knitting scheme development from art to science mr. arkin ng 1, dr jimmy k c lam 2 1 natalia fashion...
TRANSCRIPT

Knitting Scheme Knitting Scheme DevelopmentDevelopment
from Art to Sciencefrom Art to Science
Knitting Scheme Knitting Scheme DevelopmentDevelopment
from Art to Sciencefrom Art to Science
Mr. Arkin NgMr. Arkin Ng11, Dr Jimmy K C Lam, Dr Jimmy K C Lam22
11Natalia Fashion Ltd, Hong KongNatalia Fashion Ltd, Hong Kong22Institute of Textiles & Clothing, Institute of Textiles & Clothing,
The Hong Kong Polytechnic UniversityThe Hong Kong Polytechnic University
The 86th TIWC, Nov 18-21, 2008, Hong Kong
2
Outlines• Introduction and Background• Experimental Details• Results and Discussions
– Fabric dimensions and tightness– Fabric dimensions and machine gauge– Fabric dimensions and tightness factor– Fabric pilling and textile materials
• Conclusions

The 86th TIWC, Nov 18-21, 2008, Hong Kong
3
Introduction & Backgrounds
• Flat knitting is one of the most important technological Flat knitting is one of the most important technological inventions for knitwear design and production that has inventions for knitwear design and production that has gone through a lot of changes over time.gone through a lot of changes over time.
• When comparing the primary flat knitting using jacquard When comparing the primary flat knitting using jacquard steel for needle selection with the state-of-the-art machine steel for needle selection with the state-of-the-art machine for integral shape knitwear, one can readily realize the for integral shape knitwear, one can readily realize the amount of breakthroughs in this procession.amount of breakthroughs in this procession.
• The huge improvement in the efficiency of loop transfer The huge improvement in the efficiency of loop transfer has replaced the flat bed purl knitting machine with has replaced the flat bed purl knitting machine with double hook latch needles.double hook latch needles.

The 86th TIWC, Nov 18-21, 2008, Hong Kong
4
Introduction & Backgrounds
• The knitting production process evolved from cut-and-sewn piece goods knitting to fully fashion shaped knitting, and finally to integral shape knitting.
• The latest machine has completely eliminated the cutting and linking processes and put things together in one single operation.

The 86th TIWC, Nov 18-21, 2008, Hong Kong
5
Stage One: Cut and Sewn
Stage Two: Shaping
Stage Three: Integral Knitting
Stage Four: Whole Garment Knitting
Evolution of Knitwear Technology

The 86th TIWC, Nov 18-21, 2008, Hong Kong
6
Introduction & Backgrounds 2
• Despite all these technological developments in flat knitting, the key instructional method (knitting scheme) is still relied on the skill and experience of individual knitting technician.
• With increasing demand for fine gauge knitting and 3-D products, ability to produce fine and accurate knitting schemes is critical for quality assurance and production.
• Conventional knitting schemes are work of individual often lacking in consistency amongst their compliers.
• This trial-and-error approach which is sufficient for coarse gauge loose body knitting but crude on body-fitted knitting.

The 86th TIWC, Nov 18-21, 2008, Hong Kong
7
What is Knitting Scheme ?
• Knitting scheme is the statement used to knit the garment parts which is expressed in terms of courses (fabric length), needles width (fabric width) and fashioning frequencies.
• A swatch (a small piece of fabric) in correct knitting instruction and knitting tension is normally prepared before bulk production.
• One of the useful methods to determine the stitch tension is to stretch the fabric widthwise to its utmost limits manually and measure the dimension of 10 wales board.

