liquid paint system design & applications ii wednesday june 6, 2001 considerations for applying...
TRANSCRIPT

Liquid Paint System Design & Applications II
Wednesday June 6, 2001
Considerations for Applying UV Coatings
Presented by: John OwedITW Ransburg Electrostatic Systems

Considerations for Applying UV CoatingsConsiderations for Applying UV CoatingsConsiderations for Applying UV CoatingsConsiderations for Applying UV Coatings
What are “UV” Coatings?What are “UV” Coatings?
Where are “UV” Coatings used?Where are “UV” Coatings used?
Advantages of “UV” Coatings?Advantages of “UV” Coatings?

Evaluating Existing Application Equipment Evaluating Existing Application Equipment
for use with UVfor use with UV
– Fluid Delivery EquipmentFluid Delivery Equipment
– Application EquipmentApplication Equipment
Testing UV Materials for Your ApplicationTesting UV Materials for Your Application
– Application TestingApplication Testing
– Performance RequirementsPerformance Requirements
Considerations for Applying UV CoatingsConsiderations for Applying UV CoatingsConsiderations for Applying UV CoatingsConsiderations for Applying UV Coatings
What are UV CoatingsWhat are UV CoatingsWhat are UV CoatingsWhat are UV Coatings

UV coatings are formulated with 100% UV coatings are formulated with 100% reactive liquid vehicles such as:reactive liquid vehicles such as:
– OligomersOligomers– MonomersMonomers– PhotoinitiatorsPhotoinitiators– AdditivesAdditives
What are “UV” Coatings?What are “UV” Coatings?What are “UV” Coatings?What are “UV” Coatings?
Coatings which are cured using various Coatings which are cured using various wave lengths of ultraviolet light.wave lengths of ultraviolet light.
- Resin- Resin
- Solvent- Solvent
- Catalyst- Catalyst
- Additives- Additives
Where are UV Coatings UsedWhere are UV Coatings UsedWhere are UV Coatings UsedWhere are UV Coatings Used
Where are “UV” Coatings used?Where are “UV” Coatings used?Where are “UV” Coatings used?Where are “UV” Coatings used?
• Wheel Cover • Rims• Brake Components
• Mirror Housings• Door Handles• Exterior Trim
• Headlamps • Tail Lights• Starter Motors
• Adhesives • Sealant• Electrical Potting
Automotive Applications

Where are “UV” Coatings used?Where are “UV” Coatings used?Where are “UV” Coatings used?Where are “UV” Coatings used?

Where are “UV” Coatings used?Where are “UV” Coatings used?Where are “UV” Coatings used?Where are “UV” Coatings used?
• Restaurant Seating• Flooring• Cabinet Frames and Doors

Advantageous of UV CoatingsAdvantageous of UV CoatingsAdvantageous of UV CoatingsAdvantageous of UV Coatings

Advantages of “UV” Coatings?Advantages of “UV” Coatings?Advantages of “UV” Coatings?Advantages of “UV” Coatings?
South Coast Air Quality Management District South Coast Air Quality Management District (SCAQMD) has recognized UV as an exempt process.(SCAQMD) has recognized UV as an exempt process.
– Eliminates need to wait months for Eliminates need to wait months for permitting.permitting.
– Minimizes cost associated with Minimizes cost associated with permitting.permitting.
Environmental friendly processEnvironmental friendly process– UV Coatings are available in 100% solid formulations, no UV Coatings are available in 100% solid formulations, no
solvents = no VOC.solvents = no VOC.

Advantages of “UV” Coatings?Advantages of “UV” Coatings?Advantages of “UV” Coatings?Advantages of “UV” Coatings? Instantaneous Cure TimeInstantaneous Cure Time
– Once exposed to high intensity UV light, coating converts from liquid to plastic in a fraction of a second.Once exposed to high intensity UV light, coating converts from liquid to plastic in a fraction of a second.
– Minimizes opportunity for contamination by air borne dirt.Minimizes opportunity for contamination by air borne dirt.
– Reduces floor space requirements typically associated with thermal cure ovens.Reduces floor space requirements typically associated with thermal cure ovens.
– Less inventory tied up in the manufacturing process.Less inventory tied up in the manufacturing process.

Reduced manufacturing cycle.Reduced manufacturing cycle.– Utilizes and consumes less energy.Utilizes and consumes less energy.
Spray Area
Cure Chamber
Unload
Load
Advantages of “UV” Coatings?Advantages of “UV” Coatings?Advantages of “UV” Coatings?Advantages of “UV” Coatings?

