kompozİt malzemeler - ansys.deu.edu.transys.deu.edu.tr/wp-content/uploads/2015/12/12.pdf · •...
TRANSCRIPT
1
BÖLÜM BİR
KOMPOZİT MALZEMELER
1.1 - Giriş
İstenen amaç için tek başlarına uygun olmayan farklı iki veya daha fazla
malzemeyi istenen özellikleri sağlayacak şekilde belirli şartlar ve oranlarda fiziksel
olarak, makro yapıda bir araya getirilerek elde edilen malzemeye kompozit
malzeme denir.
İç yapıları çıplak gözle incelendiğinde (makroskobik muayene) yapı
bileşenlerinin seçilip ayırt edilmesi mümkündür. Yapılarında birden fazla sayıda
fazın yer aldığı klasik alaşımlar ise makro ölçüde homojen olmalarına rağmen
mikro ölçüde (mikroskobik muayene ile seçilebilen) heterojen malzemelerdir.
Kompozit malzemelerde yapıyı oluşturan bileşenler birbiri içinde çözünmezler,
kimyasal olarak inert davranırlar. Ancak özellikle metalik sistemlerde düşük
oranlarda bile olsa, bir miktar çözünme bileşenler arasında kompozit özelliklerini
etkileyebilen ara yüzey reaksiyonları görülebilir.
Kompozit malzemelerde çekirdek olarak kullanılan bir fiber malzeme
bulunmakta, bu malzemenin çevresinde hacimsel olarak çoğunluğu oluşturan bir
matris malzeme bulunmaktadır. Bu iki malzeme grubundan, fiber malzeme
kompozit malzemenin mukavemet ve yük taşıma özelliğini, matris malzeme ise
plastik deformasyona geçişte oluşabilecek çatlak ilerlemelerini önleyici rol
oynamakta ve kompozit malzemenin kopmasını geciktirmektedir. Matris olarak
kullanılan malzemenin bir amacı da fiber malzemeleri yük altında bir arada
tutabilmek ve yükü lifler arasında homojen olarak dağıtmaktır. Böylece fiber
2
malzemelerde plastik deformasyon gerçekleştiğinde ortaya çıkacak çatlak
ilerlemesi olayının önüne geçilmiş olur.
1.2 - Kompozit Teknolojisinin Gelişimi Kompozıt malzemelerin bilinen en eski ve en geniş kullanım alanı inşaat
sektörüdür.Saman ile liflendirilmiş çamurdan yapılan duvarlar ilk kompozit
malzeme örneklerindendir. Bugün taş, kum, kireç, demir, ve çimento ile oluşturulan
kompozit malzeme evlerimizi oluşturmaktadır.
Kompozit malzemeye en güncel örneklerden biri de kağıttır. Selüloz ve
reçineden oluşan kağıt, günümüzde yaşamımızın her alanında eşsiz bir kullanım
aracı olarak insanlığın hizmetine sunulmuştur.
Günümüzde kompozit malzemelerin kullanım alam çok geniş boyutlara
ulaşmıştır. Kompozit malzemelerin başlıca kullanım alanları ve bu alanlarda
sağlanan avantajlar şu şekilde sıralanabilir:
Şehircilik : Bu alanda kompozitler, toplu konut yapımında, çevre güzelleştirme
çalışmalarında (heykel, banklar, elektrik direkleri v.s.) kullanılmaktadır.
Üreticinin çok sayıda standart ürünü kısa zamanda imal edebilmesi, montajdan
tasarruf ve ucuz maliyet imkanları, kullanıcıya da yüksek izolasyon kapasitesi,
hafiflik ve yüksek mekanik dayanım imkanları sağlamaktadır.
Ev Aletleri : Masa, sandalye, televizyon kabinleri, dikiş makinesi parçaları,
saç kurutma makinesi gibi çok kullanılan ev aletlerinde ve dekoratif ev
eşyalarında kompozit malzemeler kullanılmaktadır. Bu şekilde komple ve karışık
parça üretimi, montaj kolaylığı, elektriksel etkilerden korunum ve hafiflik gibi
avantajlar sağlamaktadır.
Elektrik ve Elektronik Sanayi : Kompozitler, başta elektriksel izolasyon
olmak üzere her tür elektrik ve elektronik malzemenin yapımında kullanılmaktadır.
3
Havacılık Sanayi : Havacılık sanayisinde kompozitler, gün geçtikçe daha geniş
bir uygulama alanına sahip olmaktadır. Planör gövdesi, uçak modelleri, uçak gövde
ve iç dekorasyonu, helikopter parçaları ve uzay araçlarında başarıyla
kullanılmaktadır. Daha hafif malzemeyle atmosfer şartlarına dayanım ve yüksek
mukavemet sağlanmaktadır.
Otomotiv Sanayi : Bu alanda kompozitlerden oluşan başlıca ürünler;
otomobil kaportası parçaları, iç donanımı, bazı motor parçalan, tamponlar ve oto
lastikleridir.
İş Makinaları : İş makinalarının kapakları ve çalışma kabinleri yapımında da
kompozit malzemeler kullanılmaktadır. Bu şekilde üretimde kullanılan parça
sayısı azaltılabilmekte, tek parça üretim mümkün olmaktadır. Ayrıca elektrik
izolasyon malzemelerinden de tasarruf sağlanmaktadır.
İnşaat Sektörü : Cephe korumaları, tatil evleri, büfeler, otobüs durakları,
soğuk hava depoları, inşaat kalıpları birer kompozit malzeme uygulamalarıdır.
Tasarım esnek ve kolay olmakta, nakliye ve montajda büyük avantajlar
sağlamaktadır. İzolasyon problemi çözülmekte ve bakım giderleri azalmaktadır.
Tarım Sektörü : Seralar, tahıl toplama siloları, su boruları ve sulama
kanalları yapımında kompozitler özel bir öneme sahiptirler. Kompozit
malzemelerden yapılan bu örnekler istenirse ışık geçirgenliği, tabiat şartlarına ve
korozyona dayanıklılık, düşük yatırım ve kolay montaj gibi avantajlar
sağlamaktadır.
1.3 - Kompozit Malzemelerin Avantajları ve Dezavantajları
Kompozit malzemelerin birçok özelliklerinin metallerinkine göre çok
farklılıklar göstermesinden dolayı, metal malzemelere göre önem
4
kazanmışlardır.Kompozitlerin özgül ağırlıklarının düşük oluşu hafif
konstrüksiyonlarda kullanımda büyük bir avantaj sağlamaktadır. Bunun yanında,
fiber takviyeli kompozit malzemelerin korozyona dayanımları, ısı, ses ve elektrik
izolasyonu sağlamaları da ilgili kullanım alanları için bir üstünlük sağlamaktadır.
Aşağıda bu malzemelerin avantajlı olan ve olmayan yanları kısaca ele
alınmıştır. Kompozit malzemelerin dezavantajlı yanlarını ortadan kaldırmaya
yönelik teorik çalışmalar yapılmakta olup, bu çalışmaların olumlu sonuçlanması
halinde kompozit malzemeler metalik malzemelerin yarini alabilecektir.
Yüksek Mukavemet :Kompozitlerin çekme ve eğilme mukavemeti birçok
metalik malzemeye göre çok daha yüksektir. Ayrıca kalıplama özelliklerinden
dolayı kompozitlere istenen yönde ve bölgede gerekli mukavemet verilebilir.
Böylece malzemeden tasarruf yapılarak, daha hafif ve ucuz ürünler elde edilir.
Kolay Şekillendirebilme : Büyük ve kompleks parçalar tek işlemle bir parça
halinde kahplanabilir.Bu da malzeme ve işçilikten kazanç sağlar.
Elektriksel Özellikler : Uygun malzemelerin seçilmesiyle çok üstün
elektriksel özelliklere sahip kompozit ürünler elde edilebilir. Bugün büyük
enerji nakil hatlarında kompozitler iyi bir iletken ve gerektiğinde de başka bir
yapıda, iyi bir yalıtkan malzemesi olarak kullanılabilirler.
Korozyona ve Kimyasal Etkilere Karşı Mukavemet : Kompozitler, hava
etkilerinden, korozyondan ve çoğu kimyasal etkilerden zarar görmezler. Bu
özellikleri nedeniyle kompozit malzemeler kimyevi madde tankları, boru ve
aspiratörler, tekne ve diğer deniz araçları yapımında güvenle kullanılmaktadır.
Özellikle korozyona karşı mukavemetli olması, endüstride birçok alanda avantaj
sağlamaktadır.
Isıya ve Ateşe Dayanıklılığı : Isı iletim katsayısı düşük malzemelerden
oluşabilen kompozitlerin ısıya dayanıklılık özelliği, yüksek ısı altında
5
kullanılabilmesine olanak sağlamaktadır. Bazı özel katkı maddeleri ile
kompozitlerin ısıya dayanımı arttırılabilir.
Kalıcı Renklendirme : Kompozit malzemeye, kalıplama esnasında reçineye
ilave edilen pigmentler sayesinde istenen renk verilebilir.Bu işlem ek bir masraf ve
işçilik gerektirmez.
Titreşim Sönümlendirme : Kompozit malzemelerde süneklik nedeniyle doğal
bir titreşim sönümleme ve şok yutabilme özelliği vardır. Çatlak yürümesi olayı
da böylece minimize edilmiş olmaktadır.
Bütün bu olumlu yanların dışında kompozit malzemelerin uygun olmayan
yanları da şu şekilde sıralanabilir:
• Kompozit malzemelerdeki hava zerrecikleri malzemenin yorulma
özelliklerini olumsuz etkilemektedir.
• Kompozit malzemeler değişik doğrultularda değişik mekanik
özellikler gösterirler.
• Aynı kompozit malzeme için çekme, basma, kesme ve eğilme
mukavemet değerleri farklılıklar gösterir.
• Kompozit malzemelerin delik delme, kesme türü operasyonları
liflerde açılmaya neden olduğundan, bu tür malzemelerde hassas
imalattan söz edilemez.
Görüldüğü gibi kompozit malzemeler, bazı dezavantajlarına rağmen çelik ve
alüminyuma göre birçok avantaja sahiptir. Bu özellikleri ile kompozitler otomobil
gövde ve tamponlarından deniz teknelerine, bina cephe ve panolarından komple
6
banyo ünitelerine, ev eşyalarından tarım araçlarına kadar bir çok sanayi kolunda
problemleri çözümleyecek bir malzemedir.
1.4 - Kompozit Türleri ve Sınıflandırılması
Kompozit malzemeler yapılarını oluşturan malzemeler ve yapım metotlarına
göre iki ayrı şekilde sınıflandırılmıştır. Bunları sıralayacak olursak;
1.4.1 - Yapılarını Oluşturan Malzemelere Göre Kompozitler
Fiber ve matris olarak kullanılabilen malzemeler amaca uygun olarak çok
çeşitli olabilmektedirler. Fakat genellikle cam, seramik, plastik ve metaller kullanıl-
maktadır.
Plastik - Plastik Kompozitler
Fiber olarak kullanılan plastik yük taşıyıcı bir özelliğe sahip iken, matris olarak
kullanılan plastik esneklik verici, darbe emici ya da istenen amaca göre kullanılan
plastiğin özelliğine sahip olmaktadır. Kullanılabilecek plastik türleri de iki ayrı
grupta incelenebilir:
Termoplastikler : Bu tür plastikler ısıtıldığında yumuşar ve şekillendirildikten
sonra soğutulduğunda sertleşir. Bu işlem sırasında plastiğin mikro yapısında bir
değişiklik olmaz. Genellikle 5-50 °C arasında kullanılabilirler. Bu gruba giren
plastikler naylon, polietilen, polistren, karbonflorür akrilikler, selülozikler, viniller
sayılabilir.
Termoset Plastikler : Bu tür plastikler ise ısıtılıp şekillendirildikten sonra
soğutulduklarında artık mikro yapıda oluşan değişim nedeniyle eski yapıya
dönüşüm mümkün olmamaktadır. Bu grubun belli başlı plastikleri ise polyesterler,
7
epoksiler, alkitler, aminler olarak verilebilir.
Plastik – Cam Elyaf Kompozitler
İsteğe göre termoplastikler veya termoset plastikten oluşan matris ve cam liflerin
uygun kompozisyonundan üretilmektedir. Mekanik ve fiziksel özellikleri nedeniyle
cam lifler birçok durumda metal, asbest, sentetik elyaf ve pamuk ipliği gibi liflere
tercih edilebilirler. Ancak cam elyaflı kompozitler, büyük kuvvetleri iletmelerine
rağmen camın kırılgan olmasından dolayı çok düşük dirençlidirler.
Bu tür malzemelerin fiziksel ve kimyasal özellikleri, kullanılan plastik reçineler
uygun seçilerek arzu edilen şekle sokulabilir. Plastik reçineler de termoplastik ve
termoset türünde olmaktadır. Termoset plastikler, fiberlerinde düzgün oryantasyonu
ile yüksek mukavemete ulaşabilirler. Cam elyaf takviyeleri ile en çok kullanılan
plastik reçineler, polyesterlerdir.Polyesterlerinde bu amaçla kullanılan bir çok türü
mevcuttur.
Plastik – Metal Fiber Kompozitler
Endüstride çok kullanılan metal fiber takviyeli plastikten oluşan kompozitler
oldukça hafif ve mukavim bir ürün olarak karşımıza çıkmaktadır. Bu kompozitler,
metal fiberlerin ( Bakır, Bronz, Alüminyum. Çelik v.s. ) poli – etilen ve poli –
propilen plastiklerini takviyelendirmesi amacı ile elde edilmekte ve
kullanılmaktadır. Özellikle deformasyon yönünden takviyelendirme yaygın olarak
kullanılmakta ve iyi bir verim alınmaktadır.
