laporan tugas elemen mesin i (sambungan keling)
DESCRIPTION
Sebagai Salah Satu Syarat Lulus Matakuliah Tugas Elemen Mesin ITRANSCRIPT
KATA PENGANTAR
Dengan menyebut nama Allah SWT yang Maha Pengasih lagi Maha
Panyayang, Kami panjatkan puja dan puji syukur atas kehadirat-Nya, yang telah
melimpahkan rahmat, hidayah, dan inayah-Nya kepada kami, sehingga kami
dapat menyelesaikan makalah ilmiah tentang limbah dan manfaatnya untuk
masyarakat.
Tugas Besar Elemen Mesin I ini telah kami susun dengan maksimal dan
mendapatkan bantuan dari berbagai pihak sehingga dapat memperlancar
pembuatan Tugas Besar ini. Untuk itu kami menyampaikan banyak terima kasih
kepada semua pihak yang telah berkontribusi dalam pembuatan makalah ini.
Terlepas dari semua itu, Kami menyadari sepenuhnya bahwa masih ada
kekurangan baik dari segi susunan kalimat maupun tata bahasanya. Oleh karena
itu dengan tangan terbuka kami menerima segala saran dan kritik dari pembaca
agar kami dapat memperbaiki makalah ilmiah ini.
Akhir kata kami berharap semoga Tugas Besar ini tentang Sambungan
Keling, Baut & Las ini dapat memberikan manfaat maupun inpirasi terhadap
pembaca.
Palu, 23 Mei 2016
Penulis
Muhammad Syaiful Fadly Abdul Majid
Stambuk. F331 14 005
BAB I
PENDAHULUAN
1.1. Latar Belakang
a) Sambungan Baut Dan Mur
Penggunaan baut dan mur sangat banyak digunakan,sebab fungsi
dari baut adalah sebagai alat penyambung atau pengikat komponen yang
satu dengan yang lainnya,agar menjadi satu kesatuan yang kokoh dan
terbentuk sesuai dengan keinginan perancangnya. Teknik penyambungan
dengan menggunakan baut dan murrelatif lebih aman, karena lebih
mudah dipasang dan dibongkar kembali apabila diperlukan untuk
melakukan hal-hal seperti perawatan, perbaikan dan lain-lain. Pemilihan
baut-mur sebagai alat pengikat dalam industri transportasi, misalnya
pacta kapallaut, mobil ataupun pesawat terbang, harus dilakukan secara
cermat dan seksama untuk mendapatkan mutu atau kekuatan baut yang
sesuai dengan konstruksi yang akan disambung. Pemilihan ini tentunya
hams dilandasi dengan pengujian dan penelitian agar didapatkan hasil
yang optimal. Akan tetapi teknik penyambungan dengan baut walaupun
telah melalui pengujian dan penelitian,penurunan kekuatan tetap saja
terjadi pacta bagian yang disambung terutama pada daerah lubang dan
bagian ulir dan baut, hal ini disebabkan karena ulir baut merubah bentuk
takikan yang dapat memperlemah konstruksi.
b) Sambungan Las
Fungsi pengelasan diantaranya adalah sebagai penyambung dua
komponen yang berbahan logam. Selain itu fungsi pengelasan adalah
sebagai media atau alat pemotongan (Yustinus Edward, 2005). Kelebihan
lain dari pengelasan diantaranya biaya murah, proses relatif lebih cepat,
lebih ringan, dan bentuk konstruksi lebih variatif.
Aplikasi pengelasan diantaranya dalam penyambungan rangka baja,
perkapalan, jembatan, kereta api, pipa saluran dan lain sebagainya.
Faktor-faktor pertimbangan dalam pengelasan adalah jadwal pembuatan,
proses pembuatan, alat dan bahan yang diperlukan, urutan
pelaksanaan,persiapan pengelasan; pemilihan mesin las, penunjukan ahli

las, pemilihan elektroda, penggunaan jenis kampuh, (Wiryosumarto,
2000). Berdasarkan klasifikasi kerjanya proses pengelasannya dapat
dibagi dalam tiga kelompok yaitu pengelasan cair, pengelasan tekan dan
pematrian Namun proses pengelasan yang paling banyak digunakan
adalah pengelasan cair dengan busur Shielding Metal Arc Welding
(SMAW) dan gas. Proses ini juga tergantung dari material yang akan
dilas,tidak semua logam memiliki sifat mampu las yang baik. Bahan yang
mempunyai sifat mampu las yang baik diantaranya adalah baja paduan
rendah. Baja ini dapat dilas dengan las busur elektroda terbungkus, las
busur rendam dan las Metal Inert Gas(MIG). Mutu pengelasan tergantung
dari pengerjaan dan proses pengelasan. Secara umum pengelasan dapat
diartikan sebagai suatu ikatan metalurgi pada sambungan logam atau
logam paduan yang dilaksanakan saat logam dalam keadaan cair
Pada era industrilisasi dewasa ini teknik pengelasan telah banyak
digunakan secara luas pada penyambungan logam.konstruksi bangunan
baja,dan konstruksi mesin.
c) Sambungan Keling
Sambungan paku keling adalah salah satu sambugan praktis yang
menghasilkan sambugan logam yang sama. Sambungan keling termasuk
kedalam jenis sambungan tetap atau permanen,yaitu sambungan yang
tidak dapat dibuka kecuali dengan cara merusaknya.Proses penggunaan
sambunga keling mengharuskan pembuatan lubang poros atau lubang
bor perplat yang kira-kira ukuranya ( 1/16 inchi – 1,5 mm ) Pada
hakekatnya,metode pemasangan paku keling adalah dengan
memanaskan keling sampai berwarna merah jambu kira-kira ( 980° ) dan
dimasukan kedalam lubang yang disejajarkan melalui beberapa bagian
yang akan disambungkan,kemudian memakai sebuah batang pegang
(bucking bar) dengan sebuah blok bentuk kepala (head die) paku keling
yang dibuat untuk memegang pada saat membentuknya.dan seorang
pekerja lainya menggunakan poros penggerak tekan dengan sebuah blok
bentuk kepala untuk menempa tangkai paku keling yang menonjol yang
akan menghasilkan kepala lainnya.opersi penempaan tersebut secara
serempak mengerjakan kembali logam paku keling dan menyebabkan

pembesaran tangki sampai hampir mengisi lubang tersebut,konstruksi
paku keling selama pendinginan ditahan oleh bahan sambungan dan akan
mengembangkan tegangan sehingga sebuah sambungan dalam paku
keling berada ditengah-tengah anatar sebuah sambungan jenis geser dan
sambungan jenis dukung.Sambungan paku keling telah mempunyai
sejarah keberhasilan yang cukup panjang dibawah tegangan lelah
(fatique stress) seperti pada rel kereta api.
1.2. Tujuan
Adapun tujuan dari penulisan adalah sebagai berikut :
1) Untuk mengetahui atau merancang berbagai macam sambungan
dalam suatu konstruksi melalui data data yang telah diketahui
2) Menghitung segala faktor yang mempengaruhi kosntruksi dengan
penggunaan berbagai macam sambungan
3) Menghitung kekuatan sambungan yang memenuhi persyaratan yang
diizinkan.
1.3. Batasan Masalah
Gambar 1.1 Gambar Perancangan Sambungan Las,Keling,Dan Baut
TUGAS ELEMEN MESIN I
SAMBUNGAN LAS
DISUSUN OLEH
MUHAMMAD SYAIFUL FADLY
F331 14 005
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS TADULAKO
PALU

BAB II
TEORI DASAR
2.1. Sambungan Las
A. Pendahuluan
Sambungan las adalah sebuah sambungan permanen yang diperoleh
dengan peleburan sisi dua bagian yang disambung bersamaan, dengan
atau tanpa tekanan dan bahan pengisi. Panas yang dibutuhkan
untuk peleburan bahan diperoleh dengan pembakaran gas (untuk
pengelasan gas) atau bunga api listrik (untuk las listrik).
Pengelasan secara intensif digunakan dalam fabrikasi sebagai metode
alternatif untuk pengecoran atau forging (tempa) dan sebagai pengganti
sambungan baut dan keling. Sambungan las juga digunakan sebagai
media perbaikan misalnya untuk menyatukan logam akibat crack
(retak), untuk menambah luka kecil yang patah seperti gigi gear.
Cara lain yang paling utama digunakan untuk memanasi logam yang
dilas adalah arus listrik. Arus listrik dibangkitkan oleh generator dan
dialirkan melalui kabel ke sebuah alat yang menjepit elektroda
diujungnya, yaitu suatu logam batangan yang dapat menghantarkan
listrik dengan baik. Ketika arus listrik dialirkan, elektroda disentuhkan
ke benda kerja dan kemudian ditarik ke belakang sedikit, arus listrik tetap
mengalir melalui celah sempit antara ujung elektroda dengan benda
kerja. Arus yang mengalir ini dinamakan busur (arc) yang dapat
mencairkan logam.
Terkadang dua logam yang disambung dapat menyatu secara
langsung, namun terkadang masih diperlukan bahan tambahan lain agar
deposit logam lasan terbentuk dengan baik, bahan tersebut disebut
bahan tambah (filler metal). Filler metal biasanya berbentuk batangan,
sehingga biasa dinamakan welding rod (Elektroda las). Pada proses las,
welding rod dibenamkan ke dalam cairan logam yang tertampung dalam
suatu cekungan yang disebut welding pool dan secara bersama-sama
membentuk deposit logam lasan, cara seperti ini dinamakan Las
Listrik atau SMAW (Shielded metal Arch welding), lihat gambar 2.1.
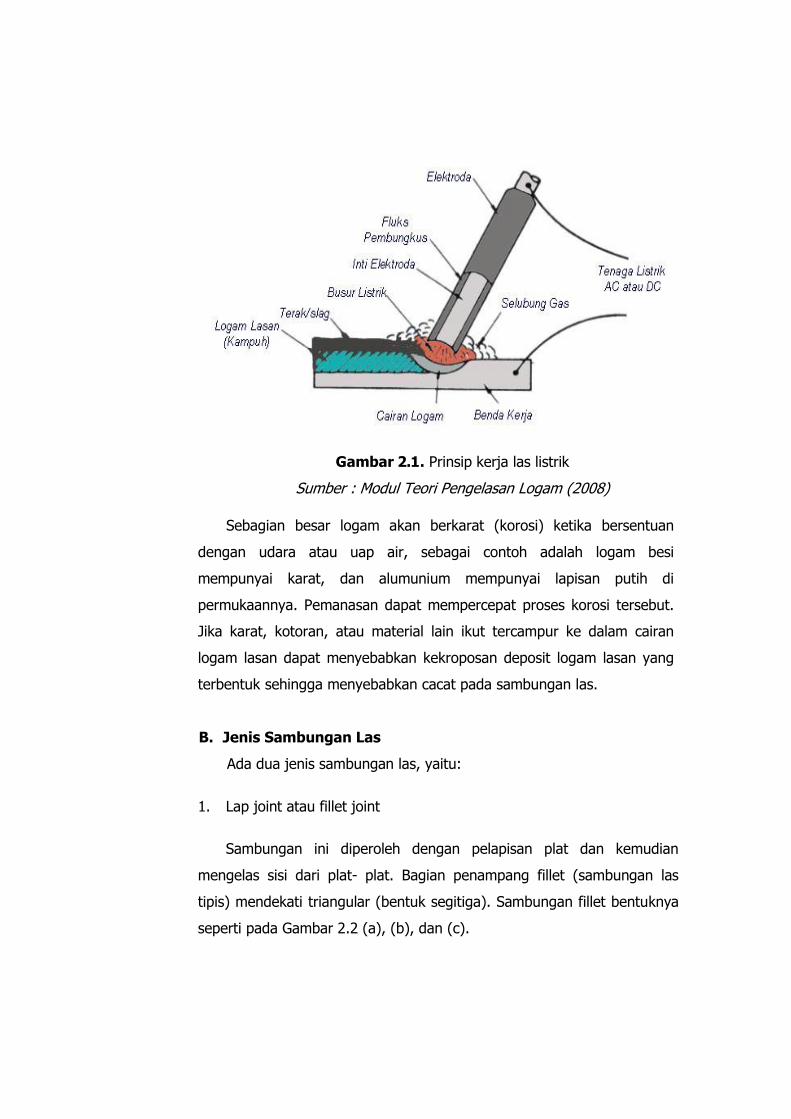
Gambar 2.1. Prinsip kerja las listrik
Sumber : Modul Teori Pengelasan Logam (2008)
Sebagian besar logam akan berkarat (korosi) ketika bersentuan
dengan udara atau uap air, sebagai contoh adalah logam besi
mempunyai karat, dan alumunium mempunyai lapisan putih di
permukaannya. Pemanasan dapat mempercepat proses korosi tersebut.
Jika karat, kotoran, atau material lain ikut tercampur ke dalam cairan
logam lasan dapat menyebabkan kekroposan deposit logam lasan yang
terbentuk sehingga menyebabkan cacat pada sambungan las.
B. Jenis Sambungan Las
Ada dua jenis sambungan las, yaitu:
1. Lap joint atau fillet joint
Sambungan ini diperoleh dengan pelapisan plat dan kemudian
mengelas sisi dari plat- plat. Bagian penampang fillet (sambungan las
tipis) mendekati triangular (bentuk segitiga). Sambungan fillet bentuknya
seperti pada Gambar 2.2 (a), (b), dan (c).

Gambar 2.2: Sambungan las jenis lap joint.
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Terdapat tiga macam lap joint atau fillet joint :
- Single Transverse
- Double Transverse
- Parallel Fillet
2. Butt joint.
Butt joint diperoleh dengan menempatkan sisi plat seperti
ditunjukkan pada Gambar 2.3. Dalam pengelasan butt, sisi plat tidak
memerlukan kemiringan jika ketebalan plat kurang dari 5 mm. Jika tebal
plat adalah 5 mm sampai 12,5 mm, maka sisi yang dimiringkan berbentuk
alur V atau U pada kedua sisi.
Gambar 2.3: Sambungan las butt joint
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Jenis lain sambungan las dapat dilihat pada Gambar 2.4 di bawah ini.
Gambar 2.4: Tipe lain sambungan las.
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta

A. Kekuatan sambungan las fillet melintang
Lap joint (sambungan las fillet melintang) dirancang untuk kekuatan
tarik, seperti pada Gambar 2.5 (a) dan (b).
Gambar 2.5: Lap joint
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Untuk menentukan kekuatan sambungan las, diasumsikan bahwa
bagian fillet adalah segitiga ABC dengan sisi miring AC seperti terlihat
pada Gambar 2.6. Panjang setiap sisi diketahui sebagai ukuran las dan
jarak tegak lurus kemiringan BD adalah tebal leher. Luas minimum las
diperoleh pada leher BD, yang diberikan dengan hasil dari tebal leher dan
panjang las.
Gambar 2.6 Skema dan dimensi bagian sambungan las
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Jika σt adalah tegangan tarik yang diijinkan untuk las logam,
kemudian kekuatan tarik sambungan untuk las fillet tunggal (single fillet
weld) adalah:
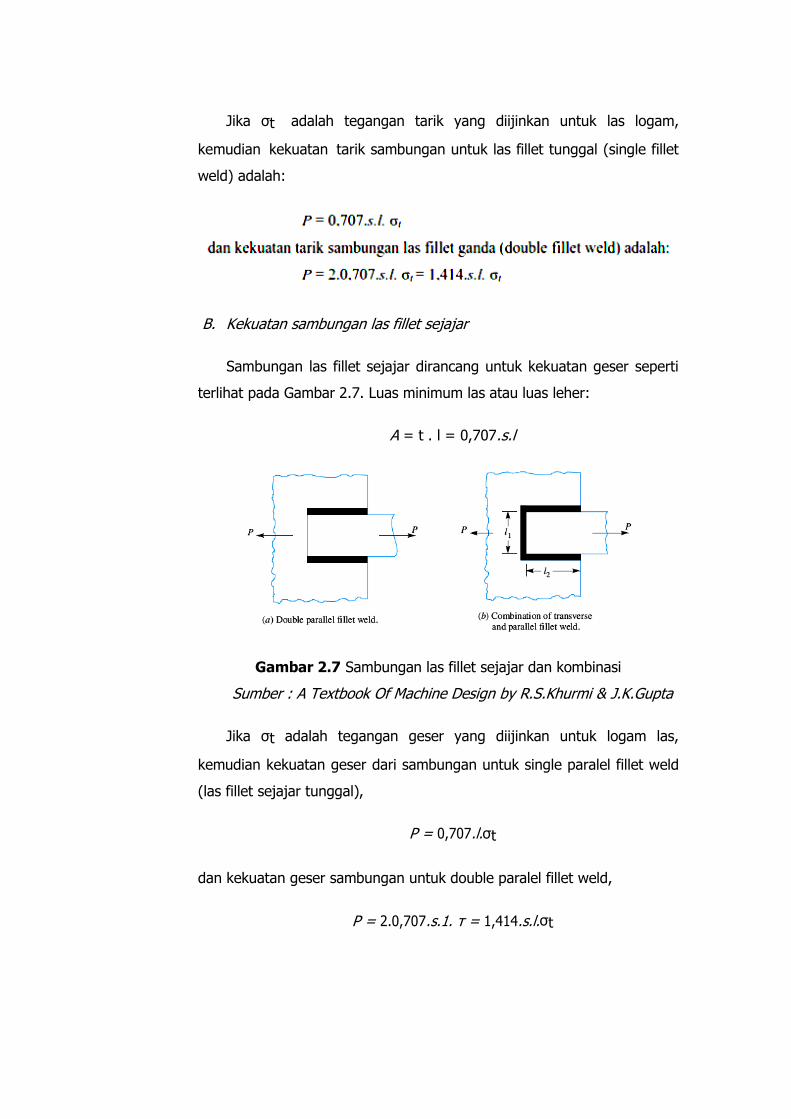
B. Kekuatan sambungan las fillet sejajar
Sambungan las fillet sejajar dirancang untuk kekuatan geser seperti
terlihat pada Gambar 2.7. Luas minimum las atau luas leher:
A = t . l = 0,707.s.l
Gambar 2.7 Sambungan las fillet sejajar dan kombinasi
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Jika σt adalah tegangan geser yang diijinkan untuk logam las,
kemudian kekuatan geser dari sambungan untuk single paralel fillet weld
(las fillet sejajar tunggal),
P = 0,707.l.σt
dan kekuatan geser sambungan untuk double paralel fillet weld,
P = 2.0,707.s.1. τ = 1,414.s.l.σt

Catatan:
1. Jika sambungan las adalah kombinasi dari las fillet sejajar ganda dan
melintang tunggal seperti Gambar 2.7 (b), kemudian kekuatan
sambungan las adalah dengan menjumlahkan kedua kekuatan
sambungan las, yaitu;
P = 0,707.s.l1. σt + 1,414.s.l2. τ
dimana 11 adalah lebar plat.
2. Untuk memperkuat las fillet, dimensi leher adalah 0,85.t.
C. Kasus khusus sambungan las fillet
Kasus berikut dari sambungan las fillet adalah penting untuk
diperhatikan:
1. Las fillet melingkar yang dikenai torsi. Perhatikan batang
silinder yang dihubungkan ke plat kaku dengan las fillet seperti
pada Gambar 2.8.
Gambar 2.8 Las Fillet Dikenai Torsi
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Kita mengetahui bahwa tegangan geser untuk material adalah:

Tegangan geser terjadi pada bidang horisontal sepanjang las fillet.
Geser maksimum terjadi pada leher las dengan sudut 45o dari bidang
horisontal..
dan tegangan geser maksimum adalah:
2. Las fillet melingkar yang dikenai momen bending. Perhatikan batang
silinder yang dihubungkan ke plat kaku dengan las fillet seperti pada
Gambar 2.9.
Gambar 2.9 Las Fillet Melingkar (Momen Bending)
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Kita mengetahui bahwa momen bending adalah:

Tegangan bending terjadi pada bidang horisontal sepanjang las fillet.
Tegangan bending maksimum terjadi pada leher las dengan sudut 45o
dari bidang horisontal.
Panjang leher, t = s.sin 45o = 0,707.s
dan tegangan bending maksimum adalah:
3. Las fillet memanjang yang dikenai beban torsi. Perhatikan plat
vertikal dilas ke plat horisontal dengan dua las fillet seperti pada
Gambar 2.10.
Gambar 2.10 Las Fillet Memanjang Dikenai Beban Torsi
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta

Variasi tegangan geser adalah sama dengan variasi tegangan
normal sepanjang (I) dari balok yang dikenai bending murni. Tegangan
geser menjadi:
Tegangan geser maksimum terjadi pada leher, yaitu:
D. Kekuatan Butt Joint
Sambungan butt dirancang untuk tarik dan tekan. Perhatikan
sambungan V-butt tunggal seperti pada Gambar 2.11 (a).
Gambar 2.11 Butt Joint
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Dalam butt joint, panjang ukuran las adalah sama dengan tebal leher
yang sama dengan tebal plat. Kekuatan tarik butt joint (single-V atau
square butt joint),
Dan kekuatan tarik double-V butt joint seperti pada Gambar 2.11 (b)
adalah:

Sebagai catatan bahwa ukuran las bisa lebih besar dari pada ketebalan
plat, tetapi dapat juga lebih kecil. Tabel berikut menunjukkan ukuran
las minimum yang direkomendasikan.
Tabel 2.1 Ukuran las minimum yang direkomendasikan.
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
E. Beban eksentris sambungan las
Beban eksentris dapat terjadi pada sambungan las dengan berbagai
cara. Ketika tegangan geser dan tegangan bending secara simultan
terjadi pada sambungan, maka tegangan maksimum menjadi:
Tegangan normal maksimum adalah:
Tegangan geser maksimum adalah:

Gambar 2.12 Beban Eksentris
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Ada dua kasus beban eksentris sambungan las, yaitu:
Kasus 1:
Perhatikan sambungan tetap T pada salah satu ujungnya dikenai
beban eksentris P pada jarak e seperti pada Gambar 2.12.
Sambungan mendapat dua jenis tegangan:
1. Tegangan geser langsung akibat gaya geser P pada las, dan
2. Tegangan bending akibat momen bending P x e.
Kita tahu bahwa luas leher las adalah:
Tegangan geser pada las adalah:
Section modulus dari logam las melalui leher las adalah:

Kita tahu bahwa tegangan normal maksimum adalah lihat persamaan
Tegangan geser maksimum adalah lihat persamaan
Kasus 2 :
Ketika sambungan las dibebani secara eksentris seperti pada Gambar
2.13, maka terjadi dua jenis tegangan berikut ini:
1. Tegangan geser utama, dan
2. Tegangan geser akibat momen puntir.
Gambar 2.13 Sambungan las dibebani secara eksentris
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta

Dua gaya P1 dan P2 adalah didahului pada pusat gravitasi G
dari sistem las. Pengaruh beban P1 = P adalah untuk menghasilkan
tegangan geser utama yang diasumsikan seragam sepanjang las.
Pengaruh P2 = P menghasilkan momen puntir sebesar P x e yang
memutar sambungan terhadap pusat gravitasi dari sistem las. Akibat
momen puntir menimbulkan tegangan geser sekunder.
Kita tahu bahwa tegangan geser utama adalah sama dengan
persamaan
Ketika tegangan geser akibat momen puntir (T = P.e) pada beberapa
bagian adalah seimbang untuk jarak radial dari G, sehingga tegangan
akibat P.e pada titik A adalah seimbang dengan AG (r2) dan arahnya
memutar ke kanan terhadap AG. Dapat ditulis:
Dimana τ2 adalah tegangan geser pada jarak maksimum (r2) dan
τ adalah tegangan geser pada jarak r. Perhatikan sebuah bagian kecil
dari las yang mempunyai luas dA pada jarak r dari G. Gaya geser pada
bagian keeil ini adalah τ.dA

Dan momen puntir dari gaya geser terhadap G adalah
Momen puntir total seluruh luas las adalah:
dimana J = Momen inersia polar dari luas leher terhadap G.
Tegangan geser akibat momen puntir yaitu tegangan geser sekunder
adalah:
Menentukan resultan tegangan, tegangan geser utama dan
sekunder adalah kombinasi seeara vektor.
Resultan tegangan geser pada A,
Catatan: Momen inersia polar pada luas leher (A) terhadap pusat gravitasi
yang diperoleh
Dengan teorema sumbu sejajar yaitu:

Tabel 2.2 Momen inersia polar dan section modulus dari las
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta

F. Proses Pengelasan
Proses pengelasan dapat secara luas diklasifikasikan ke dalam dua
kelompok berikut:
1. Proses pengelasan menggunakan panas misalnya saja pengelasan
fusi.
2. proses pengelasan yang menggunakan kombinasi panas dan
tekanan misalnya menempa pengelasan. Proses ini dibahas dalam
detail, di halaman berikut.
Gambar 2.14 Fusion pengelasan pada 245°C menghasilkan ikatan
molekul permanen antara bagian
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
G. Pengelasan Lumer (Cair)
Dalam kasus las lumer, bagian yang disambung ditempatkan pada
posisi sementara kemudian logam dicairkan mengisi pada bagian yang
disambung. Logam cair dapat berasal dari bagian-bagiannya sambunganri
(yakni logam induk) atau logam pengisi yang biasanya memiliki komposisi
logam induk. Permukaan sambungan menjadi plastik atau bahkan cair
karena panas dari logam pengisi atau sumber lainnya. Dengan demikian,
ketika logam cair membeku atau kering, sambungan terbentuk.
Pengelasan lumer, sesuai dengan metode panas yang dihasilkan, dapat
diklasifikasikan sebagai:
1. Pengelasan panas,
2. Gas pengelasan
3. Las busur listrik.

H. Pengelasan Termit
Dalam pengelasan termit, campuran oksida besi dan aluminium yang
disebut termit yang dipanaskan dan besi oksida direduksi menjadi besi
cair. Besi cair dituangkan ke dalam cetakan yang dibuat di sekitar
sambungan dan mencair bersamaan dengan bagian yang akan dilas.
Keuntungan dari pengelasan termit adalah semua bagian yang dilas
mencair pada saat yang sama dan mendingin dengan seragam. Hal ini
meminimum masalah dengan tegangan sisa. Yang merupakan proses
peleburan dan pengecoran.
Pengelasan termit sering digunakan dalam penyambungan bagian
besi dan baja yang terlalu besarakan diproduksi menjadi satu bagian,
seperti rel, rangka truk, rangka lokomotif, sebagian besar digunakan pada
steam dan jalan kereta api, untuk bagian belakang kapal, rangka kemudi
dll. Pabrik baja, pengelasan listrik termit digunakan untuk mengganti gigi-
gigi yang patah.
I. Las Gas
Las gas dibuat dari api yang berasal dari oxy-acetylene atau gas
hidrogen dari obor las pada permukaan sambungan. Panas pada api
kerucut putih memanaskan permukaan titik lumer sementara operato
rmemanipulasi batang las untuk memasok logam untuk pengelasan. Fluks
digunakan untuk menghilangkan terak. Karena tingkat pemanasan dalam
pengelasan gas lambat, sehingga dapat digunakan pada bahan tipis.
J. Las Busur Listrik
Pada las busur listrik, pekerjaan disiapkan dengan cara yang sama
seperti untuk las gas. Dalam hal ini logam pengisi dipasok oleh elektroda
logam. Operator, dengan mata dan pelindung wajah, busur dengan
menyentuh logam dasar dengan elektroda. Logam dasar meleleh sejalan
dengan alur busur, membentuk genangan logam cair, yang tampaknya
dipaksa keluar dari genangan oleh hembusan dari busur, seperti yang
ditunjukkanpada Gambar. 2.15
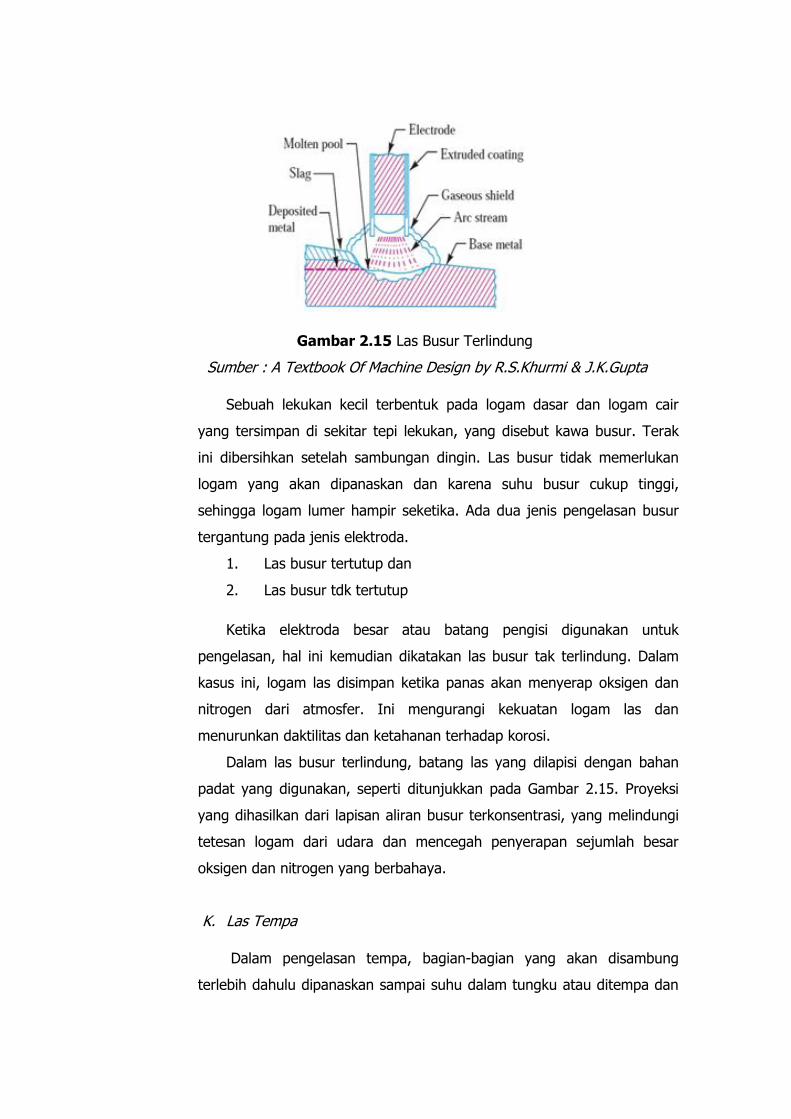
Gambar 2.15 Las Busur Terlindung
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Sebuah lekukan kecil terbentuk pada logam dasar dan logam cair
yang tersimpan di sekitar tepi lekukan, yang disebut kawa busur. Terak
ini dibersihkan setelah sambungan dingin. Las busur tidak memerlukan
logam yang akan dipanaskan dan karena suhu busur cukup tinggi,
sehingga logam lumer hampir seketika. Ada dua jenis pengelasan busur
tergantung pada jenis elektroda.
1. Las busur tertutup dan
2. Las busur tdk tertutup
Ketika elektroda besar atau batang pengisi digunakan untuk
pengelasan, hal ini kemudian dikatakan las busur tak terlindung. Dalam
kasus ini, logam las disimpan ketika panas akan menyerap oksigen dan
nitrogen dari atmosfer. Ini mengurangi kekuatan logam las dan
menurunkan daktilitas dan ketahanan terhadap korosi.
Dalam las busur terlindung, batang las yang dilapisi dengan bahan
padat yang digunakan, seperti ditunjukkan pada Gambar 2.15. Proyeksi
yang dihasilkan dari lapisan aliran busur terkonsentrasi, yang melindungi
tetesan logam dari udara dan mencegah penyerapan sejumlah besar
oksigen dan nitrogen yang berbahaya.
K. Las Tempa
Dalam pengelasan tempa, bagian-bagian yang akan disambung
terlebih dahulu dipanaskan sampai suhu dalam tungku atau ditempa dan
kemudian dipalu. Metode pengelasan ini jarang digunakan sekarang.
electric-resistance welding adalah contoh las tempa.
Dalam hal ini, bagian yang akan bergabung ditekan bersama-sama
dan arus listrik dilewatkan dari satu sebagian yang lain sampai logam
dipanaskan dengan temperatur lumer pada sambungan. Prinsip
menerapkan panas dan tekanan, baik secara berurutan atau secara
bersamaan, secara luas digunakan dalam proses seperti *lapisan,
proyeksi, kerusakan dan pengelasan kilat.
Gambar 2.16 Las Tempa
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
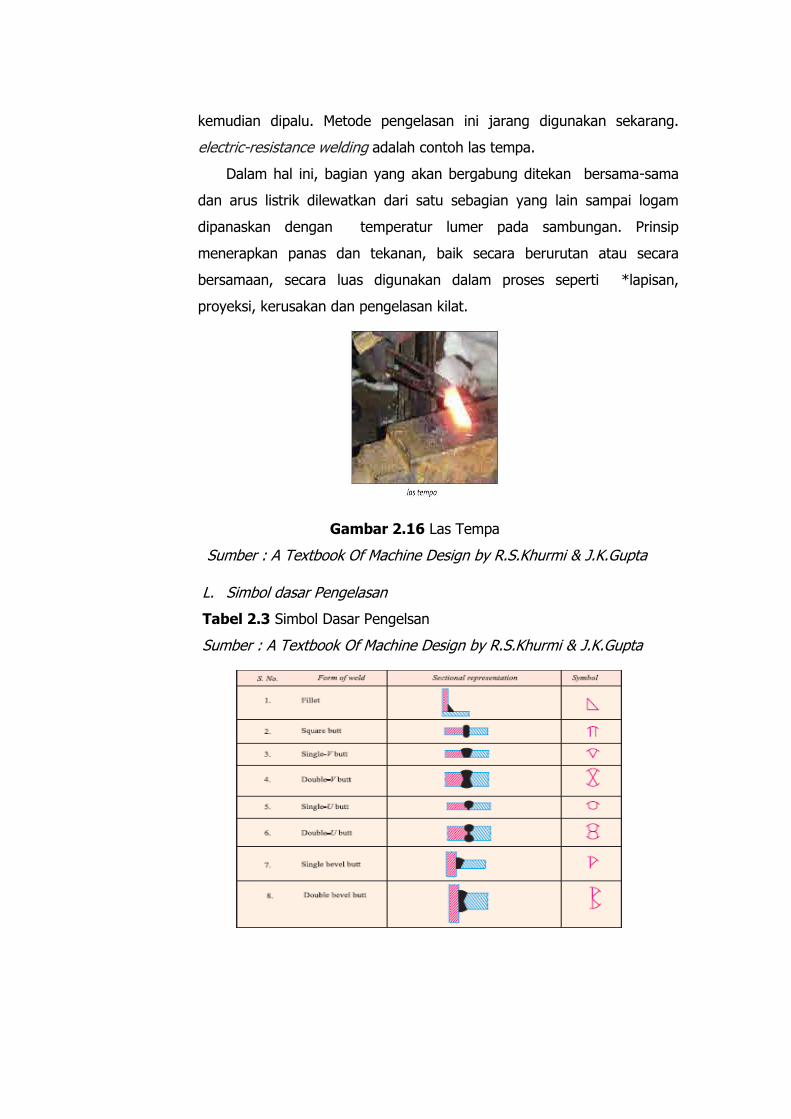
L. Simbol dasar Pengelasan
Tabel 2.3 Simbol Dasar Pengelsan
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta

M. Simbol Tambahan Pengelasan
Tabel 2.4 Simbol Tambahan Las
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta

Elemen dasar sebuah simbol pengelasan terdiri dari delapan unsur
berikut:
1. Baris referensi 2. Panah
3. Simbol dasar las 4. Dimensi dan data lain
5. Simbol tambahan 6. Simbol selesai
7. Ekor 8. Spesifikasi, proses dan referensi lain.
N. Standard Simbol Elemen Daerah Pengelasan
Menurut Standar India, IS: 813 – 1961 (menegaskan kembali 1991),
unsur-unsur dari sebuah pengelasan simbol harus memiliki daerah
standar dengan seperti satu sama lain.
Panah menunjuk ke titik las, simbol-simbol dasar dengan dimensi
yang terletak di salah satu atau kedua sisi dari garis referensi. Spesifikasi
jika ada ditempatkan di ekor panah. Gambar. 2.17 menunjukkan daerah
standar simbol pengelasan diwakili pada gambar.
Gambar 2.17 Daerah Standard Simbol Pengelasan
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Beberapa contoh dari simbol pengelasan diwakili pada gambar yang
ditunjukkan dalam tabel berikut.
Gbr 2.5 Standar lokasi simbol pengelasan

Tabel 2.4 Daerah Standard Simbol Pengelasan
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
O. Tegangan Untuk Sambungan Las
Tegangan dalam sambungan las sulit untuk ditentukan karena varia
beban tak terduga parameter seperti homogen utility dari logam las,
tegangan termal dilas, perubahan sifat fisik karena tingginya tingkat
pendinginan dll. Tegangan diperoleh, pada asumsi sebagai berikut:
1. Beban terdistribusi secara merata sepanjang seluruh panjang lasan,
dan
2. Tegangan tersebar merata diseluruh bagian efektif.
Tabel berikut menunjukkan tekanan untuk sambungan las untuk dilas
dengan logam besi dan elektroda baja ringan di bawah beban stabil dan
kelelahan atau tegangan balik.

Tabel 2.5 Tegangan untuk sambungan las.
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
P. Faktor Kosentrasi Tegangan Untuk Pengelasan
Penguatan yang diberikan kepada las menghasilkan konsentrasi
tegangan pada sudut las dan logam induk. Ketika bagian-bagian yang
dibebani oleh beban kelelahan, faktor konsentrasi tegangan seperti yang
diberikan dalam tabel berikut harus diperhitungkan.
Tabel 2.6 Tegangan untuk sambungan las.
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta

TUGAS ELEMEN MESIN I
SAMBUNGAN BAUT
DISUSUN OLEH
MUHAMMAD SYAIFUL FADLY
F331 14 005
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS TADULAKO
PALU
2.2. Sambungan Baut
A. Pendahuluan
Sebuah ulir (screwed) dibuat dengan melakukan pemotongan secara
kontinyu alur melingkar pada permukaan silinder. Sambungan ulir
sebagian besar terdiri dari dua elemen yaitu baut (bolt) dan mur (nut).
Sambungan ulir banyak digunakan dimana bagian mesin dibutuhkan
dengan mudah disambung dan dilepas kembali tanpa merusak mesin. Ini
dilakukan dengan maksud untuk menyesuaikan/menyetel pada saat
perakitan (assembly) atau perbaikan, atau perawatan
Adapun keuntungan dan kerugian dari sambungan baut adalah
sebagai berikut :
Keuntungan
1. Sambungan baut sangat handal dalam operasi.
2. Sambungan baut mudah dalam memasang dan
membongkar.
` 3. Berbagai macam sambungan baut dapat diadopsi untuk berbagai
kondisi operasi.
4. Sekrup relatif murah untuk diproduksi sesuai standardisasi dan sangat
efisien dalam proses manufaktur.
Kekurangan
Kerugian utama dari sambungan baut adalah konsentrasi tegangan di
bagian berulir yang titik-titik rawan di bawah kondisi beban variabel.
Catatan: Kekuatan sambungan baut tidak sebanding dengan sambungan
paku keling atau sambungan las.

Gambar 2.18 Sambungan Baut
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
B. Istilah Penting Pada Ulir
Istilah berikut digunakan pada ulir seperti pada Gambar 2.19 adalah
penting untuk diperhatikan.
Gambar 2.19 Istilah pada Ulir
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Keterangan Gambar 2.19 :
1. Major diameter adalah diameter terbesar pada ulir eksternal
atau internal.Dinamakan juga outside atau nominal diameter.
2. Minor diameter adalah diameter terkecil pada ulir eksternal atau
internal.Dinamakan juga core atau root diameter.
3. Pitch diameter adalah diameter rata-rata silinder. Dianamakan
juga effective diameter.
4. Pitch adalah jarak antara puncak ulir. Secara matematika dapat
dihitung:

5. Crest adalah permukaan atas pada ulir.
6. Root adalah permukaan bawah yang dibentuk oleh dua sisi
berdekatan dari ulir.
7. Depth of thread adalah jarak tegak lurus antara crest dan root.
8. Flank adalah permukaan antara crest dan root.
9. Angle of thread adalah sudut antara flank ulir.
10. Slope adalah setengah pitch ulir.
C. Jenis Ulir
Adapun jenis-jenis ulir adalah sebagai berikut :
1. British standard whitworth (B.S.W) thread. Ulir jenis ini banyak
digunakan dimana kekuatan yang tinggi pada root yang dibutuhkan,
seperti pada Gambar 2.20
Gambar 2.20 B.S.W. Thread
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
2. British association (B.A) thread. Merupakan ulir jenis B.S.W. dengan pitch
yang baik dan banyak digunakan untuk instrumentasi (alat ukur) dan
pekerjaan lain yang presisi, seperti pada Gambar 2.21
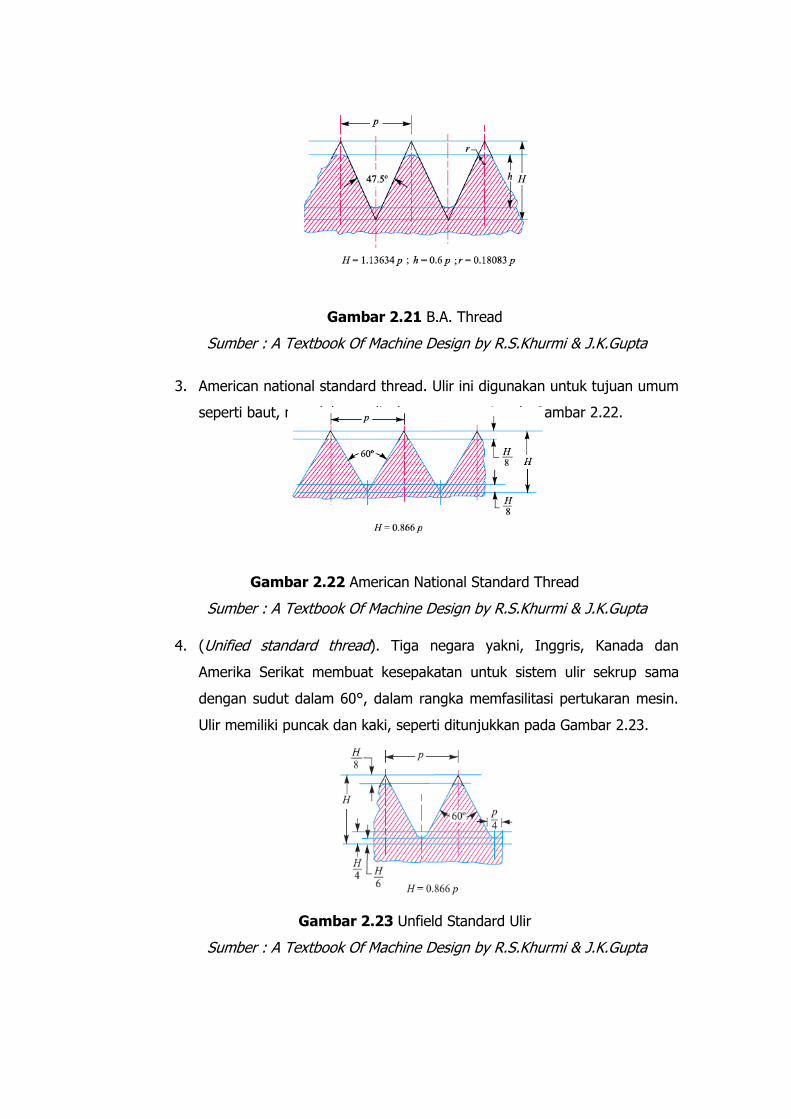
Gambar 2.21 B.A. Thread
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
3. American national standard thread. Ulir ini digunakan untuk tujuan umum
seperti baut, mur, lubang ulir dan tap, seperti pada Gambar 2.22.
Gambar 2.22 American National Standard Thread
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
4. (Unified standard thread). Tiga negara yakni, Inggris, Kanada dan
Amerika Serikat membuat kesepakatan untuk sistem ulir sekrup sama
dengan sudut dalam 60°, dalam rangka memfasilitasi pertukaran mesin.
Ulir memiliki puncak dan kaki, seperti ditunjukkan pada Gambar 2.23.
Gambar 2.23 Unfield Standard Ulir
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
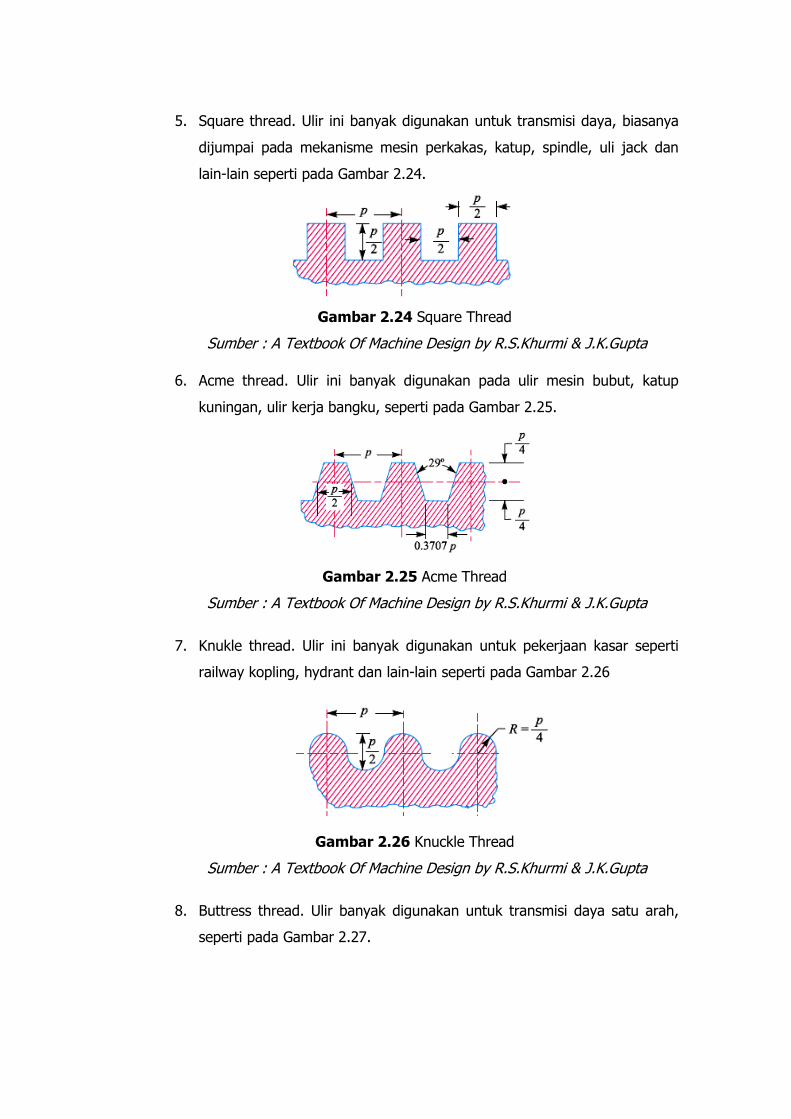
5. Square thread. Ulir ini banyak digunakan untuk transmisi daya, biasanya
dijumpai pada mekanisme mesin perkakas, katup, spindle, uli jack dan
lain-lain seperti pada Gambar 2.24.
Gambar 2.24 Square Thread
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
6. Acme thread. Ulir ini banyak digunakan pada ulir mesin bubut, katup
kuningan, ulir kerja bangku, seperti pada Gambar 2.25.
Gambar 2.25 Acme Thread
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
7. Knukle thread. Ulir ini banyak digunakan untuk pekerjaan kasar seperti
railway kopling, hydrant dan lain-lain seperti pada Gambar 2.26
Gambar 2.26 Knuckle Thread
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
8. Buttress thread. Ulir banyak digunakan untuk transmisi daya satu arah,
seperti pada Gambar 2.27.
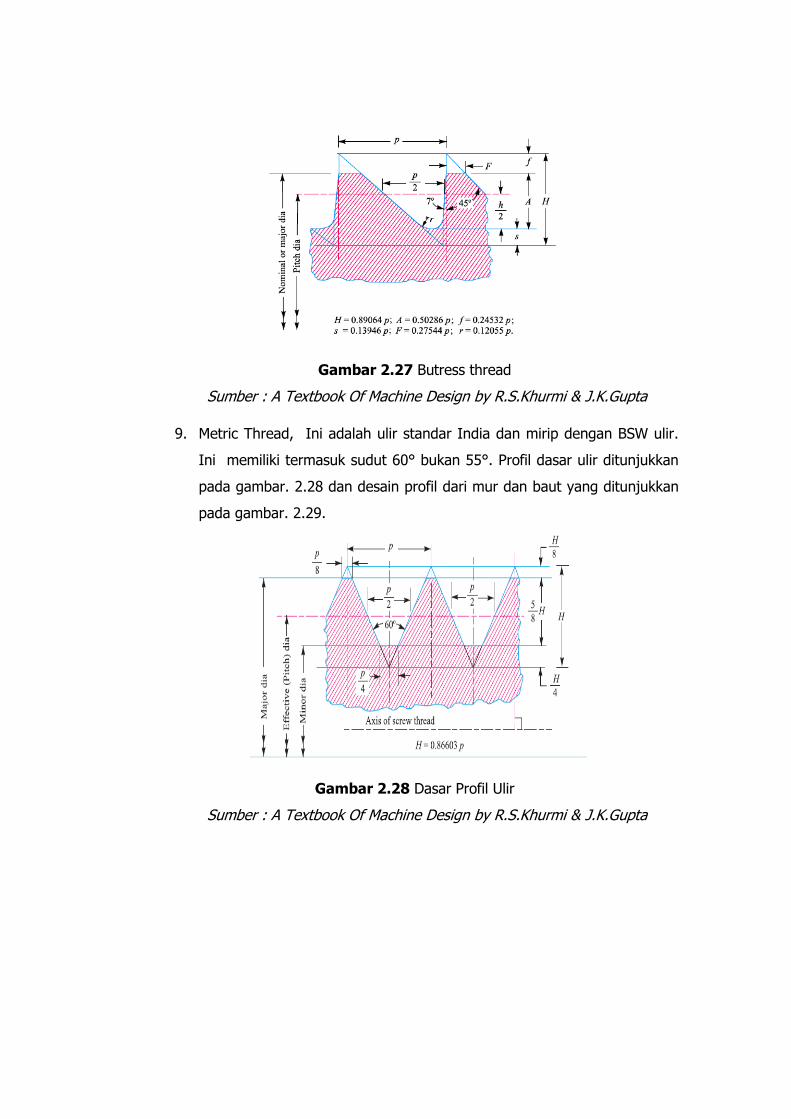
Gambar 2.27 Butress thread
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
9. Metric Thread, Ini adalah ulir standar India dan mirip dengan BSW ulir.
Ini memiliki termasuk sudut 60° bukan 55°. Profil dasar ulir ditunjukkan
pada gambar. 2.28 dan desain profil dari mur dan baut yang ditunjukkan
pada gambar. 2.29.
Gambar 2.28 Dasar Profil Ulir
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
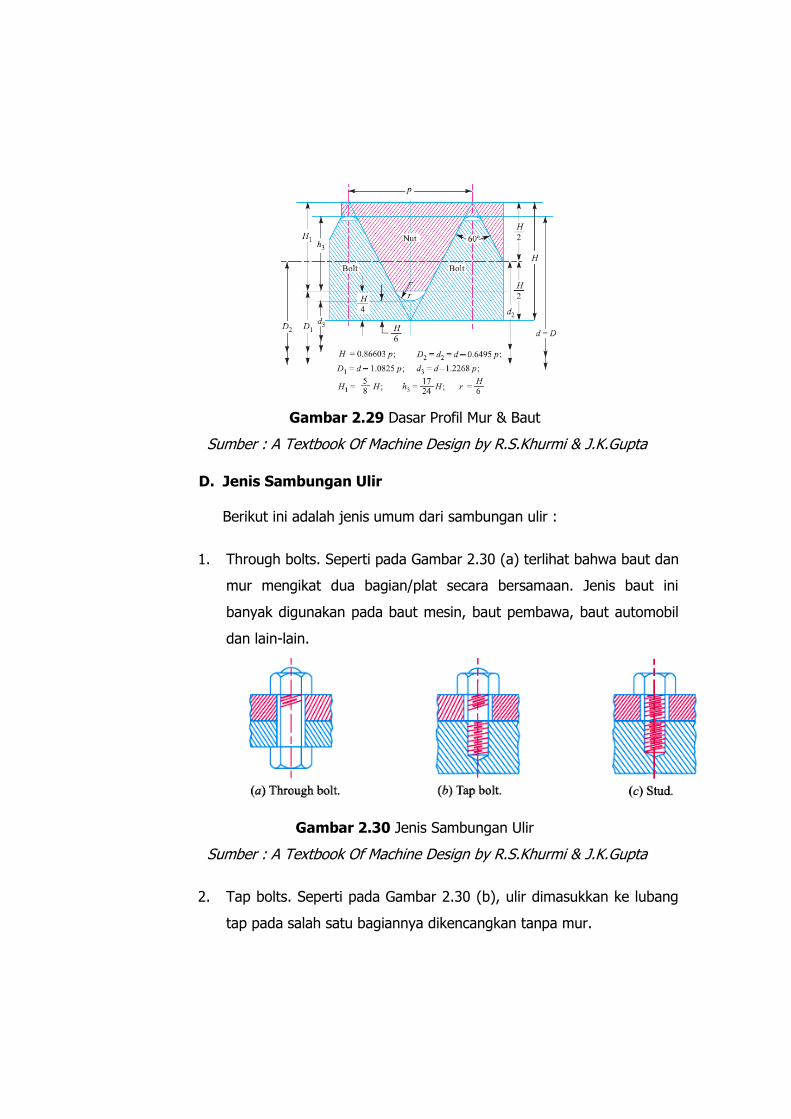
Gambar 2.29 Dasar Profil Mur & Baut
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
D. Jenis Sambungan Ulir
Berikut ini adalah jenis umum dari sambungan ulir :
1. Through bolts. Seperti pada Gambar 2.30 (a) terlihat bahwa baut dan
mur mengikat dua bagian/plat secara bersamaan. Jenis baut ini
banyak digunakan pada baut mesin, baut pembawa, baut automobil
dan lain-lain.
Gambar 2.30 Jenis Sambungan Ulir
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
2. Tap bolts. Seperti pada Gambar 2.30 (b), ulir dimasukkan ke lubang
tap pada salah satu bagiannya dikencangkan tanpa mur.

3. Stud. Seperti pada Gambar 2.30 (c), ulir ini pada kedua ujungnya
berulir. Salah satu ujung ulir dimasukkan ke lubang tap kemudian
dikencangkan sementara ujung yang lain ditutup dengan mur.
Gambar 2.31 Deck Handle Crane
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
4. Cap screws. Ulir ini sama jenisnya dengan tap bolts tetapi berukuran
kecil dan variasi bentuk kepala seperti pada Gambar 2.32.
Gambar 2.32 Cap Screws
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
5. Sekrup Mesin. Ini mirip dengan sekrup cap dengan kepala pipih untuk
screw driver. Biasanya ini digunakan dengan mur.
6. Set screws. Sekrup penyetel ditunjukkan pada Gambar 2.33. Ini
digunakan untuk mencegah gerakan relatif antara dua bagian.
Sekrup penyetel adalah baut pengikat lubang berulir didalam salah
satu bagian pusat (yaitu akhir sekrup) akan menekan bagian lainnya.
Gerakan relatif antara dua bagian dengan cara gesekan antara titik
sekrup dan salah satu bagian. Sekrup penyetel dapat digunakan

sebagai pasak untuk mencegah gerakan relatif antara roda dan poros
dalam transmisi daya. Sekrup penyetel juga dapat digunakan dalam
penyambung dengan pasak, di mana sekrup penyetel mencegah
gerakan aksial relatif dari perakitan poros, pasak dan roda.
Gambar 2.33 Set Screws
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Diameter sekrup penyetel (d) akan diperoleh dari pernyataan
berikut :
Dimana D adalah diameter poros (dalam mm) yang mana
sekrup penyetel melekat.
Gaya tangensial (dalam Newton) pada permukaan poros
diberikan :
( )
Torsi yang teruskan sekrup penyetel :
Dan daya yang diteruskan (dalam watts),
,
Dimana N adalah kecepatan putar dalam rpm.
E. Perlengkapan Pengunci
Pengikat ulir biasa, umumnya, tetap ketat di bawah beban statis,
tetapi banyak dari pengikatan menjadi longgar akibat aksi variasi beban
atau ketika pada mesin terjadi getaran. Mengendurnya pengikat sangat
berbahaya dan harus dicegah. Untuk mencegah ini, sejumlah besar
perlengkapan penguncian yang tersedia, beberapa di antaranya dibahas
di bawah ini:
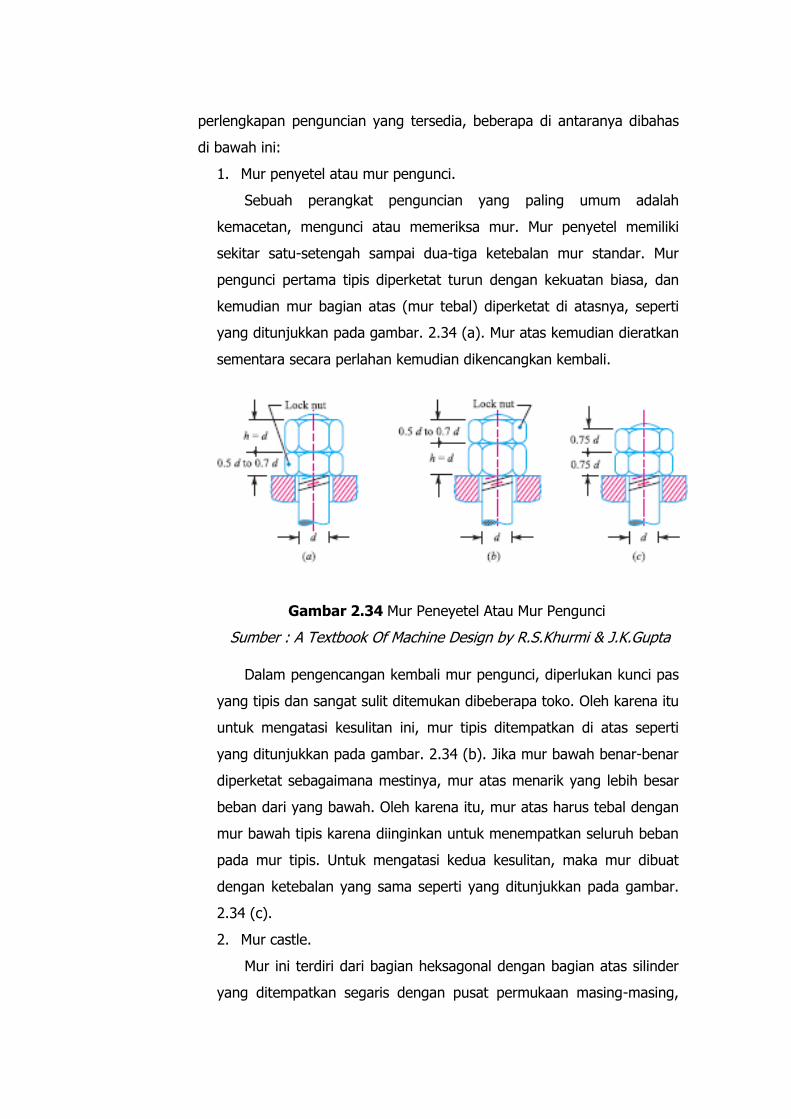
1. Mur penyetel atau mur pengunci.
Sebuah perangkat penguncian yang paling umum adalah
kemacetan, mengunci atau memeriksa mur. Mur penyetel memiliki
sekitar satu-setengah sampai dua-tiga ketebalan mur standar. Mur
pengunci pertama tipis diperketat turun dengan kekuatan biasa, dan
kemudian mur bagian atas (mur tebal) diperketat di atasnya, seperti
yang ditunjukkan pada gambar. 2.34 (a). Mur atas kemudian dieratkan
sementara secara perlahan kemudian dikencangkan kembali.
Gambar 2.34 Mur Peneyetel Atau Mur Pengunci
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Dalam pengencangan kembali mur pengunci, diperlukan kunci pas
yang tipis dan sangat sulit ditemukan dibeberapa toko. Oleh karena itu
untuk mengatasi kesulitan ini, mur tipis ditempatkan di atas seperti
yang ditunjukkan pada gambar. 2.34 (b). Jika mur bawah benar-benar
diperketat sebagaimana mestinya, mur atas menarik yang lebih besar
beban dari yang bawah. Oleh karena itu, mur atas harus tebal dengan
mur bawah tipis karena diinginkan untuk menempatkan seluruh beban
pada mur tipis. Untuk mengatasi kedua kesulitan, maka mur dibuat
dengan ketebalan yang sama seperti yang ditunjukkan pada gambar.
2.34 (c).
2. Mur castle.
Mur ini terdiri dari bagian heksagonal dengan bagian atas silinder
yang ditempatkan segaris dengan pusat permukaan masing-masing,

Pin terbelah melewati dua alur pada mur dan lubang di baut, sehingga
kunci positif diperoleh kecuali pin tergeser. Secara ekstensif digunakan
pada pekerjaan mengalami guncangan dan getaran yang cukup
mendadak seperti di industri otomotif.
3. Mur sawn.
Mur ini memiliki alur gergaji sekitar setengah ulir, seperti
ditunjukkan pada gambar. 2.34. Setelah mur yang disekrup kebawah,
sekrup kecil diperketat yang menghasilkan lebih banyak gesekan
antara mur dan baut. Hal ini untuk mencegah melonggarnya mur.
4. Pena, ring atau mur alur.
Mur ini memiliki bagian yang berbentuk heksagonal dan bagian
selinder yang rendah sebagaimana yang ditunjukkan pada gambar
2.35. Mur panjang digunakan dimana baut penguat dihubungkan
dengan potongan yang layak dekat tepi yang serupa dalam ujung
poros enkol kapal. Bagian bawah selinder dan turun menerima bagian
pengunci sekrup penyetel. Lubang baut dibuat dengan cunter bor pada
bagian mur selinder. Untuk mencegah kerusakan dari pengerasan
ujung sekrup penyetel diturunkan.
Gambar 2.35 Mur Alur
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
5. Mengunci dengan pin.
Mur rata-rata dapat dikunci dengan pin tirus atau pin alur melalui
tengah mur seperti ditunjukkan pada gambar. 2.36 (a). Tapi pin split
sering didorong melalui baut atas mur, seperti yang ditunjukkan pada
gambar. 2.36 (b).

