la filiera del biogas - laboratorio...
TRANSCRIPT

La filiera del biogasAspetti salienti dello stato dell’arte e prospettive
www.assam.marche.it

La filiera del biogasAspetti salienti dello stato dell’arte e prospettive

Autori del testo
Andrea Bordoni
Assessorato all’Agricoltura - Regione Marche
Emilio Romagnoli
ASSAM
Ester Foppa Pedretti
Giuseppe Toscano
Giorgio Rossini
Eugenio Cozzolino
SAIFET - Università Politecnica delle Marche
Coordinamento Scientifico
Prof. Giovanni [email protected]
Per informazioni
Emilio Romagnoli
ASSAM - Agenzia Servizi Settore Agroalimentare delle Marche
Trasferimento dell’Innovazione, Comunicazione e Progetti Comunitari
via Alpi, 2 - 60100 ANCONA - Tel. 071 808216
e- mail: [email protected]

La
fiL
ier
a d
eL B
iog
as Premessa................................................................................................5
1. LadigestioneanaerobicaPerLaProduzionedibiogas.......................62. LebiomasseutiLizzabiLiPerLadigestioneanaerobica.......................92.1. I reflui zootecnici..................................................................................... 102.2. Le biomasse da colture dedicate ............................................................ 122.3. I sottoprodotti ed i rifiuti ....................................................................... 133. LagestionedeLProcessodida......................................................... 163.1 Equilibri nel processo di DA .................................................................. 16 Scheda 1 - I sottoprodotti ......................................................................... 184. iLbiogaseLecaratteristichemetanigenedeLLebiomasse.............. 194.1 Caratteristiche del biogas ...................................................................... 194.2 Rese metanigene delle biomasse ............................................................ 205. tiPoLogieimPiantisticheeaLcuniesemPidiimPianti........................235.1 Inquadramento delle principali tipologie impiantistiche .................... 235.2 Aspetti gestionali degli impianti ............................................................ 295.3 Indicazioni sui costi dell’impiantistica ................................................. 306. LatrasformazioneenergeticaegLiutiLizzideLbiogas................... 316.1 Trasformazioni energetiche del biogas in energia elettrica, termica e combustibili ............................................................................ 316.2 Gli utilizzi più diffusi del biogas ............................................................ 326.3 Produzione di biometano ....................................................................... 337. LasituazioneeLeProsPettivedeLbiogasineuroPaedinitaLia....347.1 Lo stato di sviluppo in Europa e in Italia ............................................. 347.2 Le prospettive di crescita ....................................................................... 357.3 Esempi di impianti sviluppati nelle Marche ....................................... 358. fattoridisuccessoeLimitiaLLosviLuPPo.........................................40 Allegato 1 - Riferimenti normative della filiera del biogas ..................... 42 Bibliografia ............................................................................................... 45
4 5

La
fiL
ier
a d
eL B
iog
as
Premessa
La presente linea-guida fa parte di una collana divulgativa dedicata al tema dell’energia ottenuta da fonti rinnovabili di origine agricola e forestale e realizzata dall’Assessorato Agricoltura. della Regione Marche in collaborazione con ASSAM e il Dipartimento SAIFET dell’Università Politecnica delle Marche.Vengono qui affrontati i principali aspetti tecnici ed economici legati alla filiera biogas-energia a partire da matrici di prodotti agricoli e agro-industriali. In particolare, si è cercato di mettere in evidenza gli argomenti di maggiore interesse pratico sviluppando i seguenti punti:• fasi del processo di digestione anaerobica e di produzione di biogas;• tipologia e caratteristiche delle biomasse utilizzabili;• principali tipologie impiantistiche di potenziale interesse per le Marche;• quadro della attuale diffusione della tecnologia e prospettive di evoluzione.Lo scopo è quello di fornire al lettore gli elementi base della materia e gli spunti per sviluppare gli opportuni approfondimenti su questa particolare forma di produzione energetica.
6 7

La
dig
est
ion
e a
na
er
oB
ica
Pe
r L
a P
ro
du
zio
ne d
i Bio
ga
s
1. La digestione anaeroBica Per La Produzione di Biogas
La digestione anaerobica è un processo biologico per mezzo del quale, in assenza di ossigeno, la sostanza organica contenuta nei materiali di origine vegetale e animale viene trasformata in biogas, costituito principalmente da metano (CH
4) e
anidride carbonica (CO2). La percentuale di metano varia, a seconda del tipo di
sostanza organica digerita e delle condizioni di processo, da un minimo di 50 fino a circa l’80%. I microrganismi anaerobi che operano questa trasformazione presentano basse velocità di crescita e basse velocità di reazione; da ciò la necessità di mantenere, per quanto possibile, condizioni ottimali dell’ambiente di reazione per favorirne il metabolismo (fig. 1.1).La digestione anaerobica può essere condotta in condizioni mesofile (a temperature di circa 35° C), termofile (a circa 55° C) o, più raramente, a freddo (digestione psicrofila). La temperatura di reazione determina in genere anche la durata del processo (tempo di residenza o di ritenzione). I tempi sono mediamente compresi tra 15 e 50 giorni se il processo avviene in mesofilia, tra 14 e 16 se avviene in termofilia e di 60-120 giorni in psicrofilia (tab. 1.1).
Fig. 1.1 - Schematizzazione di un processo di digestione anaerobica
Carboidrati
SO
ST
AN
ZA
OR
GA
NIC
AD
IGE
ST
ION
EA
NA
ER
OB
ICA
BIO
GA
S
DIGESTATO
Zuccheri Glicerolo eacidi grassi
Gruppisubproteici
Amminoacidi
Ammoniaca,Ammine,
Azoto,Mercaptani
H2S, H
2Indolo,Scatolo
Acidivolatili
Acidivolatili, alcolii
CO2
(50 - 20%)Metano
(50 - 80%)
Grassi Proteine
Tab. 1.1 - Tempi indicativi di permanenza nel digestore della sostanza organica in funzione della temperatura di processo
Temperatura di processo Tempi di permanenza1
(giorni)
- in condizioni di termofilia = 50-55 °C 14 - 16
- in condizioni di mesofilia = 30-35 °C 15 - 50
- in condizioni di psicrofilia o “a freddo” < 20°C 60 - 120
La digestione anaerobica è un processo molto complesso operato da differenti gruppi di batteri (tab. 1.2) che agiscono in serie. La trasformazione avviene con una sequenza di fasi successive che, in piccola parte, tendono a sovrapporsi. Le prime due fasi possono essere considerate di preparazione e solo nella terza fase si ha produzione di biogas. Più in dettaglio, nella prima fase, i batteri idrolitici “spezzano” i composti organici complessi (cioè carboidrati, proteine e grassi) in sostanze più semplici (fase di idrolisi). Nella seconda fase tali sostanze vengono trasformate, in un primo stadio, in acidi organici mediante reazioni di acidogenesi e, successivamente, in acetato (COOH-CH
3), anidride carbonica (CO
2) e idrogeno (H
2), attraverso
processi di acetogenesi (fase di fermentazione). Nell’ultima fase, quella più delicata, i batteri metanigeni trasformano i prodotti formatisi nella fase precedente in metano (CH
4) ed anidride carbonica, i principali costituenti del biogas (metanogenesi).1
Tab. 1.2 - Gruppi batterici attivi nei processi di digestione anaerobica e relativi substrati e prodotti metabolici.2
t=0
Fase
1:
Idro
lisi Batteri idrolitici e Funghi
(Penicillium, Aspergillus, Rhizopus)
Agiscono sulle macromolecole biodegradabili trasformandole in molecole più semplici.
Fase
2: F
erm
enta
zion
e
Batteri acidogeniUtilizzano i composti organici semplici, derivanti dall’azione dei batteri idrolitici, producendo acidi organici a catena corta.
Batteri acetogeni
Sono produttori obbligati di H2 (OHPA - Obbligate
Hydrogen Producing Acetogens) a partire dagli acidi organici prodotti dagli acidogeni, producono acetato, H2 e CO2.
Batteri omoacetogeni Utilizzano CO2 e H2 per sintetizzare acetato.
Fase
3:
Met
anog
enes
i
Batteri metanigeni2 (Methanobacterium, Methanococcus, Methanosarcina)
IdrogenotrofiA partire da CO2 e H2 producono CH4. Il metano viene liberato in fase di gas (grazie alla sua scarsa solubilità in H
2O); la CO
2 partecipa alle reazioni in
relazione all’equilibrio con i carbonati presenti.
t AcetoclasticiDal metabolismo dell’acido acetico producono CH4 e CO2.
1 I tempi di permanenza sono validi in processi di codigestione con una prevalenza di sottoprodotti e reflui zootecnici; in presenza di sole biomasse vegetali i tempi sono significativamente più alti (anche più del doppio).
2 La temperatura ottimale per velocizzare la produxione di metano, e quindi minimizzare i tempi di ritenzione, è compresa tra 35 e 55° C; al di sotto dei 10° C l’attività è molto ridotta, mentre a temperature superiori ai 65° C si ha la morte delle cellule.
Tem
po d
i per
man
enza
8 9

Le B
iom
ass
e u
tiL
izz
aB
iLi P
er
La
dig
est
ion
e a
na
er
oB
icaLa sostanza organica viene quindi degradata liberando biogas, vettore energetico
del processo, in misura variabile dal 30 all’85%. Bassi livelli di rese in biogas possono essere imputabili a più fattori: basse temperature; tempi di ritenzione troppo brevi per una determinata temperatura; scorretta gestione idrodinamica del reattore (zone morte); rilevante presenza di sostanze antibiotiche.
La resa in biogas dipende anche dalla tipologia di biomassa utilizzata. Il capitolo successivo riporta una ampia rassegna di matrici organiche e le relative caratteristiche funzionali alla digestione anaerobica (DA). In prima istanza, in tabella 1.3, si indicano la resa in biogas e la percentuale di metano in essa contenuta, correlate alla composizione organica dei materiali di partenza. La maggior capacità metanigena è attribuibile ai grassi (≈ 0,85 m3/kg), seguita dalle proteine (≈ 0,5 m3/kg) e infine dai carboidrati (≈ 0,4 m3/kg).
Tab. 1.3 - Resa in biogas e metano delle diverse componenti organiche
SubstratoBIOGAS Metano nel Biogas Metano
(m3/kg) (%) (m3/kg)
Carboidrati 0,79 50% 0,40
Proteine 0,70 71% 0,50
Grassi 1,25 68% 0,85
2. Le Biomasse utiLizzaBiLi Per La digestione anaeroBica
Nel corso degli ultimi anni i processi di DA hanno avuto un notevole sviluppo e numerose sono state le esperienze di utilizzo di differenti biomasse (reflui zootecnici, colture dedicate, sottoprodotti o rifiuti). Tale varietà di substrati è stata usata sia in processi di DA monomatrice, che in miscela in processi di codigestione.
La scelta della matrici organiche da utilizzare in un processo di DA, più o meno combinate tra di loro3, è condotta seguendo differenti logiche gestionali:- Scelta di dare priorità di utilizzo ad un refluo o rifiuto aziendale - È stata
sicuramente una delle ragione principali che ha spinto e sostenuto la filiera. Negli ultimi tempi a tale aspetto, che per alcune situazioni rimane prioritario, si sono associate logiche di aumento di efficienza delle DA nel suo complesso e, quindi, di aumento delle redditività delle imprese agro-energetiche;
- Possibilità di reperire biomasse dedicate - È normalmente semplice reperire biomasse dedicate coltivate su terreni della stessa impresa agroenergetica. Tuttavia sono comuni anche accordi per la fornitura di biomassa dedicata proveniente da aziende vicine.
- Possibilità di reperire sottoprodotti idonei a costi contenuti - Vi sono molte esperienze che utilizzano sottoprodotti e rifiuti presenti in abbondanti quantità nelle vicinanze dell’impianto di DA, spesso a costi nulli o relativi al solo trasporto. Pertanto, la possibilità di abbattere il costo di produzione del biogas rende appetibile tale scelta, che deve essere accompagnata da una attenta combinazione delle matrici organiche.
- Il costo della matrice organica utilizzabile - Qualunque scelta di matrici per il processo di DA deve essere valutata in relazione al suo costo (€/t di tal quale). Questa componente va ovviamente vista relativamente al processo di DA; ad esempio molti reflui, pur presentando costi nulli, hanno rese in biogas molto basse e/o inducono complicazione di processo o di filiera tali da sconsigliarne l’utilizzo.
- La produttività in termini di biogas (m3/unità di peso) delle matrici disponibili - La resa in biogas (m3/t di tal quale) dipende ovviamente dal tipo di matrice. Per stimare il costo unitario del biogas producibile (€/m3 di biogas) è necessario considerare le matrici in funzione di questa caratteristica.
3 Senza considerare la scelta del processo di conversione.
Per codigestione si intende l’utilizzo contemporaneo di diverse tipologie di matrici (co-substrati) in diversa proporzione. Le biomasse utilizzabili possono essere liquami zootecnici, bio-masse da colture dedicate, fanghi di depurazione, frazione organica di RU, residui agricoli, rifiuti dell’industria agroalimentare.
10 11

