los et 03.360.155.0 normativa especificaciÓn … · suministran formando un conjunto o kit de...
TRANSCRIPT
VÍA
ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN SOLDADURA ALUMINOTÉRMICA DE CARRILES COMITÉ DE NORMATIVA ET 03.360.155.0 2ª EDICIÓN JULIO 2015 Pág. 1 de 24
SOLDADURA ALUMINOTÉRMICA DE CARRILES. HOMOLOGACIÓN DE PROCESOS DE SOLDEO Y RECEPCIÓN DE LOTES
ET 03.360.155.0
ESPECIFICACIÓN TÉCNICA
2ª EDICIÓN: JULIO 2015
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
200 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Explo
taci
ón y
Con
stru
cció
n d
e Ad
if.
©Ad
if,
2015-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.
ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN SOLDADURA ALUMINOTÉRMICA DE CARRILES COMITÉ DE NORMATIVA ET 03.360.155.0 2ª EDICIÓN JULIO 2015 Pág. 2 de 24
CONTROL DE CAMBIOS Y VERSIONES
Revisión Modificaciones
Puntos Revisados
Nº Fecha
EQUIPO REDACTOR
Grupo de Trabajo GT-200. Carril y soldadura
Propuesto:
Grupo de trabajo GT-200 Fecha: 5 de mayo de 2015
Aprobado:
Comité de Normativa Reunión de 8 de julio de 2015
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
200 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Explo
taci
ón y
Con
stru
cció
n d
e Ad
if.
©Ad
if,
2015-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.
ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN SOLDADURA ALUMINOTÉRMICA DE CARRILES COMITÉ DE NORMATIVA ET 03.360.155.0 2ª EDICIÓN JULIO 2015 Pág. 3 de 24
ÍÍNNDDIICCEE DDEE CCOONNTTEENNIIDDOOSS PPÁÁGGIINNAA
1 OBJETO ............................................................................................................ 5
2 CAMPO DE APLICACIÓN .......................................................................................... 5
3 DEFINICIÓN DE TÉRMINOS EMPLEADOS ........................................................................ 5
4 INFORMACIÓN A FACILITAR POR ADIF .......................................................................... 7
5 HOMOLOGACIÓN DEL PROCESO DE SOLDEO ................................................................... 8
5.1 Identificación del proceso ............................................................................ 8 5.2 Requisitos generales ................................................................................... 9 5.3 Ensayos de homologación sobre soldaduras en taller ........................................ 9 5.4 Extensión de los ensayos iniciales de aceptación ............................................. 10 5.5 Documentos que deben ser conformes a los requisitos de aceptación .................. 11 5.6 Ejecución y asignación de soldaduras sometidas a ensayo ................................. 11 5.7 Nueva aceptación tras modificaciones del proceso ........................................... 12
5.7.1 Parámetros Geométricos ................................................................... 12 5.7.2 Crisol ............................................................................................ 12 5.7.3 Sistema de Colada ........................................................................... 12 5.7.4 Sistema de Precalentamiento ............................................................ 13 5.7.5 Material de Aportación ..................................................................... 13 5.7.6 Cala de Soldadura ........................................................................... 13
5.8 Soldaduras en vía para la homologación ....................................................... 14
6 RECEPCIÓN DE KITS DE SOLDADURA ALUMINOTÉRMICA .................................................... 15
6.1 Contenido de los kits de soldadura ............................................................... 15 6.2 Clases de cargas ........................................................................................ 15 6.3 Protocolo para la recepción de lotes de kits de soldadura aluminotérmica ............ 15 6.4 Solicitud de Validación ............................................................................... 16 6.5 Proceso de Validación ................................................................................ 16 6.6 Control Genérico ....................................................................................... 16 6.7 Control de Muestreo .................................................................................. 16 6.8 Ensayos a realizar ..................................................................................... 17 6.9 Ensayos contradictorios .............................................................................. 18 6.10 Validación de lotes .................................................................................... 18
7 CONDICIONES DE TRANSPORTE, EMBALAJE Y ETIQUETADO. ................................................ 18
7.1 Marcas de identificación de los envases ......................................................... 18 7.2 Leyenda informativa.................................................................................. 19 7.3 Etiqueta adhesiva ..................................................................................... 19 7.4 Almacenamiento de los envases .................................................................. 20
8 NORMATIVA DEROGADA ........................................................................................ 20
9 DISPOSICIONES TRANSITORIAS Y ENTRADA EN VIGOR ....................................................... 20
10 NORMATIVA DE REFERENCIA Y BIBLIOGRAFÍA ............................................................... 20
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
200 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Explo
taci
ón y
Con
stru
cció
n d
e Ad
if.
©Ad
if,
2015-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.

ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN SOLDADURA ALUMINOTÉRMICA DE CARRILES COMITÉ DE NORMATIVA ET 03.360.155.0 2ª EDICIÓN JULIO 2015 Pág. 4 de 24
I. ANEJO 1. INFORMATIVO: ETAPAS DEL PROCESO DE APROBACIÓN......................................... 22
II. ANEJO 2. INFORMATIVO: SECUENCIA DE ENSAYOS DE LABORATORIO ..................................... 23
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
200 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Explo
taci
ón y
Con
stru
cció
n d
e Ad
if.
©Ad
if,
2015-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.
ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN SOLDADURA ALUMINOTÉRMICA DE CARRILES COMITÉ DE NORMATIVA ET 03.360.155.0 2ª EDICIÓN JULIO 2015 Pág. 5 de 24
1 OBJETO
La presente Especificación Técnica (ET), tiene un doble objetivo:
• Fijar las condiciones a exigir para la homologación de los procesos de soldeo aluminotérmico, incluyendo la definición de los ensayos de laboratorio y la verificación en vía, y tomando como directriz básica la UNE EN 14730 Soldeo aluminotérmico de carriles, en vigor.
• Establecer las condiciones que rigen para la validación de los lotes de kits de soldadura para la unión de carriles, de forma previa a su suministro.
Las condiciones y procedimientos de trabajo para la realización y recepción de soldaduras ejecutadas en vía se definen en la NAV 3321 sobre Soldadura Aluminotérmica.
2 CAMPO DE APLICACIÓN
Esta especificación técnica se refiere exclusivamente a soldadura aluminotérmica, a la homologación de los procesos de soldeo bajo esta tecnología tomando como base la UNE EN 14730, y a la validación de los lotes de kits para la soldadura de carriles.
En esta ET no se contemplan soldaduras realizadas en secciones diferentes de carril, ni con carriles de desigual desgaste.
Esta ET se aplicará para la unión de carriles Vignole nuevos, descritos en la UNE EN 13674-1, entre carriles de igual perfil, de 45, 54 y 60 kg/m respectivamente y calidades de acero (R260 y la familia 350).
3 DEFINICIÓN DE TÉRMINOS EMPLEADOS
• Procedimiento de soldeo aluminotérmico
El soldeo aluminotérmico de dos carriles se basa en la fusión de sus extremos por la acción de un metal de aportación en estado líquido y a alta temperatura que da origen a una masa homogénea también fundida.
Los extremos de los carriles se encuentran envueltos por un molde refractario destinado a dar forma a esta masa hasta su solidificación y el metal de aportación se hace proceder del fenómeno, fuertemente exotérmico, consistente en la reducción de un óxido de hierro por el aluminio.
La mezcla de tales elementos pulverizados reacciona por ignición proporcionando hierro libre y óxido de aluminio - alúmina o corindón - ambos en estado líquido debido al calor desprendido durante el fenómeno.
La cantidad de calor generado depende del óxido de hierro utilizado, que reacciona con el aluminio según las fórmulas:
• 3/2 FeO + Al = 3/2 Fe + 1/2 Al2 O3 + 440,5 kJ (105,23 kcal)
• 1/2 Fe2 O3 + Al = Fe + 1/2 Al2 O3 + 426,2 kJ (101,81 kcal)
• 3/8 Fe3 O4 + Al = 9/8 Fe + 1/2 Al2 O3 + 418,3 kJ (99,92 kcal)
Al óxido de hierro y al aluminio, que han de dar lugar a estas reacciones, se les añade ciertas ferroaleaciones constituyendo, su conjunto, la llamada “carga aluminotérmica” que reacciona dando lugar a un acero de calidad y de características semejantes a las de aquel que integra los carriles a soldar, en lugar del hierro ocasionado primitivamente.
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
200 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Explo
taci
ón y
Con
stru
cció
n d
e Ad
if.
©Ad
if,
2015-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.
ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN SOLDADURA ALUMINOTÉRMICA DE CARRILES COMITÉ DE NORMATIVA ET 03.360.155.0 2ª EDICIÓN JULIO 2015 Pág. 6 de 24
La carga aluminotérmica se hace reaccionar por ignición dentro de un crisol. Allí se retiene el acero fundido, originado a una temperatura de unos 2.000��C, y se verifica la decantación del óxido de aluminio (corindón) que se separa del acero subiendo hasta su superficie - después de algunos segundos de finalizar la reacción y la ebullición correspondiente - debido a que su masa específica es notablemente inferior a la del citado acero, (3,97 y 7,80 respectivamente).
La sangría del crisol, por una piquera de fondo, hace llegar el acero fundido al molde que envuelve los extremos de los carriles y provoca su fusión ocasionando la mezcla que, una vez solidificada y fría, asegura la unión de los carriles.
• Kit de soldadura
Todos los materiales y útiles fungibles necesarios para hacer una soldadura aluminotérmica se suministran formando un conjunto o kit de soldadura.
Estos kits están envasados dentro de cajas de cartón con sus bordes precintados mediante cinta adhesiva de color y con envoltura de material plástico, cerrada. Quedan excluidos de estos conjuntos el elemento de ignición de la carga y los componentes auxiliares para el soldeo.
• Zona de fusión
Zona de la soldadura llevada al estado líquido y revelada por ataque de muestras cortadas en la soldadura.
• Zona afectada térmicamente visible, ZAT
Zonas situadas en ambos lados de la zona de fusión en las que la microestructura del acero del carril se ha visto modificada de manera visible por el calor de soldeo. Dicha modificación queda patente tras un examen micrográfico después de un ataque con un reactivo FRY.
• Zona térmicamente suavizada
Parte de la ZAT caracterizada por una dureza más baja.
• Rebaba
Partícula plana de material de soldeo situada en la superficie del carril adyacente al cordón y debida a los intersticios existente entre molde y carril.
• Defecto en el carril
Rotura, fisura o avería que se produce en el carril debido a defectos de fabricación o de utilización que obligan a la retirada de cierto número de carriles o cupón de carril para conservar la vía.
Con el fin de unificar los métodos de identificación, de información, de clasificación y de estadística de los defectos de los carriles, todos ellos se recogen en un catálogo que corresponde a la traducción al español (3ª edición, Septiembre de 2002) del catálogo UIC de defectos de carriles (UIC 712 R, Enero 2002).
• Rango de esfuerzos
Rango de esfuerzos para el ensayo de fatiga, igual a la diferencia entre el esfuerzo máximo y el esfuerzo mínimo.
• Autoridad ferroviaria
Regulador ferroviario, o propietario de infraestructura ferroviaria o administrador responsable por delegación de la infraestructura ferroviaria. Siempre que la UN EN 14730 haga alusión a la autoridad ferroviaria, se sobreentenderá que se refiere al Administrador de Infraestructuras Ferroviarias.
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
200 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Explo
taci
ón y
Con
stru
cció
n d
e Ad
if.
©Ad
if,
2015-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.

ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN SOLDADURA ALUMINOTÉRMICA DE CARRILES COMITÉ DE NORMATIVA ET 03.360.155.0 2ª EDICIÓN JULIO 2015 Pág. 7 de 24
• Suministrador del proceso
Empresa que facilita un proceso de soldeo aluminotérmico cumpliendo los requisitos de esta norma y habilitada por la autoridad ferroviaria para suministrar consumibles y herramientas necesarios para realizar soldaduras aluminotérmicas.
4 INFORMACIÓN A FACILITAR POR ADIF
La información que Adif, como autoridad ferroviaria según define la norma UNE-EN 14730 en su punto 4, debe documentar, se incluye en el cuadro siguiente:
Restricciones consideradas Valor establecido por Adif
A Limitación sobre el tipo de precalentamiento Únicamente se admite como combustible el propano, con adición o no de oxígeno.
B Número máximo permisible de poros o inclusiones de arena o corindón superficiales, tras el desmoldeo de las soldaduras
Dos, con unas dimensiones inferiores a 2 mm de profundidad
C Límite en la geometría del cordón de la soldadura, afectado por el desmoldeo (además de la cabeza del carril)
Tabla 3 de la UNE-EN 14730
D Número de poros permitido en las superficies amoladas y tamaño máximo
Uno, con una dimensión inferior a 1 mm
E Requisitos adicionales para ensayos no destructivos Definición del proceso de inspección por ultrasonidos en el Anexo H (Normativo) de la EN 14730-1
F Examen de la zona visible afectada por el calor y de la zona de fusión de la soldadura
Definición del proceso de examen micrográfico en el Anexo I (Normativo) de la EN 14730 -1
H Límite de solape entre el cordón de soldadura y el carril, que puede quedar sin fundir sobre el carril base (menor de 3 mm)
La distancia mínima entre el material de acero base y la línea de fusión será igual o mayor a 3mm, siendo esta zona de fusión simétrica respecto a la cala de soldeo
I Ancho exigido de las zonas térmicamente suavizadas Tabla 6 punto 7.4.4 de la EN 14730-1
J Los requisitos de fatiga, en lo referente al valor medio y a la desviación típica de la carga de fatiga para el método de ensayo “staircase”
La descripción del ensayo de fatiga por el método STAIRCASE viene indicado en el Anexo K.4.2 de la EN 14730-1, así como el cálculo de valores y el análisis de datos
K Nivel de dureza aplicable para el grado de acero R260 (Tabla 5, apartado 7.2 de la norma UNE EN 14730)
Definido en el Anexo E de la EN 14730-1 y en el punto 7.2 del mismo documento
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
200 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Explo
taci
ón y
Con
stru
cció
n d
e Ad
if.
©Ad
if,
2015-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.
5 HOMOLOGACIÓN DEL PROCESO DE SOLDEO
La homologación de un determinado proceso de soldeo implicará:
1. El cumplimiento del punto 5, “Procedimiento de aprobación”, incluido en la UNE EN 14730, aplicado a carriles mediante ensayos de laboratorio sobre soldaduras realizadas en taller.
2. El control e inspección de un número determinado de soldaduras realizadas en vía en condiciones normales de explotación.
Una vez homologado el proceso, se consideran homologados todos los elementos necesarios y por tanto el kit de soldadura.
Los lotes de kits de soldadura deberán validarse en base a las directrices marcadas en el punto 7 de la presente Especificación Técnica.
La descripción de los pasos para la Homologación Técnica se encuentra en el Anejo 1.
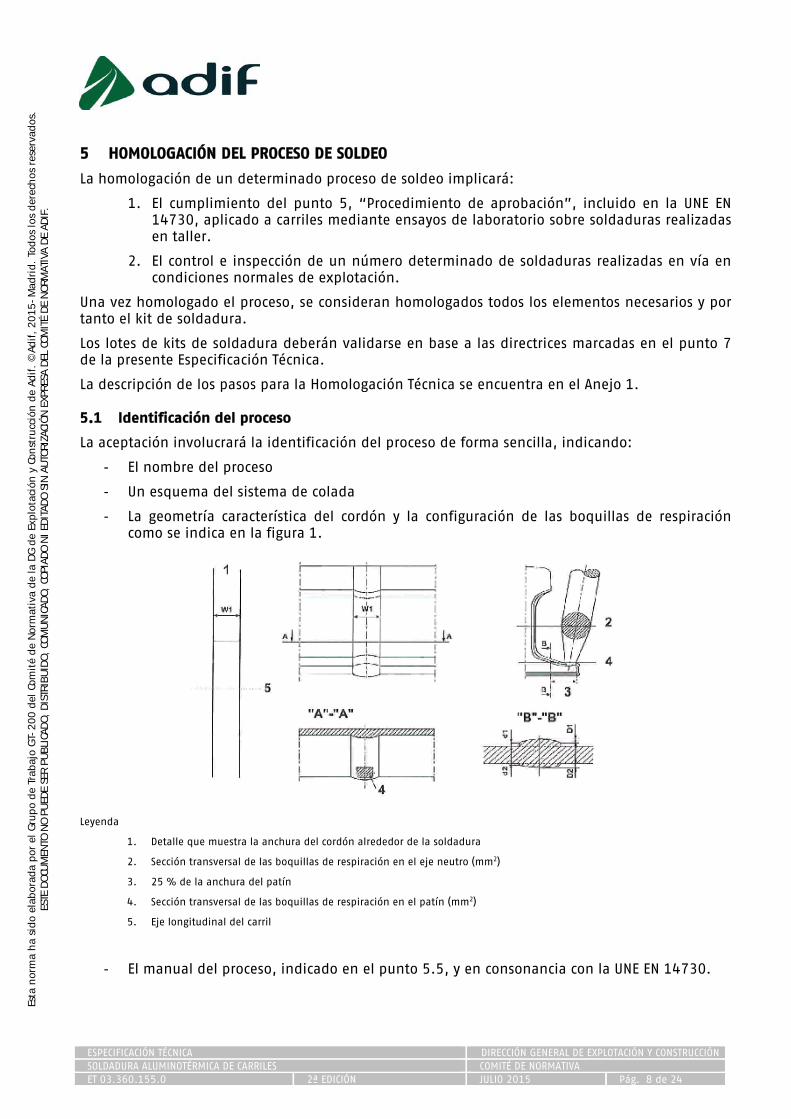
5.1 Identificación del proceso
La aceptación involucrará la identificación del proceso de forma sencilla, indicando:
- El nombre del proceso
- Un esquema del sistema de colada
- La geometría característica del cordón y la configuración de las boquillas de respiración como se indica en la figura 1.
