light weight vehicle body construction implication
TRANSCRIPT
LIGHT WEIGHT VEHICLE BODY CONSTRUCTION
IMPLICATION ON STAMPING
Presentation By : D G NAIK
AMS Conference
oVehicle Weight
oFactors Leading to Weight Increase
oNeed for Weight Reduction
oWays to Achieve
oMethodology
oChallenges
oSummary
CONTENT
Content
Vehicle Weight
Vehicle Weight is Governed by:
a) Body weight
b) Chassis
c) Drive line
d) Trims & others
Factors leading to Weight Increase
Factors Leading to Increase in Body Weight:
a) Crash & Safety requirements
b) Load carrying capacity
c) Emission Norms
d) Increasing Customer Needs

Crash & Safety Requirements
Offset Frontal Full Frontal Rear Impact
Side Impact Angular Frontal Pole Impact
Meeting crash requirements means increase in steel weight
Factors leading to Weight Increase

Higher Loading Capacity
Higher payload requirements means increase in steel weight
Factors leading to Weight Increase

Ongoing Stringent Emission Requirement
Need for weight reduction
Need for Weight Reduction

Need of Reduction in Body Weight:
a) Fuel economy
b) Vehicle cost
Need for Weight Reduction

Fuel Economy Use of High Strength Steel with reduced thickness
Weight Reduction leads to increased fuel economy
Need for Weight Reduction

Rs 80000 / Vehicle Rs 86000 / Vehicle
Cost Pressure Use of High Strength Steel with reduced thickness
Need of reduction
Sustaining cost pressure with change in material mix

Ways to achieve
Ways to achieve Light Weight Body requirements:
a) Reduction in number of parts
b) Use of Down Gauge Steels
c) Use of Lighter Material

Methodology
Methodology for Weight Reduction:
a) Use of Lower Gauge & High Strength Steel
b) Use of Tailor Welded Blanks
c) Use of Aluminium / SMC

Methodology for Weight Reduction
Material & Process
Process
Cold Form Hot Form Hydro Form
Methodology for Weight Reduction
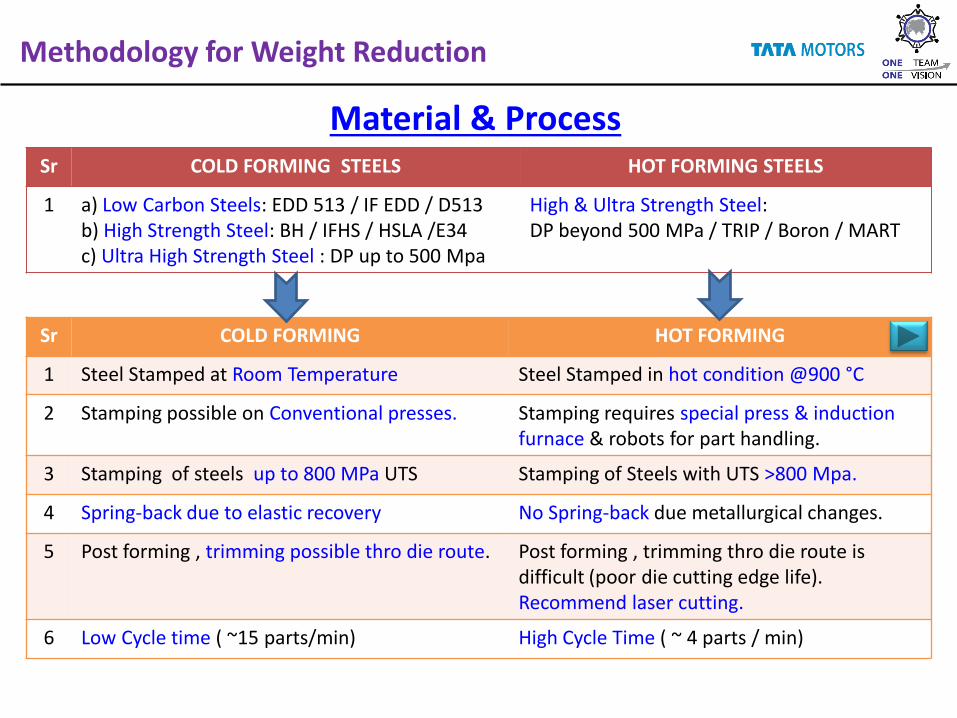
Material & Process
Sr COLD FORMING HOT FORMING
1 Steel Stamped at Room Temperature Steel Stamped in hot condition @900 °C
2 Stamping possible on Conventional presses. Stamping requires special press & induction furnace & robots for part handling.
3 Stamping of steels up to 800 MPa UTS Stamping of Steels with UTS >800 Mpa.
4 Spring-back due to elastic recovery No Spring-back due metallurgical changes.
5 Post forming , trimming possible thro die route. Post forming , trimming thro die route is difficult (poor die cutting edge life). Recommend laser cutting.
6 Low Cycle time ( ~15 parts/min) High Cycle Time ( ~ 4 parts / min)
Sr COLD FORMING STEELS HOT FORMING STEELS
1 a) Low Carbon Steels: EDD 513 / IF EDD / D513 b) High Strength Steel: BH / IFHS / HSLA /E34 c) Ultra High Strength Steel : DP up to 500 Mpa
High & Ultra Strength Steel: DP beyond 500 MPa / TRIP / Boron / MART