Gambar 2.36 Pengunci Dengan Pin
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
6. Mengunci dengan pelat.
Dari pelat penahan atau pelat pengunci seperti yang ditunjukkan
pada gambar 2.37. Mur akan dapat diatur dan karenanya siap terkunci
dengan menggunakan interval sudut 30o terhadap pelat.
(a) (b)
Gambar 2.37 (a) Pelat Pengunci (b)Cincin Pelat Pengunci
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
7. Cincin kunci pegas.
Cincin kunci pegas seperti yang ditunjukkan pada gambar 3.38.
Seperti mengencangkan mur cincin bagian bawah, salah satu bagian
ujung cincin menyebabkan galian terhadap dirinya, sehingga
meningkatkan resistensi sehingga mur tidak akan longgar begitu
mudah. Ada banyak jenis kunci pegas diproduksi, beberapa di
antaranya cukup efektif.
F. Desain Ulir Sekrup
Menurut standar India, IS : 4218 (bagian IV) 1976 (Reaffimed 1996),
desain komplit ulir sekrup adalah sebagai berikut :

1. Ukuran desain. Ukuran ulir sekrup didesain dengan tulisan M diikuti
diameter dan picth, keduanya dipisahkan oleh tanda ×. Bila tidak
ada indikasi picth, maka berarti bahwa picth kasar tersirat.
2. Toleransi desain. Ini akan dimasukkan
(a) Bentuk desain toleransi nilai indicasi dengan :
„7‟ untuk nilai halus, „8‟ untuk nilai normal dan „9‟ nilai kasar
(b) Tanda desain toleransi dengan posisi indikasi dengan :
„H‟ untuk ulir, „d‟ untuk ulir baut dengan tambahan, dan „h‟ ulir
baut tanpa tambahan.
Untuk contoh, sebuah ulir baut ukuran 6 mm picth kasar dan dengan
tambahan ulir dan nilai toleransi normal didesain M6-8d.
G. Ukuran Standard Ulir Sekrup
Desain ukuran I.S.O. ulir sekrup untuk sekrup, baut dan mur seri
kasar dan halus Seperti yang ditunjukkan pada tabel 2.7.
Tabel 2.7 Desain Ukuran Ulir Sekrup
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta

Catatan : Dalam table tidak tersedia, ketika diameter core (dc) diberikan 0,84d,
dimana d adalah diameter mayor.
Tegangan dalam Pengencangan Sekrup dengan Beban Satis
Memeriksa tegangan dalam pengencangan sekrup dengan beban statis
yang poin penting dari yang utama :
1. Tegangan internal disebabkan oleh gaya mengencangkan sekrup
2. Tegangan disebabkan oleh gaya eksternal
3. Tegangan disebabkan oleh gabungan tegangan (1) dan (2).
H. Tegangan Awal Disebabkan Oleh Gaya Mengencangkan
Sekrup
Memeriksa tegangan yang terinduksi dalam baut, sekrup atau baut
tap ketika sekrup dikencangkan.
1. Tegangan tarik disebabkan oleh tegangan baut. Karena tidak ada
tekanan yang disebutkan di atas akurat, sehingga baut dirancang atas
dasar tegangan tarik langsung dengan besar faktor keamanan dalam
rangka untuk menjelaskan tegangan tak tentu. Ketegangan awal
dalam baut, berdasarkan pada percobaan, dapat ditemukan
perbandingan.

Dimana
Persamaan tersebut digunakan pada sambungan penutup
selinder mesin uap. Ketika laju aliran tidak kuat sambungan ketat
tidak diperlukan, maka ketegangan awal dalam baut mungkin
dikurangi menjadi setengah dari nilai di atas. Dalam kasus seperti :
Baut berdiameter kecil mungkin gagal selama pengetatan,
sehingga baut dengan diameter lebih kecil (kurang dari M 16 atau M
18) tidak diizinkan dalam membuat sambungan tegangan cairan. Jika
baut tidak mengalami tegangan awal, maka beban aksial maksimum
yang aman dapat diterapkan untuk itu, diberikan oleh :
P = Tegangan ijin x bagian area persilangan dibawah ulir (area
tegangan)
Area tegangan dapat diperoleh dari tabel 3.1 atau dapat
ditemukan dengan menggunakan hubungan
(
)
Dimana
Gambar 2.38 Alat Msin Sederhana
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
2. Torsi Tegangan Geser akibat resistansi gesekan ulir selama
pengencangan. Torsi tegangan geser akibat resistansi gesekan ulir
selama pengencangan dapat diperoleh dengan menggunakan
persamaan torsi. Diketahui :
( )
( )
Dimana
Telah terbukti bahwa selama percobaan karena berulang
pelonggaran dan pengencangan mur, ada nilai yang bertahap dari
ulir, yang meningkatkan momen puntir (T).
3. Tegangan Geser ulir melintang. Tegangan geser rata-rata ulir untuk
sekrup ( ) diperoleh dengan menggunakan persamaan :
Dimana b = lebar ulir pada bagian kaki.
Tegangan geser rata-rata untuk mur adalah :
Dimana d = Diameter mayor
4. Tekanan atau Tegangan patah pada ulir. Tekanan atau tegangan
patah diantara ulir ( ) diperoleh dengan menggunakan persamaan :
[ ( ) ]
Dimana
5. Tegangan bending jika permukaan dibawah kepala atau mur tidak
sejajar sempurna dengan sumbu baut. Ketika setiap permukaan
bagian luar dihubungkan tidak sejajar, dimana baut akan mengalami

bending dibagian utama. Tegangan bending ( ) induksi batang baut
diperoleh :
Dimana
I. Tegangan Awal Disebabkan Oleh Gaya Mengencangkan
Sekrup
Tegangan berikut diinduksi dalam baut ketika mengalami beban
eksternal.
1. Tegangan Tarik
Baut, mur dan sekrup biasanya membawa beban ke arah sumbu
baut yang menginduksi tegangan tarik dalam baut.
Diketahui
Kita tahu bahwa beban eksternal,
( )
√
Sekarang dari Tabel 2.7, nilai dari diameter nominal baut yang sesuai
dengan nilai dc dapat diperoleh atau area tegangan *
( )
+ dapat
diperbaiki.
Catatan: (a) Jika beban eksternal diambil oleh sejumlah baut,
kemudian
( )
(b) Dalam tabel standar tidak tersedia, maka untuk ulir kasar, dc =
0,84 d, di mana d adalah nominal diameter baut.

Gambar 2.39 Peralatan Mesin Sederhana
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Catatan: Gambar ini diberikan sebagai informasi tambahan dan bukan
merupakan contoh langsung dari bab ini.
2. Tegangan geser
Kadang-kadang, baut yang digunakan untuk mencegah gerakan
relatif dari dua atau lebih bagian, seperti dalam kasus kopling flange,
maka tegangan geser diinduksi dalam baut. Tegangan geser
menekankan harus dihindari sejauh mungkin. Perlu dicatat bahwa
ketika baut dikenakan untuk mengarahkan beban geser, mereka
harus ditempatkan sedemikian rupa sehingga beban geser datang
pada tubuh (batang) dari baut dan bukan pada bagian ulir. Dalam
beberapa kasus, baut dapat dibebaskan dari beban geser dengan
menggunakan pin geser. Ketika sejumlah baut yang digunakan untuk
berbagi beban geser, jadi baut harus dipasang pada lubang halus.
keterangan
d = Major diameter baut,
n = Jumlah baut
beban geser yang dipikul oleh baut
√
Maksimum tegangan geser utama,
√( )
dan tegangan tarik maksimum,
( )
√( )
Tekanan ini tidak di perbolehkan melebihi batas maksimum yang
diizinkan.
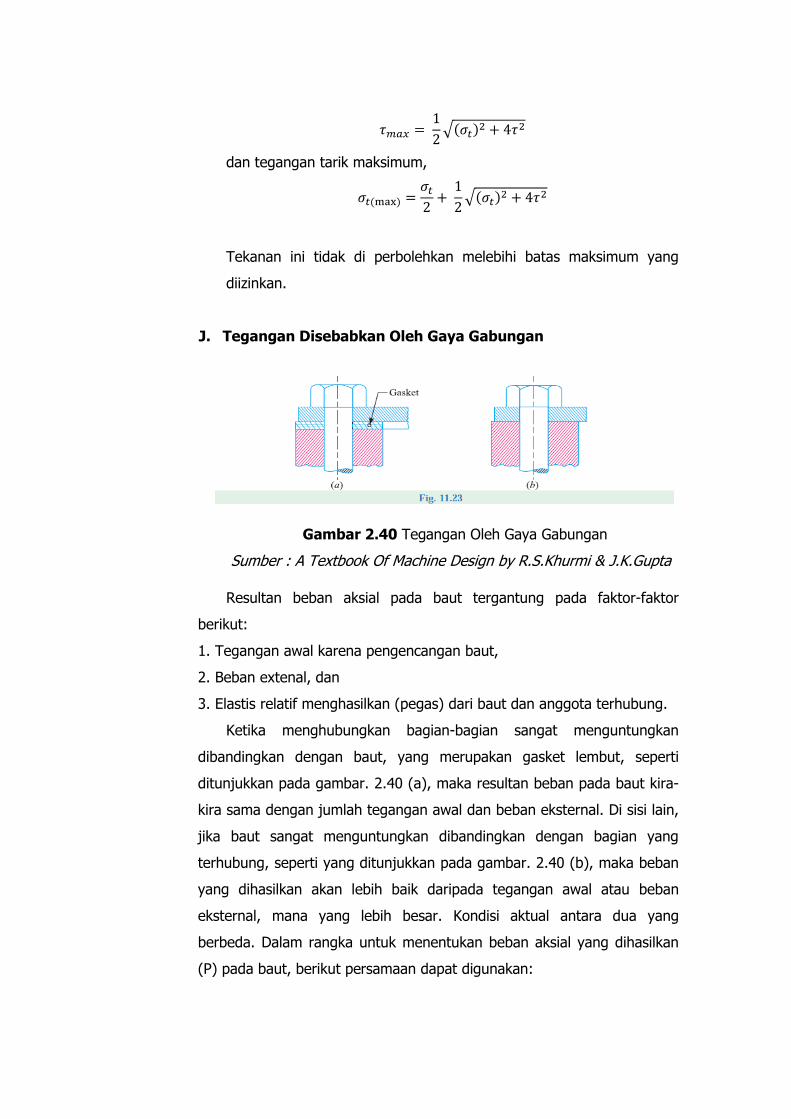
J. Tegangan Disebabkan Oleh Gaya Gabungan
Gambar 2.40 Tegangan Oleh Gaya Gabungan
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Resultan beban aksial pada baut tergantung pada faktor-faktor
berikut:
1. Tegangan awal karena pengencangan baut,
2. Beban extenal, dan
3. Elastis relatif menghasilkan (pegas) dari baut dan anggota terhubung.
Ketika menghubungkan bagian-bagian sangat menguntungkan
dibandingkan dengan baut, yang merupakan gasket lembut, seperti
ditunjukkan pada gambar. 2.40 (a), maka resultan beban pada baut kira-
kira sama dengan jumlah tegangan awal dan beban eksternal. Di sisi lain,
jika baut sangat menguntungkan dibandingkan dengan bagian yang
terhubung, seperti yang ditunjukkan pada gambar. 2.40 (b), maka beban
yang dihasilkan akan lebih baik daripada tegangan awal atau beban
eksternal, mana yang lebih besar. Kondisi aktual antara dua yang
berbeda. Dalam rangka untuk menentukan beban aksial yang dihasilkan
(P) pada baut, berikut persamaan dapat digunakan:
(
)
Dimana P1 = ketegangan awal karena pengencangan baut,
P2 = Eksternal beban pada baut, dan
Rasio (K) = elastisitas bagian terhubung ke elastisitas baut.
Gambar 2.41 Peralatan Mesin Sederhana
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Untuk gasket lembut dan baut yang besar, nilai yang tinggi dan
nilai
adalah sekitar sama dengan persatuan, sehingga beban yang
dihasilkan adalah sama dengan jumlah dari ketegangan awal dan beban
eksternal.
Untuk gasket keras atau logam untuk permukaan kontak logam dan
dengan baut kecil, nilai a kecil dan resultan beban yang dihasilkan
terutama karena ketegangan awal (atau beban eksternal, dalam kasus
yang jarang terjadi itu lebih besar dari ketegangan awal).Nilai 'a' dapat
diperkirakan oleh perancang untuk mendapatkan nilai perkiraan untuk
resultan beban. Nilai-nilai
(K) untuk berbagai jenis sambungan
ditunjukkan pada Tabel 2.8. Perancang tentunya memiliki kontrol atas
pengaruh pada beban resultan pada baut dengan proporsi ukuran bagian
terhubung dan baut dan oleh ketegangan awal menentukan di baut.
Tabel 2.8 Desain Ukuran Ulir Sekrup
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
K. Perancangan Tutup Silinder
Tutup silinder mungkin dijamin aman dengan menggunakan baut
atau baut tap, tetapi baut tap lebih disukai. Direncanakan pengamanan
tutup dengan baut atau baut tap seperti yang ditunjukkan gambar. 3.24
( a) dan ( b) berturut-turut. Baut atau baut tap, pelat tutup silinder dan
flange silinder mungkin dirancang seperti yang dibahas di bawah:
1. Perancangan baut atau baut tap
Dalam menentukan ukuran dan jumlah baut atau baut tap, dengan
mengikuti prosedur.
Dimana = Diameter silinder,
= Tekanan dalam selinder
= Diameter core baut atau baut tap,
= Jumlah baut atau baut tap, dan
= Tegangan-Tarik diizinkan untuk bahan baut atau baut
tap.
Gambar 2.42 Alat - Alat Mesin Sederhana
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta

Catatan: Gambar ini memberikan informasi tambahan dan bukanlah suatu contoh
langsung bab yang sekarang.
Kita ketahui bahwa kecendrungan kekuatan yang bekerja pada tutup
silinder,
( ) ( )
Kekuatan ini dilawan oleh n jumlah baut atau baut tap pada tutup.
Perlawanan kekuatan yang diberikan oleh n jumlah baut,
( )
( )
Dari penyamaan ( )dan ( ), kita mempunyai
( )
( )
( )
( b) Pengaturan pengamanan tutup silinder dengan baut tap
Gambar 2.43
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
( a) Pengaturan pengamanan tutup silinder dengan baut

Dari persamaan ini, banyaknya baut mungkin diperoleh, jika ukuran
dari baut atau baut tap diketahui dan sebaliknya. Pada umumnya ukuran
dari baut diasumsikan. Jika nilai n diperoleh dari hubungan antara yang
ganjil atau patah, kemudian berikutnya dipakai bilangan genap yang lebih
tinggi.
Baut atau baut tap menyekrup atas dengan ketat, dengan sendirinya
gasket logam atau packing asbes, dalam urutan untuk menyediakan suatu
sambungan untuk menghindari kebocoran. Kita membahas bahwa dalam
kaitan dengan mengencangkan baut, cukup tegangan tarik yang
dihasilkan pada baut. Ini boleh pecahkan oleh baut atau baut tap, bahkan
dimanapun beban dalam kaitan dengan tekanan dalam bertindak sesuai
dengan ketetapanya. Oleh karena itu suatu baut atau baut tap diameter
kurang dari 16 mm bisa digunakan.
Keketatan dari sambungan juga tergantung atas keliling pitch dari
baut atau baut tap. Keliling pitch antara 20 √ dan 30√ dimana d1
adalah diameter dari lubang dalam mm untuk baut atau baut tap.
Diameter pitch (Dp) pada umumnya digunakan dan
diameter luar tutup diperoleh :
di mana t = tebal dinding silinder.
2. Perancangan pelat tutup silinder
Tebal pelat tutup silinder (t1) dan tebal flensa silinder (t2) mungkin
yang ditentukan seperti dibahas di bawah:
Dimana dengan mempertimbangkan setengah plat tutup sebagai
ditunjukkan gambar 2.44.
Gambar 2.44 Setengah Pelat Tutup Silinder
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta

Tekanan dalam silinder akan mengangkat tutup silinder usaha baut
atau baut tap untuk mempertahankan dalam posisinya . Tetapi pusat
tekanan ini adalah dua beban yang waktunya tidak bersamaan.
Karenanya, pelat tutup dikenai tegangan bengkok. Titik X menjadi pusat
tekanan untuk baut atau baut tap dan titik Y menjadi pusat tekanan
dalam.
Kita mengetahui bahwa momen lentuk pada A-A,
( )
( )
( )
Dimana w = Lebar plat
= Diameter luar pelat tutup – 2× diameter lubang baut
= Do – 2d1
Diketahui tegangan tarik untuk bahan pelat tutup, nilai t1 mungkin
(adalah) ditentukan dengan penggunaan persamaan lentur, ⁄
3. Perancangan flange silinder
Tebal dari flensa silinder ( t2) ditentukan dari mempertimbankan
lentur. Sebagian dari flange silinder di bawah pengaruh baut atau baut
tap ditunjukkan gambar. 2.45.
Gambar 2.45 Bagian Flange Silinder
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Beban dalam baut menghasilkan tegangan lentur bagian X-X. Dari
gambar geometri, diperoleh eksentritas beban dari bagian X-X adalah :
e = radius lingkaran pitch - (Radius lubang baut +
tebal dinding silinder)
(
)
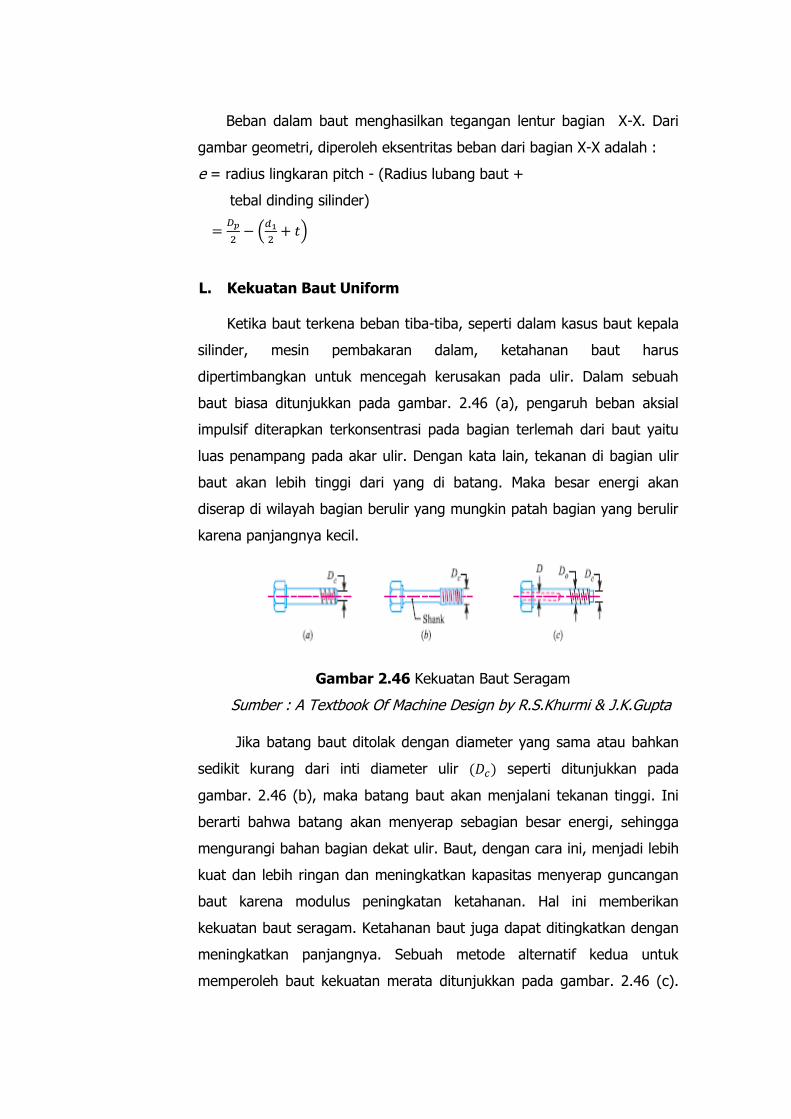
L. Kekuatan Baut Uniform
Ketika baut terkena beban tiba-tiba, seperti dalam kasus baut kepala
silinder, mesin pembakaran dalam, ketahanan baut harus
dipertimbangkan untuk mencegah kerusakan pada ulir. Dalam sebuah
baut biasa ditunjukkan pada gambar. 2.46 (a), pengaruh beban aksial
impulsif diterapkan terkonsentrasi pada bagian terlemah dari baut yaitu
luas penampang pada akar ulir. Dengan kata lain, tekanan di bagian ulir
baut akan lebih tinggi dari yang di batang. Maka besar energi akan
diserap di wilayah bagian berulir yang mungkin patah bagian yang berulir
karena panjangnya kecil.
Gambar 2.46 Kekuatan Baut Seragam
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Jika batang baut ditolak dengan diameter yang sama atau bahkan
sedikit kurang dari inti diameter ulir ( ) seperti ditunjukkan pada
gambar. 2.46 (b), maka batang baut akan menjalani tekanan tinggi. Ini
berarti bahwa batang akan menyerap sebagian besar energi, sehingga
mengurangi bahan bagian dekat ulir. Baut, dengan cara ini, menjadi lebih
kuat dan lebih ringan dan meningkatkan kapasitas menyerap guncangan
baut karena modulus peningkatan ketahanan. Hal ini memberikan
kekuatan baut seragam. Ketahanan baut juga dapat ditingkatkan dengan
meningkatkan panjangnya. Sebuah metode alternatif kedua untuk
memperoleh baut kekuatan merata ditunjukkan pada gambar. 2.46 (c).

