lecturer-ii /i electrochemical cells and its types ... 6251/engg... · examples : standard hydrogen...
TRANSCRIPT
CY6251-Unit – II
Lecturer-II /I Electrochemical cells and its types.
Electrode potential –origin – oxidation and reduction potential.
INTRODUCTION
Electrochemistry is a branch of chemistry which is used to study the chemical applications of electricity. Electro chemistry deals with the chemical reactions produced by passing electric current through an electrolyte or production of electric current through a chemical reaction
Conductors
Conductor is a material which allows free flow of electricity.
Example: All metals, graphite, fused salts, solution of electrolytes,
Non-conductors (Insulators)
Insulators are materials which donot conduct electrical current
Example: Wood, plastics, most of non metals.
Types of conductors
(i) Metallic conductors : The solid material, which conduct electric current due to the movement of electron from one end to the other end without producing chemical reaction.
Examples : All metals, graphite.
(ii) Electrolytic conductors : They conduct electric current due to the movement of ions from one electrode to another electrode in solution or in fused state.This process is accompanied by a chemical reaction.
Cell Terminology
i. Current : Flow of electrons through a conductor.
ii. Electrode : Electrode is a material (rod, bar, strip) which conducts electrons.
iii. Anode : Electrode at which oxidation occurs.
iv. Cathode : Electrode at which reduction occurs.
v. Electrolyte : Water soluble substance forming ions in solution and conducts electric current
vi. Anode compartment : Compartment of the cell in which the oxidation half reaction occurs. It contains the anode
vii. Cathode compartment : Compartment of the cell in which the
reduction half reaction occurs. It contains the cathode
viii. Half–cell : It is the part of a cell, which contains an electrode dipped in an electrolyte. If oxidation occurs in this half-cell, then it is called the oxidation half cell. If reduction occurs at the cell, it is called the reduction half-cell.
ix. Cell : Device consisting of two half cell. The two half cells are connected through one wire.
ix. Salt bridge: Contains solutions of a salt (KNO3 or NH4NO3) that literally serve as a bridge to completed the circuit, maintain electro neutrality of electrolyte and minimize. For precise measurement of potential a salt bridge is used.
TYPES OF CELLS
A cell is a device consisting of two half cells. Each half cell consists of an electrode dipped in an electrolyte solution. The two half cells are connected through one wire. The following are the two types of cells.
(1) Electrolytic cell
(2) Electrochemical cell
Electrolytic cell
It is a cell in which electrical energy brings about a chemical reaction.
Example : Electrolysis, electroplating.
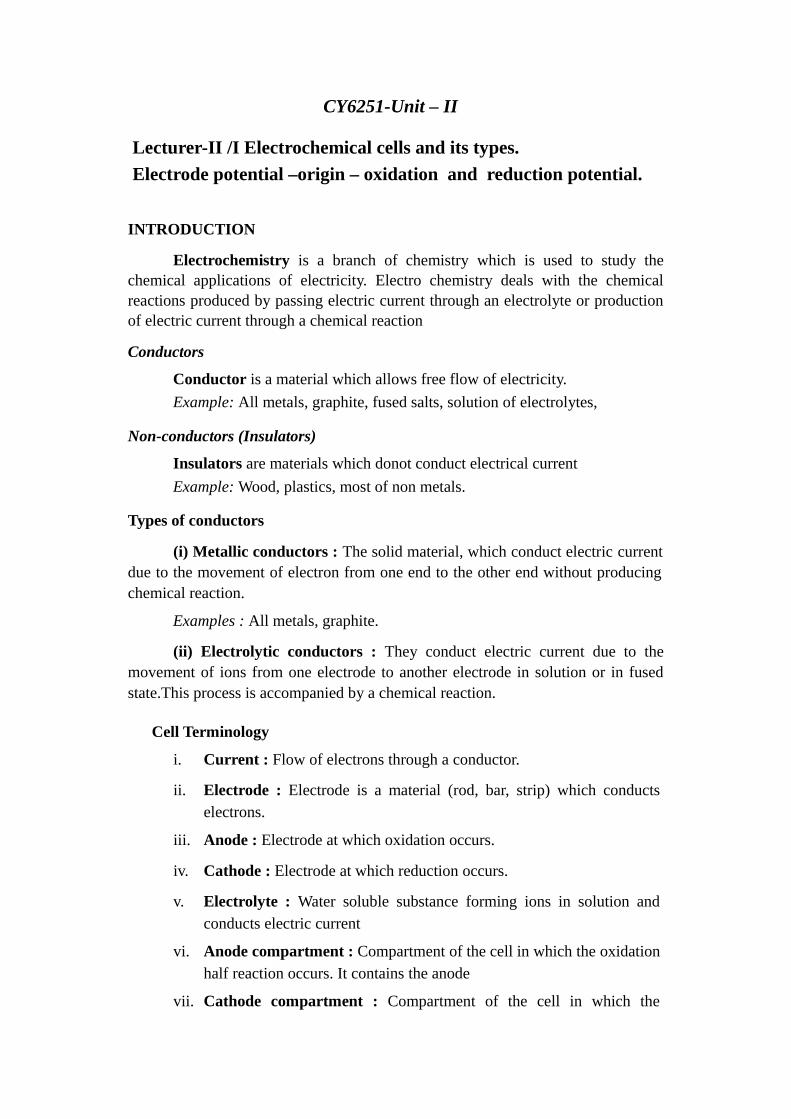
Electrolysis
Process of chemical decomposition of an electrolyte by passage of electricity. Example : Electrolysis of HCl.
Fig. 2.1 Electrolytic cellMechanism
HCl will dissociate into H+ and Cl– in water on passing electric current the following reactions occur at the electrodes:
At anode : 2Cl– Cl2 + 2e (oxidation)
At cathode : 2H+ + 2e– H2 (reduction)
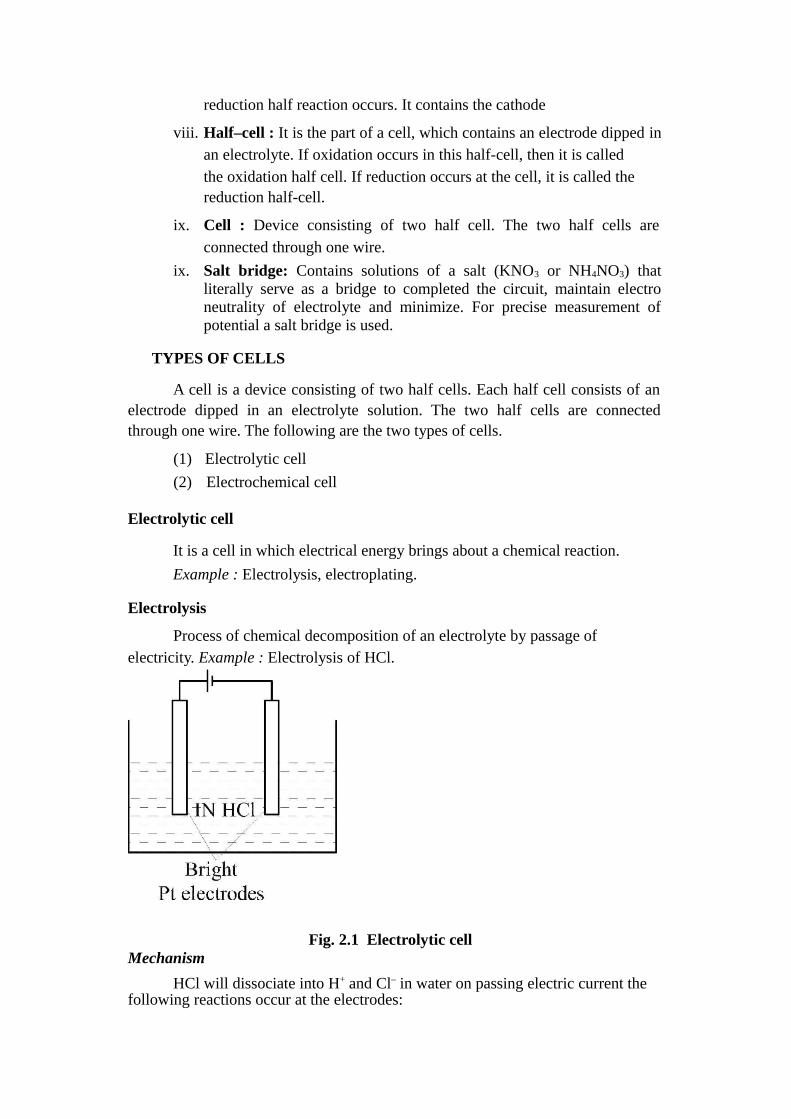
Electrochemical cells (Galvanic cells)
It is a device that produces electrical energy at the expense of chemical energy produced in a reaction. Example : Daniel cell.
Fig. 2.2 Daniel Cell
Cell device (Construction)
Consists of Zn electrode dipped in 1M ZnSO4 solution and a Cu electrode dipped in 1M CuSO4 solution. Each electrode is a half cell. The solutions are inter connected by salt bridge and the two electrodes are connected by wire through the voltmeter.
Reactions occurring in the cell
Zn Zn 2 2e (at anode)
Cu 2 + 2e Cu (at cathode)
Cu2+ + Zn Zn2+ + Cu (net cell reaction)
At anode : Oxidation of Zn to Zn2+ takes place with the liberation of electrons.
At cathode : Reduction of Cu2+ to Cu takes place by the acceptence of electrons.
The electrons liberated in oxidation reaction flow through external wire and are consumed by the copper ions at the cathode.
Salt bridge : It consists of a U-tube containing a saturated solution of KCl or (NH4)2NO3 in agar–agar gel. It connects the two half cells.
Functions
i. It eliminates liquid junction potential.
ii. It provides a path for the flow of electrons between two half cells.
Representation of a galvanic cell (Cell diagram)
i. Galvanic cell consists of two electrodes, anode and cathode
ii. Anode is written on the LHS and cathode on RHS
iii. The anode is written with the metal first and then the electrolyte which are separated by a vertical line Examples : Zn/Zn2+ (or) Zn/ZnSO4
iv. The cathode is written with the electrolyte first and then the metal. Examples : Cu2+/Cu (or) CuSO4/Cu
v. The two half cells are separated by a salt bridge, which is indicated by two vertical lines.
Using the above representation, the galvanic cell is represented as
Zn/ZnSO4 (1M) // ) CuSO4 (1M) /Cu
Differences between Electrolytic cells and Electrochemical cells
S.No. Electrolytic cell Electrochemical cell
1.
Electrical energy converted to Chemical energy converted to
chemical energy. electrical energy.2. Anode carries +ve charge. Anode carries –ve charge3. Cathode carries – ve charge. Cathode carries +ve charge.
4.Electrons are supplied to the Electrons are drawn from the cell
cell from an external source.
5.
Amount of electricity is measured Emf produced is measured by
by coulometer potentiometer
6.
Extent of chemical change is Emf of the cell depends on the
governed by Faraday’s laws.
concentration of the electrolyte andthe nature of the electrode.
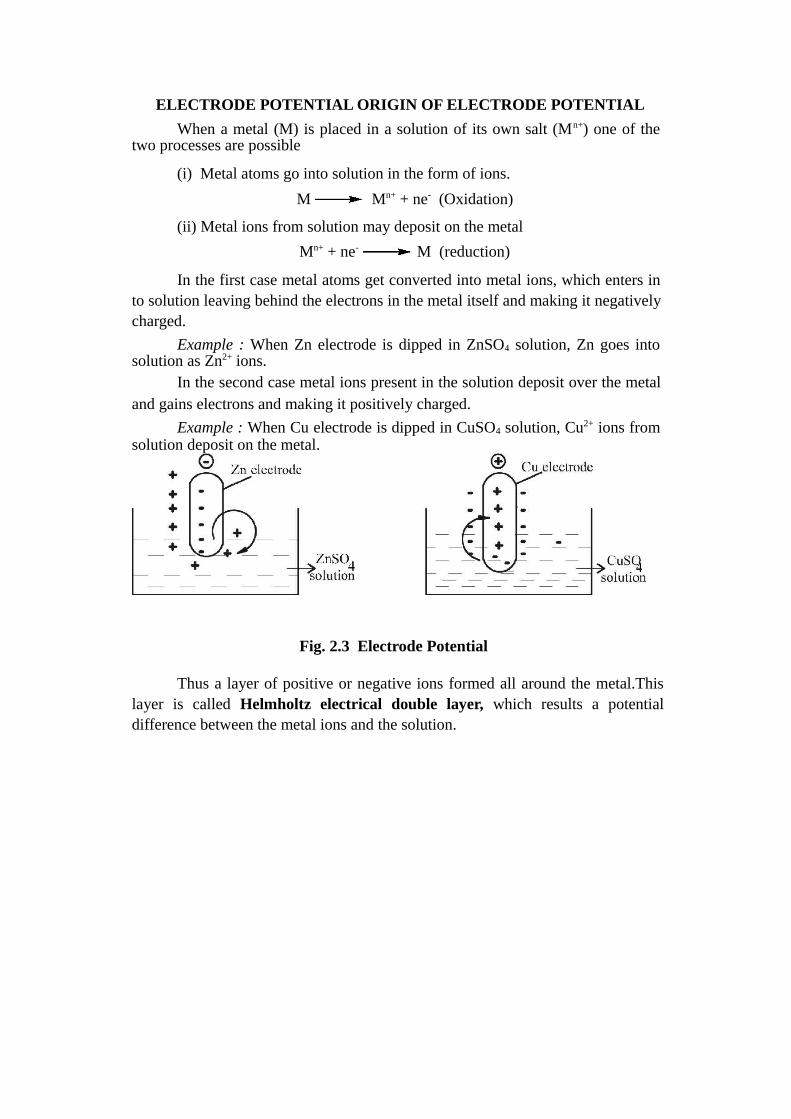
ELECTRODE POTENTIAL ORIGIN OF ELECTRODE POTENTIAL
When a metal (M) is placed in a solution of its own salt (Mn+) one of the two processes are possible
(i) Metal atoms go into solution in the form of ions.
M Mn+ + ne- (Oxidation)
(ii) Metal ions from solution may deposit on the metal
Mn+ + ne- M (reduction)
In the first case metal atoms get converted into metal ions, which enters in to solution leaving behind the electrons in the metal itself and making it negatively charged.
Example : When Zn electrode is dipped in ZnSO4 solution, Zn goes into solution as Zn2+ ions.
In the second case metal ions present in the solution deposit over the metal and gains electrons and making it positively charged.
Example : When Cu electrode is dipped in CuSO4 solution, Cu2+ ions from solution deposit on the metal.
Fig. 2.3 Electrode Potential
Thus a layer of positive or negative ions formed all around the metal.This layer is called Helmholtz electrical double layer, which results a potential difference between the metal ions and the solution.