o Design & Simulation Implications
• Reduced Formability
• Reduced elongation & tendency to Crack
• Residual stresses-Dimensional Instability
• Spring-back Compensation - iterative
COLD FORMING HOT FORMING
Process & Tooling Challenges
o Tryout & Tooling Cost Implications
• High spring-back leading to Panel Twist
• Special presses with high draw tonnage
• SKD 11 inserts in Dies with special coating
• High Tryout Time for Quality Loops
• High Tooling Cost
o Design & Simulation Implications
• Heat Flow Study
• Segmented Die construction
• Independent guiding & Cyl. for segments
o Tooling Cost Implications
• Special Press & Die
• Dies with internal cooling arrangement
• Induction Furnace with robotic blank handling
• Laser Cutting as separate set up
• High Tooling Cost & Processing Cost
Process & Tooling Challenges

Overcoming Challenges in Cold Forming:
Blank Raw Material
Blank Holder Punch/ Die Cutting Element
UTS < 600 MPa FGS 600 FGS 600 + Small Inserts in Z Type Steel
Z 160 CDV12 Z160CDV12 + TiN
High Strength Steel – UTS <800
FGS 600 FGS 600 + Small Inserts in Z Type Steel
Z 160 CDV12 (Steel with 8% Cr)
UTS > 800 FGS 600 + Small Inserts in Z Type Steel
FGS 600 + Small Inserts in Z Type Steel
Z 160 CDV8.4 (Steel with 8% Cr)
Die Steel Materials

Upper Die – Made in M15 casting • To have easy modifications (weld/machine) in Q-
loops • 30% cost of actual SKD11 inserts • Faster modification cycle ( no annealing required )
Upper Die – Final SKD11 inserts • Final casting shape ( after Q-loop) is scanned for machining of inserts • Die Design made modular to accommodate the SKD11 inserts by removal of M15 casting in the UDIE cavity
Excessive Spring Back with High Strength Steel
1. Cheaper M15 casting used
for Die proving
2. After proving, SKD11 inserts
fitted
Overcoming Challenges in Cold Forming:
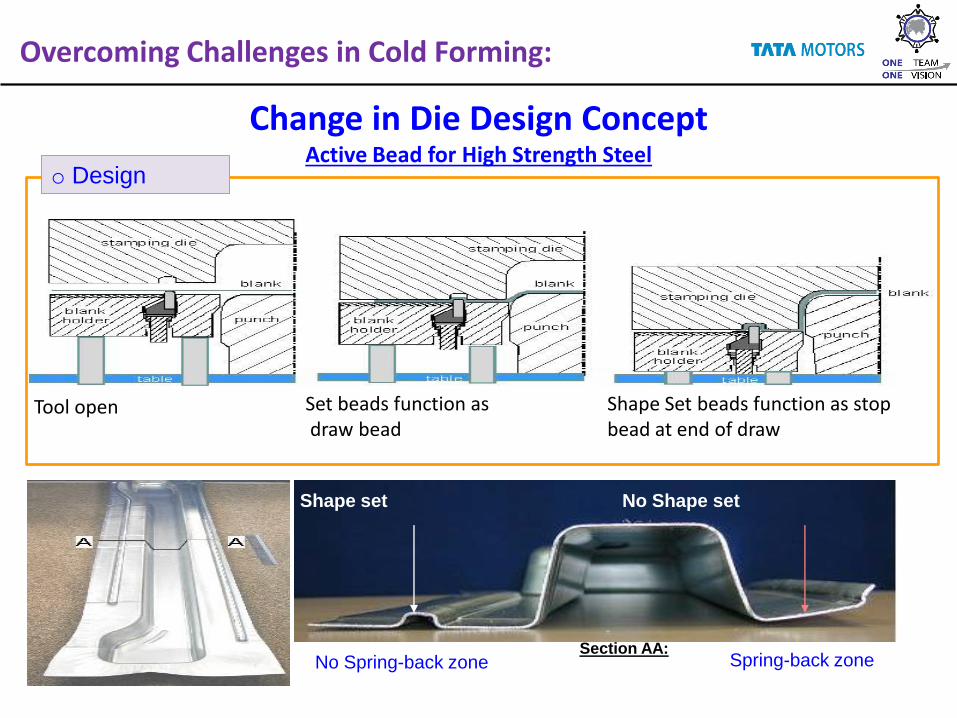
Overcoming Challenges in Cold Forming:
Change in Die Design Concept Active Bead for High Strength Steel
Shape set
Section AA:
No Shape set
Set beads function as draw bead
Shape Set beads function as stop bead at end of draw
Tool open
o Design
No Spring-back zone Spring-back zone

