍA DEL MANDO MC5
Junio 2004 Página: 7-3 Versión: 01.00
7 PANTALLA DE SERVICIO Y DIAGNOSIS 4
7.1 ENTRADAS Y SALIDAS ANALÓGICAS MANDO PRINCIPAL.......................................... 47.1.1 ENTRADAS Y SALIDAS ANALÓGICAS MÓDULO BASE I/O CTMS020.......................... 67.2 ENTRADAS Y SALIDAS MÓDULOS C-Dias ..................................................................... 87.2.1 ENTRADAS Y SALIDAS DIGITALES MÓDULO BASE I/O CTMS020 ............................ 107.2.2 ENTRADAS Y SALIDAS DIGITALES, CONDUCTORES DE ALIMENTACIÓN
MANDO PRINCIPAL 127.3 PANTALLA DE DIAGNOSIS GRUPO CONSTRUCTIVO -A08........................................ 207.3.1 ASIGNACIÓN DE CONECTORES MÓDULO CAI883 (-A082)........................................ 217.3.2 ASIGNACIÓN DE CONECTORES MÓDULO CAI883 (-A083)........................................ 237.3.3 ASIGNACIÓN DE CONECTORES MÓDULO CDM167 (-A087) INTERFAZ
PULSADOR ROBOT 257.4 PANTALLA DE DIAGNOSIS GRUPO CONSTRUCTIVO -A10........................................ 267.4.1 ASIGNACIÓN DE CONECTORES MÓDULO CAI883 (-A100)........................................ 277.4.2 ASIGNACIÓN DE CONECTORES MÓDULO CAI883 (-A101)........................................ 297.4.3 ASIGNACIÓN DE CONECTORES MÓDULO CAI883 (-A102)........................................ 317.4.4 ASIGNACIÓN DE CONECTORES MÓDULO CAI883 (-A103)........................................ 337.5 PANTALLA DE DIAGNOSIS GRUPO CONSTRUCTIVO -A14........................................ 347.5.1 ASIGNACIÓN DE CONECTORES MÓDULO CAI883 (-A140)........................................ 357.5.2 ASIGNACIÓN DE CONECTORES MÓDULO CAI883 (-A141)........................................ 377.5.3 ASIGNACIÓN DE CONECTORES MÓDULO CAI883 (-A142)........................................ 397.5.4 ASIGNACIÓN DE CONECTORES MÓDULO CAI883 (-A143)........................................ 417.6 PANTALLA DE DIAGNOSIS GRUPO CONSTRUCTIVO -A1C....................................... 427.6.1 ASIGNACIÓN DE CONECTORES MÓDULO CDI161 (-A1C0) ....................................... 437.6.2 ASIGNACIÓN DE CONECTORES MÓDULO CTO167 (-A1C1)...................................... 457.6.3 ASIGNACIÓN DE CONECTORES MÓDULO CDM167 (-A1C2) ..................................... 477.6.4 ASIGNACIÓN DE CONECTORES MÓDULO CDM167 (-A1C3) ..................................... 497.6.5 ASIGNACIÓN DE CONECTORES MÓDULO CTO167 (-A1C4)...................................... 517.6.6 ASIGNACIÓN DE CONECTORES MÓDULO CDM167 (-A1C5) ..................................... 537.6.7 ASIGNACIÓN DE CONECTORES MÓDULO CN031 (-A1C7) ........................................ 557.7 PANTALLA DE DIAGNOSIS GRUPO CONSTRUCTIVO -A24........................................ 567.7.1 ASIGNACIÓN DE CONECTORES MÓDULO CTO167 (-A240) ...................................... 577.8 PANTALLA DE DIAGNOSIS GRUPO CONSTRUCTIVO -A2C....................................... 587.8.1 ASIGNACIÓN DE CONECTORES MÓDULO CDI161 (-A2C0) ....................................... 597.8.2 ASIGNACIÓN DE CONECTORES MÓDULO CTO167 (-A2C1)...................................... 617.8.3 ASIGNACIÓN DE CONECTORES MÓDULO CDM167 (-A2C2) ..................................... 637.8.4 ASIGNACIÓN DE CONECTORES MÓDULO CDM167 (-A2C3) ..................................... 657.8.5 ASIGNACIÓN DE CONECTORES MÓDULO CDM167 (-A2C4) ..................................... 677.8.6 ASIGNACIÓN DE CONECTORES MÓDULO CDM167 (-A2C5) ..................................... 697.8.7 ASIGNACIÓN DE CONECTORES MÓDULO CNC031 (-A2C7) ..................................... 717.9 PANTALLA DE DIAGNOSIS GRUPO CONSTRUCTIVO -A34........................................ 727.9.1 ASIGNACIÓN DE CONECTORES MÓDULO CDM167 (-A343)...................................... 737.10 PANTALLA DE DIAGNOSIS "DIAGNOSIS GENERAL" .................................................. 74
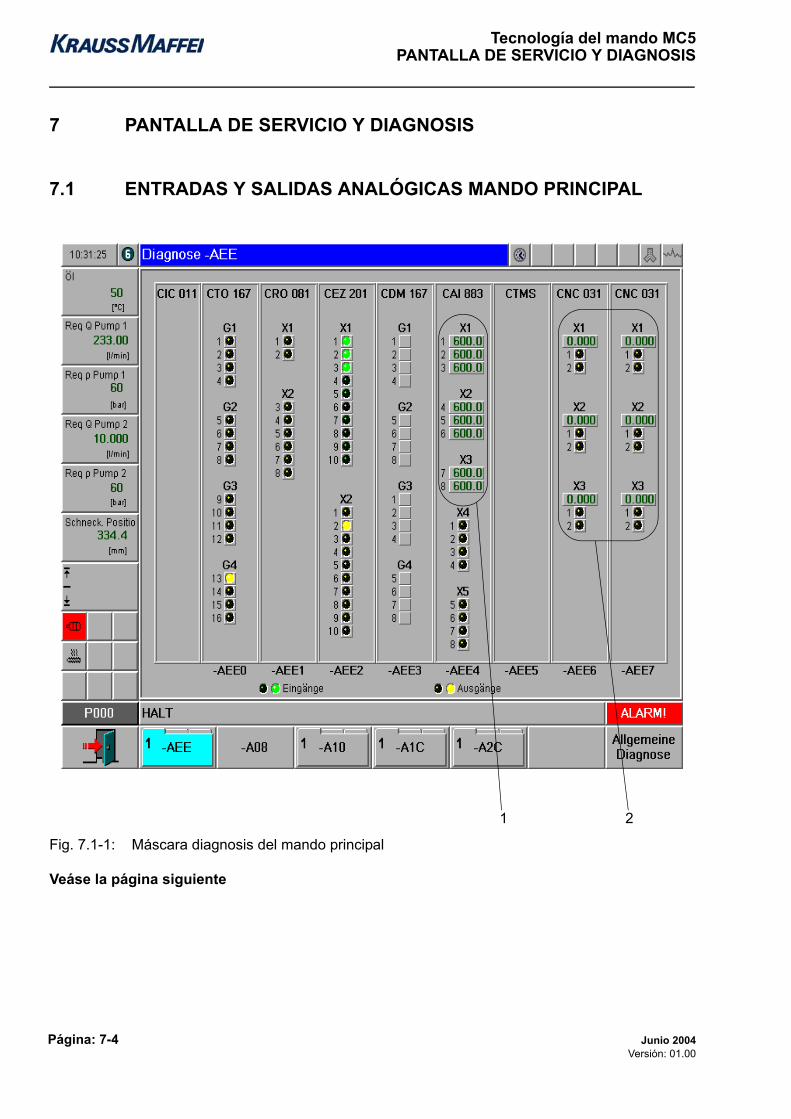
Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-4 Junio 2004Versión: 01.00
7 PANTALLA DE SERVICIO Y DIAGNOSIS
7.1 ENTRADAS Y SALIDAS ANALÓGICAS MANDO PRINCIPAL
Fig. 7.1-1: Máscara diagnosis del mando principal
Veáse la página siguiente
1 2

TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-5 Versión: 01.00
No. Función1 1. Ranura 4 (-AEE4) CAI883
• Entrada analógica sensor térmico CAI883 conector 1 X1:1 y X1:2 sen-sor térmico área calefactada 5
• Entrada analógica sensor térmico CAI883 conector X1:3 y X1:4 sensortérmico área calefactada 6
• Entrada analógica sensor térmico CAI883 conector X1:5 y X1:6 sinasignación
• Entrada analógica sensor térmico CAI883 conector X2:1 y X2:2 sinasignación
• Entrada analógica sensor térmico CAI 883 conector X2:3 y X2:4 sensortérmico área calefactada 10
• Entrada analógica sensor térmico CAI883 conector X2:5 y X2:6 sinasignación
• Entrada analógica sensor térmico CAI883 conector X3:1 y X3:2 sensortérmico temperatura de fusión 2
• Entrada analógica sensor térmico CAI883 conector X3:3 y X3:4 sinasignación
• Entrada analógica sensor térmico CAI883 conector X3:5 y X3:6 ajuste2 1. Ranura 6 (-AEE6) CNC031
• Salida analógica +/-10 V CNC031 conector 1 K085 salida bomba depresión 2 (-AEE6)
• Salida analógica +/-10 V CNC031 conector 2 K6002 salida presiónexpulsores y noyo (-AEE6)
• Salida analógica +/-10 V CNC031 conector 3 K084 salida volumenbomba 2 (-AEE6)
2. Ranura 7 (-AEE7) CNC031• Salida analógica +/-10 V CNC031 conector 1 K420 salida fuerza de
aplicación de la tobera regulable• Salida analógica +/-10 V CNC031 conector 2 T530 salida valor nominal
revoluciones husillo, accionamiento eléctrico del husillo• Salida analógica +/-10 V CNC031 conector 3 sin asignación

Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-6 Junio 2004Versión: 01.00
7.1.1 MÓDULO BASE I/O SALIDAS Y ENTRADAS ANALÓGICASCTMS020
Fig. 7.1-2: Máscara diagnosis del mando principal
Veáse la página siguiente
1 2 3 4 5

TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-7 Versión: 01.00
No. Función1 • Salida analógica +/-10 V conector X2.1, pins 1 y 2 K521 valor nominal inyección
válvula prop.• Salida analógica +/-10 V conector X2.1, pins 3 y 4 K1000 valor nominal movi-
miento del molde2 • Salida analógica +/-10 V conector X2.2, pin 14 K080 valor nominal volumen
• Salida analógica +/-10 V conector X2.2, pin 11 K081 valor nominal presión3 • Entrada analógica +10 V del sensor de presión BP080, conector X2.3 pin 1 GND
(sin asignación), pin 2 valor real de presión, pin 3 +10 V tensión de referencia(sin asignación), alimentación de tensión +24 V y 0 V está cableada con elconector X2.2
• Entrada analógica +10 V del sensor de presión BP521, conector X2.4 pin 1 GND,pin 2 valor real de presión, pin 4 alimentación de tensión +24 V
• Entrada analógica +10 V del sensor de presión BP030, conector X2.5 pin 1 GND,pin 2 valor real de presión, pin 4 alimentación de tensión +24 V
• Entrada analógica +10 V, conector X2.6 pin 1 GND, pin 2 valor real, pin 4 alimen-tación de tensión +24 V
4 • Entrada analógica +10 V del sensor de recorrido BG100 conector cierre X2.8 pin1 arranque-, pin 2 arranque+, pin 3 parada-, pin 4 parada+, pin 5 GND, pin 6+24 V
• Entrada analógica +10 V del sensor de recorrido BG400 conector grupo X2.9 pin1 arranque-, pin 2 arranque+, pin 3 parada-, pin 4 parada+, pin 5 GND, pin 6+24 V
• Entrada analógica +10 V del sensor de recorrido BG500 conector inyecciónX2.10 pin1 arranque-, pin 2 arranque+, pin 3 parada-, pin 4 parada+, pin 5 GND,pin 6 +24 V
• Entrada analógica +10 V del sensor de recorrido BG400 conector expulsoresX2.11 pin 1 arranque-, pin 2 arranque+, pin 3 parada-, pin 4 parada+, pin 5 GND,pin 6 +24 V
5 • Entrada analógica de temperatura conector X2.12 pin 1 y 2 temperatura bridaBT6150
• Entrada analógica de temperatura conector X2.12 pin 5 y 6 temperatura Com-pensación
• Entrada analógica de temperatura conector X2.12 pin 7 y 8 zona calefactada 1BT610
• Entrada analógica de temperatura conector X2.12 pin 9 y 10 zona calefactada 2BT620
• Entrada analógica de temperatura conector X2.12 pin 11 y 12 zona calefactada 3BT630
• Entrada analógica de temperatura conector X2.12 pin 13 y 14 zona calefactada 4BT640
• Entrada analógica de temperatura conector X2.12 pin 15 y 16 zona calefactada9 BT690
• Entrada analógica de temperatura conector X2.12 pin 17 y 18 zona calefactada10 BT6100

Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-8 Junio 2004Versión: 01.00
7.2 ENTRADAS Y SALIDAS DE MÓDULOS C-DIAS
Fig. 7.2-1: Máscara diagnosis del mando principal
Veáse la página siguiente

TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-9 Versión: 01.00
Libre para anotaciones
No. Función1 • Módulo C-Dias CTO167 16 salidas digitales 24 V / 2 A conector 1 a 4 (cada uno
4 salidas)2 • Módulo C-Dias CEZ201 10 entradas digitales +24 V conector 1 y 10 salidas digi-
tales 24 V / 100 mA conector 23 • Módulo C-Dias CAI883 8 salidas digitales para activación del relé SSR 24 V/
70 mA, cada uno 4 salidas en los conectores 4 y 5
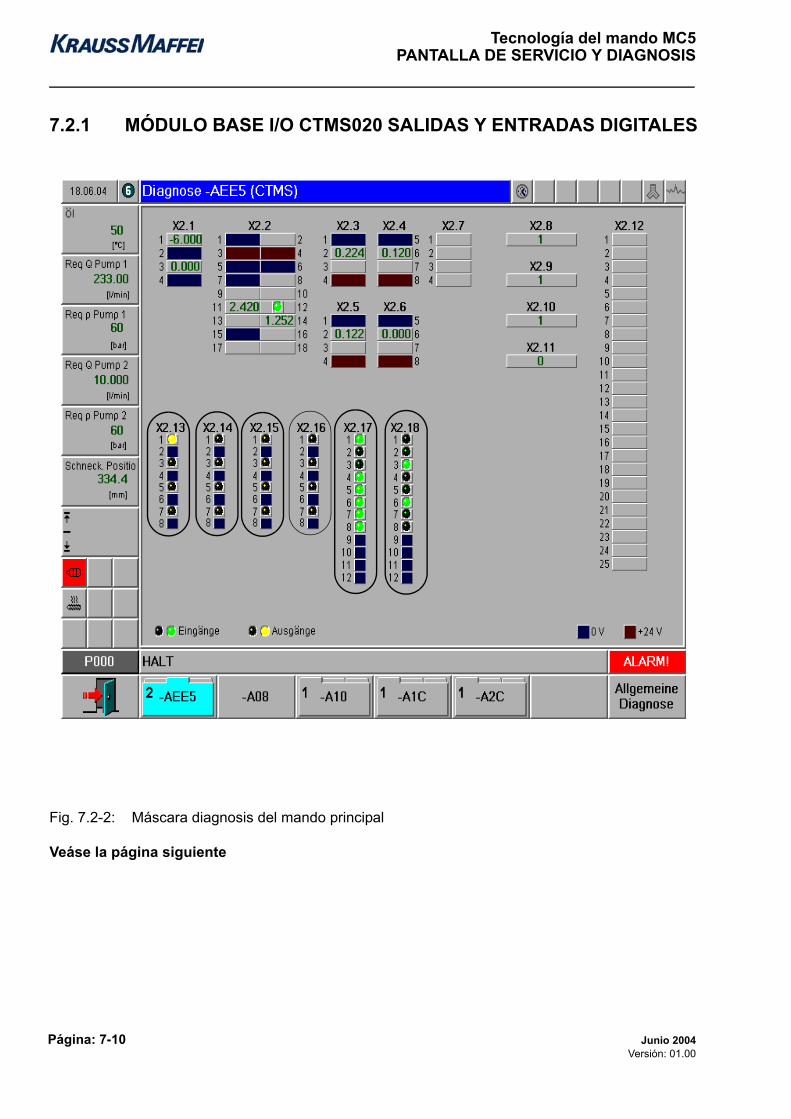
Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-10 Junio 2004Versión: 01.00
7.2.1 MÓDULO BASE I/O CTMS020 SALIDAS Y ENTRADAS DIGITALES
Fig. 7.2-2: Máscara diagnosis del mando principal
Veáse la página siguiente

TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-11 Versión: 01.00
Libre para anotaciones
No. Función1 • Módulo base I/O CTMS020 4 salidas digitales 24 V / 2 A, conector X2.13 pin 1
salida 1, pin 2 GND, pin 3 salida 2, pin 4 GND, pin 5 salida 3, pin 6 GND, pin 7salida 4, pin 8 GND, conductor de alimentación 1L+, dependencia NA/ST
2 • Módulo base I/O CTMS020 4 salidas digitales 24 V / 2 A, conector X2.14 pin 1salida 1, pin 2 GND, pin 3 salida 2, pin 4 GND, pin 5 salida 3, pin 6 GND, pin 7salida 4, pin 8 GND, conductor de alimentación 5L+, dependencia NA/ST/DS/TS
3 • Módulo base I/O CTMS020 4 salidas digitales 24 V / 2 A, conector X2.15 pin 1salida 1, pin 2 GND, pin 3 salida 2, pin 4 GND, pin 5 salida 3, pin 6 GND, pin 7salida 4, pin 8 GND, conductor de alimentación 2L+, dependencia NA/ST/016
4 • Módulo base I/O CTMS020 4 salidas digitales 24 V / 2 A, conector X2.16 pin 1salida 1, pin 2 GND, pin 3 salida 2, pin 4 GND, pin 5 salida 3, pin 6 GND, pin 7salida 4, pin 8 GND, conductor de alimentación 2L+, dependencia NA
5 • Módulo base I/O CTMS020 8 entradas digitales 24 V, conector X2.17, pin 1 - 8,pin 9 - 12 alimentación de tensión +24 V
6 • Módulo base I/O CTMS020 8 entradas digitales 24 V, conector X2.18, pin 1 - 8,pin 9 - 12 alimentación de tensión +24 V
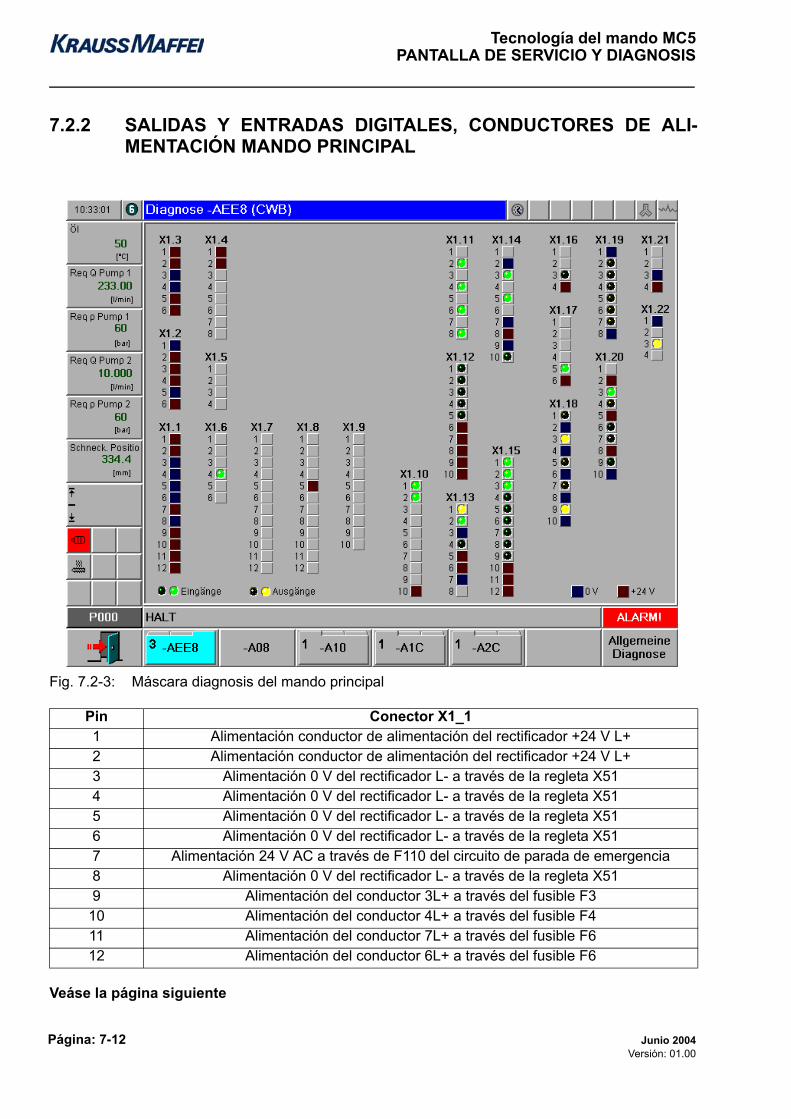
Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-12 Junio 2004Versión: 01.00
7.2.2 SALIDAS Y ENTRADAS DIGITALES, CONDUCTORES DE ALI-MENTACIÓN MANDO PRINCIPAL
Fig. 7.2-3: Máscara diagnosis del mando principal
Veáse la página siguiente
Pin Conector X1_11 Alimentación conductor de alimentación del rectificador +24 V L+2 Alimentación conductor de alimentación del rectificador +24 V L+3 Alimentación 0 V del rectificador L- a través de la regleta X514 Alimentación 0 V del rectificador L- a través de la regleta X515 Alimentación 0 V del rectificador L- a través de la regleta X516 Alimentación 0 V del rectificador L- a través de la regleta X517 Alimentación 24 V AC a través de F110 del circuito de parada de emergencia8 Alimentación 0 V del rectificador L- a través de la regleta X519 Alimentación del conductor 3L+ a través del fusible F3
10 Alimentación del conductor 4L+ a través del fusible F411 Alimentación del conductor 7L+ a través del fusible F612 Alimentación del conductor 6L+ a través del fusible F6
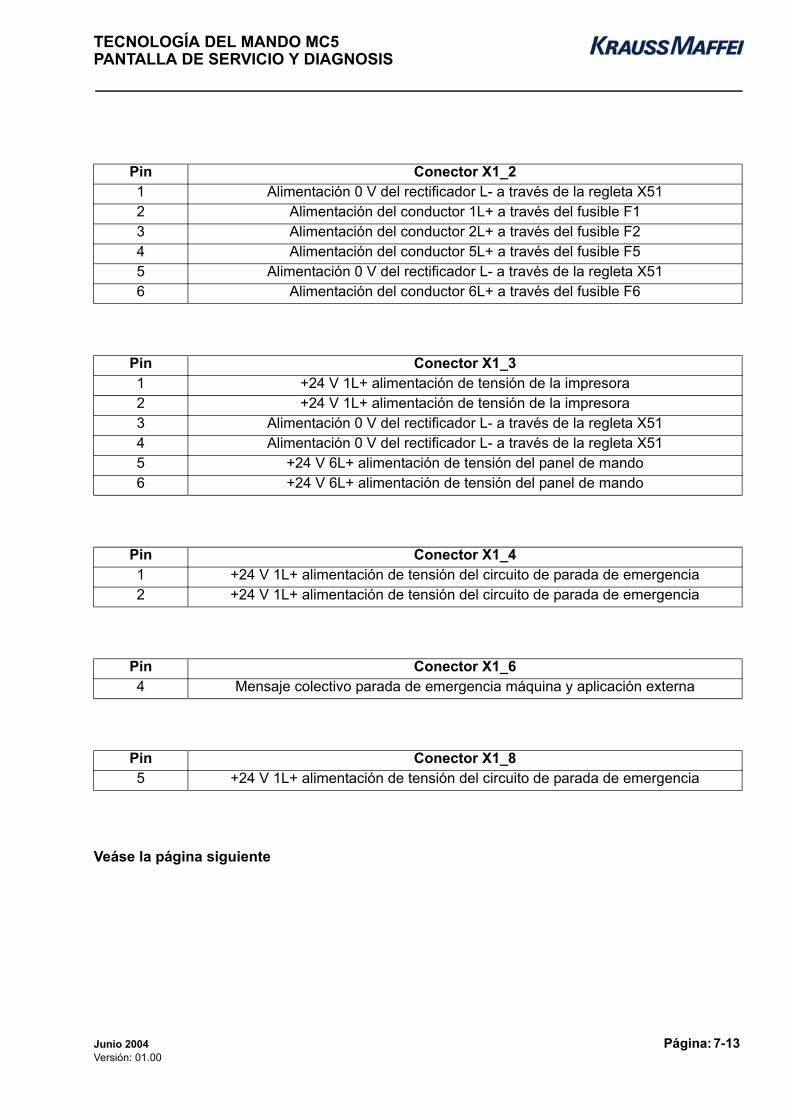
TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-13 Versión: 01.00
Veáse la página siguiente
Pin Conector X1_21 Alimentación 0 V del rectificador L- a través de la regleta X512 Alimentación del conductor 1L+ a través del fusible F13 Alimentación del conductor 2L+ a través del fusible F24 Alimentación del conductor 5L+ a través del fusible F55 Alimentación 0 V del rectificador L- a través de la regleta X516 Alimentación del conductor 6L+ a través del fusible F6
Pin Conector X1_31 +24 V 1L+ alimentación de tensión de la impresora2 +24 V 1L+ alimentación de tensión de la impresora3 Alimentación 0 V del rectificador L- a través de la regleta X514 Alimentación 0 V del rectificador L- a través de la regleta X515 +24 V 6L+ alimentación de tensión del panel de mando6 +24 V 6L+ alimentación de tensión del panel de mando
Pin Conector X1_41 +24 V 1L+ alimentación de tensión del circuito de parada de emergencia2 +24 V 1L+ alimentación de tensión del circuito de parada de emergencia
Pin Conector X1_64 Mensaje colectivo parada de emergencia máquina y aplicación externa
Pin Conector X1_85 +24 V 1L+ alimentación de tensión del circuito de parada de emergencia

Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-14 Junio 2004Versión: 01.00
Fig. 7.2-4: Máscara diagnosis del mando principal
Veáse la página siguiente
Pin Conector X1_101 Sin asignación2 Sobrecarga del motor (posistor -B010)
10 Alimentación del conductor 3L+ a través del fusible F3
Pin Conector X1_112 Final de carrera puertas de servicio cerradas -B1600 expulsores4 Final de carrera puertas protectoras cerradas -B160/1626 Final de carrera puertas de servicio abiertas -B1610 expulsores8 Final de carrera puertas protectoras abiertas -B161/163

TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-15 Versión: 01.00
Veáse la página siguiente
Pin Conector X1_12123456 Alimentación del conductor 6L+ a través del fusible F67 Alimentación del conductor 6L+ a través del fusible F68 Alimentación del conductor 6L+ a través del fusible F69 Alimentación del conductor 6L+ a través del fusible F6
10 Alimentación del conductor 6L+ a través del fusible F6
Pin Conector X1_131 Salida autorización conexión motor de la bomba2 Entrada flotador nivel de aceite -BL0303 0 V alimentación del interruptor de aproximación inductivo revoluciones husillo -
BS5304 Entrada interruptor de aproximación inductivo revoluciones husillo -BS5305 +24 V alimentación de tensión 3L+ del interruptor de aproximación inductivo
Revoluciones husillo -BS5306 +24 V alimentación de tensión de la supervisión señal de entrada
Protección toberas -B401/4037 0 V alimentación del interruptor de aproximación capacitativo supervisión medios
Cámara de la bomba -BL006
Pin Conector X1_142 0 V alimentación L-3 Final de carrera supervisión protección de las toberas -B401/4025 Final de carrera supervisión seguro de cierre -B168/1657 0 V alimentación válvula -Q166 seguro de cierre8 +24 V alimentación 2L+ a través del fusible F29 Conexión con GND
10 Entrada de EN B3

Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-16 Junio 2004Versión: 01.00
Fig. 7.2-5: Máscara diagnosis
Veáse la página siguiente
Pin Conector X1_151 Entrada para llave de cierre hidráulica MX
Entrada del control de avería CX2 Entrada para supervisión del seguro contra pisada MX3 Entrada supervisión avance émbolo de presión4 Sin asignación5 Supervisión parada de emergencia -K000, -K0016 Entrada supervisión relé de protección -K160, -K262 MX7 Entrada supervisión parada de emergencia máquina -K000 CX8 Entrada supervisión relé calefacción del cilindro -Q0 MX9 Entrada supervisión relé calefacción del molde -Q5 MX
10 +24 V alimentación 4L+ a través del fusible F4

TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-17 Versión: 01.00
Pin Conector X1_163 Entrada movimiento expulsores y noyo con las puertas protectoras abiertas4 +24 V alimentación 2L+ a través del fusible F2
Pin Conector X1_175 Sin asignación6 +24 V alimentación 7L+ a través del fusible F6
Pin Conector X1_181 Salida +24 V refrigeración brida -QN0002 0 V alimentación de la válvula -QN0003 Salida +24 V regulación hidráulica temperatura del aceite -QN0014 0 V alimentación de la válvula -QN0015 Salida +24 V retroceso émbolo de presión -Q3306 0 V alimentación de la válvula -Q3307 Sin asignación8 Sin asignación9 Sin asignación
10 Sin asignación
Pin Conector X1_191 0 V alimentación2 Activación zona de cilindro 1 relé SSR -K6113 Activación zona de cilindro 2 relé SSR -K6214 Activación zona de cilindro 3 relé SSR -K6315 Activación zona de cilindro 4 relé SSR -K6416 Activación zona de cilindro 9 relé SSR -K6917 Activación zona de cilindro 10 relé SSR -K61018 0 V alimentación

Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-18 Junio 2004Versión: 01.00
Fig. 7.2-6: Máscara diagnosis del mando principal
Veáse la página siguiente
Pin Conector X1_191 0 V alimentación zonas de cilindro relé SSR2 +24 V salida zona de cilindro 1 relé SSR -K6113 +24 V salida zona de cilindro 2 relé SSR -K6214 +24 V salida zona de cilindro 3 relé SSR -K6315 +24 V salida zona de cilindro 4 relé SSR -K6416 +24 V salida zona de cilindro 9 relé SSR -K6917 +24 V salida zona de cilindro 10 relé SSR -K61018 0 V alimentación zonas de cilindro relé SSR

TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-19 Versión: 01.00
Pin Conector X1_202 +24 V alimentación 4L+ a través del fusible F43 de CTMS020 X115:3 (sin asignación)4 +24 V salida autorización calefacción del cilindro -6K315 +24 V alimentación 4L+ a través del fusible F46 de CTMS020 X115:4 (sin asignación)7 +24 V salida autorización calefacción del molde -6K338 +24 V alimentación 4L+ a través del fusible F49 de CTMS020 X115:5 (sin asignación)
10 0 V alimentación
Pin Conector X1_213 0 V alimentación4 Alimentación +24 V
Pin Conector X1_221 0 alimentación testigos de aviso de avería3 +24 V salida testigo de aviso de avería

Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-20 Junio 2004Versión: 01.00
7.3 PANTALLA DE DIAGNOSIS GRUPO CONSTRUCTIVO -A08
Fig. 7.3-1: Máscara diagnosis -A08
Veáse la página siguiente
No. Tipo de módulo1 Módulo -A082 CAI8832 Módulo -A083 CAI8833 Módulo -A087 CTM167
1 2 3

TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-21 Versión: 01.00
7.3.1 ASIGNACIÓN DE CONECTORES MÓDULO CAI883 (-A082)
Pin Conector X11 Sin asignación2 Sin asignación3 Sin asignación
Pin Conector X21 Sin asignación2 Sin asignación3 Sin asignación
Pin Conector X31 Sin asignación2 Sin asignación
Pin Conector X41 Sin asignación2 Sin asignación3 Sin asignación4 Sin asignación
Pin Conector X51 Sin asignación2 Sin asignación3 Sin asignación4 Sin asignación

Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-22 Junio 2004Versión: 01.00
Fig. 7.3-2: Máscara diagnosis -A08
Veáse la página siguiente
No. Tipo de módulo1 Módulo -A082 CAI8832 Módulo -A083 CAI8833 Módulo -A087 CTM167
1 2 3
TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-23 Versión: 01.00
7.3.2 ASIGNACIÓN DE CONECTORES MÓDULO CAI883 (-A083)
Pin Conector X11 Sin asignación2 Sin asignación3 Sin asignación
Pin Conector X21 Sin asignación2 Sin asignación3 Sin asignación
Pin Conector X31 Sin asignación2 Sin asignación
Pin Conector X41 Sin asignación2 Sin asignación3 Sin asignación4 Sin asignación
Pin Conector X51 Sin asignación2 Sin asignación3 Sin asignación4 Sin asignación
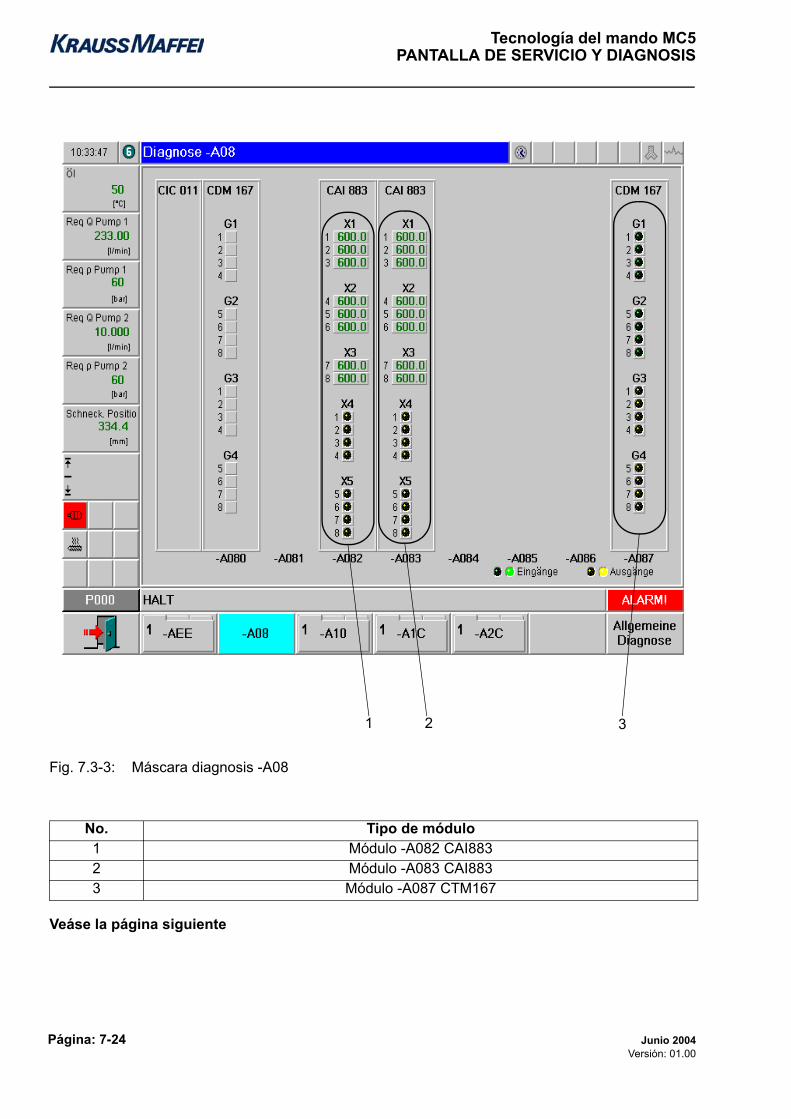
Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-24 Junio 2004Versión: 01.00
Fig. 7.3-3: Máscara diagnosis -A08
Veáse la página siguiente
No. Tipo de módulo1 Módulo -A082 CAI8832 Módulo -A083 CAI8833 Módulo -A087 CTM167
1 2 3
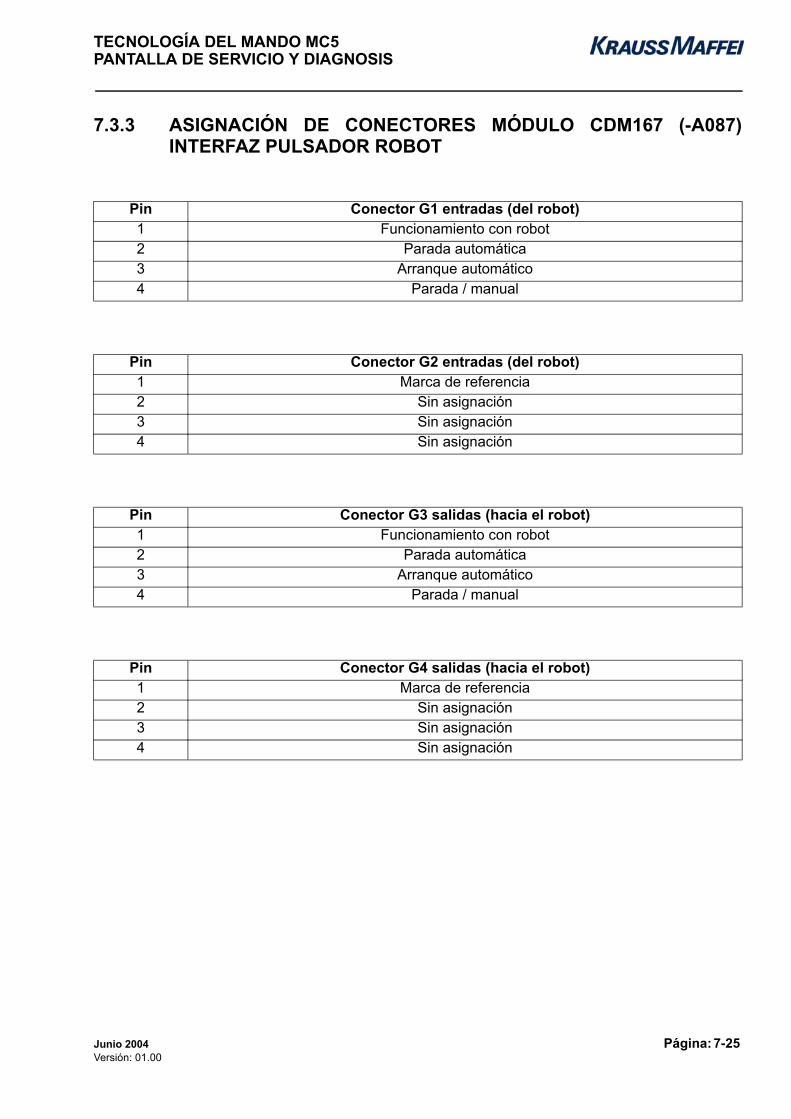
TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-25 Versión: 01.00
7.3.3 ASIGNACIÓN DE CONECTORES MÓDULO CDM167 (-A087)INTERFAZ PULSADOR ROBOT
Pin Conector G1 entradas (del robot)1 Funcionamiento con robot2 Parada automática3 Arranque automático4 Parada / manual
Pin Conector G2 entradas (del robot)1 Marca de referencia2 Sin asignación3 Sin asignación4 Sin asignación
Pin Conector G3 salidas (hacia el robot)1 Funcionamiento con robot2 Parada automática3 Arranque automático4 Parada / manual
Pin Conector G4 salidas (hacia el robot)1 Marca de referencia2 Sin asignación3 Sin asignación4 Sin asignación
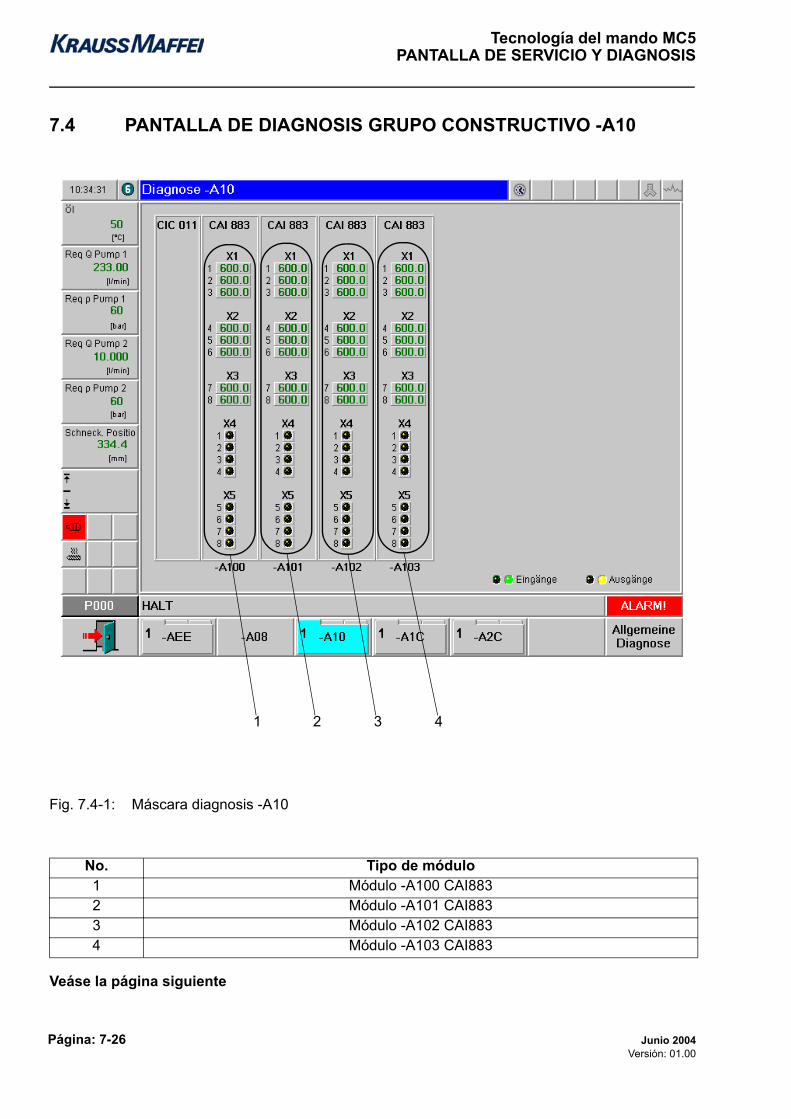
Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-26 Junio 2004Versión: 01.00
7.4 PANTALLA DE DIAGNOSIS GRUPO CONSTRUCTIVO -A10
Fig. 7.4-1: Máscara diagnosis -A10
Veáse la página siguiente
No. Tipo de módulo1 Módulo -A100 CAI8832 Módulo -A101 CAI8833 Módulo -A102 CAI8834 Módulo -A103 CAI883
1 2 3 4
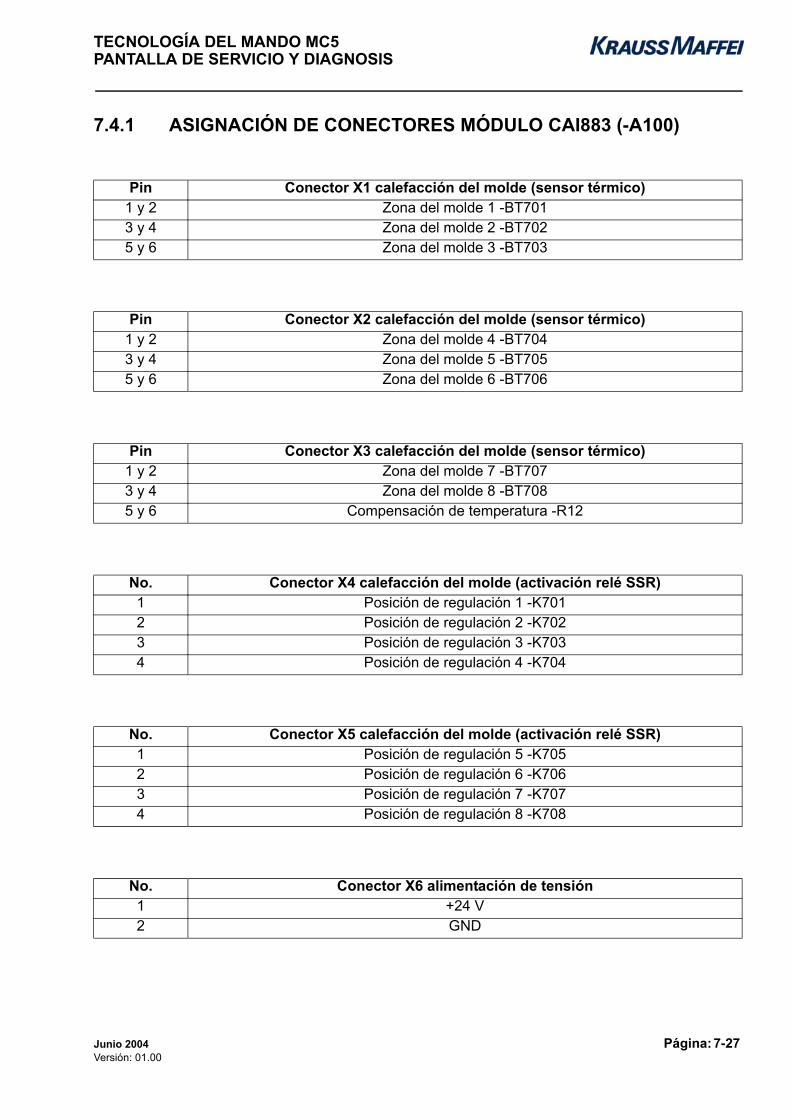
TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-27 Versión: 01.00
7.4.1 ASIGNACIÓN DE CONECTORES MÓDULO CAI883 (-A100)
Pin Conector X1 calefacción del molde (sensor térmico)1 y 2 Zona del molde 1 -BT7013 y 4 Zona del molde 2 -BT7025 y 6 Zona del molde 3 -BT703
Pin Conector X2 calefacción del molde (sensor térmico)1 y 2 Zona del molde 4 -BT7043 y 4 Zona del molde 5 -BT7055 y 6 Zona del molde 6 -BT706
Pin Conector X3 calefacción del molde (sensor térmico)1 y 2 Zona del molde 7 -BT7073 y 4 Zona del molde 8 -BT7085 y 6 Compensación de temperatura -R12
No. Conector X4 calefacción del molde (activación relé SSR)1 Posición de regulación 1 -K7012 Posición de regulación 2 -K7023 Posición de regulación 3 -K7034 Posición de regulación 4 -K704
No. Conector X5 calefacción del molde (activación relé SSR)1 Posición de regulación 5 -K7052 Posición de regulación 6 -K7063 Posición de regulación 7 -K7074 Posición de regulación 8 -K708
No. Conector X6 alimentación de tensión1 +24 V2 GND
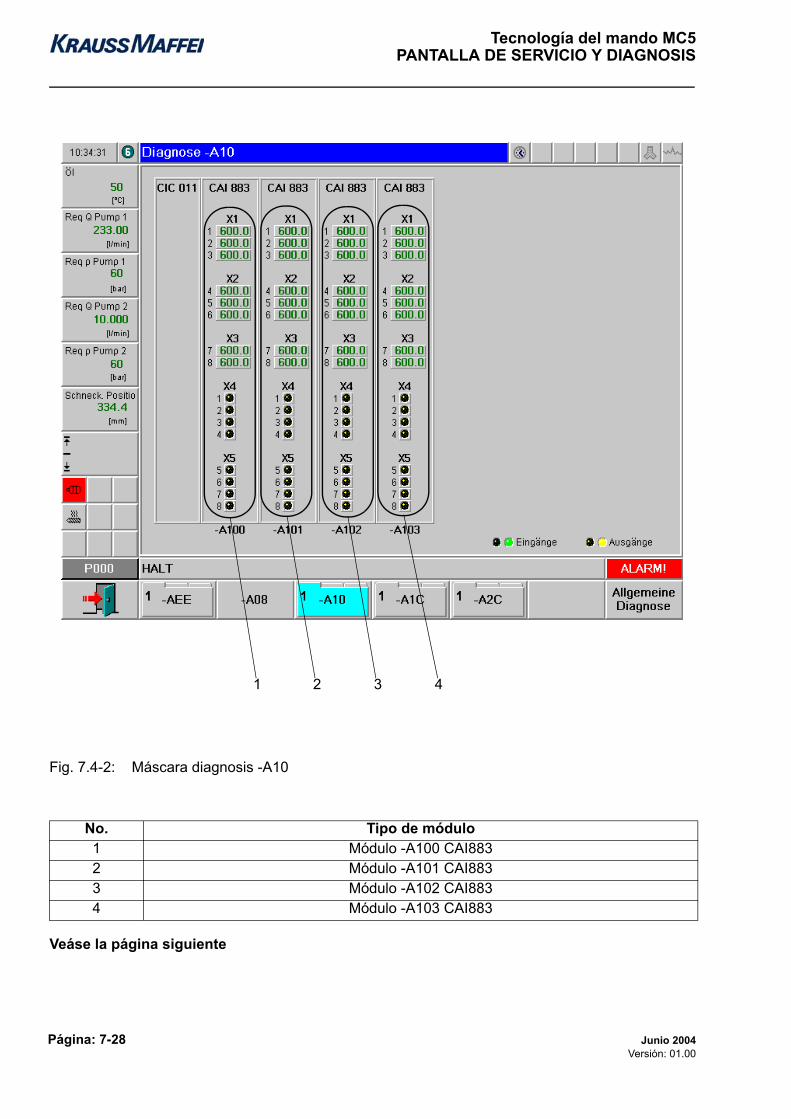
Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-28 Junio 2004Versión: 01.00
Fig. 7.4-2: Máscara diagnosis -A10
Veáse la página siguiente
No. Tipo de módulo1 Módulo -A100 CAI8832 Módulo -A101 CAI8833 Módulo -A102 CAI8834 Módulo -A103 CAI883
1 2 3 4
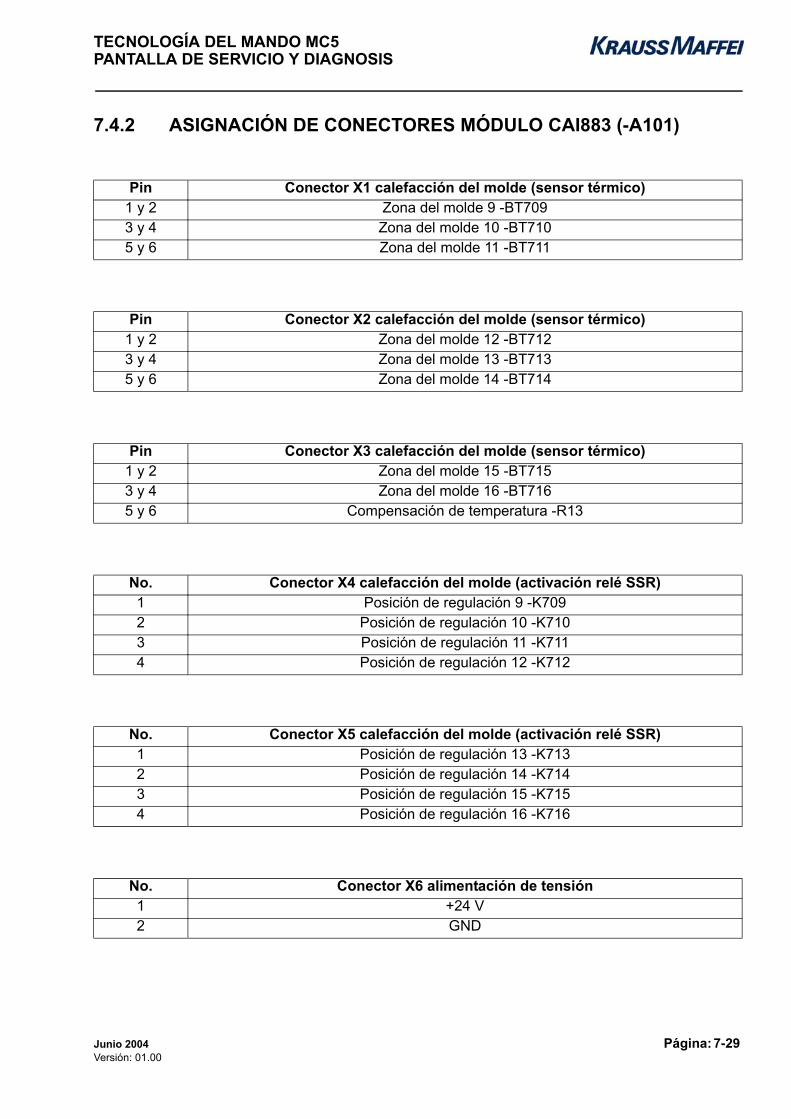
TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-29 Versión: 01.00
7.4.2 ASIGNACIÓN DE CONECTORES MÓDULO CAI883 (-A101)
Pin Conector X1 calefacción del molde (sensor térmico)1 y 2 Zona del molde 9 -BT7093 y 4 Zona del molde 10 -BT7105 y 6 Zona del molde 11 -BT711
Pin Conector X2 calefacción del molde (sensor térmico)1 y 2 Zona del molde 12 -BT7123 y 4 Zona del molde 13 -BT7135 y 6 Zona del molde 14 -BT714
Pin Conector X3 calefacción del molde (sensor térmico)1 y 2 Zona del molde 15 -BT7153 y 4 Zona del molde 16 -BT7165 y 6 Compensación de temperatura -R13
No. Conector X4 calefacción del molde (activación relé SSR)1 Posición de regulación 9 -K7092 Posición de regulación 10 -K7103 Posición de regulación 11 -K7114 Posición de regulación 12 -K712
No. Conector X5 calefacción del molde (activación relé SSR)1 Posición de regulación 13 -K7132 Posición de regulación 14 -K7143 Posición de regulación 15 -K7154 Posición de regulación 16 -K716
No. Conector X6 alimentación de tensión1 +24 V2 GND
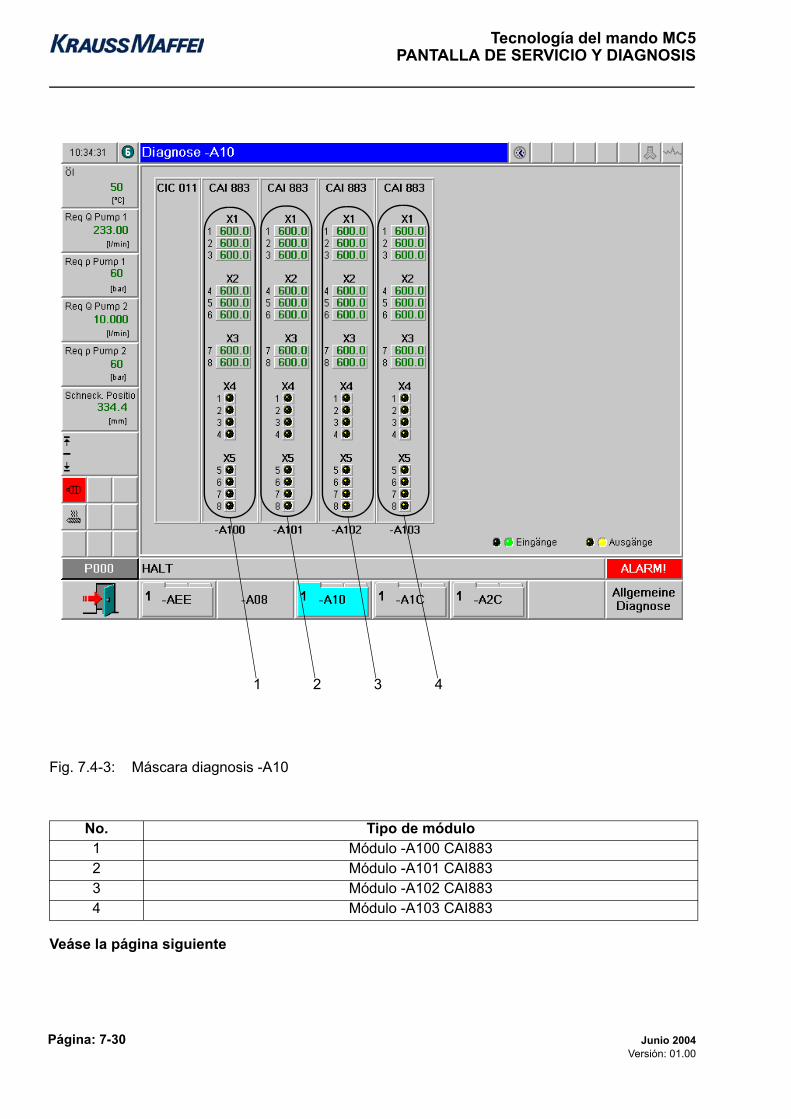
Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-30 Junio 2004Versión: 01.00
Fig. 7.4-3: Máscara diagnosis -A10
Veáse la página siguiente
No. Tipo de módulo1 Módulo -A100 CAI8832 Módulo -A101 CAI8833 Módulo -A102 CAI8834 Módulo -A103 CAI883
1 2 3 4

TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-31 Versión: 01.00
7.4.3 ASIGNACIÓN DE CONECTORES MÓDULO CAI883 (-A102)
Pin Conector X1 calefacción del molde (sensor térmico)1 y 2 Zona del molde 17 -BT7173 y 4 Zona del molde 18 -BT7185 y 6 Zona del molde 19 -BT719
Pin Conector X2 calefacción del molde (sensor térmico)1 y 2 Zona del molde 20 -BT7203 y 4 Zona del molde 21 -BT7215 y 6 Zona del molde 22 -BT722
Pin Conector X3 calefacción del molde (sensor térmico)1 y 2 Zona del molde 23 -BT7233 y 4 Zona del molde 24 -BT7245 y 6 Compensación de temperatura -R14
No. Conector X4 calefacción del molde (activación relé SSR)1 Posición de regulación 17 -K7172 Posición de regulación 18 -K7183 Posición de regulación 19 -K7194 Posición de regulación 20 -K720
No. Conector X4 calefacción del molde (activación relé SSR)1 Posición de regulación 21 -K7212 Posición de regulación 22 -K7223 Posición de regulación 23 -K7234 Posición de regulación 24 -K724
No. Conector X6 alimentación de tensión1 +24 V2 GND

Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-32 Junio 2004Versión: 01.00
Fig. 7.4-4: Máscara diagnosis -A10
Veáse la página siguiente
No. Tipo de módulo1 Módulo -A100 CAI8832 Módulo -A101 CAI8833 Módulo -A102 CAI8834 Módulo -A103 CAI883
1 2 3 4

TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-33 Versión: 01.00
7.4.4 ASIGNACIÓN DE CONECTORES MÓDULO CAI883 (-A103)
Pin Conector X1 calefacción del molde (sensor térmico)1 y 2 Zona del molde 21 -BT7213 y 4 Zona del molde 22 -BT7225 y 6 Zona del molde 23 -BT723
Pin Conector X2 calefacción del molde (sensor térmico)1 y 2 Zona del molde 24 -BT7243 y 4 Zona del molde 25 -BT7255 y 6 Zona del molde 26 -BT726
Pin Conector X3 calefacción del molde (sensor térmico)1 y 2 Zona del molde 27 -BT7273 y 4 Zona del molde 28 -BT7285 y 6 Compensación de temperatura -R15
No. Conector X4 calefacción del molde (activación relé SSR)1 Posición de regulación 21 -K7212 Posición de regulación 22 -K7223 Posición de regulación 23 -K7234 Posición de regulación 24 -K724
No. Conector X5 calefacción del molde (activación relé SSR)1 Posición de regulación 25 -K7252 Posición de regulación 26 -K7263 Posición de regulación 27 -K7274 Posición de regulación 28 -K728
No. Conector X6 alimentación de tensión1 +24 V2 GND

Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-34 Junio 2004Versión: 01.00
7.5 PANTALLA DE DIAGNOSIS GRUPO CONSTRUCTIVO -A14
Fig. 7.5-1: Máscara diagnosis -A14
Veáse la página siguiente
No. Tipo de módulo1 Módulo -A140 CAI8832 Módulo -A141 CAI8833 Módulo -A142 CAI8834 Módulo -A143 CAI883
1 2 3 4

TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-35 Versión: 01.00
7.5.1 ASIGNACIÓN DE CONECTORES MÓDULO CAI883 (-A140)
Pin Conector X1 calefacción del molde (sensor térmico)1 y 2 Zona del molde 29 -BT7293 y 4 Zona del molde 30 -BT7305 y 6 Zona del molde 31 -BT731
Pin Conector X2 calefacción del molde (sensor térmico)1 y 2 Zona del molde 32 -BT7323 y 4 Zona del molde 33 -BT7335 y 6 Zona del molde 34 -BT734
Pin Conector X3 calefacción del molde (sensor térmico)1 y 2 Zona del molde 35 -BT7353 y 4 Zona del molde 36 -BT7365 y 6 Compensación de temperatura -R16
No. Conector X4 calefacción del molde (activación relé SSR)1 Posición de regulación 29 -K7292 Posición de regulación 30 -K7303 Posición de regulación 31 -K7314 Posición de regulación 32 -K732
No. Conector X5 calefacción del molde (activación relé SSR)1 Posición de regulación 33 -K7332 Posición de regulación 34 -K7343 Posición de regulación 35 -K7354 Posición de regulación 36 -K736
No. Conector X6 alimentación de tensión1 +24 V2 GND
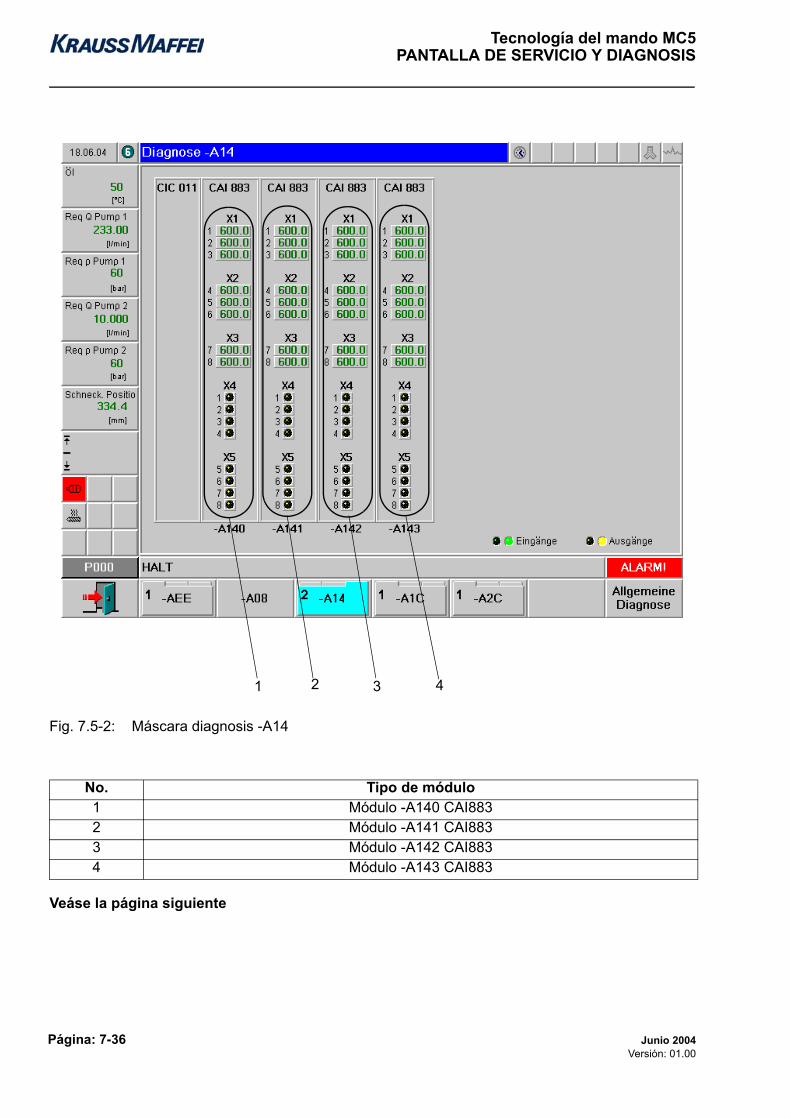
Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-36 Junio 2004Versión: 01.00
Fig. 7.5-2: Máscara diagnosis -A14
Veáse la página siguiente
No. Tipo de módulo1 Módulo -A140 CAI8832 Módulo -A141 CAI8833 Módulo -A142 CAI8834 Módulo -A143 CAI883
1 2 3 4

TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-37 Versión: 01.00
7.5.2 ASIGNACIÓN DE CONECTORES MÓDULO CAI883 (-A141)
Pin Conector X1 calefacción del molde (sensor térmico)1 y 2 Zona del molde 37 -BT7373 y 4 Zona del molde 38 -BT7385 y 6 Zona del molde 39 -BT739
Pin Conector X2 calefacción del molde (sensor térmico)1 y 2 Zona del molde 40 -BT7403 y 4 Zona del molde 41 -BT7415 y 6 Zona del molde 42 -BT742
Pin Conector X3 calefacción del molde (sensor térmico)1 y 2 Zona del molde 43 -BT7433 y 4 Zona del molde 44 -BT7445 y 6 Compensación de temperatura -R17
No. Conector X4 calefacción del molde (activación relé SSR)1 Posición de regulación 37 -K7372 Posición de regulación 38 -K7383 Posición de regulación 39 -K7394 Posición de regulación 40 -K740
No. Conector X5 calefacción del molde (activación relé SSR)1 Posición de regulación 41 -K7412 Posición de regulación 42 -K7423 Posición de regulación 43 -K7434 Posición de regulación 44 -K744
No. Conector X6 alimentación de tensión1 +24 V2 GND
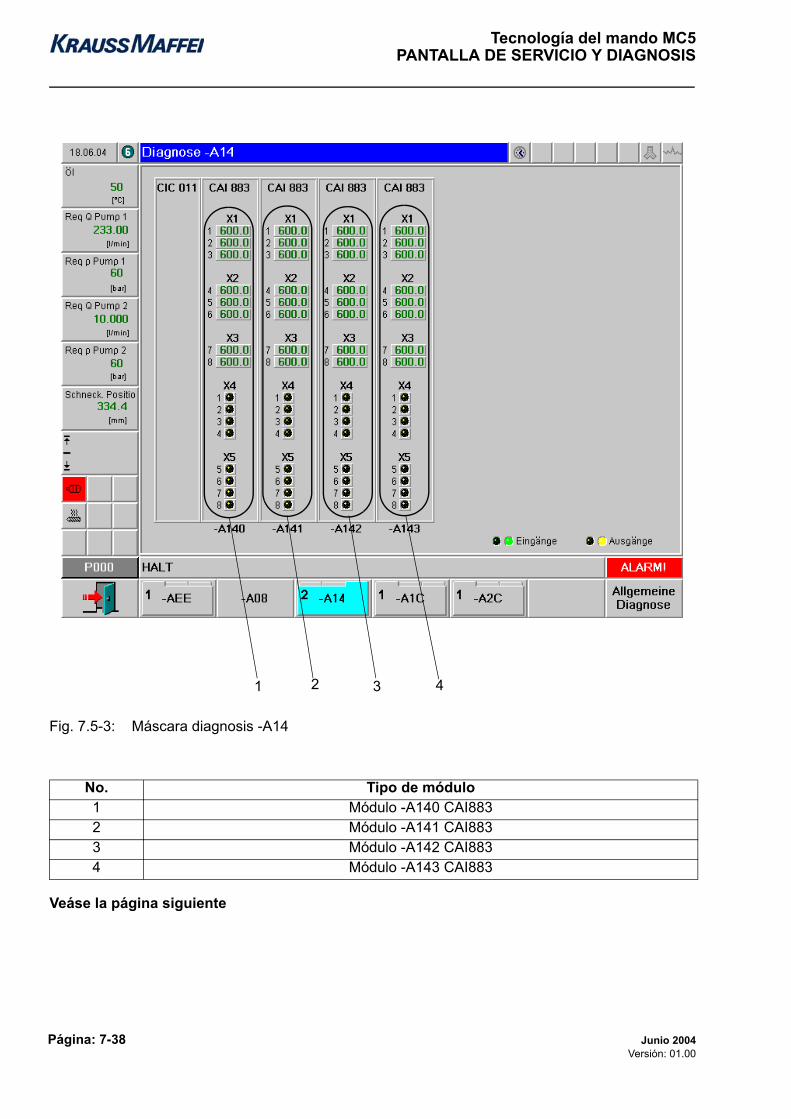
Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-38 Junio 2004Versión: 01.00
Fig. 7.5-3: Máscara diagnosis -A14
Veáse la página siguiente
No. Tipo de módulo1 Módulo -A140 CAI8832 Módulo -A141 CAI8833 Módulo -A142 CAI8834 Módulo -A143 CAI883
1 2 3 4
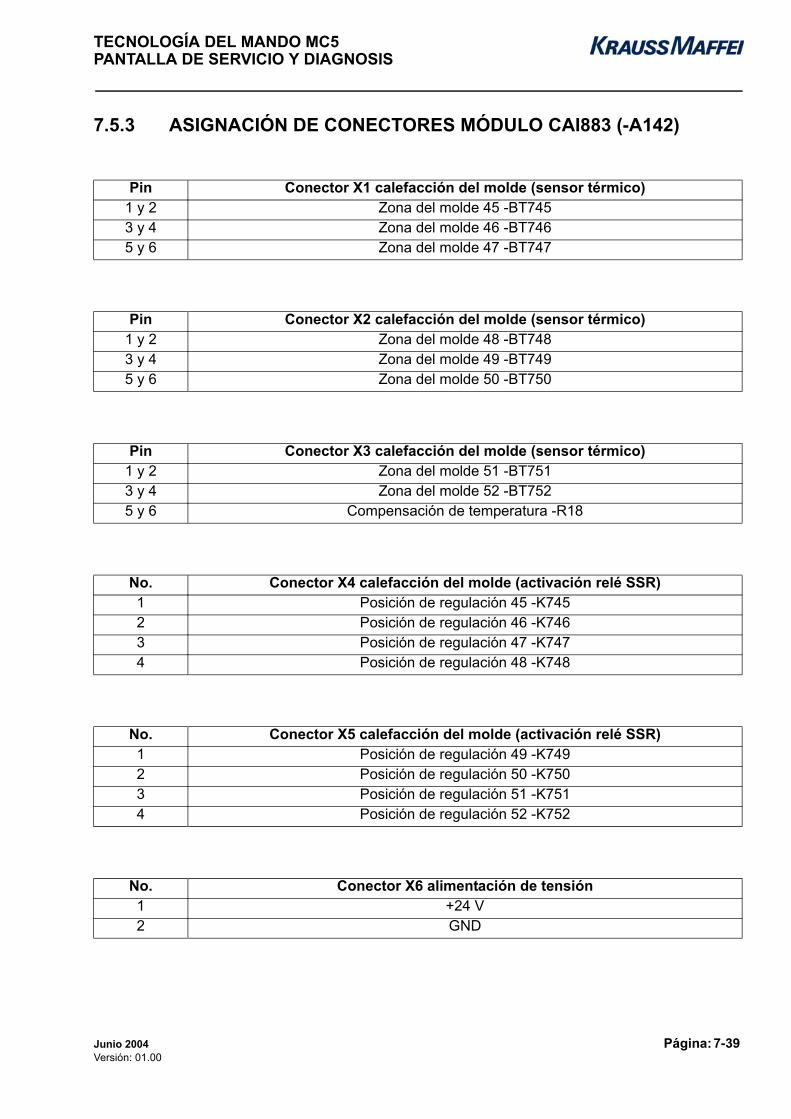
TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-39 Versión: 01.00
7.5.3 ASIGNACIÓN DE CONECTORES MÓDULO CAI883 (-A142)
Pin Conector X1 calefacción del molde (sensor térmico)1 y 2 Zona del molde 45 -BT7453 y 4 Zona del molde 46 -BT7465 y 6 Zona del molde 47 -BT747
Pin Conector X2 calefacción del molde (sensor térmico)1 y 2 Zona del molde 48 -BT7483 y 4 Zona del molde 49 -BT7495 y 6 Zona del molde 50 -BT750
Pin Conector X3 calefacción del molde (sensor térmico)1 y 2 Zona del molde 51 -BT7513 y 4 Zona del molde 52 -BT7525 y 6 Compensación de temperatura -R18
No. Conector X4 calefacción del molde (activación relé SSR)1 Posición de regulación 45 -K7452 Posición de regulación 46 -K7463 Posición de regulación 47 -K7474 Posición de regulación 48 -K748
No. Conector X5 calefacción del molde (activación relé SSR)1 Posición de regulación 49 -K7492 Posición de regulación 50 -K7503 Posición de regulación 51 -K7514 Posición de regulación 52 -K752
No. Conector X6 alimentación de tensión1 +24 V2 GND

Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-40 Junio 2004Versión: 01.00
Fig. 7.5-4: Máscara diagnosis -A14
Veáse la página siguiente
No. Tipo de módulo1 Módulo -A140 CAI8832 Módulo -A141 CAI8833 Módulo -A142 CAI8834 Módulo -A143 CAI883
1 2 3 4

TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-41 Versión: 01.00
7.5.4 ASIGNACIÓN DE CONECTORES MÓDULO CAI883 (-A143)
Pin Conector X1 calefacción del molde (sensor térmico)1 y 2 Zona del molde 53 -BT7533 y 4 Zona del molde 54 -BT7545 y 6 Zona del molde 55 -BT755
Pin Conector X2 calefacción del molde (sensor térmico)1 y 2 Zona del molde 56 -BT7563 y 4 Zona del molde 57 -BT7575 y 6 Zona del molde 58 -BT758
Pin Conector X3 calefacción del molde (sensor térmico)1 y 2 Zona del molde 59 -BT7593 y 4 Zona del molde 60 -BT7605 y 6 Compensación de temperatura -R19
No. Conector X4 calefacción del molde (activación relé SSR)1 Posición de regulación 53 -K7532 Posición de regulación 54 -K7543 Posición de regulación 55 -K7554 Posición de regulación 56 -K756
No. Conector X5 calefacción del molde (activación relé SSR)1 Posición de regulación 57 -K7572 Posición de regulación 58 -K7583 Posición de regulación 59 -K7594 Posición de regulación 60 -K760
No. Conector X6 alimentación de tensión1 +24 V2 GND

Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-42 Junio 2004Versión: 01.00
7.6 PANTALLA DE DIAGNOSIS GRUPO CONSTRUCTIVO -A1C
Fig. 7.6-1: Máscara diagnosis -A1C
Veáse la página siguiente
No. Tipo de módulo1 Módulo -A1C0 CDI1612 Módulo -A1C1 CTO1673 Módulo -A1C2 CDM1674 Módulo -A1C3 CDM1675 Módulo -A1C4 CTO1676 Módulo -A1C5 CDM1677 Módulo -A1C7 CNC031
1 2 3 4 5 6 7
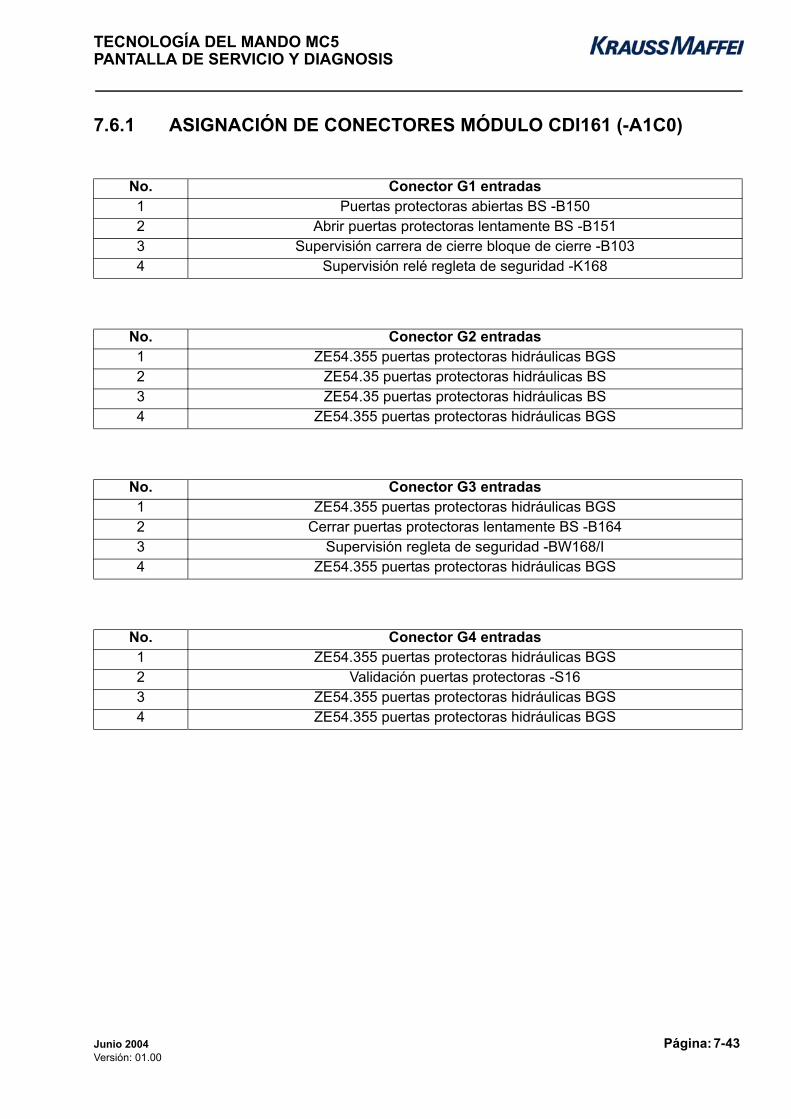
TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-43 Versión: 01.00
7.6.1 ASIGNACIÓN DE CONECTORES MÓDULO CDI161 (-A1C0)
No. Conector G1 entradas1 Puertas protectoras abiertas BS -B1502 Abrir puertas protectoras lentamente BS -B1513 Supervisión carrera de cierre bloque de cierre -B1034 Supervisión relé regleta de seguridad -K168
No. Conector G2 entradas1 ZE54.355 puertas protectoras hidráulicas BGS2 ZE54.35 puertas protectoras hidráulicas BS3 ZE54.35 puertas protectoras hidráulicas BS4 ZE54.355 puertas protectoras hidráulicas BGS
No. Conector G3 entradas1 ZE54.355 puertas protectoras hidráulicas BGS2 Cerrar puertas protectoras lentamente BS -B1643 Supervisión regleta de seguridad -BW168/I4 ZE54.355 puertas protectoras hidráulicas BGS
No. Conector G4 entradas1 ZE54.355 puertas protectoras hidráulicas BGS2 Validación puertas protectoras -S163 ZE54.355 puertas protectoras hidráulicas BGS4 ZE54.355 puertas protectoras hidráulicas BGS
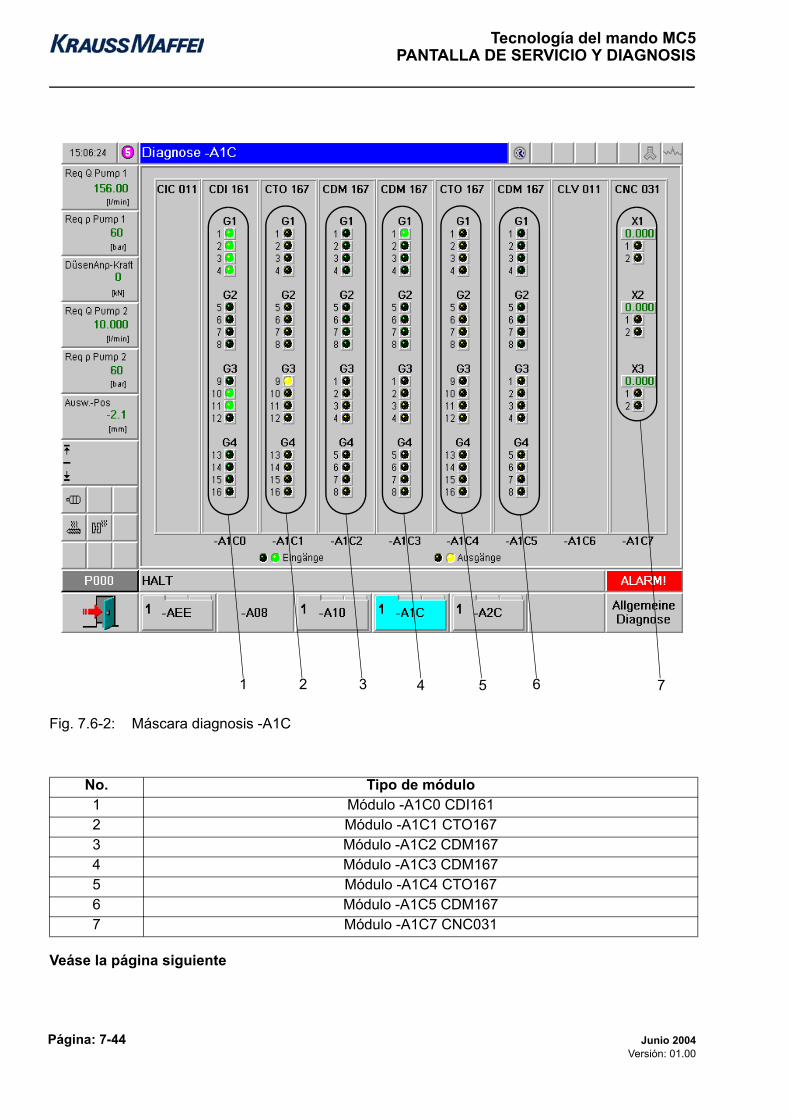
Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-44 Junio 2004Versión: 01.00
Fig. 7.6-2: Máscara diagnosis -A1C
Veáse la página siguiente
No. Tipo de módulo1 Módulo -A1C0 CDI1612 Módulo -A1C1 CTO1673 Módulo -A1C2 CDM1674 Módulo -A1C3 CDM1675 Módulo -A1C4 CTO1676 Módulo -A1C5 CDM1677 Módulo -A1C7 CNC031
1 2 3 4 5 6 7
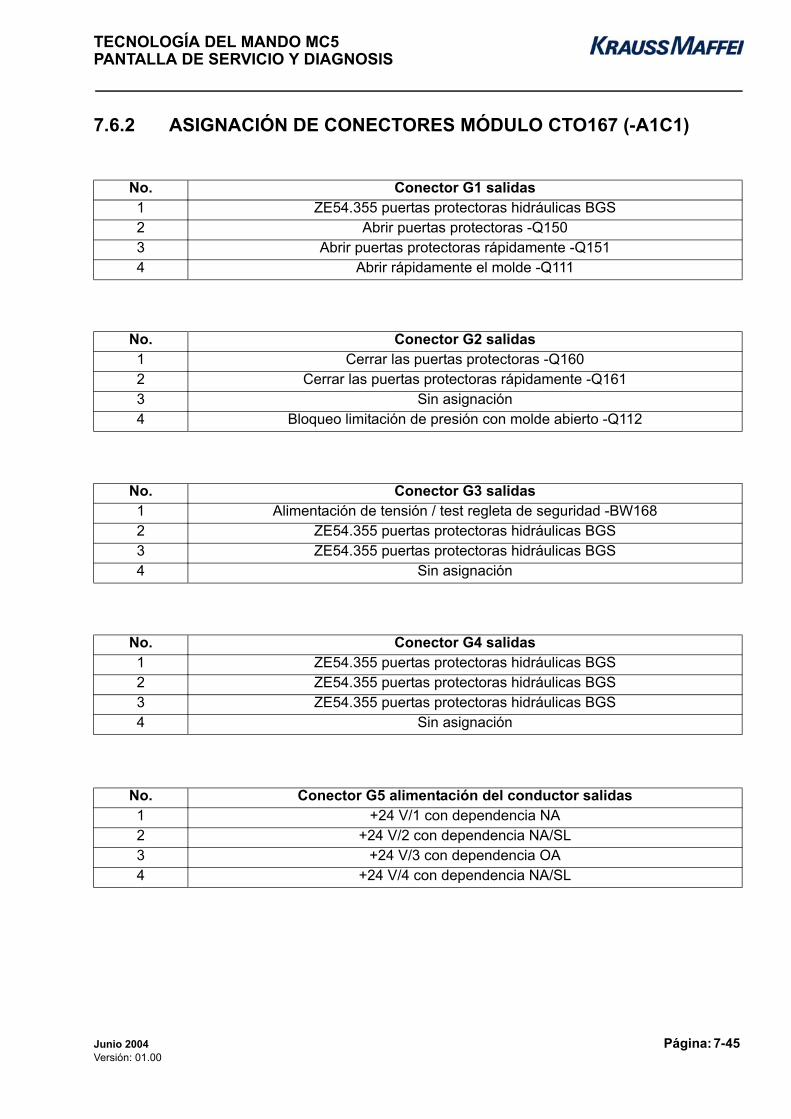
TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-45 Versión: 01.00
7.6.2 ASIGNACIÓN DE CONECTORES MÓDULO CTO167 (-A1C1)
No. Conector G1 salidas1 ZE54.355 puertas protectoras hidráulicas BGS2 Abrir puertas protectoras -Q1503 Abrir puertas protectoras rápidamente -Q1514 Abrir rápidamente el molde -Q111
No. Conector G2 salidas1 Cerrar las puertas protectoras -Q1602 Cerrar las puertas protectoras rápidamente -Q1613 Sin asignación4 Bloqueo limitación de presión con molde abierto -Q112
No. Conector G3 salidas1 Alimentación de tensión / test regleta de seguridad -BW1682 ZE54.355 puertas protectoras hidráulicas BGS3 ZE54.355 puertas protectoras hidráulicas BGS4 Sin asignación
No. Conector G4 salidas1 ZE54.355 puertas protectoras hidráulicas BGS2 ZE54.355 puertas protectoras hidráulicas BGS3 ZE54.355 puertas protectoras hidráulicas BGS4 Sin asignación
No. Conector G5 alimentación del conductor salidas1 +24 V/1 con dependencia NA2 +24 V/2 con dependencia NA/SL3 +24 V/3 con dependencia OA4 +24 V/4 con dependencia NA/SL

Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-46 Junio 2004Versión: 01.00
Fig. 7.6-3: Máscara diagnosis -A1C
Veáse la página siguiente
No. Tipo de módulo1 Módulo -A1C0 CDI1612 Módulo -A1C1 CTO1673 Módulo -A1C2 CDM1674 Módulo -A1C3 CDM1675 Módulo -A1C4 CTO1676 Módulo -A1C5 CDM1677 Módulo -A1C7 CNC031
1 2 3 4 5 6 7

TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-47 Versión: 01.00
7.6.3 ASIGNACIÓN DE CONECTORES MÓDULO CDM167 (-A1C2)
No. Conector G1 entradas1 Noyo 1 dentro (posición de inyección) placa portamolde fija -B7042 Noyo 1 fuera (posición de recogida) placa portamolde fija -B7143 Noyo 2 dentro (posición de inyección) placa portamolde fija -B7244 Noyo 2 fuera (posición de recogida) placa portamolde fija -B734
No. Conector G2 entradas1 Noyo 3 dentro (posición de inyección) placa portamolde fija -B7442 Noyo 3 fuera (posición de recogida) placa portamolde fija -B7543 Noyo 4 dentro (posición de inyección) placa portamolde fija -B7644 Noyo 4 fuera (posición de recogida) placa portamolde fija -B774
No. Conector G3 salidas1 Noyo 1 introducir (posición de inyección) placa portamolde fija -Q7042 Noyo 2 introducir (posición de inyección) placa portamolde fija -Q7243 Noyo 3 introducir (posición de inyección) placa portamolde fija -Q7444 Noyo 4 introducir (posición de inyección) placa portamolde fija -Q764
No. Conector G4 salidas1 Noyo 1 extraer (posición de recogida) placa portamolde fija -Q7142 Noyo 2 extraer (posición de recogida) placa portamolde fija -Q7343 Noyo 3 extraer (posición de recogida) placa portamolde fija -Q7544 Noyo 4 extraer (posición de recogida) placa portamolde fija -Q774
No. Conector G5 alimentación del conductor salidas3 +24 V con dependencia NA/ST/TS/0164 +24 V con dependencia NA/ST/TS/

Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-48 Junio 2004Versión: 01.00
Fig. 7.6-4: Máscara diagnosis -A1C
Veáse la página siguiente
No. Tipo de módulo1 Módulo -A1C0 CDI1612 Módulo -A1C1 CTO1673 Módulo -A1C2 CDM1674 Módulo -A1C3 CDM1675 Módulo -A1C4 CTO1676 Módulo -A1C5 CDM1677 Módulo -A1C7 CNC031
1 2 3 4 5 6 7

TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-49 Versión: 01.00
7.6.4 ASIGNACIÓN DE CONECTORES MÓDULO CDM167 (-A1C3)
No. Conector G1 entradas1234
No. Conector G2 entradas1234
No. Conector G3 salidas1234
No. Conector G4 salidas1234
No. Conector G5 alimentación del conductor salidas34
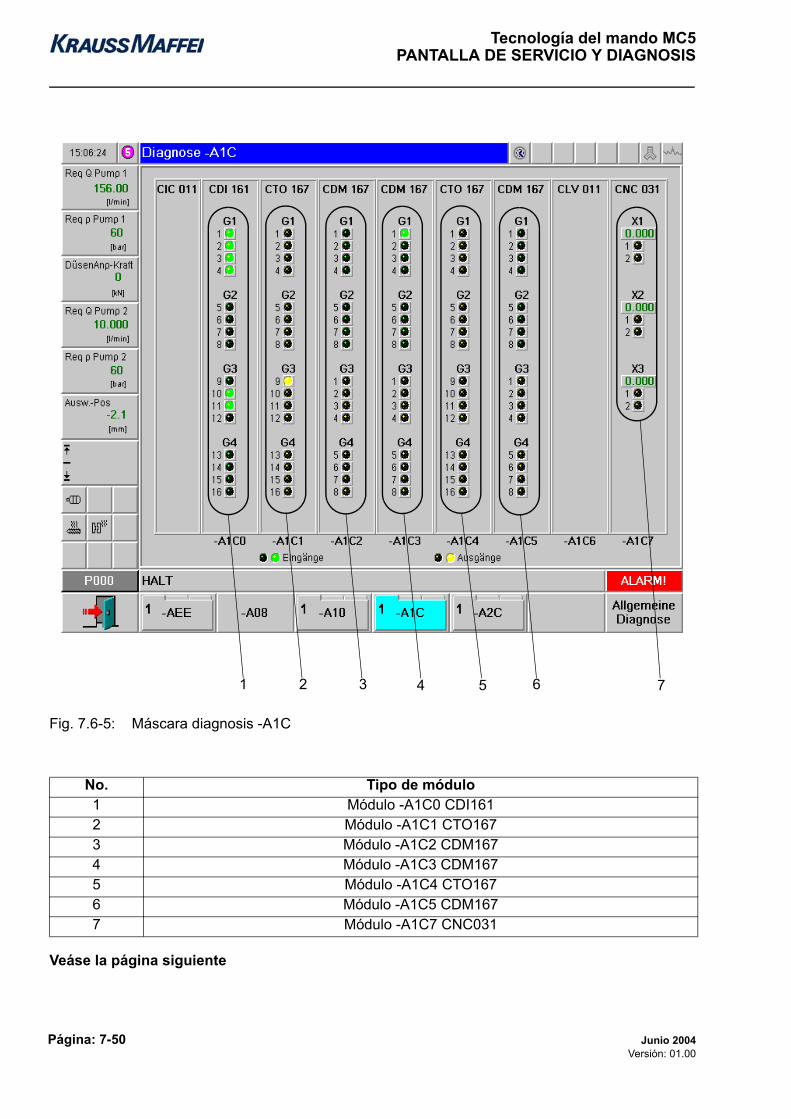
Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-50 Junio 2004Versión: 01.00
Fig. 7.6-5: Máscara diagnosis -A1C
Veáse la página siguiente
No. Tipo de módulo1 Módulo -A1C0 CDI1612 Módulo -A1C1 CTO1673 Módulo -A1C2 CDM1674 Módulo -A1C3 CDM1675 Módulo -A1C4 CTO1676 Módulo -A1C5 CDM1677 Módulo -A1C7 CNC031
1 2 3 4 5 6 7

TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-51 Versión: 01.00
7.6.5 ASIGNACIÓN DE CONECTORES MÓDULO CTO167 (-A1C4)
No. Conector G1 salidas1 Abrir cierre de aguja 1 -Q/QP8202 Abrir cierre de aguja 2 -Q/QP8223 Abrir cierre de aguja 3 -Q/QP8244 Abrir cierre de aguja 4 -Q/QP826
No. Conector G2 salidas1 Abrir cierre de aguja 5 -Q/QP8282 Abrir cierre de aguja 6 -Q/QP8303 Abrir cierre de aguja 7 -Q/QP8324 Abrir cierre de aguja 8 -Q/QP834
No. Conector G3 salidas1 Cerrar cierre de aguja 1 -Q/QP8212 Cerrar cierre de aguja 2 -Q/QP8233 Cerrar cierre de aguja 3 -Q/QP8254 Cerrar cierre de aguja 4 -Q/QP827
No. Conector G4 salidas1 Cerrar cierre de aguja 5 -Q/QP8292 Cerrar cierre de aguja 6 -Q/QP8313 Cerrar cierre de aguja 7 -Q/QP8334 Cerrar cierre de aguja 8 -Q/QP835
No. Conector G5 alimentación del conductor salidas1 +24 V/1 con dependencia NA/ST/TS2 +24 V/2 con dependencia NA/ST/TS3 +24 V/3 con dependencia NA4 +24 V/4 con dependencia NA

Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-52 Junio 2004Versión: 01.00
Fig. 7.6-6: Máscara diagnosis -A1C
Veáse la página siguiente
No. Tipo de módulo1 Módulo -A1C0 CDI1612 Módulo -A1C1 CTO1673 Módulo -A1C2 CDM1674 Módulo -A1C3 CDM1675 Módulo -A1C4 CTO1676 Módulo -A1C5 CDM1677 Módulo -A1C7 CNC031
1 2 3 4 5 6 7
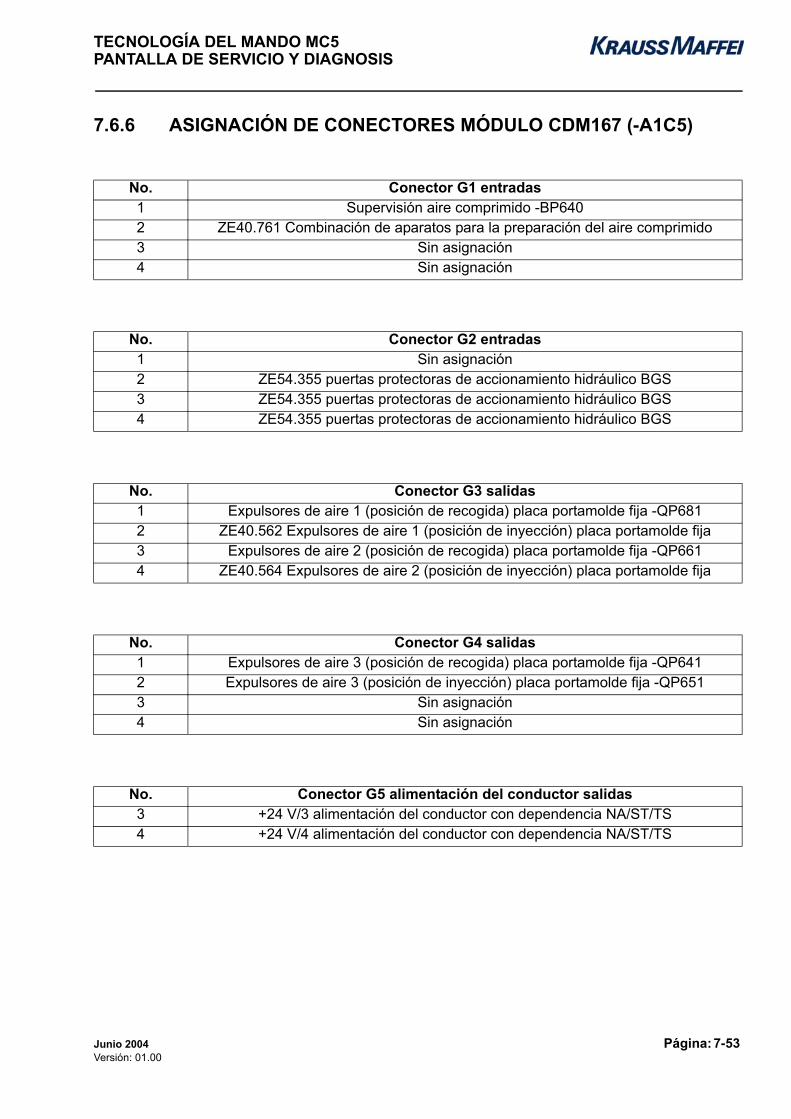
TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-53 Versión: 01.00
7.6.6 ASIGNACIÓN DE CONECTORES MÓDULO CDM167 (-A1C5)
No. Conector G1 entradas1 Supervisión aire comprimido -BP6402 ZE40.761 Combinación de aparatos para la preparación del aire comprimido3 Sin asignación4 Sin asignación
No. Conector G2 entradas1 Sin asignación2 ZE54.355 puertas protectoras de accionamiento hidráulico BGS3 ZE54.355 puertas protectoras de accionamiento hidráulico BGS4 ZE54.355 puertas protectoras de accionamiento hidráulico BGS
No. Conector G3 salidas1 Expulsores de aire 1 (posición de recogida) placa portamolde fija -QP6812 ZE40.562 Expulsores de aire 1 (posición de inyección) placa portamolde fija3 Expulsores de aire 2 (posición de recogida) placa portamolde fija -QP6614 ZE40.564 Expulsores de aire 2 (posición de inyección) placa portamolde fija
No. Conector G4 salidas1 Expulsores de aire 3 (posición de recogida) placa portamolde fija -QP6412 Expulsores de aire 3 (posición de inyección) placa portamolde fija -QP6513 Sin asignación4 Sin asignación
No. Conector G5 alimentación del conductor salidas3 +24 V/3 alimentación del conductor con dependencia NA/ST/TS4 +24 V/4 alimentación del conductor con dependencia NA/ST/TS

Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-54 Junio 2004Versión: 01.00
Fig. 7.6-7: Máscara diagnosis -A1C
Veáse la página siguiente
No. Tipo de módulo1 Módulo -A1C0 CDI1612 Módulo -A1C1 CTO1673 Módulo -A1C2 CDM1674 Módulo -A1C3 CDM1675 Módulo -A1C4 CTO1676 Módulo -A1C5 CDM1677 Módulo -A1C7 CNC031
1 2 3 4 5 6 7

TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-55 Versión: 01.00
7.6.7 ASIGNACIÓN DE CONECTORES MÓDULO CN031 (-A1C7)
No. Conector 1123
No. Conector 2123
No. Conector 3123

Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-56 Junio 2004Versión: 01.00
7.7 PANTALLA DE DIAGNOSIS GRUPO CONSTRUCTIVO -A24
Fig. 7.7-1: Máscara diagnosis -A24
Veáse la página siguiente
No. Tipo de módulo1 Módulo -A240 CTO1672 Módulo -A241 CTO1673 Módulo -A242 CTO1674 Módulo -A243 CTO167
1 2 3 4
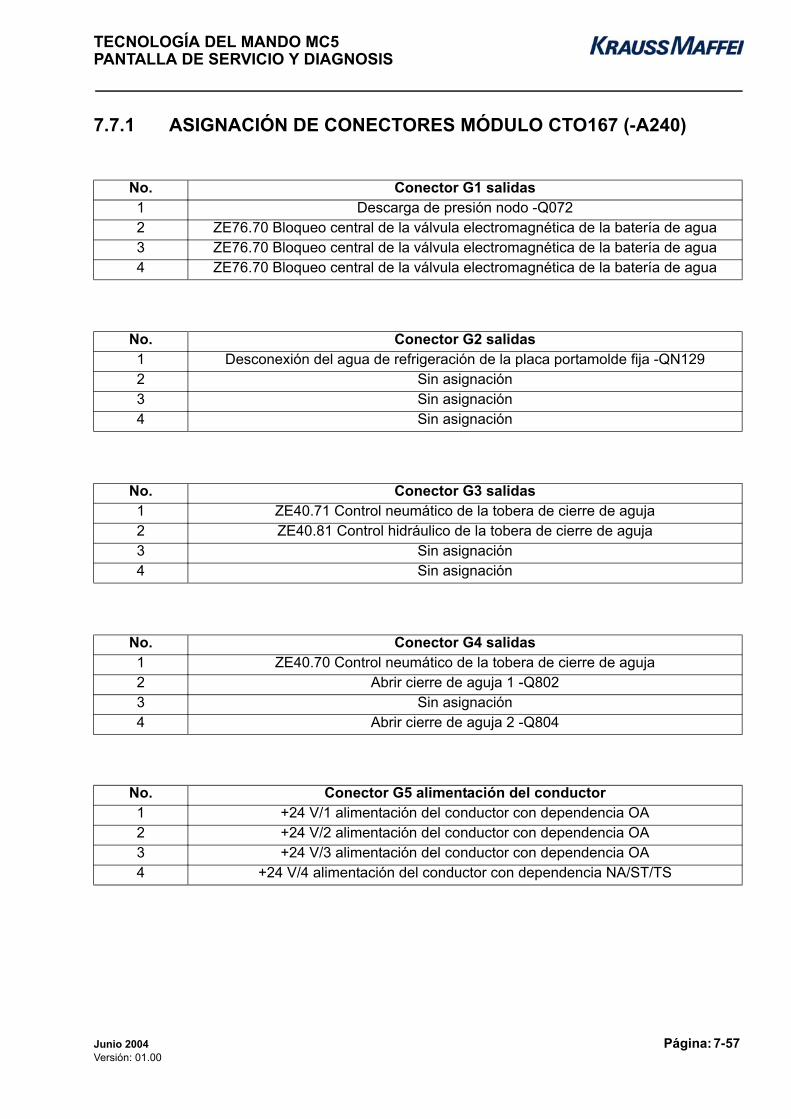
TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-57 Versión: 01.00
7.7.1 ASIGNACIÓN DE CONECTORES MÓDULO CTO167 (-A240)
No. Conector G1 salidas1 Descarga de presión nodo -Q0722 ZE76.70 Bloqueo central de la válvula electromagnética de la batería de agua3 ZE76.70 Bloqueo central de la válvula electromagnética de la batería de agua4 ZE76.70 Bloqueo central de la válvula electromagnética de la batería de agua
No. Conector G2 salidas1 Desconexión del agua de refrigeración de la placa portamolde fija -QN1292 Sin asignación3 Sin asignación4 Sin asignación
No. Conector G3 salidas1 ZE40.71 Control neumático de la tobera de cierre de aguja2 ZE40.81 Control hidráulico de la tobera de cierre de aguja3 Sin asignación4 Sin asignación
No. Conector G4 salidas1 ZE40.70 Control neumático de la tobera de cierre de aguja2 Abrir cierre de aguja 1 -Q8023 Sin asignación4 Abrir cierre de aguja 2 -Q804
No. Conector G5 alimentación del conductor1 +24 V/1 alimentación del conductor con dependencia OA2 +24 V/2 alimentación del conductor con dependencia OA3 +24 V/3 alimentación del conductor con dependencia OA4 +24 V/4 alimentación del conductor con dependencia NA/ST/TS

Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-58 Junio 2004Versión: 01.00
7.8 PANTALLA DE DIAGNOSIS GRUPO CONSTRUCTIVO -A2C
Fig. 7.8-1: Máscara diagnosis -A2C
Veáse la página siguiente
No. Tipo de módulo1 Módulo -A2C0 CDI1612 Módulo -A2C1 CTO1673 Módulo -A2C2 CDM1674 Módulo -A2C3 CDM1675 Módulo -A2C4 CDM1676 Módulo -A2C5 CDM1677 Módulo -A2C7 CNC031
1 2 3 4 5 6 7

TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-59 Versión: 01.00
7.8.1 ASIGNACIÓN DE CONECTORES MÓDULO CDI161 (-A2C0)
No. Conector G1 entradas1 Cerrojo dentro lado de manejo inferior -B2002 Cerrojo fuera lado de manejo inferior -B2103 Cerrojo dentro lado de manejo inferior -B2014 Pasador fuera lado de manejo inferior -B211
No. Conector G2 entradas1 Cerrojo dentro lado de manejo superior -B2022 Cerrojo fuera lado de manejo superior -B2123 Cerrojo dentro lado de manejo superior -B2034 Cerrojo fuera lado de manejo superior -B213
No. Conector G3 entradas1 Cerrojo dentro lado de manejo superior -B2042 Cerrojo fuera lado de manejo superior -B2143 Cerrojo dentro lado de manejo superior -B2054 Cerrojo fuera lado de manejo superior -B215
No. Conector G4 entradas1 Cerrojo dentro lado de manejo inferior -B2062 Cerrojo fuera lado de manejo inferior -B2163 Cerrojo dentro lado de manejo inferior -B2074 Cerrojo fuera lado de manejo inferior -B217

Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-60 Junio 2004Versión: 01.00
Fig. 7.8-2: Máscara diagnosis -A2C
Veáse la página siguiente
No. Tipo de módulo1 Módulo -A2C0 CDI1612 Módulo -A2C1 CTO1673 Módulo -A2C2 CDM1674 Módulo -A2C3 CDM1675 Módulo -A2C4 CDM1676 Módulo -A2C5 CDM1677 Módulo -A2C7 CNC031
1 2 3 4 5 6 7

TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-61 Versión: 01.00
7.8.2 ASIGNACIÓN DE CONECTORES MÓDULO CTO167 (-A2C1)
No. Conector G1 salidas1 Introducir el cerrojo-Q2002 Extraer el cerrojo-Q2103 Arrrancar el cojín de presión -Q3104 Distensar el cojín de presión -Q330
No. Conector G2 salidas1 Avance cojín de presión -Q3002 Sin asignación3 Retroceso expulsor -Q6104 Sin asignación
No. Conector G3 salidas1 Arrancar lado de manejo inferior -Q3112 Arrancar lado de manejo superior -Q3123 Arrancar lado de manejo superior -Q3134 Arrancar lado de manejo inferior -Q314
No. Conector G4 salidas1 Avance expulsor -Q6002 Sin asignación3 Sin asignación4 Sin asignación
No. Conector G5 alimentación del conductor1 +24 V/1 alimentación del conductor con dependencia NA2 +24 V/2 alimentación del conductor con dependencia NA/ST/TS3 +24 V/3 alimentación del conductor con dependencia NA4 +24 V/4 alimentación del conductor con dependencia NA/ST/TS/016
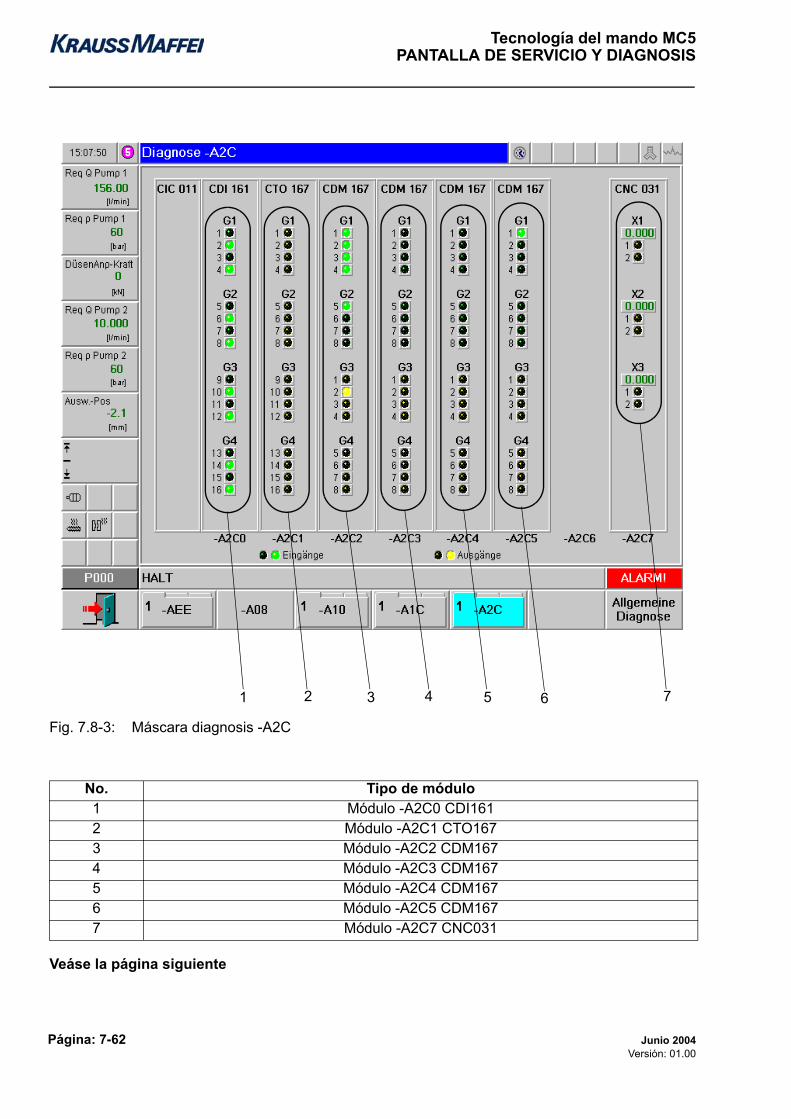
Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-62 Junio 2004Versión: 01.00
Fig. 7.8-3: Máscara diagnosis -A2C
Veáse la página siguiente
No. Tipo de módulo1 Módulo -A2C0 CDI1612 Módulo -A2C1 CTO1673 Módulo -A2C2 CDM1674 Módulo -A2C3 CDM1675 Módulo -A2C4 CDM1676 Módulo -A2C5 CDM1677 Módulo -A2C7 CNC031
1 2 3 4 5 6 7
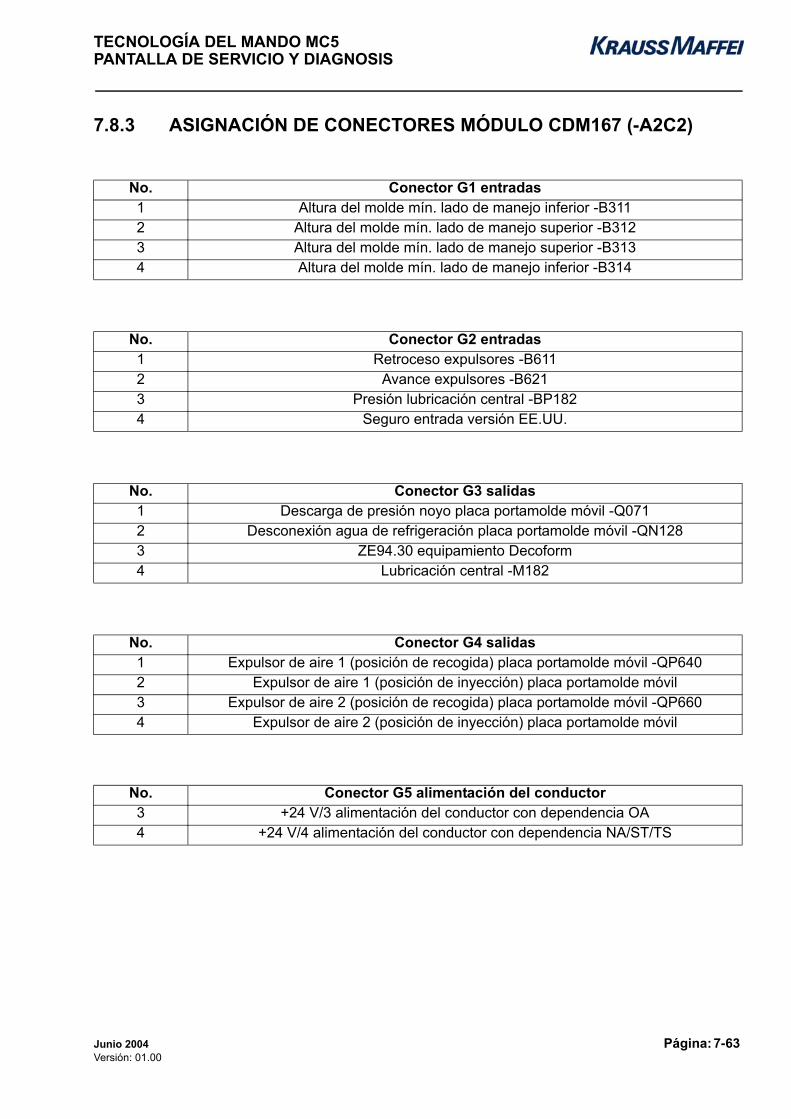
TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-63 Versión: 01.00
7.8.3 ASIGNACIÓN DE CONECTORES MÓDULO CDM167 (-A2C2)
No. Conector G1 entradas1 Altura del molde mín. lado de manejo inferior -B3112 Altura del molde mín. lado de manejo superior -B3123 Altura del molde mín. lado de manejo superior -B3134 Altura del molde mín. lado de manejo inferior -B314
No. Conector G2 entradas1 Retroceso expulsores -B6112 Avance expulsores -B6213 Presión lubricación central -BP1824 Seguro entrada versión EE.UU.
No. Conector G3 salidas1 Descarga de presión noyo placa portamolde móvil -Q0712 Desconexión agua de refrigeración placa portamolde móvil -QN1283 ZE94.30 equipamiento Decoform4 Lubricación central -M182
No. Conector G4 salidas1 Expulsor de aire 1 (posición de recogida) placa portamolde móvil -QP6402 Expulsor de aire 1 (posición de inyección) placa portamolde móvil3 Expulsor de aire 2 (posición de recogida) placa portamolde móvil -QP6604 Expulsor de aire 2 (posición de inyección) placa portamolde móvil
No. Conector G5 alimentación del conductor3 +24 V/3 alimentación del conductor con dependencia OA4 +24 V/4 alimentación del conductor con dependencia NA/ST/TS
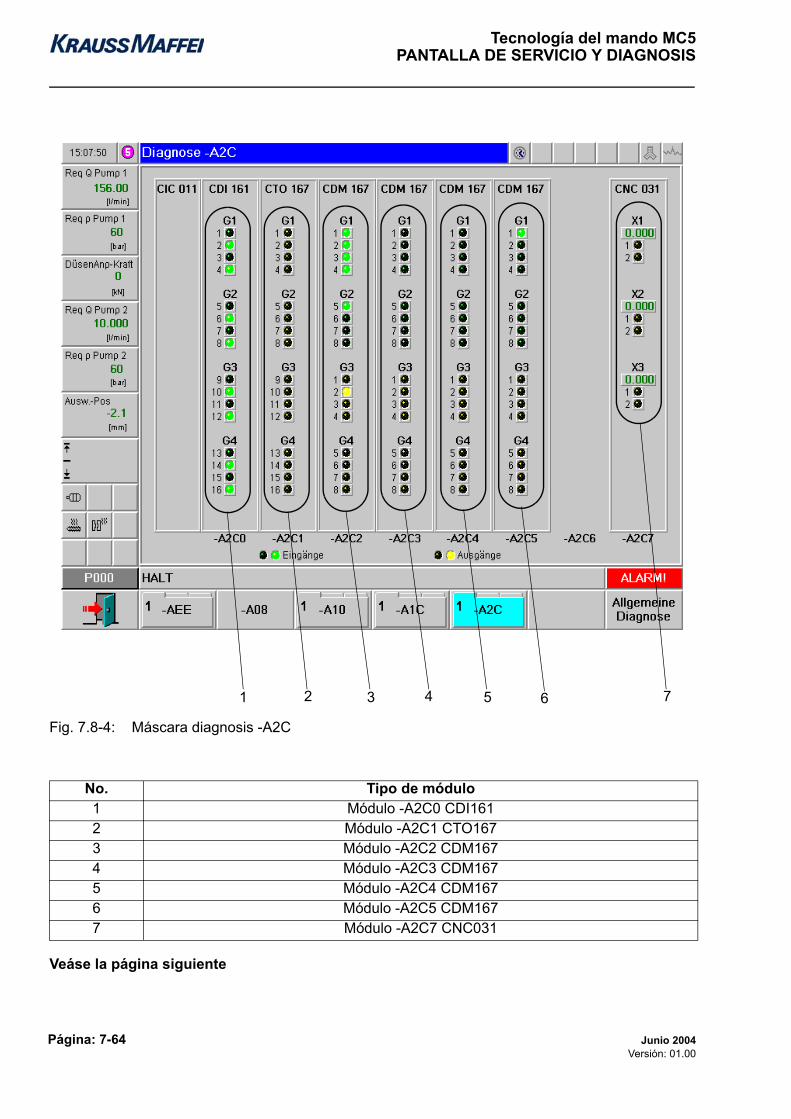
Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-64 Junio 2004Versión: 01.00
Fig. 7.8-4: Máscara diagnosis -A2C
Veáse la página siguiente
No. Tipo de módulo1 Módulo -A2C0 CDI1612 Módulo -A2C1 CTO1673 Módulo -A2C2 CDM1674 Módulo -A2C3 CDM1675 Módulo -A2C4 CDM1676 Módulo -A2C5 CDM1677 Módulo -A2C7 CNC031
1 2 3 4 5 6 7

TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-65 Versión: 01.00
7.8.4 ASIGNACIÓN DE CONECTORES MÓDULO CDM167 (-A2C3)
No. Conector G1 entradas1 Noyo 1 dentro (posición de inyección) placa portamolde móvil -B7002 Noyo 1 fuera (posición de recogida) placa portamolde móvil -B7103 Noyo 2 dentro (posición de inyección) placa portamolde móvil -B7204 Noyo 2 fuera (posición de recogida) placa portamolde móvil -B730
No. Conector G2 entradas1 Noyo 3 dentro (posición de inyección) placa portamolde móvil -B7402 Noyo 3 fuera (posición de recogida) placa portamolde móvil -B7503 Noyo 4 dentro (posición de inyección) placa portamolde móvil -B7604 Noyo 4 fuera (posición de recogida) placa portamolde móvil -B770
No. Conector G3 salidas1 Noyo 1 introducir (posición de inyección) placa portamolde móvil -Q7002 Noyo 2 introducir (posición de inyección) placa portamolde móvil -Q7203 Noyo 3 introducir (posición de inyección) placa portamolde móvil -Q7404 Noyo 4 introducir (posición de inyección) placa portamolde móvil -Q760
No. Conector G4 salidas1 Noyo 1 extraer (posición de recogida) placa portamolde móvil -Q7102 Noyo 2 extraer (posición de recogida) placa portamolde móvil -Q7303 Noyo 3 extraer (posición de recogida) placa portamolde móvil -Q7504 Noyo 4 extraer (posición de recogida) placa portamolde móvil -Q770
No. Conector G5 alimentación del conductor3 +24 V/3 alimentación del conductor con dependencia NA/ST/TS/0164 +24 V/4 alimentación del conductor con dependencia NA/ST/TS

Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-66 Junio 2004Versión: 01.00
Fig. 7.8-5: Máscara diagnosis -A2C
Veáse la página siguiente
No. Tipo de módulo1 Módulo -A2C0 CDI1612 Módulo -A2C1 CTO1673 Módulo -A2C2 CDM1674 Módulo -A2C3 CDM1675 Módulo -A2C4 CDM1676 Módulo -A2C5 CDM1677 Módulo -A2C7 CNC031
1 2 3 4 5 6 7

TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-67 Versión: 01.00
7.8.5 ASIGNACIÓN DE CONECTORES MÓDULO CDM167 (-A2C4)
No. Conector G1 entradas1 Sin asignación2 Sin asignación3 Sin asignación4 Sin asignación
No. Conector G2 entradas1 Sin asignación2 Sin asignación3 Sin asignación4 Sin asignación
No. Conector G3 salidas1 Expulsor de aire 3 (posición de recogida) placa portamolde móvil -QP6802 Expulsores de aire 3 (posición de inyección) placa portamolde móvil -QP6903 Sin asignación4 Sin asignación
No. Conector G4 salidas1 Sin asignación2 Sin asignación3 Sin asignación4 Sin asignación
No. Conector G5 alimentación del conductor3 +24 V/3 alimentación del conductor con dependencia NA/ST/TS4 +24 V/4 alimentación del conductor con dependencia

Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-68 Junio 2004Versión: 01.00
Fig. 7.8-6: Máscara diagnosis -A2C
Veáse la página siguiente
No. Tipo de módulo1 Módulo -A2C0 CDI1612 Módulo -A2C1 CTO1673 Módulo -A2C2 CDM1674 Módulo -A2C3 CDM1675 Módulo -A2C4 CDM1676 Módulo -A2C5 CDM1677 Módulo -A2C7 CNC031
1 2 3 4 5 6 7
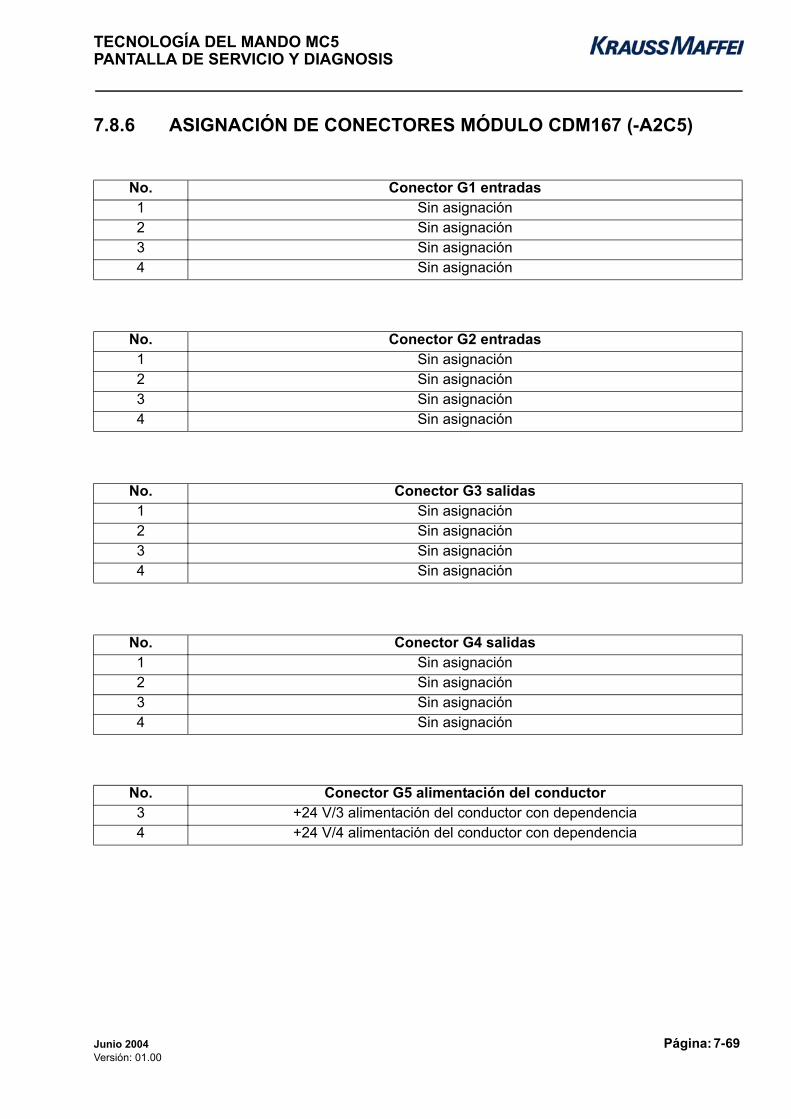
TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-69 Versión: 01.00
7.8.6 ASIGNACIÓN DE CONECTORES MÓDULO CDM167 (-A2C5)
No. Conector G1 entradas1 Sin asignación2 Sin asignación3 Sin asignación4 Sin asignación
No. Conector G2 entradas1 Sin asignación2 Sin asignación3 Sin asignación4 Sin asignación
No. Conector G3 salidas1 Sin asignación2 Sin asignación3 Sin asignación4 Sin asignación
No. Conector G4 salidas1 Sin asignación2 Sin asignación3 Sin asignación4 Sin asignación
No. Conector G5 alimentación del conductor3 +24 V/3 alimentación del conductor con dependencia4 +24 V/4 alimentación del conductor con dependencia
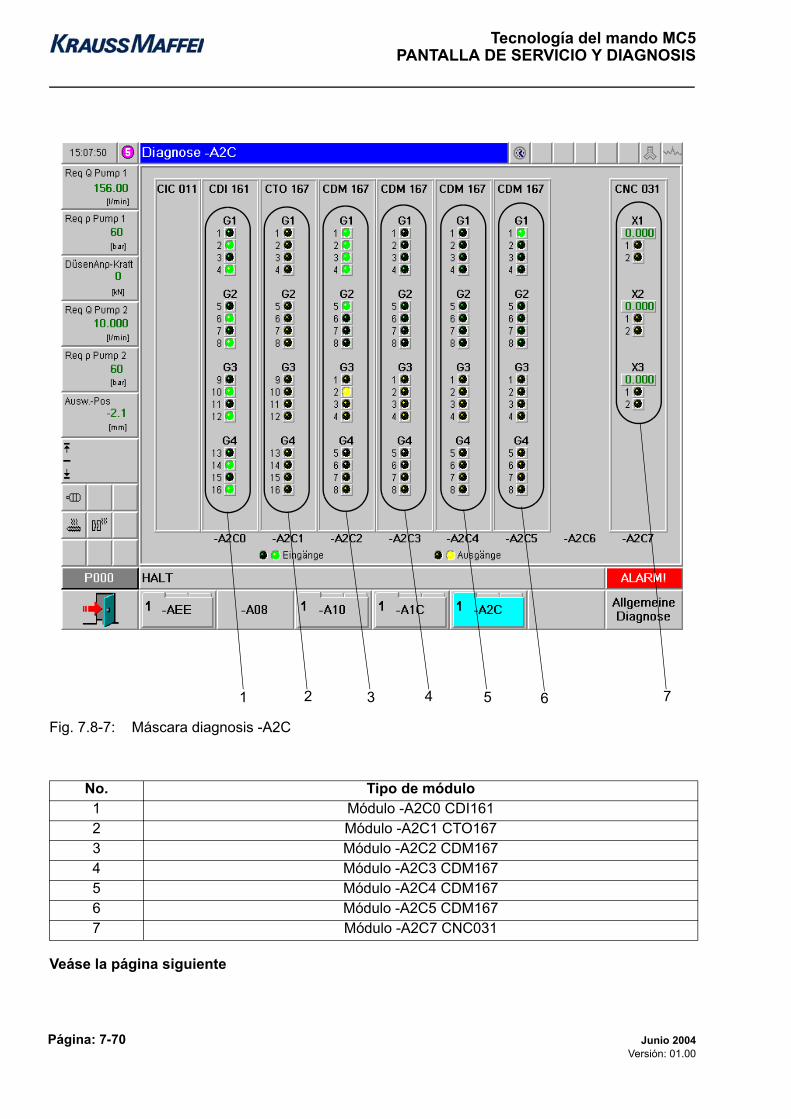
Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-70 Junio 2004Versión: 01.00
Fig. 7.8-7: Máscara diagnosis -A2C
Veáse la página siguiente
No. Tipo de módulo1 Módulo -A2C0 CDI1612 Módulo -A2C1 CTO1673 Módulo -A2C2 CDM1674 Módulo -A2C3 CDM1675 Módulo -A2C4 CDM1676 Módulo -A2C5 CDM1677 Módulo -A2C7 CNC031
1 2 3 4 5 6 7

TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-71 Versión: 01.00
7.8.7 ASIGNACIÓN DE CONECTORES MÓDULO CNC031 (-A2C7)
No. Conector X11 Sin asignación2 Sin asignación3 Sin asignación
No. Conector X21 Sin asignación2 Sin asignación3 Sin asignación
No. Conector X31 Sin asignación2 Sin asignación3 Sin asignación

Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-72 Junio 2004Versión: 01.00
7.9 PANTALLA DE DIAGNOSIS GRUPO CONSTRUCTIVO -A34
Fig. 7.9-1: Máscara diagnosis -A34
No. Tipo de módulo1 Módulo -A343 CDM167
1
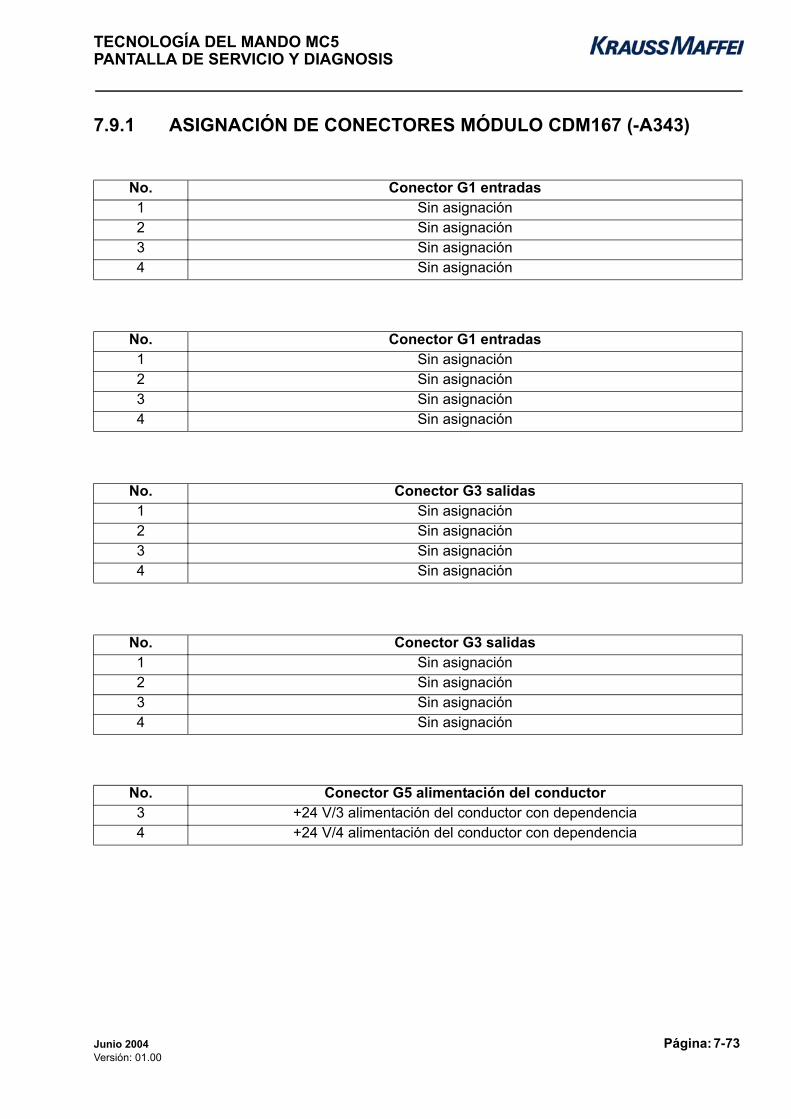
TECNOLOGÍA DEL MANDO MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Junio 2004 Página: 7-73 Versión: 01.00
7.9.1 ASIGNACIÓN DE CONECTORES MÓDULO CDM167 (-A343)
No. Conector G1 entradas1 Sin asignación2 Sin asignación3 Sin asignación4 Sin asignación
No. Conector G1 entradas1 Sin asignación2 Sin asignación3 Sin asignación4 Sin asignación
No. Conector G3 salidas1 Sin asignación2 Sin asignación3 Sin asignación4 Sin asignación
No. Conector G3 salidas1 Sin asignación2 Sin asignación3 Sin asignación4 Sin asignación
No. Conector G5 alimentación del conductor3 +24 V/3 alimentación del conductor con dependencia4 +24 V/4 alimentación del conductor con dependencia