At equilibrium, the potential difference becomes a constant value which is known as the electrode potential of the metal. Thus the tendency of the electrode to lose electrons is called Oxidation potential and tendency of an electrode to gain electrons is called reduction potential.
Single electrode potential (E) : It is the tendency of a metallic electrode to
lose or gain electrons when it is in contact with a solution of its own salt.
Standard electrode potential (Eo) : It is the tendency of a metallic electrode to lose or gain electrons when it is in contact with a solution of its own salt of 1M concentration at 25oC.
Lecturer-II /II MEASUREMENT OF SINGLE ELECTRODE POTENTIAL and applications. Electro chemical series and its
significances
It is impossible to evaluate the absolute value of a single electrode potential.But we can measure the potential difference between two electrodes potentiometrically by combining it with other electrode called a reference electrode.
Reference (or) Standard electrode
The potential of unknown electrode can be measured by coupling it with another electrode, called reference electrode whose electrode potential is already known.
Examples : Standard hydrogen electrode, Standard calomel electrodes.
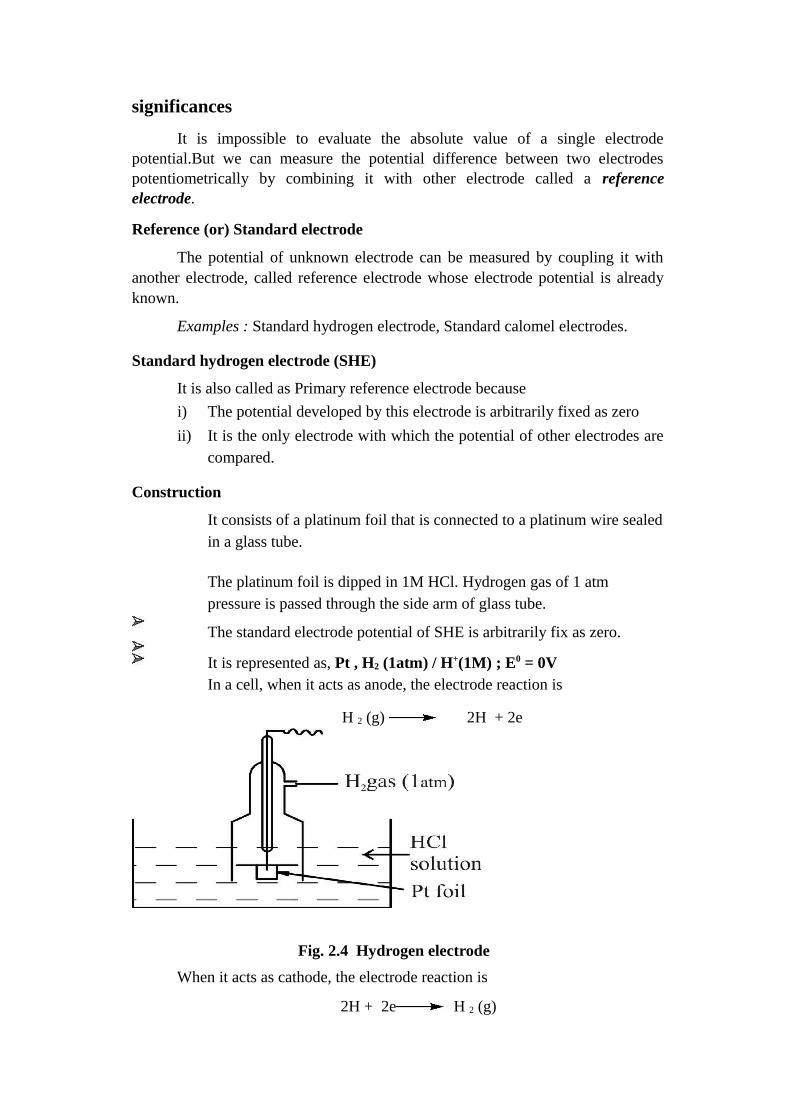
Standard hydrogen electrode (SHE)
It is also called as Primary reference electrode because
i) The potential developed by this electrode is arbitrarily fixed as zero
ii) It is the only electrode with which the potential of other electrodes are compared.
Construction
It consists of a platinum foil that is connected to a platinum wire sealed in a glass tube.
The platinum foil is dipped in 1M HCl. Hydrogen gas of 1 atm pressure is passed through the side arm of glass tube.
The standard electrode potential of SHE is arbitrarily fix as zero.
It is represented as, Pt , H2 (1atm) / H+(1M) ; E0 = 0VIn a cell, when it acts as anode, the electrode reaction is
H 2 (g) 2H + 2e
Fig. 2.4 Hydrogen electrode
When it acts as cathode, the electrode reaction is
2H + 2e H 2 (g)