Hydro Forming :
o Process
o Applications
Faxial Faxial
P
Hydro Forming
Die Holding Press : 1000~3000T
Fluid Pressure @ 900 Bar
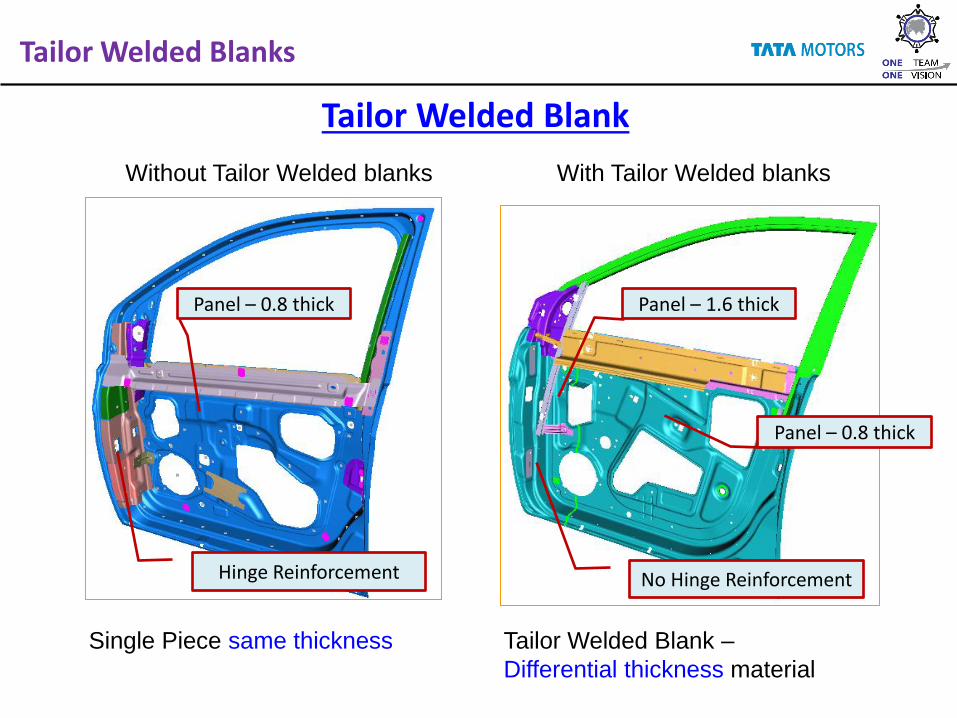
Tailor Welded Blanks
Tailor Welded Blank –
Differential thickness material
Single Piece same thickness
Without Tailor Welded blanks With Tailor Welded blanks
No Hinge Reinforcement Hinge Reinforcement
Panel – 0.8 thick Panel – 1.6 thick
Panel – 0.8 thick
Tailor Welded Blank

Use of Aluminium:
o Usage of Aluminum Alloy • Wax Coated blanks ( have shelf life) • Riveted Joints for fastening • Low BIW Weight • Used in Premium segment vehicles
• In raw material cost, aluminum is 3 times
more expensive than steel.
• In conversion cost, aluminum is 2 times
more expensive than steel.
• In assembly, aluminum is 20 to 30% more
expensive than steel.
• In total, an aluminum structured vehicle is
estimated at 60 to 80% more expensive
than a conventional steel design.
Aluminium Body Panels
Summary:
1. Why Light Weighting of Vehicle Body ?
• Regulatory requirements – Crash /Safety / Emission • Customer Demand – Cost & Fuel Economy
2. How is this Possible ?
• Use of Lighter materials – Aluminium • Use of High Strength Steel with reduced thickness. • Use of Ultra High Strength Steel with reduced thickness & geometry. • Tailor Welded Blank – Differential thickness material (eliminate part/s)
3. What are the Challenges ?
• Aluminium panels – cost goes up (both material + process).
• High Strength Steel panels – Formability of part, Die design & its material.
• Ultra High Strength Steel panels – Press & Process needs change Specialized process (hot forming), Spl dies & Equipment.

This means auto makers will have to invest in advanced
equipment and technologies to further improve upon the market
requirements.
The technology of producing light weight vehicle bodies will build
position of advantage in current market competition.
The requirements are demanding, however there is a way.
The challenges may be many, but the advantages are more.
WHAT IS THE IMPLICATION ON LIGHT WEIGHT VEHICLE BODY
Summary:

END OF PRESENTATION
AMS Conference

Coil Blank Furnace Robot Press
For homogeneous austenitic microstructure
Around 3 sec blank transfer
Austenite transforms into Martensitic microstructure
cooling rate 80 deg C/sec (4 sec)
10 min / 900 deg C
Hot Forming
o Process
o Applications

Coil Blank Furnace Robot Press
For homogeneous austenitic microstructure
Around 3 sec blank transfer
Austenite transforms into Martensitic microstructure
cooling rate 80 deg C/sec (4 sec)
10 min / 900 deg C
Hot Forming
o Process
o Applications