Plastik – Köpük Kompozitler
Bu tür kompozitlerde plastik, fiber olarak görev yapmakta; Köpük ise matris,
reçine konumunda olmaktadır. Köpükler, hücreli yapıya sahip, düşük yoğunlukta,
gözenekli ve doğal halde bulunduğu gibi, büyük kısmı sentetik olarak elde edilmiş
8
hafif maddelerdir. Köpük, hücre yapısına göre sert, kırılgan, yumuşak ya da elastik
olabilmektedir. Matris olarak kullanılan bu köpük türleri, kullanılan plastiğin
çeşitlenebilmesiyle değişik özellikte kompozitlerin oluşumunu sağlar.
Metal Matrisli Kompozitler Metallerin ve metal alaşımlarının birçoğu yüksek sıcaklıkta bazı özellikleri
sağlamalarına rağmen kırılgan olmaktadırlar. Fakat metalik fiberler ile takviye
edilmiş metal matrisli kompozitler her iki fazın uyumlu çalışması ile yüksek
sıcaklıkta da yüksek mukavemet özelliklerini vermektedir.
Bakır ve alüminyum matrisli, Wolfram ve Molibden fiberli kompozitler ve Al-Cu
kompoziti bize bu kompozisyonu en iyi veren örneklerdir. Bu tip kompozitler,
matrisin özelliklerini iyileştirdiği gibi bu özelliklere daha ekonomik ulaşılmasını
sağlar.
Fiberlerin malzemeyi kuvvetlendirme derecesi, yüzeysel boşlukların olmayışına
bağlıdır. Böylece teorik duruma yaklaşılabilir. Fiberlerin çaplarına ve matrisle olan
adezyon kuvvetinin niteliğine bağlı olarak belli bir kritik uzunluktan daha kısa
olmalıdır. Bu kompozitlerde metal matris içine gömülen ikinci faz, sürekli lifler
şeklinde olabildiği gibi gelişi güzel olarak dağıtılmış küçük parçalar halinde de
olabilmektedir.
Seramik Kompozitler
Metal veya metal olmayan malzemelerin bileşiminden oluşan seramik
kompozitler,yüksek sıcaklıklara karşı çok iyi dayanım göstermekle birlikte rijit ve
gevrek bir yapıya sahiptirler. Ayrıca elektriksel olarak çok iyi bir yalıtkanlık Özelliği
gösterirler. Üç ayrı grupta toplanan seramik kompozitler şu şekilde sıralanabilir:
A ) Seramik - Seramik Sistemi : İki seramik fazın karışmasından
oluşmaktadır. Örnek olarak saf çini verilebilir.
B ) Seramik - Cam Sistemi : Yaşamımızın her alanında kullanılan porselen,
bir seramik cam kompozitidir. Kuartz fiberlerin bir cam matris içersine çini ile
birlikte hamurlanıp yerleştirilmesiyle oluşmuştur.
C ) Seramik - Metal Sistemi : Bu tür kompozitler, çok fazlı bir yapıya sahiptirler.
9
Bir metal faz, bir seramik faz, bir gözenek fazı ve daha çok karmaşık formlarda
seramik ve metalin ilave fazlarından meydana gelmiştir. Endüstride kullanılan
ve elmas olarak adlandırılan kesme aletleri en iyi örneklerdir. Bir kobalt matris
içine dağılmış tungsten karpit parçalarından oluşan bu kompozit malzeme büyük
bir dayanım sağlamaktadır.
Kağıt
Kompozit malzemelerin günümüzde en çok kullanılan örneklerinden biri olan
kağıt, selüloz liflerinin reçine ve yapıştırıcılarla bir arada tutulması ile
oluşturulmaktadır. Dolgu maddesi içindeki selüloz lifleri şişerek keçeleşmekte ve
ezilip sıcak preslendikten sonra kağıt haline gelmektedir.
1.4.2 - Yapım Şekillerine Göre Kompozitler
Karışık Malzeme ve Sinterleme
Endüstride kullanılan çok çeşitli karışık kompozit malzeme vardır. İnce bir kalıp
kumun bir plastik malzeme ile bağlanması ve plastiğin yüksek sıcaklıkta polimerize
olmasından yararlanılarak dökümcülükte kullanılan kalıp malzemeleri ortaya
çıkmıştır. Zımpara taşı taneleri de cam ve reçine tarafından bağlanarak zımparalar
oluşturulmuştur.
Karışık malzemelerin birleştirilmesinde bir başka yöntem de sinterlemedir.
Sinterleme, küçük parçaları (çoğu kez metalleri) yüksek sıcaklıkta, basınç altında
birbirine bağlama ile gerçekleşir. Sinterleme olması için ya bir sıvı faz meydana
gelmeli ya da katı halde yayınma ile parçaların arasında bir bağ oluşmalıdır.
Sıvı fazlı sinterlemede bağlayıcı metal erir ve karbür taneleri arasında sürekli bir
faz oluşur. Fakat sinterlemeden sonra kristalleşir, kuvvetli ve rijit bir yapı
meydana getirir. Küçük parçaları birbirine bağlamada reçine kullanıldığı zaman
aynı şekilde tanelerin yüzeyini kaplaması gerekir. Kristalleşme yerine, reçine

10
polimerize olur ve akışkanlığını kaybederek kuvvetli bir bağ yapar.
En çok kullanılan sinter metodu, cam sinterlemesi adı da verilen silisli
malzemenin pişirilmesidir. Tuğla, porselen, buji veya benzer silisli maddeler bu
yöntemle elde edilir. Bir miktar sıvı, solidus sıcaklığının üzerine kadar ısıtılır.
Meydana gelen bu silikat sıvı bir camdır ve kristalleşmeden oda sıcaklığına kadar
soğutulur. Kristalleşmeyen bu bağın viskozitesi çok yüksektir. Sonuçta çok sert ve
kuvvetli bir bağ oluşur.
Katı sinterlemede ise, gereken yayınmanın çabuk olması için solidus sıcaklığının
biraz altında olması istenir. Birçok toz metal parça ve dielektrik seramik malzeme
katı sinterleme ile yapılır. Ayrıca volfram ve kolumbiyum gibi refrakter metaller
bu malzemeleri içinde ergitecek potaların ve kalıpların pratik olarak mümkün
olmamasından dolayı katı sinterleme ile şekillendirilir.
Sinterlemeden önce parçacıklar arasında iki yüzey vardır. Yüzeydeki atomların
yalnız bir taraflarında atom olduğu için yüzeyler yüksek enerji yerleridir. Çünkü iki
parça birbirine çok yakın görünse bile aralarındaki açıklık birçok atom alacak kadar
geniştir ve atomlar arası çekim kuvveti buralarda çok zayıftır. Ancak sinterleme
işleminde, yüksek sıcaklıkta yeterli zaman verilirse atomlar yayınma ile hareket
eder ve parçalar arasındaki noktalara genişlerler. Bu şekilde iki ayrı yüzey yerine iki
parça arasında ortak bir yüzey meydana getirirler. Oluşan ortak yüzeyde atomların
yakın komşuları olduğundan, önceki yüzeylerin her ikisinden de alçak enerjide
olurlar.
.
Yüzey Kaplamaları Birçok uygulamada aşınmaya dayanıklı,çok sert yüzeyi olan malzeme aranır.
Böyle bir yüzey elde etmenin yolu metal yüzeylerini aşınmaya dayanıklı bir
malzeme ile kaplamaktır. Metal üzerine bir tabak şeklinde bağlanmış boya veya
seramik yüzey kaplama bir kompozit malzeme oluşturur.
Kaplamanın ana malzemeye yapışabilmesi için yüzey tabakası ile yüzey altı
malzeme arasında bir süreklilik olmalıdır. Her iki malzeme birbirine benzer özellik
taşıyorsa bağlar da, mikro yapı içerisindeki bağlar gibi olur. Galvaniz kaplama, bu
11
şekilde çelik malzemeye yapışır. Kaplama ile alttaki malzeme birbirine benzemeyen
yapıya sahipseler, genel olarak astar tabaka kullanılır. Örnek olarak boyanın cam
üzerine iyi yapışması için öncelikle cam üzerine silikon yayılır. Çünkü silikonun
yapısal özellikleri hem cama hem de boya taşıyıcılarına benzemektedir. Yüzey
kaplamada kullanılan bir diğer yöntem ise alaşım elementlerinin dışarıdan yüzey
tabakasına yayınması ile yapılır.
Lif Takviyesi Malzeme mekanik özelliklerini yükseltmek için malzeme yapısı içine çok sert
ve ince fazların serpilmesi yöntemidir. Bu tür kompozitlcr ana fazdan beklenen
bazı özelliklerin elde edilmesi ya da geliştirilmesi amacıyla üretilirler. Ana faz
(matris), ikincil fazlarla (fıber)belirli doğrultularda takviyelendirilir. Böylece
mukavemet, korozyon ve aşınma direnci, ısı izolasyonu, rijitlik ve ağırlık gibi
özelliklerde daha verimli hale getirilir. Örnek olarak, saf alüminyum çekme
mukavemeti 1000 [kg/cm2] kadarken, alüminyum alaşımınki 4000 [kg/cm2] 'den
fazladır. Aynı şekilde ferritin çekme mukavemeti 2800 [kg/cm2] olduğu halde ferrit
içine serpilen çok ince karbür tanelerinin oluşturduğu karışım 14000 [kg/cm2] lik bir
çekme mukavemetine sahiptir.
Bu arada cam takviyeli plastik, kord beziyle takviyeli otomobil lastiği ve demir
ile takviyeli betondan söz edilebilir. Bu tür kompozitlerde hem fiber hem de
matris malzeme yeterince büyük olduklarından, her birinin etkisini ayrı ayrı
hesaplayıp, bu hesapları kompozit malzeme üzerinde birleştirmek gerekmektedir.
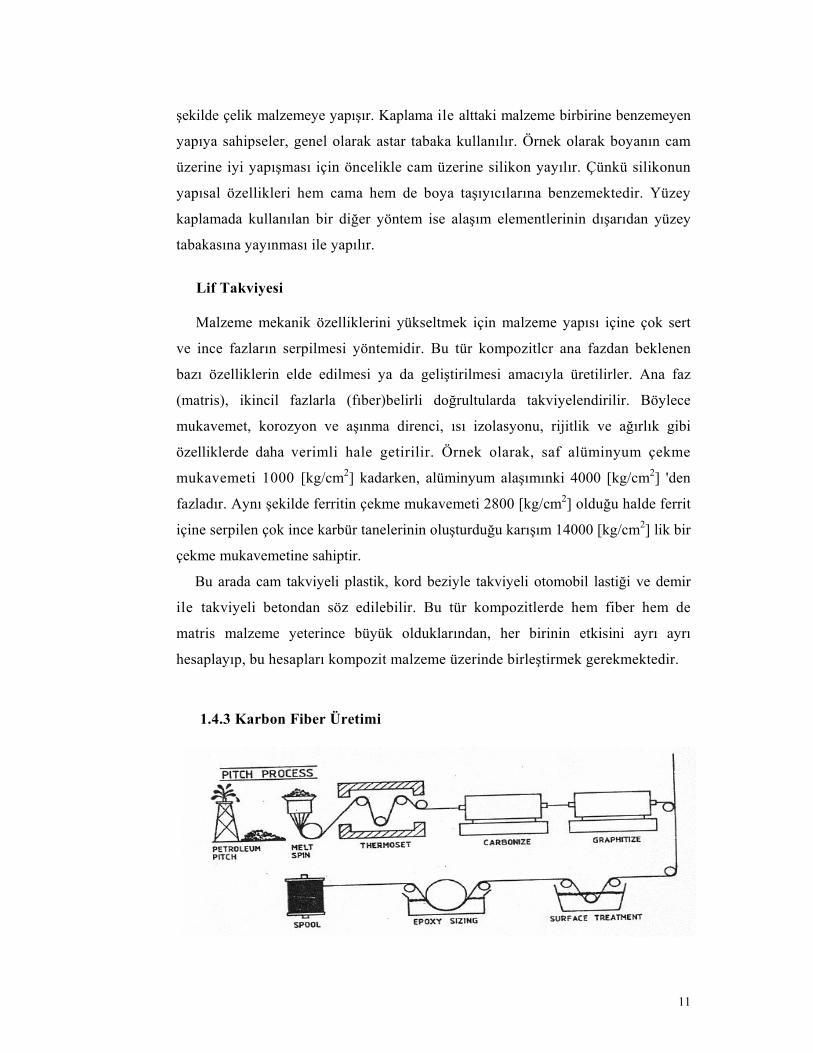
1.4.3 Karbon Fiber Üretimi

12
Karbon fiberler, germe ve termoset işlemleriyle sentetik fiberlerden üretilmekte. Bu
üretimin basitleştirilmiş bir planı yukarıdaki şemada görülmektedir. Polyacrylonitrile
(PAN) ve zift karbon fiber üretimi için kullanılan en genel ham maddelerdir.PAN
önceden üretilmiş ve makaralara sarılmış durumdadır. Zift ise bir petrol türevi olup
eritilip biri dizi işlemden geçirilerek fiber haline getirilir.
1.asama
Isıl işlem aşamasında fiberlere gerilme uygulanıp 400° C yi aşmayacak şekilde
ısıtılır.Bu işlem karbon zincirlerinin birbirleriyle kesişmesini sağlayarak daha sonraki
ısıl işlemlerde erimesini önler.
2.aşama
Karbonizasyon aşamasında fiberler oksijensiz ortamda 800° C ye kadar ısıtılır.Bu
işlem karbon olmayan empüriteleri ortadan kaldırır,
3.asama
Grafîtizasyon aşamasında fiberler %50 ila %100 uzayacak şekilde gerilmeye maruz
bırakılır ve 1100° C ila 3000° C arasında ısıtılır. Gerilme,istenilen kristal oryantasyonu
sağlayarak istenilen young modülü değerinin (300-600 Gpa) elde edilmesini sağlar.