Limitations (or) drawbacks of SHE
It is difficult to get pure hydrogen gas.The pressure of hydrogen is to be kept 1 atm all the time. It is difficult to set up and transport.Hydrogen gas reduces many ions like Ag+ and affects compounds of Hg, Ag etcA large volume of test solution is required.It cannot be used in solutions of redox systems,the solution may poison platinum surface.
Saturated calomel electrode (SCE)
(Secondary reference electrode)
It consists of a glass tube containing pure mercury at the bottom over which mercurous chloride is placed. The remaining portion of the tube is filled with saturated solution of potassium chloride.The bottom of the tube is sealed with a platinum wire. The side tube is used for making electrical contact with a salt bridge.The electrode is represented as,
Hg | Hg2 Cl2(s) | KC | (Saturated, Solution) Eº = 0.2422V
Fig. 2.5 Calomel electrode
In a cell, when it acts as anode, the electrode reaction is
2Hg(l ) + 2Cl Hg 2Cl2 (s )+ 2e
When it acts as cathode, the electrode reaction is
2Hg+Cl
HgCl2 +2e
The electrode potential depends on the activity of chloride tons.
KCl (v)
0.1N 0.3335 V
1 N 0.281 V
Saturated 0.2422 V
Advantages of Calomel Electrode
i. Easy to set up.
ii. Easily transportable long shelf life and reproducibility of emf
iii. Electrode can be used in a variety of solutions.
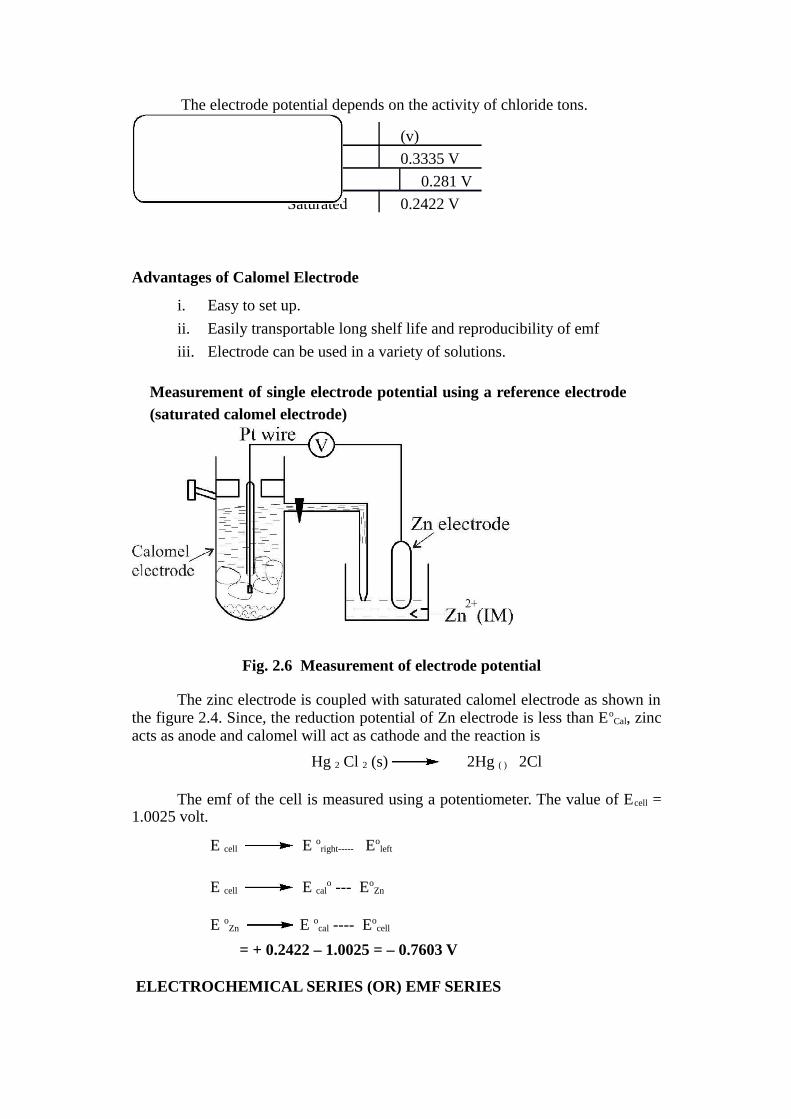
Measurement of single electrode potential using a reference electrode
(saturated calomel electrode)
Fig. 2.6 Measurement of electrode potential
The zinc electrode is coupled with saturated calomel electrode as shown in the figure 2.4. Since, the reduction potential of Zn electrode is less than Eo
Cal, zinc acts as anode and calomel will act as cathode and the reaction is
Hg 2 Cl 2 (s) 2Hg ( ) 2Cl
The emf of the cell is measured using a potentiometer. The value of Ecell = 1.0025 volt.
E cell E oright----- Eo
left
E cell E calo --- Eo
Zn
E oZn E o
cal ---- Eocell
= + 0.2422 – 1.0025 = – 0.7603 V
ELECTROCHEMICAL SERIES (OR) EMF SERIES
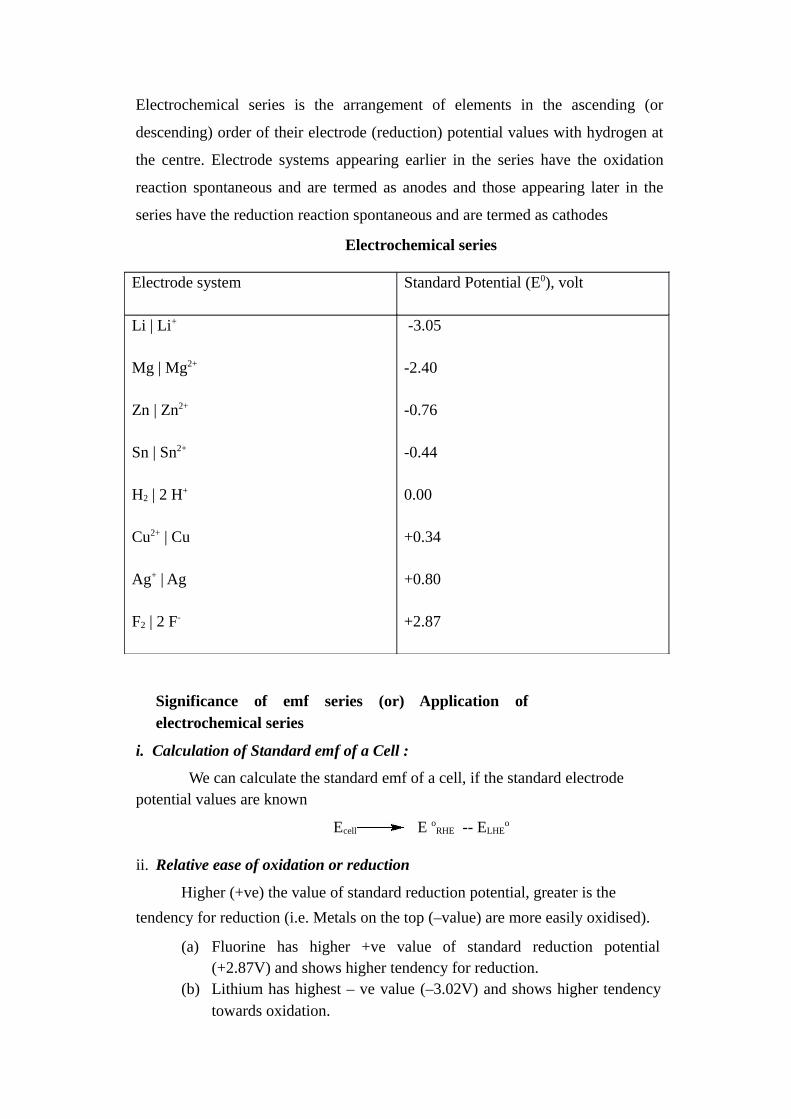
Electrochemical series is the arrangement of elements in the ascending (or
descending) order of their electrode (reduction) potential values with hydrogen at
the centre. Electrode systems appearing earlier in the series have the oxidation
reaction spontaneous and are termed as anodes and those appearing later in the
series have the reduction reaction spontaneous and are termed as cathodes
Electrochemical series
Electrode system Standard Potential (E0), volt
Li | Li+
Mg | Mg2+
Zn | Zn2+
Sn | Sn2+
H2 | 2 H+
Cu2+ | Cu
Ag+ | Ag
F2 | 2 F-
-3.05
-2.40
-0.76
-0.44
0.00
+0.34
+0.80
+2.87
Significance of emf series (or) Application of electrochemical series
i. Calculation of Standard emf of a Cell :
We can calculate the standard emf of a cell, if the standard electrode potential values are known
Ecell E oRHE -- ELHE
o
ii. Relative ease of oxidation or reduction
Higher (+ve) the value of standard reduction potential, greater is the
tendency for reduction (i.e. Metals on the top (–value) are more easily oxidised).
(a) Fluorine has higher +ve value of standard reduction potential (+2.87V) and shows higher tendency for reduction.
(b) Lithium has highest – ve value (–3.02V) and shows higher tendency towards oxidation.

