luca mottes latest trends in eaf key … trends in eaf optimization of scrap based melting process...
TRANSCRIPT
LATEST TRENDS IN EAFOPTIMIZATION OF SCRAPBASED MELTING PROCESS
Balancing chemical andelectrical energy input forcompetitive and sustainablesteelmaking
LUCA MOTTES
VICE PRESIDENTKEY ACCOUNT MANAGEMENT
ALACERO-57
RIO DE JANEIRO23/10/2016

INDEX
1. PERFORMANCE FIGURESOF SCRAP-BASED EAFs
2. THEORETICAL AND REAL EFFICIENCYOF CHEMICAL ENERGY
3. INFLUENCE OF CHEMICAL ENERGY INPUTON RAW MATERIALS CONSUMPTIONS
4. OPEX COMPARISON OF HIGH vs. LOWCHEMICAL ENERGY INPUT PRACTICES
5. INFLUENCE OF LOWER CHEMICALPOWER INPUT ON PRODUCTIVITY
6. INFLUENCE OF CHEMICAL ENERGYON CO2 EMISSIONS
7. RECENT DEVELOPMENTS IN CHEMICALENERGY OPTIMIZATION TECHNOLOGY
LATEST TRENDS IN EAFOPTIMIZATION OF SCRAP-BASEDMELTING PROCESS
AVERAGE PERFORMANCE FIGURES OF SCRAP-BASED EAFsPERFORMANCE FIGURESOF SCRAP-BASED EAFs
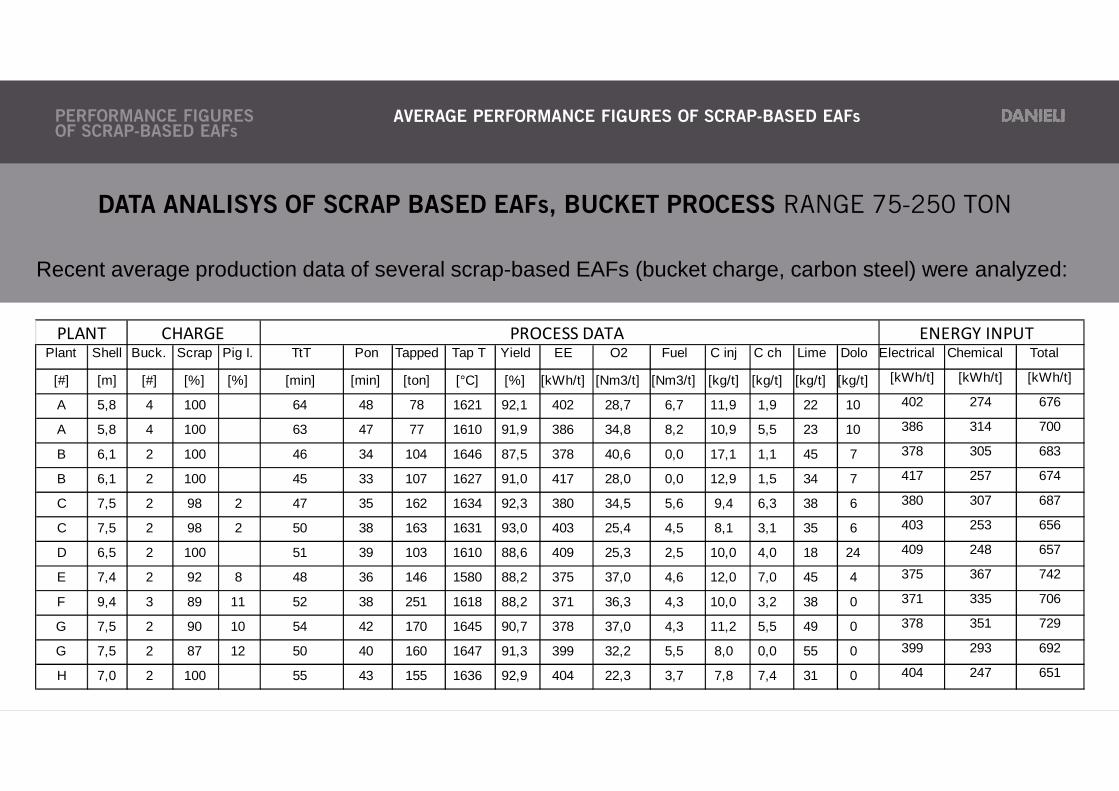
DATA ANALISYS OF SCRAP BASED EAFs, BUCKET PROCESS RANGE 75-250 TON
Recent average production data of several scrap-based EAFs (bucket charge, carbon steel) were analyzed:
Plant Shell Buck. Scrap Pig I. TtT Pon Tapped Tap T Yield EE O2 Fuel C inj C ch Lime Dolo Electrical Chemical Total