Son olarak, epoxy boyutlandırması ve yüzey işleme aşamaları, karbon fiber / epoxy
arası bağ kuvvetlerini güçlendirmek amacıyla yapılmaktadır. Bu son iki aşama yerine
daha değişik yöntemlerde kullanılabilir.
13
BÖLÜM İKİ
ELASTO-PLASTİK GERİLME ANALİZİ
2.1 - Elasto-plastik Gerilme Analizi
Malzemelerin elasto - plastik durumu, elastik bölge aşılarak belirli bir
gerilme değerine ulaştıktan sonra malzemenin gösterdiği davranışlar olarak
incelenebilir. Plastik deformasyonlar yük kalktıktan sonra geri dönmez.
Plastik deformasyonun başlangıcı bir akma kriteri yardımı ile belirlenmekte
olup, akma sonrası deformasyon malzeme direncinin büyük ölçüde düşüşü
sonucu çıkmaktadır.
Malzemenin elasto - plastik davranışını hesaplamak için çeşitli metotlar
vardır. Genelde aşağıdaki üç temel prensibe dayanır:
a) Direngenlik matrisi değişimi metodu,
b) Başlangıç şekil değişimi metodu,
c) Başlangıç gerilme metodu.
Direngenlik matrisi değişimi metodu, plastik deformasyon bölgesinde her
iterasyon sonunda direngenlik matrisinin yeniden hesaplanmasını gerektirir. Bu da
problem çözme süresini uzattığı için pek tercih edilmez.
Başlangıç şekil değişimi metodunda elastik olarak hesaplanmış gerilme için
malzemenin gerçek davranışına uygun bir elasto-plastik başlangıç şekil
değiştirmesi aranır. Metot, akma başladıktan sonra da mukavemet artışı devam
eden malzemeler için geliştirildiğinden εo’ ın tanımlanamadığı durumlarda bu metot
kullanılamaz. İdeal elasto-plastik malzeme gibi.
Başlangıç gerilmesi metodu Zienkievvicz'in çalışmalarına dayanır ve elasto -
14
plastik problemlerin çözümü için en çok kullanılan metottur. Teori, tek boyutlu bir
problemin zorlanmasına dayanılarak anlatılmış, çok eksenli gerilme durumu için
genelleştirilmiştir. 2.1.1 Plastisite Teorisi Plastisite teorisi elasto-plastik özellik gösteren malzemelerin gerilme şekil
değiştirme ilişkilerini izah etmekten ibarettir. Plastik davranışlar zamana bağlı
olmayan kalıcı şekil değiştirmelerle karakterize edilir. Bu şekil değiştirmeler
malzemenin özelliğine göre belli bir gerilme değerine ulaşıldıktan sonra meydana
gelir. Elasto-plastik incelemenin yapılabilmesi için şu üç şartın gerçekleşmesi
gerekir;
A. Elastik şartlarda malzeme davranışını tanımlamak için gerilme ve şekil
değiştirmeler arasında lineer bir ilişki olmalıdır.
B. Akmanın meydana geldiği noktada bir akma kriterinin dikkate alınması
gerekir.
C. Akma başladıktan sonra gerilme ve şekil değiştirmeler arasında bir
formülasyona ihtiyaç vardır
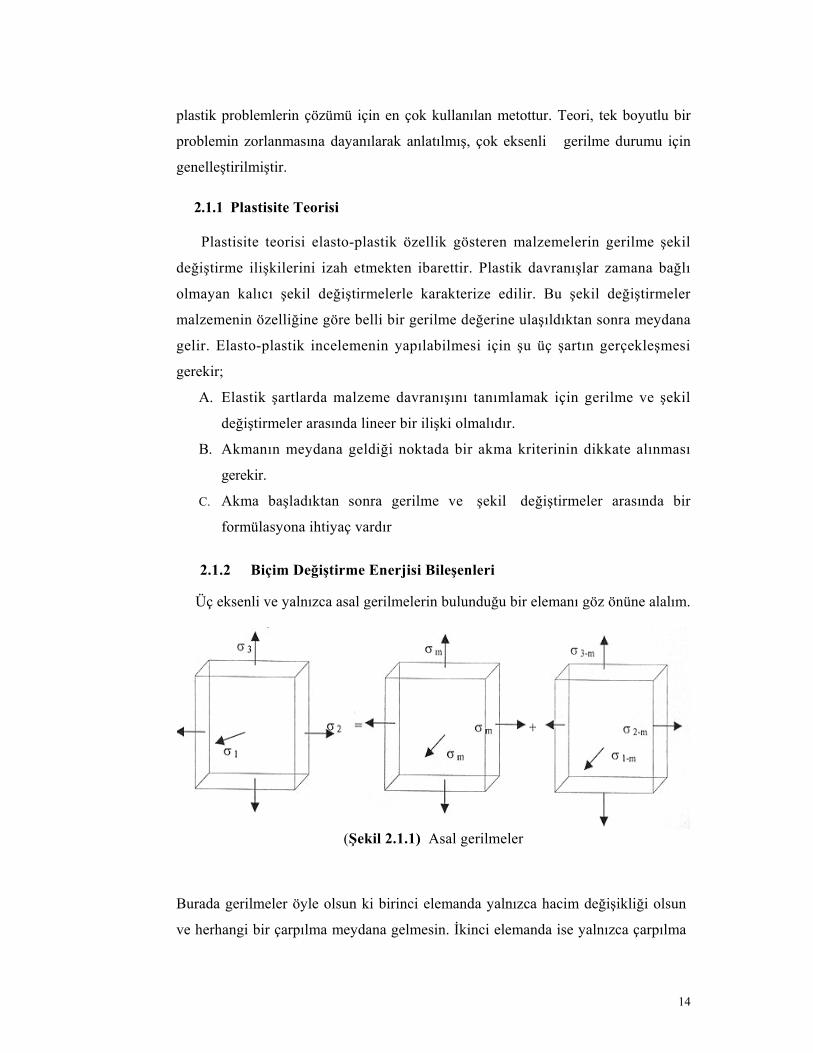
2.1.2 Biçim Değiştirme Enerjisi Bileşenleri Üç eksenli ve yalnızca asal gerilmelerin bulunduğu bir elemanı göz önüne alalım.
(Şekil 2.1.1) Asal gerilmeler
Burada gerilmeler öyle olsun ki birinci elemanda yalnızca hacim değişikliği olsun
ve herhangi bir çarpılma meydana gelmesin. İkinci elemanda ise yalnızca çarpılma

15
meydana gelsin ve hacim değişikliği olmasın. Bu durumda ikinci şekil için birim
hacimde şekil değiştirme,
εv = εx + εy + εz = 0 olmalıdır.
εv = (1 / E) [ σ1 - σm - υ ( σ2 - σm + σ3 – σm ) ] + ( 1/E ) [ σ2 - σm - υ ( σ1 - σm + σ3 – σm ) ] + (1 / E) [ σ3 - σm - υ ( σ1 - σm + σ2 – σm ) ] = 0
Buradan, σm = σ1 + σ2 + σ3 bulunur 3
σm ortalama veya hidrostatik gerilmedir. İkinci durum için çarpılma veya biçim
değiştirme enerjisi,
Ug = 1 [ ( σ1 – σ2 )² + ( σ2 – σ3 )² + ( σ3 – σ1 )² ] 12G
Deneysel gözlemler plastik deformasyonun hidrostatik gerilmeden bağımsız
olduğunu göstermiştir. Malzemenin plastik deformasyona uğramasına deviatorik
gerilmeler sebep olur.
2.1.3 Akma Kriterleri
Plastik deformasyonun başlangıcı akma kriterine göre belirlenir. Bu nedenle,
malzemede oluşacak gerilmeler akma kriterleri ile değerlendirilmektedir.
Malzemenin akma gerilmesi ile ilgili birçok kriter olup, en çok kullanılanları
Tresca ve Von-Mises teorileridir. Bu çalışmada da hesaplamalarda Von-Mises
akma kriteri göz önüne alınmıştır.

16
Von – Mises Kriteri Bu teoriyi Von – Mises, Huber ve Hencky geliştirmiştir. Birim hacim için genel
halde çarpılma enerjisi;
Ug = 1 [(σx – σy)² + ( σy – σz)² + ( σz – σx)² + 6 (τxy² + τxz² + τyz² ) 12G Asal gerilmeler cinsinden Ug = 1 [ ( σ1 – σ2 )² + ( σ2 – σ3 )² + ( σ3 – σ1 )² ]
12G
Şeklinde yazılır. Bu kritere göre bir malzemenin akması, çarpılma enerjisi tek
eksenli haldeki çarpılma enerjisine ulaştığı zaman olur. Tek eksenli halde;
Ug = 1 σ0 ² 6G
Bunu genel haldekine eşitlersek;
Ug = 1 σ0 ² = Ug = 1 [ ( σ1 – σ2 )² + ( σ2 – σ3 )² + ( σ3 – σ1 )² ] 6G 12G
bulunur. İki eksenli halde; σ3 = 0
σ1² - σ1 σ2 + σ2² = σ0²
Bulunur ve diyagramı bir elipstir.

17
Bu elips maksimum kayma gerilmesi ile belirtilen köşe noktalardan
geçmektedir. Üç boyutlu halde bu kriter bir silindirik yüzey gösterir ve dik kesit
bir dairedir
(Şekil 2.1.2 ) Von-Mises Kriteri
σ3
σ2
σ1
18
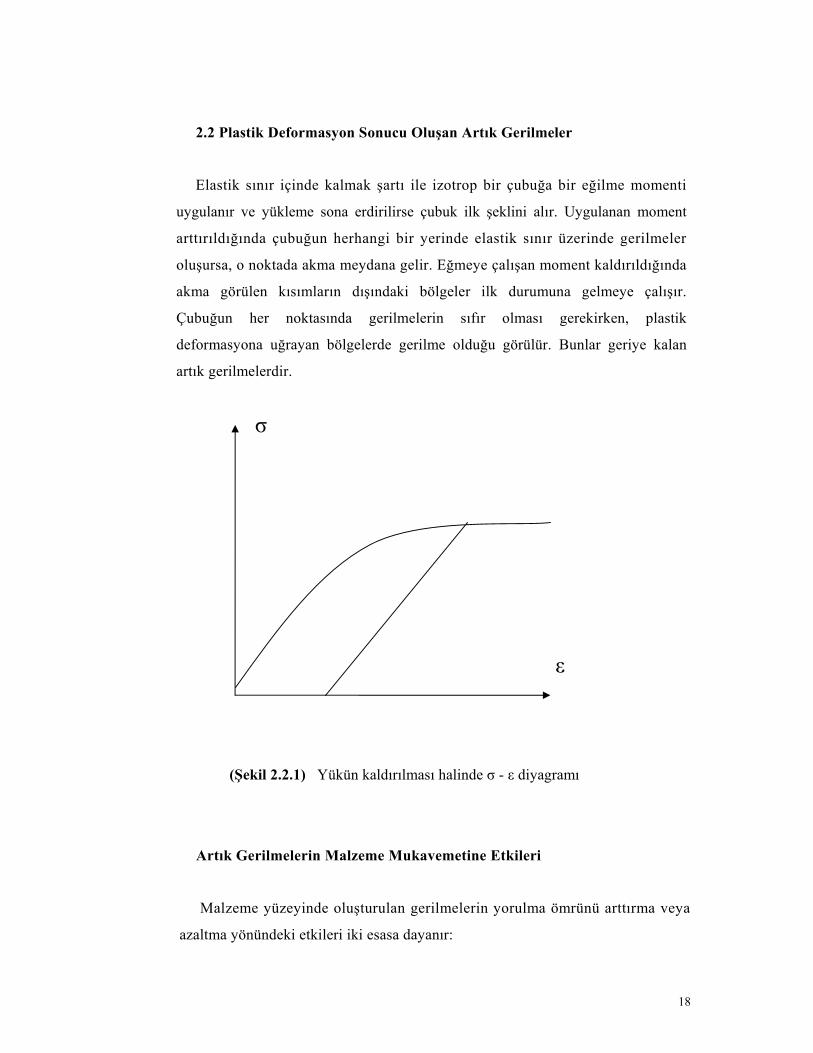
2.2 Plastik Deformasyon Sonucu Oluşan Artık Gerilmeler
Elastik sınır içinde kalmak şartı ile izotrop bir çubuğa bir eğilme momenti
uygulanır ve yükleme sona erdirilirse çubuk ilk şeklini alır. Uygulanan moment
arttırıldığında çubuğun herhangi bir yerinde elastik sınır üzerinde gerilmeler
oluşursa, o noktada akma meydana gelir. Eğmeye çalışan moment kaldırıldığında
akma görülen kısımların dışındaki bölgeler ilk durumuna gelmeye çalışır.
Çubuğun her noktasında gerilmelerin sıfır olması gerekirken, plastik
deformasyona uğrayan bölgelerde gerilme olduğu görülür. Bunlar geriye kalan
artık gerilmelerdir.
(Şekil 2.2.1) Yükün kaldırılması halinde σ - ε diyagramı
Artık Gerilmelerin Malzeme Mukavemetine Etkileri
Malzeme yüzeyinde oluşturulan gerilmelerin yorulma ömrünü arttırma veya
azaltma yönündeki etkileri iki esasa dayanır:
σ
ε
19
1. Yorulma hasarları sadece çekme gerilmelerinden meydana gelir.
2. Malzeme yüzeyi, yüzey altına göre daha zayıftır.
Artık gerilmeler malzemede ya ısıl işlem sebebiyle ya da mekanik yollarla
oluşur. Bu gerilmeler malzemenin mukavemeti açısından bazen olumlu bazen de
olumsuz etki yapar. Artık gerilmeler dış kuvvetle aynı yönde etki ediyorsa
malzemede hasar oluşur.