iii. Displacement of one element by the other
Metals with a lower reduction potential will displace metals with a higher reduction potential from their salt solution (Copper will displace silver from its solution).
Example :
Zn(-0.76V) will displace copper (+0.34V) from its solution
Zn + CuSO4 ZnSO4 + Cu
iv. Determination of equilibrium constant (K) for a reaction
Standard electrode potentials are used to determine the equilibrium constants as follows:
Go RT ln K 2.303 RT log K
Go
= nFEo
log K =[Go nFEo ]2.303 RT
2.303 RT
From the value of Eo, the equilibrium constant for the reaction can be obtained.
v.Hydrogen displacement behavior
Metals with negative reduction potential (metals placed above H2) in emf series will displace hydrogen from dilute acids solutions.
Example: Zn (-0.76 V) will displace H2 from dilute acids whereas, silver (0.8) cannot
Zn + H2SO4 ZnSO4 + H2
Ag + H2SO4 No reaction
vi. Predicting the spontaneity of redox reactions
If Eo of a cell is positive the reaction is spontaneous.If Eo of a cell is negative the reaction is not feasible.
Lecture-II / III NERNST EQUATION FOR ELECTRODE POTENTIAL
The potential of any electrode system (E) depends on (i) nature of the
metal / element (ii) temperature and concentration of the electrolyte. The
functional dependence of potential of any electrode system (E) on these factors is
given by Nernst equation
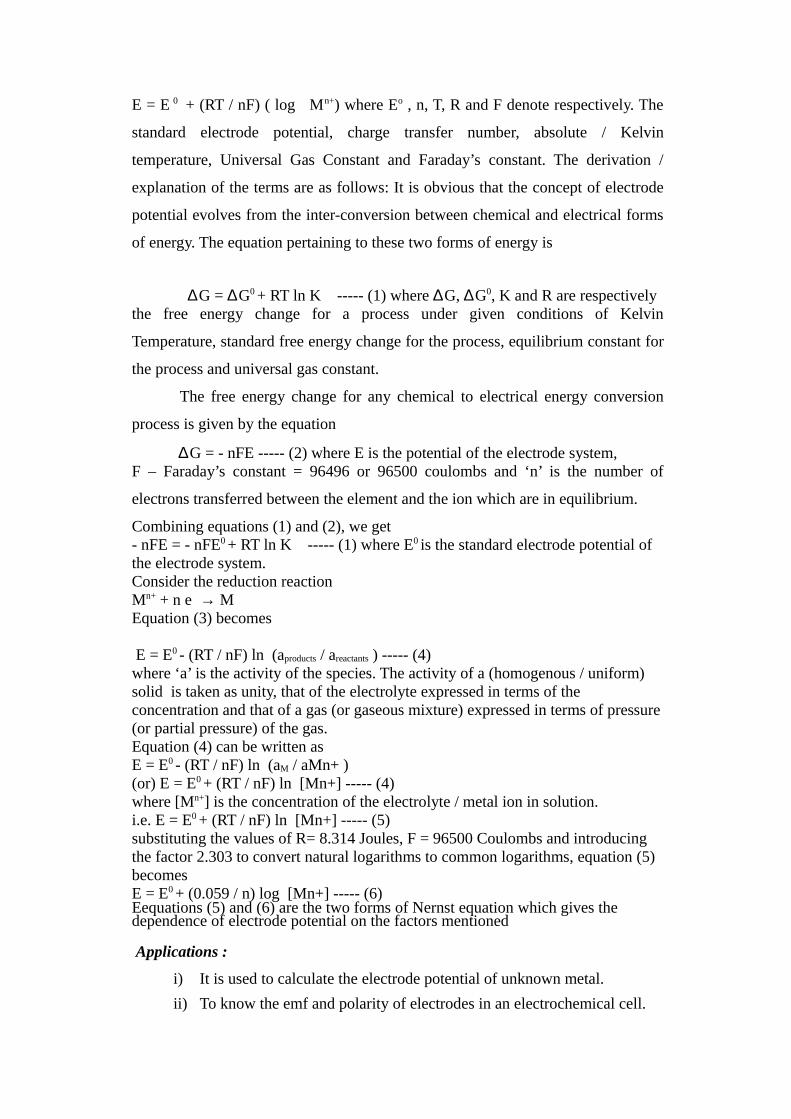
E = E 0 + (RT / nF) ( log Mn+) where Eo , n, T, R and F denote respectively. The
standard electrode potential, charge transfer number, absolute / Kelvin
temperature, Universal Gas Constant and Faraday’s constant. The derivation /
explanation of the terms are as follows: It is obvious that the concept of electrode
potential evolves from the inter-conversion between chemical and electrical forms
of energy. The equation pertaining to these two forms of energy is
∆G = ∆G0 + RT ln K ----- (1) where ∆G, ∆G0, K and R are respectivelythe free energy change for a process under given conditions of Kelvin
Temperature, standard free energy change for the process, equilibrium constant for
the process and universal gas constant.
The free energy change for any chemical to electrical energy conversion
process is given by the equation
∆G = - nFE ----- (2) where E is the potential of the electrode system,F – Faraday’s constant = 96496 or 96500 coulombs and ‘n’ is the number of
electrons transferred between the element and the ion which are in equilibrium.
Combining equations (1) and (2), we get - nFE = - nFE0 + RT ln K ----- (1) where E0 is the standard electrode potential of the electrode system.Consider the reduction reaction Mn+ + n e → MEquation (3) becomes
E = E0 - (RT / nF) ln (aproducts / areactants ) ----- (4)where ‘a’ is the activity of the species. The activity of a (homogenous / uniform) solid is taken as unity, that of the electrolyte expressed in terms of the concentration and that of a gas (or gaseous mixture) expressed in terms of pressure (or partial pressure) of the gas. Equation (4) can be written as E = E0 - (RT / nF) ln (aM / aMn+ )(or) E = E0 + (RT / nF) ln [Mn+] ----- (4) where [Mn+] is the concentration of the electrolyte / metal ion in solution.i.e. E = E0 + (RT / nF) ln [Mn+] ----- (5)substituting the values of R= 8.314 Joules, F = 96500 Coulombs and introducing the factor 2.303 to convert natural logarithms to common logarithms, equation (5) becomes E = E0 + (0.059 / n) log [Mn+] ----- (6)Eequations (5) and (6) are the two forms of Nernst equation which gives the dependence of electrode potential on the factors mentioned
Applications :
i) It is used to calculate the electrode potential of unknown metal.
ii) To know the emf and polarity of electrodes in an electrochemical cell.
iii) The corrosion tendency of metals in a given set of environmental
conditions can be predicted.
Lecturer-II / IV Corrosion-Introduction, types – Mechanism of
dry and wet corrosion
Introduction
Corrosion is defined as the loss of materials as a result of chemical or electrochemical reaction with the environment. The process of corrosion is slow, but the losses due to it are enormous which cannot be measured in terms of the cost of metal alone, but also the cost of fabrication. Now-a-days it is necessary to pay more attention to corrosion because of increasing use of metals in all fields of technology. Therefore, knowledge about different forms of corrosion and prevention is essential to minimise the maintenance and replacement cost of the material.
“Corrosion is defined as the gradual destruction of metals or alloys by
the chemical or electrochemical reaction with its environment.”
Causes of corrosion occurs
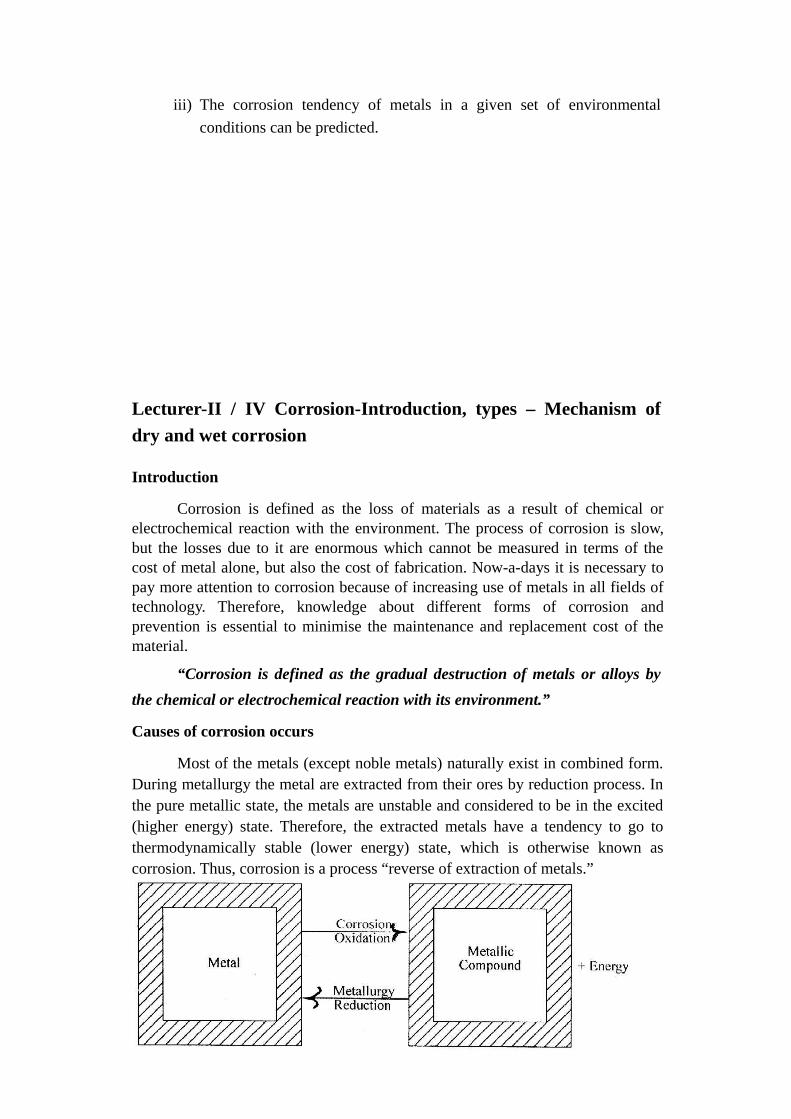
Most of the metals (except noble metals) naturally exist in combined form. During metallurgy the metal are extracted from their ores by reduction process. In the pure metallic state, the metals are unstable and considered to be in the excited (higher energy) state. Therefore, the extracted metals have a tendency to go to thermodynamically stable (lower energy) state, which is otherwise known as corrosion. Thus, corrosion is a process “reverse of extraction of metals.”

Fig.2.7 Illustration of Corrosion
Consequences of corrosion
i. The efficiency of machine will be lost due to the loss of useful properties of metal.
ii. The products gets contaminated due to corrosion.
iii. Increase in maintenance and production cost.
iv. Preventive maintenance like metallic (or) organic coating is required.
v. Toxic products are released.
TYPES OF CORROSION
Based on the environment, corrosion is classified into two types.
(i) Dry (or) Chemical corrosion
(ii) Wet (or) Electrochemical corrosion
Dry (or) Chemical corrosion
It is due to the direct chemical attack on metals by atmospheric gases such as oxygen, carbon-di-oxide, hydrogen sulphide, etc.
It follows adsorption mechanism. Corrosion product accumulate in the same spot of corrosion.
Example : Tarnishing of silver in H2S gas, Action of dry HCl on iron surface.
There are three main types of chemical corrosion.
(a) Oxidation corrosion
(b) Corrosion by hydrogen
(c) Liquid–Metal corrosion
(a) Oxidation corrosion
Oxygen present in atmosphere attacks metal surface resulting in the formation of metallic oxide which is a corrosion product and this is known as oxidation corrosion.
Alkali metals (Li, Na, K, etc.) and alkaline earth metals (Mg, Ca, etc.) are rapidly oxidised at low temperature. At high temperature almost all metals (except Ag, Au and Pt) are oxidised.
Mechanism of oxidation corrosion
(i) Oxidation occurs first at the surface of the metal resulting in the formation of metal ions (Mn+).
(ii) Oxygen changes to ionic form (O2–) and react with the metal ion to form the metallic oxide.

Fig. 2.8 Mechanism of oxidation corrosion

At the metal/oxide scale interface
2M 2Mn+ + 2ne–
At the oxide scale/environment interface
n2 O2 + 2ne– nO2–
The over all reaction
2M + n2 O2 2Mn+ + nO2–
Metal – Oxide scaleThe metal oxide layer keeps on increasing in thickness as the corrosion
progresses. The outward diffusion of metal is rapid than the inward diffusion of oxygen, this is because of higher mobility of smaller metal ions than the oxygen.
The nature of oxide film formed on the metal surface plays an
important role in oxidation corrosion.
Nature of oxide layer and future course of corrosion
1. Stable : The oxide layer formed in some cases stick firmly to the parent metal surface. Such layers naturally do not allow penetration of oxygen to the underlying metal surface and thus act as protective films.
Example : Al, Sn, Pb, Cu, etc.
2. Unstable : In case of some metals, elemental or uncombined state is naturally more stable than the combined state such as oxide, sulphide, sulphate, etc.
Metal oxide Metal + Oxygen
Only forward reaction is favoured. So, oxidation corrosion is not possible in those metals.
Example : Ag, Au and Pt.
3. Volatile : In some metals the oxide layers formed are volatile. They leave the metal surface as soon as they are formed. That means, the fresh metal surface is kept exposed all the time for further attack. This makes the corrosion continuous and rapid.
Example : Mo (MoO3 is volatile).
4. Porous : The oxide layer formed in some cases are porous. Atmospheric
oxygen gets free access to underlying metal surface. Consequently corrosion goes
non-stop till the entire metal is converted into its oxide.
Example : Alkali metals (Li, Na, Ka etc.)
Pilling–Bed worth rule
An oxide layer is protective (or) non-porous, if the volume of the metal