Leyenda
1. Detalle que muestra la anchura del cordón alrededor de la soldadura
2. Sección transversal de las boquillas de respiración en el eje neutro (mm2)
3. 25 % de la anchura del patín
4. Sección transversal de las boquillas de respiración en el patín (mm2)
5. Eje longitudinal del carril
- El manual del proceso, indicado en el punto 5.5, y en consonancia con la UNE EN 14730.
ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN SOLDADURA ALUMINOTÉRMICA DE CARRILES COMITÉ DE NORMATIVA ET 03.360.155.0 2ª EDICIÓN JULIO 2015 Pág. 8 de 24
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
200 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Explo
taci
ón y
Con
stru
cció
n d
e Ad
if.
©Ad
if,
2015-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.
ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN SOLDADURA ALUMINOTÉRMICA DE CARRILES COMITÉ DE NORMATIVA ET 03.360.155.0 2ª EDICIÓN JULIO 2015 Pág. 9 de 24
5.2 Requisitos generales
Deben cumplirse los siguientes requisitos generales:
- El proceso de homologación se completará con el número pertinente de soldaduras realizadas en vía en condiciones normales de explotación.
- La carga de soldadura aluminotérmica vendrá envasada en un embalaje estanco para evitar el riesgo de humedad durante el proceso de almacenado. Este material estará identificado en el exterior y en el interior del envase de manera análoga.
- El molde será prefabricado, para los perfiles de carril a soldar y estarán identificados en el envase mediante marcas.
- El crisol de un solo uso con destape automático, y dispondrá de un dispositivo que limite las proyecciones.
- Adif únicamente admite como combustible el propano, con adición o no de oxígeno.
- No se permitirá trabajar por debajo de 0ºC de temperatura ambiental.
- El proceso no dañará la integridad del carril.
- No se admite ningún tipo de defecto interno
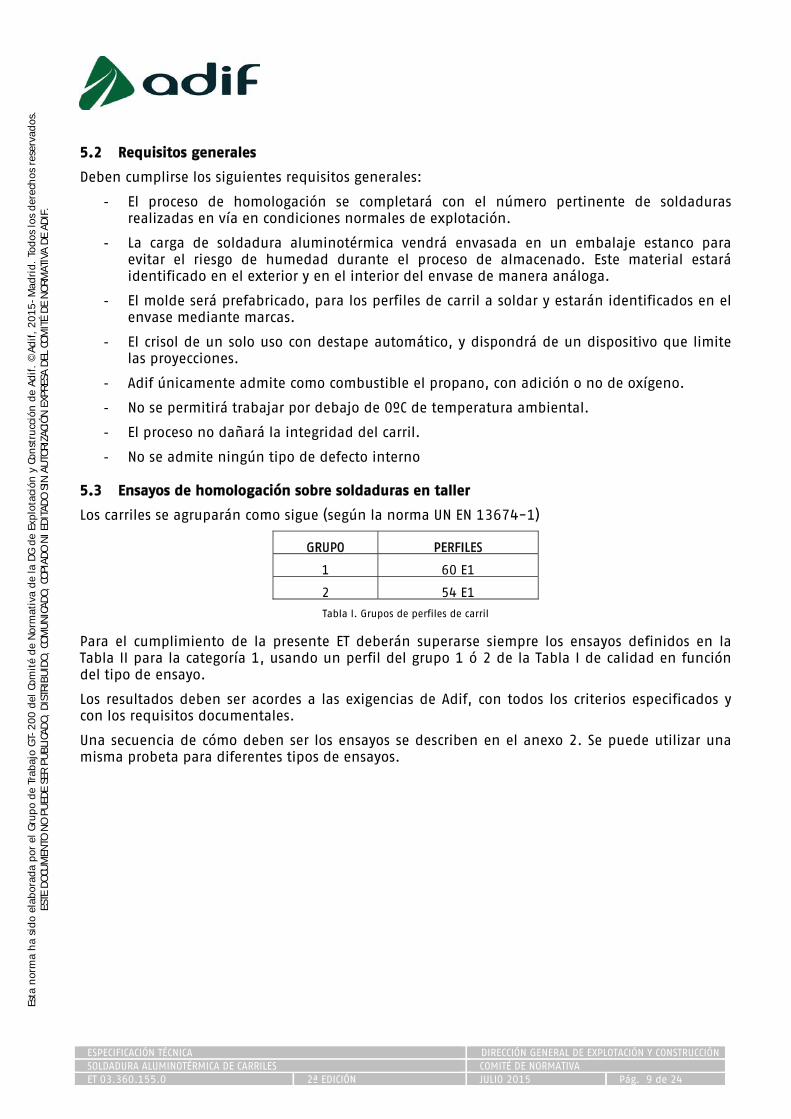
5.3 Ensayos de homologación sobre soldaduras en taller
Los carriles se agruparán como sigue (según la norma UN EN 13674-1)
GRUPO PERFILES
1 60 E1
2 54 E1
Tabla I. Grupos de perfiles de carril
Para el cumplimiento de la presente ET deberán superarse siempre los ensayos definidos en la Tabla II para la categoría 1, usando un perfil del grupo 1 ó 2 de la Tabla I de calidad en función del tipo de ensayo.
Los resultados deben ser acordes a las exigencias de Adif, con todos los criterios especificados y con los requisitos documentales.
Una secuencia de cómo deben ser los ensayos se describen en el anexo 2. Se puede utilizar una misma probeta para diferentes tipos de ensayos.
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
200 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Explo
taci
ón y
Con
stru
cció
n d
e Ad
if.
©Ad
if,
2015-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.

R200/R220/R260/R260Mn
R320Cr R350HT R350LHT
A_ Ensayo de dureza 7.2 6 Ninguno 6 6
7.1.1 Todos Todos Todos Todos
7.1.2
C_ Zona afectada térmicamente visible 7.1.3 2 2 2 2
D_ Ensayo de flexión lenta 7.3 6 2 2 6
E_ Inspección por ultrasonidos. Anexo H 7.4.1.1 5 2 Ninguno Ninguno Ninguno Ninguno
F_ Ensayo de fatiga 7.5 n* Ninguno Ninguno n* Ninguno n*
7.4.1 5 2 Ninguno Ninguno Ninguno Ninguno
7.3 (6) (2) (2) (2)
7.5.3 (n*) Ninguno Ninguno (n*) Ninguno n*
H_ Zona de fusión. Forma y dimensiones 7.4.2 5 2 Ninguno Ninguno Ninguno Ninguno
I_ Análisis químico 7.6 3 Ninguno 3 3
J_ Zona térmicamente suavizada. Distribución de la dureza
7.4.4 2 2 2 2
K_ Estructura 7.4.3.3 1 Ninguno 1 1
- Zona de fusión 7.4.3.2 1 Ninguno 1 1
- Zona térmicamente suavizada
L_ Inspección por ultrasonidos. Anexo C 5.7 d) Todos Todos Todos Todos Todos Todos
NOTA 1: n* indica el número de soldaduras necesarias para la evaluación por el método de la escalera o el método "past the post". Se requieren típicamente 10 probetas de ensayo para el método de la escalera y 3 para el método "past the post".
NOTA 2: _______X_____ indica que los ensayos para un grado de carril cubren el otro grado indicado.
NOTA 3: () indica la evaluación de la solidez de la soldadura para el ensayo de flexión lenta y de las probetas para el ensayo de fatiga.
a Categoría 1: Ensayos iniciales a realizar con carril de grado R220 o R260 y un perfil de alguno de los grupos 1 o 2 (tabla 1).
b Categoría 2: Ensayos a realizar con un perfil de cada uno de los grupos restantes para extender la conformidad a dicho grupo.
c Categoría 3: Ensayos requeridos para extender la conformidad a los demás grados de carril. Los ensayos sobre un perfil de carril cubren todos los grupos de perfiles aprobados en las categorías 1 y 2.