The 86th TIWC, Nov 18-21, 2008, Hong Kong
8
What is Knitting Scheme2 ?
• The number of wales and courses per cm after finishing which is determined from the swatch to prepare the knitting scheme.
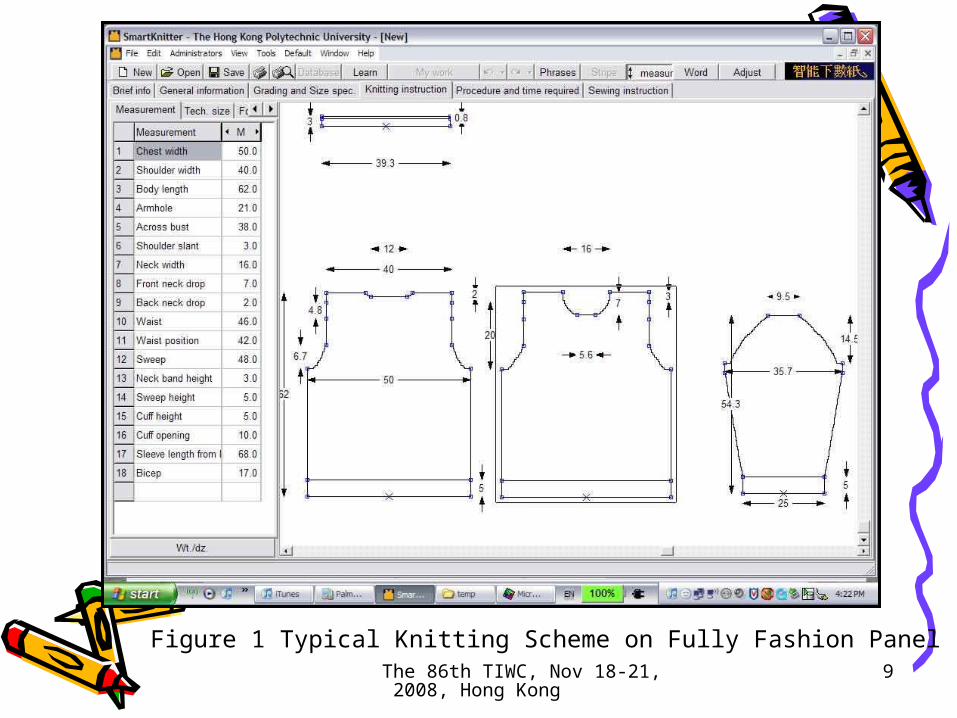
• The swatch is set and the knitting scheme is written according to the stitch density and the style of knitwear.
• Typical knitting scheme is shown in Figure 1
The 86th TIWC, Nov 18-21, 2008, Hong Kong
9
Figure 1 Typical Knitting Scheme on Fully Fashion Panel

The 86th TIWC, Nov 18-21, 2008, Hong Kong
10
Experimental Details• A hand knit flat bed machine with 36 inches
width, 12 gauge and 432 needles will be used to produce a jersey plain knitted fully fashion panel.
• Five different materials and three different knitting tensions and three different machine gauges were used, total of 45 samples were produced.
• The fabric samples were knitted into three different tightness as suggested from the industry and shown in Table 1.

The 86th TIWC, Nov 18-21, 2008, Hong Kong
11
Table 1 Fabric density and tightness.
Machine GaugeKnitting Tension
Tightness(measured in 10 wales)
Tightness(measured in 10 wales)
5G Tight 3-4/8” 8.09 cm
5G Normal 3-7/8” 9.84 cm
5G Loose 4-2/8” 10.79cm
7G Tight 2-4/8” 6.35 cm
7G Normal 2-6/8” 6.98 cm
7G Loose 3-0” 7.63 cm
12G Tight 1-3/8” 3.49 cm
12G Normal 1-4/8” 3.81 cm
12G Loose 1-5/8” 4.12 cm

The 86th TIWC, Nov 18-21, 2008, Hong Kong
12
• The three different tensions (tight, normal and loose) for three different gauges (5G, 7G and 12G) for five materials (acrylic, cotton, pima cotton, cashmere and wool) were converted into tightness factor so that fabric dimensions and fabric density can be compared,
• Table 2 shows results for acrylic fibre.