[#] [m] [#] [%] [%] [min] [min] [ton] [°C] [%] [kWh/t] [Nm3/t] [Nm3/t] [kg/t] [kg/t] [kg/t] [kg/t] [kWh/t] [kWh/t] [kWh/t]
A 5,8 4 100 64 48 78 1621 92,1 402 28,7 6,7 11,9 1,9 22 10 402 274 676
A 5,8 4 100 63 47 77 1610 91,9 386 34,8 8,2 10,9 5,5 23 10 386 314 700
B 6,1 2 100 46 34 104 1646 87,5 378 40,6 0,0 17,1 1,1 45 7 378 305 683
B 6,1 2 100 45 33 107 1627 91,0 417 28,0 0,0 12,9 1,5 34 7 417 257 674
C 7,5 2 98 2 47 35 162 1634 92,3 380 34,5 5,6 9,4 6,3 38 6 380 307 687
C 7,5 2 98 2 50 38 163 1631 93,0 403 25,4 4,5 8,1 3,1 35 6 403 253 656
D 6,5 2 100 51 39 103 1610 88,6 409 25,3 2,5 10,0 4,0 18 24 409 248 657
E 7,4 2 92 8 48 36 146 1580 88,2 375 37,0 4,6 12,0 7,0 45 4 375 367 742
F 9,4 3 89 11 52 38 251 1618 88,2 371 36,3 4,3 10,0 3,2 38 0 371 335 706
G 7,5 2 90 10 54 42 170 1645 90,7 378 37,0 4,3 11,2 5,5 49 0 378 351 729
G 7,5 2 87 12 50 40 160 1647 91,3 399 32,2 5,5 8,0 0,0 55 0 399 293 692
H 7,0 2 100 55 43 155 1636 92,9 404 22,3 3,7 7,8 7,4 31 0 404 247 651
PLANT CHARGE ENERGY INPUTPROCESS DATA
AVERAGE PERFORMANCE FIGURES OF SCRAP-BASED EAFsPERFORMANCE FIGURESOF SCRAP-BASED EAFs
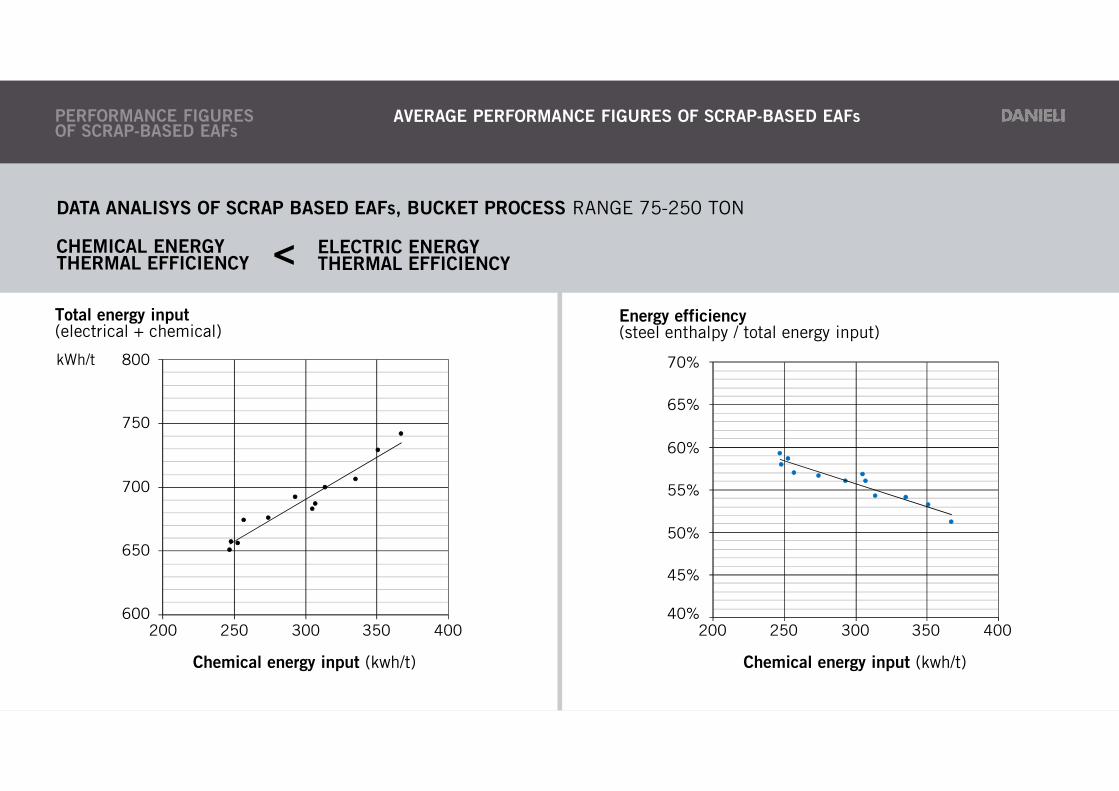
DATA ANALISYS OF SCRAP BASED EAFs, BUCKET PROCESS RANGE 75-250 TON
CHEMICAL ENERGYTHERMAL EFFICIENCY < ELECTRIC ENERGY
THERMAL EFFICIENCY
Chemical energy input (kwh/t)
