laporan kerja praktek di pt. mekar armada jayae-journal.uajy.ac.id/13145/1/ti07756.pdf · laporan...
TRANSCRIPT

LAPORAN KERJA PRAKTEK
DI PT. MEKAR ARMADA JAYA
Oleh:
Angger Piranti
NPM: 14 06 07756
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS ATMA JAYA YOGYAKARTA
2017

ii
KATA PENGANTAR
Puji syukur Penulis ucapkan atas kehadirat Tuhan Yang Maha Esa karena atas
rahmat dan berkat-Nya, Penulis dapat menyelesaikan kerja praktek yang
dilaksanakan di PT. Mekar Armada Jaya Magelang pada tanggal 19 Juni sampai
dengan 4 Agustus 2017.
Laporan kerja praktek ini disusun sebagai salah satu syarat untuk menyelesaikan
program Strata I Program Studi Teknik Industri, Fakultas Teknologi Industri
Universitas Atma Jaya Yogyakarta.
Laporan kerja praktek ini disusun berdasarkan kegiatan dan observasi yang
dilakukan selama melaksanakan kerja praktek di PT. Mekar Armada Jaya
Magelang.
Proses selesainya laporan kerja praktek ini tidak lepas dari bantuan, bimbingan,
dan motivasi dari semua pihak. Atas segala bimbingan dan bantuan hingga
jadinya laporan kerja praktek ini, penulis mengucapkan terima kasih kepada:
1. Bapak Ikhwan Hendra Pradana selaku Kepala Bagian PPC Divisi Stamping
& Tools PT. Mekar Armada Jaya Magelang sebagai pembimbing lapangan
yang selalu membimbing selama pelaksanaan kerja praktek.
2. Ibu Slamet Setio Wigati, S.T., M.T. dan Ibu Dr. Yosephine Suharyanti, S.T.,
M.T. selaku dosen pembimbing kerja praktek atas bimbingannya selama
pelaksanaan dan penyusunan Laporan Kerja Praktek.
3. Kedua orang tua dan saudara-saudara yang selalu memotivasi dan
mendukung Penulis.
4. Seluruh karyawan Divisi Stamping & Tools PT. Mekar Armada Jaya
Magelang yang telah membantu selama pelaksanaan kerja praktek.
5. Teman kerja praktek yang selalu bekerja sama dan memotivasi, Agatha
Nova Priharyanto.
6. Teman-teman kuliah yang selalu mendukung dan memberikan semangat.
7. Semua pihak yang tidak dapat disebutkan satu per satu, yang telah
membantu Penulis melaksanakan dan menyelesaikan Laporan Kerja
Praktek.

iii
Penulis menyadari bahwa penyusunan laporan kerja praktek ini masih terdapat
banyak kekurangan. Oleh karena itu Penulis mengharapkan kritik dan saran
yang membangun dari pembaca. Penulis berharap laporan kerja praktek ini
dapat berguna bagi penulis dan semua pihak yang terkait.
Yogyakarta, 22 September 2017
Penulis

iv
DAFTAR ISI
HALAMAN PENGESAHAN ................................................................................... i
KATA PENGANTAR ............................................................................................ ii
DAFTAR ISI ........................................................................................................ iv
DAFTAR TABEL .................................................................................................. v
DAFTAR GAMBAR ............................................................................................. vi
DAFTAR LAMPIRAN ......................................................................................... viii
BAB 1 .................................................................................................................. 1
PENDAHULUAN.................................................................................................. 1
BAB 2 .................................................................................................................. 3
TINJAUAN UMUM PERUSAHAAN ...................................................................... 3
BAB 3 ................................................................................................................ 20
TINJAUAN SISTEM PERUSAHAAN .................................................................. 20
BAB 4 ................................................................................................................ 35
TINJAUAN PEKERJAAN MAHASISWA ............................................................ 35
BAB 5 ................................................................................................................ 45
PENUTUP ......................................................................................................... 45
DAFTAR PUSTAKA ........................................................................................... 46
LAMPIRAN ........................................................................................................ 47
v
DAFTAR TABEL
Tabel 2.1. Pembagian Jam Kerja Berdasarkan Shift .......................................... 13
Tabel 2.2. Penyebab Kecelakaan Kerja ............................................................. 17

vi
DAFTAR GAMBAR
Gambar 2.1. PT. Mekar Armada Jaya Magelang ................................................. 4
Gambar 2.2. Lokasi Pabrik PT. Mekar Armada Jaya ........................................... 4
Gambar 2.3. Struktur Organisasi PT. Mekar Armada Jaya Magelang .................. 6
Gambar 2.5. Struktur Organisasi Departemen PPIC Divisi Stamping & Tools ...... 8
Gambar 3.1. Proses Bisnis Divisi Stamping & Tools PT. Mekar Armada Jaya
Magelang (Terlampir) ...................................................................................... 19
Gambar 3.2. Appron, FR Fender ....................................................................... 21
Gambar 3.3. Fuel Tank Upper ........................................................................... 21
Gambar 3.4. Brace Dash Panel To Cowl ........................................................... 22
Gambar 3.5. Fin Leg Lower ............................................................................... 22
Gambar 3.6. Panel Fr Wheel Houseing ............................................................. 22
Gambar 3.7. Layout Pabrik Divisi Stamping & Tools .......................................... 24
Gambar 3.8. RM CJC 2 ..................................................................................... 25
Gambar 3.9. RM CJC 4 ..................................................................................... 25
Gambar 3.10. RM CJC 5 ................................................................................... 25
Gambar 3.11. RM CJC 12 ................................................................................. 26
Gambar 3.12. RM CJC 13 ................................................................................. 26
Gambar 3.13 Flow Proses Produksi Divisi Stamping & Tools ............................ 28
Gambar 3.14. Mesin Press 500 Ts .................................................................... 29
Gambar 3.15. Mesin Press 600 Ts .................................................................... 29
Gambar 3.16. Mesin Press 1000 Ts................................................................... 30
Gambar 3.17. Mesin Press 2000 Ts................................................................... 30
Gambar 3.18. Mesin Press 800 Ts B1 ............................................................... 30
Gambar 3.19. Mesin Press 600 Ts B2 ............................................................... 31
Gambar 3.20. Mesin Press 800Ts B3 ................................................................ 31
Gambar 3.21. Mesin Press 600 Ts B4 ............................................................... 31
vii
Gambar 3.22. Mesin Press 75Ts 14A ................................................................ 32
Gambar 3.23. Mesin Press 75 Ts 14B ............................................................... 32
Gambar 3.24. Mesin Press C110 E ................................................................... 33
Gambar 3.25. Forklift ......................................................................................... 34
Gambar 3.26. Crane .......................................................................................... 34
Gambar 3.27. Handlift ........................................................................................ 35
Gambar 3.28. Hand Pallet ................................................................................. 35
Gambar 4.1. Format Meiruka ............................................................................. 37
Gambar 4.2. Perhitungan Performance Actual vs Planning Line Small Press .... 37
Gambar 4.3. SGrafik Performance Actual vs Planning Line Small Press 17-23 Juli
2017 .................................................................................................................. 38
Gambar 4.4. Rencana perbaikan dan Penanggulangan Delay........................... 39
Gambar 4.5. PActivity Relation Chart ................................................................. 42
Gambar 4.6. Perhitungan Jumlah Kanban Line Big Press ................................. 43
Gambar 4.7. Perhitungan Jumlah Pallet Line Big Press ..................................... 43
Gambar 4.8. Desain Kartu Kanban .................................................................... 44