Le B
iom
ass
e u
tiL
izz
aB
iLi P
er
La
dig
est
ion
e a
na
er
oB
ica2.1 I reflui zootecnici
I reflui sono i prodotti di scarto di un allevamento o, meglio, sono il risultato della miscela di svariati materiali: deiezioni zootecniche (feci, urine), acque di lavaggio, lettiera, peli, residui alimentari. Le deiezioni, e ancor più i reflui zootecnici, presentano pertanto una composizione estremamente variabile, non solo in funzione della specie animale che li origina (bovina, suina, avicola), ma anche in funzione delle modalità di allevamento e di gestione del refluo nel suo complesso.
Le deiezioni zootecniche, da un punto di vista fisico/gestionale, possono trovarsi sia in forma palabile (letami) che pompabile (liquami) in funzione del contenuto di sostanza secca (fig. 2.1).
Fig. 2.1 - Classificazione delle deiezioni zootecniche in relazione al contenuto di sostanza secca0
liquami
pompabili palabili
semisolide solide
5 10 15 20 25 30 35 40 45 %ss
deiezioni tal quali
Tra i reflui zootecnici, i liquami presentano una composizione chimico/fisica mediamente più adatta per i processi di DA più diffusi. Nella tabella 2.1 sono riportati alcuni esempi indicativi dei principali liquami zootecnici con le rispettive caratteristiche chimiche.
Tab. 2.1 - Caratteristiche chimiche dei liquami prodotti da diverse specie zootecniche
Specie in allevamento
Contenuto di s.s.
Solidi volatili Azoto1 Fosforo2 Potassio3 Rame Zinco
% su t.q. % su s.s. kg/t tq kg/t tq kg/t tq mg/kg ss mg/kg ss
Bovini da latte 10 - 16 75 - 85 3,9 - 6,3 1,0 - 1,6 3,5 - 5,2 40 - 70 150 - 750
Bovini da carne 7 - 10 75 - 85 3,2 - 4,5 1,0 - 1,5 2,4 - 3,9 40 - 70 150 - 750
Vitelli carne bianca
0,6 - 2,9 60 - 75 1,3 - 3,1 0,1 - 1,8 0,4 - 1,7 30 - 60 600 - 1100
Suini 1,5 - 6,0 65 - 80 1,5 - 5,0 0,5 - 2,0 1,0 - 3,1 250 - 800 600 - 1000
Ovaiole 19 - 25 70 - 75 10,0 - 15,0 4,0 - 5,0 3,0 - 7,5 40 - 130 390 - 4901) Azoto (N) totale Kjeldahl (N organico + N ammoniacale)2) Fosforo (P) totale; 3) Potassio (K) totale
Per i letami (tab. 2.2), in virtù del loro elevato contenuto in sostanza secca, si rende necessaria l’adozione di un processo tecnologico in grado di lavorare sul secco (ss >20%) oppure, in alternativa, devono essere necessariamente utilizzati in processi di codigestione, miscelati con altre matrici più liquide.
Tab. 2.2 - Contenuto di sostanza secca e percentuale di sostanza organica di alcuni dei più comuni letami
Tipo di materiale
Sostanza secca(%)
Solidi volatili(% di s.s.)
Azoto(% di s.s.)
da a da a da a
Letame bovino 11 25 65 - 85 85 1,2 2,8
Letame suino 20 28 75 - 90 90 1,8 2,0
Letame avicolo* 60 80 75 - 85 85 4,3 6,7
Pollina preessiccata 40 80 60 - 70 70 3,4 6,4
Letame ovino 22 40 70 - 75 75 6 11* Lettiera esausta di polli e faraone da carne
In generale, per i reflui zootecnici, i fattori che devono essere maggiormente considerati sono:- composizione del materiale - influisce sulla la velocità di degradazione
(degradabilità) che presenta valori decrescenti rispettivamente per proteine, grassi, cellulosa, lignina. Ad esempio il liquame bovino, a maggior contenuto di materiale cellulosico, presenta una velocità di degradazione inferiore a un liquame suino più ricco in grassi che, tra l’altro, come abbiamo visto in tabella 1.3, ha maggiori rendimenti in biogas rispetto agli altri liquami;
- presenza di elementi tossici per il metabolismo microbico - sono spesso micronutrienti, quali sodio (Na), potassio (K), calcio (Ca), magnesio (Mg), ammonio (NH
4+), zolfo (S) che, se presenti in eccesso, possono indurre
tossicità; inoltre anche metalli pesanti, quali rame (Cu), cromo (Cr), nichel (Ni), zinco (Zn), piombo (Pb) possono creare danni al metabolismo se presenti in concentrazioni superiori a 1 mg/l.
REFLUI ZOOTECNICI: PRO e CONTRO relativi al loro utilizzo nei processi di DA
PRO CONTRO
- Costo basso o nullo della matrice;- Reperibilità in ambiti territoriali limitrofi nei numerosi
distretti zootecnici italiani;- Valorizzazione degli scarti e potenziale integrazione di reddito
dell’azienda zootecnica;- Presenza di strutture di stoccaggio preesistenti (nelle aziende
zootecniche);- Creazione di possibilità di sbocco più agevole per il digestato,
quando si prevedono spandimenti in suoli non aziendali;- Stabilizzazione con riduzione delle emissioni maleodoranti;- Possibilità di utilizzare nei processi di codigestione differenti
matrici - anche residuali - in miscela.
- Basse rese metanigene;- Riduzione dell’apporto ai suoli della componente carboniosa;- Possibile formazione di croste flottanti con reflui
eccessivamente pagliosi (letami).
12 13

Le B
iom
ass
e u
tiL
izz
aB
iLi P
er
La
dig
est
ion
e a
na
er
oB
ica2.2 Le biomasse da colture dedicate
L’utilizzo delle colture dedicate in codigestione si è diffuso nel corso degli ultimi anni. Inizialmente disponibili in casi di sovrapproduzione, provenienti da terreni marginali, parzialmente coltivati o da terreni in set-aside, con l’evoluzione della filiera - grazie soprattutto agli incentivi (certificati verdi e altro) - sono sempre di più usate in modo vantaggioso sia nei grandi che nei piccoli impianti. Nel primo caso, in una logica più orientata all’aumento dei ricavi, vengono impiegate, in particolare, in processi di DA dei rifiuti; nel secondo caso, invece, servono a migliorare l’efficienza globale del processo (standardizzazione della miscela in ingresso) e a raggiungere più opportune economie di scala. In tabella 2.3 sono riportate le caratteristiche delle colture dedicate più comuni.
Tab. 2.3 - Valori di riferimento di sostanza secca, solidi volatili e azoto di alcune colture dedicate alla DA
SubstratiSostanza secca
(%)Solidi volatili
(% di s.s.)Azoto
(% di s.s.)
da a da a da a
Insilato di mais 20 35 85 95 1,1 2,0
Insilato di sorgo 18 37 89 93 1,4 1,9
Segale integrale 30 35 92 98 3,8 4,2
Barbabietola da zucchero 21 25 90 95 2,4 2,8
Colletti e foglie di barbabietola 14 18 75 80 0,2 0,4
Erbasilo 25 35 70 95 2,0 3,4
Trifoglio 19 21 79 81 2,6 3,8
Nella tabella 2.3 si osserva che la percentuale di solidi volatili delle colture dedicate presenta valori di 10-15 punti percentuali superiori ai reflui zootecnici; ciò è chiaramente dovuto al fatto che si tratta di matrici organiche vergini e non predigerite dagli animali durante la loro alimentazione in relazione alla loro capacità di assimilazione dei nutrienti.
COLTURE DEDICATE: PRO e CONTRO relativi al loro utilizzo nei processi di DA
PRO CONTRO
- Uso in opportune miscele, ai fini della standardizzazione delle caratteristiche delle matrici in ingresso nel reattore nei processi di codigestione;
- Colture diffuse e/o di facile inserimento e adottabilità nell’azienda agraria;
- Reperibilità in ambiti territoriali limitrofi;- Aumento delle rese in biogas per unità di volume di reattore;- Relativa facilità di stoccaggio;- Creazione di possibilità di sbocco più agevole per il digestato,
quando I suoli da cui derivano le colture dedicate fanno parte dell’impresa bioenergetica.
- Aleatorietà del costo di opportunità per le notevoli fluttuazioni del mercato delle materie prime;
- Necessità di pretrattamenti e di attrezzature adatte allo scopo;- Possibile formazione di croste flottanti;- Aumento del digestato da gestire e quindi del carico di azoto
da smaltire per unità di superficie.
Nella figura 2.2 è riportata una schematizzazione del processo di DA relativo alle matrici trattate nei paragrafi 2.1 e 2.2.
Figura 2.2 - Codigestione di biomassa di esclusiva provenienza agricola
Biomasse di origine agricola
Refluizootecnici
Digestoreanaerobico
Biogas Digestato
Calore Energiaelettrica
Separazione
Frazionesolida
Utilizzoagronomico
Produzione di energiaelettrica, calore e digestato
Frazioneliquida
Colturededicate
Residuicolturali
2.3 I sottoprodotti ed i rifiuti
I sottoprodotti (SCHEDA 1 a pag. 16) che si possono usare convenientemente in codigestione in un processo di DA sono molteplici. Esistono esperienze consolidate di impianti per la produzione di biogas dalla frazione organica dei rifiuti inseriti nei siti di trattamento degli stessi. Per quanto riguarda il settore agricolo, però, l’interesse è più propriamente orientato a quegli impianti che utilizzano, per ragioni differenti4, sottoprodotti e/o rifiuti del comparto agroindustriale che possono essere inseriti, più opportunamente, all’interno di filiere agroenergetiche.Nella tabella 2.4 sono riportate alcune delle numerose biomasse che derivano dai processi di lavorazioni dei prodotti agricoli; nella tabella 2.5, invece, sono presenti alcune matrici inquadrate nell’ambito della normative sui rifiuti per le quali esistono esperienze di utilizzo in codigestione. Dalle tabelle si nota come gli scarti di lavorazione dell’agroindustria, analogamente alle biomasse dedicate, possono presentare delle percentuali di solidi volatili mediamente più alte rispetto a reflui e deiezioni zootecniche.
4 Le ragioni sono fondamentalmente due: l’abbattimento del costo di produzione del biogas e l’aumento delle rese energetiche.
14 15

Le B
iom
ass
e u
tiL
izz
aB
iLi P
er
La
dig
est
ion
e a
na
er
oB
icaTab. 2.4 - Valori di riferimento di sostanza secca, solidi volatili e azoto di alcuni
sottoprodotti e rifiuti utilizzabili nella DA
SubstratiSostanza secca (%)
Solidi volatili (%)
Azoto(% di s.s.)
da a da a da a
Residui della lavorazione dei succhi di frutta 25 45 90 95 1,0 1,2
Scarti lavorazione ortofrutta 5 20 80 90 3,0 5,0
Melasso 80 90 85 90 1,3 1,7
Residui della lavorazione delle patate 6 7 85 95 5,0 13,0
Buccette di pomodoro 27 35 96 97 3,1 3,2
Residuo della distillazione dei cereali 6 8 83 88 6,0 10,0
Trebbie di birra 20 25 70 80 4,0 5,0
Siero 4 7 80 92 0,7 1,5
Polpa di cellulosa 12 14 89 91 5,0 13,0
Acque di vegetazione 3,5 3,9 70 75 4,0 5,0
Tab. 2.5 - Valori di riferimento di sostanza secca, solidi volatili e azoto di alcuni sottoprodotti e rifiuti utilizzabili nella DA
SubstratiSostanza secca (%)
Solidi volatili (%)
Azoto(% di s.s.)
da a da a da a
Frazione organica residui solidi urbani (FORSU) 40 75 50 70 0,5 2,7
Scarti della ristorazione 9 37 80 95 0,6 5,0
Contenuto stomacale dei suini 12 15 75 86 2,5 2,7
Contenuto ruminale * 18 20 90 94 2,0 3,0
Sangue suino ** 6 20 93 95 14,7 17,0
Scarti in incubatoio ** 44 48 41 45 5,0 5,5
Uova rotte ** 21 25 95 97 7,5 8,5
* Categ. 2, ai sensi del Reg. CE 1774/02** Categ. 3, ai sensi del Reg. CE 1774/02
SOTTOPRODOTTI E RIFIUTI:PRO e CONTRO relativi al loro utilizzo nei processi di DA
PRO CONTRO
- Abbattimento del costo di produzione del biogas;- Aumento delle rese in biogas per unità di volume di reattore.
- Difficoltà di gestione e di stoccaggio;- Aumento della complessità gestionale;- Necessità di pre-trattamenti o post-trattamenti e delle
attrezzature adatte allo scopo;- Possibile formazione di croste flottanti;- Aumento del digestato da gestire e quindi dell’ azoto.
Nella figura 2.3 è riportata una schematizzazione del processo di DA relativo alle matrici trattate nel paragrafio 2.3; nello schema non si prevede l’utilizzo agronomico del digestato ma il suo conferimento ad un processo di compostaggio5.
Fig. 2.3 - Codigestione anaerobica di biomassa di origine non agricola e integrazione con il processo di compostaggio.
BIOMASSE DI ORIGINE NON AGRICOLA
Scarti dimacellazione
Biogas Digestato
Separazione
Calore Energiaelettrica
Frazionesolida
Frazioneliquida
CompostaggioProduzione di energia elettrica,calore e compost
Digestoreanaerobico
Sottoprodottiagroalimentari FORSU* Fanghi
* Frazione Organica dei Rifiuti Urbani
5 Per un approfondimento di questa opzione si veda il capitolo 7.
16 17