The 86th TIWC, Nov 18-21, 2008, Hong Kong
13
Table 2 Knitting tension, loop length and tightness factor for acrylic fabric
Machine Gauge
Knitting Tension
Yarn Tex Average loop length (mm)
Tightness factor
5G Tight 285.6 15.90 1.06
5G Normal 285.6 16.47 1.03
5G Loose 285.6 16.62 1.02
7G Tight 142.8 9.65 1.24
7G Normal 142.8 10.57 1.13
7G Loose 142.8 10.77 1.11
12G Tight 71.4 5.80 1.46
12G Normal 71.4 5.86 1.44
12G Loose 71.4 6.27 1.35

Results and Results and DiscussionsDiscussionsResults and Results and DiscussionsDiscussions

The 86th TIWC, Nov 18-21, 2008, Hong Kong
15
Fabric Dimensions and tightness
• Figures 1 & 2 showed the fabric dimensions under different tensions for different fibres for 5G fabric.
• Figure 1 showed that the courses per cm decease if the average loop length. In other words, the three different knitting tensions (tight, normal and loose) will affect fabric course density.
• The higher is the knitting tension (tight knitting), the smaller is the loop length and the higher is the course density.

The 86th TIWC, Nov 18-21, 2008, Hong Kong
16
Courses/cm V.S. Loop Length/stitch (mm) at 5 Gauge
3
3.5
4
4.5
5
13 14 15 16 17Loop Length/stitch (mm)
Cou
rses
/cm
2/28Nm Acrylic
40/2NeC Cotton(combed)
10/1Nec Cotton(pima)
2/28Nm Cashmere
2/28Nm Wool
2/48Nm Wool
Figure 1: Courses per cm and loop length on 5G machine

The 86th TIWC, Nov 18-21, 2008, Hong Kong
17
Wales/cm V.S. Loop Length/stitch (mm) at 5 Gauge
2
2.5
3
3.5
13 14 15 16 17
Loop Length/stitch (mm)
Wal
es/c
m
2/28Nm Acrylic
40/2NeC Cotton(combed)
10/1Nec Cotton(pima)
2/28Nm Cashmere
2/28Nm Wool
2/48Nm Wool
Figure 2: Wales per cm and loop length on 5G machine