viii
DAFTAR LAMPIRAN
1. Proses Bisnis Divisi Stamping & Tools di PT. Mekar Armada Jaya
Magelang.
1
BAB 1
PENDAHULUAN
1.1. Latar Belakang
Program Studi Teknik Industri, Fakultas Teknologi Industri, Universitas Atma
Jaya Yogyakarta (PSTI UAJY) mewajibkan semua mahasiswanya untuk
melaksanakan kerja praktek sesuai dengan Kurikulum di PSTI UAJY. PSTI UAJY
memandang kerja praktek sebagai wahana atau sarana bagi mahasiswa untuk
mengenali suasana di industri serta menumbuhkan, meningkatkan, dan
mengembangkan etos kerja profesional sebagai calon sarjana Teknik Industri.
Kerja praktek dapat dikatakan sebagai ajang simulasi profesi mahasiswa Teknik
Industri. Paradigma yang harus ditanamkan adalah bahwa selama kerja praktek
mahasiswa bekerja di perusahaan yang dipilihnya. Bekerja, dalam hal ini
mencakup kegiatan perencanaan, perancangan, perbaikan, penerapan dan
pemecahanan masalah. Oleh karena itu, dalam kerja praktek kegiatan yang
dilakukan oleh mahasiswa adalah:
1. Mengenali ruang lingkup perusahaan
2. Mengikuti proses kerja di perusahaan secara kontinu
3. Melakukan dan mengerjakan tugas yang diberikan oleh atasan, supervisor
atau pembimbing lapangan
4. Observasi terhadap sistem kerja dan proses produksi
5. Menyusun laporan kegiatan kerja praktek dalam bentuk tertulis
6. Melaksanakan ujian kerja praktek
1.2. Tujuan
Hal-hal yang ingin dicapai melalui pelaksanaan Kerja Praktek ini adalah:
1. Melatih kedisiplinan, semangat dan etos kerja dalam dunia industri
2. Melatih kemampuan berinteraksi dengan bawahan, rekan kerja, dan atasan
dalam perusahaan.
3. Melatih kemampuan untuk beradaptasi dengan lingkungan kerja.
4. Mengamati secara langsung aktivitas perusahaan dalam menjalankan
produksi serta proses bisnis
5. Melengkapi teori yang diperoleh di perkuliahan dengan praktek yang ada di
perusahaan.
6. Menambah wawasan mengenai sistem produksi dan sistem bisnis.
2
1.3. Tempat dan Waktu Pelaksanaan Kerja Praktek
Kerja Praktek ini dilaksanakan terhitung mulai tanggal 19 Juni 2017 sampai
dengan 4 Agustus 2017 di PT. Mekar Armada Jaya yang beralamat di Jl.
Mayjend Bambang Soegeng No. 7, PO. BOX 160 Magelang, Jawa Tengah
56172. PT Mekar Armada Jaya Magelang merupakan perusahaan manufaktur
yang bergerak dalam produsen Spare part kendaraan bermotor yang
berkarakteristik Stamping dan merupakan bagian dari holding company New
Armada Grup. Pelaksanaan kerja praktek dilaksanakan tepatnya di Divisi
Stamping & Tools PT Mekar Armada Jaya selama 30 hari kerja dengan jam kerja
sesuai dengan yang ditentukan dari perusahaan. Hari dan jam kerja pada bagian
Stamping baik untuk karyawan kantor maupun operator adalah Senin-Jumat
pukul 07.15-16.15 WIB dengan jam istirahat selama 1 jam mulai dari jam 12.00
WIB. Mahasiswa kerja praktek ditempatkan di bagian Divisi Stamping & Tools
pada Departemen Produksi Stamping di bagian/ section PPC (Production
Planning Control) sebagai staff PPC dan dilakukan di bawah pengawasan
Supervisor PPC Stamping.

3
BAB 2
TINJAUAN UMUM PERUSAHAAN
2.1. Sejarah Singkat Perusahaan
2.1.1. Sejarah Perusahaan
PT. Mekar Armada Jaya merupakan industri manufaktur yang bergerak dalam
bidang otomotif dan memproduksi spare part serta rangka mobil atau bus. PT
Mekar Armada Jaya (MAJ) pertama kali didirikan sebagai bengkel rumahan pada
tahun 1974 dan kini berkembang sebagai salah satu perusahaan karoseri
terbesar di Asia Tenggara.
Perkembangan PT MAJ dimulai pada tahun 1977 dimana PT MAJ mengadakan
perluasan area menjadi 2 hektar dengan kapasitas produksinya sebesar 200
unit/bulan. Tidak hanya dari segi areanya saja yang diperluas namun
penambahan fasilitas penunjang seperti spray booth, mesin press, spot welding,
dan lainnya membuat kapasitas produksi PT Mekar Armada Jaya meningkat
menjadi 400-500 unit/bulan. Perkembangannya ini membuat PT Mekar Armada
Jaya diberikan kepercayaan oleh pemerintah untuk memproduksi mobil-mobil
pemilu yang digunakan di seluruh Indonesia pada tahuin 1982.
Perkembangan yang terus meningkat membawa PT Mekar Armada Jaya ke
pasar internasional karena dapat mengekspor produk-produknya hingga ke
Brunei Darusalam, Cyprus, Sri Lanka dan Arab Saudi. Pada tahun 1996, PT
Mekar Armada Jaya mengubah divisi teknis menjadi Divisi Stamping & Workshop
Plant dengan fasilitas yaitu CAD, CAM dan CNC Milling hingga akhirnya pada
tahun 2002 PT. Mekar Armada Jaya menghadirkan Divisi Stamping & Tooling
untuk pembuatan dies yang ditujukan untuk berbagai perusahaan berskala
internasional seperti PT Astra Daihatsu Motor, PT Indomobil Suzuki International,
PT Mitsubishi Krama Yudha Manufacturing, Toyota Motor Manufacturing
Indonesia, PT Gema Kempa Dayadan dan PT Isuzu Inti Panca Press Indonesia.
Kini PT Mekar Armada Jaya memiliki 2 pabrik dengan lokasi yang berbeda yaitu :
a. PT Mekar Armada Jaya Magelang : Jl. Mayjend Bambang Soegeng No.7 PO
BOX 160 Magelang 56172
b. PT Mekar Armada Jaya Tambun : Jl. Raya Diponegoro KM. 38 No. 107,
Setiamekar, Tambun Selatan, Bekasi, Jawa Barat
4
Gambar 2.1. PT Mekar Armada Jaya Magelang
Gambar 2.2. Lokasi Pabrik PT Mekar Armada Jaya
2.1.2. Profil Perusahaan
PT. Mekar Armada Jaya merupakan salah satu industri terbesar di Asia
Tenggara yang bergerak dalam bidang karoseri dan komponen otomotif. PT.
Mekar Armada Jaya telah berdiri selama lebih dari 40 tahun dan didukung
dengan luas area produksi sekitar 33 hektar dengan jumlah pegawai lebih dari
2400 orang pegawai. PT. Mekar Armada Jaya pada umumnya mampu
memproduksi hingga lebih dari 1000 unit kendaraan per bulan. PT. Mekar
Armada Jaya Magelang beralamatkan di Jl. Mayjend Bambang Soegeng No.7
PO BOX 160 Magelang 56172. Divisi pada PT. Mekar Armada Jaya Magelang
terbagi menjadi 2 divisi yaitu Divisi Karoseri dan Divisi Stamping & Tooling.