La
ge
stio
ne d
eL P
ro
ce
sso
di d
a
18
SCHEDA 1 - SottoprodottiAi sensi del recente D.Lgs. n. 4 del 16-01-2008, all’art. 183, comma 1, lettera p), affinchè sia possibile classificare “sottoprodotto”, anziché “rifiuto”, lo scarto, o residuo, avviato ad un altro ciclo produttivo, (es. produzione di “metano”) questo deve rispettare quanto di seguito enunciato: - deve essere generato da un processo produttivo, pur non essendone l’oggetto
principale; - l’impiego in altro processo produttivo deve essere certo, sin dalla fase della
sua produzione, e integrale. Il processo in cui lo scarto è reimpiegato deve essere preventivamente individuato e definito;
- il sottoprodotto deve avere caratteristiche merceologiche e di qualità ambientale tali da garantire che il suo uso non generi un impatto ambientale qualitativo e quantitativo diverso da quello ammesso e autorizzato nell’impianto di destinazione;
- le caratteristiche di compatibilità ambientale di cui sopra devono essere possedute dal sottoprodotto sin dal momento della sua produzione; non sono consentiti trattamenti o trasformazioni preliminari al loro reimpiego a tale scopo;
- il sottoprodotto deve avere un valore economico di mercato.La nuova definizione di “sottoprodotto” risulta di notevole importanza per le ripercussioni che può avere nell’inquadramento complessivo dell’attività di produzione di energia e dei relativi “scarti di produzione”.Sebbene, allo stato attuale, le implicazioni di tali aspetti siano ancora in fase di valutazione, è importante sottolineare che, alla luce di quanto disposto, alcune biomasse possono essere impiegate piuttosto favorevolmente, ad es. nella filiera del biogas, svincolate dal contesto dei rifiuti, con l’ulteriore vantaggio che anche il digestato può essere gestito, a sua volta, senza essere inquadrato come rifiuto.Inoltre, all’art. 185, comma 2, del D.Lgs. n. 4/2008, è stabilita la possibile applicazione del concetto di “sottoprodotto” alle deiezioni zootecniche e agli scarti vegetali derivanti dall’attività agricola qualora utilizzati presso la stessa azienda, o in veri e propri impianti aziendali o interaziendali, per produrre energia e/o calore e/o biogas.
3. La gestione deL Processo di da 3.1 Equilibri nel processo di DA
La DA è una sequenza di azioni metaboliche che necessita del rispetto di alcuni parametri affinchè, dal processo, si ottenga metano in quantità economicamente soddisfacente.Delle tre fasi principali del processo di DA la fase metanigena è la più lenta e, di conseguenza, condiziona l’intera trasformazione. Inoltre è assolutamente necessario mantenere un equilibrio tra la quantità di acido acetico prodotta (durante la fase acidogena) e quella metabolizzata e trasformata in metano (fase metanigena); un allontanamento da questo equilibrio verso l’accumulo di acido acetico determinerebbe un’eccessiva acidificazione del substrato, una tossicità per i batteri metanigeni ed un rallentamento del processo che, addirittura, potrebbe arrivare all’arresto. D’altro canto è anche necessario bilanciare il flusso di materiale digerito e di materiale fresco ancora da decomporre; in sintesi i valori di carico organico devono essere indicativamente compresi tra 2 e 6 kg
s.v./m3 di
digestore al giorno6. Il processo che avviene nel reattore (o digestore) comporta normalmente l’attività contemporanea di tutti i microrganismi coinvolti, con dinamiche differenti in funzione dello stadio del processo7; i valori dei parametri di base sono riportati in tabella 3.1.
Tab. 3.1 - Valori di riferimento dei principali parametri del processo di digestione anaerobica
Temperatura di processo- termofilo: 50-55° C- mesofilo: 30-35° C- psicrofilo o “a freddo” : < 20° C
pH
Indicativamente compreso tra 6,6 - 8,0 (optimum pH 7 - 7,5). Valori inferiori a 6,5 indicano un accumulo di acidi grassi volatili, spesso riconducibili a un eccesso di prodotto in entrata.
Tempo di residenza (HRT) (esprime il tempo medio di permanenza del substrato nel digestore)
Deve essere superiore al tempo di raddoppiamento dei batteri, che a sua volta è in funzione delle caratteristiche di biodegradabilità del substrato e delle condizioni di processo.
Acidità volatile Orientativamente < 15 meq/l.
Alcalinità Orientativamente > 50 meq/l; il rapporto tra alcalinità e acidità volatile deve essere almeno di 2-3:1.
Rapporto C/N della biomassa Compreso tra 25 e 35
6 In funzione del materiale introdotto e per digestori completamente miscelati.7 In condizioni di laboratorio il processo di digestione anaerobica su una determinata biomassa
registrerebbe una percentuale di presenza di gruppi batterici in linea con la sequenza indicata in tab. 1.2 e crescente con il passare del tempo; in queste condizioni inoltre si possono registrare rendimenti mediamente più elevati a parità di biomassa. L’apporto di nuova sostanza organica crea situazioni di maggiore equilibrio e costanza tra i diversi gruppi ma allo stesso tempo abbassa i rendimenti specifici di trasformazione in biogas.
19

iL B
iog
as
e L
e c
ar
at
te
ris
tic
he m
eta
nig
en
e d
eL
Le B
iom
ass
eAltri equlibri, anche se meno rilevanti, sono utili per un efficiente processo di DA; in termini sintetici si indicano:- il rapporto carbonio fosforo C/P, che presenta una variazione ottimale tra 120
e 160; - il rapporto carbonio potassio C/K, con una sua variazione di riferimento tra 45
e 100;- la concentrazione di ioni minerali (Ca, Mg, K), che si rivela tossica a livelli
superiori ad almeno 1000 mg/l e benefica a valori di un ordine di grandezza inferiori.
Per verificare il buon andamento del processo di DA ci deve essere un monitoraggio costante con prelievi dal digestore di campioni su cui determinare la permanenza delle condizioni di stabilità sopra accennate. I principali parametri che possono essere determinati sono: acidi grassi volatili (AGV); alcalinità; ammoniaca; pH (tab. 3.2).
Tab. 3.2 - Monitoraggio parametri e relative condizioni di stabilità
Aci
di g
rass
i vol
atili
(A
GV
)
La concentrazione di AGV, espressa come concentrazione di acido acetico nell’unita di volume (mg/l), è dipendente da qualità e quantità delle matrici in ingresso e dall’equilibrio tra batteri acidogeni e metanigeni. Ci si basa sul confronto tra valori di successive misurazioni che non devono assumere cambiamenti repentini.
AGV e alcalinità sono parametri sufficientemente sensibili per monitorare il sistema. Il rapporto AGV/Alcalinità assume una valenza di tipo diagnostico, mettendo in relazione la capacità del sistema di produrre “acidità” e quella di produrre “alcalinità” per effetto della evoluzione della digestione delle molecole con conseguente produzione di ammoniaca e ceneri. Valori del rapporto totale intorno a 0,3 indicano una attività stabile del processo di DA.
Alc
alin
ità
Indica la capacità del processo di accettare protoni [H+] e viene normalmente espressa in concentrazione di carbonato di calcio (CaCO
3). Il
sistema tampone, che è alla base dell’equilibrio in grado di far fronte alla riduzione del pH per effetto degli acidi grassi volatili prodotti, è dato dall’ammoniaca originata dalla degradazione di proteine e amminoacidi e dal bicarbonato (HCO
3)
che si produce dalla dissoluzione della CO2 nel
substrato.
Am
mon
iaca
L’ammoniaca originata dalla degradazione di proteine e aminoacidi ad elevate concentrazioni può inibire sia i batteri acidogeni che metanigeni. La sua presenza è comunque importante per il contributo dato alla capacità tampone del sistema.E’ possible indicare dei livelli di concentrazione che ne inquadrano l’azione:- NON TOSSICA a 200 - 1.500 mg/l;- A volte INIBENTE (con pH sotto 7,4) a 1.500 - 3.000 mg/l;- Sempre INIBENTE a valori > di 3.000 mg/l.
pH
I parametri visti in precedenza ne determinano il valore, che dovrebbe posizionarsi tra 6,5 e 8 per indicare una situazione di stabilità del processo.
4. iL Biogas e Le caratteristiche metanigene deLLe Biomasse
4.1 Caratteristiche del biogas
Il biogas è una miscela gassosa, composta per il 50-80%8 da metano e per il resto da anidride carbonica, vapore acqueo, idrogeno e composti solforati (vedere box).Normalmente, per questioni di convenienza economica, il biogas non viene sottoposto ad una fase di purificazione e di recupero del metano ma viene avviato alla combustione in cogeneratori, per l’ottenimento di energia elettrica e calore, generalmente dopo essere stato sottoposto a trattamenti di filtrazione, deumidificazione e desolforazione.Quindi il biogas ottenuto dal processo di DA, sebbene caratterizzato da un potere calorifico minore rispetto al metano puro, può essere destinato a numerosi utilizzi: riscaldamento, trazione meccanica ed energia elettrica. La formazione di biogas è un fenomeno che si può instaurare anche in condizioni non controllate, purché vi sia assenza di ossigeno; questo avviene ad esempio nelle discariche in cui viene depositato materiale organico. La dispersione di biogas in atmosfera contribuisce all’effetto serra, poiché il metano in esso contenuto incide in maggior misura su tale fenomeno rispetto alla CO
2 che si produrrebbe con la sua combustione9. Questo aspetto costituisce un
ulteriore motivo per evitare l’emissione del combustibile nell’ambiente.Il potere calorifico del biogas varia tra 10 e 27 MJ/m3 in funzione, ovviamente, del contenuto di metano nel biogas. In tabella 4.1 sono riportati i valori di potere calorifico inferiore di diversi combustibili messi a confronto con il biogas.
8 In condizioni standard, di 0°C e 1 bar di pressione, si ha che per ogni grammo di COD (chemical oxygen demand - domanda chimica di ossigeno) distrutto si producono 0,35 litri di CH
4, da cui va detratta una
percentuale stimabile intorno al 5% pari all’energia utilizzata dalla massa microbica per la propria crescita cellulare. Inoltre, dato che temperature (T) e pressione (P) sono normalmente differenti da quelle standard, il valore di 0,33 (0,35x0,95) deve essere corretto moltiplicando per (273 + T)/273 e dividendo per (10,33+P)/10,33.
9 Il metano presenta un indice di potenziale di riscaldamento totale (Global Warming Potential - GWP) pari a 21.
Composizione BIOGAS:
- Metano 50 - 80%- CO
2 50 - 20%
- H2S < 1%
- H2 Tracce
- Azoto Tracce- R
2SiO Tracce
2120
iL B
iog
as
e L
e c
ar
at
te
ris
tic
he m
eta
nig
en
e d
eL
Le B
iom
ass
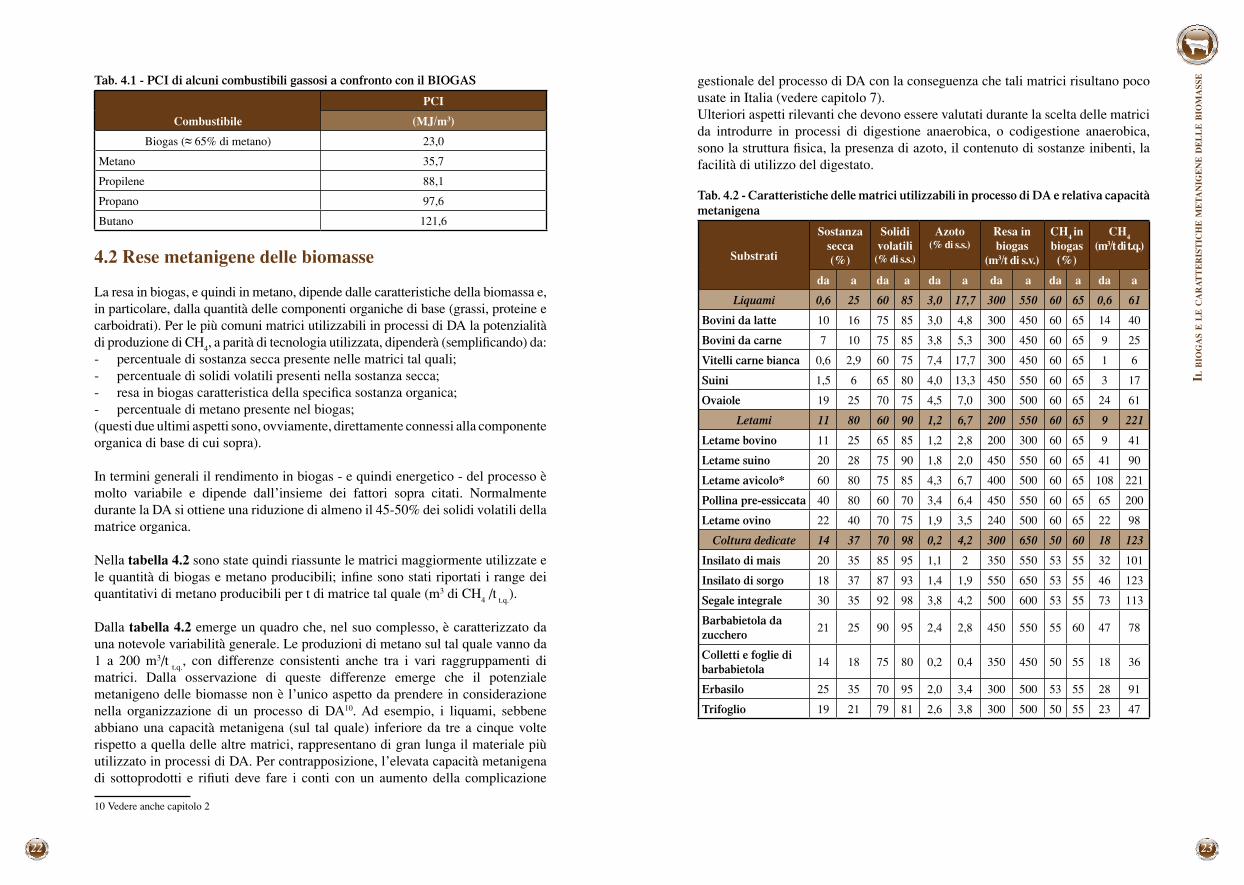
eTab. 4.1 - PCI di alcuni combustibili gassosi a confronto con il BIOGAS
Combustibile
PCI
(MJ/m3)
Biogas (≈ 65% di metano) 23,0
Metano 35,7
Propilene 88,1
Propano 97,6
Butano 121,6
4.2 Rese metanigene delle biomasse
La resa in biogas, e quindi in metano, dipende dalle caratteristiche della biomassa e, in particolare, dalla quantità delle componenti organiche di base (grassi, proteine e carboidrati). Per le più comuni matrici utilizzabili in processi di DA la potenzialità di produzione di CH
4, a parità di tecnologia utilizzata, dipenderà (semplificando) da:
- percentuale di sostanza secca presente nelle matrici tal quali;- percentuale di solidi volatili presenti nella sostanza secca;- resa in biogas caratteristica della specifica sostanza organica;- percentuale di metano presente nel biogas;(questi due ultimi aspetti sono, ovviamente, direttamente connessi alla componente organica di base di cui sopra).
In termini generali il rendimento in biogas - e quindi energetico - del processo è molto variabile e dipende dall’insieme dei fattori sopra citati. Normalmente durante la DA si ottiene una riduzione di almeno il 45-50% dei solidi volatili della matrice organica.
Nella tabella 4.2 sono state quindi riassunte le matrici maggiormente utilizzate e le quantità di biogas e metano producibili; infine sono stati riportati i range dei quantitativi di metano producibili per t di matrice tal quale (m3 di CH
4 /t
t.q.).
Dalla tabella 4.2 emerge un quadro che, nel suo complesso, è caratterizzato da una notevole variabilità generale. Le produzioni di metano sul tal quale vanno da 1 a 200 m3/t
t.q., con differenze consistenti anche tra i vari raggruppamenti di
matrici. Dalla osservazione di queste differenze emerge che il potenziale metanigeno delle biomasse non è l’unico aspetto da prendere in considerazione nella organizzazione di un processo di DA10. Ad esempio, i liquami, sebbene abbiano una capacità metanigena (sul tal quale) inferiore da tre a cinque volte rispetto a quella delle altre matrici, rappresentano di gran lunga il materiale più utilizzato in processi di DA. Per contrapposizione, l’elevata capacità metanigena di sottoprodotti e rifiuti deve fare i conti con un aumento della complicazione
10 Vedere anche capitolo 2
gestionale del processo di DA con la conseguenza che tali matrici risultano poco usate in Italia (vedere capitolo 7).Ulteriori aspetti rilevanti che devono essere valutati durante la scelta delle matrici da introdurre in processi di digestione anaerobica, o codigestione anaerobica, sono la struttura fisica, la presenza di azoto, il contenuto di sostanze inibenti, la facilità di utilizzo del digestato.
Tab. 4.2 - Caratteristiche delle matrici utilizzabili in processo di DA e relativa capacità metanigena
Substrati
Sostanza secca(%)
Solidi volatili
(% di s.s.)
Azoto(% di s.s.)
Resa in biogas
(m3/t di s.v.)
CH4 in biogas
(%)
CH4 (m3/t di t.q.)
da a da a da a da a da a da a
Liquami 0,6 25 60 85 3,0 17,7 300 550 60 65 0,6 61
Bovini da latte 10 16 75 85 3,0 4,8 300 450 60 65 14 40
Bovini da carne 7 10 75 85 3,8 5,3 300 450 60 65 9 25
Vitelli carne bianca 0,6 2,9 60 75 7,4 17,7 300 450 60 65 1 6
Suini 1,5 6 65 80 4,0 13,3 450 550 60 65 3 17
Ovaiole 19 25 70 75 4,5 7,0 300 500 60 65 24 61
Letami 11 80 60 90 1,2 6,7 200 550 60 65 9 221
Letame bovino 11 25 65 85 1,2 2,8 200 300 60 65 9 41
Letame suino 20 28 75 90 1,8 2,0 450 550 60 65 41 90
Letame avicolo* 60 80 75 85 4,3 6,7 400 500 60 65 108 221
Pollina pre-essiccata 40 80 60 70 3,4 6,4 450 550 60 65 65 200
Letame ovino 22 40 70 75 1,9 3,5 240 500 60 65 22 98
Coltura dedicate 14 37 70 98 0,2 4,2 300 650 50 60 18 123
Insilato di mais 20 35 85 95 1,1 2 350 550 53 55 32 101
Insilato di sorgo 18 37 87 93 1,4 1,9 550 650 53 55 46 123
Segale integrale 30 35 92 98 3,8 4,2 500 600 53 55 73 113
Barbabietola da zucchero
21 25 90 95 2,4 2,8 450 550 55 60 47 78
Colletti e foglie di barbabietola
14 18 75 80 0,2 0,4 350 450 50 55 18 36
Erbasilo 25 35 70 95 2,0 3,4 300 500 53 55 28 91
Trifoglio 19 21 79 81 2,6 3,8 300 500 50 55 23 47
22 23