Tecnología del mando MC5PANTALLA DE SERVICIO Y DIAGNOSIS
Página: 7-74 Junio 2004Versión: 01.00
Libre para anotaciones
TECNOLOGÍA DEL MANDO MC5
Junio 2004 Página: 8-1 Versión: 01.00
Capítulo 8
Elementos de mando

Tecnología del mando MC5
Página: 8-2 Junio 2004Versión: 01.00
Libre para anotaciones

TECNOLOGÍA DEL MANDO MC5
Junio 2004 Página: 8-3 Versión: 01.00
8 ELEMENTOS DE MANDO 4
8.1 PUESTO DE MANDO E INDICACIÓN MC5 ...................................................................... 48.2 MONITOR .......................................................................................................................... 58.2.1 ESTRUCTURA DE LAS IMÁGENES ................................................................................. 68.3 ELEMENTOS DE MANDO............................................................................................... 138.3.1 MANDOS EN LA PANTALLA........................................................................................... 148.3.1.1 TECLAS DE FUNCIÓN/INDIVIDUALES .......................................................................... 158.3.1.2 ASIGNACIÓN DE LAS TECLAS DE FUNCIÓN............................................................... 188.3.1.3 ÍNDICE ............................................................................................................................. 208.3.1.4 TECLA DE FUNCIÓN CONMUTACIÓN DEL GRUPO DE INYECCIÓN ......................... 218.3.1.5 AUTORIZACIÓN PARA HACER ENTRADAS CON LA TARJETA CHIP ........................ 21

Tecnología del mando MC5ELEMENTOS DE MANDO
Página: 8-4 Junio 2004Versión: 01.00
8 ELEMENTOS DE MANDO
8.1 PUESTO DE MANDO E INDICACIÓN MC5
Fig. 8.1-1: Puesto de mando e indicación MC5
Veáse la página siguiente
No. Función1 Lector de tarjeta chip2 Pulsador de parada de emergencia3 Monitor4 Teclas de función5 Interfaz USB6 Elementos de mando
1
2
3
4
5
6
TECNOLOGÍA DEL MANDO MC5ELEMENTOS DE MANDO
Junio 2004 Página: 8-5 Versión: 01.00
8.2 MONITOR
Las funciones de la máquina están asignadas a diferentes grupos de pantallas. En cada una de laspantallas se encuentran parámetros que influyen en los ciclos de los procesos de la máquina. Losparámetros se indican y se muestran en magnitudes físicas:
En las pantallas también se muestra otro tipo de información, por ejemplo:• Estados de las alarmas con "aclaraciones de las alarmas".• Programas de supervisión de la calidad.• Estadísticas de la calidad (ZE).• Páginas de las pantallas para seleccionar los programas adicionales.• Protocolo de incidencias.• Valores reales en el proceso de inyección representados con una curva (ZE).
Estructuración con colores de las pantallasValores de los parámetros, valores nominal/reales:Todos los valores que se pueden modificar en las pantallas tienen diferentes colores. En losdiagramas tienen los colores de las magnitudes físicas empleadas.
Color azul: Valores modificables en los campos de entradaColor verde: Valores realesColor rojo: Valores reales fuera de la tolerancia
s recorrido [mm]v velocidad [mm/s]F fuerza [kN]p presión [bar]T temperatura [°C]T tiempo/contador [s/piezas]n revoluciones [rpm]q caudal [l/min]
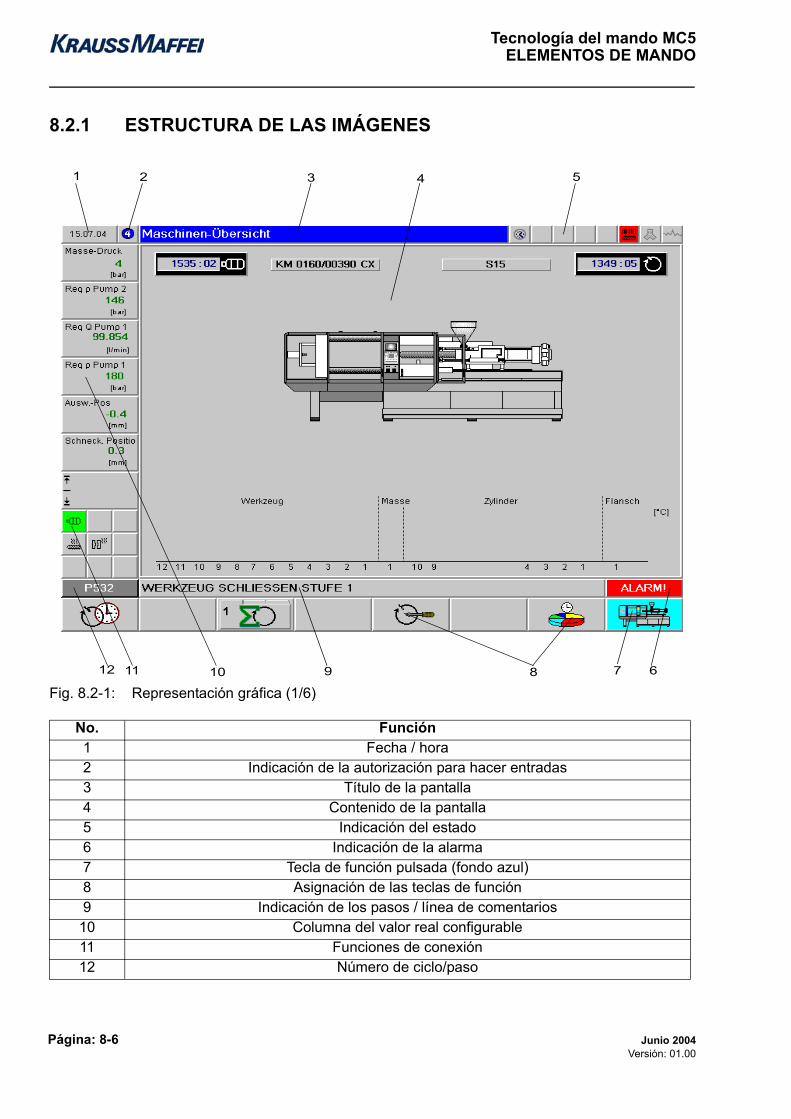
Tecnología del mando MC5ELEMENTOS DE MANDO
Página: 8-6 Junio 2004Versión: 01.00
8.2.1 ESTRUCTURA DE LAS IMÁGENES
Fig. 8.2-1: Representación gráfica (1/6)
No. Función1 Fecha / hora2 Indicación de la autorización para hacer entradas3 Título de la pantalla4 Contenido de la pantalla5 Indicación del estado6 Indicación de la alarma7 Tecla de función pulsada (fondo azul)8 Asignación de las teclas de función9 Indicación de los pasos / línea de comentarios
10 Columna del valor real configurable11 Funciones de conexión12 Número de ciclo/paso
1 2 3 4 5
6789101112

TECNOLOGÍA DEL MANDO MC5ELEMENTOS DE MANDO
Junio 2004 Página: 8-7 Versión: 01.00
Fig. 8.2-2: Representación gráfica (2/6)
• La pantalla "Configuración de la columna de valores reales" (1) muestra el modo de selección delos parámetros registrados. Los valores representados en verde están dentro de la tolerancia.Los valores representados en rojo se apartan de la tolerancia.
• Si es posible introducir una de las funciones en un campo de selección (3) de la pantalla, el colorde fuente es azul. Al pasar el cursor sobre esa posición, el fondo parpadea azul/amarillo.
• Los campos con un triángulo (2) en la parte inferior derecha contienen una ventana que se des-pliega pulsando "ENTER".
• En la selección de rodillo (4) se introducen los datos dentro del campo. Se puede hacer girar elrodillo mediante las teclas de cursor (</>).
No. Función1 Columna del valor real2 Triángulo en el campo de selección3 Campo de selección4 Ventana de rodillos
1 2 3 4
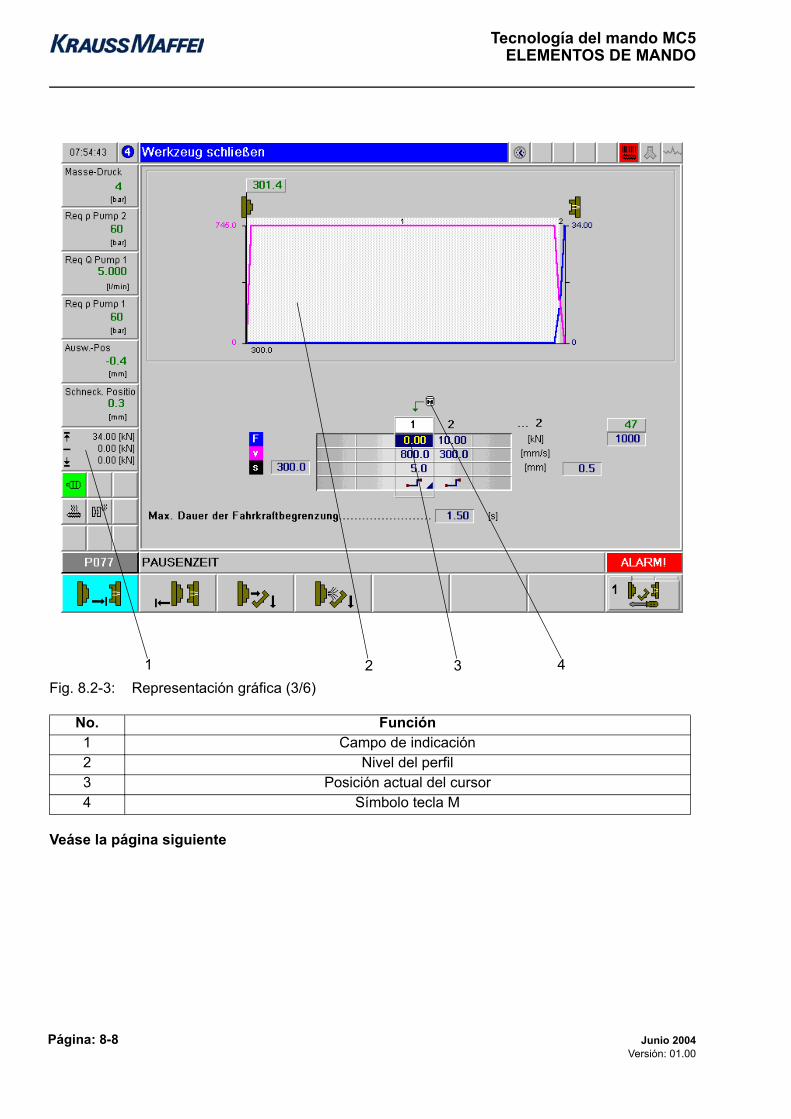
Tecnología del mando MC5ELEMENTOS DE MANDO
Página: 8-8 Junio 2004Versión: 01.00
Fig. 8.2-3: Representación gráfica (3/6)
Veáse la página siguiente
No. Función1 Campo de indicación2 Nivel del perfil3 Posición actual del cursor4 Símbolo tecla M
1 2 3 4

TECNOLOGÍA DEL MANDO MC5ELEMENTOS DE MANDO
Junio 2004 Página: 8-9 Versión: 01.00
Fig. 8.2-4: Tecla "M" para introducir los niveles del perfil• En las pantallas con niveles de perfil se pueden añadir (máx. 16) o suprimir niveles del perfil pul-
sando la tecla "M".
Fig. 8.2-5: Procesamiento escalonado del perfil
Fig. 8.2-6: Procesamiento rampiforme del perfil• En la parte inferior de la ventana de los rodillos se indica el tipo de perfil. Se puede seleccionar
un perfil escalonado o rampiforme.• Posicionar el cursor sobre la ventana de selección, pulsar la tecla "Intro" y realizar la selección
correspondiente.• En el campo de indicación (1) se indica el valor mínimo, el preestablecido y el valor máximo. Los
valores que no se ajusten al parámetro no se aplicará, representándose en amarillo. En la líneade comandos se indican los valores mínimo y máximo posibles.
• En las pantallas con varios niveles de perfil, el nivel en cuestión (2) se muestra con fondo blancoal posicionar el cursor sobre una de las ventanas de rodillos de los niveles de perfil.
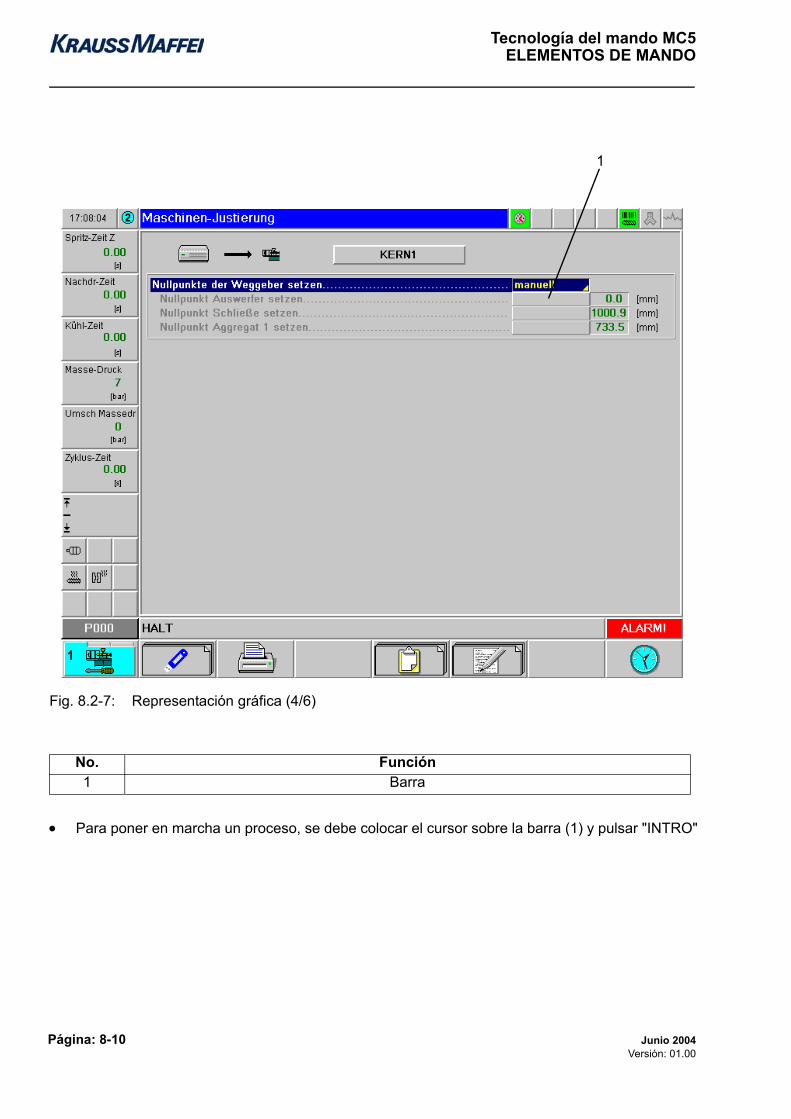
Tecnología del mando MC5ELEMENTOS DE MANDO
Página: 8-10 Junio 2004Versión: 01.00
Fig. 8.2-7: Representación gráfica (4/6)
• Para poner en marcha un proceso, se debe colocar el cursor sobre la barra (1) y pulsar "INTRO"
No. Función1 Barra
1
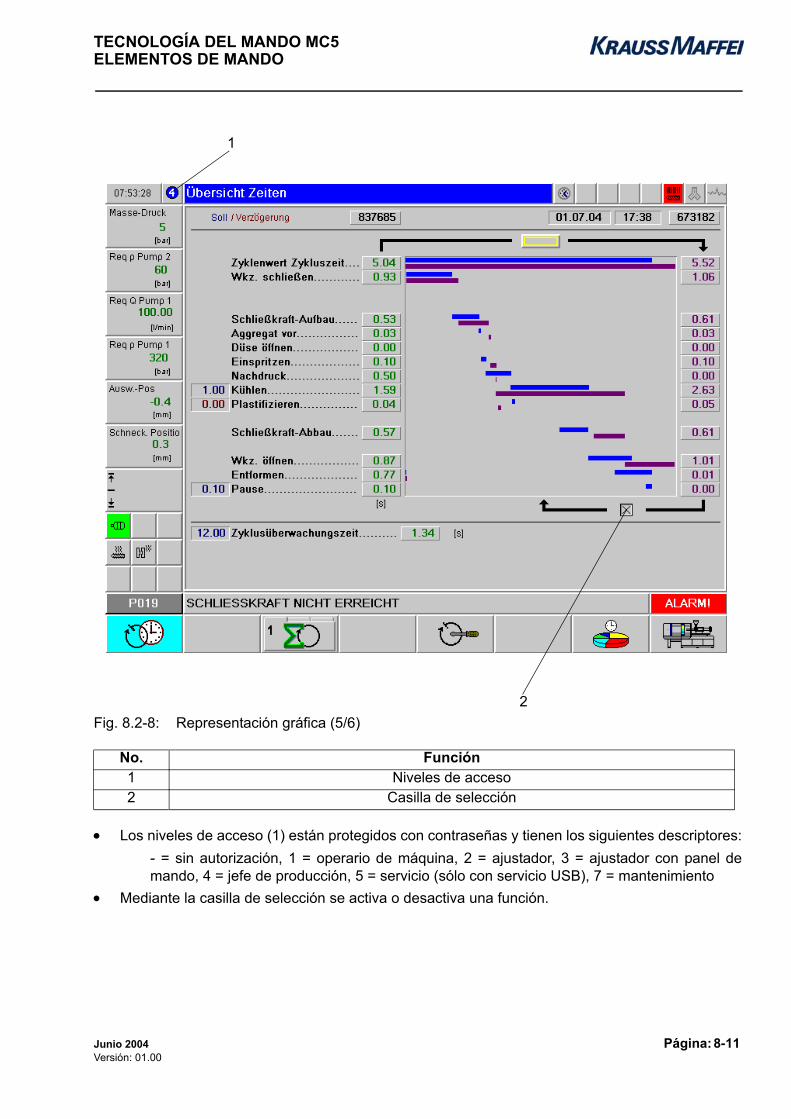
TECNOLOGÍA DEL MANDO MC5ELEMENTOS DE MANDO
Junio 2004 Página: 8-11 Versión: 01.00
Fig. 8.2-8: Representación gráfica (5/6)
• Los niveles de acceso (1) están protegidos con contraseñas y tienen los siguientes descriptores:- = sin autorización, 1 = operario de máquina, 2 = ajustador, 3 = ajustador con panel demando, 4 = jefe de producción, 5 = servicio (sólo con servicio USB), 7 = mantenimiento
• Mediante la casilla de selección se activa o desactiva una función.
No. Función1 Niveles de acceso2 Casilla de selección
1
2
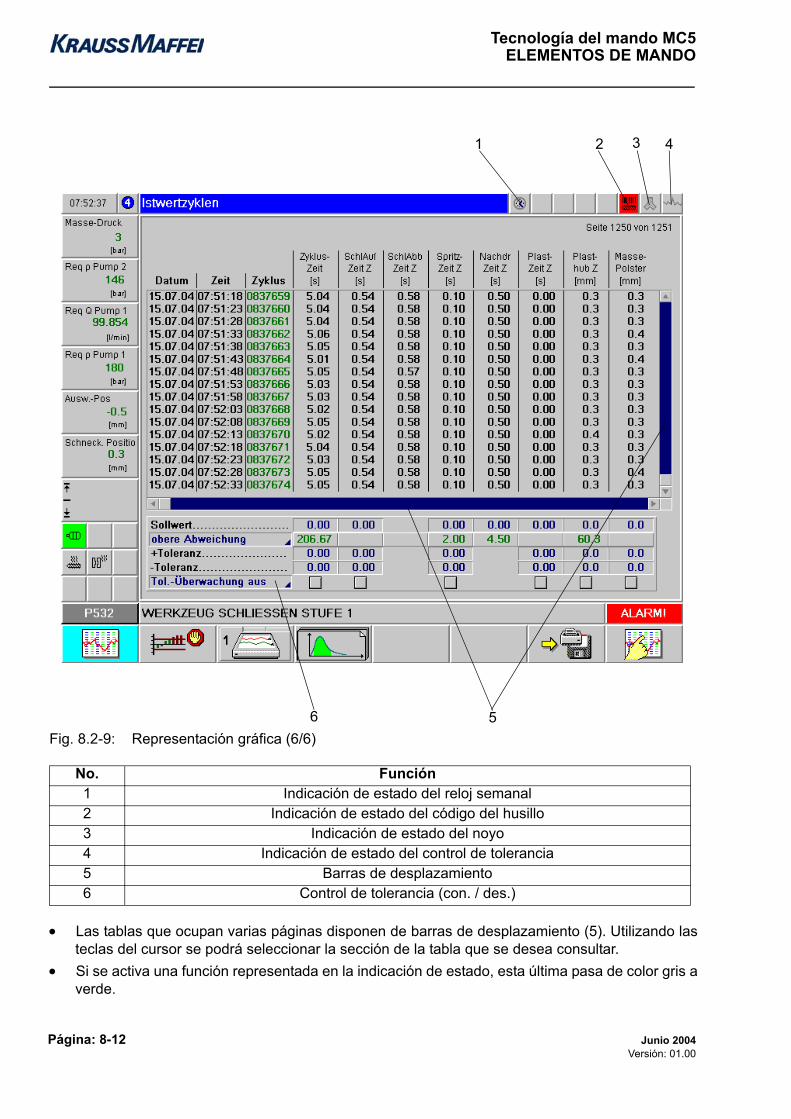
Tecnología del mando MC5ELEMENTOS DE MANDO
Página: 8-12 Junio 2004Versión: 01.00
Fig. 8.2-9: Representación gráfica (6/6)
• Las tablas que ocupan varias páginas disponen de barras de desplazamiento (5). Utilizando lasteclas del cursor se podrá seleccionar la sección de la tabla que se desea consultar.
• Si se activa una función representada en la indicación de estado, esta última pasa de color gris averde.
No. Función1 Indicación de estado del reloj semanal2 Indicación de estado del código del husillo3 Indicación de estado del noyo4 Indicación de estado del control de tolerancia5 Barras de desplazamiento6 Control de tolerancia (con. / des.)
1 2 3 4
56

TECNOLOGÍA DEL MANDO MC5ELEMENTOS DE MANDO
Junio 2004 Página: 8-13 Versión: 01.00
8.3 ELEMENTOS DE MANDO
Fig. 8.3-1: Elementos del mando MC5
Los elementos de mando se dividen en dos grupos; en teclas de manejo de la máquina y enteclas de mando en la pantalla.
No. Función1 Teclas de manejo de la máquina2 Teclas de mando en la pantalla
1
2

Tecnología del mando MC5ELEMENTOS DE MANDO
Página: 8-14 Junio 2004Versión: 01.00
8.3.1 MANDOS EN LA PANTALLA
Fig. 8.3-2: Mandos en la pantalla del mando MC5
No. Función1 Teclas de función (programables)2 Teclas de función3 Teclado numérico4 Teclas de función adicionales5 Teclas de cursor
1
2
3
4
5
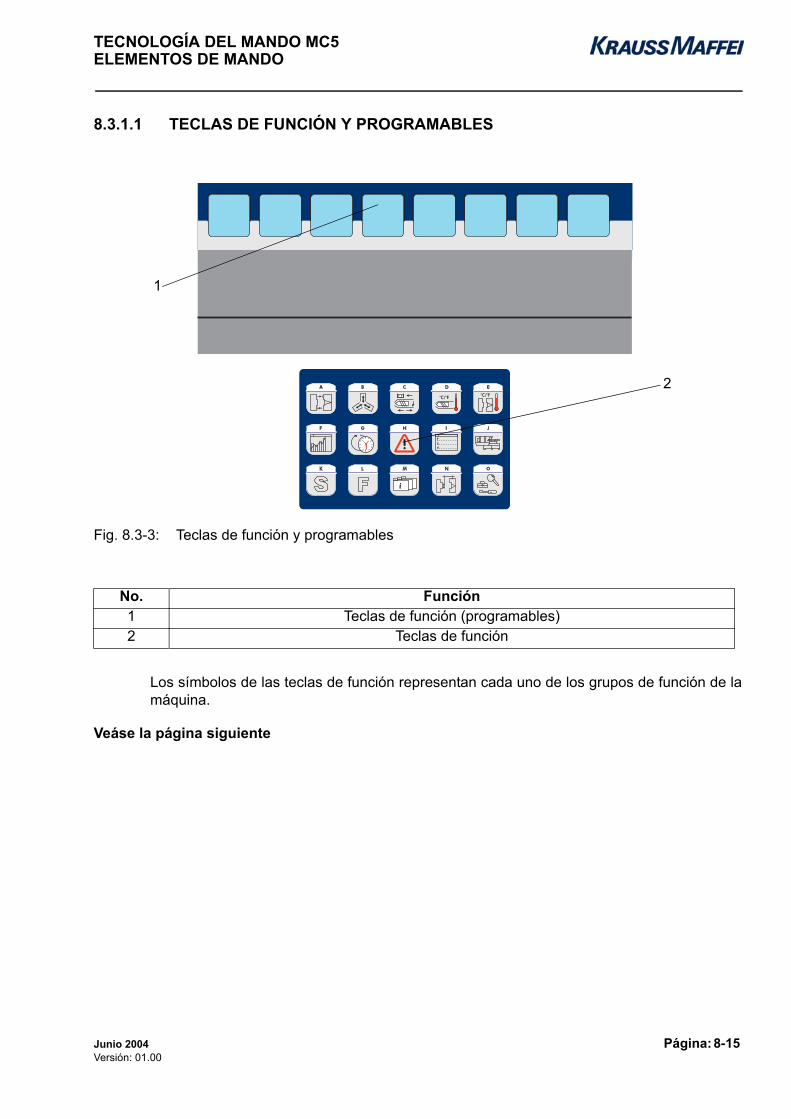
TECNOLOGÍA DEL MANDO MC5ELEMENTOS DE MANDO
Junio 2004 Página: 8-15 Versión: 01.00
8.3.1.1 TECLAS DE FUNCIÓN Y PROGRAMABLES
Fig. 8.3-3: Teclas de función y programables
Los símbolos de las teclas de función representan cada uno de los grupos de función de lamáquina.
Veáse la página siguiente
No. Función1 Teclas de función (programables)2 Teclas de función
1
2

Tecnología del mando MC5ELEMENTOS DE MANDO
Página: 8-16 Junio 2004Versión: 01.00
Después de pulsar una tecla de función se muestra en el margen inferior de la pantalla laasignación de las teclas de función programables.
Fig. 8.3-4: Representación de la asignación de las teclas individuales
La tecla de función programable pulsada se representa con el fondo azul. Si la tecla tienemás funciones asignadas, el símbolo aparece desplegado (2). Al pulsar la tecla desplegablese muestran otras teclas de función programablesSi la pantalla consta de varias páginas, en el extremo superior del símbolo se muestra unapestaña (1).
Molde/expulsorTodas las funciones de la unidad de cierre
NoyoTodas las funciones del noyo
Grupo de inyecciónTodas las funciones del grupo de inyec-ción
Temperaturas del cilindroTodas las temperaturas del cilindro de inyección
Temperaturas del moldeTodas las temperaturas del molde
Control de toleranciaCiclos de valores reales, ordenador de curvas
Sinopsis de ciclos/tiemposSinopsis de la producción y la máquina
Alarma/incidentes
Páginas de mando principalesParámetros seleccionables por el ope-rario Parámetros
Preparación de la máquinaReequipado, ajuste, impresora, unidad de disquetes
Mando especialAsignación por parte del cliente
Función libreAsignación por parte del cliente
ÍndiceSinopsis de las pantallas selecciona-bles
PeriféricosSe pueden conectar el robot y disposi-tivos adicionales mediante interfaz
Configuración/diagnosisConfiguración y diagnosis del MC5
No. Función1 Pestaña2 Despliegue
1 2
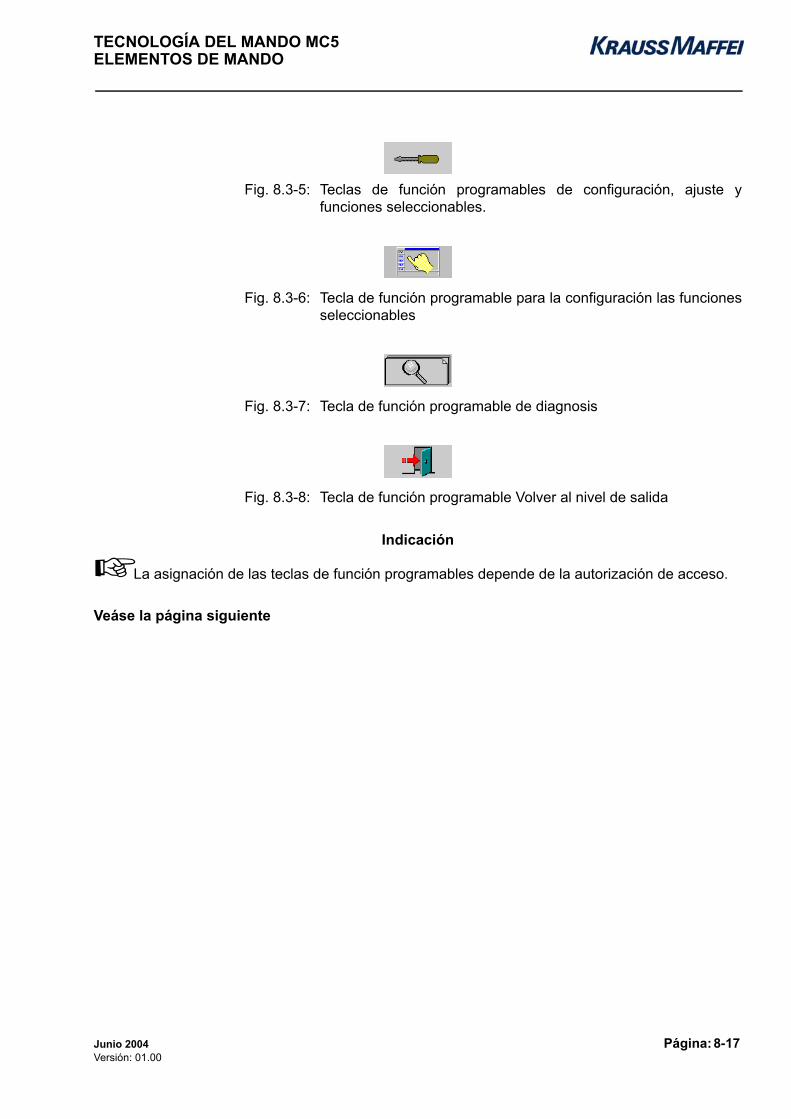
TECNOLOGÍA DEL MANDO MC5ELEMENTOS DE MANDO
Junio 2004 Página: 8-17 Versión: 01.00
Fig. 8.3-5: Teclas de función programables de configuración, ajuste yfunciones seleccionables.
Fig. 8.3-6: Tecla de función programable para la configuración las funcionesseleccionables
Fig. 8.3-7: Tecla de función programable de diagnosis
Fig. 8.3-8: Tecla de función programable Volver al nivel de salida
Indicación
La asignación de las teclas de función programables depende de la autorización de acceso.
Veáse la página siguiente
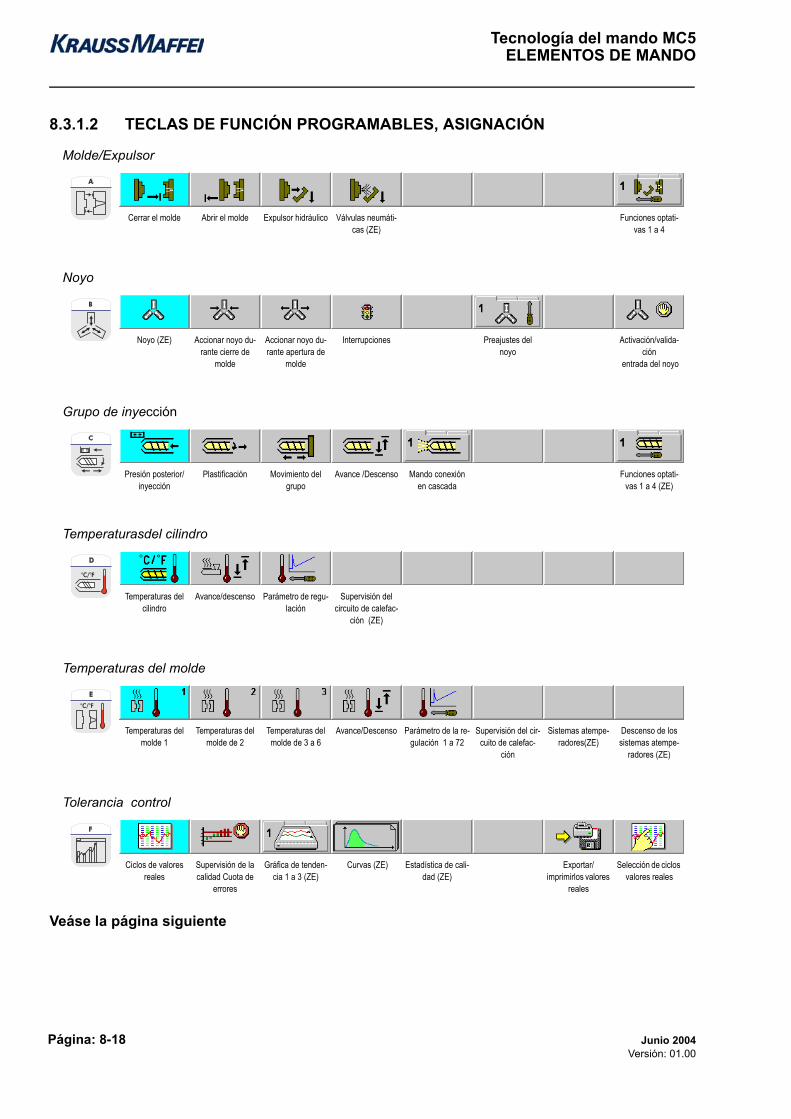
Tecnología del mando MC5ELEMENTOS DE MANDO
Página: 8-18 Junio 2004Versión: 01.00
8.3.1.2 TECLAS DE FUNCIÓN PROGRAMABLES, ASIGNACIÓN
Veáse la página siguiente
Molde/Expulsor
Cerrar el molde Abrir el molde Expulsor hidráulico Válvulas neumáti-cas (ZE)
Funciones optati-vas 1 a 4
Noyo
Noyo (ZE) Accionar noyo du-rante cierre de
molde
Accionar noyo du-rante apertura de
molde
Interrupciones Preajustes del noyo
Activación/valida-ción
entrada del noyo
Grupo de inyección
Presión posterior/inyección
Plastificación Movimiento del grupo
Avance /Descenso Mando conexión en cascada
Funciones optati-vas 1 a 4 (ZE)
Temperaturasdel cilindro
Temperaturas del cilindro
Avance/descenso Parámetro de regu-lación
Supervisión del circuito de calefac-
ción (ZE)
Temperaturas del molde
Temperaturas del molde 1
Temperaturas del molde de 2
Temperaturas del molde de 3 a 6
Avance/Descenso Parámetro de la re-gulación 1 a 72
Supervisión del cir-cuito de calefac-
ción
Sistemas atempe-radores(ZE)
Descenso de los sistemas atempe-
radores (ZE)
Tolerancia control
Ciclos de valores reales
Supervisión de la calidad Cuota de
errores
Gráfica de tenden-cia 1 a 3 (ZE)
Curvas (ZE) Estadística de cali-dad (ZE)
Exportar/imprimirlos valores
reales
Selección de ciclos valores reales

TECNOLOGÍA DEL MANDO MC5ELEMENTOS DE MANDO
Junio 2004 Página: 8-19 Versión: 01.00
Sinopsis ciclo/tiempos
Sinopsis de tiem-pos
Contador deturnos/contador de piezas
Análisis de energía (ZE)
Ajustes del ciclo Estado de la má-quina/de la produc-
ción
Sinopsis de la má-quina
Alarmas/incidencias
Sinopsis de las alarmas
Estadística de alar-mas
Protocolo de inci-dencias
Información sobre las alarmas
Ajustes sinopsis de alarmas
Páginas de mando principales
Página de mandoestandariza
da
Páginas de pará-metros 1
Páginas de pará-metros 2
Páginas de pará-metros 3
Páginas de pará-metros 4
Visualización máxima de pará-
metros
Preparación de la máquina
Ajuste dela máquinavalores
propuestos
Cargar/almacenarjuego de
datos
Imprimir el listado de parámetros
Datos de equipamiento y de
producción
Páginas editables Reloj semanal
Mando especial
Mando especial 1 Mando especial 2 Mando especial 3 Mando especial 4 Mando especial 5 Mando especial 6 a 9
Periféricos
Entradas libre-mente a programar
(ZE)
Robot (ZE) Interfaz EUROMAP 67/SPI
(ZE)
Configuración/diagnosis
Configuración Servicio/diagnosis Telediagnosis (ZE) Indicación de los pasos de la diagno-
sis
Diagnosis general Servicio KM
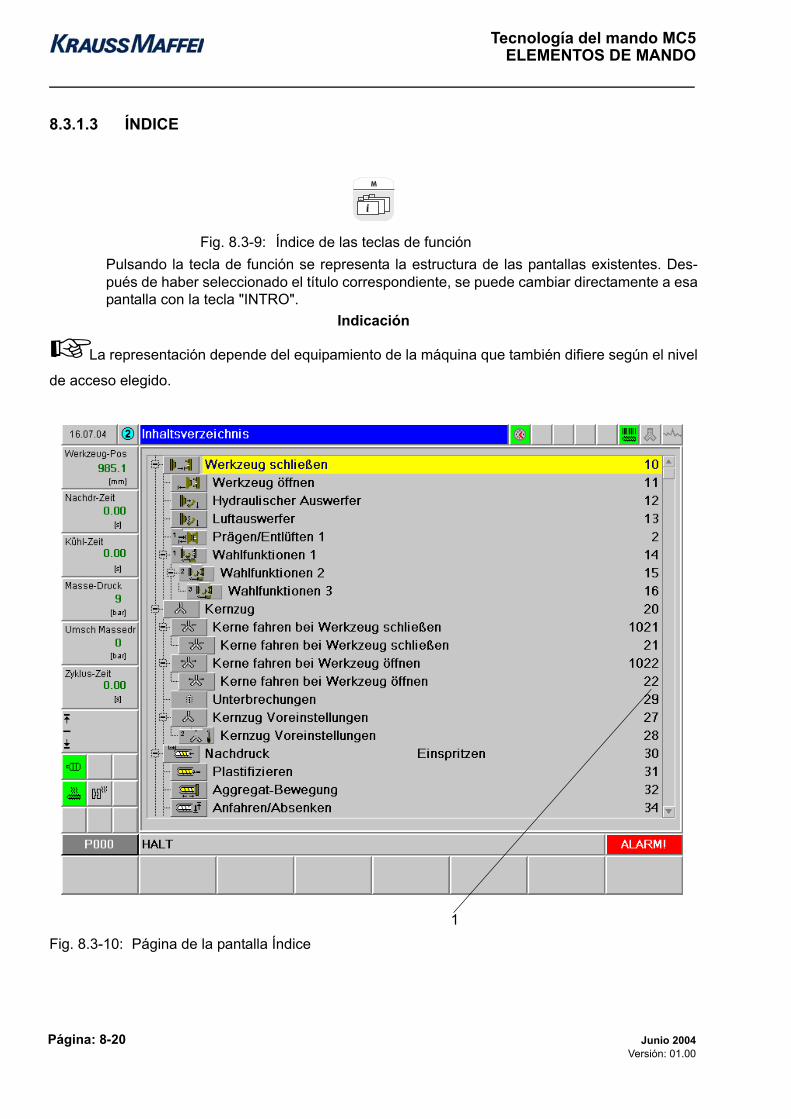
Tecnología del mando MC5ELEMENTOS DE MANDO
Página: 8-20 Junio 2004Versión: 01.00
8.3.1.3 ÍNDICE
Fig. 8.3-9: Índice de las teclas de funciónPulsando la tecla de función se representa la estructura de las pantallas existentes. Des-pués de haber seleccionado el título correspondiente, se puede cambiar directamente a esapantalla con la tecla "INTRO".
Indicación
La representación depende del equipamiento de la máquina que también difiere según el nivel
de acceso elegido.
Fig. 8.3-10: Página de la pantalla Índice1

TECNOLOGÍA DEL MANDO MC5ELEMENTOS DE MANDO
Junio 2004 Página: 8-21 Versión: 01.00
8.3.1.4 TECLA DE FUNCIÓN PARA CONMUTACIÓN DEL GRUPO DE INYECCIÓN
Fig. 8.3-11: Tecla de función para la conmutación del grupo de inyección
Indicación
La tecla de función para la conmutación del grupo de inyección sólo se activa si la máquina
está equipada con dos o más grupos de inyección. Pulsando esta tecla, la visualización cambia algrupo de función correspondiente. El cambio sólo es efectivo en los grupos de función demovimiento del grupo, inyección, presión posterior, plastificación y curvas.
La tecla de función de la conmutación del grupo de inyección facilita el avance de lamáquina. Si el interruptor se gira a la posición "1" se desconecta el segundo grupo. En laposición "2" está desconectado el primer grupo. En la posición "0" están conectados ambosgrupos.
8.3.1.5 AUTORIZACIÓN PARA HACER ENTRADAS CON LA TARJETA CHIP
Fig. 8.3-12:Tarjeta chip del mando MC5Al introducir la tarjeta chip en el lector, ésta asigna la autorización para hacer entradassegún su programación.

Tecnología del mando MC5ELEMENTOS DE MANDO
Página: 8-22 Junio 2004Versión: 01.00
Libre para anotaciones
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-1
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9 Manejo de la máquinaEste capítulo contiene todas las funciones necesarias para el ajuste de la máqui-na en la pantalla.
9.1 Indicaciones de seguridad para el manejo . . . . . . . 2
9.2 Requisitos del personal manipulador . . . . . . . . . . . 3
9.3 Molde/expulsor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
9.4 Noyo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
9.5 Unidad de inyección . . . . . . . . . . . . . . . . . . . . . . . . . 60
9.6 Temperaturas del cilindro . . . . . . . . . . . . . . . . . . . . 97
9.7 Temperaturas del molde (ZE) . . . . . . . . . . . . . . . . . . 107
9.8 Preparación de la máquina . . . . . . . . . . . . . . . . . . . 124
9.9 Codificación de moldes (ZE) . . . . . . . . . . . . . . . . . . 125
9.10 Vista general ciclo/tiempos . . . . . . . . . . . . . . . . . . . 137
9.11 Supervisión de tolerancia . . . . . . . . . . . . . . . . . . . . 150
9.12 Páginas de operación superiores . . . . . . . . . . . . . . 170
9.13 Alarmas/incidencias . . . . . . . . . . . . . . . . . . . . . . . . . 175
9.14 Periféricos (ZE) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 186
9.15 Activación configuración/diagnosis . . . . . . . . . . . . 191
9.16 Índice . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 208
9.17 Control especial . . . . . . . . . . . . . . . . . . . . . . . . . . . . 209
KM TECNOLOGÍA DEL MANDO MC5
9-2 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.1 Indicaciones de seguridad para el manejo
DdePeligro por corriente eléctricaEl contacto con conductores eléctricos o piezas electrotécnicas puede tener como consecuencia graves efectos dañinos para la salud, hasta llegar a lesio-nes mortales.En los componentes eléctricos y electrónicos de la máquina sólo deben traba-jar personas con una formación especializada en electricidad/electrónica.
DdrPeligro de deslizamientoLa existencia de aceite o líquido hidráulico sobre el piso acarrea un peligro de resbalamiento. Para añadir aceite de lubricación y fluido hidráulico se debe utilizar una herra-mienta de llenado adecuada (p. ej. un embudo).El aceite vertido debe ser ligado inmediatamente con un absorbente y retirado sin demora.
BbLlevar puesto el equipamiento personal de protecciónEn el manejo de la máquina pueden producirse situaciones peligrosas, que pu-dieran acarrear lesiones.En estos trabajos siempre deben llevar puesta la ropa de protección de acuer-do con los reglamentos de prevención de accidentes que estén en vigor (p. ej. botas de seguridad, guantes de seguridad etc.).
DwPrecaución ante modos de proceder erróneos.Con manejos erróneos pueden surgir situaciones peligrosas.Tengan en cuenta las sugerencias de este capítulo.Ajústense a las prescripciones de seguridad vigentes en cada caso en su lugar de trabajo.
RpLProhibición para personas con marcapasosEste símbolo indica la existencia de un peligro inminente para la salud de los portadores de marcapasos, por lo que estas personas no deben entrar en el área de trabajo.No tener en cuenta estas indicaciones trae consigo graves consecuencias no-civas para la salud, hasta inclusive lesiones que ponen en peligro la vida.
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-3
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Reflexiones para su seguridad en el día a día:• ¿No se puede llegar con la mano desde ningún lado al molde?• ¿Funciona el interruptor en la puerta protectora?• ¿Funciona el listón de seguridad en la puerta protectora?• ¿Funcionan los topes y las guías de la puerta protectora?• ¿Funciona la protección del estribo?• ¿Las barreras de luz que pudiera haber están operativas?• ¿Está adaptada la calefacción al material sintético a procesar?• ¿No hay pérdidas de aceite o de agua en la máquina de moldeo por in-
yección?• ¿No hay puntos en los que se pueda tropezar, granulado u otra suciedad?
9.2 Requisitos del personal manipuladorInformación relativa a la formación del personal (vea la sección 1.2.4, en la página 1-8)

KM TECNOLOGÍA DEL MANDO MC5
9-4 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.3 Molde/expulsorA continuación se indican todas las funciones dependientes del movimiento para• el molde,• el expulsor hidráulico,• las válvulas neumáticas.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-5
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.3.1 Cerrar el molde/seguro del molde
• El desarrollo del proceso de cierre se modifica siempre en las posiciones aju-stadas del molde.
• El área de color claro (12, fig. 9.1) que aparece en el gráfico de valores no-minales indica el área modificable momentáneamente.
• El proceso de cierre comienza por una señal de arranque, p.ej., la tecla"Cerrar el molde".
• Tras una breve aceleración, el molde se desplaza con diferentes limitacionesde la fuerza de desplazamiento y velocidades de cierre.
Si unos ajustes incorrectos (fuerza insuficiente) o unas piezas de inyección ad-heridas al molde impiden el desarrollo correcto del movimiento de cierre, se sobrepasa la duración máxima de la limitación de la fuerza de desplazamiento.Se cancela el proceso de cierre y se indica la alarma "A00007/A00009 seguro del molde". La máquina no se conecta a formación de la fuerza de cierre, se protege el molde contra daños.
Fig. 9.1 Cerrar el molde/seguro del molde
1 Niveles del perfil2 Posición actual del molde3 Limitación máxima de la fuerza de desplazamiento4 Punto cero5 Valor real de la fuerza de cierre6 Introducción de fuerza de cierre7 Duración máxima de la limitación de la fuerza de desplazamiento,
tiempo de supervisión
8 Carrera de apertura9 Perfil, posición de recorrido
10 Perfil, velocidad de cierre11 Perfil, limitación de la fuerza de desplazamiento12 Área marcada que indica el rango modificable mediante entrada
de datos actual13 Velocidad máx. de cierre
1 2
3
4
5
13
12
10
8
6
9
11
7

KM TECNOLOGÍA DEL MANDO MC5
9-6 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
El programa del seguro del molde se puede ajustar de un modo flexible y es efec-tivo durante todo el proceso de cierre.Si p. ej. en un molde se mueven las mordazas de forma mecánica, se pueden ajustar en el primer nivel de perfil la fuerza y la velocidad a unos valores muy ba-jos. Si se agarrota una mordaza está protegido el molde.Si vuelve a cerrarse el molde y, p. ej., se comprimen muelles, se puede incremen-tar la fuerza en el nivel de perfil, para garantizar un cierre seguro.
9.3.1.1 Funciones y parámetros
Fuerza de cierreLa fuerza de cierre se forma cuando los elementos de enclavamiento están cer-rados en el proceso de cierre. La fuerza de cierre sigue vigente hasta el fin del tiempo de refrigeración.
Etapas de perfil 1Desplazamiento con velocidad constante. La limitación de la fuerza de desplaza-miento está restringida a un valor.
Etapas de perfil > 1Desplazamiento con diferentes limitaciones de la fuerza de desplazamiento y va-lores de velocidad.Los niveles de perfil seleccionados se indican en el rodillo de introducción; intro-ducción máxima de 16 niveles de perfil.
IAvisoLa introducción debe ser siempre completa para cada nivel de perfil (valores para posición de recorrido, velocidad de cierre y limitación de la fuerza de des-plazamiento).Los niveles del perfil sólo actúan en el servicio manual, semiautomático y au-tomático.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-7
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Limitación de la fuerza de desplazamiento
Ajuste de la fuerza de desplazamiento admisible en el nivel del perfil.Si se ajusta una fuerza de desplazamiento = 0, no será efectiva ninguna limita-ción de la fuerza de desplazamiento y la máquina podrá formar una fuerza de desplazamiento máxima.
Velocidad de cierreConfiguración de la velocidad de cierre seleccionada en el nivel del perfil.
Posiciones de recorrido
WImportanteSi se ajusta una fuerza de desplazamiento = 0, no será efectivo ningún seguro del molde; se puede dañar el molde.
IAvisoSi se va a introducir un programa de noyos, se puede interrumpir el proceso de cierre hasta que haya finalizado la función de noyos . Funciones de noyos, véase "Noyo".
IAvisoLas transiciones entre los diversos valores nominales de velocidad no se pro-ducen nunca abruptamente, sino se controlan mediante rampas. De esta for-ma se logra una conmutación suave del movimiento entre las distintas velocidades. Las rampas se generan a través del mando.
KM TECNOLOGÍA DEL MANDO MC5
9-8 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Carrera de aperturaPosición del molde para desconectar el movimiento de apertura. Al efectuar el cierre empieza aquí la rampa de arranque para la aceleración a la velocidad de cierre seleccionada en el nivel del perfil 1.
Duración máxima de la limitación de la fuerza de desplazamiento, tiempo de supervisiónEl tiempo de supervisión está activado para cada nivel del perfil.El tiempo de supervisión empieza cuando la velocidad de cierre actual ya sólo es del 50% de la velocidad nominal del nivel del perfil correspondiente.Si en el tiempo de supervisión seleccionado se alcanza el próximo nivel de perfil, se pondrá el tiempo a cero.Si el siguiente nivel del perfil no se alcanza en el tiempo de supervisión seleccio-nado, el tiempo de supervisión activa la alarma "A00007/A00009 seguro del mol-de".Se interrumpe el proceso de cierre.Programas seleccionables del seguro del molde (vea la sección 9.3.6, en la página 9-25)
IAvisoLas posiciones del molde se necesitan para conectar durante el proceso de cierre diferentes velocidades, la limitación de la fuerza de desplazamiento o funciones complementarias (p. ej. noyos).Las posiciones del molde se indican en [mm], referidas al punto cero de la uni-dad de cierre.El punto cero (0 [mm]) es la posición "Molde cerrado". Punto cero, véase "Aju-ste de la máquina".
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-9
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.3.1.2 Alarma con seguro del molde
A00007 seguro del moldeIndicación de alarma: color blancoA00007 se indica cuando se ha rebasado el tiempo de supervisión. Si a través del contador "Procesos de repetición para seguro del molde" están programados procesos de repetición para seguro del molde, se desarrollan éstos (véase A00009)
A00009 seguro del moldeIndicación de alarma: color rojoAparece cuando no ha sido terminado correctamente el último intento de cierre. Se para la máquina y se enciende la lámpara de aviso de avería.
IAvisoLos procesos de repetición para seguro del molde sólo actúan en el servicio automático.

KM TECNOLOGÍA DEL MANDO MC5
9-10 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.3.2 Abrir el molde
El proceso de apertura comienza con el fin del tiempo de refrigeración.El movimiento comienza con la carrera de desgarre.A partir de la carrera de desgarre ajustada, se acelera a la velocidad de apertura del nivel del perfil 1.
Fig. 9.2 Abrir el molde
1 Niveles del perfil2 Posición actual del molde3 Velocidad máx. de apertura4 Punto cero5 Valor real de la posición del molde6 Carrera de desgarre7 Arranque de extracción durante apertura del molde
8 Introducción de la posición de apertura del molde para arranque de extracción
9 Introducción de la carrera de apertura10 Perfil, posición de recorrido11 Perfil, velocidad de apertura12 Área marcada que indica el rango modificable mediante entrada
de datos actual13 Carrera de apertura máx.
21
3
4
5
10
9
678
11
13
12

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-11
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.3.2.1 Funciones y parámetros
Etapas de perfil 1Desplazamiento con velocidad constante.
Etapas de perfil > 1Se trabaja con diferentes valores de velocidad.Los niveles de perfil seleccionados se indican en el rodillo de introducción; intro-ducción máxima de 16 niveles de perfil.
Posiciones del molde
Carrera de aperturaPosición del molde para desconectar el movimiento de apertura.
IAvisoLa introducción debe ser siempre completa para cada nivel de perfil (valores para posición de recorrido, velocidad de apertura).Los niveles del perfil sólo actúan en el servicio manual, semiautomático y au-tomático.
IAvisoLas transiciones entre los diversos valores nominales de velocidad no se pro-ducen nunca abruptamente, sino se controlan mediante rampas. De esta for-ma se logra una conmutación suave del movimiento entre las distintas velocidades. Las rampas se generan a través del mando.
WImportanteLas posiciones del molde activan a lo largo del movimiento de apertura dife-rentes velocidades, posiciones de retención o funciones complementarias. Los valores de recorrido se indican en [mm], referidos al punto cero de la unidad de cierre. El punto cero (0 [mm]) es la posición "Molde cerrado". Punto cero, véase "Ajuste de la máquina".
KM TECNOLOGÍA DEL MANDO MC5
9-12 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Carrera de desgarrePara la carrera de desgarre seleccionada, el molde se abre con el émbolo de pre-sión (potente fuerza de desgarre). Después de la carrera de desgarre, el cilindro de desplazamiento y los niveles del perfil abren el molde.
Funcionamiento robot desconectado con apertura de moldeLa señal "Arranque de extracción" se comunica al robot cuando se ha alcanzado la carrera de apertura.
Parada del molde para extracción
El movimiento de apertura se interrumpe en la posición ajustada "Posición de apertura del molde para arranque de extracción". La señal "Arranque de extrac-ción" se comunica al robot. Después de una señal de liberación del robot, conti-gua el movimiento de apertura.
Arranque de extracción durante apertura del molde
En la posición del molde ajustada "Posición de apertura del molde para arranque de extracción" se comunica la señal "Arranque de extracción" al robot. El movi-miento de apertura no se interrumpe.
Posición de apertura del molde para arranque de extracciónPosición de recorrido en la que se comunica la señal "Arranque de extracción" al robot.
IAvisoLa carrera de desgarre está determinada para moldes cuya conformación ne-cesita una gran fuerza de desgarre.Si la carrera de desgarre = 0, el movimiento de apertura se inicia con el nivel del perfil 1 para moldes que se abren fácilmente.
WImportanteSi la posición del molde "Posición de apertura del molde para arranque de ex-tracción" se ha seleccionado mal, pueden provocarse daños en el manipulador y en el molde.
WImportanteSi la posición del molde "Posición de apertura del molde para arranque de ex-tracción" se ha seleccionado mal, pueden provocarse daños en el manipulador y en el molde.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-13
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.3.3 Expulsor hidráulico
• El movimiento del expulsor puede desarrollarse paralelamente al movimientodel molde, arranque por la posición del molde.
• Se puede programar la carrera del expulsor.• Según la selección, el expulsor queda fuera hasta el comienzo del próximo
ciclo de la máquina o regresa otra vez a su posición final (expulsor atrás). • La carrera del expulsor puede ser limitada en función del tiempo.• El movimiento expulsor puede repetirse hasta 10 veces con el contador de
vibraciones.• La fuerza y la velocidad del movimiento expulsor puede programarse con dos
valores de velocidad y de fuerza cada uno.
Fig. 9.3 Expulsor hidráulico
1 Valor real de la posición del molde2 Indicación entrada interruptor fin de carrera (expulsor delante)3 Salida de válvula (avance del expulsor)4 Carrera del expulsor
5 Entrada del interruptor de fin de carrera (expulsor atrás)6 Salida de válvula (retroceso del expulsor)7 Valor real de la posición del expulsor
1
7
2
3
5
6
4
WImportantePara la descripción de las funciones del expulsor, tiene preferencia, si está conectado el interruptor de fin de carrera -B621 "Supervisión del expulsor adelante", la señal de conmutación del interruptor ante las funciones de expul-sor "en función del recorrido", "en función del tiempo" y la carrera de vibracio-nes ajustada.Asegúrense de que las funciones de expulsor deseadas no sean impedidas por la señal de conmutación del interruptor -B621.
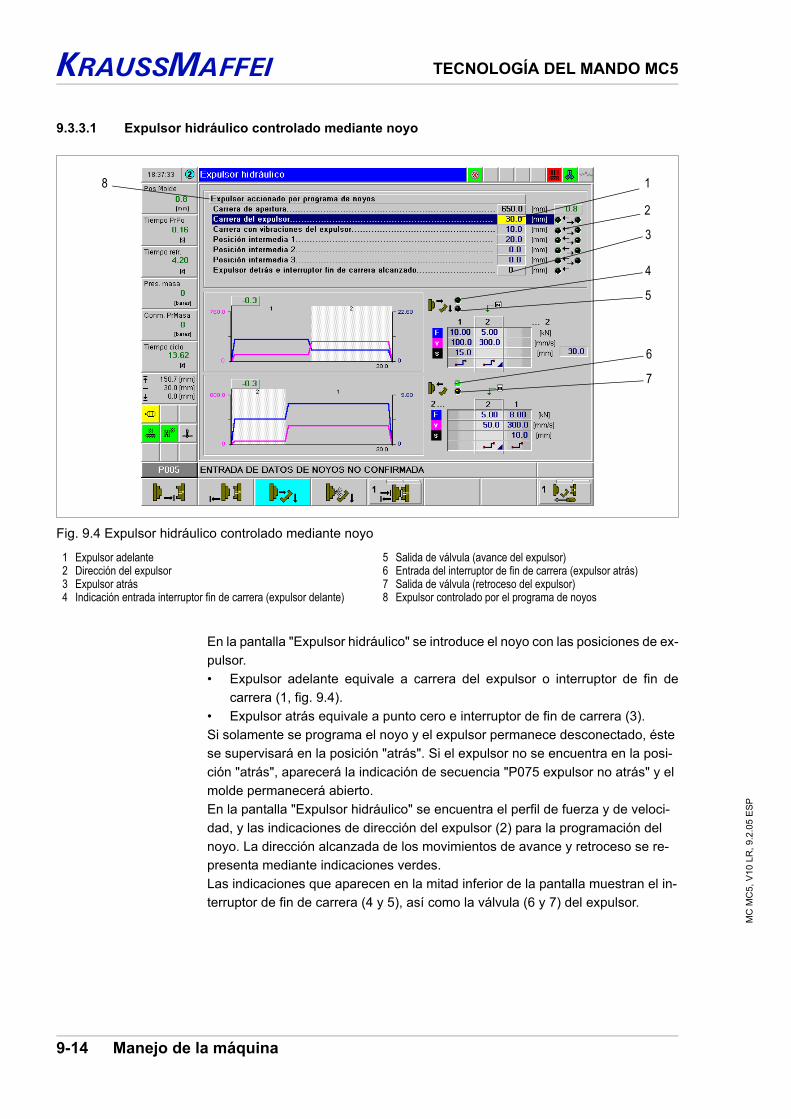
KM TECNOLOGÍA DEL MANDO MC5
9-14 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.3.3.1 Expulsor hidráulico controlado mediante noyo
En la pantalla "Expulsor hidráulico" se introduce el noyo con las posiciones de ex-pulsor.• Expulsor adelante equivale a carrera del expulsor o interruptor de fin de
carrera (1, fig. 9.4).• Expulsor atrás equivale a punto cero e interruptor de fin de carrera (3).Si solamente se programa el noyo y el expulsor permanece desconectado, éste se supervisará en la posición "atrás". Si el expulsor no se encuentra en la posi-ción "atrás", aparecerá la indicación de secuencia "P075 expulsor no atrás" y el molde permanecerá abierto.En la pantalla "Expulsor hidráulico" se encuentra el perfil de fuerza y de veloci-dad, y las indicaciones de dirección del expulsor (2) para la programación del noyo. La dirección alcanzada de los movimientos de avance y retroceso se re-presenta mediante indicaciones verdes.Las indicaciones que aparecen en la mitad inferior de la pantalla muestran el in-terruptor de fin de carrera (4 y 5), así como la válvula (6 y 7) del expulsor.
Fig. 9.4 Expulsor hidráulico controlado mediante noyo
1 Expulsor adelante2 Dirección del expulsor3 Expulsor atrás4 Indicación entrada interruptor fin de carrera (expulsor delante)
5 Salida de válvula (avance del expulsor)6 Entrada del interruptor de fin de carrera (expulsor atrás)7 Salida de válvula (retroceso del expulsor)8 Expulsor controlado por el programa de noyos
1
3
2
4
5
6
7
8

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-15
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.3.3.2 Funciones y parámetros
Ningún expulsor hidráulicoEl expulsor está desconectado. El expulsor se puede controlar por medio del pro-grama de noyos.
Retroceso del expulsor con el comienzo del nuevo cicloEl expulsor se desplaza hacia adelante con las fuerzas y las velocidades pro-gramadas al alcanzar la posición del molde de carrera de apertura, o bien a partir de arranque por la posición del molde (con acumulador de presión).Este movimiento está limitado por la carrera del expulsor previamente estableci-da o por el transcurso del tiempo fijado para "Avance del expulsor, en función del tiempo".El expulsor se para en posición de salido y sólo retrocede con el comienzo del próximo ciclo.
Expulsor en posición final antes del nuevo cicloEl expulsor se desplaza hacia adelante con las fuerzas y las velocidades pro-gramadas al alcanzar la posición del molde de carrera de apertura, o bien a partir de "Arranque por la posición del molde" (con acumulador de presión).Este movimiento está limitado por la carrera del expulsor previamente estableci-da o por el transcurso del tiempo fijado para "Avance del expulsor, en función del tiempo".Después comienza el movimiento hacia atrás con las fuerzas y velocidades aju-stadas.
Arranque por la posición del moldeCuando en el proceso de apertura el molde alcanza la posición del molde selec-cionada, se inicia "Avanzar expulsor hidráulico".Las entradas se realiza en [mm] referida al punto cero de la unidad de cierre.
Carrera de aperturaPosición del molde para desconectar el movimiento de apertura.
Carrera del expulsorEl movimiento del expulsor "Avanzar" se desconecta cuando se alcanza la carre-ra del expulsor. La entrada se introduce en [mm] y se refiere al punto cero según el sistema de medición de recorrido del expulsor hidráulico. Si el expulsor se des-plaza sólo en función del recorrido, el tiempo tiene que ajustarse a cero.
Avance del expulsor, en función del tiempoEl avance del expulsor es limitado en función del tiempo.Pero siempre hay que introducir un valor en [mm] para la carrera del expulsor, que incluso con el valor del tiempo mayor no pueda ser rebasada.Si el expulsor se desplaza sólo en función del recorrido, el tiempo tiene que aju-starse al valor cero.