Advantages of “UV” Coatings?Advantages of “UV” Coatings?Advantages of “UV” Coatings?Advantages of “UV” Coatings?
Low Temperature ProcessLow Temperature Process– Works well with products that are temperature Works well with products that are temperature
sensitive.sensitive.– Idea for large metallic parts which would Idea for large metallic parts which would
typically require a long cool down time. typically require a long cool down time. – Final surface temperature will depend on Final surface temperature will depend on
length of exposure and mass of product length of exposure and mass of product cured.cured.
High Abrasion and Stain ResistanceHigh Abrasion and Stain Resistance

Evaluating Existing Application Evaluating Existing Application Equipment for use with UVEquipment for use with UV
Evaluating Existing Application Evaluating Existing Application Equipment for use with UVEquipment for use with UV

Fluid Supply OptionsFluid Supply Options
– Peristaltic pumpPeristaltic pump
– Diaphragm pumpDiaphragm pump
– Piston PumpPiston Pump
Evaluating Application EquipmentEvaluating Application EquipmentEvaluating Application EquipmentEvaluating Application Equipment
– Pressure pot \ fluid regulatorPressure pot \ fluid regulator

Regardless of the system used, the following items must be Regardless of the system used, the following items must be considered:considered:
– All wetted components in the fluid stream must be stainless steel or Teflon.All wetted components in the fluid stream must be stainless steel or Teflon.
– All fluid supply lines and tubes All fluid supply lines and tubes should be opaque.should be opaque.
– Minimize exposure of coating to all light sources Minimize exposure of coating to all light sources (fluorescent and sunlight).(fluorescent and sunlight).
– UV coatings are shear sensitive UV coatings are shear sensitive and are not compatible with and are not compatible with piston or gear pumps.piston or gear pumps.
Evaluating Application EquipmentEvaluating Application EquipmentEvaluating Application EquipmentEvaluating Application Equipment

Pressure pot \ fluid regulatorPressure pot \ fluid regulator– Basic systemBasic system– Grounded for solvent borne coatingsGrounded for solvent borne coatings
Variable Pneumatic Signal
Pressure Pot60 - 80 psi air
pressureTo Paint Applicator
Coating Material
Pressure Pot
Fluid Regulator
Evaluating Application EquipmentEvaluating Application EquipmentEvaluating Application EquipmentEvaluating Application Equipment
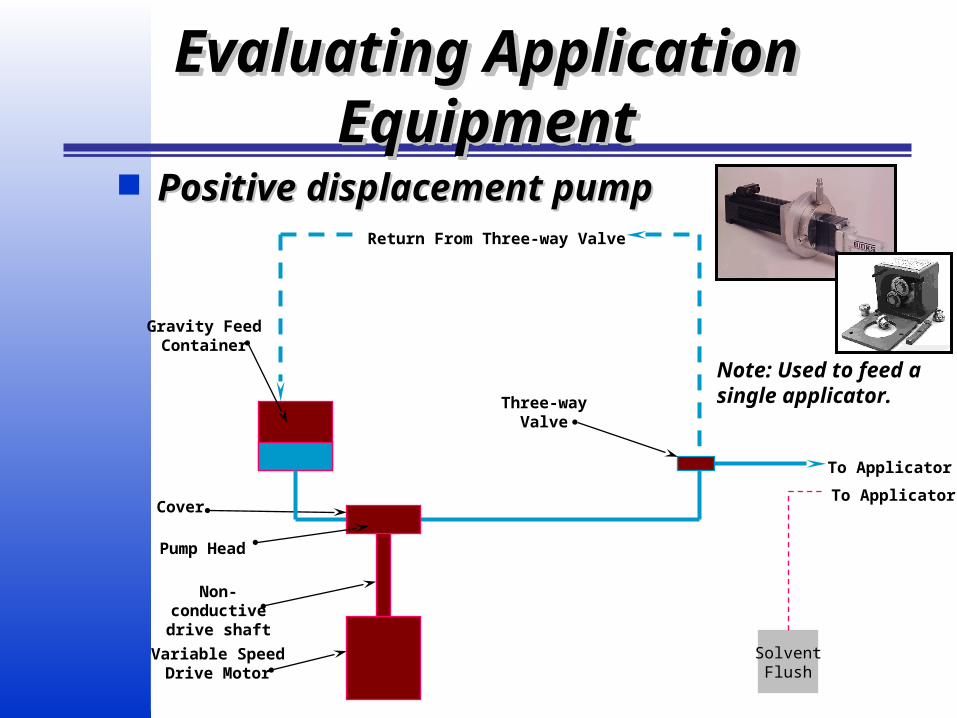
Non-conductive drive shaft
Variable Speed Drive Motor
Return From Three-way Valve
To Applicator
SolventFlush
To Applicator
Pump Head
Cover
Gravity Feed Container
Note: Used to feed a single applicator.Three-way Valve
Positive displacement pumpPositive displacement pump
Evaluating Application EquipmentEvaluating Application EquipmentEvaluating Application EquipmentEvaluating Application Equipment