Dalam metode ini, sebuah lubang aksial dibor melalui kepala sejauh
bagian ulir sehingga daerah batang menjadi sama dengan daerah akar
dari ulir.
M. Eksentrik Beban Bertindak Sejajar Dengan Axis Baut
Pertimbangkan braket memiliki basis persegi panjang melesat ke
dinding dengan cara empat baut seperti yang ditunjukkan pada Gambar.
11.31. Sebuah sedikit pertimbangan akan menunjukkan bahwa setiap
baut dikenai beban tarik langsung
Gambar 2.47 Eksentrik Beban Bertindak Sejajar Dengan Axis Baut
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Lebih lanjut W beban cenderung untuk memutar braket tentang AA
tepi. Karena hal ini, setiap baut membentang dengan jumlah yang
tergantung pada jarak dari tepi miring. stres adalah fungsi perpanjangan,
sehingga setiap baut akan mengalami beban yang berbeda yang juga
tergantung pada jarak dari tepi miring. Untuk kenyamanan, semua baut
terbuat dari ukuran yang sama. Dalam kasus ini flange berat, hal itu
dapat dianggap sebagai badan yang kaku.
Biarkan w menjadi beban dalam baut per satuan jarak karena efek
balik dari braket dan biarkan W1 dan W2 menjadi beban pada setiap baut
pada jarak L1 dan L2 dari tepi miring.
Beban pada setiap baut pada L1 jarak,

dan saat ini beban sekitar tepi miring
Demikian pula, beban pada setiap baut pada jarak L2,
dan saat ini beban sekitar tepi miring
total saat beban pada baut tentang tepi miring
... (i)
(Q Ada dua baut masing-masing pada jarak L1 dan L2) Juga
momen akibat beban W tentang tepi miring
Dari persamaan (i) dan (ii), kita memiliki
atau
Dapat dicatat bahwa baut paling banyak dimuat adalah mereka
yang terletak di terbesar jarak dari tepi miring. Dalam kasus ini dibahas di
atas, baut pada jarak L2 sangatlah bias.
tarik beban pada setiap baut pada jarak L2,
[Dari persamaan
(iii)]
dan beban tarik total pada baut paling banyak dimuat,
Jika dc adalah diameter inti baut dan σt adalah tegangan tarik untuk
bahan baut, maka jumlah tarik beban,
TUGAS ELEMEN MESIN I
SAMBUNGAN KELING
DISUSUN OLEH
MUHAMMAD SYAIFUL FADLY
F331 14 005
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS TADULAKO
PALU
2.3. Sambungan Keling
A. Pendahuluan
Sampai kini sambungan paku keling masih digunakan sebagai suatu
sambungan tetap seperti pada pembuatan badan kapal terbang, ketel
uap, jembatan dan lain lain meskipun belakangan sambungan las banyak
dipakai pengganti sambungan keling.
Pada saat ini sambungan keling masih digunakan pada industri
pesawat terbang untuk memasang plat badan pesawat dimana
sambungan las tidak dapat dilakukan karena perlu dilakukan penggantian
secara rutin sehingga penggunakan sambungan keling akan memudahkan
pekerjaan, Juga sambungan ini banyak digunakan pada metal yang agak
sulit dilakukan pengelasan seperti aluminium dimana penjambungannya
dilakukan dengan menggunakan paku keling.
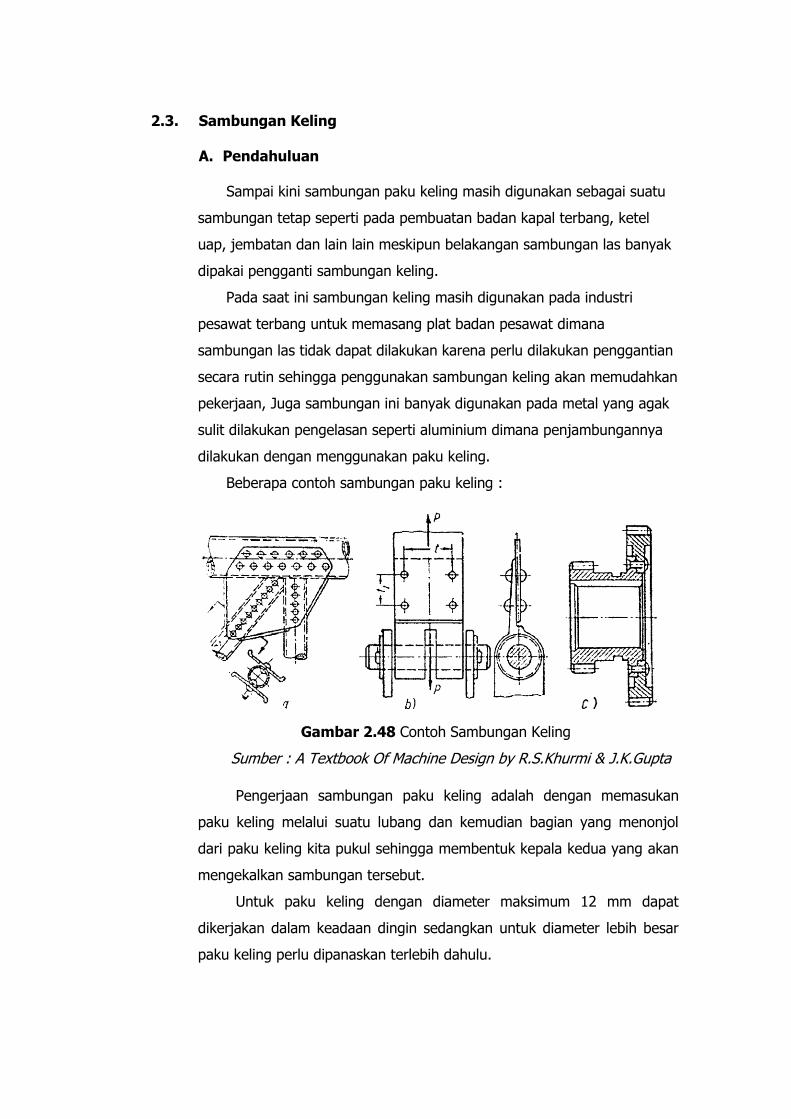
Beberapa contoh sambungan paku keling :
Gambar 2.48 Contoh Sambungan Keling
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Pengerjaan sambungan paku keling adalah dengan memasukan
paku keling melalui suatu lubang dan kemudian bagian yang menonjol
dari paku keling kita pukul sehingga membentuk kepala kedua yang akan
mengekalkan sambungan tersebut.
Untuk paku keling dengan diameter maksimum 12 mm dapat
dikerjakan dalam keadaan dingin sedangkan untuk diameter lebih besar
paku keling perlu dipanaskan terlebih dahulu.

Contoh pengerjaan sambungan paku keling dapat dilihat seperti
pada contoh dibawah ini.
Gambar 2.49 Contoh Pengerjaan Sambungan Keling
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Bahan dari paku keling dapat baja lunak, tembaga, kuningan,
aluminium atau bahan metal lainnya tetapi bahan dari paku keling dan
plat harus sesuai untuk mencegah terjadinya proses galvano yang dapat
menyebabkan terjadinya korosi.
B. Bentuk Paku Keling
Bentuk paku keling menurut bentuknya dibagi dalam 3 kelompok :
1. Paku keling dengan kepala bulat untuk pemakaian khusus misalnya
ketel uap –DIN123
2. Paku keling dengan kepala bulat untuk konstruksi biasa misalnya
penyambungan baja profil dari bangunan – DIN124
3. Paku keling dengan kepala dibenamkan untuk mendapatkan hasil
pekerjaan rata misalnya pemasangan plat pesawat terbang –DIN302.
Gambar 2.50 Bentuk Sambungan Kepala Keling
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
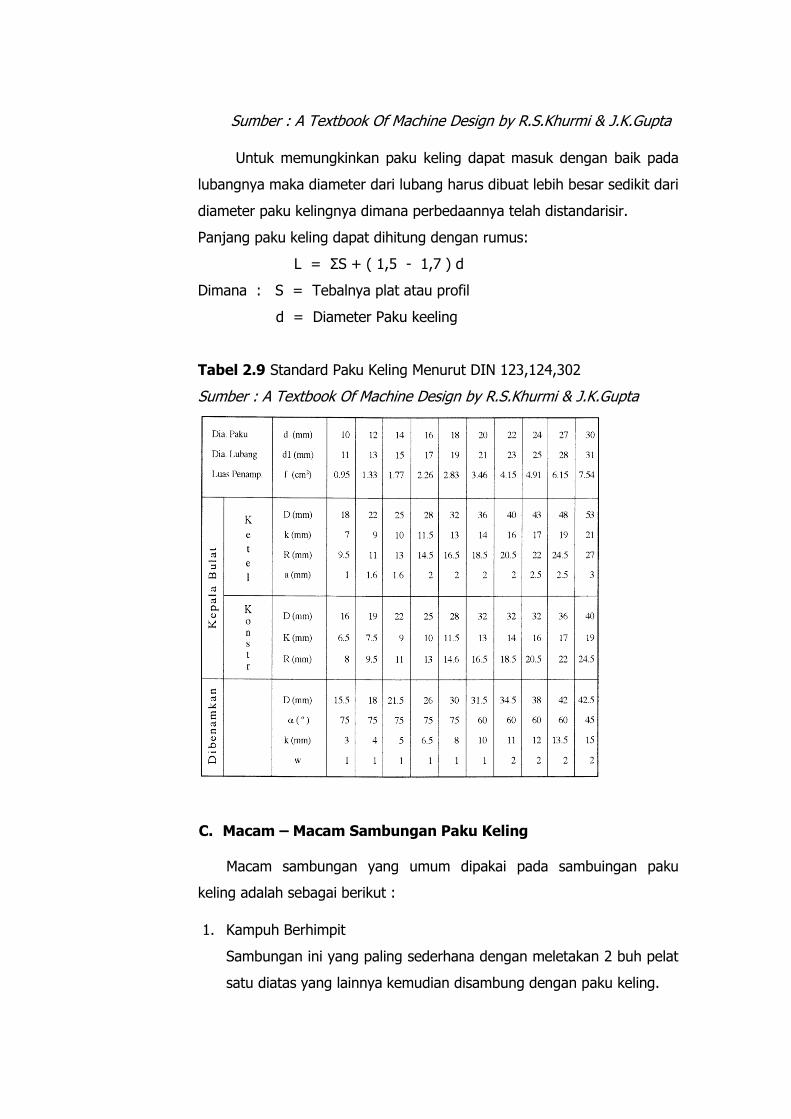
Untuk memungkinkan paku keling dapat masuk dengan baik pada
lubangnya maka diameter dari lubang harus dibuat lebih besar sedikit dari
diameter paku kelingnya dimana perbedaannya telah distandarisir.
Panjang paku keling dapat dihitung dengan rumus:
L = ΣS + ( 1,5 - 1,7 ) d
Dimana : S = Tebalnya plat atau profil
d = Diameter Paku keeling
Tabel 2.9 Standard Paku Keling Menurut DIN 123,124,302
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
C. Macam – Macam Sambungan Paku Keling
Macam sambungan yang umum dipakai pada sambuingan paku
keling adalah sebagai berikut :
1. Kampuh Berhimpit
Sambungan ini yang paling sederhana dengan meletakan 2 buh pelat
satu diatas yang lainnya kemudian disambung dengan paku keling.

2. Kampuh Bilah Tunggal
Disini sambungan kita lakukan dengan mengeling sebuah lajur
plat pada plat –plat yang akan disambung.
3. Kampuh Bilah Berganda
Disini sambungan kita lakukan dengan mengeling dua buah
lajur plat pada plat-plat yang akan disambung dimana plat-plat
tersebut berada diantara kedua lajur plat.
Gambar 2.51 Bentuk Sambungan Paku Keling
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Sambungan paku keling dapat juga dibagi menurut pemakaiannya :
1. Sambungan paku keling yang hanya harus kuat.
Sambungan macam ini digunakan untuk sambungan pada konstruksi
jembatan, bangunan dan lain-lain.
2. Sambungan paku keling yang harus merupakan ikatan kuat dan
rapat.
Sambungan macam ini digunakan pada ketel uap.
3. Sambungan paku keling yang harus merupakan ikatan yang rapat.
Sambungan macam ini digunakan untuk reservoir zat cair atau gas
dengan tekanan rendah.
D. Perhitungan Paku Keling
1. Perhitungan Paku Keling.
Pada perhitungan kekuatan paku keling yang harus diperhatikan
adalah tegangan-tegangan yang timbul pada sambungan tersebut.

Tegangan-tegangan yang timbul terdiri dari :
1. Tegangan tarik atau tekan pada plat atau pada lajur plat untuk
kampuh bil;ah tunggal atau berganda . (σt, σd)
2. Tegangan geser pada paku keling (τ)
3. Tegangan permukaan antara plat dan paku keling. (σs)
Gambar 2.52 Bentuk Sambungan Paku Keling
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Pada gambar disebelah terlihat bahwa suatu gaya P bekerja pada
suatu paku keling yang mempunyai diameter d, dan tebal plat s, maka
tegangan permukaan yang timbul karena gaya P ialah :
ds
Ps
Untuk pasangan plat dan paku keling yang sesuai misalnya untuk
paku keling K.St 34 dan Plat St 37 maka tegangan geser yang diizinkan
dari paku keling dapat diambil sebagai berikut :
Τ = 0,8. σt
Dimana σt ialah tegangan tarik dari plat.
Kalau jarak antara pinggir plat dan pusat paku keling pada arah gaya
yang bekerja sama dengan dua kali diameter paku keling (2d) , maka
tegangan permukaan yang diizinkan adalah
σs = 2,0 . σt
Dimana : σt = tegangan tarik yang diizinkan dari plat
σs = tegangan permukaaan yang diizinkan antara plat dan
paku keling
Kalau jarak antar pinggir plat dan pusat paku keling tersebut adalah
satu setengah diameter paku keling (1.5 d) maka tegangan permukaan
yang diizinkan adalah :
σs = 1,5 . σt

2. Perhitungan Banyaknya Paku Keling
Perhitungan banyaknya paku keling pada kampuh berimpit dan kampuh
bilah tunggal adalah sama karena dalam kedua hal tersebut diatas sebuah paku
keling mengalami geseran pada satu permukaan saja.
Tabel 2.10 Daftar Dari Tegangan Geser Pada Paku Keling Dengan Bahan
ST 34
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Keling (rivet) adalah sebuah batang silinder pendek dengan kepala
bulat. Bagian silinder dari keling dinamakan shank atau body dan bagian
bawah dari shank adalah tail seperti ditunjukkan pada Gambar 2.53
Keling digunakan untuk membuat pengikat permanen antara plat-plat
seperti dalam pekerjaan struktur, jembatan, dinding tangki dan dinding
ketel. Sambungan keling secara luas digunakan untuk sambungan logam
ringan.[2]
Gambar 2.53 Bagian – Bagian Keling
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta

E. Metode Pengelingan
Fungsi keling dalam sebuah sambungan adalah untuk membuat
sebuah ikatan yang kuat dan ketat. Kekuatan biasanya untuk mencegah
kegagalan dari sambungan. Keketatan biasanya agar kuat dan mencegah
kebocoran seperti pada ketel.
Gambar 2.54 Metode Pengelingan
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Ketika dua plat diikat bersamaan dengan sebuah keling seperti pada
Gambar 2.54 (a), lubang dalam plat di-punching dan di-reaming.
Punching adalah metode paling murah dan digunakan untuk plat yang
relatif tipis pada suatu struktur. Drilling digunakan pada kebanyakan
pekerjaan pressure-vessel (tangki). Dalam pengelingan pressure-vessel
dan struktur, diameter lubang keling biasanya 1,5mm lebih besar dari
pada diameter nominal keling.
Pengelingan bisa dikerjakan dengan manual atau dengan mesin.
Dalam pengelingan manual, original head dari keling ditahan dengan
sebuah hammer (palu) atau batang yang berat dan kemudian bagian tail
ditempat pada die (cetakan keling) yang dipukul oleh sebuah palu, seperti
Gambar 2.54 (a). Hal ini mengakibatkan shank mengembang hingga
memenuhi lubang dan tail berubah menjadi sebuah point seperti
ditunjukkan Gambar 2.54 (b).
Dalam pengelingan mesin, die adalah bagian dari palu yang
dioperasikan dengan tekanan udara, hidrolik atau uap.
Catatan:
1. Untuk keling baja sampai diameter 12 mm, proses keling dingin
bisa digunakan sementara untuk keling diameter lebih besar, proses
pengelingan panas yang digunakan.
2. Dalam kasus keling yang panjang, hanya tail yang dipanaskan dan
bukan shank.
F. Material Keling
Material keling harus tangguh dan ulet. Keling biasa dibuat dari baja
(baja karbon rendah atau baja nikel), kuningan, aluminium atau tembaga,
tetapi ketika kekuatan dan ketahanan terhadap kebocoran adalah
pertimbangan yang utama, maka keling baja yang digunakan.
Keling secara umum diproduksi dari baja yang memenuhi Indian
Standard (Standar India) berikut:
a. IS : 1148-1982 (ditetapkan 1992) - Spesifikasi untuk batang keling
pengerolan panas ( diameter sampai 40mm) untuk struktur,
b. IS : 1149-1982 (ditetapkan 1992) – Spesifikasi untuk batang keling
baja kekuatan tinggi untuk struktur.
Keling untuk ketel diproduksi dari material menurut IS : 1990-1973
(ditetapkan 1992) – Spesifikasi untuk keling baja untuk ketel.
Catatan: Baja untuk konstruksi ketel yang sesuai adalah IS:2100-
1970 (ditetapkan 1992)- Spesifikasi untuk batang dan billet baja untuk
ketel.
Menurut Indian Standard, IS : 2998-1982 (ditetapkan 1992), material
sebuah keling harus mempunyai kekuatan tarik lebih besar dari 40
N/mm2 dan perpanjangan lebih besar dari 26 persen. Keling ketika
panas harus lurus tanpa retak untuk diameter 2,5 kali diameter
shank. Keling dibuat dengan cold heading atau hot forging.
G. Tipe Kepala Keling
Kepala keling dikelompokkan ke dalam 3 jenis sesuai standar India

1. Kepala keling secara umum (di bawah diameter 12 mm) sesuai
dengan IS : 2155-1982 (ditetapkan 1996) seperti Gambar 2.55
2. Kepala keling secara umum (diameter 12mm sampai 48mm) sesuai
dengan IS : 1929-1982 (ditetapkan 1996) seperti Gambar 2.56.
3. Kepala keling untuk ketel (diameter 12mm sampai 48mm) sesuai
dengan IS : 1929-1961 (ditetapkan 1996) seperti Gambar 2.57
Gambar 2.55 Kepala Keling Diameter dibawah 12 mm
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Gambar 2.56 Kepala Keling Diameter Sampai 48 mm
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
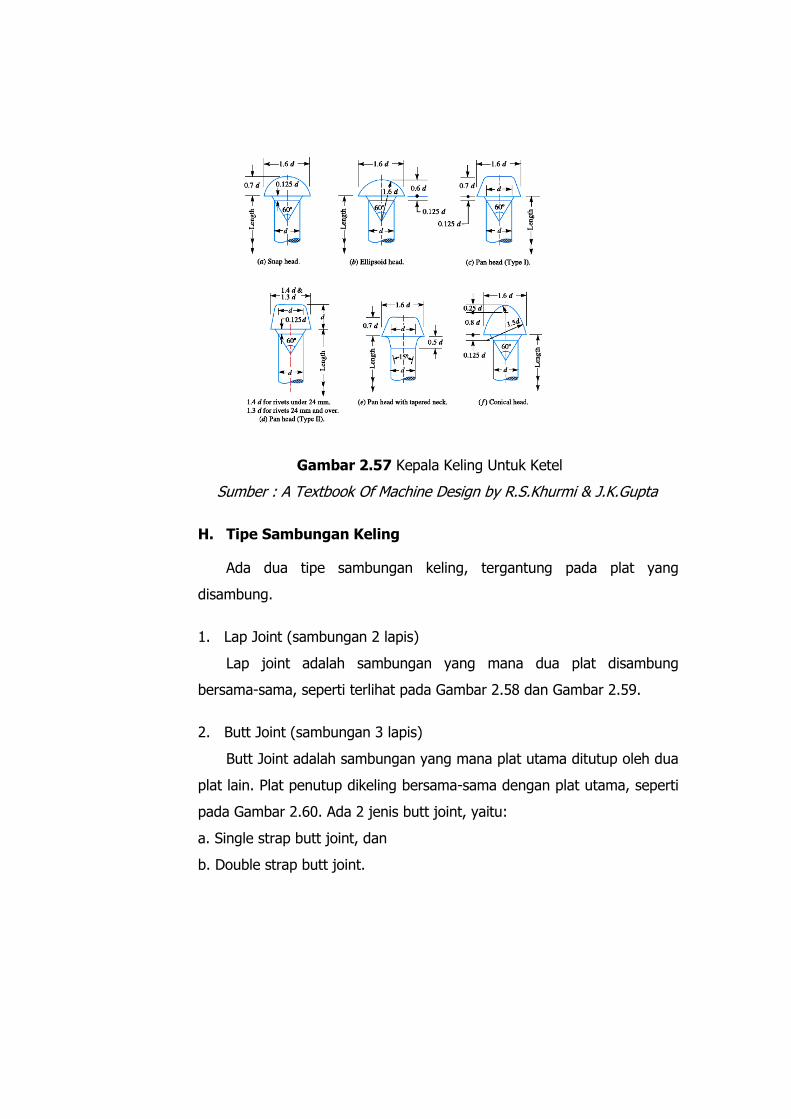
Gambar 2.57 Kepala Keling Untuk Ketel
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
H. Tipe Sambungan Keling
Ada dua tipe sambungan keling, tergantung pada plat yang
disambung.
1. Lap Joint (sambungan 2 lapis)
Lap joint adalah sambungan yang mana dua plat disambung
bersama-sama, seperti terlihat pada Gambar 2.58 dan Gambar 2.59.
2. Butt Joint (sambungan 3 lapis)
Butt Joint adalah sambungan yang mana plat utama ditutup oleh dua
plat lain. Plat penutup dikeling bersama-sama dengan plat utama, seperti
pada Gambar 2.60. Ada 2 jenis butt joint, yaitu:
a. Single strap butt joint, dan
b. Double strap butt joint.