Total energy input(electrical + chemical)
200 250 300 350 400600
650
700
750
800kWh/t
Energy efficiency(steel enthalpy / total energy input)
Chemical energy input (kwh/t)
200 250 300 350 40040%
45%
50%
55%
60%
65%
70%
CHEMICAL ENERGY INPUT
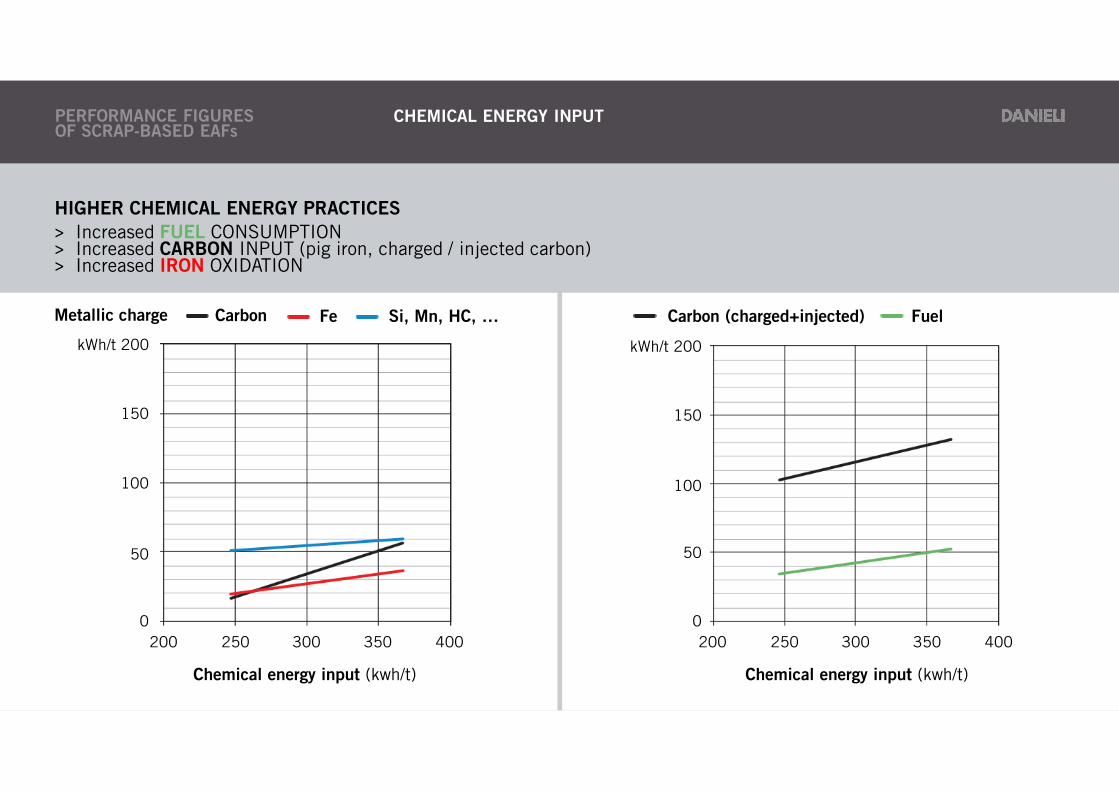
HIGHER CHEMICAL ENERGY PRACTICES
˃ Increased FUEL CONSUMPTION˃ Increased CARBON INPUT (pig iron, charged / injected carbon)˃ Increased IRON OXIDATION
PERFORMANCE FIGURESOF SCRAP-BASED EAFs
0
50
100
150
kWh/t 200
200 250 300 350 400
Chemical energy input (kwh/t)
Carbon Fe Si, Mn, HC, …Metallic charge
0
50
100
150
kWh/t 200
200 250 300 350 400
Chemical energy input (kwh/t)
Carbon (charged+injected) Fuel

THEORETICAL REACTION ENERGIESTHEORETICAL AND REAL EFFICIENCYOF CHEMICAL ENERGY
CARBON
Theoretical heat = 9,1 kWh/kg
Net heat affected by:˃ Carbon material yield˃ Post-combustion degree˃ Off-gas exit temperature
PurecarboncombustionkWh/kg
Post-combustion COCO2
0% 20% 40% 60% 80% 100%
OFF-GASTEMPERATURE
0% 20% 40% 60% 80% 100%
0
1
2
3
4
5
6
7
8
9
10
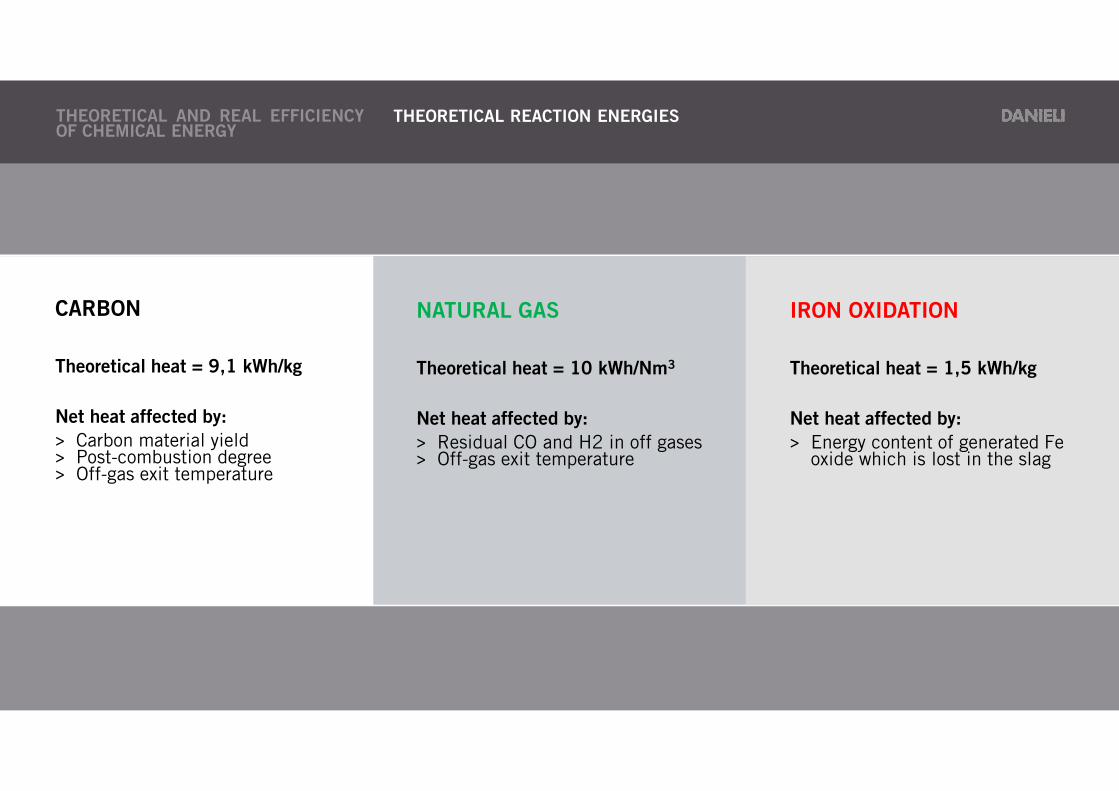
NATURAL GAS
Theoretical heat = 10 kWh/Nm3
Net heat affected by:
˃ Residual CO and H2 in off gases˃ Off-gas exit temperature
THEORETICAL REACTION ENERGIESTHEORETICAL AND REAL EFFICIENCYOF CHEMICAL ENERGY