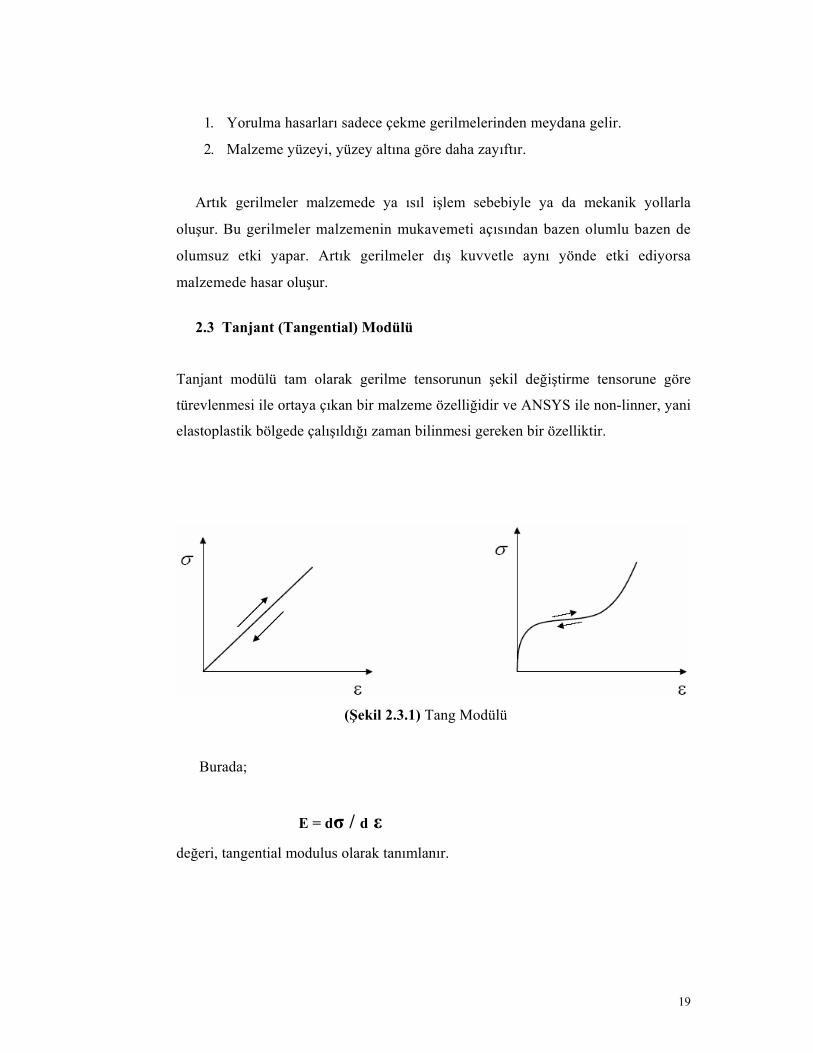
2.3 Tanjant (Tangential) Modülü
Tanjant modülü tam olarak gerilme tensorunun şekil değiştirme tensorune göre
türevlenmesi ile ortaya çıkan bir malzeme özelliğidir ve ANSYS ile non-linner, yani
elastoplastik bölgede çalışıldığı zaman bilinmesi gereken bir özelliktir.
(Şekil 2.3.1) Tang Modülü
Burada;
E = dσ / d ε değeri, tangential modulus olarak tanımlanır.
20
BÖLÜM ÜÇ
SONLU ELEMANLAR METODU
3.1 Giriş
Mühendislik uygulamalarında karşılaşılan problemler çoğu zaman doğrudan
çözülemez. Problem, çözümü daha kolay olan alt problemlere ayrılarak daha
anlaşılır hale getirilmeye çalışılır. Oluşturulan alt problemler çözülüp birleş-
tirilerek esas problemin çözümü yapılabilir. Problemin tam çözümü yerine
kabul edilebilir seviyede bir yaklaşık çözümü tercih edilir. Öyle problemler
vardır ki, bunlarda yaklaşık çözüm tek yol olarak benimsenir. Örneğin, gerilme
analizi üzerine çalışan mühendisler gerilme problemini basit kiriş, plak, silindir
gibi geometrisi bilinen benzer şekillerle sınırlarlar. Bu çözümler çoğu kez
gerçek problemin yaklaşık çözümüdür.
Sonlu Elemanlar Yöntemi; bir nümerik teknik olup, özellikle katı mekaniği,
akışkanlar mekaniği, ısı transferi ve titreşim gibi problemlerin bilgisayar
yardımıyla çözümünde kullanılan çok gelişmiş bir tekniktir. Sonlu Elemanlar
Yönteminde (Finite Elements Method (FEM) modeller sonsuz sayıda
elementlere bölünür. Bu elementler belli noktalardan birbirleriyle bağlanır, buna
düğüm (node) denir. Katı modellerde her bir elementteki yer değiştirmeler
doğrudan düğüm noktalarındaki yer değiştirmelerle ilişkilidir.
Düğüm noktalarındaki yer değiştirmeler ise elementlerin gerilmeleriyle
ilişkilidir. Sonlu Elemanlar Yöntemi bu düğümlerdeki yer değiştirmeleri
çözmeye çalışır. Böylece gerilme yaklaşık olarak uygulanan yüke eşit bulunur.
Bu düğüm noktaları mutlaka belli noktalardan hareketsiz bir şekilde
sabitlenmelidir.
Sürekli bir ortamda alan değişkenleri (gerilme, yer değiştirme, basınç,
sıcaklık, vs.) sonsuz sayıda farklı değere sahiptir. Diğer taraftan sürekli bir ortamın
belirli bir bölgesinin de aynı şekilde ortam özelliği gösterdiği bilinmektedir. Bu
alt bölgede alan değişkenlerinin değişimi sonlu sayıda bilinmeyeni olan bir
21
fonksiyon ile tanımlanabilir. Bilinmeyen sayısının az ya da çok olmasına göre
seçilen fonksiyon lineer veya yüksek mertebeden olabilir. Sürekli ortamın alt
bölgeleri de aynı karakteristik özelliği gösteren bölgeler olduğundan, bu bölgelere
ait alan denklem takımları birleştirildiğinde bütün sistemi ifade eden lineer denklem
takımı elde edilir. Denklem takımının çözümü ile sürekli ortamdaki alan
değişkenleri sayısal olarak elde edilebilir.
Sonlu elemanlar metodu ve bilgisayarların sanayiye girmesiyle, günümüze
kadar ancak pahalı deneysel yöntemlerle incelenebilen bir çok makine
elemanının mukavemet analizini kısa bir sürede yapıp, optimum dizaynı
gerçekleştirmek mümkün olabilmektedir.
3.2 Sonlu Elemanlar Metodunun Uygulanışı
Sonlu elemanlar metodunun temel prensibi öncelikle bir elemana ait sistemin
özelliklerini içeren denklemlerin çıkartılıp daha sonra tüm sistemi temsil edecek
şekilde eleman denklemlerini birleştirerek sisteme ait lineer denklem takımının elde
edilmesidir.
3.3 Cismin Sonlu Elemanlara Bölünmesi
Sonlu eleman probleminin çözümünde i l k adım eleman tipinin belirlenmesi
ve çözüm bölgesinin elemanlara ayrılmasıdır. Çözüm bölgesinin geometrik yapısı
belirlenerek bu geometrik yapıya en uygun elemanlar seçilmelidir. Seçilen
elemanların çözüm bölgesini temsil etmeleri oranında elde edilecek neticeler
gerçek çözüme yaklaşmış olacaktır.
3.4 Sonlu Eleman Tipleri
Sonlu elemanlar metodunda kullanılan elemanlar boyutlarına göre dört kısma
ayrılabilir.
Tek boyutlu elemanlar: Bu elemanlar tek boyutlu olarak ifade edilebilen
problemlerin çözümünde kullanılır.
22
İki boyutlu elemanlar: İki boyutlu problemlerin çözümünde kullanılırlar. Bu
grubun temel elemanı üç düğümlü üçgen elemandır. Üçgen elemanın altı, dokuz ve
daha fazla düğüm ihtiva eden çeşitleri de vardır. Düğüm sayısı seçilecek
interpolasyon fonksiyonunun derecesine göre belirlenir. İki üçgen elemanın
birleşmesiyle meydana gelen dörtgen eleman problemin geometrisine uyum
sağladığı ölçüde kullanışlılığı olan bir elemandır. Dört veya daha fazla düğümlü
olabilir.
Dönel elemanlar: Eksenel simetrik özellik gösteren problemlerin çözümünde
dönel elemanlar kullanılır. Bu elemanlar bir veya iki boyutlu elemanların
simetri ekseni etrafında bir tam dönme yapmasıyla oluşurlar. Gerçekte üç boyutlu
olan bu elemanlar, eksenel simetrik problemleri iki boyutlu problem gibi çözme
imkanı sağladığı için çok kullanışlıdırlar.
Üç boyutlu elemanlar: Bu grupta en temel eleman üçgen piramittir. Bunun
dışında dikdörtgenler prizması ve daha genel olarak altı yüzlü elemanlar üç
boyutlu problemlerin çözümünde kullanılan eleman tipleridir.
İzoparametrik sonlu elemanlar: Çözüm bölgesinin sınırları eğri denklemleri
ile tanımlanmışsa kenarları doğru olan elemanların bu bölgeyi tam olarak
tanımlaması mümkün değildir. Böyle durumlarda bölgeyi gereken hassasiyetle
tanımlamak için elemanların boyutlarını küçültmek, dolayısıyla adetlerini arttır-
mak gerekmektedir. Bu durum çözülmesi gereken denklem sayısını arttırır ve
dolayısıyla gereken bilgisayar kapasitesi ve zamanın büyümesine sebep olur. Bu
olumsuzluklardan kurtulmak için çözüm bölgesinin eğri denklemleri ile tanımlanan
sınırlarına uyum sağlayacak eğri kenarlı elemanlara ihtiyaç duyulmaktadır.
Böylece hem çözüm bölgesi daha iyi tanımlanmakta hem de daha az sayıda
eleman kullanılarak çözüm yapılabilmektedir. Bu elemanlar üzerindeki düğüm
noktaları bir fonksiyon ile tanımlanır. İzoparametrik sonlu elemanın özelliği, her
noktasının konumunun ve yer değiştirmesinin aynı mertebeden aynı şekil
(interpolasyon) fonksiyonu ile tanımlanabiliyor olmasıdır. İzoparametrik ele -
23
manlara eşparametreli elemanlar da denir.
3.5 Eleman Direngenlik Matrisinin Elde Edilmesi
Elemanın direngenliğinin bulunması elemana etki eden dış etkenler ile alan
değişkenleri arasında bir ilişki kurmak anlamına gelmektedir. Örneğin, bir elastisite
probleminde elemana etki eden dış kuvvet ile yer değiştirmeler arasındaki ilişki bir
lineer denklem takımı ile karakterize edilir.
[K] {U}={P}
Burada {U} düğüm yer değiştirmelerini belirten; {P} düğüm dış kuvvetlerini
ifade eden sütun matristir. [K] ise elemanın geometrik ve elastik özelliklerinden
elde edilen direngenlik matrisidir. Eleman direngenliğini elde ederken
çözülecek problemin konusu alan değişkeni, seçilen eleman tipi, seçilen
interpolasyon fonksiyonu, eleman özelliklerini elde ederken kullanılan metot gibi
pek çok faktör göz önüne alınmak durumundadır. Etki eden bu faktörlere göre
de eleman direngenliğinin elde edilmesinde değişik yollar izlenir.
Çözüm için, sistemin sınır şartlan da göz önüne alınarak direngenlik matrisinin
tersini almak yeterlidir. Fakat bilgisayar kapasitesi ve bilgisayar zamanı açısından
çok büyük matrislerin çözümünü ters alma işlemi ile yapmak yerine Gauss
eliminasyon metodu metodu ile daha az kapasite ve daha kısa sürede yapmak
mümkündür.
3.6 Termal Gerilmelerin Sonlu Eleman Analizi
3.6.1 Gerilme Şekil Değiştirme Bağıntıları
Sıcaklıktan dolayı meydana gelen gerilmeler şekil değiştirmelere bağlı olarak
aşağıdaki gibi ifade edilebilir.
24
(σ) = [D] {( ε ) – (εth)}
Burada ;
{σ } = [ εx εy εz εxy εyz εxz ]T : Gerilme Vektörünü,
[D] = Elastisite matrisini
{ε} = [εx εy εz γxy γyz γxz ]T : Şekil değiştirme vektörünü,
{εth} = termal şekil değiştirme vektörünü göstermektedir.
Üç boyutlu durumda termal şekil değiştirme vektörü aşağıdaki gibi yazılabilir.
{εth} = ∆T [ αx αy αz 0 0 0 ]T
Burada ;
α :sırasıyla x,y ve z yönlerindeki termal genleşme katsayılarını,
∆T : T – TREF sıcaklık farkını,
T : ortam sıcaklığını, göstermektedir.
.
25
BÖLÜM DÖRT
ANSYS PAKET PROGRAMI
4.1 Programın Genel Tanıtımı
Mühendislik alanında sonlu elemanlar yöntemiyle çeşitli konularda analiz yapan
programdır.Bu konular ;
• Yapısal Analiz
• Termal Analiz
• Elektromagnetik Analiz
• Akışkan Analizleridir.
Burada ANSYS 6.1 versiyonu kullanılmıştır.