tiP
oL
og
ie im
Pia
nt
ist
ich
e e
aL
cu
ni e
sem
Pi d
i im
Pia
nt
i
Substrati
Sostanza secca(%)
Solidi volatili
(% di s.s.)
Azoto(% di s.s.)
Resa in biogas
(m3/t di s.v.)
CH4 in biogas
(%)
CH4 (m3/t di t.q.)
da a da a da a da a da a da a
Sottoprodotti agroindustriali
3,5 90 70 97 0,5 13 300 600 50 60 5 242
Residui della lavorazione dei succhi di frutta
25 45 90 95 1 1,2 500 600 55 60 62 154
Scarti lavorazione ortofrutta
5 20 80 90 3 5 350 500 50 60 7 54
Melasso 80 90 85 90 1,3 1,7 300 450 50 55 102 200
Residui della lavorazione delle patate
6 7 85 95 5 13 500 600 50 53 13 21
Buccette di pomodoro
27 35 96 97 3,1 3,2 300 400 50 55 39 75
Residuo della distillazione dei cereali
6 8 83 88 6 10 400 500 50 55 10 19
Trebbie di birra 20 25 70 80 4 5 300 400 50 55 21 44
Siero 4 7 80 92 0,7 1,0 330 400 50 55 5 14
Polpa di cellulosa 12 14 89 91 5 13 450 550 50 55 24 39
Paglia 85 90 85 89 0,5 1,0 450 550 53 55 172 242
Acque di vegetazione
3,5 3,9 70 75 4 5 400 500 50 55 5 8
Rifiuti 6 75 41 97 0,5 17,0 300 850 50 70 20 169
Frazione organica residui solidi urbani (FORSU)
40 75 50 70 0,5 2,7 300 450 50 60 30 142
Scarti della ristorazione
9 37 80 95 0,6 5 650 800 50 60 23 169
Contenuto stomacale dei suini
12 15 75 86 2,5 2,7 650 800 60 65 35 67
Contenuto ruminale**
18 20 90 94 2,0 3,0 650 800 60 65 63 98
Sangue suino *** 6 20 93 95 14,7 17,0 600 850 60 70 20 113
Scarti inincubatoio ***
44 48 41 45 5,0 5,5 600 800 60 65 65 112
Uova rotte *** 21 25 95 97 7,5 8,5 600 850 60 65 72 134* Lettiera esausta polli e faraone da carne** Materiale di categoria 2 ai sensi del Reg. CE n. 1774/02*** Materiale di categoria 3 ai sensi del Reg. CE n. 1774/02
5. tiPoLogie imPiantistiche e aLcuni esemPi di imPianti
Nel corso degli anni sono state sviluppate diverse esperienze e applicazioni riguardanti la digestione anaerobica, utilizzando diverse tipologie di biomasse residuali e dedicate. Ciò ha portato allo sviluppo di differenti tipi di processi e tecnologie.
5.1 Inquadramento delle principali tipologie impiantistiche
Sulla base del tenore di sostanza secca del substrato di alimentazione, le tecniche di digestione anaerobica possono essere suddivise in tre gruppi principali:- digestione ad umido (wet), quando il substrato in digestione ha un contenuto
di sostanza secca inferiore al 10%. Questa è la tecnica più diffusa, in particolare con i liquami zootecnici.
- digestione a secco (dry), quando il substrato in digestione ha un contenuto di sostanza secca superiore al 20%;
- digestione a semisecco (semi-dry), quando il substrato in digestione presenta valori intermedi di sostanza secca.
Un altro elemento di differenziazione dei processi di digestione anaerobica è riferito al confinamento delle fasi di DA:- monostadio, quando le fasi di idrolisi, fermentazione acida e metanigena
avvengono contemporaneamente in un unico reattore;- bistadio, quando si ha un primo reattore nel quale il substrato organico viene
idrolizzato e sottoposto alla fermentazione acida; la fase metanigena avviene in un secondo reattore.
Una terza suddivisione dei processi di digestione anaerobica è basata sul tipo di alimentazione del reattore, che può essere: - continua, quando le matrici vengono miscelate all’interno del reattore;- discontinua, quando il substrato è spinto, lungo l’asse longitudinale, facendo
sviluppare fasi di processo via via diverse (flusso a pistone).
I processi di digestione in continuo monostadioDigestione ad umido (wet)Nel processo di digestione ad umido i substrati in digestione presentano un tenore di sostanza secca inferiore al 10%. Il reattore più frequentemente utilizzato in questo tipo di processo è il classico reattore completamente miscelato (Completely stirred tank reactor - CSTR).La biomassa, prima di essere introdotta nel digestore, subisce un trattamento per raggiungere un appropriato tenore di solidi totali ed un buon grado di omogeneizzazione. Inoltre, di solito, si effettua una “diluizione” mediante
24 25

tiP
oL
og
ie im
Pia
nt
ist
ich
e e
aL
cu
ni e
sem
Pi d
i im
Pia
nt
i
aggiunta di acqua (liquami vari e/o acqua di processo, ricircolata dal digestore stesso) e viene praticata la rimozione degli eventuali materiali inerti e grossolani, potenzialmente dannosi per la meccanica dell’impianto.
Fig. 5.1 - Schematizzazione di un impianto di digestione ad umido (wet)
OMOGENIZZAZIONE
Rifiutoorganico
Schiume
Biogas
10% TS
Disidratazione
Compostaggio
Trattamento acqueInerti
Ricircolo acqua di processo
Camera dipre-digestione
Ricircoloinoculo
Calore
Acquadi rete
REATTORI DIDIGESTIONE ANAEROBICA
Nei processi ad umido si opera generalmente con carichi organici compresi tra 2 e 5 kg
s.v./m3 giorno; quantitativi maggiori possono portare a cali nella produzione
di biogas, probabilmente a causa della diffusione in tutta la massa di sostanze inibenti dovuta alla completa miscelazione che si ha in questi digestori tra i differenti componenti (biomassa di partenza, metaboliti, microrganismi) del substrato. Infatti, se da un lato risulta essere necessaria per un buon esito del processo, dall’altro favorisce lo stretto contatto tra biomassa ed eventuali sostanze inibenti prodotte nelle varie fasi del processo nei confronti di particolari gruppi microbici, con conseguenti squilibri del sistema.
Digestione a secco (dry)Opera con tenori di sostanza secca superiori al 20% ed è stata sviluppata per consentire il trattamento del rifiuto organico senza necessità di diluizioni. Infatti è applicata in particolare alla frazione organica dei rifiuti urbani, ottenuti sia da raccolta indifferenziata che da raccolta differenziata.In questo tipo di sistema il materiale utilizzato è molto più concentrato e viscoso con la conseguenza che la tecnologia dei reattori e dei sistemi di trasporto, pompaggio e miscelazione deve essere opportunamente adattata a tali caratteristiche.Normalmente, l’unico pre-trattamento previsto è una vagliatura grossolana in grado di rimuovere le frazioni con dimensioni > 40 mm. Il fatto di limitare i pretrattamenti del materiale fresco rappresenta un indubbio vantaggio in quanto
consente di contenere la perdita di sostanza organica biodegradabile utile alla produzione di biogas. Il tipo di reattore comunemente utilizzato in questo tipo di digestione è il reattore cosiddetto a pistone (Plug-flow reactor - Pfr).Tra le principali tecnologie utilizzate nella digestione a secco si ricordano i processi Dranco, Kompogas e Valorga (tab. 5.1).
Tab. 5.1 - Principali tecnologie utilizzate nella digestione a secco
Sistema Dranco (A) Sistema Kompogas (B) Sistema Valorga (C)
- sviluppato in Belgio; - substrati: ad alto tenore di solidi
(20-40%);- regime di temperatura: termofilo
(50-58 °C);- alimentazione: giornaliera;- sistema di miscelazione: nessuno;- tempi di ritenzione: introduzione
delle matrici dall’estremità superiore del reattore e il materiale digerito viene contemporaneamente rimosso dalla parte inferiore.
Parte del digestato viene riciclato come inoculo, mentre il restante viene sottoposto a trattamenti ulteriori (ad es. disidratazione) al fine di ottenere un prodotto utile sotto il profilo agronomico. Rese in biogas dichiarate: 100 - 200 m3/t
t.q..
- sviluppato in Svizzera;- substrati: ad alto tenore di solidi
(ca. 25%);- regime: termofilo.- utilizza un reattore cilindrico
orizzontale in cui il materiale viene introdotto giornalmente;
- tempi di ritenzione: il materiale digerito viene rimosso dall’estremità opposta dopo circa 20 giorni.
Il movimento del materiale all’interno è orizzontale a pistone; all’interno del reattore è presente un sistema di agitazione che mescola la massa in modo intermittente, favorendo la liberazione del biogas formatosi e la risospensione del materiale inerte grossolano depositatosi sul fondo. Parte del digestato ottenuto è utilizzato come inoculo, mentre il rimanente viene disidratato e ulteriormente trattato a fini agronomici.
- sviluppato in Francia;- substrati: ad alto tenore di solidi
(25-35%);- tempi di ritenzione: compresi tra
18-25 giorni.
Reattori di forma cilindrica in cui il flusso di materiale è di tipo circolare e il mescolamento entro il reattore è garantito dalla circolazione sotto pressione di parte del biogas prodotto attraverso una serie di iniettori ad intervalli di tempo prestabiliti. Generalmente la miscelazione viene effettuata in modo soddisfacente mediante ricircolo di solo biogas e non dell’effluente.È necessario trattare il rifiuto da digerire eventualmente con acqua di processo al fine di raggiungere una concentrazione di sostanza solida intorno al 30%.
Fig. 5.2 - Schematizzazione di impianti di digestione a secco (dry)
Rifiuto Rifiutostabilizzato
Rifiutostabilizzato
Rifiutostabilizzato
Rifiuto
A. Dranco B. Kompogas C. Valorga
Ricircolo inoculo
Ricircolo del biogas
Rifiuto
26 27