Pump
Drum
Back Pressure Regulator
Fluid Regulator
Paint Filter
Paint Heater (optional)
Return From CCV Stack
Solvent
PaintAir
To Applicators
SolventFlush
To Applicators
Diaphragm or piston pumpDiaphragm or piston pump– Used for circulating systems and bulk supplyUsed for circulating systems and bulk supply
Evaluating Application EquipmentEvaluating Application EquipmentEvaluating Application EquipmentEvaluating Application Equipment
Effects of heat on coatingEffects of heat on coating– Heat will lower viscosity of coating Heat will lower viscosity of coating
material.material.
Effects of heat on product coatedEffects of heat on product coated– A heated part cause UV material to flowA heated part cause UV material to flow
– Part should be cured immediately after coating (note: any residual Part should be cured immediately after coating (note: any residual solvents must be “flashed-off”).solvents must be “flashed-off”).
– Aids in atomization of coatings.Aids in atomization of coatings.– Simplifies fluid handling.Simplifies fluid handling.
Evaluating Application EquipmentEvaluating Application EquipmentEvaluating Application EquipmentEvaluating Application Equipment

Viscosity Curve - Pigmented UV Coating
0102030405060
77 86 95 105 115 125 135 140Temperature (F)
Zah
n #3
(S
econ
ds)
Evaluating Application EquipmentEvaluating Application EquipmentEvaluating Application EquipmentEvaluating Application Equipment

Most end users start out using their Most end users start out using their existing equipment configuration.existing equipment configuration.
– Equipment can not properly Equipment can not properly atomize the coating material.atomize the coating material.
– Solvents are used to reduce the Solvents are used to reduce the material, defeating the original material, defeating the original objective to eliminate solvents.objective to eliminate solvents.
Evaluating Application EquipmentEvaluating Application EquipmentEvaluating Application EquipmentEvaluating Application Equipment

UV materials can be applied with a wide variety of spray UV materials can be applied with a wide variety of spray application equipment.application equipment.
Evaluating Application EquipmentEvaluating Application EquipmentEvaluating Application EquipmentEvaluating Application Equipment

Air atomization - air is used to atomize Air atomization - air is used to atomize
coating into fine particles.coating into fine particles. Conventional air spray - Conventional air spray -
high pressure, low volumehigh pressure, low volume
HVLP air spray - HVLP air spray -
high volume low pressurehigh volume low pressure
Works best with lower Works best with lower
solids coatingssolids coatings
Evaluating Application EquipmentEvaluating Application EquipmentEvaluating Application EquipmentEvaluating Application Equipment
Hydraulic atomization - material is forced Hydraulic atomization - material is forced through a fixed orifice at high pressure.through a fixed orifice at high pressure.
Conventional Airless: 2000 - 3500 psi fluid Conventional Airless: 2000 - 3500 psi fluid pressure.pressure.
Air Assisted Airless: 300 - 1500 psiAir Assisted Airless: 300 - 1500 psi
High shear is induced on coatings with High shear is induced on coatings with piston style pumps.piston style pumps.
Evaluating Application EquipmentEvaluating Application EquipmentEvaluating Application EquipmentEvaluating Application Equipment

Rotary atomizer - centrifugal force is used Rotary atomizer - centrifugal force is used to atomize coating material.to atomize coating material.
– Ability to atomize high viscosity Ability to atomize high viscosity coatings.coatings.
– Serrated edge “bell” cup Serrated edge “bell” cup aids in atomization process.aids in atomization process.
– Electrostatic applicator yields Electrostatic applicator yields high transfer efficiencyhigh transfer efficiency
Evaluating Application EquipmentEvaluating Application EquipmentEvaluating Application EquipmentEvaluating Application Equipment