5
Produk yang dihasilkan pada Divisi Stamping & Tooling adalah spare part mobil
atau bus dan dies Tooling.
2.1.3. Produk yang dihasilkan
Produk yang dihasilkan oleh Divisi Stamping & Tools PT. Mekar Armada Jaya
Magelang adalah spare part mobil atau bus. Spare part yang dihasilkan dibuat
berdasarkan permintaan para konsumennya yaitu Astra Daihatsu Motor (ADM),
Mitsubishi Krama Yudha Motors (MKM), Toyota Motor Manufacturing Indonesia
(TMMIN), UNIPRESS, dan Suzuki. TIdak hanya menghasilkan spare part namun
Divisi Stamping & Tools juga menghasilkan dies.
2.2. Struktur Organisasi
Sistem perusahaan besar umumnya memiliki struktur organisasi. Struktur
organisasi menggambarkan hierarki atau kedudukan setiap pelaku perusahaan
yang ada di dalamnya. Setiap pelaku perusahaan memiliki tugas dan wewenang
sesuai dengan kedudukannya masing-masing. Struktur organisasi suatu
perusahaan dibuat dengan cara disesuaikan dengan kebutuhan, kultur, serta
skala daripada perusahaan tersebut.
2.2.1. Struktur Organisasi PT. Mekar Armada Jaya
Berikut ini merupakan struktur organisasi PT. Mekar Armada Jaya :
6
STRUKTUR ORGANISASI PT. MEKAR ARMADA JAYA
PRESIDENT DIRECTOR
David Herman Jaya
DIRECTOR
DEPUTY DIRECTOR
ADVISOR
PRODUCTION SYSTEM
DIE MANUFACTURING
DIE MAINTENANCE
GENERAL MANAGER
DIVISION HEAD, TAMBUN PLANT
DEPUTY DIVISION HEAD 1
DEPUTY DIVISION HEAD 2
GENERAL MANAGER
DIVISION HEAD, MAGELANG PLANT
PLANT SERVICE
QA & QE
QA & QE
PACKING & DELIVERY
PRODUCTION
DIE MAINTENANCE & TOOLING
PRODUCTION ENGINEERING
HRD & GA
FINANCE & ACC.
ENGINEERING
PRODUCTION ENGINEERING
DIE MANUFACTURING
STAMP. PROD. & GENERAL PART
PPIC
QA & QE
DIE MAINTENANCE
TOOLING MANUFACTURING
ENGINEERING SERVICE
ENGINEERING TOOLING
COST CONTROL
TOOLS DESIGN
TOOLS ENGINEERING
PRODUCTION PREPARATION
SERVICE
ENG. ANALYS & VAVE
POLYMODEL
MACHINING
FINISHING
PRESS PART
GENERAL PART
DIE MAINTENANCE
DPTY HEAD 1
DPTY HEAD 1
DPTY HEAD 1
DPTY HEAD 1
DPTY HEAD 2
DPTY HEAD 2
EXECUTIVE
DIRECTORATE DIVISION DEPARTEMENT SECTION
MANAGEMENT OPERATION
Gambar 2.3. Struktur Organisasi PT. Mekar Armada Jaya
7
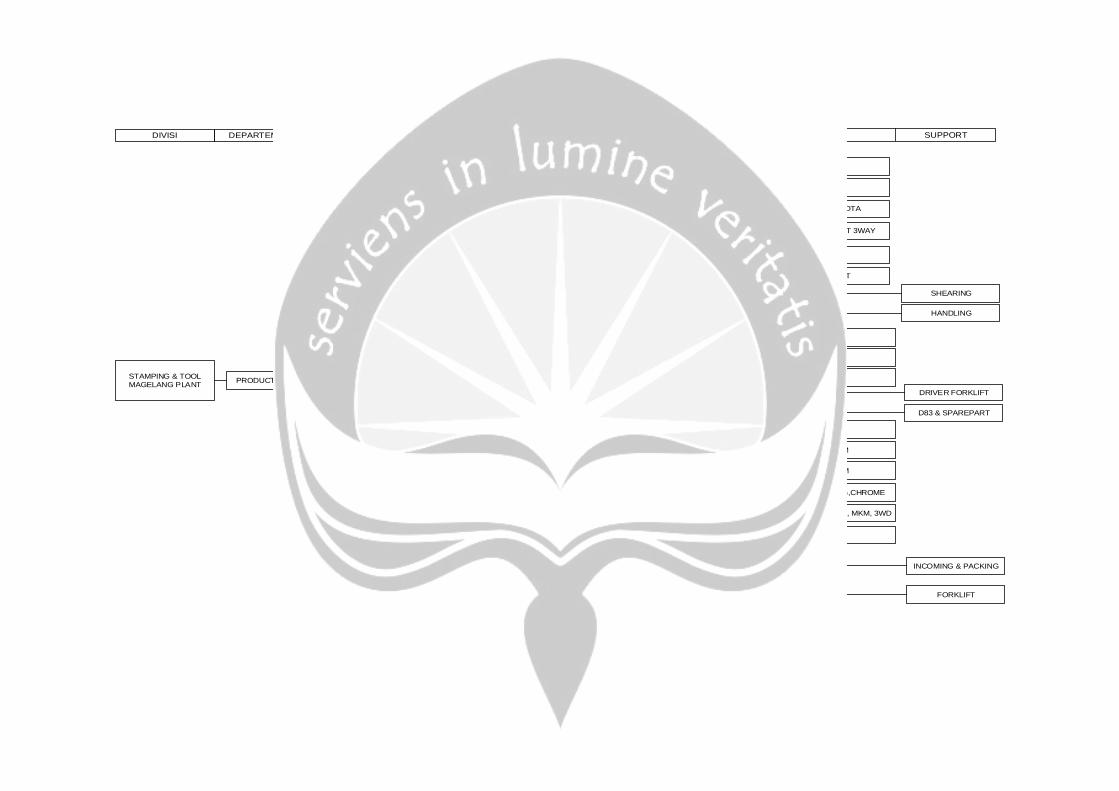
2.2.2 Struktur Organisasi Departemen Production PPIC Divisi Stamping &
Tools di PT. Mekar Jaya Armada Magelang
Pada saat pelaksanaannya, mahasiswa kerja praktek ditempatkan di bagian PPC
yang merupakan bagian dari PPIC (Production Planning Inventory Control) di
divisi Stamping & Tools di PT. Mekar Jaya Armada Magelang. Berikut akan
dijelaskan struktur organisasi PPIC pada Divisi Stamping & Tools di PT. Mekar
Jaya Armada Magelang.
8
STRUKTUR ORGANISASI DEPARTEMEN PPIC (PRODUCTION PLANNING INVENTORY & CONTROL)
STAMPING & TOOL MAGELANG PLANT
PRODUCTION
MRP
IRM & LOGISTIC
PPC
IFP & DELIVERY
ADM
MKM
NISSAN, NON G-PART, TOYOTA
CHILD PART, KOMP. 3WAY, PLAT 3WAY
WAREHOUSE DATA CONTROL
IRM
CONSUMABLE & INCOMING
PPC
INCOMING & PACKING
DELIVERY CONTROL
DEPARTEMEN SUB DEPARTEMEN SECTION SUB SECTION STAFF SUPPORT
IFP & DELIVERY CONTROL
ADMIN IRM
ADMIN D83 & SPAREPART
SHEARING
HANDLING
CONSUMABLE
INCOMING
TOOL & PROJECT
DRIVER FORKLIFT
D83 & SPAREPART
DIVISI
PPIC
PLANNER BIG
PLANNER SMALL ADM
PLANNER SMALL MKM
PLANNER SHEARING, BENDING,CHROME
PLANNER WSS,SPAREPART, D83, MKM, 3WD
ANALIS PPC
FORKLIFT
Gambar 2.4. Struktur Organisasi Departemen PPIC Divisi Stamping & Tools

9
Berikut ini merupakan tugas dan wewenang dari masing-masing jabatan pada
bagian PPIC :
1. MRP (Material Requirement Planning)
a. Melakukan control stock material dan estimasi all stock di all area.
b. Pembuatan material kritis untuk permintaan material ke PT MAJ Tambun
dan supplier material
c. Follow up incoming material yang over dari purchase request sap
berdasarkan informasi dari team incoming.
d. Membuat laporan achievement incoming material terhadap purchase
request setiap minggu.
e. Membuat purchase request untuk di upload ke sap sesuai dengan stock
dan kebutuhan PT MAJ Magelang untuk setiap bulannya.
f. Mengirimkan data stock sebagai acuan pembuatan purchase request PT
MAJ Tambun.
g. Membuat laporan bulanan verifikasi berdasarkan data produksi dan data
reject.
h. Bertanggung jawab terhadap kegiatan stock opname bulanan.
i. Melakukan pemesanan truck material.
j. Proses dan verifikasi surat jalan incoming material via sap (all customers).
k. Check kekurangan dan follow up material ke supplier (PT MAJ Tambun-
Magelang, dan supplier lainnya).
l. Membuat laporan achievement incoming material terhadap purchase
request setiap minggu
m. Crosscheck order dari customer dengan delivery (khusus sparepart).
n. Merekap list pemanfaatan material.
2. IRM (Inventory Raw Material) & Logistics
a. Pengecekan kondisi material incoming dari truk.
b. Penimbangan material bersama handling incoming.
c. Penurunan material incoming dari truk.
d. Penataan material incoming.
e. Pengecekan material incoming dengan surat jalan.
f. Melakukan GR incoming material.
g. Pengecekan actual incoming dengan surat jalan.

10
h. Koordinasi dengan departemen purchasing & MRP perihal kedatangan
material.
i. Memastikan kondisi stock dengan actual balance.
j. Proses shearing.
k. Check actual dengan data pengiriman material ke produksi.
l. Input GI dan konfirmasi material (out to production dan hasil shearing).
m. Delivery material ke bagian produksi.
n. Check problem GI dan GR material.
o. Check actual delivery material dengan hasil produksi menggunakan SAP.
p. Pengecekan kuantitas material berdasarkan schedule planner dengan
actual material.
3. PPC (Production Planning Control)
a. Membuat rencana/ jadwal produksi sehari sebelumnya.
b. Menjaga hasil produksi yang dibuat untuk berada level stock 2 DN delivery.
c. Follow up schedule dan barcode SAP dan pembuatan schedule yang
terintegrasi dengan SAP.
d. Membuat laporan achievement plan vs actual / MEIRUKA produksi per
hari.
e. Membuat laporan delay delivery ( jika ada) yang disebabkan oleh material,
produksi dan kualitas. ( bukan tugas pokok ppc, hanya support ke
departemen marketing)
f. Pemastian capacity, jam, serta stok produksi tidak melebihi / over capacity.
g. Membuat laporan bulanan pencapaian produktivitas.
h. Bertanggung jawab terhadap kegiatan proses produksi di line /area
masing-masing.
i. Follow up stok kritis finished product di customer yang mengakibatkan
terjadinya delay delivery ke customer.
j. Follow up problem produksi di lapangan.
k. Laporan pencapaian plan vs actual produksi.
l. Laporan KPI bulanan.
m. Laporan schedule bulanan SAP.

11
4. IFP (Inventory Finish Part) & Delivery
a. Memastikan packing specification sesuai kuantitas dan labelling sesuai
incoming.
b. Mencatat setiap part yang masuk.
c. Menginput data ke SAP setiap part yang masuk ke IFP.
d. Handling part ke area masing-masing.
e. Memasukkan part sesuai dengan area masing-masing.
f. Memastikan part sesuai dengan rak/area.
g. Packing sesuai dengan DN.
h. Handling part ke area outgoing.
i. Check kesesuaian dengan DN.
j. Pembuatan serah terima delivery ke delcon.
k. Input data keluar dari IFP.
l. Transaksi transfer posting ke administrasi surat jalan ( Dept. Marketing)
m. Cek kondisi packing.
n. Setting & loading truk.
o. Loading truk.
p. Menimbang part.
2.3. Manajemen Perusahaan
Perusahaan merupakan suatu organisasi yang terdiri dari berbagai elemen
antara lain manusia sebagai pekerja, uang, mesin yang digunakan, metode,
material yang digunakan dalam proses produksi, lingkungan, energi yang
digunakan, informasi yang mengalir dalam perusahaan tersebut, serta hubungan
perusahaan dengan berbagai pihak. Elemen-elemen tersebut pada umumnya
disebut 5M2E1IN (Man, Material, Money, Machine, Methode, Environment,
Energy, Information, Network). Elemen-elemen dalam sistem tersebut perlu
diatur agar dapat berjalan dengan baik dalam memenuhi tujuan perusahaan itu
sendiri. Manajemen perusahaan tentu juga dilakukan Divisi Stamping & Tools di
PT. Mekar Armada Jaya agar sistemnya dapat diatur dan berjalan sesuai
tujuannya. Berikut akan dibahas mengenai manajemen Divisi Stamping & Tools
di PT. Mekar Armada Jaya Magelang :