tiP
oL
og
ie im
Pia
nt
ist
ich
e e
aL
cu
ni e
sem
Pi d
i im
Pia
nt
i
Digestione a semi-secco (semi-dry)Si colloca a metà strada tra i processi wet e dry; utilizza matrici con contenuto di sostanza secca intorno al 12-18%. Dal punto di vista tecnologico presenta alcuni aspetti interessanti quali, ad esempio, la semplicità dei sistemi di pompaggio e miscelazione e la possibilità di trattare la frazione organica della raccolta differenziata dei rifiuti urbani senza pre-trattamenti particolarmente impegnativi. Il reattore comunemente più utilizzato è quello completamente miscelato (CSTR), capace di operare in regime sia mesofilo che termofilo, nel quale la miscelazione del materiale viene effettuata principalmente attraverso miscelatori meccanici, con l’ausilio o meno di sistemi di miscelazione a ricircolo di biogas. I volumi dei reattori sono di norma minori rispetto ai sistemi wet ma, in alcuni casi, si verifica il contrario. La necessità di diluire rifiuti aventi concentrazione di sostanza secca maggiore del 20-25% può comportare, infatti, un aumento delle dimensioni dei reattori stessi, un aumento della produzione di acque di processo e anche un aumento dei costi di esercizio per il mantenimento della temperatura ottimale di digestione.Un’altra tipologia impiantistica, utilizzata nella digestione semi-dry, prevede il reattore cilindrico orizzontale, con sistema di rimescolamento, coibentato ed operante in mesofilia e/o termofilia (fig. 5.3). Tale reattore viene usato, in particolare, quando si digeriscono miscele di biomasse a più alto tenore di sostanza secca.
Fig. 5.3 - Schematizzazione di un impianto di digestione a semi-secco (semi-dry)
matrici solide
matrici liquide(liquami zootecnici)
serre
industria
stalle / abitazioni
fermentatore EUCO
calore/elettricità biogas
calore/elettricità biogas
postfermentatore COCCUS vasca digestato
campo di mais utilizzo come ammendante agricolo
calore
cogeneratore
elettricità
rete elettrica locale
rete elettrica
abitazioni
Processi BatchI sistemi di digestione a batch e a secco stanno vivendo un rinnovato interesse legato, oltre che al trattamento dei letami (bovini, suini e avicoli), alla diffusione dell’utilizzo delle colture energetiche e anche alle possibili applicazioni della fermentazione monomatrice, per la quale sembrano essere particolarmente adatti. Oltre a diversi sistemi “batch” senza mescolamento meccanico (poco diffusi), sono state recentemente sviluppate due differenti tecnologie di processo:- processi a “contenitore con percolazione”- processi a “sacco senza percolazione” (fig. 5.4).
Fig. 5.4 - Schematizzazione di un impianto di digestione in batch
Contenitore con percolazione
Carico/scarico
Digestione anaerobica Biogas
Percolato
Percolato
Carico/scaricoSacco di plastica
laminare
Digestione anaerobica
Biogas
Pavimento riscaldato
Sacco senza con percolazione
Substrato
Substrato
Nel processo “con percolazione” il reattore in cui avviene la digestione è accoppiato ad un contenitore per la raccolta e il riscaldamento del percolato, che viene poi ricircolato.Nel processo “senza percolazione” si utilizza un sacco di plastica laminare, come quelli comunemente adottato per l’insilamento dei foraggi, che viene riempito con una miscela di substrato fresco e di materiale già digerito come inoculo e appoggiato ad un fondo riscaldato e isolato durante il processo fermentativo. Anche se dal punto di vista tecnologico questi sistemi risultano semplici e robusti, alcuni problemi possono derivare dall’intasamento dei fori di ricircolo del percolato presenti sul fondo del reattore.
Nella tabella 5.2 vengono schematizzati i principali vantaggi e svantaggi dei processi di DA e nella tabella 5.3 sono riportati i parametri di processo e le rese di processo distinti per i tipi di processo precedentemente descritti.
28 29

tiP
oL
og
ie im
Pia
nt
ist
ich
e e
aL
cu
ni e
sem
Pi d
i im
Pia
nt
i
Tab. 5.2 - Parametri e rese dei principali tipi di processo di DA
Tipo di processo
Parametri di processo Rese di processo
Pres
enza
di S
.T. i
n bi
omas
sa
Car
ico
orga
nico
HR
T
Prod
uzio
ne b
ioga
s
Prod
uzio
ne sp
eciic
a di
bi
ogas
Velo
cità
di p
rodu
zion
e di
bio
gas
Con
tenu
to d
i CH
4 in
biog
as
Gra
do d
i de
grad
azio
ne d
ei S
.V.
% kg SV/m3/die die m3/t
biomassa m3/kg S.V. m3/m3 die % %
WET 10 - 15 2 - 6 10 - 30 100 - 150 0,4 - 0,5 5 - 6 50 - 70 50 - 75
SEMI-DRY 15 - 25 8 - 18 10 - 15 100 - 150 0,3 - 0,5 3 - 6 55 - 60 40 - 60
DRY 25 - 40 8 - 10 25 - 30 90 - 150 0,2 - 0,3 2 - 3 50 - 60 50 - 70
Tab. 5.3 - Principali vantaggi e svantaggi dei processi di DA descritti
PROCESSI di DA VANTAGGI SVANTAGGI
WET
- Buona conoscenza ed esperienza nel campo del processo;
- Applicabilità in co-digestione con matrici liquide ad alto contenuto in sostanza organica;
- Diluizione dei picchi di concentrazione di substrato e/o sostanze tossiche influenti il reattore;
- Spese ridotte per i sistemi di pompaggio e miscelazione, ampiamente diffusi sul mercato.
- Corto-circuitazione idraulica;- Fasi separate di materiale galleggiante e pesante;- Abrasione delle parti meccaniche dovuta alla
presenza di sabbie ed inerti;- Pre-trattamenti di preparazione del rifiuto complessi;- Forte sensibilità ad eventuali shock per la
presenza di sostanze inibitorie e carichi organici variabili che entrano in contatto intimo con la biomassa;
- Perdita di sostanza volatile biodegradabile nel corso dei pretrattamenti;
- Elevati costi di investimento a causa degli equipaggiamenti utilizzati per i pre-trattamenti e per i volumi dei reattori;
- Produzione di elevate quantità di acque di processo.
SEMI-DRY
- Semplicità dei sistemi di pompaggio e miscelazione;- Possibilità di trattare scarti da raccolta
differenziata senza particolari pre-trattamenti;- Diluizione dei picchi di concentrazione di substrato
o sostanze tossiche;- Spese ridotte per di sistemi di pompaggio e
miscelazione.
- Accumulo di materiali inerti sul fondo del reattore e necessità di scaricarli;
- Abrasione delle parti meccaniche;- Pre-trattamenti complessi per matrici indifferenziate;- Sensibilità ad eventuali shock per la presenza di
sostanze inibitorie e carichi organici;- Perdita di sostanza volatile biodegradabile nel
corso dei pretrattamenti delle matrici indifferenziate;
- Elevati costi di investimento a causa degli equipaggiamenti utilizzati per i pre-trattamenti e per i volumi dei reattori;
- Produzione di elevate quantità di acque di processo.
DRY
- Nessun bisogno di miscelatori interni al reattore;- Robustezza e resistenza ad inerti pesanti e
plastiche;- Nessuna corto circuitazione idraulica; - Bassa perdita di sostanza organica biodegradabile
nei pretrattamenti;- Elevati OLR applicabili;- Resistenza a picchi di concentrazione di substrato
o sostanze tossiche; - Pre-trattamenti minimi e più economici;- Ridotti volumi dei reattori;- Ridotto utilizzo di acqua fresca;- Minime richieste di riscaldamento del reattore.
- Matrici con basso tenore in sostanza solida (< 20%TS) non possono essere trattati da soli;
- Minima possibilità di diluire sostanze inibitorie e carichi organici eccessivi con acqua fresca;
- Elevati costi di investimento a causa degli equipaggiamenti utilizzati per il trattamento.
BATCH
- Tecnologicamente semplice;- Robusto; - Affidabilità di processo; - Economico;- Ridotto utilizzo di acqua.
- Può subire intasamenti;- Rischi di esplosività durante la fase di
caricamento del reattore; - Rese di biogas ridotte a causa dell’incanalamento
nel corpo del reattore;- Minimi OLR applicabili; - Elevata necessità di superficie (confrontabile con
il compostaggio).
5.2 Aspetti gestionali degli impianti
In termini generali, un impianto di utilizzo di biogas presenta problemi ricorrenti di manutenzione in conseguenza di alcune cause principali:• Corrosività del biogas. È dovuta alla formazione di acido solfidrico durante
la fermentazione anaerobica. La corrosione interessa sia le parti a diretto contatto con il gas (tubazioni, contatori, gasometro, parte emersa del reattore, bruciatori, caldaie, cogeneratori) che l’intera area dell’impianto. Le perdite di gas, infatti, mettono a dura prova la vita di componenti metallici non sufficientemente protetti. È preferibile, pertanto, l’uso, laddove possibile, di materiali poco o non attaccabili dall’idrogeno solforato11.
Inoltre particolare attenzione deve essere posta agli impianti elettrici12. Nel caso in cui si debbano proteggere mac chine costose, quali grandi generatori di vapore o cogeneratori, si possono inserire sulla linea filtri specifici per la rimozione dell’idrogeno solforato.
• Formazione di condensa nelle tubazioni del biogas. Tale fenomeno è dovuto al fatto che il biogas, alla temperatura di processo (in genere superiore alla temperatura ambiente), è saturo di acqua. Pertanto le tubazioni del gas devono essere posizionate sempre in leggera pendenza, evitando sacche e, in
11 Deve essere evitato l’uso di alluminio, rame e ferro non protetti.12 Il quadro elettrico dell’impianto deve essere posizionato in un locale il più lontano possibile da fonti di
biogas. I cogeneratori devono essere posizionati in un locale separato e ventilato ed essere senza parti corrodibili. Le giunzioni elettriche in zone prossime all’impianto di biogas devono essere stagne e in esecuzione antideflagrante.
30 31