CARBON
Theoretical heat = 9,1 kWh/kg
Net heat affected by:
˃ Carbon material yield˃ Post-combustion degree˃ Off-gas exit temperature
IRON OXIDATION
Theoretical heat = 1,5 kWh/kg
Net heat affected by:
˃ Energy content of generated Feoxide which is lost in the slag
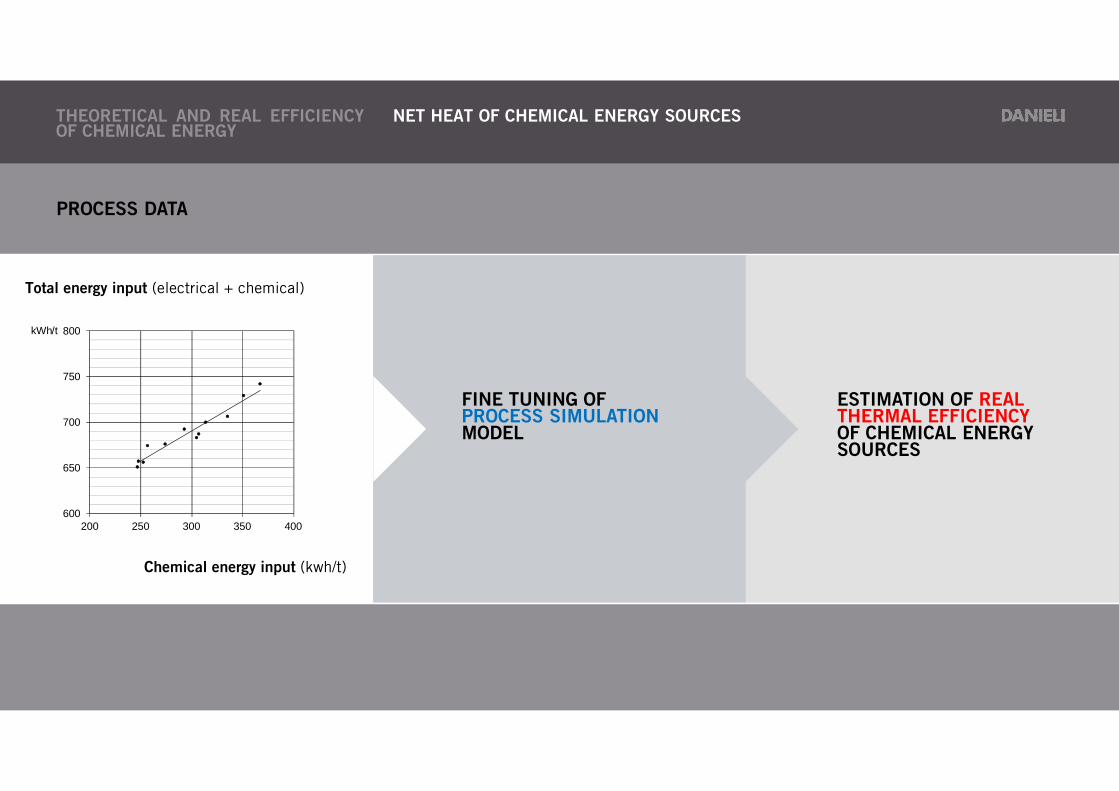
NET HEAT OF CHEMICAL ENERGY SOURCESTHEORETICAL AND REAL EFFICIENCYOF CHEMICAL ENERGY
FINE TUNING OFPROCESS SIMULATIONMODEL
ESTIMATION OF REALTHERMAL EFFICIENCYOF CHEMICAL ENERGYSOURCES
PROCESS DATA
600
650
700
750
800
200 250 300 350 400
kWh/t
Chemical energy input (kwh/t)
Total energy input (electrical + chemical)
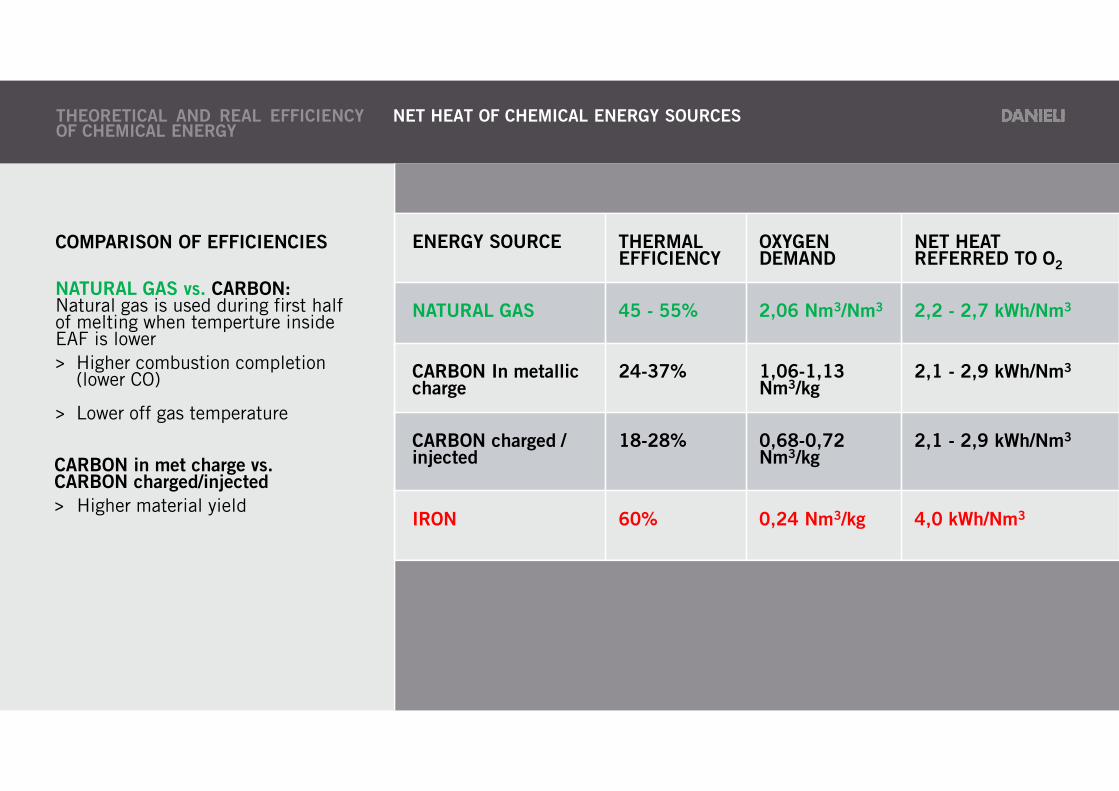
NET HEAT OF CHEMICAL ENERGY SOURCESTHEORETICAL AND REAL EFFICIENCYOF CHEMICAL ENERGY
ENERGY SOURCE THERMALEFFICIENCY
OXYGENDEMAND
NET HEATREFERRED TO O2
NATURAL GAS 45 - 55% 2,06 Nm3/Nm3 2,2 - 2,7 kWh/Nm3
CARBON In metalliccharge
24-37% 1,06-1,13Nm3/kg
2,1 - 2,9 kWh/Nm3
CARBON charged /injected
18-28% 0,68-0,72Nm3/kg
2,1 - 2,9 kWh/Nm3
IRON 60% 0,24 Nm3/kg 4,0 kWh/Nm3
NATURAL GAS vs. CARBON:Natural gas is used during first halfof melting when temperture insideEAF is lower
˃ Higher combustion completion(lower CO)
˃ Lower off gas temperature
CARBON in met charge vs.CARBON charged/injected