Unique feature of 100% solids material:Unique feature of 100% solids material:
wet film thickness = dry film thicknesswet film thickness = dry film thickness
Dry Film = 1.0 mils 1.0 mil
2.0 mil“wet”
4.0 mil“wet”
25% solids by volume material
50% solids by volume material
100% solids by volume material
Dry Film = 1.0 mils Dry \Wet Film
Evaluating Application EquipmentEvaluating Application EquipmentEvaluating Application EquipmentEvaluating Application Equipment
Regardless of the application equipment used, fluid delivery Regardless of the application equipment used, fluid delivery rate is one of the most critical parameters to control (very rate is one of the most critical parameters to control (very critical with pigmented systems, excessive film may not cure critical with pigmented systems, excessive film may not cure properly). properly).
Positive displacement pump offers good control of fluid Positive displacement pump offers good control of fluid flow rate since delivery is based on rotation of pump drive flow rate since delivery is based on rotation of pump drive mechanism.mechanism.
With pressure pot or diaphragm pump system, a flow meter With pressure pot or diaphragm pump system, a flow meter can be placed in the fluid stream and interfaced with a flow can be placed in the fluid stream and interfaced with a flow controller.controller.
Evaluating Application EquipmentEvaluating Application EquipmentEvaluating Application EquipmentEvaluating Application Equipment

Closed Loop flow ControlClosed Loop flow Control
Flow Meter Fluid Regulator
Fluid Inlet Fluid
Outlet
Flow
Controller
Transducer
ElectricalSignal
Pneumatic Signal Compare
Adjust
Measure
Evaluating Application EquipmentEvaluating Application EquipmentEvaluating Application EquipmentEvaluating Application Equipment
Testing UV Materials for Your Testing UV Materials for Your ApplicationApplication
Testing UV Materials for Your Testing UV Materials for Your ApplicationApplication

– Coating SupplierCoating Supplier– Equipment SupplierEquipment Supplier– Lamp SupplierLamp Supplier
Find a place to test the process.Find a place to test the process.
Testing UV for Your ApplicationTesting UV for Your ApplicationTesting UV for Your ApplicationTesting UV for Your Application
– Need to simulate proposed or existing process as closely Need to simulate proposed or existing process as closely as possible.as possible.
– Conveyor system, application equipment, curing system.Conveyor system, application equipment, curing system.– Keep safety in mind Keep safety in mind
Form a team:Form a team:
Must confirm coating meets physical Must confirm coating meets physical properties.properties.
Performance RequirementsPerformance RequirementsPerformance RequirementsPerformance Requirements
– AdhesionAdhesion– Corrosion resistanceCorrosion resistance– HardnessHardness– AbrasionAbrasion– GlossGloss
Coating supplier will make Coating supplier will make recommendations on type of lamps to userecommendations on type of lamps to use– Wave length of lamps must be matched to Wave length of lamps must be matched to
photoinitiators in coating to ensure proper Cure. photoinitiators in coating to ensure proper Cure.

– Provides acceptable coverage on the product.Provides acceptable coverage on the product.– Able to obtain good overall appearance.Able to obtain good overall appearance.
Performance RequirementsPerformance RequirementsPerformance RequirementsPerformance Requirements
Equipment SupplierEquipment Supplier
– Achieves good atomization quality Achieves good atomization quality with equipment demonstrated.with equipment demonstrated.
– Save coated samples.Save coated samples.
– Measure dry film thickness.Measure dry film thickness.
– Document material usage \ parts Document material usage \ parts per gallon.per gallon.

Performance RequirementsPerformance RequirementsPerformance RequirementsPerformance Requirements
– Have them make recommendation on lamp Have them make recommendation on lamp configuration and quantity.configuration and quantity.
– Lamps must be installed with safety in mind, Lamps must be installed with safety in mind, lights must be interlocked and shielded to lights must be interlocked and shielded to prevent operator exposure.prevent operator exposure.
Lighting SupplierLighting Supplier
– Although lights can fit in a small Although lights can fit in a small footprint, keep maintenance and footprint, keep maintenance and accessibility in mind.accessibility in mind.

ConclusionConclusionConclusionConclusion
UV Coatings can offer:UV Coatings can offer:– An environmentally friendly solution. An environmentally friendly solution.
– A more streamlined manufacturing process.A more streamlined manufacturing process.
Existing fluid delivery and application equipment Existing fluid delivery and application equipment may be adapted to apply UV materials.may be adapted to apply UV materials.
Assemble a team consisting of coating Assemble a team consisting of coating manufacture, equipment supplier and lamp manufacture, equipment supplier and lamp supplier.supplier.

Thank-youThank-youThank-youThank-you
If I can be of any additional assistance'sIf I can be of any additional assistance's
Please contact me:Please contact me:
John OwedJohn Owed
ITW Ransburg Electrostatic SystemsITW Ransburg Electrostatic Systems
320 Phillips Ave.320 Phillips Ave.
Toledo, Ohio 43612Toledo, Ohio 43612
Phone: 419\470-2066Phone: 419\470-2066
Fax: 419\470-2185Fax: 419\470-2185
E-mail: [email protected]: [email protected]