La
tr
asf
or
ma
zio
ne e
ne
rg
et
ica
e g
Li u
tiL
izz
i de
L B
iog
astutti i punti bassi delle tubazioni, si deve prevedere un serbatoio di accumulo
della condensa e un rubinetto di spurgo. L’uso di separatori lungo la linea è quindi consigliabile soprattutto laddove si debbano proteggere macchine particolarmente costose, quali grandi generatori di vapore o cogeneratori. La rimozione della condensa dalle tubazioni e dai separatori va fatta giornalmente.
• Formazione di incrostazioni nelle tubazioni. È possibile la formazione di incrostazioni, localizzate prevalentemente nelle tubazioni di uscita dei liquami digeriti13, negli stramazzi14, nella zona di aspirazione delle pompe centrifughe e negli scambiatori di calore, attribuibili, per la maggior parte dei casi, alla formazione di precipitati di fosfato ammonico magnesiaco, altamente insolubili alle condizioni di pH del reattore.
• Esposizione al gelo. Tutte le linee (di alimentazione e di scarico liquami, i ricircoli e le tubazioni del gas nonché le pompe) poste esternamente possono subire danni a causa del gelo. È opportuno pertanto che tutte le tubazioni non restino piene con continuità, e se la circolazione continua non può essere garantita, deve essere previsto un tracciamento delle tubazioni o delle pompe con cavo scaldante antigelo. Nel caso di arresto dell’impianto, nella stagione invernale, è bene prevedere in ogni caso lo svuotamento delle parti esposte al gelo.
5.3 Indicazioni sui costi dell’impiantistica
I costi di investimento per un impianto di biogas sono ovviamente collegati a numerosi fattori: - in base ai materiali avviati alla DA (solo liquami zootecnici, liquami zootecnici
e colture energetiche o le numerose combinazioni degli stessi con scarti agroindustriali, fanghi, FORSU);
- in base alle specifiche esigenze di installazione (grado di semplificazione degli impianti, impianti completamente miscelati, coibentati e riscaldati);
- in base alla scelta/possibilità di utilizzo energetico del biogas. È, quindi, complicato definire dei costi di investimento standard di riferimento. In linea generale, comunque, per la maggior parte degli impianti15, si può definire un intervallo di costo di investimento compreso tra 250 e 700 € per metro cubo di digestore anaerobico, oppure di 2.500-7.500 € per kW elettrico installato in cogenerazione.
13 Le tubazioni di uscita del liquame digerito devono essere realizzate in materiali lisci (ad es. materie plastiche), che non offrono punto di attacco dei precipitati.
14 Lo stramazzo dei liquami deve essere accessibile in modo che eventuali inizi di incrostazioni possano essere rimosse meccanicamente appena si formano.
15 Ad esclusione di quelli di tipo semplificato (coperture in materiale plastico di lagune o vasche di stoccaggio di liquami zootecnici, non miscelati e non riscaldati)
6. La trasformazione energetica e gLi utiLizzi deL Biogas
6.1 Trasformazioni energetiche del biogas in energia elettrica, termica e combustibili
Il processo di DA dà origine ad un biocombustibile gassoso che può avere differenti utilizzi energetici.
Il biogas, ad esempio, può sostituire il gas naturale in tutte le sue applicazioni. Nel caso di alcune utilizzazioni possono essere necessari dei trattamenti per modificarne parzialmente le caratteristiche, come evidenziato dal seguente schema.
Fig. 6.1 - Schematizzazione di alcuni trattamenti a cui si deve sottoporre il biogas per le più comuni utilizzazioni
BIOGAS
Desolforazione Desolforazione Trattamenti
Reforming
Cellecombustibili
Compressionein tank
Cogenerazione(CHP)Boiler
Calore Elettricità Calore Calore CombustibileElettricità
Compressione
Trattamenti
L’uso come combustibile ha visto applicazioni interessanti e significative soprattutto in Svezia e Svizzera, altre anche se, complessivamente, la sua diffusione è limitata. Ancora meno frequente è l’uso in celle a combustibile. In Europa ed in Italia il processo di conversione più diffuso è quello in cogenerazione, per la produzione di energia elettrica e calore, con o senza trattamento (desolforazione) del biogas.
Ad oggi le tecnologie di conversione del biogas in energia elettrica e termica sono:- Motori a combustione interna- Motori a combustione esterna- Combustione diretta in caldaia- Combustione diretta per turbine a vapore o a gas
32 33

La
tr
asf
or
ma
zio
ne e
ne
rg
et
ica
e g
Li u
tiL
izz
i de
L B
iog
asLa quasi totalità delle applicazioni presenti nel panorama nazionale è rappresentata
dai motori a combustione interna per la produzione di energia elettrica, dotati a volte, di scambiatore termico per il recupero del calore.Uno schema riassuntivo delle tecnologie è riportato nella figura 6.2.
Fig. 6.2 - Possibili tecnologie di utilizzo del biogas e principali destinazioni dell’energia derivante
Biogas
Motori Combustionediretta
Combustioneinterna
Combustioneesterna
Energiatermica
Turbine avapore
Turbine agas
AutotrazioneMotori fissi
(coogenerazione,energia
meccanica)
Coogenerazione,energia
meccanica
6.2 Gli utilizzi più diffusi del biogas
Le opzioni impiantistiche devono essere valutate sulla base delle opportunità offerte e messe in relazione alle necessità del produttore. La generazione di energia elettrica con recupero dell’energia termica (cogenerazione) è, in virtù della migliore redditività generalmente garantita, la soluzione consigliata, anche grazie ai cospiqui incentivi concessi per la produzione di elettricità. Nelle realtà che si sono diffuse spesso il recupero di calore viene considerato erroneamente come soluzione marginale. L’energia termica viene quindi quasi sempre dispersa o, nel migliore dei casi, utilizzata in ridotti periodi dell’anno per l’essiccazione dei foraggi o per il riscaldamento degli edifici aziendali. È praticamente inapplicato l’allacciamento ad una rete di teleriscaldamento locale.La valorizzazione dell’energia termica difatti è un aspetto complesso, ma in ogni caso è sempre opportuno procedere ad una una valutazione per specifica realtà, che potrebbe rivelare interessanti possibilità applicative. Infatti, nella scelta delle opzioni di utilizzo del biogas, si possono considerare alcuni importanti aspetti: - Forma di energia consumata dall’azienda agricola - è importante valutare
il tipo di utenza, l’andamento dei consumi (energia meccanica per applicazioni
fisse o mobili, energia frigorifera, termica a bassa temperatura, o vapore) e le fonti energetiche utilizzate. Tale valutazione può portare a inquadrare soluzioni di utilizzo del biogas alternative alla generazione elettrica.
- Andamento dei consumi nel corso dell’anno - la produzione di biogas, se ben organizzata, è costante nel corso dell’anno, mentre i consumi energetici hanno frequentemente un andamento discontinuo, oppure caratterizzato da periodicità. Un utilizzo efficiente del biogas dovrebbe essere orientato dalla possibilità di servire utenze il più costanti possibile, in modo da minimizzare un costoso stoccaggio del combustibile. Non sono quindi convenienti destinazioni del biogas stagionali, come l’utilizzo in caldaie per il riscaldamento di ambienti, mentre possono risultare convenienti impianti cogenerativi collegati in parallelo con la rete elettrica, oppure apparecchi, come assorbitori a gas, che servano utenze tecnologiche, oppure utenze con fabbisogni di energia meccanica costanti nel tempo.
- Prevalenza di energia consumata - nei casi in cui i consumi elettrici siano una quota consistente dei fabbisogni energetici dell’azienda, la scelta della generazione elettrica sarebbe ancora più favorita, in quanto ai Certificati Verdi o alle altre tariffe previste per le energie rinnovabili si aggiungerebbe il risparmio dovuto al mancato acquisto di energia elettrica dalla rete.
Nella gran parte dei casi, l’analisi di questi fattori, come detto sopra, porta alla decisione di destinare il biogas alla generazione di energia elettrica con eventuale recupero di calore.
6.3 Produzione di biometano
La Direttiva Europea 2003/55 ha autorizzato l’immissione di altri tipi di di gas nelle reti gas naturale. Particolarmente interessante è la possibilità di iniettarvi anche il biometano, cioè un biogas raffinato con qualità paragonabili a quelle del gas naturale (concentrazione di CH
4 superiore al 95%) e, quindi, utilizzato in
sostituzione del fossile in tutte le sue applicazioni di rete e nei trasporti. Per la produzione di biometano, a partire dal biogas ottenuto dal processo di DA, è necessario procedere all’eliminazione di: acqua, composti solforati, molecole alogenate, anidride carbonica, ossigeno e metalli.La sequenza tipica per la preparazione del biometano utilizzato per la trazione è:- compressione a 15 - 20 bar;- desolforazione e decarbonatazione mediante lavaggi con acqua;- essiccazione;- dealogenazione mediante carboni attivi;- compressione sino a 250 - 350 bar.In definitiva il biometano offre l’opportunità di risolvere il problema della gestione dei reflui (agricoli e non) con la produzione e l’utilizzo di un combustibile pulito e a basso contenuto di carbonio.
34 35

La
sit
ua
zio
ne e
Le P
ro
sPe
tt
ive d
eL B
iog
as
in e
ur
oPa
ed
in i
taL
ia7. La situazione e Le ProsPettive deL Biogas in euroPa ed in itaLia
7.1 Lo stato di sviluppo in Europa e in Italia
La produzione complessiva di biogas in Europa, nel 2006, è stata di 5.347 ktep ai quali l’Italia ha contribuito con 354 ktep prodotti (circa il 6,6%). La crescita in termini di energia primara è stata del 13,5% rispetto al 2005, mentre in termini di energia elettrica si è avuto un aumento del 28,9%. La produzione di energia primaria da biogas in Europa, espresso in relazione al numero di abitanti, è mediamente pari a 11,5 ktep per 1000 abitanti. L’Italia, con un valore al di sotto della media e pari a 6,1 ktep per 1000 abitanti, si attesta al 12° posto.
Da un recente censimento fatto dal CRPA emerge che sul territorio italiano sono presenti 185 impianti a biogas di cui: 22 alimentati da reflui agroindustriali; 9 da FORSU e fanghi di depurazione; 154 da matrici agrozootecniche.
In particolare, di questi ultimi si rileva che: il 56% sviluppano biogas dai soli liquami (suini 28%, bovini 25%, suini e bovini 3%); un altro 36% di impianti usa i liquami in codigestione; solo l’8% applica la codigestione di colture energetiche (fig. 7.1). Ciò ci dimostra che in Italia lo sviluppo della filiera del biogas è fortemente connessa agli allevamenti zootecnici.
Si stima che tali impianti, tra reflui zootecnici (in prevalenza), scarti organici e colture energetiche, utilizzino, complessivamente, oltre 2,5 Mt/anno di materiale organico di partenza. Emerge anche che: la maggior parte dei reattori è compresa in una fascia dimensionale che varia tra 1.000 e 5.000 m3; la temperatura più diffusa, a cui avviene la DA, è quella tipica della mesofilia (tra 30 e 40° C); la tipologia d’impianto prevalente è quella con vasche a pareti verticali (Cstr; il 50%) seguita da impianti a flusso orizzontale del tipo Pfr (26%); i tempi di ritenzione idraulica più frequenti sono compresi tra 16 e 25 giorni; la potenza elettrica installata, in oltre la metà degli impianti, è inferiore a 500 kWe, i 2/3 di questi hanno potenze minori di 100 kWe.
Fig. 7.1 - Percentuale di impianti a biogas in Italia distinti per tipologia di matrice
2%
28%
25%3%
13%
23%
6%
Solo liquame suino
Solo liquame bovino
Liquame suino + liquame bovino
Liquame bovino e/o suinoe/o pollina + colture energetiche
Liquame bovino e/o suino e/o pollina +colture energetiche + scarti organici
Colture energetiche e/o scarti organici
Pollina + scarti organici e/o colture energetiche
7.2 Le prospettive di crescita Per il 2010 EurObserv’ER prevede un aumento della produzione di biogas in UE fino a 8.600 ktep.
In Italia, così come in Europa, si possono prevedere buone prospettive per la filiera del biogas, grazie soprattutto agli obiettivi fissati per la sostituzione dei combustibili fossili con i rinnovabili e per la riduzione sulle emissioni di gas serra. Il raggiuggimento degli obiettivi è stato facilitato con l’introduzione di incentivi sulle fonti rinnovabili e sulla riduzione delle emissioni di gas serra. Esistono oramai numerose ditte costruttrici di impianti che hanno fatto importanti esperienze e migliorato fortemente la tecnologia; è presente, inoltre, anche una buona concorrenza che ha portato, da un lato, ad una conseguente crescita del settore e, dall’altro, ad un abbassamento di costi per unità di volume di reattore costruito. Sono presenti anche politiche locali, finalizzate, in parte, al raggiungimento degli obiettivi delle politiche energetiche di competenza regionale e, in parte, all’applicazione delle misure di accompagnamento previste nel PSR 2007-2013, che stanno realizzando programmi di incentivazione per la DA soprattutto nei comprensori con alta intensità zootecnica.
7.3 Esempi di impianti sviluppati nelle Marche
In Regione sono attualmente attivi 8 impianti per la produzione di biogas, prevalentemente legati alla gestione di fanghi e rifiuti, per una potenza complessiva di circa 11MW elettrici. Per quanto riguarda gli impianti alimentati con biomassa
Il caso GERMANIA
Nel 2006 in Germania sono stati prodotti complessivamente 1.923 ktep di energia (il 35,9% dell’UE) con una produzione di energia elettrica di 7.338 GWh (il 42,5% dell’UE); e una produzione di calore di 258 ktep (il 40,9% dell’UE). La produzione di energia primaria da biogas è pari a 23,3 ktep/1000 abitanti (2a, dopo il Regno Unito). Il 29,8% dell’energia primaria prodotta è in connessione con il settore zootecnico e ben il 50,9% vede biomasse agricole in codigesione con altre biomasse.Sono funzionanti oltre 3.500 impianti.Una delle ragioni principali del forte sviluppo della DA è stata la politica di incentivazione che, oltre ad erogare contributi sugli investimenti riconosce un prezzo per l’energia elettrica prodotta che arriva fino a 0,215 €/kWh, per un periodo di 20 anni.
36 37