12
2.3.1. Visi Misi Perusahaan
Berikut adalah visi dan misi dari PT. Mekar Armada Jaya :
1. Visi:
“Menjadi Industri Karoseri dan Komponen Otomotif yang Berkualitas di
Kancah Internasional”
2. Misi:
a. Menciptakan kendaraan yang aman, nyaman, dan berkualitas untuk kepuasan
pelanggan.
b. Memproduksi komponen otomotif yang memiliki kualitas global.
2.3.2. Ketenagakerjaan
Salah satu elemen dalam sistem perusahaan adalah manusia dan tenaga kerja
merupakan bagian dari elemen tersebut. Segala hal yang berhubungan dengan
tenaga kerja baik hak, kewajiban, dan batasan yang dimiliki tenaga kerja perlu
diatur dalam system ketenagakerjaan oleh perusahaan tersebut. Berikut akan
dijelaskan mengenai prosedur perekrutan tenaga kerja, sumber daya manusia,
system pengupahan, dan tata tertib karyawan di PT. Mekar Armada Jaya.
1. Prosedur Perekrutan Tenaga Kerja
Perekrutan tenaga kerja di PT Mekar Armada Jaya Magelang dilakukan secara
online, melalui job fair, pos, dan juga melalui karyawan dengan cara dititipkan.
Semua hal yang berkaitan dengan perekrutan tenaga kerja diatur oleh bagian
HRD di Divisi Karoseri PT. Mekar Armada Jaya Magelang. Data seperti CV dan
surat-surat keterangan lainnya akan diseleksi dan jika lolos maka pelamar akan
diundang untuk melakukan tes. Test terdiri dari test psikologi, interview dan test
fisik. Pada umumnya tes tersebut dilaksanakan dalam sehari dan hasilnya
langsung diumumkan pada hari itu juga setelah tes usai. Selain melalui tes,
beberapa perekrutan yang didapatkan melalui job fair, pos, dan telah melakukan
test psikologi sebelumnya dapat dipanggil sewaktu-waktu karena data-data
tersebut disimpan. Biasanya hal ini dilakukan ketika departemen tertentu
mengajukan permintaan penambahan tenaga kerja ke bagian recruitment. Setiap
departemen akan mengisi FPKB (form penambahan karyawan baru) ketika
membutuhkan tenaga kerja. Jika diterima, maka proses pembekalan dan
pemberkasan dilakukan sehari sebelum kerja dimulai.

13
2. Sumber Daya Manusia
Sumber daya manusia merupakan salah satu elemen utama dalam bekerjanya
suatu sistem perusahaan. Tenaga kerja yang ada pada suatu perusahaan
merupakan sumber daya manusia perusahaan tersebut. PT. Mekar Armada Jaya
memiliki total 499 tenaga kerja. Tenaga kerja pada PT. Mekar Armada Jaya
diklasifikasikan berdasarkan jabatan yang dimiliki tenaga kerja tersebut.
Berikut adalah Manajemen Ketenagakerjaan PT. Mekar Armada Jaya :
a. Klasifikasi Pekerja
i. Supervisor
ii. Manager
iii. Asisten Manager
iv. Foreman
v. Staff
vi. Support
b. Pembagian Jam Kerja
Hari dan jam kerja pada bagian Stamping baik untuk karyawan kantor maupun
operator adalah Senin-Jumat selama 9 jam dengan jam istirahat selama 1 jam.
Jam kerja PT. Mekar Armada Jaya bagian Stamping terbagi menjadi 2 shift yaitu
shift 1 dan shift 2. Berikut adalah pembagian jam kerja di PT. Mekar Armada
Jaya Magelang untuk Divisi Stamping & Tools:
Tabel 2.1. Pembagian Jam Kerja Berdasarkan Shift
Shift Jam Kerja Jumlah Tenaga Kerja
1 07.15-16.15 349
2 20.00-05.00 150
Karyawan kantor dan operator bekerja dengan sistem berganti shift setiap
minggunya. Selama satu minggu karyawan kantor dan operator yang termasuk
dalam karyawan shift 1 akan bekerja sesuai jadwal shift 1 yaitu pukul 07.15-
16.15 WIB dan karyawan shift 2 akan bekerja sesuai jam kerja shift 2 yaitu 20.00-
05.00 WIB lalu pada minggu selanjutnya mereka akan bertukar jam kerja dari
yang mulanya bekerja pada shift 1 menjadi bekerja pada shift 2 dan sebaliknya.
Hal ini terus dilakukan setiap minggunya.

14
c. Pencatatan Jam Kerja
i. Absen Harian
Sistem absen harian pada PT. Mekar Armada Jaya Divisi Stamping &
Tools dilakukan dengan menggunakan fingerprint scanner. Setiap
karyawan wajib melakukan fingerprint 10 menit sebelum jam kerja dan 10
menit setelah jam kerja. Selain itu untuk orang yang melaksanakan kerja
praktek melakukan absen harian dengan mengisi jam masuk dan jam
keluar kerja pada kartu absensi pada awal jam kerja dan juga setelah jam
kerja selesai. Kartu absensi tersebut nantinya akan ditanda tangani oleh
security pada PT. Mekar Armada Jaya Divisi Stamping & Tools. Absensi
tidak dapat diwakilkan oleh orang lain.
ii. Terlambat dan tidak masuk kerja
Karyawan yang terlambat tidak dapat mengikuti kegiatan kerja hari itu dan
akan dianggap tidak masuk kerja. Sedangkan untuk perizinan tidak
masuk kerja diklasifikasikan sebagai berikut :
a. Izin khusus
Izin khusus merupakan izin untuk tidak masuk kerja selama 2 jam atau
setengah hari atau izin keluar saat jam kerja/istirahat. Apabila karyawan
meninggalkan kompleks perusahaan pada jam kerja atau waktu istirahat
maka karyawan harus izin dan meninggalkan ID card nya di pos security.
b. Izin cuti
Izin cuti merupakan izin untuk karyawan tidak mengikuti kerja sesuai
dengan hak cutinya. Izin ini dilakukan dengan mengisi surat izin dan
meminta persetujuan dari kepala bagian departemen tersebut lalu dibawa
ke HRD.
3. Sistem Pengupahan
Sistem pengupahan pada PT. Mekar Armada Jaya dilakukan dengan
memberikan gaji pokok sesuai jabatannya beserta tunjangannya. Berikut
merupakan sistem dan prosedur pengupahan di PT. Mekar Armada Jaya:
a. Sistem pengupahan untuk karyawan ditentukan sesuai status karyawan yaitu
bulanan dan harian.
b. Penetapan upah berdasarkan keahlian.
15
c. Upah bulanan diberikan setiap akhir bulan dan selambat-lambatnya tanggal
5 bulan berikutnya, sedangkan upah harian diberikan setiap akhir minggu.
d. Apabila terjadi kerusakan pada program pengupahan maka gaji bulan lalu
dan sisanya dibayar bulan selanjutnya.
e. Upah yang diberikan minimal sesuai aturan pemerintah.
Selain gaji pokok, karyawan juga menerima tunjangan dalam sistem
pengupahannya. Berikut merupakan berbagai jenis tunjangan yang ada pada PT.
Mekar Armada Jaya:
a. Tunjangan Kematian
Tunjangan kematian diberikan untuk keluarga primer dan diberikan maksimal 30
haris setelah kematian.
b. Penggantian Biaya Pengobatan dan Perawatan
Penggantian biaya diberikan sesuai ketentuan BPJS ketenagakerjaan masimal 5
juta/ 1 bulan upah dan tidak peruntukkan bagi karyawan yang masih dalam masa
percobaan.
c. Tunjangan Perkawinan
Tunjangan perkawinan diberikan untuk yang belum pernah menikah, minimal
telah bekerja selama 1 tahun dan hanya diberikan 1 kali.
d. Tunjangan Bersalin
Tunjangan bersalin diberikan untuk karyawan yang telah bekerja minimal 1 tahun
dan hanya diberikan untuk anak pertama dan kedua maksimal 30 hari setelah
lahir sebesar 1 bulan upah. Apabila anak yang dilahirkan kembar, maka
tunjangan tetap dihitung untuk 1 anak.
e. Tunjangan Hari Raya
Untuk pekerja yang bekerja selama kurang dari 1 tahun maka tunjangan
diberikan proporsional dari upah sedangkan untuk karyawan yang telah bekerja
lebih dari 1 tahun maka akan diberikan tunjangan sebesar 1 bulan upah.
f. Tunjangan Duka
Tunjangan hanya untuk kematian keluarga primer dan diberikan 30 hari setelah
kematian. Tunjangan tidak diberikan untuk kematian yang disengaja seperti
bunuh diri.