The 86th TIWC, Nov 18-21, 2008, Hong Kong
18
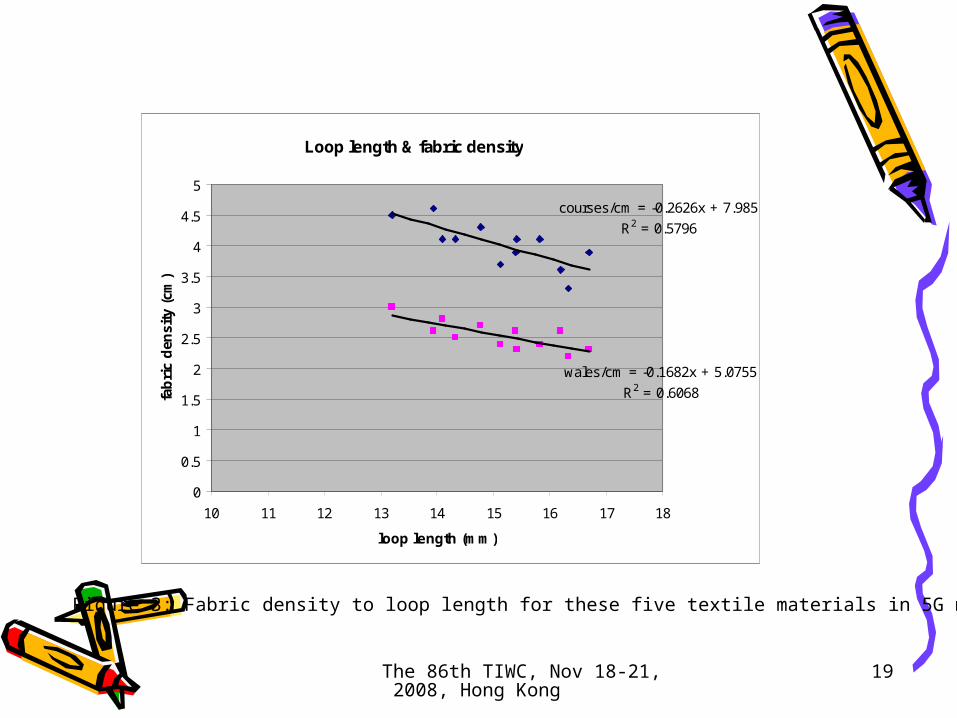
• Both courses per cm and wales per cm (Fig. 1 & 2) show inversely relationship to fabric loop length under different knitting tension on these five different textile materials.
• Figure 3 showed this relationship with empirical formula after we plotted all data on the same chart.
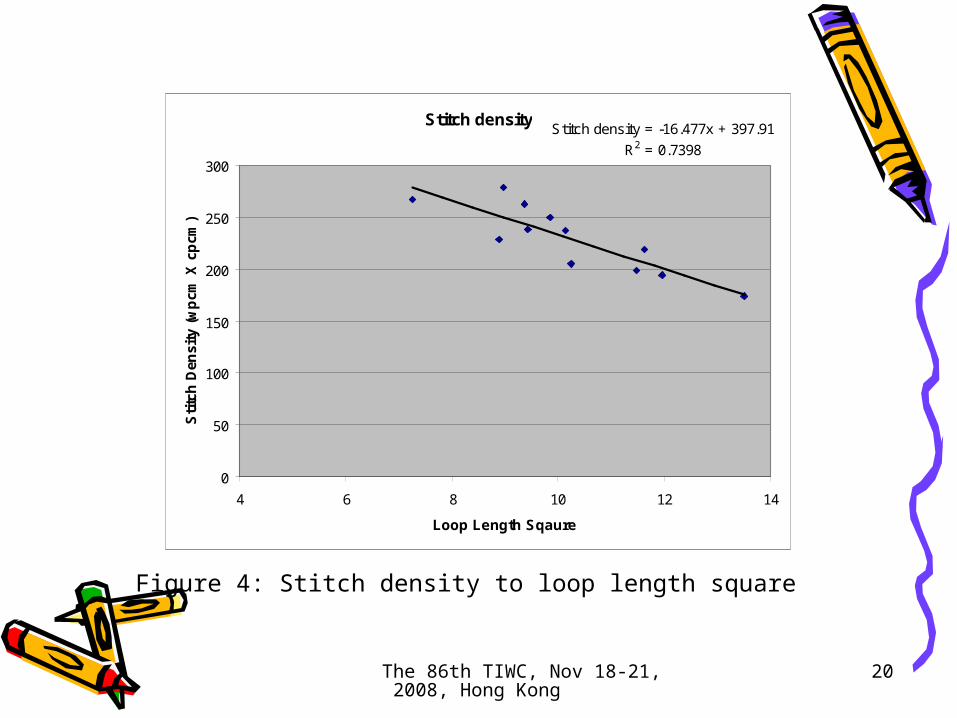
• Figure 4 showed the stitch density (wales/cm X courses/cm) are inversely proportional to loop length square
The 86th TIWC, Nov 18-21, 2008, Hong Kong
19
Loop length & fabric density
courses/cm = -0.2626x + 7.985
R2 = 0.5796
wales/cm = -0.1682x + 5.0755
R2 = 0.6068
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
10 11 12 13 14 15 16 17 18
loop length (mm)
fab
ric
den
sity
(cm
)
Figure 3: Fabric density to loop length for these five textile materials in 5G machine
The 86th TIWC, Nov 18-21, 2008, Hong Kong
20
Stitch densityStitch density = -16.477x + 397.91
R2 = 0.7398
0
50
100
150
200
250
300
4 6 8 10 12 14
Loop Length Sqaure
Sti
tch
Den
sity
(w
pcm
X c
pcm
)
Figure 4: Stitch density to loop length square