________2________
________2________
________3________
________1________
________1________
B_ Inspección de la superficie. Visual
G_ Zona de fusión. Calidad interna de la soldadura
________6________
______Todos______
________2________
________6________
Número de ensayos
Ensayo Apartado Categoría
1a
Categoría
2b
Categoría 3c
Tabla II. Esquema de los ensayos a realizar
La presente ET se remite, por tanto, al punto 7 de la UNE EN 14730 en todos sus términos y valores de referencia, en cuanto a los ensayos a realizar sobre las muestras de soldaduras realizadas en condiciones de taller, y según el proceso de ejecución indicado en el punto 5.3.3.
5.4 Extensión de los ensayos iniciales de aceptación
La conformidad inicial puede ampliarse de la siguiente manera:
Los requisitos exigidos por Adif y definidos en los puntos a) hasta k) del capítulo 4 deben cumplirse para cada uno de los siguientes puntos:
a) Para otros grupos de perfiles de carril, de la Tabla I, mediante ensayos de la categoría 2 de la Tabla II punto b) a realizarse sobre un perfil de cada uno de dichos grupos. Cualquier ensayo no satisfactorio debe ser motivo de rechazo para el grupo de perfiles de carril que hayan sido ensayados.
b) Para otros grados de carril para los ensayos de categoría 3, de la Tabla II punto b). Cualquier ensayo no satisfactorio debe ser motivo de rechazo para ese grado de carril. Los ensayos sobre un perfil de carril cubren todos los perfiles de las categorías 1 y 2.
c) Para las modificaciones del proceso en las condiciones indicadas en el capítulo 4. Cualquier ensayo no satisfactorio de los indicados en la Tabla III debe ser motivo de rechazo de las modificaciones del proceso.
ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN SOLDADURA ALUMINOTÉRMICA DE CARRILES COMITÉ DE NORMATIVA ET 03.360.155.0 2ª EDICIÓN JULIO 2015 Pág. 10 de 24
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
200 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Explo
taci
ón y
Con
stru
cció
n d
e Ad
if.
©Ad
if,
2015-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.

ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN SOLDADURA ALUMINOTÉRMICA DE CARRILES COMITÉ DE NORMATIVA ET 03.360.155.0 2ª EDICIÓN JULIO 2015 Pág. 11 de 24
5.5 Documentos que deben ser conformes a los requisitos de aceptación
Al solicitar la Homologación Técnica, se aportará la siguiente documentación:
a) El manual del proceso
El proveedor editará un manual de proceso identificando todos los materiales consumibles y equipos a utilizar, además de la secuencia de operaciones para realizar la soldadura. (La aprobación del proceso para los ensayos de laboratorio no incluirá la alineación ni las operaciones de acabado). El manual especificará los parámetros críticos del proceso de soldadura y sus límites de seguridad, y añadirán:
- El número de personas que son necesarias para desarrollar las operaciones.
- Un esquema del equipo a utilizar.
- Material de aportación para cada grado y perfil de carril.
- Requisitos de preparación de los extremos de carril.
- El valor nominal de cala debe tener una tolerancia de ±3 mm para una cala de hasta 30 mm.
- Detalles del precalentamiento.
- Tiempo de colada (desde el encendido hasta la caída de la colada de la carga).
- Tiempos críticos del proceso.
- Tiempo (o temperatura) de enfriamiento antes de la puesta en servicio de la soldadura.
- Información de seguridad y salud
b) Planos con las medidas exigidas
Un plano como el que se muestra en la Fig. 1, indicando las siguientes medidas:
- Anchura del cordón de soldadura (W1). Se debe dimensionar completamente la extensión del cordón alrededor de la soldadura;
- Espesor máximo de cordón en la sección B-B (D1 y D2);
- Espesor mínimo de cordón en la sección B-B (d1 y d2);
- Sección transversal de las pipas de respiración en el patín;
- Sección transversal de las pipas de respiración en el eje neutro;
- Número de pipas de respiración;
- Posición de las pipas de respiración.
Las dimensiones W, D y d y las secciones transversales de las boquillas de respiración deben ser los valores nominales tomados de los planos de la plantilla utilizada para producir los moldes.
c) Rangos del análisis químico y tolerancias
Los rangos del análisis químico y las tolerancias se indican en la tabla 7 de la norma UNE – EN 14730.
5.6 Ejecución y asignación de soldaduras sometidas a ensayo
a) Las soldaduras sometidas a ensayo deben realizarse de acuerdo con el manual del proceso (véase el apartado 5.5) bajo la supervisión de una autoridad reconocida y designada por ADIF. Los carriles utilizados para realizar las soldaduras sometidas a ensayo deben ser nuevos. La mitad de las soldaduras sometidas a ensayo deben realizarse con la cala mínima y la otra mitad con la cala máxima.
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
200 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Explo
taci
ón y
Con
stru
cció
n d
e Ad
if.
©Ad
if,
2015-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.
ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN SOLDADURA ALUMINOTÉRMICA DE CARRILES COMITÉ DE NORMATIVA ET 03.360.155.0 2ª EDICIÓN JULIO 2015 Pág. 12 de 24
b) Se debe medir la cala de soldeo después de alinear la soldadura en ambos lados de la cabeza de carril (o en la superficie de rodadura), en un punto a mitad del alma y en ambas alas del patín. La cala máxima es el valor máximo medido en cualquiera de los puntos anteriores y la cala mínima es el valor mínimo medido.
c) La cala de soldeo de todas las soldaduras realizadas en los ensayos de la Tabla II debe estar dentro de los valores especificados. En el caso de las soldaduras requeridas por el ensayo H de la categoría 1 de dicha Tabla, se deben realizar tres soldaduras con la cala mínima y dos con la cala máxima. Para la categoría 2, se debe realizar una soldadura con la cala mínima y una con la cala máxima. La precisión de las medidas debe ser de ±�0,5 mm.
d) Se inspeccionarán todas las soldaduras por ultrasonidos usando el procedimiento descrito en el anexo C de la UNE – EN 14730, y registrar los resultados.
e) Exceptuando las soldaduras realizadas para el ensayo H, se debe ensayar como sigue, el mayor número posible de soldaduras que presenten eco en el ensayo por ultrasonidos:
- Eco en alma o en patín. Ensayo de flexión lenta (ensayo D);
- Eco en cabeza. Examen de solidez de la soldadura (ensayo G).
- Las demás soldaduras se deben someter a ensayo de manera aleatoria.
f) El número de repeticiones de cada ensayo debe basarse en las Tablas II y III.
g) Si el resultado de un ensayo no cumple los criterios requeridos como consecuencia de defecto(s) del carril, se deben realizar nuevos ensayos de manera individual.
5.7 Nueva aceptación tras modificaciones del proceso
Las modificaciones de los siguientes parámetros requieren la revisión de la Homologación Técnica concedida.
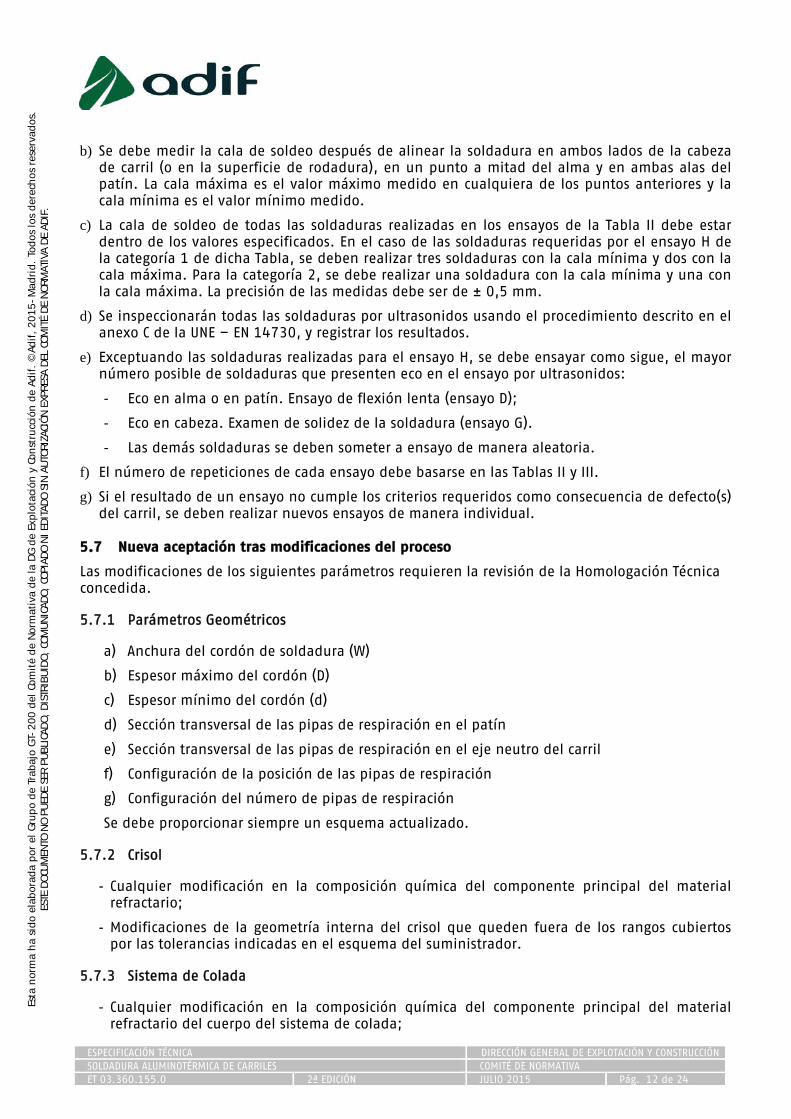
5.7.1 Parámetros Geométricos
a) Anchura del cordón de soldadura (W)
b) Espesor máximo del cordón (D)
c) Espesor mínimo del cordón (d)
d) Sección transversal de las pipas de respiración en el patín
e) Sección transversal de las pipas de respiración en el eje neutro del carril
f) Configuración de la posición de las pipas de respiración
g) Configuración del número de pipas de respiración
Se debe proporcionar siempre un esquema actualizado.