16
4. Tata Tertib Kayawan
Berikut ini merupakan tata tertib bagi karyawan di PT. Mekar Armada Jaya :
a. Daftar hadir kerja tidak boleh diwakilkan
b. Disiplin kerja yaitu melaksanakan PKB.
c. Setiap pekerja wajib menjaga rahasia perusahaan.
d. Sanksi dibagi sesuai tingkatannya menjadi peringatan, surat peringatan I,
surat peringatan II, surat peringatan III, dan PHK.
e. Meninggalkan kompleks perusahaan pada jam kerja dan waktu istirahat
harus izin beserta dengan meninggalkan ID card.
f. Apabila tanda pengenal dan seragam karyawan hilang maka menjadi
tanggung jawab pribadi namun apabila rusak maka menjadi tanggung jawab
perusahaan dan karyawan harus melapor ke HRD maksimal 1x24 jam.
g. Karyawan wajib melaporkan data baru dan hal-hal yang berkaitan dengan
ancaman untuk perusahaan.
h. Penyidikan dan penyelidikan karyawan dilakukan oleh HRD atau security
ketika ada karyawan yang diduga melakukan pelanggaran tata tertib
perusahaan dan ketika terbukti maka akan diberi sanksi.
i. Setiap karyawan wajib menggunakan alat perlindungan diri dan melaporkan
setiap kecelakaan yang terjadi.
2.3.3. Pemasaran
PT. Mekar Armada Jaya Magelang Divisi Stamping & Tools memasarkan
produknya dengan sistem business to business. Produk yang dihasilkan tidak
dipasarkan langsung ke konsumen akhir tetapi produk-produk tersebut hanya di
supply kan ke perusahaan otomotif lainnya. Costumer PT. Mekar Armada Jaya
Magelang Divisi Stamping & Tools antara lain Astra Daihatsu Motor (ADM),
Mitsubishi Krama Yudha Motors (MKM), Toyota Motor Manufacturing Indonesia
(TMMIN), Nissan (UNIPRESS), dan Suzuki. Selain men-supply spare part
otomotif, produk yang dihasilkan antara lain dies dan juga extinguisher. Promosi
dilakukan dengan cara melalui pameran, website, atau customer visit.

17
2.3.4. Sistem Manajemen Lingkungan dan Nilai-Nilai Perusahaan
Manajemen lingkungan di PT Mekar Armada Jaya diatur oleh bagian K3
(Kesehatan, Keselamatan, Kerja). PT. Mekar Armada Jaya memiliki peraturan-
peraturan dan nilai-nilai yang wajib diterapkan untuk mengatur kesehatan,
keamanan dalam lingkungan ketika bekerja. Berikut adalah sistem manajemen
lingkungan dan nilai-nilai yang diterapkan oleh PT. Mekar Armada Jaya untuk
menciptakan lingkungan kerja yang nyaman dan aman:
a. Pengelolaan Scrap
Setiap perusahaan memiliki cara nya sendiri dalam mengolah scrap yang
dihasilkan. PT. Mekar Armada Jaya menghasilkan scrap berupa sisa-sisa logam.
yang dihasilkan selama proses produksi. Scrap yang dihasilkan tidak dibuang
oleh PT. Mekar Armada Jaya namun dikumpulkan, diolah, dan dikirimkan
kembali ke PT. Mekar Armada Jaya Tambun. Hal ini ditujukan karena scrap
dapat dijual dan diolah kembali menjadi suatu part atau material lain.
b. STOP7
STOP7 merupakan istilah untuk menurunkan angka kecelakaan kerja terhadap 7
kategori penyebab kecelakaan yang pada umumnya terjadi di PT. Mekar Armada
Jaya. STOP7 merupakan sistem yang diformulasikan untuk melihat secara
keseluruhan penyebab kecelakaan mulai dari mempetakan, mengidentifikasi,
mengurutkan dengan cara membuat skala prioritas, menanggulangi dan
mengevaluasi secara sistematis dalam rangka mengurangi penyebab/potensi
kecelakaan di lingkungan kerja. Berikut adalah klasifikasi kecelakaan
berdasarkan penyebab yang umum terjadi di PT. Mekar Armada Jaya Magelang:
Tabel 2.2. Penyebab Kecelakaan Kerja
No. Penyebab Kecelakaan Simbol Jenis Kecelakaan
1 Apparatus/Machine A Terjepit mesin
2 Big Heavy B Terbentur beban kerja
3 Car C Kecelakan transportasi
4 Drop D Terjatuh dari ketinggian
5 Electrical E Tersengat listrik
6 Fire F Terkena benda panas
7 Gilette G Tersayat benda tajam

18
Maka solusi akan diterapkan sesuai dengan jenis kecelakaannya sesuai dengan
klasifikasi tersebut.
b. 5R
5R merupakan konsep yang diterapkan agar waste dapat dihilangkan atau
diminimasi. Berikut pengertian dari konsep 5R:
1. Ringkas, memisahkan barang-barang yang perlu dari yang tidak perlu dan
meletakkan barang yang tidak perlu pada tempat tertentu atau dibuang.
2. Rapi, letakan barang yang diperlukan pada tempat yang benar dan tepat
agar mudah dijangkau saat akan digunakan.
3. Resik, bersihkan secara rutin barang-barang dari debu dsb, letakkan
kembali barang-barang yang sudah selesai digunakan pada tempat yang
sudah ditentukan.
4. Rawat, menjaga kondisi Ringkas, Rapih, Resik atau kenyamanan tempat
kerja.
5. Rajin, disiplin dan tekun dalam menjalankan keempat kebiasaan diatas.
Tidak hanya menerapkan konsep 5R namun setiap periode diadakan patrol 5R
oleh bagian K3 untuk mengawasi dan memastikan bahwa setiap pekerja
menerapkan 5R selama bekerja di lingkungan kerjanya.
2.3.5. Fasilitas
PT. Mekar Armada Jaya menyediakan berbagai fasilitas bagi karyawannya.
Berikut merupakan fasilitas yang disediakan :
b. Olahraga dan kesenian
c. Pemeriksaan kesehatan
d. Pendidikan (lokakarya, seminar), beasiswa bagi anak karyawan yang
berprestasi
e. Peralatan kerja (handphone, mobil, laptop) dan alat keselamatan kerja.
f. Tempat peribadatan
2.3.6. Program Kesejahteraan Masyarakat
Selain fasilitas guna menunjang pekerjaaan dan kehidupan karyawannya, PT.
Mekar Armada Jaya juga menyediakan program kesejahteraan masyarakat bagi
karyawannya. Berikut program-program kesejahteraan yang ada di PT. Mekar
Armada Jaya :
19
a. Rekreasi 1 tahun sekali dengan cara mengajukan ke perusahaan. Rekreasi
diperuntukkan bagi karyawan dan keluarga.
b. Dana pensiun
c. Koperasi karyawan yang menyediakan fasilitas kredit atas uang atau barang
kebutuhan rumah tangga.
d. Program jaminan sosial ketenagakerjaan dengan mewajibkan setiap pekerja
mendaftar BPJS ketenagakerjaan.

20
BAB 3
TINJAUAN SISTEM PERUSAHAAN
3.1. Proses Bisnis Perusahaan
Proses bisnis merupakan rangkaian aktivitas bisnis antar bagian baik di dalam
perusahaan (internal) maupun pihak di luar perusahaan (eksternal) serta
hubungan atau keterkaitan antar bagiannya. Tujuan dari dilakukannya proses
bisnis adalah agar perusahaan dengan pihak di luar perusahaan dapat mencapai
tujuan bisnis yang telah disepakati. Pihak eksternal yang dimaksud dalam hal ini
dapat berarti konsumen atau supplier. Divisi Stamping & Tools terdiri dari
Departemen Marketing, Procurement, Production Stamping, Tooling, Accounting,
HC & GA. Bagian marketing akan menerima order dari costumer dan
memberikan referensi dokumen mengenai order dari konsumen kepada bagian
PPC pada Departemen Produksi. Dokumen tersebut akan menjadi referensi
bagian PPC untuk melakukan peramalan permintaan (forecasting) secara
bulanan. PPC juga akan membuat Material Requirement Planning dan setelah itu
hasil MRP tersebut akan dikirim ke Departemen Logistic & Inventory untuk dicek
apakah material yang dibutuhkan masih tersedia di storage. Namun jika material
tidak tersedia maka PPC akan mengeluarkan purchase request untuk dikirimkan
ke bagian procurement. Procurement akan mengeluarkan outhouse stamping
purchase request serta raw material purchase request dan mengirimkannya ke
bagian Coil Center. Setelah raw material dibeli maka Warehouse (IRM) akan
menerima raw material tersebut dan mengirim form BPRM material tersebut ke
bagian produksi untuk diproses. Bagian Produksi akan menghasilkan dokumen
berupa perencanaan produksi atau perencanaan produksi harian serta lembar
kerja harian. Produk yang telah selesai diproses maka produk jadi akan dibawa
ke Warehouse (IFP) setelah itu bagian IFP akan melakukan preparation/
packaging sesuai DN dan diserah terimakan pada Departemen Marketing untuk
mengeluarkan surat jalan dan mengirimkan produk jadi ke costumer.
Gambar 3.1. Proses Bisnis Divisi Stamping & Tools di PT. Mekar Armada
Jaya Magelang (Terlampir)
21
3.2. Produk Yang Dihasilkan
Divisi Stamping & Tools di PT. Mekar Armada Jaya Magelang merupakan pabrik
yang menghasilkan spare part mobil atau bus. Divisi Stamping & Tools di PT.
Mekar Armada Jaya Magelang memiliki 4 konsumen utama dengan jumlah
produk yang dihasilkan untuk masing-masing konsumen sekitar 600 produk.
Konsumen dari Divisi Stamping & Tools di PT. Mekar Armada Jaya yaitu Astra
Daihatsu Motor (ADM), Mitsubishi Krama Yudha Motors (MKM), Toyota Motor
Manufacturing Indonesia (TMMIN), Nisan (UNIPRESS), dan Suzuki.
3.2.1. Daftar dan Spesifikasi Produk
Berikut adalah contoh produk yang dihasilkan beserta spesifikasinya untuk
masing-masing konsumen :
a. Astra Daihatsu Motor (ADM)
.
Gambar 3.2. Appron, FR Fender 2
b. Mitsubishi Krama Yudha Motors (MKM)
Gambar 3.3. Fuel Tank Upper
22
c. Toyota Motor Manufacturing Indonesia (TMMIN)
.
Gambar 3.4. Brace Dash Panel To Cowl
d. Nisan (UPINISAN)
Gambar 3.5 Fin Leg Lower
e. Suzuki
Gambar 3.6. Panel Fr Wheel Housing R
3.4. Layout Pabrik
Pada dasarnya tata letak pabrik Divisi Stamping & Tools pada PT. Mekar Armada
Jaya dibagi menjadi 3 bagian utama yaitu IRM (Inventory Raw Material), lantai
produksi, dan IFP (Inventory Finish Part). Pada area lantai produksi dibagi