The 86th TIWC, Nov 18-21, 2008, Hong Kong
21
Fabric dimensions and machine gauge
• The fabric dimensions (wales/cm and courses/cm) will be affected by machine gauge under different knitting tension as shown in Figure 5.
• It can be seen that both coarse gauge (5G) and fine gauge (12G) fabric samples show inversely relationship between loop length and courses/cm

The 86th TIWC, Nov 18-21, 2008, Hong Kong
22
Effect of machine gauge and course density
3
4
5
6
7
8
9
10
5 7 9 11 13 15 17
Loop length (mm)
co
urs
es
/cm
5G Acrylic
7 Gauge Acrylic
12G Acrylic
Figure 5: Relationship between courses/cm and loop length on acrylic fabric for different gauges
The 86th TIWC, Nov 18-21, 2008, Hong Kong
23
Fabric dimensions and tightness factor
• In order to find out the effect of yarn count (tex), machine gauge on fabric dimensions, the fabric loop length is converted into tightness factor (TF).
• Tightness Factor = Sqrt(Tex)/loop length.
• Figure 6 show the tightness factor to loop length for the acrylic fibres under three different machine gauges.

The 86th TIWC, Nov 18-21, 2008, Hong Kong
24
Acrylic Fiber
1.5
2.5
3.5
4.5
5.5
6.5
7.5
8.5
9.5
0.80 0.90 1.00 1.10 1.20 1.30 1.40 1.50
Tightness Factor
coru
ses
per
cm
7 G
12G
5G
Figure 6 Courses density to tightness factor on acrylic fibres

The 86th TIWC, Nov 18-21, 2008, Hong Kong
25
Fabric Pilling and Textile Materials
• Pilling is a fabric surface fault in which “pills” of entanglements fibres cling to the cloth surface, giving a bad appearance of garment.
• The International Fabricare Institute defines pilling as “the formation of small tangles of fibres or balls on the surface of fabric”.

The 86th TIWC, Nov 18-21, 2008, Hong Kong
26
Fabric Pilling and Textile Materials
• Figure 7 showed the effect of fabric pilling for different textile materials on different machine gauges.
• It can be shown that textile materials play an important role on fabric pilling.
• The wool fibres give a lower pilling rate because of the scales nature of wool material which will trap the loose broken fibres on the fabric surface.
• Both cotton and cotton pima fibres give a higher pilling rate because of the smooth and fine surface of these cotton fibres. Only a small amount of broken fibres are shown on the surface and these loose fibres are easily fall off from the fabric surface.

The 86th TIWC, Nov 18-21, 2008, Hong Kong
27
Pilling Test for different materials
0
1
2
3
4
5
6
Acrylic Cotton Cotton Pima Cashmere Wool 2/28 Wool 2/48
Fabrics
Pil
lin
g R
ate
5G
7G
12G
Figure 7 Pilling test for different fibres on different machine gauges

The 86th TIWC, Nov 18-21, 2008, Hong Kong
28
Pilling and Materials• The relationship between pilling and
machine gauge is not obviously to determine.
• For wool fabric, the coarser is the machine gauge (5G), the lower is the pilling rate as the open structure of coarse gauge machine will increase the number of broken fibres on the fabric surface.

The 86th TIWC, Nov 18-21, 2008, Hong Kong
29
Conclusions• This paper shows the results of commercial knitting
scheme on different fibres (wool/acrylic/cotton/cashmere) under three different knitting tensions (tight/normal/loose).
• Results show that different materials will affect the final fabric dimension in terms of knitting tensions and machine gauge.
• Tightness factor is a good indicator to predict different yarn linear density and fabric loop length.
• Fabric pilling is directly affected by different textile fibres and wool fibres show a poor pilling than cotton fibre.
• However, no direct relationship between fabric pilling and machine gauge is found.

The 86th TIWC, Nov 18-21, 2008, Hong Kong
30
Acknowledgements• The authors like to thank for the
Natalia Fahsion Ltd to provide the data for experiment and the support from the University in term of Teaching Company Scheme for this project.