˃ Higher material yield
COMPARISON OF EFFICIENCIES
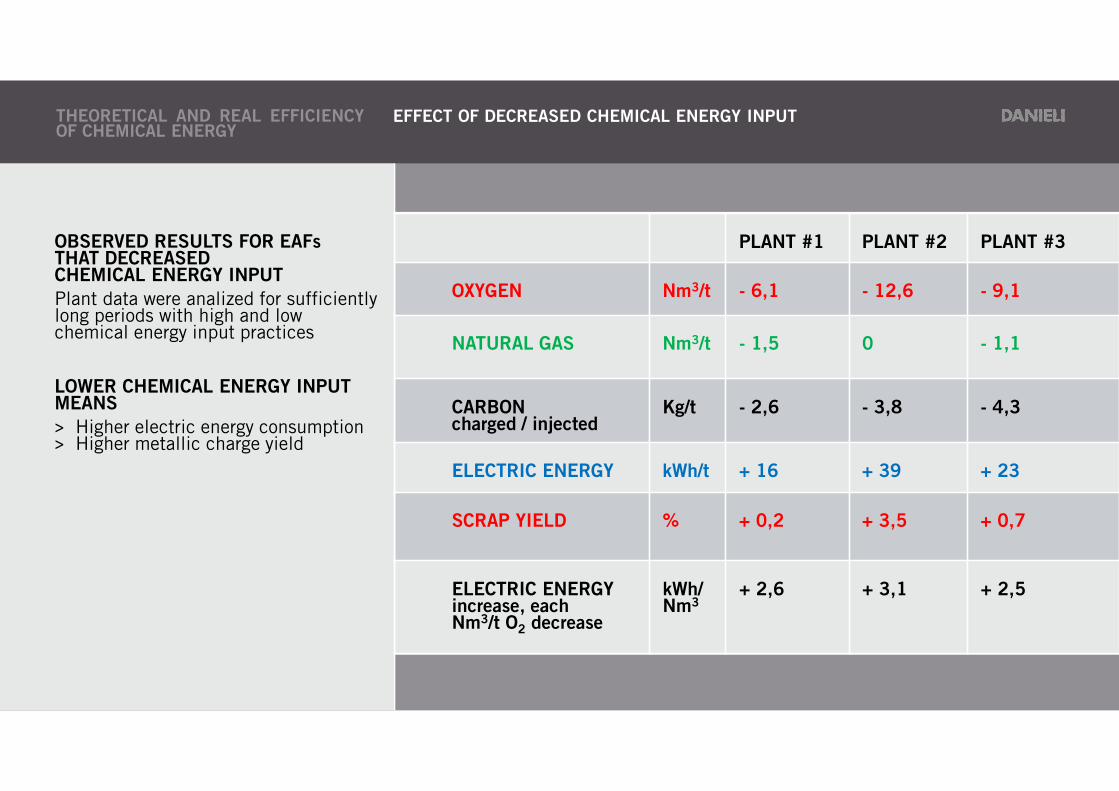
EFFECT OF DECREASED CHEMICAL ENERGY INPUTTHEORETICAL AND REAL EFFICIENCYOF CHEMICAL ENERGY
OBSERVED RESULTS FOR EAFsTHAT DECREASEDCHEMICAL ENERGY INPUT
Plant data were analized for sufficientlylong periods with high and lowchemical energy input practices
PLANT #1 PLANT #2 PLANT #3
OXYGEN Nm3/t - 6,1 - 12,6 - 9,1
NATURAL GAS Nm3/t - 1,5 0 - 1,1
CARBONcharged / injected
Kg/t - 2,6 - 3,8 - 4,3
ELECTRIC ENERGY kWh/t + 16 + 39 + 23
SCRAP YIELD % + 0,2 + 3,5 + 0,7
ELECTRIC ENERGYincrease, eachNm3/t O2 decrease
kWh/Nm3
+ 2,6 + 3,1 + 2,5
LOWER CHEMICAL ENERGY INPUTMEANS
˃ Higher electric energy consumption˃ Higher metallic charge yield
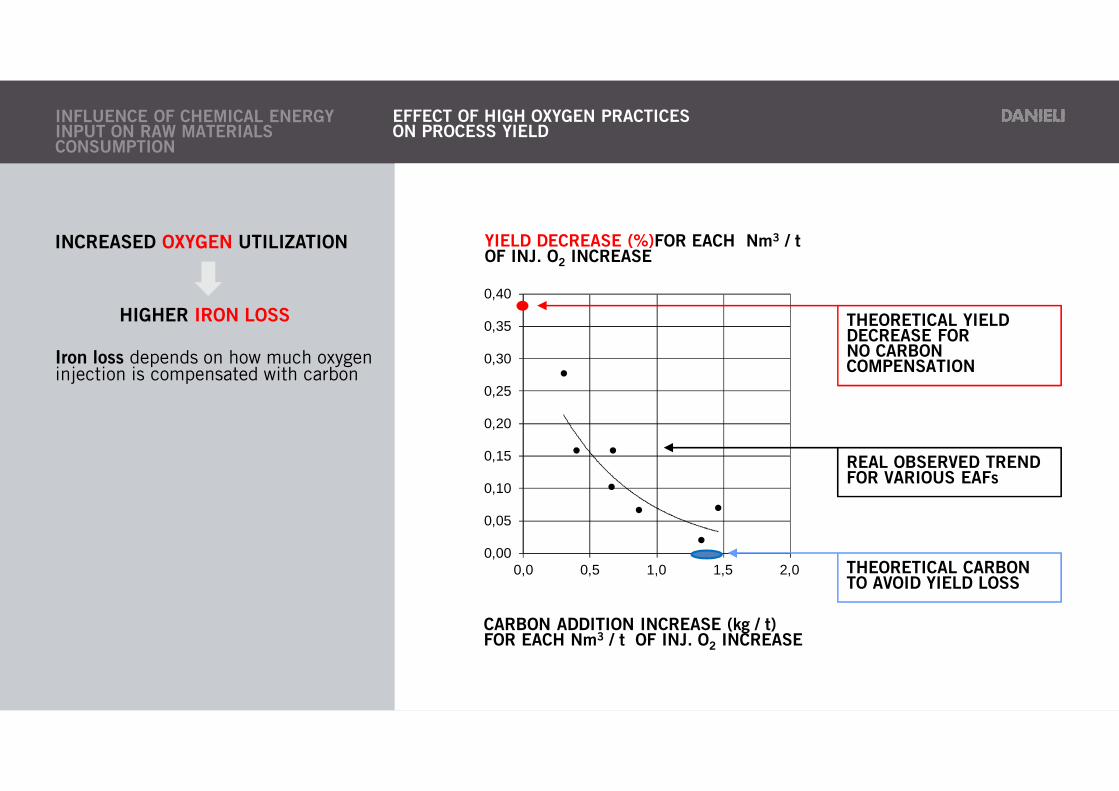
EFFECT OF HIGH OXYGEN PRACTICESON PROCESS YIELD
INFLUENCE OF CHEMICAL ENERGYINPUT ON RAW MATERIALSCONSUMPTION
Iron loss depends on how much oxygeninjection is compensated with carbon
CARBON ADDITION INCREASE (kg / t)FOR EACH Nm3 / t OF INJ. O2 INCREASE
YIELD DECREASE (%)FOR EACH Nm3 / tOF INJ. O2 INCREASE
0,00
0,05
0,10
0,15
0,20
0,25
0,30
0,35
0,40
0,0 0,5 1,0 1,5 2,0
THEORETICAL YIELDDECREASE FORNO CARBONCOMPENSATION
THEORETICAL CARBONTO AVOID YIELD LOSS
REAL OBSERVED TRENDFOR VARIOUS EAFs
