laser beam machining - non traditional machining
TRANSCRIPT

LASER BEAM MACHINING
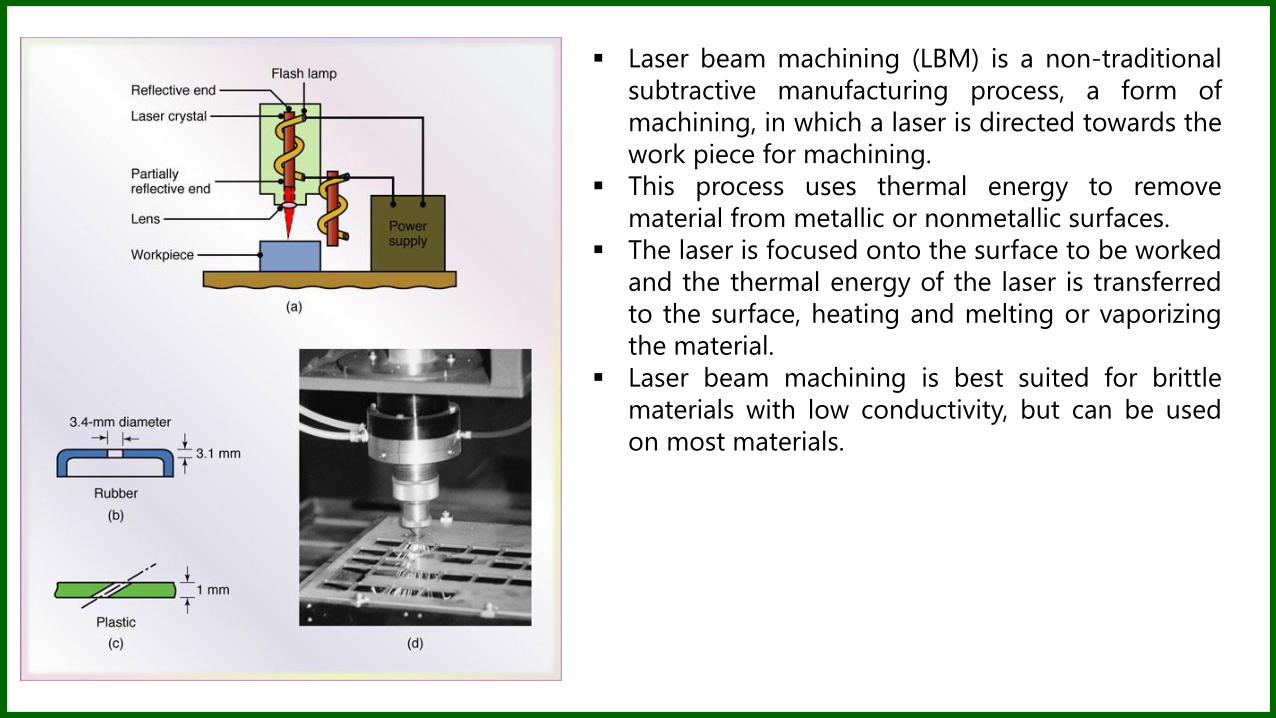
Laser beam machining (LBM) is a non-traditional
subtractive manufacturing process, a form of
machining, in which a laser is directed towards the
work piece for machining.
This process uses thermal energy to remove
material from metallic or nonmetallic surfaces.
The laser is focused onto the surface to be worked
and the thermal energy of the laser is transferred
to the surface, heating and melting or vaporizing
the material.
Laser beam machining is best suited for brittle
materials with low conductivity, but can be used
on most materials.

APPLICATIONS

WORKING
Laser beam is focused on the work piecematerial, to remove the unwanted material fromthe work piece by heating often. In the laserbeam machining the metal removal rate mustdepend on the wave length used in the lasermachine.
The punch is a light
beam

WORK MATERIALS
METALS WITH HIGH HARDNESS AND STRENGTH
SOFT METALS
CERAMICS
GLASS AND GLASS EPOXY
PLASTICS
RUBBER
CLOTH
WOOD

LASERS
GAS LASERS : An electric current is liberated from a gas to generate a consistent light. Some of the
most commonly used gases consist of; He-Ne, Ar, and CO2. Fundamentally, these gases act as a
pumping medium to ensure that the necessary population inversion is attained.
SOLID STATE LASERS : They are designed by doping a rare element into various host materials.
Unlike in gas lasers, solid state lasers are pumped optically by flash lamps or arch lamps. Ruby is
one of the frequently used host materials in this type of laser. A Ruby Laser is a type of the solid
state laser whose laser medium is a synthetic ruby crystal. These ruby lasers generate deep red light
pulses of a millisecond pulse length and a wavelength of about 694.3 nm. The synthetic ruby rod is
optically pumped using a xenon flashtube before it is used as an active laser medium.
EXCIMER LASERS : The state is different than in solid state or gas lasers. The device utilizes a
combination of reactive and inert gases to produce a beam. This machine is sometimes known as
an ultraviolet chemical laser.