KM TECNOLOGÍA DEL MANDO MC5
9-16 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Carrera con vibracionesAjuste de la carrera de vibraciones menor que la carrera del expulsorEl expulsor sale hasta carrera del expulsor. Carreras de vibraciones entre los ti-pos ajustados de carrera del expulsor y carrera de vibraciones. Transcurridas las carreras de vibraciones, retroceso total del expulsor.Ajuste de la carrera de vibraciones mayor que la carrera del expulsorEl expulsor sale primero hasta carrera del expulsor y luego vuelve a retroceder hasta el punto cero. A continuación vuelve a salir hasta la carrera de vibraciones ajustada. Carreras de vibraciones entre los tipos ajustados de carrera del expul-sor y carrera de vibraciones. Transcurridas las carreras de vibraciones, retroceso total del expulsor.Sólo actúa en el modo manual, semiautomático y automático.
Contador de vibracionesEl contador de vibraciones proporciona el número de procesos repetitivos del movimiento del expulsor.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-17
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.3.3.3 Avance y retroceso de la función de avance del expulsor
Etapas de perfil 1Desplazamiento con velocidad constante.La fuerza del expulsor está limitada a un valor.
Etapas de perfil > 1Desplazamiento con diferentes fuerzas del expulsor y valores de velocidad.Los niveles de perfil seleccionados se indican en el rodillo de introducción; intro-ducción máxima de 16 niveles de perfil.
Velocidad del expulsorAjuste de la velocidad de cierre seleccionada en el nivel del perfil.
Posición de recorrido
IAvisoLa introducción debe ser siempre completa para cada nivel de perfil (valores para velocidad, fuerza del expulsor y posición de recorrido).Los niveles del perfil sólo actúan en el servicio manual, semiautomático y au-tomático.
IAvisoLas transiciones entre los diversos valores nominales de velocidad no se pro-ducen nunca abruptamente, sino se controlan mediante rampas. De esta for-ma se logra una conmutación suave del movimiento entre las distintas velocidades. Las rampas se generan a través del mando.
IAvisoLas posiciones del expulsor son necesarias para poner en marcha diferentes velocidades y fuerzas durante el movimiento del expulsor.Las posiciones del expulsor se indican en [mm], referidas al punto cero del ex-pulsor.El punto cero (0 [mm]) es la posición "Expulsor atrás". Punto cero, véase "Aju-ste de la máquina".

KM TECNOLOGÍA DEL MANDO MC5
9-18 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.3.3.4 Función optativa para balancín de clasificación
DesarrolloLa tapa del balancín de clasificación se encuentra, cuando no ha sido activada la válvula, en la posición de bebedero o bien de pieza defectuosa.Si se desea efectuar una selección de piezas defectuosas, debe activarse el con-trol de tolerancia en la pantalla "Ciclos de valores reales" (vea la sección 9.11.1, en la página 9-150).En el servicio de ajuste y el manual la tapa siempre está en la posición de bebe-dero o bien de pieza defectuosa.
Balancín de clasificación de desperdicios/bebederos des.La tapa del balancín de clasificación se encuentra en la posición de bebedero o bien de pieza defectuosa.
Avance del expulsor — pieza — avance del expulsor — bebedero• Con "Abrir el molde" se conmuta a pieza buena el balancín de clasificación.• El expulsor avanza hasta el punto de recorrido ajustado.• La pieza moldeada cae.• Al concluir el tiempo de retardo de conmutación, se gira el balancín de clasi-
ficación.• Transcurrido el tiempo de permanencia, el expulsor avanza hasta la carrera
del expulsor.• Cae el bebedero.
Avance del expulsor — pieza — retroceso del expulsor — avance del expul-sor — bebedero• Con "Abrir el molde" se conmuta a pieza buena el balancín de clasificación.• El expulsor avanza hasta el punto de recorrido ajustado.• La pieza moldeada cae.• Al concluir el tiempo de retardo de conmutación, se gira el balancín de clasi-
ficación.• A continuación, el expulsor retrocede hasta el punto cero y avanza después
hasta la carrera del expulsor.• Cae el bebedero.
Avance del expulsor — bebedero — avance del expulsor — pieza• Con "Abrir el molde" se conmuta a pieza buena el balancín de clasificación.• El expulsor avanza hasta el punto de recorrido ajustado.• Cae el bebedero.
IAvisoSi con a supervisión de tolerancia activa se supervisa al mismo tiempo el tiem-po de ciclo, no es posible una clasificación de las piezas en buenas y malas, puesto que el tiempo del ciclo sólo se obtiene cuando se expulsa la pieza.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-19
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
• Al concluir el tiempo de retardo de conmutación, se gira el balancín de clasi-ficación.
• A continuación, el expulsor avanza hasta la carrera del expulsor.• La pieza moldeada cae.
KM TECNOLOGÍA DEL MANDO MC5
9-20 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Avance del expulsor — bebedero — retroceso del expulsor — avance del expulsor — pieza• Con "Abrir el molde" se conmuta a pieza buena el balancín de clasificación.• El expulsor avanza hasta el punto de recorrido ajustado.• Cae el bebedero.• Al concluir el tiempo de retardo de conmutación, se gira el balancín de clasi-
ficación.• A continuación, el expulsor retrocede hasta el punto cero y avanza después
hasta la carrera del expulsor.• La pieza moldeada cae.
Avance del expulsor — pieza — avance del expulsor — bebedero• Arranque del balancín de clasificación 0 [mm]• Tiempo de retardo de conmutación 20 [s]• Tiempo de espera del expulsor 0 [s]• De ello resulta el siguiente curso de movimientos:• Al abrir el molde, la tapa se encuentra según el resultado de la supervisión de
tolerancia en la posición de pieza buena o pieza mala y permanece en lamisma hasta la siguiente apertura de molde.
IAvisoSi sólo se pretende realizar una clasificación pieza buena/mala, debe efectuar-se la siguiente programación.
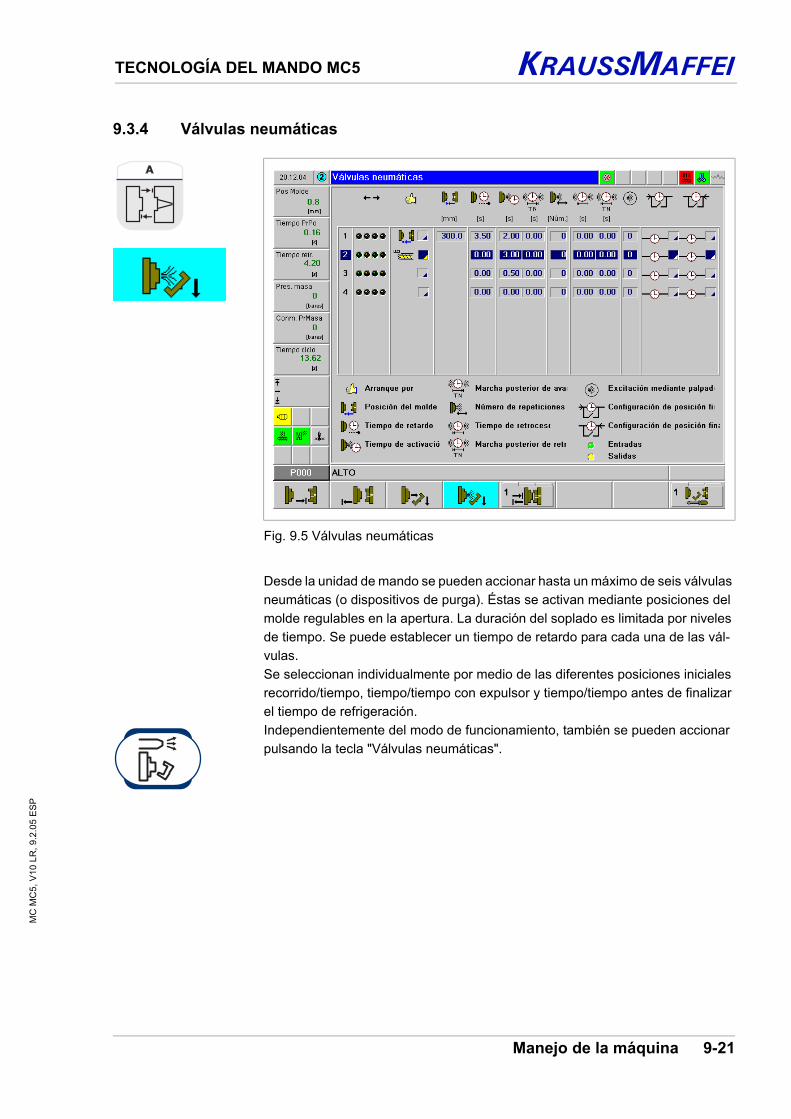
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-21
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.3.4 Válvulas neumáticas
Desde la unidad de mando se pueden accionar hasta un máximo de seis válvulas neumáticas (o dispositivos de purga). Éstas se activan mediante posiciones del molde regulables en la apertura. La duración del soplado es limitada por niveles de tiempo. Se puede establecer un tiempo de retardo para cada una de las vál-vulas.Se seleccionan individualmente por medio de las diferentes posiciones iniciales recorrido/tiempo, tiempo/tiempo con expulsor y tiempo/tiempo antes de finalizar el tiempo de refrigeración.Independientemente del modo de funcionamiento, también se pueden accionar pulsando la tecla "Válvulas neumáticas".
Fig. 9.5 Válvulas neumáticas
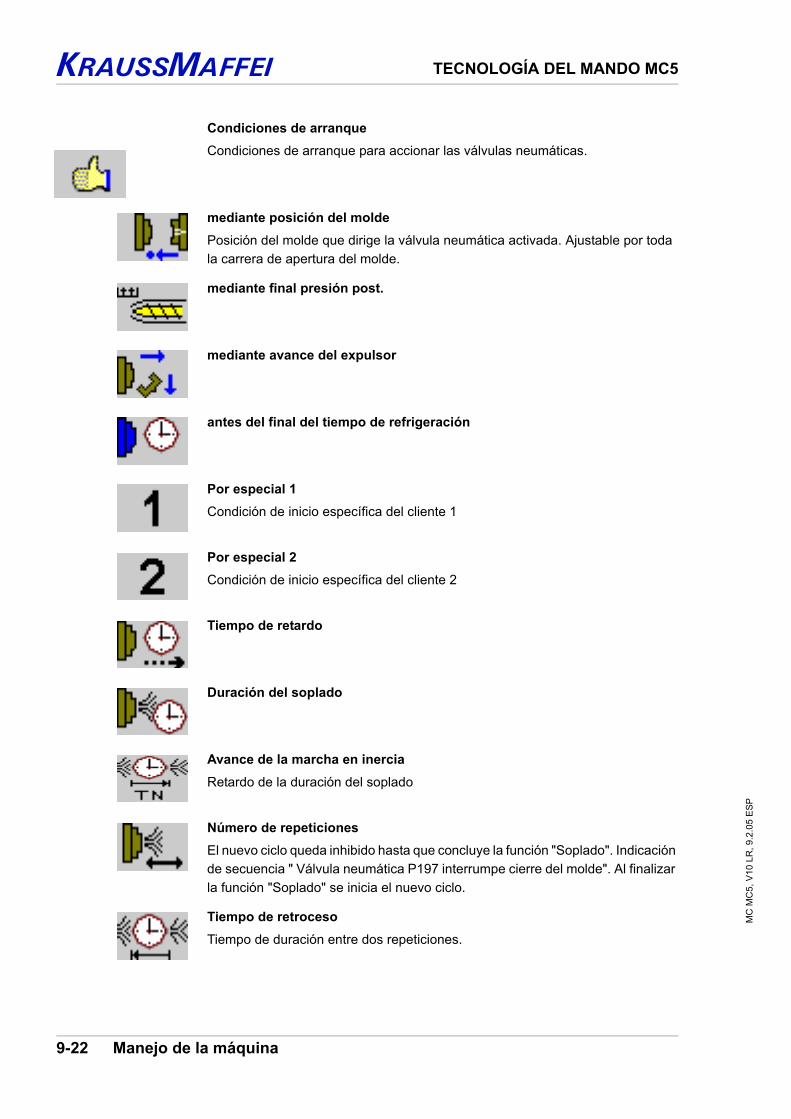
KM TECNOLOGÍA DEL MANDO MC5
9-22 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Condiciones de arranqueCondiciones de arranque para accionar las válvulas neumáticas.
mediante posición del moldePosición del molde que dirige la válvula neumática activada. Ajustable por toda la carrera de apertura del molde.
mediante final presión post.
mediante avance del expulsor
antes del final del tiempo de refrigeración
Por especial 1Condición de inicio específica del cliente 1
Por especial 2Condición de inicio específica del cliente 2
Tiempo de retardo
Duración del soplado
Avance de la marcha en inerciaRetardo de la duración del soplado
Número de repeticionesEl nuevo ciclo queda inhibido hasta que concluye la función "Soplado". Indicación de secuencia " Válvula neumática P197 interrumpe cierre del molde". Al finalizar la función "Soplado" se inicia el nuevo ciclo.
Tiempo de retrocesoTiempo de duración entre dos repeticiones.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-23
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Retroceso de la marcha en inerciaRetardo del tiempo de retroceso
Excitación mediante palpadorCada una de las válvulas neumáticas se puede accionar introduciendo "1" con la tecla "Válvulas neumáticas". Si para la válvula neumática se ha introducido un valor para el "Tiempo de retro-ceso", la válvula podrá accionarse en cualquier modo de funcionamiento.Si en "Número de repeticiones" se introduce cualquier valor (función del rasca-dor), la válvula sólo se puede accionar en modo de ajuste si el molde está abierto.
Configuración de la posición final adelante/atrás
sólo Inputen función del recorrido
sólo tiempoen función del tiempo
Input y tiempoen función del recorrido y del tiempo
Input o tiempoen función del recorrido o del tiempo

KM TECNOLOGÍA DEL MANDO MC5
9-24 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.3.5 Estampar/ventilar 1
Estampado por inyección, secuencial a la presión posteriorSólo posible en los modos de funcionamiento automático y semiautomático.
• Cerrar el molde hasta la carrera de estampado• Inyección hasta inicio presión posterior• Presión posterior no iniciada• Regulador del punto de posición activo• Se ejecuta el estampado con las velocidades ajustadas• Al alcanzar el final del seguro del molde se genera fuerza de cierre• Presión posterior• Tiempo de calentamiento, etc.
Fig. 9.6 Estampar/ventilar 1
WImportanteLa "carrera de estampado" tiene que estar ajustada con un valor mayor que el del "Final del seguro del molde".Si no es así no funciona la carrera de compresión y el proceso de cierre se para al alcanzar "Final del seguro del molde".Se dispara el movimiento "Avance del grupo" e " Inyección".

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-25
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.3.6 Funciones optativas 1 unidad de cierre
Esta imagen contiene funciones optativas que corresponden a la unidad de cier-re.El desbloqueo de las funciones de esta imagen depende del grado de equipado de la máquina.
Fig. 9.7 Funciones optativas 1 unidad de cierre

KM TECNOLOGÍA DEL MANDO MC5
9-26 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.3.6.1 Funciones y parámetros
Seguro del molde sin apertura del moldeSi se rebasa el tiempo del seguro del molde, el molde no se abre y se indica in-mediatamente la alarma "A00007/A00009 seguro de molde".
Seguro del molde con apertura del moldeSi se rebasa el tiempo del seguro, el molde se abre de nuevo (se cancelan los programas de expulsor y de noyos que estuviesen programados).Se indica la alarma "A00007/A00009 seguro del molde".
Procesos de repetición para seguro del molde (1-9)Sólo actúa en el servicio automático, si se ha introducido un valor nominal mayor que 0 (cero). Si el tiempo de supervisión resulta rebasado por un proceso de cier-re fallido, vuelve a abrirse la máquina y se efectúa otro intento de cierre más.Si este proceso de cierre o los posteriores no funcionan, salta la alarma "A00007/A00009 Seguro del molde"; el molde permanece así abierto o en posición de alar-ma.
Control de caída (con.) (ZE)p. ej., barrera luminosa, célula fotoeléctrica, báscula o similarEsta función sólo actúa en el servicio automático.El siguiente ciclo de la máquina es arrancado mediante una señal del dispositivo de control de fallos.El tiempo de descanso tiene que ajustarse más largo que el tiempo de desmoldo que se requiere para esa pieza. Introducción de tiempo de descanso (vea la sección 9.10.1, en la página 9-137).Si la señal se genera después de haber transcurrido el tiempo de descanso, salta la alarma "A00060 control de caída" y se inicia de nuevo el ciclo.Si durante el tiempo de supervisión de ciclos no se ha desmoldado la pieza lista, la máquina se desconecta con la alarma "A00013 Supervisión del tiempo de cic-lo".
Cinta transportadora marcha en ciclos (ZE)Después de depositar la pieza expulsada la cinta transportadora avanza y se de-tiene para el depósito de la pieza siguiente. La separación de las piezas buenas y malas es posible siempre y cuando esté conectada la supervisión de toleran-
IAvisoEl contador "Procesos de repetición para seguro del molde" está regulado para que se efectúen varias repeticiones. Se efectúan varios intentos de cierre (se desarrollan el programa de expulsor y el de noyos, en el caso de que estén programados). En caso de fallo se indica al final la alarma "A00009 Seguro del molde".Los procesos de repetición para seguro del molde sólo actúan en el servicio automático.
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-27
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
cias como en la imagen "ciclos de valores reales"(vea la sección 9.11.1, en la página 9-150).Cuando se trata de una pieza dentro de la tolerancia (pieza buena), se activa la cinta transportadora durante la duración del tiempo de marcha en el sentido de la marcha.Cuando se trata de una pieza fuera de tolerancia (pieza mala), primero se activa la cinta transportadora hacia atrás en el sentido de la marcha, y luego hacia adelante en el sentido de la marcha para la misma duración del tiempo de mar-cha.
Cinta transportadora con marcha continua hacia adelanteLa cinta transportadora arranca con el comienzo del ciclo de la máquina en mar-cha hacia adelante.
Cinta transportadora con marcha continua hacia atrásLa cinta transportadora arranca con el comienzo del ciclo de la máquina en mar-cha hacia atrás.
Cinta transportadora del robot controlada por la máquina de moldeo por in-yección (con.)La unidad de control de la máquina de moldeo por inyección controla la cinta transportadora del robot.
Velocidad de cierre del moldeIntroducción de la velocidad "Cerrar el molde" para el modo de ajuste.
Fuerza de ajuste de cierre del moldeIntroducción de la fuerza "Cerrar el molde" para el servicio de ajuste.
Velocidad de apertura del moldeIntroducción de la velocidad "Abrir el molde" para el modo de ajuste.
Fuerza de ajuste de apertura del moldeIntroducción de la fuerza "Cerrar el molde" para el servicio de ajuste.
Velocidad de ajuste del expulsorIntroducción de la velocidad "Avance del expulsor" para el modo de ajuste.
Fuerza de ajuste del avance del expulsorIntroducción de la fuerza "Avance del expulsor" para el modo de ajuste.
Velocidad de ajuste del retroceso del expulsorIntroducción de la velocidad "Retroceso del expulsor" para el modo de ajuste.
Fuerza de ajuste del retroceso del expulsorIntroducción de la fuerza "Retroceso del expulsor" para el modo de ajuste.

KM TECNOLOGÍA DEL MANDO MC5
9-28 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.3.7 Funciones optativas 2 para unidad de cierre
Puerta protectora utilizada: lado de mandoEn el modo semiautomático, la puerta protectora del lado de mando se abre au-tomáticamente al final del ciclo.
Puerta protectora utilizada: lado opuesto al mando (ZE)En el modo semiautomático, la puerta protectora del lado opuesto al mando se abre automáticamente al final del ciclo.
Puerta protectora utilizada: lado de mando y lado opuesto al mando (ZE)En el modo semiautomático, las puertas protectoras del lado de mando y del opuesto al mando se abren automáticamente al final del ciclo.
Supervisión de la posición final para el expulsor (con.) (ZE)En la posición final y en la posición intermedia, dos interruptores de fin de carrera supervisan el expulsor. Al producirse un error, se indica la alarma "A00079 inter-ruptor de fin de carrera expulsor PPMF" o "A00080 interruptor de fin de carrera expulsor PPMM".
Mantener el expulsor en la posición atrás (con.)El expulsor es retenido hidráulicamente en la posición de retroceso.
Fig. 9.8 Funciones optativas 2 para unidad de cierre
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-29
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Entrar el expulsor durante el cierre del molde (con.)El expulsor es introducido en paralelo al movimiento de cierre del molde.Si dentro del recorrido de supervisión el expulsor no alcanza la posición final, se interrumpe el proceso de cierre.
Funcionamiento con molde abriéndose con fuerza de resorte (con.)Si se utiliza un molde abriéndose con fuerza de resorte, es imprescindible activar esta función con el fin de garantizar un cierre correcto.• Recorrido del resorte• Velocidad del molde en la zona del resorte• Fuerza para la activación del resorte
Tiempo de retardo del inicio del precalentamiento del aceiteTiempo de retardo ajustable según el cual debe empezar a precalentarse el acei-te con la máquina fría.
Agua de refrigeración del molde continuamente conectado (ZE)La refrigeración del molde es activada después de conectar la máquina.
Bloqueo central del agua de refrigeración del moldeSi en modo automático o semiautomático la puerta protectora sigue abierta al fi-nalizar el tiempo de descanso, el agua de refrigeración se desconectará por me-dio de una válvula central. De esta forma se evita que el molde se enfríe demasiado.Después de cerrar la puerta protectora vuelve a conectarse el agua de refrigera-ción del molde.
Agua de refrigeración del molde en marcha después del arranque (ZE)La refrigeración del molde sólo se activa después de alcanzarse el número aju-stado de "Ciclos de arranque".Se desconecta el agua de refrigeración del molde en el caso de que ya haya transcurrido el tiempo "Tiempo de supervisión durante interrupción de la produc-ción".
Ningún movimiento del molde durante la plastificaciónLos movimientos del molde sólo empiezan al final de la plastificación.• Movimiento del molde durante la plastificación

KM TECNOLOGÍA DEL MANDO MC5
9-30 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.3.8 Funciones optativas 3 para unidad de cierre
Fuerza de cierre comienza reduc. antes del final del tiempo de refrigeraciónLa fuerza de cierre ya disminuye antes de que transcurra el tiempo de refrigera-ción.
Llevar a cabo la lubricación centralDespués de accionar la barra, la lubricación central ejecuta un proceso de lubri-cación.
Contador de la carrera de la lubrificación centralAjuste del intervalo de lubricación en relación con las carreras de la unidad de cierre en modo automático/semiautomático.
Fig. 9.9 Funciones optativas 3 para unidad de cierre

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-31
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Desmontaje del molde sin supervisión de la fuerza de cierre (con.)
Antes de desenclavar la placa de sujeción magnética, la unidad de control no comprueba si está formada la fuerza de cierre.
WImportanteAl accionar la tecla "Dispositivo de sujeción", se puede desenclavar el disposi-tivo de sujeción.Hay que asegurarse de que en el molde estén colocados los seguros de trans-porte y fijados los medios de carga.Se pueden dañar el molde y la máquina de moldeo por inyección.

KM TECNOLOGÍA DEL MANDO MC5
9-32 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.3.9 Funciones optativas 4 para unidad de cierre
9.3.9.1 Funciones y parámetros
Medición de la presión interior del molde con aparato externoElección del captador de presión existente.
Medición de la presión interior del molde con captador de presiónLa cara activa de medición del captador de presión está en este caso en contacto directo con la masa inyectada.
Medición de la presión interior del molde con captador de fuerzaEl captador de presión en este caso no está aplicado sobre la superficie de la ca-lidad, si no, por ejemplo, detrás de una espiga de expulsión. Se usa como capta-dor de fuerza.
Sensibilidad del captador externoAjustar la sensibilidad del transductor empleado.
Fig. 9.10 Funciones optativas 4 para unidad de cierre|
IAvisoEl valor de la sensibilidad debe tomarse de la documentación técnica del mol-de.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-33
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Sensibilidad del transductor de presiónAjustar la sensibilidad del transductor de presión empleado.
Sensibilidad del transductor de fuerzaAjustar la sensibilidad del transductor de fuerza empleado.
Diámetro del transductor de fuerzaAjustar el diámetro del transductor de fuerza empleado.
Presión interior del moldeValor real . El valor real también se puede consultar en la columna de valores rea-les (vea la sección 9.15.2, en la página 9-192).
Señal de prueba para amplificador de carga (con.)Poner en marcha la función para la prueba del captador de presión. Volver a desactivar la función tras la prueba.

KM TECNOLOGÍA DEL MANDO MC5
9-34 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.4 NoyoEl noyo se puede programar libremente.Cada noyo está provisto de interruptores de fin de carrera para posiciones finales y tiempos para las posiciones intermedias (opción de interruptor de fin de carre-ra).El noyo se puede activar varias veces en el ciclo de la máquina en función de la programación.La placa móvil de sujeción del molde y la fija disponen de noyos de accionamien-to neumático e hidráulico.La cantidad de noyos está en función del equipamiento de la máquina.
WImportanteUna programación defectuosa puede provocar la parada de la máquina o incluso causar daños en el molde.Elaborar de forma coordinada con el fabricante del molde unas instrucciones de trabajo para la programación de los movimientos del noyo en función del ciclo de moldeo por inyección.
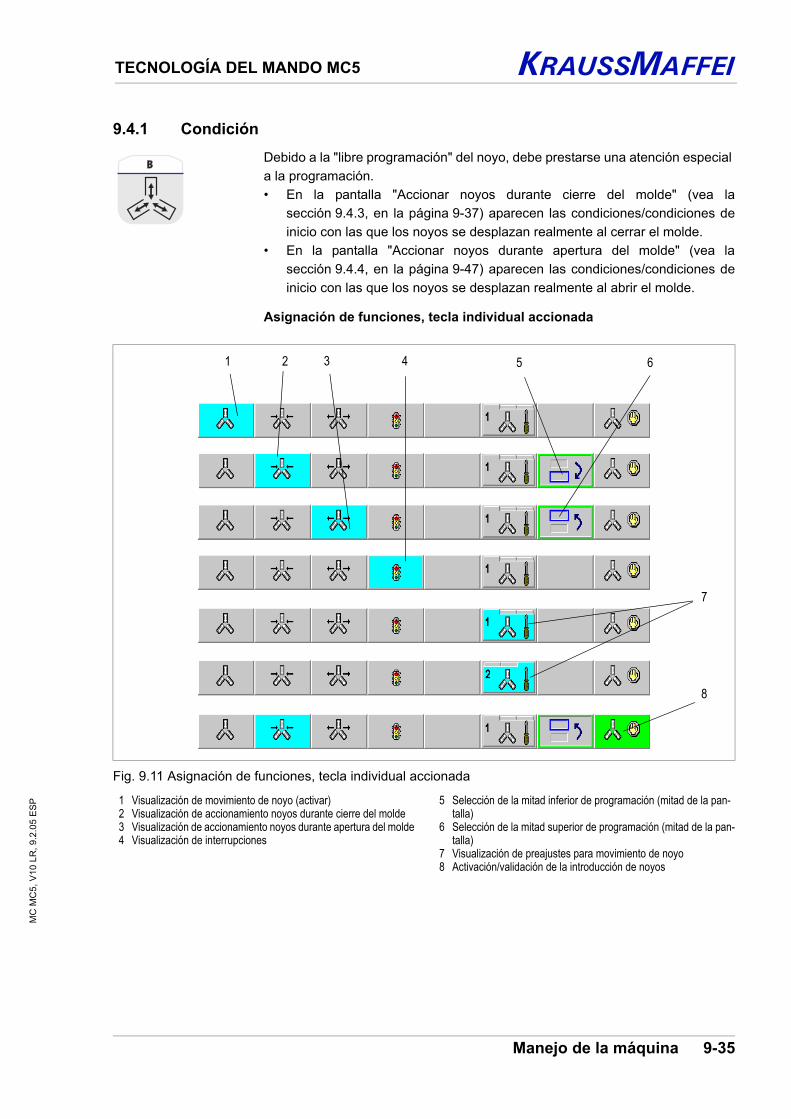
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-35
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.4.1 CondiciónDebido a la "libre programación" del noyo, debe prestarse una atención especial a la programación.• En la pantalla "Accionar noyos durante cierre del molde" (vea la
sección 9.4.3, en la página 9-37) aparecen las condiciones/condiciones deinicio con las que los noyos se desplazan realmente al cerrar el molde.
• En la pantalla "Accionar noyos durante apertura del molde" (vea lasección 9.4.4, en la página 9-47) aparecen las condiciones/condiciones deinicio con las que los noyos se desplazan realmente al abrir el molde.
Asignación de funciones, tecla individual accionada
Fig. 9.11 Asignación de funciones, tecla individual accionada
1 Visualización de movimiento de noyo (activar)2 Visualización de accionamiento noyos durante cierre del molde3 Visualización de accionamiento noyos durante apertura del molde4 Visualización de interrupciones
5 Selección de la mitad inferior de programación (mitad de la pan-talla)
6 Selección de la mitad superior de programación (mitad de la pan-talla)
7 Visualización de preajustes para movimiento de noyo 8 Activación/validación de la introducción de noyos
1 2 3 4 5 6
7
8
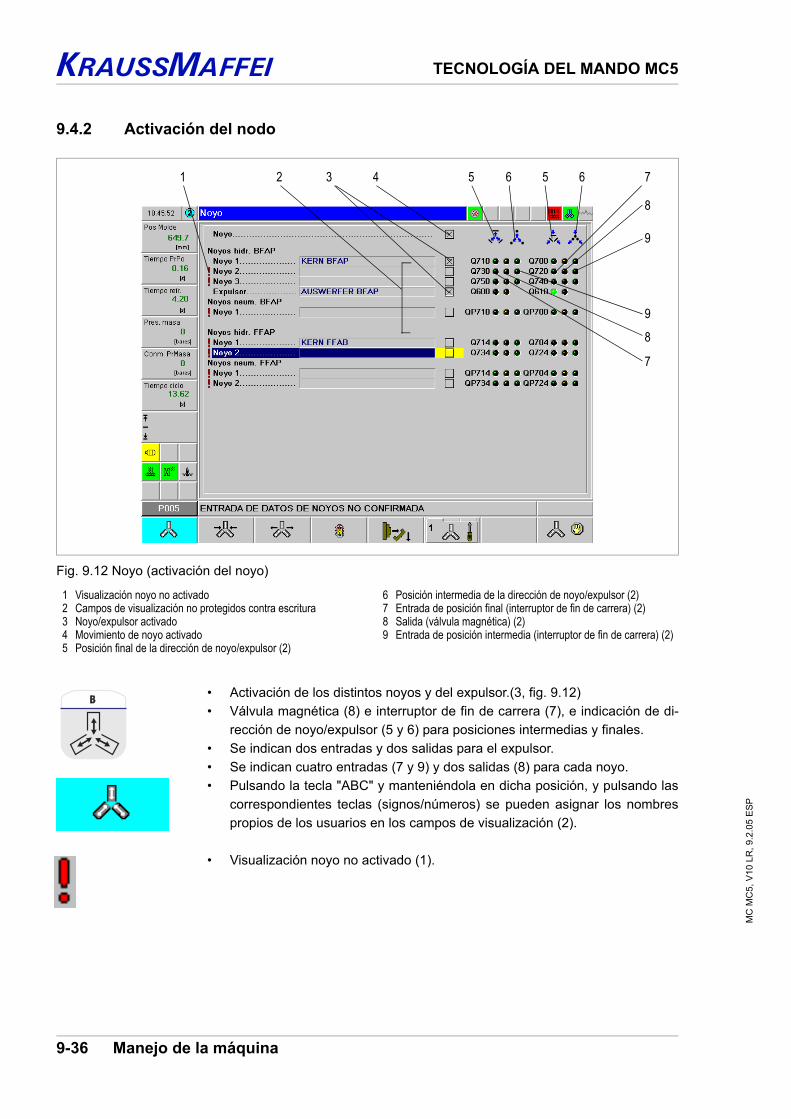
KM TECNOLOGÍA DEL MANDO MC5
9-36 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.4.2 Activación del nodo
• Activación de los distintos noyos y del expulsor.(3, fig. 9.12)• Válvula magnética (8) e interruptor de fin de carrera (7), e indicación de di-
rección de noyo/expulsor (5 y 6) para posiciones intermedias y finales.• Se indican dos entradas y dos salidas para el expulsor.• Se indican cuatro entradas (7 y 9) y dos salidas (8) para cada noyo.• Pulsando la tecla "ABC" y manteniéndola en dicha posición, y pulsando las
correspondientes teclas (signos/números) se pueden asignar los nombrespropios de los usuarios en los campos de visualización (2).
• Visualización noyo no activado (1).
Fig. 9.12 Noyo (activación del noyo)
1 Visualización noyo no activado2 Campos de visualización no protegidos contra escritura3 Noyo/expulsor activado4 Movimiento de noyo activado5 Posición final de la dirección de noyo/expulsor (2)
6 Posición intermedia de la dirección de noyo/expulsor (2)7 Entrada de posición final (interruptor de fin de carrera) (2)8 Salida (válvula magnética) (2)9 Entrada de posición intermedia (interruptor de fin de carrera) (2)
1
7
8
9
7
8
9
5 6 5 6432
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-37
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.4.3 Accionar noyos durante cierre del moldeEn esta pantalla se realiza la programación para "Accionar noyos desde cierre del molde hasta final del tiempo de refrigeración" (inicio e interrupción).
9.4.3.1 Inserción de una secuencia de noyos
1) Pasar a la mitad superior de programación (6, fig. 9.11).2) Pulsar la tecla "M".
Aparece la ventana "Insertar/borrar secuencia de noyos" (3, fig. 9.13). Ahora se pueden llevar a cabo las siguientes funciones:• Insertar secuencia de noyos nueva• Borrar secuencia de noyos• Copiar secuencia de noyos en el portapapeles• Insertar secuencia de noyos del portapapeles
Solamente se puede copiar después de haber copiado la secuencia denoyos en el portapapeles
• Borrar todas las secuencias de noyosLa secuencia de noyos (4) equivale al orden de los noyos.
IAvisoAntes de programar un nuevo programa de noyos, hay que borrar todas las se-cuencias de noyos visualizadas.

KM TECNOLOGÍA DEL MANDO MC5
9-38 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Fig. 9.13 Insertar/borrar y copiar secuencia de noyos
1 Mitad superior de programación (mitad de la pantalla), con marco azul
2 Mitad inferior de programación (mitad de la pantalla)
3 Ventana "Insertar/borrar secuencia de noyos"4 Secuencia de noyos
1
2
3
4

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-39
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.4.3.2 Programación de la secuencia de noyos
9.4.3.3 Selección de noyo
1) Pasar a la mitad inferior de programación (5, fig. 9.11).1) Secuencia de noyos vacía insertada en la pantalla "Accionar noyos durante
cierre del molde".2) Campo de selección activado (1, fig. 9.14).3) La ventana de selección (2) muestra solamente los noyos/expulsores activa-
dos en la pantalla "Noyo (activación de noyo)" (3, fig. 9.12).
Fig. 9.14 Accionar noyos durante cierre del molde (1/2)
1 Campo de selección activado2 Ventana de selección
3 Noyos/expulsores seleccionables
1
2
3
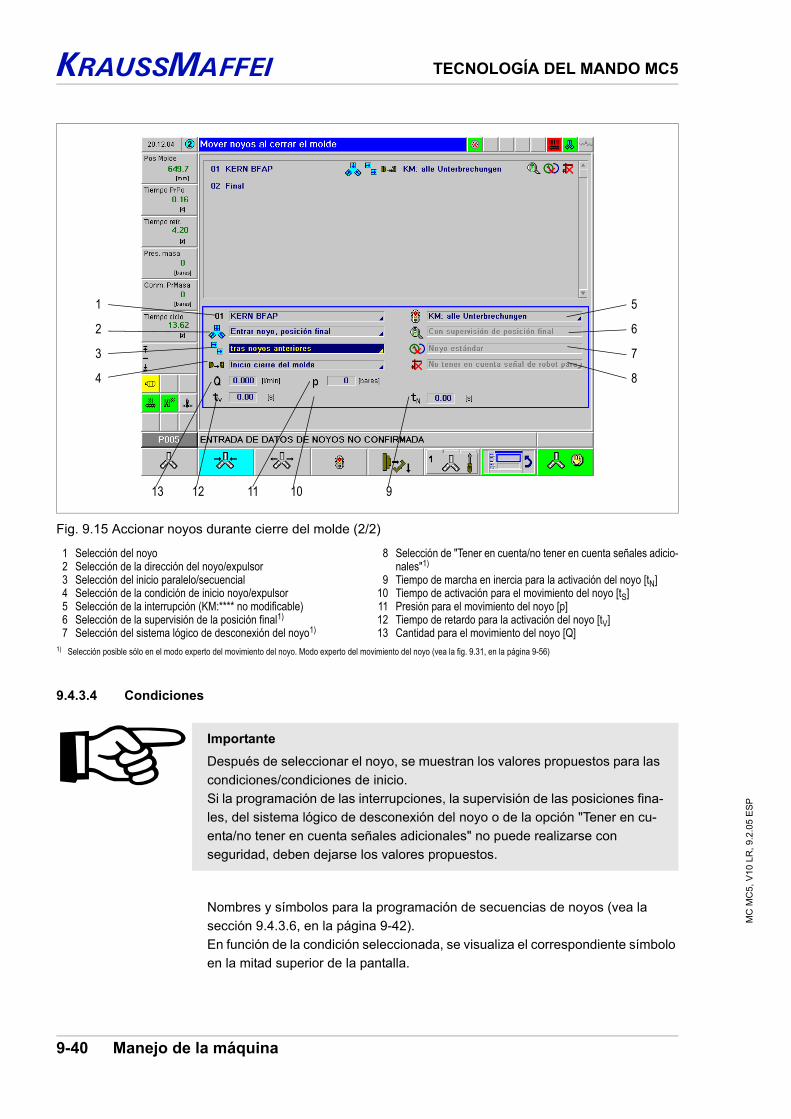
KM TECNOLOGÍA DEL MANDO MC5
9-40 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.4.3.4 Condiciones
Nombres y símbolos para la programación de secuencias de noyos (vea la sección 9.4.3.6, en la página 9-42).En función de la condición seleccionada, se visualiza el correspondiente símbolo en la mitad superior de la pantalla.
Fig. 9.15 Accionar noyos durante cierre del molde (2/2)
1 Selección del noyo2 Selección de la dirección del noyo/expulsor3 Selección del inicio paralelo/secuencial4 Selección de la condición de inicio noyo/expulsor5 Selección de la interrupción (KM:**** no modificable)6 Selección de la supervisión de la posición final1)
7 Selección del sistema lógico de desconexión del noyo1)
8 Selección de "Tener en cuenta/no tener en cuenta señales adicio-nales"1)
9 Tiempo de marcha en inercia para la activación del noyo [tN]10 Tiempo de activación para el movimiento del noyo [tS]11 Presión para el movimiento del noyo [p]12 Tiempo de retardo para la activación del noyo [tV]13 Cantidad para el movimiento del noyo [Q]
1) Selección posible sólo en el modo experto del movimiento del noyo. Modo experto del movimiento del noyo (vea la fig. 9.31, en la página 9-56)
1
2
4
3
5
6
8
7
910111213
WImportanteDespués de seleccionar el noyo, se muestran los valores propuestos para las condiciones/condiciones de inicio.Si la programación de las interrupciones, la supervisión de las posiciones fina-les, del sistema lógico de desconexión del noyo o de la opción "Tener en cu-enta/no tener en cuenta señales adicionales" no puede realizarse con seguridad, deben dejarse los valores propuestos.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-41
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.4.3.5 Secuencias de programación
1) Pasar a la mitad inferior de programación (5, fig. 9.11).2) Pulsar la tecla de activación/validación de datos introducidos de noyo (8,
fig. 9.11).Si no se pulsa esta tecla, solamente se podrán introducir aquellos parámetros que también se pueden introducir durante la producción:cantidad para el movimiento del noyo [Q], presión para el movimiento del noyo [p], recorrido para la condición de inicio [mm], recorrido para la interrup-ción [mm], tiempo de retardo para la activación del noyo [tV], tiempo de acti-vación para el movimiento del noyo [tS], tiempo de marcha en inercia para la activación del noyo [tN].
3) Seleccionar el correspondiente noyo o expulsor (1, fig. 9.15).4) Seleccionar la dirección del noyo/expulsor (2, fig. 9.15).
Símbolos de "Dirección del noyo/expulsor" (vea la fig. 9.16, en la página 9-42)
5) Seleccionar si la secuencia de noyos deben empezar en paralelo o secuen-cialmente (3, fig. 9.15),símbolos de "Inicio paralelo/secuencial" (vea la fig. 9.17, en la página 9-42).
6) Seleccionar en qué estado de la máquina empieza la secuencia (4, fig. 9.15).Símbolos de la condición de inicio "Accionar noyos durante cierre del molde" (vea la fig. 9.18, en la página 9-43).Símbolos de la condición de inicio "Accionar noyos durante apertura del mol-de" (vea la fig. 9.19, en la página 9-43).
7) Seleccionar el estado de la máquina en el que ha finalizado la secuencia de noyos. Interrupción (5, fig. 9.15).Símbolos de "Interrupciones" (vea la fig. 9.20, en la página 9-44).
8) Selecciones de la supervisión de la posición final (6, fig. 9.15).Selección posible sólo en el modo de experto del movimiento del noyo (vea la fig. 9.31, en la página 9-56)Símbolos de la supervisión de la posición final (vea la fig. 9.21, en la página 9-45)
9) Selecciones del sistema lógico de desconexión del noyo (7, fig. 9.15).Selección posible sólo en el modo experto del movimiento del noyo (vea la fig. 9.31, en la página 9-56)Símbolos de la supervisión de la posición final (vea la fig. 9.22, en la página 9-45).
10) Selecciones tener en cuenta/no tener en cuenta las señales adicionales (8, fig. 9.15).Selección posible sólo en el modo de experto del movimiento del noyo (vea la fig. 9.31, en la página 9-56)Símbolos tener en cuenta/no tener en cuenta las señales adicionales (vea la fig. 9.23, en la página 9-46).

KM TECNOLOGÍA DEL MANDO MC5
9-42 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.4.3.6 Nombres y símbolos para la programación de secuencias de noyos
Dirección del noyo/expulsor
Inicio paralelo/secuencial
Entrada del noyo, posición final 1)
1) Dirección del noyo
Avance del expulsor, posición intermedia 3 4)
Salida del noyo, posición final 1) Avance del expulsor en función del tiempo 2) 4)
Entrada del noyo en función del tiempo 1) 2) 3)
2) Se pueden introducir tiempos [tV] (tiempo de retardo para la activación de noyo), [tS] (tiempo de activación para el movimiento del noyo) y [tN] (tiempo de marcha en inercia para laactivación del noyo).
3) Para válvulas de los noyos: se pueden introducir la cantidad para el movimiento del noyo [Q] y la presión para el movimiento del noyo [p].
Retroceso del expulsor, posición cero 4)
Salida del noyo en función del tiempo 1) 2) 3) Retroceso del expulsor, posición de vibración 4)
Entrada del noyo, posición intermedia 1) Retroceso del expulsor, posición de carrera 4)
Salida del noyo, posición intermedia 1) Retroceso del expulsor, posición intermedia 1 4)
Avance del expulsor, posición vibratoria 4)
4) Dirección del expulsor
Retroceso del expulsor, posición intermedia 2 4)
Avance del expulsor, carrera del expulsor 4) Retroceso del expulsor, posición intermedia 3 4)
Avance del expulsor, posición intermedia 1 4) Retroceso del expulsor en función del tiempo 2) 4)
Avance del expulsor, posición intermedia 2 4) Expulsor, balancín de clasificación4)
Fig. 9.16 Símbolos de "Dirección de noyo/expulsor"
ParaleloEl noyo se activa paralelamente a la secuencia de noyos precedente.
SecuencialEl noyo se activa después de que termina la se-cuencia de noyos precedente.
Fig. 9.17 Símbolos de "Inicio paralelo/secuencial"

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-43
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Condición de inicio "Accionar noyos durante cierre del molde"
En los modos de ajuste, manual, semiautomático y automático sólo se pro-cesan las condiciones de inicio relativas al molde y las interrupciones de los noyos. Las condiciones de inicio e interrupciones restantes solamente se pro-cesan en los modos semiautomático y automático.
Condición de inicio "Accionar noyos durante apertura del molde"
Señal de robot Recorrido de avance del grupo1)
Inicio de cierre de molde Arranque inyección
Recorrido de cierre de molde1)
1) Es imprescindible introducir datos adicionales de recorrido
Recorrido de inyección1)
Inicio de formación de fuerza de cierre Inicio de presión posterior
Final de formación de fuerza de cierre Final de presión posterior
Inicio de avance del grupo
Fig. 9.18 Símbolos de la condición de inicio "Accionar noyos durante cierre del molde"
WImportanteSi se saca un noyo durante la inyección y debe permanecer sacado durante la apertura del molde, entonces dicho noyo debe ser programado adicionalmente para la apertura del molde o la reducción de la fuerza de cierre.Se aplica lo mismo para los noyos que ya han vuelto a salir durante el cierre del molde.
Inicio de reducción de fuerza de cierre Final de apertura de molde
Inicio de apertura de molde Señal de robot
Recorrido de apertura de molde1)
1) Es imprescindible introducir datos adicionales de recorrido
Fig. 9.19 Símbolos de la condición de inicio "Accionar noyos durante apertura del molde"

KM TECNOLOGÍA DEL MANDO MC5
9-44 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Interrupciones
Inicio de cierre del molde hasta inicio de formación de fuerza de cierre
Recorrido de retorno antes de plastificación hasta inicio de plastificación
Inicio del recorrido 1 de cierre del molde hasta ini-cio de formación de fuerza de cierre
Inicio de plastificación hasta inicio de retorno 2
Inicio del recorrido 2 de cierre del molde hasta ini-cio de formación de fuerza de cierre
Recorrido de plastificación hasta inicio de retorno 2
Inicio de formación de fuerza de cierre hasta fuer-za de cierre alcanzada
Inicio de retorno después de plastificación hasta fi-nal de retorno 2
Fuerza de cierre alcanzada hasta movimiento si-guiente, p. ej., grupo
Recorrido de retorno después de plastificación hasta final de retorno 2
Inicio de avance del grupo hasta presión de apriete de la boquilla alcanzado
Inicio de retroceso del grupo hasta grupo atrás
Recorrido de avance del grupo hasta presión de apriete de la boquilla alcanzada
Recorrido de retroceso del grupo hasta grupo atrás
Inicio de inyección hasta inicio de presión posterior Inicio de reducción de fuerza de cierre hasta inicio de apertura del molde
Recorrido de inyección hasta inicio de presión pos-terior
Inicio de apertura del molde hasta molde abierto
Inicio de presión posterior interrumpido Recorrido 1 de apertura del molde hasta molde abierto
Final de presión posterior hasta movimiento sigui-ente, p. ej., plastificación
Recorrido 2 de apertura del molde hasta molde abierto
Compuerta de cierre durante movimiento de com-puerta de cierre (máquinas 2K)
Molde abierto hasta movimiento siguiente, p. ej., inicio de ciclo
Inicio de retorno antes de plastificación hasta inicio de plastificación
Fig. 9.20 Símbolos de "Interrupciones"
WImportante• Posición final alcanzada o, si el noyo está controlado por tiempo, el tiempo
de activación ha transcurrido.• Al producirse las interrupciones, hay que asegurarse de que la interrupción
se fije en el ciclo de la máquina que sigue al inicio de la secuencia. En otrocaso la interrupción no se cancela.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-45
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Supervisión de la posición final
Sistema lógico de desconexión
Sin supervisión de la posición final1)
Supervisión de la posición final del noyo para conectar progresivamente los noyos. Si un noyo se sale de su posición final, ningún otro noyo se verá afectado.
1) Selección posible sólo en el modo experto del movimiento del noyo. Modo experto del movimiento del noyo (vea la fig. 9.31, en la página 9-56)
Con supervisión de la posición final1)
Supervisión de la posición final del noyo para conectar progresivamente los noyos. Si un noyo accionado se sale de su posición final, todos los noyos programados posteriormente se detendrán.
Fig. 9.21 Símbolos de "Supervisión de la posición final"
Estándar1)
Al alcanzar la posición final, los noyos permanecen activados y se les aplica presión durante la inyec-ción y la presión posterior.
1) Selección posible sólo en el modo experto del movimiento del noyo. Modo experto del movimiento del noyo (vea la fig. 9.31, en la página 9-56)
Expulsor/dispositivo de desenroscado1)
Al alcanzar la posición final, los noyos se desconectan.
Con función de retención1)
Los noyos permanecen activados hasta la direc-ción contraria del noyo.
Fig. 9.22 Símbolos de "Sistema lógico de desconexión del noyo"

KM TECNOLOGÍA DEL MANDO MC5
9-46 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Tener en cuenta/no tener en cuenta señales adicionales
Señal de robotSi la función "Tener en cuenta la señal del robot "Noyos"" está puesta en marcha, adicionalmente a la condición de inicio se supervisará la señal de activación del robot para "Salida de noyos" o bien "Entrada de noyos".Si falta la señal de activación para los noyos, el movimiento de los noyos se de-tendrá.Si la función "Tener en cuenta la señal del robot "Expulsores"" está conectada, adicionalmente a la condición de inicio se supervisará la señal de activación del robot para "Avance del expulsor" o bien "Retroceso del expulsor".Si falta la señal de activación para los expulsores, el movimiento de los expulso-res se detendrá.
No tener en cuenta las señales1)
1) Selección posible sólo en el modo experto del movimiento del noyo. Modo experto del movimiento del noyo (vea la fig. 9.31, en la página 9-56)
Tener en cuenta la señal del robot "Noyos"1)
Tener en cuenta la señal del robot "Expulsores"1)
Fig. 9.23 Símbolos de "Tener en cuenta/no tener en cuenta señales adicionales"
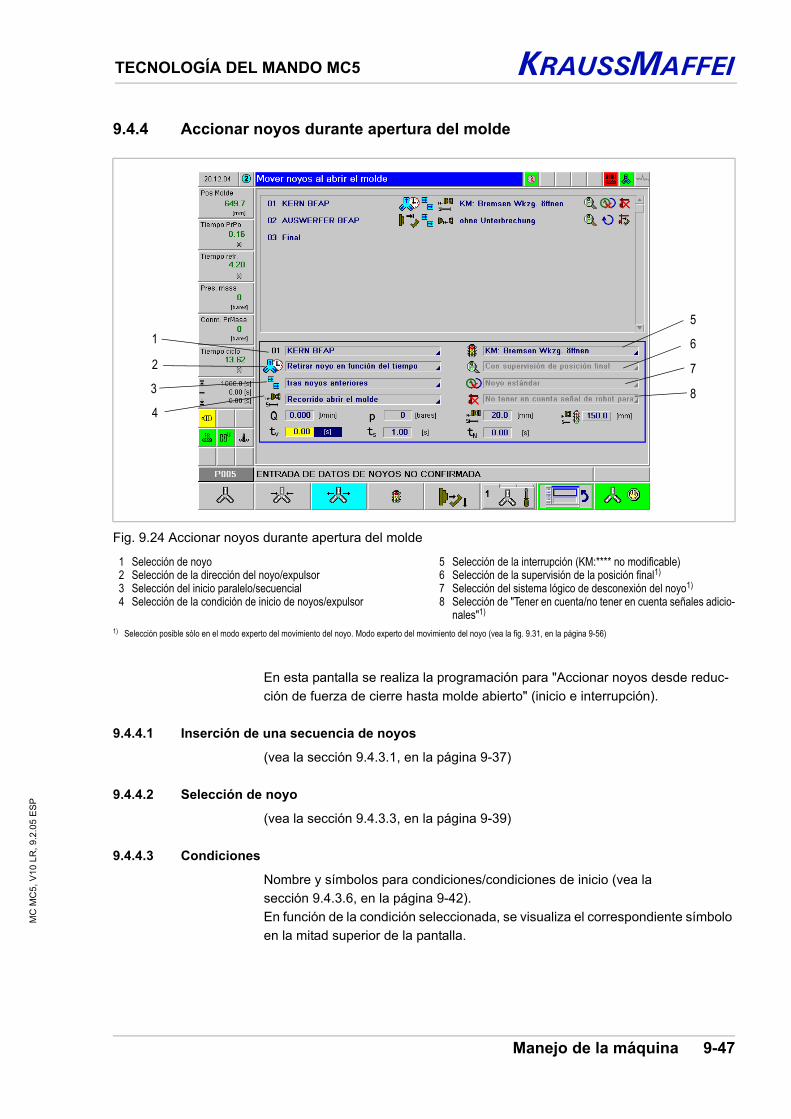
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-47
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.4.4 Accionar noyos durante apertura del molde
En esta pantalla se realiza la programación para "Accionar noyos desde reduc-ción de fuerza de cierre hasta molde abierto" (inicio e interrupción).
9.4.4.1 Inserción de una secuencia de noyos
(vea la sección 9.4.3.1, en la página 9-37)
9.4.4.2 Selección de noyo
(vea la sección 9.4.3.3, en la página 9-39)
9.4.4.3 Condiciones
Nombre y símbolos para condiciones/condiciones de inicio (vea la sección 9.4.3.6, en la página 9-42).En función de la condición seleccionada, se visualiza el correspondiente símbolo en la mitad superior de la pantalla.
Fig. 9.24 Accionar noyos durante apertura del molde
1 Selección de noyo2 Selección de la dirección del noyo/expulsor3 Selección del inicio paralelo/secuencial4 Selección de la condición de inicio de noyos/expulsor
5 Selección de la interrupción (KM:**** no modificable)6 Selección de la supervisión de la posición final1)
7 Selección del sistema lógico de desconexión del noyo1)
8 Selección de "Tener en cuenta/no tener en cuenta señales adicio-nales"1)
1) Selección posible sólo en el modo experto del movimiento del noyo. Modo experto del movimiento del noyo (vea la fig. 9.31, en la página 9-56)
1
2
4
5
6
7
83

KM TECNOLOGÍA DEL MANDO MC5
9-48 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.4.4.4 Secuencias de programación
La programación se realiza de la misma manera que en "Accionar noyos durante cierre del molde" (vea la sección 9.4.4.4, en la página 9-48).

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-49
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.4.5 Finalización de la programación del noyo
Introducción de datos• Modo de ajuste seleccionado.• Pulsar la tecla "Abrir el molde" hasta que aparezca "P007 molde abierto".
• Posibilidad de utilizar las funciones "Cerrar el molde" o "Inicio de ciclo".

KM TECNOLOGÍA DEL MANDO MC5
9-50 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.4.6 Interrupciones
Para simplificar el manejo, las interrupciones más importantes KM:**** ya están predefinidas. No se les puede cambiar ni el nombre ni la función.Símbolos de "Interrupciones" (vea la fig. 9.20, en la página 9-44).
Fig. 9.25 Interrupciones (1/2)
1 Supervisión de noyo durante cierre del moldeRecorrido de interrupción para KM: posición de cierre del molde 1)
2 Supervisión de noyo durante apertura del moldeRecorrido de interrupción para KM: posición de apertura del mol-de 1)
1) Se debe haber alcanzado la posición final; de lo contrario, el molde permanece en el recorrido que se ha introducido.
1
2

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-51
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
• Las interrupciones específicas del cliente pueden componerse librementecon cualquier función y nombre.Introducir el nombre en el campo de visualización no protegido contra escri-tura (2, fig. 9.26).Activar/desactivar los campos de marcado (3).Símbolos de "Interrupciones" (vea la fig. 9.20, en la página 9-44).
• Independientemente de las interrupciones, el programa de noyos para"Cerrar el molde" o "Abrir el molde" debe haber finalizado antes de que elciclo pase de "Cerrar el molde" a "Abrir el molde" o de "Abrir el molde" a"Cerrar el molde".
• La indicación de secuencia "P315 noyo no sacado" aparece cuando puedeempezar el cierre del molde, pero el programa "Accionar noyos duranteapertura del molde" no ha terminado.
• La indicación de secuencia "P314 noyo no introducido" aparece cuandopodría iniciar la apertura del molde, pero el programa "Accionar noyos du-rante el cierre del molde" no ha terminado.
• Para simplificar el manejo, las interrupciones más importantes KM:**** yaestán predefinidas. No se les puede cambiar ni el nombre ni la función.
Fig. 9.26 Interrupciones (2/2)
1 Campo de selección "Interrupciones"2 Campo de visualización no protegido contra escritura
3 Todos los campos de marcado son de libre asignación
1
2
3
IAvisoNo se puede programar ninguna interrupción antes del inicio del noyo corre-spondiente. Referida al movimiento de la máquina (abrir/cerrar el molde).

KM TECNOLOGÍA DEL MANDO MC5
9-52 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.4.6.1 Ejemplo de movimiento de noyo
Desarrollo• El noyo 2 entra cuando empieza la inyección.• La inyección no puede empezar hasta que el noyo 2 alcanza su posición final
de entrada.• El noyo 2 sale con el final de la presión posterior.• La fuerza de cierre no se puede reducir hasta que el noyo 2 ha alcanzado su
posición final de salida.La programación de noyos debe realizarse tal y como se indica en la fig. 9.27, la fig. 9.28 y la fig. 9.29.
Fig. 9.27 Accionar noyos durante cierre del molde (ejemplo de movimiento de noyo)
1 Noyo 2 (secuencia de noyos 1)2 Noyo 2, condición de inicio de inyección (secuencia de noyos 1)3 Noyo 2 KM: inyección/presión posterior (secuencia de noyos 1)4 Noyo 2 con supervisión de la posición final (secuencia de noyos 1)
5 Noyo 2 con supervisión de la posición final (secuencia de noyos 2)6 Noyo 2 sin interrupción (secuencia de noyos 2)7 Noyo 2, condición de inicio de final de presión posterior (secuen-
cia de noyos 2)8 Noyo 2 (secuencia de noyos 2)
1
2 4
5
78
3
6
WImportanteSi se saca un noyo durante la inyección y debe permanecer sacado durante la apertura del molde, entonces dicho noyo debe ser programado adicionalmente para la apertura del molde o la reducción de la fuerza de cierre.Se aplica lo mismo para los noyos que ya han vuelto a salir durante el cierre del molde.
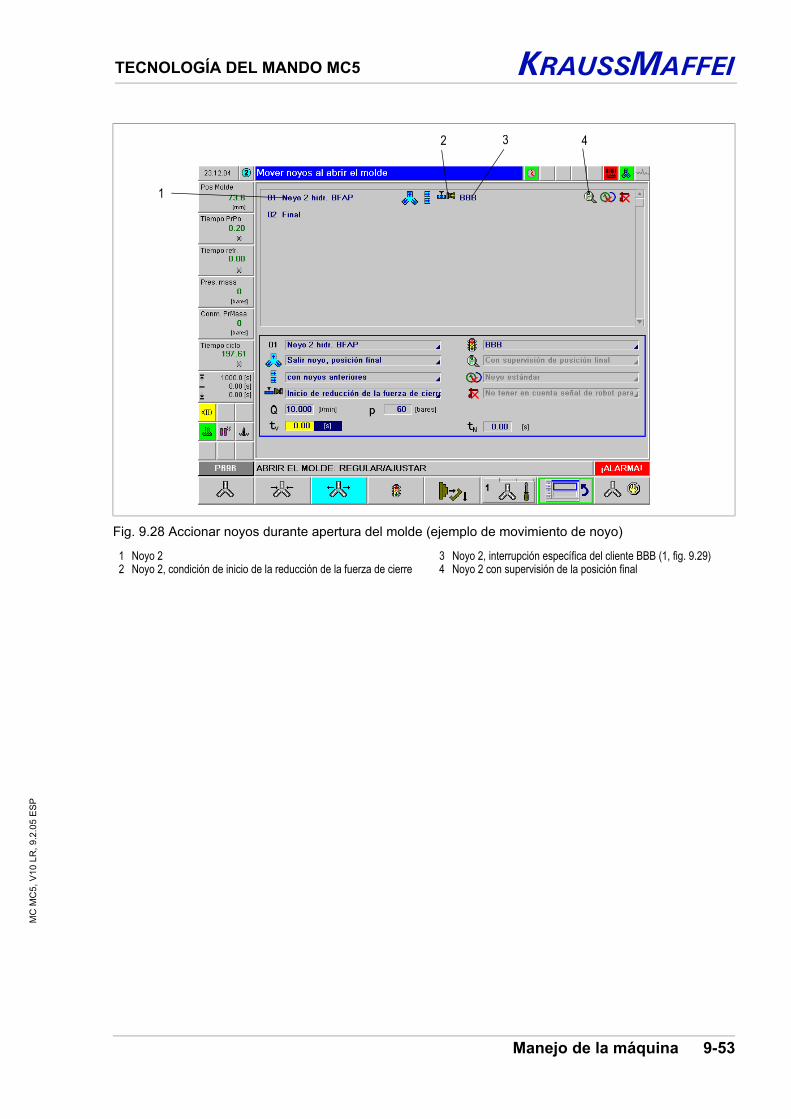
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-53
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Fig. 9.28 Accionar noyos durante apertura del molde (ejemplo de movimiento de noyo)
1 Noyo 22 Noyo 2, condición de inicio de la reducción de la fuerza de cierre
3 Noyo 2, interrupción específica del cliente BBB (1, fig. 9.29)4 Noyo 2 con supervisión de la posición final
1
2 43
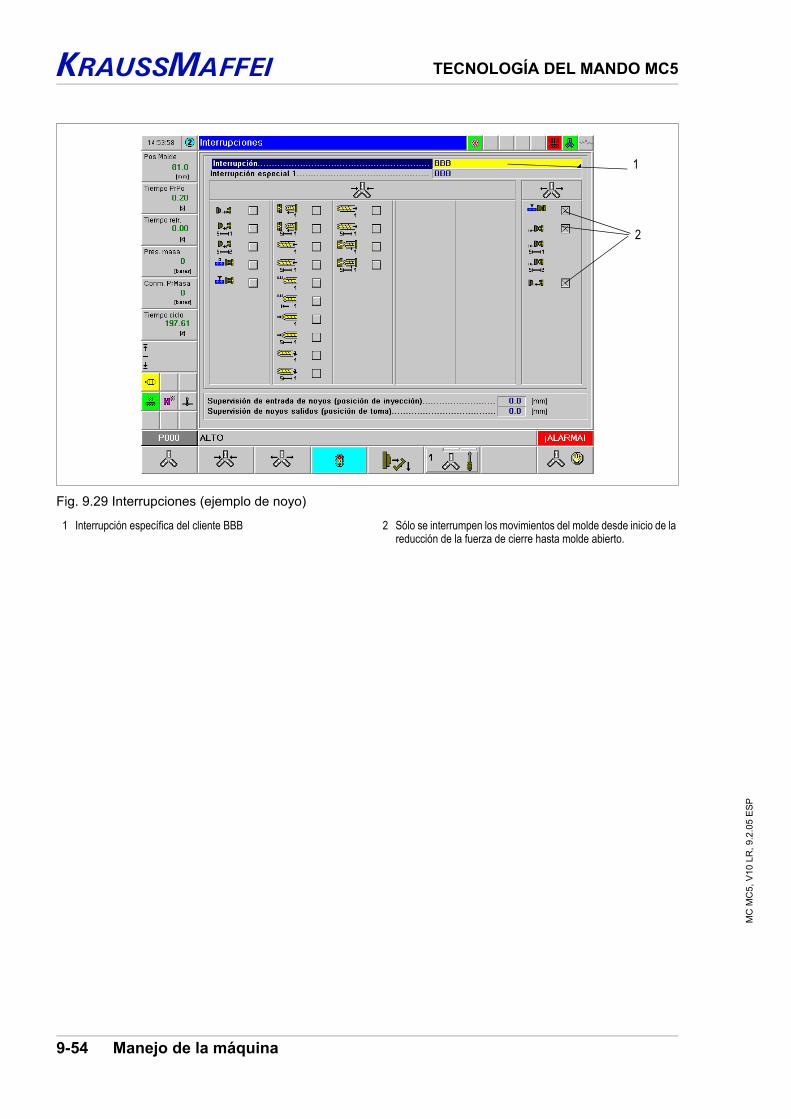
KM TECNOLOGÍA DEL MANDO MC5
9-54 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Fig. 9.29 Interrupciones (ejemplo de noyo)
1 Interrupción específica del cliente BBB 2 Sólo se interrumpen los movimientos del molde desde inicio de la reducción de la fuerza de cierre hasta molde abierto.
1
2

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-55
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.4.7 Preferencias del noyo
Módulo de noyo según el programa de abrir/cerrarDe acuerdo con el noyo seleccionado, se ejecutan las secuencias de la selección de la condición de inicio noyo/expulsor (4, fig. 9.15) para "Accionar noyos durante apertura del molde" o bien "Accionar noyos durante cierre del molde". Sólo cuan-do los noyos se desplazan varias veces; de lo contrario, se debe ejecutar la mis-ma función que "Módulo de noyo de entrar/salir".
Módulo de noyo con orden de secuenciaSi el módulo de noyo tiene orden de secuencia, los noyos se deben seleccionar con las teclas de la forma correspondiente a la programación.Orden de secuencia como en la pantalla "Accionar noyos durante apertura del molde" o bien "Accionar noyos durante cierre del molde".Si no se establece el orden, cada uno de los noyos es accionado independiente-mente del otro siguiendo la propia programación.
Módulo de noyo introducir/extraer sin orden de secuenciaCada tecla tiene asignada una dirección de marcha.
Fig. 9.30 Ajustes previos del noyo (1/2)
1 Módulo de noyo según el programa de abrir/cerrar2 Módulo de noyo con orden de secuencia
3 Módulo de noyo introducir/extraer sin orden de secuencia
3
2
1
WImportanteNo se puede preconfigurar una salida automática pues se desconoce el orden de otros noyos posibles no es conocida o ello limitaría la propia programación libre.