INCREASED OXYGEN UTILIZATION
HIGHER IRON LOSS
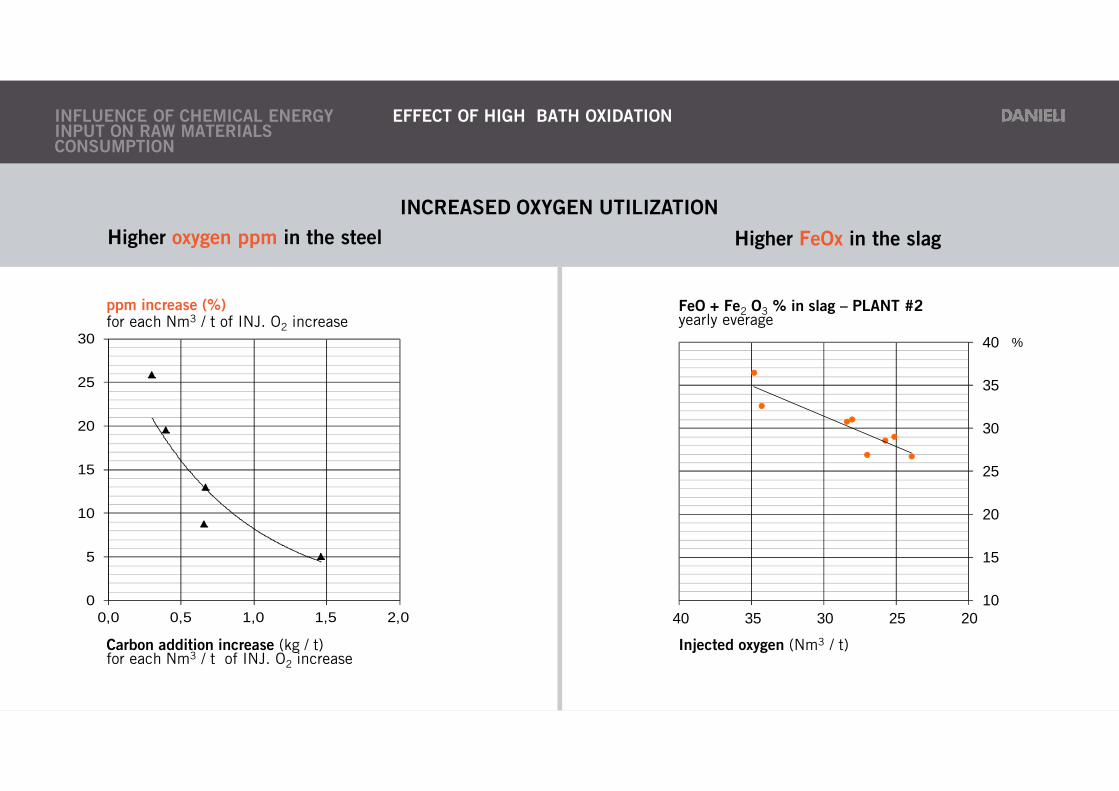
EFFECT OF HIGH BATH OXIDATIONINFLUENCE OF CHEMICAL ENERGYINPUT ON RAW MATERIALSCONSUMPTION
INCREASED OXYGEN UTILIZATION
Higher oxygen ppm in the steel
0
5
10
15
20
25
30
0,0 0,5 1,0 1,5 2,0
Carbon addition increase (kg / t)for each Nm3 / t of INJ. O2 increase
ppm increase (%)for each Nm3 / t of INJ. O2 increase
10
15
20
25
30
35
40
2025303540
%
Higher FeOx in the slag
Injected oxygen (Nm3 / t)
FeO + Fe2 O3 % in slag – PLANT #2yearly everage

CASE STUDY: RESULTS OF PROCESS SIMULATIONFOR OPEX COMPARISON
OPEX COMPARISON OF HIGH VS. LOWCHEMICAL ENERGY INPUT PRACTICES
UNITARY COSTS
SCRAP € / t 170
ELECTRIC ENERGY € / kWh 0,06
OXYGEN € / Nm3 0,06
NATURAL GAS € / Nm3 0,25
CHARGED CARBON € / kg 0,15
INJECTED CARBON € / kg 0,15
LIME / DOLOLIME € / kg 0,07
ELECTRODES € / kg 3
HIGH OXYGENPRACTICE
LOW OXYGENPRACTICE
FIGURES FIGURES COSTDIFFERENCE
PROCESS YIELD 89,7 % 90,0 %
SCRAP 1,148 t/t 1,111 t/t -0,63 € / t
ELECTRIC ENERGY 375 kWh/t 391 kWh/t + 0,96 € / t
OXYGEN 36 Nm3/t 30 Nm3/t -0,36 € / t
NATURAL GAS 4,5 Nm3/t 4,5 Nm3/t 0 € / t
CHARGED CARBON 9 kg/t 6 kg/t -0,45 € / t
INJECTED CARBON 14 kg/t 10 kg/t -0,60 € / t
LIME / DOLOLIME 34 kg/t 32 kg/t -0,14 € / t