Gambar 2.58 Sambungan Lap Joint Single & Double
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Gambar 2.59 Sambungan Lap Joint Triple
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Gambar 2.60 Butt Joint
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
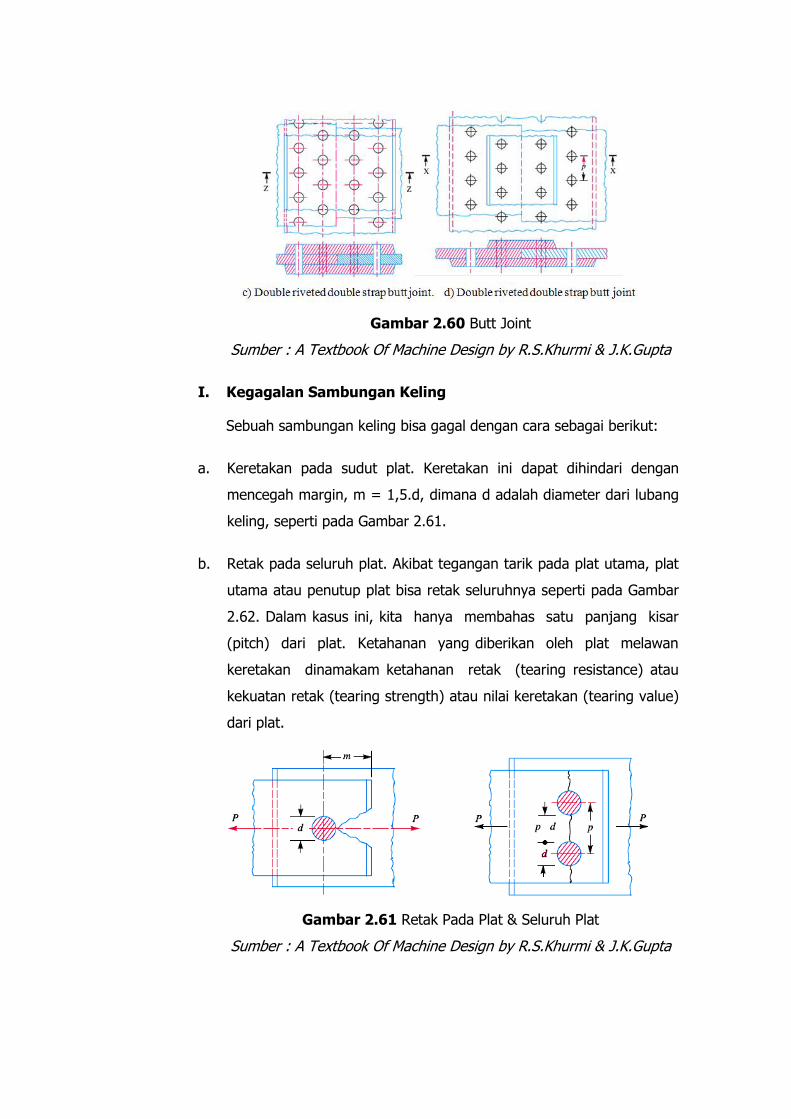
I. Kegagalan Sambungan Keling
Sebuah sambungan keling bisa gagal dengan cara sebagai berikut:
a. Keretakan pada sudut plat. Keretakan ini dapat dihindari dengan
mencegah margin, m = 1,5.d, dimana d adalah diameter dari lubang
keling, seperti pada Gambar 2.61.
b. Retak pada seluruh plat. Akibat tegangan tarik pada plat utama, plat
utama atau penutup plat bisa retak seluruhnya seperti pada Gambar
2.62. Dalam kasus ini, kita hanya membahas satu panjang kisar
(pitch) dari plat. Ketahanan yang diberikan oleh plat melawan
keretakan dinamakam ketahanan retak (tearing resistance) atau
kekuatan retak (tearing strength) atau nilai keretakan (tearing value)
dari plat.
Gambar 2.61 Retak Pada Plat & Seluruh Plat
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Misalkan p = Pitch dari keling,
d = Diameter dari lubang keling,
t = Ketebalan plat, dan
σt = Tegangan tarik yang diijinkan untuk material plat.
Kita mengetahui bahwa luas keling per panjang
pitch adalah:
At = (p – d)t
Ketahanan retak (Pt) dari plat per panjang plat adalah:
Pt = At.σt = (p – d).σt
Ketika ketahanan retak Pt lebih besar dari pada beban yang
diterapkan (P) per panjang pitch, maka tipe ini tidak akan terjadi
keretakan.
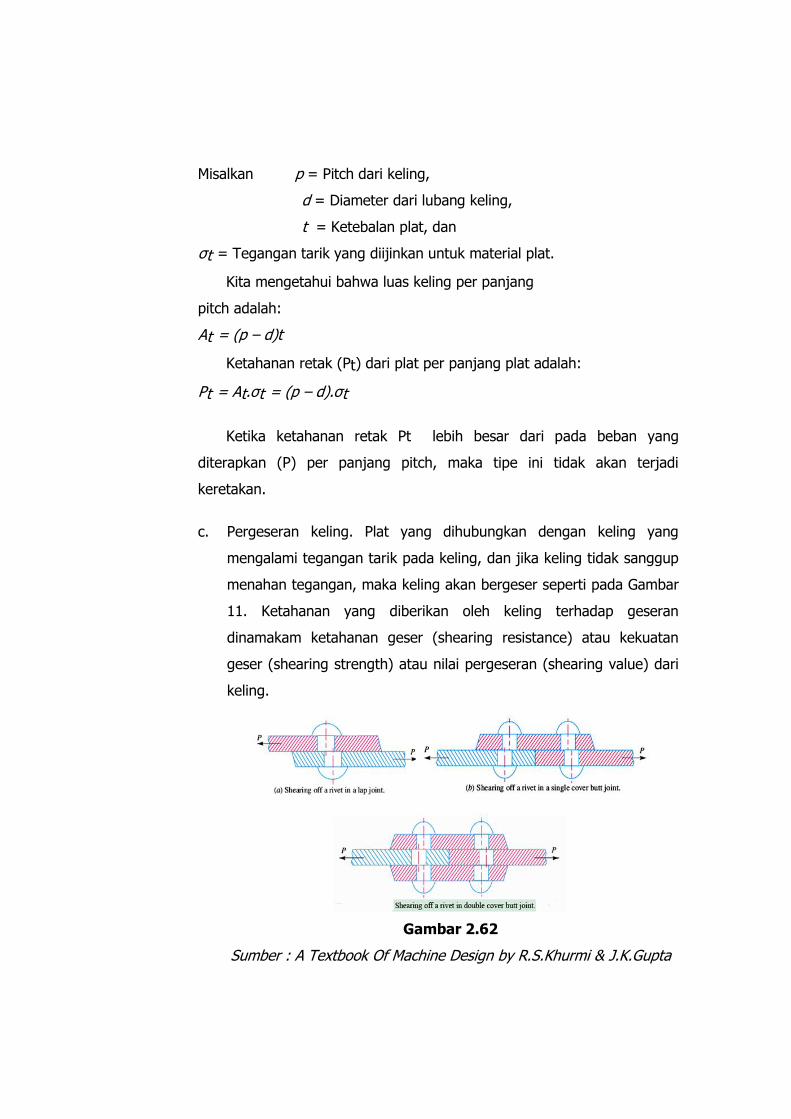
c. Pergeseran keling. Plat yang dihubungkan dengan keling yang
mengalami tegangan tarik pada keling, dan jika keling tidak sanggup
menahan tegangan, maka keling akan bergeser seperti pada Gambar
11. Ketahanan yang diberikan oleh keling terhadap geseran
dinamakam ketahanan geser (shearing resistance) atau kekuatan
geser (shearing strength) atau nilai pergeseran (shearing value) dari
keling.
Gambar 2.62
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta

Misalkan d = Diameter dari lubang keling,
τ = Tegangan geser yang dijinkan untuk material keling,
dan
n = Jumlah keling per panjang pitch.
Kita mengetahui luas pergeseran,
Jadi ketahanan pergeseran yang dibutuhkan dari keling per
panjang pitch adalah:
Ketika ketahanan pergeseran PS lebih besar dari pada beban yang
diterapkan (P) per panjang pitch, maka tipe ini akan terjadi
kegagalan/kerusakan.
d. Perubahan bentuk (crushing) pada plat atau keling. Kadang-kadang
kenyataannya keling tidak mengalami geseran di bawah tegangan
tarik, tetapi bisa rusak (berubah bentuk) seperti pada Gambar 12.
Akibat ini, lubang keling menjadi berbentuk oval dan sambungan
menjadi longgar. Kerusakan keling yang demikian juga dinamakan
sebagai kerusakan bantalan (bearing failure). Ketahanan yang
diberikan oleh keling terhadap perubahan bentuk dinamakam
ketahanan perubahan bentuk (crushing resistance) atau kekuatan
perubahan bentuk (crushing strength) atau nilai perubahan bentuk
(bearing value)

Gambar 2.63 Perubahan Bentuk Paku Keling
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Kita mengetahui bahwa luas crushing per keling adalah:
AC = d.t
Total luas crushing = n.d.t
dan ketahanan crushing yang dibutuhkan untuk merusak keling per
panjang pitch adalah:
PC = n.d.t.σc
Ketika ketahanan crushing Pc lebih besar dari pada beban yang
diterapkan (P ) per panjang pitch, maka tipe ini akan terjadi
kegagalan/kerusakan.
Catatan: Jumlah keling karena geser akan sama dengan jumlah keling
karena crushing.
J. Kekuatan dan Efisiensi Sambungan Keling
Kekuatan sambungan keling didefinisikan sebagai gaya maksimum
yang dapat diteruskan tanpa mengakibatkan kegagalan. Kita dapat
melihat bagian 4.6 bahwa Pt, Ps dan Pc adalah tarikan yang diperlukan
untuk meretakkan plat, menggeser keling dan merusakkan keling.
Efisiensi sambungan keling didefinisikan sebagai rasio kekuatan
sambungan keling dengan kekuatan tanpa keling atau plat padat. Kita
sudah membahas bahwa kekuatan sambungan keling adalah Pt, Ps dan
Pc. Kekuatan tanpa keling per panjang pitch adalah:
P = p.t.σt
Efisiensi sambungan keling η adalah:
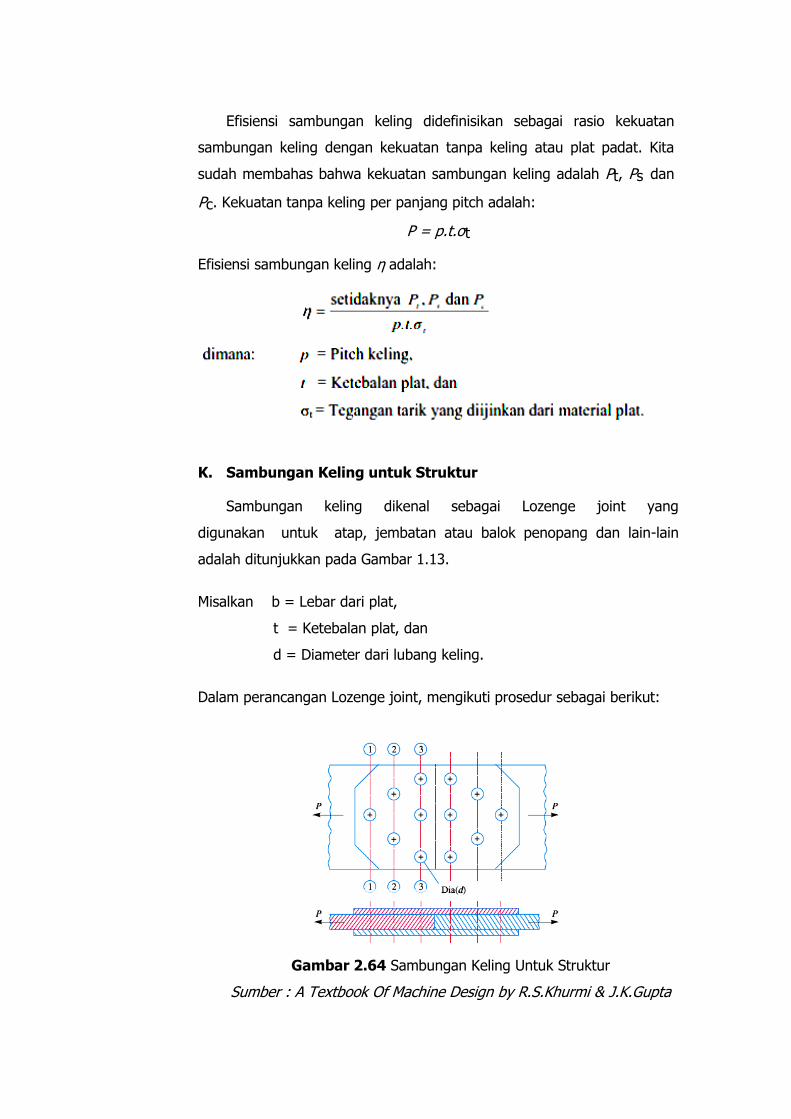
K. Sambungan Keling untuk Struktur
Sambungan keling dikenal sebagai Lozenge joint yang
digunakan untuk atap, jembatan atau balok penopang dan lain-lain
adalah ditunjukkan pada Gambar 1.13.
Misalkan b = Lebar dari plat,
t = Ketebalan plat, dan
d = Diameter dari lubang keling.
Dalam perancangan Lozenge joint, mengikuti prosedur sebagai berikut:
Gambar 2.64 Sambungan Keling Untuk Struktur
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta

1. Diameter keling.
Diameter lubang keling diperoleh dengan menggunakan rumus Unwin‟s,
yaitu:
d = 6 t
Tabel 2.11: Ukuran keling untuk sambungan umum, menurut IS: 1929 –
1982.
2. Jumlah keling.
Jumlah keling yang diperlukan untuk sambungan dapat diperoleh dengan
tahanan geseran atau tahan crushing dari keling.
Misalkan Pt = Aksi tarik maksimum pada sambungan. ini adalah
tahanan retak dari plat pada bagian luar yang hanya
satu keling.
n = Jumlah keling
Karena sambungan adalah double strap butt joint, oleh karena itu
dalam double shear (geser). Itu diasumsikan bahwa tahanan sebuah
keling pada double shear adalah 1,75 kali dari pada single shear.
3. Ketebalan butt strap (plat pengikat ujung/penutup) Ketebalan butt
strap,
t1 = 1,25t, untuk cover strap tunggal
= 0,75t, untuk cover strap ganda (double)
4. Efisiensi sambungan
Hitung tahanan-tahanan sepanjang potongan 1-1, 2-2, dan 3-3. Pada
potongan 1-1, di sini hanya 1 lubang keling.
Jadi tahanan retak dari sambungan sepanjang 1-1 adalah:
Pt1 = (b - d).t.σt
Tahanan retak dari sambungan sepanjang 2-2 adalah:
Pt2 = (b - 2d).t.σt + kekuatan satu keling di depan potongan 2-2
(Untuk keretakan plat pada potongan 2-2, keling di bagian depan
potongan 2-2 yaitu pada potongan 1-1 harus yang pertama patah)
Dengan cara yang sama pada potongan 3-3 di isni ada 3 lubang keling.
Tahanan retak dari sambungan sepanjang 3-3 adalah:
Pt3 = (b - 3d).t.σt + kekuatan satu keling di depan potongan 3-3
Nilai dari Pt1, Pt2, Pt3, Ps atau Pc adalah kekuatan sambungan.
Kita mengetahui bahwa kekuatan plat tanpa keling adalah:
P = b.t.σt
Efisiensi sambungan,
Catatan: Tegangan yang diijinkan dalam sambungan struktur adalah lebih
besar dari pada yang digunakan dalam desain pressure vessel. Nilai
berikut biasa dipakai.
Untuk plat dalam tarikan = 140 Mpa Untuk keling dalam geser = 105 Mpa
Untuk crushing dari keling dan plat Geser tunggal = 224 MpaGeser ganda
= 280 Mpa.
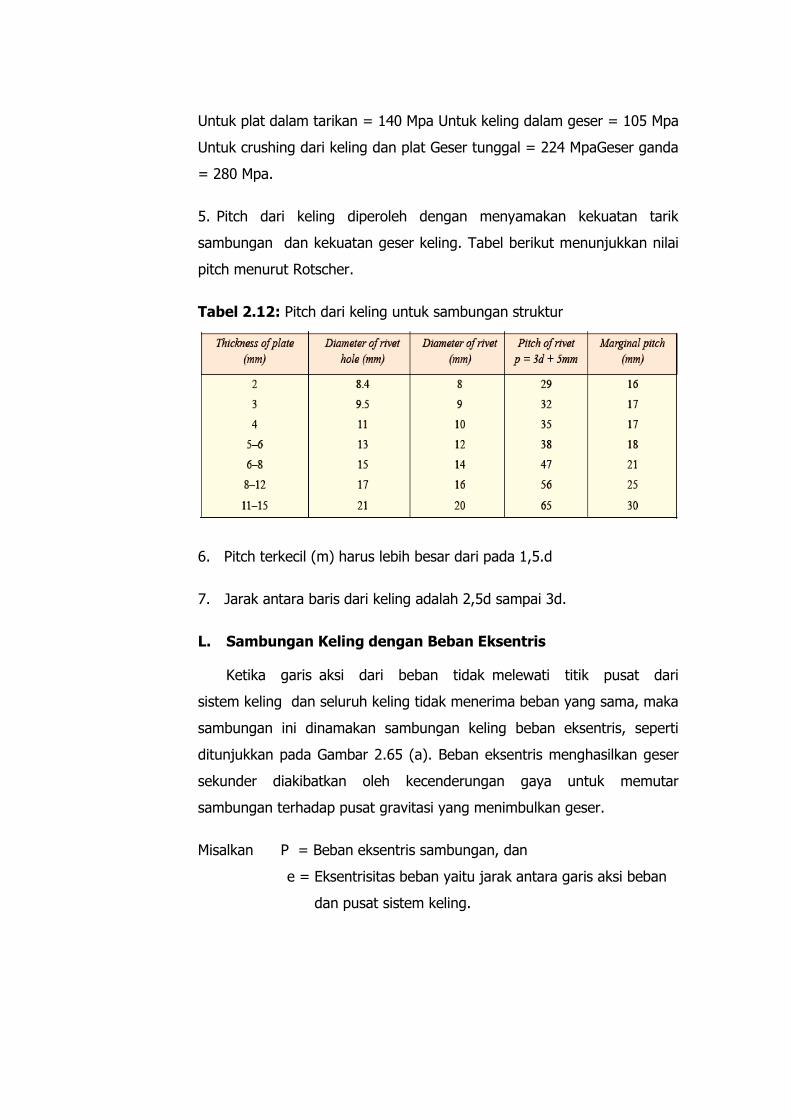
5. Pitch dari keling diperoleh dengan menyamakan kekuatan tarik
sambungan dan kekuatan geser keling. Tabel berikut menunjukkan nilai
pitch menurut Rotscher.
Tabel 2.12: Pitch dari keling untuk sambungan struktur
6. Pitch terkecil (m) harus lebih besar dari pada 1,5.d
7. Jarak antara baris dari keling adalah 2,5d sampai 3d.
L. Sambungan Keling dengan Beban Eksentris
Ketika garis aksi dari beban tidak melewati titik pusat dari
sistem keling dan seluruh keling tidak menerima beban yang sama, maka
sambungan ini dinamakan sambungan keling beban eksentris, seperti
ditunjukkan pada Gambar 2.65 (a). Beban eksentris menghasilkan geser
sekunder diakibatkan oleh kecenderungan gaya untuk memutar
sambungan terhadap pusat gravitasi yang menimbulkan geser.
Misalkan P = Beban eksentris sambungan, dan
e = Eksentrisitas beban yaitu jarak antara garis aksi beban
dan pusat sistem keling.
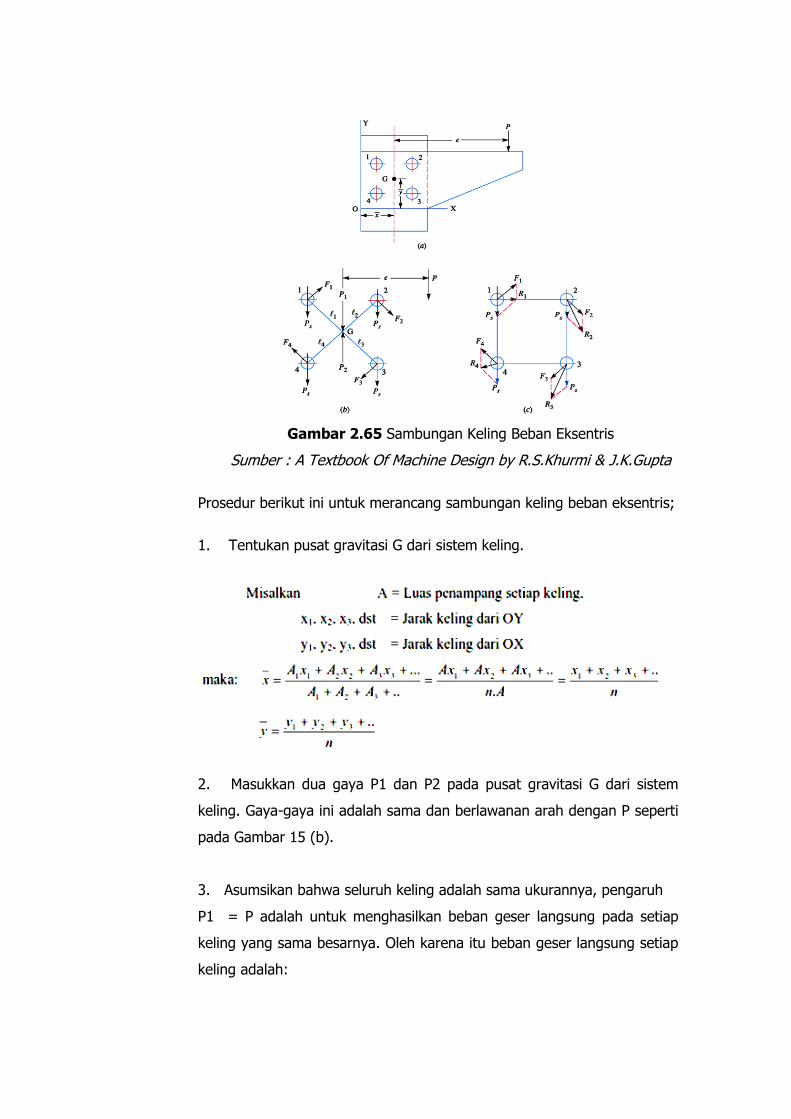
Gambar 2.65 Sambungan Keling Beban Eksentris
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Prosedur berikut ini untuk merancang sambungan keling beban eksentris;
1. Tentukan pusat gravitasi G dari sistem keling.
2. Masukkan dua gaya P1 dan P2 pada pusat gravitasi G dari sistem
keling. Gaya-gaya ini adalah sama dan berlawanan arah dengan P seperti
pada Gambar 15 (b).
3. Asumsikan bahwa seluruh keling adalah sama ukurannya, pengaruh
P1 = P adalah untuk menghasilkan beban geser langsung pada setiap
keling yang sama besarnya. Oleh karena itu beban geser langsung setiap
keling adalah:

4. Pengaruh P2 = P adalah untuk menghasilkan momen putar yang
besarnya P.e yang cenderung memutar sambungan terhadap pusat
gravitasi G dari sistem keling searah jarum jam. Akibat momen putar,
dihasilkan beban geser sekunder. untuk menentukan beban geser
sekunder, dibuat asumsi sebagai berikut:
a. Beban geser sekunder adalah sama dengan jarak radial keling dari
pusat gravitasi sistem keling.
b. Arah beban geser sekunder adalah tegak lurus dengan garis pusat
keling terhadap pusat gravitasi sistem keling.
Kita mengetahui bahwa jumlah momen putar eksternal akibat beban
eksentris dan momen tahanan internal dari keling harus sama dengan nol.
5. Beban geser utama dan sekunder dapat ditambahkan untuk
menentukan resultan beban geser (R) pada setiap keling seperti pada
Gambar 1.14 (c). Besarnya R menjadi:

Ketika beban geser sekunder pada setiap keling adalah sama, kemudian
keeling menerima beban yang besar yang mana sudut antara beban
geser utama dan beban geser sekunder menjadi minimum. Jika tegangan
geser yang diijinkan (τ), diameter lubang keling
dapat diperoleh dengan rumus sebagai berikut:


BAB III
PERHITUNGAN
3.1 Sambungan Keling
Tabel 3.1 Tegangan geser pada keling bahan St-34
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Asumsi : Karena pada soal diketahui bahwa keling berbentuk kampuh
berhimpit dengan 3 baris paku, maka tegangan geser yang digunakan
antara 50-60 Mpa. Sehingga yang diambil adalah 55 Mpa.
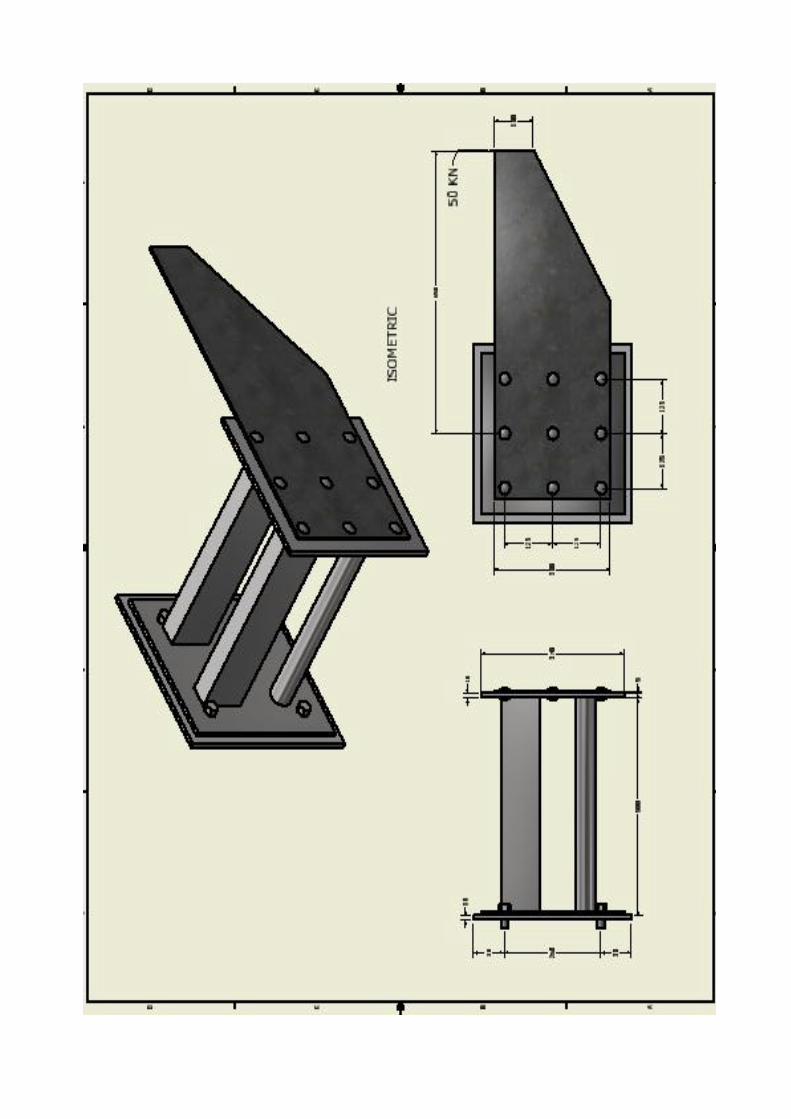
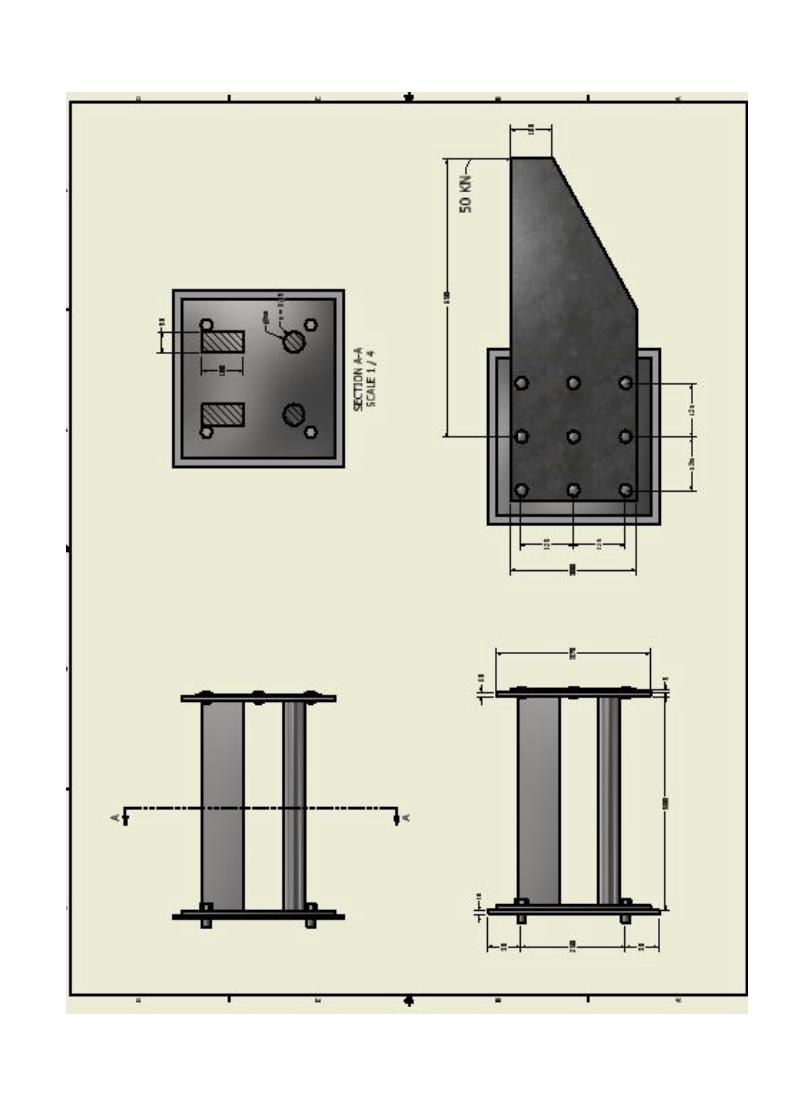
Gambar Perhitungan Keling
Dik = P = 50 Kn = 50x103 N
e = 650 mm
n = 9
= 55 n/mm2 = 55 Mpa

Dit = Diameter Keling (d) ... ?
Peny =
Diagram Benda Bebas (DBB)
Menghitung Beban Geser Utama
Ps =
=
= 5555,55 N
Dimana : P = Beban (N)
N = Jumlah Keling

Menghitung Momen Puntir
Rumus = P x e
= 50x103 N x 650 mm
= 32,5 x 106 N.mm
Dari gambar DBB kita dapat menentukan bahwa
L1 = L3 = L7 = L9 = √( ) ( )
= √ ( )
= √
= 176,77 mm
L2 = L8 = 125 mm
L4 = L6 = 125 mm
Persamaan Momen Puntir
P x e =
((L1)2 + (L2)2 +(L3)2 + (L4)2 + (L5)2 + (L6)2 + (L7)2 +
(L8)2 + (L9)2)
Karena L1 = L3 = L7 = L9
L2 = L8
L4 = L8
Maka :
P x e =
(4(L1)
2 + 2(L2)2 + 2(L4)
2)
50x103 x 650 =
(4(176,77)2 + 2(125)2 + 2(125)2)
50x103 x 650 =
(124990,53 + 31250 + 31250)
50x103 x 650 =
(187490,53)
F1 =
Dimana : P = Beban (N)
e = Jarak (mm)

F1 = 30641,87 N
( F2 = F8 ) = F1 x
= 30641,87 x
= 21667,89 N (L2=L8)
(F3=F7=F9=F1) = F1 x
= 30641,87 x
= 30641,87 N (L3=L7=L9=L1)
( F4 = F6 ) = F1 x
= 30641,87 x
= 21667,89 N (L4=L6)
Beban terbesar pada keling yaitu 3,6,9 maka sudut antara beban
geser utama dan beban geser sekunder untuk keling adalah :
Cos 3 = Cos 4 =
=
= 0,707
Resultan beban geser pada keling 3,6,9 adalah :
R3=R9 = √( ) ( )
=√( ) ( ) (
= √
= 34792,19 N
R6 = Ps + F6
= 5555,55 + 21667,89
= 27223,44 N
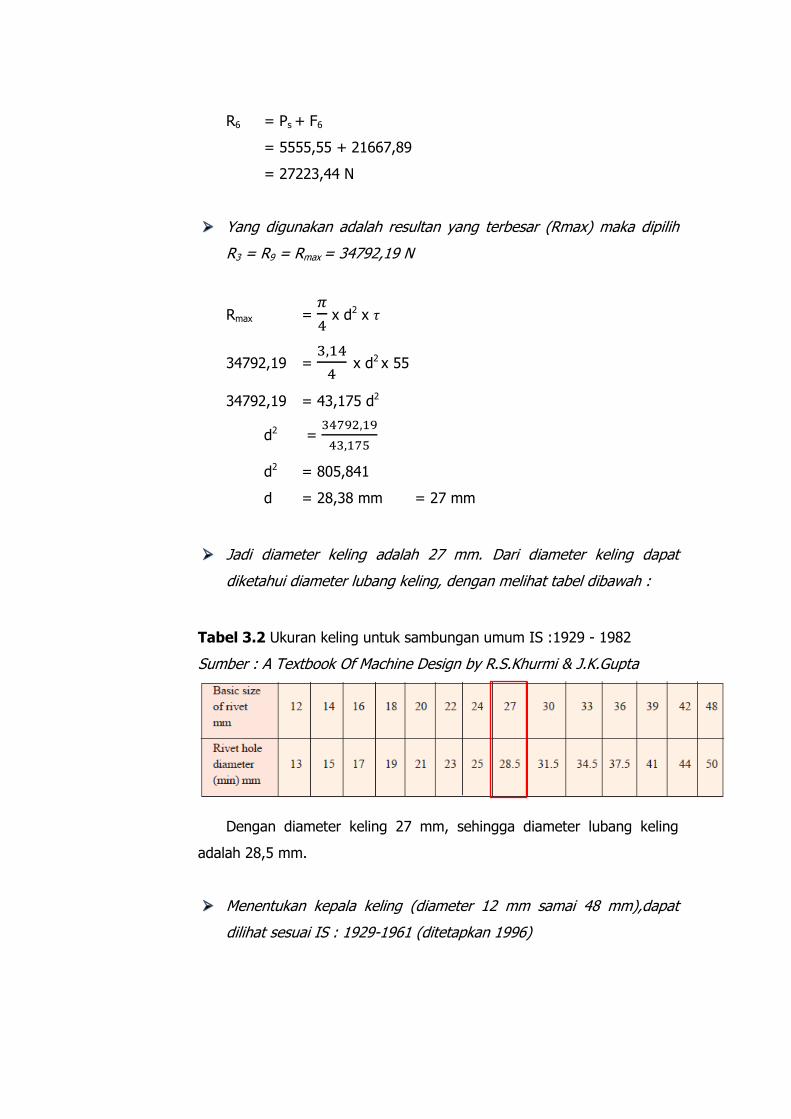
Yang digunakan adalah resultan yang terbesar (Rmax) maka dipilih
R3 = R9 = Rmax = 34792,19 N
Rmax =
x d2 x
34792,19 =
x d2 x 55
34792,19 = 43,175 d2
d2 =
d2 = 805,841
d = 28,38 mm = 27 mm
Jadi diameter keling adalah 27 mm. Dari diameter keling dapat
diketahui diameter lubang keling, dengan melihat tabel dibawah :
Tabel 3.2 Ukuran keling untuk sambungan umum IS :1929 - 1982
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Dengan diameter keling 27 mm, sehingga diameter lubang keling
adalah 28,5 mm.
Menentukan kepala keling (diameter 12 mm samai 48 mm),dapat
dilihat sesuai IS : 1929-1961 (ditetapkan 1996)
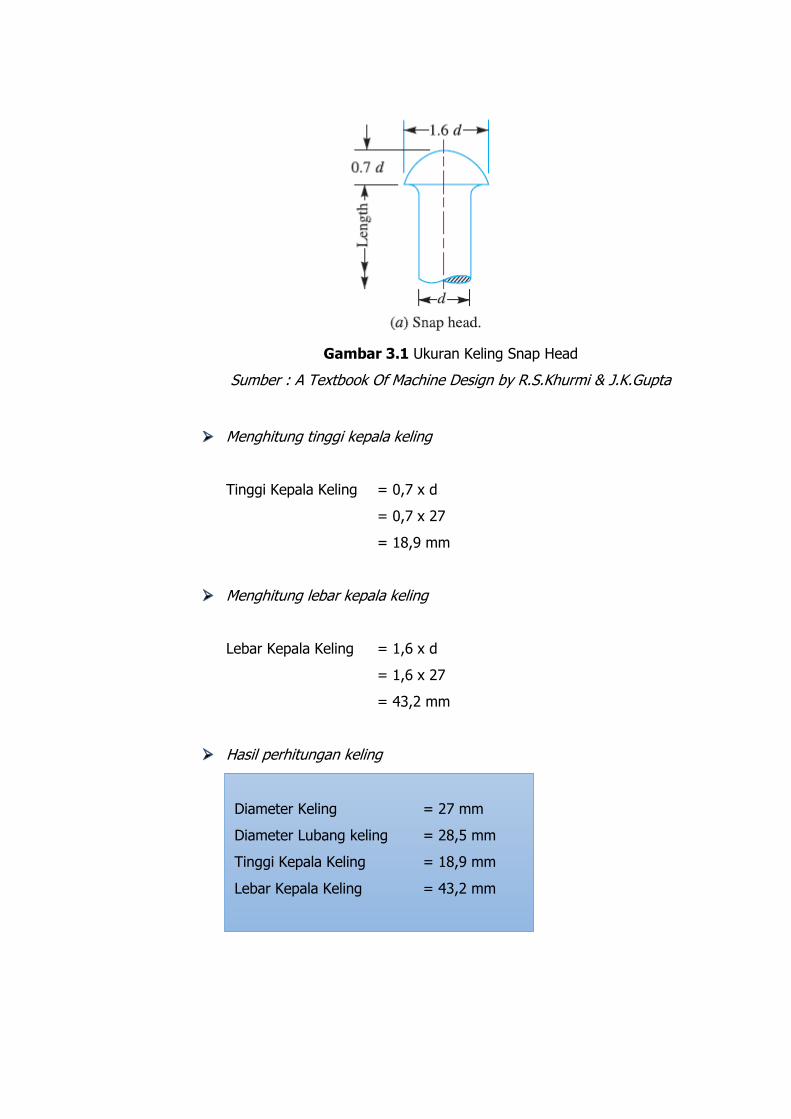
Gambar 3.1 Ukuran Keling Snap Head
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Menghitung tinggi kepala keling
Tinggi Kepala Keling = 0,7 x d
= 0,7 x 27
= 18,9 mm
Menghitung lebar kepala keling
Lebar Kepala Keling = 1,6 x d
= 1,6 x 27
= 43,2 mm
Hasil perhitungan keling
Diameter Keling = 27 mm
Diameter Lubang keling = 28,5 mm
Tinggi Kepala Keling = 18,9 mm
Lebar Kepala Keling = 43,2 mm

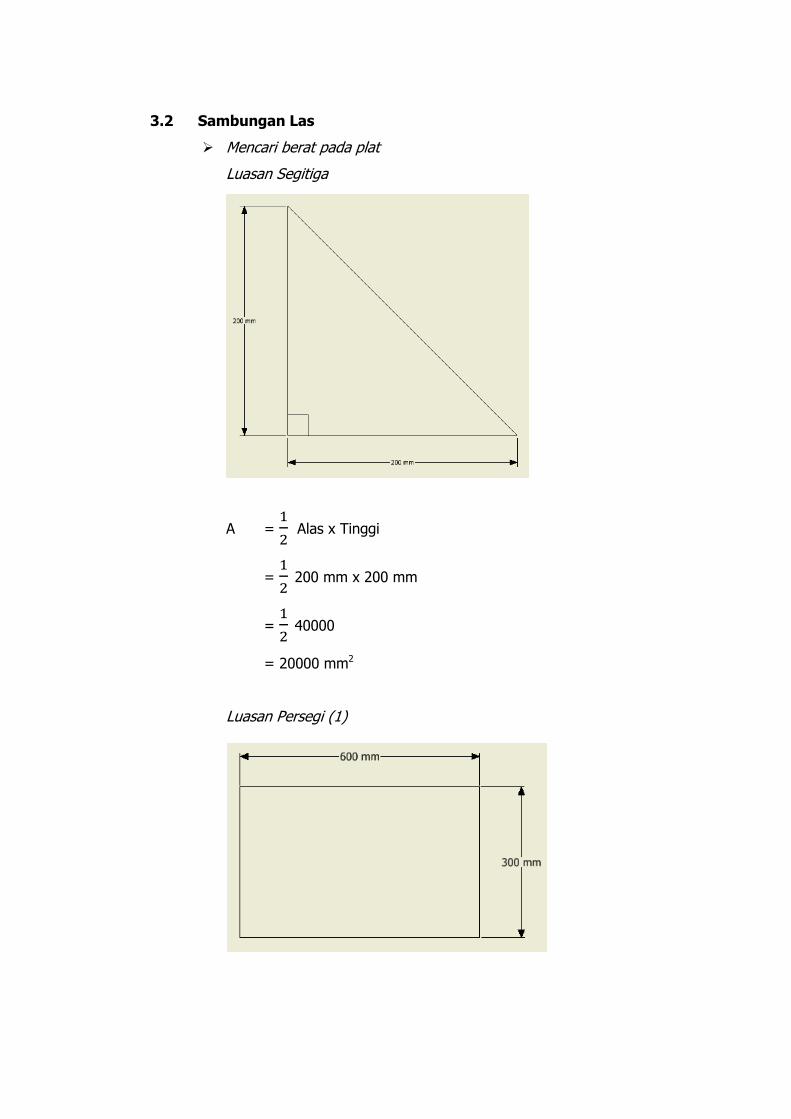
3.2 Sambungan Las
Mencari berat pada plat
Luasan Segitiga
A =
Alas x Tinggi
=
200 mm x 200 mm
=
40000
= 20000 mm2
Luasan Persegi (1)