La
sit
ua
zio
ne e
Le P
ro
sPe
tt
ive d
eL B
iog
as
in e
ur
oPa
ed
in i
taL
iadi origine agricola (poche unità) sono in filiera con il settore zootecnico. Da un’analisi delle attività produttive regionali, risulta che ci sono almeno 6 stalle per l’allevamento bovino a presentare un carico di bestiame interessante per la trasformazione energetica (mandria superiore a 600 capi) a partire dalle sole deiezioni, mentre le opportunità applicative sono molto superiori se si considerano le biomasse dedicate e quelle residuali.Per definire la fattibilità di un impianto, devono essere seguiti alcuni importanti passaggi di valutazione:1. esame della normativa relativa all’incentivazione della produzione di energia
da biomassa e alla regolamentazione della gestione del digestato16;2. individuazione della qualità e quantità delle biomasse esistenti;3. verifica della sostenibilità economica dell’impianto.La complessa materia normativa è schematizzata in figura 7.2.
Fig. 7.2 - Schematizzazione del processo di digestione anaerobica e principali normative di riferimento
D.Lgs. 79/’99Certificati verdi
BIOMASSE- Deiezioni animali (No Reg. 1774); (art. 185, D. Lgs 4/’08)- Colture dedicate (No D. Lgs. 152/’06)- Residui colturali (art. 185, D. Lgs. 4/’08)- Residui agro industria (art. 185, D. Lgs. 4/’08)
COGENERATOREEMISSIONI
SPANDIMENTO
SPANDIMENTOCOMPOSTAGGIO
DIGESTORE
BIOGAS
Digestato
D. MiPAF 07/04/’06NORM. REGIONALI
D. MiPAF 07/04/’06NORM. REGIONALI
D. LGS. 217/’06Disciplina fertilizzanti
DEPURAZIONESep.neSolido
Liquido
D. Lgs. 152/’06Parte V
CO2
H20
NOX (<450 mg/Nm3)
CO (<500 mg/Nm3)
Metano (50-80%)CO
2 (50-20%)
H2S (<1%)
H2
Ammoniaca (tracce)Azoto (tracce)R
2SiO
D. Lgs. 152/’06Parte III
Scarico in acque sup.li
- FORSU- Fanghi di depurazione- Residui organici di macellazione
D. Lgs. 152/’06 p. IVDM 05/02/98 e s.m.
D. Lgs. 99/’92Reg. CE 1774/’02
16 Da un punto di vista tecnico le possibili destinazioni del digestato possono essere: 1) l’uso agronomico diretto, o dopo separazione solido/liquido, sul suolo agrario; 2) l’invio a depurazione parziale o totale con sversamento in pubblica fognatura o in acque superficiali; 3) l’invio a compostaggio insieme ad altri rifiuti.
Da un punto di vista amministrativo gli ultimi due casi si configurano come conferimenti a impianti che trattano rifiuti con un specifico quadro normativo già delineato; il digestato in questi casi può avere due Codici CER: (10.06.04) digestato prodotto dal trattamento anaerobico dei rifiuti urbani, oppure (19.06.06) digestato prodotto dal trattamento dei rifiuti di origine animale o vegetale.
Il primo caso, l’USO AGRONOMICO del digestato, segue percorsi normativi diversi in relazione alla natura e alla classificazione delle matrici in ingresso. Se le matrici sono effluenti zootecnici, residui colturali, e biomasse da colture energetiche, il digestato è assimilabile a effluente zootecnico e va gestito nel rispetto del criterio del massimo dosagggio ammesso di azoto per unità di superficie, ai sensi della Direttiva Nitrati.
Per quanto riguarda l’alimentazione dell’impianto con biomassa di origine agricola, generalmente la base della miscela è costituita da reflui zootecnici, a cui possono essere aggiunti materiali vegetali ottenuti da coltivazioni dedicate o residuali. Per quanto riguarda il patrimonio zootecnico regionale, le stalle con una mandria superiore a 200 capi bovini per le quali è possibile pensare a impianti alimentati prevalentemente a deiezioni sono una ventina (valore medio, 500 capi a stalla), dislocate in tutte le 5 province. La biomassa vegetale più interessante è costituita da sorgo insilato, o, in quantità limitate, paglia di cereale autunno-vernino, se residuale. La scelta dei materiali è compatibile con le caratteristiche produttive del territorio (aree declivi, non irrigue) e tiene conto di conoscenze di agrotecnica consolidate.
Partendo dai materiali indicati e considerata la consistenza caratteristica della mandria, la taglia impiantistica più indicata alla realtà locale è di circa 250 kW elettrici.
Nelle tabelle che seguono viene presentato un esempio di dimensionamento che parte da 350 capi equivalenti di bestiame adulto, da una superficie dedicata alla coltivazione di sorgo da insilare pari a 140 ha e alla produzione di paglia residuale di 100 ha di grano (nelle tabelle che seguono sono indicati i principali parametri necessari per la definizione della filiera).
Con un simile patrimonio, l’impianto è così individuato: potenza del generatore di 250 kW elettrici (potenza motore di 700 kW); produzione annua di 2.000 MWh; consumo medio specifico di metano di circa 310 Nm3/MWh (i valori indicativi per impianti da 0,2 a 1 MW sono rispettivamente di 315 e di 245 Nm3 di CH
4/MWh)
dimensione indicativa dei reattori di circa 600 m3 (tempo di ritenzione di 15 giorni).
Gli elementi da cui partire (è possibile avere i dettagli nei capitoli che precedono) sono indicati nelle tabelle 7.1, 7.2 e 7.3, che esprimono le produzioni unitarie di biogas a partire dai materiali, o matrici, della fermentazione anaerobica.
Tab. 7.1 - Produzione e caratteristiche del liquame
VARIABILI U.M. DATO
Liquame prodotto su P.V.* % 8
P.V. unitario kg/capo 600
S.S. liquame** % su peso 11
S.V. liquame*** % su S.S. 80
Produzione di azoto per unità di P.V. kg/(tP.V.
* anno) 104
Produzione di biogas m3/tS.V.
300
*P.V. = peso vivo **S.S. = sostanza secca (percentuale in peso della biuomassa al netto dell’umidità) ***S.V. = sostanza volatile (percentuale in peso di sostanza secca che, riscaldando a 950°C, si sviluppa
sotto forma gassosa)
38 39

La
sit
ua
zio
ne e
Le P
ro
sPe
tt
ive d
eL B
iog
as
in e
ur
oPa
ed
in i
taL
iaTab. 7.2 - Resa unitaria e caratteristiche del sorgo insilato
VARIABILI U.M. DATO
Resa t/ha 45
S.S. sorgo % su t.q. 30
S.V. sorgo % su S.S. 87
Contenuto di azoto kg/t 3
Produzione di biogas m3/tS.V.
550
Tab. 7.3 - Resa unitaria e caratteristiche della paglia
VARIABILI U.M. DATO
Resa t/ha 20
S.S. paglia % su t.q. 85
S.V. paglia % su S.S. 63
Contenuto di azoto kg/t 7
Produzione di biogas m3/tS.V.
300
Il costo complessivo dell’impianto, stimato per una formula chiavi in mano pari a 4.800 €/kW (gli investimenti specifici variano tra 4.900 e 3.200 €/kW elettrici per impianti capaci di generare una potenza elettrica variabile tra 0,2 e 1 MW circa) è costituito in parte dal costo del generatore (dall’86 all’80%) e in parte da costi accessori, quali opere civili ed elettromeccaniche necessarie alla produzione del biocombustibile e opere civili accessorie (manufatti per lo stoccaggi di biomassa e di digestato). La valutazione della sostenibilità economica dell’impianto e ha tenuto conto di una valorizzazione dell’energia elettrica prodotta pari a 280 €/MWh (tariffa di applicazione prevista, sulla base della Finanziaria 2008 e della Legge 23 luglio 2009, n. 99), ha messo in evidenza che l’approvvigionamento in biomassa incide per il 60% ed oltre, in funzione del prezzo corrisposto, sui costi di gestione complessivi, costituendo il principale elemento di successo economico della produzione.
In tabella 7.4, a titolo di esempio, si propongono i principali indici economici ottenuti, partendo dai seguenti presupposti: funzionamento dell’impianto per 8.000 ore/anno, periodo di valutazione di 15 anni, saggio di interesse 5%, nessuna valorizzazione dell’energia termica prodotta; ipotesi senza e con contributo pubblico (si è fatto riferimento al contributo del 40% che consente di accedere al regime agevolato di prezzi per l’energia da biomassa).
Tab. 7.4 - Principali indici economici
Indici
Costo insilato di sorgo (€/t)
30 35 40 45 50
100% invest.
60% invest.
100% invest.
60% invest.
100% invest.
60% invest.
100% invest.
60% invest.
100% invest.
60% invest.
VAN (k€) 700 1.350 400 1.000 81 750 - 443 - 140
TIR (%) 12 27 9 23 6 18 - 13 - 10
PB(anni) 7 4 8 5 10 6 - 7 - 8 VAN = Valore Aggiunto Netto, indica la somma algebrica dei flussi di cassa cumulati all’ultimo anno TIR = Tasso di Rendimento Interno, indica la fruttuosità dell’investimento PB = tempo di rientro, indica gli anni necessari perché la sommatoria dei flussi di cassa pareggi
l’investimento iniziale
È evidente come il contributo pubblico serva anche per favorire lo sviluppo della filiera locale, permettendo, qualora si intenda - o si debba - fidelizzare la parte agricola, di valorizzare la produzione agricola tanto da rendere appetibile anche questo tipo di produzione.
Un ultimo aspetto da valutare è la gestione del digestato. Restando in ambito agricolo, la soluzione migliore è costituita dalla distribuzione agronomica, rispettando i limiti imposti dalla normativa in materia di quantità di azoto distribuito al terreno.
40 41

fa
tt
or
i di s
uc
ce
sso
e L
imit
i aL
Lo
sv
iLu
PP
o8. fattori di successo e Limiti aLLo sviLuPPo La filiera di produzione del biogas è oramai abbastanza consolidata perché ad essa si possono ascrivere diversi benefici (FATTORI DI SUCCESSO) nel trattamento a fini bioenergetici delle matrici organiche. Nella seguente schematizzazione (tab. 8.1) sono riportati i principali benefici, inquadrati rispetto a quattro aspetti fondamentali: economici, energetici, ambientali e rispetto al trattamento dei reflui.
Tab. 8.1 - Fattori di successo del processo di digestione anaerobica
BENEFICI RISPETTO AL TRATTAMENTO DEI REFLUI BENEFICI ENERGETICI
- Processo naturale di trattamento dei rifiuti;- Richiede minori trattamenti rispetto al compostaggio;- Consente una riduzione di volume e di peso rispetto allo spandimento dei reflui in agricoltura.
- Processo con produzione netta di energia;- Genera un combustibile rinnovabile di alta qualità;- Il biogas può essere destinato a diversi utilizzi e applicazioni.
BENEFICI AMBIENTALI BENEFICI ECONOMICI
- Significativa riduzione di gas serra;- Significativa riduzione delle emmissioni maleodoranti;- Produce un digestato sanificato e ricco di nutrienti;- Massimizzazione dei benefici del riciclo.
- Presenta un ciclo di vita più efficiente sui costi rispetto ad altre opzioni bioenergetiche.
Ulteriori stimoli allo sviluppo della DA potrebbero derivare da alcuni interventi in ambito normativo, e applicando modifiche tecnico-organizzative.
Tra le prime si potrebbe segnalare:- Procedure più semplificate (vedere la mole di normativa riportata in Allegato
1), più chiare e praticabili per l’allacciamento alla rete nazionale e in generale sugli aspetti autorizzativi;
- Favorire l’utilizzo per l’autotrazione del metano purificato al 95-98% e la sua immissione nella rete di distribuzione del gas naturale;
- Consentire, dal punto di vista autorizzativo, un più agevole uso sia di alcuni sottoprodotti in codigestione con reflui zootecnci che del digestato finale che ne deriva;
- Una più costante e chiara politica nazionale di incentivazione (vedi caso Germania);
- Una più omogenea azione amministrativa e procedurale tra le regioni.Da un punto di vista più tecnico-organizzativo sarebbe opportuno perseguire un’integrazione del processo di DA con il processo di compostaggio (fig. 8.1). Le
ragioni di tale integrazione fanno capo a diversi aspetti, tra cui si segnalano:- Nei comprensori ad alta concentrazione zootecnica, con conseguenti carichi
elevati di azoto per ettaro, la DA non risolve il problema, in quanto la produzione del digestato presenta lo stesso carico di azoto dei reflui di partenza;
- Nel caso di cui sopra, stimoli all’uso delle colture dedicate in codigestione, dettati da aumenti di efficienza e delle rese17, rischiano di aggravare la situazione di cui al punto precedente;
- La possibilità di usare digestato assieme ad altre matrici organiche selezionate in impianti di compostaggio di tipo comprensoriale/consortile per una migliore valorizzazione delle stesse;
- Maggiore efficienza nell’utilizzo dell’azoto nel passaggio dal digestato (concime), che presenta un azoto molto disponibile18, al compost che è un ammendante con le riconosciute proprietà sulla reintegrazione della fertilità dei suoli.
Tale integrazione di processi anaerobico/aerobico si potrebbe alimentare sia con la costruzione di nuovi impianti integrati, ma segnaliamo anche la presenza di oltre 100 impianti di compostaggo funzionanti su tutto il territorio italiano che possono essere a loro volta dei catalizzatori di processi di integrazione o dei soggettti attivi in tali processi.
Fig. 8.1 - Schematizzazione dell’integrazione tra trattamento anaerobico e aerobicoReflui zootecnici,
scarti agroindustriaScarti,
sottoprodotti,FORSU
Pre-trattamento
aria
calore
energia
DIGESTIONEANAEROBICA
BIOGAS Cogenerazione
Disidratazione
Acqua
COMPOSTAGGIO
Purificazione aria
Raffinazione
Acquain
eccessoCOMPOSTAria purificata
17 Si ricorda che in Italia la maggior parte degli impianti usa motori con potenza inferiore a 100 kWe, con conseguenti ridotti rendimenti elettrici (ɳe).
18 Si ricorda inoltre che il digestato soggiace alle normative ambientali di utilizzo che prevedono lo stoccaggio (120-180 gg.) per poterlo utilizzare sui suoli in tempi e condizioni pedoclimatiche idonee, e con maggiori perdite di azoto sia per volatilizzazione che per lisciviazione.
42 43