ELECTRODES 1,23 kg/t 1,21 kg/t -0,06 € / t
-1,28 € / t
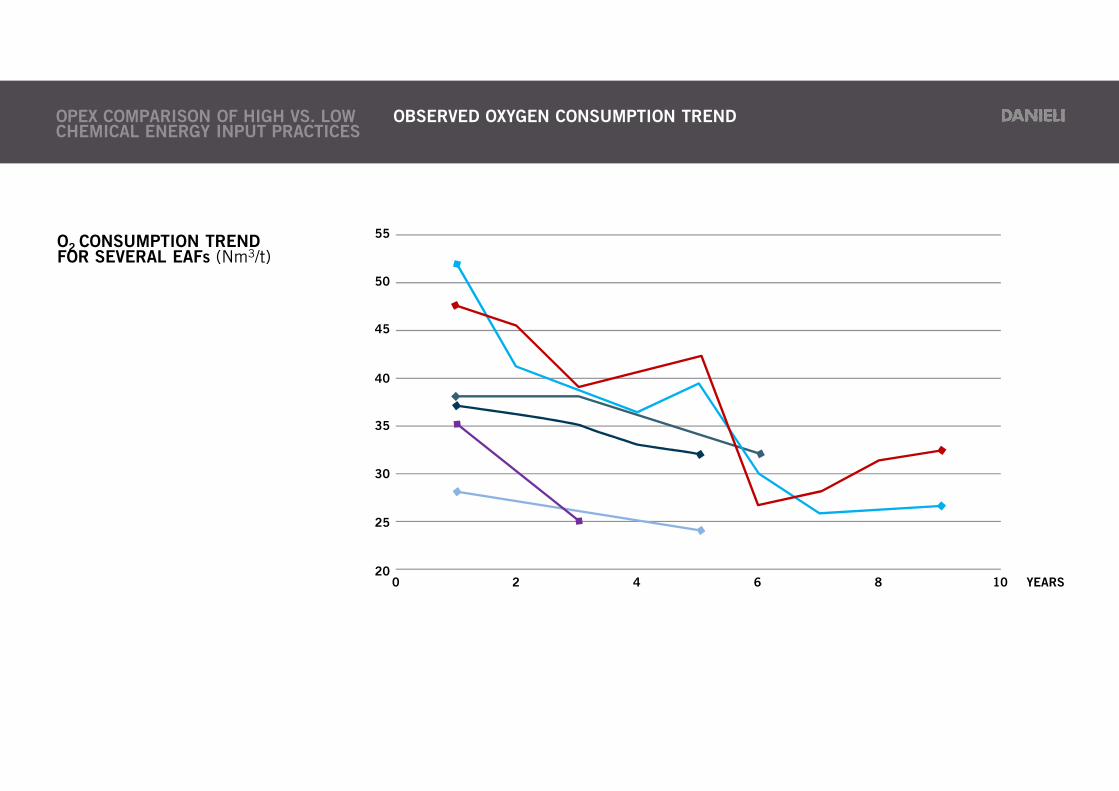
OBSERVED OXYGEN CONSUMPTION TRENDOPEX COMPARISON OF HIGH VS. LOWCHEMICAL ENERGY INPUT PRACTICES
O2 CONSUMPTION TRENDFOR SEVERAL EAFs (Nm3/t)
020
25
30
35
40
45
50
55
2 4 6 8 10 YEARS

PRODUCTIVITY IN LOW CHEMICAL ENERGYINPUT PRACTICES
INFLUENCE OF LOWER CHEMICALPOWER ON PRODUCTIVITY
RESULTS OF LOW CHEMICAL ENERGY INPUTPRACTICE
PLANT #A PLANT #B
CHEMICAL ENERGY INPUT kWh/t 293 (-58) 257 (-48)
PRODUCTIVITY t/h 190 (+1) 143 (+7)
AVERAGE ACTIVE POWER MW 99 (+5) 83,1 (+11)
RWI kVW/cm2 177 (+ 18) 219 (+ 59)
HIGHER ELECTRIC POWER LONGER ARCS
200250300350400
CHEMICAL ENERGY INPUT (kWh/t)
100
125
150
175
200
200
PRODUCTIVITY (t/h)
For these plants arc coverage was ensured byincrease of slag freeboard (slag door level +50/100mm)

MELTSHOP AND GLOBAL CO2 EMISSIONSINFLUENCE OF CHEMICAL ENERGYON CO2 EMISSIONS
FOSSIL FUEL ENERGY DEMANDAT POWER PLANT (kWh FUEL / kWh ELECTRIC)
LOW OXYGEN PRACTICE BASED ONLOW CARBON ADDITION ALWAYSRESULTS IN SIGNIFICANT DECREASEOF GLOBAL CO2 EMISSIONS
0,0
5,0
10,0
15,0
20,0
25,0
0 1 2 3 4
TYPICAL
CO2 SAVING(kg/t)
FOR LOW O2 EAF PRACTICECOMPARED TO
HIGH O2 EAF PRACTICE
‘ZERO’ EMISSION POWER PLANTS(NUCLEAR, HYDROEL, SOLAR, WIND, ...)