5.7.2 Crisol
- Cualquier modificación en la composición química del componente principal del material refractario;
- Modificaciones de la geometría interna del crisol que queden fuera de los rangos cubiertos por las tolerancias indicadas en el esquema del suministrador.
5.7.3 Sistema de Colada
- Cualquier modificación en la composición química del componente principal del material refractario del cuerpo del sistema de colada;
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
200 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Explo
taci
ón y
Con
stru
cció
n d
e Ad
if.
©Ad
if,
2015-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.

ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN SOLDADURA ALUMINOTÉRMICA DE CARRILES COMITÉ DE NORMATIVA ET 03.360.155.0 2ª EDICIÓN JULIO 2015 Pág. 13 de 24
- Modificaciones de la geometría del cuerpo del sistema de colada que queden fuera de lo indicado en el esquema del suministrador;
- Cualquier modificación en el mecanismo de destape.
5.7.4 Sistema de Precalentamiento
- Cualquier modificación en el equipo o sus parámetros críticos;
- Cualquier modificación de los combustibles de precalentamiento (oxidantes o reductores);
- Cualquier modificación de la presión de trabajo o tiempos de precalentamiento quedando fuera de los rangos inicialmente especificados.
5.7.5 Material de Aportación
- Cualquier modificación del peso, quedando fuera de las tolerancias de producción indicadas por el suministrador y modificaciones en los rangos indicados por el suministrador.
5.7.6 Cala de Soldadura
La aprobación inicial comprende los ensayos del proceso de soldadura en los dos extremos de los rangos especificados en el punto a) del apartado 5.6.
Si la cala máxima propuesta excede del máximo incluido en la aceptación inicial, se requieren ensayos con la nueva cala máxima. Si la cala mínima propuesta es inferior al mínimo incluido en la aceptación inicial, se requieren ensayos con la nueva cala mínima.
La cala debe medirse de acuerdo con la definición del punto b) del apartado 5.6.
Se deben ensayar las modificaciones del material de aporte de acuerdo con las categorías 1 y 3 de la Tabla II, excluyendo el ensayo de fatiga.
Si el cambio propuesto se contempla dentro de los rangos indicados en la Tabla III (al final del documento), los ensayos se deben realizar de acuerdo con la misma. El cambio debe aprobarse siempre y cuando se cumplan los criterios de aceptación para cada ensayo. ADIF debe dar su conformidad a las instalaciones de ensayo en laboratorio.
Las modificaciones no comprendidas en los límites indicados en la Tabla III deben ser aprobadas sólo si cumplen los requisitos que exige la aceptación inicial indicados en la Tabla II.
En cualquier caso, la magnitud de una modificación se debe evaluar en relación con el valor utilizado para la aceptación inicial y definido en el apartado 5.4.
En el caso de combinarse cambios múltiples, el número de ensayos a realizar debe ser el mayor de los exigidos en cada columna de la Tabla III para dichos cambios, por ejemplo si se combinan cambios en el sistema de precalentamiento y en la cala de soldadura se requieren 6 ensayos de tipo A (y no 12), 1 ensayo de tipo C, etc.
La nueva Homologación Técnica, tras las modificaciones del proceso indicadas en la Tabla III, debe ser efectuada para un perfil de los grupos 1 ó 2 de la Tabla I y grados de carril R260 y R350HT y debe cubrir todos los perfiles y grados de la aceptación existente.
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
200 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Explo
taci
ón y
Con
stru
cció
n d
e Ad
if.
©Ad
if,
2015-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.
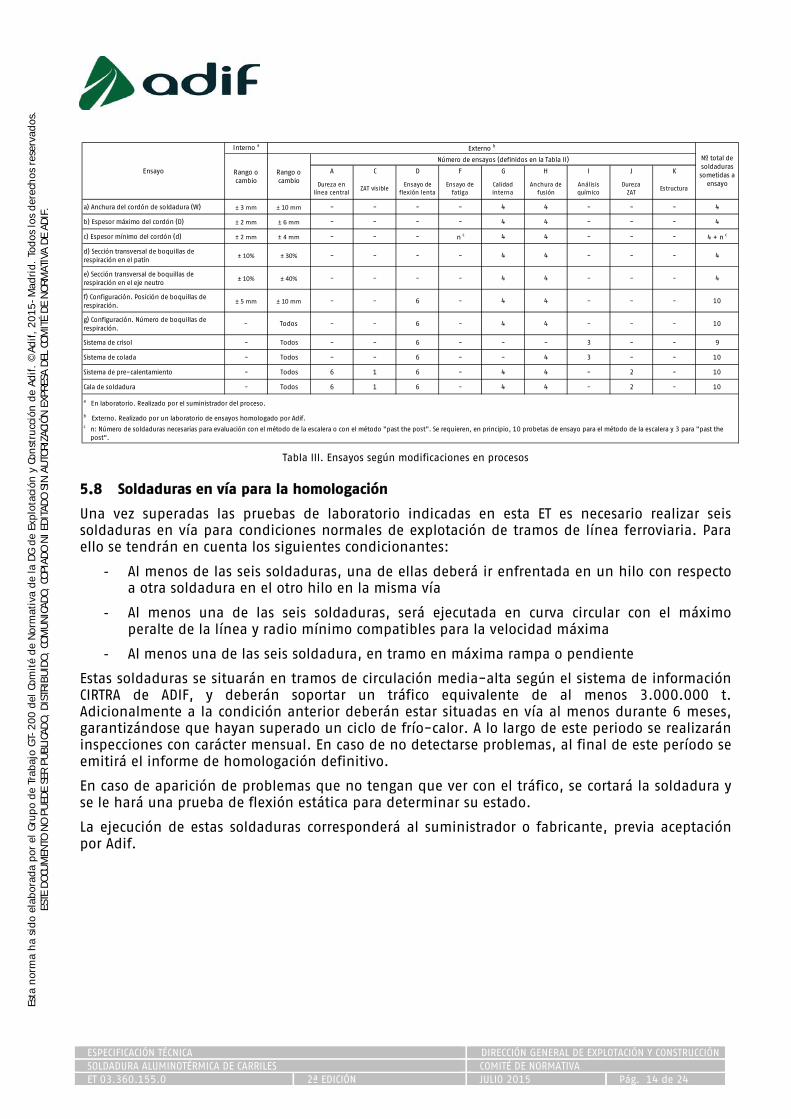
Interno a
A C D F G H I J K
Dureza en línea central
ZAT visibleEnsayo de
flexión lentaEnsayo de
fatigaCalidad interna
Anchura de fusión
Análisisquímico
DurezaZAT
Estructura
a) Anchura del cordón de soldadura (W) ± 3 mm ± 10 mm - - - - 4 4 - - - 4
b) Espesor máximo del cordón (D) ± 2 mm ± 6 mm - - - - 4 4 - - - 4
c) Espesor mínimo del cordón (d) ± 2 mm ± 4 mm - - - n c 4 4 - - - 4 + n c
d) Sección transversal de boquillas de respiración en el patín
± 10% ± 30% - - - - 4 4 - - - 4
e) Sección transversal de boquillas de respiración en el eje neutro
± 10% ± 40% - - - - 4 4 - - - 4
f) Configuración. Posición de boquillas de respiración.
± 5 mm ± 10 mm - - 6 - 4 4 - - - 10
g) Configuración. Número de boquillas de respiración.