KM TECNOLOGÍA DEL MANDO MC5
9-56 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Expulsores en el módulo del noyo supervisados adicionalmenteSupervisión de la posición final del expulsor durante el manejo de los noyos/ex-pulsores en la función "Módulo del noyo".En caso de que la posición final no sea plausible se muestra la alarma "A00063 supervisión de los expulsores delante/detrás".
Modo de experto del movimiento del noyo
La selección de la supervisión de la posición final, el sistema lógico de desconexión del noyo y el tener en cuenta/no tener en cuenta las señales adicio-nales sólo es posible en el modo de experto del movimiento del noyo.
Fig. 9.31 Ajustes previos del noyo (2/3)
1 Expulsores en el módulo del noyo supervisados adicionalmente2 Modo de experto del movimiento del noyo
1
2
IAvisoEl modo de experto del movimiento del noyo sólo está disponible en el nivel de acceso 3.
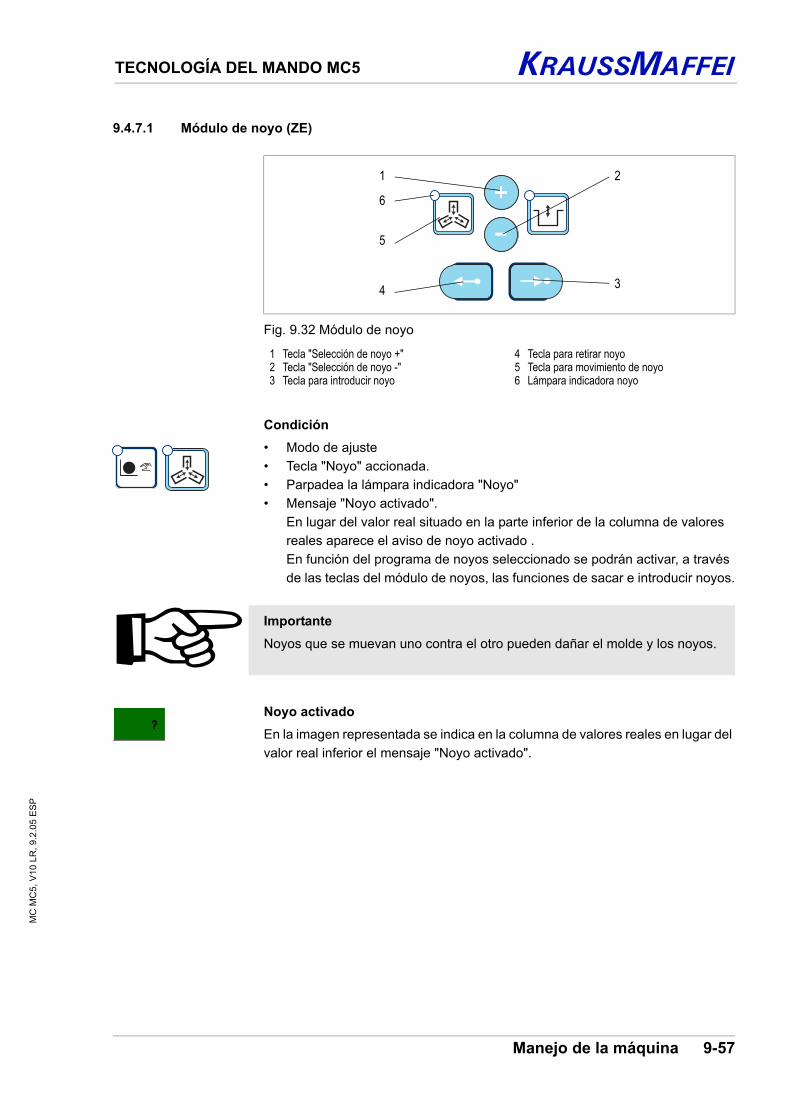
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-57
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.4.7.1 Módulo de noyo (ZE)
Condición• Modo de ajuste• Tecla "Noyo" accionada.• Parpadea la lámpara indicadora "Noyo"• Mensaje "Noyo activado".
En lugar del valor real situado en la parte inferior de la columna de valores reales aparece el aviso de noyo activado .En función del programa de noyos seleccionado se podrán activar, a través de las teclas del módulo de noyos, las funciones de sacar e introducir noyos.
Noyo activadoEn la imagen representada se indica en la columna de valores reales en lugar del valor real inferior el mensaje "Noyo activado".
Fig. 9.32 Módulo de noyo
1 Tecla "Selección de noyo +"2 Tecla "Selección de noyo -"3 Tecla para introducir noyo
4 Tecla para retirar noyo5 Tecla para movimiento de noyo6 Lámpara indicadora noyo
1
5
4
6
2
3
WImportanteNoyos que se muevan uno contra el otro pueden dañar el molde y los noyos.

KM TECNOLOGÍA DEL MANDO MC5
9-58 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
DesarrolloCon las teclas "Selección de noyo +/-", seleccionar el noyo correspondiente.Se pueden visualizar los siguientes símbolos:
Placa portamoldes fija (FWAP)La visualización y cantidad de noyos hidráulicos depende del equipamiento de la máquina.
La visualización y cantidad de noyos neumáticos depende del equipamiento de la máquina.
Placa portamoldes móvil (BWAP)La visualización y cantidad de noyos hidráulicos depende del equipamiento de la máquina.
La visualización y cantidad de noyos neumáticos depende del equipamiento de la máquina.
Expulsor hidráulico controlado mediante programa de noyos.
Con las teclas "Noyo con./noyo des.", hacer entrar o hacer salir el noyo sel-eccionado.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-59
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Accionando la tecla "Cerrar el molde", el noyo se desplaza como en "Accionar noyos durante cierre del molde".
Accionando la tecla "Abrir el molde", el noyo se desplaza como en "Accionar noyos durante apertura del molde".
Conectado en el ajustadorSi un noyo programado no se desplaza ni se supervisa en modo de ajuste, puede desconectarse desactivando el campo de marcado (1).En los modos manual, semiautomático y automático, la función sigue activa.
Fig. 9.33 Ajustes previos del noyo (3/3)
1 Campo de marcado con. en modo de ajuste
1

KM TECNOLOGÍA DEL MANDO MC5
9-60 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.5 Unidad de inyección
9.5.1 Movimiento del grupo
En esta imagen se han reunido todos los parámetros que están en relación con el movimiento de avance y de retroceso del grupo de inyección (boquilla).• Si se avanza con el movimiento del grupo, el grupo avanza con velocidad 1
hasta el punto de conmutación.• Después sigue en velocidad 2 hasta el apriete de la boquilla.• Se forma la fuerza de apriete de la boquilla.• El movimiento de retroceso del grupo comienza con la velocidad 1.• A partir del punto de conmutación el desplazamiento se efectúa con la
velocidad 2 hasta la posición "Carrera del grupo".
Movimiento del grupo(vea la fig. 9.39, en la página 9-73)Si se realiza el ciclo con movimiento del grupo, se indica en la pantalla "Plastificación" el símbolo de "Movimiento del grupo".
Fig. 9.34 Movimiento del grupo

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-61
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.5.1.1 Funciones y parámetros
Sin movimiento del grupo (ciclo con boquilla adyacente)Durante todo el ciclo queda colocada la boquilla adelante y no se levanta.Retorno 1 retorno del husillo 1 antes de la plastificación.Retroceso 2: retroceso del husillo 2 antes de la plastificación.
Retroceso del grupo — retroceso 1 — plastificación — retroceso 2Al haber transcurrido el tiempo de presión posterior retorna primero el grupo. Después comienza el movimiento del husillo. El movimiento del grupo no empie-za hasta que ha transcurrido el "Tiempo de retardo del retroceso del grupo". Ent-radas "Tiempo de retardo del retroceso del grupo", véase "Visión general de los tiempos".
Retroceso 1 — retroceso del grupo — plastificación — retroceso 2Al haber transcurrido el tiempo de presión posterior tiene lugar primero el retro-ceso del husillo 1. Después retorna el grupo. A continuación se reanuda el movi-miento del husillo. El movimiento del grupo no empieza hasta que ha transcurrido el "Tiempo de retardo del retroceso del grupo". Entradas "Tiempo de retardo del retroceso del grupo", véase "Visión general de los tiempos".
Retroceso 1 — plastificación — retroceso del grupo — retroceso 2Con la terminación del tiempo de presión posterior se efectúan primero el retro-ceso del husillo 1 y la plastificación. Después, el grupo retrocede y, a continua-ción, se produce el retroceso del husillo 2. El movimiento del grupo no empieza hasta que ha transcurrido el "Tiempo de retardo del retroceso del grupo". Entra-das "Tiempo de retardo del retroceso del grupo", véase "Visión general de los tiempos".
Retroceso 1 — plastificación — retroceso 2 — retroceso del grupoCon la terminación del tiempo de presión posterior tienen lugar los movimientos del husillo. Después el grupo de inyección retrocede. El movimiento del grupo no empieza hasta que ha transcurrido el "Tiempo de retardo del retroceso del gru-po". Entradas "Tiempo de retardo del retroceso del grupo", véase "Visión general de los tiempos".
IAvisoSi el molde no está montado, al utilizar cilindros más largos (más largos que el equipamiento básico de la máquina) no se debe sobrepasar la profundidad de inmersión de la boquilla conforme a lo indicado en "Medidas de acoplamiento del molde" . Hay que tener en cuenta la modificación de la longitud en la car-rera del grupo.Para las medidas de acoplamiento del molde", véase "Listas de piezas, dibu-jos".

KM TECNOLOGÍA DEL MANDO MC5
9-62 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Carrera del grupoRecorrido entre la instalación de la boquilla y la posición posterior del grupo de inyección.
Fuerza de apriete de la boquilla (ZE)Si el grupo está sobre la instalación de la boquilla, se forma la fuerza de apriete de la boquilla hasta que se alcanza el valor ajustado.
Fuerza de contacto de la boquilla durante movimiento del moldeFuerza de apriete reducida durante el movimiento del molde.
Avance del grupo velocidad 1Actúa a partir de la posición "Carrera del grupo 2 hasta el punto de conmutación Avance del grupo".
Punto de cambio "Avance del grupo"Desde esa posición se conmuta desde la velocidad 1 a la velocidad 2.
Avance del grupo velocidad 2Actúa a partir del punto de conmutación "Avance del grupo" hasta que se adose la boquilla contra el molde.
Retroceso del grupo velocidad 1Actúa después de adosarse la boquilla hasta el punto de conmutación "retroceso del grupo".
Punto de cambio "Retroceso del grupo"Desde esa posición se conmuta desde la velocidad 2 a la velocidad 1.
Retroceso del grupo velocidad 2Actúa a partir del punto de conmutación "retorno del grupo" hasta la posición car-rera del grupo.
Expulsión del tapón frío (con.)Sólo en acción cuando hay desplazamiento con boquilla levantada.Con la presión de cierre formada y el grupo retrocedido, se efectúa la expulsión del tapón frío.El husillo es movido hacia adelante con un valor fijo de la velocidad y una presión de inyección al rededor del "Carrera de expulsión" ajustado.Si se ha avanzado el recorrido ajustado, se desconecta "Expulsar el tapón frío del molde", el grupo avanza hasta adosarse la boquilla y el ciclo de la máquina con-tinúa.
WImportanteSi al final de la presión posterior no se ha alcanzado la fuerza de cierre ajusta-da, el proceso de plastificación se retrasa hasta alcanzar el punto "Avance del grupo".

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-63
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Carrera de expulsiónCarrera del husillo para expulsar el tapón frío.

KM TECNOLOGÍA DEL MANDO MC5
9-64 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.5.2 Inyección
En esta imagen se encuentran todos los parámetros importantes para la regula-ción de la velocidad y de la presión del proceso de inyección.El área clara en el gráfico señala la zona que se puede cambiar en este momento mediante una introducción.En el campo enmarcado de la ventana con rodillo se introducen los datos. Puede moverse el rodillo mediante las teclas del cursor (</>) conforme a las etapas de perfil fijadas.
Si en la pantalla aparece un símbolo con forma de mano, significa que los datos introducidos son incompletos o que no son plausibles.
Fig. 9.35 Inyección
1 Velocidad máx.2 Cojín de masa3 Valor real del recorrido del husillo4 Perfil,velocidad 5 Perfil, límite de la presión de inyección6 Presión máx. de inyección
7 Posición de arranque del husillo para la inyección (valor nominal)8 Valor real del tiempo de inyección9 Valor nominal del recorrido del husillo
10 Valor real de la presión de masa11 Perfil, recorrido del husillo
1 4
6
7
8
9
11 10
2 3 5

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-65
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.5.2.1 Desarrollo
Proceso de inyecciónCon la inyección, el husillo que funciona como pistón empuja la masa plastifica-da, bajo presión (presión de inyección) y con velocidad (velocidad de inyección), en el molde cerrado.En función del material o de la geometría de la pieza moldeada puede influirse mediante valores individuales o a través de los valores del perfil sobre la veloci-dad de avance del husillo y la limitación de la presión de inyección.
DesarrolloEl husillo avanza con una velocidad de inyección ajustada hasta la conmutación a presión posterior.Comienza la fase de presión posterior.El proceso de inyección puede avanzar durante toda la carrera con limitaciones de presión o valores de velocidad constantes o variables.Se puede seleccionar entre un máximo de 16 valores de presión y velocidad; estos valores se activan durante la carrera de inyección por las posiciones de re-corrido.
9.5.2.2 Funciones y parámetros
Etapas de perfil 1Desplazamiento con velocidad constante. La presión de inyección está limitada en un valor nominal de presión.
Etapas de perfil > 1Movimiento con diferentes limitaciones de presión y valores de velocidad.Los niveles de perfil seleccionados se indican junto al rodillo de introducción; in-troducción máxima de 16 niveles de perfil.
Presión de inyección
IAvisoLa introducción tiene que ser siempre completa para cada etapa de perfil (va-lores para velocidad, limitación de la presión y recorrido).Los niveles del perfil sólo actúan en los modos semiautomático y automático.
DdwVerificación de temperatura y presiónEl valor nominal que se introduzca como límite de la presión de inyección no puede ser mayor que la presión máxima indicada. El valor correspondiente a esta presión máxima está señalado en la placa de características de la unidad de plastificación. Si se introducen valores superiores al máximo indicado, se corre el riesgo de sufrir lesiones y de dañar los cilindros y las uniones atornil-ladas.
KM TECNOLOGÍA DEL MANDO MC5
9-66 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Dentro del recorrido de inyección puede limitarse la presión de inyección con ha-sta 16 diferentes valores nominales. El valor nominal del límite de la presión de inyección se introduce en el rango que va de 0 a la presión máxima.
Posiciones de recorridoPosiciones de recorrido dentro del recorrido de inyección para determinar que se conmute de un valor de velocidad o de presión al siguiente.Desde un punto de conmutación hasta el próximo, es válido el valor de velocidad o de presión asignado en el rodillo de introducción.
Tiempo de supervisiónEl tiempo de supervisión comienza con "Inicio inyección".Si se llega al punto de conmutación a presión posterior antes de haber transcur-rido el tiempo de supervisión, sigue marchando la máquina de forma normal.Si el tiempo de supervisión finaliza antes de alcanzar el punto de conmutación, la máquina cambia a presión posterior y el ciclo actual termina.Dado que el ciclo no ha sido correcto, al final de dicho ciclo la máquina perman-ece parada con la alarma "A00064 conmutación en la presión posterior".El ciclo puede ponerse en marcha otra vez tras eliminar el fallo y retroceder la alarma.Si aquí no se ha introducido ningún valor (valor nominal 0), no tiene efecto la su-pervisión de tiempo.
Recorrido de desbloqueoSólo ajustable si se ha ajustado comienzo de presión posterior por la presión de la masa o la presión interior del molde.Una vez alcanzado el recorrido de desbloqueo se comprueba si se ha alcanzado la presión de conmutación. Sólo entonces se inicia la presión posterior.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-67
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.5.2.3 Avisos de alarma
A00120 velocidad de inyección fuera de los límites de toleranciaEsto indica que no puede regularse la velocidad de inyección.
A00122 límite de la presión de inyección alcanzado perfil 1Durante el proceso de inyección subió tanto la presión de inyección que se alcan-zó el valor de limitación de presión ajustado. La velocidad ya no puede ser regu-lada.
A00123-A00133 regulación PV: límite de la presión con perfil de nivel del marDurante el proceso de inyección subió tanto la presión de inyección que se alcan-zó el valor de limitación de presión ajustado.La velocidad ya no puede ser regulada.
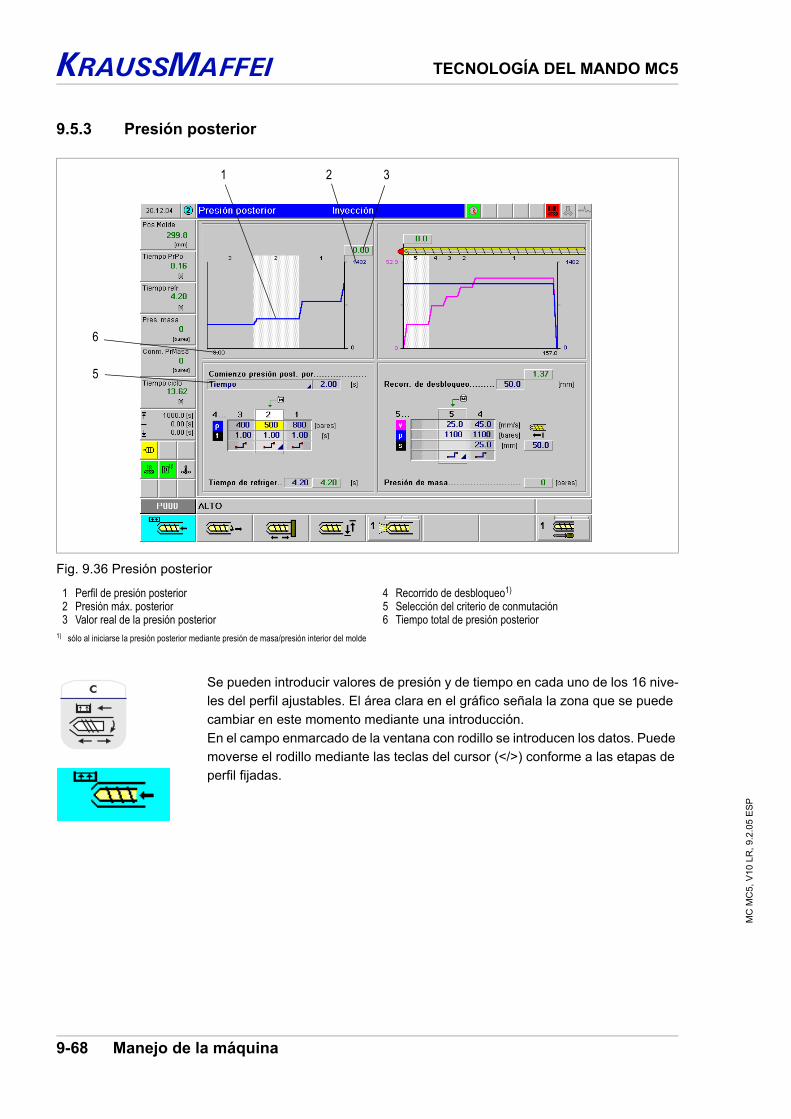
KM TECNOLOGÍA DEL MANDO MC5
9-68 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.5.3 Presión posterior
Se pueden introducir valores de presión y de tiempo en cada uno de los 16 nive-les del perfil ajustables. El área clara en el gráfico señala la zona que se puede cambiar en este momento mediante una introducción.En el campo enmarcado de la ventana con rodillo se introducen los datos. Puede moverse el rodillo mediante las teclas del cursor (</>) conforme a las etapas de perfil fijadas.
Fig. 9.36 Presión posterior
1 Perfil de presión posterior2 Presión máx. posterior3 Valor real de la presión posterior
4 Recorrido de desbloqueo1)
5 Selección del criterio de conmutación6 Tiempo total de presión posterior
1) sólo al iniciarse la presión posterior mediante presión de masa/presión interior del molde
2
6
5
1 3

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-69
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.5.3.1 Desarrollo
Si la inyección cumple con el criterio de conmutación seleccionado, se conecta a presión posterior.En la fase de presión posterior, el husillo actúa, mediante valores de presión y de tiempo, sobre la masa inyectada en el molde.La presión posterior compensa en primer lugar la contracción de volumen de la pieza moldeada debida al proceso de enfriamiento y ocasiona principalmente propiedades de calidad de la pieza moldeada, como p. ej., peso, rechupes, con-tracción y deformación.Si en la pantalla aparece un símbolo con forma de mano, significa que los datos introducidos son incompletos o que no son plausibles.
9.5.3.2 Funciones y parámetros
Etapas de perfil 1Se trabaja con presión posterior constante
Etapas de perfil > 1Se trabaja con diferentes valores de presión posterior y de tiempo.Los niveles de perfil seleccionados se indican en los rodillos de introducción; in-troducción máxima de 16 niveles de perfil.
Presión posterior, valores nominalesDentro del tiempo de presión posterior puede influirse sobre la presión posterior con hasta 16 diferentes valores nominales.
Tiempo de presión posteriorEl tiempo de presión posterior se puede ajustas con hasta 16 escalones diferen-tes.El tiempo de presión posterior total resulta de la suma de los tiempos parciales. Visualización (vea la sección 9.10.1, en la página 9-137).
Comienzo de presión posterior mediante el recorridoSi durante el proceso de inyección llega el husillo hasta la posición de recorrido ajustada, se conmuta a presión posterior.
Comienzo de presión posterior mediante el tiempoUna vez transcurrido el tiempo regulado para el proceso de inyección se conmuta a presión posterior.
IAvisoLa introducción tiene que ser siempre completa para cada etapa de perfil (va-lores para presión posterior y tiempo).En los modos de ajuste y manual, sólo se trabaja con presión posterior con-stante (etapa 1).

KM TECNOLOGÍA DEL MANDO MC5
9-70 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Comienzo de presión posterior mediante presión de masaSi durante el proceso de inyección alcanza el husillo el recorrido de desbloqueo, se pregunta por la presión.Si la presión de masa en la antecámara del husillo llega al valor ajustado, se con-muta a presión posterior.
Comienzo de presión posterior mediante presión interior del moldeSi durante el proceso de inyección alcanza el husillo el recorrido de desbloqueo, se pregunta por la presión.Si la presión de masa en el molde llega al valor ajustado, se conmuta a presión posterior.
Tiempo de refrigeraciónIntroducción del valor del tiempo de refrigeración. Esta etapa de tiempo arranca con el final de la presión posterior y desbloquea Apertura del molde después de haberse alcanzado el valor de tiempo ajustado.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-71
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.5.4 Presión posterior por presión de masa, esquema del desarrollo
9.5.4.1 Desarrollo
Durante la inyección, la presión de masa de la antecámara del husillo y, con ella también, la presión del cilindro hidráulico, aumenta a medida que se va llenando la cavidad del molde.La subida de la presión en el cilindro hidráulico es captada mediante un captador de presión, transformada por cálculo a presión de masa y comparada con el valor nominal para presión de la masa. Cuando se alcanza la presión de conmutación por presión de masa y el husillo se encuentra por debajo del recorrido de desblo-queo, se cambia a presión posterior.El recorrido de desbloqueo tiene que introducirse algo mayor que en el caso de conmutación en función del recorrido.Esto es necesario para no interpretar los picos de presión al comienzo del proce-so de inyección como una señal de conmutación.Se introduce el tiempo de supervisión para poder interrumpir el ciclo en caso de fallo en el proceso de inyección.
Fig. 9.37 Presión posterior por presión de masa, esquema del desarrollo
1 Presión posterior2 Punto de conmutación3 Valor real de la presión de masa4 Fase de inyección5 Sentido de actuación del husillo6 Presión de conmutación a presión de masa7 Presión de inyección8 Arranque inyección
9 Retroceso del husillo 2 después de plastificación10 Recorrido de desbloqueo para conmutación de presión11 Recorrido de plastificación12 Valor real del tiempo de inyección13 Tiempo de supervisión, inyección14 Punto cero15 Cojín de masa16 Aumento de la presión1)
1) La subida de la presión no se evalúa y se usa para la conmutación a presión posterior, hasta que el husillo haya quedado por debajo del recorrido de desbloqueo.
1
109
8
2
3
5 6 7
4
111213
16
15
14

KM TECNOLOGÍA DEL MANDO MC5
9-72 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.5.5 Presión posterior por presión interior del molde, esquema de desarrollo
9.5.5.1 Desarrollo
A través de un captador de presión especial montado dentro del molde se capta el valor real de la presión interior del molde.Durante la inyección, la presión interior del molde sube junto con el aumento del relleno de la cavidad del molde. Cuando se alcanza la presión de conmutación por presión interior del molde y el husillo se encuentra por debajo del recorrido de desbloqueo, se cambia a presión posterior.El recorrido de desbloqueo tiene que introducirse algo mayor que en el caso de conmutación en función del recorrido.Esto es necesario para no interpretar las inyecciones de presión al comienzo del proceso de inyección como una señal de conmutación.Se introduce el tiempo de supervisión para poder interrumpir el ciclo en caso de fallo en el proceso de inyección.
Fig. 9.38 Presión posterior por presión interior del molde, esquema de desarrollo
1 Presión de conmutación a presión interior del molde2 Recorrido de desbloqueo para conmutación de presión3 Valor nominal de la presión interior del molde4 Sentido de actuación del husillo5 Recorrido de plastificación6 Arranque inyección7 Retroceso del husillo 2 después de plastificación
8 Tiempo de supervisión, inyección9 Valor real del tiempo de inyección
10 Fase de inyección11 Punto cero12 Cojín de masa13 Presión posterior14 Aumento de la presión1)
1) La subida de la presión en el molde no se evalúa y se usa para la conmutación a presión posterior, hasta que el husillo haya quedado por debajo del recorrido de desbloqueo.
7
1
10
5
2
3
4
6
9
14
13
8
12
11
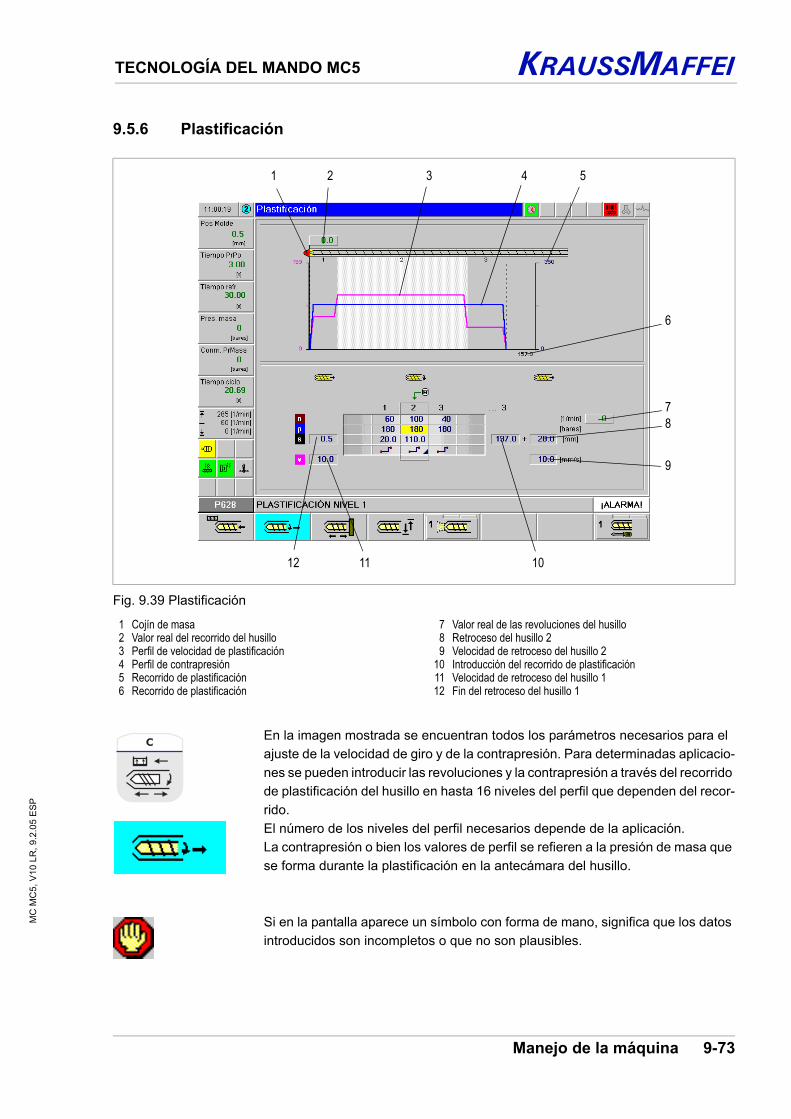
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-73
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.5.6 Plastificación
En la imagen mostrada se encuentran todos los parámetros necesarios para el ajuste de la velocidad de giro y de la contrapresión. Para determinadas aplicacio-nes se pueden introducir las revoluciones y la contrapresión a través del recorrido de plastificación del husillo en hasta 16 niveles del perfil que dependen del recor-rido.El número de los niveles del perfil necesarios depende de la aplicación.La contrapresión o bien los valores de perfil se refieren a la presión de masa que se forma durante la plastificación en la antecámara del husillo.
Si en la pantalla aparece un símbolo con forma de mano, significa que los datos introducidos son incompletos o que no son plausibles.
Fig. 9.39 Plastificación
1 Cojín de masa2 Valor real del recorrido del husillo3 Perfil de velocidad de plastificación4 Perfil de contrapresión5 Recorrido de plastificación6 Recorrido de plastificación
7 Valor real de las revoluciones del husillo8 Retroceso del husillo 29 Velocidad de retroceso del husillo 2
10 Introducción del recorrido de plastificación11 Velocidad de retroceso del husillo 112 Fin del retroceso del husillo 1
2
12
6
1 43 5
78
9
11 10
KM TECNOLOGÍA DEL MANDO MC5
9-74 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Movimiento del grupoSi se realiza el ciclo con movimiento del grupo, se muestra en la pantalla "Plasti-ficación" el símbolo de "Movimiento del grupo".
9.5.6.1 Desarrollo
Después del proceso de plastificación, la masa fundida de la antecámara del hu-sillo se encuentra bajo presión.Para descomprimir la masa fundida se puede retroceder el husillo hidráulicamen-te después del final del proceso de plastificación. En este caso se dice que hay "Descarga de compresión" o bien "Retroceso del husillo 2".Después del proceso de inyección y de haber transcurrido la fase de presión po-sterior, se encuentra bajo presión la masa fundida en todo el sistema de bebede-ro (sobrecalentamientos) y en la antecámara del husillos.Esta presión se puede reducir si, antes del comienzo de la plastificación, se re-trocede un tramo el husillo de forma hidráulica. Este recorrido de retorno del hu-sillo antes de la plastificación se denomina "Retroceso del husillo 1".
9.5.6.2 Funciones y parámetros
Etapas de perfil 1Se trabaja con un número de revoluciones y una contrapresión constantes.
Etapas de perfil > 1Se trabaja con número de revoluciones y presión dinámica diferentes.Los niveles de perfil seleccionados se indican en el rodillo de introducción; intro-ducción máxima de 16 niveles de perfil.
RevolucionesMediante posiciones de recorrido se conmuta al plastificar de un valor nominal de número de revoluciones al siguiente, lo que quiere decir que varía el número de revoluciones del husillo.
Contrapresión, valores nominalesMediante posiciones de recorrido se conmuta al plastificar de un valor de presión dinámica al siguiente.Los valores nominales de presión sirven para influir durante la plastificación sobre la presión de masa de la antecámara del husillo. La presión se forma por el retroceso del émbolo de presión y por el aceite que retorna al depósito.
WImportanteLa introducción debe ser siempre completa para cada nivel de perfil (valores para números de revoluciones y contrapresión).En el modo de ajuste, la máquina funciona solamente con un número de revo-luciones y una contrapresión constantes, véase "Funciones optativas 1 del grupo".

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-75
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Retrasado el comienzo de la plastificaciónA través de este parámetro puede retardarse el proceso de plastificación. Intro-ducción (vea la sección 9.10.1, en la página 9-137).El tiempo "Inicio de plastificación retardado" empieza con el final de la presión po-sterior y sólo es activo en los modos semiautomático o automático.
Posiciones de recorrido
Pueden introducirse hasta 16 posiciones de recorrido en las que se conmuta de un valor de número de revoluciones o de presión dinámica al siguiente.
Recorrido de plastificaciónEl parámetro determina el volumen de material plastificado que se inyecta en el ciclo siguiente. Valor del recorrido calculado desde el punto cero del husillo (= po-sición final más adelantada) hasta el comienzo del retroceso del husillo 2.
Retroceso del husillo 1Recorrido del retroceso del husillo entre el cojín de masa y el comienzo de la pla-stificación. Los datos se introducen en mm con respecto al punto cero del husillo.
Velocidad con retroceso del husillo 1Velocidad con retroceso del husillo después de la inyección.
Retorno del husillo 2Recorrido de retroceso del husillo después de la plastificación. Los datos se in-troducen en mm con respecto a la posición de recorrido de plastificación.
Velocidad con retroceso del husillo 2Velocidad con retroceso del husillo después de la plastificación.
Indicación del cojín de masaIndicación de la menor posición del husillo que haya sido alcanzada durante "Pre-sión posterior".Valor real del cojín de masa (vea la sección 9.11.1, en la página 9-150).
Valor real de las revoluciones del husilloIndicación del número de revoluciones del husillo durante "Plastificación" en 1/min.
IAvisoAl plastificar se mueve el husillo desde posiciones de recorrido bajas a otras más altas.Por ello, las introducciones para las posiciones de recorrido empiezan con va-lores más bajos.
KM TECNOLOGÍA DEL MANDO MC5
9-76 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
IAvisoSe pueden montar husillos de diferentes diámetros sin necesidad de modificar las dimensiones del grupo de inyección. Debido a ello, el volumen de inyección es distinto con carreras de husillo iguales.
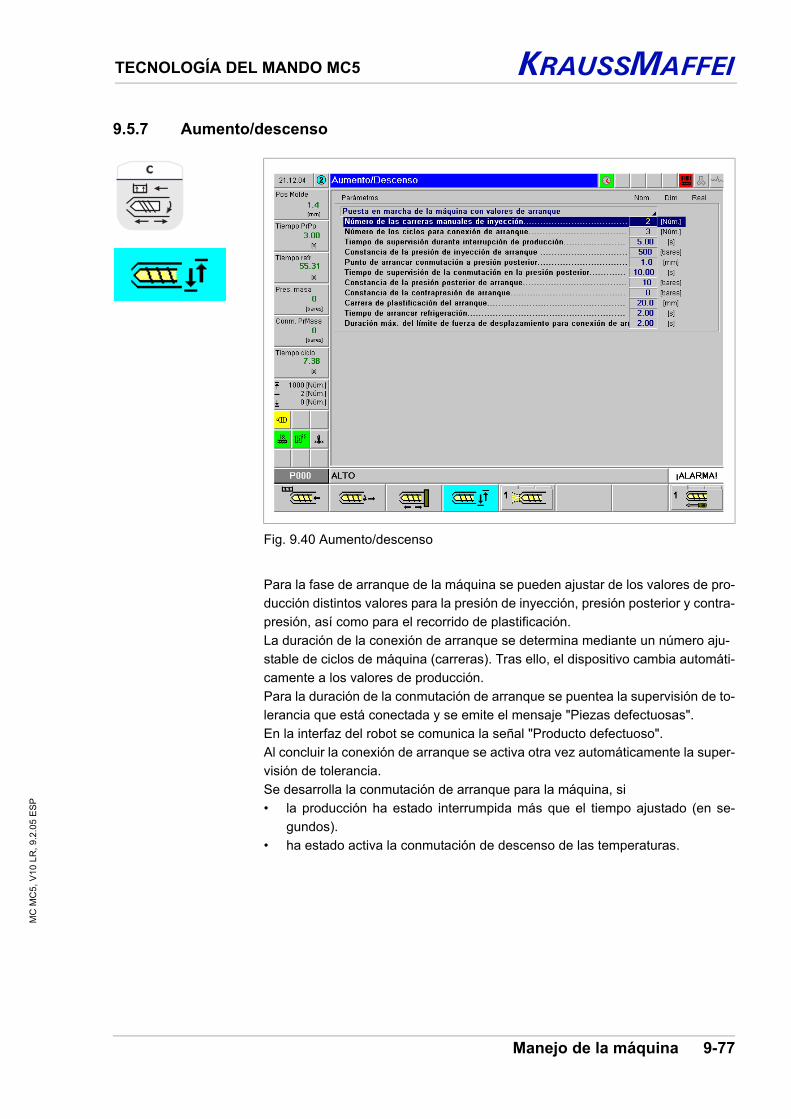
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-77
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.5.7 Aumento/descenso
Para la fase de arranque de la máquina se pueden ajustar de los valores de pro-ducción distintos valores para la presión de inyección, presión posterior y contra-presión, así como para el recorrido de plastificación.La duración de la conexión de arranque se determina mediante un número aju-stable de ciclos de máquina (carreras). Tras ello, el dispositivo cambia automáti-camente a los valores de producción.Para la duración de la conmutación de arranque se puentea la supervisión de to-lerancia que está conectada y se emite el mensaje "Piezas defectuosas".En la interfaz del robot se comunica la señal "Producto defectuoso".Al concluir la conexión de arranque se activa otra vez automáticamente la super-visión de tolerancia.Se desarrolla la conmutación de arranque para la máquina, si• la producción ha estado interrumpida más que el tiempo ajustado (en se-
gundos).• ha estado activa la conmutación de descenso de las temperaturas.
Fig. 9.40 Aumento/descenso
KM TECNOLOGÍA DEL MANDO MC5
9-78 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.5.7.1 Funciones y parámetros
Arrancar máquina con valores de arranqueSi se dispara el circuito de arranque, trabaja la máquina con los valores de puesta en marcha durante el número de ciclos que se ha ajustado.Aparece el mensaje correspondiente en la pantalla.
Arrancar máquina con valores de producciónSi se dispara el circuito de arranque, es necesario efectuar a mano el número aju-stado de carreras manuales de inyección.Aparece el mensaje correspondiente en la pantalla.
Número de carreras de inyección manualesAntes de que pueda arrancar un ciclo automático, introducir el número de car-reras de inyección. El rociado tiene que realizarse a mano (en el servicio de aju-ste). Si no se realiza el número requerido de carreras de inyección, se indica al iniciar un ciclo en el renglón de estado "P121 No inyectado todo con la conexión de arranque". Si el contador está puesto a "0", el rociado hasta la posición de re-corrido "Punto de conmutación a presión posterior" sólo tendrá lugar con Arran-car la máquina con valores de puesta en marcha.
Número de ciclos para conmutación a arranqueCuando se ha alcanzado el número previamente seleccionado de ciclos de ar-ranque, se conmuta a los parámetros de producción.
Tiempo de supervisión durante interrupción de producciónDespués de haber transcurrido este tiempo se activa la conexión de puesta en marcha.El tiempo de supervisión arranca, si• se ha elegido el modo de servicio "0" (cero), "Precalentamiento de aceite",
servicio de ajuste o manual.• existen alarmas con interrupción de ciclo (mensajes de alarma con fondo en
rojo).• en modo semiautomático o automático el ciclo no ha vuelto a empezar
después de que haya transcurrido el tiempo de descanso (en modo semiau-tomático hay que introducir también el "Tiempo de descanso"). El tiempo dedescanso se introduce en la pantalla "Visión general de los tiempos" (vea lasección 9.10.1, en la página 9-137).
WImportanteSi ha transcurrido el tiempo de supervisión cuando la máquina haya alcanzado el recorrido de plastificación completo, es necesario rociar antes de un nuevo arranque con valores de puesta en marcha (véase carreras manuales de ro-ciado).Prestar atención al aviso en la visualización del estado.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-79
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Constancia de la presión de inyección de arranqueValor de limitación de la presión de inyección para los ciclos de arranque con va-lores de puesta en marcha.
Punto de arrancar conmutación a presión posteriorPunto de conmutación para conexión de arranque
Tiempo de supervisión de la conmutación en la presión posteriorTiempo de supervisión de la conmutación en la presión posterior para conexión de arranque
Constancia de la presión posterior de arranqueValor de presión posterior para los ciclos de arranque con valores de puesta en marcha.
Constancia de la contrapresión de arranqueValor de contrapresión para los ciclos de arranque con valores de puesta en mar-cha.
Carrera de plastificación del arranqueRecorrido de plastificación durante los ciclos de arranque con valores de puesta en marcha.
Tiempo de arrancar refrigeraciónTiempo de refrigeración para conexión de arranque
Duración máxima de la limitación de la fuerza de desplazamiento para la conexión de arranqueLa fuerza de desplazamiento de la unidad de cierre se limita, en el tiempo ajusta-do, a "Fuerza de ajuste del avance del grupo" y a "Fuerza de ajuste del retroceso del grupo".
Turno sin personal (ZE)La función "Turno sin personal" conmuta en determinados casos de avería la má-quina a un estado seguro.La función es apropiada sobre todo si no hay personal de supervisión o si éste es escaso, como ocurre durante los turnos de noche.
Disparo por las siguientes alarmas• Alarmas que desconectan de inmediato
– A00013 supervisión del tiempo de ciclo– A00061 posición de seguridad del robot
Todas las restantes alarmas de esta categoría desconectan de inmediato la má-quina (motor de bomba).• Alarmas que desconectan al final del ciclo
– A00064 conmutación a presión posteriorEn estas alarmas, la función "Turno sin personal" sólo se dispara al final del ciclo• Alarmas indicativas
– A00060 control de caída
KM TECNOLOGÍA DEL MANDO MC5
9-80 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Por ejemplo, si durante el ciclo se activa la alarma "A00013 supervisión del tiem-po de ciclo", la máquina se detiene al instante y comienza a transcurrir el tiempo de retardo.Si se ha seleccionado el turno sin personal con apertura del molde, se realiza in-mediatamente "Abrir el molde" y a continuación "Retroceso del grupo".El tiempo de retardo tiene que estar ajustado con la duración suficiente para que se abra el molde y esté de vuelta el grupo.Si se ajusta menos tiempo de retardo, el motor se desconecta durante el movi-miento del molde o del grupo.El tiempo de retardo sirve también para supervisar el molde y el grupo. Cuando concluye este tiempo, se inicia la extracción.Si el movimiento del molde y del grupo no han finalizado, se desconecta la má-quina.Después de concluir el tiempo de retardo se desbloquea la tolva y se inicia el tiempo de supervisión.Se interroga al interruptor de aproximación si la tolva está cerrada.Si la tolva• esta cerrada antes de haber transcurrido el tiempo de supervisión, se pla-
stifica e inyecta el número de carreras de plastificación que se ha ajustadopara la conexión de extracción.
• si no está cerrada después de haber transcurrido el tiempo de supervisión,se inicia de nuevo el tiempo de supervisión y el husillo es avanzado hasta eltope anterior.
La masa se purga en el vacío.Después, la función "Turno sin personal" desconecta la máquina y no se realizan las carreras de plastificación ajustadas.La función "Inyección" se desarrolla hasta el inicio de la presión posterior, y la función "Plastificación", hasta que se haya completado el recorrido de plastifica-ción o el tiempo de supervisión.La inyección se efectúa con velocidad lenta y la plastificación con los valores aju-stados.El proceso inyección y plastificación se repite las veces necesarias para alcanzar el número de carreras de plastificación ajustadas para la conexión de extracciónSi se alcanza con la última carrera de inyección el punto de conmutación en pre-sión posterior, se inicia el tiempo de supervisión y el husillo avanza con velocidad lenta hasta la posición más adelantada.La función "Turno sin personal" desconecta la máquina tras finalizar el tiempo de supervisión.La máquina sólo puede volver a ponerse en marcha accionando la tecla "ALAR-MA" y arrancando el motor.Si el usuario cambia el modo de servicio durante el tiempo de retardo o durante el turno sin personal, el turno sin personal finaliza.Entonces se desconectan las bombas como cuando no se selecciona turno sin personal.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-81
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Turno sin personal con apertura del moldeCuando se dispara el turno sin personal se abre de inmediato el molde y a conti-nuación se realiza la conmutación a turno sin personal
Turno sin personal sin apertura del moldeCuando se dispara el turno sin personal se desconecta el molde en la posición que tenga y se realiza de inmediato la conmutación a turno sin personal.
Conexión de vaciadoEn el servicio de ajuste puede dispararse la función "Turno sin personal" median-te la tecla "Inyección".Mientras esté pulsada la tecla "Inyección" se ejecutan las carreras de plastifica-ción que se han ajustado para la conexión de extracción. El tiempo de retardo no se inicia.
Tiempo de retardo, turno sin personalPor una alarma es disparado el turno sin personal y se inicia el tiempo de retardo.El tiempo de retardo tiene que estar regulado de tal forma, que dentro del tiempo fijado se puedan realizar el movimiento del molde y el del grupo.Si el fallo es confirmado dentro del tiempo de retardo, no se purga el cilindro.El proceso de inyección se inicia una vez concluido el final del tiempo de retardo si dentro del tiempo de retardo no se confirma la alarma.
Tiempo de supervisión, turno sin personalDentro del tiempo de supervisión ajustado debe alcanzarse el recorrido de plasti-ficación mientras se plastifica con la conexión de turno sin personal.Si no se alcanza el recorrido de plastificación durante este tiempo, se interrumpe la plastificación tras el final del tiempo de supervisión y se inicia el proceso de in-yección.Este proceso es repetido hasta que se alcancen las carreras de plastificación aju-stadas para la conexión de extracción.Si se alcanza la posición de recorrido Comienzo presión posterior durante el últi-mo proceso de inyección, se inicia el tiempo de supervisión y el husillo avanza hasta la posición más adelantada (tope) según el tiempo de supervisión ajustado.Después de haber transcurrido el tiempo de supervisión se desconecta la máqui-na
Carreras de plastificación para conexión de vaciadoAl activarse el modo de turno sin personal, el material contenido en el cilindro es expulsado. A través del contador se ajusta la frecuencia con la que se deben efectuar los procesos de plastificación e inyección.El contador debiera estar ajustado de manera que después del número de pro-cesos regulado ya no se encuentre material en el cilindro.
KM TECNOLOGÍA DEL MANDO MC5
9-82 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.5.8 Mando en cascadaSe pueden activar neumática o hidráulicamente hasta 32 boquillas de molde.La apertura o el cierre de las boquillas de molde se pueden activar en función del recorrido o del tiempo.Las boquillas del molde se pueden abrir y cerrar dos veces tanto durante la in-yección como con la presión posterior.A fin de que la boquilla del molde esté abierta con el inicio de la inyección, se pue-de introducir el tiempo de retardo de la inyección.Símbolos "Mando en cascada" (inyección/presión posterior) (vea la sección 9.5.8.4, en la página 9-88)
DwCuidadoEn tareas con la puerta protectora abierta deben llevar puesto su equipo de protección personal.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-83
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.5.8.1 Mando en cascada, boquilla 1-16 (inyección)
Fig. 9.41 Mando en cascada, boquilla 1-16 (inyección)
1 Mando en cascada de la boquilla del molde neumática2 Mando en cascada de la boquilla del molde hidráulica3 Salida de la válvula neumática/hidráulica4 Abrir boquilla del molde en función del recorrido5 Abrir boquilla del molde en función del tiempo
6 Cerrar boquilla del molde en función del recorrido7 Cerrar boquilla del molde en función del tiempo8 Abrir/cerrar boquilla del molde por segunda vez9 Abrir boquilla de molde en modo de ajuste
2
1
3
4 5 6 7 8
9
4 5 6 7
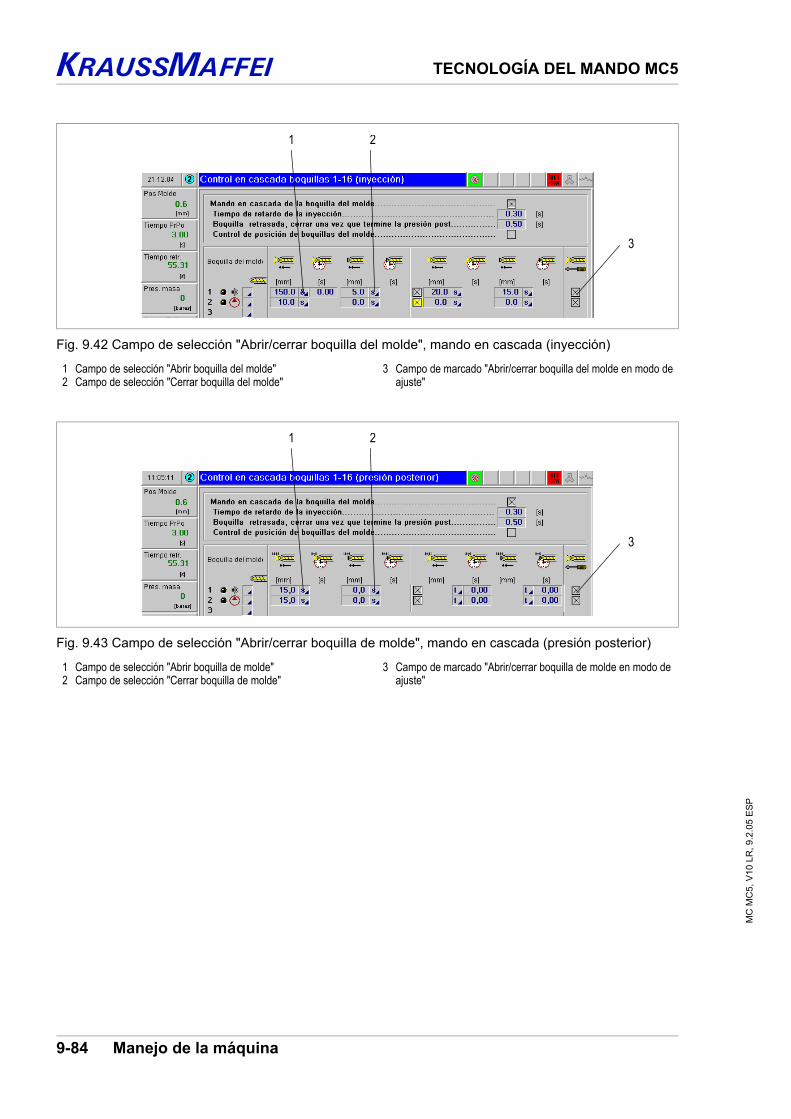
KM TECNOLOGÍA DEL MANDO MC5
9-84 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Fig. 9.42 Campo de selección "Abrir/cerrar boquilla del molde", mando en cascada (inyección)
1 Campo de selección "Abrir boquilla del molde"2 Campo de selección "Cerrar boquilla del molde"
3 Campo de marcado "Abrir/cerrar boquilla del molde en modo de ajuste"
1 2
3
Fig. 9.43 Campo de selección "Abrir/cerrar boquilla de molde", mando en cascada (presión posterior)
1 Campo de selección "Abrir boquilla de molde"2 Campo de selección "Cerrar boquilla de molde"
3 Campo de marcado "Abrir/cerrar boquilla de molde en modo de ajuste"
1 2
3
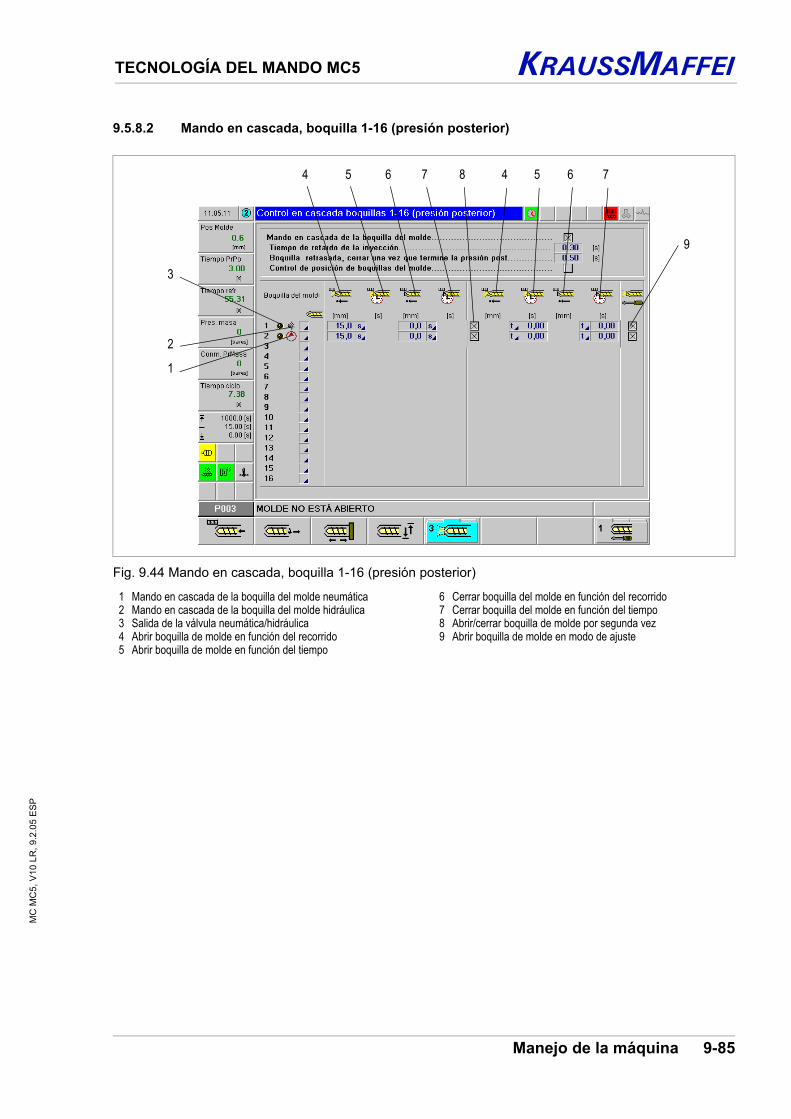
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-85
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.5.8.2 Mando en cascada, boquilla 1-16 (presión posterior)
Fig. 9.44 Mando en cascada, boquilla 1-16 (presión posterior)
1 Mando en cascada de la boquilla del molde neumática2 Mando en cascada de la boquilla del molde hidráulica3 Salida de la válvula neumática/hidráulica4 Abrir boquilla de molde en función del recorrido5 Abrir boquilla de molde en función del tiempo
6 Cerrar boquilla del molde en función del recorrido7 Cerrar boquilla del molde en función del tiempo8 Abrir/cerrar boquilla de molde por segunda vez9 Abrir boquilla de molde en modo de ajuste
2
1
3
4 5 6 7 8
9
4 5 6 7

KM TECNOLOGÍA DEL MANDO MC5
9-86 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.5.8.3 Funciones y parámetros
Campo de marcado "Mando en cascada de la boquilla del molde"Activación del mando en cascada
Mando en cascada de la boquilla del molde neumáticaEl accionamiento de las boquillas del molde se efectúa neumáticamente.
Mando en cascada de la boquilla del molde hidráulicaEl accionamiento de las boquillas del molde se efectúa hidráulicamente.
Tiempo de retardo de inyecciónIntroducción del tiempo de retardo de inyección desde boquilla del molde abierta.
Cierre retardado de la boquilla tras finalizar la presión posteriorIntroducción del tiempo de retardo de cerrar la boquilla del molde a partir del final de presión posterior.Se cierran todas las boquillas de molde que aún estén abiertas.
IAvisoSiempre debe estar abierta al menos una boquilla del molde; de no ser así, se activaría la alarma "A00200 ninguna boquilla abierta durante la inyección".

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-87
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Campo de selección "Abrir/cerrar boquilla del molde" (inyección)• Abrir/cerrar boquilla del molde solamente el recorrido (en función del re-
corrido)Cuando se alcanza la posición de recorrido ajustada del husillo, la boquilla de molde se abre/cierra.
• Abrir/cerrar boquilla del molde solamente el tiempo (en función del tiempo)El tiempo empieza a transcurrir con el inicio de la inyección.Una vez transcurrido el tiempo ajustado, la boquilla de molde se abre/cierra.
• Abrir/cerrar boquilla del molde, enlace Y: recorrido y tiempo alcanzados.Las dos condiciones de inicio "Recorrido" y "Tiempo" deben haberse cumpli-do; la boquilla del molde se abre/cierra.
• Abrir/cerrar boquilla de molde, enlace O: recorrido o tiempo alcanzados.Las primeras condiciones de inicio alcanzadas "Recorrido" o "Tiempo" se han alcanzado, la boquilla del molde se abre/cierra.
Campo de selección "Abrir/cerrar boquilla del molde" (presión posterior)• Abrir/cerrar boquilla de molde solamente el recorrido (en función del re-
corrido)Cuando se alcanza la posición de recorrido ajustada del husillo, la boquilla de molde se abre/cierra.
• Abrir/cerrar boquilla de molde solamente el tiempo (en función del tiempo)El tiempo empieza a transcurrir con el inicio de la presión posterior.Una vez transcurrido el tiempo ajustado, la boquilla de molde se abre/cierra.
• Abrir/cerrar boquilla de molde, enlace Y: recorrido y tiempo alcanzados.• Las dos condiciones de inicio "Recorrido" y "Tiempo" deben haberse
cumplido; la boquilla del molde se abre/cierra.• Abrir/cerrar boquilla de molde, enlace O: recorrido o tiempo alcanzados.• Las primeras condiciones de inicio alcanzadas "Recorrido" o "Tiempo" se han
alcanzado, la boquilla del molde se abre/cierra.
Campo de marcado "Abrir/cerrar boquilla de molde en modo de ajuste"En el modo de ajuste, todas las boquillas de molde activadas se abren y se cier-ran al accionar una vez la tecla "Inyección".

KM TECNOLOGÍA DEL MANDO MC5
9-88 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.5.8.4 Símbolos "Mando en cascada" (inyección/presión posterior)
Boquilla del molde, modo neumático Cerrar boquilla del molde en función del recorrido
Boquilla del molde, modo hidráulico Cerrar boquilla del molde en función del tiempo
Abrir boquilla de molde en función del recorrido Abrir/cerrar boquilla del molde en modo de ajuste
Abrir boquilla de molde en función del tiempo
Fig. 9.45 Símbolos "Mando en cascada" (inyección)
Boquilla del molde, modo neumático Cerrar boquilla del molde en función del recorrido
Boquilla del molde, modo hidráulico Cerrar boquilla del molde en función del tiempo
Abrir boquilla de molde en función del recorrido Abrir/cerrar boquilla del molde en modo de ajuste
Abrir boquilla de molde en función del tiempo
Fig. 9.46 Símbolos mando en cascada (presión posterior)

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-89
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.5.9 Funciones optativas 1 grupo
Esta imagen contiene las funciones optativas asignadas al grupo de inyección.El desbloqueo de las funciones de esta imagen depende del grado de equipado de la máquina.
Velocidad de ajuste de la salida del grupoEn modo de ajuste, el grupo avanza a la velocidad ajustada.
Fuerza de ajuste avance del grupoEn modo de ajuste, el grupo avanza con la fuerza ajustada.
Velocidad de ajuste del retroceso del grupoEn modo de ajuste, el grupo retrocede a la velocidad ajustada.
Fuerza de ajuste retroceso del grupoEn modo de ajuste, el grupo avanza con la fuerza ajustada.
Velocidad de ajuste para inyecciónEn modo de ajuste, el proceso de inyección se efectúa a la velocidad ajustada.
Presión de ajuste para inyecciónEn modo de ajuste, la presión de inyección se limita a la presión ajustada.
Fig. 9.47 Funciones optativas 1 grupo

KM TECNOLOGÍA DEL MANDO MC5
9-90 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Inyección prematuraLa inyección tiene lugar antes de generarse la presión de cierre y después de ha-ber alcanzado la fuerza de apriete de la boquilla.
Plastificación con contrapresión reducida (modos de ajuste y manual) (con.)Al seleccionar el campo de marcado, en los modos de ajuste y manual la contra-presión se limita al valor ajustado.
Contrapresión reducidaValor de presión con el que se debe plastificar en los modos de ajuste y manual.
Contrapresión activa (con.)El husillo recibe presión después de retorno del husillo 2, para evitar que el husillo sea apretado hacia atrás. Válido hasta el comienzo de inyección.
Unidades de inyección en recorridos y velocidadesOpcionalmente, las unidades de los recorridos y de las velocidades del husillo se convierten a mm y a mm/s en las pantallas correspondientes.
Unidades de inyección en volumen y flujo del volumenOpcionalmente, las unidades de los volúmenes y de los flujos del volumen se convierten a cm³ y a cm³/s en las pantallas correspondientes.
Unidades de plastificación en números de revolucionesOpcionalmente, el giro del husillo se puede ajustar en [1/min]en las pantallas cor-respondientes.
Unidades de plastificación en velocidades periféricasOpcionalmente, el giro del husillo se puede ajustar en mm/s en las pantallas cor-respondientes.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-91
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.5.10 Funciones optativas 2 grupo
9.5.10.1 Modo de ajuste
Con la señal "Inyección" o "Retroceso del husillo", la boquilla sólo se abre (inter-ruptor de fin de carrera -B800 accionado"Boquilla hidr. de cierre deslizante abier-ta") antes de que transcurran "Inyección" o "Retroceso del husillo".La boquilla vuelve a cerrarse cuando se suelten las teclas "Inyección" o bien "Re-troceso del husillo". Las siguientes funciones pueden desarrollarse sólo si la boquilla está cerrada (in-terruptor de fin de carrera -B810 accionado "Boquilla hidr. de cierre deslizante cerrada").• "Abrir el molde"• "Retroceso del grupo"• "Plastificación"
Fig. 9.48 Funciones optativas 2 grupo
IAvisoLas máquinas pueden estar equipadas con un dispositivo adicional que per-mita activar una boquilla de cierre.

KM TECNOLOGÍA DEL MANDO MC5
9-92 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.5.10.2 Modo automático/semiautomático
Apertura del cierre de boquillaCon la señal "Inyección" se activa la función "Abrir la boquilla".El proceso de inyección no se autoriza hasta que la boquilla está abierta (inter-ruptor de fin de carrera -B800 "Boquilla hidr. de cierre deslizante abierta").
Cierre del cierre de boquillaEn modo automático o semiautomático, la boquilla se cierra dependiendo de la función optativa que esté activada.
9.5.10.3 Funciones y parámetros
Ningún cierre hidráulico de la boquillaEl cierre de boquilla no se activa.
Cierre hidráulico de la boquilla después de retroceso 1En modo semiautomático y automático, la boquilla se abre si el "Retroceso del husillo 1" tiene lugar antes de la plastificación. Tener en cuenta los ajustes de mo-vimiento del grupo.
Cierre retardado de la boquillaEl tiempo de retardo empieza con el inicio de "Retroceso del husillo 1".
Cierre hidráulico de la boquilla después de presión posteriorLa boquilla de cierre está abierta durante "Inyección" y "Presión posterior".Se cierra al final de la presión posterior y no se abre durante el retroceso del hu-sillo.
Cierre hidráulico de la boquilla después de plastificaciónLa boquilla de cierre está abierta durante "Inyección" y "Presión posterior".La boquilla se abre con el "Retroceso del husillo 1" antes de la plastificación.
Cierre hidráulico de la boquilla después de la plastificación/retroceso 2La boquilla de cierre está abierta durante "Inyección" y "Presión posterior".La boquilla se abre con "Retroceso del husillo 1" antes de la plastificación o bien "Retroceso del husillo 2" después de la plastificación.
WImportanteSi en una de las funciones optativas activada la boquilla se abre con la señal "Retroceso del husillo", el movimiento hidráulico/mecánico de retroceso del husillo no podrá comenzar hasta que esté accionado el interruptor de fin de carrera -B800 "Boquilla hidr. de cierre deslizante abierta".Durante toda la fase de inyección y de presión posterior se controla que este interruptor de fin de carrera esté en su estado "abierto".Al abandonar esta señal, se interrumpe el ciclo activo y en pantalla aparece la indicación "P079 Cierre de la boquilla cerrado".