oxide formed is atleast as great as the volume of the metal from which it is formed.
Protective or non-porous : Example : Al, Sn, Pb, Cu, etc.
VM 2O n VM
An oxide layer is non-protective (or) porous, if the volume of the metal oxide formed is less than the volume of the metal from which it is formed.
VM 2 O nVM
Non-protective or Porous :
Example : Alkali metals : Li, Na, K, etc.
Alkaline earth metals : Mg, Ca, Si etc.
(b) Corrosion by hydrogen
Atomic hydrogen (H) can more easily penetrate steel and other metals than molecular hydrogen (H2), which is chemically more active.
(i) Hydrogen embrittlement : At ordinary temperatures, some reactions
produce atomic hydrogen which attack metals and reduce their strength.
Example :Aqueous solution of H2S liberates atomic hydrogen at iron-surfaces.
Fe + H2S FeS + 2HAtomic hydrogen so produced penetrates the metal body and collects in
voids, if any. There it again gets converted into molecular hydrogen
(H + H H2). When this process continues, the pressure inside the voidsincrease sufficiently to cause blisters and fissures consequently the metal is made weak.
(ii) Decarburization: At high temperatures, atomic hydrogen is produced by thermal dissociation.
HighH2 H + H
temperature
Atomic hydrogen so produced at this high temperature condition is chemically very active. It easily combines with C, S, O or N which are normally present in metals in small amounts. For example, atomic hydrogen combines with ‘C’ of steel at high temperature forming CH4 gas.
4H + C (in steel) CH4
The gas collects in gaps and voids and causes blisters and fissures. Consequently the metal becomes weak.
(ii) By other gases : Gases like, SO2, CO2, H2S, F2 and Cl2 are also
corrosive.
(c) Liquid–Metal corrosion
This is brought about by chemical action of flowing liquid metals at high temperatures over solid metal or alloy. The corrosion involves either
(i) dissolution of a solid metal by a liquid metal or (ii) internal penetration of the liquid metal into the solid metal.
Example : Coolant (sodium metal) leads to corrosion of cadmium in nuclear reactor.
Wet (or) Electrochemical Corrosion
This type of corrosion occurs when
(i) Metal is in contact with electrolyte or varying concentration of oxygen.
(ii) Two dissimilar metals or alloys are immersed or partially dipped in a solution.
Under the above conditions, metals lead to form different anodic and cathodic areas resulting an electrochemical cell.
At anode – Oxidation takes place (loss of electron)At Cathode – reduction takes place (gain of electron)
i.e. It involves flow of current between anodic and cathodic areas.
Mechanism of electrochemical corrosion
In an electrochemical corrosion, the anodic reaction involves dissolution (oxidation) of metal to metal ion.
M M n + ne
The cathodic reaction involves reduction which depends on the nature of corroding environment.
If the medium is
(i) acidic, cathodic reaction is accompanied by evolution of hydrogen.
2H+ + 2e– H2
(ii) alkaline (or) neutral, absorption of oxygen is the cathodic reaction.
1
2 O2 + 2e– + H2O 2OH–
(i) Evolution of Hydrogen type corrosion
This occurs when metal comes in contact with acidic environment.
(i.e.) All metals above hydrogen in the electrochemical series have a tendency to get dissolved in acidic medium with the evolution of hydrogen gas.
(e.g.) Iron comes in contact with acids like HCl, H2SO4, HNO3, etc.
At anode : Oxidation of Iron takes place with the liberation of electrons.
Fe Fe 2 + 2e
At cathode : The liberated electrons flow from anode to cathode, where H+ ions get reduced to hydrogen gas.
2H+ + 2e– H2
The Overall reaction is
Fe + 2H+ Fe + H2
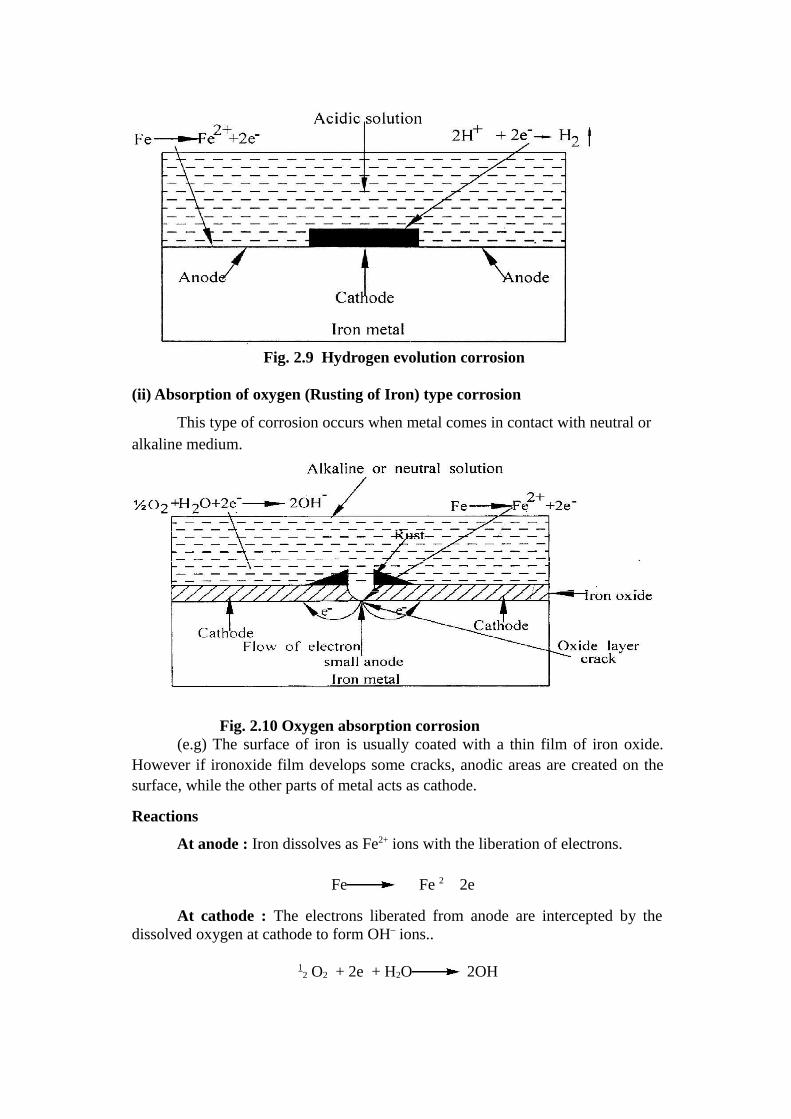
Fig. 2.9 Hydrogen evolution corrosion
(ii) Absorption of oxygen (Rusting of Iron) type corrosion
This type of corrosion occurs when metal comes in contact with neutral or alkaline medium.
Fig. 2.10 Oxygen absorption corrosion(e.g) The surface of iron is usually coated with a thin film of iron oxide.
However if ironoxide film develops some cracks, anodic areas are created on the surface, while the other parts of metal acts as cathode.
Reactions
At anode : Iron dissolves as Fe2+ ions with the liberation of electrons.
Fe Fe 2 2e
At cathode : The electrons liberated from anode are intercepted by the dissolved oxygen at cathode to form OH– ions..
12 O2 + 2e + H2O 2OH
The Fe2+ from anode and OH– ions from cathode diffuse to form ferrous hydroxide
Fe2+ + 2OH– Fe(OH)2 (Ferrous hydroxide)
If excess oxygen is present in the corroding medium, ferrous hydroxide is oxidised to ferric hydroxide (rust).
4Fe(OH)2 + O2 + 2H2O 4 Fe(OH)3
(Ferric hydroxide)(Rust)
Here corrosion occurs at anode but the corrosion product get deposited at cathode. This is because, ionic diffusion through the conducting medium is more for smaller Fe2+ than OH–.
TYPES OF ELECTROCHEMICAL CORROSION
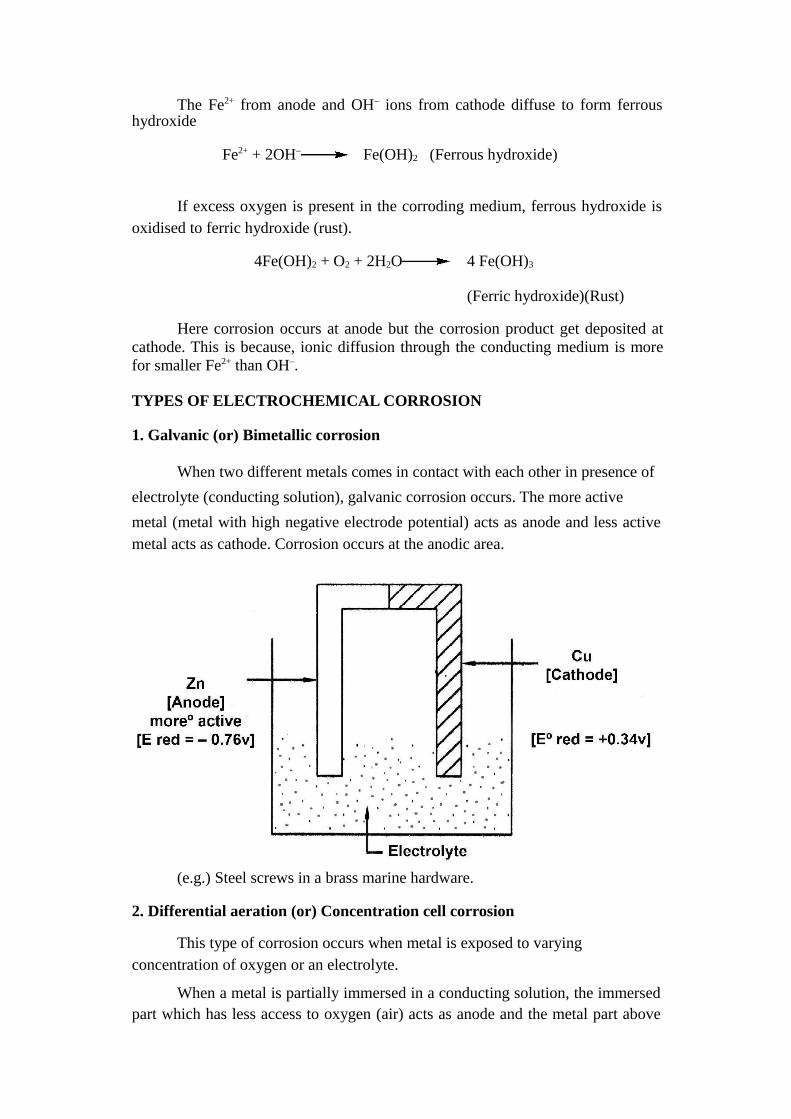
1. Galvanic (or) Bimetallic corrosion
When two different metals comes in contact with each other in presence of
electrolyte (conducting solution), galvanic corrosion occurs. The more active
metal (metal with high negative electrode potential) acts as anode and less active metal acts as cathode. Corrosion occurs at the anodic area.
Fig. 2.11 Galvanic corrosion
In Zn–Cu couple, Zn acts as anode [E oZn 0.76V] and Copper acts as
cathode [E ored 0.34V]
(e.g.) Steel screws in a brass marine hardware.
2. Differential aeration (or) Concentration cell corrosion
This type of corrosion occurs when metal is exposed to varying concentration of oxygen or an electrolyte.
When a metal is partially immersed in a conducting solution, the immersed part which has less access to oxygen (air) acts as anode and the metal part above