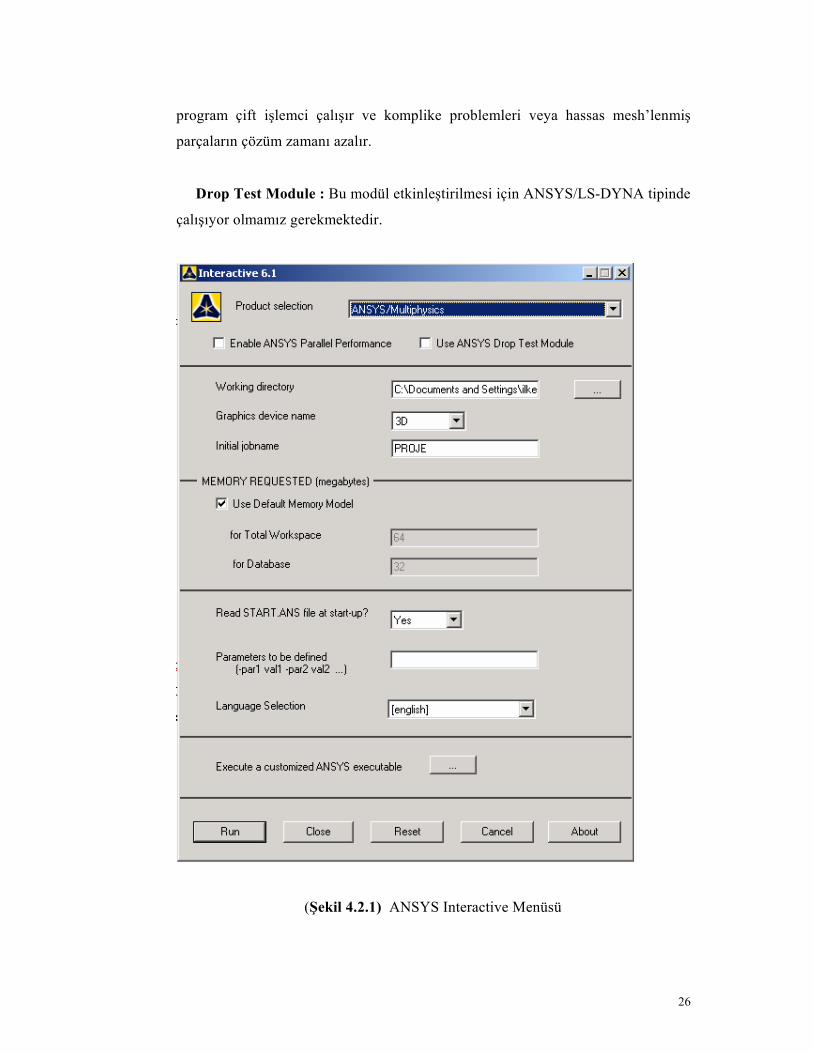
4.2 Programın Genel Kullanımı
Programı çalıştırmak için START menüsünden programlar altında ANSYS adlı
menü altından INTERACTIVE seçeneği kullanılır.Aynı menü altında RUN
INTERACTIVE NOW seçeneği ise bir önceki yapılan çalışmanın default loading
işlemidir.Açılan pencereden ANSYS’in ilk seçimleri yapılır.Bunlar ;
Enable ANSYS Paralel Performance : Bu modülü etkin kıldığımız vakit,
26
program çift işlemci çalışır ve komplike problemleri veya hassas mesh’lenmiş
parçaların çözüm zamanı azalır.
Drop Test Module : Bu modül etkinleştirilmesi için ANSYS/LS-DYNA tipinde
çalışıyor olmamız gerekmektedir.
(Şekil 4.2.1) ANSYS Interactive Menüsü

27
Working Directory : Yaptığımız çalışma esnasında save dosyalarının
korunması ve çeşitli hata mesajlarının saklanması için Hard Diskteki çalışma
klasörüdür.Bu klasöre ayrıca yapılan animasyonlarda default olarak save edilir.
Graphics Device Name : Grafikler için görüntü bağdaştırıcı seçimi buradan
yapılır.Nodal renklendirmenin üç boyutlu olmasını istiyorsak bu modülü
kullanmalıyız.Aşağıda 3-D modu ile, aynı sonuçların win 32 değerleri arasındaki
farklar gösterilmiştir.
(Şekil 4.2.2) 3-D modu gösterimi
Memory Requested : Programın çalışma esnasında bellekten kullanacağı alanı

28
gösterir.Bu default değerler değiştirilebilir.Değerlerin arttırılması programın
performansında bir değişiklik yapmaz, ancak programda uzun süre çalışılacaksa
arttırılması nispeten daha randımanlı sonuçlar vermektedir.
(Şekil 4.2.3) win 32 modu görünümü
4.2.1 ANSYS de Ana Menüler
File : Bu kısımda yeni bir çalışma başlatma, çalışma ismi, daha önceden
kaydedilmiş dosyaları çağırma, yapılan yeni çalışmayı kaydetme veya programdan

29
çıkış gibi karakteristik dosya işlemleri yapılabilir.
Select : Model üzerinde çalışırken zaman zaman modelin kimi kısımlarının ayrı
incelenmesi gerekebilmektedir.Bu genel görünümden ayrı inceleme işlemleri select
alt menüleri ile yapılabilir.
Plot : Modelin nokta, çizgi, alan, elemanların gösteriminin ayarlandığı ve
sonuçların ekranda görsel olarak ayarlandığı menüdür.
Plot Controls : Modelin grafik ekranındaki görünüm açısının değişimi,
perspektif, görüntü veya istenen şekillerde animasyon görüntüleri alınmasına yarar.
Work Plane : Başlangıçta kullanılan kartezyen koordinat sistemi, bu menü
yardımı ile silindirik, küresel, kutupsal sistemlere çevrilebilir.Ayrıca
kullanıcıya,opsiyonel olarak kendi çalışma düzlemini yaratma seçenekleride alt
menülerde sunulmuştur.
Parameters : Uygulanacak yüklerin bir fonksiyon halinde verilmesini sağlayan
bir alt menüsü vardır.
Menü Controls : Ekranda kullanılan pencerelerin açılıp kapanmasını sağlar.
4.2.2 ANSYS Main Menu
Preferences : Analiz tipini belirterek, programın diğer analiz tipi ile ilgili olan
menülerini elimine etmek için kullanırız.Neticede tek amacı görsel kolaylık
sağlamaktır.
Preprocessor : Bu alt menüde tüm ön çalışmalar yapılabilir. Malzemenin
modellenmesi,sonlu elemanlara ayrılması (meshing), istenen yükün uygulanması,
malzeme özelliklerinin belirtilmesi, birim sisteminin değiştirilmesi, sınır şartlarının
ugulanması gibi işlemler bu menüden yapılabilir.

30
Solution : Alt menüsündeki Current/LS komutu ile çözüm yaptırılır.
General Postprocessor : Analiz sonuçlarının istenen şekilde okunması için
kullanılan bölümdür.
TimeHist Postpro : Geçmişteki çalışmalarla ilgili bilgileri içerir.Working
Directory kısmından sonuç dosyalarını okuyabiliriz.
Run Time Stats : Programın calışıyor haldeki istatistiki bilgilerine
ulaşabileceğimiz alt menüdür.İterasyon ayarları, sistem ayarları gibi ayarlar
yapılabilir.
4.2.3 ANSYS Output Window
Bu pencerede ANSYS ile ilgili yaptığınız kişisel ayarlar görülebilir.Ayrıca
çözüm esnasında programın yaptığı işlemler görülebilir.Kısacası programda
yaptığımız çalışmanın aynısını bu pencerede görebiliriz.
(Şekil 4.2.4) ANSYS Output Window

31
BÖLÜM BEŞ
KOMPOZİT DİSKİN TERMAL ANALİZİ
5.1 Modelleme, Malzemenin Tanıtılması ve Yükleme
Bu bölümde, ortasında 20mm lik delik bulunan, 50mm çaplı, 2mm kalınlıktaki
kompozit dairesel diskin, çeşitli sıcaklık yüklemelerine karşılık verdiği gerilme
cevapları incelenecektir.Yapılan termal analizde ANSYS 6.1 paket programı
kullanılmıştır.
5.1.1 Malzeme Tipinin Belirlenmesi
Ansys’te çalışmaya başlamadan önce hangi sonlu eleman modelini
kullanacağımızı önceden belirlemeliyiz.Adım adım yapılacak işlemler sırasıyla şu
şekildedir;
Preprocessor > Element Type > Add / Edit / Delete > Add > Structural Solid 8
node 82 …..
Element Type > Options > Plane Strs w/thk……
Preprocessor > Real Constant > Add / Edit / Delete > Add > OK >
Bu prosedürde açılan pencerede thickness kısmına malzeme kalınlığı 2mm girilir.
5.1.2 Malzeme Özellikleri ve Ön Hazırlık
Analizi yapılacak olan kompozitin özellikleri ;
32
EX = 2600 MPa EY = 113000 MPa EZ = 2600 MPa G12 = 75 MPa
νxy = 0.43 νyz = 0.25 νxz = 0.43 (Poisson oranları)
σx = 5.4 MPa σy = 14 MPa σz = 5.4 MPa (Akma sınırları)
αx = 130.10-6 (1/C) αY = 12.8.10-6 αZ = 130.10-6 (Termal genleşme katsayıları)
S = 3.8 MPa T = 92 MPa (Tang Modulu)
1 ) Birim sisteminin ve koordinat sisteminin değiştirilmesi;
Preprocessor > Material Props > Material Library > Select Units > User ….
Preprocessor > Material Props > Temp. Units > Celcius…..
ANSYS Utilty Menu > Workplane > Local Coordinate System > Create Local
CS > AT WP Origin > KCS Type of Coordinate System > Cylindirical Coordinates
Preprocessor > Meshing > Mesh Attributes > Default Attrbs > Element
Coordinate System > 11….(Koordinat sistemi tanıtılıyor)
2 ) Malzeme Özelliklerini Girilmesi ;
Preprocessor > Material Props > Material Model > Structural > Nonlinear
(Elastoplastik) > Inelastic > Rate Independent > Isotropic Hardening Plasticity >
Hill Plasticity (Kompozitler için) > Bilinear….
Bu prosedürde ilk önce malzemenin elastik özellikleri girilir.Daha sonra yield
stress bölmesine, Y yönündeki akma gerilmesi değeri girilir.Bu değer bizim
malzememizde 14 MPa dır.
33
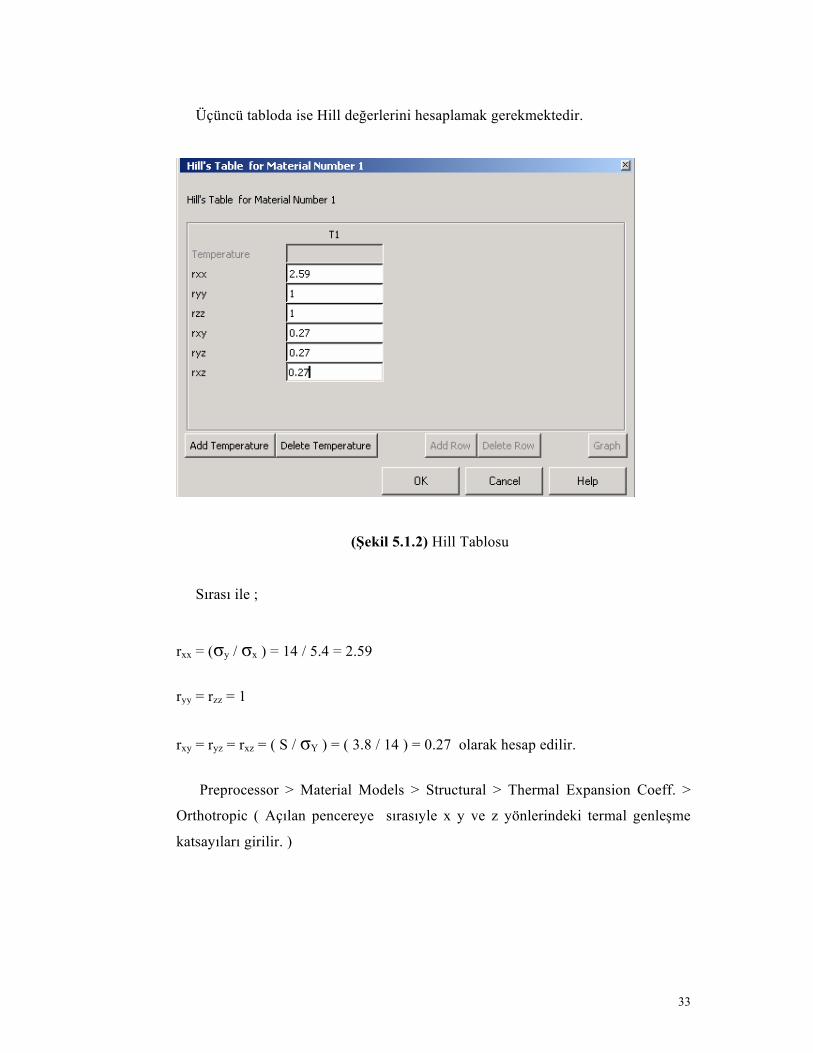
Üçüncü tabloda ise Hill değerlerini hesaplamak gerekmektedir.
(Şekil 5.1.2) Hill Tablosu
Sırası ile ;
rxx = (σy / σx ) = 14 / 5.4 = 2.59
ryy = rzz = 1
rxy = ryz = rxz = ( S / σY ) = ( 3.8 / 14 ) = 0.27 olarak hesap edilir.
Preprocessor > Material Models > Structural > Thermal Expansion Coeff. >
Orthotropic ( Açılan pencereye sırasıyle x y ve z yönlerindeki termal genleşme
katsayıları girilir. )
34
5.1.3 Malzemenin Modellenmesi
ANSYS sonlu elemanlar metodu kullanarak çözüm yaparken malzemenin
tamamının modellenmesine gerek yoktur.Eğer yükleme sırasında malzeme simetrik
davranacaksa bu simetri eksenlerinden veya noktasından hayali bir bölme yaparak
modelin yarısı veya dörtte biri oluşturulmalıdır.