- Todos - - 6 - 4 4 - - - 10
Sistema de crisol - Todos - - 6 - - - 3 - - 9
Sistema de colada - Todos - - 6 - - 4 3 - - 10
Sistema de pre-calentamiento - Todos 6 1 6 - 4 4 - 2 - 10
Cala de soldadura - Todos 6 1 6 - 4 4 - 2 - 10
a En laboratorio. Realizado por el suministrador del proceso.
b Externo. Realizado por un laboratorio de ensayos homologado por Adif.c n: Número de soldaduras necesarias para evaluación con el método de la escalera o con el método "past the post". Se requieren, en principio, 10 probetas de ensayo para el método de la escalera y 3 para "past the post".
Ensayo Rango o cambio
Rango o cambio
Nº total de soldaduras sometidas a
ensayo
Externo b
Número de ensayos (definidos en la Tabla II)
Tabla III. Ensayos según modificaciones en procesos
5.8 Soldaduras en vía para la homologación
Una vez superadas las pruebas de laboratorio indicadas en esta ET es necesario realizar seis soldaduras en vía para condiciones normales de explotación de tramos de línea ferroviaria. Para ello se tendrán en cuenta los siguientes condicionantes:
- Al menos de las seis soldaduras, una de ellas deberá ir enfrentada en un hilo con respecto a otra soldadura en el otro hilo en la misma vía
- Al menos una de las seis soldaduras, será ejecutada en curva circular con el máximo peralte de la línea y radio mínimo compatibles para la velocidad máxima
- Al menos una de las seis soldadura, en tramo en máxima rampa o pendiente
Estas soldaduras se situarán en tramos de circulación media-alta según el sistema de información CIRTRA de ADIF, y deberán soportar un tráfico equivalente de al menos 3.000.000 t. Adicionalmente a la condición anterior deberán estar situadas en vía al menos durante 6 meses, garantizándose que hayan superado un ciclo de frío-calor. A lo largo de este periodo se realizarán inspecciones con carácter mensual. En caso de no detectarse problemas, al final de este período se emitirá el informe de homologación definitivo.
En caso de aparición de problemas que no tengan que ver con el tráfico, se cortará la soldadura y se le hará una prueba de flexión estática para determinar su estado.
La ejecución de estas soldaduras corresponderá al suministrador o fabricante, previa aceptación por Adif.
ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN SOLDADURA ALUMINOTÉRMICA DE CARRILES COMITÉ DE NORMATIVA ET 03.360.155.0 2ª EDICIÓN JULIO 2015 Pág. 14 de 24
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
200 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Explo
taci
ón y
Con
stru
cció
n d
e Ad
if.
©Ad
if,
2015-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.

ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN SOLDADURA ALUMINOTÉRMICA DE CARRILES COMITÉ DE NORMATIVA ET 03.360.155.0 2ª EDICIÓN JULIO 2015 Pág. 15 de 24
6 RECEPCIÓN DE KITS DE SOLDADURA ALUMINOTÉRMICA
6.1 Contenido de los kits de soldadura
Los kits de soldadura, tal y como están definidos en el punto 3, deben contener al menos los siguientes elementos1:
• Una bolsa de plástico, herméticamente cerrada, con la carga aluminotérmica en forma de mezcla granular.
• Un tubo cerrado, conteniendo la boquilla de apertura automática del crisol aplicable a su piquera de fondo, e incluyendo un envase tubular con el material granular para sellar la unión entre el crisol y la citada boquilla (arena de titanio).
• Un envase de material plástico, cerrado herméticamente, conteniendo las piezas que constituyen el molde.
• El crisol de un solo uso que podrá ir en un envase independiente.
La boquilla podrá presentarse incluida dentro del crisol de un solo uso.
El elemento de ignición de la carga aluminotérmica, deberá suministrarse obligatoriamente de forma separada al kit y no deberá almacenarse, en ningún caso, cerca de ella.
La pasta precisa para rejuntar los semimoldes entre sí y con los carriles a soldar, podrá suministrarse de forma separada del kit.
6.2 Clases de cargas
ADIF utiliza carriles constituidos por aceros de diferentes calidades y, de acuerdo con ellas, emplea diferentes cargas para las soldaduras.
Con arreglo a las calidades de acero indicadas en la UNE-EN 13674-1, ADIF utiliza dos tipos de cargas:
• Carga R260 cuyas ferroaleaciones originan acero de calidad naturalmente dura
• Carga R350HT, con ferroaleacciones que originan un carril microaleado resistente al desgaste
6.3 Protocolo para la recepción de lotes de kits de soldadura aluminotérmica
Siguiendo las pautas en los documentos normativos de referencia, se llevará a cabo el seguimiento del control de calidad de los lotes de soldadura aluminotérmica que vayan a ser utilizados en trabajos de montaje y/o mantenimiento de vía en las líneas de ADIF.
Dicho control abarcará desde la producción en fábrica hasta el comportamiento de las unidades realizadas en vía para cala normal y calidad de acero R260 y R350HT.
Los ensayos y controles se extenderán sobre todos los elementos del conjunto comprendiendo:
• Utillaje • Maquinaria auxiliar • Kit de soldadura • Crisol de un solo uso
1 Cada elemento contenido en el envase debe llevar una envoltura de material plástico herméticamente cerrada para evitar que se humedezca y deteriore cuando se corte o se raje la funda que envuelve la caja y para poder identificarlo inequívocamente mediante la leyenda impresa en dicha envoltura facilitando su utilización en otras soldaduras, si fuera preciso.
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
200 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Explo
taci
ón y
Con
stru
cció
n d
e Ad
if.
©Ad
if,
2015-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.

ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN SOLDADURA ALUMINOTÉRMICA DE CARRILES COMITÉ DE NORMATIVA ET 03.360.155.0 2ª EDICIÓN JULIO 2015 Pág. 16 de 24
6.4 Solicitud de Validación
El suministrador comunicará a ADIF la existencia del nuevo lote o conjunto de kits de soldeo y solicitará la validación del mismo indicando:
• El número de kits que lo componen
• Las características de los kits y las cargas que los componen (cala nominal, clase de acero, identificación del lote según código del fabricante, etc.)
• La fecha de fabricación y de caducidad.
• El correspondiente certificado de Calidad del lote o conjuntos de kits a controlar en el que se indique que el proceso de fabricación de los componentes y de las cargas que conforman los kits han superado los controles de calidad mínimos requeridos
6.5 Proceso de Validación
Una vez recibida la solicitud de validación, Adif designará un responsable para llevar a cabo la misma. La validación consta de dos etapas:
• Control genérico
• Control de muestreo
6.6 Control Genérico
El responsable de la recepción comprobará la veracidad de la cantidad de kits que conforman el lote o conjunto de lotes a aceptar por ADIF, prestando especial atención a:
1. El etiquetado de los kits en la caja externa como en alguno de sus contenidos. Estas etiquetas deben ser idénticas y corresponderán al producto a recepcionar en cuanto a:
• clase de acero
• cala nominal
• perfil a soldar
• tipo de precalentamiento
• fecha de caducidad
2. Estado general de los envases y forma de almacenado para preservar los contenidos en el mejor estado posible de conservación.
6.7 Control de Muestreo
La validación consistirá en la realización de una serie de soldaduras aluminotérmicas en taller con los siguientes condicionantes:
• Se realizarán con carriles o cupones de carriles nuevos de la suficiente longitud para permitir una correcta geometría.
• Los dos carriles o cupones serán de la misma clase de acero y el mismo perfil.
• La carga de soldeo será la apropiada para proceder a soldar los perfiles y clases de acero tratados, coincidiendo en la leyenda y marcas que porten los kits.
Las probetas de ensayo se efectuarán en las instalaciones que Adif determine, y serán ejecutadas por un operario del suministrador o contratado por él, y en posesión de la acreditación de ADIF para la ejecución de soldaduras aluminotérmicas. Es
ta n
orm
a h
a si
do
elab
orad
a por
el G
rupo
de
Trab
ajo
GT-
200 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Explo
taci
ón y
Con
stru
cció
n d
e Ad
if.
©Ad
if,
2015-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.
ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN SOLDADURA ALUMINOTÉRMICA DE CARRILES COMITÉ DE NORMATIVA ET 03.360.155.0 2ª EDICIÓN JULIO 2015 Pág. 17 de 24
El responsable del ensayo designado por Adif elegirá al azar los kits de soldadura necesarios del lote o parte a recepcionar.
Las soldaduras quedarán dispuestas para realizar los ensayos en “Condiciones de acabado”, es decir, perfectamente alineadas, limpias y con la geometría adecuada.
En este control se supervisará la ejecución de la probeta a ensayar, de forma que la soldadura se ejecute de acuerdo al procedimiento aceptado por ADIF para el que se realiza la recepción.
Las muestras a realizar para los ensayos de validación serán 3 muestras de soldadura aluminotérmica de longitud 1.200 mm.