23
menjadi 3 area utama yaitu are Big Press, Small Press, dan Welding Assembly &
Production. Berikut merupakan workcenter yang ada pada lantai produksi :
1. Big Press Line A
2. Big Press Line B
3. Metal Finish Big Press & Small Press
4. Oles
5. Small Press
6. QC Small Press
7. QC Big Press
8. Bending
9. Handmade
10. Trimming
11. SSW (Stationery Sport Welding)
12. Milling
13. Sub-Assembly
14. Finishing 3 Way & SSW
15. Metal Finishing
16. QC 3 Way & SSW
Berikut gambar layout PT. Mekar Armada Jaya Divisi Stamping & Tools:

24
Layout Divisi Stamping & Tool
Gambar 3.7. Layout Pabrik Divisi Stamping & Tool
25
3.3. Proses Produksi
Proses produksi itu sendiri adalah suatu rangkaian aktivitas untuk menciptakan
barang dengan cara atau teknik melalui tahapan-tahapan dari bahan baku untuk
diubah secara urut dan sistematis menjadi produk jadi.
3.3.1. Material
PT. Mekar Armada Jaya hanya menggunakan satu jenis material dalam
memproduksi spare part yaitu plat logam. Perbedaan antar satu material dengan
material lainnya hanya terdapat pada dimensinya saja. Berikut adalah plat logam
yang digunakan sebagai material dalam memproduksi spare part:
a. Raw Material CJC 2
Gambar 3.8. RM CJC 2
b. Raw Material CJC 4
Gambar 3.9. RM CJC 4
c. Raw Material CJC 5
Gambar 3.10. RM CJC 5

26
d. Raw Material CJDF 12
Gambar 3.11. RM CJDF 12
e. Raw Material CJDF 13
Gambar 3.12. RM CJDF 13
3.3.2. Proses Produksi
Proses produksi pada Divisi Stamping & Tools di PT. Mekar Armada Jaya
Magelang terbagi menjadi 3 line produksi utama yaitu Big Press, Small Press,
dan Welding & Assembly Production. Sebelum masuk ke lantai produksi, raw
material disimpan di Inventory Raw Material dan melalui proses shearing.
Setelah itu baru lah raw material dibawa ke lantai produksi untuk diproses.
Berikut akan dijelaskan mengenai proses produksi untuk masing-masing line
yang ada pada lantai produksi Stamping & Tools:
a. Big Press
Big Press dibagi menjadi 2 jenis line yaitu Big Press Line A dan Big Press Line B.
Setelah raw material diterima dari Inventory Raw Material (IRM), part di berikan
proses stamping di workcenter Big press. Mesin big press yang digunakan
masing-masing memiliki tonase yang berbeda-beda. Setelah melalui proses
stamping, part yang baik akan langsung diproses di workcenter oles sedangkan
part yang terdapat product kurang sempurna akan diproses terlebih dahulu di
workcenter Metal Finish Big Press & Small Press untuk diperbaiki dengan cara
ditempa. Pada workcenter Oles, part diperhalus sehingga akhirnya masuk ke

27
workcenter Quality Control Big Press untuk di cek apakah ada produk yang cacat
atau tidak. Jika ditemukan produk yang cacat maka produk tersebut akan dibawa
ke kembali ke workcenter Metal Finish Big Press & Small Press untuk diperbaiki.
Setelah produk jadi telah selesai maka produk-produk tersebut akan dibawa
untuk disimpan di Inventory Finish Part Big Press.
b. Small Press
Jika Big Press merupakan lintasan dimana part yang besar dibuat maka pada
small press, spare part yang kecil dibuat. Setelah raw material diterima dari
Inventory Raw Material (IRM) maka part akan dibawa ke workcenter Small Press
untuk melalui proses stamping. Setelah itu part yang terdapat cacat akan
diproses terlebih dahulu di workcenter Metal Finish Small Press untuk diperbaiki
dengan cara ditempa. Pada workcenter finishing ini, part diperhalus sehingga
akhirnya masuk ke workcenter Quality Control Small Press untuk di cek apakah
ada produk yang cacat atau tidak. Jika ditemukan produk yang cacat maka
produk tersebut akan dibawa ke kembali ke workcenter Metal Finish Small Press
untuk diperbaiki. Setelah produk jadi telah selesai maka produk-produk tersebut
akan dibawa untuk disimpan di Inventory Finish Part Small Press.
c. Welding & Assembly Production
Pada bagian Welding & Assembly Production, salah satu produk yang dihasilkan
adalah kap mobil pick up. Proses pertama yang dilakukan adalah proses bending
plat-plat logam yang diterima dari IRM lalu part-part tersebut di las di workcenter
Handmade. Setelah itu part-part tersebut lalu dipotong sisi-sisinya agar halus di
Workcenter Trimming dan di bor untuk memberikan lubang sekrup di Workcenter
Milling. Berbagai part yang telah dibuat akan dirakit pada workcenter Sub
Assembly, lalu masuk ke proses Finishing 3 Way & SSW dan Metal Finishing
untuk menghilangkan burry pada part yang telah dibuat. Setelah itu produk
tersebut akan dibawa ke workcenter Quality Control 3 Way & SSW untuk dicek
apakah ada produk yang rusak atau tidak. Jika ditemukan produk yang cacat
maka akan dibawa kembali ke bagian Meta Finish. Produk jadi yang telah lolos
quality control maka akan dibawa untuk disimpan di Inventory Finish Part 3 Way
& SSW.
28
Flow diagram Proses Produksi
PPC
IRM (Inventory Raw Material)
Shearing
STAMPING BIG PRESS LINE A
STAMPING BIG PRESS LINE B
STAMPING SMALL PRESS
HANDMADE & ASSY
WELDING 3 WAY
WELDING D83T
CEK KUALITASPIC : Checkman
OK
NGReject
NGRepair
PID(Pre Delivery Inspection)
SCRAP
PROSES METAL FINISH & FINISHING
OK
IFP (Inventory Finish Part)
Delivery
Integrated
FLOW PROSES PRODUKSI STAMPING & WELDING
Gambar 3.13. Flow Process Produksi Stamping & Welding

29
3.3.3. Fasilitas Produksi
PT. Mekar Armada Jaya Magelang Divisi Stamping & Tools memiliki fasilitas
yang digunakan untuk menunjang proses produksinya yaitu berupa berbagai
macam mesin dan material handling. Berikut akan dijelaskan mengenai mesin
dan material handling yang digunakan :
a. Mesin
Divisi Stamping & Tools memproduksi berbagai macam spare part yang diproses
melalui proses stamping. Proses stamping tentunya tidak dapat dilakukan secara
manual sehingga menggunakan mesin press agar dapat menghasilkan produk
yang diinginkan. Berikut adalah mesin yang digunakan berdasarkan line
produksinya :
i. Big Press Line A
Mesin press yang digunakan pada Workcenter Big Press Line A terdapat 4 jenis
dengan tonase yang berbeda-beda tiap mesinnya. Keempat mesin tersebut
terdiri dari mesin dengan tonase 500 Ts, 600 Ts, 1000 Ts, dan 2000 Ts.
Gambar 3.14. Mesin Press 500 Ts
Gambar 3.15. Mesin Press 600 Ts

30
Gambar 3.16. Mesin Press 1000 Ts
Gambar 3.17. Mesin Press 2000 Ts
i. Big Press Line B
Mesin press yang digunakan pada Workcenter Big Press Line B terdapat 4 mesin
dengan dengan tonase yang berbeda-beda tiap mesinnya. Keempat mesin
tersebut terdiri dari mesin dengan tonase 600 Ts dan 800 Ts.
Gambar 3.18. Mesin Press 800 Ts B1

31
Gambar 3.19. Mesin Press 600 Ts B2
Gambar 3.20. Mesin Press 800 Ts B3
Gambar 3.21. Mesin Press 600 Ts B4
32
ii. Small Press
Pada Workcenter Small Press terdapat banyak mesin small press yang terdiri
dari 20 jenis mesin press kecil dan tonase yang berbeda-beda. Berikut
merupakan beberapa contoh mesin press yang digunakan di workcenter small
press.
Gambar 3.22. Mesin Press 75 Ts 14A
Gambar 3.23. Mesin Press 75 Ts 14B
33
Gambar 3.24. Mesin Press C110E
a. Material Handling
Perpindahan baik material, barang setengah jadi, dan produk jadi dipindahkan
antar workcenter nya dengan menggunakan material handling. Hal ini dilakukan
untuk mempermudah proses perpindahan barang karena produk yang dihasilkan
pada Divisi Stamping & Tools terdiri dari berbagai part yang jumlahnya sangat
banyak serta memiliki berbagai ukuran dan berat. Material handling yang ada
pada bagian produksi PT. Mekar Armada Jaya antara lain :
i. Forklift
Dalam memindahkan raw material dari IRM ke lantai produksi digunakan forklift
karena ukurannya yang besar dan cukup berat. Selain itu perpindahan material
dilakukan setiap ada material siap sehingga forklift merupakan material handling
utama dalam Divisi Stamping & Tools. Selain itu forklift digunakan untuk
memindahkan raw material ke dock receiving dan juga memindahkan raw
material dari dock receiving menuju IRM. Forklitf juga digunakan untuk
memindahkan produk jadi dari IFP (Inventory Finish Part) menuju dock shipping
dan menaikkan produk-produk tersebut ke truck pengangkutan.