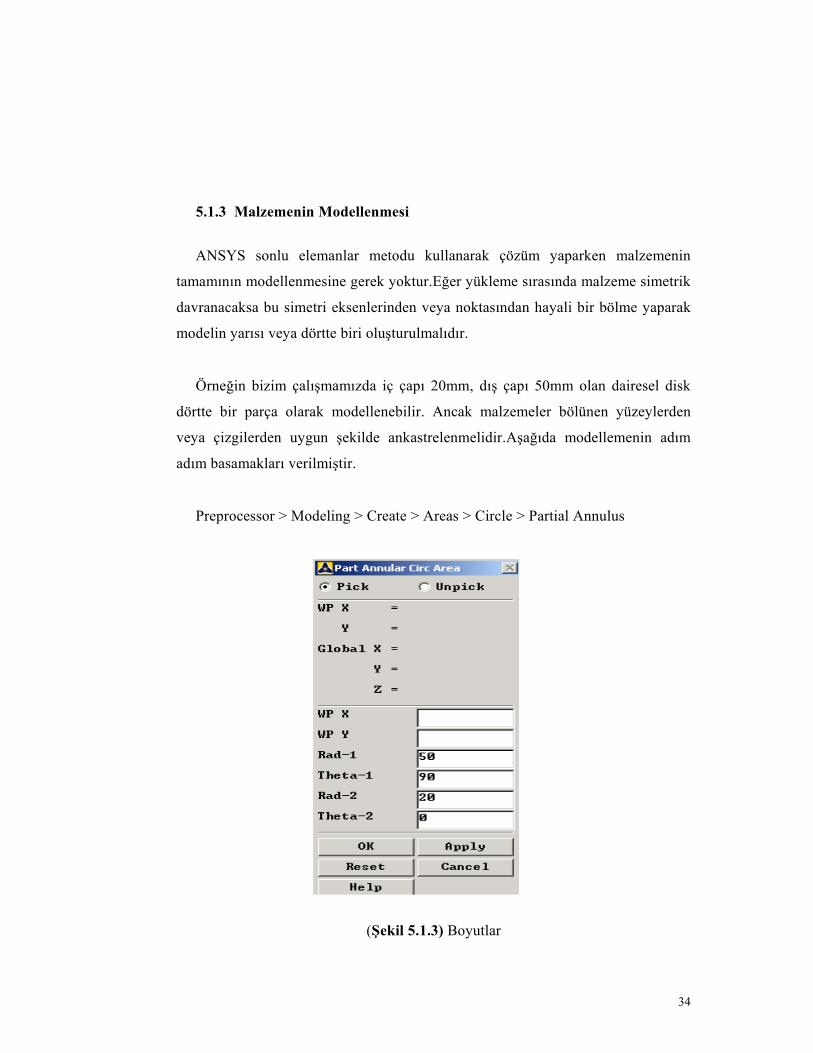
Örneğin bizim çalışmamızda iç çapı 20mm, dış çapı 50mm olan dairesel disk
dörtte bir parça olarak modellenebilir. Ancak malzemeler bölünen yüzeylerden
veya çizgilerden uygun şekilde ankastrelenmelidir.Aşağıda modellemenin adım
adım basamakları verilmiştir.
Preprocessor > Modeling > Create > Areas > Circle > Partial Annulus
(Şekil 5.1.3) Boyutlar
35
90º lik açıda 50mm ve 20mm (annulus) alıp, 0º ye kadar bir alan oluşturur.
5.1.4 Modelin Sonlu Elemanlara Bölünmesi (Meshing)
Modeli sonlu elemanlara bölmek, başlangıçta eleman seçiminin doğru
yapılmasıyla birebir ilişkilidir. Yani eleman tipine göre mesh tarzı değişir. Bizim
modelimiz serbest meshlemeye uygundur.
Mesh işlemi iki şekilde yapılabilir, ilki meshing alt menüsü altında MESH
menüsü ile, diğer yöntem ise MESHTOOL kullanılarak yapılandır.
Burada daha kolay bir yöntem olan meshtool yöntemine
başvurulmuştur.Yapılacak işlemler sırasıyla şöyledir;
Preprocessor > Meshing > Mesh Tool > Lines > Set > OK
Mouse yardımı ile hangi hatlar ( modeli oluşturan çizgiler ) kaç elemana
bölünmek isteniyorsa, No of Element Division bölmesine yazılır.Bizim
modelimizde 20 olarak belirlenmiştir. Bu değerin büyümesi ile yapılan analizin
hassasiyeti arasında doğrudan bir orantı vardır.
Ancak sonlu elemanların sayısı çok fazla olacak şekilde analiz, aynı zamanda
zaman gerektiren bir olaydır. Çünkü programdan istenen, örneğin 100 adet eleman
yerine 2500 eleman üzerinde analiz yapmasıdır. Yapılacak işin hassasiyetine göre
bu değerler değişmektedir.
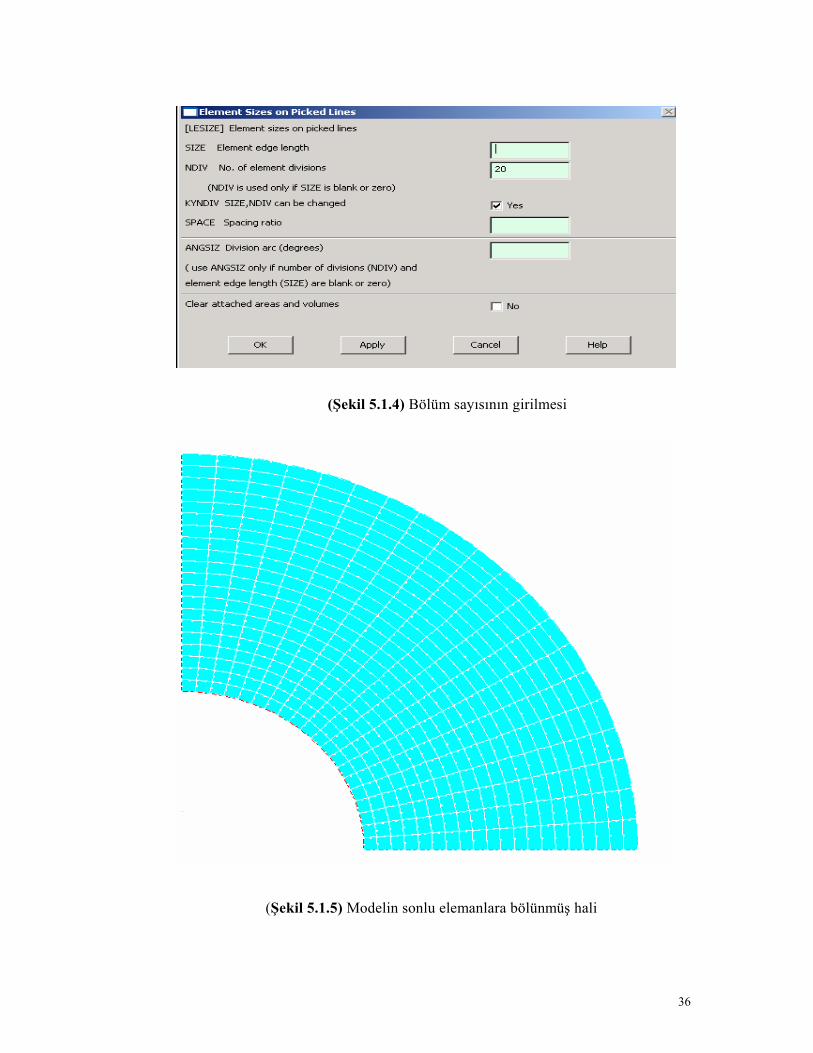
Aşağıda, istenen mesh hassasiyetinin programa tanıtıldığı pencere
görülmektedir.
36
(Şekil 5.1.4) Bölüm sayısının girilmesi
(Şekil 5.1.5) Modelin sonlu elemanlara bölünmüş hali
37
Meshtool > Mesh > Pick All
Yukarıdaki son prosedürle birlikte modelin sonlu elemanlara bölünmesi işlemi
tamamlanmış olur.Şekilde modelin hatlarını belirleyen çizgilerin her birinin 20
parçaya bölündüğü görülmektedir. Şekil 5.1.4 te ise modelin hatlarını belirleyen
çizgileri iki şekilde bölümleyebileceğimiz açıkca görülüyor. İlk yöntem yukarıda
anlatılan, diğeri ise parçaların bizzat uzunluklarının girilmesi suretiyle bölümleme
işlemidir. Yani 30mm’lik kenarı ya direkt olarak 20 eşit parçaya böleriz, yada
Element Edge Lenght bölmesine 1.5 değerini girerek bu uzunluktaki elemanları
kenara yerleştiririz. Sonuç aynı olacaktır.
5.1.5 Yükleme
Sırasıyla yukarıdaki işlemler yapıldıktan sonra malzemeye önce uniform olarak
100º C’lik bir sıcaklık uygulayacağız.Daha sonra iç çaptan dış çapa doğru önce
lineer, daha sonra logaritmik bir denkleme göre sıcaklığı düşürerek tatbik edeceğiz.
Yapılan işlemlerde referans sıcaklık 0ºC olarak kabul edilecektir, yani bir başka
deyişle malzemenin ∆T = 100º C değerinde bir sıcaklık farkına verdiği gerilme
cevapları incelenecektir.Ancak öncelikle yukarıda da belirtildiği gibi malzemenin
ankastrelenmesi gerekmektedir.Bunun için ;
Preprocessor > Loads > Define Loads > Apply > Structural > Displacement >
On Lines > X doğrultusundaki sınır çizgisi seçilir > OK > Constrained DOF UY
Aynı yordam, Y doğrultusundaki sınır çizgisi için UX serbestliği verilerek
yapılır.Eğer modelimiz dönme serbestliği de gerektirmiş olsaydı.Preprocessor >
Element Type > Add DOF ( Degrees Of Freedom )……yordamı uygulanarak
istenen rotasyonal serbestlikleri atanabilir.Dikkat edilecek diğer bir nokta ise, bu
constrain işlemlerinde başlangıç şartı verilebiliyor olmasıdır.Örneğin X-
doğrultusundaki öteleme hareketine istenen kısıtlama getirilebilir.
38
Uniform Sıcaklık
Preprocessor > Load > Structural > Temperature > Uniform Temperature > 100
Lineer Sıcaklık Dağılımı
İç çaptan itibaren dışa doğru 0º C ye doğru azalan bir sıcaklık formu
uygulayacağız.
Preprocessor > Load > Define Load > Apply > Structural > Temperature > On
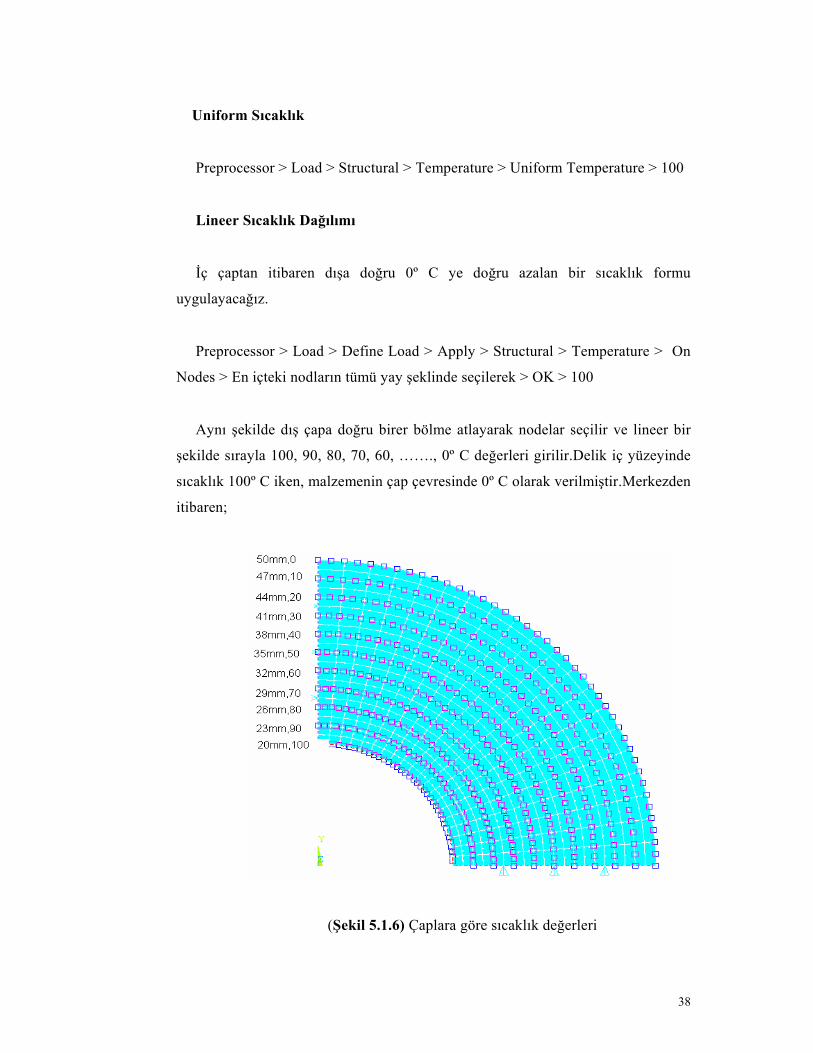
Nodes > En içteki nodların tümü yay şeklinde seçilerek > OK > 100
Aynı şekilde dış çapa doğru birer bölme atlayarak nodelar seçilir ve lineer bir
şekilde sırayla 100, 90, 80, 70, 60, ……., 0º C değerleri girilir.Delik iç yüzeyinde
sıcaklık 100º C iken, malzemenin çap çevresinde 0º C olarak verilmiştir.Merkezden
itibaren;
(Şekil 5.1.6) Çaplara göre sıcaklık değerleri

39
Yukarıdaki şekilde malzemenin yükleme durumunun lineer hali
görülmektedir.Şekildeki gibi sırasıyla tüm nodlara sıcaklık değerleri girilir.