Cada muestra para ensayo deberá cumplir:
o La soldadura estará centrada en la probeta
o Cada probeta será identificada para garantizar la trazabilidad bien con una marca de troquel o con pintura indeleble.
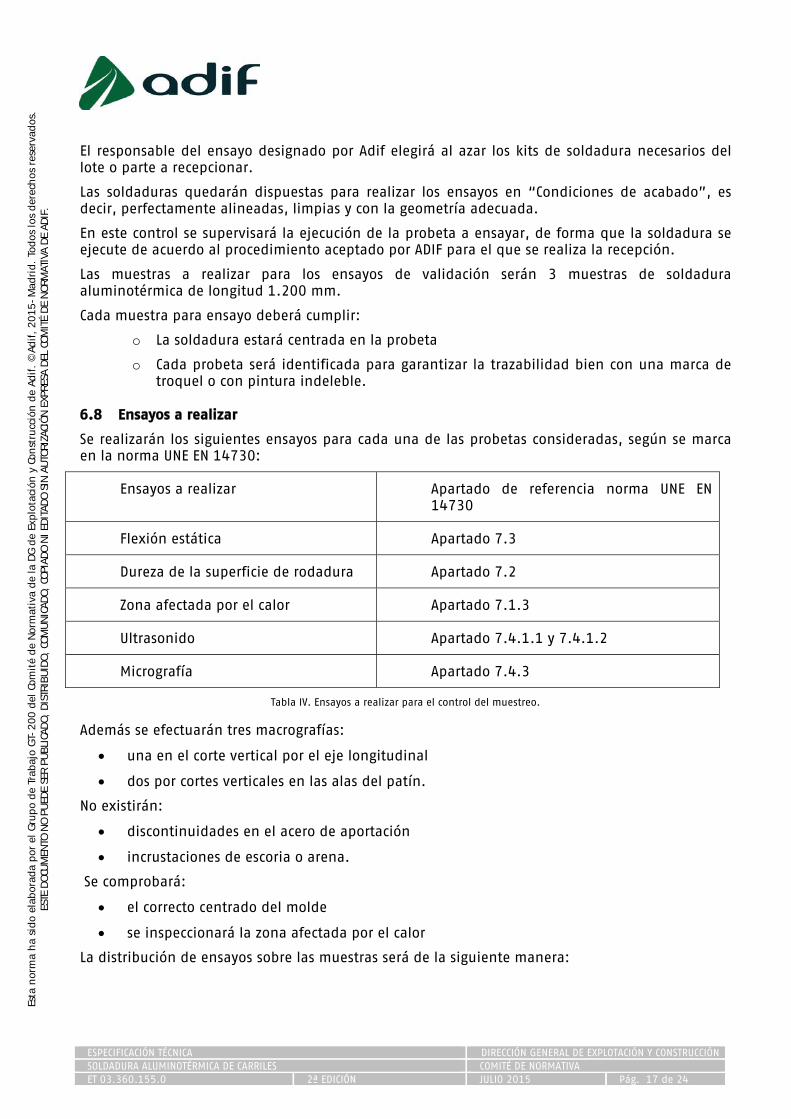
6.8 Ensayos a realizar
Se realizarán los siguientes ensayos para cada una de las probetas consideradas, según se marca en la norma UNE EN 14730:
Ensayos a realizar Apartado de referencia norma UNE EN 14730
Flexión estática Apartado 7.3
Dureza de la superficie de rodadura Apartado 7.2
Zona afectada por el calor Apartado 7.1.3
Ultrasonido Apartado 7.4.1.1 y 7.4.1.2
Micrografía Apartado 7.4.3
Tabla IV. Ensayos a realizar para el control del muestreo.
Además se efectuarán tres macrografías:
• una en el corte vertical por el eje longitudinal
• dos por cortes verticales en las alas del patín.
No existirán:
• discontinuidades en el acero de aportación
• incrustaciones de escoria o arena.
Se comprobará:
• el correcto centrado del molde
• se inspeccionará la zona afectada por el calor
La distribución de ensayos sobre las muestras será de la siguiente manera:
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
200 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Explo
taci
ón y
Con
stru
cció
n d
e Ad
if.
©Ad
if,
2015-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.

Nº de muestras a ensayarLongitud de las muestras
(mm)Ensayos a realizar
Flexión estática
Micrografía
Macrografía
3 1.200
Tabla V. Distribución de ensayos sobre las muestras tomadas
Si se observara una dispersión en los resultados de los ensayos superiores al 20% Adif se reserva el derecho de solicitar la repetición del muestreo y ensayo.
Los ensayos se realizarán siempre en un laboratorio acreditado y aceptado por ADIF.
6.9 Ensayos contradictorios
En aquellos casos en el que algún ensayo realizado no aporte resultado satisfactorio, conforme las especificaciones a las que se hace referencia en este documento, el suministrador deberá realizar 3 muestras más de 1.200mm, del lote en cuestión, en las mismas condiciones que se expresaron para las muestras originales.
Sobre estas muestras se repetirá completamente el proceso para determinar el motivo del resultado no Satisfactorio del ensayo original.
Si resultara que alguna de estas 3 muestras de contraensayos diera un valor No Satisfactorio, se considerará el lote como lote no validado.
6.10 Validación de lotes
Se considerará un lote como validado, cuando cumpla los siguientes requisitos:
• Haber comunicado a Adif, la existencia del mismo, con acreditación de su trazabilidad y distribución.
• Haber presentado la documentación de calidad correspondiente, siendo los resultados de los controles internos satisfactorios.
• Haber sido verificada por Adif la realización de los ensayos sobre las probetas y su correspondencia con el lote a validar según lo indicado en el presente documento.
7 CONDICIONES DE TRANSPORTE, EMBALAJE Y ETIQUETADO.
7.1 Marcas de identificación de los envases
Con el fin de distinguir inequívocamente los materiales y los útiles que han de emplearse en cada modalidad de soldeo, sin posibilidad alguna de confusión o de intercambio inadvertido al usarlas, las cajas exteriores de embalaje llevarán una leyenda informativa impresa totalmente en un solo color, distinto según la modalidad de soldeo en la que hayan de ser utilizadas. La cinta adhesiva que precinte las cajas podrá ser también de ese mismo color o incolora.
Las bolsas que contengan la carga deberán llevar su etiquetado identificativo.
Las cajas y envases llevarán, además, una marca de identificación del conjunto, impresa en color negro, para el buen orden de su almacenamiento y para formular las solicitudes de envío y atenderlas fácilmente.
El crisol de un solo uso, al ir en un envase independiente al kit de soldadura, deberá llevar una etiqueta impresa con la fecha de fabricación del mismo.
ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN SOLDADURA ALUMINOTÉRMICA DE CARRILES COMITÉ DE NORMATIVA ET 03.360.155.0 2ª EDICIÓN JULIO 2015 Pág. 18 de 24
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
200 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Explo
taci
ón y
Con
stru
cció
n d
e Ad
if.
©Ad
if,
2015-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.

7.2 Leyenda informativa
Los kits deben contar con una doble identificación mediante un código de colores que distingue cada tipo de la leyenda informativa. A continuación se indican las posibles variantes que se presentan: colores, siglas y abreviaturas La leyenda informativa se imprime con los siguientes colores, siglas y abreviaturas:
- Color: AMARILLO
Siglas de Precalentamiento corto con cala normal: PC
Perfil: RN45, 54 E1 y 60 E1, y calidad de acero: R260: PC
- Color: NARANJA
Siglas de Precalentamiento corto con cala normal: PC
Perfil 54 E1 y 60E1, y calidad de acero: R350 HT
Figura 1. Leyenda informativa
7.3 Etiqueta adhesiva
Figura 2. Etiqueta adhesiva
1. Suministrador
2. Clase carga (R260 y R350HT)
3. Tipo soldeo (PC)
4. Cala (en mm)
5. Perfil (RN 45, 54 E1; 60 E1)
6. Caducidad (MM/AA)
7. Identificación lote (según fabricante)
Observaciones.
1. Caso de que se trate de envases para soldaduras de acuerdo de perfiles, la leyenda llevará en lugar de: “Tipo de perfiles a soldar” - la notación de los carriles a unir, comenzando por el de mayor peso y señalando si el molde es a derecha (D), o a izquierda (I).
2. El número de fabricación del lote es imprescindible para utilizarlo en caso de reclamación. El fabricante puede reseñarlo en la forma que elija.
ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN SOLDADURA ALUMINOTÉRMICA DE CARRILES COMITÉ DE NORMATIVA ET 03.360.155.0 2ª EDICIÓN JULIO 2015 Pág. 19 de 24
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
200 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Explo
taci
ón y
Con
stru
cció
n d
e Ad
if.
©Ad
if,
2015-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.
ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN SOLDADURA ALUMINOTÉRMICA DE CARRILES COMITÉ DE NORMATIVA ET 03.360.155.0 2ª EDICIÓN JULIO 2015 Pág. 20 de 24
7.4 Almacenamiento de los envases
Los envases se almacenarán en locales secos, a cubierto y con buena ventilación, evitando apilamientos superiores a cuatro cajas de cuatro cargas y adoptando una distribución que permita su utilización rotativa, impidiendo que algunos puedan quedar sin utilización por envejecimiento.
Es necesario apilarlos en palets o enrejados de madera para asilarlos del suelo y evitar humedades que inutilicen el contenido de los kits y los crisoles.
Se deben separar de la pared 15cm para permitir la aireación.
El almacenamiento se hará lejos de materiales inflamables y de fuentes de calor. En cualquier caso, las cargas deben almacenarse separadamente de los elementos de ignición.
En todo caso se evitará durante la manipulación, carga y descarga los golpes y maltrato que pueda provocar la rotura de los envases y su contenido.
8 NORMATIVA DEROGADA
A partir de la fecha de entrada en vigor de la presente Especificación Técnica, queda sin efecto cualquier documento que se oponga a sus prescripciones o definiciones, al menos por lo que a ellas se refiere.
Entre estos documentos se citan, especialmente, las Normas siguientes:
• NAV 3320 Uniones por Soldadura (Septiembre 1982), ya derogada con la entrada en vigor la NRV 7371. Calificación de la vía.-Soldaduras aluminotérmicas. 2.ª Ed. Marzo 1992
• NAV 3323 Homologación de Procesos de Soldeo Aluminotérmico 1ª Ed. Marzo 1992,
• NAV 3324 Recepción de Conjuntos para Soldeo Aluminotérmico. 1ª Ed. Marzo 1992
• NAV 3325 Características de Procesos de Soldeo Aluminotérmico. 1ª Ed. Marzo 1992
9 DISPOSICIONES TRANSITORIAS Y ENTRADA EN VIGOR
Esta Especificación Técnica entrará en vigor el día de la fecha de su aprobación, según figura en la segunda página de este documento.
10 NORMATIVA DE REFERENCIA Y BIBLIOGRAFÍA
Las siguientes referencias documentales son indispensables para la aplicación de este documento. Para las referencias con fecha, es de aplicación exclusiva la citada. Para las que estén sin fechar, se aplica la última edición del documento (incluyendo anexos).
NAV 3321 Soldadura aluminotérmica de carriles. Ejecución y recepción de soldaduras.
UNE-EN 14730-1:2007+A1:2011 Aplicaciones ferroviarias. Vía. Soldeo Aluminotérmico de los carriles. Parte 1: Aprobación del proceso de soldeo.
PNE-prEN 14730-1:2014 Railway applications-Track-Aluminotermic welding of rails- Part 1: Approval of welding processes.
UNE-EN ISO 9712:2012 Ensayos no destructivos. Calificación y certificación del personal que realiza ensayos no destructivos. Es
ta n
orm
a h
a si
do
elab
orad
a por
el G
rupo
de
Trab
ajo
GT-
200 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Explo
taci
ón y
Con
stru
cció
n d
e Ad
if.
©Ad
if,
2015-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.

ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN SOLDADURA ALUMINOTÉRMICA DE CARRILES COMITÉ DE NORMATIVA ET 03.360.155.0 2ª EDICIÓN JULIO 2015 Pág. 21 de 24
UNE-EN 13674-1:2012 Aplicaciones ferroviarias. Vía. Carriles. Parte 1: Carriles Vignole de masa mayor o igual a 46 kg/m.
PNE-EN ISO 6506-1:2014 Metallic materials-Brinell hardness test-Part1: Test method.
PNE-EN ISO 6506-1:2014 Materiales metálicos. Ensayo de dureza Brinell. Parte 1: Método de ensayo
UNE-EN ISO 6507-1:2006
ERRATUM: 2011 Materiales metálicos. Ensayo de dureza Vickers. Parte 1: Método de ensayo. (ISO 6507-1:2005).
UNE-EN ISO 7500-1:2006 y
UNE-EN ISO 7500-1:2006/ AC:2009 Materiales metálicos. Verificación de máquinas de ensayos
uniaxiales estáticos. Parte 1: Máquinas de ensayo de tracción/compresión. Verificación y calibración del sistema de medida de fuerza. (ISO 7500-1: 2004 e ISO 7500-1:2004/Cor 1:2008).
CIRTRA 2012. TOMO II Circulaciones y km-Tren por Tramos.
Comentarios:
• Actualmente está en revisión la EN 14730-1:2006+A1/2010. Ha finalizado la fase de encuesta y previsiblemente será aprobada (tras la fase de “voto formal”) en 2016.
• Actualmente está en revisión la EN 13674-1:2011/prA1. Próximamente será sometida a encuesta.
• La UNE-EN ISO 9712:2012, sustituye y anula a la UNE-EN 473:2009.
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
200 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Explo
taci
ón y
Con
stru
cció
n d
e Ad
if.
©Ad
if,
2015-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.

ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN SOLDADURA ALUMINOTÉRMICA DE CARRILES COMITÉ DE NORMATIVA ET 03.360.155.0 2ª EDICIÓN JULIO 2015 Pág. 22 de 24
ANEXO A (Informativo)
I. Anejo 1. Informativo: Etapas del proceso de aprobación
ETAPAS DEL PROCESO DE APROBACIÓN
EXTENSIÓN DE LA APROBACIÓN
Evaluación de los resultados de ensayos y certificación
Presentación de la solicitud de aprobación:‐ detalles requeridos para la aprobación‐ identificación del proceso‐ esquema del proceso‐manual del proceso
Conformidad del proceso con los requisitos generales de la norma
Ensayos de soldaduras efectuados por el solicitante:‐ supervisados por la autoridad de aprobación‐ verificación de la operativa descrita en el manual del proceso
Inspección de soldaduras por ultrasonido (anexo C)
Asignación de probetas para los ensayos de soldadura
Ensayos realizados por el solicitante( en el anexo B se indica un ejemplo de secuencia de ensayos)
OTROS PERFILES DE CARRIL(según las exigencias)
Una sección de grupos 1 o 2 (según corresponda), 3 y 4
ENSAYOS: Tabla 1 Categoría 2
OTROS GRADOS DE CARRIL(según las exigencias)
R200, R220, R260, R260Mn, R350HT, R350 LHTENSAYOS: Tabla 1 Categoría 3
MODIFICACIÓN DEL PROCESOCambios detallados en el Capítulo 6
ENSAYOS: Tabla 3 (o Tabla 2 para las partes) dependiendo del tipo de cambio
APROBACIÓN INICIALUna sección de grupos de carril 1 o 2
Grado R220 o R260ENSAYOS: Tabla 2 Categoría 1
Cada uno de los pasos anteriores incluye las siguientes sub‐etapas
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
200 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Explo
taci
ón y
Con
stru
cció
n d
e Ad
if.
©Ad
if,
2015-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.

II. Anejo 2. Informativo: Secuencia de ensayos de laboratorio
I: ANÁLISIS QUÍMICO K: ESTRUCTURA DE LAZONA DE FUSIÓN Y ZAT
F: ENSAYO DE FATIGA
VERIFICACIÓN DE LA SOLIDEZDE LAS CARAS DE ROTURA
SECUENCIA DE ENSAYOS DE LABORATORIO
ANEXO B (Informativo)
D: ENSAYO DE FLEXIÓN LENTA
E: INSPECCIÓN POR ULTRASONIDOS (ANEXO H)
VERIFICACIÓN DE LA CALIDAD DE LAS CARAS DE ROTURA
G: CALIDAD DE LA ZONA DE FUSIÓN
H: FORMA Y DIMENSIONESDE LA ZONA DE FUSIÓN
J: DISTRIBUCIÓN DE LA DUREZA DE LA ZAT
MUESTRAS PARA ENSAYO DE SOLDADURAS
A: DUREZA DE LA LÍNEA CENTRAL DE LA SOLDADURA
B: INSPECCIÓN VISUAL DE LA SUPERFICIE
C: ZONA VISIBLE AFECTADA TÉRMICAMENTE
L: INSPECCIÓN POR ULTRASONIDOS (ANEXO C)
ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN SOLDADURA ALUMINOTÉRMICA DE CARRILES COMITÉ DE NORMATIVA ET 03.360.155.0 2ª EDICIÓN JULIO 2015 Pág. 23 de 24
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
200 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Explo
taci
ón y
Con
stru
cció
n d
e Ad
if.
©Ad
if,
2015-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.
24
www.adif.es
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
200 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Explo
taci
ón y
Con
stru
cció
n d
e Ad
if.
©Ad
if,
2015-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.