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-93
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Boquilla del moldeCuando está conectada la función optativa, la apertura y el cierre de la boquilla del molde se gobierna según el modo de servicio seleccionado mediante un tiem-po de retardo.
Boquilla del molde des.La boquilla del molde no se activa.
Boquilla del molde, modo neumáticoEl activado de la boquilla del molde se efectúa a través de una válvula neumática.
Boquilla del molde, modo hidráulicoEl activado de la boquilla del molde se efectúa a través de una válvula hidráulica.
Tiempo de retardo de inyecciónEn modo de ajuste o manual, accionando la tecla "Inyección" empieza el tiempo de retardo y después se abre la boquilla del molde. La boquilla se cierra cuando ya no se apriete la tecla "Inyección".En modo automático y semiautomático, con "Inicio de inyección" empieza el tiem-po de retardo y después se abre la boquilla del molde.Introducción "Tiempo de retardo de inyección" (vea la sección 9.10.1, en la página 9-137).
Cierre retardado de la boquilla 1 tras finalizar la presión posteriorAl finalizar la presión posterior, empieza el tiempo de retardo. Una vez transcur-rido el tiempo de retardo, la boquilla del molde 1 se cierra.
Apertura retardada de la boquilla 2 a partir del inicio de la inyecciónCon "Inicio de inyección", empieza el tiempo de retardo. Una vez transcurrido el tiempo de retardo, la boquilla del molde 2 se abre.
Cierre retardado de la boquilla 2 tras finalizar la presión posteriorAl finalizar la presión posterior, empieza el tiempo de retardo. Una vez transcur-rido el tiempo de retardo, la boquilla del molde 2 se cierra.
Abrir boqu. molde después haber establecido fuerza de cierreCon "Fuerza de cierre alcanzada" la boquilla del molde se abre.
Apertura retardada de la boquilla del molde durante el cierre del moldeEl tiempo de retardo empieza a transcurrir cuando empieza a cerrarse el molde. Una vez transcurrido el tiempo de retardo, la boquilla del molde se abre.
Apertura retardada de la boquilla del molde con el inicio de la formación de la fuerza de cierreCon "Molde cerrado" empieza a transcurrir el tiempo de retardo. Una vez trans-currido el tiempo de retardo, la boquilla del molde se abre.

KM TECNOLOGÍA DEL MANDO MC5
9-94 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Tiempo de retardo para apertura de la boquillaEl tiempo de retardo empieza a transcurrir de acuerdo con el criterio de selección. Una vez transcurrido el tiempo ajustado, la boquilla del molde se abre.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-95
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.5.11 Funciones optativas 3 Grupo
Supervisión de carrera plastificadora durante arranque del ciclo (conecta-do)Supervisión de que el husillo haya alcanzado el recorrido de plastificación. Si no se alcanza el recorrido de plastificación, no se puede iniciar el ciclo; aparece entonces el mensaje ""P168 Recorrido de plastificación no alcanzado".
Valor máximo para el rebasamiento de la carrera de plastificaciónIntroducción de un valor de tolerancia para la supervisión de la carrera de plasti-ficación.
Plastificación automática antes de arrancar el ciclo (con.)Después de alcanzar las temperaturas nominales del cilindro, la plastificación se inicia automáticamente.
Extrusión-inyecciónSólo posible en los modos de funcionamiento automático y semiautomático. Tie-ne que haberse alcanzado la carrera de plastificación.Mediante exclusión adicional se llena parcialmente el molde.
Velocidad de giro para extrusiónIntroduciendo el número de revoluciones para extrusión se determina la veloci-dad y la cantidad de material sintético que se trasiega.
Fig. 9.49 Funciones optativas 2 grupo
KM TECNOLOGÍA DEL MANDO MC5
9-96 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Tiempo de extrusiónCuando en el ciclo se ha alcanzado la presión de apriete de la boquilla, se inicia la plastificación y el tiempo de extrusión.Una vez transcurrido el tiempo de extrusión continúa el ciclo de forma normal con inyección, presión posterior y plastificación.
ExtrusiónSólo posible en los modos de funcionamiento automático y semiautomático.El husillo tiene que encontrarse en la posición más adelantada.Tiene que haberse llegado por debajo del punto de conmutación a presión po-sterior (tiene que estar seleccionado Comienzo presión post. por recorrido).Cuando en el ciclo de la máquina se ha alcanzado la presión de apriete de la bo-quilla, se inicia la plastificación y el tiempo de exclusión.La presión de masa generada por el llenado del molde desplazará el husillo hacia atrás.Tras alcanzarse el punto del recorrido correspondiente a la conmutación en la presión posterior se desconectará la extrusión y se conmutará a presión posterior (con o sin perfil).El husillo permanecerá detenido en la posición delantera al final del tiempo de presión posterior, no realizándose la operación de plastificación.
Velocidad de giro para extrusiónIntroduciendo el número de revoluciones para extrusión se influye sobre la dura-ción del proceso de llenado.
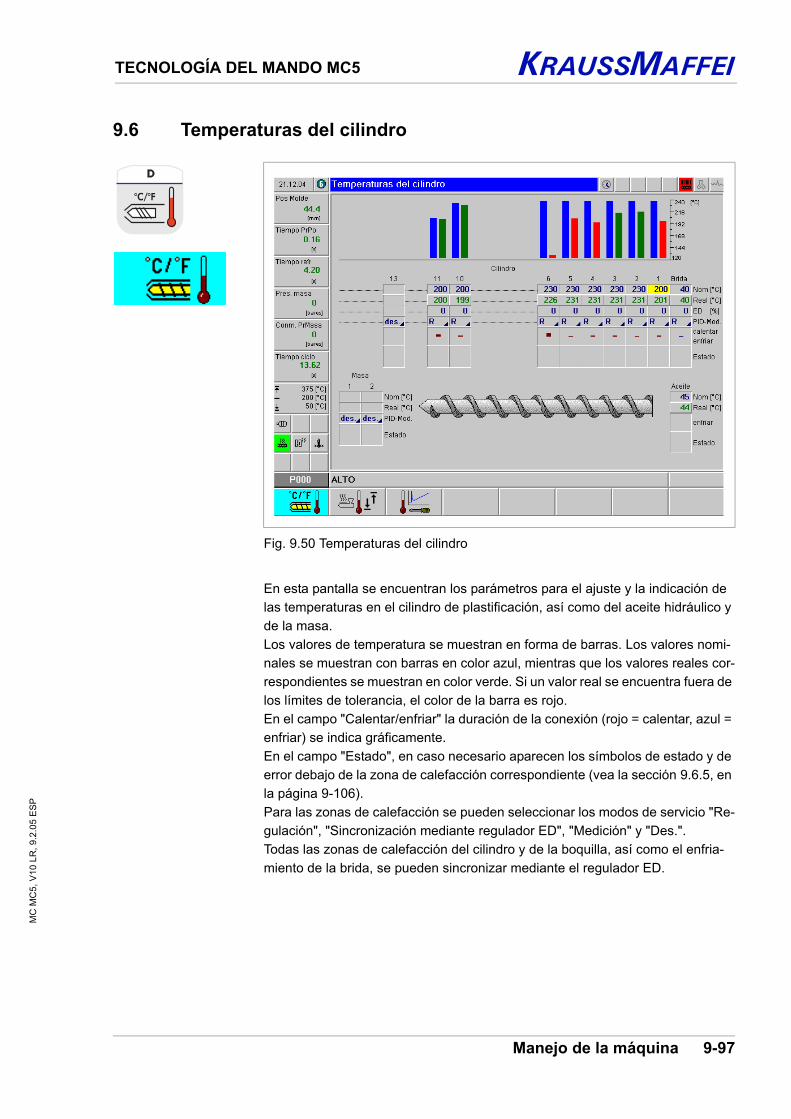
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-97
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.6 Temperaturas del cilindro
En esta pantalla se encuentran los parámetros para el ajuste y la indicación de las temperaturas en el cilindro de plastificación, así como del aceite hidráulico y de la masa.Los valores de temperatura se muestran en forma de barras. Los valores nomi-nales se muestran con barras en color azul, mientras que los valores reales cor-respondientes se muestran en color verde. Si un valor real se encuentra fuera de los límites de tolerancia, el color de la barra es rojo.En el campo "Calentar/enfriar" la duración de la conexión (rojo = calentar, azul = enfriar) se indica gráficamente.En el campo "Estado", en caso necesario aparecen los símbolos de estado y de error debajo de la zona de calefacción correspondiente (vea la sección 9.6.5, en la página 9-106).Para las zonas de calefacción se pueden seleccionar los modos de servicio "Re-gulación", "Sincronización mediante regulador ED", "Medición" y "Des.".Todas las zonas de calefacción del cilindro y de la boquilla, así como el enfria-miento de la brida, se pueden sincronizar mediante el regulador ED.
Fig. 9.50 Temperaturas del cilindro

KM TECNOLOGÍA DEL MANDO MC5
9-98 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.6.1 Funciones y parámetros
Zonas de calefacción de los cilindros del 1 al 9
• Las zonas de calefacción representadas del cilindro están en función de lalongitud del cilindro de plastificación. Cada zona de calefacción del cilindrolleva dos cintas de calefacción y un sensor de temperatura.
• Los valores nominales introducidos pueden estar en el rango que va de 100[°C] a la temperatura máxima.
Temperatura de la masa 1 y 2 (ZE)• La temperatura de la masa se mide con los sensores de la temperatura de la
masa fundida de la antecámara del husillo y con los de la temperatura de su-perficie de la masa.
• Seleccionar el modo "Medición".La temperatura se indica en la columna de valores reales.
• Introducir el valor nominal.Los valores nominales introducidos pueden estar en el rango que va de 100 °C a la temperatura máxima de la plastificación.Los parámetros se supervisan con parámetros de tolerancia del sistema.
Zona de calefacción del cierre 10 (ZE)En el equipamiento con cierre de boquilla, el cilindro de plastificación está provi-sto de la zona de calefacción del cierre 10.
Zona de calefacción de la boquilla 11La boquilla del cilindro de plastificación está equipada de serie con la zona de ca-lefacción de la boquilla 11.
Zona de calefacción de la boquilla 12 (ZE)En el equipamiento con placa de sujeción magnética, el cilindro de plastificación está provisto de la zona de calefacción de la boquilla 12.
Zona de calefacción de las boquillas de la 13 a la 15 (ZE)Las zonas de calefacción de la boquilla están ejecutadas de fábrica como regu-ladores. El equipamiento con cintas de calefacción y sensores de temperatura va a cargo del cliente.
Temperatura de la bridaEl cilindro de plastificación calienta la brida. Si la temperatura es demasiado alta, la salida de material de la tolva se puede atascar.
DdwVerificación de temperatura y presiónEl valor nominal introducido para la temperatura no debe sobrepasar la tem-peratura máxima indicada en la placa de características de la plastificación. Las temperaturas que están por encima de la temperatura máxima ocultan pe-ligros de lesiones y destruyen el cilindro.
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-99
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
La temperatura de la brida se mide debajo de la tolva de material.• Introducir la temperatura nominal.
Los valores nominales introducidos pueden estar en un margen entre 5 °C y 90 °C.
• Seleccionar el modo "Regulación".La temperatura se regula cerrando e interrumpiendo el circuito de agua.
Zona de calefacción des.La zona de calefacción no se calienta. La temperatura se puede visualizar con la función "Medición".
Regulación RLa zona de calefacción se calienta y se regula a la temperatura nominal introdu-cida.
ED, regulador EDCada una de las zonas de calefacción se puede sincronizar con un regulador ED sin realizar la regulación.
Introducción de duración de conexión (ED)• Introducir la duración de la conexión en porcentaje [%] en el campo "ED".Podrá modificarse la temperatura aumentando o reduciendo el porcentaje.
Ejemplos:ED=100 [%]Siempre está conectado el elemento calefactorED=50 [%] a TaH de 2 [s]Elemento calefactor conectado 1 segundoElemento calefactor desconectado 1 segundoED=25 [%] a TaH de 2 [s]Elemento calefactor conectado 0,5 segundosElemento calefactor desconectado 1,5 segundos
Conmutación del regulador al regulador EDSi se daña un sensor de temperatura, la calefacción se desconecta con la alarma "A00402 calefacción del cilindro defectuosa".La avería se indica con el símbolo "Rotura del sensor" en el campo "Estado" del correspondiente regulador.• Seleccionar el regulador ED en el campo "Modo".
La regulación se desconecta y el regulador ED se activa. En el regulador se indica el último valor ED que se ha calculado.En el campo Calentar/enfriar aparece el símbolo "Regulador de ED".
• Poner en marcha la calefacción.El regulador se conecta y se desconecta a intervalos fijos.
WImportanteCon el regulador ED activo no se indica el valor nominal para la zona de cale-facción
KM TECNOLOGÍA DEL MANDO MC5
9-100 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
M MediciónSe mide la temperatura de la zona de calefacción (sólo es posible si el sensor de temperatura funciona perfectamente).
Temperatura del aceite• Para que el ciclo de la máquina se pueda reproducir, es necesario mantener
lo más constante posible la temperatura del aceite hidráulico.• Los valores nominales introducidos pueden estar en un margen entre 32 °C
y 57 °C.• Las temperaturas de aceite recomendadas están situadas entre 40 °C y
50 °C.• Para arrancar la máquina en modo semiautomático (H) o automático (V) tiene
que haberse alcanzado la temperatura mínima del aceite fijada en +32 °C.• Si el aceite está más frío, se iniciará el precalentamiento automático del
aceite cuando haya transcurrido el tiempo de retardo ajustado.• Prestar atención a los avisos de la visualización del estado de la pantalla.• Si el aceite sobrepasa la temperatura nominal, el refrigerador de aceite ac-
tivará el circuito de agua mediante una válvula.• Si la temperatura del aceite alcanza 60 °C, significa que existe un error (p. ej.,
el suministro del agua no está abierto o el refrigerador de aceite está sucio).• La máquina se desconecta inmediatamente.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-101
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.6.2 Temperaturas del cilindro Aumento/Descenso
Conexión de arranque des.Al arrancar recibe la calefacción del cilindro toda la potencia de calefacción.
Conexión de arranque con.La calefacción del cilindro no recibe toda la potencia calefactora, si no sólo du-rante la duración de arranque que ha sido ajustada, la potencia de calentamiento de la calefacción del cilindro que ha sido ajustada.En los campos Estado se indica el símbolo "Servicio de arranque está activo".
Conexión de calefacción de 10 niveles con.La diferencia de temperaturas entre el valor real y el nominal se subdivide en 10 escalones de temperatura iguales. Solo se cambia al próximo nivel de tempera-tura cuando se alcanza la temperatura para el primer nivel de temperatura en to-das las zonas de calefacción.En los campos Estado aparece el símbolo correspondiente a "Modo de arranque en 10 niveles activo".
Duración del arranqueTiempo en segundos durante el cual se calienta con la potencia de arranque aju-stada. Al finalizar, se cambia a la potencia de calentamiento total.Esta función sólo es efectiva si la conexión de arranque está activada.
Fig. 9.51 Temperaturas del cilindro Aumento/Descenso
KM TECNOLOGÍA DEL MANDO MC5
9-102 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Potencia de calentamiento para calefacción del cilindroLa calefacción recibe una cadencia con una relación entre impulso y pausa re-gulable entre 0% y 100%. La función solo es válida con la conexión de arranque activada y con la duración de arranque ajustada.
Ningún descenso/ninguna desconexiónNo está activado ningún programa de descenso/desconexión.
Descenso con.Una vez transcurrido el tiempo de retardo, la calefacción del cilindro se puede re-ducir selectivamente a un valor más bajo o desconectarse por completo. Después de que transcurra el tiempo de retardo introducido, se conmuta de tem-peratura de producción a temperatura de descenso. Esto es valido para todas las zonas de calefacción de cilindro.En los campos Estado se indica el símbolo "Servicio de descenso está activo".
Desconexión con.Se desconecta completamente la calefacción del cilindro después de haber transcurrido el tiempo de retardo.
Descenso de 10 niveles con.La diferencia de temperaturas entre el valor real y la temperatura de descenso ajustada, se subdivide en 10 escalones de temperatura iguales. Una vez trans-currido el tiempo de retardo ajustado se reducirá la temperatura paso a paso en todas las zonas de calefacción. La continuación de la conmutación desde un nivel al siguiente más bajo sólo tiene lugar cuando todas las zonas de calefacción ha-yan alcanzado el nivel de temperatura precedente.
Descenso sólo en modos automático y semiautomáticoEl descenso automático sólo se realiza en los modos automático y semiautomáti-co.
Descenso de 10 niveles sólo en modos automático y semiautomáticoEl descenso automático de 10 niveles sólo se realiza en los modos automático y semiautomático.
Tiempo de retardoUna vez transcurrido el tiempo de retardo se conmuta a la temperatura de de-scenso. Con la función "Desconexión con." se desconecta completamente la ca-lefacción del cilindro después de haber transcurrido el tiempo de retardo.El tiempo de retardo comienza si:• Se cambia de modo de servicio.• En los modos automático o semiautomático se ha detenido el ciclo al final y
ya ha transcurrido el tiempo de descanso.• Aparece una alarma con interrupción de ciclo.La función vuelve a desconectarse, si:• Se cambia a modo semiautomático o automático y no existe alarma con in-
terrupción del ciclo.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-103
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Temperatura de descensoTemperatura a la que se cambia una vez transcurrido el tiempo de retardo. Todas las zonas de calefacción activas son reducidas a este valor.
Potencia de descenso del valor de duración de conexión (ED)Al finalizar el tiempo de retardo, todas las zonas de calefacción reguladas por va-lores de duración de conexión descienden a la potencia de descenso regulada.
9.6.2.1 Tolerancias del sistema de la calefacción del cilindro
Tolerancias + del sistema de la calefacción del cilindroPara todos los reguladores se puede predefinir una tolerancia positiva de hasta 30 °C como máximo.
Alarmas por sobrepasar los valores de toleranciaSi el valor real de la temperatura de un regulador sale del rango de tolerancia pre-fijado, se genera un aviso de alarma para cada regulador por separado.Si se sobrepasa el límite superior de tolerancia (+), la supervisión de la tempera-tura desconecta todo el sistema de calefacción del cilindro (alarma en rojo "A00402 calefacción del cilindro defectuosa").
Tolerancias - del sistema de la calefacción del cilindroPara todos los reguladores se puede predefinir una tolerancia negativa de hasta 30 °C como máximo.
IAvisoSi los valores reales de temperatura no se encuentran por encima del rango de tolerancia negativo predefinido, no se podrá iniciar el ciclo de la máquina. En la indicación de estado en la pantalla aparece "P103 Aceite y calefacción no correctos".
IAvisoLa temperatura del aceite tiene un rango de tolerancia fijo de +/- 3 °C.
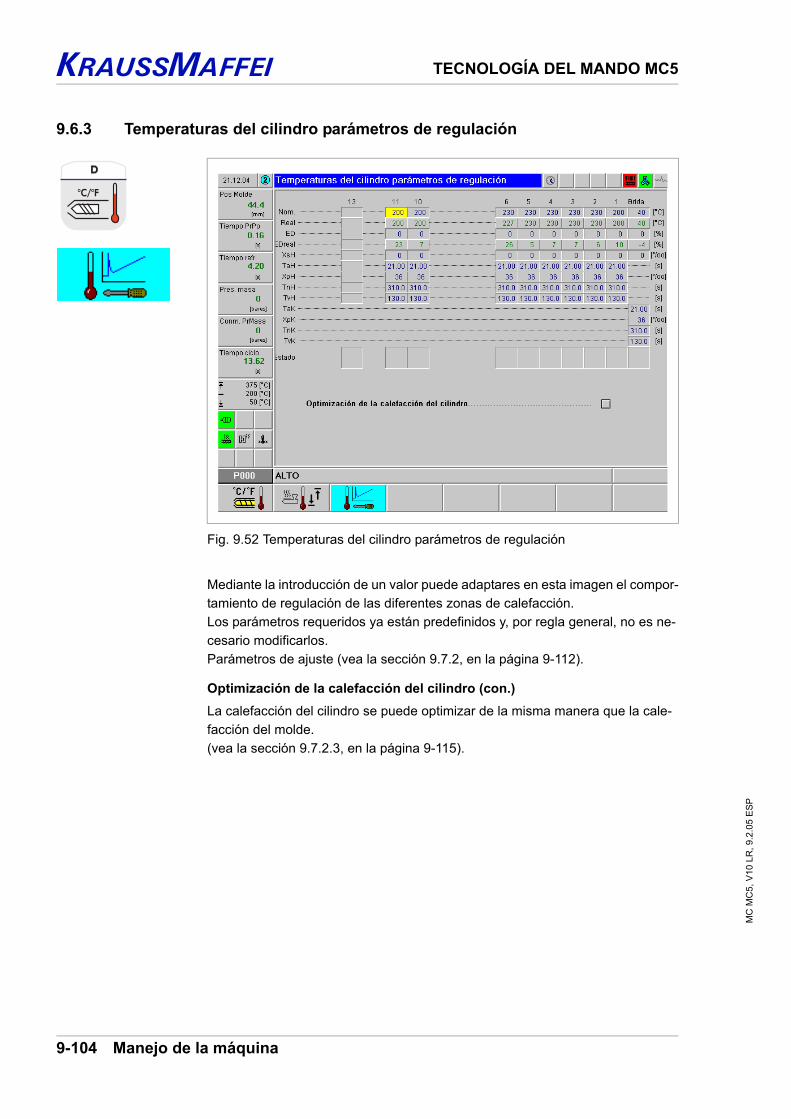
KM TECNOLOGÍA DEL MANDO MC5
9-104 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.6.3 Temperaturas del cilindro parámetros de regulación
Mediante la introducción de un valor puede adaptares en esta imagen el compor-tamiento de regulación de las diferentes zonas de calefacción.Los parámetros requeridos ya están predefinidos y, por regla general, no es ne-cesario modificarlos.Parámetros de ajuste (vea la sección 9.7.2, en la página 9-112).
Optimización de la calefacción del cilindro (con.)La calefacción del cilindro se puede optimizar de la misma manera que la cale-facción del molde.(vea la sección 9.7.2.3, en la página 9-115).
Fig. 9.52 Temperaturas del cilindro parámetros de regulación

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-105
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.6.4 Supervisión del circuito calentador del cilindro (ZE)
Con la supervisión del circuito calentador se pueden localizar más rápidamente los fallos en el sistema de calefacción.Cada regulador se supervisa con un transformador de corriente.
Referenciado
Accionando la barra "Referenciado", los valores reales de potencia se toman como valores nominales.Si se realizan modificaciones en la calefacción del cilindro, el referenciado debe iniciarse de nuevo.
Error en la supervisión del circ. calent. bloquea ciclo (con.)Si existe una desviación con respecto al valor nominal, se activa una alarma y se bloquea el siguiente ciclo de la máquina.
Fig. 9.53 Supervisión del circuito calentador del cilindro
IAvisoEl referenciado solamente se puede efectuar con la calefacción del cilindro puesta en marcha.

KM TECNOLOGÍA DEL MANDO MC5
9-106 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.6.5 Símbolos sobre estado y errores de la calefacción del molde/cilindro
El modo de descenso está activo Optimización en transcurso
Error en sistema analógicoError en la electrónica del módulo
Modo de arranque en 10 niveles activo
Modo de arranque, activoRegulador de %
Error de fusible
Ruptura del sensorInterrupción con el sensor térmico
Cortocircuito
Regulador de duración de conexión activo (ED) Error de tolerancia +
Optimización interrumpida Error de tolerancia -
Zona optimizada

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-107
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.7 Temperaturas del molde (ZE)
Se puede equipar la unidad de control con un dispositivo de regulación para las calefacciones del molde. El sistema está fabricado de forma modular y puede manejar como mínimo 1 zona de regulación, como máximo 200 zonas de regu-lación. La representación se puede dividir hasta en 3 pantallas.• Los valores de temperatura se muestran en forma de barras. Los valores no-
minales se muestran con barras en color azul, mientras que los valores realescorrespondientes se muestran en color verde. Si un valor real se encuentrafuera de los límites de tolerancia, el color de la barra es rojo.
• En el campo "Calentar/enfriar" la duración de la conexión (rojo = calentar,azul = enfriar) se indica gráficamente.
• En el campo "Estado", en caso necesario aparecen los símbolos de estado yde error debajo de la zona de regulación correspondiente (vea lasección 9.6.5, en la página 9-106).
• Para las zonas de calefacción se pueden seleccionar los modos de servicio"Regulación", "Sincronización mediante regulador ED", "Medición" y "Des.".
• Todas las zonas de calefacción se pueden sincronizar por medio de regula-dores ED.
• Con el equipamiento correspondiente de la máquina, se pueden medir lastemperaturas de las paredes del molde.
• Los valores nominales introducidos pueden estar en un margen entre 5 °C y450 °C.
Fig. 9.54 Temperaturas del molde

KM TECNOLOGÍA DEL MANDO MC5
9-108 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
• En el campo Estado pueden aparecer por debajo de la zona de calefacciónafectada símbolos de estado o de error (vea la sección 9.6.5, en lapágina 9-106).
Regulador e introducción de duración de conexión (ED)(vea la sección 9.6, en la página 9-97)

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-109
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.7.1 Temperaturas del molde Aumento/Descenso
Conexión de arranque des.Al arrancar recibe la calefacción del molde toda la potencia de calefacción.
Conexión de arranque con.La calefacción del molde no recibe toda la potencia calefactora, si no sólo durante la duración de arranque que ha sido ajustada, la potencia de calentamiento de molde que ha sido ajustada.En los campos Estado se indica el símbolo "Servicio de arranque está activo".
Conexión de calefacción de 10 niveles con.La diferencia de temperaturas entre el valor real y el nominal se subdivide en es-calones de temperatura iguales. Solo se cambia al próximo nivel de temperatura cuando se alcanza la temperatura para el primer nivel de temperatura en todas las zonas de calefacción.En los campos Estado aparece el símbolo correspondiente a "Modo de arranque en 10 niveles activo".
Duración del arranqueTiempo en segundos durante el cual se calienta con la potencia de arranque aju-stada. Al finalizar, se cambia a la potencia de calentamiento total. Esta función sólo es efectiva si la conexión de arranque está activada.
Fig. 9.55 Temperaturas del molde Aumento/Descenso
KM TECNOLOGÍA DEL MANDO MC5
9-110 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Potencia de calentamiento para calefacción del moldeLa calefacción recibe una cadencia con una relación entre impulso y pausa re-gulable entre 0 [%] y 100 [%]. La función solo es válida con la conexión de arran-que activada y con la duración de arranque ajustada.
9.7.1.1 Aumento/Descenso
DescensoLa calefacción del cilindro se puede reducir a un valor menor o apagarse to-talmente, cuando el tiempo de retardo finaliza.
Ningún descenso/ninguna desconexiónNo está activado ningún programa de descenso/desconexión.
Descenso con.Una vez transcurrido el tiempo de retardo se conmuta de la temperatura de pro-ducción a la temperatura de descenso. Esto es valido para todas las zonas de calefacción de molde.En los campos Estado se indica el símbolo "Servicio de descenso está activo".
Desconexión con.Se desconecta completamente la calefacción del molde después de haber trans-currido el tiempo de retardo.
Descenso de 10 niveles con.La diferencia de temperaturas entre el valor real y la temperatura de descenso ajustada, se subdivide en 10 escalones de temperatura iguales.Una vez transcurrido el tiempo de retardo ajustado se reducirá la temperatura paso a paso en todas las zonas de calefacción.La continuación de la conmutación desde un nivel al siguiente más bajo sólo tiene lugar cuando todas las zonas de calefacción hayan alcanzado el nivel de tempe-ratura precedente.
Descenso sólo en modos automático y semiautomáticoEl descenso automático sólo se realiza en los modos automático y semiautomáti-co.
Descenso de 10 niveles sólo en modos automático y semiautomáticoEl descenso automático de 10 niveles sólo se realiza en los modos automático y semiautomático.
Tiempo de retardoUna vez transcurrido el tiempo de retardo se conmuta a la temperatura de de-scenso.Con la función "Desconexión con." se desconecta completamente la calefacción del molde después de haber transcurrido el tiempo de retardo.El tiempo de retardo comienza si:• Se cambia de modo de servicio.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-111
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
• En los modos automático o semiautomático se ha detenido el ciclo al final yya ha transcurrido el tiempo de descanso.
• Aparece una alarma con interrupción de ciclo.
La función vuelve a desconectarse, si:• Se cambia a modo semiautomático o automático y no existe alarma con in-
terrupción del ciclo.
Temperatura de descensoTemperatura a la que se cambia una vez transcurrido el tiempo de retardo. Todos los canales activos de calefacción del molde se bajarán a este valor.
Potencia de descenso del valor de duración de conexión (ED)Al finalizar el tiempo de retardo, todas las zonas de calefacción reguladas por va-lores de duración de conexión descienden a la potencia de descenso regulada.
9.7.1.2 Tolerancias del sistema de la calefacción del molde
Tolerancia + de sistema de la calefacción del moldePara las zonas de calefacción del molde se puede prefijar un rango de tolerancia máximo de + 30 [°C].
Alarmas por sobrepasar los valores de toleranciaSi el valor real de la temperatura en un punto de regulación se sale del campo de tolerancia prefijado, se genera por separado un aviso de alarma para cada zona de calefacción del molde.Al rebasar el límite superior de tolerancia "+" en 30 [°C], se desconecta todo el sistema de calefacción del molde y se activa la alarma "A00406 Calefacción del molde defectuosa".
Tolerancia - de sistema de la calefacción del moldePara las zonas de calefacción del molde se puede prefijar un rango de tolerancia máximo de - 30 [°C].Si queda por debajo de la tolerancia "-" se interrumpe el ciclo. En la indicación de estado en la pantalla aparece "P103 Aceite y calefacción no correctos".
IAvisoSi los valores reales de temperatura no se encuentran dentro del campo de to-lerancia prefijado, no se puede iniciar el ciclo de la máquina.En la indicación de estado en la pantalla aparece "P103 Aceite y calefacción no correctos".

KM TECNOLOGÍA DEL MANDO MC5
9-112 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.7.2 Parám. de regulación de temperat. del molde
En esta pantalla se puede adaptar el comportamiento de regulación de las dife-rentes zonas de calefacción.Conectando "Optimización de la calefacción del molde" se determinan automáti-camente los parámetros de regulación.En el campo Estado pueden aparecer por debajo de la zona de calefacción afec-tada símbolos de estado o de error (vea la sección 9.6.5, en la página 9-106).
Fig. 9.56 Parám. de regulación de temperat. del molde
IAvisoSólo pueden elegirse las zonas de calefacción del molde desbloqueadas para la máquina.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-113
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.7.2.1 Parámetros de regulación
9.7.2.2 Modificación de los parámetros de regulación
La calefacción del molde tiene que adaptarse a los requisitos específicos del mol-de correspondiente.A continuación se han relacionado los parámetros que influyen en el comporta-miento de cada zona de regulación, figurando una "H" para calentar y una "K" para enfriar.En general no será necesario modificar los valores.En la memoria del mando se han prefijado "valores propuestos", que en la ma-yoría de los casos funcionarán "sin problemas":
XsH Histéresis (zona neutra) calefacción (sólo si se usan sistemas atemperadores)TaH Tiempo de exploración (intervalo de regulación), calentarXpH Factor de proporcionalidad (amplificación), calentarTnH Tiempo de reajuste, constante temporal para parte integral, calentarTvH Tiempo de compensación, constante temporal para parte diferencial, calentarTaK Tiempo de exploración (intervalo de regulación), enfriarXpK Factor de proporcionalidad (amplificación) refrigeración (sólo si se usan sistemas
atemperadores)TnK Tiempo de reajuste, constante temporal para parte integral, enfriarTvK Tiempo de compensación, constante temporal para parte diferencial, enfriar
XsH 0TaH 2,56XpH 60TnH 40,0 [s]TvH 10,0 [s]TaK XpK 30TnK 120,0TvK 40,0

KM TECNOLOGÍA DEL MANDO MC5
9-114 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Propuestas de ajusteOfrecemos a continuación un listado con algunos ajustes típicos de parámetros de regulación que han sido probados en la práctica.• Cartuchos con sensor incorporado, p. ej. calefacción de viga en el molde
TaH = 1,28, XpH =30, TnH =100 [s], TvH =25 [s]; valores restantes "0" • Boquillas con sensor incorporado, p. ej. sistema de circuito caliente ITRON
(R) TaH = 1,28, XpH =20, TnH =25 [s], TvH =5 [s]; valores restantes "0"• Calefacción de pipa
TaH =2,56, XpH =30, TnH =150 [s], TvH =30 [s]; valores restantes "0" • Calefacción de respiradero
TaH = 2,56, HP =50, TnH =360 [s], TvH =70 [s]; valores restantes "0" • Aparatos de templado: potencia calorífica kW, potencia frigorífica 1500 [kcal/
h]TaH = 2,56, XpH =10, XpK =10, XsH =0, TnK =50 [s], TvK =10 [s]
En los recorridos de regulación desconocidos (moldes), puede tardar mucho tiempo hasta que se encuentre una adaptación estable de los parámetros de re-gulación para las distintas zonas de calefacción.El regulador de calefacción ofrece pues la posibilidad de adaptarse automática-mente al recorrido de regulación (vea la sección 9.7.2, en la página 9-112).Si ya existe un conjunto de parámetros adecuado, convendría recurrir al mismo para ahorrar tiempo.Deberá optimizarse la calefacción del molde cuando:• el regulador se instale por primera vez (p.ej. nuevo molde)• se instale un nuevo elemento calefactor con distintas potencia calorífica• se ajuste un valor nominal nuevo, completamente distinto (p.ej. 200 [°C] en
lugar de 400 [°C])

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-115
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.7.2.3 Optimización de la calefacción del molde
Condiciones• Calefacción del molde DES• La diferencia entre el valor nominal y real de la temperatura es mayor que
80 [°C]• La temperatura real se mantiene constante durante un tiempo prologado
(temperatura de habitación).
• Optimización de la calefacción del molde conectada• Calefacción del molde CONTras poner en marcha la optimización serán calculados por el regulador los me-jores valores TaH, XpH, XpK, TnH y TvH para todas las zonas conectadas de la calefacción del molde.Durante la fase de optimización aparecerán en los campos Estado de las zonas de regulación unos símbolos de color azul "Optimización en marcha".
9.7.2.4 Desarrollo
Las distintas zonas de calefacción recibirán una potencia de caldeo del 100 [%].En función de la curva de la temperatura determinará el regulador el tiempo de reacción y la velocidad de aceleración del circuito de regulación.Los parámetros de regulación TaH, XpH, TnH y TvH se calcularán con ayuda de estos parámetros del circuito y se recogerán en el sistema de mando.El regulador ajustará a continuación la temperatura al valor nominal.Si se hubiera ajustado para XpK un valor distinto de 0, se realizará, tras alcanzar-se el valor nominal, una modificación simulada del valor nominal hacia 1 [°C].A partir de esta curva de la temperatura se calcularán los parámetros de regula-ción para la zona de refrigeración.En cada zona de calefacción en la que ya haya concluido la optimización, apare-cerá en el campo Estado un símbolo en color verde "Zona optimizada".Las zonas de calefacción con la optimización terminada se regularán con los parámetros optimizados hacia el valor nominal ajustado.Podrá desconectarse la optimización de la calefacción una vez que todas las zo-nas de calefacción hayan concluido su optimización.
WImportanteAsegúrense al optimizar la calefacción del molde que esté conectada y abierta la alimentación de agua de refrigeración para el molde.

KM TECNOLOGÍA DEL MANDO MC5
9-116 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Mensajes de error y fallos durante la optimizaciónDespués de la puesta en marcha de la optimización, aparecerá inmediatamente en el campo Estado el símbolo "Optimización interrumpida":El regulador no podrá realizar optimización alguna para la zona de calefacción marcada por ser demasiado pequeña la diferencia de temperatura entre el valor real y el valor nominal de la temperatura.La optimización se interrumpe porque después de un tiempo razonable el regu-lador no ha podido calcular un parámetro que tenga sentido:p. ej. por insuficiente potencia calefactora, por temperatura demasiado elevada en la zona de calefacción al comienzo de la optimización. En el campo Estado se visualizará el símbolo de "Optimización interrumpida".La zona de calefacción seguirá trabajando con los parámetros originales.La optimización se interrumpe, si durante la fase de optimización:• se desconecta Optimización de la calefacción del molde,• se conmuta a regulador ED,• por introducción de un nuevo valor de temperatura se queda por debajo de la
diferencia mínima de temperaturas, o • se elige el modo de servicio "Descenso".
En los campos Estado se visualizará el símbolo de "Optimización interrumpida". Las zonas de calefacción que en ese momento ya tengan concluida la optimiza-ción, trabajarán con los nuevos parámetros, mientras que las restantes zonas lo harán con los originales.Al desconectar la optimización de la calefacción del molde se borrarán las indi-caciones de los campos de Estado.Solamente podrá realizarse una nueva optimización después de que se hayan cumplido las condiciones previas requeridas.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-117
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.7.3 Supervisión del circuito calentador del molde (ZE)
Con la supervisión del circuito calentador se pueden localizar más rápidamente los fallos en el sistema de calefacción.Cada regulador se supervisa con un transformador de corriente.
Referenciado
Accionando la barra "Referenciado", los valores reales de potencia se toman como valores nominales.Si se realizan modificaciones en la calefacción del molde, el referenciado debe iniciarse de nuevo.
Error en la supervisión del circ. calent. bloquea ciclo (con.)Si existe una desviación con respecto al valor nominal, se activa una alarma y se bloquea el siguiente ciclo de la máquina.
Fig. 9.57 Supervisión del circuito calentador del molde.
IAvisoEl referenciado solamente se puede efectuar con la calefacción del molde pue-sta en marcha.

KM TECNOLOGÍA DEL MANDO MC5
9-118 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.7.4 Atemperadores externos (ZE)
Se puede equipar la unidad de control con un dispositivo de regulación para los atemperadores del molde. En ese caso, los datos se intercambian por las inter-faces de 20 mA.• En el renglón Nominal [°C] pueden introducirse los valores nominales de tem-
peratura para el sistema de atemperado.• Debajo de ello se indican los valores reales de temperatura de los sistemas
atemperadores.• En la línea número de parámetro (No. par.) se selecciona un conjunto de
parámetros guardado en el aparato de templado. Este conjunto de pará-metros de regulación no se puede modificar por medio de la unidad decontrol.
• En el campo "Calentar/enfriar" la duración de la conexión (rojo = calentar,azul = enfriar) se indica gráficamente.
• Para las zonas de regulación se pueden seleccionar los modos de servicio"Regulación", "Medición" y "Des.".En el campo "Estado", en caso necesario aparecen los símbolos de estado y de error debajo de la zona de regulación correspondiente (vea la sección 9.7.7, en la página 9-123).
Fig. 9.58 Atemperadores externos
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-119
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.7.4.1 Puesta en marcha del atemperador
• Introducir el número de parámetros del atemperador en el campo "No. par.".• Seleccionar "Regulación" en el campo "Modo".• Introducir la temperatura nominal en el campo "Nom.".
Se pone en marcha el atemperador y se muestra la temperatura real.
9.7.4.2 Desconexión del atemperador
• Seleccionar "Des." en el campo "Modo".La unidad de control desconecta los sistemas atemperadores.En función del atemperador utilizado, éste refrigera por debajo del límite de seguridad [°C] y luego se desconecta.
9.7.4.3 Extracción de la sustancia de templado (vaciado del molde)
• Seleccionar el campo de marcado "Extracción".El atemperador ejecuta las siguientes actividades:Refrigerar a la temperatura de la marcha en inercia de la bomba.Extraer sustancia de templadoDesconectar la bomba (calefacción y refrigeración).Una vez finalizada la función "Extracción", el atemperador pasa al servicio de regulación.
Servicio de parada/servicio de bajadaCuando el valor de parada / el valor de bajada sea igual a 0, en el servicio de ba-jada de la máquina se regulará todo el sistema de atemperado con el valor nomi-nal normal.Como parámetros de bajada / parada se usan:• Bajada atemperación DES/CON• Desconexión DES/CON• Tiempo de retardo en caso de una interrupción de la producción (1, fig. 9.60).• Temperatura de parada
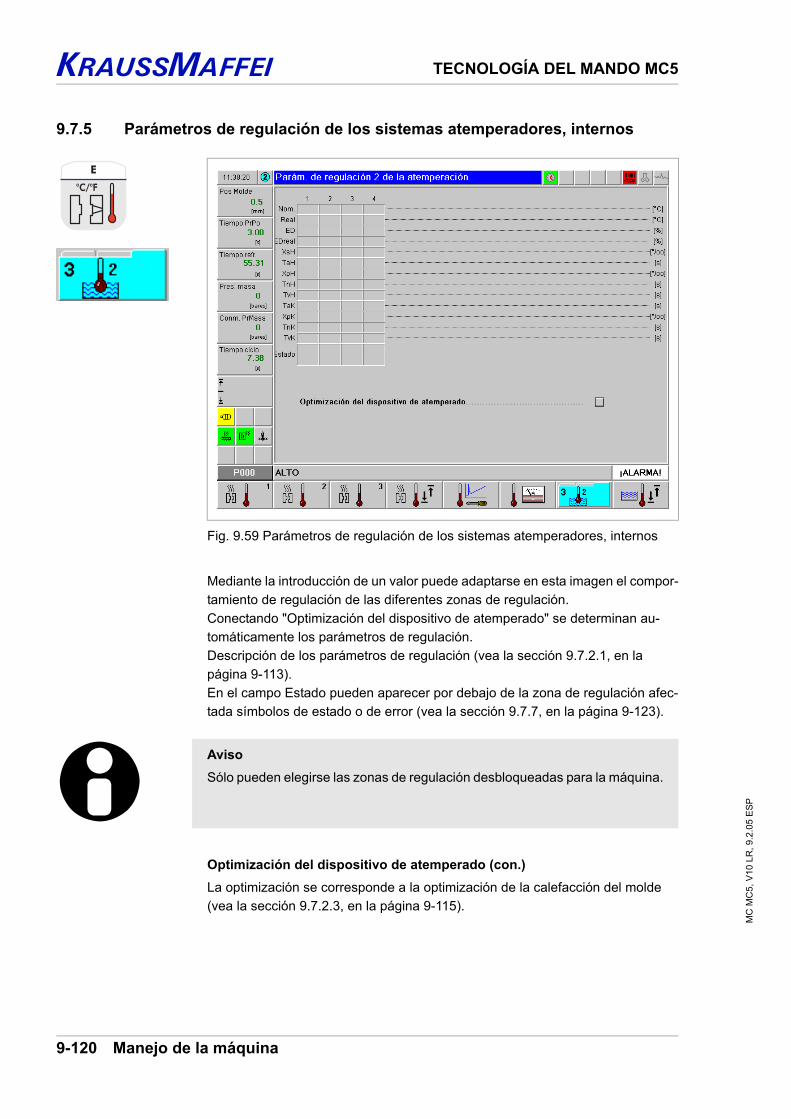
KM TECNOLOGÍA DEL MANDO MC5
9-120 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.7.5 Parámetros de regulación de los sistemas atemperadores, internos
Mediante la introducción de un valor puede adaptarse en esta imagen el compor-tamiento de regulación de las diferentes zonas de regulación.Conectando "Optimización del dispositivo de atemperado" se determinan au-tomáticamente los parámetros de regulación.Descripción de los parámetros de regulación (vea la sección 9.7.2.1, en la página 9-113).En el campo Estado pueden aparecer por debajo de la zona de regulación afec-tada símbolos de estado o de error (vea la sección 9.7.7, en la página 9-123).
Optimización del dispositivo de atemperado (con.)La optimización se corresponde a la optimización de la calefacción del molde (vea la sección 9.7.2.3, en la página 9-115).
Fig. 9.59 Parámetros de regulación de los sistemas atemperadores, internos
IAvisoSólo pueden elegirse las zonas de regulación desbloqueadas para la máquina.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-121
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.7.6 Descenso de los sistemas atemperadores
9.7.6.1 Funciones y parámetros
Descenso con.Al activarse una alarma desconectada, se inicia el tiempo de retardo, indepen-dientemente del modo de funcionamiento. Una vez transcurrido el tiempo de re-tardo, se conmuta a la temperatura de descenso. Después de reparar la avería, se suprime el servicio de descenso cuando se confirma la alarma.Cuando finaliza el tiempo de retardo puede reducirse intencionadamente el atem-perado del molde a un valor menor o apagarse totalmente.
Ningún descenso/ninguna desconexión(vea la sección 9.7.1.1, en la página 9-110)
Desconexión con.(vea la sección 9.7.1.1, en la página 9-110)
Temperatura de descenso(vea la sección 9.7.1.1, en la página 9-110)
Fig. 9.60 Descenso de los sistemas atemperadores
1 Tiempo de retardo en caso de una interrupción de la producción
2 Temperatura de descenso
1 2

KM TECNOLOGÍA DEL MANDO MC5
9-122 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Tiempo de retardoTiempo de retardo en caso de una interrupción de la producción.(vea la sección 9.7.1.1, en la página 9-110)
9.7.6.2 Tolerancias del sistema
Para los sistemas atemperadores puede prefijarse un campo de tolerancia de al máximo +/- 30°C. Las tolerancias "+" y "-" pueden variarse independientemente entre si.
9.7.6.3 Alarmas por sobrepasar los valores de tolerancia
Si el valor real de la temperatura de una zona de regulación se sale del campo de tolerancia prefijado, se genera un aviso de alarma para cada sistema de atem-perado por separado.Si se rebasa el límite superior de tolerancia (+), se desconecta todo el sistema de atemperado del molde y se indica la alarma "A00408 atemperado del molde de-fectuoso".
IAvisoSi los valores reales de temperatura no se encuentran dentro de los campos de tolerancia "-" prefijados, no se puede iniciar (arrancar) el ciclo de la máqui-na. En la indicación de estado en la pantalla aparece "P103 Aceite y calefac-ción no correctos".

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-123
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.7.7 Símbolos sobre estado y errores de los sistemas atemperadores
IAvisoSi uno de los errores se produce varias veces sucesivas, se desconectan todos los atemperadores y se indica la alarma "A00408 atemperado del molde defectuoso".
El modo de descenso está activo Sistema atemperador enfría
Error en sistema analógicoError en la electrónica del módulo
Sistema atemperador regulacalentar, enfriar
Ruptura del sensor Nivel de llenado rebasado
Extraer sustancia de templado Modo manual en el sistema atemperador, activo
Caudal escaso

KM TECNOLOGÍA DEL MANDO MC5
9-124 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.8 Preparación de la máquina
9.8.1 Ajuste de la máquina
Después de cambiar el molde, deben fijarse de nuevo todos los puntos cero del sistema de potenciómetros (vea la sección 7.16, en la página 7-30).En esta pantalla, en modo de ajuste se pueden fijar de nuevo los puntos cero de los sensores de posición después de cambiar el molde o el grupo.
Fijar manualmente los puntos ceroLos puntos cero se pueden fijar accionando la barra (1, fig. 9.61) o introduciendo un recorrido en el campo de selección (2).
Fig. 9.61 Ajuste de la máquina
1 Barra 2 Campo de selección
1 2
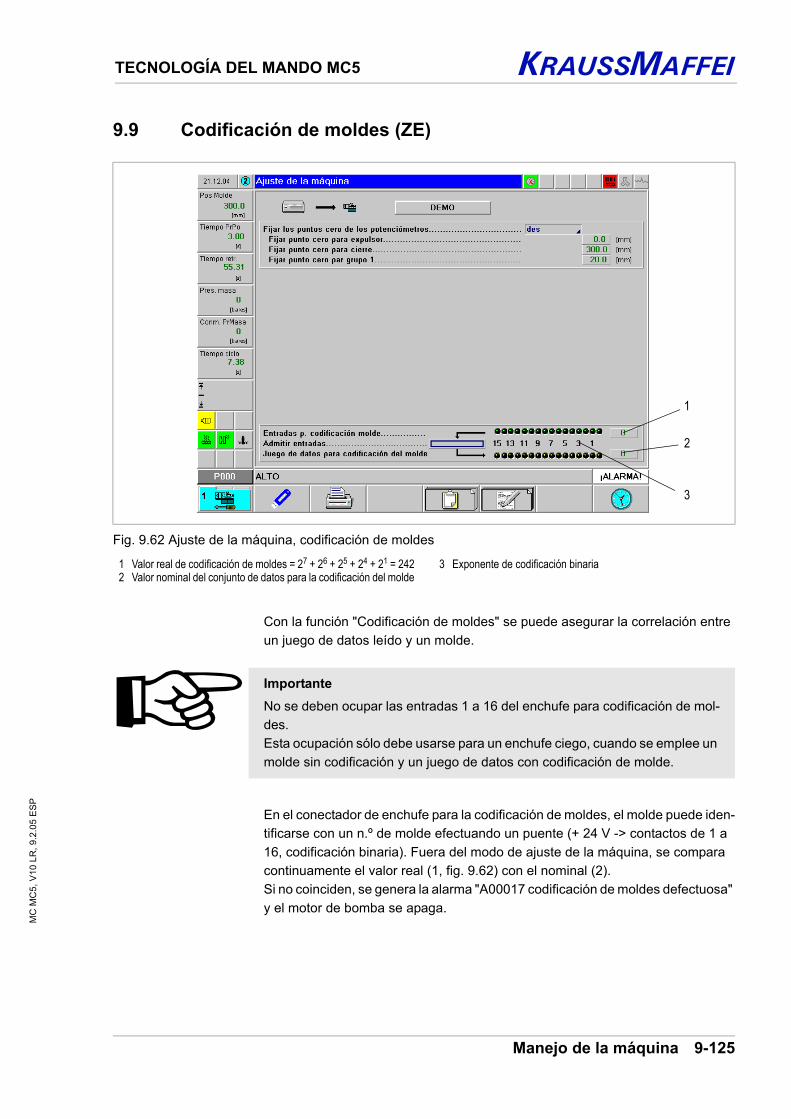
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-125
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.9 Codificación de moldes (ZE)
Con la función "Codificación de moldes" se puede asegurar la correlación entre un juego de datos leído y un molde.
En el conectador de enchufe para la codificación de moldes, el molde puede iden-tificarse con un n.º de molde efectuando un puente (+ 24 V -> contactos de 1 a 16, codificación binaria). Fuera del modo de ajuste de la máquina, se compara continuamente el valor real (1, fig. 9.62) con el nominal (2).Si no coinciden, se genera la alarma "A00017 codificación de moldes defectuosa" y el motor de bomba se apaga.
Fig. 9.62 Ajuste de la máquina, codificación de moldes
1 Valor real de codificación de moldes = 27 + 26 + 25 + 24 + 21 = 2422 Valor nominal del conjunto de datos para la codificación del molde
3 Exponente de codificación binaria
1
2
3
WImportanteNo se deben ocupar las entradas 1 a 16 del enchufe para codificación de mol-des.Esta ocupación sólo debe usarse para un enchufe ciego, cuando se emplee un molde sin codificación y un juego de datos con codificación de molde.

KM TECNOLOGÍA DEL MANDO MC5
9-126 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Montaje de un molde nuevoCuando se coloca un molde nuevo, los datos registrados de la codificación del molde deben ser guardados en el conjunto de datos como valor nominal; pulsar para ello la barra "Admitir entradas".Sólo después de esto puede usarse y optimizarse la máquina fuera del ajuste de la misma.Al almacenar el juego de datos en la imagen "Cargar/almacenar juego de datos" también se guarda este valor nominal.
Montaje de un molde codificadoAl montar un molde, en la pantalla "Cargar/almacenar juego de datos" se debe cargar el conjunto de datos correspondiente.
WImportantePuntos cero no correctamente situados pueden acarrear daños en el molde y en la máquina.Después de haber montado el molde, efectuar un ajuste de la máquina.
Elemento DescripciónEntradasCodificación del molde:
Indicación del valor real de codificación del molde. Indicación del va-lor real de ocupación de las entradas y del valor real de la codifica-ción.
Juego de datos para codificación del molde:
Conjunto de datos de valor nominal de codificación del molde. Valor nominal de ocupación de las entradas y valor nominal de la codifica-ción.
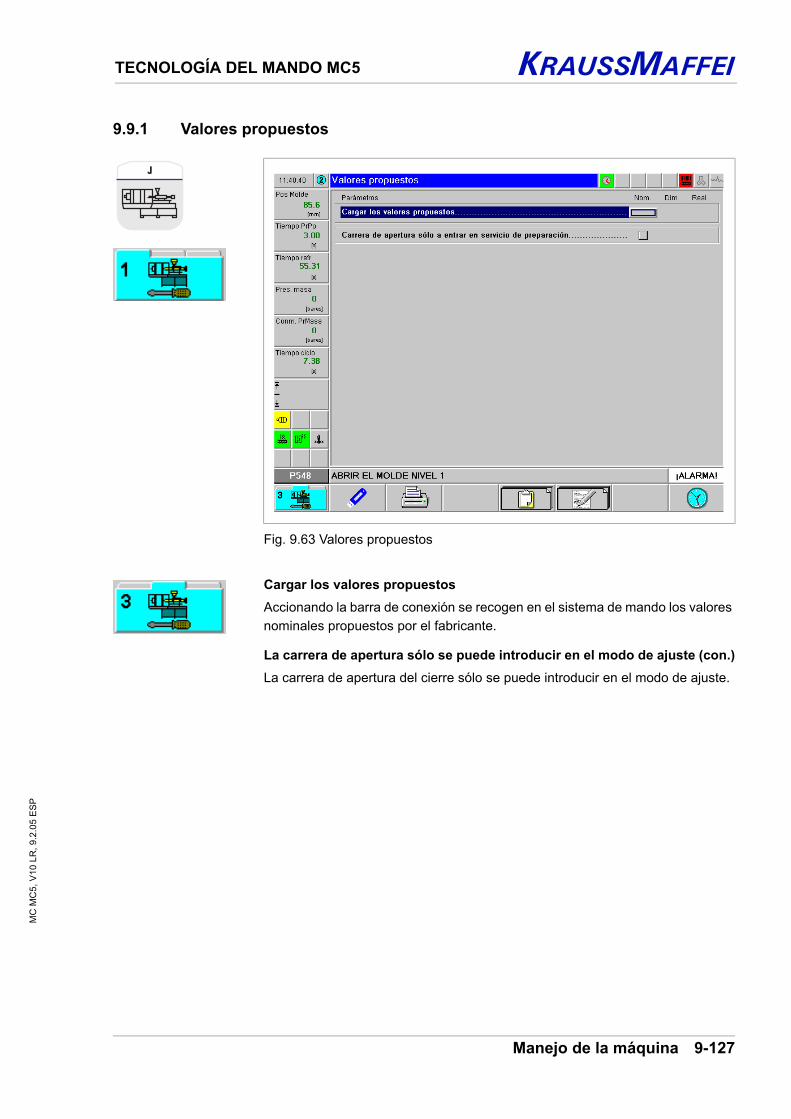
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-127
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.9.1 Valores propuestos
Cargar los valores propuestosAccionando la barra de conexión se recogen en el sistema de mando los valores nominales propuestos por el fabricante.
La carrera de apertura sólo se puede introducir en el modo de ajuste (con.)La carrera de apertura del cierre sólo se puede introducir en el modo de ajuste.
Fig. 9.63 Valores propuestos
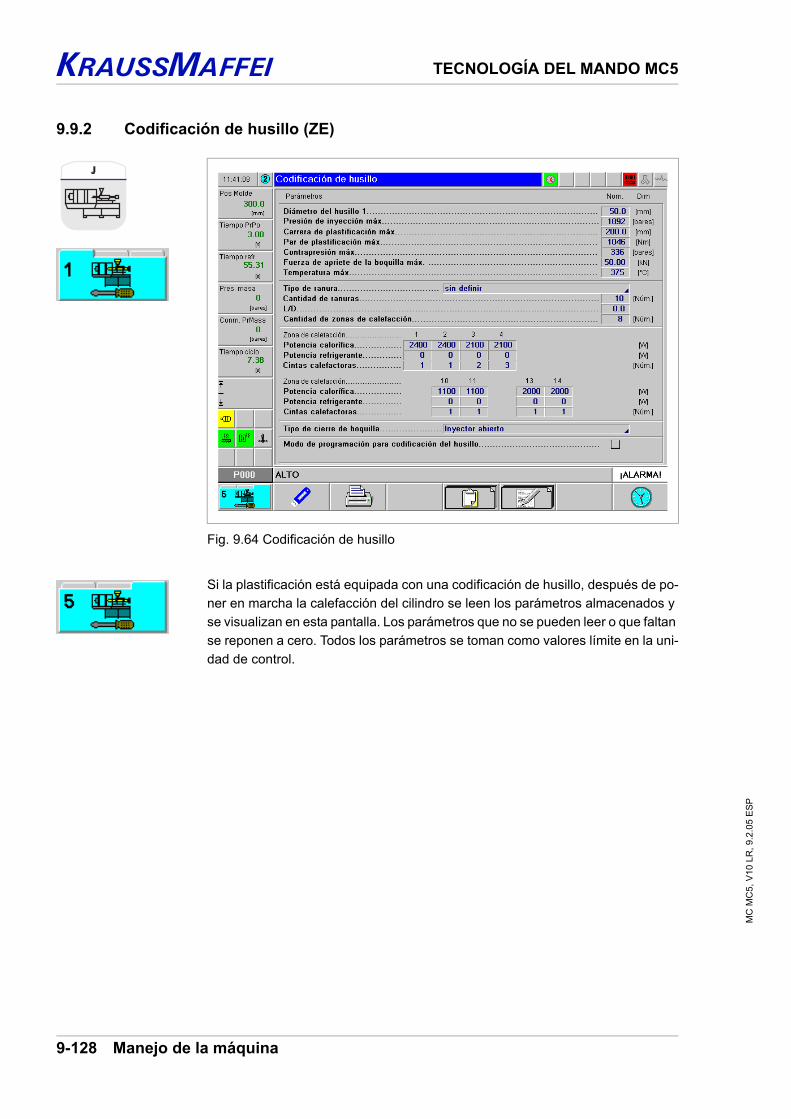
KM TECNOLOGÍA DEL MANDO MC5
9-128 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.9.2 Codificación de husillo (ZE)
Si la plastificación está equipada con una codificación de husillo, después de po-ner en marcha la calefacción del cilindro se leen los parámetros almacenados y se visualizan en esta pantalla. Los parámetros que no se pueden leer o que faltan se reponen a cero. Todos los parámetros se toman como valores límite en la uni-dad de control.
Fig. 9.64 Codificación de husillo
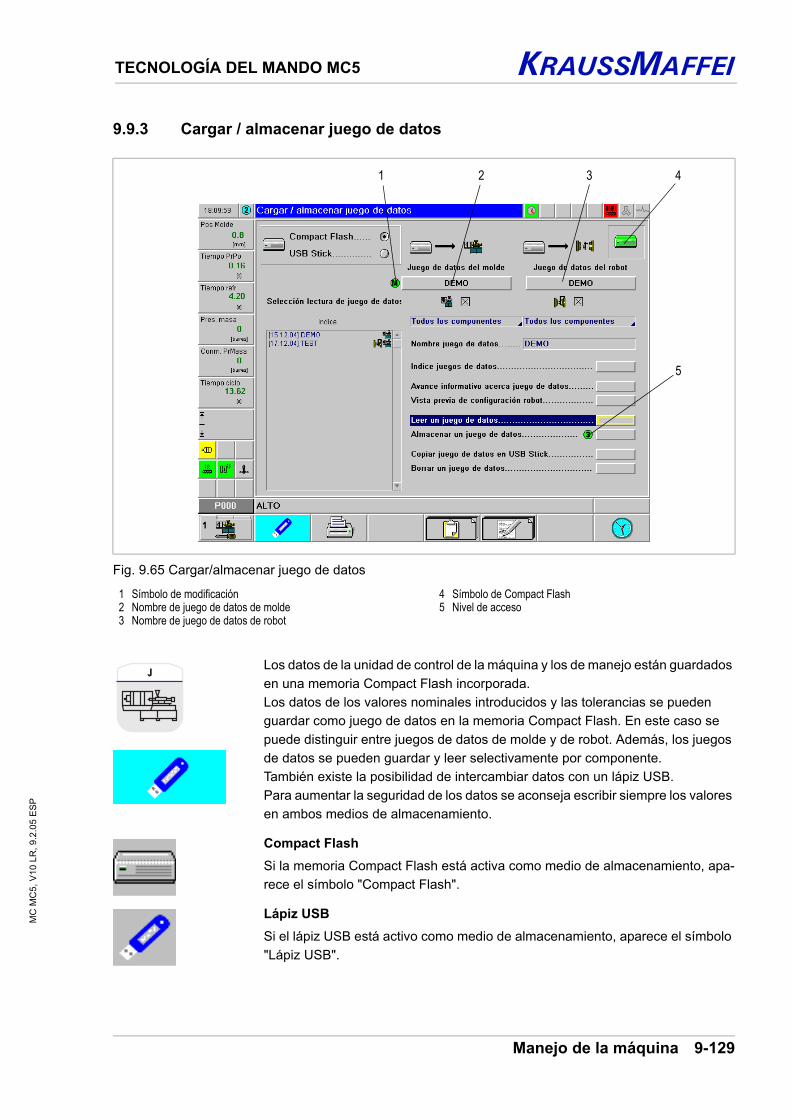
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-129
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.9.3 Cargar / almacenar juego de datos
Los datos de la unidad de control de la máquina y los de manejo están guardados en una memoria Compact Flash incorporada.Los datos de los valores nominales introducidos y las tolerancias se pueden guardar como juego de datos en la memoria Compact Flash. En este caso se puede distinguir entre juegos de datos de molde y de robot. Además, los juegos de datos se pueden guardar y leer selectivamente por componente. También existe la posibilidad de intercambiar datos con un lápiz USB.Para aumentar la seguridad de los datos se aconseja escribir siempre los valores en ambos medios de almacenamiento.
Compact FlashSi la memoria Compact Flash está activa como medio de almacenamiento, apa-rece el símbolo "Compact Flash".
Lápiz USBSi el lápiz USB está activo como medio de almacenamiento, aparece el símbolo "Lápiz USB".
Fig. 9.65 Cargar/almacenar juego de datos
1 Símbolo de modificación2 Nombre de juego de datos de molde3 Nombre de juego de datos de robot
4 Símbolo de Compact Flash5 Nivel de acceso
1 2 3 4
5
KM TECNOLOGÍA DEL MANDO MC5
9-130 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Juego de datos de moldeSi está cargado un juego de datos de molde, aparecerá su nombre. Si se ha modificado el juego de datos, delante del nombre del juego de datos apa-recerá una M.
Juego de datos de robotSi está cargado un juego de datos de robot, aparecerá su nombre.Si se ha modificado el juego de datos, delante del nombre del juego de datos apa-recerá una M.
Selección lectura de juego de datos...molde (con.)El juego de datos se marca y se guarda como juego de datos de molde.
Selección lectura de juego de datos...robot (con.)El juego de datos se marca y se guarda como juego de datos de robot.
Nombre del conjunto de datosPara guardar un juego de datos puede introducirse aquí su nombre con hasta ocho caracteres.Si hay juegos de datos en un medio de almacenamiento, puede aceptarse el nombre del juego de datos con la tecla "ENTER", después de haberlo seleccio-nado en el "Índice".Para las funciones "Avance informativo acerca del juego de datos, introducir por lectura, guardar, copiar, borrar" hay que introducir previamente su nombre.Esto puede realizarse con la tecla "ENTER" con una introducción de datos o después de seleccionar la opción en el índice.
Índice de registrosDespués de accionar la barra, en el campo "Índice" se genera una lista de juegos de datos que se representa con los correspondientes símbolos detrás.
Vista previa del conjunto de datosDespués de accionar la barra, se abre una ventana con el contenido del juego de datos de molde seleccionado.
Vista previa del ajuste del robotDespués de accionar la barra, se abre una ventana con el contenido del juego de datos de robot seleccionado.
IAvisoAl trabajar con un lápiz USB pueden surgir errores que se visualizarán en la indicación de estado.Si hay varias acciones, en una casilla de mensaje se indicarán solicitudes que deberán ejecutarse con las teclas "ESC" o "ENTER".

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-131
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Lectura de registros
El juego de datos seleccionado en el campo Nombre juego de datos se recoge en el sistema de mando.Antes de sobrescribir el juego de datos existentes en el sistema de mando hay que confirmar la intención de sobrescribir en un cajetín de avisos.
Grabar registros
Después de introducir el nombre del juego de datos, el juego de datos existente en la unidad de control se puede almacenar en la memoria Compact Flash o en el lápiz USB, según se elija. Si el nombre del juego de datos ya existe, hay que elegir otro nombre o confirmar que se pretende sobrescribir.
Copiar juego de datos al lápiz USBUn juego de datos que se encuentra en la memoria Compact Flash se copia al lápiz USB.Si el nombre del juego de datos ya existe, en la casilla de mensaje debe confir-marse que se desea sobrescribir el juego.
Copiar juego de datos a Compact FlashUn juego de datos que se encuentra en el lápiz USB se copia a la memoria Com-pact Flash.Si el nombre del juego de datos ya existe, hay que seleccionar otro nombre o con-firmar que se pretende sobrescribir.
Eliminar registrosDespués de introducir un nombre de juego de datos, el juego de datos existente se puede borrar de la memoria Compact Flash o del lápiz USB, según se elija.Antes de borrar el juego de datos hay que confirmar esta acción en el cajetín de avisos.
IAviso• Al cambiar un molde se tiene que ajustar la máquina antes de realizar la
lectura de un juego de datos. Indicaciones para el montaje del molde (veala sección 7.15, en la página 7-29).
• Leer un juego de datos solo es posible en el servicio de ajuste.• Antes de leer un juego de datos se debería almacenar el juego de datos
que está activo en la unidad de control.
IAvisoUna vez preparada correctamente la máquina para la producción, conviene al-macenar el juego de datos.