Logaritmik Sıcaklık Dağılımı
Bu yüklemede gerçeğe en yakın sonuçlar alınmaktadır.Sıcaklık değerlerinin
girilmesi için izlenecek yordam, yukarıda anlatılan lineer durumdaki ile aynı
şekildedir.Ancak burada iç yüzeyden dışarı doğru sıcaklık dağılımı logaritmik
olarak azalacaktır.Modelin herhangi bir çap hattındaki sıcaklık değerinin bulunması
için kullanılacak denklem ;
T = 100[ ln ( b/ r ) ] / [ ln ( b/a ) ]
dir.
Buna göre ;
b : Dış çap ( 50 mm)
a : İç çap ( 20 mm )
r : Sıcaklığı bulunmak istenen çap ‘ tır.
Logaritmik sıcaklık dağılımı ise şu şekilde hesap edilmiştir.
• 20 mm = 100º C
• 23 mm = 84.74º C
• 26 mm = 71.36º C
• 29 mm = 59.44º C
40
• 32 mm = 48.7º C
• 35 mm = 38.92º C
• 38 mm = 29.95º C
• 41 mm = 21.65º C
• 44 mm = 13.95º C
• 47 mm = 6.75º C
• 50 mm = 0º C
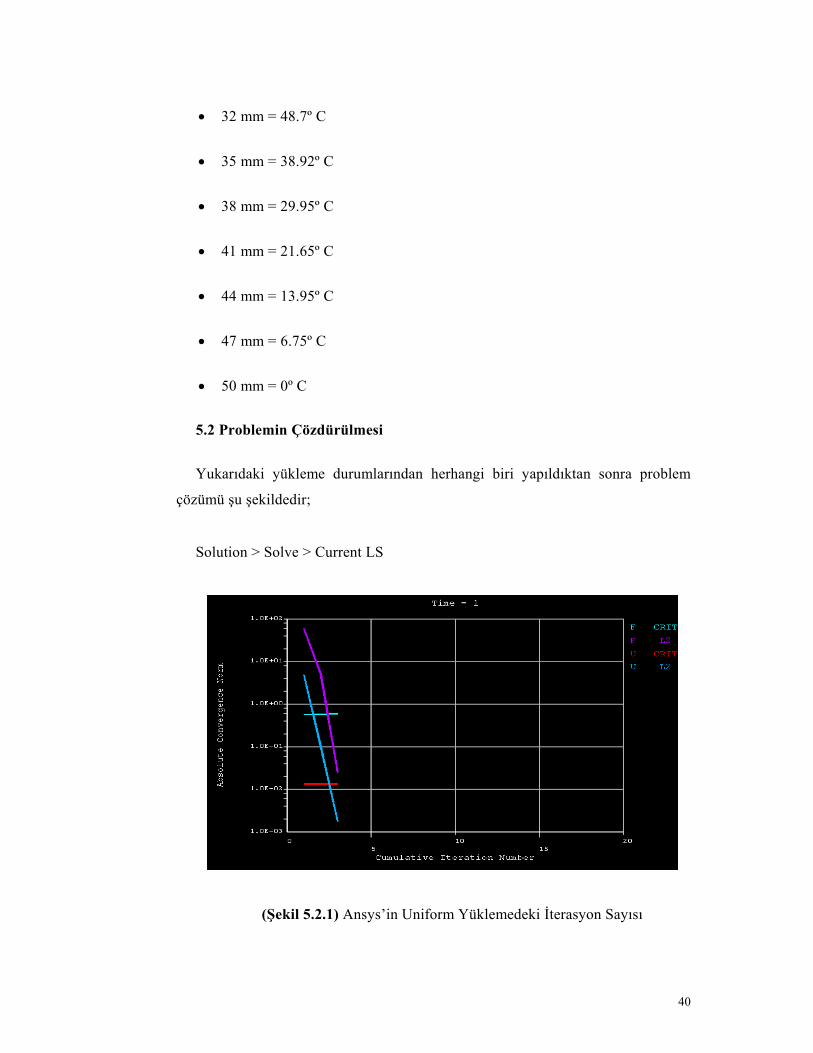
5.2 Problemin Çözdürülmesi
Yukarıdaki yükleme durumlarından herhangi biri yapıldıktan sonra problem
çözümü şu şekildedir;
Solution > Solve > Current LS
(Şekil 5.2.1) Ansys’in Uniform Yüklemedeki İterasyon Sayısı
41
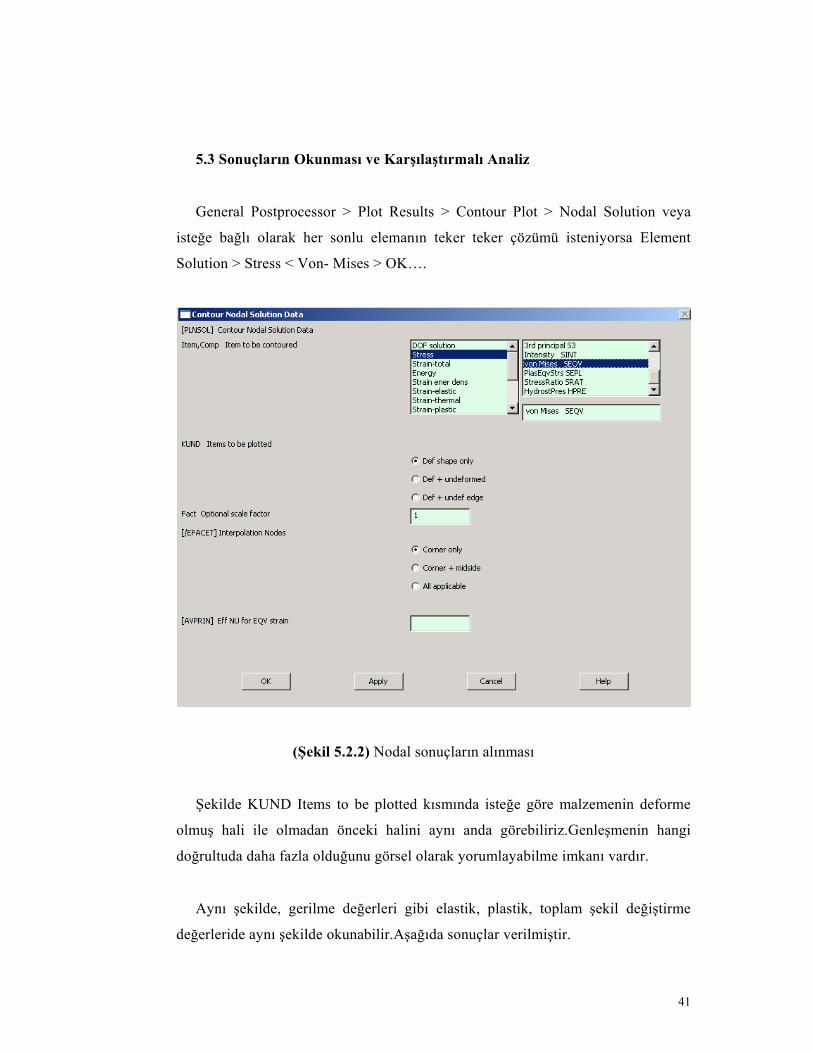
5.3 Sonuçların Okunması ve Karşılaştırmalı Analiz
General Postprocessor > Plot Results > Contour Plot > Nodal Solution veya
isteğe bağlı olarak her sonlu elemanın teker teker çözümü isteniyorsa Element
Solution > Stress < Von- Mises > OK….
(Şekil 5.2.2) Nodal sonuçların alınması
Şekilde KUND Items to be plotted kısmında isteğe göre malzemenin deforme
olmuş hali ile olmadan önceki halini aynı anda görebiliriz.Genleşmenin hangi
doğrultuda daha fazla olduğunu görsel olarak yorumlayabilme imkanı vardır.
Aynı şekilde, gerilme değerleri gibi elastik, plastik, toplam şekil değiştirme
değerleride aynı şekilde okunabilir.Aşağıda sonuçlar verilmiştir.
42
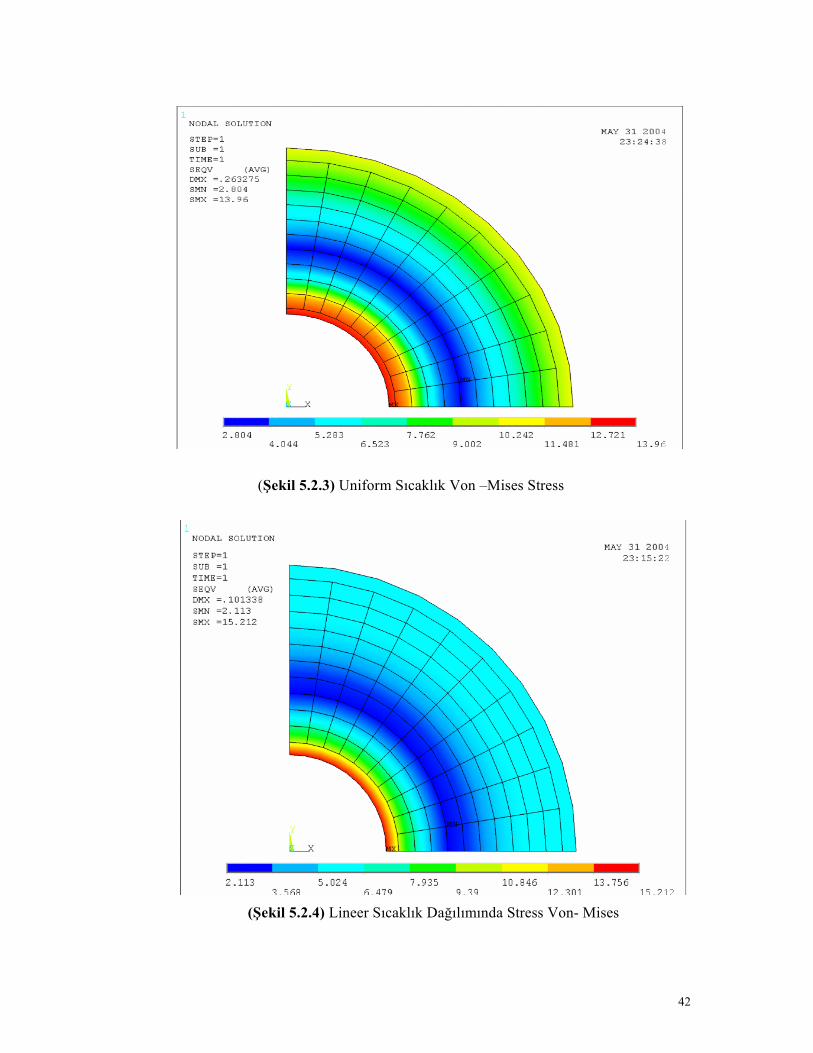
(Şekil 5.2.3) Uniform Sıcaklık Von –Mises Stress
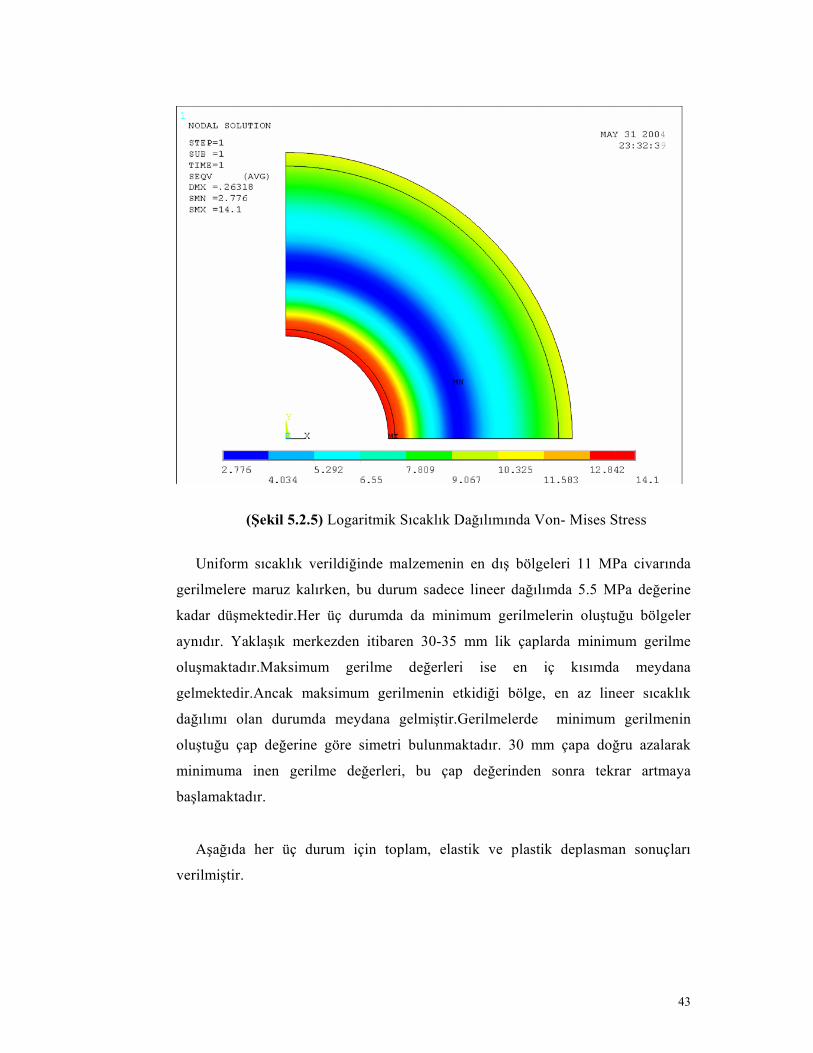
(Şekil 5.2.4) Lineer Sıcaklık Dağılımında Stress Von- Mises
43
(Şekil 5.2.5) Logaritmik Sıcaklık Dağılımında Von- Mises Stress
Uniform sıcaklık verildiğinde malzemenin en dış bölgeleri 11 MPa civarında
gerilmelere maruz kalırken, bu durum sadece lineer dağılımda 5.5 MPa değerine
kadar düşmektedir.Her üç durumda da minimum gerilmelerin oluştuğu bölgeler
aynıdır. Yaklaşık merkezden itibaren 30-35 mm lik çaplarda minimum gerilme
oluşmaktadır.Maksimum gerilme değerleri ise en iç kısımda meydana
gelmektedir.Ancak maksimum gerilmenin etkidiği bölge, en az lineer sıcaklık
dağılımı olan durumda meydana gelmiştir.Gerilmelerde minimum gerilmenin
oluştuğu çap değerine göre simetri bulunmaktadır. 30 mm çapa doğru azalarak
minimuma inen gerilme değerleri, bu çap değerinden sonra tekrar artmaya
başlamaktadır.