the solution has more access to oxygen acts as cathode. So a potential is created and causes a current flow within the same metal.
At anode (less aerated part) corrosion occurs
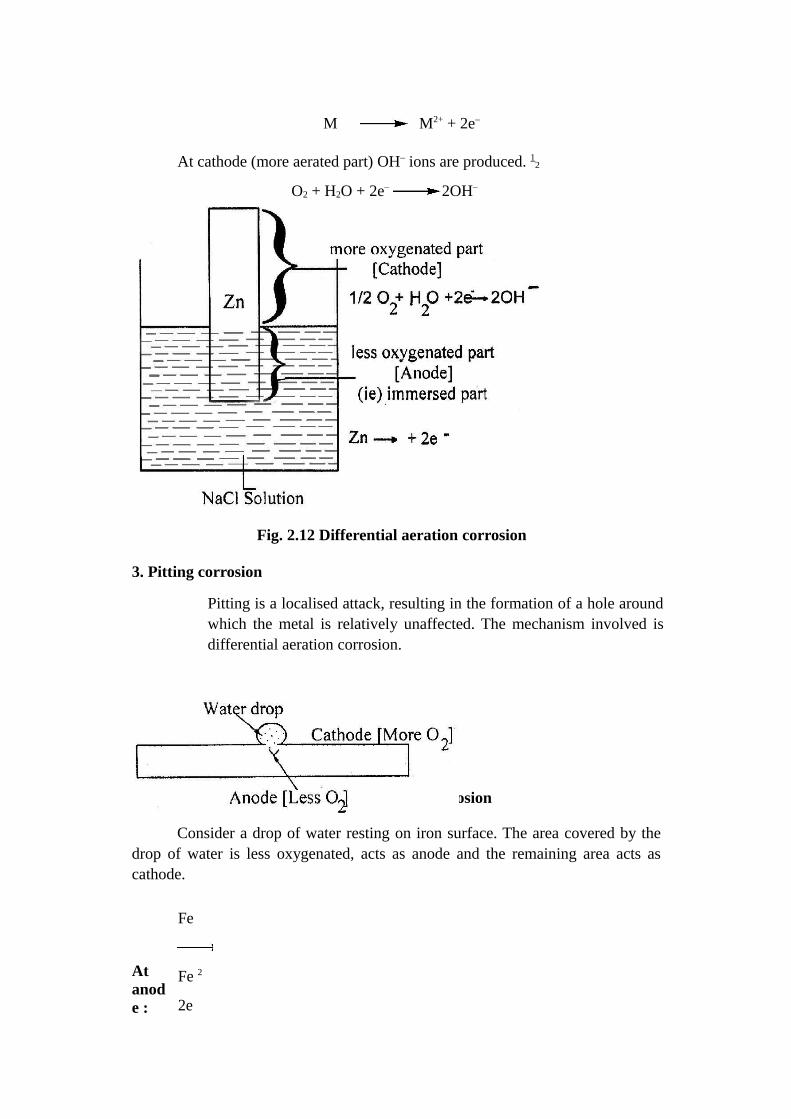
M M2+ + 2e–
At cathode (more aerated part) OH– ions are produced. 12
O2 + H2O + 2e– 2OH–
Fig. 2.12 Differential aeration corrosion
3. Pitting corrosion
Pitting is a localised attack, resulting in the formation of a hole around which the metal is relatively unaffected. The mechanism involved is differential aeration corrosion.
Fig. 2.13 Pitting corrosion
Consider a drop of water resting on iron surface. The area covered by the drop of water is less oxygenated, acts as anode and the remaining area acts as cathode.
At anode :
Fe
Fe 2
2e

At cathode :
1 O
2
H
O 2e
2OH2 2
Overall reaction : Fe + 12 O2 + H2O Fe(OH)2
4) Water line corrosion
It is also a type of differential aeration corrosion. When water is stored in a steel tank, it is generally found that maximum amount of corrosion takes place along a line just beneath the level of the water (i.e.) The metal just above the water level is cathodic and the corrosion occurs at metal just below the water level which is anodic.
Fe2+ + 2OH– Fe(OH)2
Fig. 2.14 Water line corrosion
Difference between Chemical and Electrochemical corrosion
S.No Chemical or Dry corrosion Electrochemical or Wet corrosion
1. It occurs in dry condition It occurs in the presence of
moisture or electrolyte.
2. It involves the direct It involves the setting up of large
chemical attack of metals number of electrochemical cells.
by dry gases.
3. Corrosion products accumulate Corrosion occurs at the anode,
in the same spot of corrosion. products gather at the cathode.
4. Corrosion is uniform Corrosion is not uniform, which
throughout the surface depends on anodic and cathodic.
5. It follows adsorption mechanism.It follows mechanism of electrochemical reactions
Lecturer-II / V FACTORS INFLUENCING THE RATE OF CORROSION
The rate and extent of corrosion depends on
(i) Nature of the metal (ii) Nature of the environment
Nature of the metal
(a) Position in galvanic series
(b) Over voltage
(c) Purity of metal
(d) Relative areas of anode and cathode
(e) Nature of oxide film (surface film)
(f) Nature of corrosion product
(g) Physical state of metal
(a) Position in galvonic series
Metals above hydrogen in emf series get corroded vigorously. When two metals are in contact with each other in presence of an electrolyte, the more active metal or metal having high negative potential undergoes corrosion. The extent of corrosion depends on the difference on their position. Greater the difference, faster is the corrosion rate.
(b) Over voltage
If hydrogen overvoltage of the cathodic metal is very high, corrosion rate is lesser.
When the voltage in a circuit of part of it raised above its upper design limit - over voltage.
1
(i.e.) Over voltage of a metal corrosion rate
(e.g.) When Zn dipped in 1 N H2SO4, the hydrogen over voltage is 0.70 volts. Here, the rate of corrosion is low. However if we add a drop of CuSO 4 to
H2SO 4, the hydrogen over voltage drops to 0.33 V, which accelerates corrosion of zinc by forming a minute cathode. As the over voltage of metal decreases corrosion increases.
(c) Purity of metal
The 100% pure metal will not undergo any types of corrosion. But presence of impurity may lead to heterogeneity in metal, resulting large number of galvanic cells at different parts of metal. The higher the percentage of impurity, higher the rate of corrosion.
e.g. %Purity of Zn 99.9999 99.99 99.95
Corrosion rate 1 2650 5000
Zn containing impurities Pb (or) Fe undergoes corrosion due to formation of local galvanic cells.
(d) Relative areas of anode and cathode
Corrosion is severe, if the anodic area is smaller than cathodic area. (i.e) Larger the cathodic area, greater will be the demand for electrons for reduction to occur at cathode. So cathode induces anode to provide more electrons (oxidation).
(e) Nature of oxide film (surface film)
The nature of surface film formed decides the extent of corrosion. In the
case of alkali and alkaline earth metals the oxide film formed is porous (non-
protective) further corrosion occurs. But, in heavy metals, the oxide film formed
is non-porous (protective) further corrosion is prevented (e.g. Al/Cr metal oxide).
(f) Nature of corrosion product
The corrosion product formed is soluble in corroding medium, the corrosion rate will be greater. Similarly, if the corrosion product is volatile
(e.g.) MoO3, SnCl4 both are volatile corrosion rate will be faster.
(g) Physical state of metal
The rate of corrosion depends on physical state of metal (i.e) grain size, stress, orientation of crystals.
The smaller the grain size of metal or alloy greater will be its solubility and corrosion. Areas under stress (bends, joints, rivets) tend to be anodic and leads to corrosion.
Nature of the environment
(a) Temperature
(b) Humidity (c) Presence of impurity in atmosphere
(d) Presence of suspended particles (e) Nature of ions present (f) pH
(a) Temperature
The rate and extent of corrosion is directly proportional to temperature.
Reason : Increase of temperature increases diffusion of ions in corrosive
medium, and increases the corrosion rate. (i.e) dissolution of metal is faster.
(b) Humidity
The greater is the humidity, the greater is the rate and extent of corrosion. This is due to the fact that moisture acts as a solvent for O2, H2S, SO2 and NaCl etc., resulting an electrochemical cell.
(c) Presence of impurity in atmosphere
Presence of gases like CO2, H2S, SO2 and fumes of HCl, H2SO4 makes the environment acidic so corrosion is accelerated.
Presence of Na+ and Cl– in marine environment leads to high conductivities and increases the corrosion.
(d) Presence of suspended particles
If the environment contains chemically active particles (NaCl, (NH4)2SO4) they absorb moisture and acts as strong electrolytes. So rate of corrosion is high.
If charcoal (inactive) is present, it absorbs sulphur gases, moisture and slowly enhances the corrosion.
(e) Nature of ions present
Presence of silicate (anion) in the medium leads to insoluble products (silica gel), which prevents corrosion.
Presence of chloride ions in electrolyte destroys the protective films and enhances corrosion.
If ammonium salts are present in corroding medium, that will lead to corrosion of many metals.
(f) Effect of pH
Generally acidic medium is more corrosive than alkaline medium. The corrosion of iron in oxygen free water is very slow upto pH = 5. But in presence of oxygen the corrosion rate of iron is very high at pH = 5. But at pH = 4 the corrosion rate of iron is considerably increased due to the change in oxidation states of iron from Fe2+ to Fe3+. Zinc which is readily corroded in acidic solution suffers very less corrosion in alkaline medium i.e. pH = 11. Aluminium has less corrosion at pH = 5.5 which corrodes rapidly at pH = 8.5.