fa
tt
or
i di s
uc
ce
sso
e L
imit
i aL
Lo
sv
iLu
PP
of
at
to
ri d
i su
cc
ess
o e
Lim
iti a
LL
o s
viL
uP
PoAllegato 1 - Riferimenti normative della filiera del biogas
(non sono comprese le norme regionali)
Normativa generale- Legge 9 gennaio 1991, n. 10 “Norme per l’attuazione del Piano energetico nazionale in materia di uso
razionale dell’energia, di risparmio energetico e di sviluppo delle fonti rinnovabili di energia” (G.U. n.13 del 6 gennaio 1991);
- D. Lgs. 16 marzo 1999, n.79 (Decreto Bersani) “Attuazione della direttiva 96/92/CE recante norme comuni per il mercato
interno dell’energia elettrica” (G.U. n.75 del 31 marzo 1999)- Direttiva 2001/77/CE del Parlamento europeo e del Consiglio, del 27
settembre 2001 “Promozione dell’energia elettrica prodotta da fonti energetiche rinnovabili
nel mercato interno dell’elettricità”- D. Lgs. 29 dicembre 2003, n. 387 “Attuazione della Direttiva 2001/77/CE relativa alla promozione dell’energia
elettrica prodotta da fonti energetiche rinnovabili nel mercato interno dell’elettricità”
Autorizzazione Integrata Ambientale (AIA)- D. Lgs. 18 febbraio 2005, n. 59 e successivi allegati “Attuazione integrata della direttiva 96/61/CE relativa alla prevenzione e
riduzione integrate dell’inquinamento”.
Incentivi- G.S.E. (Gestore Servizi Elettrici)- I.A.F.R. IMPIANTI ALIMENTATI A FONTI RINNOVABILI- Guida tecnico-amministrativa sulle procedure di autorizzazione- Qualificazione IAFR (Impianti Alimentati da Fonti Rinnovabili) per il
successivo rilascio dei- Certificati Verdi (Procedura di qualificazione degli impianti alimentati da
fonti rinnovabili - Ed. n° 2, rev. 01 del 01 novembre 2005)- D. Lgs. 16 marzo 1999, n. 79 (Decreto Bersani) “Attuazione della direttiva 96/92/CE recante norme comuni per il mercato
interno dell’energia elettrica” (G.U. n.75 del 31 marzo 1999). Introduce, in proposito, misure incentivanti la realizzazione di misure eco-compatibili
- D.M. 24 ottobre 2005 “Direttive per la regolamentazione dell’emissione dei certificati verdi alle
produzioni di energia di cui all’art. 1, comma 71 della legge 23 agosto 2004, n.239” (GU n.265 del 14 novembre 2005 suppl. ord. n.284)
- Legge 24/12/2007, n. 244 (Legge Finanziaria 2008) (Conto Energia)- Legge 29/11/2007, n. 222 (collegata alla Finanziaria 2008)- Programma di Sviluppo Rurale 2007-2013 Misura “Investimenti nelle aziende
agricole”
Permesso di costruire del Comune- D.P.R. 380/2001 e s.m.i., art. 10 “Rilascio di permesso di costruire”- Legge 24/12/2007, n. 244 (Finanziaria 2008)
Materia prima in entrata- Regolamento (CE) n. 1774/2002 del Parlamento Europeo e del Consiglio “Norme sanitarie relative ai sottoprodotti di origine animale non destinati al
consumo umano”- D. Lgs. 99/1992 “Attuazione della direttiva 86/278/CEE concernente la protezione
dell’ambiente, in particolare del suolo, nell’utilizzazione dei fanghi di depurazione in agricoltura”
- D.M. 5 maggio 2006, n. 125 “Individuazione dei rifiuti e dei combustibili derivati dai rifiuti ammessi a
beneficiare del regime giuridico riservato alle fonti rinnovabili”- I.A.F.R. IMPIANTI ALIMENTATI A FONTI RINNOVABILI- Guida tecnico-amministrativa sulle procedure di autorizzazione- D. Lgs. 152/2006 e s.m.i. (D. Lgs. 16/01/2008, n.4) Testo Unico Ambientale - Parte quarta- D.M. 7 aprile 2006 “Criteri e norme tecniche generali per la disciplina regionale dell’utilizzazione
agronomica degli effluenti di allevamento, di cui all’art.38 del D. Lgs. 11/05/99, n. 152”
Emissioni in atmosfera- D. Lgs. 152/2006 e s.m.i. Testo Unico Ambientale - Parte quinta
Ammendanti e digestato- D.M. 7 aprile 2006- D. Lgs. 29/04/2006, n. 217 “Revisione della disciplina in materia di fertilizzanti” (GU n.141 del 20
giugno 06 suppl. ord. n. 152);
Scarico delle acque reflue- D. Lgs. 152/2006 e s.m.i. (D. Lgs. 16/01/2008, n.4)- Testo Unico Ambientale - Parte terza- D.M. 7 aprile 2006
Richiesta allacciamento alla rete elettrica- D. Lgs. 387/2003, art.14- Direttiva 96/92 CE “Norme comuni per il mercato interno dell’elettricità”
44 45

BiB
Lio
gr
af
iaPrevenzione infortuni e sicurezza- D.P.R. 547/55 e il D. Lgs. 626/94 e s.m.i. “Sicurezza e prevenzione degli infortuni sul lavoro”- L. 46/90 e D.P.R. 447/91 (attuazione della L. 46/90) e s.m.i. “Sicurezza elettrica”- D.P.R. 380/2001 e s.m.i., art. 5 “Verifica rispetto norme igienico-sanitarie”- I.A.F.R. IMPIANTI ALIMENTATI A FONTI RINNOVABILI- Guida tecnico-amministrativa sulle procedure di autorizzazione- Direttiva europea ATEX 94/9/CE, “Apparecchi e sistemi di protezione destinati ad essere utilizzati in atmosfera
potenzialmente esplosiva”.
Altra normativa di riferimento- D.P.R. 8 giugno 2001, n. 327 “Testo unico delle disposizioni legislative e regolamentari in materia di
espropriazione per pubblica utilità”- Codice di Buona Pratica Agricola
BibliografiaAA.VV., 2006. “Energia dalle biomasse - Le tecnologie, i vantaggi per i processi produttivi, i valori economici e ambientali”. Ed. AREA Science Park - Progetto Novimpresa. 245 pp..
AA.VV., 2002. Biomasse agricole e forestali per uso energetico (Atti convegno 28-29/9/2000). AGRA-Editrice, 399 pp..
AIEL, 2007. “Biocombustibili, produzione ed uso energetico in agricoltura”.
Angelini L., Ceccarini L., Bonari E., 1999. “Resa, composizione chimica e valutazione energetica della biomassa di specie erbacee annuali per la produzione di energia”. Ed. Bona S.. Atti XXXIII Convegno Annuale Società Italiana di Agronomia. Le colture non alimentari. Legnaro (PD).
APAT, 2006. “Italian Greenhouse Gas Inventory 1990-2004, National Inventory Report, Rapporto 47”, Roma. www.apat.gov.it/site/_contentfiles/00143300/143306_rapporto_2006_70.pdf.
ANPA e ONR, 2001. I rifiuti del comparto agroalimentare. Studio di settore, Rapporti 11/2001, ANPA - Unità Normativa Tecnica.
ARSIA, 2004. “Le colture dedicate ad uso energetico: il progetto Bioenergy Farm”, quaderno 6.
Bizzotto A., Chiumenti R., Vedova A., 1980. “La digestione anaerobica delle deiezioni zootecniche”. CLEUP.
Borboni, Giobbi, Maldini, “Informativa sulle Agroenergie”, Regione Marche.www.agri.marche.it/Aree%20tematiche/agroenergie/default.htm, consultato in luglio ‘09
Canestrale R., Selmi C., 2007. “Energia da biomasse vegetali - analisi della fattibilità tecnico economica. Ed. Il Divulgatore, anno XXX- ½. Pagine. 13-35 in monografia, 74 pp.
Centuria RIT, 2006. “Studio per la valorizzazione delle biomasse ad uso energetico: stato dell’arte prospettive di sviluppo sul territorio romagnolo”.
Coiante D., 2004. “Le nuove fonti di energia rinnovabile. Tecnologie, costi e prospettive”. Franco Angeli Editore.
Comitato Termotecnico Italiano. http://www.cti2000.it/, consultato in luglio ‘08 .
Communication from the Commission to the Council and the European Parliament - Renewable energy road map - Renewable energies in the 21st century: building a more sustainable future COM/2006/0848 final.
CRPA, 2008. “Energia da biogas - prodotto da effluenti zootecnici, biomasse dedicate e di scarto”. 103 pp..
ENEA, 2006 . Rapporto energia ambiente 2005.
EEA - European Environment Agency, 2006. “How much bioenergy can Europe produce without harming the environment?” 67 pp.. Copenhagen.
EurObserv’ER, 2008. Biogas Barometer, n. 186.
European Commission, 2005. Biomass Action Plan, COM(2005) 628 final, Brussels.
Giobbi M., 2007. “Produzione di biogas da biomassa animale e vegetale: ipotesi di realizzazione di un impianto nella Regione Marche”, tesi di laurea, Università Politecnica delle Marche.
IEA, 2007. “Key world energy statistics 2007”, Paris.www.iea.org/textbase/nppdf/free/2007/key_stats_2007.pdf
IEA, 2007. “Map Energy Indicators - World - TPES / Population”.www.iea.org/Textbase/country/maps/world/tpes_pop.htm
International Energy Agency - IEA, 2007. Bioenergy Project Development Biomass Supply, Good Practice Guidelines, Paris.
IPCC, 2007a. Summary for Policymakers. In: Climate Change 2007: The Physical Science Basis. Contribution of Working Group I to the Fourth Assessment Report of the Intergovernmental Panel on Climate Change [Solomon, S., D. Qin, M. Manning, Z. Chen, M. Marquis, K.B. Averyt, M.Tignor e H.L.
46 47

BiB
Lio
gr
af
iaMiller (eds.)], Cambridge University Press, Cambridge, United Kingdom and New York, NY, USA.
IPCC, 2007b. Summary for Policymakers. In: Climate Change 2007: Mitigation. Contribution of Working Group III to the Fourth Assessment Report of the Intergovernmental Panel on Climate Change [B. Metz, O.R. Davidson, P.R. Bosch, R. Dave, L.A. Meyer (eds.)], Cambridge University Press.
IPCC, 2005. IPCC Special Report on Carbon Dioxide Capture and Storage. Prepared by Working Group III of the Intergovernmental Panel on Climate Change [Metz, B., O. Davidson, H. C. de Coninck, M. Loos, e L. A. Meyer (eds.)], Cambridge University Press, Cambridge, United Kingdom and New York, NY, USA, 442 pp.
ISES Italia e Fondazione IDIS-Città della Scienza, 2004. “Biomasse per l’energia: guida per progettisti, impiantisti e utilizzatori” - Pubblicazione realizzata nell’ambito del Progetto UE “Greenpro” (Guide for Renewable Energy Installations to promote biomass, photovoltaics and solar thermal in Europe) finanziato dal Programma europeo ALTENER.
Itabia, 2005 - Italian Biomass Association, Le biomasse per l’energia e l’ambiente: Rapporto 2003.
PHYLLIS the composition of biomass and waste, 2008. www.ecn.nl/phyllis/
Regione Emilia-Romagna, Assessorato all’agricoltura, 2006. “Dai campi l’energia del futuro”, I supplementi di Agricoltura, n. 30.
Regione Marche. Riva et al., 2004. “Le biomasse residuali per uso energetico nella Regione Marche”. 42 pp.
Siti di riferimentowww.agri.marche.it
www.aiel.cia.it
www.apat.gov.it
www.crpa.it
www.crpv.it
www.cti2000.it
www.eea.europa.eu
www.ecn.nl
www.eurec.be
www.iea.org
www.istat.it
www.ivalsa.cnr.it
48 49



La filiera del biogasAspetti salienti dello stato dell’arte e prospettive
www.assam.marche.it