KM TECNOLOGÍA DEL MANDO MC5
9-132 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.9.4 Imprimir el listado de parámetros
En esta imagen es posible imprimir el listado de parámetros con todos los valores nominales ajustables para poder seguir trabajando con él.Si la impresión ha empezado, en la parte derecha de la pantalla aparece el sím-bolo "Imprimir".
Interrumpir impresiónEsta barra permite interrumpir cualquier impresión en caso de que se haya pro-ducido un error.
Impresora conectadaPara la edición de imágenes o datos hay que seleccionar la impresora conectada.La unidad de control admite impresoras láser y de inyección de tinta con los len-guajes de impresión que van del PCL3 al PCL6.Las impresoras que aparecen en pantalla muestran las posibilidades en estánda-res de impresora.La impresora utilizada debe ser compatible con alguno de los lenguajes de im-presión mencionados.
Tamaño de papelElegir el tamaño del papel de acuerdo con el formato de papel que se va a usar.
Fig. 9.66 Imprimir el listado de parámetros

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-133
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.9.5 Datos de ajuste y de producción
En las pantallas que van de la 1 a la 4 pueden introducirse todos los datos es-pecíficos de la producción y del molde. Estos datos también se guardan al copiar el juego de datos (vea la sección 9.9.3, en la página 9-129).
Fig. 9.67 Datos de ajuste y de producción 1
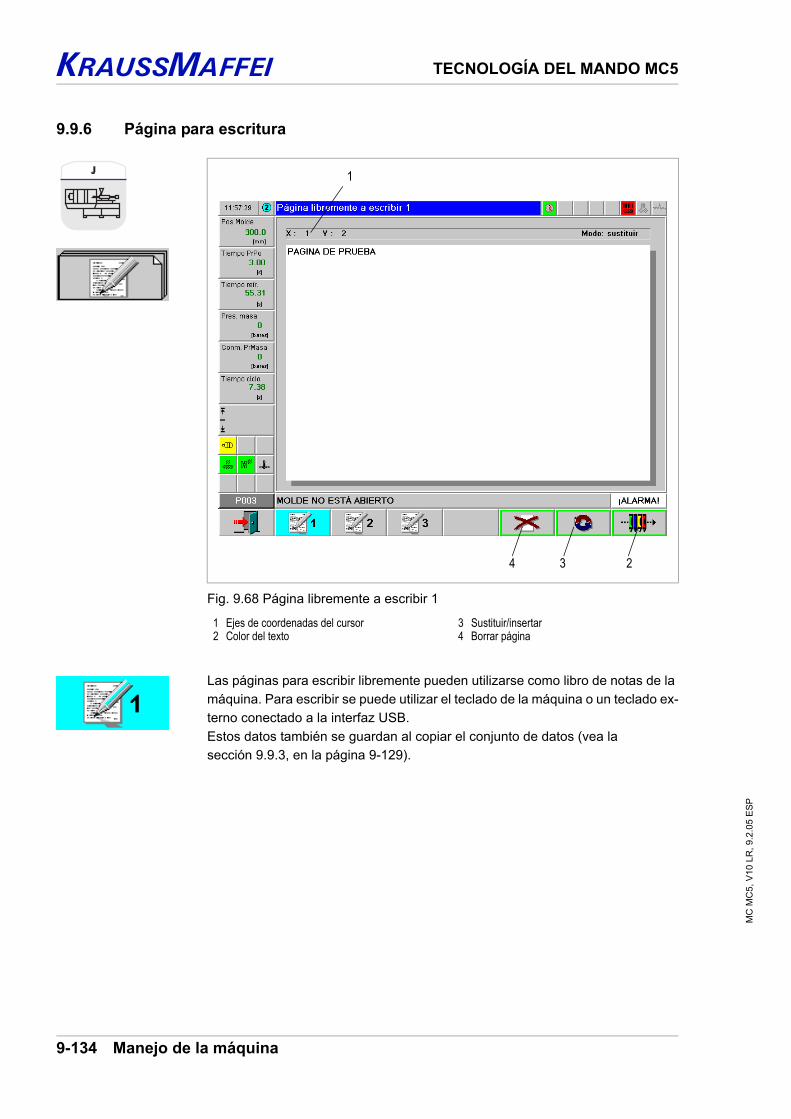
KM TECNOLOGÍA DEL MANDO MC5
9-134 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.9.6 Página para escritura
Las páginas para escribir libremente pueden utilizarse como libro de notas de la máquina. Para escribir se puede utilizar el teclado de la máquina o un teclado ex-terno conectado a la interfaz USB.Estos datos también se guardan al copiar el conjunto de datos (vea la sección 9.9.3, en la página 9-129).
Fig. 9.68 Página libremente a escribir 1
1 Ejes de coordenadas del cursor2 Color del texto
3 Sustituir/insertar4 Borrar página
1
4 3 2

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-135
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.9.7 Reloj semanal
Mediante el reloj semanal puede programarse un calentamiento automático de la máquina antes del comienzo de la producción.El desbloqueo de las funciones de esta imagen depende del grado de equipado de la máquina.
Reloj conmutador semanal activo/inactivoCon esta función se conecta el reloj conmutador programable para una semana.Si se desea deben ajustarse antes para cada día de la semana las horas de conexión de las diversas funciones de la máquina.
MotorEl motor de bomba arranca a la hora seleccionada. Mediante la circulación de bomba se calienta el aceite hidráulico a la temperatura nominal.
Calefacción del cilindroA la hora seleccionada se conecta la calefacción del cilindro y se calienta hasta los valores nominales
Calefacción del moldeCalefacción del molde (cintas de calefacción, cartuchos de calefacción etc.) a la hora seleccionada se conecta la calefacción del molde y se calienta hasta los va-lores nominales.Esta función solamente se hallará disponible cuando la máquina se halle equipa-da con el dispositivo adicional calefacción del molde.
Fig. 9.69 Reloj semanal
KM TECNOLOGÍA DEL MANDO MC5
9-136 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Templado (sistemas atemperadores)A la hora seleccionada se conecta el sistema de atemperado y se lleva hasta los valores nominales. Esta función solamente se hallará disponible cuando la má-quina se halle equipada con el dispositivo adicional de atemperado.
Reserva 1A la hora seleccionada pueden conectarse dispositivos auxiliares existentes.
Fecha y día de la semanaEl modulo de reloj en el mando asigna siempre a la fecha el día de semana cor-recto.
Fecha actualEsta función sirve para fijar la fecha del sistema (vea la sección 9.15.6, en la página 9-196).
Hora actualEsta función sirve para fijar la hora del sistema (vea la sección 9.15.6, en la página 9-196).
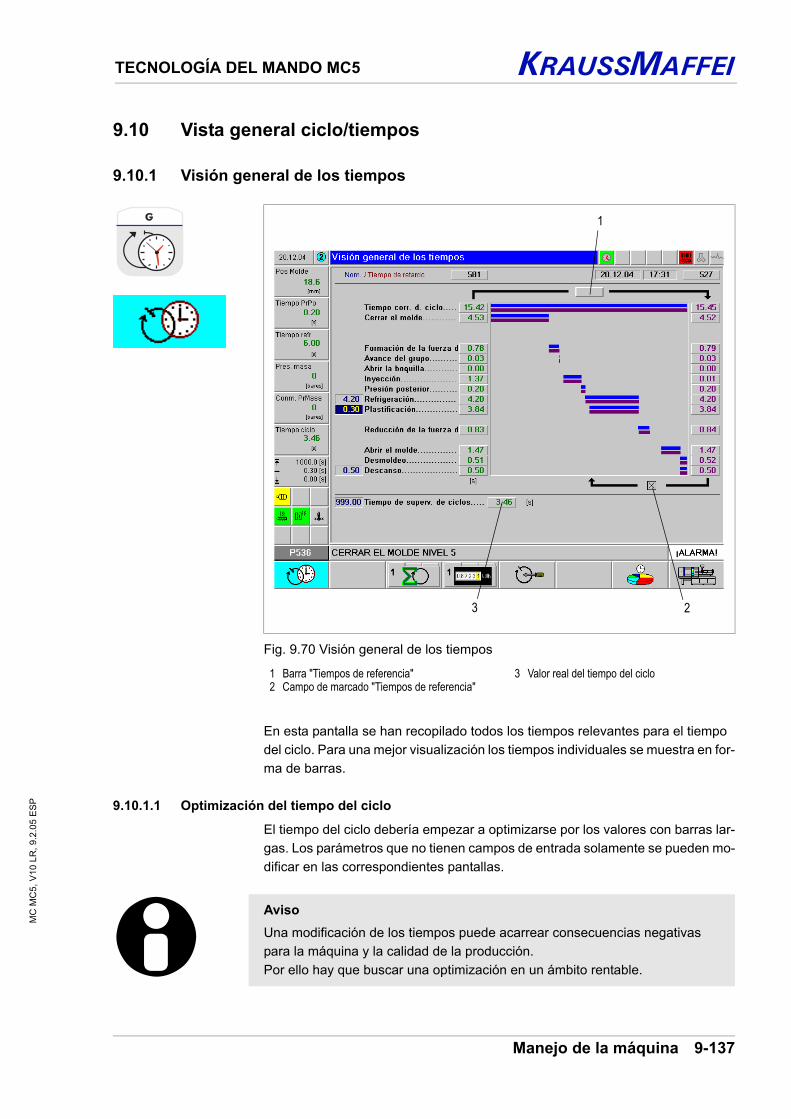
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-137
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.10 Vista general ciclo/tiempos
9.10.1 Visión general de los tiempos
En esta pantalla se han recopilado todos los tiempos relevantes para el tiempo del ciclo. Para una mejor visualización los tiempos individuales se muestra en for-ma de barras.
9.10.1.1 Optimización del tiempo del ciclo
El tiempo del ciclo debería empezar a optimizarse por los valores con barras lar-gas. Los parámetros que no tienen campos de entrada solamente se pueden mo-dificar en las correspondientes pantallas.
Fig. 9.70 Visión general de los tiempos
1 Barra "Tiempos de referencia"2 Campo de marcado "Tiempos de referencia"
3 Valor real del tiempo del ciclo
1
23
IAvisoUna modificación de los tiempos puede acarrear consecuencias negativas para la máquina y la calidad de la producción.Por ello hay que buscar una optimización en un ámbito rentable.
KM TECNOLOGÍA DEL MANDO MC5
9-138 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
La siguiente tabla recoge los tiempos de retardo/valores reales para la pantalla "Visión general de los tiempos" (vea la fig. 9.71, en la página 9-139).
Tiempo de refrigeraciónEl tiempos de refrigeración se pueden modificar directamente en la pantalla.
Plastificación, tiempo de retardoEl tiempo de plastificación se puede modificar directamente en la pantalla.
Tiempo de descansoEl tiempo de descanso se puede modificar directamente en la pantalla.
Tiempo de supervisión de ciclosEl valor real del tiempo del ciclo aparece en la pantalla. El tiempo de supervisión de ciclos debe ajustarse mayor que el valor real del tiempo del ciclo.
Barra "Tiempos de referencia"Accionando la barra, los tiempos de la columna de tiempo real se traspasan a la columna de tiempos de referencia.
Campo de marcado "Tiempos de referencia"Seleccionando el campo de marcado, los tiempos de referencia se representan como barras de color rojo vino debajo de las barras azules de valores reales.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-139
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Tiempos de retardo/valores reales
IAvisoLa tabla que sigue se ajusta en su estructura a la imagen "Visión general de los tiempos".En la columna "Indicación del valor real" figuran los posibles datos de valores reales.En la columna "Tiempos de retardo" se indican los posibles valores nominales para tiempos de retardo. La indicación de estos tiempos de retardo depende de su introducción en las imágenes correspondientes.
Tiempos de retardo Valores realesValor de tiempo de ciclo Valor real del tiempo para un cicloTiempo para cierre del moldeTiempo del seguro del molde "Seguro del molde" (vea la sección 9.3.1, en la
página 9-5).Tiempo para generar fuerza de cierreTiempo para avance del grupo
Introducción "Tiempo de retardo de inyección" (vea la sección 9.5.9, en la página 9-89)
Tiempo para apertura de la boquilla
Tiempo de inyección "Inyección" (vea la sección 9.5.2, en la página 9-64)Tiempo de presión posterior Tiempo total de presión posterior (vea la sección 9.5.3, en
la página 9-68)Introducción del valor de tiempo del enfriamiento residual. Esta etapa de tiempo arranca con el final de la presión posterior y desbloquea Apertura del molde después de haberse alcanzado el valor de tiempo ajustado. Si se ha ajustado un tiempo de refrigeración más corto que la du-ración del proceso de plastificación, la máquina solamen-te abre después de "Final tiempo de plastificación".
Tiempo de refrigeración
Retrasado el comienzo de la plastificación
A través de este parámetro puede retardarse el proceso de plastificación. El tiempo "Inicio de plastificación retar-dado" empieza con el final de la presión posterior y sólo es activo en los modos semiautomático o automático.
Tiempo de plastificación
Tiempo de retardo para re-troceso del grupo
Introducción (vea la sección 9.5.1, en la página 9-60) Tiempo para retroceso del grupo
Tiempo para generar fuerza de cierreTiempo de apertura del moldeTiempo para desmoldeo Tiempo hasta que esté terminado todo el proceso del ex-
pulsor.Tiempo que transcurre desde el fin de un ciclo hasta el ini-cio del siguiente. En situación normal, se emplea en modo de funcionamiento automático. Para determinadas funciones de control se necesita en el modo de funciona-miento semiautomático.
Tiempo de descanso
Tiempo de supervisión de ciclos Si el valor fijado para "Valor de tiempo de ciclo" es menor que el valor establecido en "Tiempo de supervisión de cic-los", el equipo sigue funcionando. Sin embargo, si el ciclo de la máquina es mayor, la máquina se desconecta inme-diatamente al concluir el "Tiempo de supervisión de cic-los" y aparece la alarma "A00013 supervisión del tiempo de ciclo".
Fig. 9.71 Tiempos de retardo/valores reales
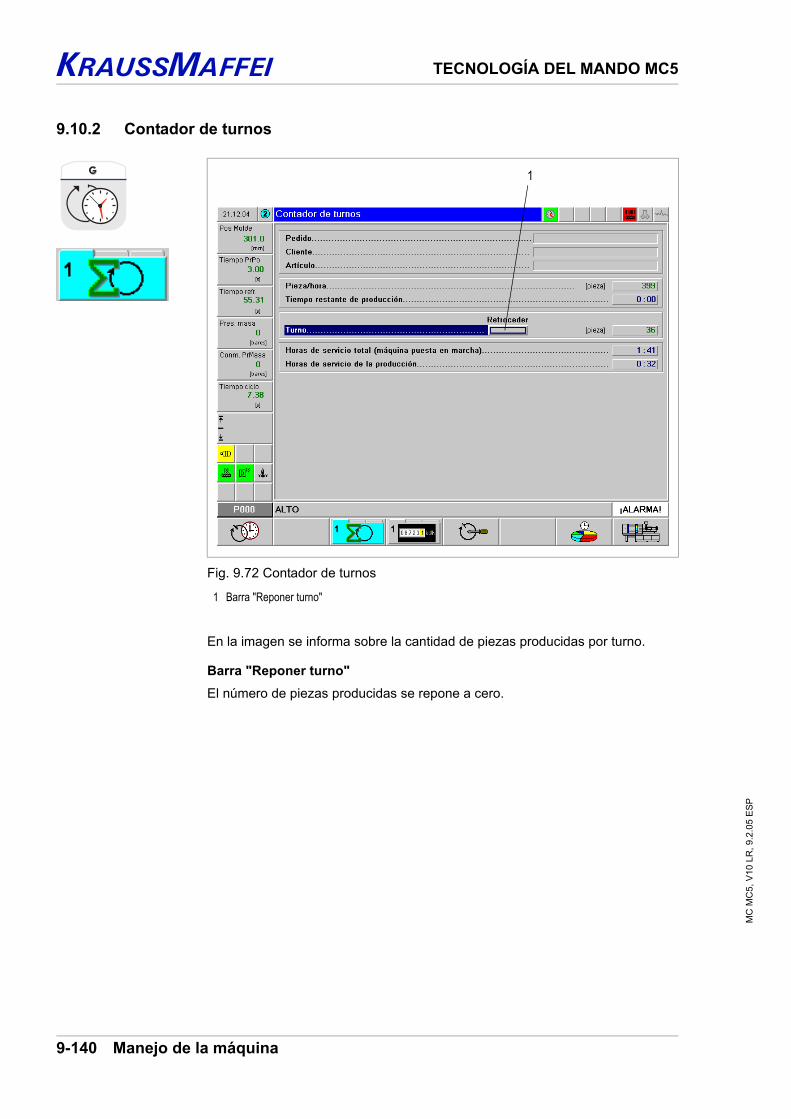
KM TECNOLOGÍA DEL MANDO MC5
9-140 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.10.2 Contador de turnos
En la imagen se informa sobre la cantidad de piezas producidas por turno.
Barra "Reponer turno"El número de piezas producidas se repone a cero.
Fig. 9.72 Contador de turnos
1 Barra "Reponer turno"
1
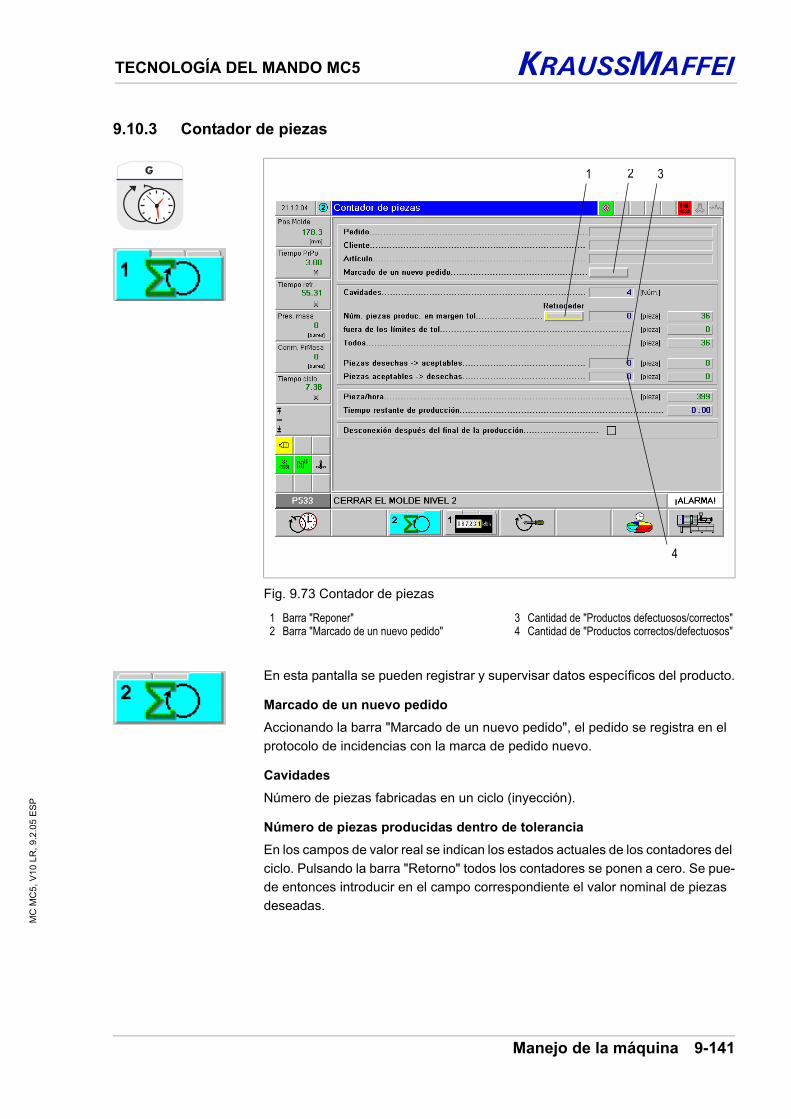
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-141
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.10.3 Contador de piezas
En esta pantalla se pueden registrar y supervisar datos específicos del producto.
Marcado de un nuevo pedidoAccionando la barra "Marcado de un nuevo pedido", el pedido se registra en el protocolo de incidencias con la marca de pedido nuevo.
CavidadesNúmero de piezas fabricadas en un ciclo (inyección).
Número de piezas producidas dentro de toleranciaEn los campos de valor real se indican los estados actuales de los contadores del ciclo. Pulsando la barra "Retorno" todos los contadores se ponen a cero. Se pue-de entonces introducir en el campo correspondiente el valor nominal de piezas deseadas.
Fig. 9.73 Contador de piezas
1 Barra "Reponer"2 Barra "Marcado de un nuevo pedido"
3 Cantidad de "Productos defectuosos/correctos"4 Cantidad de "Productos correctos/defectuosos"
1 3
4
2

KM TECNOLOGÍA DEL MANDO MC5
9-142 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Número de piezas producidas fuera de toleranciaSólo efectivo si en la pantalla "Ciclos de valores reales" (vea la sección 9.11.1, en la página 9-150) se ha seleccionado la supervisión de tolerancia. Número de ci-clos en los cuales se ha constatado que se ha rebasado la tolerancia de los pará-metros de supervisión.
TotalCantidad de todas las piezas producidas dentro y fuera de la tolerancia.
Producto defectuoso -> correctoReclasificación manual de piezas desechadas a piezas correctas. Introducción de la cantidad calculada según el control visual.
Producto correcto -> defectuosoReclasificación manual de piezas correctas a piezas desechadas. Introducción de la cantidad calculada según el control visual.
Piezas/horaDespués de la introducción de la cavidad se calcula con la ayuda del tiempo de ciclo la cantidad producida a la hora.
Tiempo de producción restanteDespués de la introducción de las piezas deseadas se calcula según la cantidad "Piezas/hora" el tiempo de producción residual.
Desconexión al finalizar producción (con.)La máquina se desconecta al alcanzar la cantidad fijada en "Número de piezas producidas dentro de tolerancia". Se indica la alarma "A00063 desconexión del número de piezas".La función sólo está activa en los modos semiautomático y automático.
IAvisoSi está activada la supervisión de tolerancia en la pantalla "Ciclos de valores reales" , sólo se contabilizan para el valor real los ciclos que se encuentren dentro de la tolerancia, es decir piezas de buena calidad.
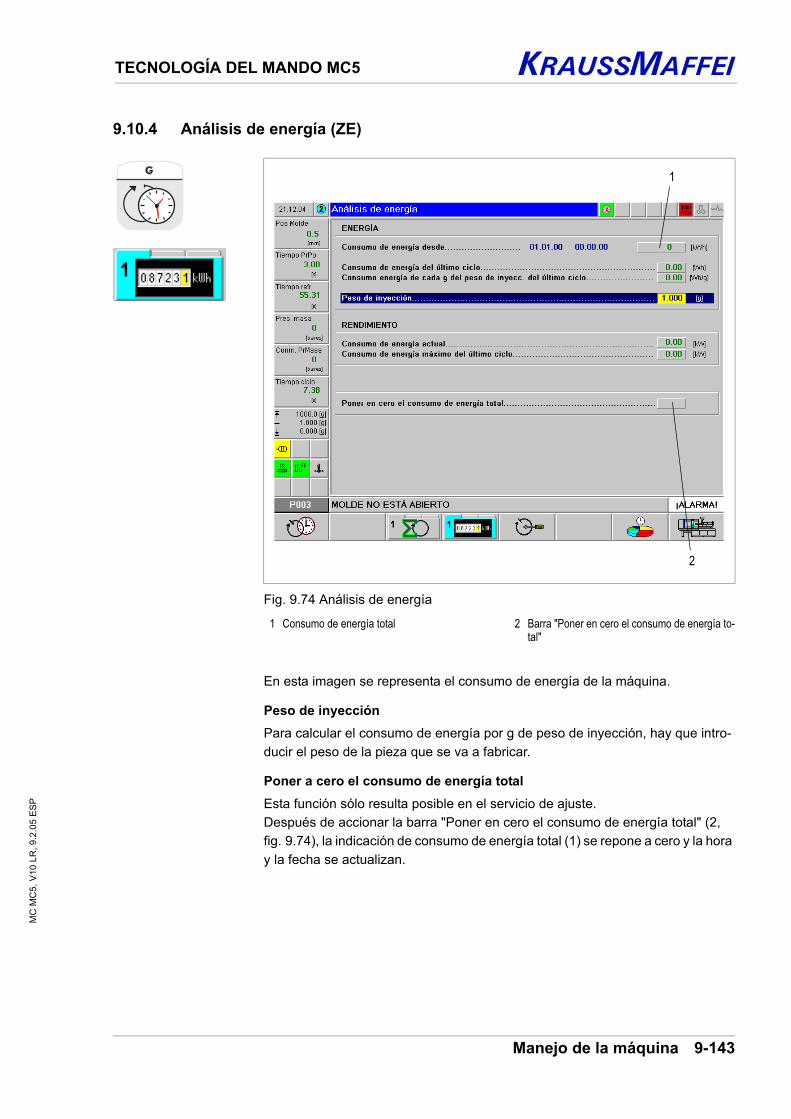
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-143
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.10.4 Análisis de energía (ZE)
En esta imagen se representa el consumo de energía de la máquina.
Peso de inyecciónPara calcular el consumo de energía por g de peso de inyección, hay que intro-ducir el peso de la pieza que se va a fabricar.
Poner a cero el consumo de energía totalEsta función sólo resulta posible en el servicio de ajuste.Después de accionar la barra "Poner en cero el consumo de energía total" (2, fig. 9.74), la indicación de consumo de energía total (1) se repone a cero y la hora y la fecha se actualizan.
Fig. 9.74 Análisis de energía
1 Consumo de energía total 2 Barra "Poner en cero el consumo de energía to-tal"
1
2
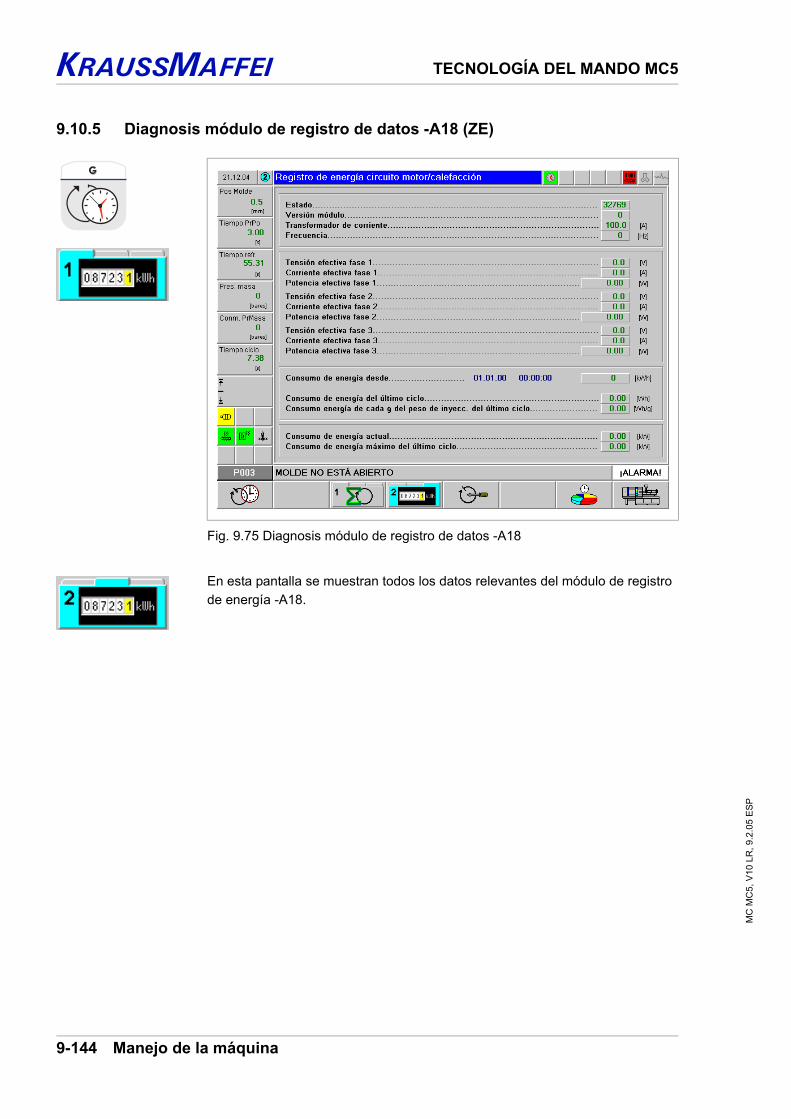
KM TECNOLOGÍA DEL MANDO MC5
9-144 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.10.5 Diagnosis módulo de registro de datos -A18 (ZE)
En esta pantalla se muestran todos los datos relevantes del módulo de registro de energía -A18.
Fig. 9.75 Diagnosis módulo de registro de datos -A18
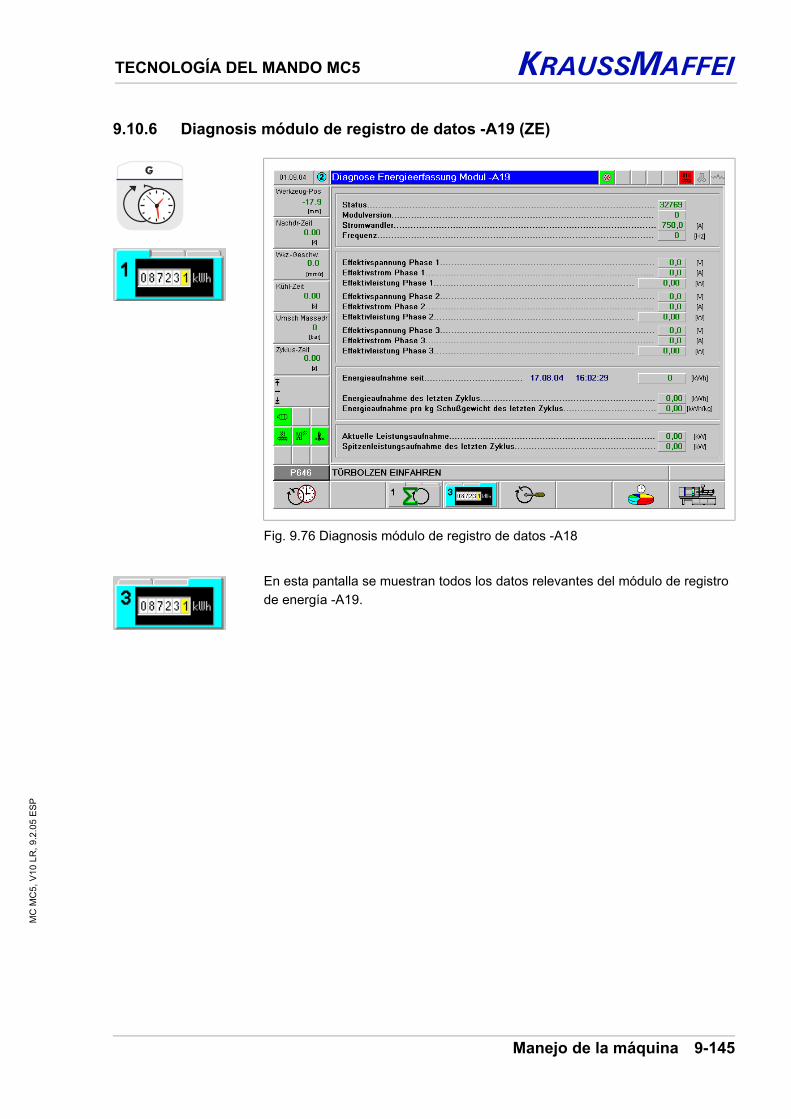
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-145
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.10.6 Diagnosis módulo de registro de datos -A19 (ZE)
En esta pantalla se muestran todos los datos relevantes del módulo de registro de energía -A19.
Fig. 9.76 Diagnosis módulo de registro de datos -A18
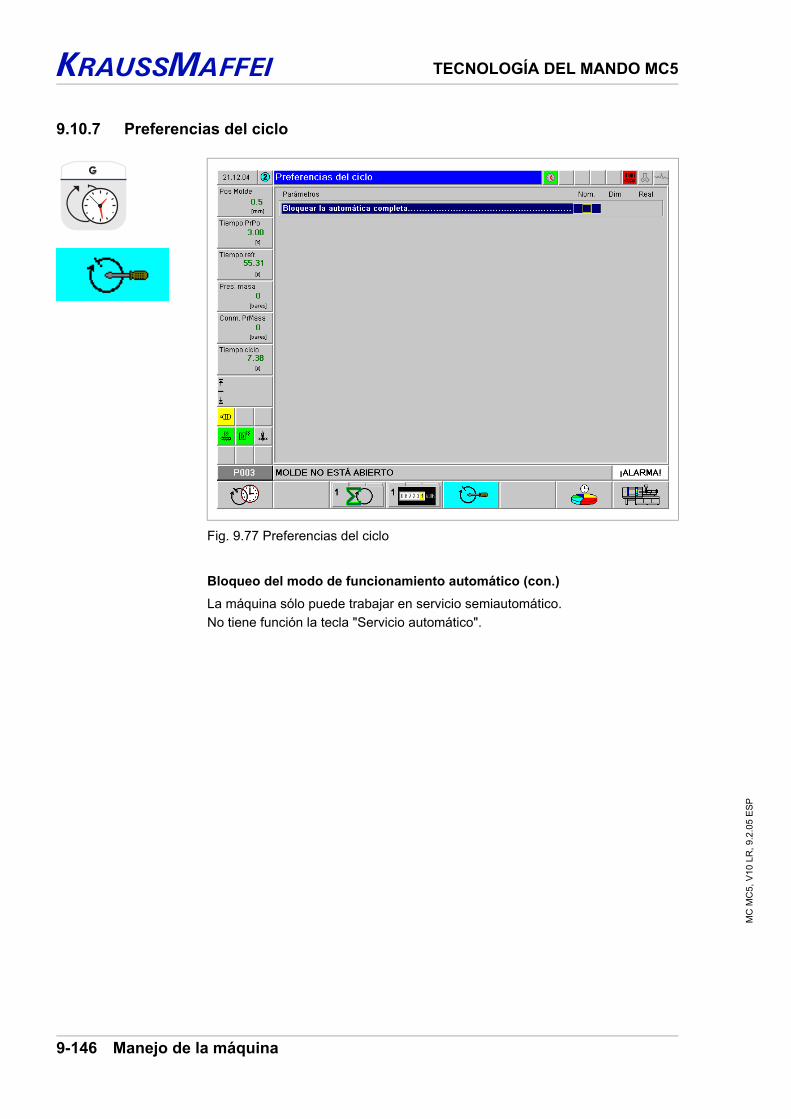
KM TECNOLOGÍA DEL MANDO MC5
9-146 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.10.7 Preferencias del ciclo
Bloqueo del modo de funcionamiento automático (con.)La máquina sólo puede trabajar en servicio semiautomático.No tiene función la tecla "Servicio automático".
Fig. 9.77 Preferencias del ciclo

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-147
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.10.8 Estado de la máquina/de la producción
En la imagen se indica la duración del paro de la producción. Al seleccionar el motivo de interrupción, se asigna correspondientemente el tiempo de interrup-ción. En la parte gráfica de la imagen se puede ver la relación entre la producción y los diferentes motivos de interrupción.Si la máquina produce en los modos semiautomático o automático, el tiempo de producción se registra.
Fig. 9.78 Estado de la máquina/de la producción

KM TECNOLOGÍA DEL MANDO MC5
9-148 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Parada de la máquinaSi en una parada de producción se selecciona un motivo para la parada dentro de un intervalo de 5 minutos, el tiempo transcurrido desde la parada se suma al motivo seleccionado.Si en el plazo de 5 minutos no tiene lugar la selección de un motivo de parada, se añade el tiempo automáticamente a la causa "Paro no clasificado".
Cuando se retoma la producción finalizan los añadidos.Si se vuelve a seleccionar el mismo motivo de paro, se continúan añadiendo los diferentes tiempos.
Reponer tiempos de paradaAccionando la barra se reponen a cero todos los tiempos de parada y se fijan de nuevo la fecha y la hora del registro.
IAvisoSi el jefe de producción repone el motivo de parada elegido, a pesar de no pro-ducir aún la máquina, después de 30 segundos continuará sumando el tiempo a "Paro no clasificado".En el intervalo de 30 segundos existe la posibilidad de modificar un motivo de paro.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-149
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.10.9 Imagen de conjunto de la máquina
La unidad de control se pone en funcionamiento con la pantalla "Imagen de con-junto de la máquina".En la parte superior del marco de la pantalla se indican el tipo de máquina (2, fig. 9.79) y el nº de máquina (3).A la izquierda y a la derecha se encuentran el contador de horas de servicio "To-tal" (1) para el motor de bomba y el contador de horas de servicio en producción (5).En la parte inferior de la imagen se indican los valores reales de la calefacción del molde y del cilindro en forma de columna.Si la temperatura de una zona de calefacción excede la tolerancia, el color cam-bia de verde a rojo.
Fig. 9.79 Imagen de conjunto de la máquina
1 Total de horas de servicio2 Tipo de máquina3 Nº de máquina
4 Conjunto de datos cargado5 Horas de producción
1 42 53
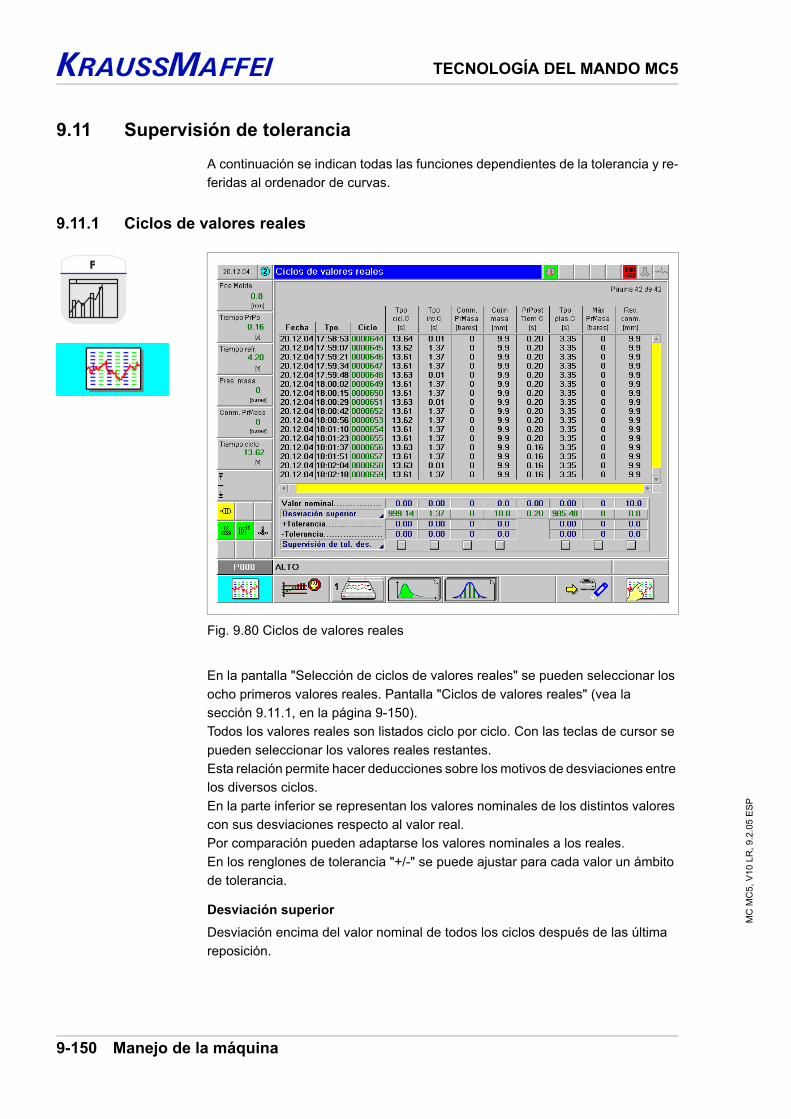
KM TECNOLOGÍA DEL MANDO MC5
9-150 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.11 Supervisión de toleranciaA continuación se indican todas las funciones dependientes de la tolerancia y re-feridas al ordenador de curvas.
9.11.1 Ciclos de valores reales
En la pantalla "Selección de ciclos de valores reales" se pueden seleccionar los ocho primeros valores reales. Pantalla "Ciclos de valores reales" (vea la sección 9.11.1, en la página 9-150).Todos los valores reales son listados ciclo por ciclo. Con las teclas de cursor se pueden seleccionar los valores reales restantes.Esta relación permite hacer deducciones sobre los motivos de desviaciones entre los diversos ciclos.En la parte inferior se representan los valores nominales de los distintos valores con sus desviaciones respecto al valor real.Por comparación pueden adaptarse los valores nominales a los reales.En los renglones de tolerancia "+/-" se puede ajustar para cada valor un ámbito de tolerancia.
Desviación superiorDesviación encima del valor nominal de todos los ciclos después de las última reposición.
Fig. 9.80 Ciclos de valores reales

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-151
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Desviación inferiorDesviación debajo del valor nominal de todos los ciclos después de la última re-posición.
Margen de fluctuaciónSuma de la desviación superior y la inferior de todos los ciclos después de la úl-tima reposición.
Valor medioValor de medición promediado de los últimos 100 ciclos.
Desviación estándar
Para el cálculo se tiene en cuenta el 68,26% de los ciclos. No se tienen en cuenta los ciclos con desviación grande.
3 sigmas (desviación estándar)Para el cálculo se tiene en cuenta el 99,73% de los ciclos. No se tienen en cuenta los ciclos con desviación más grande.
4 sigmas (desviación estándar)Para el cálculo se tiene en cuenta el 99,994% de los ciclos. No se tienen en cu-enta los ciclos con la desviación más grande.
Puesta a ceroTodos los ciclos utilizados para el cálculo se borran de la memoria.
Supervisión de la tolerancia (con.)La supervisión de tolerancia para la producción tiene que activarse con la función "Supervisión de tolerancia conectada".Con ayuda de los campos de marcación se puede conectar cada valor real de forma individual para la supervisión de la tolerancia.Valores reales en verde — ciclo dentro de tolerancia.Valores reales en rojo — ciclo fuera de tolerancia.Azul — modificaciones de valore nominales.En la ventana de selección, en la parte inferior del valor nominal, pueden selec-cionarse los criterios posibles para la entrada de la tolerancia.

KM TECNOLOGÍA DEL MANDO MC5
9-152 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.11.2 Selección de ciclos de valores reales
En esta pantalla se seleccionan los parámetros que se muestran en la pantalla "Ciclos de valores reales" (vea la sección 9.11.1, en la página 9-150) secuenci-almente.
Fig. 9.81 Selección de ciclos de valores reales

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-153
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.11.3 Exportar/imprimir los valores reales
En esta pantalla se pueden enviar valores reales a la impresora o al lápiz USB.
Impresora conectadaPara la edición de imágenes o datos hay que seleccionar la impresora conectada.La unidad de control admite impresoras láser y de inyección de tinta con los len-guajes de impresión que van del PCL3 al PCL6.Las impresoras que aparecen en pantalla muestran las posibilidades en estánda-res de impresora.La impresora utilizada debe ser compatible con alguno de los lenguajes de im-presión mencionados.
Tamaño de papelElegir el tamaño del papel de acuerdo con el formato de papel que se va a usar.
Fig. 9.82 Exportar/imprimir los valores reales

KM TECNOLOGÍA DEL MANDO MC5
9-154 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Arranque fecha/hora
Fin fecha/horaIntroducción del espacio de tiempo que se deben enviar.Formato de entrada: DD/MM/AA y HH/MM
Nombre del archivo exportadoIntroducir nombres de archivos con hasta 8 caracteres
Archivar exportación como archivo de Excel (des.)El archivo de exportación se guarda en formato ASCII en el lápiz USB y se puede visualizar con un programa de visualización o un editor convencional.
Archivar exportación como archivo de Excel (con.)El archivo de exportación se guarda en formato XLS en el lápiz USB.
Exportar ciclos de valores reales al lápiz USBEnchufar el lápiz USB en la interfaz USB e iniciar el proceso de escritura accio-nando la barra.Tener en cuenta los mensajes de estado.Se exportan los valores reales que aparecen en la pantalla "Ciclos de valores rea-les" (vea la sección 9.11.1, en la página 9-150).En el extremo superior izquierdo de la pantalla parpadea el símbolo "Lápiz USB".
Imprimir los ciclos de valores reales representadosConectar la impresora al puerto paralelo y seleccionarla.Iniciar el proceso de impresión accionando la barra.Tener en cuenta los mensajes de estado.Se exportan los valores reales que aparecen en la pantalla "Ciclos de valores rea-les" (vea la sección 9.11.1, en la página 9-150).En el extremo superior derecho de la pantalla aparece el símbolo "Imprimir".

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-155
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.11.4 Supervisión de la calidad - cuota de errores
Número de ciclos que se deben controlarIntroducción del número (tamaño de lote) de los ciclos a vigilar, en el que no deba rebasarse la cuota de errores.
Cuota de errores (ciclos fuera de tolerancia)Introducción de la cuota de errores permitida por lote por rebasar la tolerancia de los parámetros de calidad (o de las curvas). Si se llega a la cuota de errores den-tro de un tamaño del lote, se para la máquina al final del ciclo en marcha con la alarma con fondo en rojo "A00140 cuota de errores permitida rebasada".Los valores reales vuelven a reponerse a "0", si dentro de un tamaño del lote no se llega a la cuota de errores. Se comienza de nuevo a contar.
Fig. 9.83 Supervisión de la calidad - cuota de errores
WImportanteDeben adaptarse los valores nominales de supervisión cuando se efectúen modificaciones en el ajuste de la máquina.Si, p. ej., se ha colocado sobre el tiempo de inyección real una banda de tole-rancia de supervisión y se varía la velocidad de inyección, puede acarrear esto un "Ciclo fuera de tolerancia".En este caso se debe ajustar de nuevo el tiempo de inyección nominal de su-pervisión.
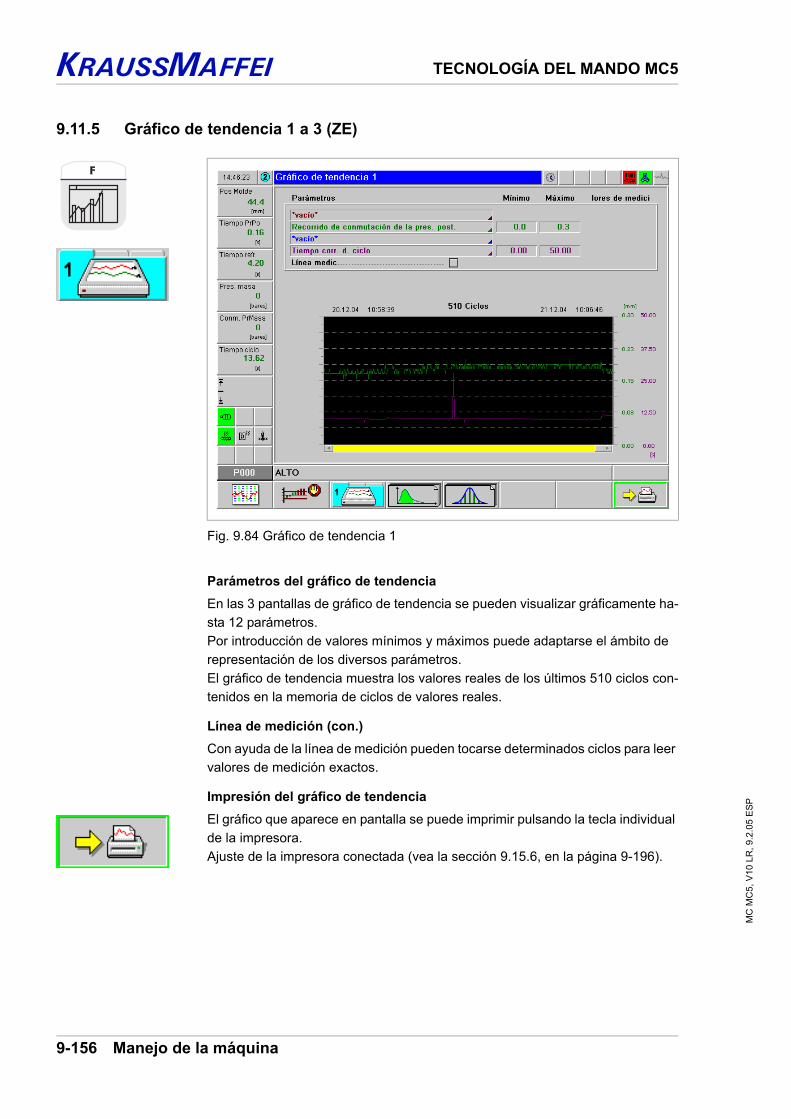
KM TECNOLOGÍA DEL MANDO MC5
9-156 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.11.5 Gráfico de tendencia 1 a 3 (ZE)
Parámetros del gráfico de tendenciaEn las 3 pantallas de gráfico de tendencia se pueden visualizar gráficamente ha-sta 12 parámetros.Por introducción de valores mínimos y máximos puede adaptarse el ámbito de representación de los diversos parámetros.El gráfico de tendencia muestra los valores reales de los últimos 510 ciclos con-tenidos en la memoria de ciclos de valores reales.
Línea de medición (con.)Con ayuda de la línea de medición pueden tocarse determinados ciclos para leer valores de medición exactos.
Impresión del gráfico de tendenciaEl gráfico que aparece en pantalla se puede imprimir pulsando la tecla individual de la impresora.Ajuste de la impresora conectada (vea la sección 9.15.6, en la página 9-196).
Fig. 9.84 Gráfico de tendencia 1
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-157
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.11.6 Calculadora de curvas (ZE)Con el ordenador de curvas se pueden representar, en 10 canales, ciclos de va-lores reales en forma de curva.Una premisa para la representación en forma de curva es la existencia de un pro-ceso reproducible, lo que equivale a que estén optimizados los ajustes para la producción de piezas.
Para los valores reales siguientes se han predeterminado imágenes de cur-vas• Presión interior del molde• Presión de la masa• Recorrido de inyección• Velocidad de inyección• Capacidad de inyecciónAdicionalmente se pueden generar 5 imágenes más de curvas a partir de una sel-ección de valores reales.Pulsando simultáneamente las teclas "ABC" y "?" se mostrará otra imagen de curva. La posición de la imagen de curva en la indicación de la pantalla se puede modificar con las teclas de cursor. Los ajustes se pueden realizar después de ac-cionar la tecla "M".Mediante la asignación de tolerancias y la activación de la supervisión de la tole-rancia, las curvas se integran en la supervisión de la calidad (vea el capítulo 9.11.1).
Las siguientes funciones/indicaciones pueden activarse/representarse en gráficos de curvas• Variación de la escala de las coordenadas para la representación o la com-
paración de curvas.• Representación de la curva de referencia/banda de tolerancia generada.• Almacenar las curvas de valores reales de los 6 últimos ciclos por canal.• Línea de medición para cálculo de los valores de curva X/Y.• Función de lupa (zoom) para ampliar recortes de las curvas.• Delimitación de la supervisión mediante la función "Marcar el área" y el
empleo del área marcada como parámetro estadístico para la supervisión dela calidad.
• Delimitación de la supervisión mediante la función "Borrar ámbito de tole-rancia".
• Factor de nivelación ajustable para eliminar puntas de interferencia de la in-dicación.
• Selección de la condición de inicio y final.• Ajuste de la banda de tolerancia.• Visualización de una curva de referencia.• Representación de un haz de curvas.• Representación del margen de fluctuación del punto de conmutación de
presión posterior.
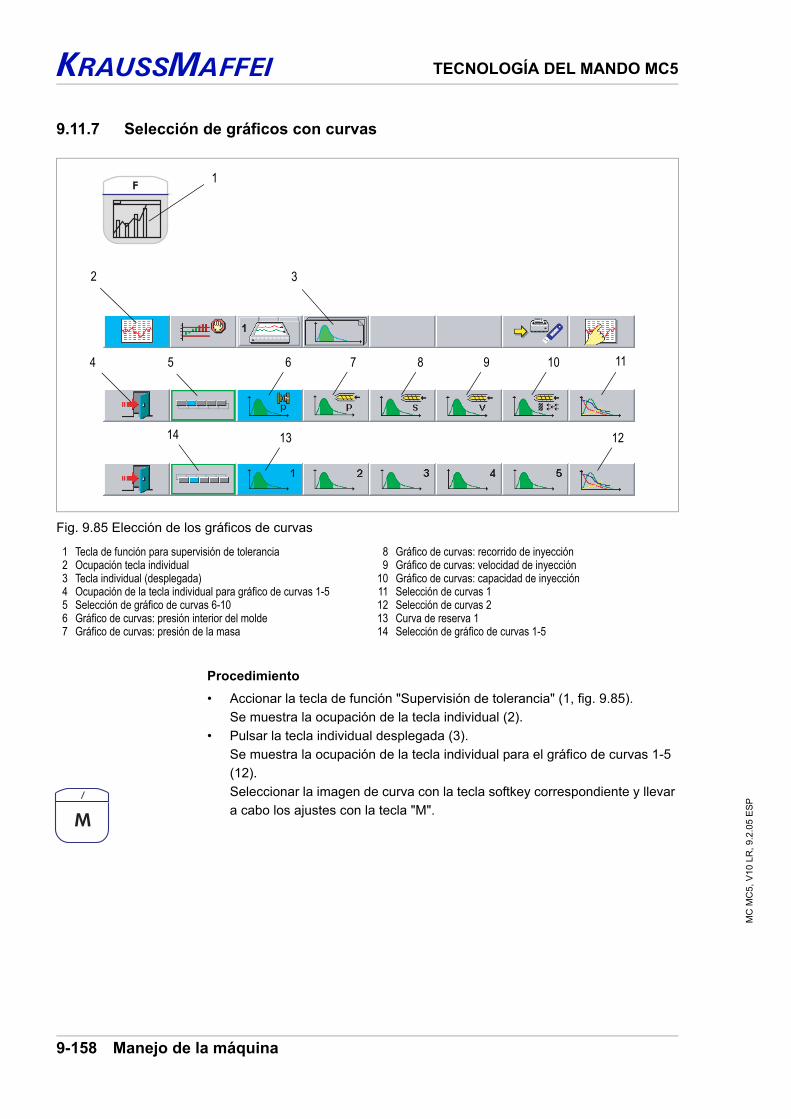
KM TECNOLOGÍA DEL MANDO MC5
9-158 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.11.7 Selección de gráficos con curvas
Procedimiento• Accionar la tecla de función "Supervisión de tolerancia" (1, fig. 9.85).
Se muestra la ocupación de la tecla individual (2).• Pulsar la tecla individual desplegada (3).
Se muestra la ocupación de la tecla individual para el gráfico de curvas 1-5 (12).Seleccionar la imagen de curva con la tecla softkey correspondiente y llevar a cabo los ajustes con la tecla "M".
Fig. 9.85 Elección de los gráficos de curvas
1 Tecla de función para supervisión de tolerancia2 Ocupación tecla individual3 Tecla individual (desplegada)4 Ocupación de la tecla individual para gráfico de curvas 1-55 Selección de gráfico de curvas 6-106 Gráfico de curvas: presión interior del molde7 Gráfico de curvas: presión de la masa
8 Gráfico de curvas: recorrido de inyección9 Gráfico de curvas: velocidad de inyección
10 Gráfico de curvas: capacidad de inyección11 Selección de curvas 112 Selección de curvas 213 Curva de reserva 114 Selección de gráfico de curvas 1-5
2
4 6 7 8 9 10 11
1214
5
3
1
13

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-159
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.11.8 Ajustes de los gráficos de curvas
Eje X/YEl área de grabación de los ejes X e Y se puede introducir para cada curva.Para comparar diferentes curvas en la pantalla "Selección de curvas", es im-prescindible utilizar áreas de grabación que se puedan comparar.Si el inicio del área de grabación del eje X (10) se selecciona con cero, la curva se graba con "Inicio condición de inicio".Si el inicio del área de grabación del eje X (10) se selecciona con un valor > a cero, la curva se graba de la forma correspondiente antes de "Inicio condición de inicio".Si el inicio del área de grabación del eje X (10) se selecciona con un valor < a cero, la curva se graba de la forma correspondiente después de "Inicio condición de inicio".
Fig. 9.86 Ajustes de los gráficos de curvas
1 Línea de medición2 Punto de conmutación a presión posterior3 Valor X4 Valor Y máx.5 Área6 Valor X/Y, punto de corte de curva/línea de medición
7 Fin del área de grabación del eje X8 Botón de arranque9 Margen de tolerancia no válido
10 Inicio del área de grabación del eje X11 Inicio del área de grabación del eje Y12 Fin del área de grabación del eje Y
1 2 3 4 5
12
11
10
6
7
89
KM TECNOLOGÍA DEL MANDO MC5
9-160 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Valor XValor X del valor Y máximo en el área de grabación
Valor Y máx.Valor máximo Y en el área de grabación
ÁreaÁrea calculada en la ventana de supervisión.
Funciones de gráficoSelección de la función actual
Generar tolerancia
De acuerdo con la tolerancia +/- ajustada, se fija un margen de tolerancia con la curva o el haz de curvas indicado.Al seleccionar "Haz de curvas", el ordenador de curvas genera una curva envol-vente como margen de tolerancia con los valores máximos y mínimos del haz de curvas.La curva o el haz de curvas utilizados en este caso se guardan como curva de referencia.
IAvisoEl área de grabación tendrá efecto con la siguiente curva registrada.
IAvisoSi aparece el mensaje "Margen de tolerancia no válido", significa que debe ge-nerarse una nueva tolerancia.
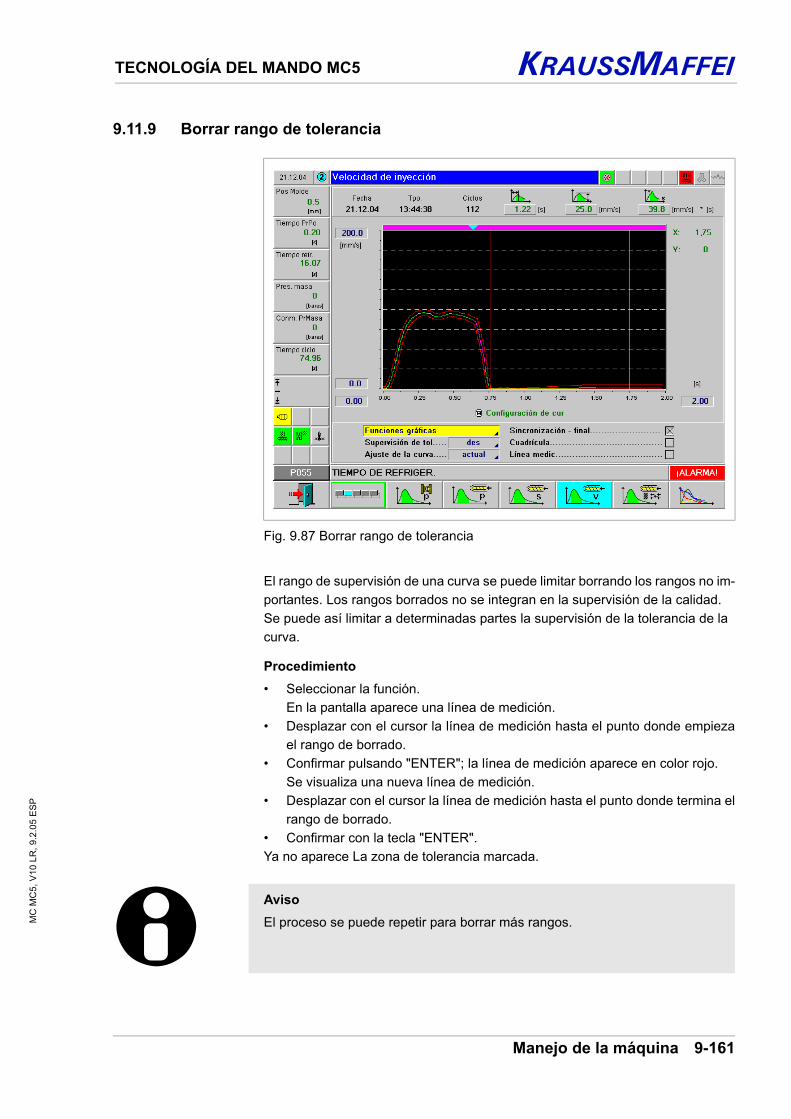
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-161
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.11.9 Borrar rango de tolerancia
El rango de supervisión de una curva se puede limitar borrando los rangos no im-portantes. Los rangos borrados no se integran en la supervisión de la calidad.Se puede así limitar a determinadas partes la supervisión de la tolerancia de la curva.
Procedimiento• Seleccionar la función.
En la pantalla aparece una línea de medición.• Desplazar con el cursor la línea de medición hasta el punto donde empieza
el rango de borrado.• Confirmar pulsando "ENTER"; la línea de medición aparece en color rojo.
Se visualiza una nueva línea de medición.• Desplazar con el cursor la línea de medición hasta el punto donde termina el
rango de borrado.• Confirmar con la tecla "ENTER".Ya no aparece La zona de tolerancia marcada.
Fig. 9.87 Borrar rango de tolerancia
IAvisoEl proceso se puede repetir para borrar más rangos.
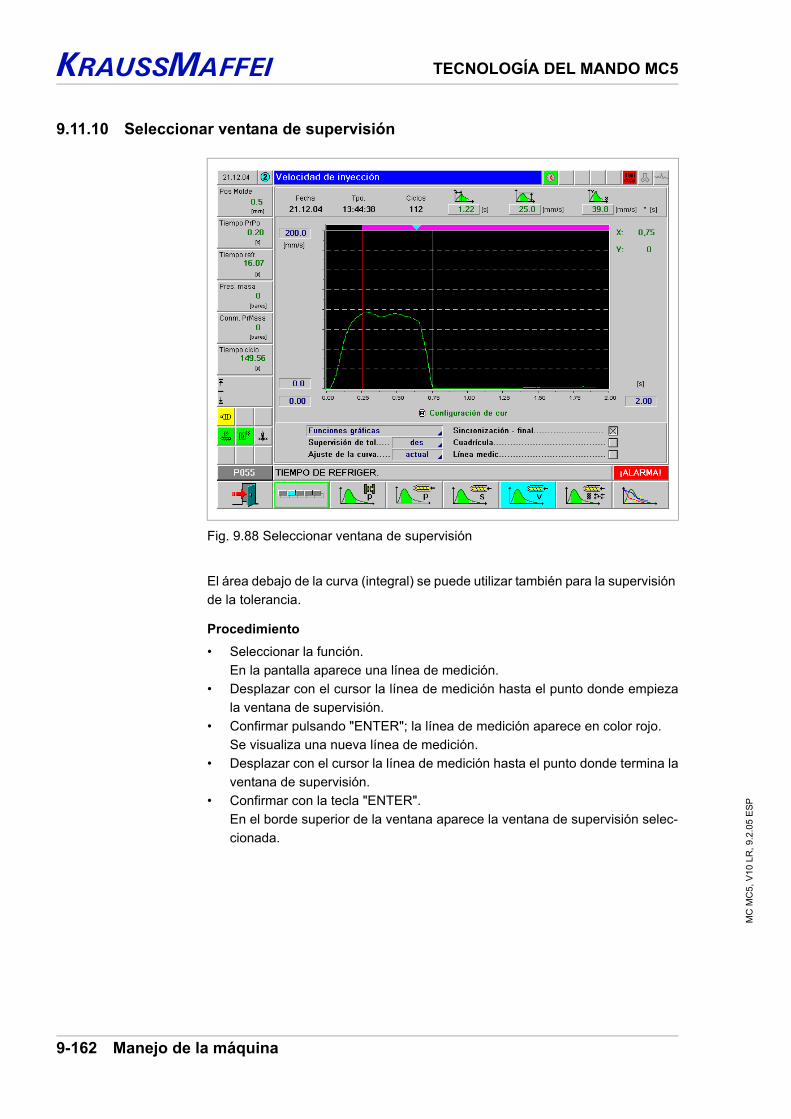
KM TECNOLOGÍA DEL MANDO MC5
9-162 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.11.10 Seleccionar ventana de supervisión
El área debajo de la curva (integral) se puede utilizar también para la supervisión de la tolerancia.
Procedimiento• Seleccionar la función.
En la pantalla aparece una línea de medición.• Desplazar con el cursor la línea de medición hasta el punto donde empieza
la ventana de supervisión.• Confirmar pulsando "ENTER"; la línea de medición aparece en color rojo.
Se visualiza una nueva línea de medición.• Desplazar con el cursor la línea de medición hasta el punto donde termina la
ventana de supervisión.• Confirmar con la tecla "ENTER".
En el borde superior de la ventana aparece la ventana de supervisión selec-cionada.
Fig. 9.88 Seleccionar ventana de supervisión

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-163
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Reponer ventana de supervisiónElegir "Marcar área"Se borra la ventana de supervisión seleccionada.
IAviso
• Para activar el área o la tolerancia marcadas para la supervisión, en la pantalla "Cic-los de valores reales" (vea la sección 9.11.1, en la página 9-150) debe activarse la su-pervisión de tolerancia para el valor deseado.
• El valor real indicado en la imagen "Ciclos de valores reales", se corresponde con elde la indicación "Área" en la imagen con curvas correspondientes.
• En la imagen "Ciclos de valores reales" pueden introducirse los valores nominales/tolerancias necesarios.
• Si debe marcarse otra ventana de supervisión, hay que repetir el proceso.
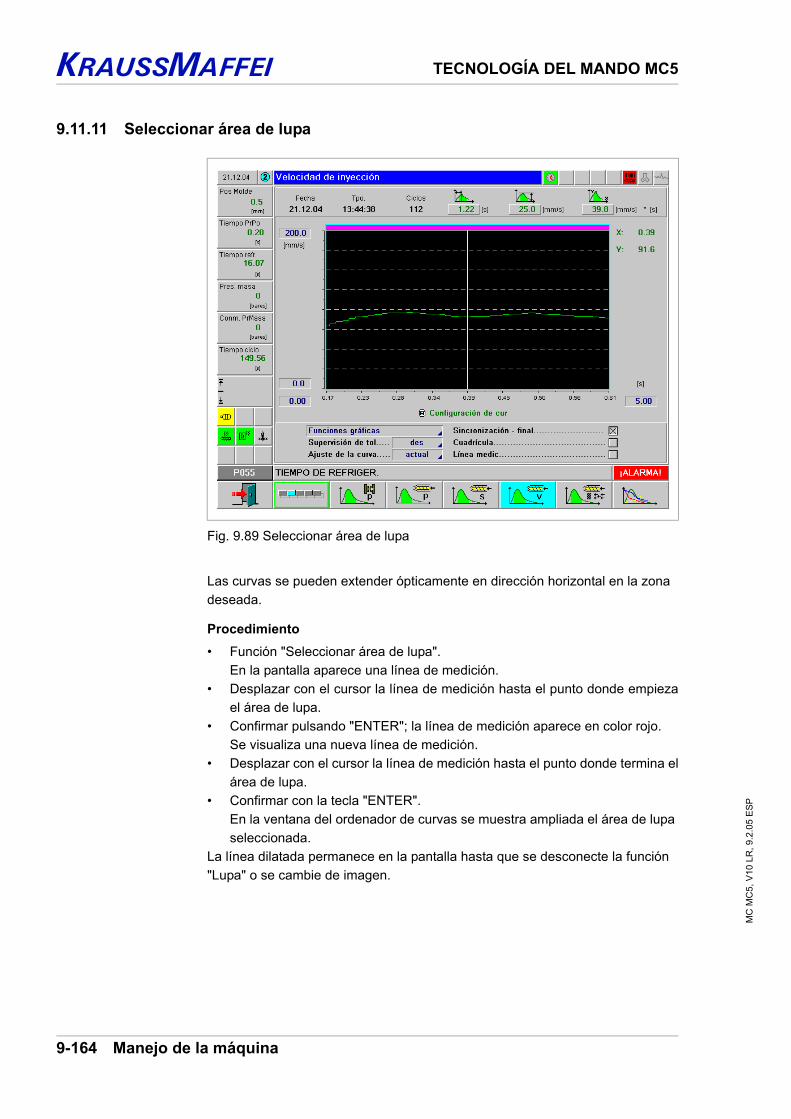
KM TECNOLOGÍA DEL MANDO MC5
9-164 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.11.11 Seleccionar área de lupa
Las curvas se pueden extender ópticamente en dirección horizontal en la zona deseada.
Procedimiento• Función "Seleccionar área de lupa".
En la pantalla aparece una línea de medición.• Desplazar con el cursor la línea de medición hasta el punto donde empieza
el área de lupa.• Confirmar pulsando "ENTER"; la línea de medición aparece en color rojo.
Se visualiza una nueva línea de medición.• Desplazar con el cursor la línea de medición hasta el punto donde termina el
área de lupa.• Confirmar con la tecla "ENTER".
En la ventana del ordenador de curvas se muestra ampliada el área de lupa seleccionada.
La línea dilatada permanece en la pantalla hasta que se desconecte la función "Lupa" o se cambie de imagen.
Fig. 9.89 Seleccionar área de lupa
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-165
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Si en la zona seleccionada la curva es muy plana, esto significa que los valores Y se diferencian mínimamente, la resolución del eje Y no puede afinarse. En este caso aparecen en el rótulo de la curva valores Y equivalentes.
Supervisión de tolerancia (con.)El ciclo se supervisa a lo largo del tiempo ajustado con ayuda de la tolerancia.Mediante la conexión de la supervisión de la tolerancia, se integran las curvas dotadas de franjas de tolerancia en la supervisión de la producción. Si una curva real se sale del rango de tolerancia, la máquina se desconecta y se indica la cor-respondiente alarma al rebasarse una cuota de errores máxima prefijada.
Ajuste de la curva, actualMediante esta función se representa como curva real el ciclo actual.Con cada ciclo se realiza una actualización.
Ajuste de curva, ninguno nuevoMediante esta función se almacena la curva real representada.No se realiza ninguna actualización de la curva real en la pantalla.
Ajuste de curva, n-1 a n-6En el ordenador se guardan en memoria por cada canal las curvas reales de los 6 últimos ciclos de curvas.Mediante esta función se pueden representar en la pantalla las últimas 6 curvas reales.
Fin de sincronización (con.)El final de la grabación del eje X de la grabación de la curva se determina medi-ante una señal de sincronización de la unidad de control.
Fin de sincronización (des.)La grabación de la curva termina con el final del área de grabación del eje X.
IAvisoLas curvas dilatadas no se pueden tomar como curvas de referencia ni tampo-co se pueden utilizar para generar márgenes de tolerancia.Las curvas dilatadas no se pueden guardar en la memoria ni incluir en la su-pervisión de la calidad.Cuando está en acción la supervisión de tolerancias, sólo se controlan las cur-vas no dilatadas.
WImportanteLa supervisión de la tolerancia se debe activar adicionalmente en la pantalla "Ciclos de valores reales" (vea la sección 9.11.1, en la página 9-150).