Lecturer-II /VI Corrosion control-selection and designing of materials, Sacrificial and Imparessed current cathodic protection.
The corrosion process depends on the metal and the environment. So control measures are aimed at the metal and environment.
(i.e.) (i) Metal based controlled measures and (ii) Environment based controlled measures.
Metal based controlled measures
(a) Proper choice (or) Selection of metal (b) Proper design (c) Cathodic protection
(a) Proper choice (or) Selection of metal
(i) Before fabrication of equipments, proper selection of metal or alloy have to be studied according to the environmental conditions.
(ii) Noble metals (Pt, Au,Ag) almost inert in all environmental conditions, but also too expensive if we used for common purpose.
(iii) Some of the metals are inert in certain environmental conditions.
(e.g) Metals Not affected byStainless steel HNO3
Steel Con.H2SO4
Ti Hot acids and alkalies(iv) Corrosion can be avoided by replacing the metal parts by plastics,
rubbers, ceramics etc. as far as possible. (b) Proper design
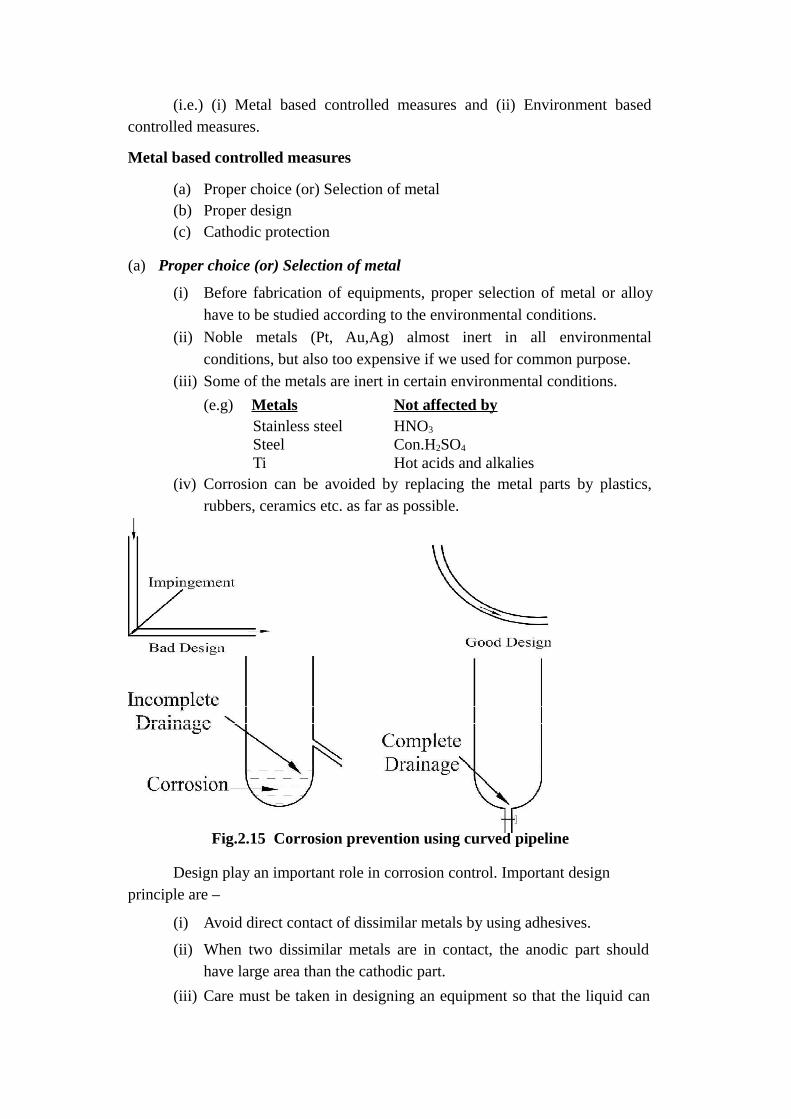
Fig.2.15 Corrosion prevention using curved pipeline
Design play an important role in corrosion control. Important design principle are –
(i) Avoid direct contact of dissimilar metals by using adhesives.
(ii) When two dissimilar metals are in contact, the anodic part should have large area than the cathodic part.
(iii) Care must be taken in designing an equipment so that the liquid can
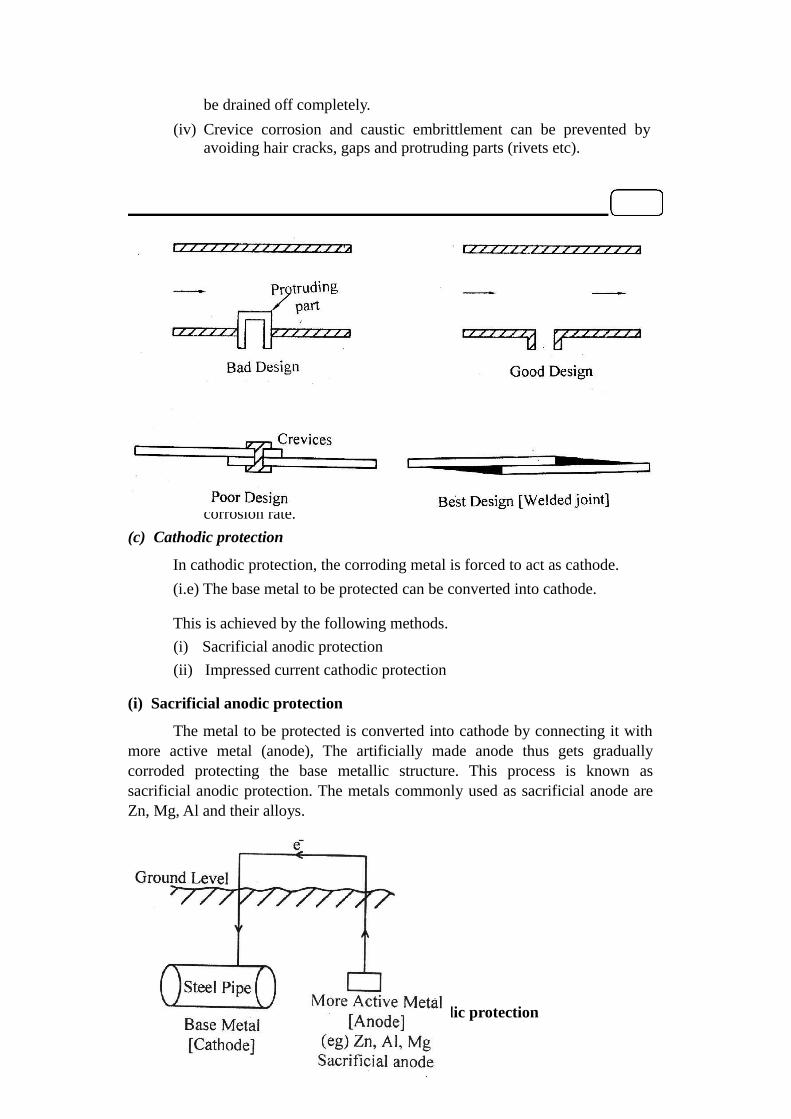
be drained off completely.
(iv) Crevice corrosion and caustic embrittlement can be prevented by avoiding hair cracks, gaps and protruding parts (rivets etc).
Fig. 2.16 Minimizing crevice corrosion
(v) Single crystalline solids avoid inter granular corrosion.
(vi) Stress corrosion can be avoided by heat treatment technique (annealing).
(vii) Heterogeneity is reduced by using pure metals, which decreases corrosion rate.
(c) Cathodic protection
In cathodic protection, the corroding metal is forced to act as cathode.
(i.e) The base metal to be protected can be converted into cathode.
This is achieved by the following methods.
(i) Sacrificial anodic protection
(ii) Impressed current cathodic protection
(i) Sacrificial anodic protection
The metal to be protected is converted into cathode by connecting it with more active metal (anode), The artificially made anode thus gets gradually corroded protecting the base metallic structure. This process is known as sacrificial anodic protection. The metals commonly used as sacrificial anode are Zn, Mg, Al and their alloys.
Fig. 2.17 Sacrificial anodic protection

(e.g.) (i) Protection of pipe lines, cables from soil corrosion.(ii) Protection of ship hulls from marine corrosion.
Advantages
(i) No need of external power supply.
(ii) Installation and maintenance cost is low.
Limitations
(i) Not suited for large objects due to limited driving potential.
(ii) Uncoated parts cannot be protected.
(ii) Impressed current cathodic protection
In this method an impressed current is applied in the opposite direction of the corrosion current to nullify it, which converts corroding metal from anode to cathode.
The negative terminal of DC source is connected to metallic structure to be protected and positive terminal to an inert anode graphite surrounded by back fill. The backfill provides good electrical contact to anode. Hence the current from the external system is impressed on the metallic structure to be protected which act as the cathode.
Fig. 2.18 Impressed current cathodic protection
Advantages
(i) Larger objects can be protected due to larger driving voltage.
(ii) Uncoated parts can be protected.
Limitations
(i) Larger installation cost.
(i) Higher maintenance cost.
Lecturer-II /VII
PROTECTIVE COATINGS
Protective coatings are the physical barrier between the metal surface and the environment which prevents corrosion. They are also used for decorative purpose and to impart some special properties such as hardness, electrical properties, oxidation resistance, and thermal insulation
Classification
They are broadly classified in to two types:
1. Inorganic coatings
2. Organic coatings
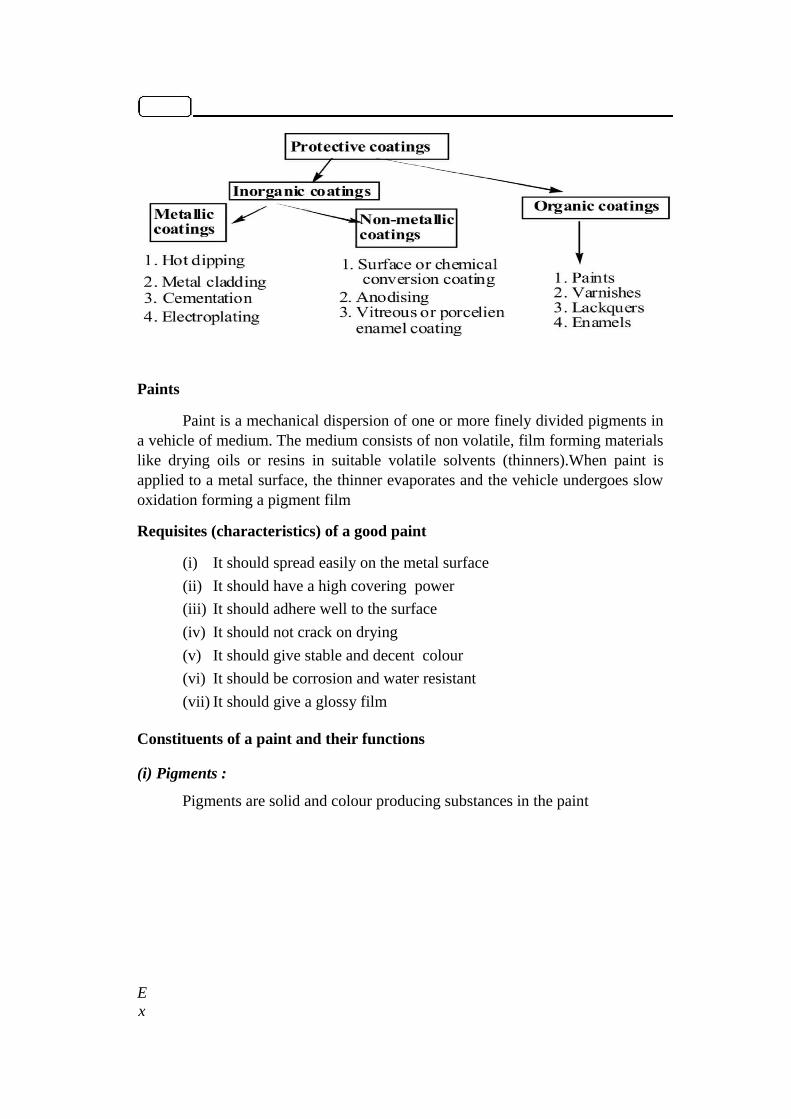
Paints
Paint is a mechanical dispersion of one or more finely divided pigments in a vehicle of medium. The medium consists of non volatile, film forming materials like drying oils or resins in suitable volatile solvents (thinners).When paint is applied to a metal surface, the thinner evaporates and the vehicle undergoes slow oxidation forming a pigment film
Requisites (characteristics) of a good paint
(i) It should spread easily on the metal surface
(ii) It should have a high covering power
(iii) It should adhere well to the surface
(iv) It should not crack on drying
(v) It should give stable and decent colour
(vi) It should be corrosion and water resistant
(vii) It should give a glossy film
Constituents of a paint and their functions
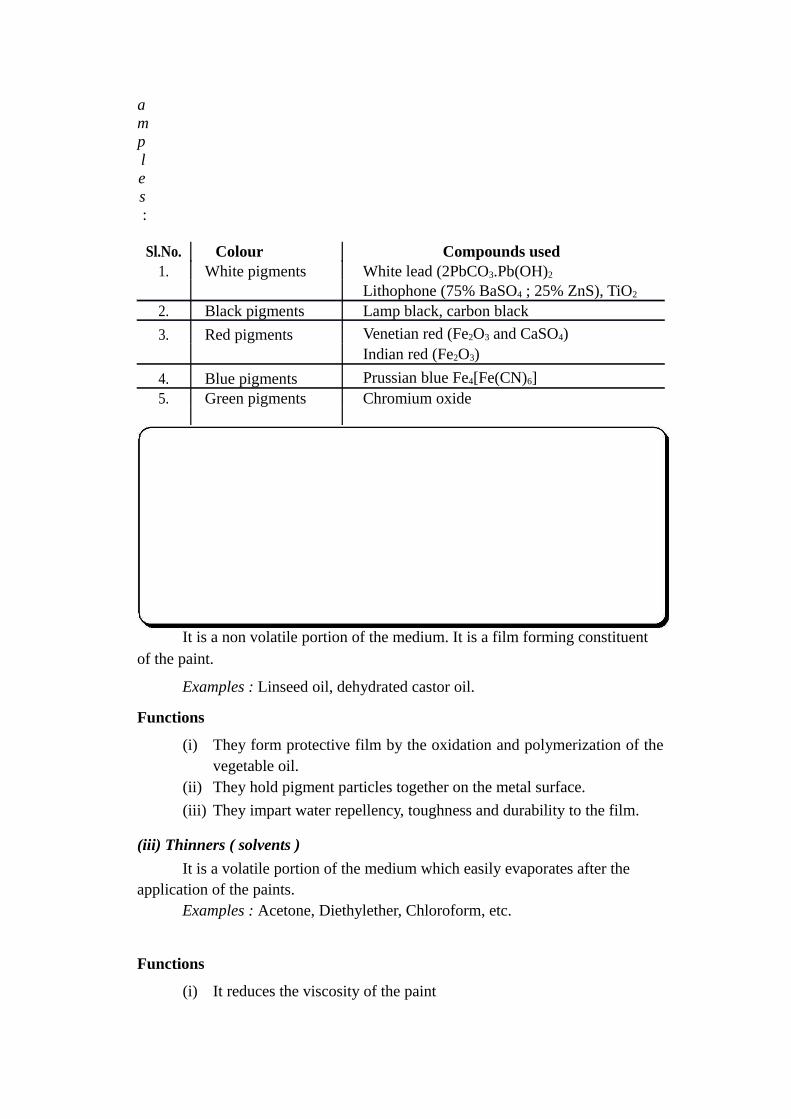
(i) Pigments :
Pigments are solid and colour producing substances in the paint
Ex
amples :
Sl.No. Colour Compounds used1. White pigments White lead (2PbCO3.Pb(OH)2
Lithophone (75% BaSO4 ; 25% ZnS), TiO2
2. Black pigments Lamp black, carbon black
3. Red pigments Venetian red (Fe2O3 and CaSO4)Indian red (Fe2O3)
4. Blue pigments Prussian blue Fe4[Fe(CN)6]5. Green pigments Chromium oxide
Functions
1. It provides colour and opacity to the film
2. It gives strength to the film
3. It protects the film by reflecting the destructive UV rays
4. It gives aesthetic appeal to the paint film.
5. It provides resistance to paint film against abrasion.
(ii) Vehicle or drying oil
It is a non volatile portion of the medium. It is a film forming constituent of the paint.
Examples : Linseed oil, dehydrated castor oil.
Functions
(i) They form protective film by the oxidation and polymerization of the vegetable oil.
(ii) They hold pigment particles together on the metal surface.
(iii) They impart water repellency, toughness and durability to the film.
(iii) Thinners ( solvents )
It is a volatile portion of the medium which easily evaporates after the application of the paints.
Examples : Acetone, Diethylether, Chloroform, etc.
Functions
(i) It reduces the viscosity of the paint