34
Gambar 3.25. Forklift
ii. Crane
Dalam melakukan proses stamping pada Line Big Press digunakan dies yang
berukuran besar dan sangat berat sehingga tiap pergantian dies tidak dapat
dilakukan dengan cara memindahkannya secara manual. Perpindahan dies
ketika proses pergantian dies menggunakan alat handling berupa crane.
Gambar 3.26. Crane
iii. Hand lift
Perpindahan part dari workcenter satu ke workcenter lainnya dilakukan dengan
menggunakan handlift atau hand pallet. Namun handlift digunakan untuk
memindahkan barang ketika barang tersebut perlu diletakkan atau diambil dari
ketinggian tertentu.

35
Gambar 3.25. Hand lift
iv. Hand Pallet
Selain forklift, crane, handlift, perpindahan material atau part dari workcenter satu
ke workcenter lainnya dilakukan juga dengan menggunakan hand pallet. Hand
pallet diperuntukkan untuk part-part yang hanya perlu dipindahkan dari satu area
ke area lain saja.
Gambar 3.26. Hand Pallet
36
BAB 4
TINJAUAN PEKERJAAN MAHASISWA
4.1. Lingkup Pekerjaan
Pada saat pelaksanaan kerja praktek di Divisi Stamping & Tools di PT. Mekar
Jaya Armada Magelang saya ditempatkan di bagian PPC (Production Planning
Control) sebagai staff PPC.
4.2. Tanggung Jawab dan Wewenang Dalam Perusahaan
Berikut ini adalah tanggung jawab dan wewenang yang diberikan oleh
departemen PPC dalam pelaksanaan kerja praktek ini, yaitu antara lain :
1. Mengamati keseluruhan pekerjaan yang dilakukan pada setiap departement.
2. Mengamati proses pembuatan part di lantai produksi.
3. Menaati peraturan perusahaan yang telah ditetapkan.
4. Mengerjakan kasus-kasus yang diberikan pembimbing lapangan.
5. Mempresentasikan hasil kasus yang diberikan pembimbing lapangan.
6. Menginput data performance actual vs planning.
7. Menginput data menggunakan SAP.
8. Menerapkan kanban pada Line B.
4.3. Metodologi Pelaksanaan Pekerjaan
a. Input Data
Selama minggu pertama kerja praktek dilaksanakan, mahasiswa kerja praktek
diberikan tugas untuk mempelajari terlebih dahulu mengenai sistem Divisi
Stamping & Tools mulai dari melakukan observasi pada bagian IRM (Inventory
Raw Material), IFP (Inventory Finish Part), Gudang Consumable, dan
keseluruhan lantai produksi. Selain itu mahasiswa kerja praktek ditugaskan untuk
mempelajari istilah-istilah yang berkaitan dengan kegiatan di Divisi Stamping &
Tools.
Tugas harian yang diberikan oleh pembimbing lapangan adalah menginput data
performance actual vs. planning untuk Line Small Press. Data tersebut
digunakan untuk mengetahui performansi pada Line Small Press dengan cara
membandingkan produksi actual dengan rencana produksinya. Data-data
produksi tersebut didapatkan dari setiap planner pada bagian PPC. Input
dilakukan dengan menggunakan Ms. Excel dan dilakukan setiap harinya. Ketika
melakukan input tersebut, mahasiswa kerja praktek diwajibkan untuk mengecek

37
apakah data yang telah dituliskan oleh planner sesuai dengan perhitungan
setelah diinputkan di Ms. Excel. Jika terdapat data yang salah maka mahasiswa
kerja praktek perlu melakukan cross check dengan planner yang bersangkutan.
Berikut merupakan contoh laporan performance actual vs planning untuk tanggal
17-23 Juli 2017.
Gambar 4.1. Format Meiruka
Gambar 4.2. Perhitungan Performance Actual vs Planning Line Small Press
17-23 Juli 2017

38
Gambar 4.3. Grafik Performance Actual vs Planning Line Small Press 17-23
Juli 2017
b. Penyelesaian Kasus
i. Delay Pada IFP (Inventory Finish Part)
Selain tugas harian, mahasiswa kerja praktek juga ditugaskan untuk
menyelesaikan kasus atau permasalahan yang ada pada Divisi Stamping &
Tools. Salah satunya adalah menganalisis penyebab terjadinya delay di IFP
dengan menggunakan diagram fishbone lalu membuat rencana perbaikan dan
penanggulangan delay pada IFP. Rencana perbaikan dan penanggulangan delay
dibuat dengan metode 5W1H.
39
Gambar 4.4. Rencana Perbaikan dan Penanggulangan Delay
Berdasarkan analisis 5W1H maka diketahui akar permasalahan penyebab delay
pada bagian IFP adalah tidak adanya cross training pada operator produksi. Para
operator hanya menguasai tugas mereka masing-masing saja dan dengan
jumlah operator yang tidak dilebihkan sehingga ketika ada satu saja operator
yang tidak masuk kerja, maka pekerjaan tersebut akan terhambat karena tidak
ada yang bisa menggantikannya. Hal ini menyebabkan terlambatnya produk jadi
diterima sehingga IFP terlambat mengirimkan produk jadinya.
Selain itu sistem produksi yang diterapkan adalah push system dimana produksi
selalu dilakukan ketika ada material tersedia untuk diproses. Hal ini
menyebabkan overproduction sedangkan pengiriman dilakukan setelah produk
jadi tersebut diangkut ke dock receiving dan hal tersebut hanya dapat dilakukan
dengan menggunakan pallet. Pallet yang digunakan dibagi menjadi dua kategori
berdasarkan lokasi penggunaannya yaitu pallet internal dan pallet eksternal.
Pallet internal hanya dapat digunakan di lantai produksi saja sedangkan pallet
eksternal digunakan untuk pengiriman ke MAJ Tambun yang nantinya
dikembalikan lagi ke Divisi Stamping & Tools Magelang. Ketika terjadi
overproduction maka perputaran pallet tidak akan lancar dan mengakibatkan
barang menumpuk dan tidak bisa dikirim.
40
Layout yang tidak efisien juga mengakibatkan waktu transportasi menjadi besar.
Lokasi dan jarak antar workcenter tidak disesuaikan dengan kebutuhan
keterkaitan antar workcenternya sehingga proses yang dilaksanakan tidak efisien
dan mengakibatkan waktu transportasi semakin besar sehingga menyebabkan
delay pada IFP karena barang telat diterima di IFP.
Pada dasarnya PT. Mekar Armada Jaya telah menerapkan konsep 5S pada
sistem perusahaannya namun pada pelaksanaannya belum dilakukan secara
baik. Fungsi 5S sendiri yaitu untuk menghilangkan waste sedangkan 5S tidak
benar-benar diterapkan sehingga tidak optimalnya 5S juga menjadi salah satu
penyebab delay. Ketika akan mengirimkan produk jadi maka diperlukan polybox
namun jumlah polybox yang kurang menyebabkan barang tidak bisa langsung
dikirim dan mengakibatkan penumpukkan di IFP. Selain itu material sering
terlambat diterima sehingga produksi tidak dapat dilakukan hal ini juga
menyebabkan kurangnya atau belum jadinya produk sehingga terjadi delay di
IFP.
Berdasarkan analisis akar permasalahan yang telah dilakukan maka rancangan
perbaikan yang diusulkan yaitu menerapkan cross training, menerapkan sistem
kanban, perbaikan layout dengan mempertimbangkan keterkaitan antar
workcenter (menggunakan ARC) dan menghitungnya dengan Material Handling
Planning Sheet, mengoptimalkan penerapan 5S, pengadaan polybox dan
memperbaiki sistem MRP baik untuk sistem MRP pada PT. MAJ Tambun dan
PT. MAJ Magelang.
ii. Usulan Langkah dalam Perbaikan Rancangan Layout
Pada saat dilakukan analisis delay, diketahui bahwa salah satu masalah yang
ada pada lantai produksi adalah layout yang tidak efisien. Mahasiswa kerja
praktek diminta untuk membuat langkah awal dalam perbaikan rancangan tata
letak fasilitas manufaktur. Hal ini dilakukan dengan membuat ARC (Activity
Relation Chart) untuk setiap workcenter pada lantai produksi sebagai masukan
bagi pihak PE (Production Engineering) di Divisi Stamping & Tools. Sebelum
membuat ARC mahasiswa melakukan observasi pada setiap workcenter untuk
mengetahui aktivitas produksi, alur produksinya, serta keterkaitan antar
workcenternya. Berikut adalah ARC yang telah diusulkan. Langkah yang
dilakukan hanya sebatas menggambarkan ARC karena terkendala dengan waktu

41
dan mahasiswa lebih difokuskan untuk menyelesaikan tugas utamanya yaitu
menerapkan kanban pada Line Big Press.