OXYGEN - 6 Nm3/t
ELECTRIC ENERGY +16 kWh/t
CARBON - 7 Kg/t
THE REDUCTION OF NATURAL GASCONSUMPTION AT EAF IS LESSBENEFICIAL FOR GLOBAL EMISSIONSCOMPARED TO CARBON REDUCTION,DUE TO:
˃ LOWER CO2 EMISSIONS OF NG
˃ HIGHER THERMAL EFFICIENCYOF NG COMPARED TO CARBON
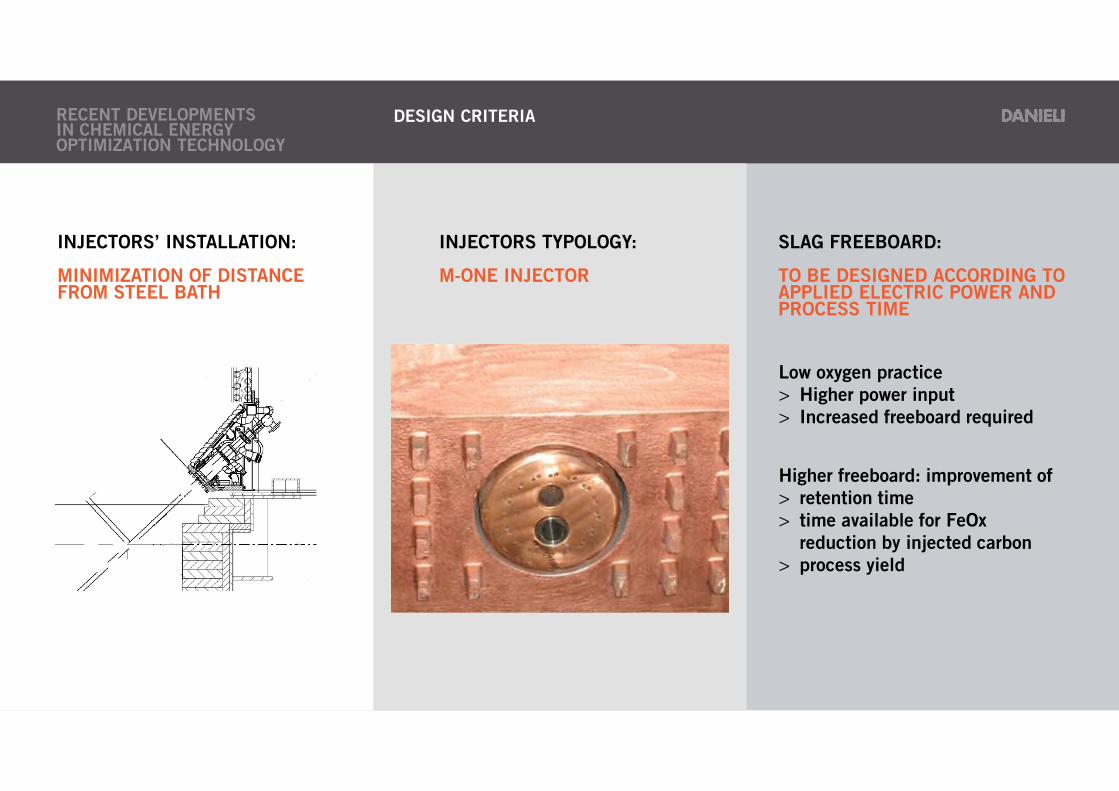
DESIGN CRITERIARECENT DEVELOPMENTSIN CHEMICAL ENERGYOPTIMIZATION TECHNOLOGY
INJECTORS TYPOLOGY:
M-ONE INJECTOR
INJECTORS’ INSTALLATION:
MINIMIZATION OF DISTANCEFROM STEEL BATH
SLAG FREEBOARD:
TO BE DESIGNED ACCORDING TOAPPLIED ELECTRIC POWER ANDPROCESS TIME
Low oxygen practice> Higher power input> Increased freeboard required
Higher freeboard: improvement of> retention time> time available for FeOx
reduction by injected carbon> process yield

PROCESS CONTROL
LINDARCTM OFF GAS ANALISYS
˃ DIRECT INFORMATIONON OXIDATION STATEINSIDE EAF
˃ IMMEDIATE AND RELIABLEANALISYS OF CO, CO2, H2O, O2
˃ MEASURED RATIO CO / CO2IS USED TO ADJUST OXYGEN /FUEL RATIO DURINGBURNER PHASE(CLOSED LOOP CONTROL-CLC)
RECENT DEVELOPMENTSIN CHEMICAL ENERGYOPTIMIZATION TECHNOLOGY

˃ IMIZATIONOF CO COMBUSTION
˃ MINIMIZATIONOF CHARGE OXIDATION
RECENT DEVELOPMENTSIN CHEMICAL ENERGYOPTIMIZATION TECHNOLOGY
PROCESS CONTROL
PROCESSCONTROLLER
MODULEAUTOMATION SYSTEM
REAL TIME OFF-GASANALYSIS SYSTEM

RECENT DEVELOPMENTSIN CHEMICAL ENERGYOPTIMIZATION TECHNOLOGY
PROCESS CONTROL

CONCLUSIONSLATEST TRENDS IN EAFOPTIMIZATION OF SCRAP-BASEDMELTING PROCESS
˃ Efficiency of chemical energy was analized
˃ Fuel thermal efficiency up to 55%
˃ Added carbon thermal efficiency up to 28%
˃ In high oxygen practices, it is difficult to avoid yield loss
˃ Low oxygen practice results in OPEX reduction:
˃ Low oxygen practice results in reduction of CO2 emissions
˃ Increase of chemical energy efficiency thanks to equipmentdesign and adaptive control of melting parameters

LATEST TRENDS IN EAFOPTIMIZATION OF SCRAPBASED MELTING PROCESS
Thank you!Muchísimas gracias!Muito obrigado!
LUCA MOTTES
VICE PRESIDENTKEY ACCOUNT MANAGEMENT
ALACERO-57
RIO DE JANEIRO23/10/2016