KM TECNOLOGÍA DEL MANDO MC5
9-166 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
CuadrículaPara una representación más clara puede insertarse en la imagen una cuadrícula horizontal.
Línea de mediciónCon ayuda de la línea de medición puede tocarse el punto deseado de la curva real. Se indican las coordenadas de los puntos de corte en el eje X/Y.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-167
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.11.12 Ajustes de la imagen de curva
Condición de inicioLa condición de inicio se puede seleccionar a partir de una selección.Con la condición de inicio "Definida por el usuario", el botón de inicio aparece en la esquina inferior derecha. La curva empieza a grabarse accionando el botón de inicio en cualquier momento del ciclo.
Condición de finLa condición de fin se puede seleccionar a partir de una selección. Con la condi-ción de fin "Ninguna selección", la curva termina de grabarse después del tiempo ajustado o mediante una señal de sincronización de la unidad de control.
Tolerancia +/-El rango de tolerancia superior o inferior se puede ajustar en porcentaje [%].
SuavizadoLas curvas reales pueden suavizarse, es decir, las crestas que hacen que la cur-va de la pantalla tenga un aspecto "accidentado", pueden atenuarse ópticamen-te.
Visualizar margen de toleranciaDe acuerdo con la tolerancia +/- ajustada, se fija un margen de tolerancia con la curva o el haz de curvas indicado.
Fig. 9.90 Ajustes de la imagen de curva
KM TECNOLOGÍA DEL MANDO MC5
9-168 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Al seleccionar "Haz de curvas", el ordenador de curvas genera una curva envol-vente con los valores máximos y mínimos.
Visualizar curva de referenciaSe representa la curva de referencia (azul) guardada con la función "Generar to-lerancia".
Haz de curvas (con.)Por cada ciclo se graba y se representa otra curva. Si se vuelve a seleccionar una imagen de curva, la grabación comienza de nuevo. Un haz de curvas representa la dispersión del proceso.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-169
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.11.13 Selección de curvas
En esta pantalla existe la posibilidad de seleccionar de entre curvas reales un máximo de 4 curvas que luego se representarán de forma simultánea por ciclo en una pantalla. Cada una de las como máx. 4 curvas se representa en un color diferente.El rótulo de las coordenadas y la denominación de la curva tienen el mismo color que el de la representación correspondiente.La función "Línea medic." permite medir simultáneamente las curvas selecciona-das.
Fig. 9.91 Selección de curvas
IAvisoLas curvas reales seleccionadas debieran representarse todas para una mejor comparación con la misma escala de X (eje de los tiempos).El ajuste de la escala X se realiza en las imágenes individuales.
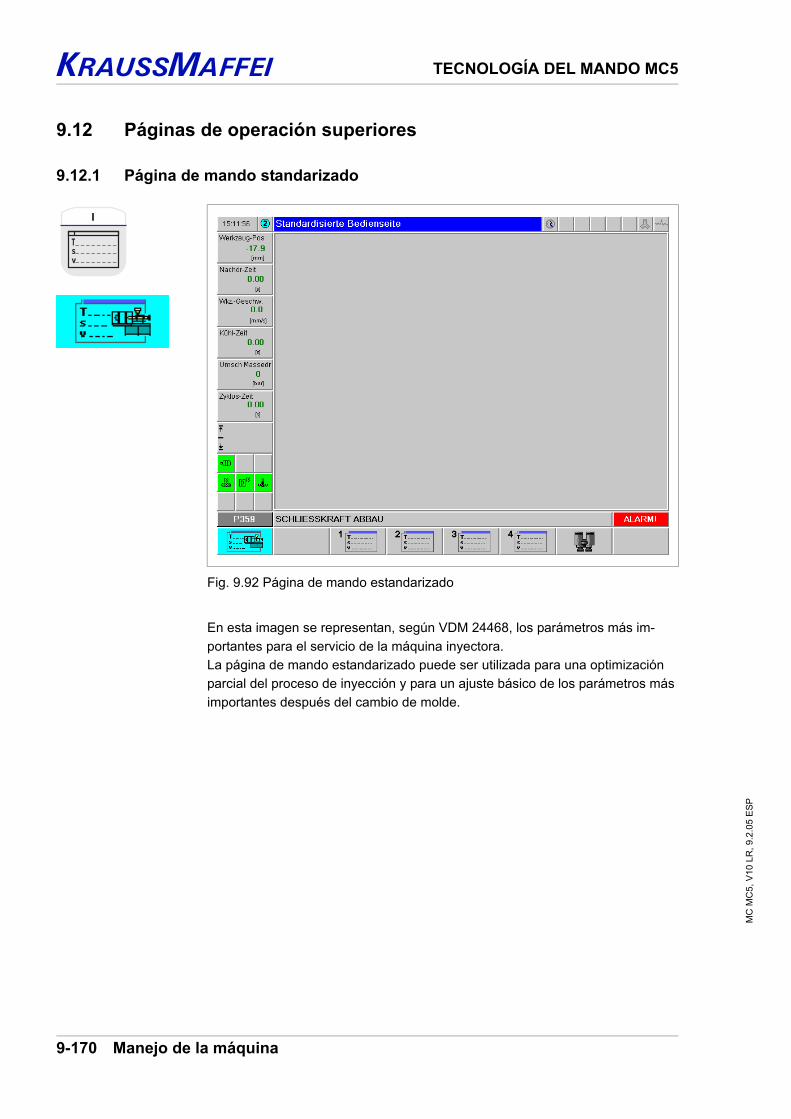
KM TECNOLOGÍA DEL MANDO MC5
9-170 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.12 Páginas de operación superiores
9.12.1 Página de mando standarizado
En esta imagen se representan, según VDM 24468, los parámetros más im-portantes para el servicio de la máquina inyectora.La página de mando estandarizado puede ser utilizada para una optimización parcial del proceso de inyección y para un ajuste básico de los parámetros más importantes después del cambio de molde.
Fig. 9.92 Página de mando estandarizado

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-171
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
UnidadesLas unidades empleadas se corresponden sólo a aquellas que son independien-tes del modelo de máquina de moldeo por inyección, p. ej.:• Presión de inyección,
no como presión del sistema hidráulico, sino como presión específica, es de-cir, la presión que se forma antes de la punta del husillo [bar] sp.
• Velocidad de inyección, no como velocidad [mm/s] sino como caudal cm³/s [ccm/s].
• Cojín de masa,posición del husillo no en [mm] sino en cm³ [ccm].
• Velocidad de giro del husillo,no como velocidad [rpm] sino como velocidad periférica en [mm/s].
• Las entradas se transfieren a las páginas de imágenes de salida.La siguiente tabla recoge la correspondencia entre la página de mando standari-zado y otras páginas del manual.

KM TECNOLOGÍA DEL MANDO MC5
9-172 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Correspondencia con otras páginas
Aviso "Más datos de perfil activos"Esta indicación sólo aparece cuando el número de niveles de perfil es mayor que 3.
Barra INITSi está activado el aviso "Otros datos de perfil activos", al pulsar la barra todos los valores de limitación de presión de cualquier etapa quedan limitados a la pri-mera. También se limita el número de niveles a los 3 primeros. Ya no se muestra la indicación.
Designación:Página de mando estandarizado
Designación:En el manual
véase Capítulo/página
Inyección 1 Velocidad etapa 1 9.5.2 / 64Inicio inyección 2 Recorrido etapa 2 9.5.2 / 64Inyección 2 Velocidad etapa 2 9.5.2 / 64Comienzo iny. x Recorrido etapa x 9.5.2 / 64Inyección x Velocidad etapa x 9.5.2 / 64Presión de inyección 1 Límite de la presión de inyección en la etapa 1 9.5.2 / 64Presión de inyección 1/ máx. Límite de la presión de inyección en la etapa 1 9.5.2 / 64Posición de conmutación Comienzo de presión posterior mediante el recorrido 9.5.3 / 68Tiempo de conmutación Comienzo de presión posterior mediante el tiempo 9.5.3 / 68Presión de conmutación Comienzo de presión posterior mediante presión de masa 9.5.3 / 68Conmut. Presión interior Comienzo de presión posterior mediante presión interior del molde 9.5.3 / 68Presión posterior punto 1 Presión posterior etapa 1 9.5.3 / 68Tiempo de presión posterior 1 Tiempo de presión posterior etapa 1 9.5.3 / 68Presión posterior punto 2 Presión posterior etapa 2 9.5.3 / 68Tiempo de presión posterior 2 Tiempo de presión posterior etapa 2 9.5.3 / 68Cojín de masa Cojín de masa 9.11.1 / 150Tiempo de refrigeración Tiempo de refrigeración 9.10.1 / 137Tiempo de dosificación Indicación de valor real tiempo de plastificación 9.10.1 / 137Posición del husillo 1 Indicación de valor real del recorrido del husillo 9.5.2 / 64Descomp. tras dos. Retroceso del husillo 2 después de plastificación 9.5.1 / 60Velocidad perif. media 1 Valor real de la velocidad de giro del husillo 9.5.6 / 73Contrapresión 1 Contrapresión nivel 1 9.5.6 / 73Fuerza de cierre Fuerza de cierre 9.3.1 / 5Apertura del molde Carrera de apertura 9.3.2 / 10Expulsor adelante 9.3.3 / 13

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-173
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.12.2 Página de parámetros
Mediante la agrupación de los parámetros de ajuste más importantes para la pro-ducción en las páginas de parámetros 1-4 se puede elaborar un "Ajuste rápido".
9.12.2.1 Desarrollo
• Pulsar la tecla individual para selección de parámetros (1, fig. 9.93).Aparecen renglones vacíos.
• Seleccionar con el cursor el primer renglón y confirmar con la tecla "ENTER".Se abre la ventana Selección de parámetros.
• Seleccionar con el cursor los parámetros deseados y confirmar con la tecla"ENTER".El parámetro es recogido en la página de parámetros.Cuando se ha terminado la selección, los parámetros seleccionados pueden introducirse directamente en las páginas de parámetros.
En las imágenes de parámetros 1-4 se pueden cambiar durante la producción los parámetros seleccionados.
Fig. 9.93 Página de parámetros 1
1 Tecla individual para selección de parámetros 2 Páginas de parámetros
2 1
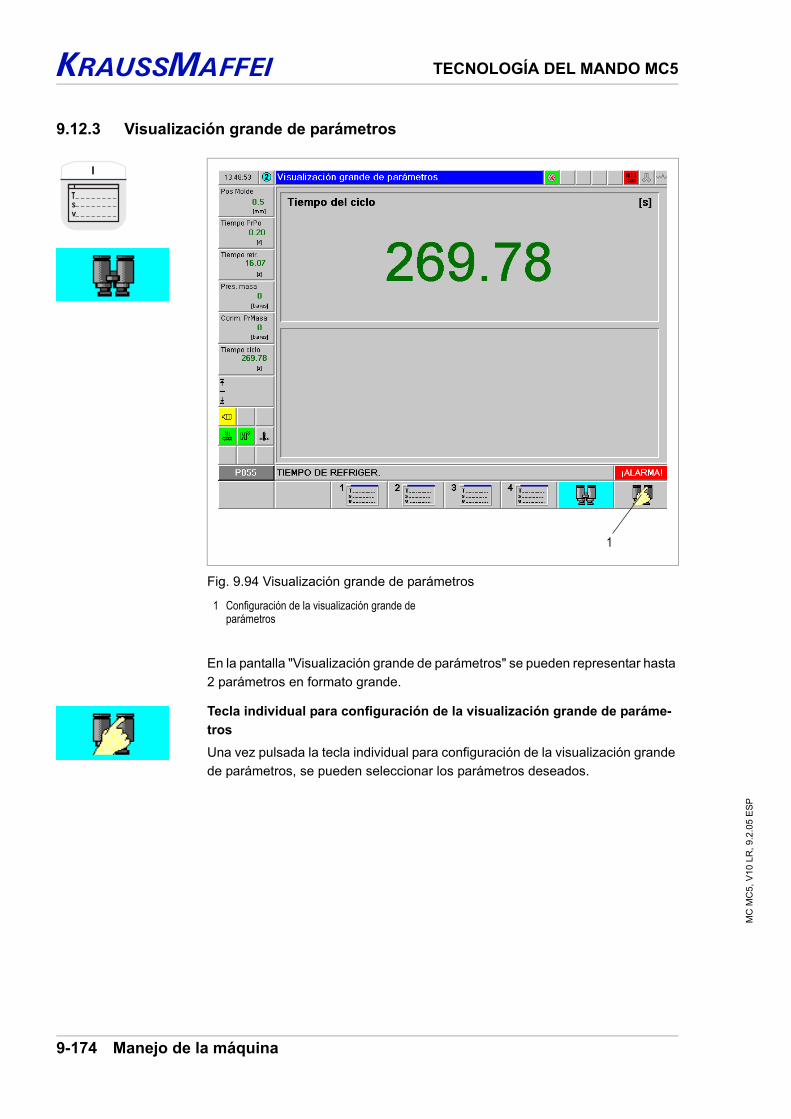
KM TECNOLOGÍA DEL MANDO MC5
9-174 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.12.3 Visualización grande de parámetros
En la pantalla "Visualización grande de parámetros" se pueden representar hasta 2 parámetros en formato grande.
Tecla individual para configuración de la visualización grande de paráme-trosUna vez pulsada la tecla individual para configuración de la visualización grande de parámetros, se pueden seleccionar los parámetros deseados.
Fig. 9.94 Visualización grande de parámetros
1 Configuración de la visualización grande de parámetros
1

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-175
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.13 Alarmas/incidencias
9.13.1 Visión general de alarmas
En esta imagen se muestran las alarmas (defectos) existentes en la máquina y en la correspondiente periferia.En esta pantalla se puede seleccionar que se dispongan las alarmas por orden temporal o por prioridad (vea la sección 9.13.3, en la página 9-178).Si se selecciona la visualización por prioridad, se puede establecer el orden de aparición de las alarmas por medio de la indicación de la hora.Si surge varias veces la misma alarma, se indicará el número de veces en la co-lumna "*".
Fig. 9.95 Visión general de alarmas

KM TECNOLOGÍA DEL MANDO MC5
9-176 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
La prioridad de las alarmasEl fondo del texto de las alarmas será de color rojo, rosa o blanco en función de la prioridad.
Alarma con fondo rojoParar el motor inmediatamente o al final del ciclo.
Alarma con fondo rosaLa máquina pude desconectarse, control de interfaces, error de comunicación entre el ordenador de funcionamiento y el ordenador de manejo.
Alarma con fondo blancoLa máquina sigue en marcha, rebasado límite de tolerancia, indicaciones de mantenimiento.
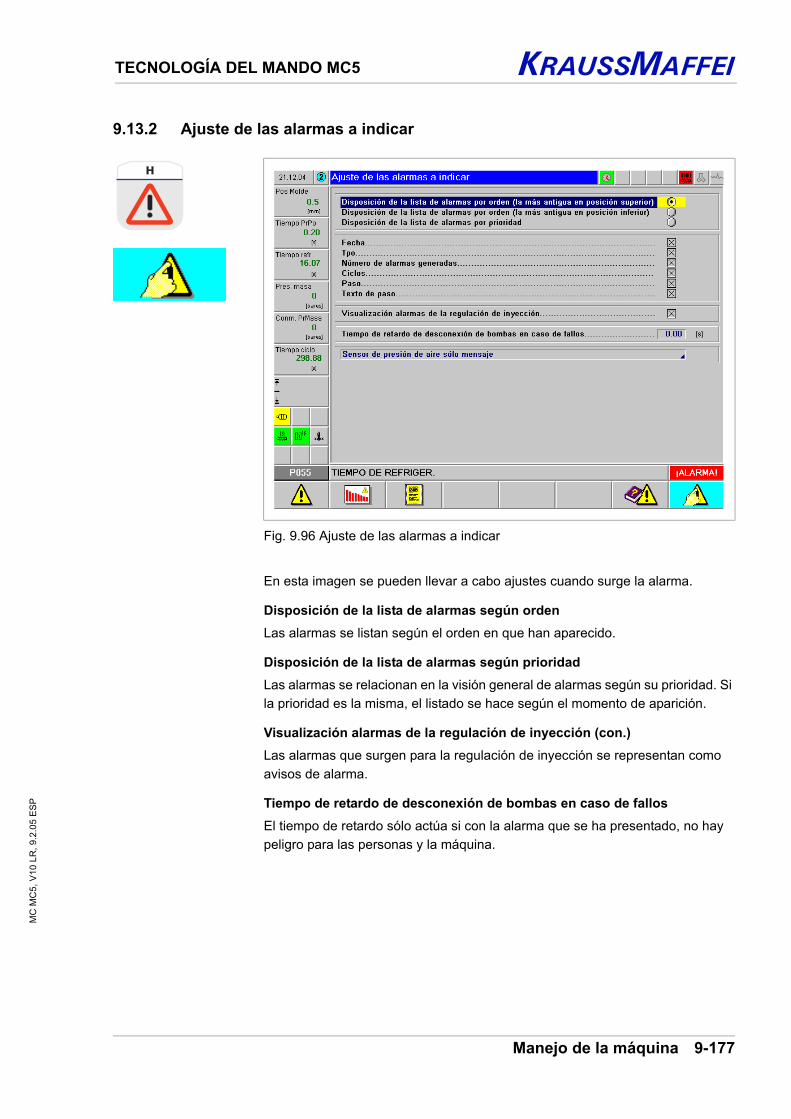
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-177
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.13.2 Ajuste de las alarmas a indicar
En esta imagen se pueden llevar a cabo ajustes cuando surge la alarma.
Disposición de la lista de alarmas según ordenLas alarmas se listan según el orden en que han aparecido.
Disposición de la lista de alarmas según prioridad Las alarmas se relacionan en la visión general de alarmas según su prioridad. Si la prioridad es la misma, el listado se hace según el momento de aparición.
Visualización alarmas de la regulación de inyección (con.)Las alarmas que surgen para la regulación de inyección se representan como avisos de alarma.
Tiempo de retardo de desconexión de bombas en caso de fallosEl tiempo de retardo sólo actúa si con la alarma que se ha presentado, no hay peligro para las personas y la máquina.
Fig. 9.96 Ajuste de las alarmas a indicar

KM TECNOLOGÍA DEL MANDO MC5
9-178 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.13.3 Estadística de alarmas
Esta imagen sirve para la representación gráfica de las alarmas del protocolo de incidencias. Sólo se recogen las alarmas que han surgido en los modos semiau-tomático o automático.Las alarmas se listan según la frecuencia de aparición (de izquierda a derecha). La indicación porcentual informa sobre la proporción de una alarma en el total de alarmas.Si existen más alarmas que las que están representadas en la primera imagen, se puede pasar con el cursor a la siguiente imagen.El recuento de alarmas se puede ajustar como sigue:• desde el comienzo de la grabación hasta el final• en la ventana de los tiempos• desde comienzo de grabación hasta tiempo final• desde el tiempo inicial hasta el final de la grabación• desde última validación hasta el final de la grabación• desde cambio de turno hasta final de la grabación
Fecha/tiempo desde... hastaIntroducción de una fecha inicial o final.
Alarmas de desconexiónSe representan alarmas que tenían como consecuencia una desconexión inme-diata del motor.
Fig. 9.97 Estadística de alarmas

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-179
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Alarmas de final de cicloSe representan alarmas que tenían como consecuencia una desconexión del motor al final del ciclo.
Alarmas del sistemaSe representan alarmas causadas por el control de interfaces o por un error de comunicación entre el ordenador de funcionamiento y el ordenador de manejo.
Alarmas de indicaciónSe representan alarmas que se activan cuando se rebasan los límites de toleran-cia o con las indicaciones de mantenimiento.
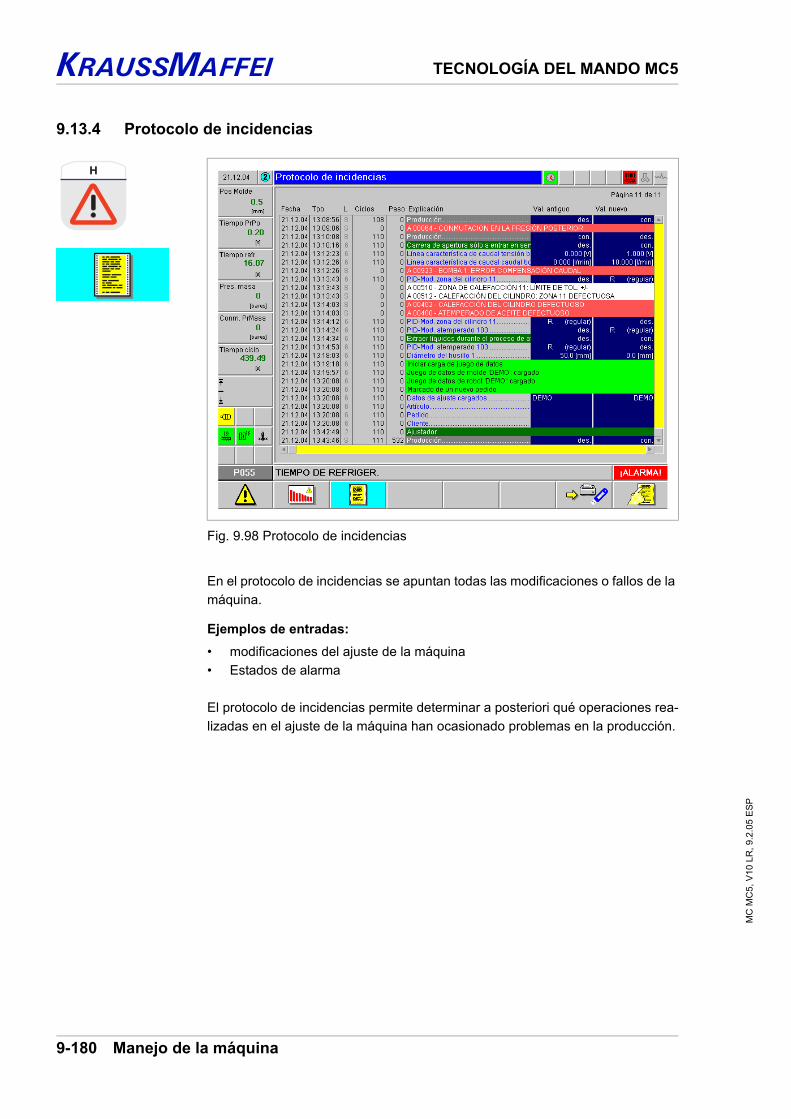
KM TECNOLOGÍA DEL MANDO MC5
9-180 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.13.4 Protocolo de incidencias
En el protocolo de incidencias se apuntan todas las modificaciones o fallos de la máquina.
Ejemplos de entradas:• modificaciones del ajuste de la máquina• Estados de alarma
El protocolo de incidencias permite determinar a posteriori qué operaciones rea-lizadas en el ajuste de la máquina han ocasionado problemas en la producción.
Fig. 9.98 Protocolo de incidencias
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-181
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Realizar entradas en el acta de incidencias• Introducción/retirada de la tarjeta magnética (ZE) con indicación del número
de código.• Modificaciones de parámetros a través del teclado con indicación de valores
antiguos/nuevos para todos los parámetros estándar.• Modificaciones de los grupos de parámetros con indicación general (sin li-
stado de valores) para: noyos, datos de producción, ordenador de curvas,reloj semanal, estadística, ajuste de máquina, lectura/escritura de lápiz USB.– Alarmas con repetición, si siguen activas en los ciclos sucesivos:– Retroceder alarmas– Cambio de modo de servicio– Cambio de "Producción" a "Alto"– Desconexión y conexión del mando– Acceso a parámetros desde el ordenador central
Asignaciones posibles de las entradas en el acta de incidencias• Fecha,• Hora,• Nivel de acceso (nivel de introducción),• Ciclos y• Valor antiguo.La selección se puede hacer en "Ajustes del protocolo de incidencias" (vea la fig. 9.100, en la página 9-184). La columna L da información sobre la fuente que ha generado las entradas.
Significado de los símbolos en la columna L
IAvisoAlgunas de las funciones arriba detalladas dependen del equipamiento de la máquina.
T Controlador de temperaturaS Controlador de mandoR TelemandoC Ordenador central e interfaz serialN Ordenador central a través de la Ethernet1-4 Usuario con el nivel de acceso correspondiente
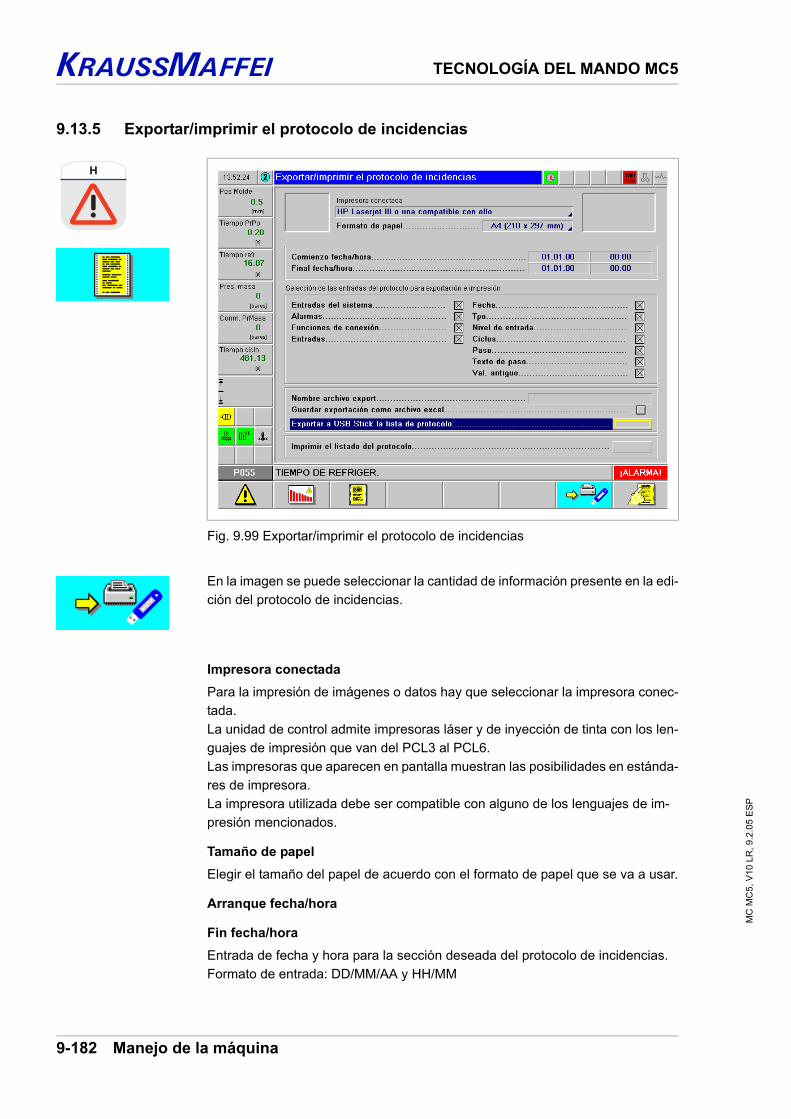
KM TECNOLOGÍA DEL MANDO MC5
9-182 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.13.5 Exportar/imprimir el protocolo de incidencias
En la imagen se puede seleccionar la cantidad de información presente en la edi-ción del protocolo de incidencias.
Impresora conectadaPara la impresión de imágenes o datos hay que seleccionar la impresora conec-tada.La unidad de control admite impresoras láser y de inyección de tinta con los len-guajes de impresión que van del PCL3 al PCL6.Las impresoras que aparecen en pantalla muestran las posibilidades en estánda-res de impresora.La impresora utilizada debe ser compatible con alguno de los lenguajes de im-presión mencionados.
Tamaño de papelElegir el tamaño del papel de acuerdo con el formato de papel que se va a usar.
Arranque fecha/hora
Fin fecha/horaEntrada de fecha y hora para la sección deseada del protocolo de incidencias.Formato de entrada: DD/MM/AA y HH/MM
Fig. 9.99 Exportar/imprimir el protocolo de incidencias

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-183
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Nombre del archivo exportado• Para enviar el protocolo de incidencias a un lápiz USB, debe introducirse aquí
un nombre de hasta 8 caracteres.
Archivar exportación como archivo de Excel (des.)El archivo de exportación se guarda en formato ASCII en el lápiz USB y se puede visualizar con un programa de visualización o un editor convencional.
Archivar exportación como archivo de Excel (con.)El archivo de exportación se guarda en formato XLS en el lápiz USB.
Exportar lista de protocolos al lápiz USB• Introducir la memory stick en la interfaz USB. • Iniciar el proceso de escritura accionando la barra.• Tener en cuenta los mensajes de estado.
En el extremo superior izquierdo de la pantalla parpadea el símbolo "Lápiz USB".Se exportan los registros de protocolo seleccionados en la pantalla.
Imprimir lista de protocolos• Conectar la impresora al puerto paralelo (vea el capítulo 11) y seleccionarla.• Iniciar el proceso de impresión accionando la barra.• Tener en cuenta los mensajes de estado.
En el extremo superior derecho de la pantalla aparece el símbolo "Imprimir".Se imprimen los registros de protocolo seleccionados en la pantalla.

KM TECNOLOGÍA DEL MANDO MC5
9-184 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.13.6 Ajustes del protocolo de incidencias
Configuración de la visualización del protocoloLas incidencias del protocolo de incidencias se pueden complementar con más informaciones según se elija.
Entrada especial del protocoloEl texto introducido se traspasa al protocolo de incidencias.
Visualización del texto de secuenciaDespués de introducir un número de secuencia se visualiza el correspondiente texto de secuencia.
Introducción del número de secuenciaIntroducir el número de secuencia deseado. Debajo se visualiza el correspon-diente texto de secuencia.
Fig. 9.100 Ajuste del protocolo de incidencias
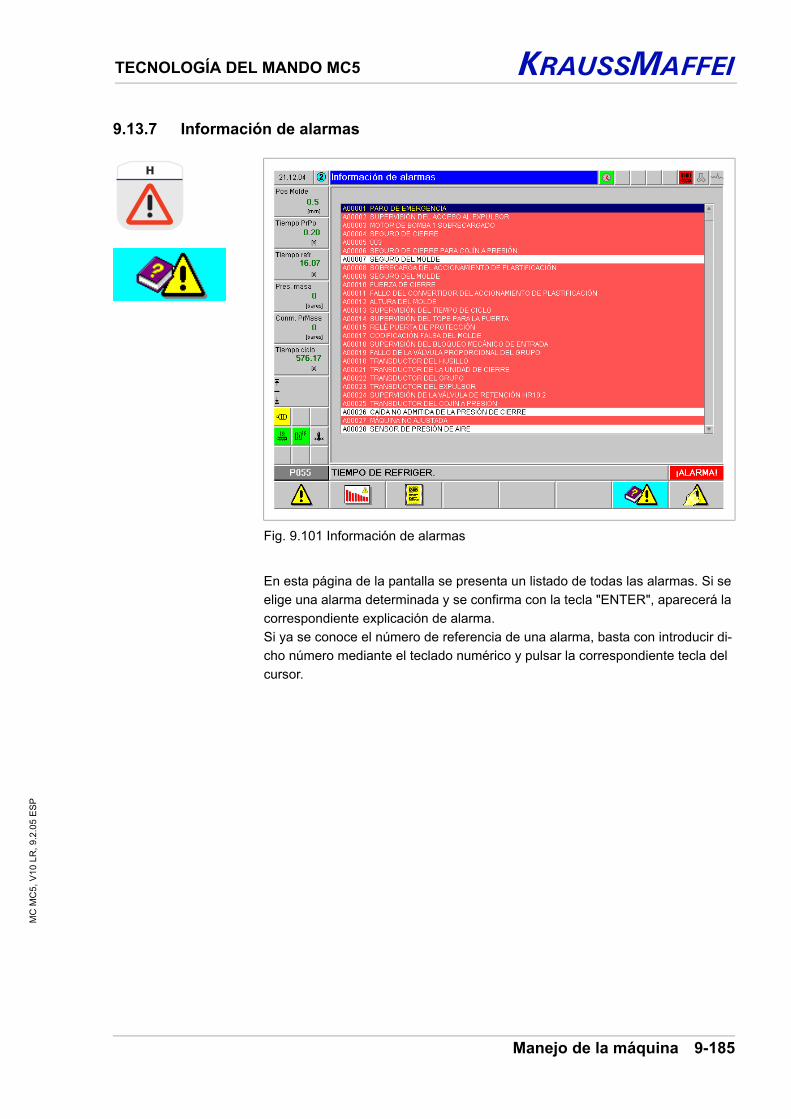
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-185
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.13.7 Información de alarmas
En esta página de la pantalla se presenta un listado de todas las alarmas. Si se elige una alarma determinada y se confirma con la tecla "ENTER", aparecerá la correspondiente explicación de alarma.Si ya se conoce el número de referencia de una alarma, basta con introducir di-cho número mediante el teclado numérico y pulsar la correspondiente tecla del cursor.
Fig. 9.101 Información de alarmas
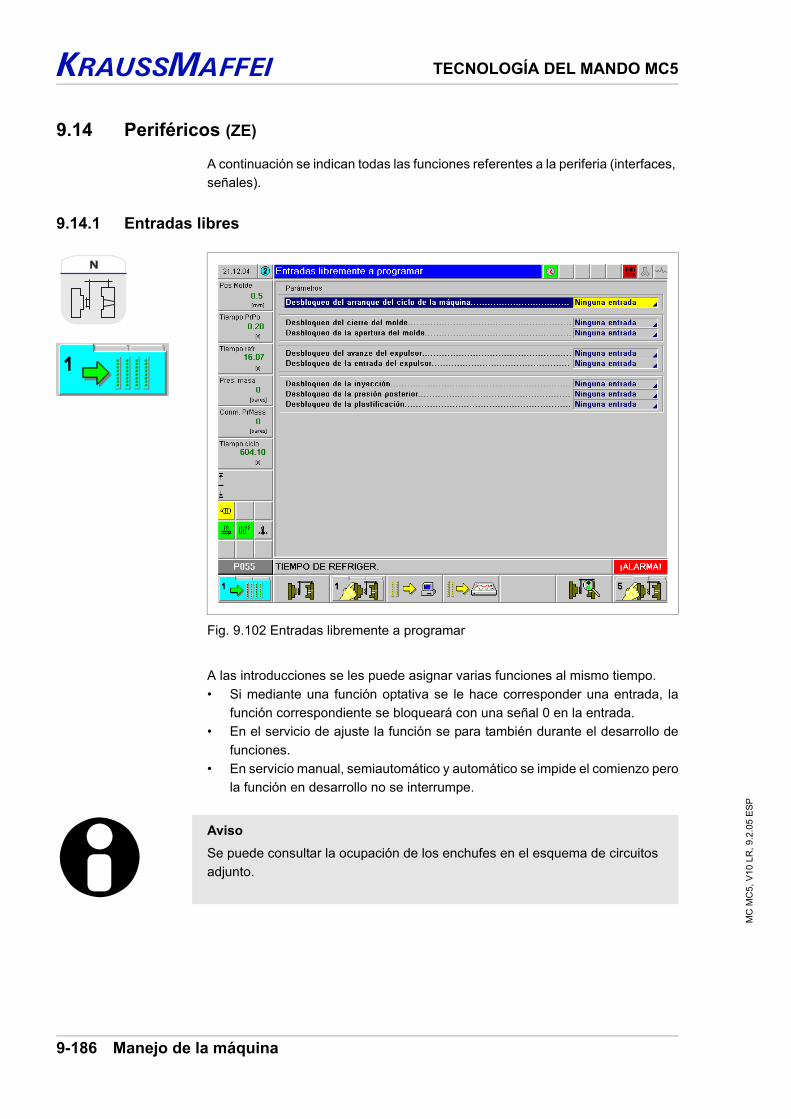
KM TECNOLOGÍA DEL MANDO MC5
9-186 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.14 Periféricos (ZE)
A continuación se indican todas las funciones referentes a la periferia (interfaces, señales).
9.14.1 Entradas libres
A las introducciones se les puede asignar varias funciones al mismo tiempo.• Si mediante una función optativa se le hace corresponder una entrada, la
función correspondiente se bloqueará con una señal 0 en la entrada.• En el servicio de ajuste la función se para también durante el desarrollo de
funciones.• En servicio manual, semiautomático y automático se impide el comienzo pero
la función en desarrollo no se interrumpe.
Fig. 9.102 Entradas libremente a programar
IAvisoSe puede consultar la ocupación de los enchufes en el esquema de circuitos adjunto.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-187
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.14.2 Salidas libres
Si mediante una función optativa se le hace corresponder una salida, se pondrá en marcha con la función correspondiente la salida.Con un tiempo de activación (duración) igual a cero se activa la salida durante el tiempo que está activa la función.Con un tiempo de activación (duración) mayor que cero se activa el tiempo y la salida al iniciarse la función.Al concluir el tiempo de activación se desactiva la salida.
Fig. 9.103 Salidas libremente a programar
IAvisoSe puede consultar la ocupación de los enchufes en el esquema de circuitos adjunto.

KM TECNOLOGÍA DEL MANDO MC5
9-188 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.14.3 Señales de producción BDE
Fig. 9.104 Señales de producción BDE
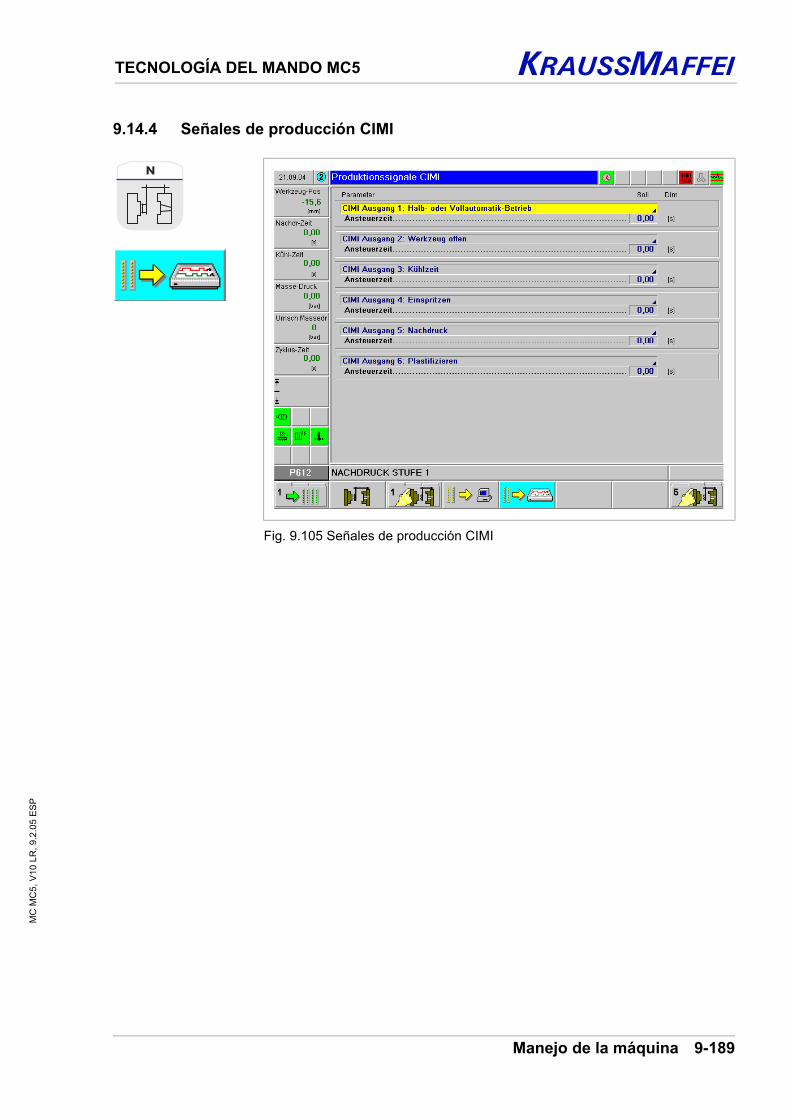
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-189
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.14.4 Señales de producción CIMI
Fig. 9.105 Señales de producción CIMI

KM TECNOLOGÍA DEL MANDO MC5
9-190 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.14.5 Interfaz Euromap 67/SPI (ZE)
En esta imagen se ha representado la asignación de enchufes del interfaz EU-ROMAP 67/SPI, junto con las señales que se aplican.Ocupación de interfaz (vea el capítulo 11).
Fig. 9.106 Interfaz Euromap 67/SPI

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-191
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.15 Activación configuración/diagnosis
9.15.1 Cambio de idioma
En esta imagen se puede seleccionar le idioma deseado.Todas las imágenes se representan en el idioma correspondiente.Los idiomas contenidos dependen del equipamiento de la máquina.
Decimales: punto en vez de coma
Formato de fecha MM/DD/AA
Magnitudes físicas en formato para Estados Unidos
Fig. 9.107 Cambio de idioma
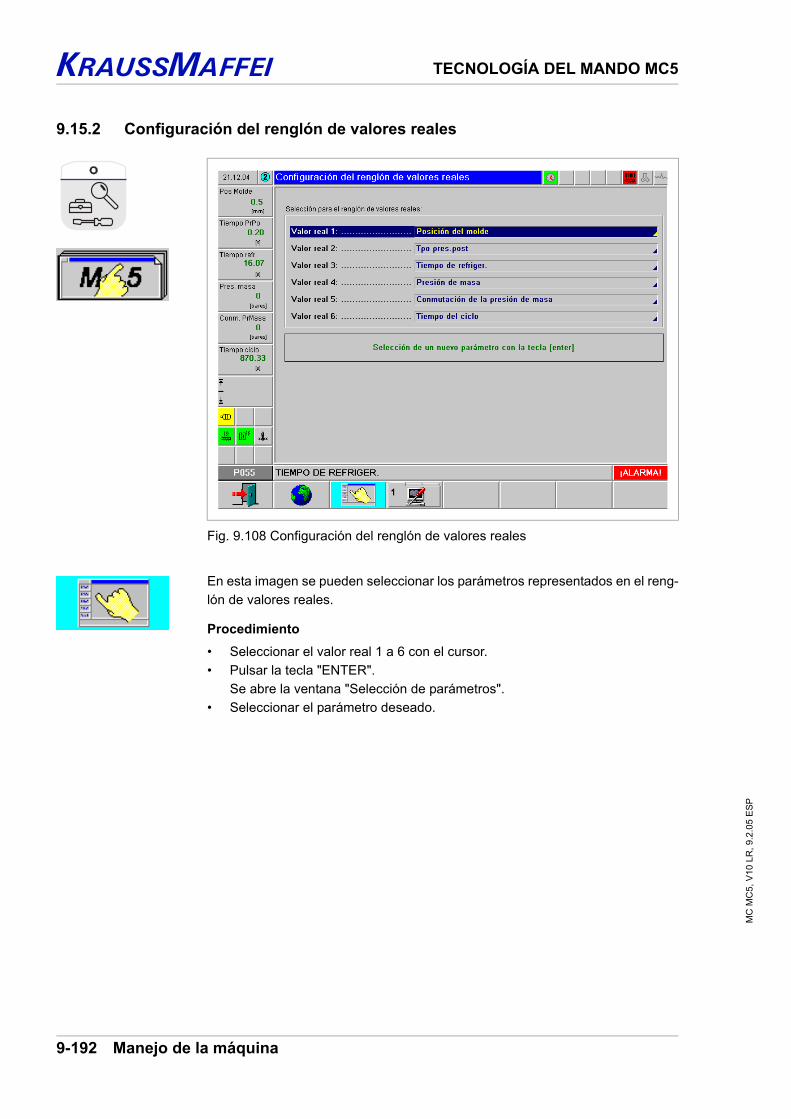
KM TECNOLOGÍA DEL MANDO MC5
9-192 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.15.2 Configuración del renglón de valores reales
En esta imagen se pueden seleccionar los parámetros representados en el reng-lón de valores reales.
Procedimiento• Seleccionar el valor real 1 a 6 con el cursor.• Pulsar la tecla "ENTER".
Se abre la ventana "Selección de parámetros".• Seleccionar el parámetro deseado.
Fig. 9.108 Configuración del renglón de valores reales

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-193
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.15.3 Definición de contraseña
En esta pantalla pueden modificarse las contraseñas predefinidas para el nivel de acceso correspondiente.Las pantallas autorizadas para cada nivel de acceso se seleccionan en "Configu-ración de derechos al acceso" (vea la sección 9.15.4, en la página 9-194).
Fig. 9.109 Definición de contraseña
1 Configuración de derechos al acceso
1
IAvisoLa contraseña sólo se puede configurar en el nivel de acceso 4.

KM TECNOLOGÍA DEL MANDO MC5
9-194 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.15.4 Configuración de derechos al acceso
En esta imagen se pueden configurar para el derecho de acceso correspondiente los softkeys representados y la posible introducción.La modificación se puede efectuar con las teclas "+" y "-"."Cerrar el molde" (1, fig. 9.110), la pantalla aparece en el nivel de acceso (-), se pueden introducir datos en el nivel de acceso 1."Cerrar el molde", funciones optativas 2 (2), la pantalla aparece en el nivel de ac-ceso 1, se pueden introducir datos en el nivel de acceso 1.
Fig. 9.110 Configuración de derechos al acceso
1 Cerrar el molde 2 Funciones optativas 2
21
IAvisoLa configuración de derechos al acceso sólo es posible en el nivel de acceso 4.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-195
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.15.5 Configuración Cargar/asegurar
En esta pantalla se pueden guardar las configuraciones seleccionadas en el lápiz USB o bien cargarlas desde el lápiz USB a la unidad de control.
Si han empezado a enviarse los datos al lápiz USB, en la esquina inferior izquier-da parpadea el símbolo "Lápiz USB".
Fig. 9.111 Configuración Guardar/asegurar
IAvisoCargar/asegurar la configuración sólo es posible en el nivel de acceso 4.

KM TECNOLOGÍA DEL MANDO MC5
9-196 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.15.6 Ajustes de sistema
9.15.6.1 Funciones y parámetros
Conectar el salvapantallas (con.)Si no se hace ninguna entrada en el mando, se aplica el salvapantallas después de haber transcurrido el tiempo para conectar el salvapantallas. Pulsando cual-quier tecla vuelve a aparecer la última imagen representada.
Borrar la autorización de acceso con el salvapantallas (con.)Después de haberse aplicado el salvapantallas tiene que concederse de nuevo la autorización de acceso.
Después de entrar un valor no cambiar la posición del cursor (con.)Después de la introducción de un valor queda el cursor en el campo al que se había desplazado.
Fecha actualEsta función sirve para fijar la fecha del sistema .Formato de entrada: DD/MM/AA(vea la sección 9.9.7, en la página 9-135).
Hora actualEsta función sirve para fijar la hora del sistema .Formato de entrada: HH/MM/SS(vea la sección 9.9.7, en la página 9-135).
Fig. 9.112 Ajustes de sistema

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-197
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
Propia dirección de redDirección IP en la red hasta la identificación unívoca y la determinación de la di-rección de la máquina.
Impresora conectadaPara la impresión de imágenes o datos hay que seleccionar la impresora conec-tada.La unidad de control admite impresoras láser y de inyección de tinta con los len-guajes de impresión que van del PCL3 al PCL6.Las impresoras que aparecen en pantalla muestran las posibilidades en estánda-res de impresora.La impresora utilizada debe ser compatible con alguno de los lenguajes de im-presión mencionados.
Archivar hardcopy en el lápiz USB (des.)Con la tecla "hard copy" y confirmando con la tecla "ENTER", se empieza a im-primir en la impresora puesta en marcha la pantalla que se está visualizado.Prestar atención a los mensajes de estado cuando inicia la función.
Archivar hardcopy en el lápiz USB (con.)Con la tecla "hard copy" y confirmando con la tecla "ENTER", se genera un ar-chivo GIF de la pantalla que se está visualizando y se guarda en el lápiz USB.Prestar atención a los mensajes de estado cuando inicia la función.
IAvisoPulsando simultáneamente la tecla izquierda y la derecha del cursor se indica en el campo Fecha/hora el número de página (NNN) de una página de imagen.El archivo GIF creado con la ayuda de la función "Archivar hardcopy en el lápiz USB" lleva la designación PNNNN_00.

KM TECNOLOGÍA DEL MANDO MC5
9-198 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.15.7 Indicación de secuencia de la diagnosis
En esta pantalla, como complemento a la indicación de estado, también se visua-lizan todas las secuencias que se desarrollan paralelamente.
Fig. 9.113 Indicación de secuencia de la diagnosis

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-199
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.15.8 Servicio KM (servicio técnico de Krauss-Maffei)
Copiar archivos de diagnosis al lápiz USBPara el servicio técnico, se pueden copiar archivos de diagnosis al lápiz USB ac-cionando la barra.
Fig. 9.114 Servicio KM (servicio técnico de Krauss-Maffei)
1 Tipo de máquina2 Número de máquina
3 Número del pedido
31 2

KM TECNOLOGÍA DEL MANDO MC5
9-200 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.15.9 Intervalos de inspección
En esta pantalla se visualizan todas las inspecciones realizadas y las requeridas.
Fig. 9.115 Intervalos de inspección
1 Número actual2 Tipo de inspección3 Requisitos de la inspección
4 Contador de horas de servicio del motor de bomba
5 Inspección que se está realizando
541 2 3
IAvisoLas inspecciones realizadas solamente se pueden validar en el nivel de acce-so 4.

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-201
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.15.10 Diagnosis -AEE
En esta pantalla se visualizan con la máquina en funcionamiento las tensiones que quedan en las entradas y las salidas analógicas, así como las entradas y las salidas digitales activas.El esquema de circuitos recoge los valores nominales y las correspondencias de las conexiones (vea el capítulo 16).
Fig. 9.116 Diagnosis -AEE

KM TECNOLOGÍA DEL MANDO MC5
9-202 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.15.11 Diagnosis -AEE5 (CTMS)
En esta pantalla se visualizan con la máquina en funcionamiento las tensiones que quedan en las entradas y las salidas analógicas, así como las entradas y las salidas digitales activas.El esquema de circuitos recoge los valores nominales y las correspondencias de las conexiones (vea el capítulo 16).
Fig. 9.117 Diagnosis -AEE5 (CTMS)
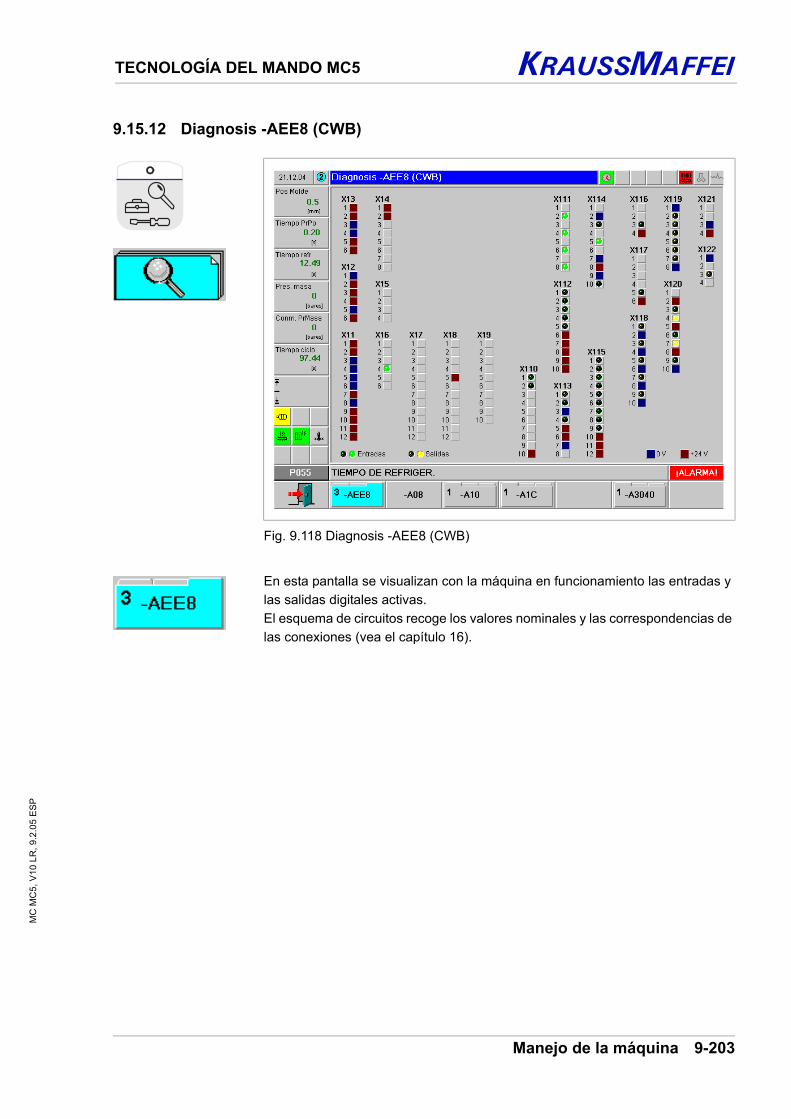
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-203
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.15.12 Diagnosis -AEE8 (CWB)
En esta pantalla se visualizan con la máquina en funcionamiento las entradas y las salidas digitales activas.El esquema de circuitos recoge los valores nominales y las correspondencias de las conexiones (vea el capítulo 16).
Fig. 9.118 Diagnosis -AEE8 (CWB)

KM TECNOLOGÍA DEL MANDO MC5
9-204 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.15.13 Diagnosis -A10
En esta pantalla se visualizan con la máquina en funcionamiento las tensiones que quedan en las entradas y las salidas analógicas, así como las entradas y las salidas digitales activas.El esquema de circuitos recoge los valores nominales y las correspondencias de las conexiones (vea el capítulo 16).
Fig. 9.119 Diagnosis -A10

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-205
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.15.14 Diagnosis -A1C
En esta pantalla se visualizan con la máquina en funcionamiento las tensiones que quedan en las entradas y las salidas analógicas, así como las entradas y las salidas digitales activas.El esquema de circuitos recoge los valores nominales y las correspondencias de las conexiones (vea el capítulo 16).
Fig. 9.120 Diagnosis -A1C

KM TECNOLOGÍA DEL MANDO MC5
9-206 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.15.15 Diagnosis -A3040
En esta pantalla se visualizan con la máquina en funcionamiento las entradas y las salidas digitales activas.El esquema de circuitos recoge los valores nominales y las correspondencias de las conexiones (vea el capítulo 16).
Fig. 9.121 Diagnosis -A3040
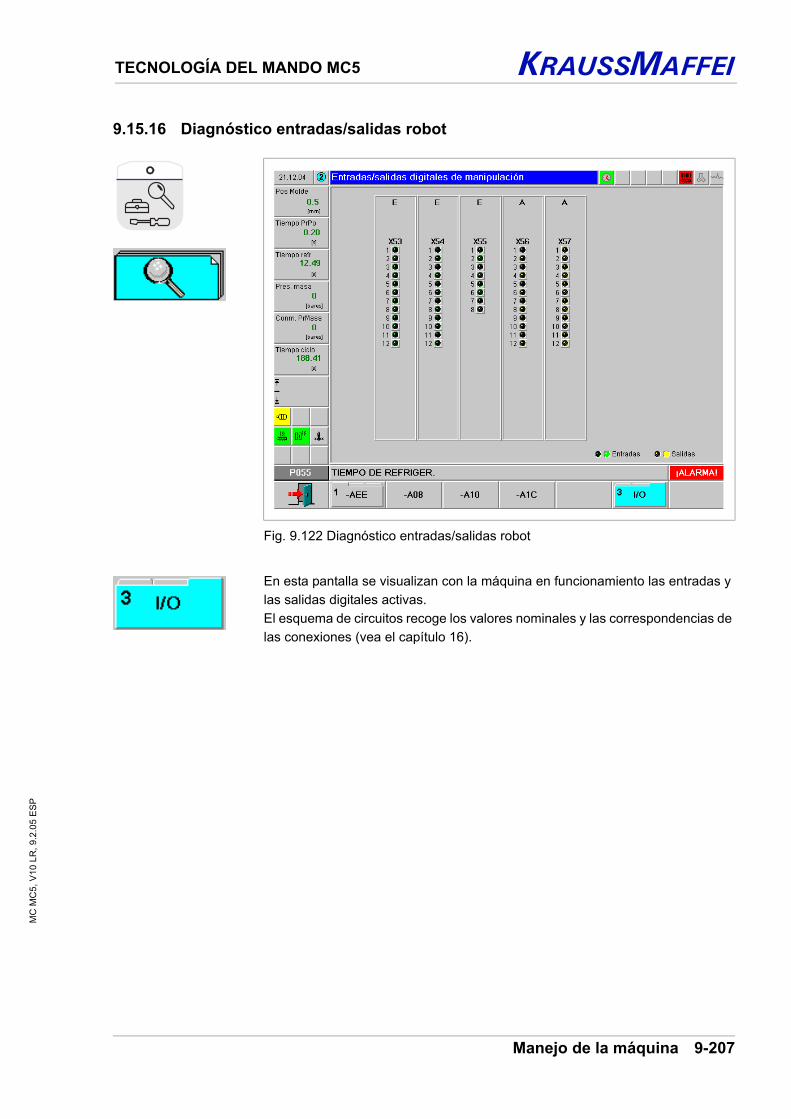
TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-207
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.15.16 Diagnóstico entradas/salidas robot
En esta pantalla se visualizan con la máquina en funcionamiento las entradas y las salidas digitales activas.El esquema de circuitos recoge los valores nominales y las correspondencias de las conexiones (vea el capítulo 16).
Fig. 9.122 Diagnóstico entradas/salidas robot

KM TECNOLOGÍA DEL MANDO MC5
9-208 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.16 Índice
En la pantalla "Índice" se muestran todas las páginas autorizadas para el corre-spondiente nivel de usuario con el correspondiente número de página. Después de seleccionar la página, con la tecla "ENTER" se puede pasar directamente a la página seleccionada.
Fig. 9.123 Diagnóstico entradas/salidas robot

TECNOLOGÍA DEL MANDO MC5 KM
Manejo de la máquina 9-209
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P
9.17 Control especialEn las imágenes "Mando especial 1 a 9" pueden introducirse funciones específi-cas del cliente, véase "Desarrollo del mando especial".

KM TECNOLOGÍA DEL MANDO MC5
9-210 Manejo de la máquina
MC
MC
5, V
10 L
R, 9
.2.0
5 ES
P

Tecnología del mando MC5
Junio 2004 Página: 10-1 Versión: 01.00
Capítulo 10
Informaciones técnicas

Tecnología del mando MC5
Página: 10-2 Junio 2004Versión 01.00
Libre para anotaciones

Tecnología del mando MC5
Junio 2004 Página: 10-3 Versión: 01.00
10) Información técnica

Tecnología del mando MC5
Página: 10-4 Junio 2004Versión 01.00
Libre para anotaciones