42
EA7. B6
AA1, A5
AA1, A5
U
U
EA1, A5
EA1,A5
1. Big Press Line A
2. Big Press Line B
3. Metal Finish Big Press & Small Press
6. Quality Control Small Press
7. Quality Control Big Press
8. Inventory Finish Part Small Press
9. Inventory Finish Part Big Press
10. Bending
11. Handmade
12. Trimming
14. Milling
15. Sub Assembly
16. Finishing 3 Way & SSW
17. Metal Finishing
AA1, A5
OB4
IB6
EA1,A5
AA1, A5
AA1, A5
AA1, A5
U
EA1, A5, B2
EA1,A5
EA1,A5
U
U
AA1, A5
AA1, A5
EA1,A5
EA1,A5
IA1, A5
EA1,A5
U
U
U
U
U
EA1,A5
IA1, A5
U
U
U
U
U
U
U
U
U
IB2
EA1,A5, B2
U
U
AA1, A5, B2
U
IA1, A5
U
U
U
U
U
U
U
IA1, A5
U
OB4
U
U
U
U
U
OB4
U
U
XA8
U
U
U
U
XA8
U
U
U
U
U
U
U
U
U
U
U
U
U
U
U
A = MerahE = JinggaI = HijauO = BiruU = Tak BerwarnaX = Coklat
A = Absolutely NecessaryE = Especially ImportantI = ImportantO = OrdinaryU = UnimportantX = Undesireable
A1. Urutan aliran kerja2. Mempergunakan peralatan yang sama3. Menggunakan catatan yang sama4. Menggunakan ruang sama5. memudahkan pemindahan barang.6. Perpindahan pegawai7. Bising, kotor, debu, getaran, dsb.8. Menggunakan crane
B1. Menggunakan pegawai yang sama2. Pentingnya berhubungan3. Derajat hubungan kepegawaian4. Jalur perjalanan normal5. Kemudahan pengawasan6. Melaksanakan pekerjaan serupa7. dll.
C1. Menggunakan catatan yang sama2. Derajat hubungan kertas kerja3. Derajat hubungan informasi4. Rentang kendali dan komando5. Menggunakan alat komunikasi yang sama6. dll..
Alasan KedekatanU
U
IA1, A5
IA1, A5
IA1, A5
IA1, A5
AA1, A5
U
U
U
U
U
U
U
U
U
13. Stationery Sport Welding (SSW)
ARC PRODUKSI PT. MEKAR ARMADA JAYA DIVISI STAMPING & TOOLS
18. Qualilty Control 3 Way & SSW
EA1,A5
EA1,A5
EA1,A5
EA1,A5
IA1, A5
U
U
U
U
U
U
U
U
U
AA1, A5
OB4
OB4
OB4
OB4
IA1, A5
U
U
U
U
U
U
U
U
U
OB4
AA1, A5, B6
19. Invetory Finish Part 3 Way & SSW
IA5, B2
IA5, B2
IA5, B2
IA5, B2
IA5, B2
U
U
U
U
U
U
U
U
U
IA5, B2
IA5, B2
AA1, A5
4. Oles
U
OB4
OB4
OB4
OB4
OB4
OB4, C3
OB4, C3
U
U
U
U
U
U
XA8
OB4
OB4
OB4
EA1,A5
5. Small Press
Gambar 4.5. Activity Relation Chart

43
iii. Penerapan Kanban pada Line Big Press
Selain tugas dan penyelesaian kasus harian, pembimbing lapangan memberikan
tugas untuk mahasiswa kerja praktek menerapkan kanban pada suatu line di
lantai produksi Divisi Stamping & Tools yaitu Line Big Press. Hal ini merupakan
salah satu target PPC untuk memperbaiki dan mengoptimalkan produksi pada
Divisi Stamping & Tools di PT MAJ Magelang. Tugas ini diberikan untuk
dikerjakan dalam tim dengan salah satu mahasiswa yang juga melaksanakan
kerja praktek di bagian PPC pada Divisi Stamping & Tools. Perhitungan kanban
dilakukan dengan menggunakan Ms. Excel dengan rumus kanban yang
diberikan dari PT. Mekar Armada Jaya. Rumus ini merupakan rumus kanban
yang telah disesuaikan dengan karakteristik dan sistem dari perusahaan itu
sendiri.
Gambar 4.6. Perhitungan Jumlah Kanban Line Big Press
Selain menghitung jumlah kanban, kebutuhan pallet untuk setiap jenis pallet
yang digunakan pada Line Big Press juga dihitung. Berdasarkan perhitungan
maka didapatkan total kebutuhan pallet pada Line Big Press adalah 874 pallet.
Gambar 4.7. Perhitungan Jumlah Pallet Line Big Press

44
Setelah jumlah kanban dan pallet yang dibutuhkan dihitung, desain kartu kanban
dibuat dengan menggunakan excel. Desain kartu kanban yang diusulkan
memberikan informasi sebagai berikut:
i. Job Number (Job No)
ii. Part Number (Part No)
iii. Kuantitas pieces setiap kanban (Qty / Kbn)
iv. Tipe pallet yang digunakan untuk membawa part tersebut (Type
Pallet)
v. Kuantitas per unit (Qty / Unit)
vi. Line produksi dimana produk diproses (Line Process)
Berikut merupakan desain kartu kanban yang telah diusulkan
Gambar 4.8. Desain Kartu Kanban
Semua tugas penyelesaian kasus yang diberikan selalu dipresentasikan ke
pembimbing lapangan dan didiskusikan bersama. Selain tugas-tugas yang telah
disebutkan masih terdapat tugas-tugas lain seperti menghitung Overall
Equipment Effectiveness pada Line Small Press, melakukan observasi setiap
bagian pada Divisi Stamping & Tools, menginput data produksi dengan
menggunakan SAP. Tidak hanya melaksanakan tugas dari pembimbing namun
diskusi selalu dilakukan selama kurang lebih 30 menit sebelum jam kerja selesai.
Hal yang didiskusikan merupakan saran dan usulan perbaikan terutama untuk
sistem produksi Divisi Stamping & Tools di PT Mekar Armada Jaya Magelang.

45
BAB 5
PENUTUP
5.1. Kesimpulan
Kerja Praktek dilaksanakan pada 19 Juni 2017 sampai dengan 4 Agustus 2017 di
PT. Mekar Armada Jaya Magelang yang beralamatkan di Jl. Mayjend Bambang
Soegeng No.7 PO BOX 160 Magelang 56172. PT. Mekar Armada Jaya dibagi
menjadi 2 bagian yang bergerak dalam bidang Manufacturing yaitu Divisi
Stamping & Tools dan Karoseri. Produk yang dihasilkan adalah spare part mobil
atau bus serta dies. Spare part tersebut dibuat berdasarkan permintaan para
konsumennya yaitu Astra Daihatsu Motor (ADM), Mitsubishi Krama Yudha
Motors (MKM), Toyota Motor Manufacturing Indonesia (TMMIN), UNIPRESS,
dan Suzuki. Produk-produk tersebut nantinya akan dipasarkan dengan sistem
business to business dimana produk tidak dijual ke konsumen akhir namun di
supply ke perusahaan lain. Pada saat pelaksanaannya, mahasiswa kerja praktek
ditempatkan di bagian PPC (Production Planning Control) sebagai staff PPC.
Selama pelaksanaannya, mahasiswa kerja praktek diberikan tugas oleh
pembimbing lapangan harian berupa menginput data performance actual vs.
planning untuk Line Small Press. Selain tugas harian, terdapat tugas untuk
memberikan usulan atas beberapa masalah yang terjadi Divisi Stamping & Tools
yaitu memberikan usulan rencana perbaikan dan penanggulangan delay pada
Inventory Finish Part (IFP), membuat Acitivity Relation Chart lantai produksi,
serta menerapkan kanban pada Line Big Press.
5.2. Saran
Berikut ini merupakan saran bagi Divisi Stamping & Tools di PT. Mekar Jaya
Armada Magelang dalam perencanaan dan pengendalian produksinya:
1. PT. Mekar Jaya Armada Magelang sebaiknya mengoptimalkan penerapan
berbagai konsep dari Just in Time Production yang telah ada agar tujuan awal
menghilangkan atau meminimasi waste dapat tercapai.
2. Perlu adanya evaluasi mengenai tata tertib penggunaan alat dan material
handling ketika bekerja agar digunakan sesuai dengan fungsinya.
46
DAFTAR PUSTAKA
Mekar Armada Jaya Official Website. http://newarmada.id/ diakses pada 26
Agustus 2017

47
LAMPIRAN