Aşağıda her üç durum için toplam, elastik ve plastik deplasman sonuçları
verilmiştir.
44
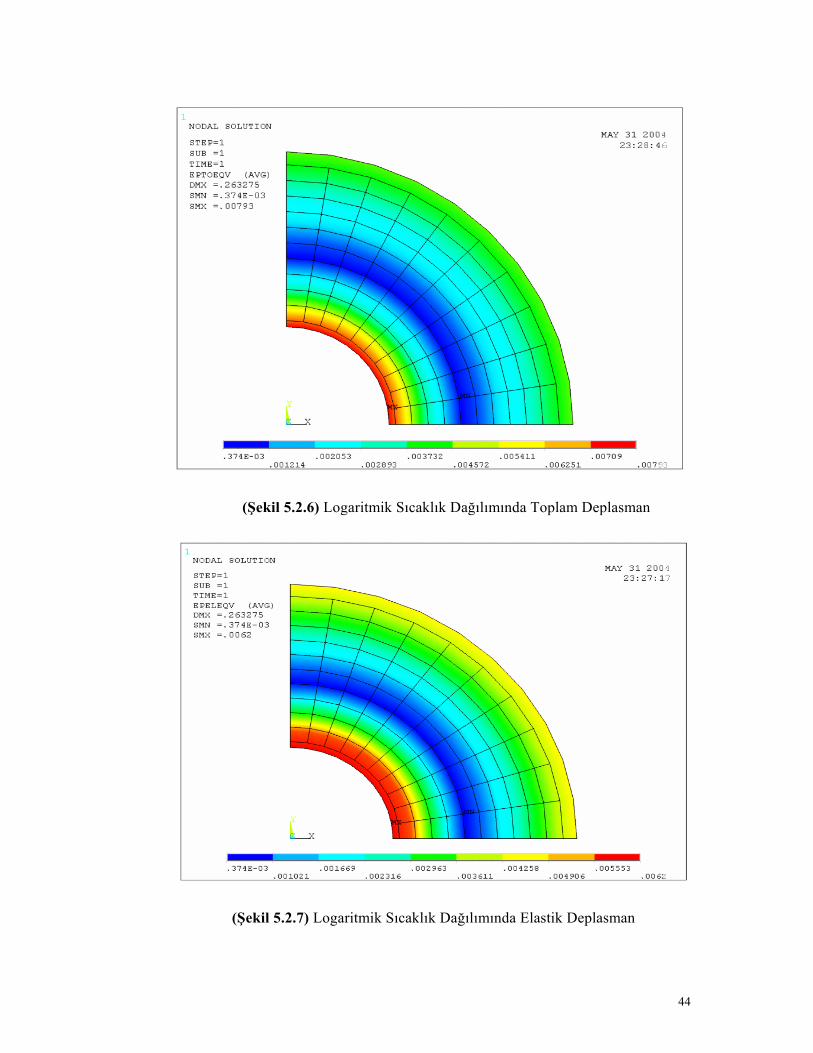
(Şekil 5.2.6) Logaritmik Sıcaklık Dağılımında Toplam Deplasman
(Şekil 5.2.7) Logaritmik Sıcaklık Dağılımında Elastik Deplasman
45
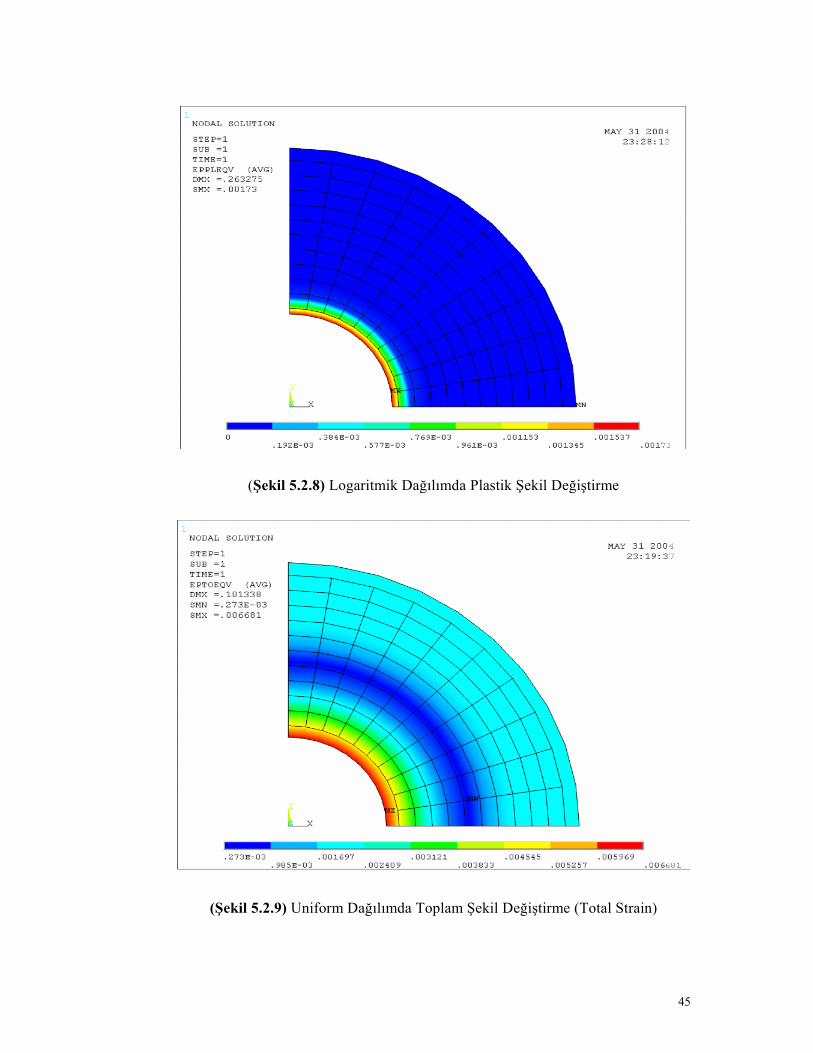
(Şekil 5.2.8) Logaritmik Dağılımda Plastik Şekil Değiştirme
(Şekil 5.2.9) Uniform Dağılımda Toplam Şekil Değiştirme (Total Strain)
46
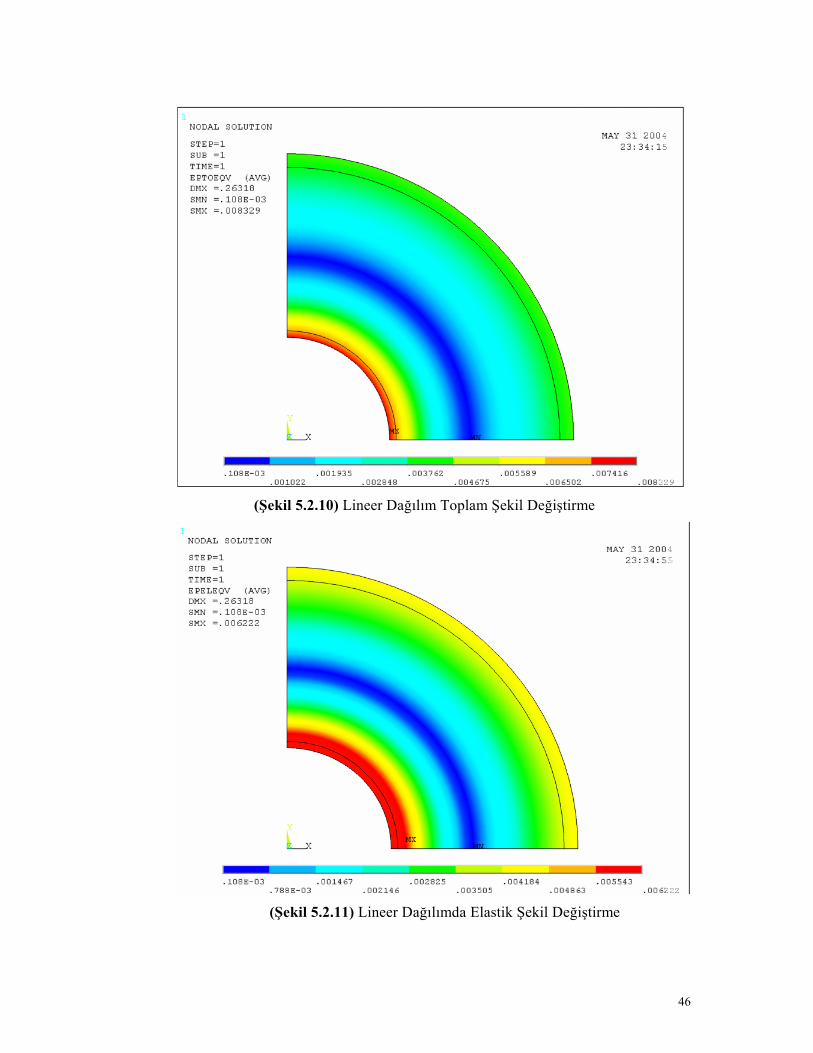
(Şekil 5.2.10) Lineer Dağılım Toplam Şekil Değiştirme
(Şekil 5.2.11) Lineer Dağılımda Elastik Şekil Değiştirme
47
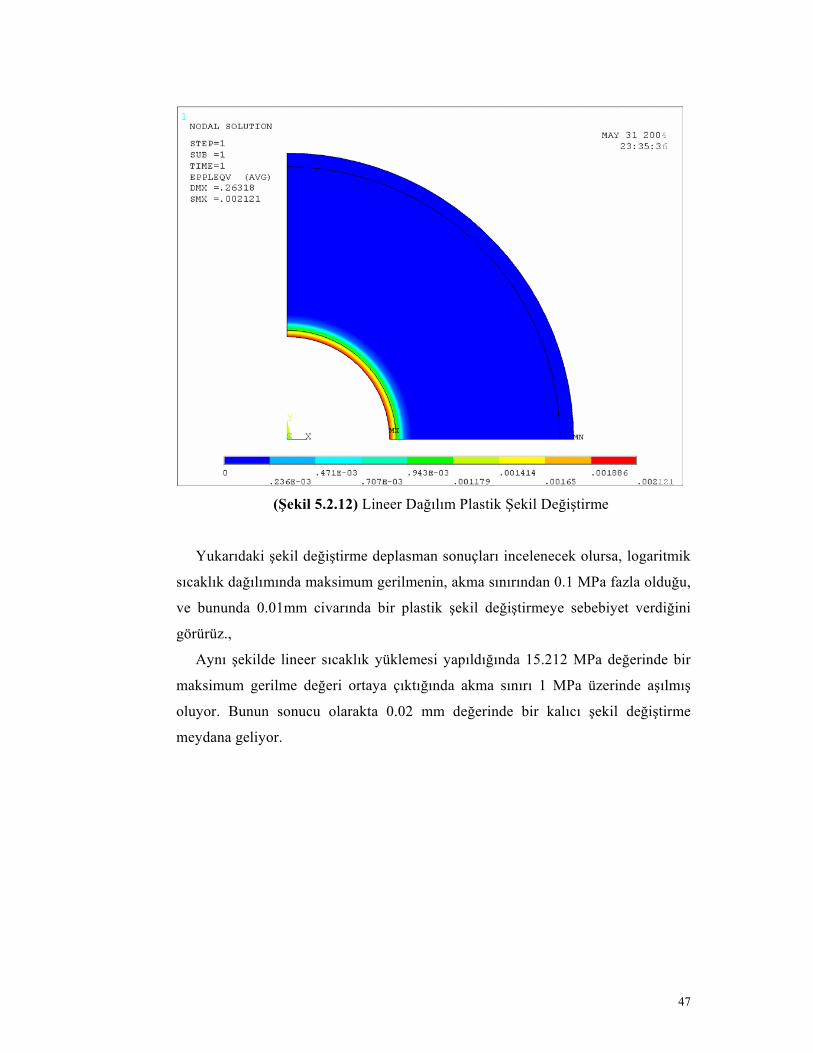
(Şekil 5.2.12) Lineer Dağılım Plastik Şekil Değiştirme
Yukarıdaki şekil değiştirme deplasman sonuçları incelenecek olursa, logaritmik
sıcaklık dağılımında maksimum gerilmenin, akma sınırından 0.1 MPa fazla olduğu,
ve bununda 0.01mm civarında bir plastik şekil değiştirmeye sebebiyet verdiğini
görürüz.,
Aynı şekilde lineer sıcaklık yüklemesi yapıldığında 15.212 MPa değerinde bir
maksimum gerilme değeri ortaya çıktığında akma sınırı 1 MPa üzerinde aşılmış
oluyor. Bunun sonucu olarakta 0.02 mm değerinde bir kalıcı şekil değiştirme
meydana geliyor.

48

49

50