(ii) It acts as a dispersing medium for the oil and pigments
(iii) It increases the elasticity of the film
(iv) It increases penetrating power of the vehicle
(iv) Extenders (Fillers)
They are low refractive indices materials which increases the durability of paint.
Examples : Talc, gypsum, china clay.
Functions
(i) It reduces the cost of the paint.
(ii) It retards the settling of the pigment.
(iii) It modifies the shades of the pigment.
(iv) It prevents shrinkage and cracking.
(v) Driers
They are oxygen carrier catalyst, which accelerate the process of drying.
Examples : Metallic soaps, linoleates, resinates of Co, Mn and Pb.
Function
They accelerate the drying of the oil film through oxidation, polymerisation and condensation.
(vi) Plasticisers
These are chemicals added to paint to increase the plasticity and prevent cracking of the film.
Examples : Triphenyl phosphate, tricresylphosphate, etc.
(vii) Anti skinning agents
These are chemicals that prevents gelling and skinning of the paint film.
Example : Polyhydroxy phenol
Pigment volume concentration ( P.V.C )
It is a property of a paint which indicates the durability, adhesion and consistency. Higher the value, lower will be these qualities.

PVC =Volume of pigment in the Paint------------------------------------Volume of (pigment + vehicle) in the paint
Lecturer-II /VIII
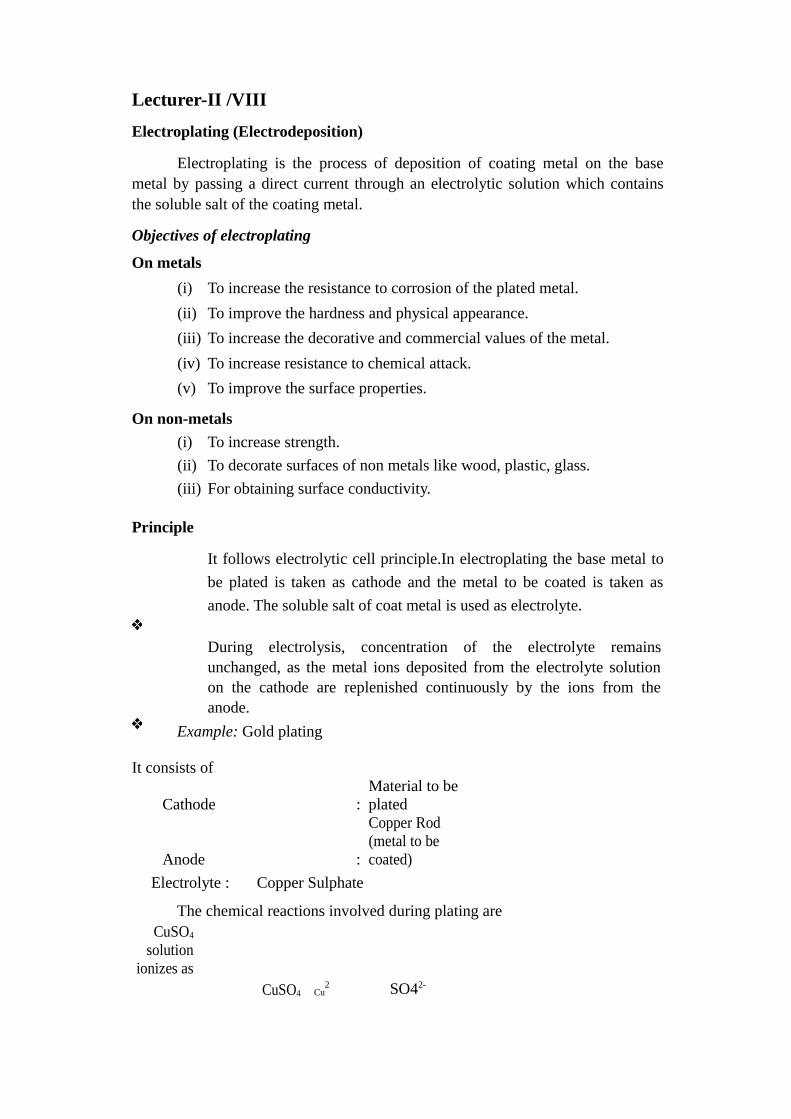
Electroplating (Electrodeposition)
Electroplating is the process of deposition of coating metal on the base metal by passing a direct current through an electrolytic solution which contains the soluble salt of the coating metal.
Objectives of electroplating
On metals
(i) To increase the resistance to corrosion of the plated metal.
(ii) To improve the hardness and physical appearance.
(iii) To increase the decorative and commercial values of the metal.
(iv) To increase resistance to chemical attack.
(v) To improve the surface properties.
On non-metals
(i) To increase strength.
(ii) To decorate surfaces of non metals like wood, plastic, glass.
(iii) For obtaining surface conductivity.
Principle
It follows electrolytic cell principle.In electroplating the base metal to
be plated is taken as cathode and the metal to be coated is taken as
anode. The soluble salt of coat metal is used as electrolyte.
During electrolysis, concentration of the electrolyte remains unchanged, as the metal ions deposited from the electrolyte solution on the cathode are replenished continuously by the ions from the anode.
Example: Gold plating
It consists of
Cathode :Material to be plated
Anode :
Copper Rod (metal to be coated)
Electrolyte : Copper Sulphate
The chemical reactions involved during plating areCuSO4
solution ionizes as
CuSO4 Cu2 SO42-
On passing current Cu2+ ions of the electrolyte get deposited at the cathode.
Atcathode: Cu2 + 2e Cu
At anode: SO42– SO4 2e
Fig. 2.19 Electroplating

To get strong, adherent smooth deposit, certain additives (boric acid, gelatin) are added to the bath. The favourable conditions for a good electro deposits are normal temperature and current density (0.5 to 1.5 ampere/dm2) and low metal ion concentrations are maintained.
Lecturer-II /IX
Electroless plating-introduction and method of plating nickel.Principle
Electroless plating is a technique of depositing a noble metal (noble metal salt solution) on a catalytically active surface of the basemetal by using a suitable reducing agent without electric current.
The reducing agent reduces the noble metal ions to metal, which gets plated over the catalytically activated surface giving a uniform coating.
Metal ions + reducing agent Metal + Oxidised products
1. Electroless nickel plating
Step 1 : Pretreatment and activation of the surface
The surface to be plated is degreased first by using an organic solvent or alkali followed by acid treatment.
Example:
(i) Surface of stainless steel is activated by dipping in hot solution of 50% H2SO4.
(ii) Surface of Mg alloy is activated by thin coating of Zn or Cu.
(iii) Activation is not necessary for metals and alloys like Al, Cu, Fe, brass.
(iv) Non metallic articles (plastics, glass) are activated by dipping them in the solution containing SnCl2 + HCl followed by dipping in PdCl2
solution. On drying, a thin layer of Pd is formed on the surface.
Step 2 : Plating bath
Sl.No.
Nature of the content
Compound
Quantity (g/L)
1. Coating solution NiCl2 20
2. Reducing agent Sodium hypophosphite 20
3. Complexing agent
cum exhaltaant Sodium succinate 15
4. Buffer Sodium acetate 10
5. pH 4.5 -
6. Temperature 93oC -
Step 3 : Plating Procedure

The pretreated object is placed in the plating bath for the required time. The reduction reaction occurs and nickel gets coated over the object
Reactions
A H2PO2- + H2O H2PO3
- + 2 H+ + 2e-
C Ni2++ 2e- Ni
OVER ALL Ni2+ + H2PO2- + H2O Ni + H2PO3
- + 2 H+
Applications
i. It is extensively used in electronic appliances.
ii. It is used in domestic and automotive fields (eg., jewellary, tops of perfume bottle)
iii. Electroless nickel coated polymers are used as decorative material.
iv. Copper and nickel coated plastic cabinets are used in digital and electronic instruments.
Advantages of electroless plating over electroplating
i. No electricity is required
ii. It can be easily plated on insulators
iii. Complicated parts can be plated uniformly.
iv. This coating possess unique mechanical, chemical and magnetic features.
Difference between Electroplating and Electroless plating
No. Electroplating Electroless Plating
1. It is carried out by passing It is carried out by auto catalyticcurrent. redox reaction.
2. Separate anode is employed. Catalytic surface of the substrate acts as an anode.
3. Object to be coated is cathode Object to be coated, after making its surface catalytically active.
4. It is not satisfactory for the It is satisfactory for all parts.object having irregular shape.

5. It is carried out on conducting It is carried out on conducting semi-
materials. conducting (plastics) material.