A = Panjang x Lebar
= 600 mm x 300 mm
= 180000 mm2
Luas Persegi (2)
A = Panjang x Lebar
= 200 mm x 100 mm
= 20000 mm2
Luasan Persegi (3)
A = Panjang x Lebar
= 370 mm x 370 mm
= 136900 mm2
Luasan Total (Atot)
Atot = Asegitiga + Apersegi (1) + Apersegi (2) + Apersegi (3)
= 20000 + 180000 + 20000 + 136900
= 356900 mm2
Volume plat (Vplat)
Vplat = Atot x Tebal Plat
= 356900 x 15
= 5353500 mm3
Sehingga berat pada plat adalah :
Dik = Berat Jenis Plat = 7850 Kg/m3
Volume Plat = 5353500 mm3
= 5,353 x 10 -3 m3
Maka :
m = Berat Jenis x Volume Plat
= 7850 Kg/m3 x 5,353 x 10 -3 m3
= 42,02 Kg
Beban Pada Plat :
F = Massa (m) x Percepatan Gravitasi ( )
= 42,02 x 9,81
= 412,12 Kg.m/s2
= = 412,12 N
Sehingga beban pada plat adalah 412,12 N
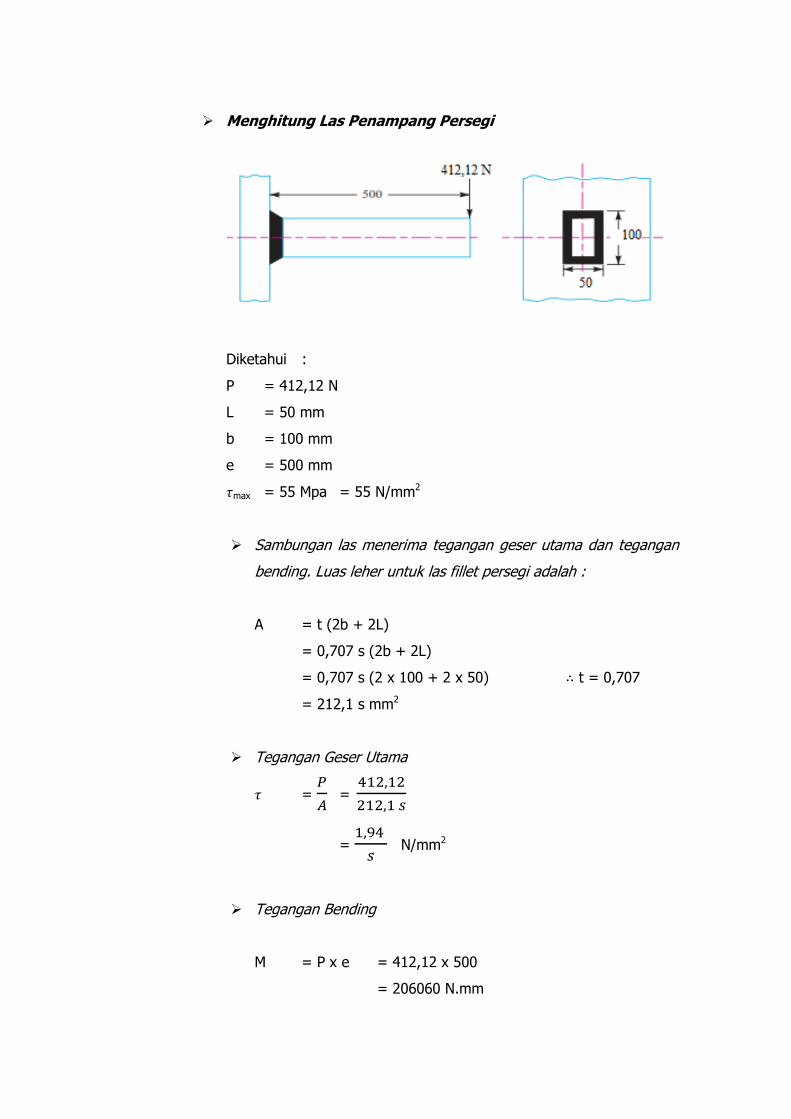
Menghitung Las Penampang Persegi
Diketahui :
P = 412,12 N
L = 50 mm
b = 100 mm
e = 500 mm
max = 55 Mpa = 55 N/mm2
Sambungan las menerima tegangan geser utama dan tegangan
bending. Luas leher untuk las fillet persegi adalah :
A = t (2b + 2L)
= 0,707 s (2b + 2L)
= 0,707 s (2 x 100 + 2 x 50) t = 0,707
= 212,1 s mm2
Tegangan Geser Utama
=
=
=
N/mm2
Tegangan Bending
M = P x e = 412,12 x 500
= 206060 N.mm

Dari Tabel 3.3 dibawah untuk bagian las persegi, nilai section
modulus :
Tabel 3.2 Section Modulus Las Persegi
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Z = t ( bL +
)
= 0,707 s ( 100 x 50 +
)
= 5891,66 s mm3
Tegangan Bending
b =
=
=
N/mm2
Tegangan Geser Maksimum
max =
√
55 =
√(
) (
)
55 =
s =
= 0,31 mm
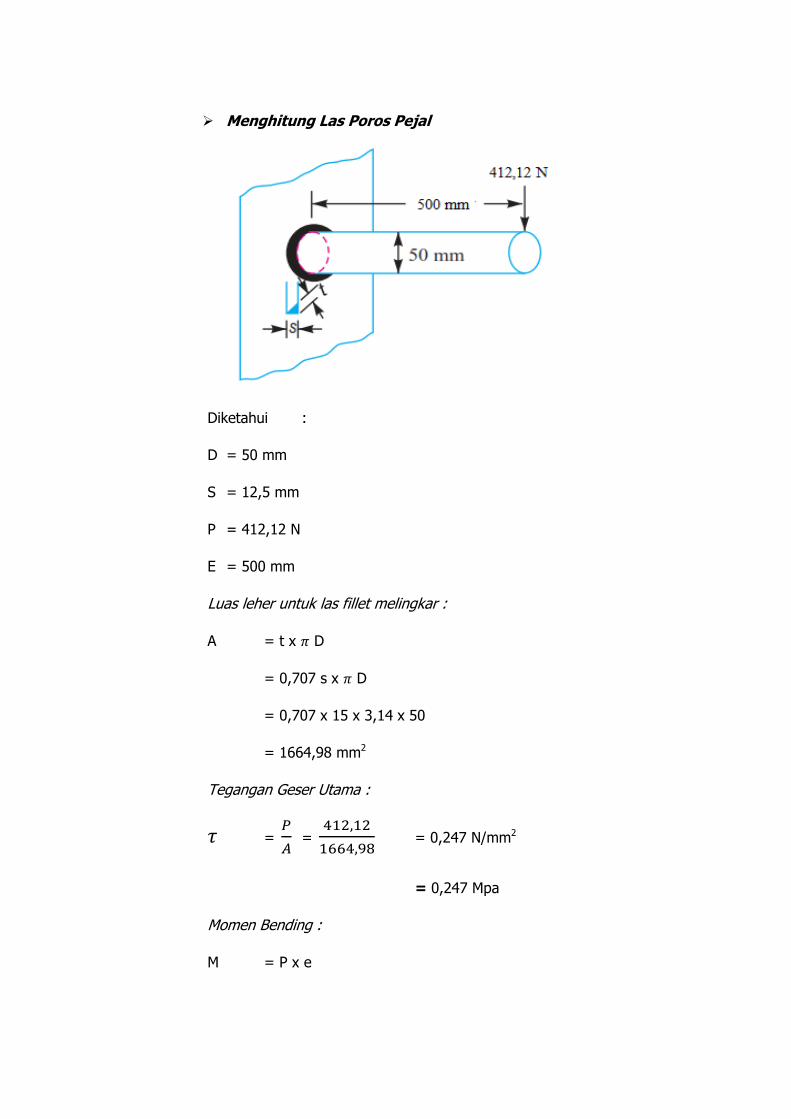
Menghitung Las Poros Pejal
Diketahui :
D = 50 mm
S = 12,5 mm
P = 412,12 N
E = 500 mm
Luas leher untuk las fillet melingkar :
A = t x D
= 0,707 s x D
= 0,707 x 15 x 3,14 x 50
= 1664,98 mm2
Tegangan Geser Utama :
=
=
= 0,247 N/mm2
= 0,247 Mpa
Momen Bending :
M = P x e
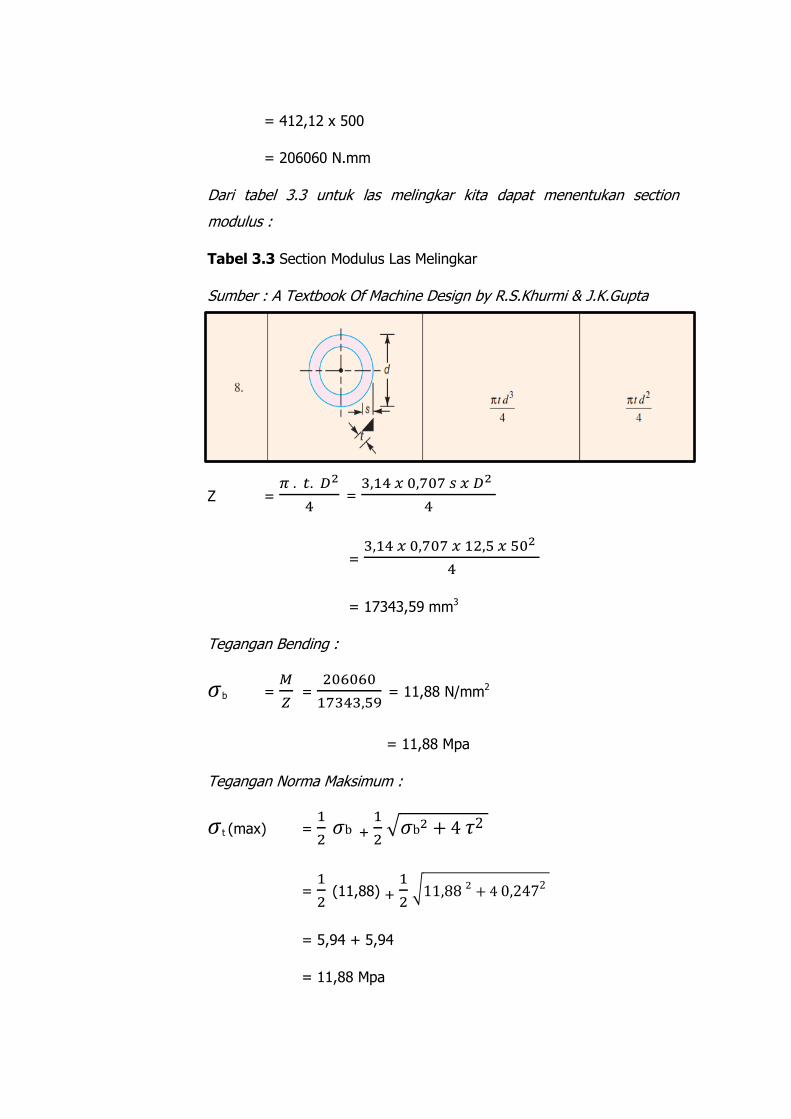
= 412,12 x 500
= 206060 N.mm
Dari tabel 3.3 untuk las melingkar kita dapat menentukan section
modulus :
Tabel 3.3 Section Modulus Las Melingkar
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Z =
=
=
= 17343,59 mm3
Tegangan Bending :
b =
=
= 11,88 N/mm2
= 11,88 Mpa
Tegangan Norma Maksimum :
t (max) =
+
√
=
(11,88) +
√
= 5,94 + 5,94
= 11,88 Mpa
Tegangan Geser Maksimum :
max =
√
=
√
= 5,94 Mpa
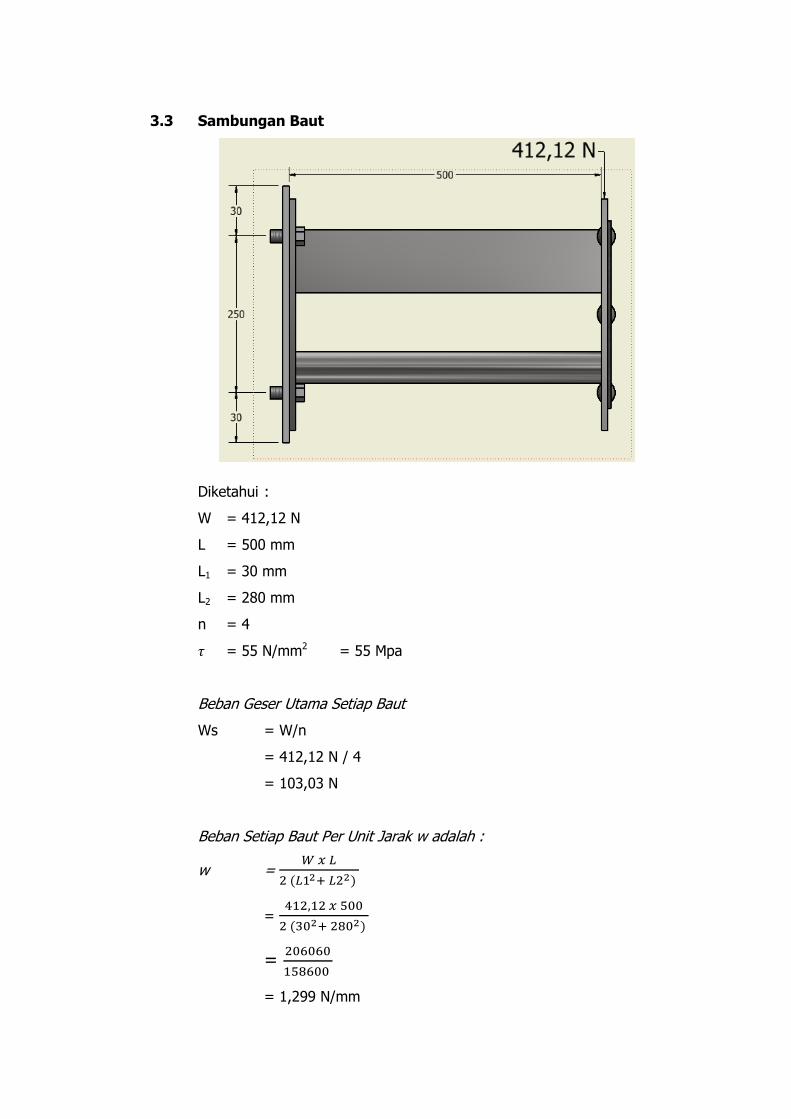
3.3 Sambungan Baut
Diketahui :
W = 412,12 N
L = 500 mm
L1 = 30 mm
L2 = 280 mm
n = 4
= 55 N/mm2 = 55 Mpa
Beban Geser Utama Setiap Baut
Ws = W/n
= 412,12 N / 4
= 103,03 N
Beban Setiap Baut Per Unit Jarak w adalah :
w =
( )
=
( )
=
= 1,299 N/mm
Ketika beban baut yang terbesar adalah pada jarak L2 dari sisi tepi,
sehingga beban baut terbesar adalah :
wt = 1,299 x 280
= 363,78 N
wte =
+
((wt)2 + 4 (ws)2))1/2
=
+
((363,78)2 + 4 (103,03)2))1/2
=
+
(174796,6)1/2
= 181,89 + 0,5 ( 418,086)
= 390,93 N
Sehingga diameter core pada baut adalah sebagai berikut :
Wte =
dc2 x
390,93 =
dc2 x 55
390,93 = 43,175 dc2
dc2 =
dc2 = 9,054
dc = 3,009 mm = 3,141 mm (M4)
Dari tabel standard dimensi baut dapat ditentukan :
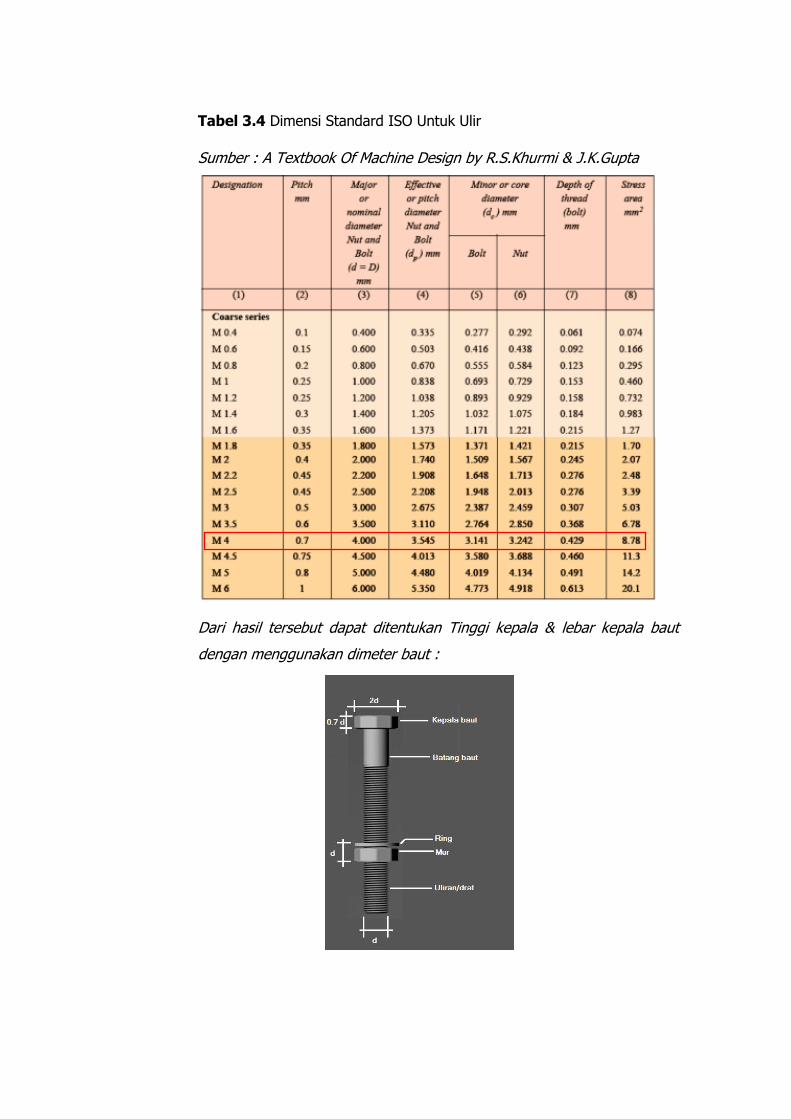
Tabel 3.4 Dimensi Standard ISO Untuk Ulir
Sumber : A Textbook Of Machine Design by R.S.Khurmi & J.K.Gupta
Dari hasil tersebut dapat ditentukan Tinggi kepala & lebar kepala baut
dengan menggunakan dimeter baut :

Tinggi Kepala Baut = 0,7 x d
= 0,7 x 4,000
= 2,8 mm
Lebar Kepala Baut = 2 x d
= 2 x 4
= 8 mm
Hasil dimensi pada baut :
Ukuran Baut M4
Nominal Diameter : 4,000 mm
Diameter core : 3,141 mm
Pitch : 0,7 mm
Depth Of Thread : 0,429 mm
Tinggi Kepala Baut : 2,8 mm
Lebar Kepala Baut : 8 mm
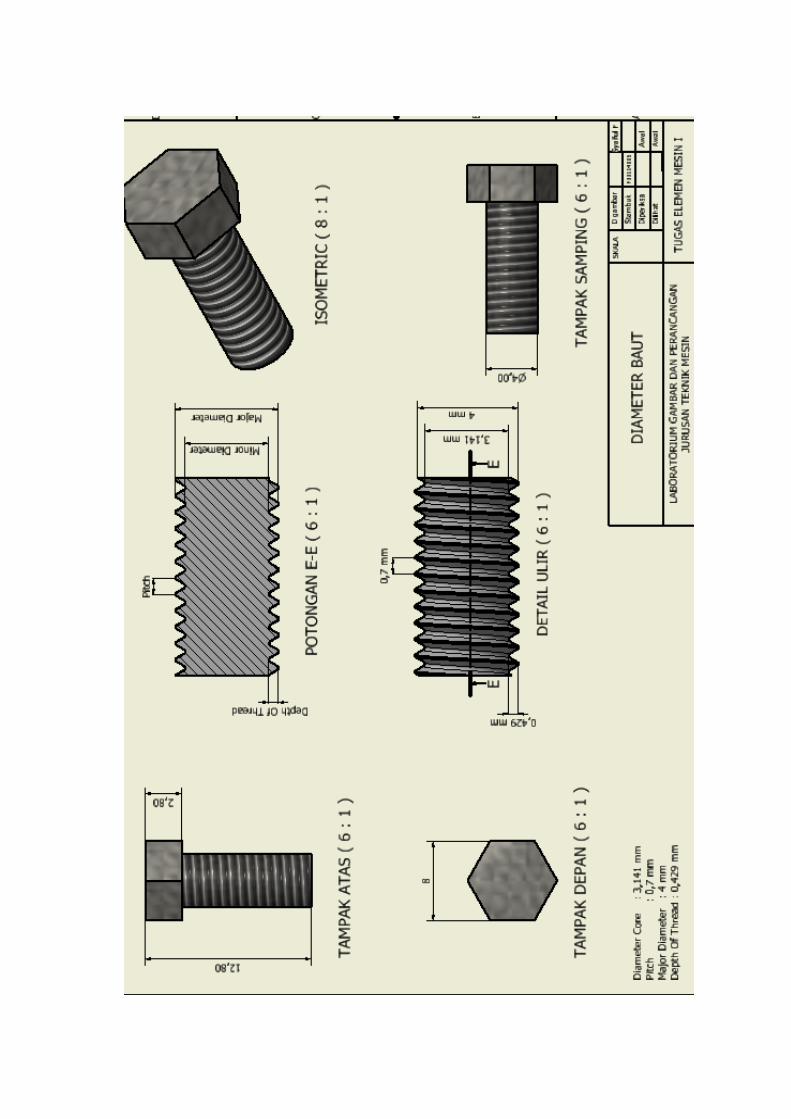

DAFTAR PUSTAKA
Khurmi RS Gupta, JK., 2005, Text Book of Machine Design Eurasia, Publising
House, ltd Ram Nagar, New Delhi
Sularso, K. Suga., 2002, “Dasar Perencanaan dan Pemilihan Elemen Mesin”, PT.
Pradnya Paramita, Jakarta
Santoso Andri,2014,”Tugas Elemen Mesin I”,Jurusan Teknik Mesin Universitas
Tadulako, Palu