LASER CHARACTERISTICS
APPLICATION TYPE OF LASER
Large holes upto 1.5 mm dia.
Large holes (trepanned)
Small holes > 0.25 mm dia.
Drilling (punching or percussion)
• Ruby, Nd-glass, Nd-YAG
• Nd-YAG, CO2
• Ruby, Nd-glass, Nd-YAG
• Nd-YAG, Ruby
Thick cutting
Thin slitting of metals
Thin slitting of plastics
• CO2 with gas assist
• Nd-YAG CO2
Plastics Metals Organics
Non-metal Ceramics
• CO2
• Nd-YAG, ruby, Nd-glass
• Pulsed CO2
• Pulsed CO2, Nd-YAG

LASER CONSTRUCTION
Gas lasers can be axial flow, as shown in fig.
9.6.12, transverse flow and folded axial flow.
The power of a CO2 laser is typically around
100 watt per meter of tube length.
Thus to make a high power laser, a rather
long tube is required which is quite
inconvenient.
For optimal use of floor space, high-powered
CO2 lasers are made of folded design.
CO2 LASER.

LASER CONSTRUCTION
The flash tube is operated in pulsed mode by charging
and discharging of the capacitor.
Thus the pulse on time is decided by the resistance on
the flash tube side and pulse off time is decided by the
charging resistance. There is also a high voltage switching
supply for initiation of pulses.
SOLID-STATE LASER.

LASER CONSTRUCTION
ND-yag laser is pumped using flash
tube. Flash tubes can be helical, as
shown in fig. 9.6.10, or they can be flat.
Typically the lasing material is at the
focal plane of the flash tube. Though
helical flash tubes provide better
pumping, they are difficult to maintain.
ND-YAG LASER.

CUTTTING DEPTH
The cutting depth of a laser is directly proportional to the quotient obtained by dividing the power of
the laser beam by the product of the cutting velocity and the diameter of the laser beam spot.
t ∝ P/vd
t ≡ Depth of cut
P ≡ laser beam power
v ≡ cutting velocity
d ≡ laser beam spot diameter.
The depth of the cut is also influenced by the workpiece material. The material’s reflectivity, density,
specific heat, and melting point temperature all contribute to the lasers ability to cut the workpiece.

PROCESS
In the process the negatively charged electrons are rotates around the positively charged nucleus in
the specified orbital path. Based on the variety parameters like atoms, electrons, electron structure,
plus the presence of electromagnetic field the radii and the geometry of orbital paths are changes. The
energy of the orbital must be related to the single energy levels.
At the zero level condition the atom is considered at the ground level, this is because all the electrons
occupy the lower potential energy. From the external sources, the ground level electrons absorb some
energy to stimulate high stage. At the elevated temperatures the electronic vibrations are increased,
and in chemical reactions they absorb energy from the photons which are external sources. The
electrons are moving from the lower to higher energy level.

PROCESS
When the electron reaches the higher energy level, at that instance we observe the unstable band of
energy. By releasing the photons within a short time, it reaches the ground level. So the process is
known as the spontaneous emission. The existing photon and the emitted photon have the same
frequency.
In some conditions the energy state changes the positions of the electrons into the metastable energy
band. In a material if the electrons are pumped to the higher metastable state, and are compared to
the atoms present in the ground state where the phenomenon is known as population inversion.
They are returned to the ground level in the form of rush, moved
by a photon of appropriate energy or frequency which is called as
stimulated emission.
If the photon is stimulated with a suitable energy at such instance the electron moves down to the lower energy
state, and comes to the original position. This emits photon by recreation having some longitudinal phase and
progressive phase which is available. Coherent laser beam is created in this way.

ADVANTAGES
Since the rays of a laser beam are monochromatic and parallel it can be focused to a very small
diameter and can produce energy as high as 100 MW of energy for a square millimeter of area.
It is especially suited to making accurately placed holes.
Laser beam machining has the ability to engrave or cut nearly all materials, where traditional cutting
methods may fall short.
The cost of maintaining lasers is moderately low due to the low rate of wear and tear, as there is no
physical contact between the tool and the workpiece.
The machining provided by laser beams is high precision, and most of these processes do not
require additional finishing.
Laser beams can be paired with gases to help the cutting process be more efficient, help minimize
oxidization of surfaces, and/or keep the workpiece surface free from melted or vaporized material.

DISADVANTAGES
The initial cost of acquiring a laser beam is moderately high.
There are many accessories that aid in the machining process, and as most of these accessories are
as important as the laser beam itself the startup cost of machining is raised further.
Handling and maintaining the machining requires highly trained individuals.
Operating the laser beam is comparatively technical, and services from an expert may be required.
Laser beams are not designed to produce mass metal processes. For this reason production is
always slow, especially when the metal processes involve a lot of cutting.
Laser beam machining consumes a lot of energy.
Deep cuts are difficult with workpieces with high melting points and usually cause a taper.

APPLICATION
Lasers can be used for welding, cladding, marking, surface treatment, drilling, and cutting among
other manufacturing processes.
It is used in the automobile, shipbuilding, aerospace, steel, electronics, and medical industries for
precision machining of complex parts. Laser welding is advantageous in that it can weld at speeds
of up to 100 mm/s as well as the ability to weld dissimilar metals.
Laser cladding is used to coat cheep or weak parts with a harder material in order to improve the
surface quality.
Drilling and cutting with lasers is advantageous in that there is little to no wear on the cutting tool
as there is no contact to cause damage.
Milling with a laser is a three dimensional process that requires two lasers, but drastically cuts costs
of machining parts.
Lasers can be used to change the surface properties of a workpiece. Laser beam machining can also
be used in conjunction with traditional machining methods. By focusing the laser ahead of a cutting
tool the material to be cut will be softened and made easier to remove, reducing cost of production
and wear on the tool while increasing tool life.